Diseño del Control de Temperatura para Pruebas de BURN-IN de Decodificadores de...
11
Resumen—Este proyecto se enfoca en desarrollar una solución práctica y económica a un cuarto de pruebas de esfuerzo donde se debe mantener la temperatura constante y prevenir que los equipos expuestos a temperaturas muy elevadas ni por tiempos superiores a los estipulados por el fabricante de los equipos a ser probados. Este proceso es conocido como el BURN-IN, una prueba de estrés donde los equipos son sometidos a condiciones extremas de temperatura por un corto tiempo para asegurar que los integrados no están defectuosos ni los puntos de soldadura están cristalizados. Para este propósito se diseña un control de temperatura usando el sensor de temperatura LM35 y comunicación serial RS485 entre PICs 16F873A y el programa LabVIEW para el proceso de la información y control del sistema. Abstract—This project focuses in the developing a practical and economical solution for a stress testing room the temperature most be constant and where the equipment tested should not be exposed to high temperatures, nor extended periods of time which are given by the factory. This process is known as BURN-IN, a process where the devices are put to a test of extreme temperatures for a short period of time, to make sure the integrated circuits are not failing neither the soldering points. For this purpose it is designed a temperature control using the sensor chip LM35 and implementing the communication through the serial protocol RS485 between PICs 16F873A and the software LabVIEW to process the information and control the system. I. INTRODUCCIÓN n la línea de refurbish de equipos decodificadores de TV es necesario hacer una prueba de funcionalidad “en caliente”, es decir, que el equipo haya estado sometido a estrés de temperatura por un periodo de por lo menos 3 horas (180 min) y no mayor a 4 horas (240 min). En esta prueba de estrés, se lleva a los equipos a una temperatura máxima predeterminada para asegurar que los componentes electrónicos funcionen apropiadamente en condiciones extremas y las soldaduras en el motherboard no estén cristalizadas y así garantizar la funcionalidad correcta de estos equipos por un tiempo más. Los decodificadores se ingresan a un cuarto “horno” donde se mantendrán conectados por máximo 4 horas y con una temperatura lo más constante posible. Una vez cumplidas 3 horas, estos equipos son sometidos una prueba de funcionalidad, esta prueba se hará sin que los equipos se desconecten, para evitar que lleguen a enfriarse por sacarlos del horno, y debido a que no podemos someter al operario a temperaturas tan altas por tan largo tiempo. Para esto se debe garantizar un límite máximo de temperatura en el horno para que los equipos no se dañen en el proceso y poder monitorear la temperatura de cada decodificador para que no sufran por una prueba muy prolongada. Para este fin se utilizarán sensores de temperatura LM35 y microcontroladores PIC16F873A para hacer el proceso de las señales que se monitorearan por medio de un computador comunicado por RS485 y por este mismo canal se controlarán los actuadores necesarios para cumplir con las condiciones del proceso. II. ESTADO ACTUAL En la línea de reacondicionamiento de decodificadores de TV es necesario hacer dos pruebas a los decodificadores. La primera es el diagnostico en frio, que se hace después del ingreso de los equipos a la línea de producción, de aquí se decide si el equipo va a reparación o a limpieza y en seguida de lleva a la prueba de estrés, llamada BURN-IN, en la que los decodificadores son sometidos a temperaturas de 25°C a 50°C por un tiempo no mayor a 4 horas, esto para garantizar que los equipos puedan funcionar a las diferentes temperaturas que pueden haber en el país. Enseguida de hace el diagnóstico en caliente, donde los decodificadores son revisados en condiciones extremas de temperatura para asegurar su funcionamiento. En la figura 1, se muestra un diagrama del proceso. Fig. 1. Diagrama de flujo del proceso de ingreso al diagnóstico en frio y salida del diagnóstico en caliente. Como los decodificadores no son necesariamente nuevos, sino que son reparados y reacondicionados, estos deben pasar Diseño del Control de Temperatura para Pruebas de BURN-IN de Decodificadores de TV. Ayala Porras Ludvigs Alberto, Estudiante especialización de Informática y Automática Industrial Universidad Distrital Francisco José de Caldas, [email protected] E
Transcript of Diseño del Control de Temperatura para Pruebas de BURN-IN de Decodificadores de...

Resumen—Este proyecto se enfoca en desarrollar una solución
práctica y económica a un cuarto de pruebas de esfuerzo donde se
debe mantener la temperatura constante y prevenir que los
equipos expuestos a temperaturas muy elevadas ni por tiempos
superiores a los estipulados por el fabricante de los equipos a ser
probados. Este proceso es conocido como el BURN-IN, una prueba
de estrés donde los equipos son sometidos a condiciones extremas
de temperatura por un corto tiempo para asegurar que los
integrados no están defectuosos ni los puntos de soldadura están
cristalizados.
Para este propósito se diseña un control de temperatura usando
el sensor de temperatura LM35 y comunicación serial RS485 entre
PICs 16F873A y el programa LabVIEW para el proceso de la
información y control del sistema.
Abstract—This project focuses in the developing a practical
and economical solution for a stress testing room the temperature
most be constant and where the equipment tested should not be
exposed to high temperatures, nor extended periods of time which
are given by the factory. This process is known as BURN-IN, a
process where the devices are put to a test of extreme temperatures
for a short period of time, to make sure the integrated circuits are
not failing neither the soldering points.
