trabajo colaborativo 3 de planeacion y control de la produccion
40
26/09/2015 Trabajo colaborativo PLANEACION Y CONTROL DE LA PRODUCCION
-
Upload
andresmosqueragunad -
Category
Documents
-
view
276 -
download
1
description
unad
Transcript of trabajo colaborativo 3 de planeacion y control de la produccion

26/09/2015Trabajo colaborativo
PLANEACION Y CONTROL DE LA PRODUCCION


PLANEACION Y CONTROL DE LA PRODUCION
TRABAJO COLABORATIVO 3
Presentado por:
CRISTHIAN CAMILO ZAPATA DELGADOJAIRO ALONSO RODRIGUEZ
EDUAR JOSE VERGARA
Presentado a:EDILBERTO DAZA
TUTOR
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAFACULTAD DE INGENERIA INDUSTRIAL
PLANEACION Y CONTROL DE LA PRODUCCIONSEPTIEMBRE 26 DEL 2015.

PLANEACION Y CONTROL DE LA PRODUCION
TRABAJO COLABORATIVO 3
Presentado por:
CRISTHIAN CAMILO ZAPATA DELGADOJAIRO ALONSO RODRIGUEZ
EDUAR JOSE VERGARA
Presentado a:EDILBERTO DAZA
TUTOR
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAFACULTAD DE INGENERIA INDUSTRIAL
PLANEACION Y CONTROL DE LA PRODUCCIONSEPTIEMBRE 26 DEL 2015.

INTRODUCCION
Es importante decir que en el orden de las organizaciones es indispenzable la optimizacion del tiempo ya que esto permite que los intantes de inicio y de fin en un trabajo reduzcan los tiempos inutiles que a la larga pueden considerarse como perdidas, por tal razon en el presente trabajo se muestra la aplicacion de metodos importantes como el de Jonhson, ademas de la ejecucion de los temas vistos en el curso con ello se demuestran las aptitudes de aprendizaje.

OBJETIVOS ° Lograr comprender y realizar las actividades propuestas en la guia.
° Lograr interactuar como grupo de trabajo para presentar resultados.
° Correlacionar las ideas con el cuerpo del texto
° Presentar un producto adecuado con buena estructura

TRABAJO ORDEN
1 9 6 52 8 5 63 7 7 44 6 3 75 1 2 1
6 2 6 27 4 7 3
Tiempos Menores
1er Analisis T15 1 Se excluye de los demas analisis 5
2do Analisis T16 2 Se excluye de los demas analisis 6
3er Analisis T24 3 Se excluye de los demas analisis 4
4to Analisis T17 4 Se excluye de los demas analisis 7
5to Analisis T22 5 Se excluye de los demas analisis 2
6to Analisis T21 6 Se excluye de los demas analisis 1
7mo Analisis T13 7T23 7
TIEMPO PROCESO A
TIEMPO PROCESO B
1. Siete trabajos deben procesarse en dos operaciones: A y B. Los siete trabajos deben pasar por A y B en ese orden: primero A y luego B. Determine el orden óptimo en que los trabajos deben ser ordenados en el proceso usando estos tiempos:

30302821
1
4 Gráfico Gantt Algoritmo de Johnson Secuenciación en dos máquinas12
1261
Se excluye de los demas analisis 5 Sucesion: 5, _, _, _, _, _, _
5Se excluye de los demas analisis 6 Sucesion: 5, 6, _, _, _, _, _
Se excluye de los demas analisis 4 Sucesion: 5, 6, _, _, _, _, 4
Se excluye de los demas analisis 7 Sucesion: 5, 6, 7, _, _, _, 4
Se excluye de los demas analisis 2 Sucesion: 5, 6, 7, _, _, 2, 4
Se excluye de los demas analisis 1 Sucesion: 5, 6, 7, _, 1, 2, 4
Sucesion: 5, 6, 7, 3, 1, 2, 4 Lapso de Fabricación:
PROCESO A
PROCESO B
1. Siete trabajos deben procesarse en dos operaciones: A y B. Los siete trabajos deben pasar por A y B en ese orden: primero A y luego B. Determine el orden óptimo en que los trabajos deben ser ordenados en el proceso usando estos tiempos:

