
Concentracion de Mimerales Informe Final Asdq3wdafaA44444444444444444444444444444444wef(1)
43
UNIVERSIDAD CATÓLICA DEL NORTE FACULTAD DE INGENERIA Y CIENCIAS GEOLÓGICAS DEPARTAMENTO DE INGENERIA METALÚRGICA Y MINAS INFORME DE CONCENTRACION DE LOS MINERALES ALEX CALCINA CARLOS GALLARDO CRISTOPHER ARAYA Profesora: Rossina Mena Antofagasta, Chile 2014
-
Upload
kyle-young -
Category
Documents
-
view
23 -
download
2
description
sdasd
Transcript of Concentracion de Mimerales Informe Final Asdq3wdafaA44444444444444444444444444444444wef(1)

UNIVERSIDAD CATÓLICA DEL NORTE
FACULTAD DE INGENERIA Y CIENCIAS GEOLÓGICAS
DEPARTAMENTO DE INGENERIA METALÚRGICA Y MINAS
INFORME DE CONCENTRACION DE LOS MINERALES
ALEX CALCINA
CARLOS GALLARDO
CRISTOPHER ARAYA
Profesora: Rossina Mena
Antofagasta, Chile
2014

RESUMEN
Para la primera experiencia la flotación de minerales es un método de concentración, el cual consiste en la separación selectiva de minerales de interés de acuerdo a sus propiedades superficiales de adhesión a burbujas de aire y aprovechando las propiedades hidrófobas e hidrofilias que presentan los materiales.Según los resultados obtenidos de la recuperación de cada pulpa con diferentes tiempos de molienda, se puede observar que el porcentaje de recuperación más alto fue logrado mediante una operación de molienda de 10 minutos, siendo de 73,22%.La pulpa que logro un menor porcentaje de recuperación fue la pulpa que tuvo una molienda de 15 minutos, esta tan solo logro un 53,01% de recuperación. Mediante la razón de concentración se puede estipular la cantidad de mineral necesarias para obtener una tonelada de concentrado, en este caso la pulpa que menor razón de concentración obtuvo fue la que se realizó una molienda de 10 minutos. Y la pulpa que necesito una mayor razón de concentración fue la de 15 minutos. Según la tabla nº4. de análisis químico se puede apreciar que la mayor cantidad de cobre en el relave fue la pulpa con molienda obteniendo un 0,55%. Mientras que la pulpa con una molienda de 10 minutos fue la que menos pérdida de cobre en relave siendo de 0,376%. A través de los grafico nº1,2 y 3, se puede verificar la tendencia a que a medida que aumenta el tiempo de molienda se logra una mayor cantidad de finos en esta etapa previa a la flotación. Según la tabla nº7 informa sobre el tiempo optimo de molienda para obtener 45, 55, 60 % bajo #200 Ty, que fueron 8,9 minutos, 13,3 minutos y 15,5 minutos respectivamente. Observando los resultados y las variables que influyen en el proceso de flotación se puede concluir que una etapa correcta de molienda es importante para la posterior flotación, ya que la liberación de partículas influye en la relación que se obtiene de los reactivos junto al mineral de interés. Sin embargo una molienda mal efectuada puede causar un exceso de finos los cuales según lo analizado provoca que no se tenga una adhesión partícula/burbuja debido a que no poseen la energía cinética siguiente para producir un agregado estable. Por consiguiente, se puede decir que una etapa de molienda correcta a nivel laboratorio es cercana a los 10 minutos.
Para la segunda experiencia La flotación de minerales se realiza en etapas también llamados circuitos, cuyos objetivos involucran una alta recuperación de las especies útiles con la mayor selectividad posible .Se estudiaron los modelos cinético analizando cual se ajusta mejor a los datos experimentales, se determinó el tiempo de residencia o flotación. Experimentalmente en este laboratorio se pudo determinar que el método que mejor se ajustó a la curva de cinética de flotación, fue el modelo de García Zúñiga (primer orden). Esto se debe a la mejoría de las variables, debido a que los otros métodos consideraron sólo partículas que flotan y otras que no a causa de la hidrofobocidad, en cambio García Zúñiga (primer orden) se determinó que las variables se deberían considerar como las partículas que flotan rápidamente y otras que flotan lento, esto se pudo ver reflejado gráficamente en el comportamiento de la curva de cinética de flotación. También cabe destacar que el error de manipulación perjudico la recuperación. Según el grafico de ley de cobre v/s tiempo (Grafico nª4), se puede determinar que el tiempo óptimo de flotación para el mineral dado es de aproximadamente 17minutos. Obteniendo una ley de corte de 3,3% y 3,4%, para la muestra 1 y 2 respectivamente. La recuperación global obtenida en la flotación fue de 72,6 y 7,2% y; mientras que la razón de concentración y la razón de enriquecimiento fueron de 1,1 y 15,3 respectivamente. Siendo resultados acordes a lo esperado teóricamente. Según el grafico nº 3 y 4, la comparación del modelo experimental de recuperación acumulada v/s el modelos, Kelsall, el modelo cinético expresa que la máxima recuperación de concentrado debió ocurrir antes de los 6 minutos y obtener una recuperación de 73,9% y 7%. Por otra parte, lo experimentado no se ajustó al modelo, teniendo una recuperación de 63,82% y 7,2 en los 5 minutos. A medida que el tiempo de flotación avanzo los modelos lograron resultados similares. Mediante el grafico nº2, la comparación del modelo de García Zúñiga segundo orden con lo experimentado, las recuperaciones obtenidas por el modelo no se asemejan a lo experimentado. El grafico nº3, el modelo de Kelsall en un tiempo de recuperación similar a la experimental a los 15 minutos, en el cual ambos lograron una recuperación de 7% aproximadamente. Según el grafico nº2 el modelo de García Zúñiga primer orden tiene una curva que se ajusta en su totalidad a lo realizado en la recuperación experimental. Logrando en todas las mediciones de tiempo resultados que se asemejan entre ambas curvas.
Para la tercera experiencia se estudió un circuito de flotación y se usó de los split-factors. En la flotación es sumamente sensible al pH, especialmente cuando se trata de flotación selectiva, y se requiere una adición adecuada, correspondiente al mineral a flotar. El pH se puede controlar a través de la adición de cal. Un exceso de aire puede provocar el aumento progresivo de las burbujas, generando que estas se revienten fácilmente mezclándose nuevamente el mineral útil con la ganga, debilitando de esta forma el medio de transporte que se buscaba. El cobre insoluble resulta ser superior al cobre soluble debido a que en estas etapas de flotación se utilizan minerales sulfurados los cuales no son solubles en soluciones diluidas de ácido sulfúrico, por lo cual para liberar el mineral útil, se llevan a etapas de concentración las cuales si son efectivas para obtener el cobre fino. En el circuito de flotación la etapa más eficiente fue la de segunda limpieza, donde se obtuvo la mayor recuperación de 93,92%, es decir, el concentrado (final) resulto con un contenido de metal útil superior en comparación a las otras etapas. Mientras que la más baja se encuentra en la etapa de barrido con un 70,02 %.El FD mayor se obtuvo en la segunda limpieza respecto al flujo másico que fue de 3,76 mientras que para Cu fino fue de 53,93, lo cual es la recuperación parcial que está representando como fracción en peso.

INDICE
INTRODUCCIÓN 6
Efecto de la granulometría en flotación 6Hidrofobicidad 6Colectores 61.3. Espumantes 61.4. Modificadores 61.5. Razón de concentración 61.6 Recuperación en peso (RP) 6
Cinética de flotación 7El estudio 7Tiempo optimo de residencia 7Primer criterio de agar 7Segundo criterio de agar 7Tercer criterio de agar 7
Circuito de flotación y uso de los Split-factors 7Circuito de flotación 7Circuitos recuperadores 7Circuitos limpiadores 7Pruebas tipo batch 7Prueba de ciclo 7Factores de distribución 7
Objetivos de laboratorio 8Efecto de la Granulometría en Flotación 8Cinética de flotación. 8Circuito de flotación y uso de los Split-factors 8
PROCEDIMIENTO 8
Efecto de la Granulometría en Flotación 8
Cinética de flotación 8
Circuito de flotación y uso de los Split factor 8
RESULTADOS 9
El efecto de la Granulometría en Flotación 9
Cinética de flotación. 11
Circuito de flotación y uso de los Split factors 13
CONCLUSIÓN 14
BIBLIOGRAFIA 15

