Expo final de proyecto
54
INTEGRANTES: • IZAMAR GONZALEZ C. • DANIELA SUAREZ T. • YANIRA POLANCO MEJIA • GISSELLE MONTENEGRO • LUIS MIGUEL ALONSO UNIVERSIDAD NACIONAL DE INGENIERIA INSTITUTO DE ESTUDIOS SUPERIORES UNI IES ARQUITECTURA PROYECTO 8 DOCENTE: ARQ. URIEL CARDOZA GRUPO: 5TN1-A PROYECTO «INDUSTRIA»
-
Upload
izamargo90 -
Category
Travel
-
view
1.274 -
download
3
Transcript of Expo final de proyecto

INTEGRANTES:
•IZAMAR GONZALEZ C.•DANIELA SUAREZ T.•YANIRA POLANCO MEJIA•GISSELLE MONTENEGRO•LUIS MIGUEL ALONSO
UNIVERSIDAD NACIONAL DE INGENIERIAINSTITUTO DE ESTUDIOS SUPERIORES
UNI IES
ARQUITECTURA
PROYECTO 8
DOCENTE: ARQ. URIEL CARDOZA
GRUPO: 5TN1-A
PROYECTO «INDUSTRIA»

o Uno de los 9 municipios del departamento de Managua, Nicaragua.
o Se encuentra ubicado dentro de los límites del departamento Managua, a 22 km. de la cabecera departamental.
o Fundado en 1,755.o Extensión territorial 975.17 kms2.o Altitud sobre el nivel del mar 50.44 metros.o Densidad Población 112.2 hab./km2.o Clima y Precipitación Es seco (sabana tropical) con
temperaturas promedios de 23º c en la parte de la zona norte.
o La población total del municipio al 2000 es de 108, 457 habitantes.
o Población urbana : 91,632 habitantes. o Población rural : 16,825 habitantes.
FICHA TÉCNICA:

NORTE :Municipio de ciudad Darío(Departamento de Matagalpa)
SUR: Municipio DE Granada ( Departamento de Granada) y Municipio de Tisma, Masaya y Nindiri (Departamento de Masaya).
ESTE : Municipio de Teustepe y San Lorenzo
(Departamento de Boaco).
OESTE : Lago Xolotlán(Municipio de Managua )
Y Municipio de San Francisco Libre.
DELIMITACION LIMITROFE DEL MUNICIPIO :
TIPITAPA

La Principal Actividad Económica es Agropecuaria. Durante la década de los 70 y 80´, el municipio se destacó por contar con un fuerte sector ganadero, debido a la cercanía del agua y buenos pastizales. Dentro de la agricultura los principales cultivos eran el algodón, caña de azúcar, sorgo, ajonjolí, maíz, frijoles y hortalizas.
CARACTERISTICAS DEL SECTOR INDUSTRIA DE TIPITAPA:

El Municipio de Tipitapa cuenta con un fuerte sector ganadero, que sin embargo carece de las instalaciones que permitan maximizar el potencial ganadero de la zona, el cual es producto de la privilegiada situación geográfica del sitio gracias a la cercanía con las abundantes reservas de agua y los extensos pastizales que el sector presenta. En virtud de lo anterior hemos propuesto un parque industrial destinado a satisfacer las necesidades mencionadas anteriormente, que se denominara “Parque Industrial Ganadero y sus Derivados”, el cual incluye un matadero destinado al procesamiento de la carne bovina , sectores destinados al procesamiento de los productos lácteos de los cuales se obtendrán yogurt, leche condensada, queso y mantequilla.
Cabe destacar que según estudios el municipio de Tipitapa cuenta con un fuerte sector ganadero contabilizándose hasta 5,000 cabezas de ganado, sin embargo la demanda que supondría el parque industrial haría necesario abastecerse de la producción proveniente de la zona norte y centro del país, para lo cual Tipitapa cuenta con una posición estratégica y un excelente sistema vial.
PROPUESTA DE INDUSTRIA:

CRITERIOS DE DISEÑO
PARA LA UBICACIÓN DE INDUSTRIAS GANADERAS Y SUS DERIVADOS DEBERÁN TOMARSE EN CONSIDERACIÓN LOS SIGUIENTES ASPECTOS:
1. El terreno debe ser seco, plano, con facilidades para la construcción y para el drenaje de aguas superficiales.
2. Estar ubicado como mínimo a 1000 m y en posición contraria al viento de cualquier asentamiento humano, escuela, centro de salud, fábrica, mercado, comercio y cuerpo de agua superficiales.
3. Estar ubicado a una distancia no menor de 1000 m y en posición a favor del viento de los sistemas de tratamiento de las aguas residuales, rellenos sanitarios, basureros municipales, fuentes generadoras de cenizas volcánicas, polvos, y productos químicos.