For this purpose it is designed a temperature control using the
sensor chip LM35 and implementing the communication through
the serial protocol RS485 between PICs 16F873A and the software
LabVIEW to process the information and control the system.
I. INTRODUCCIÓN n la línea de refurbish de equipos decodificadores de TV es necesario hacer una prueba de funcionalidad “en caliente”, es decir, que el equipo haya estado sometido a estrés de
temperatura por un periodo de por lo menos 3 horas (180 min) y no mayor a 4 horas (240 min). En esta prueba de estrés, se lleva a los equipos a una temperatura máxima predeterminada para asegurar que los componentes electrónicos funcionen apropiadamente en condiciones extremas y las soldaduras en el motherboard no estén cristalizadas y así garantizar la funcionalidad correcta de estos equipos por un tiempo más.
Los decodificadores se ingresan a un cuarto “horno” donde se mantendrán conectados por máximo 4 horas y con una temperatura lo más constante posible. Una vez cumplidas 3 horas, estos equipos son sometidos una prueba de funcionalidad, esta prueba se hará sin que los equipos se desconecten, para evitar que lleguen a enfriarse por sacarlos del horno, y debido a que no podemos someter al operario a temperaturas tan altas por tan largo tiempo.
Para esto se debe garantizar un límite máximo de temperatura
en el horno para que los equipos no se dañen en el proceso y poder monitorear la temperatura de cada decodificador para que no sufran por una prueba muy prolongada. Para este fin se utilizarán sensores de temperatura LM35 y microcontroladores PIC16F873A para hacer el proceso de las señales que se monitorearan por medio de un computador comunicado por RS485 y por este mismo canal se controlarán los actuadores necesarios para cumplir con las condiciones del proceso.
II. ESTADO ACTUAL En la línea de reacondicionamiento de decodificadores de TV
es necesario hacer dos pruebas a los decodificadores. La primera es el diagnostico en frio, que se hace después del ingreso de los equipos a la línea de producción, de aquí se decide si el equipo va a reparación o a limpieza y en seguida de lleva a la prueba de estrés, llamada BURN-IN, en la que los decodificadores son sometidos a temperaturas de 25°C a 50°C por un tiempo no mayor a 4 horas, esto para garantizar que los equipos puedan funcionar a las diferentes temperaturas que pueden haber en el país. Enseguida de hace el diagnóstico en caliente, donde los decodificadores son revisados en condiciones extremas de temperatura para asegurar su funcionamiento. En la figura 1, se muestra un diagrama del proceso.
Fig. 1. Diagrama de flujo del proceso de ingreso al diagnóstico en frio
y salida del diagnóstico en caliente.
Como los decodificadores no son necesariamente nuevos, sino que son reparados y reacondicionados, estos deben pasar
Diseño del Control de Temperatura para Pruebas de BURN-IN de Decodificadores de TV.
Ayala Porras Ludvigs Alberto, Estudiante especialización de Informática y Automática Industrial
Universidad Distrital Francisco José de Caldas, [email protected]
E

por la prueba de BURN-IN, sección azul de la Fig. 1, la cual ayuda a identificar aquellos decodificadores que un no están listos, ya que los integrados defectuosos son más proclives a fallar a altas temperaturas, de igual manera las soldaduras que están empezando a cristalizarse pueden presentan fallas de contacto y los decodificadores dejan de funcionar adecuadamente.
El problema en el sistema de pruebas que existe actualmente radica en que los equipos, que entran al cuarto de pruebas, no tienen ningún sistema que control, ya sea, por el tiempo que están en el horno o la temperatura a la que son probados. Esto hace que los decodificadores estén sometidos a condiciones de temperatura que sobrepasan los niveles normales de operación, poniendo en riesgo la integridad eléctrica de los circuitos integrados del decodificador.
Aquellos decodificadores que logran terminar la prueba de temperatura deben ser probados en su funcionamiento. Los decodificadores deben ser probaos mientras están a la temperatura de la prueba, es decir de hasta 50°C, pero en la actualidad no se puede asegurar esto ya que los decodificadores son desconectados y llevados fuera del horno, así que estos se enfrían y las pruebas no son las más confiables haciendo que los decodificadores sean devueltos por garantía.
A continuación se presenta una solución a la parte de control de la temperatura y tiempo de los decodificadores en el horno y se deja para otro proyecto solucionar el método de hacer las pruebas en caliente sin necesidad de sacar los decodificadores del horno.
III. DISEÑO DEL SISTEMA DE PRUEBAS Para el diseño del control es necesario conocer los
requerimientos del sistema de control. El sistema de control se encarga de mantener la temperatura constante en un cuarto de pruebas de estrés de temperatura, donde los decodificadores de televisión, que han sido reparados o son reutilizados,
permanecen como mínimo 2 horas y máximo 4 en constante funcionamiento, cuyo tiempo es programable; esto con el fin de comprobar que los integrados pueden fusionar a una temperatura previamente programada de entre 25°C y 50°C.
