COCIM 2015 UTFSM
253
UNIVERSIDAD TÉCNICA FEDERICO SANTA MARIA ACTA COCIM 2015 document powered ! emed"n#
-
Upload
exequiel-medina -
Category
Documents
-
view
260 -
download
0
Transcript of COCIM 2015 UTFSM

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 1/253
UNIVERSIDAD TÉCNICA
FEDERICO SANTA MARIA
ACTA COCIM 2015
document powered ! emed"n#

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 2/253
i
ACTASXVI CONGRESO CHILENO DE INGENIERIA MECANICA
COCIM 2015
Organización del Congreso:
Departamento de Ingeniería Mecánica
Universidad Técnica Federico Santa María
18, 19 y 20 de Noviembre de 2015
Valparaíso - Chile
Compilado por:
Mario Toledo TorresFranco Perazzo Maggi
David Saldivia Salazar
Comité Organizador
Mario Toledo, Presidente.
Franco Perazzo, Coordinador Comité Científico.Pedro Sariego, Coordinador Comité de Vinculación con el Medio.
Comité Científico
UTFSM: Andrés Fuentes, Alex Flores, Carlos Rosales, Christopher Cooper, Danilo Estay,
Fernando Auat, Jaime Nuñez, Manuel Olivares, Mauricio Osses, Olivier Skurtys, Raúl Stegmaier,
Rodrigo Barraza, Rodrigo De Marco, Romain Gers, Sheila Lascano, Luis Pérez, FranciscoCabrejos, Arturo González, Luis Guzmán, Roberto Leiva, Rafael Mena, Pedro Reszka, Fernando
Rojas y Alejandro Sáez.
UCH: Alejandro Ortiz, Alvaro Valencia, James Griffin, Roger Bustamante, Roberto Corbalán y
Juan Zagal.PUCV: Asier Bengoechea, Ernesto Urbina, Ignacio de Arteaga, Miguel Aizpún, Orlando Durán y
Yunesky Masip.
USACH: Claudio Garcia, Marcela Cruchaga, Valeri Bubnovich y Edmundo SepúlvedaUTA: Lorena Cornejo, Ricardo Fuentes y Edgar Estupiñán.PUC: Diego Celentano, Raúl O’Ryan y Rodrigo Pascual.
UMAG: Humberto Vidal.
UDEC: Mario Razeto, Gabriel Barrientos y Cristian Cuevas.ULS: Nelsón Moraga.
UFRO: Renato Hunter.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 3/253
ii
Conferencias Plenarias Inaugurales
Plenaria 1: “Turbulencia en la era de “Big Data”: permitiendo el acceso público a simulaciones
masivas en mecánica de fluidos”.
Expone: Ph.D Charles Meneveau (Johns Hopkins University, EEUU)
Plenaria 2: “New Developments in Renewable Energy made in Germany”.
Expone: Prof. Dipl.-Ing. Elmar Bollin (Offenburg University of Applied Sciences,
Alemania)
Plenaria 3:
“El Arte de la Simulación en Estructuras: Ensayos y Modelos.”
Expone: Dr. Rufino Goñi (Universidad de Navarra, España)
Plenaria 4: “Simulación Numérica Directa (DNS) de sistemas de combustión de premezcla”.
Expone: Dr. César Dopazo García (Universidad de Zaragoza, España)
Simposio de Combustión
“Micro-combustión en procesos de cavitación hidrodinámica y sus aplicaciones”
Keynote Speaker : César Dopazo García (Universidad de Zaragoza, España).
Simposio de Energía Solar
“Challenges for Renewable Energy Technologies Today”
Keynote Speaker : Prof. Dipl.-Ing. Elmar Bollin (Offenburg University of AppliedSciences, Alemania)
“Central Termosolar Hibridada con Biomasa”
Keynote speaker : Dra. Inmaculada Arauzo (Universidad de Zaragoza - CIRCE,España).

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 4/253
TABLA DE CONTENIDOS
PALABRAS DE BIENVENIDA 1
TRABAJO PARA PUBLICACION EN REVISTA INGENIARE 3
TRABAJOS EN EXTENSO
I. Procesos Termicos
300PT - Analisis experimental de la refrigeracion de un componente electronico
mediante el uso de un flujo cruzado y un chorro incidente.
Y. Masip, A. Bengoechea, J. Ortega . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
308PT - Influencia de la temperatura ambiente, en zonas deserticas del paıs, sobre
la potencia electrica generada y el rendimiento de generacion de una central termicasolar .
S. Mar ın, A. S aez, M. Toledo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
II. Metodos Numericos y Mecanica Computacional
231MC - Modelo dinamico de una transmision de engranajes de una etapa.
O. Trujillo, C. Molina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
253MC - Simulacion numerica de un flujo agua-petroleo en un inyector de turbina
a gas.
N. Thiers, R. Gers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
255MC - Simplified CFD-FEM calculation methodology for large horizontal wind
turbine.
R. Diez, C. Cuevas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
III. Mecanica de Fluidos
240MF - Estudio de la estabilidad de vortices en pelıculas delgadas.
M. Bustos, O. Skurtys . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
262MF - Symmetric collisions of multiple vortex rings.
R. Hern´ andez, T. Reyes, J. C. Elicer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
IV. Comportamiento Mecanico
241CM - Estudio del efecto potencial de la viscoelasticidad en el flujo de relaves.
A. Gonz´ alez, N. Dıaz, E. B ´ aez, M. Letelier . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
263CM - Estudio experimental del comportamiento de un medio granular en un
recipiente sometido a una vibracion vertical.
R. Hern´ andez, M.J. Myrus, C. Falc ´ on . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
iii

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 5/253
V. Ingenierıa y Gestion del Mantenimiento
216GM - Evaluacion de niveles de vibracion mecanica de equipos rotatorios y sus
efectos en el consumo energetico y productividad.
E. Estupi˜ nan, C. Rojas, A. Vergara, J. Co˜ noman, C. Flores . . . . . . . . . . . . . . . . . . . . . 67
224GM - Caracterizacion de sıntomas vibratorios producidos por fallas en transmi-siones planetarias.
J. Parra, C. Molina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
226GM - Desarrollo de una metodologıa de medicion de ruido al paso de un vehıcu-
lo ferroviario.
K. ´ Alvarez, M. Aizpun . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
267GM - Un procedimiento para definir estrategias para minimizar el riesgo en la
gestion del mantenimiento.
F. Espinosa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
VI. Ingenierıa de Metodos y Gestion de la Produccion
217GP - Modelado dinamico de un sistema de compensacion de las deformaciones
en fresado de piezas flexibles.
E. Diez, E. Leal, A. Om´ on, A. Vizan . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
232GP - Identificacion en tiempo real de las condiciones de corte en operaciones de
fresado perif erico.
E. Leal, E. Diez, C. Porma, A. Vizan . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
303GP - Principios de inventiva para desarrollar la agregacion de valor en sectores
productivos estrategicos.
P. Sariego, R. Z u˜ niga . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 109
VII. Energıas Renovables
209ER - Modelado de un sistema combinado panel solar y bomba de calor.
C. Cuevas, F. Correa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 118
222ER - Desalinizacion por destilacion multiefecto MED utilizando energıa solar.
R. Barraza, A. Gonz´ alez . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124
233ER - Modelamiento y evaluacion exergoeconomica de una planta de cogenera-
cion para la produccion de electricidad y refrigeracion industrial .
R. Leiva, R. Escobar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 130256ER - Desalinizacion solar termica en el norte de Chile por el sistema MES.
R. Frederick, S. Lobos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 136
VIII. Economıa Energetica
258EE - Desarrollo de un inventario de emisiones de fuentes moviles terrestres en
Quito, Ecuador.
J. Guadalupe, M. Osses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142
iv

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 6/253
287EE - Oportunidades y pilotos aplicados de eficiencia energetica en packing.
J. Espinoza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 150
IX. Diseno Mecanico
220DM - Diseno y construccion de un equipo para medir la resistencia a la abrasion
de pinturas anticorrosivas sobre acero estructural.
F. Briones, P. Rojas, R. Vera, C. Mart ınez . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 158
X. Mecatronica
259ME - ProGim: Parallel Robot Gimbal.
R. Mendoza, P. Mayorga, Y. Lau, P. Mayorga, H. Valenzuela . . . . . . . . . . . . . . . . . . . . 164
RESUMENES DE TRABAJOS
I. Procesos Termicos
202PT - Diseno, construccion, ensayo y caracterizacion de un sistema de calenta-
miento con tecnologıa Peltier.
P. Escobar, A. Guzm ´ an, D. Oyarz´ un, F. Sep ´ ulveda . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 172
205PT - Modelado de la interaccion hidraulica entre una chapa perforada y un ven-
tilador axial para refrigeracion de componentes electronicos.
A. Bengoechea, R. Ant on . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 173
247PT - Enfriamiento de baterıas de auto solar con materiales de cambio de fase
lıquida a solida. N. Moraga, R. Araya . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 174
266PT - SSOP® (Steam System Optimization Program). Increasing the efficiency,
reliability, profitability & reducing carbon emissions for industrial plants.
N. Taraharu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 175
296PT - The order decomposition method for structure-borne source characteriza-
tion of cylindrical structures.
R. Alzugaray . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 176
II. Combustion
218PT - Efectos del ındice de oxıgeno en la produccion y temperatura del hollın en
una llama de difusion laminar inversa de etileno.
A. Fuentes, F. Escudero, R. Demarco, J. Consalvi, F. Liu, J.C. Elicer, C. Fernandez 178
223PT - Gasificacion a pequena escala usando residuos forestales de lenga para
produccion de electricidad rural en la region de Magallanes.
H.Vidal, J. Alvarez, J. Otero, J. S anchez . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 179
v

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 7/253
291PT - Effects of oxygen index on soot production in an acetylene laminar axisym-
metric difussion flame.
A. Fuentes, J. Pino, F. Escudero . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 180
242PT - Oxidacion parcial de petroleo pesado en un medio poroso inerte.
S. Caro, M. Toledo, R. Cisternas, F. Gracia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 181
243PT - Generacion de gas de sıntesis por oxidacion parcial de carbon sub-
bituminoso en medios porosos hıbridos con vapor solar.
R. Urz´ ua, M. Toledo, N. Ripoll . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 182
244PT - Investigacion experimental de la generacion de gas de sıntesis a partir de la
mezcla polietileno-madera.
J. Rosas, M. Toledo, S. Caro, R. Garcia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 183
245PT - Analisis experimental del proceso de combustion de la mezcla
diesel/biodiesel en fuentes fijas y movil.
F. Cereceda, M. Osses, M. Toledo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 184
251PT - Ignicion espontanea y burning rate de un estrato vegetal representativo dela vegetacion forestal chilena.
N. Hern ´ andez, A. Fuentes, K. Mu˜ noz, F. Contreras . . . . . . . . . . . . . . . . . . . . . . . . . . . . 185
265PT - Analisis computacional de la conversion de la energıa de combustion de
metano en medios porosos en energıa electrica.
V. Bubnovich, P. San Martın, L. Henriquez . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 186
269PT - Effect of oxygen index on the morphology of soot particles for a laminar
axisymetric diffusion flame.
A. Fuentes, J. Mor an, J. Cuevas, F. Escudero, F. Liu . . . . . . . . . . . . . . . . . . . . . . . . . . . 187
283PT - Influence of jet velocity on the confinement of a diffusion flame inside
tunnels.
G. Severino, S. Fica, J.C. Elicer, A. Fuentes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 188
284PT - Estudio teorico-numerico del regimen de combustion dominante en llamas
de flujos opuestos en spray.
H. Olgu´ ın . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 189
294PT - Estimacion del coeficiente convectivo para un ensayo de ignicion usando
CFD.
M. Garc´ ıa, P. Reszka . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 190
295PT - Influencia de parametros de diseno y operacion en el rendimiento y emi-
siones de calefactores a lena.O. Farıas, C. Salgado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 191
297PT - Interaccion de la produccion de hollın y radiacion de una llama de difusion
axisimetrica de propano.
R. Demarco, J.P. Soussi, G. Olivares, A. Fuentes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 192
298PT - Estudio numerico del ındice de oxıgeno en la produccion de hollın y radia-
cion en llamas inversas de difusion de etileno.
R. Demarco, A. Antinao, K. Mu˜ noz, J. Consalvi, F, Nmira, A. Fuentes . . . . . . . . . . . 193
vi

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 8/253
299PT - Velocidad de propagacion del frente de llama en lechos de bosque reales.
W. Jahn, S. Fehrmann, J. Rivera . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 194
III. Metodos Numericos y Mecanica Computacional
213MC - Calibracion del metodo de elementos discretos para la fractura rocas.
D. Estay . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 196
246MC - Influencia de la fractalidad del terreno Sobre la propagacion de incendios
forestales.
A. Fuentes, M. Becerra, F. Aguayo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 197
252MC - Analisis numerico de flujo electro-osmotico en un microcanal en forma de
cruz mediante el metodo de Lattice-Boltzmann.
N. Oviedo, D. Oyarz´ un, A. Guzm´ an . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 198
260MC - Simulacion numerica energeticamente consistente del contacto entre soli-
dos rıgidos y solidos hiperelasticos.
G. Far ıas, R. Ortega . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 199
271MC - Modelacion de descansos hidrodinamicos de segmentos por medio del
metodo de elementos finitos.
A. Cerda . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 200
273MC - Modelacion numerica de nano-biosensores usando modelos continuos.
C. Cooper . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 201
282MC - Modelizacion numerica del desgaste en chutes de traspaso y descarga.
F. Perazzo, G. Parra . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 202
286MC - Aportacion a la mejora en eficiencia de la simulacion dinamica de arcos
de f abrica. I. De Arteaga, L. Valenzuela, M. Mu ˜ noz, C. Parra, R. Go ˜ ni . . . . . . . . . . . . . . . . . . . . . 203
292MC - Modelacion del proceso de embutido y el efecto de la anisotropıa en la
geometrıa final.
L. Medi, J. Fern´ andez, F. Hern´ andez, P. Flores . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 204
293MC - Mejoramiento de la transferencia de calor desde una pared caliente debido
a la interaccion superficie - vortice generada por un synthetic jet incidente.
L. Silva, A. Ortega . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 205
272MC - Sobre las tecnicas de interaccion fluido-estructura en el metodo de Lattice-
Boltzmann.C. Mu˜ noz, A. D´ ıaz . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 206
IV. Mecanica de Fluidos
204MF - Validacion de un codigo general para la simulacion de flujo electroosmoti-
cos en microcanales mediante el metodo de Lattice Boltzmann.
E. Guerrero, D. Oyarz´ un, D. Chen, N. Oviedo, P. Escobar, A. Guti´ errez, A. Guzm´ an 208
vii
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 9/253
248MF - Mecanica de fluidos en flujos binarios turbulentos de metales fundidos en
inyeccion de moldes.
N. Moraga, C. Cayo, M. Gallardo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 209
249MF - Mecanica de fluidos con transferencia de calor y masa en deshidrataci on
de alimentos en flujos laminares y turbulentos de aire.
N. Moraga, D. Gallardo, J. D’Alencon, R. Lemus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 210
250MF - Prediccion simultanea de congelacion de alimentos en conveccion laminar
y turbulenta de aire.
N. Moraga, C. Zambra . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 211
254MF - Flujo turbulento de aire en diseno aerodinamico de tres autos solares de
carrera.
N. Moraga, P. Pacheco, D. Garrido . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 212
309MF - Simulacion continua de flujo granular tipo Block Caving.
E. Rojas, R. Soto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 213
V. Comportamiento Mecanico
206CM - Caracterizacion de la respuesta mecanica pasiva del miocardio de cerdo.
C. Garcıa, E. Rivera, P. S ´ anchez, D. Celentano . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 215
207CM - Analisis de las tensiones residuales de arterias de ovejas gestadas en altura.
C. Garcıa, Z. Chen, D. Poblete, E. Herrera, D. Celentano . . . . . . . . . . . . . . . . . . . . . . 216
212CM - Efecto de la temperatura de sinterizacion sobre las propiedades mecanicas
de espumas de aleaciones Ti-Nb-Ta-Mn.
S. Lascano, D. Mu ˜ noz, C. Aguilar, L. P´ erez . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 217
239CM - Analisis de falla en componente de sistema de tuberıas de transporte depolvo Codelco-Chuquicamata.
H. Ochoa, R. Correa, W. Belmonte, M. Carrasco . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 220
275CM - Influencia de la orientacion de la fibra en las frecuencias naturales de vigas
compuestas sumergidas cerca de una estructura rıgida de fondo.
C. Villegas, C. Rodr ıguez, P. Flores . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 221
301CM - Efecto del envejecimiento por condiciones climaticas en uniones adhesivas
simples que utilizan adherentes de material compuesto.
R. Hunter, E. Leal, J. Moller, L. da Silva . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 222
302CM - Desarrollo de un modelo cohesivo de zona para la simulacion en Modo Ide un adhesivo de metacrilato.
R. Hunter, J. Molina, J. Moller, L. da Silva . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 223
VI. Ingenierıa y Gestion del Mantenimiento
229GM - El rol de las simulaciones multibody en la homologacion dinamica de
vehıculos ferroviarios.
M. Aizpun . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 225
viii

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 10/253
VII. Energıas Renovables
215ER - Termograf ıa infrarroja aplicada al monitoreo de condicion en sistemas fo-
tovoltaicos en la zona norte de Chile.
E. Estupi˜ n´ an, M. Caquisane, O. Canaviri, G. Canaviri, B. Acevedo . . . . . . . . . . . . . . 227
236ER - Validacion de modelos de sistemas solares termicos residenciales y esti-macion de su rendimiento basado en parametros de la vivienda.
J. Jerez, C. Cuevas, A. Fissore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 228
279ER - Efecto de la suciedad en el equipo de medida de la radiacion global bajo
condiciones costeras de la region de Arica y Parinacota.
L. Cornejo, E. Rodr ıguez, C. Flores . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 229
VIII. Economıa Energetica
210EE - Estudio tecnico-economico del proceso de co-combustion de carbon pul-
verizado y gas de sıntesis producto de la gasificacion de carbon, en una central
termoelectrica.
C. Rojas, A. S aez, J.C. Olmedo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 232
270EE - Analisis de la factibilidad tecnico economico en la aplicacion del proceso
de carbonizacion hidrotermal para la biomasa cubana en zonas rurales aisladas de
la red electrica nacional.
J. Morajes, A. Benıtez, Y. Masip . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 234
IX. Educacion en Ingenierıa
219EI - Importancia del manejo de materiales solidos a granel en la industria nacio-
nal.
F. Cabrejos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 236
X. Diseno Mecanico
221DM - Diseno y analisis experimental de dispositivos aerodinamicos para vehıcu-
los de transporte terrestre.
F. Fa´ undez . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 238
227DM - Diseno de una correa transportadora utilizando una cinta de alta tension
St 10000.
L. Jauriat, S. Pe˜ naloza, J. Canto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 239
XI. Mecatronica
268ME - Control inalambrico de un brazo robotico mediante la deteccion de la
inclinacion del craneo.
G. Echag¨ ue, M. Miranda, R. Salinas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 241
ix

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 11/253
x

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 12/253
1
PALABRAS DE BIENVENIDA
El Congreso Chileno de Ingeniería Mecánica (COCIM) es una actividad que permite consolidarlos lazos entre investigadores e instituciones, con la perspectiva de reforzar a la comunidadcientífica y tecnológica de la especialidad de la Ingeniería Mecánica.
Las Actas del COCIM 2015 presentan más de 80 trabajos en las distintas disciplinas de laespecialidad, como son: Procesos Térmicos, Mecánica de Fluidos, Energías Renovables, Métodos Numéricos y Mecánica Computacional, Ingeniería de Métodos y Gestión de la Producción,Ingeniería y Gestión del Mantenimiento, Mecatrónica, Economía Energética, Diseño deMáquinas, Comportamiento Mecánico y Educación en Ingeniería.
Esta recopilación de trabajos muestra el presente de la investigación en la disciplina de laIngeniería Mecánica en nuestro país, y los vínculos y colaboración activa entre investigadores,industrias y entidades internacionales. La participación de estudiantes de pregrado y postgrado enlos trabajos sin duda forma parte importante de la investigación realizada y resultados obtenidos,además de prepararlos para el futuro campo laboral.
Finalmente, se rescata la importante función que cumple la investigación en la labor de enseñanzaen las instituciones de educación superior, generando nuevos conocimientos y fomentando eldesarrollo científico-tecnológico para Chile.
Sólo me queda agradecer a los autores de trabajos, al equipo organizador y al comité científico delCOCIM 2015 por su gran labor y aporte a esta iniciativa.
Muchas gracias,
Dr. Ing. Mario Toledo T.PRESIDENTE COMITÉ ORGANIZADOR COCIM 2015
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 13/253
2

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 14/253
3
TRABAJOS PARA PUBLICACION EN REVISTA INGENIARELos siguientes trabajos han sido seleccionados de entre los trabajos en extenso enviados al
COCIM2015 para su publicación en una edición especial de la revista “I ngeniare. Revista
Chilena de I ngeniería ” para el año 2016.
201ER : Método mejorado de simulación multi-escala del viento sobre terreno complejo para proyectoseólicos Autor Principal: Alex Flores ([email protected]).Autores: A. Flores, R. Benoit, C. Masson
208PT: Caracterización experimental y modelado de una bomba de calor reversible para un vehículo
eléctrico Autor Principal: Cristian Cuevas ([email protected]) Autores: C. Cuevas, V. Lemort
225CM: Influencia del porcentaje de relleno en la resistencia mecánica en impresión 3D, por medio delmétodo de modelado por deposición fundida (FDM) Autor Principal: Kenny Álvarez ([email protected]) Autores: K. Álvarez, R. Lagos
230GP: Determinación de restricciones de capacidad de producción en proceso de obtención de cobre Autor Principal: Jaime Núñez ( [email protected]) Autores: J. Núñez, L. Pérez, J. Godoy
237PT: L valve study through dimensionless numbers Autor Principal: Gabriel Kuhn ([email protected] ).Autores: G. Kuhn, M. Sperb, L. Shadle
238CM: Respuesta de un harnero vibratorio ante la pérdida de rigidez en los apoyos Autor Principal: Manuel Moncada ([email protected]) Autores: M. Moncada, C. Rodríguez
288ER : Innovación en el deshidratado solar Autor Principal: Jaime Espinoza ( [email protected])
304GP: Metodología satelital litodinámica y escaneo de suelos para la verificación y/o identificación denuevas fuentes de agua subterránea para uso de sistemas de APRs Autor Principal: Pedro Sariego ( [email protected]) Autores: P. Sariego, C. Olguín, F. Pizarro
307PT: Análisis de variables significativas para la generación de un inventario de emisiones de fuentesmóviles y su proyección Autor Principal: Sebastián Tolvett ([email protected]) Autores: S. Tolvett, P. Henríquez, M. Osses
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 15/253
4
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 16/253
5
ACTAS DE TRABAJOSEN EXTENSO

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 17/253
6
I – PROCESOS TÉRMICOS

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 18/253
7
Análisis experimental de la refrigeración de uncomponente electrónico mediante el uso de un flujo
cruzado y un chorro incidente
Y. Masipa,*, A. Bengoecheaa, J. Ortegaa a Escuela de Ingeniería Mecánica, Pontificia Universidad Católica de Valparaíso, Av. Los Carrera 01567, Quilpué, Chile
*E-mail Autor: [email protected]
Resumen
En este artículo se presenta un estudio experimental sobre la refrigeración de un componente electrónico mediante lacombinación de un flujo cruzado y un chorro incidente empleando aire como fluido refrigerante. El objetivo de este trabajo es
analizar el efecto que poseen el número de Reynolds del canal (flujo cruzado) y la relación entre el número de Reynolds delchorro y el canal sobre el enfriamiento del componente electrónico calendado. Para el análisis y caracterización del procesode refrigeración de componentes electrónicos, se ha diseñado y construido un banco de ensayos, según las recomendacionesde [1]. Este consiste en un túnel de viento donde la sección de pruebas representa el canal formado por dos placas de circuitoimpreso en la cual se montan los componentes electrónicos y se realizan los experimentos. De manera similar al estudio presentado por [2, 3], las mediciones experimentales se realizaron empleando la técnica de Termografía de Infrarrojo, además
de otra más convencional como es la medida puntual de temperatura con termopares. A partir de estas mediciones fue posiblecaracterizar el enfriamiento del componente mediante el estudio de la transferencia de calor, específicamente hallando el
número de Nusselt promedio en todo el componente. Este análisis fue llevado a cabo para tres valores del número deReynolds del canal como son 3410, 5752 y 8880, todos dentro del rango de valores típicos usaos en la industria de laelectrónica [4], y para cuatro relaciones entre el número de Reynolds del chorro y el canal igual a 0 (sin chorro), 0.5, 1.0 y1.5. El estudio experimental permitió determinar que los mayores valores del número de Nusselt se dan sobre la cara superiordel componente para las relaciones de números de Reynolds 1.0 y 1.5, que es cuando se produce el impacto del chorro. En
cuanto al número de Reynolds del canal, mientras mayor es su valor y el de la relación antes mencionada, mayor es laeliminación de calor en el componente. Además se estableció una correlaciones para el número de Nusselt promedio en todoel componente, mediante la cual se puede predecir el comportamiento del proceso de enfriamiento, demostrando que laconfiguración de flujo de chorro incidente y flujo cruzado es superior al caso convencional de refrigeración sin chorroincidente.
Keywords: Electronic cooling, cross flow, impinging jet, infrared thermography.
1. IntroducciónEn la actualidad el sector de la electrónica es una de las
industrias de más rápido crecimiento. Este elevadocrecimiento y desarrollo de la industria electrónica hace quela gestión térmica de los sistemas electrónicos sea
actualmente uno de los cuellos de botella en esta industria.El aumento de la velocidad de procesamiento y la
miniaturización de los componentes conlleva un granincremento en la disipación de calor por unidad de área enlos sistemas electrónicos. De ahí que la refrigeración de loscomponentes electrónicos sea un punto de atención
primordial para los diseñadores de sistemas electrónicos.Con el objetivo de que los componentes electrónicos
mantengan una alta fiabilidad y durabilidad es necesarioque la temperatura de estos se limite a niveles
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 19/253
8
suficientemente bajos como en el caso de unmicroprocesador de ordenador doméstico donde este valorse sitúa cerca de los 75 oC tal y como se describe en [5].Debido a esto, el sistema de refrigeración se convierte enuna parte clave de los dispositivos electrónicos.
En muchos de los sistemas electrónicos, entre loscomponentes que se encuentran sobre una Placa de CircuitoImpreso (PCB) suelen existir algunos altamente disipativos.Cuando esto ocurre, el sistema de enfriamiento no solo
tiene que retirar el calor total sino también satisfacer elrequisito de temperatura máxima en los mencionadoscomponentes. En este caso, si para remover la carga térmicasolamente se emplea un único flujo forzado entre las PCBs,el caudal de aire necesario aumentará considerablemente ycon este el tamaño de los ventiladores que hacen circular elaire a través del sistema.
En la búsqueda de una solución viable a esta problemática se han desarrollados diversos trabajos einvestigaciones entre los que destaca el estudio de la
configuración del flujo de un chorro incidente sobre unasuperficie sólida. Entre las características principales que
hacen interesante este tipo de flujo se encuentra laexistencia de una zona de impacto sobre la superficie dondese produce un elevado coeficiente de transferencia de calor,como se muestra en la literatura descrita en el apartadosiguiente. Por este hecho el chorro incidente se sueleemplear en aquellas aplicaciones donde es necesarioincrementar la transferencia de calor entre un fluido y unsólido para producir una mayor refrigeración localizada,
como en los casos descritos por [6] y [7].Atendiendo a lo expuesto, en el caso específico de los
sistemas electrónicos con componentes altamentedisipativos el flujo que circula a través de las PCBs se puede combinar con un chorro refrigerante incidiendo sobre
los componentes que disipan mayor cantidad de calor. Elobjetivo de esta combinación, conocida como Impinging Jetin a Cross Flow (IJCF), es realizar una gestión térmicaglobal del sistema electrónico mediante el flujo en el canaly emplear el chorro incidente para satisfacer losrequerimientos de temperatura en aquellos componentesmás disipativos. En este tipo de configuración es esperable
que los caudales de aire necesarios y por tanto la potenciarequerida por los ventiladores sea menor respecto a lanecesaria en las configuraciones sin chorro incidente.Además la interacción entre el chorro incidente y el flujodel canal produce una serie de estructuras de flujo alrededor
del componente las cuales tienen un efecto importantesobre la transferencia de calor en el componente. Entreestas estructuras se destacan las zonas de separación delflujo, recirculaciones, vórtices y zonas de reattachment(donde el flujo se vuelve a pegar a las paredes delcomponente). Un estudio experimental de las principalescaracterísticas que poseen las estructuras de flujo antesmencionadas y su efecto sobre diferentes configuraciones
de flujo empleando un componente, con chorro y sin chorrofue presentado por [4].
En el caso de [3], los autores estudiaron detalladamentelas características del campo de flujo y la transferencia decalor en un canal de flujo (flujo cruzado), los casos de unsolo componente cúbico, 9 en línea, un tándem de dos yuna matriz de cubos. En todos los casos la altura de loscomponentes fue de 15 mm y los autores determinaron lainfluencia en las estructuras del campo de flujo alrededor
del componente. Las mediciones del campo de flujo fueronrealizadas con Velocimetría de Laser Doopler (LDV) ytécnicas de visualización con humo y película de aceite. Encuanto a las mediciones térmicas, estas fueron realizadasusando termopares tipo T y técnicas más avanzadas decristal líquido y Termografía Infrarroja (IR). Los resultadosmostraron las distribuciones de temperatura en las caras delcomponente y los mecanismos físicos que conducen a laintensificación o degradación de la transferencia de calor por convección. Además se derivaron las correlaciones del
coeficiente de transferencia de calor promedio para todoslos casos analizados.
Para esta misma configuración de flujo que los casosanteriores descritos existen estudios experimentales cuyafinalidad es el análisis de la trasferencia de calor sindescribir en detalles las características del flujo alrededordel componente. El caso descrito por [8] y [9] trata de lascaracterísticas de la transferencia de calor local en torno ados prismas de sección cuadrada y alturas 15 y 20 mm. Losexperimentos se llevaron a cabo en un túnel de viento de
baja velocidad y fueron realizados para diferentes ángulosde ataque del componente de entre 0o y 45o. Lastemperaturas de la superficie alrededor del prisma y delflujo principal se midieron con termopares tipo T de 0.1mm de diámetro. Los principales resultados obtenidos
mostraron que los coeficientes de transferencia de calor promedio calculados para los ángulos de ataque 0o y 45o fueron un 40% mayor que los conocidos en la literatura para configuraciones similares.
Otros estudios similares fueron presentados por [10].Los autores determinaron las características del flujo sobrela transferencia de calor en cada cara y de forma global de
un componente cúbico. Además realizaron unacomparación entre un componente colocado con ángulo deataque igual a 0o y otro a 45o.
Como fue mencionado anteriormente una alternativa posible para gestionar toda la carga térmica en el
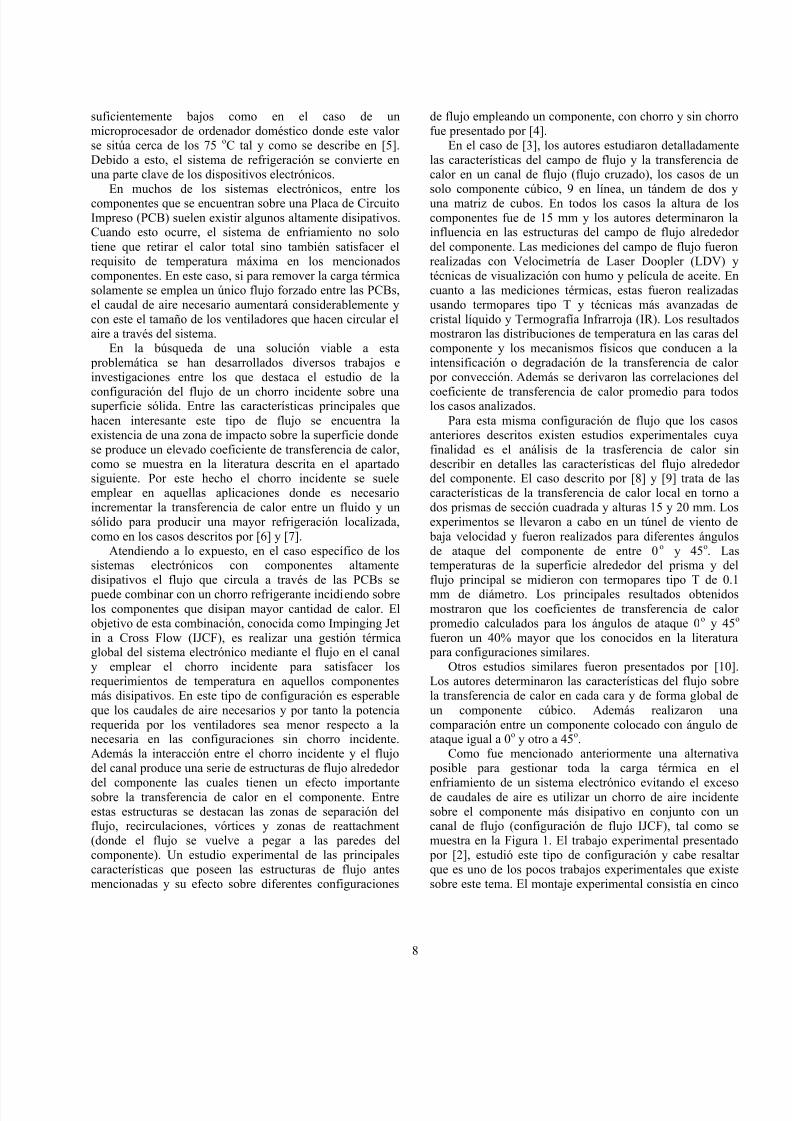
enfriamiento de un sistema electrónico evitando el excesode caudales de aire es utilizar un chorro de aire incidentesobre el componente más disipativo en conjunto con uncanal de flujo (configuración de flujo IJCF), tal como semuestra en la Figura 1. El trabajo experimental presentado por [2], estudió este tipo de configuración y cabe resaltarque es uno de los pocos trabajos experimentales que existesobre este tema. El montaje experimental consistía en cinco
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 20/253
9
cubos en línea de igual altura (15 mm), en la cual sólo secalienta el tercero. Estos componentes se localizaron entúnel de viento de baja velocidad similar al presentado por[3] con una sección de 300x30 mm2 y una longitud de 1000mm. A través de las técnicas experimentales deVelocimetría de Imágenes de Partículas (PIV) y IR lasestructuras del campo de flujo y la distribución detemperatura superficial del componente fueron estudiadas para dos posiciones de la boquilla del chorro. La primera
con el chorro centrado sobre la cara superior delcomponente y la segunda con un desplazamiento de 8 mmaguas arriba respecto al centro del componente. Para laúltima posición, el coeficiente de transferencia de calortotal presentó sus máximos valores.
Fig. 1. Esquema de la configuración de flujo IJCF.
Teniendo en cuenta los aspectos mencionados en el presente trabajo se realizó un análisis experimental sobre latransferencia de calor en una configuración de IJCF similara la presentada en [4]. El objetivo principal de este trabajo
consiste en analizar el efecto que poseen el número deReynolds del canal (CF-Flujo Cruzado) y la relación entreel número de Reynolds del chorro y el canal sobre elenfriamiento del componente electrónico calendado.Empleando para la caracterización de este proceso derefrigeración, como variable principal, el número de Nusselt promedio sobre las caras del componente y de
forma total o global.
2. Materiales y Métodos
2.1. Banco de ensayos
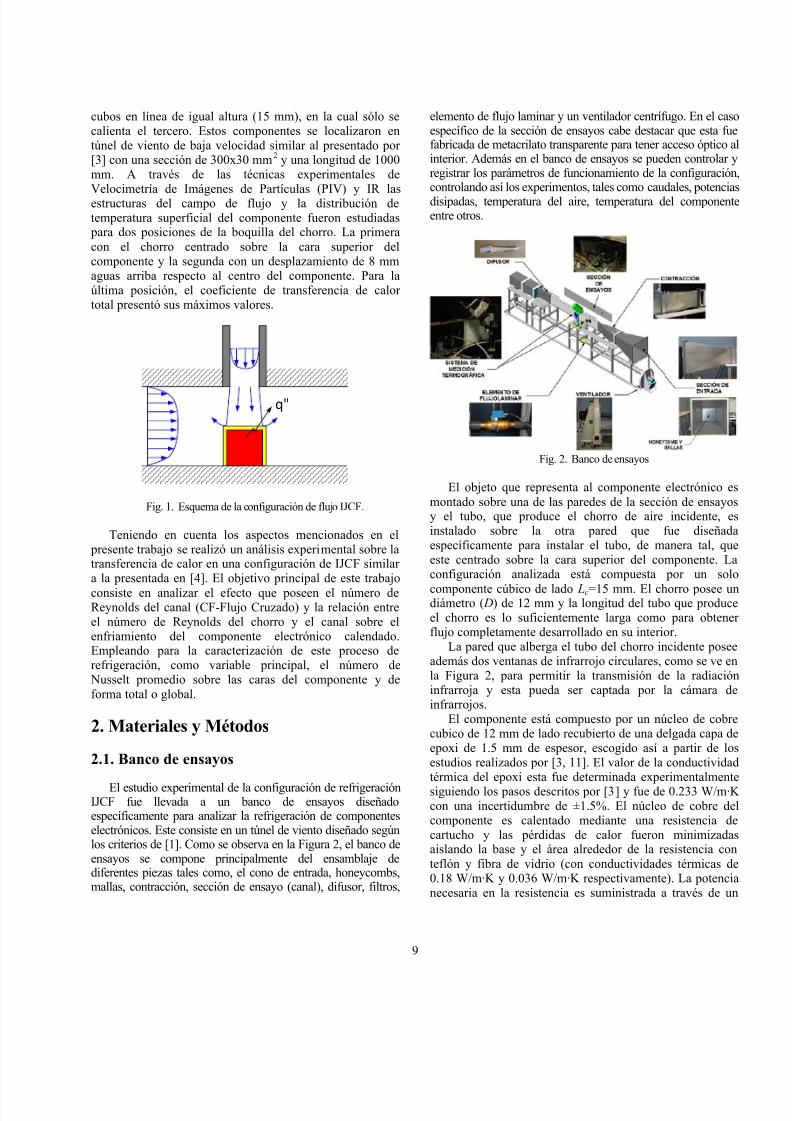
El estudio experimental de la configuración de refrigeraciónIJCF fue llevada a un banco de ensayos diseñadoespecíficamente para analizar la refrigeración de componenteselectrónicos. Este consiste en un túnel de viento diseñado segúnlos criterios de [1]. Como se observa en la Figura 2, el banco deensayos se compone principalmente del ensamblaje dediferentes piezas tales como, el cono de entrada, honeycombs,mallas, contracción, sección de ensayo (canal), difusor, filtros,
elemento de flujo laminar y un ventilador centrífugo. En el casoespecífico de la sección de ensayos cabe destacar que esta fuefabricada de metacrilato transparente para tener acceso óptico alinterior. Además en el banco de ensayos se pueden controlar yregistrar los parámetros de funcionamiento de la configuración,controlando así los experimentos, tales como caudales, potenciasdisipadas, temperatura del aire, temperatura del componenteentre otros.
Fig. 2. Banco de ensayos
El objeto que representa al componente electrónico es
montado sobre una de las paredes de la sección de ensayosy el tubo, que produce el chorro de aire incidente, esinstalado sobre la otra pared que fue diseñadaespecíficamente para instalar el tubo, de manera tal, queeste centrado sobre la cara superior del componente. Laconfiguración analizada está compuesta por un solo
componente cúbico de lado Lc=15 mm. El chorro posee undiámetro ( D) de 12 mm y la longitud del tubo que produceel chorro es lo suficientemente larga como para obtenerflujo completamente desarrollado en su interior.
La pared que alberga el tubo del chorro incidente poseeademás dos ventanas de infrarrojo circulares, como se ve enla Figura 2, para permitir la transmisión de la radiacióninfrarroja y esta pueda ser captada por la cámara deinfrarrojos.
El componente está compuesto por un núcleo de cobrecubico de 12 mm de lado recubierto de una delgada capa deepoxi de 1.5 mm de espesor, escogido así a partir de losestudios realizados por [3, 11]. El valor de la conductividadtérmica del epoxi esta fue determinada experimentalmentesiguiendo los pasos descritos por [3] y fue de 0.233 W/m∙Kcon una incertidumbre de ±1.5%. El núcleo de cobre delcomponente es calentado mediante una resistencia decartucho y las pérdidas de calor fueron minimizadasaislando la base y el área alrededor de la resistencia con
teflón y fibra de vidrio (con conductividades térmicas de0.18 W/m∙K y 0.036 W/m∙K respectivamente). La potencianecesaria en la resistencia es suministrada a través de un
q"

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 21/253
10
Varivolt y controlada mediante dos multímetros. Laconductividad térmica del cobre es 385 W/m∙K la cual esmucho mayor que la el epoxi. Por lo tanto, la resistenciatérmica de la capa de epoxi es mucho mayor que la delcobre, resultando despreciable el gradiente de temperaturaen el núcleo de cobre. En este estudio la potencia eléctricafue establecida en todos los casos para alcanzar unatemperatura estable en el núcleo de 75 oC. Cada uno de losdetalles del componente antes descritos se observan en la
Figura 3.
Fig. 3. Esquema principales dimensiones geométricas del
componte.
2.2. Mediciones térmicas
Las mediciones de temperatura en algunos puntos del
componente y el banco de ensayos se realizaron mediante el
uso termopares tipo T de cartucho con 0.5 mm de diámetro,
cuya precisión es de ±0.2o
C de la medida. Los puntosmedidos fueron la temperatura del núcleo de cobre (T Cu) en
dos posiciones justo a ambos lados de la resistencia, la
temperatura del flujo de aire a la entrada (T air,e) y a la salida
(T air,s) de la sección de ensayos, la temperatura ambiente
(T amb) del laboratorio y la temperatura de la pared del canal
enfrente del componente calentado (T alr ). En el caso de la
distribución promedio de temperatura en cada cara del
componente (T sup) en contacto con aire fue medida usando
la termografía infrarroja. En los estudios de [12] y [13] se
ofrecen algunas referencias del uso de esta técnica
experimental. La cámara infrarroja empleada en el estudio
fue la ThermaCAMTM P25 diseñada y construida por Flir
System Inc., y de acuerdo con el fabricante posee una
precisión de ±2% de la lectura. El procesamiento de las
imágenes se realiza mediante el uso el software comercial
ThermaCAMTM Researcher Profesional 2.8 implementado
por el mismo fabricante de la cámara.
Con el objetivo de mejorar la emisividad superficial del
componente este fue pintado de negro y se pudo determinar
el valor experimentalmente de la emisividad que es de 0.92.
La Figura 4 muestra una foto del montaje de la cámara
infrarroja para la captura de una termografía del
componente caliente. Para la medición de la distribución
superficial de la temperatura sobre las cinco caras del
componente (exceptuando la base) fue necesario capturar
dos pares de imágenes termográficas del componente, un
ejemplo de estas se observa en la Figura 5. De ahí que sehayan experimentado 12 configuraciones porque han sido
elegidas cuatro valores de relaciones de números de
Reynolds (α= Re j /Re H ) igual a 0, 0.5, 1.0 y 1.5, y tres
valores para el número de Reynolds del flujo de aire que
circula por el canal ( Re H =3410, 5752 y 8880). Estos valores
fueron elegidos dentro del rango de valores típicos usados
en la industria electrónica como se mostró en los estudios
de [4, 11]. Partiendo de estas mediciones se obtiene el
número de Nusselt promedio ( Num) con una incertidumbre
estimada de entre ±0.3% y el ±4%, siguiendo las guías
propuestas por [14, 15]. La incertidumbre en los números
de Reynolds fue presentada por [4].
Fig. 4. Foto del montaje experimental para el estudio térmico.
3. Resultados y Descripción
3.1. Número de Nusselt Promedio
El análisis de la refrigeración del componente
electrónico se realiza mediante el estudio de la transferencia
de calor promedio, caracterizada por el número de Nusselt promedio definido en la Ec. 1, ya sea para una cara o en
todo el componente. Este análisis permitió obtener una
estimación global de la refrigeración del componente
sometido a las diferentes condiciones de flujo antes
mencionadas.
(1)

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 22/253
11
donde hconv es coeficiente de transferencia de calor
promedio del componente determinado mediante la Ec. 2 y
k air es la conductividad térmica del aire.
Fig. 5. Imagen infrarroja del componente.
Donde (q”conv) es flujo de calor por convección en la
superficie del componente, el cual puede ser expresado
como la diferencia entre los flujos de calor de conducción
(q”cond ) y de radiación (q”rad ).
El flujo de calor por conducción fue obtenido
resolviendo numéricamente el proceso de conducción de
calor en la capa de epoxi y el de radiación fue calculado
como:
Una vez obtenido el q”cond , este es integrado sobre las
cinco caras del componente expuestas al flujo de aire y así
es obtenida la razón de conducción de calor ( ) a
través de la capa de epoxi. Empleando esta razón de calor y
la potencia de entrada desde la resistencia eléctrica
( ) se pueden estimar las pérdidas de calor en el
componente ( ), de acuerdo a la Ec. 5. Las pérdidas de
calor fueron encontradas entre el 2% y 12% de la potencia
suministrada.
Los valores del número de Nusselt promedio para cada
una de las caras y de forma global para el componente en
función del número de la relación de número de Reynolds
empleadas vienen dado en la Figura 6. En la misma se
observa como el aumento del Re H en cada la relación de
números de Reynolds α incrementa el valor del Num. Como
era de esperar, la introducción de un chorro incidente en el
flujo del canal (IJCF) mejora significativamente el proceso
de refrigeración del componente. Para el caso particular de
cada cara del componente el aumento del Re H incrementa el
número de Nusselt promedio de cada cara aunque existen
marcadas diferencias entre el caso sin chorro incidente (CF,
α=0) y la configuración de IJJCF (α≠0). La diferencia principal radica en que la relación α=0 posee un valor más
elevado del número de Nusselt promedio de la cara frontal
del componente con respecto al resto de relaciones α debido
al impacto directo de la corriente principal del flujo en el
canal sobre esta cara. Este efecto no se ve reflejado en el
resto de relaciones porque la presencia del chorro hace que
la cara superior sea la de mayor enfriamiento y domine por
completo el proceso de refrigeración del componente.
Además en comparación con el trabajo presentado por [16]
se ha podido observar que los valores del número de
Nusselt promedio son superiores, debido a que solo se está
enfriando un componente sin tener en cuenta el efecto de
otros componentes a su alrededor.
Otro efecto que se produce la introducción del chorroincidente (α=0.5, 1.0 y 1.5) es que a medida que la cara
superior va incrementando considerablemente su número de
Nusselt promedio y en la cara frontal comienza a decaer
este valor. En las caras laterales y la trasera también se
comienzan a incrementar los valores del Num hasta que en
relaciones α más elevadas (1.0 y 1.5) y números de
Reynolds del canal mayores (5752 y 8880) casi se igualan
los valores del número de Num a los obtenidos en la cara
frontal. También en los resultados se muestra que las caras
laterales van jugando un papel más determinante en la
refrigeración del componente a medida que se incrementa
el valor de la relación α.
Fig. 6. Nusselt promedio en cada cara y global del componente
Partiendo de los resultados del número de Num hallados
el componente fue determinada una correlación (Ec. 6) con
el objetivo de predecir el valor de este en función de α y
Re H , usados en el rango experimentado. La correlación
(2)
(3)
( ) (4)
(5)

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 23/253
12
ofrece el efecto del número de Reynolds del canal en base a
un número de Reynolds de referencia ( Reref ) con valor igual
a 1000, ya que así se consigue que Re H / Reref y (1+α) sean
del mismo orden de magnitud que corresponde al rango de
la electrónica. Además, se comprobó que la correlación
obtenida abarca los valores experimentales dentro de unrango de error (dispersión) de ±10%. Estos resultados
corroboran los mostrados en la Figura 6 y en caso de
eliminar el efecto del chorro incidente la correlación
también corrobora los resultados presentados por [2].
[( ⁄ )( )] (6)
4. Conclusiones
El estudio realizado ha demostrado que el uso de una
configuración de IJCF es superior al caso convencional de
refrigeración sin chorro incidente CF, en cuanto al potencialde refrigeración que esta produce. Los resultados mostraron
un incremento en el número de Num, en general para todo el
componente electrónico. De forma específica, la cara
superior del componente es la que presenta mayor Num para
el caso donde el número del Reynolds del canal es superior
( Re H =8880), y se emplean las relaciones α=1.0 y 1.5, que es
cuando se produce el impacto del chorro sobre esta cara.
Mientras que en el caso de la relación α=0, solo CF, la cara
frontal presenta un elevado nivel de enfriamiento casi
similar al de la cara superior, en ese mismo caso y en el de
α=0.5, sucediendo esto para todos los valores de Re H .
Además, en el estudio se estableció una correlación para el
Num para todo el componente, mediante la cual se puede
predecir el comportamiento del proceso de refrigeración.
Agradecimientos
Esta investigación fue financiada por el Ministerio de
Ciencia e Innovación, Gobierno de España a través del
programa CICYT I+D (DPI2008-05349). El apoyo de la
Cátedra Fundación Antonio Aranzabal-Universidad de
Navarra y también es grato reconocer a la Universidad de
Linköping (Suecia).
Referencias
[1] Barlow, J.B., Rae, Jr. W.H., & Pope, A., Low-speedwind tunnel testing, 3rd edition. John W. & Sons, NewYork-USA, 1999.
[2]
Tummers, M. J., Flikweert, M. A., Hanjalić, K ., Rodink,R., & Moshfegh, B., Impinging jet cooling of wall-mounted cubes, Proc. of ERCOFTAC International
Symposium on Engineering Turbulence Modelling andExperiments - ETMM6, Sardinia, Italy, (2005) 773-791.
[3] Meinders, E.R., Martinuzzi, R., & Hanjalić, K.,Experimental study of the local convective heat transferfrom a wall-mounted cube in turbulent channel flow,Int. J. Heat and Mass Transfer 45 (2002) 465-482.
[4]
Y. Masip, A. Rivas, G.S. Larraona, R. Anton, J.C.Ramos and B. Moshfegh, Experimental study of theturbulent flow around a single wall-mounted cubeexposed to a cross-flow and an impinging jet,International Journal of Heat and Fluid Flow 38 (2012)50-71.
[5]
Caggese, O., Gnaegi, G., Hannema, G., Terzis, A., Ott,P., Experimental and numerical investigation of a fullyconfined impingement round jet, International Journalof Heat and Mass Transfer 65 (2013) 873 – 882.
[6] Brignoni, L. A. & Garimella, S. V., ExperimentalOptimization of Confined Air Jet Impingement on a PinFin Heat Sink, IEEE, Components and PackagingTechnologies 22 (1999) 399 – 404.
[7]
Lee, D. H., Chung, Y. S. & Ligrani, P. M., JetImpingement Cooling of Chips Equipped With MultipleCylindrical Pedestal Fins, ASME Journal of ElectronicPackaging 129 (2007) 221-228.
[8]
Igarashi, T., Local heat transfer from a square prism toan air stream, International Journal of Heat and MassTransfer 29 (1986) 775-784.
[9] Igarashi, T., Yamasaki, H., Fluid Flow and Heat transferof two-dimensional rectangular block in the turbulent boundary layer on a plate, Proceedings, ASME/JSMEThermal Engineering Joint Conference, (1991) 341-347.
[10]
Nakamura, H., Igarashi, T., Tsutsui, T., Local heattransfer around a wall-mounted cube in the turbulent boundary layer, International Journal of Heat and Mass
Transfer 44 (2001) 3385-3395.[11]
Rundström, D., & Moshfegh, B., Investigation of heattransfer and pressure drop of an impinging jet in across-flow for cooling of a heated cube, Journal HeatTransfer 130 (2008) 121401-1-121401-13.
[12] Carlomagno G. M., Luca L., Cardone G., Astarita, T.,Heat Flux Sensors for Infrared Thermography inConvective Heat Transfer, Sensors 14 (2014) 21065-21116.
[13]
Carlomagno G. M., Cardone G. Infrared thermographyfor convective heat transfer measurements, Experimentsin Fluids 49 (2010) 1187 – 1218.
[14] Moffat, R.J., Describing the uncertainties inexperimental results, Experimental Thermal and Fluid
Science 1 (1998) 3-17.[15] Lee, T. W. Thermal and flow measurements. Florida-
USA, 2008.[16] Saleha N., Fadela N., Abbes A., The jet-to-channel
Reynolds number ratio effect on the flow around a wall-mounted cube cooled simultaneously by a jet in acrossflow, Recent Advances in Applied Mathematics,Modelling and Simulation 34 (2014) 370-378.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 24/253
13
Influencia de la temperatura ambiente local sobre el
comportamiento de una central térmica solar
S. Marína,*
, A. Sáezb, M. Toledo
c
a Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España1680, Casilla 110-V,Valparaíso, Chile
b Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España1680, Casilla 110-V,Valparaíso, Chile
c
Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España1680, Casilla 110-V,Valparaíso, Chile*E-mail Autor: [email protected]
Resumen
En Chile, se encuentra en construcción la primera central térmica solar de Sudamérica, ubicada en pleno desierto de Atacama,en la comuna de María Elena, II Región del país. Sin embargo, la nula disponibilidad de agua presente en la zona, haceimposible la condensación del ciclo de generación agua-vapor, por medio de algún tipo de refrigeración húmeda, escogiendo
para ésta tarea la refrigeración seca, es decir, por aerocondensadores, los cuales no presentan un buen desempeño a altastemperaturas ambientales.
El presente trabajo, pretende determinar la influencia de la temperatura ambiente sobre la potencia eléctrica generada y elrendimiento del ciclo de generación de una central térmica solar con una potencia bruta de 100 MWe, ubicada en la comuna
de María Elena. En éste contexto se estudiaran las características climatológicas de la zona de emplazamiento, se definirá lacantidad de energía térmica a rechazar en un ciclo de generación para producir una potencia bruta de 100MWe, sedimensionará un aerocondensador a una temperatura ambiente nominal de diseño igual a 20ºC y finalmente se analizará lavariación de estos resultados en función de la temperatura ambiente sobre el desempeño de la planta termosolar.
Se obtiene para la condición nominal de diseño una potencia neta de generación igual a 93,4 MWe, un rendimiento del cicloagua vapor de 31,5% y una eficiencia total de la planta termosolar igual a 11,5%. Al variar la temperatura ambiente, seconcluye que al disminuir la temperatura ambiente, la potencia neta generada y el rendimiento total de la planta, aumentanlevemente en comparación a las condiciones nominales. En cambio al aumentar la temperatura ambiente, los factores antesmencionados decaen drásticamente, alcanzando el 60% de la capacidad nominal de diseño.
Keywords: Central térmica solar, Aerocondensador, Temperatura ambiente, Potencia neta generada.
1. IntroducciónUna central térmica solar o planta termosolar,
transforma la radiación solar en energía térmica para luego producir electricidad. El funcionamiento de las plantastermosolares consiste en que la radiación solar directa, escaptada por un concentrador óptico, siendo concentradasobre un receptor, por el cual circula un fluido de trabajo el
cual se calienta absorbiendo energía térmica. Luego este
fluido puede ser almacenado para ser usado en horas dondeno existe radiación incidente, como en días nublados o enlas noches. Finalmente se transfiere calor del fluido detrabajo por medio de un intercambiador de calor al agua lacual circula por el bloque de potencia donde se generaenergía eléctrica. Dentro de este proceso existen pérdidasópticas, pérdidas térmicas y calor residual en el bloque de

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 25/253
14
potencia. En la figura 1, se muestra esquema defuncionamiento.
Figura 1: Esquema central térmica solar
Las principales tecnologías de captación solar utilizadas por estas centrales, son por torre o receptor central,captadores cilindro parabólico, discos parabólicos y porconcentradores lineales Fresnel. Las tecnologías másutilizadas hoy en día, son las dos primeras, donde latecnología de receptor central es la que ha demostrado unmayor rendimiento total, y es justamente la que interesaconocer para el presente trabajo. Ésta, usa un conjunto deespejos planos llamados heliostatos, los cuales concentranla radiación directa hacia un receptor en el centro delcampo espejos, el cual se encuentra en la cima de una torre
por el cual circula el fluido de trabajo. El fluido de trabajomás usado hoy en día y que ha demostrado una mayoreficiencia son las sales fundidas, las cuales están
compuestas por 40% de nitrato de potasio y 60% de nitratode sodio, alcanzando temperaturas de hasta 590°C. Éstefluido tiene un alto punto de fusión y una alta capacidadcalorífica, lo que es deseado a la hora de almacenar energíatérmica para ser usada en otro momento.
Figura 2: Tecnologías de captación solar
La etapa de condensación de vapor puede ser por mediode un circuito abierto o un circuito cerrado de refrigeración.De esta última, se realiza por medio de torres derefrigeración húmeda o por torres de refrigeración seca,también llamado aerocondensadores.
Los aerocondensadores son intercambiadores de caloraleatados de un solo paso, que utilizan como fluido deenfriamiento el aire ambiente del medio. Para ello, el vapores conducido por medio de grandes tubos hasta los panelesde condensación.
Figura 3: Aerocondensador
El medio refrigerante, aire, es forzado por medio deventiladores, donde pasará a través de unos haces de tubosaleteados que componen los paneles. El aire absorbe elcalor latente de la condensación de vapor y es calentado enel proceso. Por otro lado, el vapor condensado esrecuperado en el propio aerocondensador y es conducido aldepósito de agua condensada. Desde este depósito el aguairá a una bomba encargada de impulsarla de nuevo por elciclo de vapor.
2. Descripción del trabajo realizado
Para poder observar la variación, tanto de la potenciagenerada como del rendimiento de la planta termosolar, enfunción de la temperatura ambiente, se debe en primerainstancia dimensionar un aerocondensador. Para esto esnecesario conocer las características climatológicas de lazona de emplazamiento y las características generales de la
planta termosolar.Una vez teniendo claro las características antes
nombradas, se procede a realizar los cálculos dedimensionamiento de la central térmica solar con lascondiciones nominales de diseño, para luego obtener lavariación de la potencia generada y del rendimiento de la
planta termosolar
2.1. Características climatología María Elena.
La comuna de María Elena, se encuentra ubicada en laII región de Antofagasta, en pleno desierto de Atacama.Posee una alta radiación incidente, superando los 7,5kWh/m2 en promedio por día. Además presenta una aridez

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 26/253
15
extrema, con una ausencia de humedad y sequedadatmosférica. Existe una gran amplitud térmica, alcanzandovalores de hasta -5°C en la noche y hasta 40 °C durante eldía. Las precipitaciones son escasas, además posee una bajadensidad poblacional y extensas superficies planas sin uso,ideal para la instalación de una central térmica solar. Sinembargo, la disponibilidad de agua es nula, por lo que parala condensación del vapor en el bloque de potencia, el usode aerocondensadores es la alternativa viable.
El Ministerio de Energía junto con la CooperaciónInternacional Alemana (GIZ) está operando una estación de
precisión de medición de la radiación solar en el NorteGrande, denominada Crucero II [1], ubicada justamente enla comuna en cuestión, la cual registra los siguientes
parámetros: Irradiación global horizontal, Irradiacióndifusa, Irradiación normal directa y otras variablesmeteorológicas (temperatura, humedad, velocidad ydirección del viento).
En la figura 4 se presenta una gráfica con la irradiación
normal directa (potencia de la radiación incidente sobre unasuperficie) medida para un día típico de verano, otoño, primavera e invierno.
Figura 4: Irradiación directa
Se puede observar que las líneas son bastante similares,es decir, a lo largo de todo el año la radiación solar es bienconstante y no sufre de grandes variaciones, alcanzandovalores por sobre los 800 W/m2 por más de 8 horas al día.La línea azul correspondiente al invierno, tiene unos
pequeños saltos hacia abajo, que se pueden deber al paso denubes que disminuyen la irradancia directa del sol.
De manera similar a lo anterior, en la figura 5, se
presenta un gráfico de las temperaturas ambiente para undía típico de verano, otoño, primavera e invierno. Se puedever la diferencia que existe para el día de invierno encomparación al resto. En invierno la temperatura mínimaalcanza valores bajo 0, sin embargo, alcanza unatemperatura máxima de 25°C durante el día. Por otra parte
para el día de verano, la temperatura ambiente no desciendelos 13°C y alcanza valores de hasta 37°C.
Figura 5: Temperatura ambiente
Finalmente para obtener una temperatura nominal parael diseño del aerocondensador se tiene el siguientehistograma, presentado en la figura 6.
Figura 6: Histograma frecuencia acumulada
En el gráfico anterior, se puede apreciar la frecuenciaacumulada de la temperatura ambiente durante un año en
rangos de 5ºC. El 55% de los datos presenta temperaturasmenores a los 20ºC, y cerca del 70% del los datos poseetemperaturas menores a los 25ºC. Es por esto que se decideutilizar como temperatura nominal de diseño los 20ºC.Cabe destacar que la temperatura de fabricación de losaerocondensadores es de 15ºC de temperatura ambiente.
2.2. Características planta termosolar.
Se uso como modelo la central térmica solar enconstrucción en la comuna de María Elena, por la empresaAbengoa. Los datos se pueden encontrar en el SEIA
presentado por la empresa [2]. La potencia generada será de100 MWe brutos, por medio de tecnología de receptorcentral, utilizando 8800 heliostatos para concentrar laradiación directa, utiliza como fluido de trabajo yalmacenamiento sales fundidas. Además posee unacapacidad de almacenamiento térmico de 3277 MWt. Lassales alcanzarán una temperatura de 565°C máxima ysaldrán del generador de vapor a una temperatura mínimade 290°C.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 27/253
16
Figura 7: Esquema central térmica solar
Dentro del bloque de potencia, la turbina utilizada esuna Turbina de vapor industrial Siemens SST-600, la queentrega una potencia máxima de 100 MWe brutos y tienelas siguientes características; presión de entrada de 140 bar,temperatura de entrada de 540°C y presión de condensación
igual a 0,6 bar.
2.3. Hipótesis.
Las hipótesis o consideraciones previas para loscálculos son las siguientes: La potencia térmica entregada por el generador de
vapor será suficiente para generar el máximo de potencia eléctrica generada por la turbina.
La planta termosolar producirá una potencia degeneración bruta de 100 MWe brutos encondiciones nominales.
Turbina absoluta, la presión a la entrada y a la
salida de la turbina permanecerán constantes. Cada ventilador del aerocondensador entregasiempre el máximo caudal permisible.
El flujo másico de vapor de agua será el que variara para cumplir con las condiciones del sistema.
Para el diseño y cálculo del aerocondensador se tendránlas siguientes hipótesis o consideraciones: La temperatura nominal de diseño es igual a 20ºC. Condensador absoluto, sin sub enfriamiento ni
recalentamiento.
Pérdidas de calor con el entorno despreciables. El calor específico de los fluidos se considera
constante. La resistencia térmica calculada se supondrá
uniforma a lo largo de todo el intercambiador. El coeficiente global de transferencia de calor, U,
se considera constante a lo largo del condensador. Las temperaturas son uniformes en la dirección del
flujo. Se supondrá transferencia de calor en estado
estacionario.
Los flujos másicos se distribuyen uniformemente por todo el aerocondensador.
2.4. Metodología.
La metodología para el dimensionamiento delaerocondensador se basa en el flujo de calor que habrá quedisipar en la superficie de intercambio. Para ello se utilizael método de la diferencia de temperatura medialogarítmica F-LMTD, resolviendo la siguiente ecuación [3-8]:
(1)
3. Resultados obtenidos.
3.1. Datos de diseño.
Los parámetros necesarios para el diseño teórico y
dimensionamiento del aerocondensador son los que presentan en la tabla 1:
Tabla 1: Parámetros de diseño del aerocondensador.
Revisando un catalogo de ventiladores axiales verticalesde la empresa Shuang Yang Fan CO, se escoge el modelo DTF(R)-2800-14, necesitando 60 de éstos [9], con lascaracterísticas que se muestran en la tabla 3.
Tabla 2: Características ventilador.
Diametro Exteri or 3,5 mTemperatur a Entr ada 20 °CTemperatura Salida 42,7 °CF lu jo másico air e 447,17 m /hr
3.1. Análisis de resultados.
Ya se tienen los valores nominales del diseño de lacentral térmica solar, por lo que a continuación se procede avariar la temperatura ambiente cada 5ºC.
De la tabla 3, de la potencia neta generada, se puede verque la máxima potencia térmica capaz a disipar por el ciclo

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 28/253
17
aumenta a medida que disminuye la temperatura ambiente, por lo que son necesarios menos ventiladores para disiparlos 182,4 MWt en el aerocondensador. Es por esta razónque el consumo de éste disminuye y aumenta la potencianeta generada.
Por otra parte, a medida que aumenta la temperatura
ambiente, la potencia neta generada comienza a disminuir,ya que a pesar de estar en funcionamiento los 60ventiladores del aerocondensador, éste no es capaz dedisipar los 182,4 MWt de calor nominal, por lo que se
procede a disminuir el flujo másico de vapor, disminuyendoasí el calor a disipar y la potencia bruta entregada por laturbina.
Tabla 3: Potencia neta generada.
Gráficamente la potencia eléctrica neta generada enfunción de la temperatura ambiente es:
Figura 8: Gráfico Potencia neta vs Temperatura
Se aprecia del gráfico una gran caída de la potenciaeléctrica neta generada a medida que aumenta latemperatura ambiente sobre los 20°C, esto se atribuye,como se mencionó antes, que a pesar que elaerocondensador estará trabajando a toda potencia, contodos los ventiladores funcionando, no será capaz de
condensar todo el flujo másico de vapor nominal quecircula por el ciclo de generación, por lo que se debedisminuir la cantidad de vapor circulante, disminuyendo la
potencia generada por la turbina y también el calorgenerado por el intercambiador de generación de vapor.
Para el rendimiento neto del bloque de potencia se tiene
la tabla 3:
Tabla 4: Rendimiento ciclo agua-vapor.
Se concluye de la tabla 3 que para temperaturas pordebajo a la nominal de diseño, la potencia térmica generada
por el generador de vapor se mantiene constante, ya que para todos estos casos el flujo másico de vapor es el mismo.También se ve que para temperaturas mayores a la dediseño, potencia térmica generada por el generador devapor comienza a disminuir, ya que no es necesario
producir los 296,5 MWt ya que el aerocondensador no puede disipar todo el calor de rechazo del ciclo, por lo que
sería desperdiciar energía, es por esto que se decide generarla potencia justa necesaria para las condiciones delaerocondensador.
Gráficamente el rendimiento neto del ciclo de potenciaen función de la temperatura es el siguiente:
Figura 9: Gráfico Rendimiento Ciclo agua-vapor vsTemperatura
T amb
[°C]
Máx Potencia
térmica a disipar
[MWt]
M vapor
[kg/s]
Cantidad
Ventiladores
[-]
Potencia
bruta
generada
[MWe]
Potencia neta
generada
[MWe]
-5 257,40 97,58 35 100 95,68
0 242,17 97,58 39 100 95,31
5 227,08 97,58 44 100 94,84
10 212,12 97,58 50 100 94,29
15 197,22 97,58 55 100 93,82
20 182,40 97,58 60 100 93,36
25 164,40 87,96 60 90,14 83,60
30 142,45 76,21 60 78,10 71,69
35 117,93 63,09 60 64,66 58,39
40 93 09 49 80 60 51 04 44 92
T amb [°C]
Potencia
generador
vapor
[MWt]
Potencia neta
generada
[MWe]
Rendimiento
Bloque
Potencia
-5 296,51 95,68 32,27%
0 296,51 95,31 32,14%
5 296,51 94,84 31,99%
10 296,51 94,29 31,80%
15 296,51 93,82 31,64%
20 296,51 93,36 31,48%
25 267,26 83,60 31,28%30 231,58 71,69 30,96%
35 191,71 58,39 30,46%
40 151,34 44,92 29,68%
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 29/253
18
Se puede observar de la figura 9, una leve disminucióndel rendimiento en el ciclo de potencia a medida queaumenta la temperatura ambiente sobre los 20°C. La razón
por la que el rendimiento del ciclo agua-vapor nodisminuye tan drásticamente, es que disminuye tanto la
potencia eléctrica neta como la potencia térmica generada
por el generador de vapor. Esto se debe a que el flujomásico de vapor disminuye en todo el bloque de potencia,en comparación al caso de diseño.
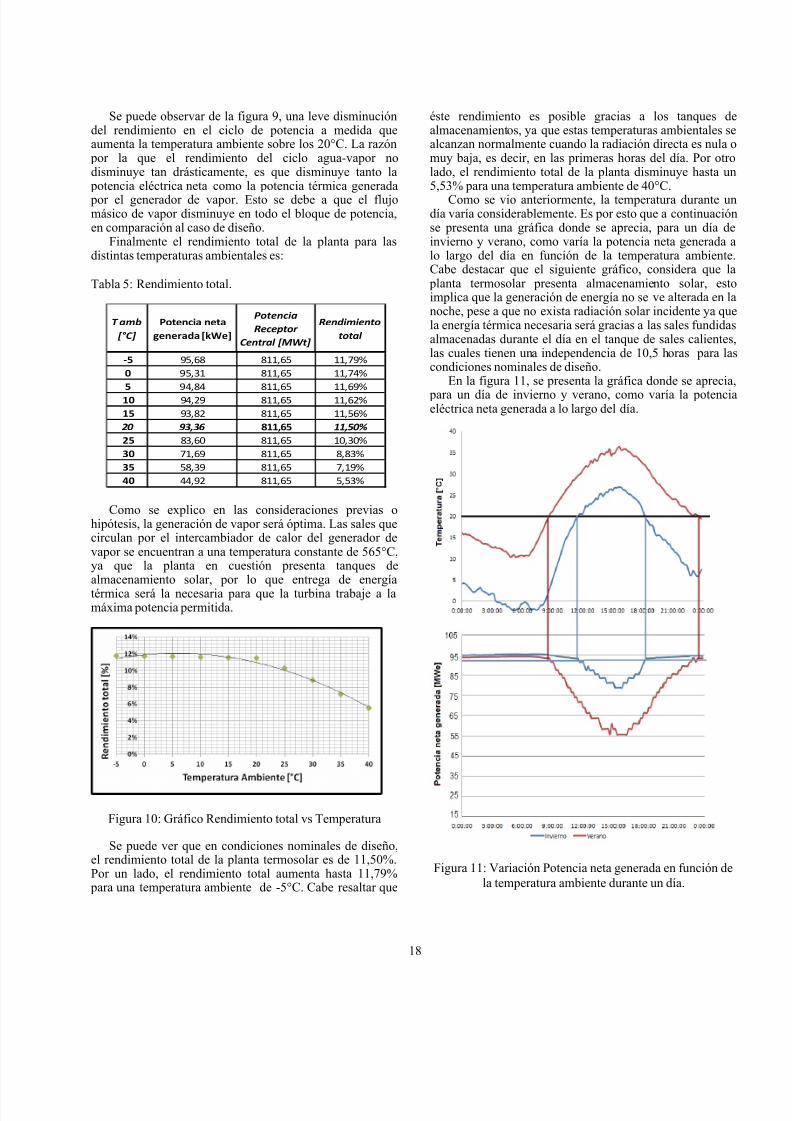
Finalmente el rendimiento total de la planta para lasdistintas temperaturas ambientales es:
Tabla 5: Rendimiento total.
Como se explico en las consideraciones previas ohipótesis, la generación de vapor será óptima. Las sales quecirculan por el intercambiador de calor del generador devapor se encuentran a una temperatura constante de 565°C,ya que la planta en cuestión presenta tanques dealmacenamiento solar, por lo que entrega de energíatérmica será la necesaria para que la turbina trabaje a lamáxima potencia permitida.
Figura 10: Gráfico Rendimiento total vs Temperatura
Se puede ver que en condiciones nominales de diseño,el rendimiento total de la planta termosolar es de 11,50%.Por un lado, el rendimiento total aumenta hasta 11,79%
para una temperatura ambiente de -5°C. Cabe resaltar que
éste rendimiento es posible gracias a los tanques dealmacenamientos, ya que estas temperaturas ambientales sealcanzan normalmente cuando la radiación directa es nula omuy baja, es decir, en las primeras horas del día. Por otrolado, el rendimiento total de la planta disminuye hasta un5,53% para una temperatura ambiente de 40°C.
Como se vio anteriormente, la temperatura durante undía varía considerablemente. Es por esto que a continuaciónse presenta una gráfica donde se aprecia, para un día deinvierno y verano, como varía la potencia neta generada alo largo del día en función de la temperatura ambiente.Cabe destacar que el siguiente gráfico, considera que la
planta termosolar presenta almacenamiento solar, estoimplica que la generación de energía no se ve alterada en lanoche, pese a que no exista radiación solar incidente ya quela energía térmica necesaria será gracias a las sales fundidasalmacenadas durante el día en el tanque de sales calientes,las cuales tienen una independencia de 10,5 horas para lascondiciones nominales de diseño.
En la figura 11, se presenta la gráfica donde se aprecia,
para un día de invierno y verano, como varía la potenciaeléctrica neta generada a lo largo del día.
Figura 11: Variación Potencia neta generada en función dela temperatura ambiente durante un día.
T amb
[°C]
Potencia neta
generada [kWe]
Potencia
Receptor
Central [MWt]
Rendimiento
total
-5 95,68 811,65 11,79%
0 95,31 811,65 11,74%
5 94,84 811,65 11,69%
10 94,29 811,65 11,62%
15 93,82 811,65 11,56%
20 93,36 811,65 11,50%
25 83,60 811,65 10,30%
30 71,69 811,65 8,83%
35 58,39 811,65 7,19%
40 44,92 811,65 5,53%