Gráfico Gantt Algoritmo de Johnson Secuenciación en dos máquinas
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
6 7 3 1
5 6 7 3
Lapso de Fabricación: 40 Unidades de tiempo

Gráfico Gantt Algoritmo de Johnson Secuenciación en dos máquinas
22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41
1 2 4
1 2 4

2. La siguiente lista de trabajos de un departamento muy importante incluye los cálculos de los tiempos requeridos:
TRABAJO TIEMPO REQUERIDO DIAS DIAS HASTA PROMESA DE ENTREGAA 8 12B 3 9C 7 8D 1 11E 10 .-10 (RETRASO)F 6 10G 5 .-8(RETRASO)H 4 6
a) Aplique la regla del menor tiempo de operación para programar estos trabajos.
¿Cuál es el programa?
TRABAJO TIEMPO REQUERIDO DIAS TIEMPO REQUERIDO ACUMULADOD 1 1B 3 4H 4 8G 5 13F 6 19C 7 26A 8 34E 10 44
¿Cuál es el tiempo promedio de tránsito?
Promedio de transito=149/8= 18.625 dias
b) Al jefe no le gusta el programa del punto a. Los trabajos E y G deben hacerse primero, por razones obvias (ya están retrasados). Vuelva a programar y haga lo mejor que pueda, dejando a los trabajos E y G en primero y segundo lugar, respectivamente
¿Cuál es la nueva programación?
TRABAJO TIEMPO REQUERIDO DIAS TIEMPO REQUERIDO ACUMULADOE 10 10G 5 15D 1 16B 3 19H 4 23F 6 29C 7 36A 8 44

¿Cuál es el tiempo medio de flujo?
Tiempo de flujo 192 días

2. La siguiente lista de trabajos de un departamento muy importante incluye los cálculos de los tiempos requeridos:
DIFERENCIA461
10.-20
4.-13
2
a) Aplique la regla del menor tiempo de operación para programar estos trabajos.
FECHA ENTREGA RETRASO TRABAJO11 09 06 2
.-8 2110 98 18
12 22.-10 54
b) Al jefe no le gusta el programa del punto a. Los trabajos E y G deben hacerse primero, por razones obvias (ya están retrasados). Vuelva a programar y haga lo mejor que pueda, dejando a los trabajos E y G en primero y segundo lugar, respectivamente
FECHA ENTREGA RETRASO TRABAJO.-10 20.-8 2311 59 106 17
10 197 298 36