CRITERIOS DE DISEÑO
5.Debe tener un cerco protector en todo el perímetro del edificio.
6.El terreno debe ser consistente, que no permita infiltraciones y tener buen declive para evitar estancamiento de las aguas y debe quedar alejada de focos de contaminación que sean nocivos.
7.Las dimensiones del terreno serán 3 ó 4 veces mayor que el área de construcción seleccionada para la planta.
8.El edificio de la planta debe de ser de fácil acceso y con una distancia mínima de 100 metros de la carretera.
9.Estar a una distancia mínima de 2 km. del poblado más cercano, para las nuevas edificaciones

ESTUDIO DE «SITIOS»
EN EL MUNICIPIO DE TIPITAPA

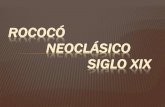
USO DE SUELO SEGÚN PLAN REGULADOR

POSIBLES SITIOS
Los tres posibles sitios para el emplazamiento del proyecto presentan características generales compartidas, sin embargo las particularidades que los separan entre si, son determinantes, tales como la extensión superficial, cercanía a los núcleos urbanos, y la topografía de los mismos, la selección idónea será determinada mediante un análisis de las caracteristicas determinantes reflejadas en una matriz de comparación.

SITIO 1
Extensión Superficial;90 Manzanas Municipio de Tipitapa Carretera Vieja a Masaya, Sector Industrial.Topografía predominantemente plana, pocas pendientes debido a su uso agrícola.

SITIO 2
Extensión Superficial; 60 Manzanas Municipio de Tipitapa Carretera Vieja a Masaya, Sector Industrial.Topografía predominantemente plana, pocas pendientes, propicio a la inundación.

SITIO 3
Extensión Superficial;45 Manzanas Municipio de Tipitapa Carretera Vieja a Masaya, Sector Industrial.Topografía con marcadas pendientes , cercano a poblaciones.

Elementos de Evaluación
Sitio 1 Sitio 2 Sitio 3Observaciones
1 2 3 1 2 3 1 2 3
Acceso al Terreno ● ● ●Estado Físico de Carreteras ● ● ●
Extensión ● ● ●
Los dos primeros terrenos cuentan con áreas similares que oscilan entre 60-80 mz a diferencia del tercero que es de 45 mz
Uso del Suelo ● ● ●Los sitios cumplen con la categoría destinada a uso de suelo para industrias
Viviendas ● ●
●
Los sitios cumplen con la normativa de estar alejado del centro de la ciudad por estar a 2 km de esta, en el caso del tercero a su costado sur existe zona habitacional muy cercana
Edificios de Servicios ● ● ●
Vistas Panorámicas ● ● ●Calidad del Entorno Inmediato ● ● ●
Calidad del Entorno del Sector ● ● ●
Paisaje Natural en General. ● ● ●
Topografía ●●
●Los dos primeros sitios presentan una topografía plana, pero el tercero tiene una pendiente considerada

Elementos de Evaluación
Sitio 1 Sitio 2 Sitio 3
Observaciones
1 2 3 1 2 3 1 2 3
Servicios básicos ● ● ●
Imagen Urbana ● ● ●
Mobiliario Urbano
● ● ●Por encontrarse alejados de la ciudad no se le ha dado tratamiento
Elementos del Clima ● ● ●
Presenta un clima en sabana tropical seco como el resto de la ciudad
Calidad del Aire
● ● ● ●Los dos primeros sitios limitan con otras industrias lo cual los hacen receptores de gases tóxicos
Confort Ambiental ● ● ●
Desechos en general
● ● ●
Lo que se observa en el entorno son basuras mínimas por parte de las personas que transitan por la carretera principal tipitapa-Masaya, en el caso de las industrias hacen su propio proceso de desechos
Transporte
● ● ●
Total
1 10 8 4 8 7 10 8 2El sitio mas óptimo para el desarrollo de nuestro proyecto de parque industrias es de mayor extensión es el sitio nº 1

SELECCIÓN DEL SITIO
Del análisis realizado a través de la visita del sitio y estudio de matrices hemos llegado a la conclusión que el terreno mas apto para desarrollo de nuestro parque industrial es el:
SITIO N° 1.
Ya que cumple con los requerimientos antes mencionados.