La Figura 2. muestra la forma como se propone realizar el control de temperatura en el horno de BURN-IN, en la figura se observa que se pueden ingresar un número definido de racks, los cuales tendrán un Módulo de Control MCx donde x es el número que identifica cada módulo. El cual se encarga de recibir las señales de los sensores de temperatura (cables de color naranja claro a la derecha de los DECOs) y adecuar la señal para ser procesada por un microcontrolador; también el microcontrolador dará la señal (cables de color verde a la izquierda de los DECOs) a un relé para desconectar la energía a algún DECO que esté trabajando a una temperatura mayor a la programada en el Control Maestro; la conexión entre los MCx (módulos esclavos) y el control maestro (Computador) se realizará por medio de comunicación serial RS-485 que permite conectar múltiples módulos esclavos a un solo control maestro[1]. El MCH es un módulo de control que sensará constantemente la temperatura del horno de BURN-IN para activar o desactivar el extractor de aire caliente.
El diseño fue dividido tres etapas; medición de la temperatura y acondicionamiento de señal, desarrollo de los programas, y selección de los actuadores para controlar la temperatura.
A. Medición de la temperatura y acondicionamiento de señal: En esta etapa se eligen los sensores y microcontrolador más adecuado para el tratamiento de las señales de los sensores y las señales de control, la ubicación de ellos, el acondicionamiento de la señal para que el microcontrolador pueda procesar los datos y enviarlos al módulo maestro
Las condiciones de temperatura no demandan un sensor muy sofisticado e inclusive no muy costoso; para eso se decide usar el LM35, el cual es un integrado que tolera las temperaturas a las que se va a trabajar, su respuesta es lineal con incrementos
Fig. 2. Diagrama del sistema de control propuesto para
regular la temperatura de los decodificadores.

de 10mV/°C y una exactitud de 0.5°C.[2] Estas condiciones cumplen con las necesidades del diseño.
Para la elección del microcontrolador se tuvo en cuenta el número de canales ADC necesarios para el proceso de los cinco decodificadores que estarían en un solo rack, el protocolo de comunicación serial y también se busca un micro comercial en Colombia. Para esto se elige el PIC16F873A, por sus características de los pines entrada salida, conversores análogo a digital, comunicación digital USART y tolerancia aceptable a temperatura y ruido electromagnético. [3]
Adecuar las señales provenientes de los sensores, y las señales enviadas a los actuadores es esencial para que los datos adquiridos sean los más adecuados y no haya errores al momento de tomar las decisiones para quienes van a ejercer la acción de control. La adecuación de las señales depende de la ubicación del módulo de control, la distancia a la que se encuentra con respecto a los sensores LM35.
Fig. 3. Conexión y acondicionamiento de señal del LM35
al PIC 18F4550
Para acondicionar la señal usamos el circuito de la Figura 3. este tipo de conexión es el recomendado ya que el módulo de control va a estar a una distancia de máximo 1 metro del sensor, y esta configuración es apropiada para evitar el ruido electromagnético. El cable que se utilizará para conectar los LM35 son cables UTP de 4 pares CAT5.
La organización y distribución de los sensores, y la ubicación del módulo de control se muestra más detalladamente en la
Figura 4a. Esta distribución se utiliza para cada uno de los racks que contiene 5 decodificadores. Es necesario explicar que en cada rack habrá un arreglo de relés activados por el módulo de control, que se encargaran de des-energizar los decodificadores de forma independiente. Los relés se ubicaran en una tarjeta independiente del módulo de control para evitar que el ruido electromagnético y mecánico tenga alguna incidencia en la comunicación de los módulos de control y el control maestro. Ver Figura 4b.
Fig. 4a. Diseño del rack de pruebas para5 decodificadores de televisión.
El MCx es donde están los PIC16F873A que se encargan de recibir la señal de los sensores LM35 que la conexión física se ve en la Figura 5, mientras que el arreglo de relés se organizarán en una baquelita universal, el esquemático de conexiones también está en la parte inferior derecha de la figura 4b. Los relés usados son relés normalmente abiertos que en caso de fallo, se abrirán para proteger a los equipos en el horno de BURN-IN. De acuerdo al consuno de potencia de los decodificadores, entre 15Watts y 80Watts dependiendo del modelo, se busca un relé que opere a estas potencias, teniendo en cuente que el voltaje de red en Colombia es de 110V, la
Fig. 4b. Circuito de conexiones del rack.

corriente de trabajo de estos decodificadores es de máximo 750mA aproximadamente. El relé que se elige soporta una corriente de hasta 1,5A. Por comodidad de precio y disponibilidad en el mercado se utilizan relés de 5 pines, solenoide de 5VDC y opera a 5A o 10A a 120/240VAC.
Fig 5. Conexión física LM35 (cortesía Askix.com)
La conexión de los módulos de control al bus RS485 se realiza con JACKS RJ11 de cuatro hilos, como lo muestra la figura 6. Los cables negro (B) y rojo (R) llevan el voltaje de polarización para los MCx (5Vdc) y los cables verde (G) y amarillo (Y) llevan el bus RS485. Esto hace muy fácil la conexión y desconexión de los racks al bus: también es muy fácil hacer los cables o comprarlos hechos.