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 30/253
19
La línea negra representa la condición nominal dediseño del aerocondensador, es decir, a 20°C. Se puede vercon líneas azules, un día representativo para la estación deinvierno, mientras que con líneas rojas, un díarepresentativo para la estación de verano.
La disminución de la potencia eléctrica generada al
variar la temperatura ambiente es bastante importante. Poruna parte, para el día de invierno, cuando la temperaturaambiente alcanza los 27°C, la potencia neta generadadisminuye hasta los 80 MWe aproximadamente. Estosignifica que la planta termosolar estará trabajando al 80%
para lo que fue construida. Mientras que durante 13,5 horasla potencia generada es levemente mayor o igual para loque fue diseñada. Cuando la temperatura alcanza los -2°C,el aerocondensador solo necesita de 36 ventiladores paradisipar el calor proveniente del vapor de agua, lo que setraduce a una disminución de los consumos, aumentando ala vez la potencia eléctrica neta generada por el bloque de
potencia.Por otra parte, para el día de verano, cuando la
temperatura ambiente alcanza los 36°C, la potenciagenerada alcanza apenas 56 MWe aproximadamente. Estose debe principalmente que a pesar que se encuentran enfuncionamiento los 60 ventiladores del aerocondensador,esto no es suficiente para disipar todo el calor del vapor, yaque la temperatura de ingreso del aerocondensador aumentóconsiderablemente. Como se ha explicado antes, laalternativa que queda para condensar el vapor a líquido, esdisminuir el flujo másico de vapor, lo que implica unadisminución de la potencia generada por la turbina como elcalor generado por el intercambiador de calor de generaciónde vapor. Se puede apreciar también que un aumento de tansolo 1° sobre los 30°C, hace que la potencia eléctricagenerada decaiga rápidamente.
Además, gracias a que se asume que durante la noche lageneración de vapor seguirá siendo la necesaria para elóptimo funcionamiento de la turbina por los tanques dealmacenamientos, la potencia neta generada es mayor oigual a las condiciones nominales de diseño. Sin embargo,en caso de no tener almacenamiento de sales fundidas, lageneración de potencia generada durante la noche seríaigual a 0, siendo aun peor el rendimiento total de la planta.
4. Conclusiones
Para temperaturas inferiores a la nominal de diseño, la potencia eléctrica generada y la eficiencia total de la plantatermosolar, aumentan un 2,5% en comparación a lascondiciones nominales. Esto se debe principalmente al menorconsumo eléctrico del aerocondensador al necesitar una menorcantidad de ventiladores funcionando para condensar el flujomásico de vapor circulante por el bloque de potencia.
Para temperaturas superiores a la nominal de diseño, la potencia eléctrica generada y la eficiencia total de la planta,disminuyen considerablemente, llegando al 60 % de lacapacidad nominal de diseño. Esto se debe principalmente a
que el aerocondensador no alcanza a evacuar la potenciatérmica nominal a dispar, afectando a la generación de energíaeléctrica, al no poder condensar todo el flujo másico de vapor,donde éste último se ve obligado a disminuir.
La potencia neta generada, el rendimiento del ciclo degeneración y la eficiencia total, para una planta termosolar
ubicada en zonas desérticas del país, son altamente sensible aun cambio de la temperatura ambiente. Es por esto último quea la hora de diseñar y construir una central térmica solar, sedebe considerar la relevancia del impacto económico.
Por un lado, se podría dimensionar y diseñar elaerocondensador de forma tal que mantenga la capacidad decondensación requerida por las condiciones nominales, esdecir, diseñar el aerocondensador a la máxima temperaturaambiente, asumiendo una mayor inversión inicial peroasegurando el 100% de la potencia eléctrica generada a lolargo del día y además teniendo ventiladores suficientes pararealizar el proceso de mantención en forma segura, ya que lamayor parte del tiempo no estará funcionando el total de estos.
Por otro lado, asumir la pérdida en la capacidad de
generación eléctrica de la planta termosolar, como quedodemostrado en este trabajo, y así aumentar la capacidad dealmacenamiento de energía térmica solar, aprovechando elexceso de energía térmica generada durante el día einyectándola a la red en horas donde el precio de la energía seamayor, es decir, optimizando el proceso de generación.
Por último se podría estudiar una alternativa para aumentarla eficiencia del ciclo de generación, aprovechando las bajastemperaturas nocturnas existentes por medio de algún tipo dealmacenamiento de frío. Para luego este ser usado durante eldía, cuando la temperatura ambiente aumente en demasía.
Referencias[1] Estación Crucero II, Energía solar - Ministerio de Energía,2012. Recuperado de:http://antiguo.minenergia.cl/minwww/opencms/03_Energias/Otros_Niveles/renovables_noconvencionales/Tipos_Energia/energia_solar.html[2] Estudio de Impacto ambiental, SEIA, 2013. Recuperadode:http://seia.sea.gob.cl/expediente/expedientesEvaluacion.php?modo=ficha&id_expediente=7573338[3] CENGEL, Yunus A. Y GHAJAR Afshin J. Transferenciade calor y masa, fundamentos y aplicaciones, 4° edición. USA.[4] SERTH, Robert W. Process heat transfer: principles andapplications, 1°edición. USA.[5] SHAMES, Irving H. Mecánica de Fluidos, 3° edición,1995.[6] FERNÁNDEZ DÍEZ, Pedro. Procesos termosolares en
baja, media y alta temperatura. Departamento de IngenieríaEléctrica y Energética, Universidad de Cantabria. 2009.[7] J. P. Holman. “Transferencia de calor ”. Décima edición,México, 1999.[8] Guía técnica de la energía solar termoeléctrica.FENERCOM (Fundación de la Energía de la Comunidad deMadrid). Madrid, 2012.[9] Ventiladores axiales verticales. Recuperado de:
http://www.zj-syfj.com/en/products1-8.asp

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 31/253
20
II – MÉTODOS NUMÉRICOSY MECÁNICA
COMPUTACIONAL
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 32/253
21
Modelo dinámico de una transmisión de engranajes de unaetapa
O. Trujillo*, C. MolinaDepartamento de Ingeniería Mecánica, Universidad de Concepción, Edmundo Larenas 219, Concepción, Chile
*E-mail Autor: [email protected]
Resumen
En el presente trabajo se implementa un modelo dinámico de un reductor de engranajes rectos de una etapa con elobjetivo de analizar el comportamiento vibratorio en torsión de éste bajo condiciones normales de funcionamiento – seanalizan dos casos: velocidad constante y velocidad variable – y frente a la aparición de algunos tipos de fallas comunes. Éstoúltimo se logra a partir del planteamiento de las ecuaciones del movimiento del sistema, las cuales son resueltasnuméricamente. El sistema de ecuaciones es del tipo no lineal – ya que la rigidez en el proceso de engrane es variable enfunción de la posición angular – pero para cada instante de tiempo puede ser considerado un sistema lineal si se conoce larigidez equivalente del proceso de engrane. Para la resolución numérica se utiliza el método de Newmark. Con tal deminimizar la posible aparición de ciertas inconsistencias en la respuesta del sistema, la rigidez de engrane – parámetrofundamental en la modelación de transmisiones de engranajes – es modelada en función de la posición angular del engranaje.Finalmente se analizan los resultados obtenidos, concluyendo que éstos son satisfactorios y coherentes con lo entregado en laliteratura técnica y que el modelo propuesto es factible de aplicar bajo condiciones de velocidad y carga constante o variable.
Keywords: Transmisiones de engranajes, mantenimiento predictivo, vibraciones mecánicas, modelación dinámica.
1. Introducción
El análisis del comportamiento dinámico y de losmecanismos de falla es fundamental para el diagnóstico defallas en transmisiones de engranajes. El estudio de estosmecanismos permite obtener relaciones entre los
parámetros del sistema y las señales de falla, lo cual puedeser realizado mediante un gran número de experimentos o através de análisis teórico. Esto último es llevado a cabomediante simulaciones basadas en modelos matemáticos, yrepresenta una gran ventaja en cuanto a tiempo y recursosinvertidos frente al análisis experimental. Diversos
investigadores han realizado una gran cantidad de trabajo para estudiar diferentes modelos dinámicos de sistemas deengranajes [1,2]. Tian [3] detalló el método de la energía
potencial para el cálculo de la frecuencia de engrane y loaplicó a un modelo de 8 grados de libertad. La influencia dela rigidez de engrane en la señal de aceleración para undiente astillado, agrietado y roto fue estudiada medianteéste modelo. Jia y Howard [4] calcularon la rigidez de
engrane en un engranaje normal y en el caso de dienteastillado usando el método de elementos finitos, yanalizaron las características vibratorias del sistema
basados en un modelo de 26 grados de libertad de unatransmisión de dos etapas. Chen y Shao [5] obtuvieron lafunción de rigidez para un engranaje normal y bajo la
presencia de un diente agrietado, respectivamente, usandoel método de elementos finitos y el método mejorado de laenergía potencial. Ma y Chen [6] estudiaron el mecanismodinámico no lineal de las fallas por grieta a partir de unmodelo de 2 grados de libertad torsionales, verificandoexperimentalmente los resultados teóricos. Zhang y Cai [7],
estudiaron métodos de cálculo para determinar lasfrecuencias de muestreo recomendadas para las señales deaceleración, basados en un modelo de 8 grados de libertad
para una transmisión de una etapa. Mohammed y Rantatalo[8] desarrollaron un modelo de 12 grados de libertad,incluyendo el efecto giroscópico del engranaje. El modelodesarrollado fue usado para simular el sistema deengranajes estudiado, y determinar así, desde una
perspectiva de detección de fallas, si es necesario

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 33/253
22
considerar el efecto de la asimetría del engranaje para elsistema estudiado.
Entre los estudios de investigación antes mencionados,han sido presentados diferentes modelos dinámicos paradistintos sistemas de engranajes, todos ellos enfocados en laadquisición de características vibratorias de sistemas con
presencia de varios tipos de fallas, lo cual provee unsoporte técnico para el diagnóstico acertado de éstas. Sinembargo, no existe estudio que examine la influencia deimponer una frecuencia de engrane constante para elcálculo de la función de engrane, lo cual tendrá un impactoimportante en la parte transiente de la respuesta y enseñales simuladas con velocidad variable. En el presenteestudio, se ha desarrollado un modelo en donde se utiliza lafunción de rigidez directamente dependiente del ángulo derotación. Los efectos de ambos enfoques son analizadosmediante simulaciones, y son estudiados dos casos de falla
basados en el enfoque propuesto.
2. Modelación dinámicaUn parámetro fundamental en la modelación de
transmisiones de engranajes, es la función de rigidez deengrane. Ésta es dependiente del ángulo de rotación, y porlo tanto variable en el tiempo, y es una de las fuentes deexcitación más importantes. Debido a esto, es fundamentalespecificar claramente para qué condiciones de velocidad ycarga es factible de aplicar cada modelo, debido a que engeneral, modelos en que la función de rigidez se obtiene enfunción del tiempo, sólo son aplicables para casos convelocidad media constante.
2.1. Rigidez de engrane
La función de rigidez de engrane se obtiene a partir de losvalores de rigidez equivalentes máximos y mínimos para un parde dientes que engranan. Si se conocen estos valores, es posibleajustarles una curva, ya que se sabe que la curva de rigidez de un
par de dientes que engranan en función del ángulo de rotación seaproxima a una parábola [9], tal como se ilustra en la Figura 1.La rigidez total se obtiene de la suma de tales curvas.
Fig. 1. Rigidez de engrane equivalente para un par de dientes.
Las dos principales razones por las cuales la rigidez deengrane es variable en función del ángulo de rotación, son
la variación del número de dientes en contacto y lavariación de la posición de la fuerza de engrane.
2.2. Ecuaciones del movimiento
El modelo dinámico propuesto, para un reductor deengranajes rectos de una etapa, se ilustra en la Figura 2.
Fig. 2. Esquema del modelo dinámico.
El sistema de ecuaciones de movimiento estáconformado por las Ec. (1) y (2), en donde representa larigidez equivalente total en el proceso de engrane, y elamortiguamiento del sistema.
(1)
(2)
En las ecuaciones anteriores, representa el error detransmisión, definido como “la desviación de la posición angulardel engranaje de salida (para una posición angular dada delengranaje de entrada), respecto de la posición que éste ocuparíasi los engranajes fueran geométricamente perfectos einfiniamene rígidos” [0, , ], y se obtiene como eldesplazamiento a lo largo de la línea de acción a partir de la Ec.(3), donde y son las posiciones angulares del piñón y larueda respectivamente, y y sus radios de base.
(3)
En forma matricial, las ecuaciones del movimientoquedan representadas por la Ec. (4), en donde , y representan a las matrices de inercia, amortiguamiento yrigidez del sistema respectivamente, y están dadas por lasEc. (5) a (7).{ } { } (4)
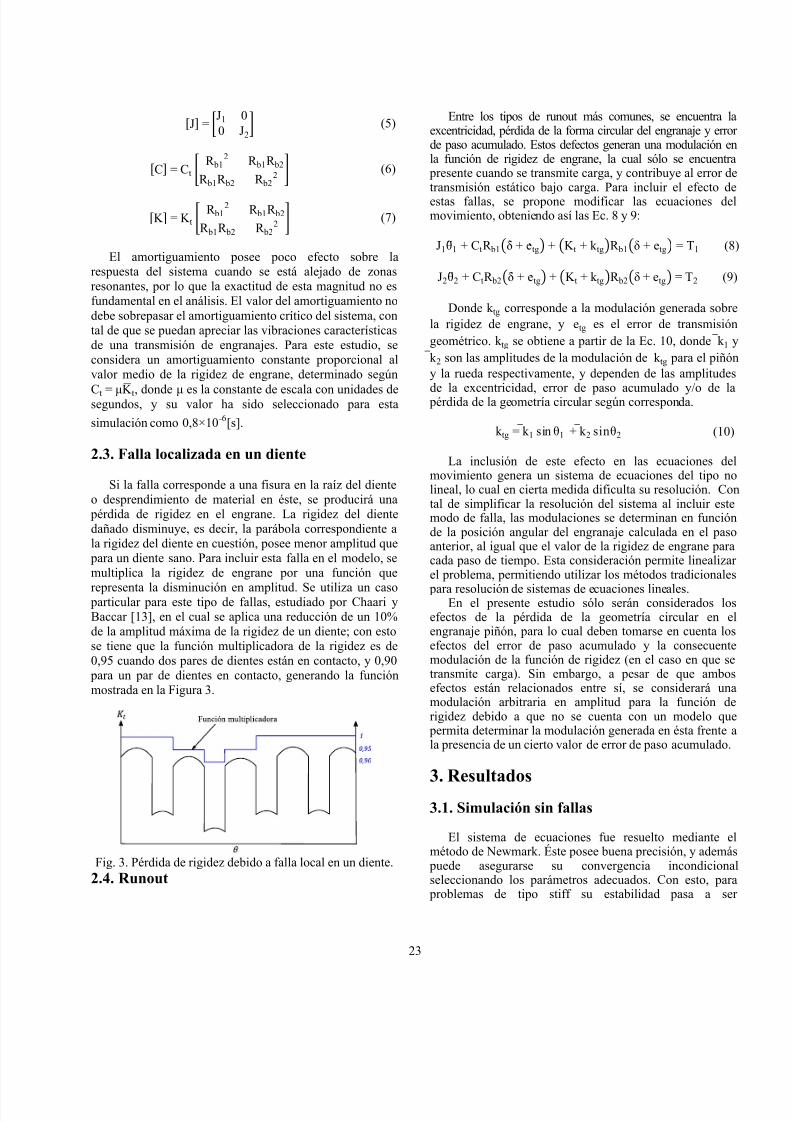
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 34/253
23
[ 0
0 ] (5)
(6)
(7)
El amortiguamiento posee poco efecto sobre larespuesta del sistema cuando se está alejado de zonasresonantes, por lo que la exactitud de esta magnitud no esfundamental en el análisis. El valor del amortiguamiento nodebe sobrepasar el amortiguamiento crítico del sistema, contal de que se puedan apreciar las vibraciones característicasde una transmisión de engranajes. Para este estudio, seconsidera un amortiguamiento constante proporcional alvalor medio de la rigidez de engrane, determinado según
, donde es la constante de escala con unidades desegundos, y su valor ha sido seleccionado para esta
simulación como 0,0-[s.
2.3. Falla localizada en un diente
Si la falla corresponde a una fisura en la raíz del dienteo desprendimiento de material en éste, se producirá una
pérdida de rigidez en el engrane. La rigidez del dientedañado disminuye, es decir, la parábola correspondiente ala rigidez del diente en cuestión, posee menor amplitud que
para un diente sano. Para incluir esta falla en el modelo, semultiplica la rigidez de engrane por una función que
representa la disminución en amplitud. Se utiliza un caso particular para este tipo de fallas, estudiado por Chaari yBaccar [13], en el cual se aplica una reducción de un 10%de la amplitud máxima de la rigidez de un diente; con estose tiene que la función multiplicadora de la rigidez es de0,95 cuando dos pares de dientes están en contacto, y 0,90
para un par de dientes en contacto, generando la funciónmostrada en la Figura 3.
Fig. 3. Pérdida de rigidez debido a falla local en un diente.2.4. Runout
Entre los tipos de runout más comunes, se encuentra laexcentricidad, pérdida de la forma circular del engranaje y errorde paso acumulado. Estos defectos generan una modulación enla función de rigidez de engrane, la cual sólo se encuentra
presente cuando se transmite carga, y contribuye al error detransmisión estático bajo carga. Para incluir el efecto deestas fallas, se propone modificar las ecuaciones delmovimiento, obteniendo así las Ec. 8 y 9:
( e g) ( g) ( eg) (8)
( e g) ( g) ( eg) (9)
Donde g corresponde a la modulación generada sobrela rigidez de engrane, y eg es el error de transmisióngeométrico. g se obtiene a partir de la Ec. 10, donde
y
son las amplitudes de la modulación de g para el piñóny la rueda respectivamente, y dependen de las amplitudes
de la excentricidad, error de paso acumulado y/o de la pérdida de la geometría circular según corresponda.
g sin
sin (10)
La inclusión de este efecto en las ecuaciones delmovimiento genera un sistema de ecuaciones del tipo nolineal, lo cual en cierta medida dificulta su resolución. Contal de simplificar la resolución del sistema al incluir estemodo de falla, las modulaciones se determinan en funciónde la posición angular del engranaje calculada en el pasoanterior, al igual que el valor de la rigidez de engrane paracada paso de tiempo. Esta consideración permite linealizarel problema, permitiendo utilizar los métodos tradicionales
para resolución de sistemas de ecuaciones lineales.En el presente estudio sólo serán considerados losefectos de la pérdida de la geometría circular en elengranaje piñón, para lo cual deben tomarse en cuenta losefectos del error de paso acumulado y la consecuentemodulación de la función de rigidez (en el caso en que setransmite carga). Sin embargo, a pesar de que ambosefectos están relacionados entre sí, se considerará unamodulación arbitraria en amplitud para la función derigidez debido a que no se cuenta con un modelo que
permita determinar la modulación generada en ésta frente ala presencia de un cierto valor de error de paso acumulado.
3. Resultados
3.1. Simulación sin fallas
El sistema de ecuaciones fue resuelto mediante elmétodo de Newmark. Éste posee buena precisión, y además
puede asegurarse su convergencia incondicionalseleccionando los parámetros adecuados. Con esto, para
problemas de tipo stiff su estabilidad pasa a ser

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 35/253
24
independiente del paso de tiempo seleccionado. Para lasimulación numérica, se tomaron los parámetros para latransmisión utilizados por Letelier [9], los cuales seresumen en la Tabla 1. La Tabla 2 presenta los parámetrosnuméricos utilizados en la simulación.
Tabla 1. Parámetros de la transmisión de engranajes.Parámetro Piñón Rueda
Número de dientes ⁄ Radio base Módulo Ángulo de presión Ancho de cara Torque de entrada
Tabla 2. Parámetros numéricos utilizados en la simulación.Parámetro ValorPaso de tiempo
Tiempo de simulación Valor máximo del módulo del residuo,
Con tal de asegurar que exista rotación en el sistema, ygarantizar la convergencia de éste con tal de que se llegue aun estado vibratorio estacionario, el torque de salida sedefine proporcional a la velocidad de rotación de la corona.Con esto, el torque resistente queda dado por la Ec. 11,donde es la constante de proporcionalidad, la cualrepresenta físicamente un amortiguamiento viscosorotacional, y se selecciona igual a 0,0 [ ms rad⁄ .
|
| (11)
Al imponer una frecuencia de engrane constante cuandola velocidad de rotación es variable (como ocurre en la
parte transiente de la respuesta), se genera unaincompatibilidad entre la posición angular del engranaje yla rigidez utilizada, tal como se observa en la Figura 4, endonde el periodo de engrane medido como una secciónangular del piñón es variable, lo cual físicamente equivale atener dientes ubicados con paso distinto en el mismoengranaje. Este problema se elimina al obtener la rigidez deengrane para cada paso de tiempo en función de la posiciónangular del engranaje, tal como se muestra en la Figura 5.
En la Figura 6 se muestra la velocidad de rotación delengranaje de entrada o piñón en el estado estacionario. Al
aplicar la FFT a esta señal se obtiene el gráfico de la Figura7, donde se muestra la componente a f g y sus armónicos,con f g la frecuencia de engrane. En el espectro de la Figura7 se observa que mientras menor es el paso de tiempo,menores son los errores numéricos en la respuesta.
Fig. 4. Rigidez de engrane para f g0 constante.
Fig. 5. Rigidez de engrane para g constante.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 36/253
25
Fig. 6. Respuesta temporal de la velocidad de rotación del piñón, .
Fig. 7. Espectro en frecuencia de en función de lafrecuencia relativa f f g⁄ .
3.2. Simulación con fallas
Al simular la presencia de una falla localizada en undiente del piñón, se observa la presencia de impactos en laforma de onda del error de transmisión, los cuales ocurrencon una periodicidad igual al inverso de la frecuencia derotación de éste, como se observa en la Figura 8.Consecuentemente, en el espectro se observan bandaslaterales separadas a f alrededor de los múltiplos de lafrecuencia de engrane, y armónicos de f visiblesclaramente en el espectro del error de transmisión. Estecomportamiento es coincidente con la literatura técnica, endonde se indica que una falla localizada generará un grannúmero de bandas laterales de baja amplitud y nivel casiuniforme en el espectro [14].
Fig. 8. Forma de onda y espectro del error de transmisión alsimular falla localizada en diente del piñón.
Al simular una falla distribuida en el engranaje piñón(tal como un defecto de forma en que el círculo de base noes perfectamente circular), se obtiene lo mostrado en laFigura 9, considerando la modulación descrita en la sección2.5 para la función de rigidez y la modulación debido al
error de paso acumulado presente producto de la pérdida dela geometría. La amplitud seleccionada para la modulaciónde la función de rigidez, es de un 10% de la amplitud deésta. Superpuesto en la Figura 9 se muestra la respuestaobtenida para el caso en que sólo se consideró lamodulación debida al error de paso acumulado, sinmodulación de la función de rigidez. Se observa que para elcaso en que además se considera una modulación de , lamodulación en la forma de onda de la velocidad de rotacióndel piñón tiene amplitud mayor que si sólo se considera elefecto modulador debido al error de paso acumulado.Además, se observa la aparición de bandas laterales a f en torno a los múltiplos de la frecuencia de engrane, lascuales no son distinguibles al considerar sólo la modulación
por error de paso acumulado del piñón e0- [m. Las bandas laterales a observables en los espectros sedeben sólo a errores numéricos en la respuesta.
Bajo la hipótesis de que para modelar correctamenteuna falla distribuida en el engranaje debe considerarse tantoel efecto de la modulación geométrica como la modulaciónde la función de rigidez, puede inferirse que si no seconsidera esta última, para obtener una respuesta similar

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 37/253
26
bajo un mismo nivel de falla se requiere considerar un valorde error de paso acumulado mayor. Esto influirá en laexactitud del modelo, sobre todo en estudios en que seevalúa la capacidad de un algoritmo particular para detectarel nivel de una falla de este tipo a partir de un modelomatemático de la transmisión.
Fig. 9. Respuesta temporal y espectro de con error de
paso acumulado del piñón e0- [m y modulación de con amplitud 0,{ma -min }.
4. Conclusiones
A partir del desarrollo del presente trabajo se deduceque para analizar un estado transiente o de velocidad y/ocarga variable, es necesario aplicar el enfoque propuesto en
éste estudio para el cálculo de la función de rigidez.Además, se concluye que el modelo dinámico propuesto presenta resultados satisfactorios para la velocidad angularinstantánea y error de transmisión, y permitiría realizaranálisis bajo condiciones de velocidad y/o carga variable.Asimismo, se infiere que es altamente recomendablemodelar las fallas en función de las posiciones angulares delos engranajes, evitando así inconsistencias que podríansurgir al modelar con frecuencia de engrane constante.
Agradecimientos
Al Departamento de Ingeniería Mecánica de laUniversidad de Concepción, y especialmente al profesorCristián Molina.
Referencias
[1] H.N. Özgüven, D.R. Houser, Mathematical models usedin gear dynamics – a review, J. Sound Vib. 121 (1988)383-411.
[2] W. Bartelmus, Mathematical modelling and computersimulations as an aid to gearbox diagnostics, Mech.Syst. Signal Process. 15 (2001) 855-871.
[3] X.H. Tian, Dynamic simulation for system response ofgearbox including localized gear faults, M.S. thesis,Department of Mechanical Engineering, University ofAlberta, Alberta, Canada, 2004.
[4] S. Jia, I. Howard, Comparison of localized spalling and
crack damage from dynamic modelling of spur gearvibration, Mech. Syst. Signal Process. 20 (2006) 332-349.
[5] Z. Chen, Y. Chao, Dynamic simulation of spur gearwith tooth root crack propagating along tooth width andcrack depth, Eng. Fail. Anal. 18 (2011) 2149-2164.
[6] R. Ma, Y.Chen, Nonlinear dynamic research on gearsystem with cracked failure, Chinese Journal ofMechanical Engineering 31 (2011) 570-573.
[7] F. Zang, L. Cai, F. Wang, L. Gao, L. Cui, Z. Liu, Studyon calculation methods for sampling frequency ofacceleration signals in gear systems, Advances inMechanical Engineering 5 (2013) 1-13.
[8] O. Mohammed, M. Rantatalo, J. Aidampää, Dynamic
modelling of a one-stage spur gear system and vibration based tooth crack detection analysis, Mech. Syst. SignalProcess. 54-55 (2015) 293-305.
[9] F.A. Letelier, Análisis vibratorio teórico experimentalde engranajes, Tesis de Magíster, Departamento deIngeniería Mecánica, Universidad de Concepción, 2004.
[10] J.D. Smith, Gear Noise and Vibration, Second Edition,Marcel Dekker, 2003.
[11] AGMA standard, ANSI/AGMA 2015-1-A01,Accuracy classification system: Tangentialmeasurements for cylindrical gears, American GearManufacturers Association, Alexandria, Virginia, 2002.
[12] D.B. Welbourn, Fundamental knowledge of gear noise – A survey, Noise and Vibration of Engines and
Transmission, I Mech E, Cranfield, UK, 1979, pp 9-14.[13] F. Chaari, W. Baccar, M.S. Addes and M. Haddar,Effect of spalling or tooth breakage on gearmeshstiffness and dynamic response of a one-stage spur geartransmission, J. Mech. A/Solids, 27 (2008) 691-705.
[14] R.B. Randall, A new method of modeling gear faults,Journal of Mechanical Design 104 (1982) 259-267.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 38/253
27
Simulación numérica de un flujo agua-petróleo en
un inyector de turbina de gasThiers Nicolás , Romain Gers
*Departamento de Ingeniería Mecánica - Universidad Técnica Federico Santa María
Avenida España 1680 - Valparaíso - CHILE
e-mail : [email protected], [email protected]
Resumen
En el siguiente trabajo se presenta la simulación numérica de un flujo multifásico liquido-liquido-gas, petróleo, agua y aire,en un inyector de turbina a gas mediante el código libre OpenFOAM. El objetivo es primero estudiar como se mezclan las
fases en el inyector para determinar si existen diferentes regímenes o zonas de acumulación de alguna de estas. Luego, seestudio la influencia y distribución del campo de temperatura al interior del inyector sobre la emulsión agua-petróleo en elinyector. Se concluye sobre la estabilidad de la mezcla y su posible impacto sobre la combustión de esta. En primerainstancia se introducirá la modelación matemática que caracteriza el problema de estudio, luego se revisara la discretizaciónutilizada tanto de las ecuaciones como del dominio. Posteriormente se presentan las pruebas realizadas para finalmenteconcluir sobre sus resultados.
Keywords: Multifásico, Volume of Fluid. Large-Eddy Simulation,
1. Introducción
Las altas temperaturas producidas durante la
combustión del petroleo diésel favorecen la producción deóxidos de nitrógeno en los gases de escape [1]. Para reducirla contaminación producto de esta emisión se inyecta agua junto con el combustible con el fin de reducir latemperatura de la combustión. La combustión de estamezcla es responsable de la generación de termo pulsaciones[2] e inestabilidades de la combustión [3]
producto de ondas de presión [4,5] ocasionando fallas denivel estructural en los inyectores.
2. MODELACIÓN MATEMÁTICA
2.1. Conservación de Masa y Momentum
Las ecuaciones que gobiernan el movimiento de un fluidonewtoniano incompresible son las ley de conservación de masa(1) y la ecuación de Navier-Stokes (2) [6,7].

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 39/253
28
(1)
() (2)
donde representa el campo de velocidad, p es la presión,corresponde a la viscosidad cinemática y es la aceleraciónde gravedad.
2.2. Conservación de energía
Al realizar la aproximación de fluidos incompresibles,
no se tiene en consideración los cambios de las
propiedades termodinámicas producto del campo de
temperaturas, así como tampoco se considerará latransformación de energía cinética en energía interna
producto de los esfuerzos viscosos. La energía interna del
fluido evolucionará entonces según una ecuación detransporte simple para un escalar pasivo [6,7] de la forma.
(3)
donde corresponde a la densidad, el calor especifico, T la
temperatura, la difusividad térmica y Pr el numero de
Prandtl.
2.3. Aproximación de Boussinesq
La aproximación de Boussinesq permite agregar a un fluidoincompresible el efecto de las fuerzas de flotación producto delefecto de la temperatura sobre la densidad.
El efecto de la expansión volumétrica del fluido productode la variación de la temperatura puede ser aproximado comouna función lineal del coeficiente de expansión volumétrica βmediante la siguiente ecuación [8]
(4) corresponde a la densidad del fluido a temperatura.Esta densidad es reemplazada en la ecuación (2) en el
termino correspondiente a la fuerza de cuerpo
2.4. Método de Volúmenes de Fluido VOF
La modelación del flujo multifásicos se realiza mediante elenfoque de volúmenes de fluido (VOF por sus siglas en ingles) propuesto originalmente por C. W. Hirt y B. D. Nichols, 1979[9], en el cual se estudia la evolución de un escalar pasivo αsobre el dominio de estudio.La fracción volumétrica α determina que porcentaje devolumen esta siendo ocupado por cada fluido en cada uno delos volúmenes de control. A las ecuaciones original planteadas por Hirt y Nichols [9] se le agrega un termino adicional decompresión de la interfaz [10,11].
∑ ∑ (5)
El método VOF considera que todo el dominio de estudio estaocupado por un único fluido equivalente [9,12], el cual variasus propiedades termodinámicas θ en función de la
composición de cada celda determinada por las funciones defracción volumétricas. ∑ (6)
La ecuación de conservación de momentum (2) es modificada para incluir los efectos de la tensión superficial. La tensiónsuperficial en la interfaz genera un gradiente de presiónadicional que se traduce en una fuerza que se evalúa por unidadde volumen utilizando el modelo “Continuum Surface Force”
(CSF) [10,12]. (7)
siendo la fuerza de tensión superficial entre las fases m y
n, el valor de la tensión superficial entre las fases m y nmedido en [Nm] y la curvatura media de la interfaz,determinada según la expresión [12]
‖ ‖ (8)
Los superíndices m y n representan las fases entre las cuales seesta calculando la tensión superficial.
2.5. Modelación de la turbulencia
Para la modelación de la turbulencia se utiliza el método LargeEddy Simulation LES debido a la importancia de captar elefecto producido por los vórtices sobre el proceso de mezcladode las fases y la difusión tanto de cantidad de movimiento comode energía al interior del fluido. Este enfoque resuelvedirectamente los movimientos turbulentos tridimensionales noestacionarios mientras que los efectos de las pequeñas escalasson modelados [13]. Al realizar la operación de filtrado sobre laecuación de conservación de momentum (2) se obtiene: () ( ) (9)
La ecuación (9) difiere de la ecuación de Navier- Stokes (2) pues el producto filtrado
es diferente del producto de las
velocidades filtrada . Se define el tensor de esfuerzoresidual como dicha diferencia [13] (10)
La energia cinetica residual (11)
y el tensor anisotropico de esfuerzo residual esta definido por [13] (12)
es el campo de presión filtrado modificado para incluir la parte isotópica del tensor de esfuerzo residual (13)
Reemplazando (10), (12) y (13) en la ecuación (9), esta
puede ser reescrita () ( )(14)
Para poder cerrar el sistema de ecuaciones (14) esnecesario un modelo para el tensor de esfuerzo residualanisotrópico . En el presente trabajo se utiliza el modelo
“One Equation Eddy” [14], el cual modela el tensor deesfuerzo residual como una variación lineal del tensor tasa
de deformación filtrado

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 40/253
29
(15) (16)
La constante de linealidad denominada viscosidadturbulenta de sub-malla esta definida como función de laenergía cinética residual (o de sub-malla) y del tamañodel filtr o ∆ [13,14] en la ecuación (17). (17)Para el cálculo de la energía cinética turbulenta de sub-malla se resuelve una ecuación de transporte adicional[14,15]
() ||
(18)
(19)
Utilizando el modelo de tensor de esfuersos residual (15) y la definición del tensor tasa de deformación
filtrado S i j se puede cerrar el conjunto de ecuaciones (14) () ( )(20)
Para incluir el efecto anisotrópico de la turbulencia en lasregiones cercanas a las paredes se utilizó la corrección deVan Driest para el cálculo de la viscocidad turbulenta desub-malla[13,14]
√ (21)
donde y+ es la distancia adimensional a la pared medida enlargos de escala viscosa, A+ es una constante con un valorigual a 26 y las constantes Ce y Ck tienen un valor de1,048 y 0,094 respectivamente [13,14].
2.6. Discretización de las ecuaciones
La discretización de las ecuaciones se realiza mediante elmétodo de volúmenes finitos, utilizando las opcionesdisponibles en el código OpenFOAM[16].
Esquema gauss lineal para todos los términosgradientes
Esquema Van-Leer para los términos divergentesde las ecuaciones (3) y (20).
Esquema gauss lineal para los términosdivergentes de la ecuación (5)
Esquema Crank-Nicolson para la integracióntemporal
La implementación del programa OpenFOAM se realizatomando como punto de partida el solver“MultiphaseInterFoam” el cual es utilizado para resolverflujos incompresibles multifásicos de “n” fases utilizando
el método VOF, el cual se modifico para incluir lasecuaciones correspondientes al campo de temperatura y eltransporte de las propiedades físicas de los fluidos que enesta intervienen así como también el efecto de flotación producto de la variación en la densidad que genera loscambios de temperaturas.
3. Problema de estudio
3.1. Discretización del Dominio
El dominio del estudio corresponde a un inyector de unaturbina a gas el cual está compuesto por dos tuberías
coaxiales, la interna por la que circula el combustible y laexterna por donde circula el agua.Ambas inyectan a una cámara de mezclado para su posterior liberación a la cámara de combustión de laturbina como se observa en la figura 1. La discretizacióndel dominio se realiza utilizando una malla estructurada por bloques usando el programa GMSH debido a suversatilidad y facilidad para la manipulación en elestructurado de la malla. Un corte axial se aprecia en lafigura 2.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 41/253
30
3.2. Parámetros físicos, condiciones decontorno y condición inicial
Los parámetros físicos utilizados en las simulaciones seresumen en las tablas 1 y 2.
Las condiciones de contorno para las distintas ecuaciones aresolver se resumen en la tabla 3
Para los flujos se realizaron simulaciones variando elnúmero de Reynolds . Como largo característico se
utilizó el diámetro de la tubería de petroleo para el cálculode Re petroleo yel ancho de la separación de la tubería de agua para elcálculo de Re agua. Como velocidad se utilizó la velocidadmedia de la tubería. Los distintos régimen simulados seresumen en la tabla 4.
Tabla 4: Regímenes de caudales simulados. En negrita losvalores que se dejaron fijos en las simulaciones cruzadas.
Las condiciones iniciales para la simulación se resumen enla tabla 5
Tabla 5: Condición inicial para las variables en el dominiodel estudio.
4. Presentación y Discusión deResultados
Los resultados para los campos de temperatura, velocidady fracciones volumétricas (aire, agua, petroleo) de lasdistintas simulaciones se presentan en las figuras 3 y 4.Al observar los campos de temperatura se puede apreciar
un descenso hacia el eje axial, siendo este descenso menosabrupto cuando se incrementan los flujos de petróleo yagua. Se puede apreciar además un descenso en el valor dela temperatura máxima al interior de la mezcla. Las
temperaturas máximas alcanzadas en cada simulación son416 [K], 377 [K] y 393 [K] respectivamente.Del análisis de los campos de velocidades para el caso decontrol se puede apreciar dos grandes zonas derecirculación ubicadas axisimetricamentee en la cámara demezcla. Al incrementar los valores de los caudales enambos casos se observó una disminución tanto en eltamaño de los vórtices de recirculación como en lamagnitud de la velocidad máxima al interior de estos.Los valores máximos registrados para la velocidad dentrode los vórtices fueron de 7,07 [m/s],6,5 [m/s] y 6,08 [m/s].
En cuanto a la composición de la mezcla, se observa unadisminución del porcentaje de aire residual en la cámara demezcla a medida que se incrementan los caudales de petróleo y agua.En un principio el inyector se encuentra completamentelleno de aire, siendo este mismo el que queda atrapado enlos vórtices.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 42/253
31
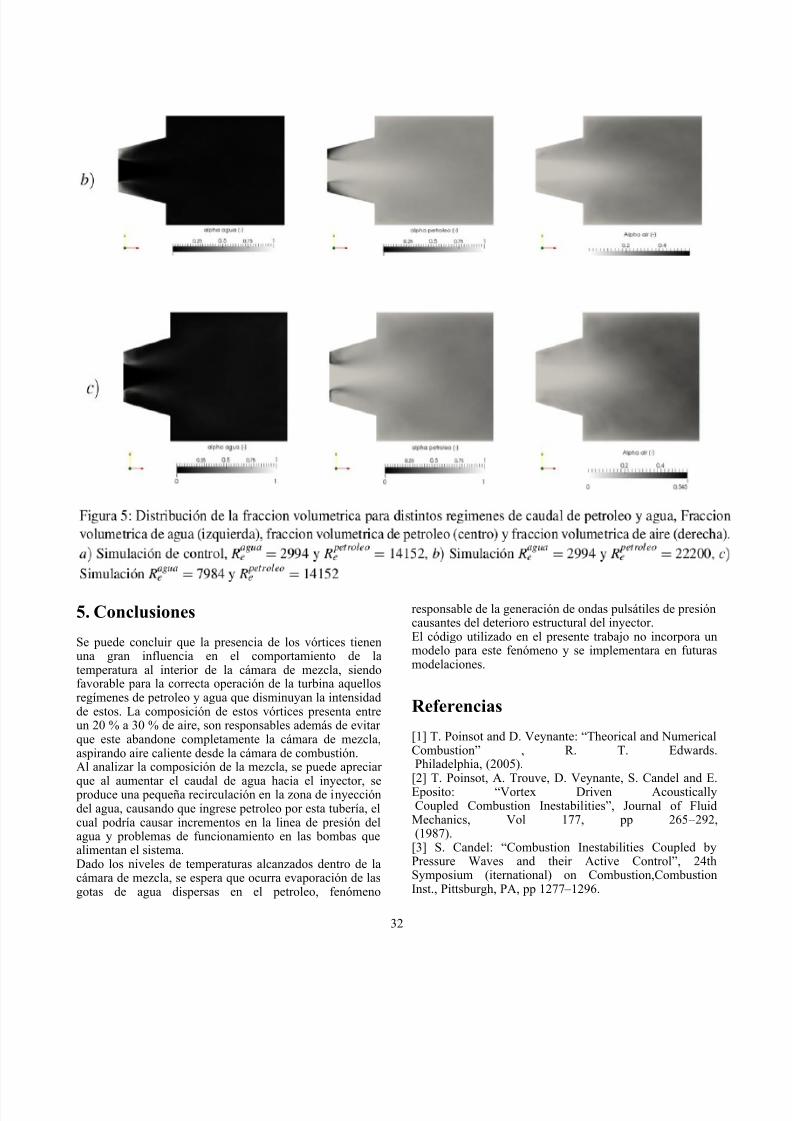
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 43/253
32
5. Conclusiones
Se puede concluir que la presencia de los vórtices tienenuna gran influencia en el comportamiento de latemperatura al interior de la cámara de mezcla, siendofavorable para la correcta operación de la turbina aquellosregímenes de petroleo y agua que disminuyan la intensidadde estos. La composición de estos vórtices presenta entreun 20 % a 30 % de aire, son responsables además de evitarque este abandone completamente la cámara de mezcla,aspirando aire caliente desde la cámara de combustión.Al analizar la composición de la mezcla, se puede apreciar
que al aumentar el caudal de agua hacia el inyector, se produce una pequeña recirculación en la zona de inyeccióndel agua, causando que ingrese petroleo por esta tubería, elcual podría causar incrementos en la linea de presión delagua y problemas de funcionamiento en las bombas quealimentan el sistema.Dado los niveles de temperaturas alcanzados dentro de lacámara de mezcla, se espera que ocurra evaporación de lasgotas de agua dispersas en el petroleo, fenómeno
responsable de la generación de ondas pulsátiles de presióncausantes del deterioro estructural del inyector.El código utilizado en el presente trabajo no incorpora unmodelo para este fenómeno y se implementara en futurasmodelaciones.
Referencias
[1] T. Poinsot and D. Veynante: “Theorical and NumericalCombustion” , R. T. Edwards. Philadelphia, (2005).
[2] T. Poinsot, A. Trouve, D. Veynante, S. Candel and E.
Eposito: “Vortex Driven Acoustically Coupled Combustion Inestabilities”, Journal of Fluid
Mechanics, Vol 177, pp 265 – 292,(1987).
[3] S. Candel: “Combustion Inestabilities Coupled byPressure Waves and their Active Control”, 24thSymposium (iternational) on Combustion,CombustionInst., Pittsburgh, PA, pp 1277 – 1296.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 44/253
33
[4] D. G. Crighton, A. Dowling, F. Williams, J. E. Heckl,M. and F. Leppington: “Modern Methods in AnalyticalAcoustics” , Springer -Verlag. Berlin, (1992).[5] C. E. Martin, Laurent Benoit and Yannick Sommerer:“Large-Eddy Simulation And Acoustic Analysis of aSwirled Staged Turbulent Combustor”, AIAA Journal, Vol44, (2006).[] J. . Ferziger and M. Peri c: “Computational Methodsfor Fluid Dynamics” . 3rd edition, pp 11 – 10 (2002).[7] . K. Versteeg and W. Malalasekera: “An Introductionto Computational Fluid Dynamics”. 1st edition .[8] Achim Wirth: “A Guided Tour Through BuoyancyDriven Flows and Mixing”. (2014).[9] C. W. irt and B. D. Nichols: “Volume of Fluid (VOF)Method for the dynamics of free boundaries”. (1979).[10] Berberovic, E.; Van Hinsberg, N.P.; Jakirlic, S.;Roisman, I.V; Tropea, C. “Drop impact onto a liquid layerof finite thicness: Dynamics of the cavity evolution” ,Physical Review E, 79, (2009).[11] OpenCFD, Technical Report No. TR/HGW/02,(2005) (unpublished).[12] S. Marquez: “Description and utilization of interfoammultiphase solver”.[13] S. B. Pope: “Turbulent Flows’, capitulo 13, (2000).
[14] O. Penttinen: “A pimpleFoam tutorial for channelflow, with respect to different LES models”.[15] E. DeVilliers: “The Potential of Large EddySimulation for the Modeling of Wall BoundedFlows”, (200).[1] “OpenFOAM Programmer’s Guide”, (2014).
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 45/253
34
Simplified CFD-FEM calculation methodology for largehorizontal wind turbines
Rafael Diez*, Cristian CuevasDepartament of Mechanical Engineering, University of Concepción, Edmundo Larenas 219.
Concepción, Chile
*E-mail Author: [email protected]
Abstract
This study presents a concise methodology to simulate large horizontal axis wind turbine (HAWT) rotors by applying theFinite Element Method (FEM) to CFD. The results are validated through a direct contrast with state-of-the-art literature. Theanalysis includes several key quantities in the rotor such as the net torque, fluid-structure interactions (FSI), ply compositestresses, buckling security margins and blade tip displacements. A structural optimization was also performed. The resultsshow acceptable error margins for a moderate-sized model and critical zones which are similar to those found in largersimulations. One clear example are the composite stresses, whose maximum and minimum values present differences of-0.12% (-0.03 MPa) and -23.78% (-4.14 MPa) when compared to the results reported in a large transient FSI analysis for acritical ply [1,2]. The net torque has a -10% error margin compared to the torque calculated in [2], which is caused by a slightunderprediction of the tangential forces at the top of the wind turbine blades. During the buckling analysis, the structure
presents low safety margins which agree closely with the literature and drive the design of the structural optimization.
Keywords: Horizontal Axis Wind Turbine, CFD-FEM, Structural Optimization.
1. Introduction
Among the new sources of renewable energy, excludinghydropower, wind energy accounts for 50% of theelectricity produced nowadays [3]. Due to global warming,the European Union (EU) aims at reaching a 27%
renewable energy share by 2030 [3]. Up to the present date,large HAWT are the leading wind energy technology forelectricity generation with an estimated market share of95% in 2012 [4]. Large HAWT usually have rotorsconsisting of only 2 or 3 blades, with external diametersover 100 m and masses surpassing 100 000 kg. Modelingthese wind turbines is critical during the design stages, notonly because of their aerodynamics, but due to theirstructural resistance. These wind turbine rotors mustwithstand large wind bending loads, aeroelastic vibrationsand considerable inertial forces. Besides the obviousimplications of these loads on the structural stresses,
buckling and resonance may also limit the designoptimization of large HAWT [5]. During the present study, buckling imposes special restrictions indeed.
Due to the cost of carrying out experiments, CFD
represents one of the best alternatives to model horizontalwind turbines [6]. Besides predicting flow aerodynamics,CFD results can be used to study structures in detail.However, implementing CFD models of large HAWT can be challenging due to their geometry and the resulting
computational costs. Since these HAWT have large surface
areas, their meshes tend to have low quality indexes due tothe disproportions caused by their thin boundary layers andtheir sharp features. Large rotors have thin boundary layers,since their tip speeds reach over 80 m/s.
FEM techniques have been applied successfully in CFDto obtain good results modeling large HAWT rotors, as it
can be seen in the literature [2,7]. While these techniquesare still under development for the modeling of sonic flows

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 46/253
35
[8], they have unmatched benefits in the simulation ofincompressible flows. Among these advantages, a keyfeature used on the present study is their meshindependence when compared to the traditional FVM(Finite Volume Method). CFD-FEM models have highermesh independences due to their smoother interpolationfunctions from the nodal degrees of freedom, as well as forthe nodal minimization of the residuals in the Galerkinmethods. CFD-FEM implementations also present other
advantages, such as being more suitable to solve modelswith high-order interpolation terms [9] or coupling thesolution of multi-physics systems.
While publications modeling HAWT can be foundthroughout the literature, the quality of the results usingmoderate-sized models is rarely studied thoroughly. SinceCFD-FEM models are also less restrictive than standardFVM models, the present work aims precisely at carryingout a complete simplified simulation for a large HAWTrotor and comparing its results with larger models. In order
to accomplish this objective, Hyperworks’ Acusolvesoftware was used. Acusolve uses the GLS (Galerkin Least
Squares) FEM formulation to solve CFD problems. Thistechnique brings the mesh independence mentioned earlier,as well as higher convergence rates than traditional FVMsoftware. All the structural models, including the structuraloptimization, are carried out in Optistruct, which is also part of the Hyperworks platform.
2. Modelling
The wind turbine model chosen to perform the analysisis the well-known NREL 5 MW reference HAWT,
proposed by Jonkman et al. in [1]. Table 1 presents theairfoil profiles used by the wind turbine blades, whereas itsnominal information is presented in Table 2. The nominaltorque for the NREL 5 MW reference wind turbine given in[1] was not based on full simulations; therefore, an accurateCFD estimation of this quantity is also included in Table 2[2,6].
The CFD analysis, as well as the structural response
from the wind turbine, was compared with the resultsreported by Bazilevs et al. in [2]. On that study, the NREL5 MW reference wind turbine was modeled using a state-of-the-art FEM code considering transient FSI responses.Thus, the structural properties reported on that reference
were adopted. The wind turbine blade presented in [2] is
made of a fiberglass-epoxy composite material, which isdescribed in Table 3. The stack ply composition is[±45/0/902/O3]s; considering that the 0º direction is alignedwith the airfoil profiles. The total stack thicknessdistribution implemented in this study is shown in Figure 1.In order to reduce the model size to a third, periodic
boundary conditions were applied to divide the domain, as
it can be seen in Figure 2. This technique has been found to be reliable in previous CFD studies [2].
Table 1. Airfoil profiles for the NREL 5 MW referencewind turbine [1].
Profile RadialLocation [m] ChordLength [m] TwistAngle [º]
Cylinder 2.86 3.54 -
Cylinder 5.60 3.85 -
Cylinder 8.33 4.17 -
DU99W405-LM 11.75 4.55 13.08
DU99W350-LM 15.85 4.65 11.48
DU99W350-LM 19.95 4.46 10.16
DU97W300-LM 24.05 4.25 9.01
DU91W2250-LM 28.15 4.007 7.80
DU91W2250-LM 32.25 3.75 6.54
DU93W210-LM 36.35 3.50 5.36
DU93W210-LM 40.45 3.26 4.19 NACA64618 44.55 3.01 3.13
NACA64618 48.65 2.76 2.32
NACA64618 52.75 2.52 1.53
NACA64618 56.17 2.31 0.86
NACA64618 58.90 2.09 0.37
NACA64618 61.63 1.40 0.16
NACA64618 63.00 0.70 0.00
Table 2. Design information for the NREL 5 MW wind
turbine.
Parameter Magnitude
Rotor Diameter 126 m Number of Blades 3
Free-stream Speed 11.4 m/s
Rotational Speed 12.1 r.p.m.
Rotor Weight 110 000 kg
Net Torque 4 200 kN∙m
Net Torque, CFD Estimation [2,6] 3 900 kN∙m
All the CFD simulations were carried out using the
steady-state RANS (Reynolds-Averaged Navier-Stoke
Equations) Spalart-Allmaras (SA) turbulence model. On
large wind turbines, these models may converge to highly
accurate solutions for very refined meshes [11]. On the present analysis, the SA-RANS equations were shown to
perform better than heavier traditional turbulence models,
such as the RANS-SST (Shear Stress Transport) k-omega
model.
Preliminary internal tests show that at high Reynolds
numbers, the flow around the airfoils has lower vorticity,
thus an appropriate discretization of the boundary layer is

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 47/253
36
well suited to capture the flow physics. Tests made with a
NACA0012 airfoil profile show greater dependence on the
turbulence model chosen than on the discretization
schemes. Using a coarse mesh on the wake of the airfoils,
the results agree with the NASA wind tunnel test results
presented in [12] within a 12% error margin.
Figure 1. Total stack thickness mapping for the wind
turbine blades.
Figure 2. Schematization of the periodic boundary
conditions used.
Table 3. Composite material properties taken for the wind
turbine blades [2,10].
Young Modulus, Fiber Direction 39 000 MPa
Young Modulus, Secondary Direction 8 600 MPa
In-Plane Poisson Coefficient 0.28
In-Plane Shear Modulus 3 800 MPa
Density 2 100 kg/m3
The discretization of the domain consists in a
hexahedral nucleus surrounding the wind turbine blade,which in turn is enclosed by a coarser tetrahedral meshfilling up the whole domain. This mesh is presented inFigure 3. Despite it being optional, the surface mesh shownin Figure 3 was also used to perform the structural analysis.
The coarse mesh in the wake of the airfoils was shown togive good results here as well. Furthermore, it can be seenthat the surface mesh focuses on the sharp airfoil features,where the steepest gradients occur. The first layer of boundary elements has a height of 0.5 mm.
The mesh has a total of 549 040 nodes and 1 093 176elements. While the model may converge fast on standard
CFD calculations, FSI iterations remain computationally
expensive on the CPU used (Intel Xeon E5-2660 v2). Gridrefinement was limited for this reason. For the FSI analysis,the wind turbine blades were modeled using the P-FSIapproach. On this approach, the FSI interface is represented by a linear elastic solid, which is further simplified byrepresenting its movement by a linear combination of itsfirst vibrational modes [7]:
In equation (1), the uppercase letters “M”, “C”, “K”,and “S” represent the mass, damping, stiffness andvibrational eigenvector matrixes respectively. Similarly,lowercase letters “x” and “f” represent the displacementand force vectors. As it can be seen, the response of thestructure is projected over the vibrational eigenvectorspace, where the movement is represented by far fewerdegrees of freedom. Since the resulting system has onedegree of freedom per vibrational mode considered, thecalculation times are reduced exponentially. Accurate P-FSI
representations of wind turbine blades can be achieved withless than 100 vibrational modes [7]. During the presentstudy, the first eigenvector captures 99% of the actualdisplacements. The main physical reason supporting this
simplification is that flow-induced forces are usuallydistributed over wide areas. Therefore, when bodies aredeformed, they move in their directions of lowest stiffness,which in turn match the first vibrational eigenvectors.
The structural optimization of composite structures can be divided into several design stages, which are explained
in detail at the references [5,13]. These optimization stagesare listed in Table 4, whereas the constraints implementedon the model are described in Table 5.
Figure 3. Wind turbine blade mesh domain.
(1)ST·M·S·ẍ+ ST·C·S·ẋ + ST·K·S·x = ST·f

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 48/253
37
Table 4. Design stages for the structural optimization
performed [5,13].
Optimization
StageDescription
IGlobal Ply-Direction Thickness
Optimization
IIOptimization of the Interpreted
Patches
IIManufacturing Constraints
Optimization
IV Ply-Shuffling Optimization
Table 5. Design conditions imposed upon the structural
optimization.
Constraint Optimization Stage (Table 4)
I II III and IV
Initial Stack Size 16 cm -
Minimum Ply
Thickness 5 mm 1.25 mm 1.25 mm
Ply ±45º Symmetry Yes
Tip Displacement < 4 m
Torsional Rotation < 0.01º
Secondary Bending
Rotation< 0.01º
Minimum Natural
Frequency (Conserved)> 0.48 Hz
Buckling Load Factor > 1.3
Tsai-Wu Failure Index - < 0.7
Maximum of Equal
Consecutive Plies- 4
3. Results
According to the simulations, the net torque produced by the wind turbine is 2240 kN∙m, which has a -10% errormargin when compared to the results presented in [2]. Inorder to provide further insight upon the results, both thenormal and tangential load distributions were comparedwith the CFD results presented in [6]. These comparisons
are shown in Figures 4 and 5. The results given in [6] are agood benchmarking reference, since the calculated nettorque is virtually the same as in [2]. It must be alsoclarified that the normal loads act in the direction of theincoming wind, whereas tangential loads act in thedirection of the blade movements.
The overall gradients shown in Figures 4 and 5 matchthe reference patterns, which is an important flow indicator.It can be observed that Acusolve overpredicted the normalwind forces slightly, yet tangential wind forces becomeundersized as they reach their maximum. Both tendenciesare conservative, since normal loads overpredict ply
stresses, whereas tangential loads underpredict the nettorque. Furthermore, it can be inferred that the anomalyobserved in the tangential forces at 35% of the radius could be safely corrected by using a linear interpolation.Therefore, the comparisons are deemed satisfactory.
Figure 4. Comarison for the normal load distribution on the
wind turbine blades.
Figure 5. Comparison for the tangential load distribution onthe wind turbine blades.
After mapping the loads of the CFD analysis to the
structural model of the wind turbine blade, the tipdisplacement found is 5.8 m when the gravity acts in itsdirection of maximum effect. This direction corresponds tothe horizontal position of the wind turbine blades in itsdescending movement. This result is within its expectedrange [14]. The eigendecomposition of the displacementsinto the vibrational eigenvectors is shown in Figure 6,where the first 6 modes are associated to bending and onlythe 7th mode corresponds to a torsional mode. The first
vibrational captures nearly all the displacement vector,since it is associated with the bending movement caused bythe normal wind loads. These results clearly validate theP-FSI assumptions for large HAWT rotors under similarconditions. However, it may be surprising to find anegligible contribution of the torsional vibrational mode(7th) to the global displacements, as well as from the 5remaining bending modes. It is important to note that the

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 49/253
38
error increases on the second vibrational mode because(linear) least squares minimizations are rather insensitive tospurious oscillations. A least square minimization isintroduced in the P-FSI analysis when the equation systemsare projected over the eigenvector matrix. While theseerrors may be negligible on the present study, it can beobserved that adding unnecessary vibrational modes may be detrimental.
Figure 6. Contribution of each vibrational mode to the
actual displacements.
For the ply composite stresses, the results have beenvalidated using the stresses reported in [2] for the 14 th plyin its secondary (90º) direction. A direct contrast can be
found in Figure 7. It can be seen that maximum normal plystresses reach 22.84 MPa, which equals to an error marginof -0.12%. However, for the minimum stresses (-21.53MPa) an error of -23.78% is found. This larger difference isnot caused by a stress concentrator as it may appear uponfirst impression, since this stress zone remains upon editing
the geometry. However, deeper differences on the geometryinterpolation could be the cause of this moderate error,which is conservative nonetheless. It must also be notedthat these results have great importance, because thestresses calculated in [2] come from a highly accuratetransient FSI model. It can be further inferred that transienteffects have little impact on the maximum stresses. The
first buckling mode presents a security factor of 2.20 and a buckling mode located near half of the structure, whichagrees with other studies [14]. This buckling mode is presented in Figure 8. All the results of the steady-state FSIsimulations are within a ±3% range from the results found
in the standard CFD model; including the tip
displacements. Therefore, these results are not presentedhere, as they would appear redundant. However, the FSIresults are not trivial, because the CFD-FSI model couldhave converged to a different equilibrium point. While theoverall results changed following the right tendencies, e.g.increasing the net torque, the differences remain too smallto justify their computational expense.
Figure 7. Comparison between the secondary normal
composite stresses found in ply 14 at 90º in the present
study (top) and the results presented in [2] (down).
Figure 8. First buckling mode with a security factor of 2.20
for the original wind turbine blade.
The structural optimization shows a weight reduction of6.54% (7 200 kg) over the reference design given in [1].The total stack thickness is shown in Figure 9, where thedifferences found without the buckling restrictions are alsoshown. The large radial stack strips shown in Figure 9 areclearly oriented towards resisting large bending moments. Itis interesting to note how they match the zones of higheststresses in Figure 7 accurately. The inclusion of bucklingconstraints clearly generates a reinforced zone at the root ofthe wind turbine blades. In other studies [5], internalreinforcements were also placed in this zone to prevent buckling. Internal reinforcements were not considered inthe present study due to time constraints. However, theaddition of superficial reinforcements might provecompetitive. It is also interesting to note that composite
failure indexes only guided the design of the thickness zonewhere the minimum stresses occur.
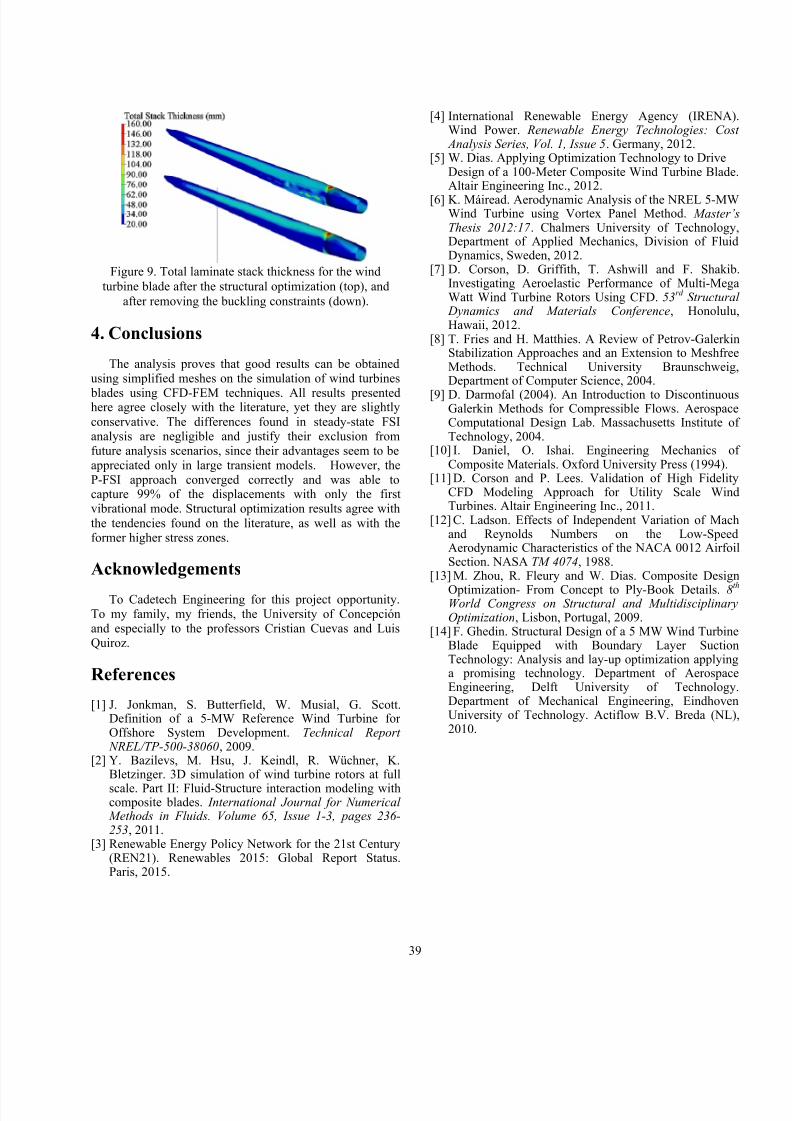
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 50/253
39
Figure 9. Total laminate stack thickness for the wind
turbine blade after the structural optimization (top), and
after removing the buckling constraints (down).
4. Conclusions
The analysis proves that good results can be obtainedusing simplified meshes on the simulation of wind turbines
blades using CFD-FEM techniques. All results presentedhere agree closely with the literature, yet they are slightly
conservative. The differences found in steady-state FSIanalysis are negligible and justify their exclusion fromfuture analysis scenarios, since their advantages seem to beappreciated only in large transient models. However, theP-FSI approach converged correctly and was able tocapture 99% of the displacements with only the firstvibrational mode. Structural optimization results agree with
the tendencies found on the literature, as well as with theformer higher stress zones.
Acknowledgements
To Cadetech Engineering for this project opportunity.To my family, my friends, the University of Concepciónand especially to the professors Cristian Cuevas and LuisQuiroz.
References
[1] J. Jonkman, S. Butterfield, W. Musial, G. Scott.Definition of a 5-MW Reference Wind Turbine forOffshore System Development. Technical Report NREL/TP-500-38060, 2009.
[2]
Y. Bazilevs, M. Hsu, J. Keindl, R. Wüchner, K.Bletzinger. 3D simulation of wind turbine rotors at full
scale. Part II: Fluid-Structure interaction modeling withcomposite blades. International Journal for Numerical Methods in Fluids. Volume 65, Issue 1-3, pages 236-253, 2011.
[3]
Renewable Energy Policy Network for the 21st Century(REN21). Renewables 2015: Global Report Status.Paris, 2015.
[4]
International Renewable Energy Agency (IRENA).Wind Power. Renewable Energy Technologies: Cost Analysis Series, Vol. 1, Issue 5. Germany, 2012.
[5]
W. Dias. Applying Optimization Technology to DriveDesign of a 100-Meter Composite Wind Turbine Blade.Altair Engineering Inc., 2012.
[6]
K. Máiread. Aerodynamic Analysis of the NREL 5-MWWind Turbine using Vortex Panel Method. Master’s
Thesis 2012:17 . Chalmers University of Technology,Department of Applied Mechanics, Division of FluidDynamics, Sweden, 2012.
[7] D. Corson, D. Griffith, T. Ashwill and F. Shakib.Investigating Aeroelastic Performance of Multi-MegaWatt Wind Turbine Rotors Using CFD. 53rd Structural Dynamics and Materials Conference, Honolulu,Hawaii, 2012.
[8] T. Fries and H. Matthies. A Review of Petrov-GalerkinStabilization Approaches and an Extension to MeshfreeMethods. Technical University Braunschweig,Department of Computer Science, 2004.
[9]
D. Darmofal (2004). An Introduction to DiscontinuousGalerkin Methods for Compressible Flows. AerospaceComputational Design Lab. Massachusetts Institute ofTechnology, 2004.
[10]
I. Daniel, O. Ishai. Engineering Mechanics ofComposite Materials. Oxford University Press (1994).
[11]
D. Corson and P. Lees. Validation of High FidelityCFD Modeling Approach for Utility Scale WindTurbines. Altair Engineering Inc., 2011.
[12] C. Ladson. Effects of Independent Variation of Machand Reynolds Numbers on the Low-SpeedAerodynamic Characteristics of the NACA 0012 AirfoilSection. NASA TM 4074, 1988.
[13]
M. Zhou, R. Fleury and W. Dias. Composite Design
Optimization- From Concept to Ply-Book Details. 8th World Congress on Structural and MultidisciplinaryOptimization, Lisbon, Portugal, 2009.
[14] F. Ghedin. Structural Design of a 5 MW Wind TurbineBlade Equipped with Boundary Layer SuctionTechnology: Analysis and lay-up optimization applyinga promising technology. Department of AerospaceEngineering, Delft University of Technology.Department of Mechanical Engineering, EindhovenUniversity of Technology. Actiflow B.V. Breda (NL),2010.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 51/253
40
III – MECÁNICA DEFLUIDOS

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 52/253
Espacio reservado para el Comité Editorial del Congreso Chileno de Ingeniería Mecánica
41
Sensibilidad del tamaño de malla en la simulación de
vórtices en películas delgadas
M. I. Bustosa,*, O. Skurtysb a Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V,
Valparaíso, Chile
b Departamento de Ingeniería Eléctrica, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V,
Valparaíso, Chile*E-mail Autor: [email protected], [email protected]
Resumen
Cuando la inclinación de una superficie sobre la cual fluye un líquido es importante, los flujos de películas delgadas llegan aser inestables y esta inestabilidad se manifiesta por la aparición de “roll waves”. Un primer estudio de estas inestabilidadesfue realizada en 1954. Las soluciones mostraron ondas progresivas periódicas discontinuas. Si bien, esta modelación escualitativamente correcta, los resultados numéricos no reproducen los resultados experimentales. En esta investigación seintenta generar un modelo para simular correctamente el fenómeno de roll waves en un ambiente que incorpore el efecto de laviscosidad dinámica del fluido y su tensión superficial, ya que la incorporación de estas variables podrían explicar ladiscrepancia que existe entre las simulaciones actuales y la evidencia empírica del fenómeno. En este artículo se presentará lainfluencia de la sensibilidad de la malla, y la necesidad que tiene ésta de refinamiento, para así obtener resultados que se
asemejen más a la realidad.
Keywords: roll waves, shallow water
1. Introducción
Los flujos de película delgada son corrientes de fluidoen canales abiertos con una profundidad muy pequeña.Estos son comunes en la naturaleza y en los sectoresurbanizados, donde algunos ejemplos son los acueductosabiertos [1] y el macareo en el océano, por nombraralgunos. Su estudio es importante para diversasaplicaciones industriales, como lo son la mejora de la
eficiencia de la transferencia de calor y masa en procesosindustriales de transporte [2], la mejora del secado de lascarreteras y reducción del efecto de “aquaplaning”, paramejorar diversas aplicaciones biomédicas.
Fig. 1. Resultados experimentales reportado por Balmforth
y Mandre [1].
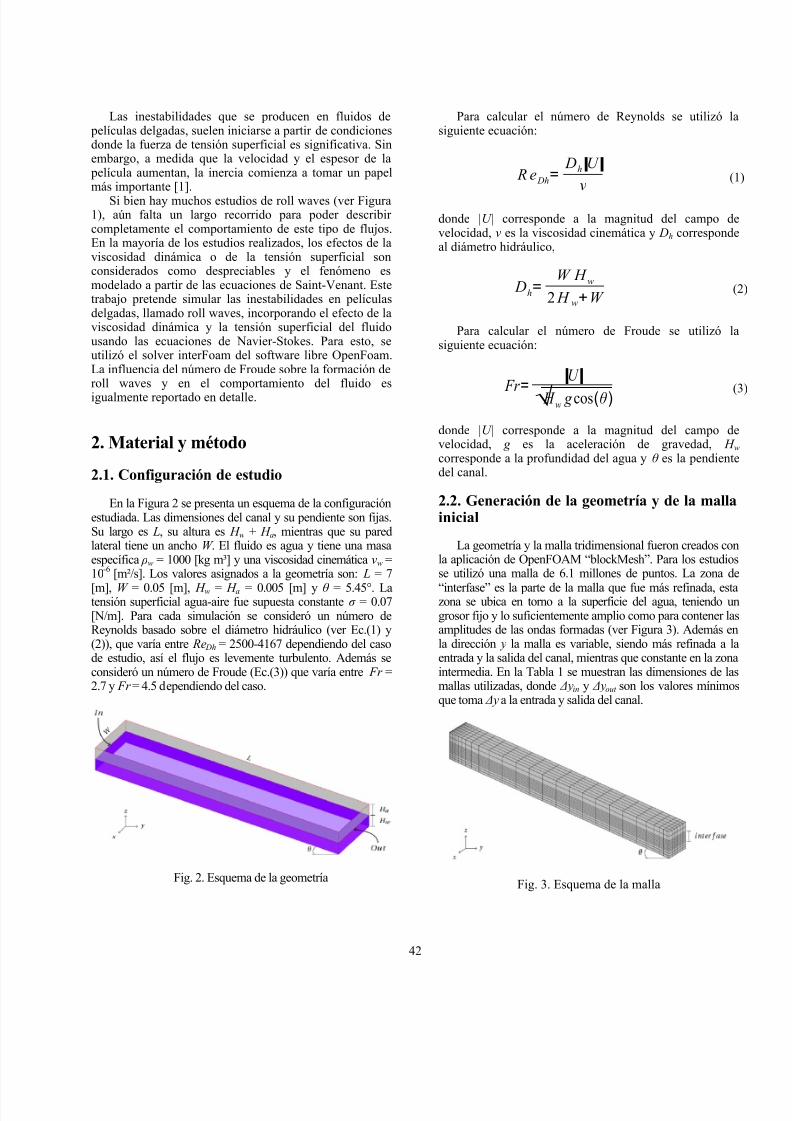
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 53/253
42
Las inestabilidades que se producen en fluidos de películas delgadas, suelen iniciarse a partir de condicionesdonde la fuerza de tensión superficial es significativa. Sinembargo, a medida que la velocidad y el espesor de la película aumentan, la inercia comienza a tomar un papelmás importante [1].
Si bien hay muchos estudios de roll waves (ver Figura1), aún falta un largo recorrido para poder describircompletamente el comportamiento de este tipo de flujos.En la mayoría de los estudios realizados, los efectos de laviscosidad dinámica o de la tensión superficial sonconsiderados como despreciables y el fenómeno esmodelado a partir de las ecuaciones de Saint-Venant. Estetrabajo pretende simular las inestabilidades en películasdelgadas, llamado roll waves, incorporando el efecto de laviscosidad dinámica y la tensión superficial del fluidousando las ecuaciones de Navier-Stokes. Para esto, seutilizó el solver interFoam del software libre OpenFoam.La influencia del número de Froude sobre la formación deroll waves y en el comportamiento del fluido esigualmente reportado en detalle.
2. Material y método
2.1. Configuración de estudio
En la Figura 2 se presenta un esquema de la configuraciónestudiada. Las dimensiones del canal y su pendiente son fijas.Su largo es L, su altura es H w + H a, mientras que su paredlateral tiene un ancho W . El fluido es agua y tiene una masaespecífica ρw = 1000 [kg m³] y una viscosidad cinemática νw =10-6 [m²/s]. Los valores asignados a la geometría son: L = 7
[m], W = 0.05 [m], H w = H a = 0.005 [m] y θ = 5.45°. Latensión superficial agua-aire fue supuesta constante σ = 0.07[N/m]. Para cada simulación se consideró un número deReynolds basado sobre el diámetro hidráulico (ver Ec.(1) y(2)), que varía entre Re Dh = 2500-4167 dependiendo del casode estudio, así el flujo es levemente turbulento. Además seconsideró un número de Froude (Ec.(3)) que varía entre Fr =2.7 y Fr = 4.5 dependiendo del caso.
Fig. 2. Esquema de la geometría
Para calcular el número de Reynolds se utilizó lasiguiente ecuación:
R e Dh= Dh|U |
ν
(1
donde |U| corresponde a la magnitud del campo develocidad, ν es la viscosidad cinemática y Dh correspondeal diámetro hidráulico,
Dh=W H w
2 H w+W
(2
Para calcular el número de Froude se utilizó lasiguiente ecuación:
Fr =
|U |
√ H w g cos(θ ) (3
donde |U| corresponde a la magnitud del campo develocidad, g es la aceleración de gravedad, H w corresponde a la profundidad del agua y θ es la pendientedel canal.
2.2. Generación de la geometría y de la mallainicial
La geometría y la malla tridimensional fueron creados conla aplicación de OpenFOAM “blockMesh”. Para los estudiosse utilizó una malla de 6.1 millones de puntos. La zona de
“interfase” es la parte de la malla que fue más refinada, estazona se ubica en torno a la superficie del agua, teniendo ungrosor fijo y lo suficientemente amplio como para contener lasamplitudes de las ondas formadas (ver Figura 3). Además enla dirección y la malla es variable, siendo más refinada a laentrada y la salida del canal, mientras que constante en la zonaintermedia. En la Tabla 1 se muestran las dimensiones de lasmallas utilizadas, donde Δyin y Δyout son los valores mínimosque toma Δy a la entrada y salida del canal.
Fig. 3. Esquema de la malla