PROCESO PRODUCTIVO DE
DERIVADOS DE LA LECHE

LECHE CONDENSADALa leche condensada o leche condensada azucarada es leche de vaca a la que se le ha extraído agua y agregado azúcar, lo que resulta en un producto espeso y de sabor dulce que puede conservarse varios años.
En la actualidad, hay diferentes variedades de leche condensada. Según el contenido graso de la leche de partida, se distingue entre leche condensada entera, semidesnatada y desnatada. A éstas se unen las aromatizadas, con aromas y colorantes añadidos, que se diferencian en el sabor.

Proceso De La Leche Condensada
Se elimina agua operando a presión reducida (aproximadamente medio atmosfera) hasta obtener un líquido espeso, de densidad: 1,3 g/ml. Se le agrega 30% de azúcar si la materia prima es leche entera, porcentaje que se eleva al 50% para leche descremada. La disolución en agua de 350 - 400 g de leche condensada regenera un litro de leche líquida.

Cocina industrial Olla industrial Tanques
Envasadora
Leche condensada(750 ml)
Ingredientes:• 200 g de azúcar refinada (blanca o morena) • 120 g de leche en polvo • 5 cucharadas. de glucosa líquida o en polvo sodio (se consigue en tiendas de materias primas) • 500 ml de leche fresca • ¼ de cucharada de benzoato de sodio (se consigue en tiendas de materias primas) • Hielos Utensilios:
• Olla con capacidad de 2 lt • Recipiente de vidrio con capacidad de 1 lt • Recipientes de plástico con capacidad de 1 y 3 litros • Frascos esterilizados • Etiqueta adhesiva

Procedimiento:• Diluya la leche en polvo en una taza con leche fría. • Disuelva el azúcar y la glucosa en otra taza con leche fría. • Incorpore la primera mezcla al resto de la leche líquida moviendo hasta que se integre totalmente.
• Vacíe la leche en el recipiente de vidrio. • Ponga en la olla medio litro de agua y coloque el recipiente de vidrio para calentar la leche a baño maría. • Caliente a fuego medio. Cuando hierva el agua, agregue el azúcar disuelta en la leche. • Deje a fuego bajo durante 30 minutos, moviendo constantemente. • Diluya el benzoato de sodio en una cucharada de agua y agregue a la leche, sin dejar de mover. • Vacíe la leche en el recipiente de plástico y ponga dentro de una olla con agua y hielo. • Agite la leche hasta que enfríe completamente. • Envase en el frasco de vidrio previamente esterilizado.
Duración :La leche condensada elaborada mediante esta tecnología tiene una duración aproximada de 3 semanas.

YOGURT
El yogurt aflanado (cuajado o coagulado) es el producto en el que la leche pasteurizada. El yogurt batido es el producto en el que la inoculación de la leche pasteurizada se realiza en tanques de incubación, produciéndose en ellas la coagulación, luego se bate y posteriormente se envasa.

Consiste en ordenar
técnicamente los equipos y materiales
considerando el espacio necesario
para que el trabajador realice sus actividades cómodamente y
en el mejor tiempo.
Envasadora
TanquesDesnatadora industrial Pasteurizadoras
Cámara de incubación
Cámara de Refrigeración
Distribución de planta
Olla industrial
Cocina industrial

QUESOEs un alimento sólido elaborado a partir de la leche fermentada y cuajada de vaca. Es quizás el lácteo más antiguo en la historia del consumo humano. La leche es inducida a cuajarse usando una combinación de cuajo (o algún sustituto) y acidificación. El queso se compone de un 35-55% de agua en la que hay disueltas un 10-40% de proteínas y 4-5% de sales. Las bacterias se encargan de acidificar la leche, jugando también un papel importante en la definición de la textura y el sabor de la mayoría de los quesos.

EQUIPOS PARA C/U DE LAS FASES DE
PRODUCCIÓN
RECEPCIÓN - TRATAMIENTO• Equipos volumétricos de medición.• Enfriadores, termizadores y Pasteurizadoras.• Centrífugas automáticas, higienizadoras y desnatadoras.CUAJADO - MOLDEADO - PRENSADO• Cubas para cuajar.• Tamices vibrantes, desueradores.• Llenadora.• Mesas móviles portamoldes para pre-prensa y prensa.• Bandejas llenadoras de moldes.• Prensas neumáticas horizontales y verticales. • Equipos para lavado de moldes.DESMOLDEO - SALADOTRATAMIENTO SUPERFICIAL DEL QUESO• Equipos de lavado, secado y pintado.• Cortadoras de queso.EQUIPOS C.I.P. PARA LIMPIEZA DE INSTALACIONESEQUIPOS DE FILTRACIÓN• Ultrafiltración en lactosuero.• Ultrafiltración en leche
Distribución interna de las instalaciones de la planta