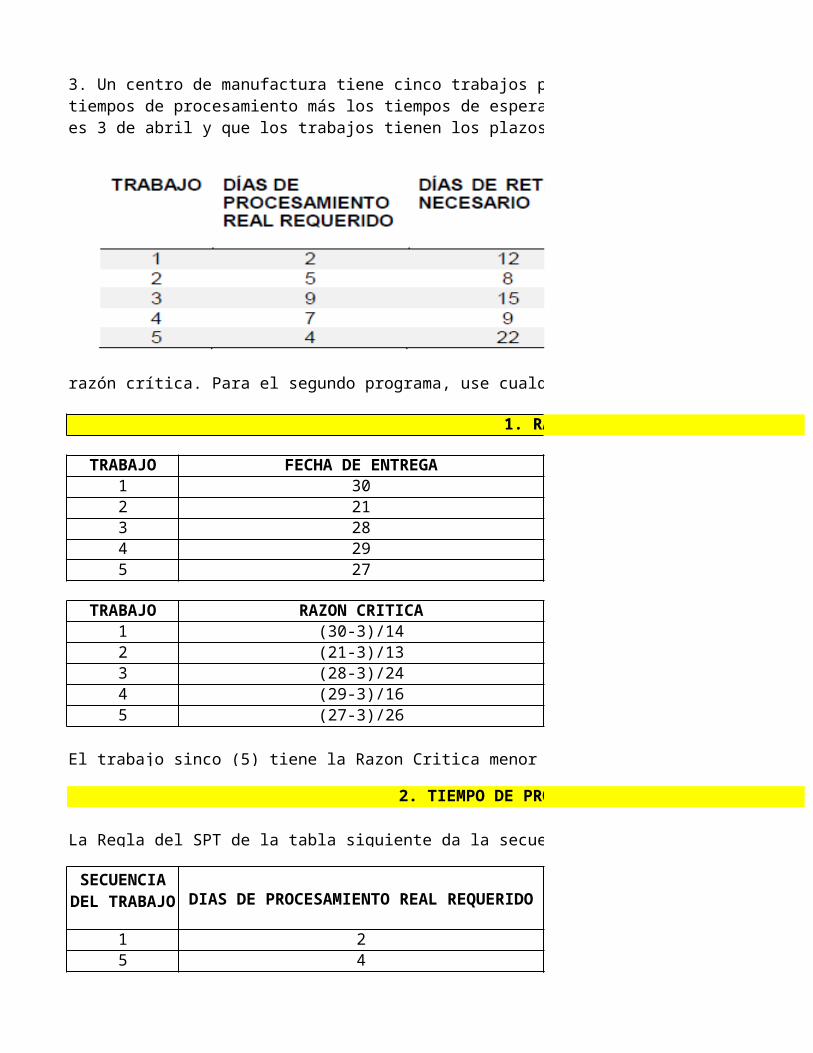
1. RAZON CRITICA (RC)
TRABAJO FECHA DE ENTREGA FECHA ACTUAL1 30 32 21 33 28 34 29 35 27 3
TRABAJO RAZON CRITICA RESULTADO OPERACIÓN1 (30-3)/14 1.932 (21-3)/13 1.383 (28-3)/24 1.044 (29-3)/16 1.635 (27-3)/26 0.92
2. TIEMPO DE PROCESAMIENTO MAS CORTO (SPT).
1 2 145 4 262 5 134 7 163 9 24
3. Un centro de manufactura tiene cinco trabajos para programar a producción. En la tabla siguiente se dan los tiempos de procesamiento más los tiempos de espera y otros retrasos necesarios de los trabajos. Suponga que hoy es 3 de abril y que los trabajos tienen los plazos indicados.
Determine dos programas e indique el orden en que deben hacerse los trabajos. Aplique en uno la regla de la razón crítica. Para el segundo programa, use cualquier otra regla, siempre que la enuncie.
El trabajo sinco (5) tiene la Razon Critica menor que uno (1), lo cual significa que esta atrasado a menos que se agilice, por lo tanto tiene la mayor prioridad; el Trabajo tres (3) esta en tiempo y los trabajos restantes dos(2), cuatro(4) y uno(1) tienen cierta
La Regla del SPT de la tabla siguiente da la secuencia 1,5,2,4,3. La secuencia de las ordenes se establece de acuerdo con el tiempo de procesamiento y los trabajos mas breves tienen prioridad mas alta.SECUENCI
A DEL TRABAJO
DIAS DE PROCESAMIENTO REAL REQUERIDO
TIEMPO TOTAL REQUERIDO

TOTALES 27 93
Las medidas de efectividad del SPT son:a) Tiempo de terminacion promedio: (93/5)b) Utilizacion (%): (27/93)c) Numero promedios de trabajos en el sistema: (93/27)d) Retraso promedio de Trabajo: (66/5)
El tiempo de procesamiento mas corto es, en general, la mejor tecnica para minimizar el flujo de trabajo y el numeros de trabajos en el sistema.