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 54/253
43
Tabla 1. Dimensiones de las celdas de las mallas
Malla ptos. 4.5 x 10 6.1 x 10
Δx [m] 0.0025 0.0025
Δyin [m] 0.000559 0.000419Δyout [m] 0.001951 0.001463
Δycte [m] 0.002768 0.002076
Δzagua [m] 0.000309 0.000309
Δzint [m] 0.000070 0.000070
Δzaire [m] 0.0013 0.00065
2.3. Ecuaciones para describir el flujo delfluido
Las ecuaciones que gobiernan el movimiento noestacionario en un fluido viscoso, incompresible son lasecuaciones de Navier-Stokes complementadas con lacondición de incompresibilidad:
∇ ·U = 0 (4)
∂ ρU
∂ t +∇· ( ρUU )= −∇ p +∇·τ+ρg+F
(5)
donde ρ es la densidad del fluido, U es el campo develocidad, g es la aceleración de gravedad, τ es el tensor
de los esfuerzos viscoso, F es el término fuente delmomentum debido a la tensión superfial y p es la presiónmodificada (p_rgh en OpenFoam, la componente de la presión hidrostática fue removida para facilitar laespecificación de la presión en los límites del dominioespacial [5]). Para simular el flujo turbulento que se produce en nuestro estudio, se usó el método "Large EddySimulation", el cual logra resolver el campo de velocidady presión en las grandes escalas, o grandes vórtices,mientras que las pequeñas escalas, deben ser modeladas por un modelo ad-hoc. En este estudio, se utiliza elmodelo de Smagorinsky [3]. Es conocido que el modelode Smagorinsky es adecuado para simular turbulenciaisotrópica. Se ha demostrado que cerca de las paredes [4],
donde predominan los esfuerzos de corte, el coeficiente deSmagorinsky decrece, por lo que se han ideado modelosen donde se amortigua este efecto. En este trabajo seutiliza la función de capa límite de Van Driest paraamortiguar este coeficiente.
2.4. Condiciones de frontera
En la Tabla 2 se muestran las condiciones de fronterautilizadas en las diferentes variables (α es la fase de aguao aire, U es el campo de velocidad, p es la presiónmodificada y ν sgs es la viscosidad cinemática de submalla)sobre cada uno de los contornos definidos. Los costados yel fondo del canal fueron definidos como “pared”, lo que
asigna una condición de no-deslizamiento.
Tabla 2. Condiciones de contorno
2.5. Condiciones iniciales
Según la geometría mostrada en la Figura 1, lascondiciones iniciales utilizadas fueron:
α: Se dispuso el agua a una profundidad
constante H w a lo largo de todo el canal, siendo
el resto aire. Pasa esto se asignó α = 1 bajo H w y
α = 0 por sobre H w.
U : El valor del campo de velocidad depende
también del fluido. Por esto se le asignó un valor
a todo el volumen bajo la altura H w, cuyo valor
es homogéneo y paralelo a la longitud del canal,
esto corresponde a la velocidad inicial del agua.
Mientras que al campo por sobre la altura H w
tiene un valor (0 0 0), para así forzar al aire a
partir del reposo (y por lo tanto, reducir su efectosobre la superficie del agua).
p: A la presión se le asigna un valor 0 en todo el
volumen.
ν sgs: A la viscosidad cinemática se le asigna unvalor 0 en todo el volumen.
2.6. Discretización de las ecuaciones y solver
Las simulaciones 3D fueron realizadas con el softwarelibre OpenFoam 2.4.0 usando el solver interFoam. Este
software usa el método de volúmenes finitos para resolverlas ecuaciones de Navier-Stokes. Todos los cálculosfueron realizados sobre el cluster de la Universidad, HPC.El esquema numérico elegido es implícito en el tiempo(backward Euler Scheme), la discretización espacial fuerealizada utilizando integración Gausiana sobre elvolumen, usando un esquema de interpolación Leastsquares (para el gradiente), Gauss upwind (para la
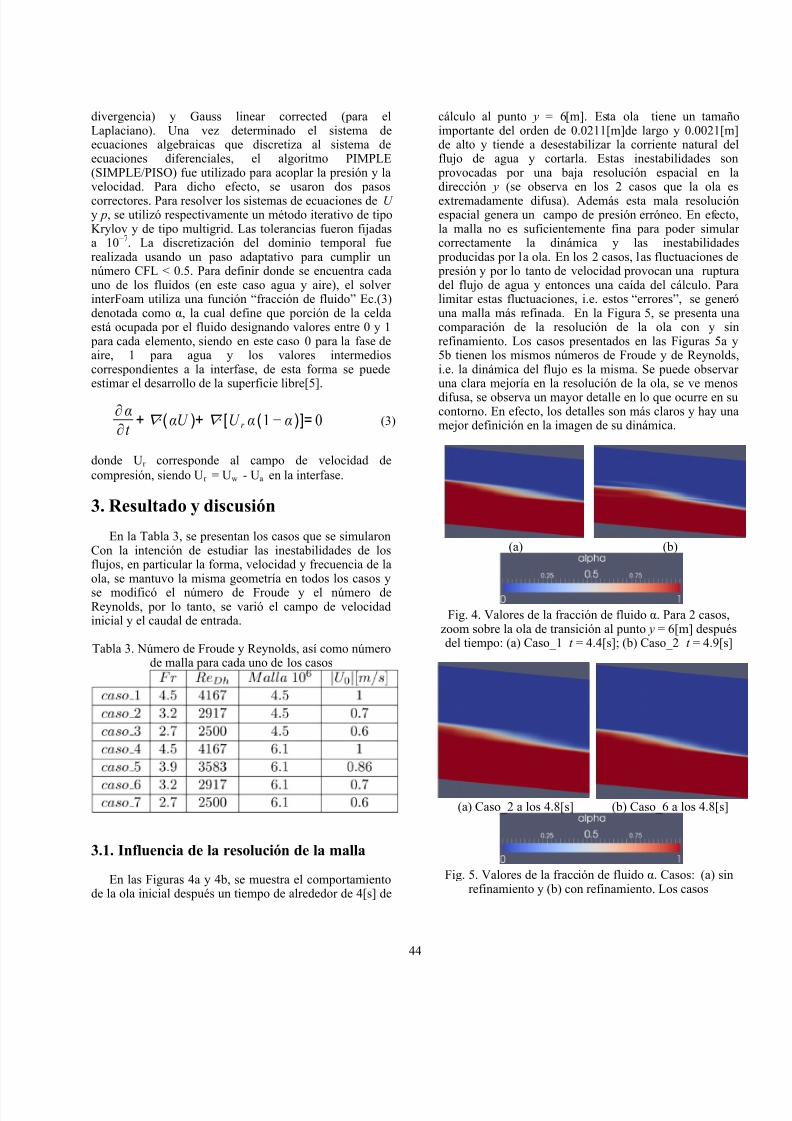
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 55/253
44
divergencia) y Gauss linear corrected (para elLaplaciano). Una vez determinado el sistema deecuaciones algebraicas que discretiza al sistema deecuaciones diferenciales, el algoritmo PIMPLE(SIMPLE/PISO) fue utilizado para acoplar la presión y lavelocidad. Para dicho efecto, se usaron dos pasos
correctores. Para resolver los sistemas de ecuaciones de U y p, se utilizó respectivamente un método iterativo de tipoKrylov y de tipo multigrid. Las tolerancias fueron fijadasa 10−7. La discretización del dominio temporal fuerealizada usando un paso adaptativo para cumplir unnúmero CFL < 0.5. Para definir donde se encuentra cadauno de los fluidos (en este caso agua y aire), el solverinterFoam utiliza una función “fracción de fluido” Ec.(3)denotada como α, la cual define que porción de la celdaestá ocupada por el fluido designando valores entre 0 y 1 para cada elemento, siendo en este caso 0 para la fase deaire, 1 para agua y los valores intermedioscorrespondientes a la interfase, de esta forma se puedeestimar el desarrollo de la superficie libre[5].
∂ α
∂t + ∇ ·(αU )+ ∇ · [U r α (1− α )]= 0
(3)
donde Ur corresponde al campo de velocidad de
compresión, siendo Ur = Uw - Ua en la interfase.
3. Resultado y discusión
En la Tabla 3, se presentan los casos que se simularonCon la intención de estudiar las inestabilidades de losflujos, en particular la forma, velocidad y frecuencia de laola, se mantuvo la misma geometría en todos los casos y
se modificó el número de Froude y el número deReynolds, por lo tanto, se varió el campo de velocidadinicial y el caudal de entrada.
Tabla 3. Número de Froude y Reynolds, así como númerode malla para cada uno de los casos
3.1. Influencia de la resolución de la malla
En las Figuras 4a y 4b, se muestra el comportamientode la ola inicial después un tiempo de alrededor de 4[s] de
cálculo al punto y = 6[m]. Esta ola tiene un tamañoimportante del orden de 0.0211[m]de largo y 0.0021[m]de alto y tiende a desestabilizar la corriente natural delflujo de agua y cortarla. Estas inestabilidades son provocadas por una baja resolución espacial en ladirección y (se observa en los 2 casos que la ola es
extremadamente difusa). Además esta mala resoluciónespacial genera un campo de presión erróneo. En efecto,la malla no es suficientemente fina para poder simularcorrectamente la dinámica y las inestabilidades producidas por la ola. En los 2 casos, las fluctuaciones de presión y por lo tanto de velocidad provocan una rupturadel flujo de agua y entonces una caída del cálculo. Paralimitar estas fluctuaciones, i.e. estos “errores”, se generóuna malla más refinada. En la Figura 5, se presenta unacomparación de la resolución de la ola con y sinrefinamiento. Los casos presentados en las Figuras 5a y5b tienen los mismos números de Froude y de Reynolds,i.e. la dinámica del flujo es la misma. Se puede observaruna clara mejoría en la resolución de la ola, se ve menosdifusa, se observa un mayor detalle en lo que ocurre en sucontorno. En efecto, los detalles son más claros y hay unamejor definición en la imagen de su dinámica.
(a) (b)
Fig. 4. Valores de la fracción de fluido α. Para 2 casos,zoom sobre la ola de transición al punto y = 6[m] despuésdel tiempo: (a) Caso_1 t = 4.4[s]; (b) Caso_2 t = 4.9[s]
(a) Caso_2 a los 4.8[s] (b) Caso_6 a los 4.8[s]
Fig. 5. Valores de la fracción de fluido α. Casos: (a) sinrefinamiento y (b) con refinamiento. Los casos
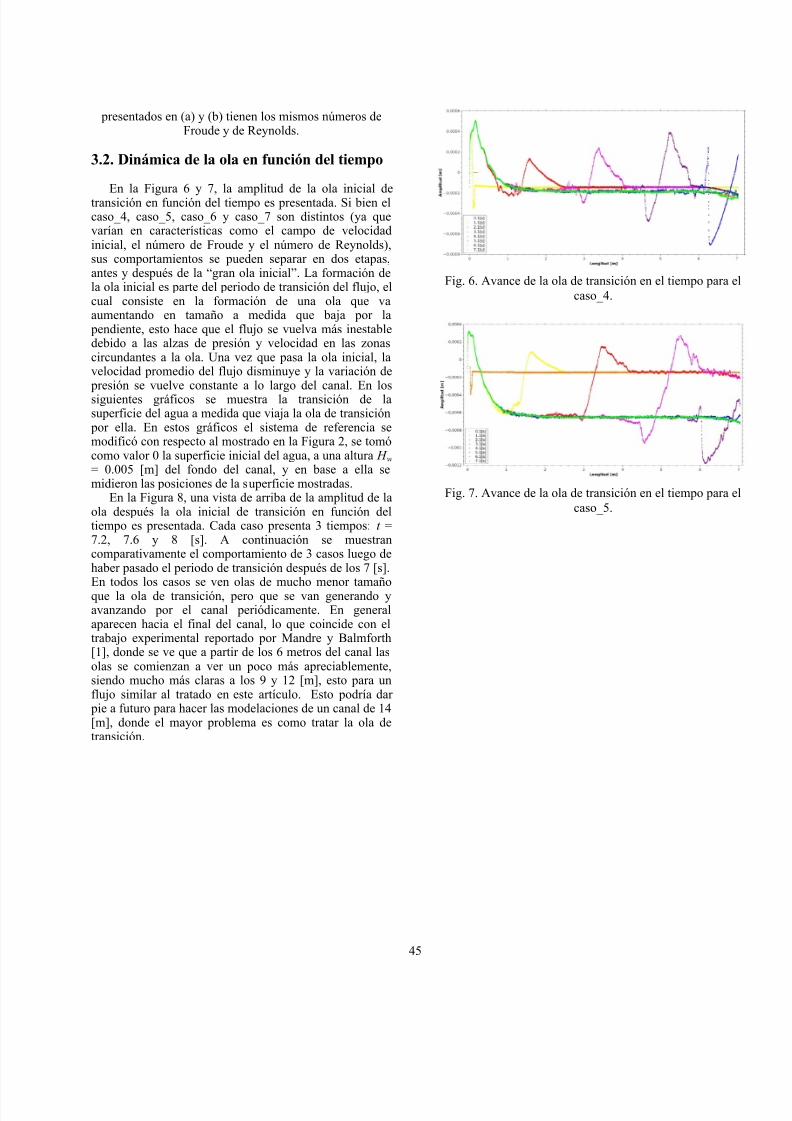
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 56/253
45
presentados en (a) y (b) tienen los mismos números deFroude y de Reynolds.
3.2. Dinámica de la ola en función del tiempo
En la Figura 6 y 7, la amplitud de la ola inicial detransición en función del tiempo es presentada. Si bien elcaso_4, caso_5, caso_6 y caso_7 son distintos (ya quevarían en características como el campo de velocidadinicial, el número de Froude y el número de Reynolds),sus comportamientos se pueden separar en dos etapas,antes y después de la “gran ola inicial”. La formación dela ola inicial es parte del periodo de transición del flujo, elcual consiste en la formación de una ola que vaaumentando en tamaño a medida que baja por la pendiente, esto hace que el flujo se vuelva más inestabledebido a las alzas de presión y velocidad en las zonascircundantes a la ola. Una vez que pasa la ola inicial, lavelocidad promedio del flujo disminuye y la variación de presión se vuelve constante a lo largo del canal. En lossiguientes gráficos se muestra la transición de lasuperficie del agua a medida que viaja la ola de transición por ella. En estos gráficos el sistema de referencia semodificó con respecto al mostrado en la Figura 2, se tomócomo valor 0 la superficie inicial del agua, a una altura H w = 0.005 [m] del fondo del canal, y en base a ella semidieron las posiciones de la superficie mostradas.
En la Figura 8, una vista de arriba de la amplitud de laola después la ola inicial de transición en función deltiempo es presentada. Cada caso presenta 3 tiempos: t =7.2, 7.6 y 8 [s]. A continuación se muestrancomparativamente el comportamiento de 3 casos luego dehaber pasado el periodo de transición después de los 7 [s].En todos los casos se ven olas de mucho menor tamañoque la ola de transición, pero que se van generando yavanzando por el canal periódicamente. En generalaparecen hacia el final del canal, lo que coincide con eltrabajo experimental reportado por Mandre y Balmforth[1], donde se ve que a partir de los 6 metros del canal lasolas se comienzan a ver un poco más apreciablemente,siendo mucho más claras a los 9 y 12 [m], esto para unflujo similar al tratado en este artículo. Esto podría dar pie a futuro para hacer las modelaciones de un canal de 14[m], donde el mayor problema es como tratar la ola detransición.
Fig. 6. Avance de la ola de transición en el tiempo para el
caso_4.
Fig. 7. Avance de la ola de transición en el tiempo para el
caso_5.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 57/253
46
(a) Caso_4 a
7.2, 7.6 y 8 [s]
(b) Caso_6 a
7.2, 7.6 y 8 [s]
(c) Caso_7 a
7.2, 7.6 y 8 [s]
Fig. 8. Para 3 casos, amplitud de la ola después la olainicial de transición en función del tiempo (vista de
arriba): (a) Caso 4 (b) Caso 6 (c) Caso 7.
4. Conclusiones
En este trabajo se demostró la posibilidad de realizarsimulación de flujo en capa delgada con el softwareOpenFoam. Una vez que pasa la ola de transición, se ve la
formación de roll waves, las cuales se generan a medida quetranscurre el tiempo y aumentan su amplitud a medida querecorren el canal, los cual coincide con lo observadoexperimentalmente, como se puede observar en la Figura 1.También se ha demostrado la sensibilidad de la malla. Estaafecta directamente los resultados obtenidos y es necesariodedicarle mucho tiempo y atención a su generación, parahacerla lo más adecuada y eficiente posible para el caso deestudio, ya que una malla que no sea lo suficientementerefinada en las zonas donde se producen las inestabilidadesgenerará errores de cálculo y de predicción del fenómeno, yaque los campos de velocidad y presión son muy sensibles alrefinamiento de la malla. Aún es necesario estudiar en másdetalle el fenómeno, en particular la dinámica de las ondas
después del periodo de transición, esto es: su frecuencia,amplitud.
Agradecimientos
M. I. Bustos agradece a CONICYT por financiar susestudios de postgrado y a la Universidad Técnica FedericoSanta María por financiar esta investigación a través delPrograma de Incentivos a la Iniciación Científica. CONICYT-PCHA/MagísterNacional/2014-22141637.
Referencias
[1] N.J. Balmforth, S. Mandre, Dynamics of Roll Waves,
Journal of Fluid Mechanics 514 (2004) 1-33.[2] S. Selvaraj, E.G. Tulapurkara, V. Vasanta Ram,
Stability Characteristics of Wavy Walled ChannelFlows, Physics of Fluids 11 (1999) 579-589.
[3] S.B. Pope, Turbulent Flows, First Edition, CambridgeUniversity Press., 2000.
[4] F. Porté-agel, A scale-dependent dynamic model forlarge-eddy simulation: application to a neutralatmospheric boundary layer, Journal Fluid Mechanics,415 (2000) 261-284.
[5] P.M. Borges Lopes, Free-surface Flow Interface andAir-entrainment Modelling Using OpenFOAM, Ph.D.thesis, Universidade de Coimbra, Coimbra, 2013.
[6] H. Hemida, OpenFOAM Tutorial: Free SurfaceTutorial Using interFOAM and rasInterFoam,
Chalmers University of Technology, Göteborg, 2008.
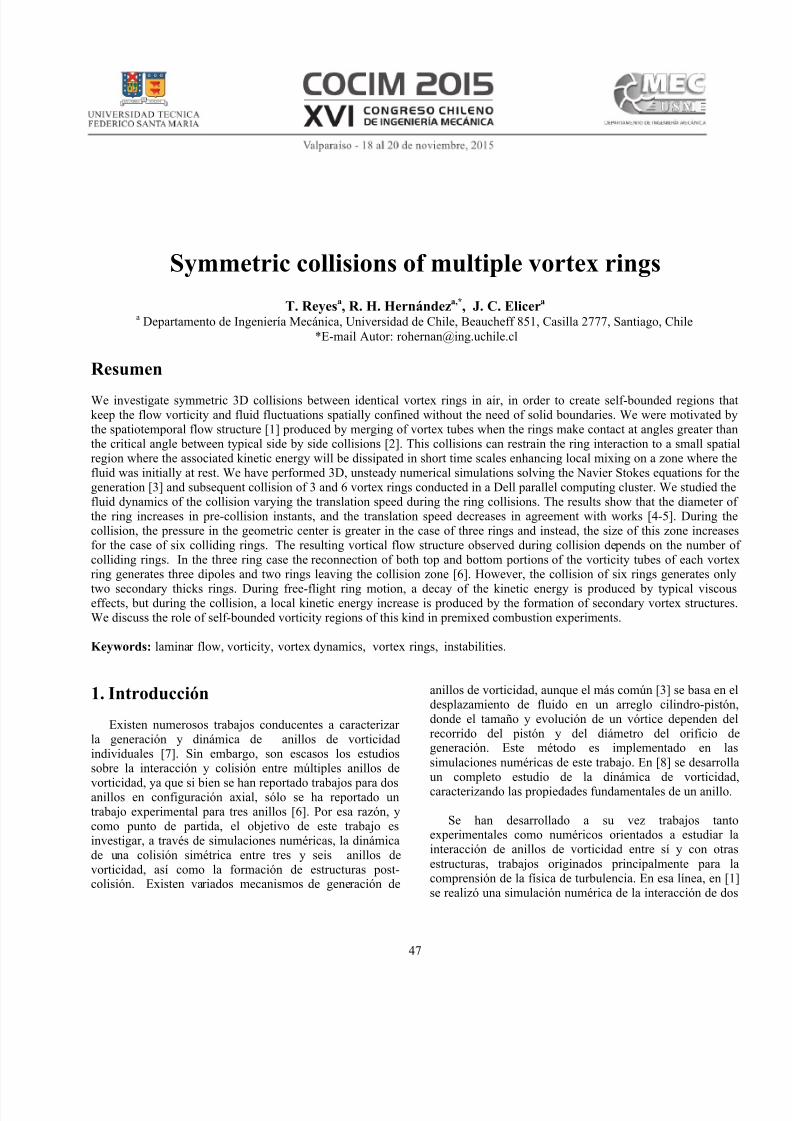
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 58/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
47
Symmetric collisions of multiple vortex rings
T. Reyesa, R. H. Hernándeza,*, J. C. Elicera a Departamento de Ingeniería Mecánica, Universidad de Chile, Beaucheff 851, Casilla 2777, Santiago, Chile
*E-mail Autor: [email protected]
Resumen
We investigate symmetric 3D collisions between identical vortex rings in air, in order to create self-bounded regions thatkeep the flow vorticity and fluid fluctuations spatially confined without the need of solid boundaries. We were motivated bythe spatiotemporal flow structure [1] produced by merging of vortex tubes when the rings make contact at angles greater thanthe critical angle between typical side by side collisions [2]. This collisions can restrain the ring interaction to a small spatialregion where the associated kinetic energy will be dissipated in short time scales enhancing local mixing on a zone where thefluid was initially at rest. We have performed 3D, unsteady numerical simulations solving the Navier Stokes equations for thegeneration [3] and subsequent collision of 3 and 6 vortex rings conducted in a Dell parallel computing cluster. We studied thefluid dynamics of the collision varying the translation speed during the ring collisions. The results show that the diameter ofthe ring increases in pre-collision instants, and the translation speed decreases in agreement with works [4-5]. During thecollision, the pressure in the geometric center is greater in the case of three rings and instead, the size of this zone increasesfor the case of six colliding rings. The resulting vortical flow structure observed during collision depends on the number ofcolliding rings. In the three ring case the reconnection of both top and bottom portions of the vorticity tubes of each vortexring generates three dipoles and two rings leaving the collision zone [6]. However, the collision of six rings generates only
two secondary thicks rings. During free-flight ring motion, a decay of the kinetic energy is produced by typical viscouseffects, but during the collision, a local kinetic energy increase is produced by the formation of secondary vortex structures.We discuss the role of self-bounded vorticity regions of this kind in premixed combustion experiments.
Keywords: laminar flow, vorticity, vortex dynamics, vortex rings, instabilities.
1. Introducción
Existen numerosos trabajos conducentes a caracterizarla generación y dinámica de anillos de vorticidadindividuales [7]. Sin embargo, son escasos los estudiossobre la interacción y colisión entre múltiples anillos de
vorticidad, ya que si bien se han reportado trabajos para dosanillos en configuración axial, sólo se ha reportado untrabajo experimental para tres anillos [6]. Por esa razón, ycomo punto de partida, el objetivo de este trabajo esinvestigar, a través de simulaciones numéricas, la dinámicade una colisión simétrica entre tres y seis anillos devorticidad, así como la formación de estructuras post-colisión. Existen variados mecanismos de generación de
anillos de vorticidad, aunque el más común [3] se basa en eldesplazamiento de fluido en un arreglo cilindro-pistón,donde el tamaño y evolución de un vórtice dependen delrecorrido del pistón y del diámetro del orificio degeneración. Este método es implementado en las
simulaciones numéricas de este trabajo. En [8] se desarrollaun completo estudio de la dinámica de vorticidad,caracterizando las propiedades fundamentales de un anillo.
Se han desarrollado a su vez trabajos tantoexperimentales como numéricos orientados a estudiar lainteracción de anillos de vorticidad entre sí y con otras
estructuras, trabajos originados principalmente para lacomprensión de la física de turbulencia. En esa línea, en [1]se realizó una simulación numérica de la interacción de dos

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 59/253
48
anillos de vorticidad colisionando bajo distintascondiciones iniciales, donde la reconexión de los tubos devorticidad está asociada con una gran disipación de energíacinética, que además afecta otras propiedades del flujo. En[4-6], se implementó un método experimental para estudiarla colisión de dos anillos de vorticidad, observándosefuertes cambios de la energía cinética del sistema durante lacolisión, producto de la disipación viscosa asociada a losgradientes de velocidad cerca de los anillos. En [9] se
realiza la simulación numérica del impacto 3D de dosanillos de vorticidad, donde se observa un impacto axialcon resultados similares a los obtenidos en [4]. En esamisma dirección, este trabajo aborda el problema de lacolisión simétrica, entre tres y seis anillos de vorticidadidénticos, mediante simulación numérica laminar,transiente, y sin transferencia de calor cuyo fluido detrabajo es aire.
2. Descripción del trabajo realizado
2.1 Formulación
El dominio que se estableció para estudiar el fenómenocorresponde a una cámara hexagonal (con un fluido deviscosidad cinemática ) en la que es posible replicar lascondiciones de generación de experimentos recientes [4-6]y asegurar la simetría en la colisión de anillos devorticidad. En estas estructuras compactas la vorticidad
está distribuída en el corazón del anillo(toroidal), cuya dinámica está gobernada por la ecuación 1.
( ) (1)
Debido al impulso físico que lo genera, un anillo devorticidad posee velocidad autoinducida, , que le permitedesplazarse en línea recta dentro de un medio fluido. En laFigura 1 se puede observar una vista tri y bidimensional deun anillo de vorticidad, cuyos parámetros característicosson: D, diámetro característico, , diámetro del núcleocaracterístico que concentra la región de vorticidad,circulación calculada de acuerdo a la Ecuación 3 sobre elcontorno ABCD de la figura 1 y la energía cinética(Ecuación 2).
∫| | (2)
∮
(3)
Fig. 1: Esquema de un anillo de vorticidad con sus dimensiones.
La geometría en la que se generan los anillos posee pequeñas cavidades en sus lados Figura 2. En las carasexteriores de estas cavidades se impone una señal deforzamiento externo V(t) que controla el desplazamientodel volumen de aire contenido, simulando un mecanismo pistón. De esta forma se desplaza el aire contenido hacia el
centro de la cámara a través del orificio del generador .Los gradientes de velocidad producidos causan eldesprendimiento de la capa límite, iniciando el proceso deformación del anillo. Las dimensiones de la cámara degeneración, se definen de forma tal que las condiciones de borde no afecten el desarrollo del anillo, de manera que la
relación entre el ancho del dominio () y el diámetro del
generador () sea del orden de como sesugiere en [6].
Figura 2: Esquema de la cámara de generación. Los anillos son creadosen los generadores ubicados en las caras G1, a G6 cuyo orificio desalida tiene diámetro
.
Las ecuaciones del modelo se resuelven utilizando elcódigo CFD FLUENT del paquete ANSYS 12.0. El solverutilizado en los cálculos es uno basado en la presión, y seestablece una formulación implícita de las ecuaciones que permiten modelar el fenómeno en un régimen laminar,transiente y sin transferencia de calor (fluido a temperaturay condiciones ambientales). Se utiliza el esquema

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 60/253
49
SIMPLEC para la corrección del campo de velocidades yel criterio de convergencia es tal que el residuo máximo es
inferior a para las ecuaciones de momentum ycontinuidad. En la discretización temporal de primer orden,
el paso de tiempo elegido es . El número deiteraciones por paso de tiempo es variable pues está sujeto
al criterio de convergencia. La elección del paso de tiempoasegura una buena resolución temporal de forma de percibirlos gradientes de velocidad a la salida del generador durantelos instantes en que se está formando un anillo devorticidad. Cada simulación numérica se extiende por 2 [s]de tiempo real que equivalen a 2 días de cálculo en uncluster Dell de 24 procesadores. Una descripción detallada
de las ecuaciones gobernantes y otros aspectos de lasimulación pueden encontrarse en la documentación delcódigo [10]. Para optimizar la relación entre la precisión delos resultados y la carga computacional se realizó una prueba de malla. Con la ayuda del software GAMBIT, se
construyen tres mallas discretas 3D de la cámara de
generación, variando la estructura que se utiliza como guía para el mallado del volumen completo así como el númerode elementos de tipo tetraédrico. Las prestaciones de mallase evalúan mediante el procedimiento de estimación delerror en la discretización, recomendado en [11]. Del análisisde malla se concluye que para optimizar la carga computacional
y asegurar una adecuada precisión en los resultados, se utiliza lamalla de mediana, ya que por un lado presenta un error más bajoen la estimación de las variables y la carga computacionalasociada es aproximadamente 40 % más baja que la necesaria enel caso de la malla.
3. Descripción de los resultados de lainvestigación
3.1. Resultados para un anillo
En la Figura 3 se observa el desprendimiento de la capalímite durante el proceso de formación del anillo. Lavorticidad durante el proceso de desprendimiento de la capalímite es acumulada en las paredes del orificio delgenerador, se desprende de éste y pasa a formar parte delnúcleo del anillo de vorticidad recién creado.Posteriormente, el diámetro característico del anillo varíalinealmente en el tiempo.
Se evalúa la circulación del anillo integrando lavelocidad a lo largo del circuito cerrado ABCD de la Figura1. En la Figura 4 los resultados muestran un rápidoaumento de la circulación producto de la creación devorticidad en las paredes del generador durante eldesplazamiento del fluido por la cavidad externa delhexágono a través del orificio del generador. Se observatambién el fenómeno denominado pinch-off, momento en
que el anillo alcanza el máximo de velocidad autoinducida
y su circulación deja de aumentar.
Figura 4: Circulación en función del tiempo adimensional
, durante el proceso de formación del anillo.
3.2. Resultados de la colisión de tres y seisanillos de vorticidad
La Figura 5 muestra la progresión temporal de la colisiónentre tres anillos de vorticidad idéndicos cuyo número deReynolds está definido por . Una vezterminado el proceso de formación, se desplazan en línearecta hacia el punto de colisión (0.05<t<0.4 [s]). Eldiámetro característico crece mientras que la velocidad deadvección, circulación y energía cinética disminuyen progresivamente. Para (0.6 <t< 1.2 [s]) los tubos lateralesde vorticidad de los anillos hacen contacto, y debido a que poseen vorticidad de signo opuesto, se acoplan generandodipolos de vorticidad que se mueven en sentido contrario alos anillos originales, produciendo una expansión de laestructura final de vorticidad. Luego de la reconexión de los
tubos laterales se observa la reconexión de los tubos devorticidad superiores de los anillos producto del contactoentre sí, dando lugar a dos anillos resultantes que saleneyectados en dirección perpendicular a la dirección de lacolisión. Estos anillos pueden ser caracterizados de lamisma forma que los anillos de vorticidad previo a lacolisión ya sea por sus parámetros geométricos comodiámetro característico y por sus parámetros cinemáticos
Figura 3: Secuencia temporal de isocontornos de vorticidad quemuestran el desprendimiento de la capa límite durante laformación de un anillo de vorticidad

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 61/253
50
como su velocidad de advección, que se muestran en lasFiguras 6 y 7 respectivamente.
Figura 5: [3R] Evolución de los isocontornos de vorticidad,equivalentes la 30% de la vorticidad maxima. Donde Re=440
para los anillos previo a la colisión de tres anillos.
Figura 6: [3R] Diametro del anillo resultante posterior a la
colisión de tres anillos de vorticidad
Figura 7: [3R] Velocidad autoinducida de los anillos resultantesen la colisión de tres anillos de vorticidad.
La progresión temporal de la colisión entre seis anillos de
vorticidad se presenta en la Figura 8, donde tal como en el
caso de tres anillos, una vez terminado el proceso de
formación, los anillos se desplazan en línea recta hacia el
punto de colisión (0.05<t<0.4 [s]) donde se observa un
aumento del diámetro característico y la velocidad deadvección, en tanto la circulación y energía cinética
disminuyen progresivamente. Para (0.6<t<1.2 [s]) los tubos
laterales de vorticidad de los anillos hacen contacto
reconectándose levemente sin embargo no se observa la
generación de dipolos de vorticidad. De forma similar al
caso de tres anillos colisionando se observa la reconexión
de los tubos de vorticidad superiores de los anillos producto
del contacto entre sí, dando lugar a dos anillos que salen
eyectados en dirección perpendicular a la dirección de la
colisión.
Figura 8: [6R] Evolución de los isocontornos de vorticidad,equivalentes la 30% de la vorticidad máxima. Donde Re=440
para los anillos previo a la colisión de seis anillos.
En las figuras 9 y 10 se presenta la evolución del diámetro
característico y de la velocidad autoinducida de los anillos
creados posterior a la colisión de seis anillos de vorticidad.
Al comparar la magnitud de los valores reportados para la
colisión de tres anillos se observa que el anillo creado en la
colisión de seis es mas grande debido los seis anillos se
encuentran entre sí cuando han recorrido una menor
distancia desde el generador. Se observa también que la
velocidad con que salen eyectados los anillos en la colisión
de tres es mayor que en el caso de los anillos creados por la
colisión de seis anillos de vorticidad, y posterior a esto los
cambios en la velocidad en los anillos creados en la
colisión de tres son mayores que los reportados para los
anillos formados en la colisión de seis anillos.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 62/253
51
Figura 9: [6R] Diámetro del anillo resultante posterior a lacolisión de seis anillos de vorticidad
Figura 10: [6R] Velocidad autoinducida del anillo resultante posterior a la colisión de seis anillos de vorticidad
Un análisis del campo de velocidad en todo el volumen decontrol para tres instantes del proceso, entregó la evoluciónde la energía cinética cuando los anillos se desplazanen vuelo libre hacia el centro de colisión (Precolisión),cuando se produce el contacto entre los anillos (Colisión) ycuando las estructuras generadas en la colisión se alejan delcentro evolucionando en vuelo libre (Post-colisión) talcomo se muestra en las Figuras 11 y 12 para el caso de tresy seis anillos respectivamente. En la tabla 1 se resumen losvalores obtenidos, allí es posible observar que, en principio, la energía cinética para la configuración de tresanillos de vorticidad corresponde a la mitad de la energía para seis anillos, sin embargo a medida que avanza el proceso esta relación se va haciendo mas pequeña debido a
que los procesos de reconexión que se producen en cadacaso son distintos y por lo tanto representan distintasmagnitudes de disipación siendo mas marcada la disipaciónasociada a la formación de dipolos de vorticidad en laconfiguración de tres anillos. Posterior a la colisión ladisipación viscosa producida por el desplazamiento envuelo libre de los anillos es una de las razones por las quese presentan diferencias ya que en el caso de seis anillos de
vorticidad se observa una superficie mayor del anillo encontacto con sus vecinos (mayor proximidad), por tanto sonmayores las zonas donde se produce disipación de energíacinética por fricción viscosa durante el movimiento naturalde los anillos. Los ángulos de contacto son mayores en elcaso de 6 anillos impidiendo así la eyección dipolar [2].
Figura 11: [3R]Isosuperficies de vorticidad al 30 % del máximo,
para el cáalculo de la energía cinética, en la configuración de tresanillos: (a) Antes de la colisión, (b) En colisión y (c) Después dela colisión.
Figura 12: [6R]Isosuperficies de vorticidad al 30 % del máximo,
para el cáalculo de la energía cinética, en la configuración de tresanillos: (a) Antes de la colisión, (b) En colisión y (c) Después dela colisión.
Tabla 1: Resultados para el cálculo de la energía cinética (J)
Tipo Pre. Col Colisión Post. Col
3 anillos 3.31e-06 1.19e-06 4.12e-07
6 anillos 6.51e-06 2.66e-06 1.68e-06
4. Conclusiones
Se realizó la simulación numérica 3D, transiente y laminar, dela interacción y colisión simultánea entre tres y seis anillos de
vorticidad. Una vez que los anillos se han generado sedesplazan en una trayectoria estable hacia el punto de colisión.El proceso de colisión comienza con una fuerte interacciónentre los tubos laterales de vorticidad de los anillos cercanos,creando una estructura de vorticidad compleja durante el proceso. Previo a la colisión, la velocidad de advección y lacirculación de los anillos disminuye progresivamente, mientrasque el diámetro aumenta. Posterior a la colisión, es posible

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 63/253
52
observar la formación de nuevas estructuras en forma dedipolos de vorticidad, pero también, producto delacoplamiento de los tubos de vorticidad, se observa lageneración de dos anillos que se mueven en dirección opuestay perpendicular al plano de colisión con baja velocidadautoinducida.
La evolución de la energía cinética cuando los anillos sedesplazan en vuelo libre es concordante con los revisado en la bibliografía y en la colisión se observan alzas de energía provocadas por la eyección de las estructuras de flujosecundarias.
Agradecimientos
Trabajo financiado por CONICYT PFCHA/ Beca Nacional de Magister Convocatoria 2013 22131639.
Referencias[1] P. Chatelain D. Kivotides and A. Leonard,
Reconnection of colliding vortex rings, Phys. Rev.Lett. 90, 054501, (2003).
[2]
T. Fohl and J. S. Turner, Colliding vortex rings,Phys. Fluids 18, 433-436, (1975).
[3] M. Gharib, E. Rambod and K. Shariff, J. FluidMech., 360, 121-140, (1998)
[4] G. Arévalo, R. H. Hernández, C. Nicot and F.Plaza, ortex ring head-on collision with a heated
vertical plate, Phys. Fluids 19, 083603, (2007).[5]
R. J. Donnelly, Dynamics of vortex rings inviscous fluids, Theor. Comput. Fluid Dyn. 24,433-435, (2010).
[6]
R. H. Hernández and E. Monsalve, Experimentalobservation of the collision of three vortex rings,Fluid Dyn. Res., 47, 035513 (2015).
[7] R. H. Hernández, B. Cibert and C. Bechét,Europhysics Letters, 75, pp. 743-749 (2006).
[8]
P.G. Saffman, Vortex Dynamics. CambridgeUniversity Press,(1992).
[9]
J. Astudillo, Memoria de Título, IngenieríaMecánica, Universidad de Chile. (2008)
[10]
ANSYS Inc. ANSYS FLUENT 12 Theory Guide,
2009.[11]
Fluids Engineering Division of ASME, Procedurefor estimation and reporting of uncertainty due todiscretization in CFD applications, Vol. 130, No.7. (July 2008),
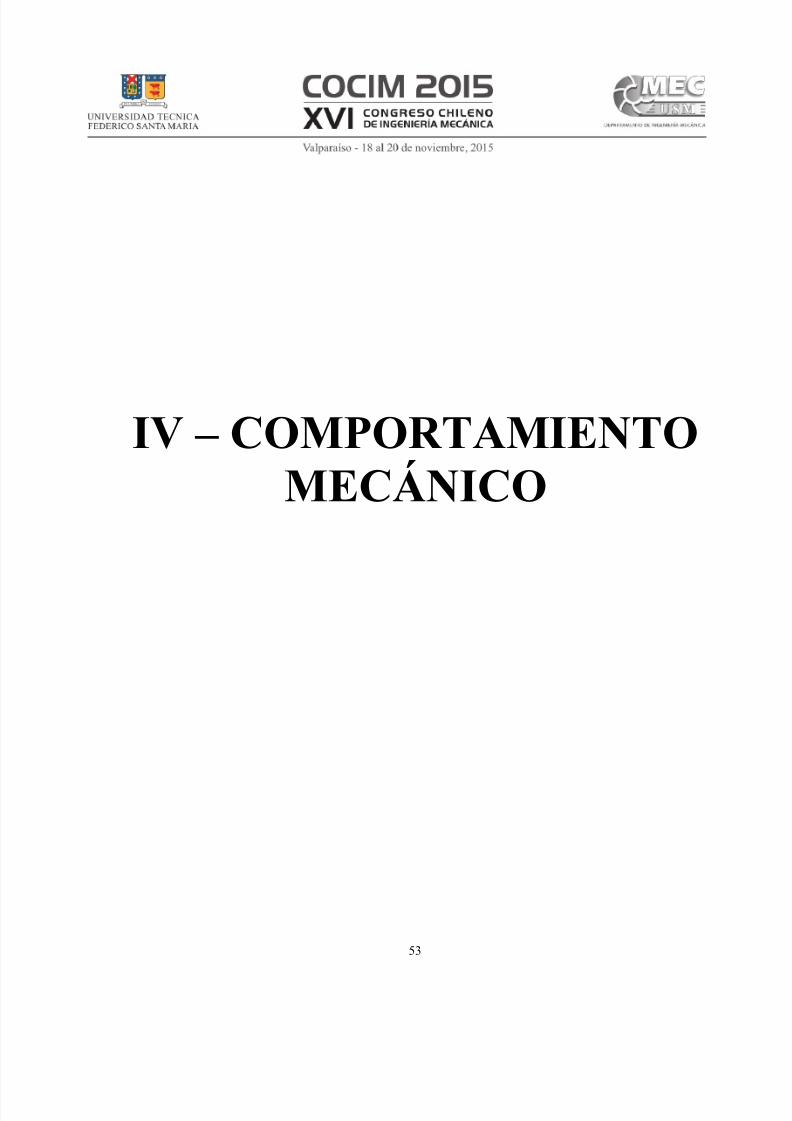
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 64/253
53
IV – COMPORTAMIENTOMECÁNICO

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 65/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
54
Estudio del efecto potencial de la viscoelasticidad en el
flujo de relaves
M. Leteliera,*
, A. Gonzálezb, N. Diaz
c, E. Báez
d
a,b,c,d Departamento de Ingeniería Mecánica, Universidad de Santiago de Chile, Alameda 3363
Santiago, Chile.
E-mail Autor: [email protected]
Resumen
El objetivo principal de este trabajo es estudiar el potencial efecto de la viscoelasticidad en el flujo de materiales industriales,
tales como relaves, hormigón y otros que son de naturaleza plástica. Para este fin los materiales se modelan constitutivamentecomo una combinación del modelo plástico de Bingham y el modelo viscoelástico de Phan-Thien-Tanner en su formageneral. A través de esta modelación se obtienen las ecuaciones de movimiento para la velocidad axial del flujo con propiedades plásticas y viscoelásticas simultáneas, en ductos no circulares, para fines de generalizar el estudio. Se obtienensoluciones analíticas para el campo de velocidades utilizando el método de perturbaciones regulares en torno al número deWeissenberg. Se presentan resultados para el caso particular en que el parámetro material ξ es nulo, lo que reduce el modelo
de Phan-Thien-Tanner a su forma simplificada. Se computan el campo de velocidades y el caudal volumétrico en que sedestaca el efecto positivo de la viscoelasticidad. En este trabajo se utilizan resultados desarrollados anteriormente por losautores.
Keywords: Elasticidad, Bingham, Relaves, Ductos
1. Introducción
Los flujos de materiales que exhiben esfuerzo de
fluencia, es decir, fluidos plásticos, en tuberías de
secciones generales desarrollan configuraciones complejas
que incluyen zonas sólidas en el centro de los ductos y en
las esquinas, cuando estas existen. Debido a lo anterior,
estos flujos generan una resistencia importante que requiere
de consumo de energía, el cual solo puede ser determinado
una vez que se calcule el caudal y se lo relacione con el
correspondiente gradiente de presión. En particular debe
mencionarse que existe peligro de bloqueo del flujo cuandoel esfuerzo de fluencia del fluido alcanza o excede un valor
crítico para un gradiente de presión dado. Los relaves, junto
con otros materiales industriales tales como el hormigón,
barro y pinturas, se comportan como fluidos plásticos que,
en muchos casos, tienen un gran esfuerzo de fluencia y, por
lo tanto, demanda un gasto significativo de energía para su
transporte. En este trabajo se explora el efecto de la
superposición de la viscoelasticidad en flujos de este tipo
de materiales, considerado un fluido elasto-viscoplástico.
Para ello se utilizan el modelo viscoelástico de Phan-Thien
Tanner (PTT) en su forma general y el modelo plástico de
Bingham, para luego hacer una combinación lineal entre
ambos. A partir del modelo general de Phan-Thien Tanner,
los análisis y resultados se restringen a la versión
simplificada de este modelo (SPTT). El efecto de la
viscoelasticidad se analiza en relación a la disminución de
la resistencia y del consiguiente gasto de energía [3].
Existen estudios donde se observa que la elasticidad afecta
la fluencia en las regiones predominantes del flujo [4], locual implica que el patrón de flujo cambia con respecto al
caso puramente plástico. Este efecto debería alterar
significativamente las características de la zona de fluencia
y de las zonas no deformadas, y debe ser considerado en la
solución de los flujos en geometrías complejas [5,6]. Lo
anterior ha motivado el presente trabajo con el objetivo de
analizar el comportamiento de materiales plásticos, como

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 66/253
55
los relaves, cuando a estos se agregue artificialmente algún
componente visco-elástico que potencialmente pueda
disminuir la resistencia del flujo.
2. Modelo elasto-viscoplástico y análisis
Para describir un fluido elasto-viscoplástico se formula
una superposición de los modelos de Bingham y SPTT. Las
ecuaciones constitutivas para el modelo de Bingham para
flujos en dos dimensiones y las ecuaciones de momento en
variables adimensionales son [2,3]:
Aquí son coordenadas cilindricas, es la
velocidad axial, y son los esfuerzos de corte
orientados en la dirección axial, N es la tensión de fluencia,
y P es la presión piezométrica. Los factores de escala son
para r , para la velocidad, ⁄ para , en cual es la
viscosidad del fluido, y ⁄ para el gradiente de
presión. La expresión adimensional del esfuerzo de fluencia
es, en términos de la tensión de fluencia ,
Por otra parte, el modelo SPPT de viscoelasticidad del
flujo en variables adimensionales es
(5) 6)
En este modelo representa el numero de Weissenberg, es un parametro del material viscoelastico, es el tensor
de deformaciones, es el tensor de esfuerzo, V es la
velocidad y . Para el modelo elasto-viscoplástico
buscado se sintetiza una combinación de los dos modelos
anteriores. Las ecuaciones constitutivas y de momento paradescribir el fluido elasto-viscoplástico son las ecuaciones.
(2), (3), (4) y (6), donde la Ec. (1) se sustituye por (7)
Para , la Ec. (7) se reduce a la Ec. (1) y, del mismo
modo, para la Ec. (5) se recupera.
Los autores no conocen soluciones analíticas del anterior
modelo matemático en flujos en ductos no circulares. Para
el caso del flujo puramente plástico algunos autores han
determinado el campo de velocidades, así como las zonas
no deformadas en ductos no circulares a través de métodos
numéricos [7,8, 9,10]. Para el propósito de describir lasección transversal del tubo se define un factor de forma G
[1]
donde es un parametro de perturbación (menor que uno),
que determina una deformación del contorno base
circunferencial, y el parámetro debe ser un número
entero. Las combinaciones de y producen un amplio
espectro de formas de contorno para . El valor
máximo posible de depende del parámetro según la
relación
, obtenida con la condición de
que el contorno de la figura sea cerrado. Este factor de
forma puede ser más general mediante la adición de más
términos de perturbación, lo que permite generar una
amplia gama de contornos. Sin embargo, la Ec. (8) es
adecuada para el modelado general de secciones
transversales simétricas y es suficiente para el propósito de
este trabajo.
2.1. Campo de velocidades para flujoviscoplástico
De acuerdo a lo anterior, la velocidad se puede expresar
como
en la cual las funciones son incógnitas que se determinan
sustituyendo la Ec. (9) en la Ec. (3). La estructura de la
Ec. (9) incorpora la condición de contorno antideslizante.
Las funciones y asumen la forma [2]
(10)
(11)
Para y , las secciones transversales resultantes
son triangular equilátera y aproximadamente cuadrada,
respectivamente. La función se puede determinar para
cada valor de , de donde
(12)

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 67/253
56
(13)
2.2. Campo de velocidades para flujo elasto-
viscoplástico
Con el fin de obtener el campo de velocidades para el flujo
elasto-viscoplástico, la ecuación de momento (3) es resuelta
en diferentes órdenes de y escribiendo los componentes
de los tensores de esfuerzo cortante y la presión en
terminos de una expansión asintótica en el número de
Weissenberg, como sigue
donde . Del mismo modo, la Ec. (9) es
usada para introducir la dependencia de
y
en las
velocidades a través de las relaciones constitutivas. En elsiguiente paso se da un valor de -4, mientras que .
Solución de Como () a partir de la Ec. (6) se deduce que hasta . La inversa de la invariante de la
ecuación (2) se expande hasta este orden como
⟨⟩
⟨⟩⟨⟩
Usando las ecuaciones (9-12), la ecuación (15) para el caso toma la siguiente forma
⟨⟩
Adicionalmente, los componentes del tensor para el fluido
puramente plástico son [3],
⟨⟩
⟨⟩
En tanto que los componentes del tensor para el flujo
elasto-viscoplástico en orden son
⟨⟩
⟨⟩ ⟨⟩ ⟨⟩ ⟨⟩
⟨⟩ ⟨⟩ ⟨⟩
La ecuación de momento (3) en orden es
⟨⟩ ⟨⟩ ⟨⟩
Substituyendo las expresiones anteriores en la ecuación
(20), la siguiente ecuación para el campo de velocidades se
obtienen para orden
La Ec. (21) tiene la solución , es decir, no hay
contribución al campo de velocidad del flujo lineal elasto-
viscoplástico para orden .
Solución de Para el análisis se encuentra que en orden , para ,
e se expande hasta el orden como
(
⟨⟩
Los componentes del tensor de esfuerzo en este orden en
términos del campo de velocidad son
⟨⟩ ⟨⟩
⟨⟩ ⟨⟩
⟨⟩ ⟨⟩ ⟨⟩ ⟨⟩

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 68/253
57
Sustituyendo en la ecuación de momento Ec. (3), la
siguiente ecuación no homogénea se obtiene en orden
⟨⟩
⟨⟩
⟨⟩
[ ]
Se consideró una solución del tipo
⟨⟩ ⟨⟩
la cual, en términos del factor de forma dado en la
ecuación (8), se escribe como
⟨⟩ (27)
Para el caso de la sección transversal triangular ( ) las
funciones
y
están dadas por
y
Del mismo modo, las expresiones obtenidas para y
para la seccion cuadrada ( ) son
y { }
En cada caso las funciones
y
vienen dadas por
las ecuaciones (12) y (13), respectivamente. Para lassoluciones previas tanto como fueron fijadas
requiriendo que las funciones sean continuas en .
3. Resultados
Las isovelocidades para diferentes combinaciones de las
propiedades viscoplástica y viscoelástica del fluido se
muestran a continuación para secciones triangulares
( ) y cuadradas ( ). Los
valores de fueron escogidos tal de obtener el ducto de
sección triangular equilátera perfecta y cuadrado con lados
rectos (y esquinas redondeadas). Las zonas grises
representan la zona tapón. En las figuras 1-2 el limiteelástico adimensional toma el valor constante .
Figura 1: Isovelocidades para . Valores de velocidad: 0, .0112, .225, .33, .562, desde el
borde hasta el centro.
Figura 2: Isovelocidades para . Valores de Velocidad: 0, .0132, .26, .39, .661, desde el
borde hasta el centro.
Las figuras 3-4 corresponden al valor constante .
Figura 3: Isovelocidades para . Valores de velocidad: 0, .05, .15, .199, .249, desde el
borde hasta el centro.
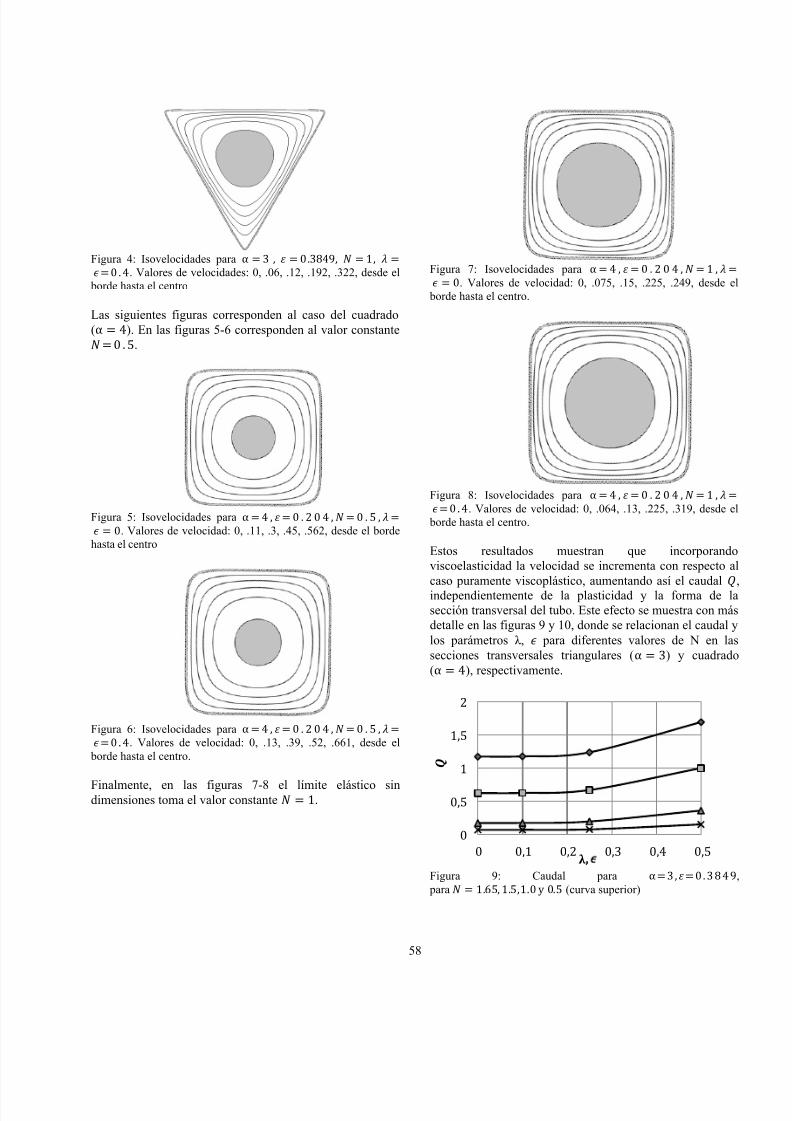
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 69/253
58
Figura 4: Isovelocidades para . Valores de velocidades: 0, .06, .12, .192, .322, desde el
borde hasta el centro
Las siguientes figuras corresponden al caso del cuadrado
( ). En las figuras 5-6 corresponden al valor constante .
Figura 5: Isovelocidades para . Valores de velocidad: 0, .11, .3, .45, .562, desde el borde
hasta el centro
Figura 6: Isovelocidades para . Valores de velocidad: 0, .13, .39, .52, .661, desde el
borde hasta el centro.
Finalmente, en las figuras 7-8 el límite elástico sindimensiones toma el valor constante .
Figura 7: Isovelocidades para . Valores de velocidad: 0, .075, .15, .225, .249, desde el
borde hasta el centro.
Figura 8: Isovelocidades para . Valores de velocidad: 0, .064, .13, .225, .319, desde el
borde hasta el centro.
Estos resultados muestran que incorporando
viscoelasticidad la velocidad se incrementa con respecto al
caso puramente viscoplástico, aumentando así el caudal
,
independientemente de la plasticidad y la forma de la
sección transversal del tubo. Este efecto se muestra con más
detalle en las figuras 9 y 10, donde se relacionan el caudal y
los parámetros λ , para diferentes valores de N en las
secciones transversales triangulares ( ) y cuadrado
( ), respectivamente.
Figura 9: Caudal para ,
para (curva superior)
0
0,5
1
1,5
2
0 0,1 0,2 0,3 0,4 0,5
Q
λ ,
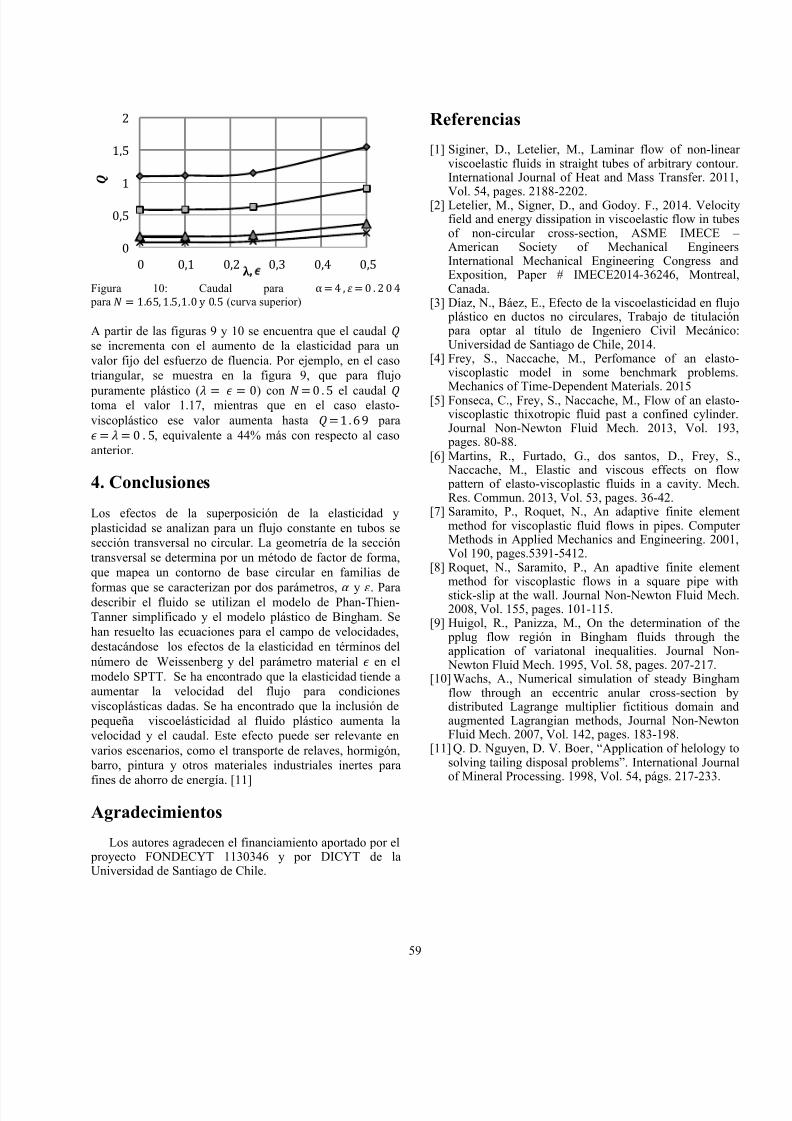
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 70/253
59
Figura 10: Caudal para
para (curva superior)
A partir de las figuras 9 y 10 se encuentra que el caudal
se incrementa con el aumento de la elasticidad para un
valor fijo del esfuerzo de fluencia. Por ejemplo, en el caso
triangular, se muestra en la figura 9, que para flujo
puramente plástico ( ) con el caudal toma el valor 1.17, mientras que en el caso elasto-
viscoplástico ese valor aumenta hasta para , equivalente a 44% más con respecto al caso
anterior.
4. Conclusiones
Los efectos de la superposición de la elasticidad y
plasticidad se analizan para un flujo constante en tubos se
sección transversal no circular. La geometría de la sección
transversal se determina por un método de factor de forma,
que mapea un contorno de base circular en familias de
formas que se caracterizan por dos parámetros, y . Paradescribir el fluido se utilizan el modelo de Phan-Thien-
Tanner simplificado y el modelo plástico de Bingham. Se
han resuelto las ecuaciones para el campo de velocidades,
destacándose los efectos de la elasticidad en términos del
número de Weissenberg y del parámetro material en el
modelo SPTT. Se ha encontrado que la elasticidad tiende a
aumentar la velocidad del flujo para condiciones
viscoplásticas dadas. Se ha encontrado que la inclusión de
pequeña viscoelásticidad al fluido plástico aumenta la
velocidad y el caudal. Este efecto puede ser relevante en
varios escenarios, como el transporte de relaves, hormigón,
barro, pintura y otros materiales industriales inertes para
fines de ahorro de energía. [11]
Agradecimientos
Los autores agradecen el financiamiento aportado por el proyecto FONDECYT 1130346 y por DICYT de laUniversidad de Santiago de Chile.
Referencias
[1]
Siginer, D., Letelier, M., Laminar flow of non-linearviscoelastic fluids in straight tubes of arbitrary contour.International Journal of Heat and Mass Transfer. 2011,
Vol. 54, pages. 2188-2202.[2] Letelier, M., Signer, D., and Godoy. F., 2014. Velocityfield and energy dissipation in viscoelastic flow in tubesof non-circular cross-section, ASME IMECE – American Society of Mechanical EngineersInternational Mechanical Engineering Congress andExposition, Paper # IMECE2014-36246, Montreal,Canada.
[3] Díaz, N., Báez, E., Efecto de la viscoelasticidad en flujo plástico en ductos no circulares, Trabajo de titulación para optar al título de Ingeniero Civil Mecánico:Universidad de Santiago de Chile, 2014.
[4]
Frey, S., Naccache, M., Perfomance of an elasto-viscoplastic model in some benchmark problems.
Mechanics of Time-Dependent Materials. 2015 [5]
Fonseca, C., Frey, S., Naccache, M., Flow of an elasto-viscoplastic thixotropic fluid past a confined cylinder.Journal Non-Newton Fluid Mech. 2013, Vol. 193, pages. 80-88.
[6] Martins, R., Furtado, G., dos santos, D., Frey, S., Naccache, M., Elastic and viscous effects on flow pattern of elasto-viscoplastic fluids in a cavity. Mech.Res. Commun. 2013, Vol. 53, pages. 36-42.
[7]
Saramito, P., Roquet, N., An adaptive finite elementmethod for viscoplastic fluid flows in pipes. ComputerMethods in Applied Mechanics and Engineering. 2001,Vol 190, pages.5391-5412.
[8] Roquet, N., Saramito, P., An apadtive finite elementmethod for viscoplastic flows in a square pipe withstick-slip at the wall. Journal Non-Newton Fluid Mech.2008, Vol. 155, pages. 101-115.
[9] Huigol, R., Panizza, M., On the determination of the pplug flow región in Bingham fluids through theapplication of variatonal inequalities. Journal Non- Newton Fluid Mech. 1995, Vol. 58, pages. 207-217.
[10]
Wachs, A., Numerical simulation of steady Binghamflow through an eccentric anular cross-section bydistributed Lagrange multiplier fictitious domain andaugmented Lagrangian methods, Journal Non-NewtonFluid Mech. 2007, Vol. 142, pages. 183-198.
[11]
Q. D. Nguyen, D. V. Boer , “Application of helology tosolving tailing disposal problems”. International Journalof Mineral Processing. 1998, Vol. 54, págs. 217-233.
0
0,5
1
1,5
2
0 0,1 0,2 0,3 0,4 0,5
Q
λ ,
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 71/253
Espacio reservado para el Comité Editorial del Congreso Chileno de Ingeniería Mecánica
60
Estudio experimental del comportamiento de mediosgranulares en un recipiente sometido a vibración vertical
M. J. Myrusa, R. H. Hernándeza,*, C. Falcónb a Departamento de Ingeniería Mecánica, Universidad de Chile, Beaucheff 851, Casilla 2777, Santiago, Chile
b Departamento de Física, Universidad de Chile, Av. Blanco Encalada 2008, Casilla 487-3, Santiago, Chile
*E-mail Autor: [email protected]
Resumen
Los materiales granulares, altamente empleados en la industria y la vida cotidiana, presentan comportamientos que han sidoobjeto de diversos estudios. Es así como se conocen los fenómenos de flujo convectivo, segregación, formación de atascos dematerial, entre otros. El presente trabajo aborda el comportamiento de materiales granulares, tanto al interior como a la salida,de un recipiente tipo hopper que es sometido a vibraciones producto de oscilaciones verticales, variando los parámetros deforma, amplitud y frecuencia de onda. La salida de material ocurre por medio de un orificio en la cara inferior del hopper.Para efectos de contraste en los ensayos convectivos se utilizan dos tipos de materiales. Se obtiene en general una mayormovilidad de material para frecuencias intermedias y amplitudes altas. Se logran observar variados patrones convectivos,distinguibles por sus velocidades de descenso y el nivel de difusión entre materiales. Estos flujos convectivos no guardan unarelación directa con la velocidad de descarga del material. Partículas de mayor densidad que el medio pueden participar delflujo convectivo a frecuencias intermedias.
Keywords: Granular, hopper, descarga, flujo convectivo.
1. Introducción
Los materiales granulares se caracterizan por su
abundancia en la superficie de la Tierra, por su amplio uso
en la industria (superado solamente por los recursos
hídricos), preferentemente por medio de recipientes tales
como silos y hoppers, y por su particular naturaleza
mecánica, en la que se pueden observar los tres estados más
comunes de la materia [1,2]:
En estado de reposo se comportan como sólidos, pero alsalir del estado de reposo, los gránulos comienzan a
fluidizar, observándose en general la coexistencia del
"líquido" y el "gas". Estos estados se caracterizan como
inelásticos y no lineales [3].
Se conoce además la forma de escape del material, la
que se asemeja a una V orientada hacia el orificio de salida
[4]. El escape de material puede verse afectado por el
fenómeno de jamming [5], consistente en la formación de
puentes granulares sobre el orificio de salida, bloqueando el
escape desde el recipiente.
Por otro lado, se sabe que el material presenta un
movimiento convectivo al interior del recipiente en
vibración vertical, el cual depende de su geometría [6-9].
(i) En recipientes cilíndricos o bidimensionales
rectangulares de paredes con fricción despreciable, los
gránulos que se desplazan de manera descendente desde las
paredes, ascendiendo por el eje central (ver Figura 1.a). (ii)
En recipientes de geometría similar al punto anterior, pero
con fricción en una de sus paredes, el flujo granular
desciende solamente por el lado de la pared con fricción.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 72/253
61
(iii) En recipientes cónicos o tipo embudo, el flujo
granular se presenta de manera revertida a lo observado
en cilindros y rectángulos, es decir, asciende por las
paredes y desciende por el centro. Esto ocurre para
recipientes de paredes con ángulo superior a 10° con
respecto a la vertical, sin necesidad de una geometríaaxisimétrica (ver Figura 1.b). (iv) Al combinarse las
geometrías de pared vertical y de embudo, como en un
hopper, se observan ambos sentidos de movimiento: En el
eje central del hopper y las paredes inclinadas se observa
el sentido dado por la forma de embudo, mientras que las
paredes verticales permiten un flujo descendiente (ver
Figura 1.c).
Fig. 1. Sentido del flujo convectivo granular en función
de la geometría del recipiente.
Al disponer de dos o más tipos de material granular al
interior de un mismo recipiente, se observa el fenómeno
de segregación [10], que dependerá de factores como el
flujo granular, el tamaño relativo entre partículas o la
vibración del sistema (flujos convectivos).
Ya se han realizado trabajos en los que se vacia un
recipiente en vibración [6,11], en los cuales se consideran
únicamente oscilaciones sinusoidales, para el estudio de
los flujos de salida en función de parámetros
adimensionales, tales como aceleración y velocidad; estos
flujos se ven en general reducidos al aumentar dichos
parámetros.
2. Trabajo realizado
A continuación se detalla tanto el montajeexperimental como la metodología empleada para larealización del presente trabajo.
2.1. Montaje experimental
Basándonos en los trabajos [3] y [4], hemos utilizado
para el montaje experimental un recipiente tipo hopper,
similar al mostrado en la Figura 1.c, montado sobre un
vibrador electromecánico (shaker) que le entregavibración en dirección vertical. El montaje experimental
completo se observa en la Figura 2.
La geometría del hopper es tal, que la masa total del
sistema hopper-material no varía durante la realización de
los ensayos, ya que el material saliente del hopper
permanece en el contenedor cilíndrico inferior. Esto
permite mantener una respuesta en frecuencia constante
en el sistema.
La geometría del hopper es fabricada con plástico
PLA en impresora 3D, mientras que las paredes frontal y
trasera son hechas en policarbonato transparente de 1 mm
de espesor. El orificio de salida del material, en la pared
inferior del hopper, tiene un diámetro de 2 mm.El material granular utilizado es vidrio en forma de
esferas, con un diámetro de 0.3 mm y densidad de2.65·10-3 g/mm3. Se usa también un material trazador demenor densidad 4.41·10-4 g/mm3 para seguir elmovimiento al interior del hopper.
Fig. 2. Montaje experimental utilizado. (1) Generador de
funciones HP33120A. (2) Osciloscopio Tektronix
TDS2024. (3) Amplificador. (4) Shaker BK4810. (5)
Hopper. (6) Regla graduada con nivel como soporte. (7)
Cámara Sony Cybershot DSC-S5000 (640x480 pixels).