MANO DE OBRA REQUERIDA.
1. Una vez recibe la materia prima, EL ENCARGADO DEL LABORATORIO DE CONTROL DE CALIDAD procede a tomar muestras del producto para verificar la calidad del mismo. En forma simultánea EL GERENTE DE PRODUCCIÓN verifica los programas de producción, así como la existencia o faltantes de materia prima.
2. EL SUPERVISOR DE TURNO revisa el estado físico y condiciones sanitarias del equipo principal, accesorios y utensilios requeridos para el proceso de elaboración del queso, así como las necesidades de mantenimiento o reparación de los equipos, y verifica la asistencia del personal, uniformes y equipo de seguridad de los empleados, para proceder a iniciar el ciclo de producción del día.
3. EL ENCARGADO DE CONTROL DE CALIDAD verifica que la producción resulte satisfactoria dentro de las normas y especificaciones de calidad requeridas.
4. En el cambio de turno, EL SUPERVISOR verifica las actividades realizadas, de manera tal que se continúen las labores en el punto en que se quedó el turno anterior.
5. Al finalizar el día EL GERENTE DE PRODUCCIÓN evalúa el cumplimiento de las metas de producción diarias, estableciendo los mecanismos que considere necesarios para solucionar los problemas presentados.
6. EL ENCARGADO DE MERCADOTECNIA verifica el programa de ventas, así como las entregas realizadas en el día.
7. Al finalizar el segundo turno se requiere que se efectúen las operaciones sanitarias realizadas por EL ENCARGADO DE LIMPIEZA Y SANITIZACIÓN de las áreas de producción los equipos y utensilios empleados en el día.

MAQUINARIAS
Mesas móviles porta moldes para pre-prensa y prensa.
Equipos volumétricos de medición.
Enfriadores, termizadores y Pasteurizadoras,
Prensas neumáticas horizontales y verticales

ELABORACION DE LA MANTEQUILLA
CREMA O NATA: La crema es la materia prima para la obtención de la mantequilla, el nivel graso de la crema debe ser de 35 a 40%.
TRATAMIENTO DE LA CREMA: Comprende operaciones básicas importantes para el proceso de elaboración de mantequilla, estas operaciones son la normalización; neutralización, en el caso que la crema esté ácida; pasteurización y maduración de la crema.
NORMALIZACIÓN: Consiste en regular el nivel graso de la crema, normalmente la crema es obtenida con un nivel de grasa mayor al establecido para el proceso, la crema debe ser normalizada de 35 a 40% de grasa. La crema se normaliza generalmente con leche descremada.
NEUTRALIZACIÓN: Es la reducción de la acidez en las cremas ácidas. Esta operación, se convierte en una práctica corriente en las fábricas, cuando la acidez de las cremas es elevada.
PASTEURIZACIÓN: La pasteurización de la crema se realiza con el objeto de destruir los gérmenes patógenos, así como destruir enzimas como las peroxidasas y lipasas que son perjudiciales para la conservación de las grasas.La pasteurización se efectúa a temperaturas normalmente a 90 °C por 20 minutos, esta temperatura favorece el aporte de sustancias antioxidantes.
DESGASIFICACION:A veces las natas pueden contener sustancias aromáticas indeseables. En estos casos se efectúa una desaireación al vacío, que consiste en calentar la nata a 78 ºC y a continuación aplicarle un vacío, que provoca que las sustancias aromáticas se evaporen.

ELABORACION DE LA MANTEQUILLA
DESGASIFICACION:A veces las natas pueden contener sustancias aromáticas indeseables. En estos casos se efectúa una desaireación al vacío, que consiste en calentar la nata a 78 ºC y a continuación aplicarle un vacío, que provoca que las sustancias aromáticas se evaporen.
INOCULACION DE STANDARTERS: Mediante este sistema se llega a una mantequilla de muy alta calidad usando cultivos seleccionados llamados “starters” o “arrancadores” que son añadidos a cremas dulces pasteurizadas. Los arrancadores son usados en la industria de la mantequilla con el objeto de producir ácido láctico y sustancias aromáticas que dan sabor y olor al producto final.
MADURACION: El objetivo de la maduración es acidificar la nata (proporciona aroma y sabor) y cristalizar la materia grasa de forma simultanea en depósitos de maduración.
La nata se somete a tratamientos térmicos según un programa de temperaturas, que dará a la grasa la estructura cristalina requerida cuando se produce su solidificación en la etapa de enfriamiento. El programa dependerá del índice de yodo de la nata.
La maduración dura aproximadamente de 12 a 15 horas.