ANEXOS 16
Tablas y gráficos 16
Efecto de la granulometría en la flotación. 16Tabla 6 : Análisis granulométrico de molienda de 5 minutos. 16Tabla 7: Análisis granulométrico de molienda de 10 minutos. 17Tabla 8: Análisis granulométrico de molienda de 15 minutos 17Gráfico 6: Pasante bajo malla 200 18
Cinética de flotación. 19
Tabla 9 : Resultados muestra 1 y2. 19
Tabla 10 : Datos experimentales 19
Tabla 11: Resumen de resultados de modelos cinéticos de la muestra 2. El modelo que se ajustó más a los datos experimentales fue el modelo cinético de García Zúñiga 1er orden. 20
Gráfico 8: Comparación entre los distintos modelos cinéticos muestra 2 21
Gráfico 9: tiempo optimo de flotación. 22
TABLAS Y GRAFICOS DEL LABORATORIO DE CIRCUITO DE FLOTACION 22
Tabla 12 : Datos de análisis químico. 22
Tabla 13: Resultados 22
Figura 1: Diagrama de proceso del laboratorio de circuito de flotación. 24
FORMULAS – CALCULOS 25
Dosificación de colector primario 25
Dosificación de colector secundario 25
Dosificación de espumante 26
Formulas del laboratorio de Cinética de flotación 26
Cálculos 28
Equipos y Materiales 34
ESTUFAS Y SECADORES 34
Balanza 34
Celda de flotación Denver D12: 35
Bandejas metálicas 37Tamiz malla 200 Ty. 37
Molino de bolas: 37
Guante aluminizado colison t-16 38

INTRODUCCIÓN
El proceso de flotación constituye uno de los principales métodos de concentración de minerales actualmente en uso. Se basa en la diferencia de propiedades físico-químicas en la superficie de las especies mineralógicas, las cuales deben unirse a una fase gaseosa, en forma de burbujas. El fenómeno de flotación ocurre cuando este agregado partícula-burbuja es lo suficientemente estable como para ascender a la superficie y salir como concentrado. Pocas especies minerales tienen flotabilidad natural, es decir, son capaces de formar una unión estable burbuja-partícula por sí solos. Esto dificulta el proceso de flotación y hace necesario invertir las propiedades superficiales de las partículas minerales. Para ello deben mutar su condición hidrófila a propiedades hidrófobas mediante el uso de un reactivo colector. Además, es preciso que los minerales posean el tamaño de partícula adecuado para asegurar una buena liberación de las especies minerales. Las fases que intervienen en este proceso son: sólido (partículas finamente molidas), líquido (agua y reactivos) en la que están inmersas las partículas, y gas (aire) que se introduce dentro de la pulpa formando pequeñas burbujas. El proceso de flotación es reiterado en varios ciclos, de manera que en cada uno de ellos se vaya produciendo un producto cada vez más concentrado. Adicionalmente, se puede realizar un segundo proceso de flotación, con el fin de recuperar el concentrado de otro mineral de interés o limpiarlo de alguna impureza. El procedimiento es igual que el anterior, pero utilizando reactivos y acondicionadores de pH distintos, lo que permite obtener concentrados de dos metales de interés económico. La primera flotación se denomina colectiva, donde el concentrado contiene dos o más componentes, y la segunda corresponde a una flotación selectiva, donde se efectúa una separación de compuestos complejos en productos que contengan no más de una especie individual.
Efecto de la granulometría en flotación
HidrofobicidadAquellas sustancias que son repelidas por el agua o que no se pueden mezclar con ella. En la naturaleza existen muy pocos minerales que presentan superficies con características hidrofóbicas, entre los cuales podemos mencionar la molibdenita, azufre, grafito y talco entre otras.
ColectoresPresenta la propiedad de inducir hidrofobiciadad sobre las superficies de las partículas hidrofilicas .Dichos colectores deben ser selectivos es decir actuar en las superficies de las partículas de interés.
1.3. Espumantes Son agentes tensoactivos que presentan como principal función la generación de espuma de buena calidad ya que es ella la que permite la evacuación del sistema de las partículas que han flotado.
1.4. ModificadoresSon agentes que modifican el ambiente de la pulpa para que así puedan actuar colectores más eficientemente haciendo que ellos aumenten su rendimiento. Entre ellos podemos encontrar a modificadores de Ph, depresantes y activadores.
1.5. Razón de concentraciónSe refiere a las toneladas de mineral necesarias para obtener una tonelada de concentrado final. En este sentido, indica en forma indirecta la eficiencia del proceso. Este término está estrechamente relacionado con la recuperación.
1.6 Recuperación en peso (RP)Es el porcentaje de la razón entre el peso del concentrado y el peso de la alimentación.
Cinética de flotación
El estudioLa variación en la cantidad del producto que rebalsa en la espuma con el tiempo y la identificación cuantitativa de todas las variables que controlan la velocidad. Además contempla determinar la forma de la ecuación de velocidad y los efectos cuantitativos de las variables principales del proceso sobre la constante cinética.
Tiempo optimo de residenciaAgar y sus colaboradores, han planteado y analizado la aplicación de los siguientes criterios para determinar el tiempo de residencia óptimo.
Primer criterio de agar