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 73/253
62
2.2. Metodología
Se busca medir los flujos de descarga W en función de
la frecuencia (f) y amplitud de forzamiento (A) de tresformas de onda distintas (sinusoidal, triangular ycuadrada). Así mismo se busca observar los fenómenos
convectivos en el hopper, así como la influencia del
fenómeno de jamming en la descarga de material. Hayque destacar que a igual frecuencia y amplitud, las
aceleraciones impartidas por las tres ondas son diferentes.
Los ensayos realizados en este sistema son:
Vaciado de la porción inferior (sección de
"embudo") del hopper, midiendo el tiempo de
vaciado tv (ver Figura 3). Se calcula el flujo
granular (g/s).
Forma de onda sinusoidal en función de
frecuencia (f) y la amplitud (A)
Frecuencia fija, en función de forma de onda y
amplitud (A).
Medición del tiempo de descenso de un segundo
material "trazador", td (de diámetro 1.04 mm y
densidad 4.41·10-4 g/mm3) y observación de sus
patrones de flujo convectivo tanto antes como
después de dicho tiempo. Este material es
dispuesto en una capa de ~5 mm a la altura del
cambio de sección del hopper, sobre el primer
material (ver Figura 4). Se calcula la velocidad
de descenso (mm/s).
Fig. 3. Esquema de ensayo de vaciado granular. La altura
hc corresponde a la altura de cambio de sección.
Fig. 4. Esquema de ensayo de descenso convectivo. Laaltura hm corresponde a la altura de la interfase entre
ambos materiales.
3. Resultados y discusión
3.1. Flujo másico de salida
Respecto del flujo de salida de material, se logra observar
que:
Para onda sinusoidal, en función de frecuencia
(f) y amplitud (A), se observa un aumento del
flujo a frecuencias sobre 100 Hz si la amplitud es
media a alta (1.5 – 2 mm p-p); esta relación se
invierte para amplitudes menores (A=1 mm p-p).
Ver Figura 5.
Para onda sinusoidal y amplitud fija, el flujo
granular es mayor para frecuencias intermedias(70-110 Hz). Ver Figura 6.
Para frecuencia fija, en función de la forma de
onda, se observa que los flujos se van volviendo
similares para las tres formas de onda conforme
aumenta la amplitud p-p empleada. No se
observa una tendencia marcada para este caso.
Ver Figura 7.Cabe mencionar que el flujo de salida es notoriamente
afectado por la formación de atascos de material, tal comose conoce a partir de trabajos anteriores.
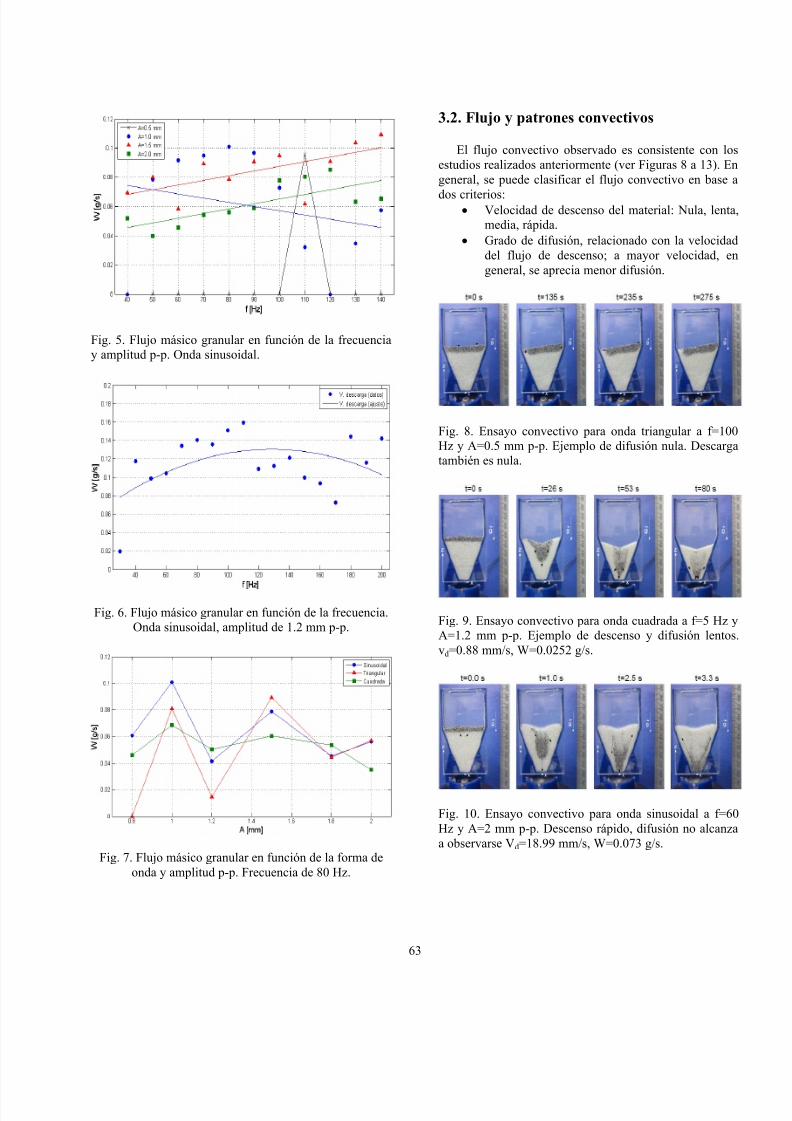
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 74/253
63
Fig. 5. Flujo másico granular en función de la frecuencia
y amplitud p-p. Onda sinusoidal.
Fig. 6. Flujo másico granular en función de la frecuencia.
Onda sinusoidal, amplitud de 1.2 mm p-p.
Fig. 7. Flujo másico granular en función de la forma de
onda y amplitud p-p. Frecuencia de 80 Hz.
3.2. Flujo y patrones convectivos
El flujo convectivo observado es consistente con los
estudios realizados anteriormente (ver Figuras 8 a 13). En
general, se puede clasificar el flujo convectivo en base a
dos criterios: Velocidad de descenso del material: Nula, lenta,
media, rápida.
Grado de difusión, relacionado con la velocidad
del flujo de descenso; a mayor velocidad, en
general, se aprecia menor difusión.
Fig. 8. Ensayo convectivo para onda triangular a f=100
Hz y A=0.5 mm p-p. Ejemplo de difusión nula. Descarga
también es nula.
Fig. 9. Ensayo convectivo para onda cuadrada a f=5 Hz y
A=1.2 mm p-p. Ejemplo de descenso y difusión lentos.
vd=0.88 mm/s, W=0.0252 g/s.
Fig. 10. Ensayo convectivo para onda sinusoidal a f=60
Hz y A=2 mm p-p. Descenso rápido, difusión no alcanza
a observarse Vd=18.99 mm/s, W=0.073 g/s.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 75/253
64
Fig. 11. Ensayo convectivo para onda sinusoidal a f=50
Hz y A=1.2 mm p-p. Descenso rápido y difuso. v d=5.294
mm/s, W=0.0719 g/s.
Fig. 12. Ensayo convectivo para onda triangular a f=150
Hz y A=1.2 mm p-p. Descenso parcial (no llega a la pared
inferior) y difusión lenta. Descarga nula.
Fig. 13. Ensayo convectivo para onda sinusoidal a f=90
Hz y A=1.6 mm p-p, con altura inicial h=hc+20 mm.
Descenso difuso. vd=1.942 mm/s. Observar la formación
de regiones convectivas pequeñas.
Una observación importante y general de los casos
estudiados es que la velocidad de descenso del flujo
convectivo no guarda una relación directa con la
velocidad de descarga en la salida.
La Figura 13 permite observar la formación de
regiones convectivas pequeñas, de acuerdo con lo que se
explica en la figura 1.c. La velocidad de descenso es
menor para una mayor altura inicial de material, bajo las
mismas condiciones de estudio (frecuencia, amplitud).
Como se puede observar en la Figura 14, la mayor
velocidad de descenso, junto con la menor difusión entre
materiales, ocurre para frecuencias medianas (50 – 80
Hz). No se observa un patrón distintivo entre las formas
de onda, excepto por el punto de que la onda triangular
tiende a exhibir un menor desplazamiento de material
hacia la porción inferior del hopper, tal como se muestra
en las Figuras 8 y 12.
Cabe señalar que para frecuencias medianas también
se cumple que partículas de mayor densidad que el
material (como por ejemplo esferas metálicas) puedenseguir el mismo patrón convectivo ya observado.
Fig. 14. Velocidad de descenso convectivo en función de
la frecuencia para onda sinusoidal, A=1.2 mm p-p.
4. Conclusiones
En el presente trabajo se observó una mayor
movilidad de material granular para frecuencias
intermedias y grandes amplitudes. La formación de
atascos de material (jamming) afecta el flujo másico desalida notoriamente. El flujo convectivo granular al
interior del hopper se puede caracterizar como: (i)
Clasificable en base a su velocidad de descenso y grado
de difusión o mezcla entre partículas. (ii) Menor
velocidad a mayor altura de material inicial. (iii)
Observable tanto en partículas de alta como baja densidad
para frecuencias intermedias. (iv) Velocidad de flujo
independiente de la velocidad de descarga.
Agradecimientos
Al laboratorio LEAF-NL por facilitar los equipos,electrónica y software necesario para este trabajo. Allaboratorio FABLAB, su personal y a Andrea Vergara porsu ayuda en la fabricación de la geometría del hopper. AMiguel Patiño por su ayuda en la caracterización de losmateriales granulares.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 76/253
65
Referencias [1]
D. Bideau, A. Hansen, Disorder and granular
media. Serie Random Materials and Processes,
North-Holland, Elsevier Science Publishers B.
V., Nueva York, 1993.[2] H. M. Jaeger, S.R. Nagel & R. P. Behringer.
Granular solids, liquids, and gases. Reviews of
Modern Physics 68 (1996), 1259.
[3]
P. Evesque. Shaking dry powders and grains.
Contemporary Physics 33 (1992), 245.
[4]
D. A. Steingart & J. W. Evans. Measurements of
granular flows in two-dimensional hoppers by
particle image velocimetry. Part I: Experimental
method and results. Chemical Engineering
Science 60 (2005), 1043.
[5]
K. To & P.-Y. Lai. Jamming pattern in a two-
dimensional hopper. Physical Review E 66
(2002), 011308.[6]
C. R. Wassgren, M. L. Hunt, P. J. Freese, J.
Palamara & C. E. Brennen. Effects of vertical
vibration on hopper flows of granular material.
Physics of Fluids 14 (2002), 3439.
[7] J. B. Knight, H. M. Jaeger & S. R. Nagel.
Vibration-induced size separation in granularmedia: The convection connection. Physical
Review Letters 70 (1993), 3728.
[8] J. B. Knight. External boundaries and internal
shear bands in granular convection. Physical
Review E 55 (1997), 6016.
[9]
E. L. Grossman. Effects of container geometry
on granular convection. Physical Review E 56
(1997), 3290.
[10]
C. H. Tai, S. S. Hsiau & C. A. Kruelle. Density
segregation in a vertically vibrated granular bed.
Powder Technology 204 (2010), 255.
[11]
K. Chen, M. B. Stone, R. Barry, M. Lohr, W.
McConville, K. Klein, B. L. Sheu, A. J. Morss,T. Scheidemantel & P. Schier. Flux through a
hole from a shaken granular medium. Physical
Review E 74 (2006), 011306.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 77/253
66
V – INGENIERÍA Y GESTIÓNDEL MANTENIMENTO
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 78/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
67
Evaluación de niveles de vibración mecánica de equipos
rotatorios y sus efectos en el consumo energético y
productividad.
E. Estupiñan*, A. Vergara, C. Rojas, J. Coñoman, C. Flores
Escuela Universitaria de Ingeniería Mecánica, Universidad de Tarapacá, Av. 18 Septiembre 2222, Casilla 6-D,
Arica, Chile*E-mail: [email protected]
Resumen
En los últimos años, el desarrollo de estudios y análisis con respecto al uso de métodos predictivos en la industria han ido enaumento significativamente, ya sea para optimizar la planificación del mantenimiento preventivo y correctivo, como también para las tareas de detección y diagnóstico mediante las cuales se busca evitar las fallas funcionales de los equipos. Por otra parte, en las empresas mineras más del 70% del consumo energético total se utiliza para el funcionamiento y operación de susmáquinas [1]. Estas tienen perdidas energéticas, de las cuales un 15% puede estar relacionada con problemas de vibraciones,en su mayoría causados por desalineamiento y/o desbalanceo [2,3].
En este contexto, el presente trabajo busca relacionar y hacer seguimiento de la variación de parámetros operacionales con las
vibraciones mecánicas y el consumo energético de los equipos, utilizando la información recopilada tanto para optimizar los programas de mantenimiento, como también, para reducir en costos de operación y evitar posibles pérdidas de produccióndebidas a eventuales fallas no esperadas. Se plantea entonces la medición de parámetros operacionales y sintomáticos, de talmanera de comparar su variabilidad en el tiempo, a medida que se efectúan las mantenciones programadas. Como aplicaciónde la metodología propuesta, se presenta el caso de un sistema de bombeo, en donde se recolectó información de datoshistóricos operacionales y sintomáticos, y se llevó a cabo un análisis para determinar su posible correlación con anomalías oindicios de fallos. Se determinaron relaciones existentes entre variables tales como flujo, presión, vibraciones y consumo decorriente, durante el ciclo de funcionamiento del sistema de bombas. De esta manera se encontró que para niveles devibración mayores, los niveles de consumo de corriente también eran altos, siendo esto un importante aporte para el trabajo ylos propósitos mismos de la empresa. Finalmente, basado en el análisis e información recopilada, se presenta la propuesta deun plan optimizado de mantenimiento y se hace una estimación de los potenciales ahorros económicos que pueden serobtenidos.
Keywords: Vibración, mantenimiento predictivo, consumo eléctrico, mantenimiento planificado.
1.
Introducción
La industria y organizaciones productivas en general,están cada vez más sujetas a presiones de diferente origen
para que sus operaciones sean cada vez más eficientes,rentables y seguras. Esto implica, entre otras cosas, que lasmáquinas tengan una mayor confiabilidad y disponibilidad,y a la vez que su rendimiento sea el máximo. Este noble
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 79/253
68
propósito es en la práctica difícilmente alcanzable, dadoque las condiciones de operación muy pocas veces son las“ideales”, y las operaciones de mantenimiento que secontraponen con los intereses de la producción, se ven máscomo un mal necesario, que como un real aporte y unvalor agregado al producto final. Por otra parte, elrendimiento de los equipos está directamente relacionadocon sus consumos energéticos, no obstante, se le ha dado
hasta ahora poca importancia a las posibles “fugas deenergía” ocurridas por malos o deficientes estados de
mantenimiento de los equipos [1]. En el caso de lasempresas mineras más del 70% del consumo energéticototal se utiliza para el funcionamiento y operación de susmáquinas [2]. Estos tienen perdidas energéticas, de lascuales un 15% puede estar relacionada con problemas devibraciones fuera de los rangos admisibles producidosgeneralmente por desalineamiento y/o desbalanceo [3,4].Hasta ahora, el énfasis se ha puesto principalmente enmejorar los niveles de producción como también en elincremento de la disponibilidad de los equiposespecialmente aquellos más críticos, sin necesariamentehaber profundizado en la búsqueda de fuentes potencialesde ahorro en consumos de energía relacionados con mejorasen la calidad del mantenimiento y de las accionescorrectivas asociadas. En este contexto, resulta convenienteel poder estudiar e identificar fuentes potenciales de ahorroenergético, las cuales no solamente están relacionadas confactores de diseño sino también con la calidad de lamantención. Lo anterior implica proponer solucionesadecuadas y factibles, tanto de nivel tecnológico como degestión y operación.
2.
Descripción, objetivos y desarrollo
del estudioEn el presente trabajo se estudio la relación entre la
información recopilada del histórico de fallas de un sistemade bombeo perteneciente a la línea de producción de unaempresa del rubro minero, con la variación de parámetrosoperacionales, tales como presiones de línea, flujostransportados, consumo eléctrico, temperaturas y severidadvibratoria. Con dicha información, se busca generar un plande mantenimiento preventivo basado en la condición,optimizando los tiempos planificados para las accionescorrectivas y preventivas, apuntando a disminuir la tasa defallas imprevistas y/o mantenimientos no planificados, yconsecuentemente los gastos relacionados con elmantenimiento y posibles pérdidas económicas por paradasde producción.
El estudio se llevo a cabo en un sistema de bombeodentro de la línea productiva en la empresa Quiborax S.A.,ubicada en la región de Arica y Parinacota, y reconocida anivel mundial por ser principales productores de ácido
bórico. El sistema de bombeo se encuentra ubicada en elárea de planta desarenadora de ulexita ( PDU ), el cual dainicio al proceso de producción del ácido bórico. Dichosistema consta de cinco bombas accionadas por motoreléctrico y transmisión por correas. Las bombas son lasencargadas de transportar un flujo compuesto por el mineral“ulexita”, agua y ácido sulfúrico (pulpa). Cada bombaalimenta un filtro prensa, el cual logra la separación del
material grueso y el líquido filtrado que continúa el proceso. El tiempo que toma cada ciclo de trabajo varíaentre 25 a 30 minutos, dependiendo de la composición de la pulpa. El estudio se baso en un análisis tanto técnico comoeconómico, que permitiera la elaboración de un plan demantenimiento preventivo, que considerará tanto elhistórico de fallos, como también la medición de parámetros sintomáticos y operacionales, demostrando losahorros potenciales que pueden ser obtenidos al evaluar elcomportamiento de parámetros claves de sufuncionamiento. Las principales etapas que se llevaron acabo durante el estudio, para lograr el objetivo propuesto,se describen en el esquema de la Figura 1.
Fig. 1. Etapas principales consideradas en el estudio.
Durante la primera etapa del estudio, se procedió arecolectar información técnica y operacional de los equipos,con el propósito de tener una mayor comprensión de sufuncionamiento durante cada ciclo de trabajo. Es así comorecopilando datos de funcionamiento histórico, es posibledetectar patrones de funcionamiento en condicionesregulares de operación. En las gráficas de la Figura 2 yFigura 3, se presenta el comportamiento operacional de la
Recopilación información técnicay operativa de los equipos
Identificación y distribución de losmodos de falla más comunes.
Correlación entre parámetrossintomáticos y operacionales y
fallas comúnes.
Estudio de evaluación económica
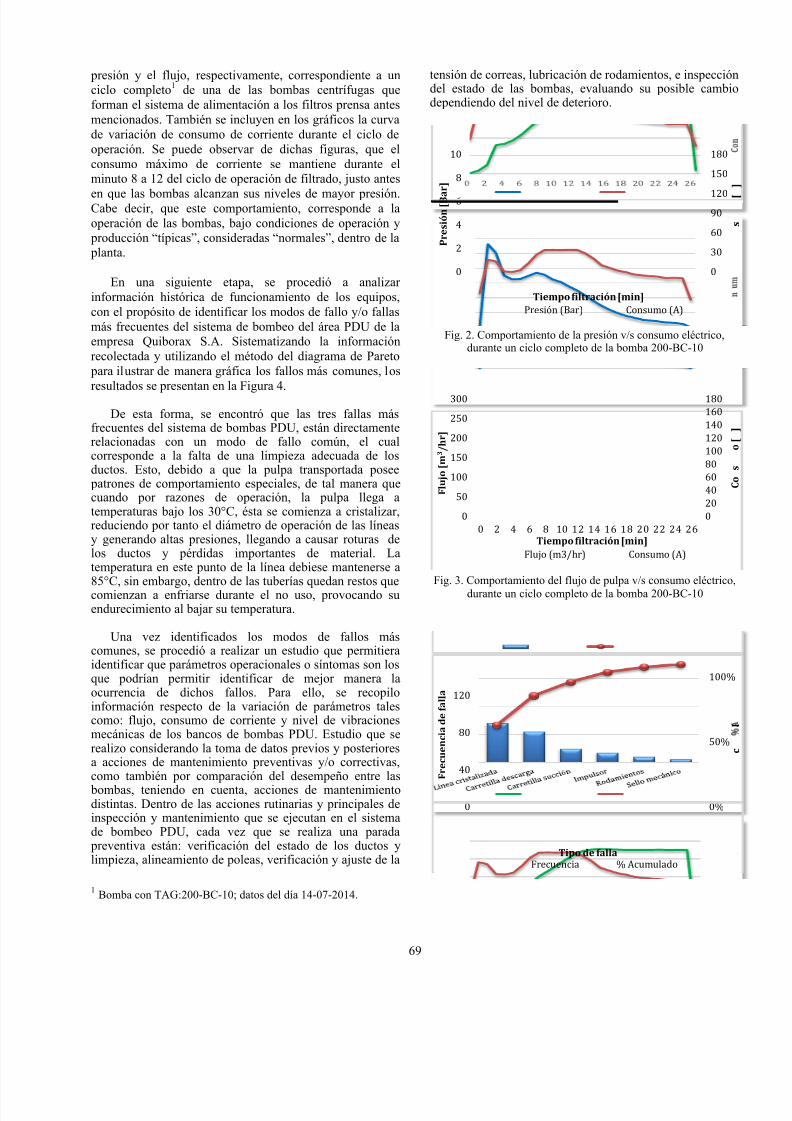
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 80/253
69
presión y el flujo, respectivamente, correspondiente a unciclo completo1 de una de las bombas centrífugas queforman el sistema de alimentación a los filtros prensa antesmencionados. También se incluyen en los gráficos la curvade variación de consumo de corriente durante el ciclo deoperación. Se puede observar de dichas figuras, que elconsumo máximo de corriente se mantiene durante elminuto 8 a 12 del ciclo de operación de filtrado, justo antes
en que las bombas alcanzan sus niveles de mayor presión.Cabe decir, que este comportamiento, corresponde a laoperación de las bombas, bajo condiciones de operación y producción “típicas”, consideradas “normales”, dentro de la
planta.
En una siguiente etapa, se procedió a analizarinformación histórica de funcionamiento de los equipos,con el propósito de identificar los modos de fallo y/o fallasmás frecuentes del sistema de bombeo del área PDU de laempresa Quiborax S.A. Sistematizando la informaciónrecolectada y utilizando el método del diagrama de Pareto para ilustrar de manera gráfica los fallos más comunes, losresultados se presentan en la Figura 4.
De esta forma, se encontró que las tres fallas másfrecuentes del sistema de bombas PDU, están directamenterelacionadas con un modo de fallo común, el cualcorresponde a la falta de una limpieza adecuada de losductos. Esto, debido a que la pulpa transportada posee patrones de comportamiento especiales, de tal manera quecuando por razones de operación, la pulpa llega atemperaturas bajo los 30°C, ésta se comienza a cristalizar,reduciendo por tanto el diámetro de operación de las líneasy generando altas presiones, llegando a causar roturas delos ductos y pérdidas importantes de material. Latemperatura en este punto de la línea debiese mantenerse a85°C, sin embargo, dentro de las tuberías quedan restos quecomienzan a enfriarse durante el no uso, provocando suendurecimiento al bajar su temperatura.
Una vez identificados los modos de fallos máscomunes, se procedió a realizar un estudio que permitieraidentificar que parámetros operacionales o síntomas son losque podrían permitir identificar de mejor manera laocurrencia de dichos fallos. Para ello, se recopiloinformación respecto de la variación de parámetros talescomo: flujo, consumo de corriente y nivel de vibracionesmecánicas de los bancos de bombas PDU. Estudio que serealizo considerando la toma de datos previos y posterioresa acciones de mantenimiento preventivas y/o correctivas,como también por comparación del desempeño entre las bombas, teniendo en cuenta, acciones de mantenimientodistintas. Dentro de las acciones rutinarias y principales deinspección y mantenimiento que se ejecutan en el sistemade bombeo PDU, cada vez que se realiza una parada preventiva están: verificación del estado de los ductos ylimpieza, alineamiento de poleas, verificación y ajuste de la
1 Bomba con TAG:200-BC-10; datos del día 14-07-2014.
tensión de correas, lubricación de rodamientos, e inspeccióndel estado de las bombas, evaluando su posible cambiodependiendo del nivel de deterioro.
Fig. 2. Comportamiento de la presión v/s consumo eléctrico,durante un ciclo completo de la bomba 200-BC-10
Fig. 3. Comportamiento del flujo de pulpa v/s consumo eléctrico,
durante un ciclo completo de la bomba 200-BC-10
0
30
60
90
120
150
180
0
2
4
6
8
10
s
[
]
P r e s i ó n [ B a
r ]
Tiempo filtración [min]
Presión (Bar) Consumo (A)
0
20
40
60
80
100
120
140
160
180
0
50
100
150
200
250
300
0 2 4 6 8 10 12 14 16 18 20 22 24 26
C o s
o [ ]
F l u j o [ m 3 / h r ]
Tiempo filtración [min]
Flujo (m3/hr) Consumo (A)
0%
50%
100%
0
40
80
120
Tipo de falla
c
l
F r e c u e n c i a d e f a l l a
Frecuencia % Acumulado

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 81/253
70
Fig. 4. Diagrama de Pareto para fallas comunes del sistema bombas PDU (durante un año)
Fig. 5. Peak máximo de flujo bombeado, alcanzado por cada ciclo, para la bomba del sistema PDU: 200-BC-10
Fig. 6. Consumo eléctrico entre bombas sistema PDU: 200-BC-09y 200-BC-12.
Fig. 7. Nivel de vibraciones y consumo eléctrico, segúnmantenciones realizadas.
2.1 Análisis de la variación del flujo
Respecto del análisis de variación del flujo, éste serealizo considerando su comportamiento durante un tiempo
de tres meses2, el cual se muestra en la Figura 5. La primeramedición fue tomada justo después de haber realizado unamantención completa, incluyendo cambio de componentesen el taller de reparación. La última medición considerada para el análisis corresponde al momento previo a unadetención de la bomba, debida a una obstrucción en la líneade succión, según lo documentado en los registroshistóricos de mantenimiento. Del análisis delcomportamiento de los valores máximos de flujo bombeado
alcanzados, según se muestra en la Figura 5, se puedeobservar que a medida que se acerca al punto de fallafuncional del sistema, el flujo disminuye progresivamente,lo cual puede ser debido principalmente a la cristalizaciónde la pulpa en los ductos, lo que reduce el área para el pasodel fluido, y consecuentemente el caudal. Además, producto de ello, se podrán desencadenar otras fallas,debidas al incremento en los niveles de presión, ruido,vibración y generación de sobrecargas sobre losrodamientos, además de que las bombas dejarán de operardentro de sus parámetros nominales de operación. De laFigura 5, se puede observar también, que esta biendenotado el momento y/o periodo en el cual el flujocomienza a disminuir significativamente (14 al 21 de julio).
Por lo tanto, se observa que a partir del monitoreo del flujo,es posible recomendar acciones preventivas bien planificadas, para ser ejecutadas previo a la ocurrencia deuna parada por fallo funcional, lo que trae comoconsecuencia paradas de producción y posibles pérdidas deutilidades para la empresa.
2.2 Análisis del consumo eléctrico
Con el propósito de analizar la posible variación en losconsumos eléctricos de los motores de las bombas PDU, bajo condiciones diferentes del estado de condición de las bombas, se llevo a cabo el análisis comparando losconsumos de corriente durante cada ciclo para dos bombas.
Una de las bombas (200-BC-09), con un tiempo largo enfuncionamiento, sin haber realizado mantenimiento. La otra bomba (200-BC-12), con poco tiempo de operación,después de un mantenimiento correctivo, que incluyoreemplazo de algunos componentes. La Figura 6, muestralos consumos de corriente para las dos bombas, en donde se puede apreciar que los mayores consumos de corrientecorresponden a los de la bomba 200-BC-09, alcanzando unvalor peak de 160 A, y un mayor tiempo de permanenciacon valores altos durante cada ciclo.
2.3 Análisis de las vibraciones mecánicas
Para estudiar la evaluación de condición mecánica de
las bombas y su relación con las vibraciones mecánicas quese generan, se tomaron mediciones de vibración del sistemade bombas PDU, antes y después de haber intervenido losequipos, bajo diferentes acciones de mantenimiento, talescomo: 1) equipo sin mantenimiento; 2) con inspección yaplicación de lubricantes en los rodamientos; 3) con
2 Periodo de toma de datos: Mayo – Junio del 2014
240245
250255260265270275280285
F l u j o [ m 3 / h r ]
Tiempo [Semanas]
Flujo (m3/hr)
0
20
40
60
80
100
120
140
160
180
1 3 5 7 9 11 13 15 17 19 21 23 25 27
C o n s u m o [ A ]
Tiempo de filtración [min]
Consumo [A], Bc-12 Consumo [A], Bc-09
130
135
140
145
150
155
160
165
1,5
2
2,5
3
3,5
4
4,5
5
5,5
Sin
mantención
Grasa
rodamientos
Alineación
poleas
Equipo nuevo
Mantenciones realizadas
C o n s u
o e l é c t r i c o [ ]
V i b r a c i ó n R M S [ m m / s ]
Vibraciones eje Bomba Consumo eléctrico [A]
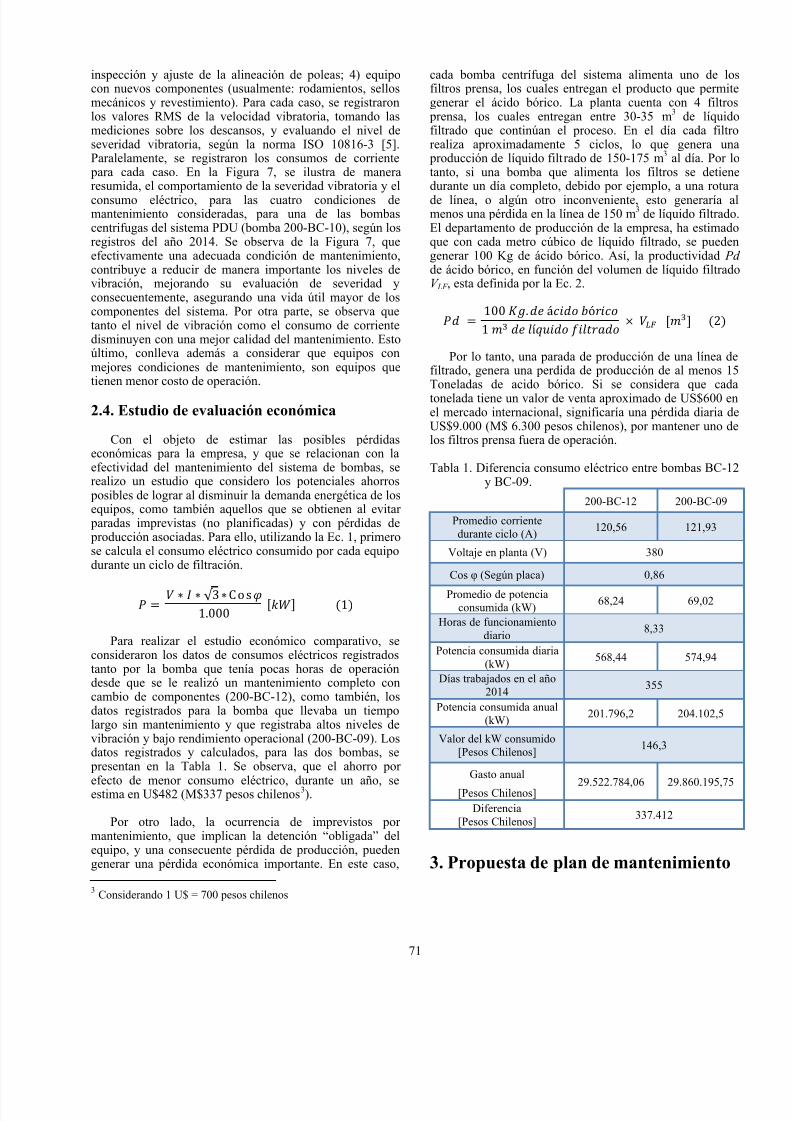
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 82/253
71
inspección y ajuste de la alineación de poleas; 4) equipocon nuevos componentes (usualmente: rodamientos, sellosmecánicos y revestimiento). Para cada caso, se registraronlos valores RMS de la velocidad vibratoria, tomando lasmediciones sobre los descansos, y evaluando el nivel deseveridad vibratoria, según la norma ISO 10816-3 [5].Paralelamente, se registraron los consumos de corriente para cada caso. En la Figura 7, se ilustra de maneraresumida, el comportamiento de la severidad vibratoria y el
consumo eléctrico, para las cuatro condiciones demantenimiento consideradas, para una de las bombascentrifugas del sistema PDU (bomba 200-BC-10), según losregistros del año 2014. Se observa de la Figura 7, queefectivamente una adecuada condición de mantenimiento,contribuye a reducir de manera importante los niveles devibración, mejorando su evaluación de severidad yconsecuentemente, asegurando una vida útil mayor de loscomponentes del sistema. Por otra parte, se observa quetanto el nivel de vibración como el consumo de corrientedisminuyen con una mejor calidad del mantenimiento. Estoúltimo, conlleva además a considerar que equipos conmejores condiciones de mantenimiento, son equipos quetienen menor costo de operación.
2.4. Estudio de evaluación económica
Con el objeto de estimar las posibles pérdidaseconómicas para la empresa, y que se relacionan con laefectividad del mantenimiento del sistema de bombas, serealizo un estudio que considero los potenciales ahorros posibles de lograr al disminuir la demanda energética de losequipos, como también aquellos que se obtienen al evitar paradas imprevistas (no planificadas) y con pérdidas de producción asociadas. Para ello, utilizando la Ec. 1, primerose calcula el consumo eléctrico consumido por cada equipodurante un ciclo de filtración.
√
[]
Para realizar el estudio económico comparativo, seconsideraron los datos de consumos eléctricos registradostanto por la bomba que tenía pocas horas de operacióndesde que se le realizó un mantenimiento completo concambio de componentes (200-BC-12), como también, losdatos registrados para la bomba que llevaba un tiempolargo sin mantenimiento y que registraba altos niveles devibración y bajo rendimiento operacional (200-BC-09). Losdatos registrados y calculados, para las dos bombas, se presentan en la Tabla 1. Se observa, que el ahorro por
efecto de menor consumo eléctrico, durante un año, seestima en U$482 (M$337 pesos chilenos3).
Por otro lado, la ocurrencia de imprevistos pormantenimiento, que implican la detención “obligada” delequipo, y una consecuente pérdida de producción, puedengenerar una pérdida económica importante. En este caso,
3 Considerando 1 U$ = 700 pesos chilenos
cada bomba centrífuga del sistema alimenta uno de losfiltros prensa, los cuales entregan el producto que permitegenerar el ácido bórico. La planta cuenta con 4 filtros prensa, los cuales entregan entre 30-35 m3 de líquidofiltrado que continúan el proceso. En el día cada filtrorealiza aproximadamente 5 ciclos, lo que genera una producción de líquido filtrado de 150-175 m3 al día. Por lotanto, si una bomba que alimenta los filtros se detienedurante un día completo, debido por ejemplo, a una rotura
de línea, o algún otro inconveniente, esto generaría almenos una pérdida en la línea de 150 m3 de líquido filtrado.El departamento de producción de la empresa, ha estimadoque con cada metro cúbico de líquido filtrado, se puedengenerar 100 Kg de ácido bórico. Así, la productividad Pd de ácido bórico, en función del volumen de líquido filtradoV LF , esta definida por la Ec. 2.
[]
Por lo tanto, una parada de producción de una línea defiltrado, genera una perdida de producción de al menos 15Toneladas de acido bórico. Si se considera que cadatonelada tiene un valor de venta aproximado de US$600 enel mercado internacional, significaría una pérdida diaria deUS$9.000 (M$ 6.300 pesos chilenos), por mantener uno delos filtros prensa fuera de operación.
Tabla 1. Diferencia consumo eléctrico entre bombas BC-12y BC-09.
200-BC-12 200-BC-09
Promedio corrientedurante ciclo (A)
120,56 121,93
Voltaje en planta (V) 380
Cos φ (Según placa) 0,86
Promedio de potenciaconsumida (kW)
68,24 69,02
Horas de funcionamientodiario
8,33
Potencia consumida diaria(kW)
568,44 574,94
Días trabajados en el año2014
355
Potencia consumida anual(kW)
201.796,2 204.102,5
Valor del kW consumido[Pesos Chilenos]
146,3
Gasto anual
29.522.784,06 29.860.195,75[Pesos Chilenos]
Diferencia[Pesos Chilenos]
337.412
3. Propuesta de plan de mantenimiento
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 83/253
72
Considerando los potenciales ahorros económicos que pueden ser obtenidos, así como la mejora en los indicadoresde productividad para la empresa, se desarrollo una propuesta de un nuevo plan de mantenimiento preventivo“optimizado”, basado en el monitoreo y seguimiento periódico de parámetros operacionales y sintomáticos. Estocon el fin de poder avanzar posteriormente hacía laimplementación de una estrategia de mantenimiento basadoen la condición. Para definir las actividades y las
frecuencias de cada actividad se utilizaron como referencialos registros históricos de fallas y de mantenimientosdurante el último año. Considerando además que el modode falla más frecuente establecido ha tenido relación con elestado de limpieza de los ductos de succión y descarga decada bomba, se ha puesto especial énfasis en ello. Además,se considero, aquellas acciones de mantenimiento que permiten operar los equipos con valores de vibración yconsumos de corriente menores, según lo mencionadoanteriormente. A modo de ejemplo, la Tabla 2, muestra demanera resumida, la propuesta del plan de mantenimiento preventivo optimizado para una de las bombas del sistemaPDU.
Tabla 2. Resumen propuesta plan de mantenimiento delsistema de bombas PDU. (S : semanal; M : mensual)
Actividad a
desarrollarFrecuencia
Tiempo
[min] Herramientas
Recopilación dedatos sintomáticos
S 30Medidor vibraciones,
pirómetro láser
Recopilación de parámetros defuncionamiento
S 45Acceso a base de
datos TREND, ActiveFactory
Lubricación derodamientos
M 20Grasa Mobilith SHC
100, engrasadoramanual
Revisar el estado delas poleas M 20 Juego de llaves
Revisar elalineamiento de
poleas M 20
Juego de llaves,alineador láser de
poleas
Revisar el tensado decorreas
M 20Juego de llaves,
tensiómetro mecánicomanual
Realizar aseo ylubricar pernos
reguladores M 20
Cepillo metálico,lubricador, grasa
Revisar y ajustarimpulsor
M 25 Juego de llaves
Realizar limpieza enductos de succión y
descarga M 90 Juego de llaves
4. Conclusiones
Se ha visto a través del presente estudio que las empresas uorganizaciones productivas debiesen evolucionar en la
gestión de sus programas de mantenimiento, pasando demantener programas basados principalmente en accionescorrectivas, a estrategias más avanzadas que consideren los potenciales ahorros económicos y mejoras de productividadque pueden ser alcanzados. Las estrategias modernas demantenimiento deben considerar el monitoreo de variablestanto operacionales como sintomáticas, lo cual permiteestablecer desde un programa de mantenimiento preventivo basado en la condición, hasta programas avanzados de
mantenimiento predictivo y proactivo, y de gestión integralde activos. En este caso, se establecieron las bases para laimplementación de un programa preventivo basado en lacondición. Además se demostró a través de las medicionesrealizadas y los casos de estudio considerados, como através de diferentes acciones de mantenimiento es posiblereducir los niveles de vibración y consumo de corriente delos motores que accionan las bombas de un sistema defiltrado, lo que trae como beneficio, el aseguramiento deuna mayor vida útil de los componentes de los sistemas,como también la disminución de los gastos operativos porconsumos de energía. Además, si se considera las pérdidas por paradas de producción no programadas, que pueden serevitadas mediante un buen plan de mantenimiento, los
beneficios económicos pueden llegar a ser muysignificativos para la empresa. Por lo tanto, avanzar en laimplementación de un plan de mantenimiento basado en lacondición, se convierte en una gran oportunidad de mejora para empresas de este tipo, si se considera la gran cantidadde equipos rotatorios que una planta de estas características posee. Es así como empresas con gran capacidad de gestióny visión, invierten hoy en día en nuevas tecnologías y programas de apoyo para monitorear sus equipos eidentificar todos aquellos factores que pueden incidir en la productividad y vida útil de sus activos.
Agradecimientos
Los autores agradecen a la empresa Quiborax S.A., porhaber permitido llevar a cabo el presente estudio y permitirla difusión de los principales resultados alcanzados.
Referencias
[1] Kenneth E. Bannister (2001). Reducción de Energíamediante prácticas mejoradas de Mantenimiento.Bogota, Colombia. Rojas Eberhard Editores LTDA.
[2] Pro Cobre, Uso eficiente de la energía eléctrica.International copper association Latin America. (2011).Disponible en:
http://www.procobre.org/archivos/peru/uso_eficiente_energia _electrica.pdf
[3] Howard A. Gaberson, Rotating machinery energy lossdue to misalignment. Energy Conversion EngineeringConference, IECEC 96 (1996).
[4]
Estupinan, E. Espinoza, D. and Fuentes, A. EnergyLosses Caused by Misalignment in Rotating Machinery:A Theoretical, Experimental and Industrial Approach,

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 84/253
73
International Journal of COMADEM; Vol. 11 (2).United Kingdom (2008).
[5] Norma ISO 10816-3. (1998) Mechanical vibration – evaluation of machine vibration by measurements onnon-rotating parts. Switzerland.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 85/253
Espacio reservado para el Comité Editorial del Congreso Chileno de Ingeniería Mecánica
74
Caracterización de síntomas vibratorios producidos por
fallas en transmisiones planetarias
J. Parraa,*
, C. Molina Vicuñaa
a Laboratorio de Vibraciones Mecánicas, Universidad de Concepción, Edmundo Larenas 219 (of. 336), Concepción, Chile*E-mail Autor: [email protected]
Resumen
Las transmisiones planetarias son usadas en muchas aplicaciones industriales, tales como máquinas mineras y turbinas deviento, debido a la buena relación que existe entre las altas cargas que soportan y su menor tamaño con respecto a lastransmisiones convencionales. El estudio de las vibraciones producidas por su funcionamiento, se realiza buscando
parámetros que permitan monitorear y observar el estado mecánico en que éstas se encuentran. Sin embargo, a diferencia delas transmisiones comunes, este estudio no ha sido realizado profundamente. Por esta razón, el objetivo de este trabajo esidentificar los parámetros vibratorios que describe una falla puntual en las transmisiones planetarias. En éste se exponen dosmodelos que describen el comportamiento vibratorio de estas transmisiones: el modelo fenomenológico, que se basa en laobservación directa de la cinemática del sistema y el modelo de parámetros concentrados, que se basa en la resoluciónnumérica de las ecuaciones del movimiento. Los resultados obtenidos de ambos no son directamente comparables, debido ala diferencia que existe en el marco de referencia intrínseco a cada modelo. Por esta razón, se propone una metodología que
permite la comparación del comportamiento vibratorio obtenido por cada uno de ellos. Luego se simula una falla puntual que
pudiera presentar una transmisión planetaria, utilizando los dos modelos descritos. Los resultados con y sin presencia de fallason contrastados con mediciones experimentales, obteniendo patrones semejantes entre estas últimas y las simulaciones. Esto
permite la identificación de los parámetros descritos, pudiendo extender la metodología a otro tipo de fallas.
Keywords: Transmisiones planetarias, análisis de vibraciones, modelos de vibraciones, monitoreo de condición,diagnóstico de fallas.
1. Introducción
Las transmisiones de engranajes son máquinasindustriales ampliamente usadas para transmitir potencia enmáquinas rotatorias. En particular la transmisión planetaria
se utiliza en aplicaciones tales como turbinas eólicas,transmisión de helicópteros, maquinaria minera, etc.,debido al menor volumen ocupado para una mayor relaciónde transmisión que éstas presentan con respecto a lastransmisiones convencionales. Una de las formas másutilizada para controlar la condición mecánica de unamáquina es el análisis de vibraciones. Éste ha sidoestudiado activamente para la transmisión planetaria en los
últimos años [1], principalmente llevado a cabo por dosmodelos teóricos: (i) el modelo fenomenológico y (ii) elmodelo de parámetros concentrados. El primero describelas vibraciones medidas directamente por un sensor que seencuentra fijo en el exterior del anillo, esto es análogo a
como se realizan las mediciones experimentales (véaseFigura 1). En cambio, el segundo modelo describe lasvibraciones de todos los grados de libertad del sistema conrespecto a un marco de referencia fijo al carrier, y por lotanto rotatorio. Por esta razón, los resultados obtenidos enambos modelos no son directamente comparables. Variostrabajos en la literatura no mencionan este problema [2-4];otros han intentado entregar soluciones que no han sido

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 86/253
75
Carrier Anillo Sol Planeta 1
satisfactorias [5,6]. Por esta razón, en este trabajo se propone una nueva función que descompone las solucionesdel modelo de parámetros concentrados a la referencia fijaque representa las mediciones del sensor, para luegocompararlas con las del modelo fenomenológico y conmediciones experimentales. Junto con esto, se estudia conambos modelos el efecto de incluir una falla puntual en unode los elementos de la transmisión, comparando losresultados con mediciones experimentales.
Fig. 1. Arreglo típico de medición. Sensor fijo en el exterior del anillo.
2. Modelos de la transmisión planetaria
2.1. Modelo fenomenológico
Este modelo describe directamente las vibraciones
medidas por un sensor fijo en la parte externa del anillo,como se muestra en la Figura 1. Se basa en la modelacióndirecta de las vibraciones producidas por la interacción de losdiferentes pares de engrane en la transmisión planetaria. Estasvibraciones se consideran como funciones algebraicas
periódicas a la frecuencia de engrane , donde esel número de dientes del anillo y es la frecuencia derotación del carrier. En la Figura 2 se muestra comoejemplo el modelo para una transmisión de planetas.En la Figura 2a se muestran las vibraciones
producidas en cada punto de contacto entre planeta y anillo.Se trabaja con funciones de modulación
producidas por la variación de la posición de los planetas con respectoal sensor [7]. Luego, la contribución de cada par de engranequeda representada por . Ésta se muestra en laFigura 2b, mientras que la señal total se muestra en laFigura 2c. El espectro se puede observar en la Figura 2d.Cabe destacar que la simulación de otras transmisiones
planetarias puede ser realizada fácilmente cambiando los parámetros geométricos de ésta (número y posición de planetas, número de dientes) [8,9]. A partir de esto, elmodelo permite predecir contenido espectral como el de la
Figura 2d, donde se observa que la componente a lafrecuencia de engrane no aparece, lo que efectivamentesucede en casos reales [9], cuando las vibraciones sonmedidas como lo muestra la Figura 1.
Fig. 2. Representación del modelo fenomenológico
2.2. Modelo de parámetros concentrados
Este modelo representa de una forma más real lamecánica de la transmisión planetaria, ya que considera lasmasas, inercias, rigideces y amortiguamientos de loselementos que ésta contiene. Se basa en la resolución de laecuación del movimiento:
(1)
donde es el vector que contiene todos los grados delibertad (Ec. 2) y el resto son matrices que contienen las
propiedades de los cuerpos y sus interconexiones [10].
(2)
Los grados de libertad se muestran en la Figura 3. Se puede observar que estos están referidos al sistema dereferencia que está fijo al carrier, el cual es, por lo tanto,rotatorio con frecuencia . Los elementos (sol,
planetas, anillo, carrier), están interconectados por resortesy amortiguadores que representan las interacciones deengrane y rodamientos. Esto se muestra en la Figura 4. Losamortiguadores no se muestran en esta Figura, pero sonmodelados en paralelo a los resortes mostrados. Lasrigideces y representan la rigidez de engraneentre el planeta y el anillo y sol respectivamente. Estasson funciones que varían en el tiempo debido al cambio de

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 87/253
76
1 a 2 pares de dientes en contacto que existe para cada proceso de engrane. En la Figura 5 se muestra un ejemplode las rigideces de engrane entre planeta y anillo .Se puede mostrar que las rigideces tienen la mismaforma mostrada en la Figura 5, pero se diferencian enamplitud y razón entre la porción de mayor y la de menoramplitud, de acuerdo a la razón de contacto existente entrecada engrane. El desfase de las funciones está definido porla geometría de la transmisión particular [11].
Fig. 3. Grados de libertad modelo de parámetros concentrados.
Fig. 4. Interconexión por resortes, modelo de parámetros concentrados.
Las soluciones de este modelo no representan a lasmediciones del sensor fijo en el anillo (Figura 1), ya que
éstas se encuentran referidas al sistema rotatorio fijo alcarrier. Además no consideran el efecto de modulación deamplitud que se origina por el desplazamiento relativo delos engranes entre planeta - anillo y sol con respecto alsensor. Luego estos resultados no se pueden comparar conlos del modelo fenomenológico ni con medicionesexperimentales referidas a la Figura 1.
Fig. 5. Función de rigidez de engrane.
2.3. Descomposición de marco de referencia
Para poder comparar los resultados del modelo de parámetros concentrados con los del modelofenomenológico y mediciones experimentales, es necesariodescomponerlos a un marco de referencia fijo como el quemuestra la Figura 1. Utilizando los resultados del modelomencionado, se puede plantear que las vibraciones medidas
por un sensor, como el mostrado en la Figura 1, pueden serrepresentadas por:
∑
∑
(3)
Donde son funciones que representan lamodulación de amplitud debido al desplazamiento relativode los planetas c/r al sensor (tienen la misma forma que). son las fuerzas de engrane obtenidas
directamente de las soluciones del modelo con los parámetros indicados en la Tabla 1. El término es utilizado para determinar la proyección de lasfuerzas de engrane en la dirección del sensor, como lomuestra la Figura 6.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 88/253
77
Fig. 6. Representación gráfica de ángulos de .
Tabla 1. Parámetros transmisión planetariaÍtem Sol Planeta Anillo Carrier
N° dientes 18 26 72Masa (kg) .178 .2 1.711 .81
Inercia(kgm2) 5.5e-6 4.6e-5 7.2e-3 5.7e-3
Módulo 1.5 1.5 1.5 1.5Rigidezrodamiento(N/m)
150e6 150e6 2e10 150e6
Rigideztorsional(N/m)
0 0 1e15 0
ng. presión Razón decontacto
1.57; 1.95
RPM sol 1800
2.4. Simulación de fallas puntuales
Para poder simular una falla puntual en cada modelo, sesiguen los procedimientos que se muestran a continuación.
Para el caso del modelo fenomenológico, ésta se simulamultiplicando la vibración
producida por el engraneentre el planeta y el anillo por una perturbación. Se eligeuna ventana de Hanning de amplitud determinada como laforma de ésta. Se escoge esta ventana para asegurar lacontinuidad de la vibración como se muestra en la Figura7, no obstante, ésta podría tener otra forma particular. La
perturbación tiene una duración igual a la duración de lavibración, pero la parte donde efectivamente modifica laamplitud vibratoria dura ⁄ y tiene una frecuencia
relativa a la falla determinada por la geometría y cinemáticade la transmisión. La cantidad de funciones que sonsometidas a esta perturbación y las características que ésta
presenta, están determinadas por el/los elemento(s) que presentan la falla puntual. En la Figura 7 se muestraesquemáticamente la forma que tendría una de lasvibraciones
de la Figura 2a, si el planeta presentara
una falla puntual. El resto del procedimiento es el mismoque el planteado en el punto 2.1.
Fig. 7. Representación gráfica de vibración con perturbación.Para el caso del modelo de parámetros concentrados se
procede a modificar la función de rigidez de engrane ó como se muestra en la Figura 8, para la rigidezrelacionada con el engrane entre el planeta y el anillo o solrespectivamente. Si se presenta una falla puntual en el
planeta , sol o anillo, variará la rigidez relacionada con elelemento de la falla y/o con el que hace contacto la falla. Serealiza de esta forma, debido a que ya se ha estudiado elefecto que producen las fallas puntuales en estas funciones[12]. El resto del modelo, junto a la descomposición
propuesta en la Ec. 3, permanece invariante.
Fig. 8. Método de inclusión de falla en modelo de parámetrosconcentrados.
3. Resultados
3.1. Transmisión sin fallas
En la Figura 9 se muestra el espectro obtenido a partir
del modelo fenomenológico con vibraciones , que adiferencia de lo mostrado en la Figura 2a, son simuladasconsiderando diferentes amplitudes para c/u de ellas, lo cuales un caso que se asemeja un poco más a la realidad. Si serealiza la simulación con todos los
de igual magnitud,como lo muestra la Figura 2a, sólo aparece en el espectrocomponentes espaciadas a medidas desde [8,9].
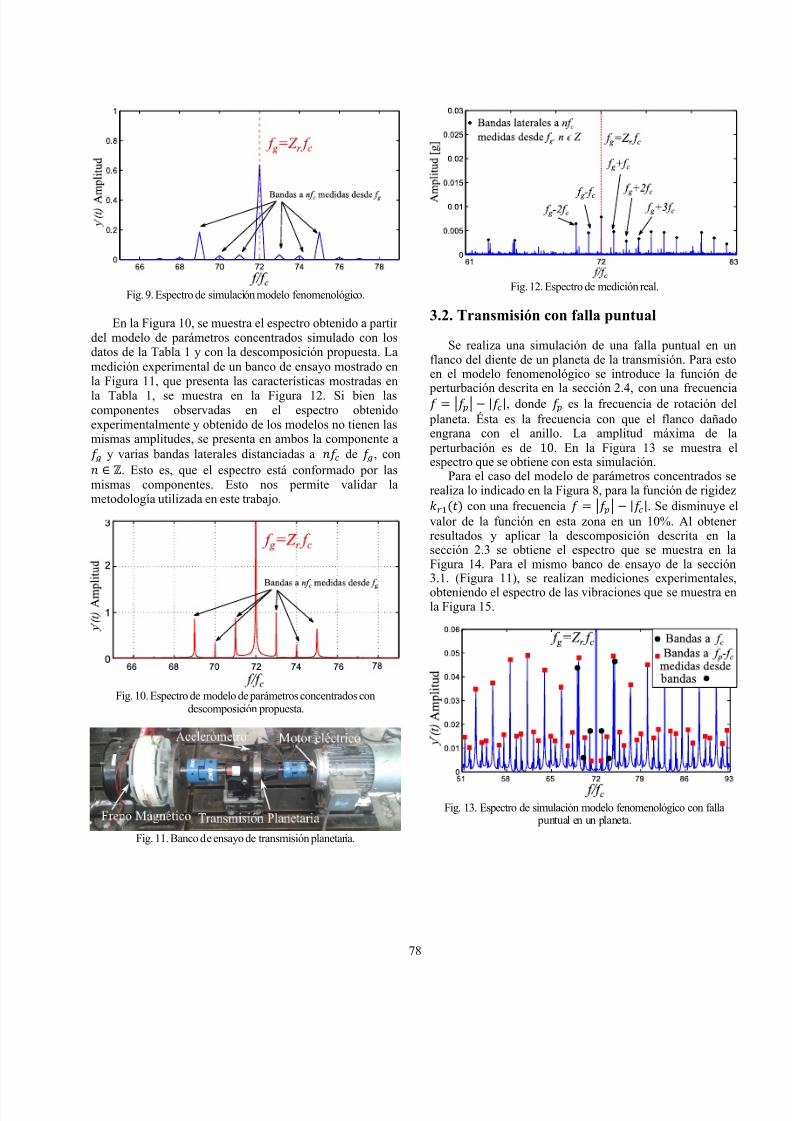
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 89/253
78
Fig. 9. Espectro de simulación modelo fenomenológico.
En la Figura 10, se muestra el espectro obtenido a partirdel modelo de parámetros concentrados simulado con losdatos de la Tabla 1 y con la descomposición propuesta. Lamedición experimental de un banco de ensayo mostrado enla Figura 11, que presenta las características mostradas en
la Tabla 1, se muestra en la Figura 12. Si bien lascomponentes observadas en el espectro obtenidoexperimentalmente y obtenido de los modelos no tienen lasmismas amplitudes, se presenta en ambos la componente a y varias bandas laterales distanciadas a de , con . Esto es, que el espectro está conformado por lasmismas componentes. Esto nos permite validar lametodología utilizada en este trabajo.
Fig. 10. Espectro de modelo de parámetros concentrados condescomposición propuesta.
Fig. 11. Banco de ensayo de transmisión planetaria.
Fig. 12. Espectro de medición real.
3.2. Transmisión con falla puntual
Se realiza una simulación de una falla puntual en unflanco del diente de un planeta de la transmisión. Para estoen el modelo fenomenológico se introduce la función de
perturbación descrita en la sección 2.4, con una frecuencia | |, donde es la frecuencia de rotación del planeta. Ésta es la frecuencia con que el flanco dañadoengrana con el anillo. La amplitud máxima de la
perturbación es de . En la Figura 13 se muestra elespectro que se obtiene con esta simulación.
Para el caso del modelo de parámetros concentrados serealiza lo indicado en la Figura 8, para la función de rigidez con una frecuencia | |. Se disminuye elvalor de la función en esta zona en un 10%. Al obtenerresultados y aplicar la descomposición descrita en lasección 2.3 se obtiene el espectro que se muestra en laFigura 14. Para el mismo banco de ensayo de la sección3.1. (Figura 11), se realizan mediciones experimentales,
obteniendo el espectro de las vibraciones que se muestra enla Figura 15.
Fig. 13. Espectro de simulación modelo fenomenológico con falla puntual en un planeta.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 90/253
79
Fig. 14. Espectro de simulación modelo parámetros concentrados confalla puntual en un planeta.
De los resultados expuestos por ambos modelos se puede observar que las vibraciones que mediría el sensorubicado como se muestra en la Figura 1, contienencomponentes que también se observan en los resultadosexperimentales. Estas son componentes que aparecen como
bandas laterales a frecuencias | | medidasdesde y desde las distintas bandas laterales que ya se presentaban en el caso sin falla (bandas laterales separadasa de , con ). Por otro lado, las amplitudes de lascomponentes espectrales en los modelos no coinciden conlas observadas en las mediciones experimentales. De estose extrae que ambos modelos predicen cualitativamente lasvibraciones que presenta la transmisión planetaria sometidaa este tipo de falla particular. Así se encuentra que el patrónque predice la falla puntual en un flanco del diente de un
planeta, son las vibraciones con componentes a frecuencias | | medidas desde y desde las distintas bandas laterales que ya se presentaban en el caso sin falla.
A partir de lo anterior, se puede extraer que ambosmodelos son útiles en la predicción de las componentesvibratorias de la transmisión planetaria, ya que nos
permiten obtener el patrón que se observa en lasvibraciones cuando se presenta una falla puntual en unflanco del diente de un planeta. Esto se puede extender adiferentes tipos de falla en los diferentes elementos que latransmisión planetaria contiene.
Fig. 15. Espectro de mediciones reales en banco de ensayo con falla puntual en un planeta.
4. Conclusiones
Se presentaron los modelos fenomenológico y de
parámetros concentrados que describen las vibraciones deuna transmisión planetaria desde distintos marcos dereferencia. Se propuso una función que permite compararlas respuestas entre ambos modelos y las medicionesexperimentales. Se compararon los resultados para unatransmisión planetaria particular y se validaron debido a lasimilitud obtenida entre ellos. Luego, se simula una falla
puntual en un flanco del diente de un planeta de latransmisión en ambos modelos y se compara con resultadosexperimentales obteniendo también resultados similares, loque permite obtener el patrón que indica la presencia de lafalla. Se puede extender esta metodología para simulardistintos tipos de falla y obtener los patrones que permitan
predecir la condición mecánica de la transmisión planetaria
por medio de las vibraciones.
Referencias
[1] Y. Lei, J. Lin, M. J. Zuo, Z. He, Condition monitoringand fault diagnosis of planetary gearboxes: A review,Measurement 48 (2014) 292-305.
[2] L. Hong, J. S. Dhupia, S. Sheng, An explanation offrequency features enabling detection of faults inequally spaced planetary gearbox, Mechanism andMachine Theory 73 (2014) 169-183.
[3] Z. Chen, Y. Shao, Dynamic simulation of planetary
gear with tooth root crack in ring gear, EngineeringFailure Analysis 31 (2013) 8-18.[4] Z. Chen, Y. Shao, Dynamic Features of a Planetary
Gear System With Tooth Crack Under Different Sizesand Inclination Angles, Journal of Vibration andAcoustics 135 (2013) 1-12.
[5] J. P. Torregrosa, C. M. Vicuña, Dynamic and phenomenological vibration models for failure prediction on planet gears of planetary gearboxes,Journal of the Brazilian Society of Mechanical Scienceand Engineering 36 (2015) 533-545.
[6] M. Karray, F. Chaari, A. Fernandez Del Rincon, F.Viadero, M. Haddar, Modulation Sidebands ofPlanetary Gear Set, Advances in Condition Monitoringof Machinery in Non-stationary Operations, Lecture
Notes in Mechanical Engineering, Springer (2014). DOI: 10.1007/978-3-642-39348-8_18.
[7]
P. D. McFadden, J. D. Smith, An explanation for theasymmetry of the modulation sidebands about the toothmeshing frequency in epicyclic gear vibration,

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 91/253
80
[8] Proceedings of the Institution of Mechanical Engineers199 C1 (1985) 65-70.
[9] M. Inalpolat, A. Kahraman, A theoretical andexperimental investigation of modulation sidebands of
planetary gear sets, Journal of Sound and Vibration
323 (2009) 677-696.[10] C. M. Vicuña, Vibration characteristics of single-stage planetary gear transmissions, Ingeniare, Revistachilena de ingeniería 22 N°1 (2014) 88-98.
[11] J. Lin, R. G. Parker, Analytical Characterization of theUnique Properties of Planetary Gear Free Vibration,
Journal of Vibration and Acoustics 121 (1999) 316-321.
[12] R. G. Parker, J. Lin, Mesh Phasing Relationships inPlanetary and Epicyclic Gears, Journal of MechanicalDesign 126 (2004) 365-370.
[13]
F. Chaari, T. Fakhfakh, M. Haddar, Analyticalmodelling of spur gear tooth crack and influence ongearmesh stiffness, Eur. J. Mech. A/Solids 28 (2009)461-468.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 92/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
81
Desarrollo de una metodología de medición de ruido al
paso de un vehículo ferroviario
Kenny L. Alvarez C.a,*
, Miguel Aizpun Navarroa
a Escuela de Ingeniería Mecánica, Pontificia Universidad Católica de Valparaíso, Av. Los Carrera 01567, Quilpué,
Valparaíso, Chile.
*E-mail Autor: [email protected]
Resumen
Los ferrocarriles son vehículos que se utilizan principalmente para el transporte de pasajeros y carga. Se caracterizan por
circular sobre carriles, y normalmente sus ruedas son de acero. Al entrar en contacto estos dos elementos, ocurren fenómenos
que provocan que los cuerpos vibren lo suficiente para generar niveles de ruido importantes. Además, estos vehículos poseen
otras fuentes de emisión que se adicionan al nivel total generado.
Estos niveles de ruido afectan en gran manera a la población y a la calidad de vida de las personas que se ven expuestas a este
fenómeno. Es por ello que se hace necesario contar con normativas que permitan evaluar y mitigar este tipo de ruido.
En Chile, existe una normativa para evaluar y controlar el ruido proveniente sólo de fuentes fijas, por lo que no es aplicable a
vehículos ferroviarios, que corresponde a fuentes móviles.
Para lograr reducir el ruido generado por una fuente, es necesario medirlo y compararlo con los límites establecidos, y de esta
forma poder tomar medidas de mitigación.
En el presente trabajo, se llevó a cabo un análisis de las principales fuentes de generación de ruido en un vehículo ferroviario,y se desarrollaron metodologías para medir el ruido emitido por el paso de un tren. Con estas metodologías, se pretende
calcular niveles de emisión de ruido y de esta forma tomar medidas de reducción y/o mitigación.
Adicionalmente, se da a conocer una recopilación de límites de emisión sonora de diferentes países que poseen sistemas
ferroviarios, con el objetivo de tener referencias de consulta para el desarrollo de una futura normativa chilena aplicable a
fuentes móviles.
Keywords: ruido ferroviario, ruido de rodadura, medición de ruido, ferrocarril.
1. Introducción
En la actualidad, el vehículo ferroviario es uno de los
medios de transporte más utilizados en todo el mundo,gracias a las numerosas ventajas que posee con respecto a
otros vehículos, entre las que se destacan: confort de
pasajeros, tiempos de viajes reducidos y controlados, bajas
emisiones contaminantes, entre otras.Según un estudio realizado por la UIC (International
Union of Railway) [1], durante el año 2012, la afluencia de pasajeros en el mundo fue de 2.886 billones por kilómetro
de vía. De acuerdo a ese estudio, el 74% de los pasajeros
pertenece a Asia, Oceanía y el Medio Este.En Chile, el transporte ferroviario también se encuentra
presente y posee una participación importante dentro de losdistintos sistemas de trasporte. De acuerdo a unainvestigación realizada a los sistemas de transporte en Chile[2], se concluyó que el transporte ferroviario ocupa elsegundo lugar en el transporte de pasajeros, con un total de23.274.675 pasajeros transportados en el año 2009, valorque se ha visto incrementado en un 22% en 3 años.Además, si se observa la evolución del transporte

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 93/253
82
ferroviario en los últimos 10 años en Chile, se puede verclaramente que la cantidad de pasajeros transportados se haduplicado, y el transporte de carga ha aumentado en un25%, manteniéndose éste último prácticamente constantelos últimos 5 años [3].
El ferrocarril, a modo general, se compone de dosconjuntos, el coche, o también denominado vagón, y los bogies. El coche corresponde al vehículo diseñado paratransportar pasajeros o carga y un bogie es un conjunto dedos o tres pares de ruedas montadas sobre ejes. En unvehículo ferroviario, los coches se encuentran montadossobres los bogies y esto permite que el vehículo se desplacea lo largo de perfiles metálicos denominados carriles.
Al entrar en contacto la rueda con el carril, amboselementos fabricados generalmente de acero, generanvibraciones que se trasmiten a lo largo de la estructuraferroviaria. Estas vibraciones producen un fenómeno físicollamado ruido.
El ruido se define como la variación de presión producida en un medio líquido, sólido o gaseoso, que es perceptible por el oído humano en determinadas frecuenciasy causa molestia [4].
El oído humano es capaz de detectar variaciones de presión en un rango de 20×10−6 (/2) hasta 200 (/2),y en un rango de frecuencias entre 20 y 20.000 (Hz). Es porello que resulta complejo medir su magnitud y se haadoptado utilizar la escala logarítmica para facilitar elcálculo, cuya unidad es el decibelio y se define de lasiguiente forma:
⁄ (1)
El ruido se clasifica principalmente en función de la
fuente de emisión: que puede ser fija o móvil, y de acuerdoa la característica: ruido intermitente, ruido estable, ruidovariable en el tiempo y ruido impulsivo. El ruido emitido por un ferrocarril corresponde a una fuente móvil, concaracterística impulsiva.
Estudios recientes [5] han demostrado que si una persona se expone a niveles mayores de 60 (dBA) de ruidoferroviario en forma periódica, tiene un riesgo 8% mayor desufrir hipertensión, entre otras patologías. Es por ello que sehace necesario contar con normativas que permitan evaluary mitigar este tipo de ruido.
Para poder tomar medidas, es necesario conocer las principales fuentes de emisión de ruido, con el fin de atacardirectamente a la fuente de emisión, en vez de sólo tratar de
mitigarlo con acciones ajenas a ésta.Los expertos en ferrocarriles han investigado [6] los
diferentes tipos de ruido presentes en el paso de unferrocarril, clasificándolos en 3 categorías: ruido trasmitido por tierra, ruido estructural y ruido aéreo (Ver Figura 1),siendo este último al más influyente en los niveles finalesde emisión.
Figura 1. Clasificación de categorías de ruido [6].
El ruido aéreo es generado por los distintoscomponentes de un vehículo cuando se encuentra encirculación. Gracias a los estudios realizados se han logradoidentificar las principales fuentes de emisión:
Ruido de rodadura: es la principal fuente de emisiónque se genera por el contacto directo entre la rueda yel carril. La forma de reducirlo es disminuyendo las
vibraciones de sus dos primeros modos de vibracióncorrespondiente a 0Ln y 1Ln [7]. Algunas medidasque se han tomado al respecto, es colocar en las ruedasamortiguamiento a los modos de vibración que másgeneran ruido. Esto permite disminuir las aceleracioneslaterales considerablemente y por lo tanto disminuye elnivel de ruido [8].
Ruido de impacto: este ruido se produce cuando la ruedaentra en contacto con alguna imperfección en el carril, enalguna junta no soldada o cuando la rueda ingresa a unazona de cambio y la rueda entra en contacto con la aguja[9].
Chirrido en curvas: más conocido por su nombre en inglés“Squeal Noise”, este ruido es objeto de muchas
investigaciones debido a su característica. Cuando unvehículo circula en curva, ocurre un pequeñodeslizamiento con respecto al carril, lo que genera fuerzasde fricción [10], esto provoca una fuerte excitación de losmodos de vibración 0Ln de la rueda a determinadasfrecuencias, lo que genera un chirrido de carácter tonalmuy fuerte.
Ruido aerodinámico: es producido por el contacto directoentre el aire y el vehículo. Se debe a las fuerzas de arrastreque debe vencer el vehículo. Además, en vehículos de másde un coche, en ocasiones se producen turbulencias en launión de estos cuando se alcanza cierta velocidad.
Ruido de tracción y elementos auxiliares: el ruido detracción corresponde al ruido generado por los motores, yasean eléctrico o diésel, mientras que el ruido de elementosauxiliares se produce por el contacto del pantógrafo con lacatenaria y también por los equipos de climatización quegeneralmente están ubicados en la cubierta superior deltren.
La mayoría de estas fuentes de emisión de ruidoaumentan con la velocidad del vehículo, proporción que se puede observar en la Figura 2.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 94/253
83
Figura 2. Variación de la presión sonora en función de lavelocidad según fuente de emisión [11].
En la Figura 2, se puede observar que a velocidades por
debajo de los 30 km/hr, el ruido predominante es el ruido
de tracción, el cual se mantiene prácticamente constante avelocidades mayores. En un rango de 30 a 200 km/hr
aproximadamente, el ruido que predomina es el ruido de
rodadura y finalmente sobre velocidades de 200 km/hr, el
ruido que más se hace presente es el ruido aerodinámico.
Además, el nivel total de ruido emitido por un
ferrocarril se puede estimar en función de la velocidad con
la siguiente expresión [6]:
(2)
Donde:
: es el nivel de presión sonora a la velocidad , en dB(A).
: es el nivel de presión sonora a la velocidad , en dB (A).: es la velocidad del tren a la cual se desea conocer el nivel de presión sonora, en km/hr.: es la velocidad a la cual se midió el nivel de presión sonora, en km/hr.
En la expresión anterior, se observa que es necesarioconocer el nivel de presión sonora a una cierta velocidad.Para obtener dicho valor, es necesario realizar medicionesde ruido cuando un vehículo ferroviario se encuentra encirculación.
La mayoría de los países que cuentan con sistemasferroviarios, poseen normativas y protocolos de mediciónde ruido, a fin de evaluar el impacto y comprobar si se
cumple con los límites establecidos por las políticas de cada país. En Chile, no existe una normativa que establezcalímites de emisión de ruido para fuentes móviles como lo esel ferrocarril, ni tampoco metodologías de medición.Cuando es necesario realizar mediciones, las empresasejecutoras recurren a metodologías de normativasextranjeras o se basan en metodologías aplicadas a fuentesfijas [12]. Esto puede resultar en la obtención de valores
erróneos y muchas veces perjudiciales para los entesinvolucrados.
2. Descripción del trabajo realizado
La metodología propuesta, se realizó en base a unarecopilación de normativas y metodologías europeas yamericanas, seleccionando las principales directrices deacuerdo a las necesidades de Chile.
En Europa, la normativa que se utiliza es la UNE-EN-ISO 3095:2005:”Medición del ruido emitido por vehículosque circulan sobre carriles” [13]. Esta norma entrega lasherramientas necesarias para efectuar mediciones de ruidoen el paso de un vehículo ferroviario.
Por otra parte, en Estados Unidos, el U.S. Departmentof Transportation” ha desarrollado un manual llamado“Handbook for Railroad Noise Measurement and Analysis” [14], que menciona las pautas que se debenseguir para medir el ruido del paso de un tren.
Ambas normativas aportan variables distintas almomento de medir el ruido, por lo que para desarrollar lasmetodologías propuestas se han seleccionado los parámetros más representativos, y los que se adecúan mejora la situación de Chile.
Existen otras normativas particulares de cada país [15-16] que son modificaciones de estas dos normativasmencionadas anteriormente, de las cuales se seleccionaronalgunas variables que pueden ser aplicadas en estametodología.
Además de las metodologías estudiadas, se realizó unanálisis de los límites de emisión de ruido de diversos países desarrollados y en vías de desarrollo. En la mayoríade los países estudiados, existían límites de emisión deruidos equivalentes para el día y para la noche, clasificadosen función de la zona de los receptores (Ver Tabla 1).
Tabla 1. Límites de nivel de presión sonora de varios paíseseuropeos.
Tipo de
Receptor
Límites nivel de presión sonora equivalente, ponderado A, en el
día/noche, según País (LpAeq,día)/(LpAeq,noche) en dBA
Italia Portugal Alemania Suiza Francia Polonia Malasia
Hospitales
y Escuelas50/40 55/45 70/60 60/50 63/58 55/50 60/50
Residencial 55/45 55/45 70/60 60/50 63/58 55/50 65/60
Areas
Mixtas60/50 65/55 72/62 65/55 68/63 65/50 70/65
Centros de
Ciudad65/55 65/55 72/65 65/60 68/63 65/55 70/65
Industrial 70/60 65/55 75/65 70/60 68/63 65/55 75/65
3. Descripción de los resultados de lainvestigación