ELABORACION DE LA MANTEQUILLA
BATIDO: Después de la maduración, la nata pasa por un intercambiador de calor que le da la temperatura requerida para el batido.En la etapa de batido, la nata es agitada violentamente con el objetivo de romper los glóbulos de grasa y provocar la coalescencia de la grasa y la formación granos de mantequilla. La nata se divide en dos fracciones: los granos de mantequilla y la mazada, que pasan a la sección de separación o primer amasado.
LAVADO Y DESUERADO EN CONTINUO: Simplemente, los granos de mantequilla pasan a través de un canal cónico y de una placa perforada (sección de secado y exprimido), donde se eliminan los restos de mazada aún retenida en la mantequilla.
SALADO Y AMASADO EN CONTINUO: Una vez exprimida la mantequilla pasa a la amasadora. Con el amasado se pretende obtener una mantequilla con una fase grasa continua, que contiene una fase dispersada muy finamente. El amasado en continuo se compone de tres secciones y cada una de ellas tiene su propio motor, de forma que pueden funcionar a diferentes velocidades.En la primera sección, la mantequilla es apelmazada por la acción de un tornillo sin fin. Al final de esta etapa, si se va a elaborar mantequilla salada, se añade la sal en forma de salmuera a través de un inyector de alta presión situado en la cámara de inyección.En la segunda sección, la mantequilla es amasada al vacío, donde se pretende reducir el contenido de aire de la mantequilla.La última etapa de amasado está dividida en cuatro secciones separadas por placas perforadas. Cada sección tiene una pala de amasado con diferentes formas para dar un tratamiento óptimo a la mantequilla.El amasado afecta al aroma, sabor, conservación de la calidad, apariencia y color de la mantequilla.

ELABORACION DE LA MANTEQUILLA
Una vez terminado el amasado, la mantequilla se envía a las máquinas empastilladoras (envasadoras).
Normalmente, la mantequilla se envasa en papel impermeable (metalizado o de otro tipo), pero también se acepta el envasado en envases metálicos o de plástico.
La mantequilla se almacena a temperaturas de refrigeración (0 ºC–2 ºC).

MAQUINARIAS PARA ELABORACION DE LA
MANTEQUILLA
DESNATADORA
SILOS DE ALMACENAMIENTO DE LECHE CRUDA
PLANTA DE TRATAMIENTO COMPUESTA POR SECTORES DE PASTEURIZACIÓN

NUEVO CARNIC Km.10 ½ Carretera Norte, 800 mts. al lago, Managua.

PLANTA DE CONJUNTO
ACCESO
La planta tiene capacidad para un total de 450 reses por día, con proyecto de ampliación a 650 reses.

Con más de 45 años de existencia, Nuevo Carnic se ha destacado como uno de los mataderos de mayor experiencia e importancia en el país. Los productos que ofrecen tienen calidad garantizada y son procesados bajo estrictas normas de higiene.
• Cuenta con Controles internos y la supervisión del MAGFOR. Organismo
encargado de aprobar y vigilar las normas sanitarias para el manejo de productos alimenticios. Se cuenta con el personal médico veterinario aprobado por dicho organismo, quien se encarga de verificar el cumplimiento de las normas en el Matadero.
• El 80% de la producción total, es exportada a diferentes países en Centroamérica, México, Estados Unidos, Asia y Europa.
• El aprovechamiento de la materia prima es muy importante para la Empresa, por tanto además de los productos cárnicos, también se ofrecen productos alternativos como Harina de Carne y Hueso, Sebo Industrial, Abono Orgánico y Pieles
NUEVO CARNIC

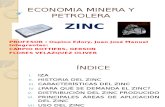
Diagrama de flujo

Nuevo Carnic, cuenta con una planta debidamente equipada en cada una de las áreas en las que se realiza el proceso de producción. El producto terminado es almacenado en forma ordenada en cuartos fríos acondicionados y con estrictos controles de temperatura.
PLANTA DE PRODUCCIÓN
CORRALES SACRIFICIO
DESHUESE DESPACHO ALMACENAMIENTO EMPAQUE
ENFRIADO

NUESTROS PRODUCTOS
Nuevo Carnic, ofrece una amplia variedad de productos cárnicos: Cortes selectos empacados al vacío y cortes industriales. Además de otros productos derivados de nuestra materia prima: Harina de carne y hueso, sebo industrial, pieles procesadas y abono orgánico.•Posta de Corona (KNX)•Cabeza de Lomo (SB)•Filete Miñon (FM)•Filete •Salón Blanco (OUT)•Lomo Grande (RE)•Posta de Paleta (CL)•Posta de Pierna (IN)
Otros productos:•Harina de Carne y Hueso•Sebo Industrial•Abono Orgánico•Pieles en Wet Blue