No agregar al concentrado material de ley menor a la alimentación
Segundo criterio de agarMaximizar la diferencia en recuperación entre el mineral deseado y la ganga
Tercer criterio de agarMaximizar la eficiencia de separación.
Circuito de flotación y uso de los Split-factors
Circuito de flotación Presenta una solución económica al problema de tratamiento de una mena particular. La flotación comercial es un proceso continuo, en el que las celdas están arregladas en serie gormando un banco y estos en circuito. La pulpa ingresa a la primera celda de banco y entrega parte del mineral valioso en forma de espuma; el material remanente pasa a la segunda celda, de donde es sacada más espuma mineralizada, y así sucesivamente hasta la última celda de banco. El nivel de pulpa sube de celda a celda, ya que la pulpa se hace más pobre en minerales flotables, por aumento progresivo, en la celda de colas. Las últimas celdas de un banco contienen espumas con bajos contenidos de mineral conformados por partículas hidrofóbicas débiles.
Circuitos recuperadoresEste tipo de circuitos tiene por objetivo recuperar la mayor cantidad de especie mineral útil. Se encuentran dos tipos de circuitos que tengan esta finalidad. Existe el circuito primario y circuito de barrido, este último tiene poco mineral para sustentar espuma alta, tienen un vertedero de relaves crecido de tal manera que la pulpa sobrepasa siempre el labio de la celda. Para aprovechar mejor el circuito primario se flota hasta obtener una ley en la última celda igual a la ley de alimentación.
Circuitos limpiadores Su principal objetivo es limpiar concentrado, proveniente de la etapa primaria, para elevar la ley del metal útil contenido en el mineral. Pueden existir dos tipos de circuitos limpiadores, uno es la limpieza y la re limpieza. La limpieza recibe comparativamente una alimentación de alta ley, mientras que la sección de barrido puede trabajar con un exceso de aire para obtener una máxima recuperación. Los relaves de las celdas de limpieza normalmente contienen partículas de mineral aerofillas que son generalmente recirculadas a las celdas del circuito primario, posteriormente a las del barrido.
Pruebas tipo batchAntes de entrar a realizar las pruebas de ciclo abierto para obtención de los flujos de cada etapa, es necesario realizar pruebas preliminares discontinuas fin de establecer ñas condiciones de base para el test de ciclo abierto y las pruebas en flujo continuo
Prueba de cicloEl test de ciclo es un experimento de etapas múltiples diseñado para medir el efecto de los materiales circulantes. En estos test se pretende simular en forma experimental a través de pruebas de flotación batch, el comportamiento que tendría una planta de flotación continua con el objetivo de aproximarse a una simulación o reproducción de resultados metalúrgicos de un circuito industrial de flotación.
Factores de distribución Este método de los factores de distribución se usa para simular ensayos de ciclos de laboratorio basándose en la información experimental generada del primer ciclo y a lo más desde los primeros dos ciclos de un test de ciclos incompletos lo que permite en este último caso evaluar además el efecto de la carga circulante en cada etapa de flotación. Este factor de distribución no es más que la fracción de alimentación que reportan los flujos no flotables o relaves en cada caso o la etapa de separación o junta de flujos en flotaciones primaria , limpieza , re limpieza o barrido.
Objetivos de laboratorio
Efecto de la Granulometría en FlotaciónSe verá como incide el efecto de la granulometría en el proceso de la flotación y cuán importante es la determinación del tiempo optimo de molienda
Cinética de flotación.Qué modelo cinético se ajusta mejor a los datos experimentales. Determinar el tiempo de residencia o flotación. Analizar el comportamiento del mineral durante la flotación.
Circuito de flotación y uso de los Split-factorsObtener un concentrado final de cobre del orden de 30% en ley, con recuperaciones globales sobre el 80%.
PROCEDIMIENTO
Efecto de la Granulometría en FlotaciónEl efecto de la granulometría es un parámetro muy importante en el proceso de flotación de minerales, por eso es de gran importancia calcular el tiempo óptimo de molienda, por motivos económicos y para que tenga una buena adherencia el mineral a la burbuja, utilizando las propiedades hidrofobicas e hidrofilicas. Para ello se trabajó con tres muestras de 1kg de mineral con un tiempo de molienda de 3; 10; 15 minutos, con una dosificación de espumante (29l), colector primario (33l), colector secundario (50l) y 2 (g) de cal, considerando un 65% de solido en la molienda y un 27% de solido en la celda de flotación. Una vez molido el mineral es vaciado a una celda cuidadosamente, luego se gradúo a un volumen de 3000 (cc). La velocidad de agitación de con la que se trabajo fue de 1100 (rpm) y se ajustó el pH de la pulpa a pH 10 con la adición de cal. El flujo de aire con la que se trabajó en la flotación fue de 2; 3; 4; 5 (lt/min), para un tiempo de 0; 3; 5; 10(min), la duración de la flotación fue de 12(min) y se debió esperar el rebalse espontaneo y paletear cada 10 segundos. El concentrado y el relave (previamente deslamado sobre 200#) son filtrados y luego llevados a un horno mufla para su secado a 105°C estos pasos se realizaron para los tres tiempos de molienda y su posterior flotación, luego de 24 horas en el horno se pesó, se tomó una muestra representativa del relave de 100 gramos para luego ser pulverizadas tanto relave como concentrado para ser enviadas a un análisis químico para conocer la ley del concentrado y la ley del relave.
Cinética de flotaciónLa cinética de flotación estudia la velocidad de flotación, es decir la variación del contenido metálico fino recuperado en el concentrado en función del tiempo. En esta sección se estudia los principales modelos matemáticos de la velocidad de flotación del mineral y el cálculo de parámetros cinéticos, para optimizar circuitos de flotación, hacer simulaciones (simular circuitos) y también para diseño de plantas de flotación. Para ello se realizaron dos pruebas de flotación, con una combinación de reactivos del laboratorio anterior (de efecto de la granulometría en la flotación) con el mismo pH de trabajo. Se trabajaron con los datos de la primera experiencia y se mantuvieron los porcentajes de solido en el molino (65 % solido) y en la celda de flotación (27% solido), el tiempo de molienda será de 7,27 segundos. Se agitó a 1200 rpm y el flujo de aire fue de 2,0; 3,0; 4,0 y 5,0 (lt/min) a un tiempo de 3,0; 5,0; y 10 (min) y adición de agua para mantener el nivel de pulpa. El tiempo de flotación fue de 20 minutos, se retiró el concentrado mediante paleteo cada 10 segundos y se tuvo que ir cambiando la bandeja de recepción de concentrado en los siguientes tiempos: 0,5 ; 1,0 ; 2,0 ; 3,0 ; 4,0 ; 6,0 ; 8,0 ; 10,0 ; 15,0 ; 20,0 min. Posteriormente se filtraron la totalidad de los concentrados y los relaves. Se tuvo que ingresar las muestras rotuladas de concentrado y relave con sus respectivos tiempos al horno mufla a 105º C por 24 hrs aprox. Luego del tiempo de secado se tuvo que registrar el peso de cada una de las muestras, disgregar, y tomar una muestra para análisis químicos de cobre total (previa pulverización).
Circuito de flotación y uso de los Split factorEn general, las leyes de los productos y la recuperación metalúrgica son los parámetros más utilizados. En ambos casos se trata de maximizar estos valores, pero en la práctica se debe optar por valores que maximicen el “óptimo económico” del proceso. Lo anterior se debe a que estos parámetros se relacionan de manera inversa. Para ellos se realizaron pruebas de flotación en cada etapa (Rougher, Cleaner, Scavenger) por separado, recirculando las aguas residuales de cada etapa. Todo esto se realizó en un circuito abierto. Se hicieron dos flotaciones primarias de las cuales se obtuvo un porcentaje de solido entre 15-20%, el concentrado primario obtenido se retiró en una bandeja y se guardó para realizar las etapas de limpieza posteriores, además se generaron dos productos: relave 1 y relave 2, estos se filtraron y se llevaron al horno mufla para su secado por 24 horas. El concentrado primario obtenido, paso por una etapa de remolienda para liberar el mineral de interés, se adiciono cal hasta alcanzar un pH 12 para así aumentar la ley del concentrado. La muestra remolida se descargó en una celda de 1 litro, se ajustó el nivel de la celda con agua proveniente del proceso anterior. Se trabajó en esta etapa con una velocidad de 1000 rpm debido al % de solido en la pulpa. Se adiciona colector primario y se acondiciona 2 minutos, para luego comenzar la flotación de primera limpieza donde el paleteo es cada 10 segundos y la flotación durara 6 minutos. El concentrado de primera limpieza se retira en una bandeja y se guarda para realizar la flotación de segunda limpieza. El relave de primera limpieza se deja en una celda de un litro, se agrega agua de proceso hasta ajustar el volumen de la celda y se adiciona espumante x-133 y nuevamente se comienza a flotar durante 10 minutos manteniendo el paleteo de 10 segundos, en esta flotación se obtienen dos productos; un concentrado de barrido-limpieza y un relave de barrido-limpieza, ambos productos se llevara a filtrar para su posterior secado por 24 hrs. Finalmente se tomó el concentrado de primera limpieza y se agrega a una celda de un litro con agua de proceso en esta etapa no se adicionara reactivos. Solo se trabajara con las aguas recirculadas del proceso de primera limpieza, ajustada a la pulpa de trabajo se da aire y se flota por 3 minutos obteniéndose un concentrado segunda limpieza, el cual denominaremos “Concentrado final”. En esta etapa se generan dos productos más; concentrado final y un relave segunda limpieza. Ambos productos se filtran y se llevan a secado durante 24 hrs. Una vez obtenida las masas y las leyes de las etapas anteriores se procede a realizar el balance global del circuito abierto, obteniendo las masas y leyes restantes. Los equipos que se utilizaron en este laboratorio fueron: Molino de bolas, tamiz malla 200 Ty, Celda de flotación Denver, filtros al vacío, horno de secado, pesa, pulverizador, bandejas metálicas, colectores (primario y secundario), espumantes, cal. (ver figuras anexos)
RESULTADOS
El efecto de la Granulometría en FlotaciónSegún los resultados obtenidos de la recuperación de cada pulpa con diferentes tiempos de molienda, se puede observar que el porcentaje de recuperación más alto fue logrado mediante una operación de molienda de 10 minutos, siendo de 73,22%. La pulpa que logro un menor porcentaje de recuperación fue la pulpa que tuvo una molienda de 15 minutos, esta tan solo logro un 53,01% de recuperación.
Tabla 1: resultados obtenidos de la granulometría de flotación.
Mediante la razón de concentración se puede estipular la cantidad de mineral en este caso la pulpa que menor razón de concentración obtuvo fue la que se realizó una molienda de 10 minutos. Y la pulpa que necesito una mayor razón de concentración fue la de 15 minutos. En la tabla 2 de análisis químico se puede apreciar que la mayor cantidad de cobre en el relave fue la molienda de 15 minutos, obteniendo un 0,55% de ley. Mientras que la pulpa con una molienda de 10 minutos fue la que menos pérdida obtuvo con un 0,376%.
Tabla 2: Análisis químico y resumen de datos
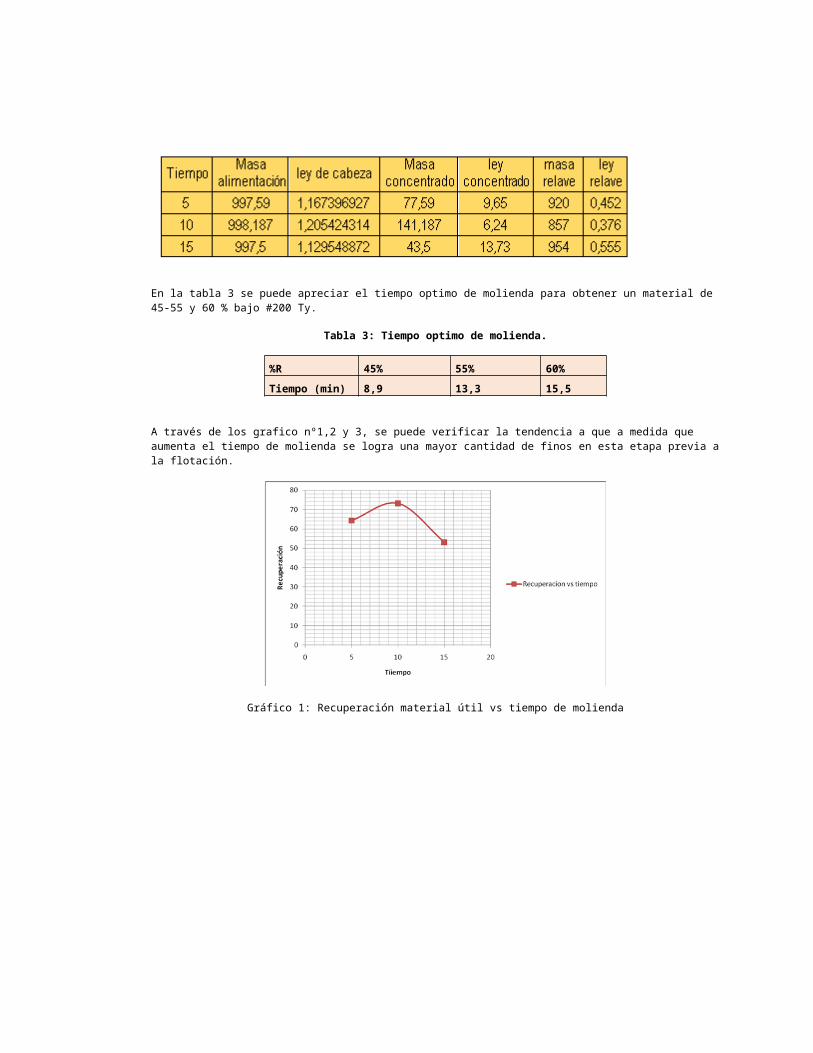
En la tabla 3 se puede apreciar el tiempo optimo de molienda para obtener un material de 45-55 y 60 % bajo #200 Ty.
Tabla 3: Tiempo optimo de molienda.
%R 45% 55% 60%
Tiempo (min) 8,9 13,3 15,5
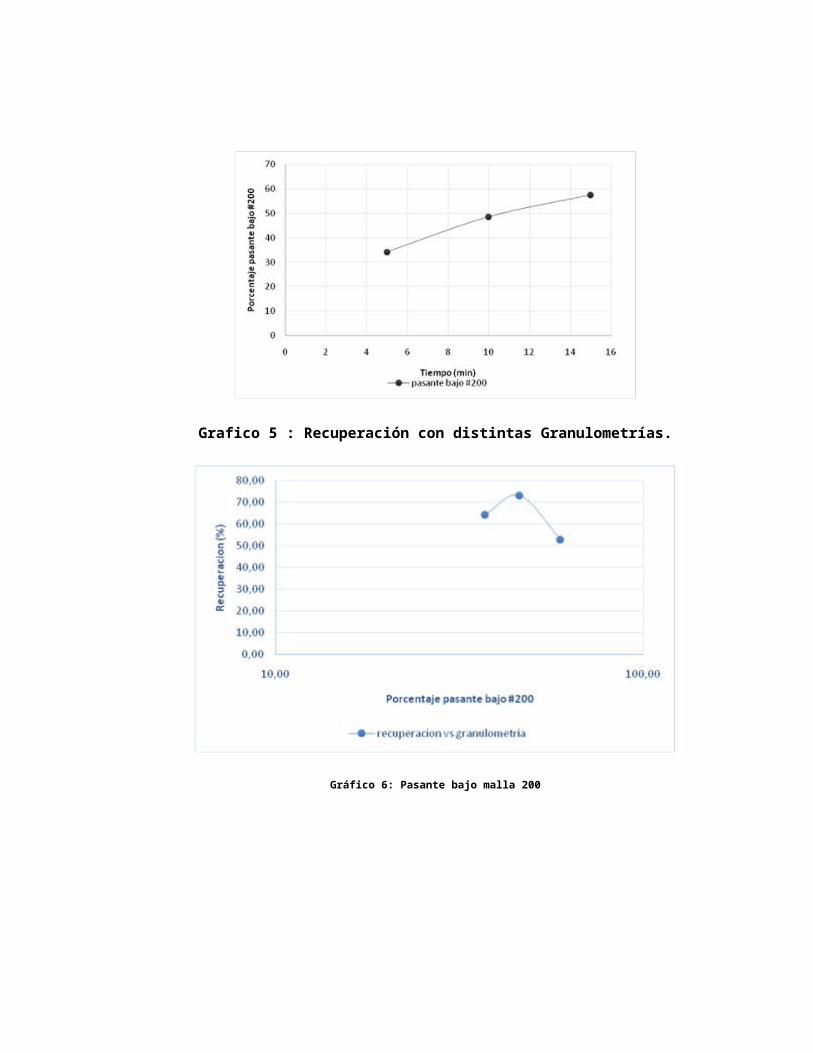
A través de los grafico nº1,2 y 3, se puede verificar la tendencia a que a medida que aumenta el tiempo de molienda se logra una mayor cantidad de finos en esta etapa previa a la flotación.