18.6
1. RAZON CRITICA (RC)
TIEMPO TOTAL REQUERIDO1413241626
ORDEN DE PRIORIDADES53241
2. TIEMPO DE PROCESAMIENTO MAS CORTO (SPT).
30 1226 2221 829 928 15
3. Un centro de manufactura tiene cinco trabajos para programar a producción. En la tabla siguiente se dan los tiempos de procesamiento más los tiempos de espera y otros retrasos necesarios de los trabajos. Suponga que hoy es 3 de abril y que los
Determine dos programas e indique el orden en que deben hacerse los trabajos. Aplique en uno la regla de la razón crítica.
El trabajo sinco (5) tiene la Razon Critica menor que uno (1), lo cual significa que esta atrasado a menos que se agilice, por lo tanto tiene la mayor prioridad; el Trabajo tres (3) esta en tiempo y los trabajos restantes dos(2), cuatro(4) y uno(1) tienen cierta
La Regla del SPT de la tabla siguiente da la secuencia 1,5,2,4,3. La secuencia de las ordenes se establece de acuerdo con el tiempo de
FECHA DE ENTREGA DEL TRABAJO (DIAS)
DIAS DE RETRASO
66
Resultado de la operación 18.6029.033.44
13.20
El tiempo de procesamiento mas corto es, en general, la mejor tecnica para minimizar el flujo de trabajo y el numeros de

Trabajo Tpi Tfi Plazo Holgura Retraso
A 0 4 4 20 16 0B 4 12 16 30 14 0C 16 2 18 15 0 3D 18 11 29 16 0 13E 29 10 39 18 0 21F 39 3 42 5 0 37G 42 6 48 9 0 39
Tiempo de flujo normal: 196 DiasTiempo promedio de flujo de traba 28 DiasDias promedio de holgura 4.29 DiasDias promedio de retraso 16.14 Dias
Trabajo Tpi Tfi Plazo Holgura Retraso
C 0 2 2 15 13 0F 2 3 5 5 0 0A 5 4 9 4 0 5G 9 6 15 9 0 6E 15 10 25 18 0 7D 25 11 36 16 0 20B 36 12 48 30 0 18
Tiempo de flujo normal: 140 DiasTiempo promedio de flujo de traba 20 Dias
Inicio del trabajo
Inicio del trabajo
4. En la tabla siguiente se contiene información sobre puestos que deben ser programados en una sola máquina.
a) ¿Cuál es el programa primero en llegar, primero en atender?
b) ¿Cuál es el programa del menor tiempo de operación?

Dias promedio de holgura 1.86 DiasDias promedio de retraso 8.00 Dias
Trabajo Tpi Tfi Plazo Holgura Retraso
A 0 4 4 4 0 0F 4 3 7 5 0 2G 7 6 13 9 0 4D 13 11 24 16 0 8E 24 10 34 18 0 16C 34 2 36 15 0 21B 36 12 48 30 0 18
Tiempo de flujo normal: 166 DiasTiempo promedio de flujo de traba 24 DiasDias promedio de holgura 0.00 DiasDias promedio de retraso 9.86 Dias
Trabajo Tpi Tfi Plazo Holgura Retraso
A 0 4 4 4 0 0F 4 3 7 5 0 2G 7 6 13 9 0 4C 13 2 15 15 0 0D 15 11 26 16 0 10E 26 10 36 18 0 18B 36 12 48 30 0 18
Tiempo de flujo normal: 149 DiasTiempo promedio de flujo de traba 21 DiasDias promedio de holgura 0.00 DiasDias promedio de retraso 7.43 Dias
Programa
Inicio del trabajo
Inicio del trabajo
Tiempo promedio transito
Dias promedio holgura
Dias promedio
retraso
c) ¿Cuál es el programa de margen de tiempo restante?
d) ¿Cuál es el programa de primer plazo?
e) ¿Cuál es el tiempo promedio de tránsito de los programas anteriores?

28 4.29 16.14
20 1.86 8.00
24 0.00 9.86
Primer plaz 21 0.00 7.43* Dias
Primero en llegar, primero en atender
Menor tiempo de operación
Margen de tiempo restante
4. En la tabla siguiente se contiene información sobre puestos que deben ser programados en una sola máquina.
a) ¿Cuál es el programa primero en llegar, primero en atender?
b) ¿Cuál es el programa del menor tiempo de operación?

02358
1318
c) ¿Cuál es el programa de margen de tiempo restante?
d) ¿Cuál es el programa de primer plazo?
e) ¿Cuál es el tiempo promedio de tránsito de los programas anteriores?