MAQUINARIA
SUMINISTROSCOMBUSTIBLE Y AMONIACO
COMPRESORES
SEBO LIQUIDOENFRIADORES
GENERADORES

ESTRUCTURAS Y MATERIALES
Suelos: Ladrillo, losa, acabado de granolito de hormigón no deslizante u otros materiales impermeables no deslizantes son adecuados para los suelos.
Desagües: Para sacar los líquidos de desecho debe haber un número suficiente de desagües de tamaño adecuado. Para una eliminación adecuada de los desechos, se necesita un desagüe por cada 18 m2 de espacio de suelo en las áreas de carnización, y cada 46 m2 en las áreas de elaboración y otros lugares.
Puertas y vanos:. Si las puertas y los vanos de las puertas son de madera, deben estar cubiertos con láminas de metal soldadas de manera ajustada.
Paredes y techos: Losas barnizadas, mortero de cemento liso, láminas de metal a prueba de orín o láminas de plástico lisas que estén adecuadamente cubiertas son materiales aceptables para las paredes en las áreas de elaboración y refrigeración porque todos ellos se pueden limpiar de manera sanitaria. Las junturas de las paredes y los suelos deben estar protegidas Los techos deben ser impermeables y lisos y no soltar partículas que puedan caer sobre los productos de la carne. Deben estar construidos con materiales resistentes a la humedad. Todas las bombillas deben estar cubiertas con materiales irrompibles para evitar que piezas rotas caigan sobre los productos.
ESTRUCTURAS Y MATERIALES

El diseño es económico en el empleo del terreno y suele permitir que se utilicen edificios de marco uniforme de acero u hormigón. Este sistema totalmente flexible se puede ajustar a producciones de hasta 50 000 reses o más al año.En todas estas soluciones, los revestimientos de suelos, paredes y techos no deberán deferir en cuanto al diseño.
Los factores que influyen en la elección de una solución de construcción adecuada son las producciones actual y proyectada, y la probabilidad de que la producción de los mataderos se exporte o no, así como el equilibrio de las especies que se van a sacrificar y las limitaciones impuestas por las autoridades encargadas de los edificios actuales o de la planificación.
Las soluciones de pisos múltiples no son atinadas para mataderos cuya producción se destinará posiblemente a la exportación debido a que no se prestan a adaptarse fácilmente para atender a nuevas necesidades funcionales impuestas por los cambios inevitables de la producción, pese a lo cual tienen ventajas con respecto al tipo de mataderos de servicio de capacidad media y con un diseño y una construcción de niveles divididos.
ESTRUCTURAS Y MATERIALES

ESTUDIO DE AREAS

ORGANIGRAMA INDUSTRIA GANADERA Y SUS DERIVADOS
Producción de Queso
Producción de Leche
Condensada
Producción de Crema
Producción deYogurt
Matadero
Admón. y Servicios
Mataderos
Caseta de Control Vehicular
Salida
Caseta de Control Vehicular Entrada
Admón. y Servicios(Leche y sus derivados)
Admón. General
Vestíbulo
Gerencia General
Caseta de Control Gral.
Peatonal

ZONA AMBIENTE AREA
RECEPCION 30m²
VESTIBULO 52m²
ADMON. PRIVADA 58m²
GERENCIA 58m²
S.SH Y M 9m²
SALA DE JUNTAS 30m²
SANITARIO SALA DE JUNTAS
9m²
DPTO. DE VENTAS 21m²
DPTO. DE COMPRAS 21m²
DPTO. DE PRODUCCION
28m²
DPTO. DE PERSONAL 14m²
CAJA 14m²
DPTO. CONTABILIDAD 30m²
SERV. GENERALES 14m²
COMEDOR 70m²
TOTAL
452m²
ZONA AMBIENTE AREA
VESTIDORES 86m²
S.S H Y M 58m²
S.U.M 60m²
S.S S.U.M 26m²
COMEDOR 215m²
COCINA 147m²
FRIGORIFICO 60m²
DEPOSITO DE BASURA 20m²
LAVANDERIA, SECADO, PLANCHADO Y ENTREGA
56m²
RECEPCION LAVANDERIA
14m²
HALL RECEPTIVO LAVANDERIA
14 m²
PLAZA CENTRAL 300 m²
PAGADERIA 30 m²
TOTAL
1086 m²
AD
MIN
ISTR
AC
ION
GE
NER
AL
SER
VIC
IO D
E E
MPLE
AD
OS