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 95/253
84
A continuación se presentan tres metodologías demedición de ruido desarrolladas en base a lasinvestigaciones realizadas. La primera, corresponde a unametodología a campo libre del paso del tren, la cual tienecomo objetivo medir el ruido emitido por el paso de un trenen zonas a campo libre, es decir zonas que no existanelementos que interfieran con las mediciones, como porejemplo árboles, edificios, etc. La segunda se denominametodología del paso del tren para zonas urbanas, varía con
respecto a la anterior ya que se puede medir en zonas queexistan elementos que interfieran con la emisión de ruido.Finalmente, se presenta la metodología de medicióncontinua de ruido. Las dos primeras son de utilidad paraevaluar el estado del vehículo y/o material rodante,mientras que la última permite evaluar el ruido en un periodo de tiempo, y calcular el nivel de presión sonora para comprobar si éste cumple con los valores establecidoscomo límites por las autoridades gubernamentales.
3.1. Metodología a campo libre del paso deltren
En esta metodología, se indica la posición de losmicrófonos, las condiciones del entorno, ya seameteorológicas o acústicas, las condiciones del vehículo yvía, la instrumentación necesaria, las velocidades de ensayoy las magnitudes que se deben medir y/o calcular.
Además, se debe obtener el , que corresponde alnivel de exposición sonora al tránsito, el cual se calcula a partir del nivel de presión sonora equivalente medido con lasiguiente expresión:
( ⁄ )
(3)
Donde:TEL: es el nivel de exposición sonora al tránsito, ponderado
A, expresado en .: es el nivel de presión sonora equivalente
ponderado A, medido en el tiempo de paso del tren, en. : es el tiempo de paso del tren, que equivale a la longitud
total del tren dividida por la velocidad del tren, en .: es el intervalo de tiempo de medición, en .
Las mediciones deben comenzar cuando el ruido deltren se perciba con el oído humano y finalizar cuando ésteya no se perciba. Se recomienda utilizar un instrumentoadicional para medir el tiempo de paso del tren, como porejemplo un sensor fotoeléctrico de barrera.
Toda la instrumentación acústica debe cumplir con lassiguientes normativas: IEC 61672: “Electroacústica,Sonómetros” , IEC 61094-4:1996: “Electroacústica,micrófonos de medición” o ANSI S1.4:2013:“Electroacústica, sonómetros” y EN 60942:2005:“Electroacústica, calibradores acústicos” o ANSI
S1.40:2006: “Especificaciones y procedimiento deverificación de calibradores acústicos”.
3.2. Metodología del paso del tren para zonasurbanas
Esta metodología es una modificación de la anterior, enla cual se modifican los puntos de medición debido a quegeneralmente no será posible cumplir con la distancia delos micrófonos. También se modifican las condiciones delentorno, que en la metodología anterior se considerabacomo un entorno libre de elementos que interfieran con lasmediciones, condición que será difícil cumplir en zonasurbanas.
3.3. Metodología para medición continua deruido
La presente metodología es de utilidad para evaluar elimpacto que genera el ruido emitido por un ferrocarril en lacomunidad. Se desarrolló en base a normativas de diversos países, recopilando lo mejor de cada una para ser aplicada aChile.
Posición de micrófonos: la ubicación de los micrófonos
estará definida por el lugar en el que se desea caracterizar el
nivel de presión sonora. Los micrófonos deben estar
colocado siempre en posición horizontal dirigido hacia la
fuente de emisión. Deben ir ubicados entre 1,2 a 1,5 m del
suelo. Se deben realizar, al menos tres mediciones
simultáneas en la zona seleccionada y el valor a utilizar será
la media aritmética de las tres mediciones. Estos
micrófonos deben estar separados entre ellos, al menos 0,5
m.Magnitudes de medición: se debe medir el nivel de
presión sonora continuo equivalente, ponderado A y
el nivel de presión sonora máxima, ponderado A, en
respuesta rápida . Luego se deberá calcular el nivel
de exposición sonora con la siguiente expresión:
⁄ (4)
Donde:SEL: es el nivel de exposición sonora de un evento aislado,
ponderado A, expresado en .: es el nivel de presión sonora continuo equivalente
ponderado A, en
;
es el intervalo de tiempo de referencia, en .: es el intervalo de tiempo de medición, en .
Número de mediciones y tiempo de duración: las
magnitudes de interés para esta metodología son el nivel de
presión sonora equivalente, ponderado A, de día ( ),
que corresponde al durante el periodo de tiempo de
las 07:00 hrs a 21:00 hrs, y el nivel de presión sonora

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 96/253
85
equivalente, ponderado A, de noche ( ), que
corresponde al durante el periodo de tiempo de las
21:00 hrs a 07:00 hrs. Lo ideal sería medir todo el periodo
evaluado, pero esto implica el procesamiento de una gran
cantidad de datos que resulta muchas veces costoso e
inviable. Es por ello que se propone un método para llevar acabo este tipo de mediciones.
Mediciones de día (de 07:00 a 21:00 hrs): Baja frecuencia de Vehículos: se considerará baja
frecuencia de vehículos, cuando circulen diariamente
menos de 10 vehículos (ejemplo: trenes de carga,
locomotoras, etc). En este caso se deberá medir sólo el
tiempo necesario para registrar el ruido del paso de cada
uno de los vehículos, por separado, por lo que no se deben
tener más de 10 mediciones, una por cada tren. Y también
se deberá medir el ruido de fondo durante treinta segundos,
en cada intervalo de tiempo que no circule ningún vehículo.
El nivel de presión sonora equivalente de día para este casode calculará con la siguiente expresión:
{∑ ( ) ∑ ( ) }
(5)
Donde: : es el nivel de presión sonora, ponderado A,
equivalente durante el día (de 07:00 a 21:00 hrs), en dB(A).: es el tiempo total de evaluación (07:00 a 21:00 hrs), en s.: es la cantidad de mediciones realizadas.: es el intervalo de tiempo medido en el evento del pasodel tren, en s.
: es el nivel de presión sonora, ponderado A, equivalentemedido en el tiempo , en dB(A).: es la cantidad de intervalos de tiempo en el cual no serealizaron mediciones.: es el intervalo de tiempo en el cual no hay circulaciónde vehículos, en s.: es el nivel de presión sonora, ponderado A, equivalentedel entorno, cuando no circula ningún vehículo, en dB(A).Este valor se medirá durante treinta segundos solamente, yse considerará constante en los instantes que no circuleningún vehículo.
Alta frecuencia de Vehículos: se considerará alta frecuenciade vehículos, cuando circulen diariamente más de 10vehículos. Generalmente, cuando se tiene una altafrecuencia de vehículos durante el día, su servicio se divideen horarios dependiendo de la demanda de los usuarios, porejemplo: horario punta, horario valle y horario normal. Lacantidad y los tiempos de medición van a dependerexclusivamente de las frecuencias horarias que posea elservicio. Se deberá medir en cada uno de los horarios, eltiempo necesario para captar la emisión de ruido del 25%
de los vehículos que circulan en ese horario. En ningúncaso se deberá medir menos de diez trenes, por lo que si el25% corresponde a una cantidad menor, se debe calcular eltiempo con un total de diez vehículos. La ecuación para estecaso será la siguiente:
∑ (6)
Donde: : es el nivel de presión sonora, ponderado A,
equivalente durante el día (de 07:00 a 21:00 hrs), en dB(A).: es el tiempo total de evaluación (07:00 a 21:00 hrs), en s.: es la cantidad de horarios con distinta frecuencia de paso(horario punta, valle y normal).: es el intervalo de tiempo total que dura el servicio en
una frecuencia i determinada, en s. La suma de todos los es igual al tiempo : es el nivel de presión sonora, ponderado A,
equivalente medido en una frecuencia i determinada,equivalente a un total de 25% de los trenes que circulan enesa frecuencia, en dB(A).
Mediciones de noche (de 21:00 a 07:00 hrs):El servicio de vehículos en la noche es considerablementemenor que en el día, y de acuerdo al periodo de evaluación,los vehículos circularán al comienzo y al final de dicho periodo de tiempo. Por lo tanto, se deberá medir de nochedesde las 21:00 hrs, hasta que termine el servicio de paso delos vehículos (normalmente de 11:30 a 12:00 hrs.) y desdeque comienzan a circular en la madrugada (normalmente de05:30 a 06:00 hrs.) hasta las 07:00 hrs. Durante el tiempoque no circulen vehículos, se deberá medir durante un
periodo de treinta segundos cada una hora, y calcular lamedia aritmética, a fin de caracterizar el ruido que se percibe en la noche. La fórmula para calcular este nivel deruido será la siguiente:
[( ) ( )
( )] (7)
Donde: : es el nivel de presión sonora, ponderado A,
equivalente durante la noche (de 21:00 a 07:00), en dB(A).: es el tiempo total de evaluación (21:00 a 07:00 hrs), en s.: es el intervalo de tiempo en el cual se llevó a cabo lamedición de noche, (de 21:00 hrs hasta el término delservicio), en s.: es el nivel de presión sonora, ponderado A, equivalentemedido durante la circulación de vehículos en la noche,desde las 21:00 hrs hasta el término del servicio, en dB(A).: es el intervalo de tiempo en el cual se llevó a cabo lamedición de madrugada, (desde que comienza el serviciohasta las 07:00 hrs), en s.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 97/253
86
Seleccionarla zona demedición
Conocer lasfrecuencias de paso ycalcular los tiempos
de medición
Ubicar losmicrófonos
Medir el Leq y Lmaxde acuerdo a los
tiempos de medición
Completar losCheck list
: es el nivel de presión sonora, ponderado A, equivalentemedido durante la circulación de vehículos en lamadrugada, desde el comienzo del servicio hasta las 07:00hrs, en dB(A).: es el intervalo de tiempo en el cual no hay circulaciónde vehículos, en s.
: es el nivel de presión sonora, ponderado A, equivalentedel entorno, cuando no circula ningún vehículo, en dB(A).Este valor se medirá treinta segundos y se consideraráconstante en los instantes que no circule ningún vehículo.
En la Figura 3 se puede observar el procedimiento aseguir para llevar a cabo las mediciones de estametodología.
Figura 3. Esquema de procedimiento de medición continua deruido.
Con el objetivo de guiar a las personas que lleven acabo las mediciones, se crearon Check list, en los cuales se
indican las condiciones que se deben cumplir y el procedimiento para cada una de las metodologías.
4. Conclusiones
Esta investigación permitió comprobar que trabajar con problemas de ruido en ferrocarril es un tema complejo yaque involucra a muchas fuentes de emisión de ruido. Es porello que se debe tener especial cuidado al evaluar y medir elruido total emitido para no incurrir en errores.
Por otra parte, se observó claramente que la mayoría delos países que poseen legislación acústica, son paísesdesarrollados o en vías de serlo. En cambio Chile, que enestos momentos es un país en vías de desarrollo, no cuentacon dichas normativas ni procedimientos.
Por esta razón, este trabajo se presenta con el objetivode proporcionar una guía para el desarrollo de normativas y protocolos de medición, a fin de que las mediciones deruido en ferrocarriles puedan efectuarse de manera estándaren Chile.
Referencias
[1]
U. I. C. Project, “Exploring bearable noise limits andemission ceilings for the railways.”
[2]
Sti cooperation, "Investigación en transporte en Chile",
2009.[3] Rodrigo F. Lagos C. y Kenny L. Alvarez C., "El sistemaferroviario: grandes ventajas en contextos urbanos",Diario Estrategia, 30 de septiembre de 2013.
[4]
Manuel Rejano de la Rosa, "Ruido Industrial y Urbano"[5]
M. Sørensen, M. Hvidberg, B. Hoffmann, Z. J.Andersen, R. B. Nordsborg, K. G. Lillelund, J.Jakobsen, A. Tjønneland, K. Overvad, and O.Raaschou-nielsen, “Exposure to road traffic and railwaynoise and associations with blood pressure and self-reported hypertension : a cohort study,” Environ. Heal.,vol. 10, no. 1, p. 92, 2011.
[6]
H. Guler, B. Fath, and T. P. Akyol, “AcousticPerformance of Railways : A Case Study in Germany,”
in Proceedings of the Second International Conferenceon Railway Technology: Research, Development andMaintenance., 2014, pp. 1 – 15.
[7] "II Seminario de Ingeniería Ferroviaria", 13-14 denoviembre de 2014, Santiago, Chile.
[8] I. Merideño, J. Nieto, N. Gil-negrete, A. Landaberea,and J. Iartza, “Numerical vibro-acoustic analysis ofrailway wheels with and without damping solutions,” in Noise Control Engineering Journal, vol. 60, no 4, pp458-472, Jan 2012.
[9] R. F. Lagos-cereceda, K. L. Alvarez-c, J. Vinolas-prat,and A. Alonso- pazos, “Rail vehicle passing through aturnout : Influence of the track elasticity Inf luencia de laelasticidad de vía al circular por un desvío ferroviario,”vol. 81, no. 188, pp. 60 – 66, 2014.
[10]
Malcom J. Crocker, "Handbook of NOISE ANDVIBRATION CONTROL".
[11] WG Railway Noise of the European Commission,"Position paper on the European strategies and prioritiesfor railway noise abatement", Versión 19403.
[12] Decreto supremo Nº 38 del Ministerio SecretaríaGeneral de la Presidencia de la República Establece Norma de emisión de ruidos generados por fuentes queindica, elaborada a partir de la revisión del decretosupremo Nº 146 de 1997 del Ministerio de Salud, 11 denoviembre de 2011, Santiago, Chile.
[13]
Norma UNE EN ISO 3095-2005, "Medición delruido emitido por vehículos que circulan sobre carriles".
[14]
U.S. Department of Transpotation, FederalRailroad Administration, "Handbook for Railroad NoiseMeasurement and Analysis", October 2009.
[15] Canadian Transportation Agency, "Railway NoiseMeasurement and Reporting Methodology", August2011.
[16] Department of Environment, Ministry of NaturalResources and Environment Malaysia, "Environmental Noise Limits and control", Book 1 of 3.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 98/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
87
Un procedimiento para definir estrategias para minimizarel riesgo en la gestión del mantenimiento
Fernando Félix Espinosa FuentesFacultad de Ingeniería, Universidad de Talca
Email: [email protected]
ResumenSe presenta una herramienta de análisis cuya finalidad es definir que estrategias son las más adecuadas para ser
implementadas en una organización productiva a fin de minimizar las posibles causas de riesgo en un proceso de innovaciónde la gestión del mantenimiento. Para lograr tal efecto se combinaron herramientas de la Metodología Multicriterio deApoyo a la Decisión-Constructivista (MCDA) para organizar y sintetizar la información recopilada desde el equipo de personas, del modelo DEMATEL (Decision Making Trial and Evaluation Laboratory) para jerarquizar las estrategiasdefinidas. Lo más relevante de la aplicación de este procedimiento es que la definición de las estrategias nace desde las personas que laboran en el área de mantenimiento lo que conlleva a que el compromiso con la implementación exitosa de
estas acciones sea muy alto.
Keywords: Definición de estrategias, DEMATEL, gestión del mantenimiento, MCDA Constructivista..
1. Introducción
Enfrentar un proceso de innovación para la gestión del
mantenimiento con la finalidad de conseguir nuevas metaso fortalecer las que se ya se han alcanzado y demostraronser efectivas, trae consigo riesgos asociados a las múltiplestareas que hay que llevar a cabo, los que emergerán durantela etapa de levantamiento de los requerimientos paraatender los objetivos del negocio de la empresa hasta el
último paso, que es la valoración de los nuevos beneficiosque se podrían conseguir con la innovación propuesta.
Las causas de fallas en un proyecto de innovación son, principalmente, el resultado de la multiplicidad de riesgosinherentes en el proceso de desarrollo del proyecto, porque
se trata de un conjunto de etapas con interacciones ydependencias entre ellas, además que involucra la creaciónde algún producto o servicio que nunca antes fue hecho,
aunque el proceso de desarrollo sea similar al de otros
proyectos.
Aprovechar el conocimiento, experiencia y juicio deladministrador y su equipo de personas, con bastanteseguridad, proveerán información muy útil para la toma dedecisiones en lo que respecta a la definición de lasestrategias de mejoramiento más acertadas para la realidad
de su entorno y es aquí donde las herramientas del MCDAayudan a capturar, organizar jerárquicamente y sintetizar lainformación que ha sido recopilada desde los involucradosdirectamente con el problema en estudio [1,2] y además se puede de forma natural combinarse con un modelo de
administración que maneje la incerteza [3]. Paracomplementar el proceso de selección de las estrategias yacciones de mejoramiento se usarán los principios, delmodelo DEMATEL para evaluar el impacto de lasestrategias [4-6] y de esta manera priorizar los recursoshumanos, físicos y financieros disponibles.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 99/253
88
2. Puntos de vista fundamentales
La metodología MCDA tiene como objetivo auxiliar en
la toma de decisión, para un determinado problema, segúnla perspectiva de los decisores (responsables por la
solución, o bien, los principales afectados por el problemaen cuestión). Según [7] los procedimientos deben estarfundamentados en un paradigma que defina cuales son lasreglas de trabajo para garantizar el respaldo científico a lametodología.
La obtención de los elementos primarios de evaluación(EPEs) se realizó por medio de entrevistas a los encargadosdel mantenimiento de tres empresas productivasrepresentativas de la zona. La relación de influencia es
representada por clúster que reúnen los conceptos que sonde la misma naturaleza, o sea que son factores que en eldesarrollo del proceso influirán en una de las etapas del proyecto principalmente.
En la figura 1 se entrega un mapa generalizado defactores presentes en el proceso de análisis, que por sus
características de disponibilidad de información en primerlugar, y de manejo de relaciones humanas en segundolugar, son fuentes de riesgos para el buen final del proyecto.Por ejemplo, en el análisis económico de las alternativas elno poder cuantificar con certeza los costos involucrados ono poseer conocimientos acabados sobre modeloseconométricos el riesgo de fracasar más adelante es muyalto.
Así, para cada estudio específico que hay que realizaren la evaluación de la factibilidad de implementar unainnovación en el proceso de gestión, se pueden identificaraquellos factores que son parte integrante de cada etapa enel desarrollo, y para los cuales el equipo de mantenimientodebe procurar la información más actualizada y susrelaciones con otros sistemas y personas, tal que refleje elreal comportamiento del sistema bajo estudio y, de estaforma, generar planes de contingencia para el caso en quese presenten situaciones no deseadas, o bien, generar con
anticipación las condiciones para tener un proceso deinnovación con alta probabilidad de éxito.
Identificación de factores de riesgos en
la innovación de la gestión del
mantenimiento
Análisis económico
de las alternativas
Definición de los
objetivos
Evaluación de los
aspectos técnicos
Evaluación de los
aspectos
administrativos
Evaluación de las
capacidades de la
organización
Dimensionamiento
de la aplicación
Análisis de los
requisitos de las
concepciones
Cuantificación de
los costos
Uso de modelos
econométricos
Cuantificación de
los beneficios
Definición del
tiempo de
desarrollo
Selección del líder
del proyecto
Definición
experiencia del
equipo analista
Internalización de
los objetivos
Conocer la
evolución del
producto
Conocimiento del
equipamineto
Capacidad de uso
de la información
Evaluación del
apoyo logístico
Calificación de las
funciones
administrativa
Calificación de los
sistemas de apoyo
Calificación del
apoyo
organizacional
Apreciación de la
cultura del cambio
Apreciación del uso
de metodologías de
proyectos
Capacidad de
dirimir conflictos de
intereses
Análisis de la
información de
retroalimentación
Selección de los
equipamientos
Medir el grado de
adaptabilidad
Conocimiento de los
requisitos
Figura 1: Factores de riesgos en el proceso de innovación (fuente: autor)

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 100/253
89
3. Definición de estrategias
El siguiente paso en el desarrollo de la metodología propuesta es la definición de las estrategias, en base a mapasmedio – fin, cuyo rótulo está relacionado en identificar los
factores que conducirán al mejoramiento de aquellos aspectos,que según los implicados, son riesgos para una alta confiabilidaden la gestión del proyecto para el mantenimiento. El desarrollodel procedimiento llega hasta el punto donde los involucrados proponen las estrategias y las validan como factibles de serimplementadas, ya que ahora la definición nace de un análisis delas causas que ellos mismo evalúan como importantes [8].
El riesgo es la combinación de la probabilidad de que unescenario no deseado en particular sea realidad, con lasconsecuencias o impactos negativos que produciría esa falla enel proceso de interés [8].
Es este par de parámetros los que deben ser tratados con elmayor cuidado por el equipo de análisis, utilizando unametodología que los conduzca a la cuantificación de ellos, con base en una apreciación cualitativa apoyada en la experiencia yconocimiento del entorno en que se desarrollará el proyecto yque esta apreciación pueda ser trasladada a un valor de
referencia, el cual más adelante servirá para jerarquizar o definirlas acciones mitigantes del riesgo (ver figura 2). En cualquiersituación en la que se exige una decisión están involucradasamenazas y oportunidades y ambas deben ser manejadas.
Los cursos de acción están frecuentemente disponibles,reducen o neutralizan amenazas potenciales, y ofrecensimultáneamente oportunidades para mejorías positivas en eldesempeño del proyecto. No es aconsejable concentrarse enreducir amenazas sin considerar las oportunidades asociadas,como tampoco es aconsejable perseguir oportunidades sinconsideración de las amenazas asociadas [9].
Para la valoración del par de parámetros que conforman el
riesgo (probabilidad e impacto), se hace necesario que en elequipo de análisis estén presentes profesionales que tenganexperiencia en proyectos de innovación similares, ya sea de lamisma naturaleza o magnitud, a fin de poder definir, con base ensu experiencia, cada uno de los sub-factores que componen los parámetros conjuntamente con su relevancia, esto último se vereflejado en la ponderación que se define para cada componenteque conforma el parámetro. En la figura 3 se desarrolla el caso para el análisis económico de las alternativas factibles deimplementar.
Las ponderaciones y los valores que se ingresan para cada
componente del parámetro son apreciaciones subjetivas delequipo de analistas, las cuales tienen que concordar con larealidad de cada situación bajo estudio.
En el ejemplo desarrollado en la figura 3, para el factorrelacionado con el análisis económico de las alternativas, para elsub-factor cuantificación de los costos, el equipo de analistasidentificó tres variables importantes conjuntamente con su
ponderación.
Figura 2: matriz de riesgos (fuente: autor)
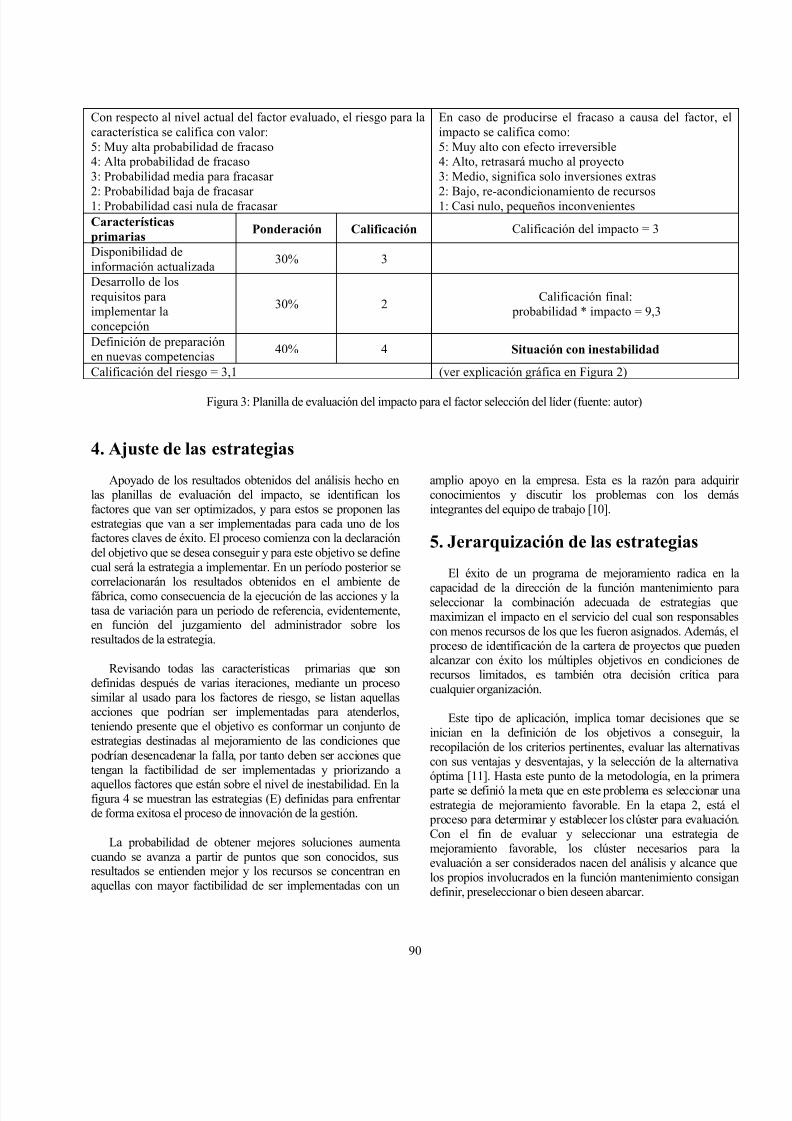
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 101/253
90
Con respecto al nivel actual del factor evaluado, el riesgo para la
característica se califica con valor:
5: Muy alta probabilidad de fracaso
4: Alta probabilidad de fracaso
3: Probabilidad media para fracasar
2: Probabilidad baja de fracasar1: Probabilidad casi nula de fracasar
En caso de producirse el fracaso a causa del factor, el
impacto se califica como:
5: Muy alto con efecto irreversible
4: Alto, retrasará mucho al proyecto
3: Medio, significa solo inversiones extras
2: Bajo, re-acondicionamiento de recursos1: Casi nulo, pequeños inconvenientes
Característicasprimarias
Ponderación Calificación Calificación del impacto = 3
Disponibilidad de
información actualizada30% 3
Desarrollo de los
requisitos para
implementar la
concepción
30% 2Calificación final:
probabilidad * impacto = 9,3
Definición de preparación
en nuevas competencias40% 4 Situación con inestabilidad
Calificación del riesgo = 3,1 (ver explicación gráfica en Figura 2)
Figura 3: Planilla de evaluación del impacto para el factor selección del líder (fuente: autor)
4. Ajuste de las estrategias
Apoyado de los resultados obtenidos del análisis hecho enlas planillas de evaluación del impacto, se identifican losfactores que van ser optimizados, y para estos se proponen lasestrategias que van a ser implementadas para cada uno de losfactores claves de éxito. El proceso comienza con la declaración
del objetivo que se desea conseguir y para este objetivo se definecual será la estrategia a implementar. En un período posterior secorrelacionarán los resultados obtenidos en el ambiente defábrica, como consecuencia de la ejecución de las acciones y latasa de variación para un periodo de referencia, evidentemente,en función del juzgamiento del administrador sobre losresultados de la estrategia.
Revisando todas las características primarias que sondefinidas después de varias iteraciones, mediante un procesosimilar al usado para los factores de riesgo, se listan aquellasacciones que podrían ser implementadas para atenderlos,teniendo presente que el objetivo es conformar un conjunto deestrategias destinadas al mejoramiento de las condiciones que
podrían desencadenar la falla, por tanto deben ser acciones quetengan la factibilidad de ser implementadas y priorizando a
aquellos factores que están sobre el nivel de inestabilidad. En lafigura 4 se muestran las estrategias (E) definidas para enfrentarde forma exitosa el proceso de innovación de la gestión.
La probabilidad de obtener mejores soluciones aumentacuando se avanza a partir de puntos que son conocidos, susresultados se entienden mejor y los recursos se concentran enaquellas con mayor factibilidad de ser implementadas con un
amplio apoyo en la empresa. Esta es la razón para adquirirconocimientos y discutir los problemas con los demásintegrantes del equipo de trabajo [10].
5. Jerarquización de las estrategias
El éxito de un programa de mejoramiento radica en la
capacidad de la dirección de la función mantenimiento paraseleccionar la combinación adecuada de estrategias quemaximizan el impacto en el servicio del cual son responsables
con menos recursos de los que les fueron asignados. Además, el proceso de identificación de la cartera de proyectos que puedenalcanzar con éxito los múltiples objetivos en condiciones derecursos limitados, es también otra decisión crítica paracualquier organización.
Este tipo de aplicación, implica tomar decisiones que seinician en la definición de los objetivos a conseguir, larecopilación de los criterios pertinentes, evaluar las alternativascon sus ventajas y desventajas, y la selección de la alternativaóptima [11]. Hasta este punto de la metodología, en la primera
parte se definió la meta que en este problema es seleccionar unaestrategia de mejoramiento favorable. En la etapa 2, está el proceso para determinar y establecer los clúster para evaluación.Con el fin de evaluar y seleccionar una estrategia demejoramiento favorable, los clúster necesarios para laevaluación a ser considerados nacen del análisis y alcance quelos propios involucrados en la función mantenimiento consigandefinir, preseleccionar o bien deseen abarcar.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 102/253
91
Estrategias yfocos
definidos para
minimizar elriesgo
E1Mejorar la calidad de la información disponible para la toma de
decisiones vía la formalización del sistema de información
E2Hacer una mejor asignación de los recursos disponibles vía la
jerarquización de los objetivos definidos para la innovación
E3 Realizar una mejor selección de las alternativas de concepcióndel mantenimiento vía capacitación en evaluación de proyectos
E4Mejorar el ambiente y la calidad del trabajo en equipo vía
capacitación en relaciones humanas
E5Asegurar la implementación de la innovación vía capacitación
en gestión del mantenimiento
E6Dimensionar el objetivo relacionado con producción vía análisis
capacidad técnica de recursos
E7Asignar correctamente las tareas del equipo de mantenimiento
vía definición de responsabilidades
E8 Detección de fortalezas y debilidades y tareas de mejoramientode la función mantenimiento vía análisis SWOT
Figura 4: Estrategias definidas para la innovación (fuente: autor)
En la etapa 3, es necesario aplicar un modelo que permita jerarquizar las estrategias de tal forma que el esfuerzo queimplica a la organización un proyecto de este tipo sea biendirigido con una selección final acertada entre todas lasalternativas posibles. El modelo que se aplicó fue el modelo
DEMATEL que es una metodología para hacer frente a problemas complejos, estructurándolos a través derepresentaciones gráficas y analizando las influencias causales
puede ayudar en cuestiones complejas, sistemas o conceptosconfirmando la interdependencia entre las variables y de ayuda
en el desarrollo de un gráfico para reflejar las interrelacionesentre las variables. El producto final del proceso de DEMATELes una representación visual del mapa relaciones de influenciamediante el cual los administradores organizan sus propiasacciones. Por último, en el paso 4, las mejores soluciones se pueden ordenar de acuerdo a las prioridades generales de lasalternativas.
Los pasos en la aplicación de DEMATEL son como sigue:el primer paso es la generación de la matriz de relacionesdirectas (Figura 5) y los siguientes pasos son la normalizaciónde la matriz de relaciones directas, la obtención de la matriz de
relación total, la determinación del grupo despachador y delgrupo receptor, el establecimiento del valor del umbral yobtener el diagrama de impacto y finalmente la obtención delmapa de relaciones de influencia (MRI) [11].
En la Figura 6 se presenta el MRI de las estrategias a primernivel del conjunto de estrategias definidas para minimizar laaparición de las causa de fracaso de la innovación. Usando este
mapa, los responsables del proyecto pueden visualizar ladiferencia entre las estrategias causa (E2, E3, E4 y E7) tienenuna mayor influencia sobre las otras y se asume que tiene una prioridad más alta y las estrategias receptoras (E1, E5, E6 y E8)reciben más influencia de las otras y se supone que tienen una
prioridad más baja.
Figura 5: Matriz de relaciones de las estrategias
Además, la red de influencia de la matriz puede ser utilizada para evaluar la intensidad del efecto de una estrategia sobre otra.Por ejemplo si se implementa la estrategia E3 esta tendráimpacto positivo sobre E6 ya que si se define la concepción delmantenimiento que guiará la implementación de las accionesnecesarias para conseguir el objetivo de la función, será muchomás factible correlacionar y dimensionar los recursos necesarios

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 103/253
92
para la implementación del proyecto en vista del impacto sobrelos niveles productivos.
Figura 6: Mapa de relaciones de influencia
La aplicación de esta metodología no termina con elenunciado y jerarquización de las estrategias, sino que es
comienzo de una etapa de largo alcance, que deberá ahora serllevada a cabo por las personas que se desempeñan en la gestióndel mantenimiento [12].
Así, a modo de ejemplo, el enunciado de las estrategia E1
dice: “Mejorar la calidad de la información disponible para latoma de decisiones vía la formalización del sistema deinformación”, tiene un conjunto otras actividades relacionadascon la definición de las funciones que son necesarias realizar
para administrar el proyecto, definir los procedimientos y personas responsables para obtener la información, formas demedir las desviaciones entre lo estimado y lo real, el análisis delas causas raíces de las fallas ocurridas, entre otras.
6. Conclusiones
La metodología presentada permite definir y jerarquizar las
acciones de mejoramiento para las condiciones actuales de laorganización la cual debe asumir un proceso de innovación ensu gestión, basado en una evaluación de los factores que sonfuentes de riesgos y la definición de las acciones que podríanminimizar esos riesgos.
Una de las ventajas de aplicar este procedimiento es que ladefinición de las acciones nace desde los involucrados con el proyecto de innovación en conjunto con los que se veránafectados con los cambios que se introducirán. Se destaca eltrabajo en equipo y el aporte proactivo de los participantes, y el papel del facilitador del proceso quien debe asegurar que la
definición del alcance de cada acción de mejoramiento no
introduzca nuevas fuentes de riesgos en el desarrollo del proyecto. Para esto es importante el trabajo en equipo y conocerlas condiciones del entorno de la organización.
Con esta metodología rápidamente se puede tener un valor bastante aproximado del riesgo, sin tener que entrar en cálculos probabilísticos, y en la jerarquización las acciones quecomponen la estrategia ya que los participantes conocen bastante bien sus limitaciones. Nadie mejor para esta aplicación queaquella persona que conoce bien su ambiente y analiza futuras
tareas de mejoramiento.
7. Referencias
[1] Espinosa F., Dias A., Back N. Un procedimiento de
evaluación de las condiciones necesarias para innovar la gestióndel mantenimiento. Información Tecnológica, Vol.19 (1), 2008.
[2] Hodgkin J.,Belton V.,Koulouri A., Supporting the intelligentMCDA user: A case study in multi-person multi-criteria
decision support. European Journal of Operational Research160, 2005.
[3] Linkov, I. From comparative risk assessment to multi-criteriadecision analysis and adaptive management: Recentdevelopments and applications. Environment International 32,
2006.
[4] Wang W-C., Lin Y-H., Lin C-L., Chung C-H., Lee M-T.,DEMATEL-based model to improve the performance in amatrix organization. Expert Systems with Applications 39,2012.
[5] Hu H., Chiu S., Cheng Ch, Yen T., Applying the IPA andDEMATEL models to improve the order-winner criteria: A case
study of Taiwan’s network communication equipment manufac-turing industry. Expert Systems with Applications 38, No 8,2011.
[6] Lin Y., Yang Y., Kang J., Yu H., Using DEMATEL methodto explore the core competences and causal effect of the ICdesign service company: An empirical case study. ExpertSystems with Applications 38, 2011.
[7] Ensslin, L., Montibeller Neto, G., Noronha, S. M., Apoio àdecisão: metodologias para estruturação e avaliação multicritériode alternativas. Editora Insular, Florianópolis, 2001.
[8] Büyükdamgaci G., Process of organizational problem
definition: how to evaluate and how to improve. Omega 31,
2003.
[9] S. Ward, C. Chapman Transforming project riskmanagement into project uncertainty management. InternationalJournal of Project Management, vol. 21, pp. 97-105, 2003.
[10] Huang Y., Chang Y., Hsieh S, Sandnes F., An adaptiveknowledge evolution strategy for finding near optimal solutions

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 104/253
93
of specific problems. Expert Systems with Applications 38, pp.3806 – 3818, 2011.
[11] Wu H-H., Shieh J-I., Li Y., Chen H-K., A Combination ofAHP and DEMATEL in evaluating the criteria of employmentservice outreach program personnel. Information Technology
Journal 9 (3), pp.569-575, 2010.
[12] Espinosa F. y Salinas G., Selección de Estrategias deMejoramiento de las Condiciones de Trabajo para la FunciónMantenimiento Utilizando la Metodología MCDAConstructivista. Información Tecnológica. Vol. 24 (3), 57-72,2013.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 105/253
94
VI – INGENIERÍA DEMÉTODOS Y GESTIÓN DE
LA PRODUCCIÓN

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 106/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
95
Modelado dinámico de un sistema de compensación de las
deformaciones en fresado de piezas flexibles
E. Dieza*
, E. Leala,b
, A. Omónc, A. Vizan
b
a Departamento de Ingeniería Mecánica, Universidad de La Frontera, Avenida Francisco Salazar 01145, Casilla 54-D,
Temuco, Chile b Departamento de Ingeniería Mecánica y Fabricación, Escuela Técnica Superior de Ingenieros Industriales, Universidad
Politécnica de Madrid,
José Gutiérrez Abascal 2, 28006 Madrid, Españac Departamento de Ingeniería Matemática, Universidad de La Frontera, Avenida Francisco Salazar 01145, Casilla 54-D,
Temuco, Chile
*E-mail Autor: [email protected]
Resumen
Se plantea un modelo dinámico de un sistema de mecanizado flexible con compensación de la deformación, constituido por
la pieza a mecanizar y el sistema de compensación basado en actuador piezoeléctrico. El modelo considera la dinámica de la
pieza y el sistema de compensación en la dirección perpendicular al avance de la herramienta y la dinámica del actuador
piezoeléctrico. Las fuerzas de fresado se estiman mediante un modelo basado en la presión específica de corte, que toma en
cuenta el efecto de la deformación de la pieza y su compensación en el ancho de corte y espesor de viruta instantáneos de la
operación. Una vez establecido el modelo dinámico, se realizó un procedimiento de identificación de sus parámetros a partir
de señales de la planta física. El modelo desarrollado se utiliza para simular operaciones de fresado periférico de una pieza
flexible bajo distintas condiciones de corte.
Keywords: Fresado, Deformación, Compensación, Actuador Piezoeléctrico, Modelo dinámico.
1. Introducción
En los últimos años, los avances en sensores y actuadores
[1] han favorecido la incorporación de sistemas
mecatrónicos a los entornos de fabricación [2]. Los
actuadores piezoeléctricos se han utilizado con éxito para
mejorar la precisión de posicionamiento de la herramienta
en torneado [3] y fresado [4]. En una investigación reciente
llevada a cabo por los autores de este trabajo, se demostró
la factibilidad del uso de un actuador piezoeléctrico para
compensar las deformaciones que se producen en el
mecanizado de piezas flexibles [5]. En los sistemas de
mecanizado flexibles, presentes en el sector aeronáutico y
en el sector de matrices y moldes, la baja rigidez de la pieza
o la herramienta puede llevar a errores de fabricación
producto de la deformación producida por la acción de las
fuerzas de corte. Además, la baja rigidez del sistema puede
favorecer la ocurrencia de retemblado, un fenómeno de
inestabilidad del sistema de mecanizado caracterizado por
altas vibraciones y fuerzas de corte que producirán
acabados superficiales deficientes.
El objetivo de este trabajo es desarrollar un modelo para
analizar el comportamiento dinámico de un sistema de
compensación de las deformaciones con aplicación al
fresado de piezas flexibles.
1.1 Mecanizado de piezas flexibles
Varios investigadores han estudiado a través de simulación
y experimentación el comportamiento de los sistemas demecanizado flexibles abordando diversos aspectos del
proceso, como son la deformación estática y la calidad
superficial de la pieza [6, 7], y la estabilidad del
mecanizado [8 – 10]. Durante el mecanizado de una pieza
flexible, las fuerzas de corte del proceso producen
deformaciones de la pieza que se traducen en una
modificación de la trayectoria nominal de la herramienta.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 107/253
96
2. Sistema de compensación de lasdeformaciones en fresado
Para compensar las deformaciones de la pieza, se propone
el uso de un sistema de posicionamiento basado en actuador piezoeléctrico, que corrija en línea los errores de posicionamiento de la pieza.
El sistema propuesto está compuesto por una mesa detrabajo y un soporte para el actuador, formando una sola pieza fabricada a partir de AA 6061 mediante procesos demecanizado: fresado, taladrado y electroerosión por hilo.En este sistema, el actuador transmite el movimiento a lamesa de trabajo mediante cuatro bisagras flexibles que unenla mesa a la estructura soporte. Este tipo de transmisión permite minimizar la fricción y los errores de inversión enel movimiento que proporciona el actuador. El diseño deeste sistema se llevó a cabo mediante el uso de
herramientas de diseño e ingeniería asistidos porcomputador (CAD-CAE). La figura 1 muestra el diseño delsistema y un modelo de elementos finitos del mismomostrando el principio de funcionamiento de las bisagras deflexión. Sobre la mesa del sistema se aprecia montada una pieza flexible.
Fig. 1: Diseño del sistema de posicionamiento de precisión basadoen actuador piezoeléctrico.
El actuador piezoeléctrico considerado para este sistema esde la marca Physik Instrumente modelo P-212.8S [11] y es
capaz producir fuerzas empuje/tiro de 2000/300 N. Envacío, el actuador posee una carrera de 120 µm. El actuadorse controla mediante una señal analógica variable entre 0 y10 V, es alimentado con un accionamiento PI modelo E-471.2 y posee realimentación en posición mediante unaunidad PI modelo E509.X1. La señal de realimentación es proporcionada por sensor de banda extensométrica montadaen el cuerpo del actuador.
Fig. 2: Actuador piezoeléctrico montado en el sistema de posicionamiento de precisión.
3. Modelo dinámico del sistema decompensación
Para analizar la influencia del sistema de compensación dedeformaciones en el sistema de mecanizado, se ha propuesto un modelo dinámico del sistema decompensación. El modelo, presentado en la figura 3, se puede dividir en dos subsistemas. El primero estáconstituido por el actuador piezoeléctrico y su etapa de potencia y control de posición. En este subsistema laentrada es una consigna de posición y la salidaes la respuesta en posición del actuador .
Fig. 3: Modelo dinámico del sistema de compensación.
El segundo subsistema considera la dinámica estructural dela pieza acoplada a la mesa, el actuador y las bisagras deflexión. Este subsistema se puede modelar como un sistemalineal con movimiento de la base [12]. En este caso setienen dos entradas: el movimiento proporcionado por elactuador y la fuerza de corte en la dirección Y, f y
[N]. Por lo tanto, la vibración de la pieza estarádeterminada por las fuerzas producidas por la interacciónentre pieza y herramienta (corte) y por el movimiento de lamesa, determinado por los desplazamientos proporcionados por el actuador piezoeléctrico.
Para el actuador se consideró comportamiento de primerorden, por lo que su dinámica queda definida por la

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 108/253
97
ecuación 1, que relaciona la consigna de movimiento alactuador con el desplazamiento proporcionado por elactuador .
() ()
A partir del diagrama de cuerpo libre se obtiene la ecuaciónde movimiento que caracteriza las vibraciones de la piezamontada sobre la mesa del sistema de compensación dedeformaciones (Ecuación 2).
() ()
Las fuerzas de fresado en la dirección Y, que actúan sobrela pieza a medida que se desarrolla el proceso, fueronestimadas mediante un modelo basado en la presiónespecífica de corte y el espesor de viruta medio. Estemodelo fue ajustado mediante ensayos de mecanizado paradiversas condiciones de corte. Más antecedentes sobre este
modelo se pueden encontrar en trabajos previosdesarrollados por los autores de esta investigación [5, 13].
En condiciones dinámicas, el espesor de viruta () esinfluenciado por las vibraciones de la pieza en el instanteactual y la vibración ocurrida en el instante en que el filoanterior pasó por ese mismo punto (Ecuación 3).
Además, la vibración está determinada por la acción delactuador que hace variar el ancho de corte , modificandoel ángulo de entrada del filo en la pieza.
() () {( ) ( )} ()
El ancho de corte real, , considerando la posición de la
pieza montada sobre la mesa del sistema de compensaciónestá dado por la ecuación 4.
() ()
La dependencia del espesor de viruta de la vibración actualy de la vibración ocurrida en un periodo anterior, denotado por el retardo , transforma a la ecuación 2 en una
ecuación diferencial con retardo. La solución de lasecuaciones dinámicas planteadas se implementó en Matlab utilizando el solucionador de ecuaciones diferenciales conretardo dde23 [14].
4. Estimación de parámetros del sistema
Para estimar los parámetros del sistema se utilizó el aparatoexperimental que se muestra en la figura 5.
El diseño del experimento permite interactuar con elsistema de compensación (1) y realizar la medición yregistro de las entradas y salidas a cada uno de lossubsistemas que componen la planta física. Para la
adquisición de datos y generación de señales se utilizó unsistema de adquisición de datos de la marca NationalInstruments modelo PXIe 1062Q (3) con controlador PXIe8108 y equipado con una tarjeta de adquisición de datosPXI 4472b para medición de señales dinámicas y unatarjeta PXI 6251 multipropósito, que se utilizó para generar
la consigna de movimiento del actuador.
Fig. 5: (a) Aparato experimental para identificación de parámetrosdel sistema y (b) detalle del sistema de compensación basado enactuador piezoeléctrico.
En el caso del subsistema posicionamiento, formado por elactuador (8) y su etapa de potencia y controlador (2), los parámetros se estimaron aplicando al sistema una señal deentrada y midiendo la respuesta del sistema. La entrada fueuna señal escalón de voltaje ajustada a las unidades desalida mediante la ganancia del actuador (12 µm/V) ygenerada utilizando una tarjeta PXI 6251. La respuesta de
posición fue medida mediante un sensor inductivo marcaMTI modelo Apex 208 (6). El procesamiento de señales serealizó utilizando el paquete de identificación de sistemasdel programa LabVIEW 2011 (System IdentificationToolkit ).
Las señales de entrada y salida utilizadas para laidentificación se muestran en la figura 6.
Fig. 6: Señales de entrada, respuesta medida y respuesta simuladade la ecuación 1.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 109/253
98
Los parámetros estimados para la función de transferenciadel actuador se recogen en la tabla 2.
Tabla 1. Parámetros estimados para el actuador, su etapa de potencia y control (lazo cerrado)
Parámetro Unidad Descripción ValorK µm/µm Ganancia 0.893
s Constante de tiempo 0.005
La estimación de los parámetros de las ecuaciones querigen la dinámica estructural de los subsistemas 2 y 3 fuerealizada mediante análisis modal experimental utilizandoun martillo de impacto (PCB 086C03) (4 en la fig. 5) paramedir la fuerza de excitación de cada subsistema y unacelerómetro modal en miniatura (PCB 352A356) (5) paramedir la correspondiente respuesta vibratoria. En este casolas señales fueron medidas utilizado la tarjeta deadquisición de datos de señal dinámica NI PXI 4472B y procesadas en un programa propio desarrollado para la
extracción de parámetros a partir de la función respuesta enfrecuencia. La figura 7 muestra la función respuesta enfrecuencia experimental y ajustada para el sistema.
Fig. 7: Función respuesta en frecuencia del sistema formado por la pieza, la mesa y el actuador.
Los parámetros estimados para el sistema de compensaciónincluyendo la dinámica de la pieza se recogen en la tabla 1.
Tabla 2. Parámetros estimados para la ecuación 2
Parámetro Unidad Descripción Valor
mw Kg Masa modal 0.325
cw N/m/s Amortiguamiento modal 7.89
k w N/m Rigidez modal 3.5e6
5. Resultados
Una de las principales aplicaciones de los modelosdinámicos de fresado es el análisis de estabilidad delmecanizado bajo ciertas condiciones de corte. En esta
investigación, el sistema de compensación propuesto debeser operado en condiciones de estabilidad para garantizarun bajo nivel vibratorio y un adecuado acabado superficialde la pieza mecanizada. El modelo desarrollado permiteencontrar las condiciones de corte que aseguran unaoperación en condiciones de estabilidad, por medio de larealización de simulaciones temporales bajo las condicionesde corte de interés.
La figura 8 muestra las fuerzas de corte estimadas por elmodelo dinámico para dos escenarios de mecanizado enque solo varía la velocidad de giro de la herramienta, 4800rpm y 5100 rpm para los casos A y B respectivamente.Como se aprecia en la figura 8, las fuerzas de corte en
condiciones de estabilidad son de una amplitudconsiderablemente menor que en condiciones deinestabilidad.
Fig. 8: Fuerzas de corte simuladas, Fx y Fy, para condiciones demecanizado (a) inestable (n=4800 rpm) y (b) estable (5100 rpm).
El modelo dinámico se utilizó para simular una operaciónde fresado considerando la actuación del sistema de
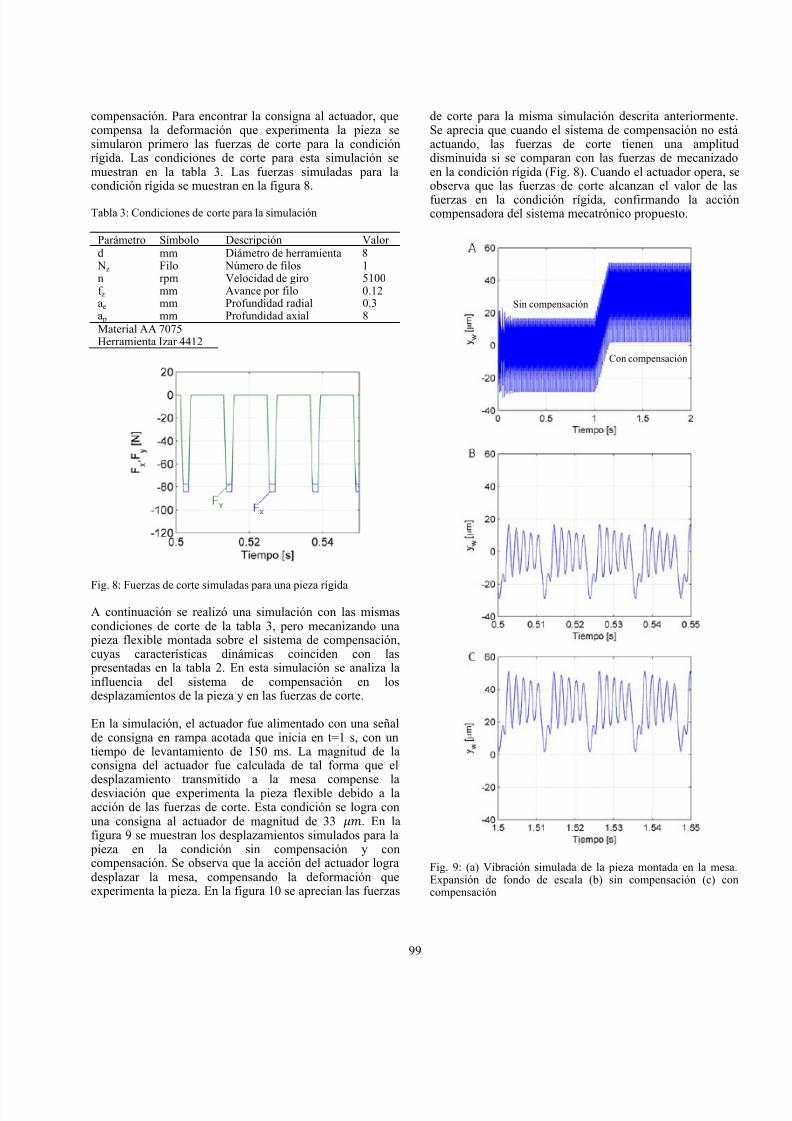
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 110/253
99
compensación. Para encontrar la consigna al actuador, quecompensa la deformación que experimenta la pieza sesimularon primero las fuerzas de corte para la condiciónrígida. Las condiciones de corte para esta simulación semuestran en la tabla 3. Las fuerzas simuladas para lacondición rígida se muestran en la figura 8.
Tabla 3: Condiciones de corte para la simulación
Parámetro Símbolo Descripción Valord mm Diámetro de herramienta 8
Nz Filo Número de filos 1n rpm Velocidad de giro 5100f z mm Avance por filo 0.12ae mm Profundidad radial 0.3a p mm Profundidad axial 8Material AA 7075Herramienta Izar 4412
Fig. 8: Fuerzas de corte simuladas para una pieza rígida
A continuación se realizó una simulación con las mismascondiciones de corte de la tabla 3, pero mecanizando una pieza flexible montada sobre el sistema de compensación,cuyas características dinámicas coinciden con las presentadas en la tabla 2. En esta simulación se analiza lainfluencia del sistema de compensación en losdesplazamientos de la pieza y en las fuerzas de corte.
En la simulación, el actuador fue alimentado con una señalde consigna en rampa acotada que inicia en t=1 s, con untiempo de levantamiento de 150 ms. La magnitud de laconsigna del actuador fue calculada de tal forma que el
desplazamiento transmitido a la mesa compense ladesviación que experimenta la pieza flexible debido a laacción de las fuerzas de corte. Esta condición se logra conuna consigna al actuador de magnitud de 33 . En lafigura 9 se muestran los desplazamientos simulados para la pieza en la condición sin compensación y concompensación. Se observa que la acción del actuador logradesplazar la mesa, compensando la deformación queexperimenta la pieza. En la figura 10 se aprecian las fuerzas
de corte para la misma simulación descrita anteriormente.Se aprecia que cuando el sistema de compensación no estáactuando, las fuerzas de corte tienen una amplituddisminuida si se comparan con las fuerzas de mecanizadoen la condición rígida (Fig. 8). Cuando el actuador opera, seobserva que las fuerzas de corte alcanzan el valor de las
fuerzas en la condición rígida, confirmando la accióncompensadora del sistema mecatrónico propuesto.
Fig. 9: (a) Vibración simulada de la pieza montada en la mesa.Expansión de fondo de escala (b) sin compensación (c) concompensación
Sin compensación
Con compensación

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 111/253
100
Fig. 10: (a) Fuerzas de corte simuladas para el sistema demecanizado. Expansión de fondo de escala (b) sin compensación y(c) con compensación.
6. Conclusiones
Se ha presentado un modelo dinámico del sistema decompensación de la deformación que experimenta una pieza flexible durante el mecanizado. El sistema está
orientado a analizar la influencia de la compensación activade deformaciones durante el mecanizado, con el objetivo dedisminuir los errores de fabricación producto de ladeformación que experimenta la pieza de baja rigidezdurante el mecanizado. El modelo propuesto calcula lasfuerzas de corte basado en la presión específica de corte,tomando en cuenta la influencia que tiene la deformaciónde la pieza en el cálculo del espesor de viruta. El modeloconsidera la dinámica del sistema de posicionamientoutilizado para la compensación activa de la deformación yla dinámica estructural de la pieza flexible montada en lamesa del sistema de compensación. El modelo desarrolladorelaciona las condiciones de corte de la operación con lasvariables del proceso: consigna al actuador, desplazamiento
vibratorio de la pieza y fuerzas de corte. El análisis de losdistintos escenarios de mecanizado hace posibleseleccionar condiciones de corte que garanticen laestabilidad del sistema de mecanizado con compensaciónde la deformación de la pieza.
Agradecimientos
Este trabajo ha sido desarrollado en el marco del proyecto
FONDECYT 11130721: Active compensation of workpiece
deformations in milling of flexible components. Los autores
también agradecen al fabricante de herramientas de corte
IZAR Tools, por su colaboración en este proyecto.
Referencias
[1]
Park G, Bement MT, Hartman D a., et al. (2007)
The use of active materials for machining
processes: A review. Int J Mach Tools Manuf
47:2189 – 2206.
[2] Neugebauer R, Denkena B, Wegener K (2007)
Mechatronic Systems for Machine Tools. CIRP
Ann - Manuf Technol 56:657 – 686.
[3] Woronko A, Huang J, Altintas Y (2003)
Piezoelectric tool actuator for precision machining
on conventional CNC turning centers. Precis Eng
27:335 – 345.[4]
Elfizy AT, Bone GM, Elbestawi MA (2005)
Design and control of a dual-stage feed drive. Int J
Mach Tools Manuf 45:153 – 165.
[5]
Diez E, Perez H, Marquez J, Vizan A (2015)
Feasibility study of in-process compensation of
deformations in flexible milling. Int J Mach Tools
Manuf 94:1 – 14.
Sin compensación Con compensación

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 112/253
101
[6]
Budak E, Altintas Y (1995) Modeling and
avoidance of static form errors in peripheral
milling of plates. Int J Mach Tools Manuf 35:459 –
476.
[7] Sutherland JW (1986) An Improved Method for
Cutting Force and Surface Error Prediction inFlexible End Milling Systems. J Eng Ind 108:269 –
279.
[8]
Insperger T, Mann BP, Stépán G, Bayly P V.
(2003) Stability of up-milling and down-milling,
Part 1: Alternative analytical methods. Int J Mach
Tools Manuf 43:25 – 34.
[9]
Mann BP, Insperger T, Bayly P V., Stépán G
(2003) Stability of up-milling and down-milling,
Part 2: Experimental verification. Int J Mach Tools
Manuf 43:35 – 40.
[10] Gradišek J, Kalveram M, Insperger T, et al. (2005)
On stability prediction for milling. Int J Mach
Tools Manuf 45:769 – 781.
[11]
Physik Instrumente (PI) GmbH & Co. (2015)PICA Power Piezo Actuator Controllers / Drivers /
Amplifiers. 1 – 3.
[12]
Thomson W (1998) Theory of vibration with
applications. Prentice Hall
[13]
Perez H, Diez E, Marquez JDJ, Vizan A (2015)
Generic Mathematical Model for Efficient Milling
Process Simulation. Math. Probl. Eng. 2015:
[14]
Shampine LF, Thompson S (2001) Solving DDEs
in MATLAB. Appl Numer Math 37:441 – 458.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 113/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
102
Identificación en tiempo real de las condiciones de corte en
operaciones de fresado periféricoE. Leala,b,*, E. Dieza, C. Pormaa, A. Vizanb
a Departamento de Ingeniería Mecánica, Universidad de La Frontera, Francisco Salazar 1145, Casilla 54-D, Temuco, Chile b Escuela Superior de Ingenieros Industriales, Universidad Politécnica de Madrid,
José Gutiérrez Abascal 2, 28006 Madrid, España*E-mail Autor: [email protected]
Resumen
Las fuerzas de corte son una de las variables que contiene mayor información sobre el proceso de fresado. La literatura harelacionado las condiciones de corte con aspectos importantes para el desarrollo del proceso, como el estado de laherramienta o la calidad superficial de la pieza mecanizada. En este trabajo se desarrolla e implementa una metodología parala determinación de las profundidades de corte radial y axial en operaciones de fresado de acabado, a partir de la forma deonda de las fuerzas de corte. Se emplea un modelo de fuerzas de fresado para generar patrones de fuerzas simuladas yestablecer relaciones entre las condiciones de corte y las características de la forma de onda de las fuerzas producidas,considerando los tiempos de entrada y salida del filo en la zona de empañe. La metodología de estimación de las
profundidades de corte se basa en el sincronismo entre la señal de fuerza con un pulso de referencia a la frecuencia de girodel husillo. El procedimiento desarrollado estima de manera rápida y confiable las profundidades de corte axial y radial enoperaciones de fresado de acabado a partir de las fuerzas de corte.
Keywords: Fresado, Identificación de condiciones de corte, Profundidad de corte radial, Profundidad de corte axial
1. Introducción
El establecimiento apropiado de las condiciones decorte, condiciona el resultado del proceso de corte enaspectos como el acabado superficial de la pieza [1], eldesgaste de la herramienta y el consumo energético [2]. Elestudio de las condiciones de corte entonces se enfoca enmejorar los aspectos antes mencionados. Para ello seutilizan diversas técnicas, según el área del proceso que sequiere estudiar. En este trabajo la metodología se orienta ala optimización del mecanizado de piezas de paredesdelgadas.
En el mecanizado de piezas de paredes delgadas existendiversas fuentes de errores dimensionales de la pieza [3],entre ellas se encuentran los errores producidos por lasfuerzas de corte. La fuerza de corte genera deformacionesque se traducen en diferencias dimensionales en la pieza.Para compensar esta deformación existen métodos como la
precompensación del error o la compensación activa delerror. En trabajos previos se ha analizado la factibilidad derealizar una compensación activa de la deformación de la
pieza en mecanizado flexible mediante el uso de actuadores piezoeléctricos [4].
En este trabajo se propone una metodología paraidentificar las profundidades de corte axial y radial en el
proceso de fresado periférico, como un elemento deaproximación para compensar de manera automática lasdeformaciones en fresado de paredes delgadas mediante la
aplicación de un sistema de control.
Investigaciones previas han identificado la profundidad decorte radial y axial mediante métodos que realizan el
proceso fuera de línea. Altintas y Yelowley [5]desarrollaron un algoritmo basado en la medición de lasfuerzas de corte, a través de un parámetro llamado razón defuerza. Kwon [6] estimó el ángulo de inmersión radial a

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 114/253
103
través de la fuerza de corte y un factor que relaciona lafuerza en dirección del avance y perpendicular al avance, elcual se calcula previo a las mediciones. Prickett [7]desarrolló un sistema para identificar la profundidad decorte axial con el uso de sensores de ultrasonido, para
monitorizar el estado de la herramienta.
2. Metodología para la determinación delas profundidades de corte
La metodología para la determinación de las profundidades de corte radial y axial se basa en la detecciónde los puntos de entrada y salida del filo de la herramientaen la pieza en la señal de fuerza.
La profundidad de corte radial ae influye en el punto deentrada de la herramienta, ya que el arco de empañe se hacemás grande cuando la profundidad es mayor. Esto hace que
el ángulo de entrada φen medido desde el eje vertical sehaga más pequeño. En la figura 1 se recogen los ángulosdel proceso.
El ángulo de entrada es un parámetro derivado de la profundidad de corte radial según:
Por lo tanto si se conoce φen la profundidad de corte radialse podrá calcular a partir de:
[ ( )]
La profundidad de corte axial a p influye en el ángulo proyectado del filo de la herramienta. Cuando la profundidad crece el ángulo proyectado φ pr es mayor ya quela herramienta permanece más tiempo cortando en contactocon la pieza. La relación entre la profundidad de corte axialy el ángulo proyectado es:
De la ecuación (3), se tiene:
En la figura 2 se recoge la ubicación en la forma deonda de los diferentes ángulos.
Nomenclatura
ae [mm] Profundidad de corte radial f z [mm/min] Avance por filo
a p [mm] Profundidad de corte axial [rad] ngulo de la punta de la herramienta j
[rad] ngulo de entrada a pa [mm] Profundidad de corte axial actual
[rad] ngulo de salida F
x[N] Fuerza de corte en la dirección X
[rad] ngulo proyectado Fy [N] Fuerza de corte en la dirección Y
D [mm] Diámetro de la herramienta Fz [N] Fuerza de corte en la dirección Z
[rad] ngulo de hélice de la herramienta k t [N/mm] Presión específica de corte
[mm] Espesor de viruta medio tex [s] Tiempo de entrada del filo de la herramienta
N [-] Número de filos de la herramienta tex [s] Tiempo de salida del filo de la herramienta
Fig 2. Ubicación de los distintos ángulos en la onda de fuerza.
Fig 1. Esquema de la herramienta con los puntos de entrada ysalida.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 115/253
104
3. Comprobación del método dedeterminación de las profundidades decorte
Antes de desarrollar el sistema de identificación de ae y a p secomprueba el método mediante simulación. Para ello esnecesario disponer de un modelo de estimación de fuerzassuficientemente preciso y comprobado.
El modelo empleado se basa en una formulación de lasfuerzas que utiliza el espesor de viruta medio por sus ventajascomputacionales y su precisión [8]. El espesor medio de virutase expresa según la ecuación siguiente:
∫
Cuando el arco proyectado es mayor que el arco deempañe, es preciso considerar distintos casos según la posición que ocupa el filo en cada instante.
Durante la entrada del filo de la herramienta en la piezalo que ocurre cuando se tiene que elespesor medio es:
( )
En esta situación, la profundidad de corte va creciendoconforme el filo va entrando en la pieza, alcanzando unvalor en cada instante expresado por:
Cuando se alcanza la situación uniforme, es decir cuando se tiene:
( ) ( ( ) )
En este caso la profundidad es:
Cuando se inicia la salida del filo de la pieza, se tiene , y la expresión del espesor medio
es:
( ) ( ( ) )
Con una profundidad decreciente según va saliendo el filode la pieza:
Las fuerzas que se originan en estas condiciones en ladirección X se puede calcular mediante:
Análogamente se tendría para las direcciones Y y ZCon una presión específica de tipo potencial como:
De acuerdo con el modelo descrito, en la figura 3 se presentan los resultados obtenidos cuando se varía la profundidad de corte radial. En la columna A se tiene losresultados simulados y en la columna B los resultadosexperimentales para las mismas condiciones de corte. En
primer lugar se observa que el modelo predice conexactitud el comportamiento de la fuerza para las distintassituaciones del filo, de manera que tanto a la entrada comoa la salida se obtiene un buen ajuste.
Las fuerzas de corte máximas se incrementan conforme lohace la profundidad de corte radial. Esto es debido a que elespesor de viruta crece aunque se mantenga la profundidadde corte axial. Junto con esto se aprecia una disminución enel ángulo de entrada.
Para el caso de una profundidad de corte radial 0.5 mm,la profundidad de corte estimada es de 0.501 mm. Seobserva que la predicción de la profundidad de corte radial
puede hacerse con presición.
La variación de la profundidad de corte axial provocaun cambio en la forma de la onda de fuerza. Cuandoaumenta la profundidad de corte axial aparece una zonadonde la fuerza de corte permanece constante como seaprecia en la figura 4. Esto se produce cuando el arco deempañe es una parte del arco proyectado y el filo estácortando en las mismas condiciones pero a una altura
distinta desde el plano de trabajo.La simulación predice que el punto de salida del filo
de la pieza se retrasa conforme es mayor la profundidad.Este retraso entre las condiciones de a p de 8 mm y de 12mm es de 0.0062 s.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 116/253
105
Fig 4. Evolución de las fuerzas simuladas y medidas paradiferentes ap (f z=0.120 mm ae=0.5 mm n=1200 rpm D=8 mm 1filo)
Lo que significa un incremento en el ángulo final de salida( ) entre ambas condiciones es de 44.64°. Esteincremento corresponde con 3.87 mm de profundidadadicional lo que presenta una diferencia del 3%. Por lo queel modelo en este caso también permite predecirapropiadamente el valor de la profundidad de corte axial.
4. Determinación de la profundidad decorte radial y axial
La determinación de la profundidad de corte radial y axialse basa en la detección del instante en que el filo entra y
sale de la pieza. A partir de estos tiempos es posiblecalcular el ángulo de entrada y salida de la herramienta.Para esto se genera un pulso simulado que está relacionadocon un pulso análogico medido una vez por giro de laherramienta. Este pulso se genera en sincronismo con lasfuerzas de corte medidas.
El pulso análogico se obtiene mediante un sensor óptico dealta velocidad que se monta al lado del husillo principal. Lasituación de los filos de la herramienta respecto del sensores dependiente de cada herramienta y de su fijación en elsoporte portaherramienta. Por ello debe conocerse la
posición relativa entre ellos para así determinar el tiempo
inicial de entrada y salida de la herramienta. En la figura 5se muestra un esquema con los tiempos involucrados,donde ten es el tiempo de entrada del filo desde el flanco desubida del pulso, mientras que tex es el tiempo de salida.
Fig 5. Esquema de tiempos de entrada y salida del filo en la pieza.
4.1. Programa para la determinación de las
profundidades de corte
Las profundidades de corte se calcularon en unaaplicación desarrollada en LabVIEW 2012 que se divide endos partes. Primero el cálculo de la posición del pulsosimulado y luego el cálculo de las profundidades de corte.En el primero se determina la posición del pulso simulado,según la posición de la señal de fuerza. Las profundidadesde corte luego se pueden calcular simultáneamente para
cada una de las ondas de la señal de fuerza. En la figura 6se ejemplifica el procedimiento de cálculo.
Fig 3. Evolución de las fuerzas simuladas y medidas paradiferentes ae (f z=0.04 mm a p=12 mm n=1200 rpm D=8 mm 1 filo)