Fig 6. Ponchado RJ11 - 2 pares (https://www.cableorganizer.com)
B. Desarrollo de los programas: para el desarrollo del programa del PIC16F873A que controla los módulos de control MCx se utilizará el programa CCS C compiler demo, el cual es totalmente funcional por 45 días, tiempo suficiente para desarrollar el programa. La elección de este compilador es para hacer la programación en lenguaje C que más fácil de entender en comparación con ASSEMBLER de MPLAB. Y para el control maestro (PC) se usará LabVIEW.
Para el desarrollo del programa de los PIC en los módulos de control se divide en dos partes; primero, la adquisición de datos de los sensores de temperatura y salidas de control de los relés; y segundo, la comunicación entre los módulos de control y el control maestro. Para lo que se utilizará como referencia el protocolo MODBUS RTU[4] sobre comunicación RS-485.
La tabla 1. Muestra los pines del PIC16F873A que se van a utilizar en las conexiones como las muestra la figura 4b. Los pines del PIC usados para comunicarse con el control maestro son los correspondientes al puerto USART del PIC, los sensores se conectan a los pines análogos con conversión análogo a digital, y los actuadores se conectan a salidas digitales por medio de acondicionadores de señal, es decir por medio de resistencias y transistores BJT 2N2222A que proveen la corriente suficiente para activar los relevos que conectan y desconectan los cables de poder de los decodificadores.
DE LOS SENSORES LM35 AL PIC16F873A
PIN I/O FUNCIÓN DESCRIPCIÓN 2 I AN0 Conversor Análogo a Digital Sensor 1
3 I AN1 Conversor Análogo a Digital Sensor 2
4 I AN2 Conversor Análogo a Digital Sensor 3
5 I AN3 Conversor Análogo a Digital Sensor 4
7 I AN4 Conversor Análogo a Digital Sensor 5
DEL PIC 16F873A A LOS RELÉS PIN I/O FUNCIÓN DESCRIPCIÓN 21 O RB0 Salida al Relé 1*
22 O RB1 Salida al Relé 2
23 O RB2 Salida al Relé 3
24 O RB3 Salida al Relé 4
25 O RB4 Salida al Relé 5
DEL PIC 1F873A AL BUS RS458 (MAX487) PIN I/O FUNCIÓN DESCRIPCIÓN 16 O RC5 Salida de control pines DE/RE del MAX487
17 O Tx Transmisión de datos pin DI del MAX487
18 I Rx Recepción de datos pin RO del MAX487
Tabla 1. Configuración de los pines I/O del PIC 18F4550 para el desarrollo del proyecto. * Para el módulo de control de temperatura del horno (MCH),
sólo se usa la salida RB0.
Para la segunda parte del programa se recibe la trama propia,
basada en el modelo MODBUS, que viene de LabVIEW por el puerto serial COM y se analiza Byte por Byte para saber qué acción tomar; si se deben enviar los datos tomados por los puertos análogos, de los sensores de temperatura o si se debe enviar el byte de control al puerto B para activar o desactivar los relés. La figura 7 muestra los campos de una trama típica de MODBUS y la trama propia que se utilizará para este proyecto.
Fig. 7 Campos de la Trama PROPIA y MODBUS RTU
La trama propia se divide por campos y de esta forma es
evaluada para tomar las decisiones necesarias para el control de los relés. También hay que verificar la tabla de funciones básicas y códigos de operación, ver Tabla 2 de la siguiente página. Para este proyecto sólo se tienen en cuenta las funciones 03h y 06h, pues son los únicos datos que serán transferidos entre los módulos de control y el control maestro. En caso de ser

necesarias más funciones, se pueden incluir en el programa del PIC. En las Figuras 8a y 8b se muestran las tramas MODBUS y PROPIAS de cada una de las funciones 03h y 06h respectivamente.
Función Código Tarea
0 00h Control de estaciones esclavas
1 01h Lectura de n bits de salida o internos
2 02h Lectura de n bits de entrada
3 03h Lectura de n palabras de salida o internos
4 04h Lectura de n palabras de entrada
5 05h Escritura de un bit
6 06h Escritura de una palabra
7 07h Lectura rápida de 8 bits
8 08h Control de contadores de diagnóstico número 1 a 8
9 09h No utilizado
10 0Ah No utilizado
11 0Bh Control de contadores de diagnóstico número 9
12 0Ch No utilizado
13 0Dh No utilizado
14 0Eh No utilizado
15 0Fh Escritura de n bits
16 10H Escritura de n palabras
Tabla 2. Código de funciones MODBUS
Fig. 8a Petición y respuesta función 03H MODBUS y PROPIA
Fig. 8b Petición y respuesta función 06H MODBUS y PROPIA
Las Figuras 9a y 9b. muestran los diagramas de flujo del
programa en el PIC16F873A. Básicamente el PIC recibirá
constantemente la señal de los sensores LM35 (pines AN0-4), haciendo la conversión ADC y guardando la información en un banco de registros (SENSOR_X, donde X es el número del decodificador que se está sensando). Las señales de salida para los relés (pines RB0-4) se enviarán cuando LabVIEW las envíe. Los datos de los registros SENSOR_X se enviaran al control maestro cada vez que LabVIEW lo solicite, y de la misma forma el control maestro enviará los valores de los estados de los relés que controlan la conexión eléctrica de los decodificadores. Para este proceso se usa el protocolo de comunicación PROPIO basado en MODBUS RTU.