ZONA AMBIENTE AREA
S.S H Y M 14m²
MATENIMIENTO DE EQUIPOS Y HERRAMIENTAS
22m²
TALLER DE MECANICA 80m²
DEPOSITO GENERAL DE DESECHOS SOLIDOS
36m²
SALA DE CONMUTACION
15m²
DISTRIBUCION DE BAJA TENSION
15m²
GENERADOR AUXILIAR DE CORRIENTE
15m²
ALMACEN DE REPUESTOS
20m²
TOTAL 217 m²
PISCINA, 3 CANCHASPARQUE, ETC…
10,000m²
MAN
TEN
IMIE
NTO
RECREATIVA
ZONA AMBIENTE AREAPLANTA DE TRATAMIENTO DE AGUAS NEGRAS
1400m²
PLANTA DE ABASTECIMIENTO DE AGUAS POTABLE
1400m²
PLANTA DE ENERGIA DE ENERGIA ELECTRICA
1400m²
TOTAL 4200 m²
PLANTA DE BOMBEO DE AGUA POTABLE (SERVICIOS)
665m²
PLANTA DE BOMBEO DE AGUA PLUVIAL (SERVICIOS)
665m²
TOTAL 1330 m²
GUARDIANIA(CONTROL RECEPCION,DORMITORIO, COMEDOR Y COCINA)
50 m²
CLINICA 1270 m²
GUARDERIA 600 m²
CAFETIN (4) 500 m²
TOTAL 2420 m²
SE
RVIC
IO D
E AB
ASTE
CIM
INET
O
PLANTAS DE BOMBEO
EXTE
RNA

ZONA AMBIENTE AREA
LAB. CONTROL DE CALIDAD 9 m²
RECEP. LECHE CRUDA 300 m²
ESTERILIZACION Y DEPOSITO DE LA LECHE
45 m²
AREA DE DESINFECCION 35 m²
LOCAL, EMPAQUE Y ETIQUETADO
39m²
ELAB. DE PRODUCTOS AZUCARADOS Y POLVERIZADOS
100 m²
ELABORACION DE YOGURT 100 m²
DPTO. DE HERRAMIENTA DESINFECCION
10 m²
DESINFECCION UTENS. 10 m²
DEPTO. DE INGREDIENTE 20m²
PREPARACION DE CULTIVO 20 m²
INCUBACION 20 m²
PRO
DU
CCIO
N D
EL
YOG
URT
ZONA AMBIENTE AREA
CUARTO DE ENFRIAMINETO
20 m²
REFRIGERACION 20 m²
EMPACADO Y ETIQUETADO
40 m²
ALMACEN DE PRODUCCION TERMINADA
40 m²
PREPARACION Y CARGA 230 m²
DESCARGA 230 m²
PATIO DE MANIOBRAS PARA AMBAS
1300 m²
TOTAL 2608 m²
PRO
DU
CCIO
N D
EL
YOG
URT

ZONA AMBIENTE AREALAB. CONTROL DE CALIDAD 9 m²
RECEP. LECHE CRUDA 300 m²
ESTERILIZACION Y DEPOSITO DE LA LECHE
45 m²
AREA DE DESINFECCION 35 m²
ELABORACION MANTEQUILLA
100m²
CUARTO DE REFRIGERACION
20m²
CUARTO DE CONGELACION 20m²
ELABORACION DE MANTEQUILLA
100 m²
DPTO. DE HERRAMIENTA DESINFECCION
10 m²
DESINFECCION UTENS. 10 m²
DEPTO. DE INGREDIENTE 20m²
CUARTO DE SALADO 20 m²
CUARTO DE OREO 20 m²
INCUBACION 20 m²
PRO
DU
CCIO
N D
E LA
M
ANTE
QU
ILLA
ZONA AMBIENTE AREA
CUARTO DE MADURACION 20 m²
CUARTO DE ENFRIAMINETO
20 m²
REFRIGERACION 20 m²
EMPACADO Y ETIQUETADO 40 m²
ALMACEN DE PRODUCCION TERMINADA
40 m²
PREPARACION Y CARGA 230 m²
DESCARGA 230 m²
PATIO DE MANIOBRAS PARA AMBAS
1300 m²
TOTAL 2629 m²
PRO
DU
CCIO
N D
E LA
M
ANTE
QU
ILLA