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 117/253
106
4.2. Ensayos de mecanizado
Para ejemplificar claramente la capacidad de cálculoque posee la metodología expuesta se han desarrollado dostipos de ensayos de mecanizado, los cuales permitenidentificar de manera clara las variaciones que pueden
presentarse durante el mecanizado.
En el caso de la profundidad de corte radial se fabricóuna probeta que presenta inclinación en la superficie de
corte. Lo que permite generar variaciones en la profundidadde corte radial durante el mecanizado (Fig 7a).
Para la profundidad de corte axial se desarrolló una probeta con escalones, esta geometría permite quemanteniendo una profundidad de corte constante en elcentro de mecanizado, se puedan generar variaciones en la
profundidad de corte axial (Fig 7b).
Los ensayos de mecanizado se realizaron en un centrode mecanizado CNC de tres ejes DMC 1035. Para todos losensayos se utilizó aluminio AA6061 y la herramienta unafresa enteriza IZAR 4606 de 4 filos a la cual se leeliminaron 3 filos. Las fuerzas de corte se midieron con una
plataforma dinamométrica Kistler 9257BA. Las señales de
fuerza fueron adquiridas utilizando una plataforma NI PXIcontrolador PXIe 8108 y un módulo NI PXI 4472B. En lafigura 8 se muestra el montaje de los ensayos.En la tabla 1se recogen las condiciones de corte con las que sedesarrollaron los ensayos.
Antes y después de cada ensayo se realizaronmediciones de comprobación utilizando un micrómetro
digital Mitutoyo 293, para de esta manera obtener unamedida precisa y fiable de las profundidades de corte encada ensayo.
Tabla 1. Condiciones de corte.
5. Resultados experimentales
A continuación se presentan los resultados obtenidos a
partir de los ensayos de mecanizado.
Para enfatizar lo antes expuesto, a través del modelo defuerza de corte se muestra el resultado de un ensayocompleto, donde se evidencia la variación que sufre lafuerza, al presentarse variaciones en las condiciones decorte. En la figura 9 se muestra el caso de ae variable y en lafigura 10 el caso a p variable.
En el caso de la profundidad de corte radial, lacondición inicial nominal es aei=1 mm, y la condición finales aef =0.3 mm. Los valores medidos y estimados se recogenen la tabla 2, en la figura 11 se muestran los resultados
obtenidos para este ensayo.Para el caso de la profundidad de corte axial, la
condición inicial nominal para el centro de mecanizado esa pi=4 mm y la variación se presenta por la geometría de la
pieza. En la tabla 3 se detallan los valores para cadacondición. En la figura 12, se muestra el resultado de lasmediciones para la profundidad de corte axial.
Ensayo a
N d (mm) N (rpm) f z (mm) a p (mm) ae (mm)1 8 1200 0.120 Variable4-12
0.3
Ensayo ae
N d (mm) N (rpm) f z (mm) a p (mm) ae (mm)1 8 1200 0.120 8 Variable 1-
0.3
1. Mesa dinamométrica2. Foto tacómetro3. Pieza de trabajo4. Herramienta
Fig 6. Procedimiento de cálculo para las profundidades decorte.
Fig 8. Montaje de los ensayos.
Fig 7. (A) Probeta para ensayo de profundidad radial, (B) probeta para ensayo de profundidad axial.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 118/253
107
Tabla 2. Comparación de la profundidad de corte radial
Tabla 3. Comparación de la profundidad de corte axial
6. Discusión
Se ha mostrado que la metodología permite calcularapropiadamente la profundidad de corte radial y axial a
partir de las fuerzas de corte medidas. En el caso de la profundidad de corte axial se presentan diferencias menoresal 12%, uno de los elementos que explica las diferencias esel ángulo de salida, este corresponde a 180° por geometría,
pero experimentalmente se ha podido identificar que su
valor puede variar según las condiciones de corte, por loque es un elemento a tener en cuenta en trabajos futuros.Por otra parte la variación en la velocidad de giro delhusillo principal también es un elemento, que en menormedida, afecta la precisión de la estimación en amboscasos.
ae nominal 0.3 variable 1
ae medido 0.28 - 0.98
ae estimado 0.2875 - 0.9835
Diferencia (%) 2.6 - <1
ap nominal 4 6 8 10 12
ap medido 3.95 5.98 7.97 9.99 12.01
ap estimado 4.49 6.49 8.49 10.49 12.50
Diferencia (%) 12 7.8 6.1 4.8 3.92 Fig 9. Influencia del cambio de ae en la fuerza.
Fig 10. Influencia del cambio de a p en la fuerza.
Fig 12. Resultados experimentales para la profundidad de corteaxial.
Fig 11. Resultados experimentales para la profundidad de corteradial.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 119/253
108
Es factible que con la aplicación tecnológica apropiada,esta metodología pueda ser implementada en hardware loque permitiría realizar la detección en proceso. Esta mejoraharía posible su uso en sistemas de control adaptativo del
proceso de fresado de piezas de pared delgada.
De momento el procedimiento es utilizado conherramienta de un filo. Un avance en esta materia, serialograr la detección para múltiples filos, realizando lasadaptaciones apropiadas para que el sistema pueda superarla barrera de la superposición de filos.
7. Conclusiones
Se expuso una metodología que permite la estimaciónde la profundidad de corte radial y axial en un proceso defresado periférico a partir de las fuerzas de corte medidas.En el caso de la profundidad de corte radial, el sistemarealizó las estimaciones con un error menor al 3%. Para el
caso de la profundidad de corte axial los errores fueronmenores al 12%. El sistema desarrollado es capaz derealizar estimaciones de las profundidades de corte encondiciones de corte variables, detectando los cambios quese presentan en los parámetros de corte durante el proceso.
Agradecimientos
Este trabajo ha sido desarrollado en el marco del proyecto FONDECYT 11130721: Active compensation ofworkpiece deformations in milling of flexible components.Los autores también agradecen al fabricante deherramientas de corte IZAR Tools, por su colaboración eneste proyecto.
Referencias
[1] O. E. E. K. Omar, T. El-Wardany, E. Ng, and M. a.Elbestawi, “An improved cutting force and surface
topography prediction model in end milling,” Int. J.
Mach. Tools Manuf., vol. 47, no. 7 – 8, pp. 1263 –
1275, 2007.
[2] N. Liu, Y. F. Zhang, and W. F. Lu, “A Hybrid
Approach to Energy Consumption Modelling basedon Cutting Power: A Milling Case,” J. Clean.
Prod., vol. 104, pp. 264 – 272, 2015.
[3] R. Ramesh, M. a Mannan, and a N. Poo, “Error
compensation in machine tools — a review Part I:geometric, cutting-force induced andfixturedependent errors,” vol. 40, pp. 1235– 1256,2000.
[4] E. Diez, H. Perez, J. Marquez, and A. Vizan,“Feasibility study of in-process compensation ofdeformations in flexible milling,” Int. J. Mach.
Tools Manuf., vol. 94, pp. 1 – 14, 2015.
[5] Y. Altintas and I. Yellowley, “The identification ofr a d i a l width and a x i a l depth of cut in p e r i ph e r a l milling,” vol. 27, no. 3, pp. 367– 381, 1987.
[6] W. T. Kwon and D. Choi, “Radial immersion angleestimation using cutting force and predeterminedcutting force ratio in face milling,” Int. J. Mach.
Tools Manuf., vol. 42, no. 15, pp. 1649 – 1655, 2002.
[7] P. W. Prickett, R. a. Siddiqui, and R. I. Grosvenor,“The development of an end-milling process depthof cut monitoring system,” Int. J. Adv. Manuf.
Technol., vol. 52, no. 1 – 4, pp. 89 – 100, 2011.
[8] H. Perez, E. Diez, J. J. Marquez, and a. Vizan, “An
enhanced method for cutting force estimation in peripheral milling,” Int. J. Adv. Manuf. Technol.,vol. 69, no. 5 – 8, pp. 1731 – 1741, 2013.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 120/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
109
Principios de inventiva para desarrollar la agregación devalor en sectores productivos estratégicos.
Pedro Sariego a*, Roger Zúñiga a
Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María
Avenida España 1680, Valparaíso, Chile
*E-mail Autor: pedro [email protected]
Resumen
La solución de problemas a bajo costo es fundamental en el área de la técnica, permite a la industria mantener sus ventajascompetitivas y proyectarse en los mercados cada vez más complejos. Esta realidad se hace cada día más patente en un paíscomo Chile, caracterizado por un sistema productivo centrado en la exportación de “commodities”. En general, los caminos para desarrollar soluciones provienen de la mejora continua y/o de la innovación. Este último supone acceder a la inventiva para generar soluciones nuevas a los problemas técnicos algunos de los cuales tienen larga data en las empresas. La
creatividad en el ámbito de la técnica se genera en la fase de ingeniería conceptual, y supone conocimiento del estado del artede la investigación tecnológica en áreas de interés. Alternativamente, toda la experiencia mundial indica que en parteimportante del ámbito de la técnica puede accederse a ella mediante la aplicación sistemática de metodologías de inventiva ala solución de problemas, tales como TRIZ, ARIZ ò TILMAG.
En la producción de materias primas, como la que se genera en el sector minero, una parte importante de la solución de los problemas técnicos suponen grandes niveles de inversión y el uso de tecnologías de punta, sin embargo es factible que estos problemas tengan soluciones simples, generalmente un arreglo los mismos elementos de la configuración original de un problema. Para establecer este nuevo arreglo se usan metodologías de inventiva como las señaladas, que si bien pueden tenerun grado más bajo de inventiva, son de mucho menor inversión y por consiguiente resultan atractivas para una industrianecesitada de disminuir costos. En este caso se estudian problemas ya resueltos mediante una de las herramientas másconocidas de TRIZ, la Matriz de Contradicciones, la que mediante la asociación de parámetros característicos genera principios de inventiva que actúan como focos conceptuales para el desarrollo soluciones. La matriz original es de 39
parámetros por lado. De acuerdo al propio autor de TRIZ el nivel de inventiva que se logra con la matriz es “mediano, perode baja inversión”
Se observa que problemas técnicos de distinto tipo, en verdad son conceptualmente idénticos, y que por lo tanto, muchascontradicciones, parámetros y soluciones técnicas, se repiten a distinta escala. El resultado de este análisis es que es posible
definir para un determinado tipo de industria, como los procesos de la minería por ejemplo, área estratégica de nuestra
economía, que existe un conjunto de contradicciones que se repiten de manera permanente, es decir que el problema técnico puede ser distinto en magnitud física de los objetos involucrados, pero conceptualmente es el mismo. Esto da lugar a que sea posible construir una matriz más pequeña (11 parámetros) que a juicio de los autores puede mejorar e innovar de manera barata y satisfactoria en cerca del 90% de los problemas del sector minero, con la consiguiente agregación de valor que estosignifica en un área estratégica de nuestra economía.
Keywords: Inventiva, Ingenieria Conceptual, TRIZ, Parámetros característicos, contradicción técnica.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 121/253
110
1. Introducción
En el ámbito de la educación de la ingeniería en general y
en de la ingeniería mecánica en específico, la creatividad y
la inventiva tiene un espacio pequeño, en rigor se reduce a
contenidos determinados en asignaturas de diseño. Lo
usual que esas asignaturas den cuenta del aprendizaje de
una serie de metodologías que incluyen el AnálisisFuncional, la Matriz Morfológica, Matrices de Decisión
entre otros, aplicados a la fase de Ingeniería conceptual.
Las posteriores fases, esto es ingeniería básica e ingeniería
de detalles, tienen sus bases en la aplicación de las
diversas áreas ciencias de la ingeniería
Este trabajo da cuenta de los resultados de uso intensivo en
los últimos 10 años de una metodología de diseño nueva
en nuestro medio denominada TRIZ [5], (acrónimo que
viene a significar Teoría de Resolución Inventiva de
Problemas) que se basa en la dialéctica y básicamente que
trabaja en torno a la solución de contradicciones técnicas o
físicas. En rigor TRIZ presenta e integra una diversidadde métodos y herramientas que se utilizan dependiendo del
tipo de problema que se presente. Se ha de tener presente
que para TRIZ, un problema existe cuando se ha sido
posible dilucidar a lo menos una contradicción de sus
parámetros característicos.
Posterior al aprendizaje a nivel de cursos de pregrado una
serie de alumnos fue capaz de aplicar TRIZ en el
desarrollo trabajos de titulación de diversa índole en
distintos ámbitos de la ingeniería mecánica, generando
experiencia y conocimiento. Por lo general estas
experiencias fueron creando conocimiento de tal modo que
en este punto es posible entrar en una fase desistematización tal que permita agregar valor en sectores
estratégicos de nuestra economía en las que se
desenvuelve la ingeniería mecánica.
En esa perspectiva, para evidenciar la realidad de nuestro
país se recopiló información sobre problemas atingentes a
sectores productivos estratégicos [1], estos fueron
analizados de manera individual y luego agrupados según
similitudes técnicas. Los casos de estudio fueron extraídos
de trabajos, realizados por alumnos memoristas y
profesionales de la Universidad Técnica Federico Santa
María en sectores productivos relacionados directamente
con áreas de la ingeniería mecánica, en un plazo de 8 años
a la fecha.
Se pretende identificar: el conjunto de contradicciones,
los parámetros característicos y los principios inventivos
que solucionan las contradicciones, que se repiten de
manera sistemática en un determinado sector productivo
de manera de desarrollar un proceso de agregación de
valor en los mismos. Debido al tipo de problemas y a las
soluciones conceptuales perseguidas, estos se encasillan en
un nivel de inventiva medio [8].
2. Método de resolución de problemas
Para resolver las problemáticas en cuestión se utilizó la
teoría TRIZ, desarrollada por Genrich Altshuller un
ingeniero mecánico soviético (1926-1998). Quien a raíz
del estudio de un conjunto de patentes asociadas ainventos en distintas áreas, logró identificar las fuentes que
generaban los problemas al momento de innovar.
2.1 Conceptos BásicosDel citado estudio de patentes Altshuller clasificó a las
mismas en cinco grupos que denominó niveles de
inventiva, que se identifican en la columna a la derecha de
la siguiente figura, a cada uno de estos niveles asoció un
tipo de mejora o innovación y en el tiempo fue
desarrollando un conjunto de herramientas y
metodologías.
Fig. 1: Conceptos TRIZ y Niveles de Inventiva .[7]
Una de las metodologías de TRIZ más conocidas a nivel
mundial es el análisis de la matriz de contradicciones, que
implica 39 parámetros característicos y 40 principios
inventivos vinculados en la matriz.
El nivel de soluciones que otorga la matriz en comento es
del tipo mejora superior y eventualmente de innovación
menor que probablemente, dada la naturaleza de nuestras
actividades productivas estratégicas, esto es la producción
de materias primas, especialmente minerales cupríferos,
sean del más alto interés en nuestra realidad.
Altshuller postuló que la clave para la resolución de
problemas inventivos, consiste en la eliminación de la
contradicción que lo genera. La cual puede ser física o

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 122/253
111
técnica. Para dicho proceso y en presencia de una
contradicción del tipo técnica se debe seguir los pasos del
esquema presentado en la Figura 2, y que se detallan a
continuación, a saber:
1)
Identificar el problema que genera el conflicto.2) Llevar el problema específico a uno genérico, para
lograr identificar los parámetros característicos queentran en contradicción técnica.
3)
Encontrar posibles soluciones al problemaidentificado en el punto anterior.
4) Lograr adaptar las soluciones del tipo genéricas, al problema específico identificado en el punto 1.
Problema
Genérico
Solución
Genérica
Problema
Específico
Solución
Específica
39
Parámetros
40Principios2 3
4
32
1
Fig. 2: Esquema para eliminación de contradicciones
técnicas. [4]
Es necesario mencionar que para resolver unacontradicción técnica, entran en conflicto al menos dos delos 39 parámetros característicos. Por cuanto uno de ellosmejora el otro necesariamente se ve afectado o empeora enla búsqueda de dicha optimización.
Con el fin de esclarecer la forma en que se lleva a caboéste proceso se presenta a continuación un ejemplo real,extraído de un trabajo de título [2].
2.2. Ejemplo de problema [2].
La correa transportadora de mineral se descentradebido a que éste llega con una orientación distinta ala del eje, producto de un inadecuado diseño delchute. La consecuencia directa es un desgastedisparejo de los lifters, lo que incrementa el problema.La Figura 3 ilustra la situación descrita. Se puedeobservar que entre otros el mineral es un objeto en
movimiento, los lifters constituyen objetosestacionarios.
Los parámetros que entran en contradicción técnica se presentan en la Tabla 1.
Tabla 1: Parámetros que entran en contradicción técnica[2].
Fig. 3: Situación Inicial: Efecto de la carga descentradasobre la operación de correas transportadoras [2].
Luego, con la contraposición de los parámetros y
mediante la utilización de la Matriz de
Contradicciones, se logra identificar los principios de
inventiva que pudieran generar soluciones. En algunoscasos dichos principios no generan una solución
pretendida o no contribuyen directamente a la
eliminación de lo que causa el problema. Para éste
caso en particular los principios inventivos que
pudieran generar soluciones con factibilidad técnica
se encuentran en la Tabla 2.
Tabla 2: Principios inventivos que eventualmente podrían
generar soluciones [2].
Principios inventivos
2. Extracción22. Convertir lo negativo en positivo
24. Mediador
27. Desechar (objetos baratos y de corta vida
en vez de uno caro y durable)
33. Homogeneidad
CHUTE DE
TRASPASO
POLINES
LIFTER
DESGASTADO
MINERAL
GUARDERA
DESGASTADA
PLANCHAS PORTA
GUARDERA
DESGASTADAS
CORREA
DESCENTRADA
DERRAME DE
MINERAL
Parámetro que mejora Parámetro que empeora
14. Resistencia.
16. Tiempo de acción de un
objeto estacionario.
27. Confiabilidad.
39 Capacidad/Productividad
30. Factores dañinos
actuando desde el
exterior de un objeto.
31. Factores dañinos
generados por el objeto.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 123/253
112
Con las posibles soluciones conceptuales
identificadas, en el caso en estudio corresponde a
cinco principios inventivos, y siguiendo el
procedimiento especificado en la Figura 2, se han de
realizar adaptaciones al problema específico. Para este
caso se presentan posibles adaptaciones de los
principios encontrados en la Tabla 3.
Tabla 3: Posibles soluciones que emergen mediante laaplicación principios inventivos [2].
Principios inventivos Posibles soluciones
2. Extracción
Lo que causa el problema es el roce
del mineral, podría separarse el
material mediante la incorporación
de alguna sustancia.
22. Convertir lo
negativo en positivo
El efecto dañino es el
comportamiento del mineral, se
podría utilizar éste para proteger
los centradores de carga del
desgaste.
24. MediadorSugiere utilizar un objetointermedio para realizar la función.
27. Desechar
(objetos baratos y de
corta vida en vez de
uno caro y durable)
Propone utilizar elementos
desechables o de sacrificio, de fácil
intercambio.
33. Homogeneidad
Los elementos de desgaste podrían
poseer un material similar al de los
centradores de carga, para facilitar
la fijación.
Finalmente y considerando las posibles soluciones al
problema indicadas en la tabla anterior, después de untrabajo de análisis se desarrolla una solución, la que se
sintetiza en el siguiente recuadro, a saber:
Solución: Reemplazar los antiguos lifters por elementos
centradores de carga capaces de contener una cierta
cantidad de mineral que los protegerá del desgaste, de esta
manera el roce se producirá mineral con mineral y el
desgaste sobre los centradores de carga se elimina. En las
zonas expuestas se deben agregar pequeños elementos de
desgaste que puedan ser reemplazados una vez que
alcancen un cierto nivel de desgaste.
El esquema de la solución para el desgaste de loscentradores se muestra en la Figura 4. En la ilustración se
puede observar que la caída del materias es la correcta,
que los desgastes se producen entre material del mismo
tipo, que corresponde al que se está procesando. Es ante
todo una solución barata y fácil de implementar, de alto
interés para las empresas que hacen uso de estos
dispositivos, en rigor el problema es recurrente en el
conjunto delas empresas mineras y otras que hacen uso
intensivo del tipo de dispositivo descrito.
Se aprecia del ejemplo aquí presentado, que la
metodología de resolución de problemas tiene sus
fundamentos en que toda persona es capaz de crear; y que
su aporte se puede recoger en grandes colección de
invenciones, que analizadas dan lugar a principios. Por
ende la propuesta de soluciones de problemas posterioresquedan sugeridos por algún principio inventivo y sus
mismas soluciones son fuente de nuevas soluciones.
Fig. 4: Esquema de solución conceptual desarrolladopor metodología TRIZ [2].
3.
Resultados obtenidos
Mediante la utilización de la Matriz de Contradicciones,
identificación de los parámetros característicos y principios de inventiva asociados, se llevó a cabo el
análisis de una colección de 21 problemas asociados a
sectores productivos de interés. El propósito fue
identificar los parámetros que entran en conflicto con
mayor frecuencia en los casos estudiados. Posteriormente
se buscó agrupar los problemas tomando en cuenta las
similitudes técnicas, con el fin de lograr definir problemas
estándar. En el Gráfico 1, que se ilustra en la próxima
página, se visualiza la reiteración de los diferentes
parámetros característicos en los problemas técnicos de
ingeniería en sectores productivos nacionales. En éste se
vislumbran que parámetros se repiten de manera
sistemática. Además, es de todo interés considerar que
para solucionar los problemas presentados en los casos de
estudio no entraron en contradicción los 39 parámetros
característicos, algunos de ellos lo hizo y otros, para el
conjunto de problemas analizados, nunca lo hizo. Además
se observaron cuáles son las tendencias de contradicciones
que generan soluciones con mayor frecuencia,
independiente del tamaño físico del problema o del marco
C H U T E D E
T R A S P A S O
C E N T R A D O R D E
C A R G A
G U A R D E R A
P L A N C H A S P O R T A G U A R D E R A
D E S G A S T A D A S
C O R R E A
A C U M U L A C I Ó N D E
M I N E R A L E N
C E N T R A D O R D E C A R G A
P L A C A S D E
D E S G A S T E

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 124/253
113
en que se desarrolla, y que involucra repetitivamente a
algunos de los 40 principios de inventiva. Estos resultados
son presentados en el Gráfico 2. Es importante mencionar
que los principios que no ofrecen soluciones viables o que
escapan de un bajo costo de implementación quedan
marginados de dicha representación. Este análisis simple
tiene una enorme importancia económica.
Gráfico 1: Frecuencia de parámetros característicos [1].
Gráfico 2: Frecuencia de principios de inventiva [1].
4.
Análisis de los resultados
De los casos de estudio analizados se obtuvo cierta
tendencia a buscar soluciones que sean rápidas de detectar,
que posean un bajo nivel de inversión y que generen una
mejora de nivel medio. Por consiguiente se propone
agrupar los casos mediante similitudes conceptuales o
según la orientación de la solución requerida.
Como resultado se agrupan la totalidad de los trabajos
analizados en cuatro categorías, presentadas y definidas
como sigue.
1) Optimizar el mantenimiento y los tiempos muertos:
bajo este tópico se considera generar una reducción en
los tiempos de mantenimientos, disminuir la
frecuencia de los mismos y en algunos casos facilitar
esta tarea.
2)
Mejorar la vida útil de un elemento sometidos a
esfuerzos de fatiga y/o impacto: donde se considera la
adaptación de carcasas al impacto, evitar la ruptura en
ejes, disminuir el desgaste de piezas en zonas de
sacrificio, minimizar o evitar deformaciones y grietas.
3)
Lograr un correcto diseño, implementación yutilización de cintas transportadoras: dentro de este
grupo se pretende lograr un correcto centrado, evitar
sobrecargas, impedir que material se introduzca en
componentes fundamentales además de precisar
cálculos de longitud y tiempos de utilización de las
cintas.
3
2
3
1
1
3
1
2
1
1
8
4
62
2
1
11
2
1
6
1
6
2
1
4
5
1 5
Peso de un objeto movil
Peso de un objeto estacionario
Longitud del objeto movil
Longitud del objeto estacionario
Area del objeto en movimiento
Volumen del objeto en…
Volumen del objeto estacionario
Velocidad
Fuerza
Esfuerzo
Forma
Estabilidad de la composicion…
ResistenciaDuracion de una accion del…
Duracion de una accion del…
Uso energético del objeto en…
Perdida de energía
Potencia
Perdiad de materia
Perdidad de tiempo
Confiabilidad
Presicion en la manufactura
Daño externo que afecta a un…
Daño generado por el propio…
Facilidad de fabricacion
Facilidad de operación
Facilidad de reparacion
AdaptabilidadComplejidad del objeto
9
21
21
23
23
22
12
11
321
21
311
26
27
Segmentacion
Extraccion
Calidad local
Asimetria
Anidacion
Contrapeso
Accion anticipada
Acolchonado anticipado
Esfericidad
Dinamismo
Accion parcial o excesiva
Transicion a una nueva…
Vibracion mecanica
Accion periodica
Aumntar velocidad de accion…
Convertir dañino en benefico
Mediador
Autoservicio
Copiado
Remplazar sistema mecanico…
Membranas flexibles
Materiales porosos
Homogeneidad
Desechado
Transformacion de propiedades
Ambiente inerte
Materiales compuestos

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 125/253
114
4)
Eliminación de un efecto indeseado en alguna línea de
producción: donde se contempla la eliminación de
humedad o disminución de condensación de un
proceso, evitar vibraciones mecánicas excesivas.
Se debe tener en cuenta que en presencia de determinados
problemas, sería conveniente abordarlos desde distintas
perspectivas para generar una solución más acotada.
Como se mencionó una de las premisas es generar un
ahorro tanto en la implementación; como en el tiempo de
detección de los problemas, para generar la mayor
cantidad de ventajas posibles.
Para llegar a soluciones en los casos de estudio se trabajó
con la totalidad de la Matriz de contradicciones, la que
presenta 39 parámetros característicos con los que se es
posible generar aproximadamente 1256 combinaciones.
Debido a esto demandaría un tiempo considerable llevar a
cabo la eliminación de una contradicción particular. Todo
esto detona en la adaptación o acotación de la Matriz a una
de menor tamaño, y con la que se puedan abordar los
mismos problemas relacionados a los sectores productivos
de interés en este caso, esto queda ejemplificado en la
Figura 5.
Figura 5: Esquema conceptual de reducción de la Matriz deContradiccione para problemas como los analizados.
Posteriormente se generó una propuesta de acotación de 39
a solo 11 parámetros característicos, los cuales
corresponden a los parámetros con mayor frecuencia
evidenciados en el Gráfico 1. Es necesario destacar que
mediante esta reducción se pretende abordar problemas
que entren en la categoría de estándar, descrita
anteriormente, para sectores de interés. Dicha Matriz se
presenta en la Figura 6. En ambas matrices existe un
conjunto de interrelaciones que están en blanco porque no
existe contradicción entre las variables.
Figura 6: Acotación de la Matriz de Contradicciones [1].
Se observa en la Figura 5 que al realizar la reducción en la
matriz de contradicciones de 39 parámetros por lado, se
genera una ventaja considerable si solo se toman 11.
Debido a la considerable disminución en las posibles
combinaciones, que corresponden a aproximadamente
109.
Una de las principales interrogantes es si se logrará
generar el mismo tipo de soluciones conceptuales a partir
de la matriz acotada, presentada en la Figura 6. Al realizarun análisis a las posibles combinaciones, se observó que
los principios de inventiva con mayor probabilidad de
aparición son muy similares a los que se extraen de la
matriz extendida.
5. Conclusiones.
Mediante la utilización de la teoría TRIZ, en específico la
metodología que permite resolver o eliminar
contradicciones técnicas, fue posible identificar principios
inventivos que generaron soluciones factibles para las
problemáticas planteadas. En los casos presentados seobservó una tendencia a esperar soluciones de nivel de
inventiva medio, por cuanto la aplicación de la Matriz de
Contradicciones logró satisfacer los requerimientos. En lo
medular, los casos de análisis se agruparon los problemas
según similitudes técnicas, con lo que se logró identificar
cuatro categorías de problemáticas tipo. Factor a tener en
cuenta en presencia de nuevos problemas que pudieran ser

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 126/253
115
encasillados bajo alguno de estos tópicos. Con los
parámetros característicos que presentaron mayor
frecuencia para los casos estudiados, se generó una matriz
de menor tamaño con la que se logra encontrar soluciones
a los problemas estándar. Mediante su utilización se
obtienen principios inventivos que eliminan las
contradicciones y guían en la búsqueda de soluciones de
bajo costo y de rápida implementación. Lo anterior es
importante si se quiere buscar alternativas con “losmismos elementos” presentes en un determinado
problema, agrupando sus elementos en una configuración
diferente pero que en los hechos entrega una mejor
solución a los requerimientos del problema técnico, dando
origen a una solución barata con un nivel de inventiva
medio, que a juicio de los autores, es lo que busca hoy
sectores estratégicos de nuestra economía, tal como la
industria minera extractiva, acosada por los altos costos.
Dado que está a la vista la necesidad de la industria de
soluciones a bajo costo como así mismo la agregación de
valor que hace TRIZ, que además como se ha demostrado,
es posible acotar el conjunto de soluciones posibles dentro
de una misma herramienta, es que se propone masificar el
uso de la misma en esas industrias, con el propósito de
disminuir costos, y por consiguiente aumentar la
productividad, como alternativa a soluciones tecnológicas
que se compran llave en mano y que son de un alto costo.
6.
Bibliografía
[1] Zúñiga Ruiz, Roger., “Identificación de principios deinventiva y parámetros característicos de gran agregaciónde valor aplicados desde la ingeniería mecánica a
problemas estándar de sectores productivos estratégicos,Trabajo de título Ingeniería Mecánica Industrial,Valparaíso, UTFSM 2015.
[2]
Montanares Reyes, Hector., “Aporte al desarrollo eimplementación de técnicas de innovación tecnológicaavanzada en planta concentradora de empresa mineraCodelco Chile División Andina”, Trabajo de títuloIngeniería Civil Mecánica , Valparaíso, UTFSM, 2008.
[3] Bartos, Paul. J, “La minería ¿es una industria de altatecnología?: investigaciones en torno a la innovación y elaumento de la productividad. Foro en Economía deMinerales, vol. V, 2007. Ediciones PUC, Santiago deChile.
[4] León Rovira, Noel., “TRIZ: Innovación estructurada parala solución de problemas y el desarrollo de productoscreatividad como una ciencia exacta”, Second InternationalLatin american and caribbean conference for engineeringand technology LACCET, 2004.
[5] Boris Zlotin and Alla Zusman, “The Ideation Approach
to the Search, Development and Utilization of InnovationKnowledge”, Managing Innovation Knowledge, February,1999.
[6] Oropeza M., Rafael., Creatividad e Innovacióntecnológica mediante TRIZ, Panorama Editorial, Ciudad deMéxico, 2008
[7] Sariego Pastén., Pedro., “Apuntes de Fundamentos delDiseño, Valparaíso, UTFSM, 2015.
Otras fuentes:
[8] Cortés Palacios. Antonio., “Rediseño mediantemetodología TRIZ del mecanismo de extracción de cobresemiblister desde un horno convertidor teniente”, Trabajo detítulo Ingeniería Civil Mecánica, Valparaíso, UTFSM,2010.
[9]
Marco Antonio Alvarado Almonacid, “Diseño preliminarde un prototipo multipropósito capaz de proteger transportary desplegar un vehículo submarino no tripulado”, Trabajode título Ingeniería Civil Mecánica, Valparaíso, UTFSM,2010.
[10] Ponce Arancibia, Rodrigo., “Desarrollo de productoutilizando métodos de resolución inventiva de problemas,alcances y aplicaciones”, Trabajo de título IngenieríaMecánica Industrial , Valparaíso, UTFSM, 2005.
[11] Bravo Casanova, Gloria., “Integración y análisis demetodologías para la resolución de problemas: análisiscausa raíz y teoría de resolución de problemas deinventiva”, Trabajo de título Ingeniería Civil Industrial,Valparaíso, UTFSM, 2011.
[12] Jerez Olguín, Daniel., “Análisis técnico y económico de
mejoramiento del bombeo del sistema de tratamiento deaguas en planta de filtros”, Trabajo de título Ingeniería CivilMecánica UTFSM, 2010.
[13] Monroy, Carlos., “Trabajo en seco de bomba tipo VTP enPlanta Lomas Bayas Minera Extrata Copper”, Tarea deDiseño conceptual mediante uso de matriz decontradicciones, Trabajo de título Ingeniería CivilIndustrial, Valparaíso, UTFSM, 2012
[14] Navarro Valdivia, Sergio., “Aporte excesivo de humedad y presencia de condensado en muros en planta de productoscárnicos procesados”, Tarea de proyecto en elementos demáquinas TRIZ y sustancia-campo, Trabajo de títuloIngeniería Civil Industrial,Valparaíso, UTFSM, 2012.
[15] Alvear Silva, Diego., “Aporte a desarrollo de modelo degestión de mantenibilidad planta de chancado primario
Colón de la división Teniente utilizando principios deinventiva”, Trabajo de título Ingeniería Civil Mecánica,Valparaíso, UTFSM, 2009.
[16] Rojas Alarcón, Juan., “Aplicación de metodología seissigma en área de laminación de empresa siderúrgica”,Trabajo de título Ingeniería Civil Mecánica, Valparaíso,UTFSM, 2005.
[17] Rodríguez Díaz, Marcelo., “Rediseño Línea N°2 de plantarecuperadora de polietileno en empresa de reciclaje de la Vregión”, Trabajo de título Ingeniería Mecánica Industrial,Valparaíso, UTFSM, 2006.
[18] Nikulin Chandia, Christopher., “Aplicacióncomputacional de algoritmo de soluciones de problemasustancia-campo de la metodología TRIZ”, Trabajo de títuloIngeniería Civil Mecánica y Magister en Ciencias de la
Ingeniería Mecánica, Valparaíso, UTFSM, 2009.[19] Ahumada Araya, Rafael., “Análisis del desgaste decubiertas protectoras y recubrimientos en tolvas decamiones mineros que operan a gran altura”, Trabajo detítulo Ingeniería Civil Mecánica, Valparaíso, UTFSM,2007.
[20] Ali Arcas, Felipe., “Mejora del proceso de mecanizado de barras de aluminio mediante el diseño de aditamentos”,

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 127/253
116
Trabajo de título Ingeniería Mecánica Industrial, Valparaíso,UTFSM, 2006.
[21] Bodero Karelovic, Gustavo., “Aporte al diseño de correastransportadoras para pilas de lixiviación en valles”, Trabajode título Ingeniería Mecánica Industrial UTFSM, 2007.
[22] Vera Martínez, Alvaro., “Estudio de la técnica yaplicación del método TRIZ a proyecto de EnergíaUndimotriz Nanku Wave Energy”, Informe InvestigaciónAplicada I UTFSM, 2009.
Este trabajo se ha desarrollado en el marco del proyecto de
investigación UTFSM “Análisis tecnológico basado encurvas “S”, desarrollos matemáticos y estudios
prospectivos, para máquinas y equipos”
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 128/253
117
VII – ENERGÍASRENOVABLES
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 129/253
Espacio reservado para el Comité Editorial del Congreso Chileno de Ingeniería Mecánica
118
Modelado de un sistema combinado panel solar
fotovoltaico y bomba de calor
Fabián Correa, Cristian Cuevas*Departamento de Ingeniería Mecánica, Universidad de Concepción, Edmundo Larenas s/n,
Casilla 160-C, Concepción, Chile
*E-mail Autor: [email protected]
Resumen
Debido a los continuos aumentos en los precios de los combustibles fósiles y a los continuos problemas de contaminaciónambiental que se presentan durante los periodos de invierno en nuestro país, se hace necesario investigar y analizar el uso de
fuentes de energías y equipos que reduzcan el consumo de energías fósiles y biomasa en la ciudad. Un equipo que cumplecon estas características es la bomba de calor, la cual se puede combinar con paneles solares, ya sea fotovoltaicos o térmicos, para aprovechar el alto potencial solar del que dispone nuestro país. En este estudio se ha decidido modelar un sistema decolectores fotovoltaicos combinado con una bomba de calor. En este análisis se evalúa la opción de este sistema paracalentamiento de agua sanitaria y calefacción en la ciudad de Concepción. Para lo cual se definen consumos típicos de aguacaliente sanitaria y de calefacción de una vivienda de 4 personas. El consumo energético anual en calefacción y agua caliente
sanitaria es de 10555 kWh. Estos datos sirven de entrada al modelo para determinar su rendimiento estacional y emisiones deCO2 equivalentes. El análisis de la bomba de calor permite establecer un COP anual de esta de 3,1 y emisiones anuales
equivalentes de 1,23 ton de CO2. En cuanto a la utilización combinada de bomba de calor y paneles fotovoltaicos, se lograestablecer que con 12 paneles fotovoltaicos se logra cubrir la demanda durante 233 días del año, reduciendo el consumoanual desde la red eléctrica de 3409 kWh a 1571 kWh, con lo que se reducen las emisiones anuales equivalentes a 0,57 ton deCO2.
Keywords: energía solar, bomba de calor, paneles fotovoltaicos, agua caliente sanitaria, modelación, simulación
1. Introducción
Considerando los altos costos de la energía y los problemas de contaminación ambiental que tiene nuestro país, se hace necesario investigar alternativas de
calefacción domiciliaria que disminuyan tanto el uso decombustibles fósiles como de biomasa; lo cual se realiza eneste estudio realizando una simulación numérica de unsistema de bomba de calor con paneles fotovoltaicos.
De este modo, este artículo busca generar modelos y
simulaciones para la bomba de calor y los panelesfotovoltaicos, para así determinar el rendimiento de estosequipos ante distintas condiciones ambientales.
En la literatura se han propuesto diversos enfoques,tanto teóricos como experimentales, para la determinacióndel COP de una bomba de calor, ya que esta variable se ve
afectada bajo distintas condiciones de operación. Entre losteóricos, Nyers [1] propone un modelo matemático resuelto por un método de optimización indirecta para ladeterminación del COP de la bomba de calor, mientras queFardoun [2] presenta un modelo dinámico de una bomba de
calor, aire-agua, para el calentamiento de agua calientesanitaria (ACS), en el cual utiliza sub-modelos de loscomponentes básicos de la bomba de calor.
Dentro del enfoque experimental, los esfuerzos se hanconcentrado en el análisis del COP, en condiciones deoperación real. Por ejemplo Miara [3] evalúa la eficiencia

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 130/253
119
en distintos sistemas de bombas de calor instalados enAlemania, esto a lo largo de un periodo de 5 años. Staffell[4] realiza un trabajo similar al caracterizar la eficiencia de bombas de calor de uso doméstico (aire y tierra comofuente de calor), con lo que pudo determinar el SCOP(Seasonal Coefficient of Performance) para 100 equiposubicados en el Reino Unido.
Para modelar los paneles fotovoltaicos Duffie [5] propone un circuito eléctrico equivalente que representa un panel fotovoltaico. Para implementar este modelo se debenidentificar 5 parámetros, basándose en tal modelo De Soto[6] logra describir la curva I-V, utilizando la informaciónentregada por los fabricantes y ecuaciones semi-empíricas,con las que logra validar sus resultados al compararlos condatos experimentales.
Lo Brano [7] propone mejoras al modelo de los cinco parámetros, con el fin de eliminar ciertas idealizaciones.Para esto se vale de un algoritmo de prueba y error, con elque resuelve las ecuaciones del circuito equivalente. Otro
aporte en este sentido es el realizado por Ospino [8] quien presenta la modelación del comportamiento de la curva I-Vy determina los cinco parámetros utilizando técnicas deinteligencia artificial, para ello desarrolla un algoritmogenético, que determina además, ciertos parámetros que noson entregados por los fabricantes.
2. Definición del problema a analizar
El trabajo desarrollado en este artículo contempla lamodelación de una bomba de calor para calentamiento deagua sanitaria y calefacción de una vivienda de 4 personasubicada en la ciudad de Concepción. El análisis contemplael uso de colectores fotovoltaicos para suministrar parte de
la energía requerida para el funcionamiento de la bomba decalor. El principio del sistema se presenta en la Figura 1.
Fig. 1. Sistema a analizar
El sistema se puede descomponer en los siguientessubsistemas:
- Consumo- Bomba de calor- Paneles fotovoltaicos
Los datos meteorológicos utilizados para modelar elsistema, como temperatura ambiente, humedad relativa yradiación solar son obtenidos a partir de la base de datos deMeteonorm.
A continuación se explicarán cada uno de los modelosrealizados para realizar el análisis propuesto en este estudio.El software utilizado para el desarrollo de estos modelos esEES [9].
2.1. Perfiles de consumo
Lo primero a definir es el consumo del sistema, que
consiste en este caso a un consumo de calefacción y de
agua caliente sanitaria. Para este análisis se considera una
vivienda habitada por 4 personas.
2.1.1 Demanda de calefacción
La demanda de calefacción se determina para mantener
la vivienda a una temperatura de 18,5ºC (Campos [10]), con
lo cual se obtiene el perfil de demanda de calor presentado
en la Figura 2.
Fig. 2. Demanda de calefacción
2.1.2 Demanda de agua caliente sanitaria
El perfil de consumo es considerado constante para cada
día del año y es generado tomando un consumo diario de 74
l por persona, para una vivienda de 4 personas propuesto
por Campos [10]. La Figura 3 muestra el consumo
generado.
Fig. 3. Demanda de agua caliente sanitaria
Bomba de calor
Radiador
Estanque ACS Paneles
fotovoltaicos

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 131/253
120
1 2 3 4 5 6 7 80
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
Rp = Pr,ex,cp / Pr,su,cp [-]
s
,
v
[ -
]
v = 0,924925 - 0,0239227·Rp
s = 0,445964 + 0,00432344·(Rp - 12)^2 - 0,29305/(Rp - 1)
La potencia requerida para calentar el agua caliente
sanitaria se determina con el consumo de ACS, la
temperatura del ACS, que se fijó en 45ºC, y la temperatura
del agua de la red que se interpola de los datos de la norma
técnica de la franquicia tributaria de la Ley Nº 20.365.
red ACS w ACS ACS t t c M Q (1)
2.1.3 Demanda total
La demanda total de calor se obtiene adicionando los
perfiles de calefacción y de potencia requerida para el agua
caliente sanitaria con lo que se obtiene la demanda de calor
ilustrada en la Figura 4.
Fig. 4. Demanda de calor total
2.2. Modelación de la bomba de calor
El modelo de la bomba de calor está compuesto de tressubmodelos: modelo del compresor, modelo delcondensador y modelo del evaporador. La válvula deexpansión no es modelada y se asume que esta mantiene unsobrecalentamiento constante y que la carga de refrigerantemantiene un subenfriamiento constante. El refrigeranteconsiderado en este análisis es el R407C.
2.2.1. Modelo del compresor
El compresor es modelado en forma simplificada,
tomando curvas características de la eficiencia isentrópica y
volumétrica de un compresor scroll, ambas utilizadas para
determinar la potencia eléctrica y el flujo másico delcompresor. Las curvas utilizadas se muestran en la Figura 5
con las respectivas ecuaciones utilizadas, las cuales son
ajustadas de datos de catálogo de un compresor scroll.
Además de lo anterior se necesita el volumen barrido
del compresor, el cual define su tamaño, el que en este
estudio es de 33,1 cm3. El modelo del compresor permite
determinar el flujo de refrigerante, la potencia eléctrica del
compresor y la temperatura del refrigerante en la descarga.
Fig. 5. Eficiencias isentrópica y volumétrica del compresor
2.2.2. Modelo del condensador
El condensador es modelado en tres zonas. El
condensador es un intercambiador de calor en
contracorriente, tal como se indica en la Figura 6 (Cuevas et
al. [11]).
Fig. 6. Modelo tres zonas del condensador
El calor transferido por cada una de las zonas se determina a partir de los balances de energía de cada fluido y de la ecuaciónde transferencia de calor:
cd , zi ,ex ,r cd , zi , su ,r cd , zi ,r cd , zi ,r hh M Q (2)
cd , zi , su ,wcd , zi ,ex ,wcd , zi ,wcd , zi ,w hh M Q (3)
zi ,cd , su ,w zi ,cd , su ,r zi ,cd min, zi ,cd zi ,cd t t C Q
(4)
El método de transferencia de calor utilizado es el de laeficacia, para el cual se determina el número de unidades detransferencia y el coeficiente global de transferencia de
calor como:
cd , zimin,
cd , zi
cd , ziC
AU NTU
(5)
cd , zi ,ocd , zi ,o
w
cd , zi ,icd , zi ,icd , zi Ah R
AhU A
111 (6)
Donde los coeficientes convectivos se determinan como:
Refrigerante
Agua AguaZona
subenfriada
Zona
bifásica
Zonasobrecalentada
Refrigerante

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 132/253
121
n
nom
nom
M
M hh
(7)
Globalmente para los flujos de calor se tendrá que:
cd , sc ,wcd ,tp ,wcd , sh ,wcd ,w QQQQ (8)
cd , sc ,r cd ,tp ,r cd , sh ,r cd ,r QQQQ (9)
Y para las áreas de transferencia de calor:
cd , sccd ,tpcd , shcd A A A A (10)
2.2.3. Modelo del evaporador
El modelo considera al evaporador como un
intercambiador de calor que trabaja en un solo régimen:
seco o húmedo, el cual fue originalmente propuesto por
Lebrun et al. [12]. La potencia actual intercambiada por el
evaporador está dada por (Braun et al. [13]):
)Q ,Q( MAX Q wet ,coil dry ,coil ev ,a
(11)
Régimen seco. En régimen seco, el coeficiente global de
transferencia de calor es determinado considerando las
siguientes resistencias térmicas:
coil ,r coil ,mdry ,coil ,a
dry ,coil
R R R AU
1
(12)
Las resistencias térmicas se determinan de la misma
forma indicada en la sección 2.2.2.
El calor transferido en régimen seco es determinado
utilizando el método ε-NTU:
coil , su ,r coil , su ,adry ,coil min,dry ,coil dry ,coil t t C Q
(13)
Régimen húmedo. Cuando la batería trabaja en régimen
húmedo, el aire es reemplazado por un gas perfecto ficticio,
cuyas entalpías están definidas por las temperaturas de
bulbo húmedo. La resistencia térmica del lado aire está
definida por:
coil , f ,a , p
coil ,a , p
dry ,coil ,acoil , f ,a c
c R R (14)
wet ,coil ,ex ,wbcoil , su ,wb
wet ,coil ,ex ,acoil , su ,a
coil , f ,a , pt t
hhc
(15)
Y el calor transferido:
coil , su ,r coil , su ,wbwet ,coil min,wet ,coil wet ,coil t t C Q
(16)
Para determinar el estado del aire a la salida de la
batería en régimen húmedo debemos definir un
intercambiador de calor ficticio, como sugerido por la
ASHRAE [14]. Uno de los fluidos que ingresa a esteintercambiador es el aire y el otro es uno de un flujo
capacitivo infinito, el cual tiene una temperatura igual a la
temperatura promedio de pared externa de la batería, la cual
también se conoce como temperatura de contacto t c,coil,wet .
La eficiencia de contacto está definida por:
wet ,coil ,cwet ,coil NTU exp1 (17)
La entalpía y la humedad específica del aire a la salida
de la batería están definidas por las siguientes expresiones:
wet ,coil ,ccoil , su ,awet ,coil ,cwet ,coil ,ex ,acoil , su ,a hhhh (18)
wet ,coil ,ccoil , suwet ,coil ,cwet ,coil ,excoil , su W W W W (19)
Donde hc,coil,wet and W c,coil,wet corresponden a la entalpía y
la humedad específica del aire a la temperatura de la
superficie definidas en un estado de saturación.
2.2.4. Modelo de la bomba de calor
El modelo de la bomba de calor se obtiene
interconectando los modelos de los diferentes componentes
descritos anteriormente, dando como resultado el modelo
que se muestra en la Figura 7. Las principales salidas de
este modelo son el calor transferido en el condensador y la potencia del compresor.
Fig. 7. Modelo de la bomba de calor
El modelo de la bomba de calor asumirá que el agua
caliente sale a 60ºC del condensador, enviándose a esta
temperatura a los radiadores para la calefacción como
también al intercambiador de calor del estanque de
almacenamiento de agua caliente para el agua caliente
sanitaria.
Este modelo no incluye algunas pérdidas y consumos
extras que deberían incluirse en futuros modelos. Las
pérdidas no consideradas son las debido a la operación
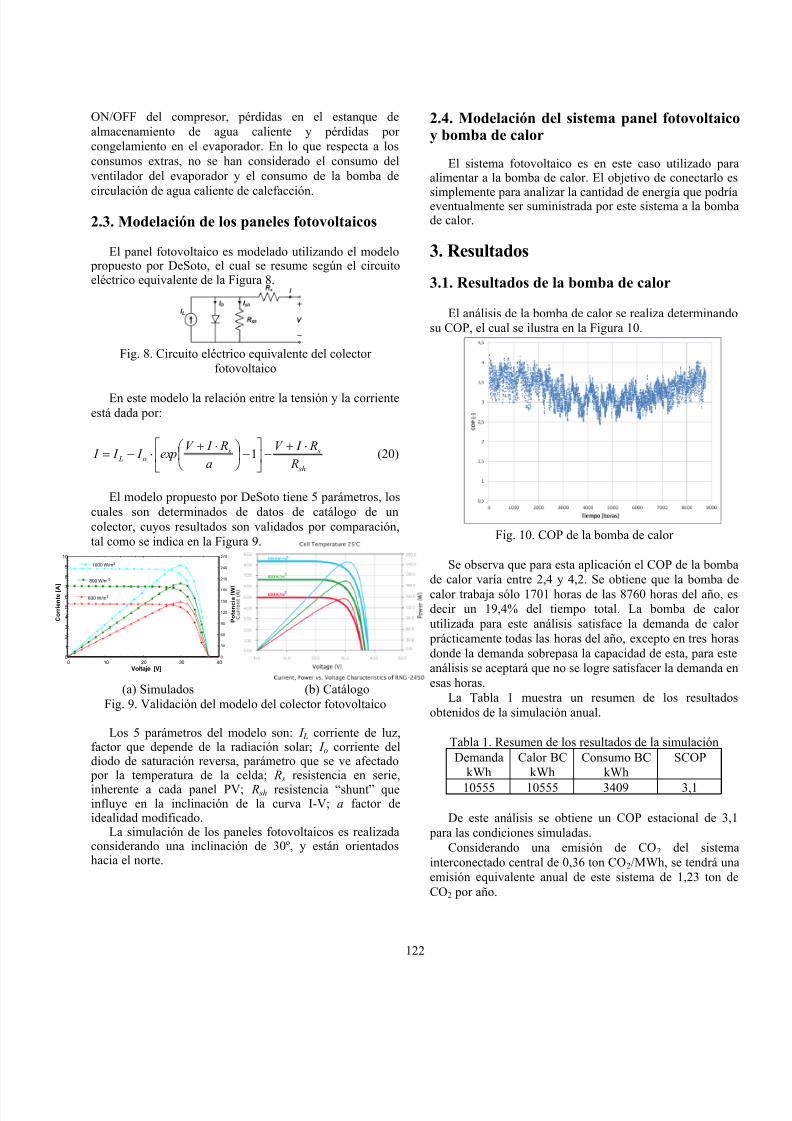
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 133/253
122
0 10 20 30 40
0
1
2
3
4
5
6
7
8
9
10
0
30
60
90
120
150
180
210
240
270
Voltaje [V]
Corriente[A
]
Potencia[W]
1000 W/m2
1000 W/m2
800 W/m2
800 W/m2
600 W/m2
600 W/m2
ON/OFF del compresor, pérdidas en el estanque de
almacenamiento de agua caliente y pérdidas por
congelamiento en el evaporador. En lo que respecta a los
consumos extras, no se han considerado el consumo del
ventilador del evaporador y el consumo de la bomba de
circulación de agua caliente de calefacción.
2.3. Modelación de los paneles fotovoltaicos
El panel fotovoltaico es modelado utilizando el modelo propuesto por DeSoto, el cual se resume según el circuitoeléctrico equivalente de la Figura 8.
Fig. 8. Circuito eléctrico equivalente del colector
fotovoltaico
En este modelo la relación entre la tensión y la corriente
está dada por:
sh
s so L
R
R I V
a
R I V exp I I I
1 (20)
El modelo propuesto por DeSoto tiene 5 parámetros, los
cuales son determinados de datos de catálogo de un
colector, cuyos resultados son validados por comparación,
tal como se indica en la Figura 9.
(a) Simulados (b) Catálogo
Fig. 9. Validación del modelo del colector fotovoltaico
Los 5 parámetros del modelo son: I L corriente de luz,factor que depende de la radiación solar; I o corriente deldiodo de saturación reversa, parámetro que se ve afectado por la temperatura de la celda; R s resistencia en serie,
inherente a cada panel PV; R sh r esistencia “shunt” queinfluye en la inclinación de la curva I-V; a factor deidealidad modificado.
La simulación de los paneles fotovoltaicos es realizadaconsiderando una inclinación de 30º, y están orientadoshacia el norte.
2.4. Modelación del sistema panel fotovoltaicoy bomba de calor
El sistema fotovoltaico es en este caso utilizado paraalimentar a la bomba de calor. El objetivo de conectarlo es
simplemente para analizar la cantidad de energía que podríaeventualmente ser suministrada por este sistema a la bombade calor.
3. Resultados
3.1. Resultados de la bomba de calor
El análisis de la bomba de calor se realiza determinando
su COP, el cual se ilustra en la Figura 10.
Fig. 10. COP de la bomba de calor
Se observa que para esta aplicación el COP de la bomba
de calor varía entre 2,4 y 4,2. Se obtiene que la bomba de
calor trabaja sólo 1701 horas de las 8760 horas del año, es
decir un 19,4% del tiempo total. La bomba de calor
utilizada para este análisis satisface la demanda de calor
prácticamente todas las horas del año, excepto en tres horas
donde la demanda sobrepasa la capacidad de esta, para este
análisis se aceptará que no se logre satisfacer la demanda en
esas horas.
La Tabla 1 muestra un resumen de los resultados
obtenidos de la simulación anual.
Tabla 1. Resumen de los resultados de la simulación
Demanda
kWh
Calor BC
kWh
Consumo BC
kWh
SCOP
10555 10555 3409 3,1
De este análisis se obtiene un COP estacional de 3,1
para las condiciones simuladas.
Considerando una emisión de CO2 del sistema
interconectado central de 0,36 ton CO2/MWh, se tendrá una
emisión equivalente anual de este sistema de 1,23 ton de
CO2 por año.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 134/253
123
3.2. Análisis de los paneles fotovoltaicos
La Figura 11 presenta los resultados obtenidos de la
simulación anual de 12 paneles fotovoltaicos. Los
resultados se integran en forma diaria, para determinar la
cantidad de energía que se puede ir almacenandodiariamente para ser utilizada el día posterior. De acuerdo a
este análisis este sistema logra satisfacer la demanda de
energía eléctrica de la bomba de calor 233 días del año. De
acuerdo a este análisis el sistema requeriría de una energía
eléctrica de la red de 1571 kWh, con lo cual las emisiones
de CO2 se reducirían a 0,57 ton de CO2 por año. El
consumo eléctrico anual de la bomba de calor es de 3409
kWh y la entregada por los paneles de 4534 kWh, el
excedente se puede eventualmente utilizar en la vivienda o
enviar a la red eléctrica.
Fig. 11. Diferencia entre oferta y demanda de energía diaria
4. Conclusiones
En el estudio presentado en este artículo se realiza unanálisis anual de un sistema de calefacción y decalentamiento de agua sanitaria con bomba de calor aireagua para una vivienda de 4 personas. El consumo anual encalefacción y agua caliente sanitaria es de 10555 kWh. Parasatisfacer esta demanda de calor la bomba de calor consume3409 kWh de energía eléctrica, lo cual da un COP anual de3,1 y emisiones anuales equivalentes de 1,23 ton de CO 2.Este sistema se complementa con un arreglo de 12 panelesfotovoltaicos, el cual logra suministrar la energía requerida por la bomba de calor durante 233 días del año, reduciendo
el consumo de energía de la red eléctrica a 1571 kWh, loque genera emisiones anuales equivalentes de 0,57 ton deCO2. Anualmente los paneles fotovoltaicos logransuministrar 4534 kWh de energía eléctrica, la cual en parte puede ser ocupada por la bomba de calor, la diferencia se puede utilizar en la vivienda o enviar a la red eléctrica.
Agradecimientos
Trabajo financiado por el proyecto FONDECYT1150965.
Referencias
[1] J. M. Nyers and Á. J. Nyers, “COP of heating-coolingsystem with heat pump,” EXPRES 2011 - 3rd IEEE Int.Symp. Exploit. Renew. Energy Sources, Proc., pp. 17 – 21, 2011.
[2] F. Fardoun, O. Ibrahim, A. Zoughaib. Dynamicmodeling of an air source heat pump water heater. 10thInternational Energy Agency Heat Pump Conference2011 – HPC 2011, May 2011, Tokyo, Japan.
[3] M. Miara, D. Gunther, T. Kramer, T. Oltersdorf, and J.Wapler, “Analysis and Evaluation of Heat PumpEfficiency in Real-life Conditions”, 2011.
[4] I. Staffell, “A Review of Domestic Heat Pump
Coefficient of Performance,” Energietechnik, , 2009.[5] John A. Duffie, William A. Beckman (2013). Solar
Engineering of Thermal Processes, 4th Edition.[6] DeSoto W., Klein, S. Beckman W., 2005. Improvement
and validation of a model for photovoltaic array performance. Solar Energy 80, 78-88.
[7] V. Lo Brano, A. Orioli, G. Ciulla, and A. Di Gangi, “Animproved five-parameter model for photovoltaicmodules,” Sol. Energy Mater. Sol. Cells, vol. 94, no. 8, pp. 1358 – 1370, 2010.
[8] A. Ospino, C. Robles, A. Durán. Modelado ysimulación de un panel fotovoltaico empleando técnicasde inteligencia artificial. Energética. 2014, vol.35, n.3, pp. 225-233.
[9] S. Klein. 2014.“EES— Engineering Equation Solver, F-Chart”.
[10] Campos, P. 2015 Evaluación técnico-económico de
alternativas de generación energética in situ en
viviendas en Concepción. Informe de Memoria de
Título para optar al Título de Ingeniero Civil Mecánico.
[11] Cuevas C., Lebrun J., Lemort V., Ngendakumana Ph.
Development and validation of a condenser three zones
model. Applied Thermal Engineering 2009; 29(17-18);
p. 3542-3551.
[12] Lebrun, J., X. Ding, J.-P. Eppe, and M. Wasacz. 1990.
Cooling Coil Models to be used in Transient and/or Wet
Regimes. Theoretical Analysis and Experimental
Validation. Proceedings of SSB 1990. Liège:405-441.[13] Braun, J.E., S.A. Klein, and J. Mitchell. 1989.
Effectiveness Models for Cooling Towers and Cooling
Coils. ASHRAE Transaction 95(2):164-173.
[14] ASHRAE. 2000. 2000 ASHRAE handbook-HVAC
Systems and Equipment, Chapter 21. Atlanta: American
Society of Heating, Refrigerating and Air-Conditioning
Engineers, Inc.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 135/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
124
Desalinización por múltiples efectos MED utilizando
energía solar
R. Barraza*, A. GonzálezDepartamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V,
Valparaíso, Chile
*E-mail Autor: [email protected]
Resumen
Este proyecto explora la desalinización a gran escala utilizando el proceso de destilación por múltiples efectos MED (por sussiglas en inglés). Un modelo computacional utilizando Engineering Equation Solver (EES) [1] que simula la tecnología
MED es propuesto, el cual puede ser utilizado como una herramienta para estudiar los diferentes parámetros que influyen enla eficiencia de una planta de desalinización. La validación del modelo numérico es presentada utilizando parámetros deoperación de una Planta instalada en Bahréin. Finalmente, la planta de desalinización es acoplada con una planta solardesarrollada en TRaNsient SYstems Simulation (TRNSYS) [2]. La planta solar está compuesta por paneles parabólicos,acumulación térmica y una caldera auxiliar a gas natural que permite mantener una producción constante de agua desalada de10.800 toneladas métricas por día en una locación cercana a Antofagasta, Chile. Se evaluó el efecto de proveer vapor
saturado en tres niveles de presión, variar el número de colectores y el tamaño del almacenamiento térmico. La energía solares capaz de proveer más del 80% de la energía térmica total requerida usando almacenamiento de energía térmica.
Keywords: desalinización, MED, destilación multiefecto, desalinización solar.
1. Introducción
En la literatura se puede encontrar un importante
número de modelos computacionales simples que permitenla predicción de parámetros globales como flujos promedios de destilado y eficiencias globales de las plantasde desalinización de múltiples efectos (MED), tales comoSayed y Silver [3], El-Nashar y Qamhiyeh [4] y Darwish et
al. [5]. Las simplificaciones más comunes son asumir un
gradiente de temperatura constante en los evaporadores, propiedades del agua salobre constantes (independientes dela presión y temperatura) y coeficientes de transferencia decalor constante en todos los efectos; consecuentemente, laoperación detallada de cada uno de los componentes de la planta de desalinización no puede ser estudiada. Algunos
modelos más detallados han sido propuestos por El-Dessouky et al. [6], Palenzuela et al. [7] y de la Calle et al.
[8]. El-Dessouky propuso en su modelo el cálculo de loscoeficientes globales de transferencia de calor en losevaporadores como función de la temperatura del efecto.Este enfoque ignora la complejidad de la transferencia decalor en el evaporador en donde los fluidos involucradosestán cambiando de fase, un flujo evapora fuera de lostubos y el otro condensa dentro de los tubos. Palenzuelautiliza la misma correlación propuesta por El-Dessouky.De la Calle por su parte define una correlación para elcoeficiente de transferencia de calor de la película queevapora en los evaporadores de manera que los resultadosdel modelo calcen con los resultados experimentales. Si bien estos modelos tienen aplicación específica para lasinstalaciones en las cuales fueron validados, no sonmodelos aplicables a otras configuraciones o plantassimilares con parámetros operacionales muy distintos de lasdesaladoras originales debido a la no universalidad de lascorrelaciones de transferencia de calor utilizadas.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 136/253
125
Teniendo en cuenta las limitaciones de los modelos de plantas MED existentes se propone la creación de unaherramienta computacional modular, validada y deaplicación general que permita estudiar en detalle distintasconfiguraciones y tamaños de desalinizadoras MED. Elmodelo se basa en los balances de masa, sal y energíaincluyendo los procesos de transferencia de calor concorrelaciones de amplio uso (universales) e incluyendo lascaídas de presión debido a fricción y por cambio de
momento relacionado al cambio de fase. La fuente de calor puede tener cualquier origen, ya sea desde combustiblesconvencionales, calor residual o termo-solar. La opcióntermo-solar es estudiada en más detalle.
2. Planta de desalinización de múltiplesefectos MED
El modelo computacional de la planta MED es
desarrollado usando el software Engineering EquationSolver (EES) [1]. El modelo computacional consiste en
una herramienta modular (Fig. 1), que permite simular una planta MED con tres efectos o más y analizar su desempeñoa través de la ganancia (GOR, Gain Output Ratio) o elconsumo específico de energía (SEC) variando el númerode efectos, la configuración de la planta, la fuente deenergía térmica (vapor, agua caliente u otro fluido),condición de la fuente térmica (temperatura y presión) y
característica del agua salobre de alimentación.El modelo básico mostrado en la Fig.1 requiere una
primera etapa en donde se suministra la fuente externa deenergía térmica, etapas intermedias que pueden variar desde1 a n-2 y una última etapa en donde el vapor generado en el
último efecto es condensado. El agua de alimentacióningresa por el último efecto y es pre-calentada encontracorriente usando el calor del vapor generado en lasetapas iniciales.
Fig. 1. Modelo MED
Una fracción del agua de alimentación se evapora en el primer efecto y este vapor es la fuente energética para el
efecto siguiente. Para mejorar la eficiencia del sistema seinstala un eyector que tiene la función de un termo-compresor.
Los módulos que componen el modelo son: evaporador, pre-calentador, cámara flash, condensador, eyector ydesobrecalentador. Las propiedades del agua salobre talescomo entalpías, calor específico y elevación del punto deebullición (BPE, boiling point elevation), las cualesdependen de la temperatura y del contenido de sal, son
calculados de acuerdo a lo publicado por Sharqawy et al.[9].
2.1. Evaporador
Fig. 2. Evaporador
El evaporador (Fig. 2) es un intercambiador de calor contubos horizontales. Fuera de los tubos, el agua salobre se destiladebido a la combinación de dos fenómenos. Primero, cuando elagua salobre se inyecta al evaporador, una fracción se evaporadebido a la expansión producto del cambio de presión. Acontinuación, el agua salobre cae sobre los tubos como película,absorbiendo el calor desde el vapor que condensa dentro de lostubos. El vapor generado en el evaporador fluye hacia el pre-calentador y posteriormente al evaporador siguiente como fuentede energía. Los balances de masa, sal y energía fuera de lostubos son presentados a continuación para cada efecto i, que puede variar de 1 a n:
, , , , ,1 0
f E b E v E v TC b E m i m i m i m i m i (1)
, , , , ,1 1 0
f E f b E b E b E b E m i S m i S i m i S i (2)
, , , ,
, , , , ,
1 1
0
E f E f E b E b E
v E v E v TC v E b b E
Q i m i h i m i h i
m i h i m i h i m i h i
(3)
El balance de energía dentro de los tubos es mostrado en ec.
(4), donde E Q i es el flujo de calor desde el vapor
condensando hacia el agua salobre evaporando.
Pre-calentador
,
+ ℎ
,
,[]
ℎ
ℎ ,[]
,,
,
,
Primer efecto Segundo efecto Tercer efecto
Pre-calentador
Cámara Flash Cámara Flash
Condensador
Primera Etapa Etapa Intermedia Ultima Etapa
Cámara Flash
Eyector
ℎ
,
De-
sobrecalentador
ℎ [1]
Evaporador
,[]
,[ − 1]
ℎ,[ − 1]
−ℎ ,[]
, − 1,−ℎ , ,[]
,[]
ℎ,[]
,[] ℎ,[]
ℎ ,[]
ℎ−ℎ , ,
,,
, − 1, ,[ − 1]
,,[]
−ℎ ,[]
−ℎ , ,,−ℎ , ,[]
ℎ−ℎ , ,
,, ,[]
,[] ℎ,[]
Sistema
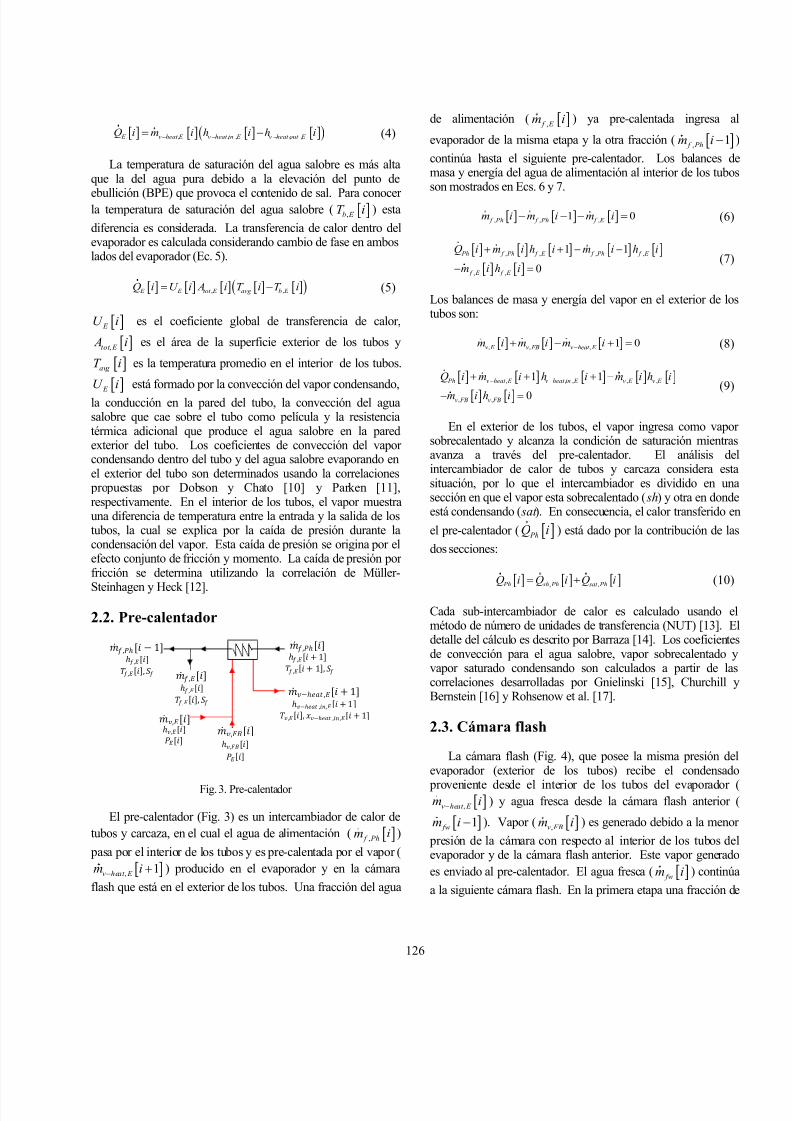
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 137/253
126
, , , , , E v heat E v heat in E v heat out E Q i m i h i h i
(4)
La temperatura de saturación del agua salobre es más altaque la del agua pura debido a la elevación del punto de
ebullición (BPE) que provoca el contenido de sal. Para conocerla temperatura de saturación del agua salobre (
,b E T i ) esta
diferencia es considerada. La transferencia de calor dentro delevaporador es calculada considerando cambio de fase en amboslados del evaporador (Ec. 5).
, , E E tot E avg b E Q i U i A i T i T i (5)
E U i es el coeficiente global de transferencia de calor,
,tot E A i es el área de la superficie exterior de los tubos y
avg T i es la temperatura promedio en el interior de los tubos.
E
U i está formado por la convección del vapor condensando,
la conducción en la pared del tubo, la convección del aguasalobre que cae sobre el tubo como película y la resistenciatérmica adicional que produce el agua salobre en la paredexterior del tubo. Los coeficientes de convección del vaporcondensando dentro del tubo y del agua salobre evaporando enel exterior del tubo son determinados usando la correlaciones propuestas por Dobson y Chato [10] y Parken [11],respectivamente. En el interior de los tubos, el vapor muestrauna diferencia de temperatura entre la entrada y la salida de lostubos, la cual se explica por la caída de presión durante lacondensación del vapor. Esta caída de presión se origina por elefecto conjunto de fricción y momento. La caída de presión porfricción se determina utilizando la correlación de Müller-
Steinhagen y Heck [12].
2.2. Pre-calentador
Fig. 3. Pre-calentador
El pre-calentador (Fig. 3) es un intercambiador de calor de
tubos y carcaza, en el cual el agua de alimentación ( , f Phm i )
pasa por el interior de los tubos y es pre-calentada por el vapor (
, 1v heat E
m i
) producido en el evaporador y en la cámara
flash que está en el exterior de los tubos. Una fracción del agua
de alimentación ( , f E m i ) ya pre-calentada ingresa al
evaporador de la misma etapa y la otra fracción ( , 1 f Phm i )
continúa hasta el siguiente pre-calentador. Los balances demasa y energía del agua de alimentación al interior de los tubosson mostrados en Ecs. 6 y 7.
, , ,1 0 f Ph f Ph f E m i m i m i (6)
, , , ,
, ,
1 1
0
Ph f Ph f E f Ph f E
f E f E
Q i m i h i m i h i
m i h i
(7)
Los balances de masa y energía del vapor en el exterior de lostubos son:
, , , 1 0
v E v FB v heat E m i m i m i
(8)
, , , , ,
, ,
1 1
0
Ph v heat E v heat in E v E v E
v FB v FB
Q i m i h i m i h i
m i h i
(9)
En el exterior de los tubos, el vapor ingresa como vaporsobrecalentado y alcanza la condición de saturación mientrasavanza a través del pre-calentador. El análisis delintercambiador de calor de tubos y carcaza considera estasituación, por lo que el intercambiador es dividido en unasección en que el vapor esta sobrecalentado ( sh) y otra en dondeestá condensando ( sat ). En consecuencia, el calor transferido en
el pre-calentador ( PhQ i ) está dado por la contribución de las
dos secciones:
, , Ph sh Ph sat PhQ i Q i Q i (10)
Cada sub-intercambiador de calor es calculado usando elmétodo de número de unidades de transferencia (NUT) [13]. Eldetalle del cálculo es descrito por Barraza [14]. Los coeficientesde convección para el agua salobre, vapor sobrecalentado yvapor saturado condensando son calculados a partir de lascorrelaciones desarrolladas por Gnielinski [15], Churchill yBernstein [16] y Rohsenow et al. [17].
2.3. Cámara flash
La cámara flash (Fig. 4), que posee la misma presión delevaporador (exterior de los tubos) recibe el condensado
proveniente desde el interior de los tubos del evaporador ( ,v heat E
m i
) y agua fresca desde la cámara flash anterior (
1 fwm i ). Vapor ( ,v FBm i ) es generado debido a la menor
presión de la cámara con respecto al interior de los tubos delevaporador y de la cámara flash anterior. Este vapor generado
es enviado al pre-calentador. El agua fresca ( fwm i ) continúa
a la siguiente cámara flash. En la primera etapa una fracción de
,[]
ℎ,[]
,[] ℎ,[]
[]
−ℎ ,[ + 1]
,, −ℎ , ,[ + 1]
ℎ−ℎ , , + 1
,ℎ[ − 1]
ℎ ,[]
,,
,ℎ[] ℎ ,[ + 1]
, + 1,
,[] ℎ ,[]
,,