Programe los siguientes seis trabajos por dos maquinas en secuencia, para reducir minimo el tiempo de transito usando la regla de Johnson.
TRABAJO MAQUINA 1 MAQUINA 2 A 5 2B 16 15C 1 9D 13 11E 17 3F 18 7
Ordenamos los tiempos de trabajo del menor al mayor, si el menor tiempo corresponde a la maquina A iniciamos a la izquierda de la secuencia, si corresponde a la maquina B iniciamos a la derecha.
Ordenamiento de secuencia CXXXXXCXXXXACXXXEACBDFEA
TRABAJO MAQUINA 1 MAQUINA 2 C 1 9B 16 15D 13 11F 18 7E 17 3A 5 2
TRABAJO MAQUINA 1 MAQUINA 2 REORDEN
A 5 2 CB 16 15 BC 1 9 DD 13 11 FE 17 3 EF 18 7 A
DIAGRAMA DE GANTT DE PLANIFICACION DE TIEMPO DE LOS 6 TRABAJOS1 2 3 4 5 6 7 8 9 10
1 2 3 4 5 6 7 8 9 10
M1 C B

M2 C
TRABAJO MAQUINA 1 MAQUINA 2
C 1 9B 16 15D 13 11F 18 7E 17 3A 5 2
Tiempo requerido en los 6 trabajos =Si realizaramos los trabajos en las maquinas independientemente obtedriamos un total de 117 frente a 72 tras la realizacion del metodo Jonhson
Nota, los espacios en blanco son tiempos de ocio o no operados en las maquinas

Programe los siguientes seis trabajos por dos maquinas en secuencia, para reducir minimo el tiempo de transito usando la regla de Johnson.
Ordenamos los tiempos de trabajo del menor al mayor, si el menor tiempo corresponde a la maquina A iniciamos a la izquierda de la secuencia, si corresponde a la maquina B iniciamos a la derecha.
DIAGRAMA DE GANTT DE PLANIFICACION DE TIEMPO DE LOS 6 TRABAJOS11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52
1 1 1 1 1 1 1 1 1 2 2 2 2 2 2 2 2 2 2 3 3 3 3 3 3 3 3 3 3 4 4 4 4 4 4 4 4 4 4 5 5 51 2 3 4 5 6 7 8 9 0 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5 6 7 8 9 0 1 2
B D F E

B D F
Tiempo requerido en los 6 trabajos = 72Si realizaramos los trabajos en las maquinas independientemente obtedriamos un total de 117 frente a 72 tras la realizacion del metodo Jonhson
Nota, los espacios en blanco son tiempos de ocio o no operados en las maquinas

Ordenamos los tiempos de trabajo del menor al mayor, si el menor tiempo corresponde a la maquina A iniciamos a la izquierda de la secuencia, si corresponde a la maquina B iniciamos a la derecha.
DIAGRAMA DE GANTT DE PLANIFICACION DE TIEMPO DE LOS 6 TRABAJOS53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79
5 5 5 5 5 5 5 6 6 6 6 6 6 6 6 6 6 7 7 7 7 7 7 7 7 7 73 4 5 6 7 8 9 0 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5 6 7 8 9
E A

F E A

CONCLUSION
El trabajo colaborativo 3 se realiza con el fin de ejercitar la programacion de la produccion teniendo en cuenta metodos tan importantes como el de Jonhson, de manera grupal y en consenso se ejecutan la solucion de los 5 problemas propuestos en la guia de actividades. Teniendo en cuenta la pririzacion en las actividades de acuerdo a las maquinas disponibles para ejecutar un trabajo que en su mayoria es el contenido de la resolucion de los temas propuestos y sobre todo basarse en el tiempo de las operaciones y la optimizacion del mismo.

REFERENCIAS BIBLIOGRAFICAS
•Cotes, J. E. (2010). Propiedad Intelectual Unad. En J. E. Cotes, Planeacion y control de la produccion. Bogotá: UNAD.

REFERENCIAS BIBLIOGRAFICAS