ZONA AMBIENTE AREA
LAB. CONTROL DE CALIDAD
9 m²
RECEP. LECHE CRUDA 300 m²
CUARTO DE REFRIGERACION
30m²
CUARTO DE CONGELACION 20m²
DPTO. DE HERRAMIENTA DESINFECCION
10 m²
DESINFECCION UTENS. 10 m²
DEPTO. DE INGREDIENTE 20m²
CUARTO DE SALADO 20m²
CUARTO DE OREO 20m²
REFRIGERACION 20 m²
MADURACION 20 m²
INCUBACION 20 m²
EMPAQUE Y EXPEDICION 20m²
ELABORACION DE QUESO 100 m²
PRO
DU
CCIO
N D
EL
QU
ESO
ZONA AMBIENTE AREA
ALMACEN DE PRODUCCION TERMINADA
40 m²
PREPARACION Y CARGA 230 m²
DESCARGA 230 m²
PATIO DE MANIOBRAS PARA AMBAS
1300 m²
TOTAL 2419 m²
PRO
DU
CCIO
N D
EL
QU
ESO

ZONA Z AMBIENTE AREALAB. CONTROL DE CALIDAD
9 m²
RECEP. LECHE CRUDA 300 m²
CUARTO DE REFRIGERACION
30m²
CUARTO DE CONGELACION
20m²
DPTO. DE HERRAMIENTA DESINFECCION
10 m²
DESINFECCION UTENS. 10 m²
DEPTO. DE INGREDIENTE
20m²
INCUBACION 20 m²
EMPAQUE Y EXPEDICION 20m²
ELAB. DE PRODUCTOS AZUCARADOS Y POLVERIZADOS
100 m²
ELABORACION DE LA LECHE CONDENSADA
100 m²
ENFRIAMIENTO 20 m²
ALMACEN DE PRODUCCION TERMINADA
40 m²
PRO
DU
CCIO
N D
E
LECH
E CO
ND
ENSA
DA
ZONA AMBIENTE AREAPREPARACION Y CARGA 230 m²
DESCARGA 230 m²
PATIO DE MANIOBRAS PARA AMBAS
1300 m²
TOTAL 2249 m²PRO
DU
CCIO
N
DE
LECH
E CO
ND
ENSA
DA
AREA TOTAL A CONSTRUIR 25,383 M21 ESPACIO POR CADA 100 M2

ZONA AMBIENTE AREASALA DE PESADO 380 m²
SALA DE OREO 600 m²
SALA DE PROCESOS DE SUBPRODUCTOS
135 m²
CÁMARAS 300 m²
ANTECÁMARA 35 m²
EXTRACCION Y DESECACION DE LA CARNE
200m²
CUARTO PARA PRODUCTOS DE HUESO Y SANGRE
130m²
ALMACEN DE SAL 50m²
ALMACEN DE CUEROS Y PIELES 130 m²
SEPARACION DE LAS VISCERAS Y LIMPIEZA DE LOS INTESTINOS
800 m²
ALMACEN DE EMBUTIDOS 100m²
SALA DE INSPECCION DE LOS PRODUCTOS REFRIGERADOS
80m²
EXTRACCION DE SEBOS COMESTIBLES
140 m²
CAMARA FRIGORIFICAS PARA GRASAS
80 m²
NAVE DE ENFRIAMIENTO 350m²
MAT
ADER
O
ZONA AMBIENTE AREAALMACEN FRIO 250m²
OFICINA DE PRODUCCION 24m²
CUARTO DE REPOSO 24 m²
ASEOS 12 m²
ALMACEN 300m²
NAVE DE CARGA 80m²
CUARTO PARA PESAR 300m²
VESTUARIO 50 m²
ASEOS 12 m²
ENTRADA DE LOS EMPLEADOS 20 m²
OFICINA DE VETERINARIO 25 m²
LABORATORIO 60 m²
ASEOS 12 m²
SALA DE MAQUINAS 400m²
CAMARA FRIGORIFICA PARA DESPOJOS 30m²
SALA DE DESPOSTE 376m²
TOTAL 5076m2
MAT
ADER
O

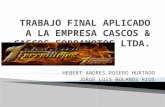
PLAN MAESTRO

PROPUESTA DEL PLAN MAESTRO GENERAL

L a industria ganadera representa el segundo rubro de mayor importancia para las exportaciones del país, sumado a las positivas proyecciones del sector, hacen que el
mismo se convierta en una de las principales de la nación, de tal manera que la ampliación y el mejoramiento de la planta industrial instalada se convierte en una
necesidad imperante que debe ser atendida de manera oportuna por profesionales y especialistas afines al sector, con la finalidad de maximizar el potencial existente.
CONCLUSIONES