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 138/253
127
agua fresca ( ,c FB
m i ) puede ser recirculada hacia el
desobrecalentador. Los correspondientes balances de masa yenergía son:
, , ,1 0v heat E fw c FB fw v FBm i m i m i m i m i
(11)
, , ,
, , ,
1 1
0
v heat E v heat out E fw fw
c FB fw fw fw v FB v FB
m i h i m i h i
m i h i m i h i m i h i
(12)
Fig. 4. Cámara Flash
2.4. Condensador
El condensador (Fig. 5) es un intercambiador de calor detubos y carcasa que tiene tres funciones. Su principal función es
condensar el vapor producido en el último efecto ( ,v E
m n ) y
en la última cámara flash ( ,v FB
m n ). También, pre-calienta el
agua salobre de alimentación ( , f Phm n ). Además, define la
presión del sistema a través del control de la temperatura decondensación del vapor. La temperatura de condensación se
puede ajustar controlando el flujo del agua de enfriamiento (cool
m ). El balance de energía correspondiente al agua salobre de
alimentación, que fluye dentro de los tubos, es:
, , ,
, 0
C f Ph f cool f f Ph f E
cool f E
Q m n h m h m n h n
m h n
(13)
Para la parte exterior de los tubos donde el vapor condensa,los balances de masa y energía son:
, , , 0
v E v FB v C m n m n m (14)
, , , , , , 0
C v C v C v E v E v FB v FBQ m h m n h n m n h n (15)
El cálculo del intercambiador de calor se realiza de manerasimilar a la descrita para el pre-calentador.
Fig. 5. Condensador
2.5. Eyector
El eyector recibe el vapor sobrecalentado a alta presión (
steamm ) desde el generador de vapor forzando la recirculación
de una fracción del vapor ( ,v TC
m i ) producido en uno de los
evaporadores aguas abajo y después de mezclarlos dirige el
vapor ( , ,v Ej steam v TC
m m m i ) al desobrecalentador. El
eyector es simulado usando el modelo termodinámico propuesto por Aly [18].
2.6. Desobrecalentador
Fig. 6. Desobrecalentador
El desobrecalentador (Fig. 6) mezcla el vapor
sobrecalentado (,v Ej
m ) que proviene del eyector con agua fresca
suministrada desde la cámara flash ( ,c FB
m i ) del primer efecto
con el fin de suministrar vapor saturado al primer efecto como
fuente de energía térmica ( , 1
v heat E m
).
3. Validación del modelo MED
El modelo computacional descrito en este documento esvalidado con información operacional de la Planta de
desalinización MED Aluminum Bahrain (ALBA) presentada por de Vries et al. [19]. La Tabla 1 presenta los datosoperacionales de la Planta de desalinización ALBA y losresultados del modelo computacional usando la mismaconfiguración. La planta de desalinización tiene 4 unidades de4 efectos cada una y utiliza como energía térmica los caloresresiduales del proceso de calcinación. La configuración de la planta MED es presentada en Fig. 7.
[] [ − 1]
−ℎ ,[]
−ℎ , ,, −ℎ , ,[] ℎ−ℎ , ,
,[] ℎ,[]
ℎ [ − 1]
− 1 ℎ []
,[]
ℎ []
,ℎ + ℎ
,
ℎ ,[]
,,
,ℎ []
ℎ ,[]
,,
,[]
ℎ,[]
,[]
,
ℎ,
−ℎ ,[1]
[0]
ℎ−ℎ , ,1 ℎ
ℎ [1]
,
ℎ,
, ,[0]
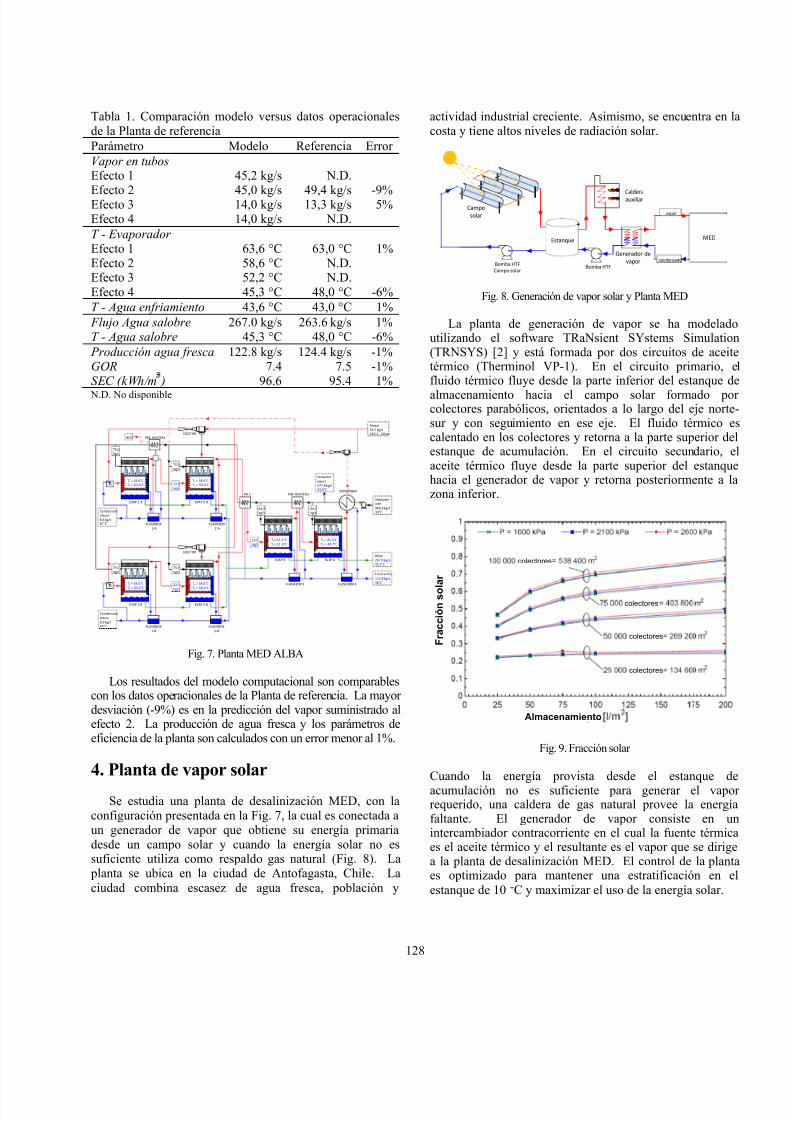
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 139/253
128
Tabla 1. Comparación modelo versus datos operacionalesde la Planta de referencia
Parámetro Modelo Referencia Error
Vapor en tubosEfecto 1 45,2 kg/s N.D.
Efecto 2 45,0 kg/s 49,4 kg/s -9%Efecto 3 14,0 kg/s 13,3 kg/s 5%Efecto 4 14,0 kg/s N.D.
T - EvaporadorEfecto 1 63,6 °C 63,0 °C 1%Efecto 2 58,6 °C N.D.Efecto 3 52,2 °C N.D.
Efecto 4 45,3 °C 48,0 °C -6%
T - Agua enfriamiento 43,6 °C 43,0 °C 1%
Flujo Agua salobre 267.0 kg/s 263.6 kg/s 1%T - Agua salobre 45,3 °C 48,0 °C -6%
Producción agua fresca 122.8 kg/s 124.4 kg/s -1%GOR 7.4 7.5 -1%SEC (kWh/m ) 96.6 95.4 1%
N.D. No disponible
Fig. 7. Planta MED ALBA
Los resultados del modelo computacional son comparablescon los datos operacionales de la Planta de referencia. La mayordesviación (-9%) es en la predicción del vapor suministrado alefecto 2. La producción de agua fresca y los parámetros deeficiencia de la planta son calculados con un error menor al 1%.
4. Planta de vapor solar
Se estudia una planta de desalinización MED, con laconfiguración presentada en la Fig. 7, la cual es conectada aun generador de vapor que obtiene su energía primariadesde un campo solar y cuando la energía solar no essuficiente utiliza como respaldo gas natural (Fig. 8). La planta se ubica en la ciudad de Antofagasta, Chile. La
ciudad combina escasez de agua fresca, población y
actividad industrial creciente. Asimismo, se encuentra en lacosta y tiene altos niveles de radiación solar.
Fig. 8. Generación de vapor solar y Planta MED
La planta de generación de vapor se ha modeladoutilizando el software TRaNsient SYstems Simulation(TRNSYS) [2] y está formada por dos circuitos de aceitetérmico (Therminol VP-1). En el circuito primario, elfluido térmico fluye desde la parte inferior del estanque de
almacenamiento hacia el campo solar formado porcolectores parabólicos, orientados a lo largo del eje norte-sur y con seguimiento en ese eje. El fluido térmico escalentado en los colectores y retorna a la parte superior delestanque de acumulación. En el circuito secundario, elaceite térmico fluye desde la parte superior del estanquehacia el generador de vapor y retorna posteriormente a lazona inferior.
Fig. 9. Fracción solar
Cuando la energía provista desde el estanque de
acumulación no es suficiente para generar el vaporrequerido, una caldera de gas natural provee la energíafaltante. El generador de vapor consiste en unintercambiador contracorriente en el cual la fuente térmicaes el aceite térmico y el resultante es el vapor que se dirigea la planta de desalinización MED. El control de la plantaes optimizado para mantener una estratificación en el
estanque de 10 °C y maximizar el uso de la energía solar.
Seawater
inlet
966.6 kg/s33°C
CONDENSER
EJECTOR
FLASH BOX
1-B
FLASH BOX
2-B
PRE-HEATER 3
FLASH BOX 3 FLASH BOX 4
Seawater
reject
577.8 kg/s43.6°C
Fresh water
122.8 kg/s
38°C
Brine
267.0 kg/s
45.3°C
Condensate
return
8.3 kg/s67°C
TE = 63.6°C
TV = 63.0°C
EJECTORPRE-HEATER 1
PH 2
FLASH BOX
1-A
FLASH BOX
2-A
Steam
16.7 kg/s
224°C, 21bar
22.5
kg/s
EVAP 1-A EVAP 2-A
EVAP 3 EVAP 4
EVAP 1-B EVAP 2-B
75.0
kg/s
NCG
75.0
kg/s
22.5
kg/s
75.0
kg/s
75.0
kg/s
14.0
kg/s
44.4
kg/s
Condensate
return
8.3 kg/s67°C
44.4
kg/s
TE = 63.6°C
TV = 63.0°C
TE = 58.6°C
TV = 58.0°C
TE = 58.6°C
TV = 58.0°C
TE = 52.2°C
TV = 51.6°C
TE = 45.3°C
TV = 44.7°C
Estanque
Campo
solar
Generador de
vapor
Caldera
auxiliar
MED
Bomba HTF
Campo solarBomba HTF
condensado
vapor
colectores
colectores
colectores
colectores
Almacenamiento
F r a c c i ó n s
o
l a r

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 140/253
129
La planta se dimensionó para suministrar en formacontinua 10.800 toneladas métricas de agua fresca por día.La Fig. 9 presenta los resultados en términos de la fracciónsolar, que es la fracción de energía solar absorbida conrespecto al total de la energía requerida. Es claro, que alaumentar el volumen de almacenamiento térmico(normalizado en litros por m2 de colector) la fracción solarmejora. Este incremento es más relevante al incrementar elnúmero de colectores alcanzándose una fracción solar
mayor al 80% en el caso máximo analizado. Por último, elefecto de la presión de suministro de vapor parece sermarginal.
5. Conclusiones
Se ha desarrollado un modelo computacional modularde una planta de desalinización MED usando el softwareEES. La efectividad de este modelo ha sido probada al predecir con errores menores al 10% los datos
operacionales de una planta existente. El modelodesarrollado es una herramienta potente para el análisis deesta tecnología asociada con energía solar, como es el casoanalizado, u otra fuente de energía.
El análisis combinando con la planta de vapor solarmodelada en TRNSYS prueba la factibilidad técnica deinstalar una planta de este tipo en la ciudad de Antofagastaal aportar más del 80% de la energía requerida en lasalternativas estudiadas. También, es posible inferir que se puede alcanzar una fracción solar cercana al 100% con eladecuado número de colectores solares y almacenamientotérmico.
AgradecimientosSe agradece al Laboratorio de Energía Solar de la
Universidad Wisconsin-Madison por su infinitacolaboración, en especial a los profesores Sanford Klein yDouglas Reindl.
Referencias
[1] S.A. Klein, Engineering Equation Solver, F-Chart
Software, 2014.
[2] S.A. Klein, A Transient System Simulation Program,
Solar Energy Laboratory, University of Wisconsin,
Madison, USA, 2010. http://sel.me.wisc.edu/trnsys.
[3] Y.M. El-Sayed, R.S. Silver, Fundamentals ofdistillation, Princ. Desalination. (1980) 55 – 109.
[4] A.M. El-Nashar, A.A. Qamhiyeh, Simulation of the
steady-state operation of a multi-effect stack seawater
distillation plant, Desalination. 101 (1995) 231 – 243.
doi:10.1016/0011-9164(95)00026-X.
[5] M.A. Darwish, A.A. El-Hadik, The multi-effect
boiling desalting system and its comparison with the
multi-stage flash system, Desalination. 60 (1986) 251 –
265. doi:10.1016/0011-9164(86)85003-2.
[6] H. El-Dessouky, I. Alatiqi, S. Bingulac, H. Ettouney,
Steady-state analysis of the multiple effect evaporation
desalination process, Chem. Eng. Technol. 21 (1998)
437.[7] P. Palenzuela, A.S. Hassan, G. Zaragoza, D.-C.
Alarcón-Padilla, Steady state model for multi-effect
distillation case study: Plataforma Solar de Almería
MED pilot plant, Desalination. 337 (2014) 31 – 42.
[8] A. de la Calle, J. Bonilla, L. Roca, P. Palenzuela,
Dynamic modeling and performance of the first cell of
a multi-effect distillation plant, Appl. Therm. Eng. 70
(2014) 410 – 420.
doi:10.1016/j.applthermaleng.2014.05.035.
[9] M.H. Sharqawy, J.H. Lienhard, S.M. Zubair,
Thermophysical properties of seawater: a review of
existing correlations and data, Desalination Water
Treat. 16 (2010) 354 – 380. doi:10.5004/dwt.2010.1079.
[10] M.K. Dobson, J.C. Chato, Condensation in Smooth
Horizontal Tubes, J. Heat Transf. 120 (1998) 193 – 213.
doi:10.1115/1.2830043.
[11] W.H. Parken, L.S. Fletcher, V. Sernas, J.C. Han, Heat
Transfer Through Falling Film Evaporation and
Boiling on Horizontal Tubes, J. Heat Transf. 112
(1990) 744 – 750. doi:10.1115/1.2910449.
[12] H. Müller-Steinhagen, K. Heck, A simple friction
pressure drop correlation for two-phase flow in pipes,
Chem. Eng. Process. Process Intensif. 20 (1986) 297 –
308. doi:10.1016/0255-2701(86)80008-3.
[13] G. Nellis, S. Klein, Heat Transfer, Cambridge
University Press, New York, 2008.
[14] R.S. Barraza, Solar desalination systems research andmodeling process, Manuscripts, Theses, University of
Wisconsin-Madison, 2011.
[15] Gnielinski, V., New equations for heat and mass
transfer in turbulent pipe and channel flow, Int. Chem.
Eng. 16 (1976) 359 – 368.
[16] S.W. Churchill, M. Bernstein, A Correlating Equation
for Forced Convection From Gases and Liquids to a
Circular Cylinder in Crossflow, J. Heat Transf. 99
(1977) 300 – 306. doi:10.1115/1.3450685.
[17] W.M. Rohsenow, J.P. Hartnett, Y.I. Cho, others,
Handbook of heat transfer, McGraw-Hill New York,
1998.
[18] N.H. Aly, A. Karameldin, M.M. Shamloul, Modellingand simulation of steam jet ejectors, Desalination. 123
(1999) 1 – 8. doi:10.1016/S0011-9164(99)00053-3.
[19] A.J. De Vries, T. Froment, A. Munro, Aluminum
Bahrain ALBA new desalination facility, one of the
biggest MED plant in the world, in: IDA World Congr.
Desalination, 2002.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 141/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
130
Modelamiento y evaluación exergoeconómica de una
planta de cogeneración solar.
Roberto Leiva I.(a,b) , Rodrigo Escobar(a) aDepartamento de Ingeniería Mecánica y Metalúrgica, Pontificia Universidad Católica de Chile, Vicuña Mackenna 4860,
Santiago, CHILE.b Departamento de Mecánica – Universidad Técnica Federico Santa María, Av. Federico Santa María 6090,
Viña del Mar, CHILE.E-mails: [email protected] , [email protected] , [email protected]
Resumen
Este artículo muestra los resultados de una modelación y evaluación exergoeconómica de una planta de concentraciónsolar de potencia CSP (Concentrated Solar Power) del tipo cilindro parabólico configurada en un esquema de cogeneracióncon una planta de refrigeración de absorción de simple efecto para la producción de electricidad y refrigeración industrial.
La metodología seguida permite acoplar ecuaciones termodinámicas de balances de energía, de exergía y de masa conrelaciones económicas con el objeto de resolver sistemas energéticos complejos. La planta de cogeneración se evalúainstalada en Crucero, en el norte de Chile donde la irradiancia directa normal alcanza valores sobre los 1,000 W/m2.
Los resultados indican que la planta de cogeneración aumenta su eficiencia energética de 25.4% a 27.2%, aumenta sueficiencia exergética en la producción de electricidad de 27.8% a 28.0% , aumenta la eficiencia exergética en la producciónde refrigeración de 18.3% a 33.3%, y reduce los costos exergéticos unitarios y los costos nivelados de 0.206 a 0.173USD/kWh. Por lo tanto, la planta de cogeneración evaluada es más conveniente en terminos energeticos y económicos quelas plantas individuales no integradas.
Keywords: Cogeneración, CSP, refrigeración por absorción, exergoeconómico, energía solar.
1. Introducción
La cogeneración [1] es un proceso energético en el quea partir de una o más fuentes primarias de energia se
producen dos formas útiles de energía. El configurar una planta de cogeneración implica la integración de dostecnologias diferentes para la producción de dos productos.Una forma apropiada para realizar esta integración
tecnológica es por medio del análisis exergoeconómico[2,3]. Este análisis permite identificar la localización,magnitud y fuentes de destrucción de exergia en un sistemaenergetico; calcular los costos asociados a la destrucción deexergia; evaluar los costos asociados a la producción decada producto; realizar una optimización global y/o local
para minimizar costos totales y ahorrar energía.
Las plantas de concentración solar CSP producenelectricidad utilizando como fuente térmica la radiaciónsolar. Existen cuatro tecnologías de generación CSP [4,5],estas son: cilindro parabólico, torre solar, lineal Fresnel, ydish-Stirling. La planta CSP cilindro parabólico es latecnología más madura y de menor costo [4] dentro de lastecnologías CSP, por ello es la planta que se evalúa en estainvestigación. Por otro lado, las tecnologías derefrigeración industrial más importante son las derefrigeración por compresión de vapor y las de absorción(simple y doble efecto) [6,7]. Las plantas de refrigeración
por absorción operan a partir de una fuente de calor. Dentrode las tecnologías de absorción la de simple efecto es la que
puede operar con fuentes a temperaturas menores. Por lotanto, la planta evaluada en esta investigación está formada
por una planta de concentración solar de potencia CSP deltipo cilindro parabólico [5] y una planta de refrigeración de

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 142/253
131
absorción LiBr/H2O de simple efecto [7] para la producciónde electricidad y refrigeración industrial.
La integración de plantas CSP con plantas derefrigeración por absorción ha sido estudiado previamente[6,8,9]. Sin embargo la configuración y el alcance de estainvestigación aporta con un enfoque diferente.
2. Descripción del trabajo realizado
2.1. Objetivos y metodología
El objetivo de esta investigación es evaluarexergoeconomicamente una planta de cogeneración solar
para la producción de electricidad y refrigeración industrial.En la Figura 1 se muestra la configuración de la planta decogeneración.
Figura 1. Planta de cogeneración solar.
La metodologia seguida [2] se presenta en la Figura 2. A partir del diseño y modelamiento de cada planta se define elnivel de agregación a considerar. Este nivel de agregación
permite delimitar las fronteras de analisis dando unaestructura física y una estructura productiva. Se establecenlos modelos termodinámicos (1era y 2da ley de latermodinámica), modelos económicos (determinación decostos de inversión, operación y mantenimiento) yexergoeconómicos (determinación de costos unitarios
exergéticos y flujo de costos exergéticos), y finalmente serealizan simulaciones horarias (hora a hora en un año) pararesolver el sistema completo.
Nivel de Agregación
(Delimitación de la Planta)
Modelamiento de la planta
Configuración preliminar de la planta
Estructura física-productiva
Determinación de Recursos-Productos
Análisis Exergético
Aplicación de criterios de asignación de
costos exergéticos
Modelado termoeconómico
Resolución de matriz de costos exergéticos
Optimización
Fig. 2. Metodología seguida.
Para modelar la planta se utilizó el software IpsePro [10]apoyado con rutinas en Matlab y EES.
La planta CSP se evaluó instalada en el norte de Chile,en Crucero, latitud -22.14°, longitud -69.3°, DNI de 3,388kWh/m2/año [11].
2.2. Diseño del problema
La planta CSP [12] está formada por un campo solar yun bloque de potencia. El bloque de potencia a su vezestá constituido por un ciclo de Rankine regenerativo,
con un recalentamiento y cinco extracciones (Figura 3).La planta CSP tiene una potencia bruta de 55.5 MW.Por otro lado, la planta de refrigeración se configura conun ciclo de refrigeración por absorción de simple efecto[14] con fluido de trabajo LiBr-H2O. La planta de
refrigeración es de 5 MW térmico.La planta CSP se validó con datos de Blanco et al[12] y SAM [13], mientras que la planta de refrigeraciónse validó con datos de Herold et al. [14].
2.2.1. Punto de acoplamiento.
El desorbedor de la planta de refrigeración porabsorción requiere operar a temperaturas dentro delrango de 80 a 110 °C [7]. Debido a este rango detemperaturas, la planta de refrigeración por absorción seacopla a la planta CSP en la 4ta extracción de la turbinaLP (Figura 3) donde la temperatura es de 108.5 °C. Enla tabla 1 se muestran las presiones y temperaturas en
cada una de las extracciones de la planta CSP.
Tabla 1. Presiones y temperaturas en las turbinas.Punto P bar T °CExtracción turbina HP 33.48 2401era extracción turbina LP 13.99 352.72da extracción turbina LP 6.18 259.73era extracción turbina LP 3.04 189.24ta extracción turbina LP 1.17 108.55ta extracción turbina LP 0.37 73.9Presión final turbina LP 0.06 36.2
El tamaño del campo solar aumento en 1.94% (de294,534 m2 a 300,376 m2) al acoplar la planta derefrigeración a la planta CSP, esto con el objeto demantener la potencia eléctrica de salida.
Fig. 3. Configuración final de la planta de cogeneración.
Los principales parámetros en el punto de diseñode la planta de cogeneración se presentan en laTabla 2.
Tabla 2. Condiciones en punto de diseño planta de cogeneración.
Planta CSP
Planta de
Refrigeración
ENERGIA
SOLAR
Electricidad
Refrigeración Ind.
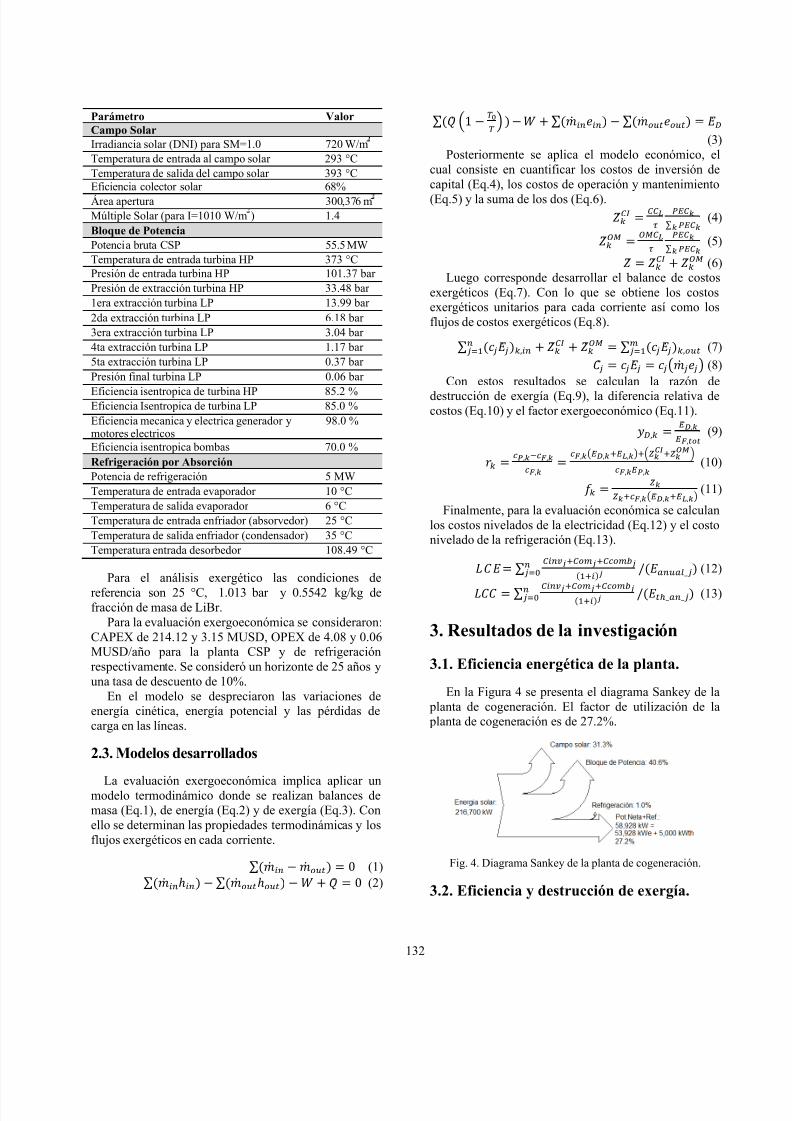
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 143/253
132
Parámetro Valor
Campo Solar
Irradiancia solar (DNI) para SM=1.0 720 W/mTemperatura de entrada al campo solar 293 °CTemperatura de salida del campo solar 393 °CEficiencia colector solar 68%
Área apertura 300,376 mMúltiple Solar (para I=1010 W/m ) 1.4Bloque de Potencia
Potencia bruta CSP 55.5 MWTemperatura de entrada turbina HP 373 °CPresión de entrada turbina HP 101.37 barPresión de extracción turbina HP 33.48 bar1era extracción turbina LP 13.99 bar2da extracción turbina LP 6.18 bar3era extracción turbina LP 3.04 bar4ta extracción turbina LP 1.17 bar5ta extracción turbina LP 0.37 barPresión final turbina LP 0.06 bar
Eficiencia isentropica de turbina HP 85.2 %Eficiencia Isentropica de turbina LP 85.0 %Eficiencia mecanica y electrica generador ymotores electricos
98.0 %
Eficiencia isentropica bombas 70.0 %Refrigeración por Absorción
Potencia de refrigeración 5 MWTemperatura de entrada evaporador 10 °CTemperatura de salida evaporador 6 °CTemperatura de entrada enfriador (absorvedor) 25 °CTemperatura de salida enfriador (condensador) 35 °CTemperatura entrada desorbedor 108.49 °C
Para el análisis exergético las condiciones de
referencia son 25 °C, 1.013 bar y 0.5542 kg/kg defracción de masa de LiBr.
Para la evaluación exergoeconómica se consideraron:CAPEX de 214.12 y 3.15 MUSD, OPEX de 4.08 y 0.06MUSD/año para la planta CSP y de refrigeraciónrespectivamente. Se consideró un horizonte de 25 años yuna tasa de descuento de 10%.
En el modelo se despreciaron las variaciones deenergía cinética, energía potencial y las pérdidas decarga en las líneas.
2.3. Modelos desarrollados
La evaluación exergoeconómica implica aplicar unmodelo termodinámico donde se realizan balances demasa (Eq.1), de energía (Eq.2) y de exergía (Eq.3). Conello se determinan las propiedades termodinámicas y losflujos exergéticos en cada corriente.
∑ (1)∑ ∑ (2)
∑ ∑ ∑
(3)Posteriormente se aplica el modelo económico, el
cual consiste en cuantificar los costos de inversión decapital (Eq.4), los costos de operación y mantenimiento
(Eq.5) y la suma de los dos (Eq.6).
∑ (4)
∑
(5)
(6) Luego corresponde desarrollar el balance de costos
exergéticos (Eq.7). Con lo que se obtiene los costosexergéticos unitarios para cada corriente así como losflujos de costos exergéticos (Eq.8).
∑ ∑
(7)
() (8)Con estos resultados se calculan la razón de
destrucción de exergía (Eq.9), la diferencia relativa decostos (Eq.10) y el factor exergoeconómico (Eq.11).
(9)
( )
(10)
( )
(11)
Finalmente, para la evaluación económica se calculanlos costos nivelados de la electricidad (Eq.12) y el costonivelado de la refrigeración (Eq.13).
∑
(12)
∑ (13)
3. Resultados de la investigación
3.1. Eficiencia energética de la planta.
En la Figura 4 se presenta el diagrama Sankey de la planta de cogeneración. El factor de utilización de la planta de cogeneración es de 27.2%.
Fig. 4. Diagrama Sankey de la planta de cogeneración.
3.2. Eficiencia y destrucción de exergía.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 144/253
133
En la figura 5 se presenta el diagrama Grassmann dela planta de cogeneración. La eficiencia exergética de la
planta de cogeneración es de 27.5%.
Fig. 5. Diagrama Grassmann de la planta de cogeneración.
En la siguiente figura se presentan los rendimientosexergéticos y la destrucción de exergía en cadasubsistema analizado. La mayor destrucción de exergíase produce en el campo solar y en el bloque de potencia.
Fig.6. Rendimiento exergético y destrucción de exergía.
Los equipos donde se producen las mayores
destrucciones de exergía en la planta CSP son(Figura 7): colectores solares (42.6%), evaporador(11.3%), recalentador (4.8%) y economizador (3.7%).
Fig. 7. Rendimiento exergético de la planta de la planta CSP.
Los equipos donde se producen las mayoresdestrucciones de exergía de la planta de refrigeraciónson (Figura 8): absorbedor (0.51%), desorbedor(0.07%), condensador (0.06%), y evaporador (0.05%).
Fig. 8. Rendimiento exergetico de la planta de refrigeración
3.3. Producción mensual y diaria.
Anualmente, la planta recibe 818.4 GWh/año desdeel sol, de los cuales 562.8 GWh/año son transferidos al
bloque de potencia. La energía eléctrica bruta es de187.3 GWh/año, la energía neta de 181.9 GWh/año y larefrigeración es de 17.0 GWh/año (Figura 9).
Fig. 9. Producción de electricidad y refrigeración mensual.
Respecto a la variación de destrucción de exergíamensual, en la Figura 10 se puede observar que a mayor
producción, mayor es la destrucción de exergía. El valor promedio mensual de destrucción de exergia es de 20.5GWh/mes para la planta de cogeneración.
Fig. 10. Destrucción de exergía mensual

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 145/253
134
Para analizar la producción en un día claro, seconsideró como tal el 21 de diciembre y como día
parcial se consideró el 19 de junio. Los resultados se presentan en las Figuras 11 y 12.
En la Figura 11 se puede apreciar cómo fluctúa la
generación de electricidad y de refrigeración. Desde las10:00 h hasta las 18:00 h se deben desenfocar colectoresen el campo solar.
Fig. 11. Producción de electricidad y refrigeración día claro
En un día parcial (Figura 12) la cantidad de energíarecolectada en los colectores solares no es suficiente
para que la planta opere a plena carga y esta debe operara cargas parciales.
Fig.12. Producción de electricidad y refrigeración día parcial.
3.4. Evaluación exergoeconómica.
Los factores exergoeconómicos son de 97.90% y98.43% para la planta CSP y la planta de refrigeraciónrespectivamente. Por otro lado, el flujo de costos dedestrucción de exergía más la tasa de costos totales sonde 8,388.9 USD/h para la planta CSP y 106.6 USD/h
para la planta de refrigeración. Estos indicadores sonimportantes al momento de decidir la estrategia a seguir para optimizar la planta.
El operar en un día claro o en un día parcial tieneefectos directos sobre los costos exergéticos unitarios ysobre el flujo de costos totales de productos tal como seaprecia en las Figuras 13 y 14.
Fig.13. Costos exergéticos unitarios USD/kWh
Fig.14. Flujo de costos exergéticos de producto USD/h
3.5. Resultados variando el múltiplo solar.
El punto de mínimo flujo de costos exergéticos de producto y mínimo LEC se da con un múltiple solar de1.3. El mínimo flujo de costo exergetico es de 8,476.3USD/h y el mínimo LEC es de 0.15 USD/kWh (Figura15) para una producción anual de 175.89 GWh/año y16.46 GWh/año de electricidad y refrigeración
respectivamente.
Fig. 15. Costos nivelados LEC y LCC USD/kWh.
Al aumentar el múltiplo solar, aumenta la producciónde electricidad y de refrigeración pero también aumentanlos costos. Por ello, el criterio para seleccionar el tamañoóptimo de la planta es donde se alcanza el mínimo LEC.
Finalmente, la planta de cogeneración aumenta sueficiencia energética de 25.4% a 27.2%, aumenta sueficiencia exergética en la producción de electricidad de

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 146/253
135
27.8% a 28.0%, aumenta la eficiencia exergética en la producción de refrigeración de 18.3% a 33.3%
4. Conclusiones
Los logros de este trabajo son el diseño y simulación deuna planta de cogeneración solar para la producción deelectricidad y refrigeración industrial, utilizando una plantaCSP-PTC y una planta refrigeración de absorción de simpleefecto, simulada horariamente, realizando un análisisexergoeconómico.
En términos de eficiencia energética, una planta decogeneración es más eficiente que operar las plantasindividuales. La planta de cogeneración tiene un factor deutilización de 27.2%, la planta CSP 25.4% y la planta derefrigeración un COP de 0.7.
En términos de eficiencia exergética, la eficienciaexergética de la planta de cogeneración es de 27.5% la cuales mayor al de las plantas individuales.
Respecto a la destrucción de exergía, en la planta CSP esdonde se producen las mayores destrucciones de exergía.Los principales equipos en la planta CSP donde se
producen las mayores destrucciones de exergía soncolectores solares (42.6%), evaporador (11.3%),recalentador (4.8%), economizador (3.7%) y turbina LP(2.6%). La destrucción de exergía en la planta derefrigeración es marginal.
La producción en un día claro genera excedentes deenergía térmica, por medio del almacenamiento térmico deenergía se puede retornar posteriormente esta energía extraal bloque de potencia, esto permite aumentar el factor de
planta y permite operar dentro del horario punta.El configurar la planta CSP con backup permitiría
generar electricidad con el apoyo de otro combustible y estomejoraría la producción de la planta.De acuerdo a la evaluación exergoeconómica, se
recomienda optimizar la planta CSP, para ello se debereducir los costos de inversión en demerito de la eficienciade los equipos.
De acuerdo al múltiple solar, el mínimo LEC y elmínimo costo exergético de productos ocurren con unmúltiplo solar de 1.3. Por lo tanto, para el diseño debieseutilizarse este valor.
Como medidas futuras, se debe modelar la plantaincorporando almacenamiento térmico de energía y backup.Se deben aplicar herramientas de optimización, de forma deminimizar la función de costos exergoeconómicos.
AgradecimientosSe agradece a CONICYT-PCHA/Doctorado Nacional/año2013-folio21130634, y proyecto fondecyt 1130621.
Referencias
[1] Ashrae Fundamentals Handbook. Ashrae, 2001.
[2] A. Bejan and M. J. Moran, Thermal Design andOptimization. John Wiley & Sons, 1996.
[3] L. M. Serra, M.-A. Lozano, J. Ramos, A. V. Ensinas, andS. a. Nebra, “Polygeneration and efficient use of naturalresources,” Energy, vol. 34, no. 5, pp. 575– 586, 2009.
[4] IRENA, International renewable energy agency,Renewable energy technologies: cost analysis series.Concentrating Solar Power. 2012.
[5] T. E. Boukelia, M. S. Mecibah, B. N. Kumar, and K. S.Reddy, “Optimization, selection and feasibility study of
solar parabolic trough power plants for Algerianconditions,” Energy Convers. Manag., vol. 101, pp. 450–
459, Sep. 2015.[6] Infante, C., Kim, D., Techno-economic review of solar
cooling technologies based on location-specific data,International Journal of Refrigeration, Volume 39, March2014, Pages 23-37
[7] H. Z. Hassan and a. a. Mohamad, “A review on solar cold
production through absorption technology,” Renew.
Sustain. Energy Rev., vol. 16, no. 7, pp. 5331 – 5348, Sep.2012.
[8] U. Sahoo, R. Kumar, P.C. Pant, R. Chaudhury, Scope andsustainability of hybrid solar – biomass power plant withcooling, desalination in polygeneration process in India,Renewable and Sustainable Energy Reviews, Volume 51,
November 2015, Pages 304-316.[9] F. Al-Sulaiman, I. Dincer, F. Hamdullahpur,
Thermoeconomic optimization of three trigenerationsystems using organic Rankine cycles, EnergyConversion and Management, Volume 69, May 2013,Pages 199-208.
[10] SimTech. ISPEpro Process Simulation Environment.
[11] Atlas Solar de Chile. Instituto Geográfico Militar.Pontificia Universidad Católica de Chile.2013.
[12] M. Blanco-Marigorta, M. Victoria Sanchez-Henríquez,and J. a Peña-Quintana, “Exergetic comparison of twodifferent cooling technologies for the power cycle of athermal power plant,” Energy, vol. 36, no. 4, pp. 1966–
1972, Apr. 2011.[13] NREL, “System Advisor Model (SAM) Case Study:
Andasol-1,” pp. 1– 10, 2013.[14] Keith E. Herold, Reinhard Radermacher, and Sanford A.
Klein. Absorption Chillers and Heat Pumps. CRC Press,1996.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 147/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
136
Desalinización solar térmica en el norte de Chilepor el sistema MES
Ramón L. Frederick a,*, Sebastián Lobos Opitza a Departamento de Ingeniería Mecánica, Universidad de Chile, Beauchef 851, Casilla 2777, Santiago, Chile
*E-mail: [email protected]
Resumen
Se evalúa la factibilidad de usar desalinización térmica solar de agua de mar para suministrar agua de uso domiciliario alocalidades costeras del norte de Chile, de 10000 a 15000 habitantes: Mejillones, Chañaral y Caldera. Se analiza el método dedestilación por múltiple efecto (MED), en la disposición por apilamiento (o MES). Se desarrolla un modelo térmicoimplementado en MATLAB para simulación de plantas MES. Fue validado con la planta MES de la Plataforma Solar deAlmería con diferencias menores al 5% para todos los parámetros. Del modelo se obtienen los caudales de vapor y agua en la planta, las temperaturas de los efectos y las áreas de los intercambiadores, pre-calentadores y del condensador de la plantaMES. Para los tres sitios, con capacidades de 1000 - 1700 m3/día, la temperatura en el primer efecto es de 70°C y en elúltimo de 30°C, con 14 efectos. Como la temperatura del fluido caliente es de 120ºC se usan colectores cilindro parabólicos.De abril a septiembre se requiere apoyo de energía convencional. Tanques de acumulación de agua a 95ºC, de 3200 a 5000m3 permiten operación continua de las plantas. Se estiman los costos de inversión (del orden de 7000 US$/m3 de agua
producida), y de operación y mantenimiento. En un horizonte de 20 años las plantas son económicamente factibles. Una planta de desalinización MES, energizada por combustible convencional no es factible económicamente en la región.
Keywords: Desalinización térmica solar, Sistema múltiple efecto
1. Introducción
En Chile, como en muchos países con zonas áridas, elsuministro de agua para consumo humano es una prioridadmuy alta. Los requerimientos de agua para la minería sonelevados, y desde la primera a la 4ª Región el suministro deagua para fines agrícolas enfrenta severas restricciones. Poresta razón hay un amplio campo para la implantación en el
país de procesos de desalinización de agua de mar. Siendo prohibitivas las plantas de desalinización térmicas acombustible convencional, se ha comenzado a desarrollar ladesalinización por el proceso de osmosis inversa en granescala para la minería [1], contando con variasimplementaciones ya reaalizadas. En cambio, no ha sidoexplorada la opción de usar procesos térmicos de
desalinización en pequeña escala usando la energía solarcomo fuente energética.
La posibilidad de modelar en detalle los sistemastérmicos con el fin de obtener resultados de validez objetivasobre su factibilidad técnica y económica es la motivaciónde este estudio. Se presenta un estudio de factibilidad deluso de energía solar con acumulación y fuente de respaldo para suministrar energía a una planta de desalinización porel sistema de múltiple efecto en apilamiento [2] (MES, porsus siglas en inglés).
2. Contexto del trabajo realizado
Se evalúa la factibilidad de usar desalinización térmicasolar para suministrar agua de uso domiciliario a

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 148/253
137
localidades costeras del norte de Chile, de 10000 a 17000habitantes: Mejillones, Chañaral y Caldera. En estaslocalidades la radiación solar disponible es de 8 kWh/m2 día en verano y cerca de 4 kWh/m2 día en invierno [3]. Se plantea la opción de suministrar agua potable pordesalinización, posibilitando un uso alternativo (agrícola) para las actuales fuentes de suministro.
El método de osmosis inversa es el más usado en laactualidad para desalinizar aguas de diversos niveles desalinidad. Sin embargo, los métodos térmicos handespertado un gran interés recientemente debido a la posibilidad de usar energía solar como fuente energética,especialmente contando con la disponibilidad de colectoresavanzados como los cilindro - parabólicos. A lostradicionales métodos flash multietapa (MSF) se agreganlos métodos de múltiple efecto, principalmente en la nuevadisposición de los efectos en apilamiento vertical (MES),que minimiza las pérdidas térmicas. En un evaporador de
multiple efecto el agua se evapora (en parte pordescompresión) en una secuencia de recipientes, cada uno auna presión menor que el anterior. El vapor producido enun efecto puede usarse como fuente de calor para el efectosiguiente, lo cual se traduce en una economía de energía. Elsistema opera a presiones subatmosféricas, que disminuyenen efectos sucesivos. En cada efecto se tienen estados desaturación que posibilitan la coexistencia de las faseslíquida y vapor.
El vacío se logra por la condensación del último vapor producido. El vapor producido en el último efecto condensa por el contacto directo con agua. Para mantener el vacío,una pequeña parte del vapor, junto al gas no condensable,se elimina ya sea mediante un eyector (o bomba de chorro)a vapor, o mediante una bomba de vacío.
Se construye un modelo estacionario de una planta MES(esquematizada en la Figura 1) para llevar a cabo los balances de materia (total y de especie salina) y energía,apoyados en las propiedades de los fluidos y encorrelaciones de la literatura para los coeficientes detransferencia.
Fig. 1. Esquema general de la planta de desalinización MES
Conocidos los flujos de masa y calor es posibledimensionar los intercambiadores de calor, recipientes yequipos anexos. Esto permite a su vez evaluar el costo deactivos físicos de la planta. La planta desalinizadora solarconsta de un campo de colectores que calienta un fluidocaloportador hasta una temperatura de 120°C. Mediante unintercambiador de placas este fluido calienta el agua quesirve de fluido caliente, llevándola a 95°C para su entrada aun estanque de acumulación estratificado, desde donde seextrae a esa temperatura para servir de fuente de calor al primer efecto del evaporador. Existe además una caldera derespaldo, a petróleo o a gas natural, que permite laoperación continua de la planta en el caso de que laradiación solar presente variaciones durante el día, o en losmeses de menor disponibilidad de recurso solar.
2.1. Modelo térmico
El modelo térmico del sistema MES se basa en las
ecuaciones de balances de masa total, masa de la especie salinay de energía que entran y salen de los diferentes equipos,considerados como volúmenes de control. En el sistema deevaporadores de múltiple efecto MES se disponen los efectos enapilamiento vertical, con los efectos de mayor temperatura y presión en la parte superior. En el efecto superior se agrega elaporte energético externo, que en este caso es de calor sensible.Los efectos se numeran de arriba hacia abajo. La Figura 2 presenta un esquema simplificado de un efecto intermedio, el
efecto genérico i, que se encuentra a temperaturai
T y presión
i P . Al efecto i ingresa por la parte superior en forma de spray
un concentrado de agua de mar con flujo másico1bi
m con
fracción másica de sal 1i X proveniente del efecto i-1 anterior.
Una parte de este flujo se evapora por descompresión ( ivf m,
) y
la otra cae sobre el exterior de un haz de tubos horizontales,
evaporándose una cantidadive
m,
. Una parte de la salmuera no
es evaporada y pasa al efecto siguiente con caudalib
m,
y
salinidad1
ii
X X . Dentro de los tubos se condensa vapor
producido en el efecto anterior,1, iv
m . Como este vapor está a
la temperatura1i
T y presión1i P , ambas mayores que las
correspondientes al efecto i, se produce la transferencia de calor
hacia el flujo que cae sobre los tubos, lo que causa laevaporación parcial del caudal de concentrado salino, y lacondensación del vapor ingresado en el interior del haz de tubos.Este condensado se mezcla con los condensados de efectosanteriores, en una sucesión de mezcladores anexos a los efectos, para constituir el producto, agua desalinizada.
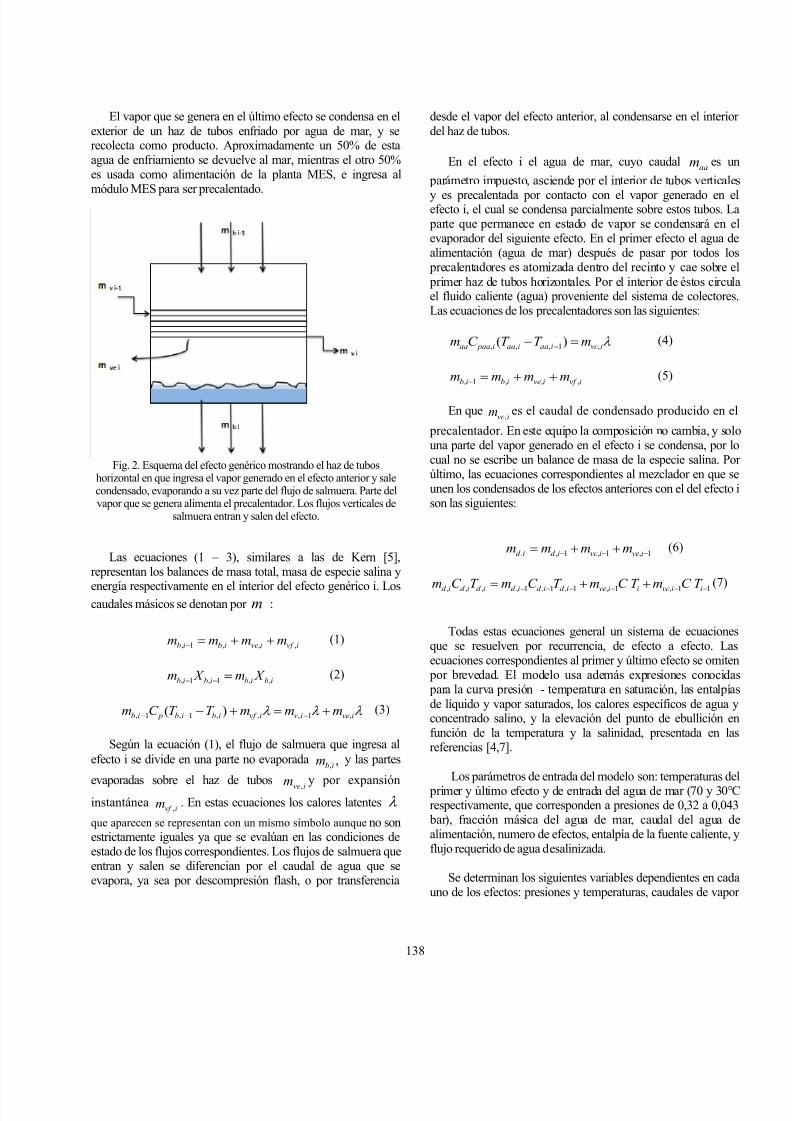
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 149/253
138
El vapor que se genera en el último efecto se condensa en elexterior de un haz de tubos enfriado por agua de mar, y serecolecta como producto. Aproximadamente un 50% de estaagua de enfriamiento se devuelve al mar, mientras el otro 50%es usada como alimentación de la planta MES, e ingresa almódulo MES para ser precalentado.
Fig. 2. Esquema del efecto genérico mostrando el haz de tuboshorizontal en que ingresa el vapor generado en el efecto anterior y salecondensado, evaporando a su vez parte del flujo de salmuera. Parte delvapor que se genera alimenta el precalentador. Los flujos verticales de
salmuera entran y salen del efecto.
Las ecuaciones (1 – 3), similares a las de Kern [5],representan los balances de masa total, masa de especie salina y
energía respectivamente en el interior del efecto genérico i. Loscaudales másicos se denotan por m :
ivf iveibib mmmm ,,,1,
(1)
ibibibib X m X m
,,1,1,
(2)
iveivivf ibib pib mmmT T C m ,1,,,1,1, )(
(3)
Según la ecuación (1), el flujo de salmuera que ingresa alefecto i se divide en una parte no evaporada ,
,ibm y las partes
evaporadas sobre el haz de tubos ivem
, y por expansióninstantánea
ivf m,
. En estas ecuaciones los calores latentes
que aparecen se representan con un mismo símbolo aunque no sonestrictamente iguales ya que se evalúan en las condiciones deestado de los flujos correspondientes. Los flujos de salmuera queentran y salen se diferencian por el caudal de agua que seevapora, ya sea por descompresión flash, o por transferencia
desde el vapor del efecto anterior, al condensarse en el interiordel haz de tubos.
En el efecto i el agua de mar, cuyo caudalaa
m es un
parámetro impuesto, asciende por el interior de tubos verticales
y es precalentada por contacto con el vapor generado en elefecto i, el cual se condensa parcialmente sobre estos tubos. La parte que permanece en estado de vapor se condensará en elevaporador del siguiente efecto. En el primer efecto el agua dealimentación (agua de mar) después de pasar por todos los precalentadores es atomizada dentro del recinto y cae sobre el primer haz de tubos horizontales. Por el interior de éstos circulael fluido caliente (agua) proveniente del sistema de colectores.Las ecuaciones de los precalentadores son las siguientes:
ivciaaiaai paaaa mT T C m ,1,,, )(
(4)
ivf iveibib mmmm,,,1,
(5)
En queivc
m,
es el caudal de condensado producido en el
precalentador. En este equipo la composición no cambia, y solouna parte del vapor generado en el efecto i se condensa, por locual no se escribe un balance de masa de la especie salina. Porúltimo, las ecuaciones correspondientes al mezclador en que seunen los condensados de los efectos anteriores con el del efecto ison las siguientes:
1,1,1,,
iveivcid id mmmm (6)
11,1,1,1.1,,,,
iivciiveid id id id id id
T C mT C mT C mT C m (7)
Todas estas ecuaciones general un sistema de ecuacionesque se resuelven por recurrencia, de efecto a efecto. Lasecuaciones correspondientes al primer y último efecto se omiten por brevedad. El modelo usa además expresiones conocidas para la curva presión - temperatura en saturación, las entalpíasde líquido y vapor saturados, los calores específicos de agua yconcentrado salino, y la elevación del punto de ebullición enfunción de la temperatura y la salinidad, presentada en lasreferencias [4,7].
Los parámetros de entrada del modelo son: temperaturas del primer y último efecto y de entrada del agua de mar (70 y 30°Crespectivamente, que corresponden a presiones de 0,32 a 0,043 bar), fracción másica del agua de mar, caudal del agua dealimentación, numero de efectos, entalpía de la fuente caliente, yflujo requerido de agua desalinizada.
Se determinan los siguientes variables dependientes en cadauno de los efectos: presiones y temperaturas, caudales de vapor

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 150/253
139
y de concentrado salino, flujo real de producto, y áreas de losdiferentes intercambiadores, entre otros parámetros. Loscoeficientes globales de transferencia están entre 1500 y 3000W/m2 K para los intercambiadores de cada efecto, en que aambos lados hay procesos de cambio de fase, y del orden de1000 W/m2 K para los precalentadores, en cuyo interior existeconvección monofásica [4,6]. Con los caudales, temperaturas y presiones se puede determinar la carga térmica de cada equipo para proceder a su dimensionamiento en base a los coeficientesglobales de transferencia especificados.
Los balances de masa y energía para dimensionar loscomponentes externos al sistema MES (intercambiador de calor,estanque de almacenamiento, etc.) son simples y no seconsignan aquí. Para garantizar una operación continua en elciclo diario se recurre a un estanque de acumulación. Seconsidera un promedio de 12 horas de sol entre octubre y marzoy de 10 entre abril y septiembre.
Para el suministro de energía se observó que el uso decolectores solares planos era insuficiente. Se toma como base loscolectores cilindro-parabólicos capaces de suministrar fluidocaliente con temperatura nominal de 120°C, fabricados pordiversas empresas.
3. Resultados
3.1. Resultados de operación del modelo
El modelo fue programado en Matlab, y validado porcomparación con datos reales de la plataforma solar deAlmería, de 72 m3/día [5]. Para validar el modelo se corrió
éste con los datos de entrada de Almería, obteniendo una buena concordancia: 0,78% de diferencia en el caudal deagua producido y 5,4% en el parámetro de desempeñoGOR. Cabe notar que la planta de Almería es de una escalamucho menor que las consideradas.
Las plantas evaluadas para Caldera y Chañaral tienencapacidades de producción de 1690 y 1482 m3/díarespectivamente. Se muestra en mayor detalle el caso de la planta más pequeña (Mejillones). La meta de producción eneste caso es de 1000 m3/día. Se adopta un número deefectos de 14, en base al ejemplo de Almería. El modelo predice en este caso que el vapor producido en el exteriorde los tubos del intercambiador de cada efecto es del ordende 0,7 kg/s, con un leve decrecimiento desde los efectossuperiores a los inferiores. El vapor producido pordescompresión es menor, del orden de 0,16 a 0,1 kg/s encada efecto. En tanto, el caudal de concentrado salino quesale de los diferentes efectos disminuye con el número deéstos pasando de 30 a 20 kg/s del primer al último efecto,con un aumento de salinidad de 35000 a 56730 ppm.
Los precalentadores tienen un área de 61 m2 cada uno, ylos intercambiadores (de evaporación – condensación) decada efecto tienen áreas de 310 m2. El área del condensadorfinal es de 150 m2. El volumen del estanque deacumulación es de 3150 m3. El intercambiador de placasque conecta el campo de colectores con el estanque deacumulación tiene un área de 220 m2, mientras que el áreanecesaria del campo de colectores es de 12960 m2,considerando que la eficiencia de estos es de 63% para unatemperatura de colección de 120°C.
Un parámetro usual para evaluar el desempeño desistemas de evaporación de múltiple efecto es el “GainedOutput R atio”, GOR, que es una medida adimensional de lacantidad de producto producido para una entrada de calordado. Inicialmente este parámetro medía el número de kilosde vapor producido por kilo de vapor gastado en un sistemade múltiple efecto, pero esta definición debe ser modificadaen el caso de sistemas energizados por calor sensible. En un
sistema de un efecto este parámetro es idealmente de 1, yluego crece linealmente con el número de efectos, hasta unnúmero de 5 o 6, para crecer después más lentamente. En elcaso de 14 efectos GOR alcanza un valor de 9, lo cual esaceptable.
3.2. Evaluación económica
Para obtener los costos de los equipos nos basamos principalmente en la referencia [8]. Los costos de inversiónde la planta de Mejillones se desglosan en de la siguientemanera: Planta MES propiamente tal 20%, acumulación3%, campo solar e intercambiador 32% y otros ítems
misceláneos como piping, ingeniería civil, caldera derespaldo, terrenos, cercos, construcciones, etc. 45%.Prácticamente todos los equipos, bombas y piping debenser de acero inoxidable, a excepción de los relacionadoscon el campo solar en que el fluido caloportador es unaceite térmico. Estos costos se resumen en la tabla 1.
Tabla 1: Costos de Inversión, US$
Mejillones 7.265.000 Caldera 11.535.000
Chañaral 10.000.000
Estos costos escalan con un exponente 0,85 en relacióna la capacidad, el cual es algo superior al exponente usualde 6/10, pero similar al de 0,83 reportado en (9) para plantas MSF de mucha mayor capacidad, desde 10000hasta 500000 m3/día). El costo físico por unidad de producto es menor para la mayor de las plantas. Es posibleque los costos de planta hayan aumentadosignificativamente por las alzas del dólar posteriores a esteestudio.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 151/253
140
En los costos de operación y mantenimiento seconsideran: energía consumida por las bombas, el inhibidorde incrustaciones, petróleo usado por la caldera de respaldo,y el personal. Los costos de operación totalizados seresumen en la Tabla 2:
Tabla 2: Costos de Operación, US$/año
Mejillones 424.000
Caldera 720.000Chañaral 689.000
La evaluación económica considera una tasa de retorno del10%, un horizonte de 20 años, depreciación lineal a 20años, y costos de los insumos eléctrico y petróleoconstantes. El precio del agua en las localidadesconsideradas se considera variable entre 4,23 y 4,75US$/m3. Al analizar la sensibilidad del VAN al precio delagua se aprecian valores positivos desde el precio actual delagua, los que aumentan con aumentos eventuales del
precio, con TIR superiores al 15%. Sin embargo, lafactibilidad no sería positiva frente a eventualesreducciones del precio del agua bajo su valor actual. Debeseñalarse que el análisis no considera los costos de potabilización, sin embargo estos podrían ser asumidos porlos actuales proveedores con instalaciones existentes, dadoque utilizan aguas salinas y les aplican procesos de osmosisinversa para adaptarlas al consumo humano, los cualesrequieren potabilización. Es posible que los métodostérmicos con energía renovable, que requieren una altainversión en equipos, sean poco competitivos frente a laosmosis inversa, que parece ser el método de desalinizaciónde agua de mar más conveniente en la actualidad [10].
4. Conclusiones
Se demuestra la factibilidad técnico – económica dedesalinizar agua de mar usando el proceso MES paraabastecer de agua potable pequeñas o medianas poblacionesen localidades costeras del norte de Chile. La factibilidad esfuertemente dependiente de un precio del agua, y por lotanto es imperativo visualizar posibles reducciones en elcosto de inversión para estas plantas. Uno de los ítems másgravitantes en el costo es el campo de colectores, en quecon el desarrollo de soluciones tecnológicas más eficientes puede lograrse una reducción significativa en el costo deeste ítem. Es necesario evaluar la competitividad de este proceso con el de osmosis inversa al nivel de las pequeñascapacidades de producción consideradas.
Referencias
[1]
M. Petry et al., The El Coloso (Chile) reverse osmosis plant, Desalination, 203 (2007) 141-152.
[2] Sebastián Lobos Opitz, Evaluación de factibilidad de
tecnologías para desalinizar agua por medio de energíasolar térmica en el norte de Chile, Memoria para optaral título de Ingeniero Civil Mecánico, Universidad deChile, 2015.
[3]
Departamento de Geofísica, FCFM, U. de Chile,Explorador de Energía solar En línea:http://walker.dgf.uchile.cl/Explorador/Solar2/.
[4] I. Al-Mutaz, I. Wazeer, Development of a steady statemathematical model for MEE-TVC desalination plants,Desalination, 351 (2014) 9-18.
[5] Kern, DQ, Process heat Transfer, Wiley, 1950.[6] H.J. Joo, H.Y. Kwak, Performance evaluation of multi
effect distiller for optimized solar thermal desalination,Applied Thermal Engineering, 61 (2013) 491-499.
[7]
P. Palenzuela, A.S. Hassan, G. Zaragoza, D.C. Alarcón-Padilla, Steady State model for multi-effect distillationcase study: Plataforma Solar de Almeria MED pilot plant, Desalination, 337 (2014) 31-42.
[8] M.S. Peters, K. D. Timmerhaus, R. E. West, Equipmentcost. Plant design and economics for ChemicalEngineering, 5th edition (en línea).
[9] M.K. Wittholz, B.K. O`Neill, C.B. Colby, Estimatingthe cost of desalination plants using a cost database,Desalination, 229 (2008) 10-20
[10] I.C. Karagiannis, P. Soldatos, Water desalinationcost literature: review and assessment, Desalination,223 (2008) 448-456
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 152/253
141
VIII – ECONOMÍAENERGÉTICA

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 153/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
142
Inventario de emisiones de fuentes móviles terrestres en
Quito, Ecuador
Jorge Luis Guadalupe Almeidaa,*
, Mauricio Osses Alvaradob
a Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V,Valparaíso, Chile
b Departamento de Ingeniería Mecánica Campus San Joaquín, Universidad Técnica Federico Santa María, Santiago, Chile
*E-mail Autor: [email protected]
Resumen
Varias ciudades de América del Sur han manifestado creciente interés en reducir las emisiones de gases contaminantes ymaterial particulado (PM) provocados por la actividad vehicular, mediante la valoración del impacto de diversas medidas enel sector transporte como: modernización y mejoras en la tecnología automotriz, entre otras[1]. El presente artículo describela determinación del parque y actividad vehicular y la evaluación de emisiones de gases contaminantes y PM mediante eldesarrollo de un inventario de emisiones de fuentes móviles terrestres en Quito, Ecuador[2].La metodología utilizada corresponde al International Vehicle Emissions Model (IVE)[3]. La primera etapa, cuantifica elcomportamiento dinámico de la flota vehicular mediante la selección de sectores socioeconómicos representativos de laciudad, conteos vehiculares, determinación de patrones de conducción y encuestas tecnológicas y de encendido – apagado delmotor[3,4]. En la segunda etapa, se analizan varios escenarios adecuados al área de estudio y la sensibilidad de variables
importantes en la determinación del inventario de emisiones de fuentes móviles[5].Los principales resultados obtenidos fueron: velocidades de circulación, antigüedad y recorrido anual en la ciudad devehículos de pasajeros (VP). El inventario desarrollado, arrojó que las categorías VP, buses y camiones participanactivamente en las emisiones de contaminantes como: CO, COV, NOX, PM.Los resultados hallados permiten verificar la aplicabilidad de la metodología IVE (actividad vehicular), para la ciudad deQuito, generando así datos necesarios para determinar emisiones individuales por contaminante y tipo de vehículo, sentandolas bases para actualizar el inventario de emisiones de fuentes móviles terrestres.
Keywords: metodología, inventario, emisiones contaminantes, IVE.
1. Introducción
Varios países han desarrollado sofisticados modelos conel propósito de predecir las emisiones contaminantes
producidas por vehículos. Estos modelos son complejos yhan evolucionado con el paso de los años, junto con loscambios tecnológicos en la industria automotriz y elcrecimiento de la actividad vehicular. Además, su uso esespecífico para los lugares donde fueron desarrollados, porlo tanto, al ser aplicados fuera del área de dominio los
resultados son de exactitud cuestionable [6]. Reconociendoal transporte como uno de los principales responsables de lacontaminación del medio ambiente, muchas naciones en
desarrollo han comenzado a usar versiones modificadas demodelos de emisión de USA y Europa, para predecir susemisiones vehiculares, con información local pococonfiable o inexistente y resultados debatibles.
Por lo expuesto anteriormente, el Centro para laInvestigación y Tecnología Ambiental (CE – CERT) de laEscuela de Ingeniería de la Universidad de California enRiverside (UCR) y el Centro de Investigación de Sistemas

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 154/253
143
Sustentables Internacionales (ISSRC), con elfinanciamiento de la Agencia de Protección delMedioambiente de USA (EPA), desarrollan el ModeloInternacional de Emisiones Vehiculares (IVE) que tienecomo propósito estimar las emisiones de vehículosmotorizados principalmente en países en vías de desarrollo.El modelo predice contaminantes atmosféricos locales,gases responsables del efecto invernadero y tóxicos [3].
Quito, capital de Ecuador, en el afán de estimar susemisiones contaminantes, a inicios de los años 80’s instalóuna red de monitoreo atmosférica auspiciada por laOrganización Panamericana de la Salud. En los 90’s, secrea la Dirección Metropolitana de Medio Ambiente que enel año 2003 abre los Centros de Revisión y ControlVehicular y junto con la CORPAIRE (2004) empiezan afiscalizar y llevar adelante el proceso de revisión técnicavehicular en el Distrito Metropolitano de Quito, generandoasí una base de datos sobre emisiones y calidad de aire en laciudad [7]. Esta información sirve para publicar el primer
inventario de emisiones atmosféricas para la ciudad deQuito 2006 (con datos de 2003). El software MOBILE 6.2fue utilizado para el cálculo de emisiones que
principalmente se enfocaron en: óxidos de nitrógeno(NOx), material particulado (PM10 y PM2.5), monóxido decarbono (CO), dióxido de azufre (SO2), dióxido de carbono(CO2) y metano (CH4) [8]. Desde el 2006, cada 2 años,hasta la actualidad, la ciudad genera el “Inventario de
Emisiones de Gases de Efecto Invernadero del Distrito
Metropolitano de Quito (GEI-DMQ)”, siendo el último publicado en el 2011. Este, considera: CO2, CH4, N2O, CO, NOX y COVNM (compuestos volátiles no metálicos); yutiliza la “Guía para los Inventarios de Emisiones de GEI
del IPCC (Panel Intergubernamental del CambioClimático), revisada en 1996” para estimar las emisiones y
preparar inventarios. Dentro de las cinco categorías que laguía considera está el sector energía y a este se le anexa eltransporte donde se calculan las emisiones anualesmediante la multiplicación del consumo aparente decombustible (gasolina y diésel) en la localidad por un factorde emisión y por uno de corrección (de acuerdo alcontaminante calculado), dando como resultado la cantidadde contaminante que emite todo el sector, sin distinción decategorías vehiculares [9]. Este antecedente hace necesariala aplicación de un método nuevo para desarrollar uninventario de emisiones de fuentes móviles que permitaidentificar las categorías vehiculares de la localidad y su
aporte con el inventario de emisiones mediante lametodología – modelo IVE . La metodología usada por IVEes tipo Bottom – Up, ya que recolecta datos de vehículosmediante una campaña de medición in situ, misma quecaracteriza el parque y actividad vehicular de la localidad.Posteriormente, se aplica IVE como herramientacomputacional que calcula emisiones contaminantes con el
uso de la Potencia Específica Vehicular (VSP) y el Stress(Esfuerzo) del motor del auto.
Aplicando todo lo que engloba IVE, los principalesresultados obtenidos fueron: velocidades de circulación,antigüedad y recorrido anual en la ciudad de vehículos de
pasajeros (VP). El inventario desarrollado, arrojó que lascategorías VP, buses y camiones participan activamente enlas emisiones de contaminantes como: CO, COV, NOX,PM.
Por último, cabe mencionar que IVE ha sido aplicado endistintas ciudades: Almaty (Kkazakhstan), Lima (Perú), LosÁngeles (USA). Ciudad de México (México), entre otras[10]. Además, los resultados hallados permiten verificar laaplicabilidad de IVE, también para la ciudad de Quito,generando así datos necesarios para determinar emisionesindividuales por contaminante y tipo de vehículo, sentandolas bases para actualizar el inventario de emisiones defuentes móviles terrestres.
2. Descripción del trabajo realizado
La rápida urbanización de diferentes centros urbanos hadado como resultado el incremento de las emisionescontaminantes del aire, cuyas fuentes principales son latransportación, producción de energía y actividadesindustriales, concentradas en áreas densamente pobladas.
Este trabajo tiene como objetivo principal el desarrollode un inventario de emisiones contaminantes de fuentesmóviles terrestres en Quito – Ecuador, aplicando una nuevametodología, el Modelo Internacional de Emisiones IVE.
2.1. Metodología
El modelo Internacional para el cálculo de EmisionesVehiculares, además de ser una herramienta computacional,engloba toda una metodología tipo Bottom – Up que consiste enreunir diferentes sistemas que conformarán un todo [11]. Lafórmula general para estimar emisiones vehiculares (Ec. 1)consiste en estimar un nivel de actividad para ciertas categoríasvehiculares (NAk ) y asociar a cada categoría un nivel de emisión
promedio o factor de emisión (FEik ), el cual a su vez puede sermultiplicado por un factor de corrección (FCik ) [12].
[ ]∑ (1)
De la ecuación anterior se nota la importancia de determinarla actividad vehicular que influye de manera relevante en losniveles de emisión emitidos, por lo que se hace necesario sabercómo está compuesta la flota vehicular local (tecnología ydinámica de conducción). Además, se puede intuir que lasvariables velocidad, aceleración y desaceleración, se veninfluenciadas por factores como el tipo de calle y pendiente,

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 155/253
144
consumo de combustible y en consecuencia, un aumento deemisiones vehiculares.
Los modelos mayormente utilizados para estimar emisionesse basan en la velocidad media, dejando de lado otras variablesque influyen en las emisiones [13]. IVE, incluye variables deconducción como la velocidad instantánea, aceleraciones,
pendientes en ruta y el estado del motor segundos antes delinstante de medición mediante un concepto llamado PotenciaEspecífica del Motor o VSP [14].
La ecuación 2 muestra la base del proceso de predicción deemisiones del modelo IVE que comienza con una tasa deemisión base (B) y una serie de factores de corrección (K – temperatura, altitud, etc.) que son aplicados para estimar lacantidad de contaminación de la variedad de vehículos de lalocalidad [5].
() () () (2)
Para estimar las emisiones en un área, es necesario tener
información sobre los patrones de conducción y condicionesespecíficas ambientales de la localidad. La primera definicióntiene que ver con la cantidad y duración de las paradas que seefectúan, la velocidad y aceleración promedio que se dan en unciclo de conducción. Los ciclos de conducción estiman lasemisiones de contaminantes ya que representan las condicionesde circulación reales de los vehículos. Es así que el concepto develocidad media (v) y aceleración (a) pasará a formar parte de laPotencia Específica Vehicular como muestra la ecuación 3 [15].
((())) (3)
La VSP se define como la energía requerida para operar elvehículo por unidad de peso en unidades de Kilowatt – Tonelada. El modelo permite obtener un valor de VSP en cadasegundo del trayecto, para luego poder relacionar las emisionesde gases contaminantes a cada grado de exigencia (demanda de
potencia) sobre el motor o “bin de potencia”. Así un nivel deemisión es asignado a una potencia específica del motor [15].
2.2. Descripción de la Campaña de Medición y
Procesamiento de la Información
La campaña de medición se llevó a cabo en Quito del 11 demarzo de 2015 al 09 de abril del mismo año con la participaciónaproximada de 8 personas durante el período de mediciones.Los sectores elegidos para hacerlas, fueron: Norte, Parroquia
Gonzáles Suárez (zona A alto ingreso económico), Centro,Parroquia Iñaquito (zona B comercial y financiera) y Sur,Parroquia El Pintado (zona C medio – bajo ingreso económico).
La parte inferior de la figura 1, muestra las actividadesrealizadas para la recolección de información en la ciudad.
Las filmaciones realizadas fueron sometidas a conteos,clasificando de esta forma a los distintos autos por categoríasvehiculares (ver Tabla 1.).
Las encuesta de tecnología vehicular y ON – OFF del motorfueron tabuladas, estableciendo con las primeras la antigüedaddel parque vehicular, combustibles usados, cilindraje del motor,entre otros; y con las segundas el tiempo entre encendidos delmotor durante el día.
Fig. 1. Diagrama de flujo que representa el procesamiento de la
información recopilada en la campaña de medición.
En vehículos de pasajeros, autos particulares y comerciales ymotocicletas, fue instalado un GPS que llevaba instalado un
procesador interno el cual recopilaba varios valores: posición,altitud, presión, velocidad, entre otros; segundo a segundo. Aldepurar los datos que estos arrojaban, se logró conocer losPatrones de Conducción [4].
3. Descripción de los resultados de lainvestigación
3.1. Resultados de la Campaña de ActividadVehicular
Las categorías vehiculares presentes en la ciudad se presentan en la tabla 1.
Tabla 1. Categorías vehiculares de la ciudadCategoría Composición NomenclaturaVehículos de
pasajerosAutos de uso particular
pertenecientes a los sectores A,B y C.
VPA
Vehículoscomerciales
Autos usados en actividadescomerciales (ej. Camionetas)
VCO
Taxis Autos de transporte público TAX
Buses Diferentes tamaños de busesincluidos articulados.
BUS
Camiones Diferentes tamaños decamiones.
CAM
Motocicletas Vehículos con motor de dosruedas
MOT
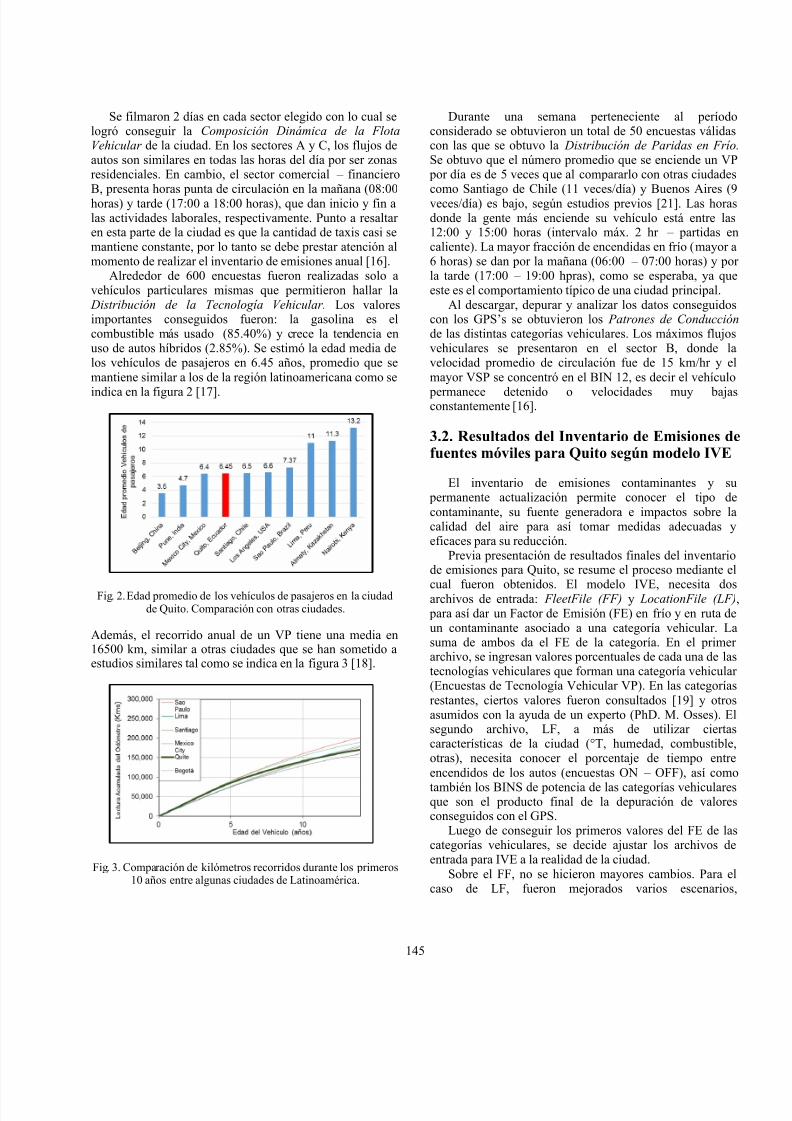
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 156/253
145
Se filmaron 2 días en cada sector elegido con lo cual selogró conseguir la Composición Dinámica de la FlotaVehicular de la ciudad. En los sectores A y C, los flujos deautos son similares en todas las horas del día por ser zonasresidenciales. En cambio, el sector comercial – financieroB, presenta horas punta de circulación en la mañana (08:00horas) y tarde (17:00 a 18:00 horas), que dan inicio y fin alas actividades laborales, respectivamente. Punto a resaltaren esta parte de la ciudad es que la cantidad de taxis casi semantiene constante, por lo tanto se debe prestar atención almomento de realizar el inventario de emisiones anual [16].
Alrededor de 600 encuestas fueron realizadas solo avehículos particulares mismas que permitieron hallar la Distribución de la Tecnología Vehicular. Los valoresimportantes conseguidos fueron: la gasolina es elcombustible más usado (85.40%) y crece la tendencia enuso de autos híbridos (2.85%). Se estimó la edad media delos vehículos de pasajeros en 6.45 años, promedio que semantiene similar a los de la región latinoamericana como se
indica en la figura 2 [17].
Fig. 2. Edad promedio de los vehículos de pasajeros en la ciudadde Quito. Comparación con otras ciudades.
Además, el recorrido anual de un VP tiene una media en16500 km, similar a otras ciudades que se han sometido aestudios similares tal como se indica en la figura 3 [18].
Fig. 3. Comparación de kilómetros recorridos durante los primeros10 años entre algunas ciudades de Latinoamérica.
Durante una semana perteneciente al períodoconsiderado se obtuvieron un total de 50 encuestas válidascon las que se obtuvo la Distribución de Paridas en Frío.Se obtuvo que el número promedio que se enciende un VP
por día es de 5 veces que al compararlo con otras ciudadescomo Santiago de Chile (11 veces/día) y Buenos Aires (9veces/día) es bajo, según estudios previos [21]. Las horasdonde la gente más enciende su vehículo está entre las12:00 y 15:00 horas (intervalo máx. 2 hr – partidas encaliente). La mayor fracción de encendidas en frío (mayor a6 horas) se dan por la mañana (06:00 – 07:00 horas) y porla tarde (17:00 – 19:00 hpras), como se esperaba, ya queeste es el comportamiento típico de una ciudad principal.
Al descargar, depurar y analizar los datos conseguidoscon los GPS’s se obtuvieron los Patrones de Conducciónde las distintas categorías vehiculares. Los máximos flujosvehiculares se presentaron en el sector B, donde lavelocidad promedio de circulación fue de 15 km/hr y elmayor VSP se concentró en el BIN 12, es decir el vehículo
permanece detenido o velocidades muy bajasconstantemente [16].
3.2. Resultados del Inventario de Emisiones defuentes móviles para Quito según modelo IVE
El inventario de emisiones contaminantes y su permanente actualización permite conocer el tipo decontaminante, su fuente generadora e impactos sobre lacalidad del aire para así tomar medidas adecuadas yeficaces para su reducción.
Previa presentación de resultados finales del inventariode emisiones para Quito, se resume el proceso mediante el
cual fueron obtenidos. El modelo IVE, necesita dosarchivos de entrada: FleetFile (FF) y LocationFile (LF), para así dar un Factor de Emisión (FE) en frío y en ruta deun contaminante asociado a una categoría vehicular. Lasuma de ambos da el FE de la categoría. En el primerarchivo, se ingresan valores porcentuales de cada una de lastecnologías vehiculares que forman una categoría vehicular(Encuestas de Tecnología Vehicular VP). En las categoríasrestantes, ciertos valores fueron consultados [19] y otrosasumidos con la ayuda de un experto (PhD. M. Osses). Elsegundo archivo, LF, a más de utilizar ciertascaracterísticas de la ciudad (°T, humedad, combustible,otras), necesita conocer el porcentaje de tiempo entreencendidos de los autos (encuestas ON – OFF), así como
también los BINS de potencia de las categorías vehicularesque son el producto final de la depuración de valoresconseguidos con el GPS.
Luego de conseguir los primeros valores del FE de lascategorías vehiculares, se decide ajustar los archivos deentrada para IVE a la realidad de la ciudad.
Sobre el FF, no se hicieron mayores cambios. Para elcaso de LF, fueron mejorados varios escenarios,