Fig 9a. Ciclo de lectura y escritura de los puestos de entrada AN0-4 y salida BR0-4. Para el módulo de control de temperatura del horno (MCH), sólo se
modifica la salida RB0.
Fig 9a. Interrupción por transmisión de MODBUS. Para el módulo de control
de temperatura del horno (MCH), sólo se modifica la salida RB0.
La siguiente parte es el desarrollo del programa de LabVIEW; los parámetros seguidos para esta parte de la programación son: Primero, crear la comunicación serial por medio de la función VISA de LabVIEW, la configuración es a 9600bps, datos de 8bits y sin paridad. Segundo, crear un ciclo automático, que constantemente envía y recibe datos de los MCx, que lea los datos de los PICs y envíe los datos que contienen la información sobre las acciones a tomar con respecto a la activación o desactivación de los decodificadores y el extractor de aire caliente. Tercero, tener pulsadores con los cuales se hace el mismo proceso anterior, pero manual. Cuarto,

generar un set de gráficas que muestren los valores de las temperaturas de cada módulo de control y que muestre el estado del decodificador que no cumpla la condición de temperatura, de igual manera la activación del extractor si se sobrepasa la temperatura deseada. Quinto, la generación de un archivo CVS para poder hacer reportes en EXCEL y sexto, contabilización del tiempo de BURN-IN, que es programada por el usuario.
La ventaja al usar LabVIEW es que en la programación se pueden crear eventos en paralelo, haciendo posible la ejecución de 2 o más tareas al mismo tiempo. El desarrollo de este proyecto se conforma de 2 bloques principales y 3 secundarios. El primer bloque principal se encarga de hacer la lectura y de procesar los datos que se leen en el puerto COM; el segundo bloque principal se encarga de la escritura y el proceso de los datos que se escribirán en el puerto COM; el puerto COM es elegido por el usuario. Dentro de los bloques secundarios hay uno que guarda los valores de configuración del sistema, que son dados por el usuario; entre estos están: el puerto COM elegido para la comunicación, el tiempo que va a durar el proceso de BURN-IN y la temperatura de referencia para el control On/Off de los decodificadores y del extractor de aire. Otro de los bloques secundarios se encarga de generar las gráficas de los valores de temperatura de los sensores y el tercer bloque se genera un archivo plano CVS con el que se pueden hacer reportes en EXCEL. Al trabajar este sistema paralelo de programación gráfica, se pueden crear variables locales que son llamadas en otros bloques, sin generar dependencia, es decir que no debo esperar a terminar algún ciclo para continuar con el siguiente y de esta forma no se generan retardos por comunicación entre los mismos.
En la gráficas 9 se ve la comunicación de cada uno de los bloques del sistema (PIC, LabVIEW, Sensores, Relés que energizan los decodificadores y el extractor de aire). Del bloque de LabVIEW se ver que el usuario pone los valores de
inicialización: El puerto COM de comunicación serial, la temperatura de referencia de control del sistema, el tiempo que dura el ciclo automático en minutos y el tiempo que dura la prueba de BURN-IN. Una vez configurado esto, el programa inicia con la secuencia automática, esta secuencia consiste en la solicitud de las temperaturas del primer esclavo (función 5, figura 8a), la trama llega al PIC del primer esclavo, adquiere los datos por el puerto análogo A y hace la conversión digital de 10bits, el programa del PIC transforma este dato de 10bits a 8bits (para esto se hace un left justify de los ADRESH y ADRESL y usando el byte del ADRESH desechando los dos bits menos significativos que se encuentran en el ADRESL), el PIC envía a LabVIEW la trama de respuesta (función 5, figura 8a). LabVIEW recibe la trama, la analiza y hace una comparación de los valores de cada sensor con la temperatura de referencia y toma la decisión de mantener encendidos los decodificadores que cumplen la condición y apaga los que no la cumplen; para esto envía la función 6 (figura 8b) que escribe en el puerto B del PIC los valores correspondientes al On/Off de los decodificadores o del extractor de aire. Después de esto continua con el mismo proceso pero para el segundo esclavo y así sucesivamente.
En caso de que el usuario presione el botón de actualización
de un esclavo, LabVIEW realizará la misma secuencia explicada en el párrafo anterior, sólo que al terminar reiniciará la secuencia automática con el primer esclavo. La última parte del programa de LabVIEW es la creación de reportes. Estos son procesos paralelos que constantemente generan las gráficas de la temperatura de cada sensor con respecto al tiempo del BURN-IN y también la genera el archivo .CVS que se utiliza para generar un reporte en EXCEL.
Fig. 9. Diagrama de bloques de las conexiones del sistema.