Gráfico 1: Recuperación material útil vs tiempo de molienda
Grafico 2 (Pasante bajo malla 200)
Según los resultados obtenidos de la recuperación de cada pulpa con diferentes tiempos de molienda, se puede observar que el porcentaje de recuperación más alto fue logrado mediante una operación de molienda de 10 minutos, siendo de 73,22%.La pulpa que logro un menor porcentaje de recuperación fue la pulpa que tuvo una molienda de 15 minutos, esta tan solo logro un 53,01% de recuperación. Mediante la razón de concentración se puede estipular la cantidad de mineral necesarias para obtener una tonelada de concentrado, en este caso la pulpa que menor razón de concentración obtuvo fue la que se realizó una molienda de 10 minutos. Y la pulpa que necesito una mayor razón de concentración fue la de 15 minutos. Según la tabla nº4. de análisis químico se puede apreciar que la mayor cantidad de cobre en el relave fue la pulpa con molienda obteniendo un 0,55%. Mientras que la pulpa con una molienda de 10 minutos fue la que menos pérdida de cobre en relave siendo de 0,376%. A través de los grafico nº1,2 y 3, se puede verificar la tendencia a que a medida que aumenta el tiempo de molienda se logra una mayor cantidad de finos en esta etapa previa a la flotación. Según la tabla nº7 informa sobre el tiempo optimo de molienda para obtener 45, 55, 60 % bajo #200 Ty, que fueron 8,9 minutos, 13,3 minutos y 15,5 minutos respectivamente. Observando los resultados y las variables que influyen en el proceso de flotación se puede concluir que una etapa correcta de molienda es importante para la posterior flotación, ya que la liberación de partículas influye en la relación que se obtiene de los reactivos junto al mineral de interés. Sin embargo una molienda mal efectuada puede causar un exceso de finos los cuales según lo analizado provoca que no se tenga una adhesión partícula/burbuja debido a que no poseen la energía cinética siguiente para producir un agregado estable. Por consiguiente, se puede decir que una etapa de molienda correcta a nivel laboratorio es cercana a los 10 minutos.