IV. SIMULACIÓN
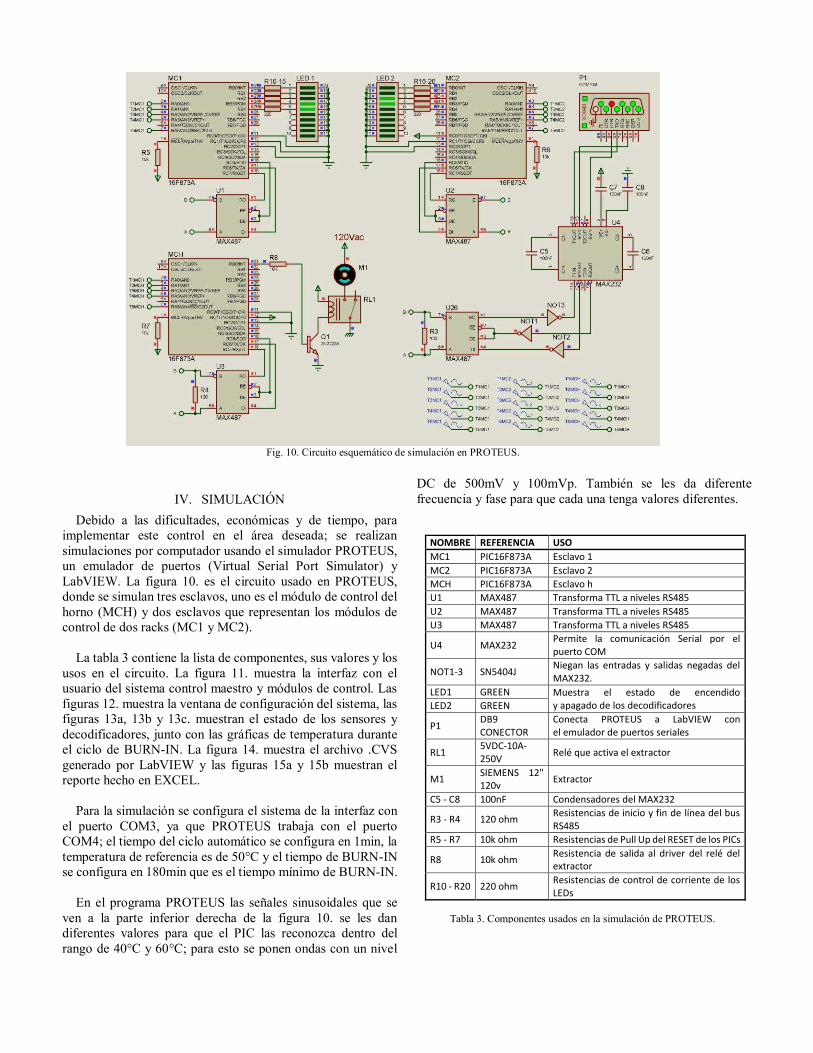
Debido a las dificultades, económicas y de tiempo, para implementar este control en el área deseada; se realizan simulaciones por computador usando el simulador PROTEUS, un emulador de puertos (Virtual Serial Port Simulator) y LabVIEW. La figura 10. es el circuito usado en PROTEUS, donde se simulan tres esclavos, uno es el módulo de control del horno (MCH) y dos esclavos que representan los módulos de control de dos racks (MC1 y MC2). La tabla 3 contiene la lista de componentes, sus valores y los usos en el circuito. La figura 11. muestra la interfaz con el usuario del sistema control maestro y módulos de control. Las figuras 12. muestra la ventana de configuración del sistema, las figuras 13a, 13b y 13c. muestran el estado de los sensores y decodificadores, junto con las gráficas de temperatura durante el ciclo de BURN-IN. La figura 14. muestra el archivo .CVS generado por LabVIEW y las figuras 15a y 15b muestran el reporte hecho en EXCEL. Para la simulación se configura el sistema de la interfaz con el puerto COM3, ya que PROTEUS trabaja con el puerto COM4; el tiempo del ciclo automático se configura en 1min, la temperatura de referencia es de 50°C y el tiempo de BURN-IN se configura en 180min que es el tiempo mínimo de BURN-IN. En el programa PROTEUS las señales sinusoidales que se ven a la parte inferior derecha de la figura 10. se les dan diferentes valores para que el PIC las reconozca dentro del rango de 40°C y 60°C; para esto se ponen ondas con un nivel
DC de 500mV y 100mVp. También se les da diferente frecuencia y fase para que cada una tenga valores diferentes.
Fig. 10. Circuito esquemático de simulación en PROTEUS.
NOMBRE REFERENCIA USO
MC1 PIC16F873A Esclavo 1
MC2 PIC16F873A Esclavo 2
MCH PIC16F873A Esclavo h
U1 MAX487 Transforma TTL a niveles RS485
U2 MAX487 Transforma TTL a niveles RS485
U3 MAX487 Transforma TTL a niveles RS485
U4 MAX232 Permite la comunicación Serial por el
puerto COM
NOT1-3 SN5404J Niegan las entradas y salidas negadas del
MAX232.
LED1 GREEN Muestra el estado de encendido
y apagado de los decodificadores LED2 GREEN
P1 DB9
CONECTOR
Conecta PROTEUS a LabVIEW con
el emulador de puertos seriales
RL1 5VDC-10A-
250V Relé que activa el extractor
M1 SIEMENS 12"
120v Extractor
C5 - C8 100nF Condensadores del MAX232
R3 - R4 120 ohm Resistencias de inicio y fin de línea del bus
RS485
R5 - R7 10k ohm Resistencias de Pull Up del RESET de los PICs
R8 10k ohm Resistencia de salida al driver del relé del
extractor
R10 - R20 220 ohm Resistencias de control de corriente de los
LEDs
Tabla 3. Componentes usados en la simulación de PROTEUS.

Fig. 11. Interfaz con el usuario (LabVIEW).
La interfaz con el usuario es sencilla de entender. Al lado izquierdo están las pestañas de configuración y monitoreo de temperaturas y la derecha las gráficas de las temperaturas con respecto al tiempo.
Fig. 12. Configuración del proceso por el usuario (LabVIEW).
Para la configuración del sistema sólo se debe elegir el puerto COM de comunicación, que en este caso es el COM3, la temperatura de referencia que es de 50°C, el tiempo del ciclo automático que es de 1min y la duración del BURN-IN que para este caso elegimos la mínima 180min = 3 horas. La figura 13a muestra el Rack MC1 donde los decodificadores 1, 2, 3 y 4 tienen una temperatura mayor a la de referencia, así que están apagados, como lo muestra el indicador verde, mientas que el decodificador 5 está encendido, pues su temperatura es menor a la de referencia. El rack MC2 de la figura 13b. muestra a todos los decodificadores encendidos pues sus temperaturas no pasan la temperatura límite.
Fig. 13a. Monitoreo de la temperatura del Rack MC1.
Fig. 13b. Monitoreo de la temperatura del Rack MC2.
Fig. 13c. Monitoreo de la temperatura del Horno MCH.
La figura 13c. Muestra que la temperatura promedio de los sensores es mayor a la temperatura límite y esto hace que el extractor se encienda.
Fig. 14. Archivo .CVS generado por LabVIEW.

Fig. 15b. Reporte en Excel de los primeros 20 ciclos.
En las gráficas de la figura 15a. se ven las señales de los generadores de onda sinusoidal que fueron puestas en los pines análogos de los PICs. La diferencia con la señal del MCH es porque las diferencias de las fases de las ondas en el PIC del MCH son menores que las diferencias de fase en los PICs del MC1 y MC2. La figura 15b. tiene los valores exportados del archivo CVS que fue generado por el LabVIEW. Para mayor claridad de anexa un manual de instalación y funcionamiento.
V. PRESUPUESTO Y COSTOS DEL PROYECTO
Para el desarrollo del proyecto, tratando de cumplir con el ideal de reducir costos en componentes y materiales, se presenta una tabla de los costos de los componentes y gastos que se pueden incurrir en el proyecto. La tabla 4a, 4b y 4c. muestran una relación de estos costos.
Esta tabla relaciona los componentes utilizados en cada uno de los módulos de control, sin incluir el módulo de control del horno, ya que este es estático y va estar relacionado en la siguiente tabla. Considerando que se inicia con 20 módulos, el costo total de esta parte es de $8.396.000,00
COMPONENTES PARA UN RACK
CANTIDAD COMPONENTE VALOR UNIDAD VALOR TOTAL
1 PIC 16F873A $ 11.500,00 $ 11.500,00
2 Condensadores 22pF $ 100,00 $ 200,00
1 Xtal 20MHz $ 350,00 $ 350,00
5 LM35 $ 4.000,00 $ 20.000,00
5 Relé $ 2.400,00 $ 12.000,00
5 2N2222 $ 200,00 $ 1.000,00
5 Resistencias 2K $ 50,00 $ 250,00
5 Resistencias 3,3K $ 50,00 $ 250,00
1 Resistencia 100 $ 50,00 $ 50,00
1 MAX487 $ 1.600,00 $ 1.600,00
2 Impresos Baquela $ 50.000,00 $ 100.000,00
10 Cable UTP 4 pares CAT5 /
metro $ 200,00 $ 2.000,00
1 JACK RJ11 macho / hembra $ 200,00 $ 200,00
25 Tubo termoecogible $ 2.600,00 $ 65.000,00
9 Borneras de 3 pines $ 600,00 $ 5.400,00
1 Mano de obra $ 200.000,00 $ 200.000,00
TOTAL $ 419.800,00
Tabla 4a. Relación de precios de las partes que van en cada Módulo de Control MCx
Fig. 15a. Graficas de las temperaturas del MC1, MC2 y MCH.

La suma total de las tres tablas, incluyendo los 20 módulos de control son $ 9.530.500,00.
VI. CONCLUSIONES
Del desarrollo del proyecto se concluye que los sistemas automáticos hacen más fácil el control de múltiples variables, y en este caso específico, la facilidad de monitorear la temperatura de un número deseado de equipos.
El uso de comunicación serial half-dúplex del RS485 permite
que se puedan añadir más módulos de control al sistema. Los programas de los PICs no cambian de uno a otro, ya que al ser asignado un identificador a cada esclavo, solamente este responderá a la petición del maestro. Es posible realizar el proyecto real, ya que los materiales necesarios no son muy costosos en el mercado colombiano y se pueden conseguir sin ningún problema, además para la selección de los PICs hay una gran variedad que puede reemplazar el PIC16F873A. Después de evaluar los costos de elaboración del proyecto, que es accesible, como fue pensado, y teniendo en cuenta que se realizaran controles de mantenimiento mensual con un costo de $ 50.000,00 por módulo, sigue siendo un proyecto de bajo presupuesto, lo cual es uno de los objetivos principales de este.