Cinética de flotación.
Según el grafico de ley de cobre v/s tiempo (Grafico nª4), se puede determinar que el tiempo óptimo de flotación para el mineral dado es de aproximadamente 17 minutos. Obteniendo una ley de corte de 3,3% y 3,4%, para la muestra 1 y 2 respectivamente. La recuperación global obtenida en la flotación fue de 72,6 y 7,2% y mientras que la razón de concentración y la razón de enriquecimiento fueron de 1,1 y 15,3 respectivamente. Siendo resultados acordes a lo esperado teóricamente.
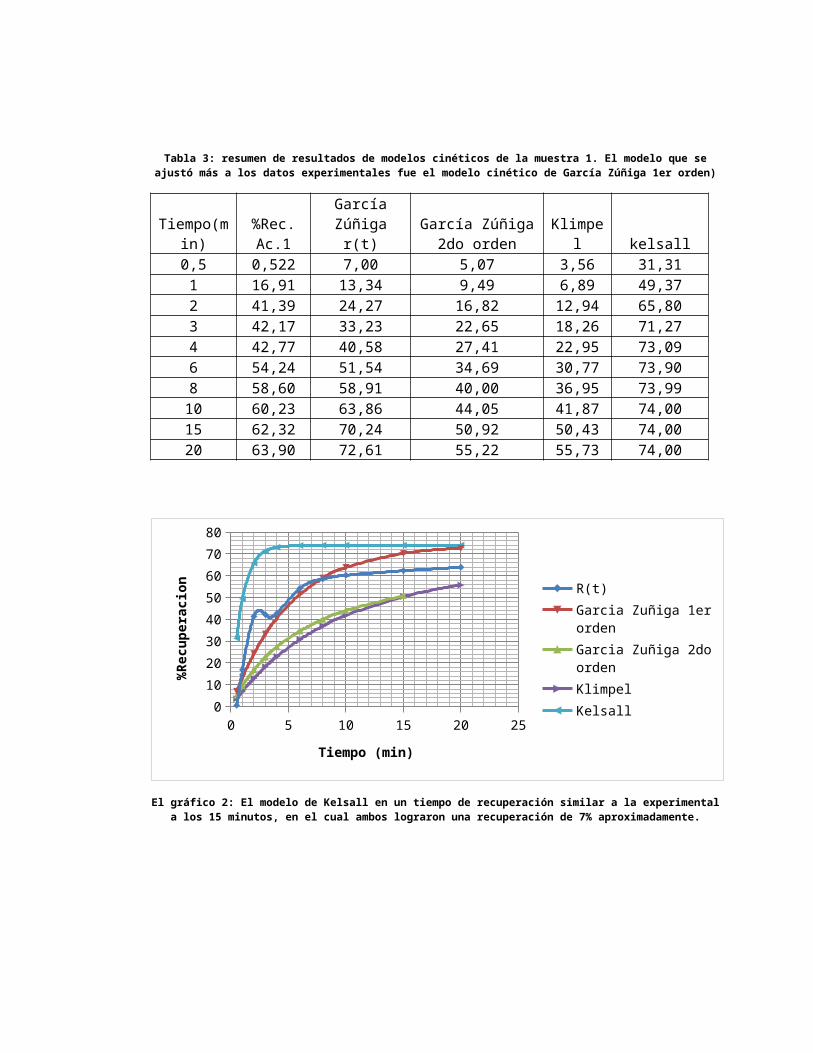
Tabla 3: resumen de resultados de modelos cinéticos de la muestra 1. El modelo que se ajustó más a los datos experimentales fue el modelo cinético de García Zúñiga 1er orden)
Tiempo(min) %Rec. Ac.1García Zúñiga
r(t)García Zúñiga 2do
orden Klimpel kelsall0,5 0,522 7,00 5,07 3,56 31,311 16,91 13,34 9,49 6,89 49,372 41,39 24,27 16,82 12,94 65,803 42,17 33,23 22,65 18,26 71,274 42,77 40,58 27,41 22,95 73,096 54,24 51,54 34,69 30,77 73,908 58,60 58,91 40,00 36,95 73,99
10 60,23 63,86 44,05 41,87 74,0015 62,32 70,24 50,92 50,43 74,0020 63,90 72,61 55,22 55,73 74,00
0 5 10 15 20 250
10
20
30
40
50
60
70
80
R(t)Garcia Zuñiga 1er ordenGarcia Zuñiga 2do ordenKlimpelKelsall
Tiempo (min)
%Re
cupe
racio
n
El gráfico 2: El modelo de Kelsall en un tiempo de recuperación similar a la experimental a los 15 minutos, en el cual ambos lograron una recuperación de 7% aproximadamente.
0 5 10 15 20 250
1020304050607080
Muestra 1Muestra 1 Modelo G.Z 1 ordenMuestra 2 Muestra 2 Modelo G.Z 1 orden
Tiempo
Recu
pera
ción
Grafico 3: Comparación entre el modelo cinético que se ajustó mejor a los datos, con la recuperación acumulada.
Experimentalmente se pudo determinar que el método que mejor se ajustó a la curva de cinética de flotación, fue el modelo de García Zúñiga (primer orden). Esto se debe a la mejoría de las variables, debido a que los otros métodos consideraron sólo partículas que flotan y otras que no a causa de la hidrofobocidad, en cambio García Zúñiga (primer orden) se determinó que las variables se deberían considerar como las partículas que flotan rápidamente y otras que flotan lento, esto se pudo ver reflejado gráficamente en el comportamiento de la curva de cinética de flotación. También cabe destacar que el error de manipulación perjudico la recuperación. Según el grafico de ley de cobre v/s tiempo (Grafico nª4), se puede determinar que el tiempo óptimo de flotación para el mineral dado es de aproximadamente 17minutos. Obteniendo una ley de corte de 3,3% y 3,4%, para la muestra 1 y 2 respectivamente. La recuperación global obtenida en la flotación fue de 72,6 y 7,2% y; mientras que la razón de concentración y la razón de enriquecimiento fueron de 1,1 y 15,3 respectivamente. Siendo resultados acordes a lo esperado teóricamente. Según el grafico nº 3 y 4, la comparación del modelo experimental de recuperación acumulada v/s el modelos, Kelsall, el modelo cinético expresa que la máxima recuperación de concentrado debió ocurrir antes de los 6 minutos y obtener una recuperación de 73,9% y 7%. Por otra parte, lo experimentado no se ajustó al modelo, teniendo una recuperación de 63,82% y 7,2 en los 5 minutos. A medida que el tiempo de flotación avanzo los modelos lograron resultados similares. Mediante el grafico nº2, la comparación del modelo de García Zúñiga segundo orden con lo experimentado, las recuperaciones obtenidas por el modelo no se asemejan a lo experimentado. El grafico nº3, el modelo de Kelsall en un tiempo de recuperación similar a la experimental a los 15 minutos, en el cual ambos lograron una recuperación de 7% aproximadamente. Según el grafico nº2 el modelo de García Zúñiga primer orden tiene una curva que se ajusta en su totalidad a lo realizado en la recuperación experimental. Logrando en todas las mediciones de tiempo resultados que se asemejan entre ambas curvas.