VII. REFERENCIAS [1] N. G. F. Saboya, “Normas de Comunicación en Serie :,” 2012.
[Online]. Available: http://www.unilibre.edu.co/revistaingeniolibre/revista-11/art13.pdf. [Accessed: 17-May-2017].
[2] L. Self-heating and L. I. Output, “LM35 Precision Centigrade Temperature Sensors,” 2013. [Online]. Available: http://www.ti.com/lit/ds/symlink/lm35.pdf. [Accessed: 08-May-2017].
[3] P. Enhanced and F. Microcontrollers, “Data Sheet,” PIC, 2003. [Online]. Available: http://ww1.microchip.com/downloads/en/DeviceDoc/39582b.pdf. [Accessed: 11-Aug-2017].
[4] “450c71c5d80ebc5b855fa93858624cf0559543a8 @ www.ni.com.” [Online]. Available: http://www.ni.com/white-paper/52134/es/. [Accessed: 31-May-2017].
VIII. BIBLIOGRAFIA [5] E. García. Compilador C CCS Y Simulador PROTEUS Para
Microcontroladores PIC Primea Edición. México: Alfa Omega Grupo Editor. S.A. de C.V. 2008.
[6] J. Jerome. Virtual Instrumentation Using LabVIEW. New Delhi. PHI Learning. Kindle Edition.
COMPONENTES RESTANTES DEL HORNO
CANTIDAD COMPONENTE VALOR UNIDAD VALOR TOTAL
1 PIC 16F873A $ 11.500,00 $ 11.500,00
2 Condensadores 22pF $ 100,00 $ 200,00
1 Xtal 20MHz $ 350,00 $ 350,00
5 LM35 $ 4.000,00 $ 20.000,00
1 Relé $ 2.400,00 $ 2.400,00
1 2N2222 $ 50,00 $ 50,00
5 Resistencias 2K $ 50,00 $ 250,00
2 Resistencias 3,3K $ 50,00 $ 100,00
1 Resistencia 100 $ 50,00 $ 50,00
1 MAX232 $ 2.000,00 $ 2.000,00
2 MAX487 $ 1.600,00 $ 3.200,00
1 Impresos Baquela $ 50.000,00 $ 50.000,00
10 Cable UTP 4 pares CAT5 /
metro $ 200,00 $ 2.000,00
12 JACK RJ11 macho / hembra $ 200,00 $ 2.400,00
1 Conector RS232 Hembra $ 600,00 $ 600,00
9 Borneras de 3 pines $ 600,00 $ 5.400,00
1 Extractor SIEMENS 12
pulgadas $ 500.000,00 $ 500.000,00
1 Mano de obra $ 400.000,00 $ 400.000,00
TOTAL $ 1.000.500,00
Tabla 4b. Relación de precios de las partes que permanecen estáticas en el horno.
HERRAMIENTA Y MANTENIMIENTO
CANTIDAD COMPONENTE VALOR UNIDAD VALOR TOTAL
1 Ponchadora RJ11-RJ12-RJ45 $ 17.000,00 $ 17.000,00
1 Kit de soldadura
(Cautín/soldadura/pomada) $ 47.000,00 $ 47.000,00
1 Pelacables $ 20.000,00 $ 20.000,00
1 Alicates de punta fina $ 20.000,00 $ 20.000,00
1 Multímetro $ 30.000,00 $ 30.000,00
21 Unidades MCx con PIC $ 50.000,00
TOTAL $ 134.000,00
Tabla 4c. Relación de precios de la herramienta usada en el proyecto.

ANEXO:
Instalación de la aplicación de LabVIEW: Este programa permite la creación de un archivo .CVS el cual es nombrado en la pestaña de configuración. El archivo se ubicará en la dirección C:\Horno.
Ubicar la carpeta donde están los archivos de instalación e instalar el archivo setup.exe y continúe con las instrucciones. Elige la ubicación de destino de la aplicación y la dirección de destino de los archivos de National Instruments.
Una vez instalado, ejecutar el programa Horno y detener el programa para configurar las propiedades del programa.
En cada pestaña encender los Decos para que queden habilitados y los módulos de control habiliten los pines de salida de activación de los decos. En la pestaña de configuración se elige el puerto por el que se va a hacer la comunicación con los Módulos de Control, la temperatura de referencia para el control en el horno en grados centígrados, el tiempo de duración del BURN-IN en minutos (3 horas = 180, 5 horas = 300) y el nombre del archivo .CVS donde se guardarán los reportes de cada prueba. El nombre del archivo se puede modificar cada vez que inicia una prueba.
Una vez configurado el sistema, se conectan todos los racks en el horno. Se arranca el programa Horno y se presiona el botón de inicio o stop para iniciar o detener la prueba de BURN-IN por el tiempo configurado en el TIEMPO DE BURN-IN.
Una vez terminada la prueba, se revisa el directorio C:\Users\Public\Horno donde está el archivo Reporte.CVS y de este se hace el documento en Excel. Para hacer el REPORTE en Excel se crea una hoja de Excel nueva donde se importan los datos del archivo CVS y se sacan las gráficas y estadísticas de la prueba.