Circuito de flotación y uso de los Split factors
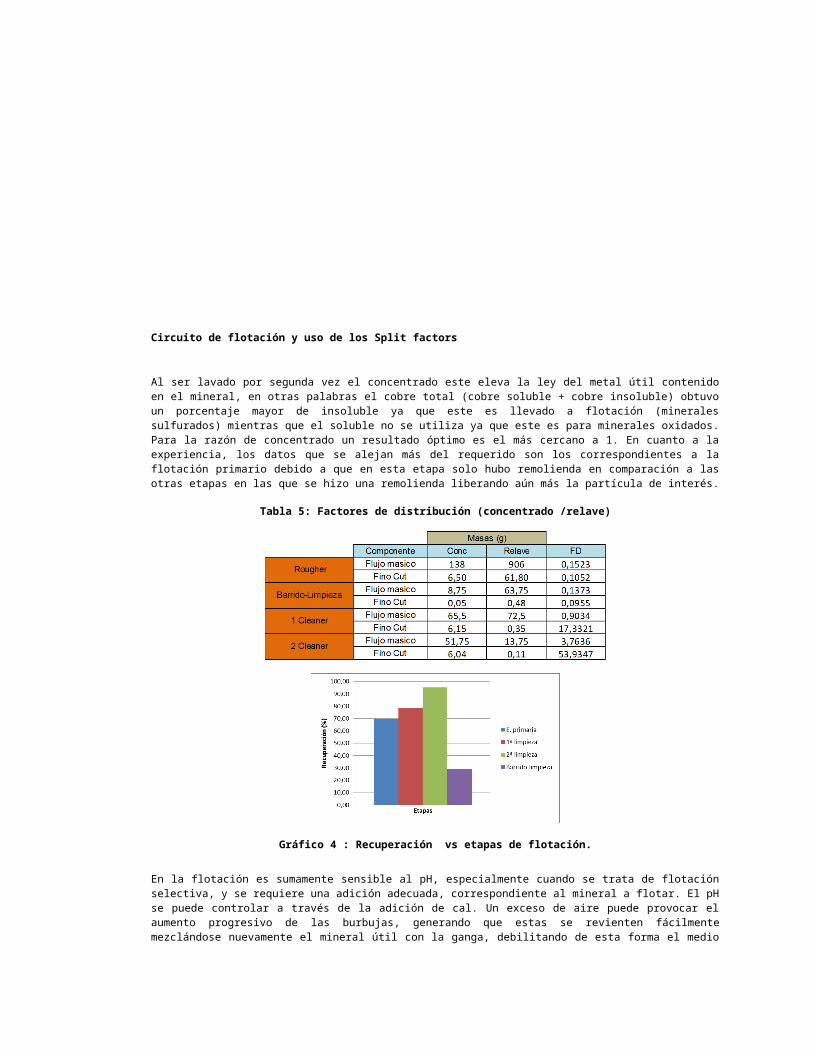
Al ser lavado por segunda vez el concentrado este eleva la ley del metal útil contenido en el mineral, en otras palabras el cobre total (cobre soluble + cobre insoluble) obtuvo un porcentaje mayor de insoluble ya que este es llevado a flotación (minerales sulfurados) mientras que el soluble no se utiliza ya que este es para minerales oxidados. Para la razón de concentrado un resultado óptimo es el más cercano a 1. En cuanto a la experiencia, los datos que se alejan más del requerido son los correspondientes a la flotación primario debido a que en esta etapa solo hubo remolienda en comparación a las otras etapas en las que se hizo una remolienda liberando aún más la partícula de interés.
Tabla 5: Factores de distribución (concentrado /relave)
Gráfico 4 : Recuperación vs etapas de flotación.
En la flotación es sumamente sensible al pH, especialmente cuando se trata de flotación selectiva, y se requiere una adición adecuada, correspondiente al mineral a flotar. El pH se puede controlar a través de la adición de cal. Un exceso de aire puede provocar el aumento progresivo de las burbujas, generando que estas se revienten fácilmente mezclándose nuevamente el mineral útil con la ganga, debilitando de esta forma el medio de transporte que se buscaba. El cobre insoluble resulta ser superior al cobre soluble debido a que en estas etapas de flotación se utilizan minerales sulfurados los cuales no son solubles en soluciones diluidas de ácido sulfúrico, por lo cual para liberar el mineral útil, se llevan a etapas de concentración las cuales si son efectivas para obtener el cobre fino. En el circuito de flotación la etapa más eficiente fue la de segunda limpieza, donde se obtuvo la mayor recuperación de 93,92%, es decir, el concentrado (final) resulto con un contenido de metal útil superior en comparación a las otras etapas. Mientras que la más baja se encuentra en la etapa de barrido con un 70,02 %.El FD mayor se obtuvo en la segunda limpieza respecto al flujo másico que fue de 3,76 mientras que para Cu fino fue de 53,93, lo cual es la recuperación parcial que está representando como fracción en peso.
CONCLUSIÓN
En la primera experiencia se puede concluir que la pulpa de 10 minutos de molienda previa a la flotación fue la que mayor porcentaje de recuperación obtuvo debido a que logró una liberación de partículas correcta sin lograr un exceso de fino, lo cual es perjudicial para la cinética de partículas en flotación. Esto contrasta con la ejecución que se empleó en el mineral que tuvo una molienda de 5 minutos puesto que no se produjo una liberación adecuada y tampoco tuvo un manejo adecuado en la aplicación del colector primario. También se puede inferir que la razón de concentración más óptima fue con la pulpa de 10 minutos, ya que se logró obtener una mayor recuperación a partir de una menor cantidad de mineral necesaria para producir un concentrado. Esto pudo ocurrir por el correcto acondicionamiento de la pulpa y las dosificaciones correctas de los reactivos para lograr el pH adecuado y la adhesión de las partículas a las burbujas. Además se puede concluir que la causa de mayor cantidad de cobre en el relave se encuentra en la pulpa de 15 minutos, por lo que no ocurrió la liberación del mineral de interés. También es probable que las partículas sedimentaran muy rápido con lo cual no se adhieren con facilidad a las burbujas. Por otra parte, una excesiva molienda causa que las partículas no posean la cinética necesaria para la adhesión a las burbujas por lo que se producen arrastres de ganga en el concentrado, siendo un claro ejemplo lo que ocurrió en la pulpa con una molienda de 15 minutos.
En la segunda experiencia mediante el pronóstico de leyes y tiempo de flotación, el tiempo óptimo fue de 17 minutos aproximadamente esto se debió a las leyes obtenidas en la flotación, después de este tiempo, se van volviendo cada vez más bajas por lo que esto no es conveniente para el proceso. De esta manera, en una flotación de 17 aproximados se llegará a los resultados esperados. El modelo cinético de García Zúñiga de primer orden, mostró una velocidad óptima de recuperación entre el tiempo 0 a los 5 minutos, logra adaptarse a la recuperación experimental debido a la curva de cinética de flotación, la cual denota una velocidad ajustada de flotación. Según la ecuación modelo de Kelsall, este modelo no se ajusta al modelo experimental debido a que las variables de velocidad y recuperación máxima no se comportan de acuerdo a la curva de cinética de flotación experimental. Por lo que el modelo no es representativo de la curva en ningún punto. Al igual que los otros modelos analizados, el método de Klimpel no cumple con las variables para lograr una curva representativa de la recuperación experimental, por lo tanto este modelo si bien es más cercano, no es necesariamente el correcto. El método que más se ajustó a los datos experimentales resultó ser el de García Zúñiga primer orden, siendo el que controló mejor las variables de la ecuación, además de asemejarse mejor a la curva de cinética de flotación experimental. Dado que la recuperación total y la velocidad de recuperación fueron las correctas y adecuadas. El método que mejor se ajusta se puede comprobar con el coeficiente de correlación, que nos dice que tan bien se ajustan los datos experimentales con los datos obtenido en los modelos cinéticos, dando en García Zúñiga un coeficiente de correlación de 1,4 % (entre más cerca de 1 mejor es el resultado). Experimentalmente se pudo determinar que el método que mejor se ajustó a la curva de cinética de flotación, fue el modelo de García Zúñiga (primer orden). Esto se debe a la mejoría de las variables, debido a que los otros métodos consideraron sólo partículas que flotan y otras que no a causa de la hidrofobocidad, en cambio García Zúñiga (primer orden) se determinó que las variables se deberían considerar como las partículas que flotan rápidamente y otras que flotan lento, esto se pudo ver reflejado gráficamente en el comportamiento de la curva de cinética de flotación. También cabe destacar que el error de manipulación perjudico la recuperación.
En la tercera experiencia el circuito de flotación de la etapa más eficiente fue la de segunda limpieza, donde se obtuvo la mayor recuperación de 93,92%, es decir, el concentrado (final) resulto con un contenido de metal útil superior en comparación a las otras etapas. Mientras que la más baja se encuentra en la etapa de barrido con un 70,02 %. El FD mayor se obtuvo en la segunda limpieza respecto al flujo másico que fue de 3,76 mientras que para Cu fino fue de 53,93, lo cual es la recuperación parcial que está representando como fracción en peso. Al variar el pH, se modifica la viscosidad de la pulpa lo cual causa una gran destrucción cuando hay un exceso de % sólidos. En esta experiencia se observa que la inyección de aire es muy importante, ya que produce las burbujas que sirven de medio de transporte y que si le inyectamos mucho aire a la etapa puede provocar errores gravísimos, como tener un exceso o un déficit de burbujas de aire. Planteamos por qué el cobre insoluble es mayor prácticamente en todas las etapas en comparación al cobre soluble que es muy inferior

BIBLIOGRAFIA
Ballester A.,Verdeja L.F.,Sancho J., “Metalurgia Extractiva, fundamentos” Vol I, Editorial Sintesis, 2002.
Ballester A., Verdeja L.F.,Sancho J., “Metalurgia Extractiva, procesos de obtención” Vol II, Editorial Sintesis, 2002.
Biswas A.K y Davenport W.G., “Extracción Metalurgia del Cobre” Cuarta Edición, Pergamon, 2002.
Courdoier L.,Wilkomirsky L., “Fundamentos de los Procesos metalúrgicos.”
Serie metalurgia extractiva, 1971.
Coopper, 2013.Volumen 3.
Robert B Bird,W.E.Stewart, E. N. Lighfoot. “Fundamentos de transporte”, Ed. Reverté.
G.H. Geiger ,D.R. Poirier, “Transport Phenomena in Metallurgy”. Ed.Addison-Wesley © 1973
Robert H.Perry, “ Manual del ingeniero Quimico”
Rosenqvist, T. Fundamentos de metalurgia extractiva, Editorial Limusa. 2002.
ANEXOS
Tablas y gráficos
Efecto de la granulometría en la flotación.Tabla 6 : Análisis granulométrico de molienda de 5 minutos.
Tabla 7: Análisis granulométrico de molienda de 10 minutos.
Tabla 8: Análisis granulométrico de molienda de 15 minutos
Grafico 5 : Recuperación con distintas Granulometrías.

Gráfico 6: Pasante bajo malla 200

Cinética de flotación.
Tabla 9 : Resultados muestra 1 y2.
%Recuperación global 63,90
Razón de Concentración (K) 1,10
Razón Enriquecimiento (RE) 7,21
%Rec. Peso(RP) 8,86
Φ 0,2
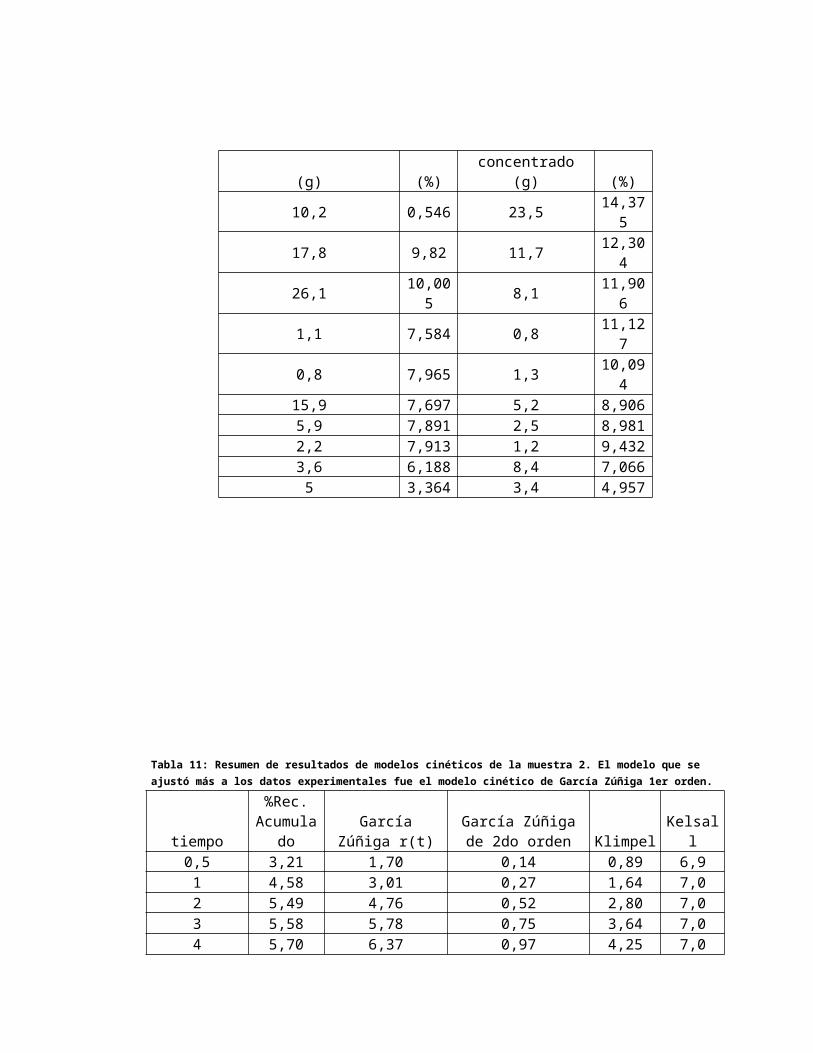
Tabla 10 : Datos experimentales
Datos experimentalesMuestra 1 Muestra 2
masa concentrado (g) Ley (%)masa concentrado
(g) Ley (%)10,2 0,546 23,5 14,37517,8 9,82 11,7 12,30426,1 10,005 8,1 11,9061,1 7,584 0,8 11,1270,8 7,965 1,3 10,094
15,9 7,697 5,2 8,9065,9 7,891 2,5 8,9812,2 7,913 1,2 9,4323,6 6,188 8,4 7,0665 3,364 3,4 4,957
%Recuperación global 7,19Razón de Concentración (K) 15,13
Razón Enriquecimiento (RE) 1,09
%Rec. Peso(RP) 6,61
Φ 0,2
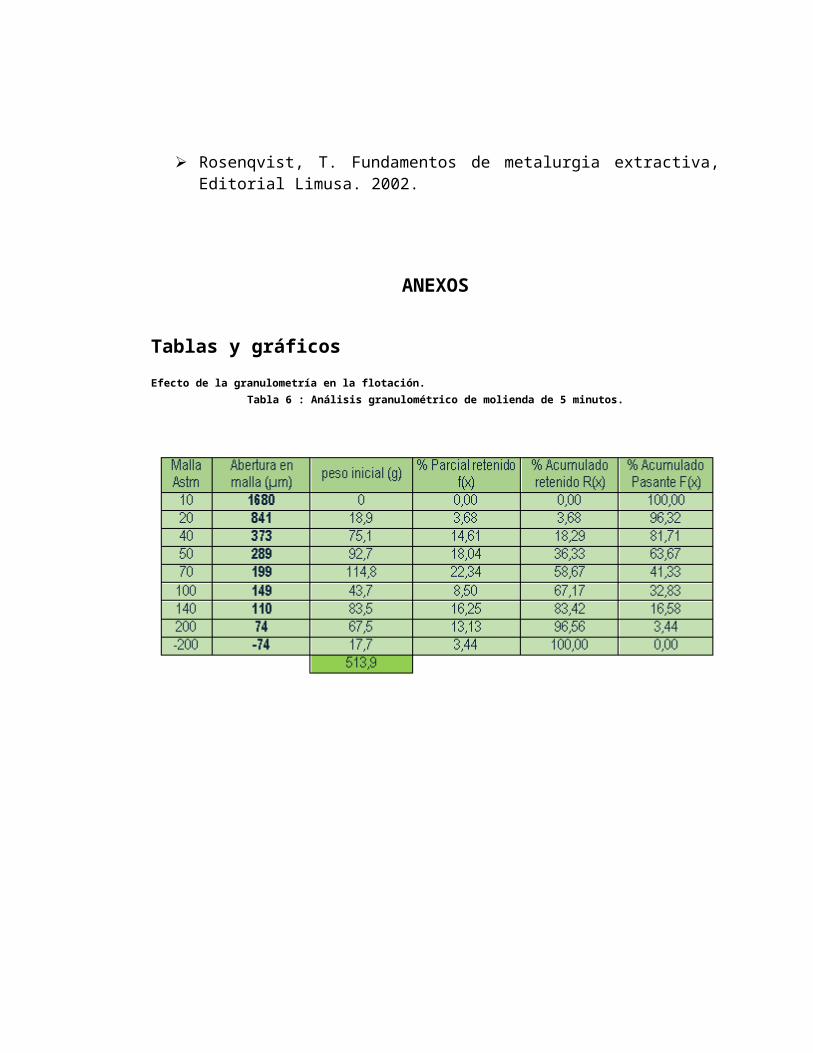
Tabla 11: Resumen de resultados de modelos cinéticos de la muestra 2. El modelo que se ajustó más a los datos experimentales fue el modelo cinético de García Zúñiga 1er orden.
tiempo
%Rec. Acumulad
o García Zúñiga r(t)García Zúñiga de 2do
orden Klimpel Kelsall0,5 3,21 1,70 0,14 0,89 6,91 4,58 3,01 0,27 1,64 7,02 5,49 4,76 0,52 2,80 7,03 5,58 5,78 0,75 3,64 7,04 5,70 6,37 0,97 4,25 7,06 6,14 6,92 1,36 5,07 7,08 6,36 7,10 1,71 5,56 7,0
10 6,46 7,17 2,02 5,87 7,015 7,03 7,20 2,65 6,31 7,020 7,19 7,20 3,15 6,53 7,0
0 5 10 15 20 250.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
Muestra 2Muestra 1
Tiempo
Recu
pera
ción
ac
Gráfico 7: Recuperación acumulada vs Tiempo.

0 5 10 15 20 250.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
R(t)Garcia Zuñiga 1er ordenGarcia Zuñiga 2do ordenKlimpelKelsall
Tiempo
Recu
pera
cion
Gráfico 8: Comparación entre los distintos modelos cinéticos muestra 2
Gráfico 9: tiempo optimo de flotación.
TABLAS Y GRAFICOS DEL LABORATORIO DE CIRCUITO DE FLOTACION
Tabla 12 : Datos de análisis químico.
C u total % C u S ol % % C u Ins
R elave P rimaria 1 6,821 1,344 5,477R elave P rimaria 2 24,168 1,772 22,396
C oncentrado barrido-limpiez a 0,484 0,332 0,152relave barrido-limpiez a 0,528 0,352 0,176
concentrado 2° limpiez a (concentrado final ) 0,814 0,545 0,269
relave 2° limpiez a 11,665 1,700 9,965
Tabla 13: Resultados
Mas a (g) Mas a C uT (g) Mas a C u S ol (g)
C u Ins (g)
906 61,80 12,17 49,62927 224,04 16,43 207,61
63,75 0,31 0,21 0,108,75 0,05 0,03 0,02
13,75 0,11 0,07 0,04
51,75 6,04 0,88 5,16

Figura 1: Diagrama de proceso del laboratorio de circuito de flotación.
FORMULAS – CALCULOS
Formulas del efecto de la granulometría en la flotación:
Dosificación de colector primario
D-101 33(g/ton), densidad; 1,01 (g/cc).
33g 1000000g
Xg 1000 g
X= 0,033g
V= 0,033 g1,01g /cc
V=0,033cc
V=0 ,033 cc∗1000 l
V=33l Volumen de colector primario
Dosificación de colector secundario
Xantato de sodio 5 (g/ton).
5 g 1000000g
X g 1000
X= 0,005 g
10 g 1000 cc
0,005 g X cc
X= 0,050cc
V = 0,050 cc * 1000 l
V = 50 l Volumen de colector secundario

Dosificación de espumante
Ap/x-133 27 (g/ton), densidad; 0,92 (g/cc).
27 g 1000000 g
X g 1000 g
X= 0,027 g
V= 0,027 g0,92 g/cc
V=0,029cc
V=0 ,029 cc∗1000 l
V=29l Volumen de espumante
Formulas del laboratorio de Cinética de flotaciónPorcentaje de Recuperación
%recuperación=(Masa dematerial útil presente enel concentradomasadematerial útil presente en laalimentación )∗100
Razón de Concentración:
k=FC
Razón de Enriquecimiento (RE):
ℜ=Ley del componente deseadoen el concentradoLey delmismocomponente en lacabeza
Recuperación de Peso:

%RP=CF
∗100
Ecuación García Zúñiga:
Rt=R∞(1−e−kt)
Ecuación de Klimpel:
Rt=R∞ [1−( 1kt ) (1−e−kt )]
Ecuación de Kelsal:
Rt=R∞ [φ ( 1−e−kt )+(1−φ ) (1−e−kt ) ]

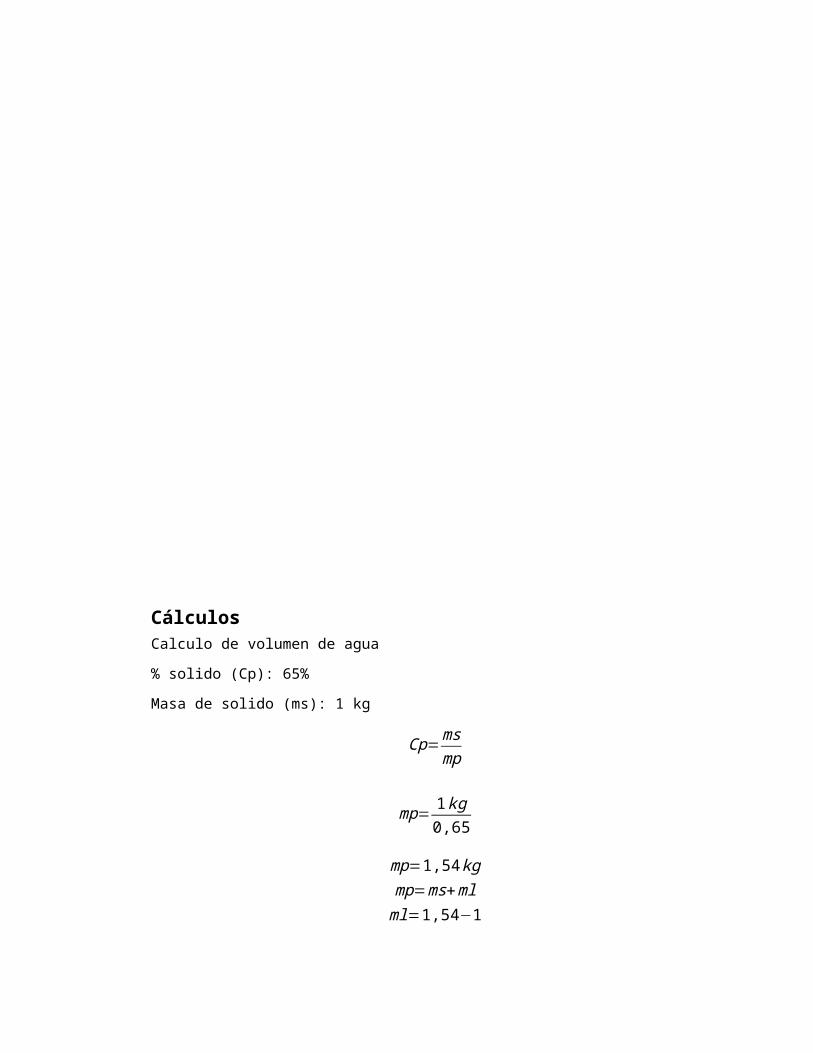
CálculosCalculo de volumen de agua
% solido (Cp): 65%
Masa de solido (ms): 1 kg
Cp=msmp
mp= 1kg0,65
mp=1,54 kgmp=ms+mlml=1,54−1
ma saliquido=540 g∗1mLg
volH 2O=540ml
Calculo de colector primario
30 gpt ρ= 1
30 g→1000kgX→1kg
x=0,03 g∗1mL/ gx=0,03mL∗1000
x=30 μL
Colector secundario

15 g→1000kgx→1kgx=0,015 g
1g→10ml0,015 g→x
x=0,15ml∗1000
x=150 μL
Espumante
20 g→1000kgx→1kgx=0,02 g
v= 0,02g0,94 g/ml
v=0,021ml∗1000
v=21μL
Ejemplos de Cálculos de molienda de 15 minutos
Recuperación
%R=(C ∙cF ∙ f
) ∙100
%R=( 40 ∙0,1921000 ∙0,0111
)∙100

R=69,19 %
Razón de concentración (K)
K= FC
K=100040
K=25,0
Razón de Enriquecimiento (RE)
ℜ= cf
ℜ= 0,1920,0111
ℜ=17,30
Recuperación en peso (RP)
%RP=(CF )∙100
%RP=( 401000 ) ∙100
RP=4 %
Dosificación de colector primario D-101 33 (g/ton), densidad; 1,01 (g/cc).
33 g 1000000 gX g 1000 g
X= 0,033 g

V= 0,033 g1,01g /cc
V=0,033cc
V=0 ,033 cc∗1000 l
V=33l Volumen de colector primario
Dosificación de colector secundario Xantato de sodio 5 (g/ton).
5 g 1000000gX g 1000
X= 0,005 g
10 g 1000 cc0,005 g X cc
X= 0,050 cc
V = 0,050 cc * 1000 l
V = 50 l Volumen de colector secundario
Dosificación de espumante Ap/x-133 27 (g/ton), densidad; 0,92 (g/cc).
27 g 1000000 gX g 1000 g
X= 0,027 g
V= 0,027 g0,92 g/cc
V=0,029cc
V=0 ,029 cc∗1000 l
V=29l Volumen de espumante

Ejemplo:
Masa concentrado: 29.7g.Ley concentrada: 5.61%Masa cabeza: 986g.Ley de cabeza: 1.3%
%recuperación=( 29.7∗0.0561986∗0.013 )∗100=13.0 %
k= 98629.7
=33.21
ℜ=0.05610.013
=4.32
%RP=29.7986
∗100=3.01
Al tiempo 0.5 min.R∞=15.77
K=0.15
Rt=15.77 (1−e−0.15∗0.5 )=1.17
Al tiempo 0.5 min.R∞=15.77
K=0.87
Rt=15.77 [1−( 10.87∗0.5 ) (1−e−0.87∗0.5 )]=2.99
Al tiempo 0.5 min.R∞=15.77
K=0.15
φ=0.43
Rt=15.77 [0.43 (1−e−0.15∗0.5 )+(1−0.43 ) (1−e−0.15∗0.5 ) ]=1.17
Fórmulas Ocupadas:
Dilución: D = (1-Cp) = (1-0,3) = 2,33 Cp 0,3
D: Dilución Cp: % Sólidos
Masa sólido: 2400cm ³
12,64 g /cm ³
+2,33
1g /cm ³
=886 g
Vp: Volumen de la pulpa ds: Densidad del sólido dl: Densidad del líquido
Dónde:F: Masa Alimentación f: Ley Cu AlimentaciónC: Masa Concentrado c: Ley Cu ConcentradoT: Masa Relave t: Ley Cu Relave Ejemplo de cálculo para el tiempo 4 minutos:
Cálculo de la ley de Alimentación:Masa Alim. *Ley Alim. = Masa Conc. *Ley Conc. + Masa Relave *Ley Relave
Ley Alimentación= 34,9g∗15+839,4 g∗0,21
874,3g=0.8 Cu Alim.
C, c
T, tF, f
CONCENTRADORA

Equipos y Materiales
Horno de secado.
ESTUFAS Y SECADORES
Para secado de todo tipo de producto y cualquier proceso que requiera uniformidad de temperatura con circulación de aire. Las dimensiones de estos equipos permiten la carga y descarga mecánica o manual.
Según la necesidad de tamaño y uso.
ESPECIFICACIONES TCNICAS:
Estructura Interior Plancha de acero.
Estructura exterior Acero estructural con acabo de pintura azul martillado.
Aparato de controlPirometro digital tipo / J controlador e indicadores, contactores, controlador de tiempo, foco piloto e interruptores.
Tipo de calentamiento Puede ser eléctrico o a gas según el requerimiento.
Puerta Frontal
Circulación de aireForzada por motor un ventilador para la homogenización de temperatura de trabajo.
Balanza

Categoría Radwag de precisiónModelo: WTBDescripción: Las balanzas WTB son dedicadas al pesaje muy rápido y exacto en el ambiente de laboratorio. Pueden funcionar en lugares alejados de una fuente de alimentación eléctrica ya que son equipadas de un acumulador interno como estándar. Balanzas tienen un plato de acero inoxidable, un interfaz RS 232 y una pantalla retro iluminada LCD que garantiza la mayor legibilidad del resultado de pesaje.
Modelo WTB200 WTB2000
Capacidad (g) 200 2000
Resolución (g) 0,001 0,01
Descripción LCD (retroiluminada)
Celda de flotación Denver D12:
Una celda de flotación para laboratorio marca Denver modelo D-12 con mecanismo tipo suspendido incluyendo porta baleros totalmente sellado con flecha de acero inoxidable, caja soporte de acero inoxidable, válvula de control de aire diseñada para aplicaciones de flotación, y pruebas de limpieza.

Figura 2: Se ve claramente el comportamiento del molino de bolas en contacto con las partículas de mineral.
Figura 3: Esquema donde se ve el comportamiento de las partículas hidrofilicas e hidrofóbicas en la flotación.

Bandejas metálicas: Se utilizó para la recepción del concentrado y el secado al interior del horno.

Tamiz malla 200 Ty.
Molino de bolas:
Guante aluminizado colison t-16: Este guante doble de gramaje alto anticalórico, exterior de fibra kevlar en punto de rizo e interior de algodón 100%, en punto liso. Ofrece un gran nivel de protección térmica y una elevada resistencia mecánica, por lo que es especialmente adecuado para todo tipo de trabajos donde exista un riesgo térmico, por

contacto, por convección o por radiación, que exija una total inflamabilidad exterior y una excelente resistencia mecánica a los cortes donde no exista riesgo de enganchones.











![Concentracion Y Monopolio[1] VersióN Final](https://static.fdocuments.ec/doc/165x107/5599753c1a28abee7e8b4833/concentracion-y-monopolio1-version-final.jpg)