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 157/253
146
destacándose: 1) los BINS de potencia de los buses pequeños y medianos (BPM) iguales a buses grandesarticulados (BGA), ya que los BINS de estos últimos eranmucho mayores a los BPM. A la categoría BGA perteneceel Trolebús que usa un motor eléctrico, caracterizado porgran fuerza de arranque (BIN 12), que se traduce en alto FEsin ser cierto. Los BINS de camiones grandes (CAG)iguales a los de medianos (CAM). Se tomó esta decisión yaque los datos de la primera categoría vehicular eran másreales.
Por último, los tiempos entre encendidos del motor paraVP fueron llenados en base a encuestas ON – OFF,mientras que para las categorías restantes fueron asumidosen base a recomendaciones de un experto (PhD. M. Osses)y literatura especializada [20]. De esta forma el modelo es
perfectamente aplicable a la ciudad de Quito.
Tabla 2. Factores de emisión individuales de contaminantes(FE) asociado a cada categoría vehicular en [gr/km].
Categoría Vehicular yCombustible Usado Factor de Emisión (gr / Km)
CO VOC NOx PM
Diésel
Bus Articulado 6.09 1.49 12.17 3.51
Bus Pequeño yMediano
4.76 1.03 7.91 1.36
Camión Grande 3.20 0.64 5.90 4.17
Camión Mediano 5.26 1.29 7.93 2.25
Camión Pequeño 3.44 0.86 5.22 1.66
Gasolina
Motocicletas 44.49 12.90 2.61 0.32
Taxi 53.46 3.62 1.19 0.02
Veh. Comercial 26.66 1.76 1.58 0.28
Veh. Sector A 48.12 3.56 1.37 0.07Veh. Sector B 38.95 3.07 1.40 0.08
Veh. Sector C 60.00 4.45 1.98 0.11
En primer lugar se presentan los factores de emisiónindividuales que intentan relacionar la cantidad de uncontaminante emitido a la atmósfera y la actividad asociadacon este factor [21]. La Tabla 2., permite apreciar los FE deun contaminante asociado a una categoría vehicular. LosVP poseen los factores de emisión más altos para el CO yVOC, ya que son contaminantes típicos de la gasolina. EL
NOX y PM, producidos en motores a diésel, hacen que eltransporte pesado posea altos FE de estos contaminantes.
Las emisiones totales diarias (frío y ruta) se consiguenmediante la multiplicación de FE por el VKT. Este últimoes el producto entre el número de autos de una categoríavehicular y la distancia recorrida diaria por un elemento dela categoría en kilómetros. Este trayecto, varía con cadahora del día (filmaciones vehiculares) y en cada hora sedebe asumir un porcentaje de VKT para FE frío y FE enruta.
La figura 4 muestra que los niveles de CO son producidos mayormente por partidas en frío durante lashoras de la mañana (06:00 a 08:00 horas) y noche (18:00 a20:00 horas), es decir la distribución de las partidas en fríoen la ciudad se concentra en dichas horas. Mientras que lasemisiones en caliente alcanzan sus puntos máximos a las09:00 horas y 16:00 horas, tiempo de inicio y fin deactividades laborales.
Fig. 4. Evolución diaria de CO, Quito – 2015.
Fig. 5. Evolución diaria de VOC, Quito – 2015.
La figura 5 muestra la evolución diaria de VOC. Elanálisis para este es análogo al de CO, ya que amboscontaminantes tienen como principal fuente de producciónautos a gasolina y las figuras son similares.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 158/253
147
Fig. 6. Evolución diaria de NOx, Quito – 2015.
En la figura 6, se observan valores máximos de NOx enruta durante las 09:00, 12:00, 14:00 y 17:00 horas,destacándose los ocurridos en horas de la mañana. Estasemisiones, son característicos de los vehículos quefuncionan a diésel, entonces a tempranas horas del díaexiste un considerable flujo de buses y camiones en laciudad. Las partidas en frío de este contaminante, tienenuna fluctuación mínima durante todo el día. El material
particulado (PM) tiene el mismo comportamiento que losóxidos nitrosos, por lo que no se considera pertinenteanalizarlo a profundidad.
El resumen de las emisiones totales diarias se indica enla tabla 3. La categoría VPA aporta con alrededor de 70%de CO, 65% de VOC y 30% de NOx, del total de laemisiones contaminantes de la ciudad. Este resultado eraesperado ya que representan más del 80% del parquevehicular y utilizan gasolina como principal combustible.
Tabla 3. Emisiones totales de diversos contaminantes provenientes de fuentes móviles en Quito [Ton/día].
Km/día CO VOC NOx PM
DiéselBUS 2616350 12.61 2.74 21.17 3.78
CAM 5786850 25.51 5.95 40.93 17.46
Gasolina
MOT 730620 32.50 9.43 1.90 0.23
TAX 3177800 169.88 11.51 3.79 0.06
VCO 1405950 28.83 1.90 1.71 0.30
VPA 15749550 809.69 60.76 26.22 1.41
Total 29467120 1079.02 92.29 95.72 23.25
Resultados críticos fueron presentados por buses ycamiones. Estas son responsables del 66% de NOx y másdel 90% de PM, siendo tan solo el 12% del total devehículos de la ciudad. Estudios reportados indican unarelación directa entre el contenido de azufre en el diésel ylas emisiones de PM10, lo que demuestra la importancia deseguir mejorando la calidad de diésel en Quito y resto del
país [22].Otro resultado interesante, es el que presenta la
categoría taxis que siendo el 3.5% del parque vehicular,aportan con el 15% de CO y 12.5% de VOC.
Finalmente, se extienden los resultados diarios aanuales, comparándolos con años anteriores conseguidoscon diferente metodología, para la localidad bajo estudio,
como muestra la Tabla 4.La figura 7, indica cómo evoluciona la producción de
los distintos contaminantes a lo largo de los años. La barrade color amarillo, enseña los valores conseguidos con lainvestigación, que tienden siempre a crecer y más que enaños anteriores. Este resultado es de esperarse, ya que elcálculo propuesto, toma en cuenta factores que afectandirectamente la circulación de un vehículo dentro de la
ciudad, como son aceleración, velocidad, arranque delmotor, entre otros; y no solo se limita al consumo decombustible en la localidad. Esta conclusión es una pruebamás que el modelo es perfectamente aplicable a la ciudad ysus resultados solo están subordinados al cuidado con losque sean tomados los datos de entrada.
Tabla 4. Emisiones anuales de diversos contaminantes defuentes móviles Quito, varios años [Ton/día].
Año CO2 CO VOC NOx PMMobile6.2 [8]
2003 1’797 615 91 931 12 802 17 344 2647
IPCCGEI [9]
2007 2’088 000 155 359 29 276 20 116 -
IPCCGEI [9]
2011 2’469 000 194 900 36 700 23 500 -
IVEModel
2015 3’631970 355 000 30 363 31 492 7650
Fig. 7. Evoluciones anuales de distintos contaminantes para la ciudad deQuito obtenidos con varias metodologías en diferentes años.
4. Conclusiones
El modelo Internacional para el cálculo de EmisionesVehiculares (IVE), además de ser una herramientacomputacional, engloba toda una metodología tipo Bottom – Up que relaciona las emisiones vehiculares con los grados deexigencia del motor mediante la potencia específica vehicular y
puede ser aplicado en distintas zonas del mundo.Para Quito, en el sector financiero se tiene presencia
importante de transporte público entre las 07:00 y 20:00 horas.
Esto además se ve reflejado en la velocidad promedio decirculación de los VPA, 15 km/h, que indica gran congestión enlas horas punta del día.
Los factores de emisión individuales intentan relacionarla cantidad de un contaminante emitido a la atmósfera y laactividad asociada con este factor. Los VPA al usargasolina como combustible tienen los factores de emisiónmás altos, tanto para CO y VCO. Los factores de emisión

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 159/253
148
de Nox y PM, son altos en los vehículos que utilizan diéselcomo combustible, para el caso de Quito, son todos lostransportes pesados y algunos VPA.
Para CO y VOC, las partidas en frío muestran valoresimportantes en horas punta de la mañana y tarde,movimiento típico de una ciudad, horas de entrada y salidade actividades laborales. El Nox, tiene mayormente
producción cuando los autos están en plenofuncionamiento, es decir durante su actuación en ruta. Estose debe a que dicho contaminante se produce a altastemperaturas en motores diésel.
La categoría VPA aporta con alrededor de 70% de CO,65% de VOC y 30% de NOx, del total de la emisionescontaminantes de la ciudad. Este resultado era esperado yaque representan más del 80% del parque vehicular yutilizan gasolina como principal combustible. Esteresultado era esperado ya que representan más del 80% de
parque vehicular y utilizan gasolina como principalcombustible. Las categorías vehiculares que presentaron
resultados críticos, con respecto a las emisiones totales dela ciudad, fueron los buses y camiones. Estas sonresponsables del 66% de Nox y más del 90% de PM, siendotan solo el 12% del total de vehículos. Otro resultadointeresante es el que presenta la categoría taxis. Este mediode transporte aporta con al menos 15% de CO y 12.5% deVOC, siendo solo el 3.5% del parque vehicular.
La evolución en la producción de los distintoscontaminantes a lo largo de los años se da por elcrecimiento acelerado de la urbe. Los valores conseguidoscon la investigación tienden siempre a crecer y más que enaños anteriores. Este resultado es esperado, ya que elcálculo propuesto, toma en cuenta factores que afectandirectamente la circulación de un vehículo dentro de la
ciudad (aceleración, velocidad, otros) y no solo se limita alconsumo de combustible en la localidad, como lo hacenactualmente en Quito. Esto prueba que el modelo es
perfectamente aplicable a la ciudad y sus resultados soloestán subordinados al cuidado con los que sean tomados losdatos de entrada.
Agradecimientos
Al profesor Mauricio Osses, por su guía constante en eltema., Eco. Patricia Hernández (CDE – EP) y EstebanGuadalupe por su ayuda con este proyecto.
Referencias
[1] M. Alonso [et al], IMPACTS of Megacities on AirPollution and Climate. Chapter IV – South America,GAW Report No. 205, World MeteorologicalOrganization Research Department, AtmosphericResearch and Environment Branch, Switzerland (2012).
[2] C. Páez, Gestión de la Contaminación AtmosféricaUrbana: El caso de Quito. Resumen Ambiental, 2005.
[3] International Sustainable Systems Research Center.IVE Model User’s Manual. Version 2.0.2. USA, (2008).
[4] IVE Model User’s Manual. Version 2.0.2. USA,2008, 41 p. Attachment A, B, C & D.
[5]
A. Giraldo, Estimación del Inventario deEmisiones de Fuentes Móviles para la ciudad de Bogotáe Identificación de Variables Pertinentes. Bogotá(2005).
[6] http://climate.dot.gov/methodologies/models-tools.html
[7] B. Ibarra, R. Parra, V. Valencia, Inventario deEmisiones Atmosféricas de Quito año 2003 y suDistribución Espacial y Temporal. Corporación para elMejoramiento del Aire de Quito – CORPAIRE, Acta
Nova; Vol. 3, No. 2, (2006).[8] C. Páez, V. Díaz, J. Alvear, X. Troya, Inventario
de Emisiones del Distrito Metropolitano de Quito(DMQ) 2003, Municipio del DM Quito (2006).
[9]
J. Baca, Inventario de Emisiones de Gases delEfecto Invernadero. Sector Energía, Secretaría deAmbiente DM Quito año 2011 (2014).
[10] J. Lents, N. Davis, M. Osses, R. Nikkila,Comparison of On – Road Vehicle Profiles Collected inSeven Cities Worldwide, En: Transport & Air Pollution13th International Scientific Symposium, (2004).
[11] V, Crespi, Top – Down vs. Bottom – UpMethodologies in Multiagent System Desing.Autonomous Robots Manuscript. Springer Science +Busisness Media, (2008).
[12] A. D’Angiola, L. Dawidowski, D. Gómez, M.Osses, On – road traffic emissions in a megacity. En:Atmospheric Environment Buenos Aires (2010).
[13]
L. Yu, S. Jia, Q. Shi, Research on Transportation – Related Emissions: Current Status and Furure Direction,Technical Paper. En: Air & Waste ManagementAssociation (2009).
[14] A. Araya, Metodología de Cálculo deEmisiones Vehiculares Basada en Modos deConducción y VSP. Santiago de Chile (2008).
[15] J. Jiménez, Understanding and Quantifying MotorVehicle Emissions with Vehicle Specific Power andTILDAS Remote Sensing. Massachusetts (1999).
[16] J. Guadalupe, Development of an EmissionsInventory from On-road Mobile Sources in Quito,Ecuador. Poster, En: V Congreso Colombiano yConferencia Internacional de Calidad de Aire y Salud
Pública – CASAP, Bucaramanga (2015).[17] N. Davis, J. Lents, M. Osses, Mexico City VehicleActivity Study, International Sustainable SystemsResearch, California (2004).
[18] J. Lents, N. Nikkila, M. Osses, Sao Paulo VehicleActivity Study, International Sustainable SystemsResearch, California (2004).
[19] http://www2.revisionquito.gob.ec/

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 160/253
149
[20] K. Abel, S. Eggleston, T. Pullus, La Cuantificaciónde las Incertidumbres en la Práctica según el IPCC,Capítulo VI (2014).
[21] http://www.epa.gov/ttnchie1/ap42/[22] N. Rojas, Revisión de las emisiones de material
particulado por la combustión de diésel y biodiésel.
Bogotá (2004).[http://www.scielo.org.co/scielo.php?script=sci_arttext&pid=S0121-49932004000200007]

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 161/253
Espacio reservado para el Comité Editorial del Congreso Chileno de Ingeniería Mecánica
150
Oportunidades y pilotos aplicados de eficiencia energéticaen packing
Jaime Espinoza Sa a Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V,
Valparaíso, Chile
*E-mail: [email protected]
Resumen
Se resumen las auditorías energéticas llevadas a cabo en 10 packing frutícolas de la VI región y la posterior identificación deoportunidades de uso eficiente de energía. Se seleccionan y llevan a cabo de 3 pilotos representativos de uso eficiente de
energía: recuperación de energía en hornos de secado de manzanas, recuperación de energía en compresores de refrigeracióny operación eficiente en túneles de pre-frío. Todos con alta replicabilidad por sus índices energéticos y parámetroseconómicos logrados
Keywords: Eficiencia energética en plantas procesamiento frutas.
1. Introducción
El presente trabajo se enmarca en el proyecto“Incorporación de tecnologías innovadoras para aumentarla competitividad en instalaciones de embalaje y frio paramanzanas y cerezas de exportación en la región deO’Higgins a través de eficiencia energética y energíasrenovables”, llevado a cabo por la Fundación de Desarrollo
Frutícola, FDF, que contó con el financiamiento delGobierno R egional de O’Higgins – FIC 2013 y ejecutadaen parte por el Centro de innovación Energética, CIE deesta Universidad.
La industria frutícola nacional realiza uno de los
mayores aportes a los índices de exportación del país ytambién a su economía, según cifras de ASOEX del año2008 relacionado sobre la “Estrategia sectorial y benchmarking energético para la industria exportadora defruta”. En él se encuestaron 325 packing y frigoríficosdesde la región de Atacama a Bío – Bío, concluyéndose que
la energía eléctrica es la principal fuente energética paraestas instalaciones, siendo el 80% del consumo eléctrico
asignable a frigoríficos y pre-fríos. El resto del consumo
eléctrico corresponde a maquinarias, iluminación de packing y oficinas respectivamente.
En este contexto la aplicación de la EficienciaEnergética (EE) y las Energías Renovables (ER) pueden serlas protagonistas en lograr un aumento de la competitividaden este tipo de instalaciones.
La identificación de oportunidades de eficienciaenergética consideró igualmente las oportunidades deinnovación en equipos y procesos, asociados a unareducción en los costos operacionales elevando su nivel decompetitividad. Luego de una evaluación primaria a lasáreas de interés, se realizó un monitoreo de las variablesoperacionales, a objeto de obtener información precisa paraefectuar las innovaciones pertinentes. Esto deriva en la preparación de proyectos de ingeniería para reemplazo deequipos obsoletos, cambios en la gestión de operación,implementación de nuevos sistemas de control,capacitación del personal de operación sobre nuevas ymejores prácticas operacionales, entre otros.
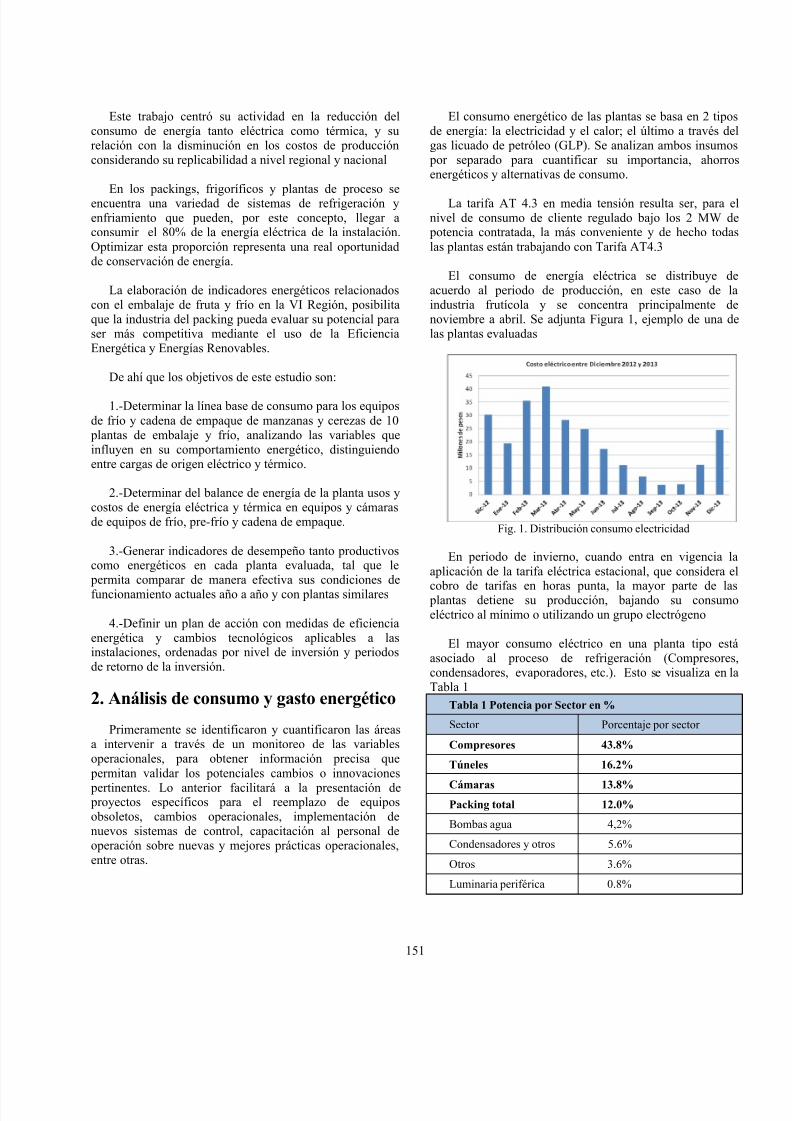
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 162/253
151
Este trabajo centró su actividad en la reducción delconsumo de energía tanto eléctrica como térmica, y surelación con la disminución en los costos de producciónconsiderando su replicabilidad a nivel regional y nacional
En los packings, frigoríficos y plantas de proceso seencuentra una variedad de sistemas de refrigeración yenfriamiento que pueden, por este concepto, llegar aconsumir el 80% de la energía eléctrica de la instalación.
Optimizar esta proporción representa una real oportunidadde conservación de energía.
La elaboración de indicadores energéticos relacionadoscon el embalaje de fruta y frío en la VI Región, posibilitaque la industria del packing pueda evaluar su potencial paraser más competitiva mediante el uso de la EficienciaEnergética y Energías Renovables.
De ahí que los objetivos de este estudio son:
1.-Determinar la línea base de consumo para los equipos
de frío y cadena de empaque de manzanas y cerezas de 10 plantas de embalaje y frío, analizando las variables queinfluyen en su comportamiento energético, distinguiendoentre cargas de origen eléctrico y térmico.
2.-Determinar del balance de energía de la planta usos ycostos de energía eléctrica y térmica en equipos y cámarasde equipos de frío, pre-frío y cadena de empaque.
3.-Generar indicadores de desempeño tanto productivoscomo energéticos en cada planta evaluada, tal que le permita comparar de manera efectiva sus condiciones defuncionamiento actuales año a año y con plantas similares
4.-Definir un plan de acción con medidas de eficienciaenergética y cambios tecnológicos aplicables a lasinstalaciones, ordenadas por nivel de inversión y periodosde retorno de la inversión.
2. Análisis de consumo y gasto energético
Primeramente se identificaron y cuantificaron las áreasa intervenir a través de un monitoreo de las variablesoperacionales, para obtener información precisa que
permitan validar los potenciales cambios o innovaciones
pertinentes. Lo anterior facilitará a la presentación de proyectos específicos para el reemplazo de equiposobsoletos, cambios operacionales, implementación denuevos sistemas de control, capacitación al personal deoperación sobre nuevas y mejores prácticas operacionales,entre otras.
El consumo energético de las plantas se basa en 2 tiposde energía: la electricidad y el calor; el último a través delgas licuado de petróleo (GLP). Se analizan ambos insumos por separado para cuantificar su importancia, ahorrosenergéticos y alternativas de consumo.
La tarifa AT 4.3 en media tensión resulta ser, para elnivel de consumo de cliente regulado bajo los 2 MW de potencia contratada, la más conveniente y de hecho todas
las plantas están trabajando con Tarifa AT4.3
El consumo de energía eléctrica se distribuye deacuerdo al periodo de producción, en este caso de laindustria frutícola y se concentra principalmente denoviembre a abril. Se adjunta Figura 1, ejemplo de una delas plantas evaluadas
Fig. 1. Distribución consumo electricidad
En periodo de invierno, cuando entra en vigencia la
aplicación de la tarifa eléctrica estacional, que considera el
cobro de tarifas en horas punta, la mayor parte de las plantas detiene su producción, bajando su consumoeléctrico al mínimo o utilizando un grupo electrógeno
El mayor consumo eléctrico en una planta tipo estáasociado al proceso de refrigeración (Compresores,condensadores, evaporadores, etc.). Esto se visualiza en laTabla 1
Tabla 1 Potencia por Sector en %
Sector Porcentaje por sector
Compresores 43.8%
Túneles 16.2%
Cámaras 13.8%Packing total 12.0%
Bombas agua 4,2%
Condensadores y otros 5.6%
Otros 3.6%
Luminaria periférica 0.8%

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 163/253
152
Si se suman las cuatro primeras líneas de consumo enuna de las plantas evaluadas, resulta más del 80% del totalde la planta; es decir, son los principales puntos dondeconcentrar el ahorro de energía, propuestas de mejoras y/oalternativas de energías.
Si se analiza en particular la situación del consumo enlos compresores, es claramente el mayor consumo deenergía de la planta, donde se deberían evaluar mejoras de
equipos, tecnología y control. La Figura 2 indica elconsumo de los compresores v/s consumo total de la planta
Fig. 2. Consumo de compresores en % total planta
Por otro lado las potencias y consumos típicos en
cámaras y túneles para una planta tipo se grafica en laFigura 3. En este caso la planta contaba con un total 38cámaras, 25 de mantención y de atmosfera controlada, 11túneles de pre frio y 2 de congelamiento.
Figura 3 Consumo energía % en cámaras y túneles
Los túneles de pre-frío representan un 1/3 del totalconsumido en esta área, de ahí que sea un especial foco deanálisis del comportamiento porque toda reducción en lostiempos de enfriamiento tendrá directa relación en un
ahorro en energía (menor tiempo de operación decompresores y ventiladores)
Por otro lado el consumo de gas de las plantas seconcentra en 3 sectores
• Abastecimiento de grúas horquillas.• Calentamiento del agua de duchas.• Consumo de caldera del packing utilizada para
calentar agua de procesos (lavado de las manzanas y aguade limpieza de los equipos). Igualmente se utiliza en losquemadores de los hornos, cuya función es calentar el aireen un intercambiador para secar la cera aplicada a la fruta(el rango de temperatura del aire varía entre 30 [°C] y 45[°C]).
La Figura 4 representa el consumo de gas anual de una planta.
Figura 4 Distribución del consumo anual de LPG
Los meses de mayor consumo de LPG se encuentran enel período entre enero y junio, que corresponde a lastemporadas de las frutas que se exportan mayoritariamente
en el rubro y en la zona (y los meses con mayor aportesolar).
Los volúmenes de agua caliente en baños y procesos enalgunas plantas son relevantes y en otras muy bajos y porello se pueden estimar montos reducidos de ahorro, aunquecon aporte solar se pueda llevar a un ahorro cercano al
100% del consumo energético en esta área.
2.1. Análisis energético de componentesprincipales
En una de las plantas evaluadas se realizaron
mediciones en compresores de pistón 1, 2 y 3 y de tornillo4, 5 y 6, considerando mediciones a lecturas instantáneas decorriente y capacidad o carga, teniendo como dato el voltajede alimentación de 380 [V] al motor.
En la Figura 5 se puede apreciar ineficiencias en los
compresores al cambiar su capacidad de utilización, siendorecomendable un control centralizado de distribución decargas.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 164/253
153
Figura 4 Consumo compresores pistón según carga
Como ejemplo de análisis se puede visualizar elcomportamiento del compresor 3. A plena carga consume
lo mismo que al 75%.
Por otro lado el comportamiento de los compresores detornillos es lineal creciente, desde de un 15 a un 100%. Coneste comportamiento se llega a la conclusión de que es más
eficiente utilizar este compresor para cargas mayores oiguales al 60% aproximadamente, ya que el consumo acargas menores no se justifica.
En los dos tipos de compresores es recomendableutilizar partidores suaves, para evitar alto amperaje de partida (esfuerzos mecánicos y mayor lectura consumo)
Analizada la influencia de las condiciones ambientales,se presenta el análisis del comportamiento (carga y potencia) del compresor más activo a lo largo del día, paraevaluar la influencia de la condición ambiental(temperatura) en la sala de máquinas.
Figura 5 Efecto ambiental en la operación de compresores
Se puede inferir que para una determinada carga del
compresor, el consumo tiende a aumentar conformetranscurre el día, por lo que se recomienda una mejora en laventilación de la sala o en la eliminación de la radiacióndirecta del sol en la SADEMA, variables muy relacionadasen la reducción del consumo eléctrico.
Si se analiza el funcionamiento de los túneles de pre-fríodebe mencionarse que éstos se utilizan para bajarrápidamente a 0°C la temperatura de la fruta, la cual tienedistintos rangos dependiendo de la variedad, embalaje ytiempos de despacho. Existen diferentes tipos de túneles(californiano, vertical doble, individual), siendorecomendable un estudio global, específico y de extensiónsobre las variables que determinan los tiempos requeridos para alcanzar el 0°C. Entre ellos se pueden mencionar eltipo fruta, tipo de embalaje, rendimiento en trasferencia decalor (tipo de túnel), existencia o no de antecámara,distribución de los flujos de aire, entre otras variables.
Los tipos más utilizados en las plantas son el del tipocaliforniano, individual y doble.
Tabla 2 Funcionamiento y descripción de los tipos de túneles
Tipo Descripción Observación
Californiano
Los pallets se agrupan en dos
filas, dejando un espacio libreen el medio, para luego cubrirtoda la parte superior y frontalde las cajas con una gran carpa,lo que hace que el aire de losventiladores deba pasar por losagujeros de los costados paraluego ir por la escotilla delmedio que se deja abierta ysubiendo al evaporador.
La cara externenfría mucho que la internaende hay quereordenar los
pallets paraenfriar la caraopuesta.Usualmente pfruta embalad
Individual
Aquí hay varias secciones a loscostados en las que se alojan 3
bins en cada una. Las carpas
ahora son por cada sección ycon una rejilla que lleva el aireal evaporador.
Se usageneralmentefruta de proce
bins que no esllenos. La frut
también se dereordenar para
poder enfriarambas caras dmanera unifor
Doble o brasileño
Se ordenan bins en dos filasseparadas por una columna conun espacio libre sobre el cualestán los evaporadores.
Los ventiladoinvierten elsentido de gir
por lo que no necesarioreordenar los
No tienen puesólo carpas pasellar. Son losmenos eficien
A continuación se realiza el análisis con la especieManzana Royal Gala, sin bolsa y los túneles en operaciónson el 2, 3 (túneles individuales), 5 (vertical doble) y 6(californiano). Todos a carga completa

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 165/253
154
Figura 6 Registro de la temperatura de pulpa de manzana enfunción del tiempo, para diversos túneles de pre frío
De lo cual se desprende:
- El túnel 5 (vertical doble) es el más lento. Operamediante el cambio del sentido de giro de los ventiladores,sin cambio en la posición de pallets y sin ingreso de grúas.
- El túnel 2 (individual) enfría de mejor manera,luego el 3 (individual) y el 6, mientras que el 5 es el másineficiente (4 horas más)
- Se puede concluir que el orden de eficacia y conello de eficiencia según tipo de túnel es: 1, 2 y 3(individuales), 6 (californiano) y 5 (vertical doble).
- El 40 % extra de tiempo requerido por el túnelvertical doble para lograr su objetivo, con relación a losotros, radica fundamentalmente en el tipo de inversión quese realiza. La inversión del sentido de giro de losventiladores no es efectiva. Por lo anterior es preferibleevaluar la inversión manualmente (grúas horquillas) o conescotilla en vez del cambio de giro, considerando que sedispone de una antecámara enfriada. Si no se dispone deello debiera evaluarse basado en mediciones de tipo deembalaje y tiempo.
- La inversión con grúas horquillas no escomplicada, requiere menos de 30 minutos y con personalcapacitado es perfectamente factible realizar la tarea.
2.2. Identificación y determinación deindicadores energéticos específicos de la planta
Se pueden determinar 3 indicadores energéticos para
evaluar el desempeño de plantas y poder así compararse
diferentes temporadas así como también con otras empresas
similares.
Indicador de consumo específico de electricidad portonelada procesada: relaciona los kWh de energía
consumidos y las toneladas de fruta procesada en la
temporada.
Indicador del consumo específico de gas portonelada procesada: relaciona los galones de gas licuado
equivalentes con las toneladas de fruta procesada en la
temporada.
Indicador del consumo específico de agua portonelada procesada: relaciona los metros cúbicos de agua
utilizada versus las toneladas de fruta procesada.
Tabla 3 Indices energéticos de plantas
PLANTA kWh/ton LtsLPG/ton m3 agua/tonGrande 1 149,0 1,2 -
Gande 2 97,5 0,9 1,7
Grande 3 131,0 1,2 -
Mediana 1 138,8 2,8 -Mediana 2 107,2 0,9 -
Mediana 3 105,2 1,1 3,1
Pequeña 1 213,4 0,6 2,9
Pequeña 2 25,0 0,4 -
Pequeña 3 80,0 0,5 -
2.2. Descripción, análisis técnico-económico ypriorización de medidas identificadas
De acuerdo al análisis energético a 10 plantas se
recomiendan diversas estrategias orientadas un uso
eficiente de la energía, todas ellas priorizadas al impacto enel % de ahorro, al nivel de inversión y a su periodo de
recuperación de misma
Una clasificación de oportunidades nos lleva al estudio
de las siguientes variables del proceso:
Recambio de Compresores: como su consumo
representa casi el 50% del consumo total de la planta, las
propuestas son:
• Compresores más eficientes.
• Compresores con mayor elasticidad de trabajo.
Eficiencia energética: Este punto está asociado a
buenas prácticas de operación, combinar la educación con
sistemas de control, pudiendo considerar lo siguiente:

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 166/253
155
Control centralizado: Un control centralizado permite
operar de manera más eficiente el sistema de refrigeración,
considerando los siguientes puntos:
• Controlar partida de compresores.
• Control de ventiladores, tanto en evaporadores ycondensadores.
• Control de deshielos.
• Control de demanda en horas punta.
• Control de curva de consumo.
• Control de peak de partidas.
Partidores Suaves: Los partidores suaves (SS) cumplen
con disminuir el peak de partida en todos de los
compresores o en los compresores de conexión más
frecuente, que en el arranque pueden llegar a 3 veces la
potencia nominal de éste, lo que implica un mayor
consumo, riesgo de sobreconsumo y mayor costo en las
cuentas eléctricas. Cono las empresas eléctricas facturan
por promedios cada 15 min, tiempo en el cual un compresoren uso podría presentar 4 o 5 peak de partida.
Agua Caliente con energía solar: Las calderas son el
equipo que más consume LPG, por lo que en este caso el
tema se centra en ahorrar gas utilizando la energía solar
abundante de la zona. Como en la calderas no se requieren
100 [°C] que es su capacidad normal, sino que sólo se
utiliza en un rango de 50 [°C] a 60 [°C], esto es
perfectamente factible de alcanzar por medio de
calentadores solares.
Calentamiento de agua utilizando sistema de
refrigeración (Intercambiadores): utilización de unsistema de calentamiento de agua utilizando la descarga del
sistema de refrigeración (circuito entre los compresores y
condensadores), lo que permite bajar la temperatura de
condensación y además calentar agua, llevando ésta a
valores de 40ºC. Esta agua se precalienta para usos en
sistemas de lavado de manzanas, duchas, casino y con ello
se ahorra LPG.
Iluminación perimetral: utilización de energía solar
fotovoltaica en reemplazo de consumos eléctricos
convencionales
• Energía Solar para iluminación perimetral: Los
proyectores de área de 400 [W] pueden ser reemplazados
por proyectores LED de 50 [W], los de 250 [W] y 80 [W],
pueden ser reemplazados por LED de 30 [W] y los postes
de 400 [W], por kits de postes solares con focos LED de 30
[W]
Hornos de secado: es factible lograr ahorro en el
consumo de LPG, en estos hornos de secado de la cera
aplicada a las manzanas, por medio de un aprovechamiento
de la energía de gases de combustión a través de un tubo
concéntrico de bajada para precalentar el aire entrante, ya
que la temperatura a alcanzar es de aproximadamente 40[°C] en promedio, fácil de obtener mediante este cambio
.
3. Priorización de medidas identificadas
Control centralizado de compresores
Tabla 4 Evaluación control centralizado compresores
Partidores suaves
Tabla 5 Evaluación opción partidores suaves

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 167/253
156
Calentamiento de agua con intercambiador de calor degases del compresor
Tabla 6 Evaluación recuperación calor de compresores
Agua caliente solar
Tabla 7 Evaluación agua caliente solar de proceso
4. Conclusiones
Las oportunidades de uso eficiente de energía resultantesdel presente estudio realizado a 10 plantas de la VI regiónson aplicables a gran parte de las plantas del sector, por susimilitud de infraestructura, productos procesados yestacionalidad lo que asegura un resultado final deimportante impacto en los costos y en la mejora de sucompetitividad
Se destaca la necesidad de automatizar la operación de
compresores mediante software específicos existentes, laincorporación de partidores suaves y mejoras en lascondiciones ambientales de la sala de máquina, previo a unanálisis validado de reemplazo de equipos
La identificación de oportunidades de operación eficientede túneles de pre-frío, según producto, embalaje, separaciónentre pallet y tipo de túnel, que sigue siendo todo un desafío para identificar las variables relevantes y que permitatransferir las buenas prácticas a todo el sector.
Si bien la utilización de la energía solar para calentar elagua de procesos o duchas puede no ser relevante enalgunas plantas como ahorro de LPG, es una inversión decorto periodo de recuperación. Esta inversión puede seracompañada de una recuperación del calor de descarga decompresores
Los reemplazos en la iluminación de la planta y perimetral son aplicables en su totalidad ya sea vía LED o postes fotovoltaicos.
Se insiste finalmente en la necesidad de capacitación al personal en la importancia del uso eficiente de la energía, por las oportunidades de lograr pequeños ahorros pero que
en la gran suma son valiosos desde reducir las fugas de airefrio, mejorar la ventilación de sala compresores, hastaidentificar pérdidas en aislación, puertas, cortinas, entreotras.
Referencias
[1] Fundación Desarrollo Frutícola (FDF).“Incorporación de tecnologías innovadoras paraaumentar la competitividad en instalaciones de embalajey frio para manzanas y cerezas de exportación en laregión de O’Higgins a través de eficiencia energética yenergías renovables”, que contó con el financiamientodel Gobierno Regional de O’Higgins – FIC 2013[2]
J.Espinoza Informe Ejecutivo Final. ProyectoFDF-CIE Centro Innovación Energética, CIE UTFSM,Valparaíso,2013[3]
J.Espinoza et al “Informes de AuditoríasEnergéticas” FDF-CIE. Valparaiso,2013
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 168/253
157
IX – DISEÑO MECÁNICO

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 169/253
Espacio reservado para el Comité Editorial del Congreso Chileno de Ingeniería Mecánica
158
Diseño y construcción de equipos para medir la resistenciaa la abrasión de pinturas anticorrosivas aplicadas sobre
acero estructuralF. Brionesa,*, P. Rojasb, R. Verac, C. Martínezb
a Departamento de Metalurgia y Materiales, Facultad de Ingeniería, Universidad Técnica Federico Santa María, Av. España
1680, Casilla 110-V, Valparaíso, Chile b
Escuela de Diseño, Universidad Adolfo Ibáñez, Diagonal Las Torres 2640, Santiago, Chilec Instituto de Química, Facultad de Ciencias, Pontificia Universidad Católica de Valparaíso, Av. Universidad 330, Casilla
4059, Curauma, Valparaíso, Chile
*E-mail Autor: [email protected]
ResumenEl presente trabajo tiene como principal objetivo describir los detalles del diseño, construcción y puesta en marcha de unequipo para medir la resistencia a la abrasión de pinturas anticorrosivas aplicadas sobre probetas de acero estructural,
tomando como referencia la norma ASTM G 65. La necesidad de contar con este equipo surge del proyecto Innova-CORFO13BPC3-19083 “Protocolo para la selección de esquemas de pinturas empleados en la protección contra la corrosiónatmosférica del acero”, donde, por instrucción del equipo de investigación, se requería de una máquina capaz de cumplir conla norma y la forma de las probetas que se emplearían para el proyecto. De este modo, algunos parámetros fueron tomadosdirectamente de la norma G65 mientras que otros tuvieron que ser desarrollados en el laboratorio. Una vez establecidos los
parámetros, la máquina fue modelada a través del software SolidsWords, obteniendo las dimensiones, adaptaciones para las probetas y otros elementos necesarios para su perfecto alineamiento. Después de la etapa de diseño y durante la construccióndel equipo, se fabricaron diferentes elementos mediante torneado de los ejes, corte y unión de perfiles, también se realizó lafabricación de chaveta y su chavetero, fresado y torneado de la rueda vulcanizada, etc., todas estas operaciones basadas en loscálculos, selección y consideraciones de diseño.Una vez construido el equipo, se evaluó su funcionamiento mediante la puesta en marcha, donde primero se verificó elcumplimiento de los parámetros establecidos en las distintas normas ASTM, ya sea el flujo laminar y constante de arena, lavelocidad angular del disco, sujeción de probeta alineada con el disco etc. y posteriormente se desarrollaron evaluaciones de
distintos esquemas de pinturas sin exposición, determinando los tiempos de ensayo y finalmente se evaluaron las probetasque fueron expuestas a la corrosión atmosférica en distintos puntos del país.
Keywords: Diseño de máquinas, desgaste por abrasión, pinturas anticorrosivas
1. IntroducciónLa corrosión atmosférica ha sido ampliamente estudiada
y una de sus principales complicaciones, tratándose de sus
efectos, es que no puede generalizarse en términos de daños
ni en términos de ocurrencia, por lo cual el proyecto
Innova-CORFO [1] evalúa los distintos esquemas de
pinturas utilizados como protección contra la corrosión quese emplean en nuestro país, en los diferentes puntos
determinados como los más severos en términos de
corrosividad atmosférica.
Por otro lado, el desgaste se encuentra en diferentes
áreas y que este fenómeno se puede producir cualquier
entorno o ambiente con la presencia de partículas abrasivas,
siendo un costoso y grave problema a nivel industrial.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 170/253
159
En aplicaciones industriales se presentan comúnmente 4tipos de desgaste: adhesivo, por corrosión, abrasivo y porimpacto. El mecanismo más común por el cual ocurre eldesgaste en pinturas anticorrosivas, son los mecanismos deabrasión y por impacto [2].
En el tipo de desgaste por abrasión, las máquinasutilizan como medio de desgaste, lijas, arena (sílice ycarburo de silicio), agentes metálicos endurecidos(granallado), u otro agente o elemento abrasivo más duro y
resistente al que se requiere ensayar para comparar laresistencia al desgaste con otro material.
La norma ASTM G65 describe los procedimientos delaboratorio para determinar la resistencia de los materialesmetálicos a abrasión por medio del ensayo de la rueda dearena/caucho seco forzada contra la probeta de ensayo en presencia de una suspensión abrasiva [3].
Existen diferentes configuraciones de equipos para las pruebas como se muestra en la figura 1 para recubrimientossobre acero.
Fig. 1. Esquemas de las Máquinas de abrasión por desgaste
Para la protección de estructuras, existen muchos tipos de pinturas anticorrosivas, fácilmente disponibles. Debido a lasvariadas alternativas de procesamiento que incluyen númerode capas, espesores, técnicas de aplicación, secado, etc., estas protecciones fundamentalmente tienen propiedades tales como permeabilidad, dureza, adhesividad, desgaste, produciendo la pérdida de espesor que disminuye la función principal de proteger el acero para no provocar el contacto con el medioexterior (corrosión). Pueden ser difíciles las mediciones yalgunos no estar disponibles, en contraste las mediciones dedesgaste pueden proporcionar datos fiables y significativos.
En este estudio se realizan pruebas de desgaste con arenade sílice en específico de duna, basándonos en la normaASTM G65, los resultados se materializarán a través del
diseño y construcción de esta máquina.
2. Descripción del trabajo realizado
El objetivo de este trabajo fue el diseño, fabricación y
puesta en marcha de una máquina de desgaste, a través delas normas ASTM G65.
En esta máquina se realizan pruebas con placas de aceroestructural 1020, pintadas con diferentes pinturasanticorrosivas expuestas en diferentes ambientes a lo largodel país por un período máximo de 3 años, con lo cual seestudiará cómo afecta la corrosión atmosférica en eldesgaste, determinando los cambios de la resistencia a laabrasión de los distintos esquemas de pinturas, medianteobservación y comparación, por tiempo y lugar deexposición.
Lo que se espera que en los ensayos de abrasión amayores tiempos de ensayos su pérdida de desgaste seamayor en todas los esquemas de pinturas, y lo otro que amedida que pasa el tiempo de exposición de estas probetasel deterioro por estas en el ambiente pierdan su resistenciaal desgaste y poder cuantificar esta propiedad entreesquemas.
2.1. Diseño de la Máquina
Este trabajó comenzó con la revisión de la normaASTM G65, en ella se hacen las siguientes consideraciones
con respecto a este equipo: el agente abrasivo es arena
limpia y seca, con un flujo de 350 g/min que circula por la
probeta a ensayar y una rueda vulcanizada con clorobutil de
dureza entre 60 a 75 shore, como elemento que ejerce
presión, con una velocidad de 200 rpm (± 10 rpm). Las
probetas que deben ser evaluadas poseen forma de
paralelepípedo, de lados 100 x 100 mm, con espesores de
pinturas variables entre 180 a 380 µm.
Para el diseño de esta máquina se seleccionó un Motor
eléctrico trifásico de 1500 rpm y una potencia de 1 hp, este
motor se conectó a un reductor de un rendimiento del 88%
(sin fin-corona), su reducción de velocidad fue de 7,5:1.En el diseño de las dimensiones y masa necesarias para
el disco de SAE 1045 con recubrimiento, se realizaron
cálculos del torque necesario para sacar del reposo al disco,
cuando se inicien los ensayos de abrasión. En este sentido,
se considera que uno de los puntos críticos del equipo es
sacarlo de la inercia y comprobar si el motor eléctrico es el
adecuado para realizar dicha acción.
La tobera que permitirá el flujo laminar solicitado fue
hecha de acero inoxidable, material resistente a la corrosión
y con buena resistencia al desgaste. Esta tobera está
conectada a una tolva de arena que dará un flujo másico de
350 g/min.
En el diseño se determinó que existía un problema con
la sujeción de la probeta debido a que la geometría de esta
no concordaba con lo establecido en la norma G65, razón
por la cual, se optó por colocar un sistema de technyl que
permitiera mover la probeta de acuerdo a los
requerimientos.
Con estos parámetros se modeló el equipo a través del
software SolidsWords, obteniendo sus dimensiones,

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 171/253
160
adaptaciones para las probetas y los otros elementos para su
perfecto alineamiento.
Fig. 2. a) Vista equipo de abrasión y b) Vista superiorSolidWorks.
2.2 Construcción de la estructura del equipoASTM G 65.
En la construcción, se fabricaron diferentes elementos
mediante torneado de los ejes, corte y unión de perfiles,
fabricación de chaveta y su chavetero, fresado y torneado
de la rueda vulcanizada, etc., basados en los cálculos,
selección y consideraciones de diseño, descritos
anteriormente.
La primera etapa fue la construcción de la estructura
que soporta los elementos que componen este equipo, es
decir, 4 perfiles soldados a dos bandejas, siendo en cierta
forma, el esqueleto del equipo de abrasión.
El disco o rueda vulcanizado la cual ejerce la fuerza de
contacto con la probeta, se construyó a partir de una
plancha de acero comercial cortada con soplete, torneada alas dimensiones finales de diámetro exterior 204 mm,
espesor 30 mm y diámetro interior 194 mm.En esta etapa de construcción se implantó un nuevo tipo
de sujeción que no se encuentra en la norma, debido a queel tipo de probeta no es la que dicta la norma. Por lo tanto,otorgando solución al problema de la geometría de las probetas pintadas a ensayar, en la Figura 3 se muestra el brazo y la sujeción pintada lista para montar en el eje quesirve de pivote en el buje.
Fig. 3. a) Sujecion de la Probeta y b) Brazo de Pivote
El montaje de las partes fue realizado posteriormente a
la fabricación y compra de los elementos que componen
este equipo. Los resultados se muestran en la Figura 4,
donde se aprecia la máquina completa, lista para la puesta
en marcha.
Fig. 4. Máquina con todos sus elementos mediante distintasvistas a) Lado frontal, b) lado lateral, c) diagonal y d) superior
2.4. Ensayos experimentalesLa generación del desgaste abrasivo a las probetas
pintadas, dependerá del tamaño de la partícula abrasiva que
se utilizará en estas pruebas, en este caso, corresponde a
arena de duna lavada, secada y tamizada según la norma
ASTM E11 [4].
Los pasos a seguir en la determinacion de la resistencia
a la abrasión de las distintas probetas son los siguientes:
1.
Determinación de masa inicial y espesor de cada probeta.
2.
Las mediciones iniciales de espesores, se hicieron en 3 puntos, ubicados en la parte central de cada probeta.
3.
Los intervalos de tiempo corresponden a 30, 60 y 90 s,estableciendo nuevamente la masa y espesor,eliminando previamente los restos de arena.
a b
a
b

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 172/253
161
3. Descripción de los resultados de lainvestigación
3.1. Puesta en marcha equipo ASTM G 65.
Una vez que el equipo se puso en funcionamiento, secomprobó que la velocidad de rotación correspondiera a loque dicta la norma, (200 ± 10) rpm. Esta inspección serealizó mediante un tacómetro a la rueda vulcanizadaotorgando una velocidad de rotación registrada correspondea 197,5 rpm, valor que se encuentra dentro del rango quedicta la norma.
Los factores a evaluar en la zona de la sujeción de la probeta fueron: la perpendicularidad de la probeta con larueda y el contacto de placa – rueda, el cual debe producirseen el centro de la placa. La primera prueba de la máquina serealizó con una probeta de acero sobre la que se aplicó pintura al látex. En la Figura 5 se muestra el antes ydespués de la prueba de abrasión.
Fig. 5. Probetas ensayadas en la puesta en marcha
3.2. Ensayos Probetas Pintadas y Expuestas
A continuación se presentan los resultados de las probetas pintadas y expuestas a los largo del país. En la fig.6 se presentan las huellas dejadas en las probetas sin y con12 meses de exposición en los distintos tiempos de ensayos(0, 30, 60 y 90 s).
La ecuación 1 se utiliza para cuantificar el porcentaje de pérdida de espesor en función del tiempo de ensayo, esdecir, se realiza la diferencia entre el espesor inicial de cada probeta (Ei) y los espesores obtenidos a t=30, 60 y 90 s deensayo (Et).
% pérdida de espesor =( (E i – Et)/ Ei)* 100 (1)
Ei = Espesor inicial sin desgaste.Et = Espesor medido después de t segundos.
Fig. 6. Huella de desgaste a diferentes tiempos de ensayo en probetas sin exposición y con 12 meses de exposición.
En la tabla 1 se resume la pérdida de espesores de lasmuestras sin exposición (iniciales), las cuales se utilizancomo patrón para determinar la influencia del medio en laresistencia a la abrasión de las probetas pintadas con 12meses de exposición.
Tabla 1. Pérdida de espesores en las probetas sin exposición(iniciales).
Esquemas*Pérdida de Espesores a diferentes tiempos
30 s 60 s 90 s
C3 10,3 28,4 39,2
C4A 6,2 24,0 35,7
C4B 13,6 34,1 37,5
C5MA 29,5 42,3 49,2
C5MB 3,4 11,8 18,9
C5IA 10,6 18,5 27,6
C5IB 28,1 32,2 45,3*Esquemas corresponde a diferentes tipos de pinturas según la ISO 9223[5].
En la figura 7 se muestran las gráficas de las estaciones
con menor resistencia a la abrasión. En estas gráficas seobserva que dependiendo del esquema de pintura utilizadoy ubicación de exposición será el comportamiento a laresistencia a la abrasión. También, se aprecia que a medidaque el tiempo de ensayo incrementa de los 30 a 90 s, ladiferencia de espesor va aumentando, lo que se traduce enla disminución en la resistencia a la abrasión.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 173/253
162
Fig. 7. Diferencias de espesor en probetas expuestas a 12 meses en laestación de Arica, Tocopilla, Huasco, Quintero, Concón y Coronel.
4. Conclusiones
Mediante el trabajo realizado, las principales conclusionesfueron las siguientes:• La norma G65, pese a contener información muy
relevante para el diseño del equipo, por sí sola no aportatoda la información necesaria para el diseño.• Los equipos como el diseñado y fabricado en este trabajo, pueden ser adaptados, a partir de una norma, a losrequerimientos de cada proyecto de investigación, lo que eneste caso fue necesario por la forma de las muestras.• La puesta en marcha del equipo reveló precaucionesexperimentales no previstas, lo que condujo a un protocolode operación.• Las muestras analizadas con el equipo, muestran unatendencia que ha sido comprobada por números ensayos,validando los equipos y la metodología.• Según los resultados, las condiciones atmosféricas siafectan la resistencia a la abrasión de las pinturas.
• De las estaciones medidas, las de Concón y Huascofueron las estaciones donde se detectó la menor resistenciaa la abrasión de las pinturas después de 12 meses deexposición.
Agradecimientos
Los autores agradecen al Proyecto Innova CORFO13BPC3-19083 por su financiamiento y al equipo deinvestigadores del mismo por el apoyo al desarrollo de esteequipo.
Referencias
[1]
Innova-CORFO “Protocolo para la selección deesquemas de pinturas empleados en la protección contrala corrosión atmosférica del acero”, 13BPC3-19083
[2] M. Dumovic, Repair and Maintenance Procedures forHeavy Machinery Components. 50th WTIA AnnualConference held in Sidney, Australia (2002).
[3]
ASTM G65, Standard Test Method for MeasuringAbrasion Using the Dry Sand/Rubber Wheel Apparatus.
[4] ASTM E11, Standard Specification for Wire Cloth andSieves for Testing Purposes.
[5] ISO 9223, “Corrosión de los metales y aleaciones.Corrosividad de atmósferas. Clasificación,determinación y estimación”.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 174/253
163
X – MECATRÓNICA

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 175/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
164
ProGim: Parallel Robot Gimbal
Pedro Mayorga, Harold-Rodrigo Valenzuela-Coloma, Yi-sheng Lau-Cortes, yRicardo-Franco Mendoza-Garcia*
Escuela Universitaria de Ingeniería Mecánica, Universidad de Tarapacá,Campus Saucache, 18 de Septiembre 2222, 1010069 Arica, Chile
*E-mail Autor: [email protected]
Resumen
Los estabilizadores de imagen móvil, o Gimbals, son dispositivos que corrigen la orientación de cámaras en frente amovimientos imprevistos de drones, y que presentan dos parámetros cruciales para su desempeño: capacidad de carga y
precisión de posicionamiento. No obstante, su implementación más común consiste en 2 o 3 motores en configuracióncinemática (CC) serie, lo cual genera un efecto negativo en la capacidad de carga, ya que los motores deben soportar el pesode motores subsecuentes en la cadena, y un efecto negativo en la precisión, ya que el error final de posicionamiento es laadición de los errores de posicionamiento de cada uno de los motores. Este trabajo busca implementar un Gimbal utilizandouna CC paralela, lo que supone mejores prestaciones que la CC serie debido a dos características: la capacidad de carga es laadición de las capacidades individuales de los motores, y el error final de posicionamiento es el promedio de los errores decada motor. Para reorientar Gimbals se necesitan 2 o 3 grados de libertad (DoFs) rotacionales, por lo que se ha seleccionadouna CC esférica que provee 2 o 3-DoFs rotacionales. Se está trabajando en dos robots, uno de 2-DoFs y otro de 3-DoFs,utilizando impresoras 3D, cortadoras láser, motores DC de bajo costo, e integrando todo esto con un sensor de orientaciónMPU-6050 y una tarjeta Arduino; lo que resultará en un dispositivo económico con prestaciones comparables a alternativascomerciales.
Keywords: Robot Paralelo, Estabilizador, Fotografía Aérea.
1. Introducción
Los estabilizadores de imagen, o Gimbals, sondispositivos electromecánicos que corrigen activamente laorientación de cámaras de fotografía/video, en frente amovimientos imprevistos de cuadrópteros u otros mediosde transporte; y que presentan dos parámetros cruciales
para su buen desempeño: capacidad de carga y precisión de posicionamiento. No obstante esto, su implementación máscomún consiste en dos o tres motores conectados enconfiguración cinemática (CC) serie (ver Fig. 1), lo cualgenera un efecto negativo en la capacidad de carga, ya quelos motores deben soportar el peso de motoressubsecuentes en la cadena, y un efecto negativo en la
precisión, ya que el error final de posicionamiento resulta
de la adición de los errores de posicionamiento de cada unode los motores que conforman la cadena [1].
Para solventar estos efectos, los desarrolladores deGimbals de última generación utilizan motores DC sinescobillas (BLDC) modificados con bobinadosespecialmente diseñados para privilegiar la generación deun alto torque por sobre una alta velocidad. En general, los
BLDC no requieren mantención y presentan mejorescaracterísticas de torque y velocidad que sus contrapartesDC de iguales dimensiones [2], pero los que presentan este
bobinado tampoco requieren cajas reductoras para obtenerel torque necesario para levantar cámaras, lo que reduce eltamaño y peso final del dispositivo, y aumenta – por ende –
su capacidad de carga. Al no poseer caja reductora, estatecnología también reduce el error final de posicionamiento
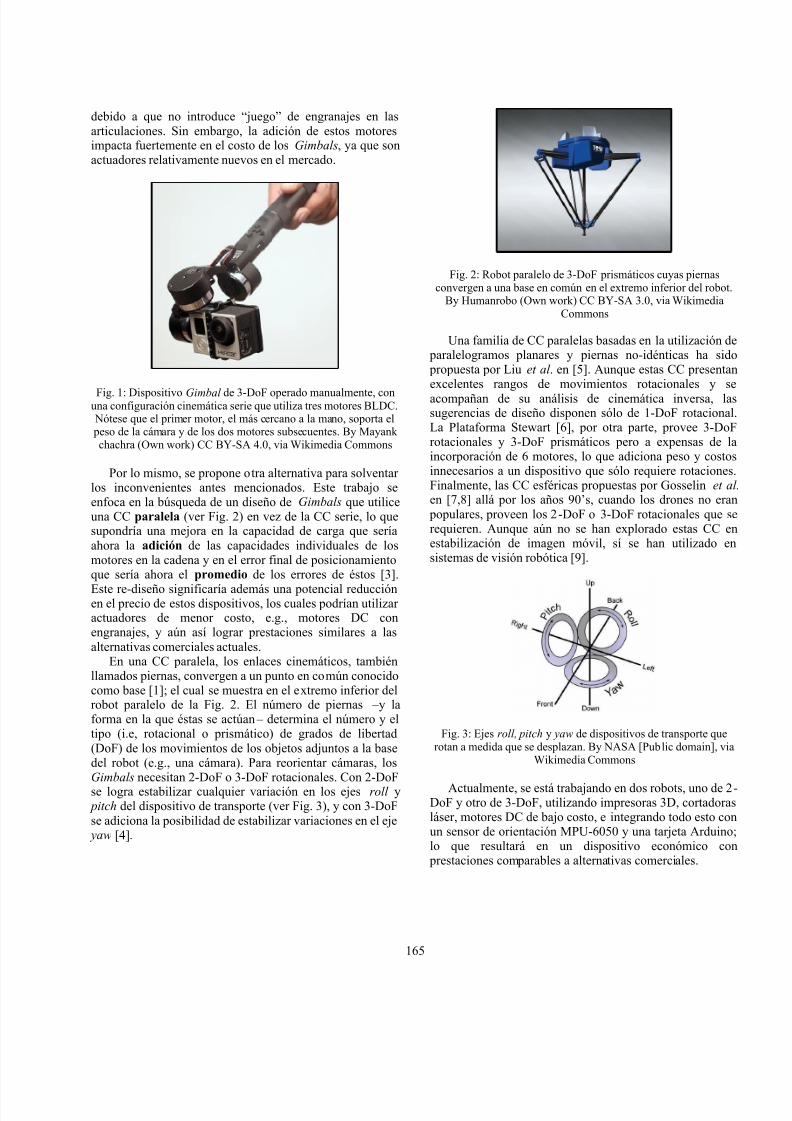
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 176/253
165
debido a que no introduce “juego” de engranajes en las
articulaciones. Sin embargo, la adición de estos motoresimpacta fuertemente en el costo de los Gimbals, ya que sonactuadores relativamente nuevos en el mercado.
Fig. 1: Dispositivo Gimbal de 3-DoF operado manualmente, conuna configuración cinemática serie que utiliza tres motores BLDC. Nótese que el primer motor, el más cercano a la mano, soporta el peso de la cámara y de los dos motores subsecuentes. By Mayank
chachra (Own work) CC BY-SA 4.0, via Wikimedia Commons
Por lo mismo, se propone otra alternativa para solventarlos inconvenientes antes mencionados. Este trabajo seenfoca en la búsqueda de un diseño de Gimbals que utiliceuna CC paralela (ver Fig. 2) en vez de la CC serie, lo quesupondría una mejora en la capacidad de carga que seríaahora la adición de las capacidades individuales de losmotores en la cadena y en el error final de posicionamientoque sería ahora el promedio de los errores de éstos [3].
Este re-diseño significaría además una potencial reducciónen el precio de estos dispositivos, los cuales podrían utilizaractuadores de menor costo, e.g., motores DC conengranajes, y aún así lograr prestaciones similares a lasalternativas comerciales actuales.
En una CC paralela, los enlaces cinemáticos, tambiénllamados piernas, convergen a un punto en común conocidocomo base [1]; el cual se muestra en el extremo inferior delrobot paralelo de la Fig. 2. El número de piernas – y laforma en la que éstas se actúan – determina el número y eltipo (i.e, rotacional o prismático) de grados de libertad(DoF) de los movimientos de los objetos adjuntos a la basedel robot (e.g., una cámara). Para reorientar cámaras, losGimbals necesitan 2-DoF o 3-DoF rotacionales. Con 2-DoFse logra estabilizar cualquier variación en los ejes roll y pitch del dispositivo de transporte (ver Fig. 3), y con 3-DoFse adiciona la posibilidad de estabilizar variaciones en el eje yaw [4].
Fig. 2: Robot paralelo de 3-DoF prismáticos cuyas piernasconvergen a una base en común en el extremo inferior del robot.
By Humanrobo (Own work) CC BY-SA 3.0, via WikimediaCommons
Una familia de CC paralelas basadas en la utilización de paralelogramos planares y piernas no-idénticas ha sido propuesta por Liu et al . en [5]. Aunque estas CC presentanexcelentes rangos de movimientos rotacionales y seacompañan de su análisis de cinemática inversa, lassugerencias de diseño disponen sólo de 1-DoF rotacional.La Plataforma Stewart [6], por otra parte, provee 3-DoFrotacionales y 3-DoF prismáticos pero a expensas de laincorporación de 6 motores, lo que adiciona peso y costosinnecesarios a un dispositivo que sólo requiere rotaciones.Finalmente, las CC esféricas propuestas por Gosselin et al. en [7,8] allá por los años 90’s, cuando los drones no eran
populares, proveen los 2-DoF o 3-DoF rotacionales que serequieren. Aunque aún no se han explorado estas CC enestabilización de imagen móvil, sí se han utilizado ensistemas de visión robótica [9].
Fig. 3: Ejes roll, pitch y yaw de dispositivos de transporte querotan a medida que se desplazan. By NASA [Public domain], via
Wikimedia Commons
Actualmente, se está trabajando en dos robots, uno de 2-DoF y otro de 3-DoF, utilizando impresoras 3D, cortadorasláser, motores DC de bajo costo, e integrando todo esto conun sensor de orientación MPU-6050 y una tarjeta Arduino;lo que resultará en un dispositivo económico con
prestaciones comparables a alternativas comerciales.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 177/253
166
2. Descripción del trabajo realizado
2.1. Diseño
Durante el diseño, diferentes componentes electrónicos y de
programación han sido considerados. Dentro de loscomponentes electrónicos se incluyen motores DC,sensores y controladores y por parte de los componentes de
programación se incluyen microcontroladores conmicroprocesadores.
2.1.1. Componentes Electrónicos
a) Sensor MPU6050: El MPU-6050 combina ungiroscopio de 3-ejes y un acelerómetro de 3-ejes en el mismo chip. Asimismo, incorporaun procesador movimiento capaz de procesarcomplejos movimientos en 6 ejes. Secomunica a través de la interfaz I2C y poseesu propia librería de uso.
b) A4973sb-t (Puente H): El ControladorA4973sb-t es un circuito electrónico que
permite a un motor DC girar en ambossentidos. Aparte este controlador tieneintegrado un freno el cual puede bloquear elgiro de las ruedas.
c) Motor DC: Los motores DC de 12 volts brindan un excelente torque mediante sureducción de engranajes interna. Produce un
poco ruido y tiene un bajo costo.
a) Sensor MPU6050,cortesía de SparkFunElectronics.
b) A4973sb-t, cortesía deAllegro MicroSystems,LLC.
c) Motor DC de 12 volts.
Fig. 4 a) sensor utilizado para la obtención de los ángulosde la cámara, b) Controlador Puente H utilizado para elcambio en la dirección de giro de los motores DC, c)Motores DC seleccionados para el Gimbal.
Tabla 1. Sensor MPU6050No Ítem Valor1. Sensor MPU60502. Voltaje de Entrada 2.3 – 3.4 v3. Voltaje de Entrada (Limite) -0.5 - 6 v4. Sensibilidad 131 LSB / dps5. Comunicación I2C 6 Pins6. Rango de Temperatura -40ºC a 105ºC
Tabla 2. Puente HNo Ítem Valor
1. Circuito Electrónico A4973sb-t2. Voltaje de Entrada 50V3. Corriente -1.5 a 1.5 A4. Voltaje Entrada Lógica 3 a 5.5 V5. Control de Corriente PWM
Tabla 3. Motor DC No Ítem Valor1. Voltaje de Entrada 6 – 12v2. Corriente nominal 40mA3. Velocidad nominal 23 – 46 RPM
2.1.2.
Componentes de Programación
a) Arduino UNO: La tarjeta de control ArduinoUNO provee el procesamiento de lainformación entregada desde los sensores ymediante su programación, entrega la respuestahacia los controladores Puente H.
a) Arduino UNO, cortesía de www.arduino.cc
Fig. 5 a) Microcontrolador utilizado para el procesamiento de datos recibidos por el sensor.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 178/253
167
Tabla 4. Arduino UNO. No Ítem Valor1. Microcontrolador ATmega328P2. Voltaje de Operación 5 v3. Voltaje de Entrada (Recomendada) 7-12 v
4. Voltaje de Entrada (Limite) 6-20 v5. Digital I/O Pins 146. Memoria Flash 32KB7. Velocidad de Reloj 16MHz
2.1.3. Diseño CAD
Mediante la utilización de un software CAD, se hadiseñado un sistema capaz de orientarse de formaautomática al ángulo previamente definido.
Fig. 6. Gimbal 2 DoFs con una cámara GoPro simulado
a) Rotación en el eje Y b) Rotación en el eje X
Fig. 7. Grados de libertad simulados
2.1.4. Control PID
Algoritmo de control Proporcional-Integrativo-Derivativo(PID), es un método muy utilizado en procesos continuosen industrias, debido a su simplicidad y alcance. Estecontrol minimiza el error generado a la salida de un proceso
obtenido, ajustando la entrada del mismo y logrando así unresultado más estable.
Fig. 8. Diagrama de bloques de un controlador PID
Este control será aplicado a nuestro sistema para controlarcada motor en forma independiente, mediante la
programación del microcontrolador utilizado.
Acción Proporcional: Disminuye el error en estadoestacionario y acelera el proceso inicial, pero la oscilaciónde la señal obtenida aumenta si la constante proporcionalKp incrementa demasiado.Acción Integral: Elimina errores estacionarios provocados
por la acción proporcional pero incrementa el número deoscilaciones.Acción Derivativa: estabiliza rápidamente el efecto de laacción proporcional reduciendo las oscilaciones yanticipándolas para un mejor control de perturbacióndespués.
Para estimar valores de las constantes utilizadas Kp Ti y Td,
existe un método que nos ayuda a aproximar a valoresadecuados.
Método de Ziegler-Nichols para bucle cerrado:
Aplicando solo el control P, se incrementa Kp desde 0 a unvalor crítico Kc hasta que se generen oscilacionessostenidas en su salida. Sino, la ganancia critica Kc y el
período P correspondiente se determinanexperimentalmente. Ziegler-Nichols sugirieren que paradeterminar los valores de los parámetros Kp, Ti y Td, seutilice la siguiente tabla:
Tabla 5. Parametros Ziegler-Nichols.No Ítem Kp Ti Td1. Control P 0,5*Kc - -2. Control PI 0,45*Kc (1/1,2)*P -3. Control PID 0,6*Kc 0,5*P 0,125*P

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 179/253
168
2.2. Implementación
2.2.1. Pseudo-código
I. Se definen los parámetros del cada controlador
PID (Kp, Ki, Kd, error anterior, integralacumulada e intervalo de tiempo).
II. Se declaran los pines del arduino que se van autilizar para el control de los motores y lectura delsensor.
III. Se inicializa la comunicación con el sensorMPU6050.
IV. Se entra en el "void loop" de arduino.V. Se realiza la lectura del sensor obteniendo los
datos de inclinación del eje X e Y.VI. Se comprueba si ha transcurrido el intervalo de
tiempo para ejecutar el control PIDVII. Al cumplirse el intervalo se calcula la componente
proporcional, integral y derivativa se multiplicacada una con su constante correspondiente
VIII. Se limita el valor integral a 255 por arriba y a -255 por abajo.
IX. Se suman los resultados P, I, D.X. Se actualiza el error pasado y la integral
acumulada.XI. Se traduce los valores obtenidos de la suma de P,
I, D de entre -255 a 255 a una salida PWM y a ladirección de giro del motor.
XII. Se reinicia el loop.
2.2.2. Piezas Diseñadas
El material usado para la construccion del Gimbal ha sidoABSplus. Este material se ha utilizado para la construccionde las Piezas en 3D, puesto que las piezas que conforman elGimbal tienen – algunas de ellas- formas complejas.
Fig. 9. Gimbal de 2 DoFs con cámara GoPro Impresa yEnsamblada.
a) Rotación en el eje Y b) Rotación en el eje X
Fig. 10. Experimentación de los grados de libertad
2.2.3. Control PID
Aplicando el método de Z-N mencionado, se obtienen quecon Kp= 25 se alcanza un valor crítico donde el sistema se
vuelve oscilatorio, con un período de P=0,33s, entonces sedeterminan los siguientes valores para las constantes:
Tabla 6. Resultado mediante el metodo Ziegler- Nichols.No Ítem Kp Ti Td1. Control PI 11,25 0,275 -
2. Control PID 15 0,165 0,04125
Con estos valores, no bastó para obtener un controlcompleto, por lo que se aplican las reglas heurísticas deajuste.Paso 1: Acción Proporcional
Tiempo integral (TI), a su máximo valor. Tiempo derivativo (TD), a su mínimo valor. Empezando con ganancia baja se va aumentando
hasta obtener las características de respuestadeseadas.
Paso 2: Acción integral Reducir el TI hasta anular el error en estado
estacionario, aunque la oscilación sea excesiva. Disminuir ligeramente la ganancia. Repetir hasta obtener las características de
respuesta deseadas.Paso 3: Acción Derivativa
Mantener ganancia y tiempo integral obtenidos
anteriormente. Aumentar el TD hasta obtener características
similares pero con la respuesta más rápida. Aumentar ligeramente la ganancia si fuera
necesario.
Siguiendo el Método Heurístico se obtuvieron lossiguientes gráficos:

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 180/253
169
Fig. 11. Respuesta al escalón con controlador P
Fig. 12. Respuesta al escalón con controlador PI
Fig. 13. Respuesta al escalón con controlador PID
3. Descripción de los resultados de lainvestigación
El peso de la estructura del Gimbal paralelo es de 320gramos en comparación a un Gimbal serial para una
GoPro3 que pesa aproximadamente 200g (Hot CNC FPVBGC 2 Axis Brushless Gimbal w/Controller fr GoPro 3Camera DJI Black).El Gimbal paralelo de dos grados de libertad tienelimitaciones de giro en el eje x entre -35 y 80 grados y en eleje y entre -50 y 70 grados debido a bloqueos físicos de laestructura.
4. Conclusiones
La utilización de motores DC no sólo significa menor precio de los actuadores, sino que también de loscontroladores.
No se logró obtener una respuesta del gimbal que cumpla elobjetivo de eliminar vibraciones o perturbaciones en elmovimiento de una forma rápida, debido a que los métodos desintonización PID no fueron adecuados al sistema.
Se aprecia que el controlador PID para cada eje posee parámetros de sintonización diferentes debido a la morfologíade cada eje. A diferencia de los robots paralelosconvencionales de posición que utilizan el mismo PID paracontrolar cada uno de sus brazos, y lograr una posicióndeterminada.
Se puede hacer una relación con los robots esféricos ycartesianos. Ya que estos no necesitan una cinemática inversa
para lograr el movimiento de orientación en el caso delesféricos y de posicionamiento en el caso de los cartesianos.
Referencias
[1] J. P. Merlet, Parallel robots (Vol. 128). Springer Science& Business Media, Second Edition, Springer
Netherlands, 2006.[2] P. Yedamale, Brushless DC (BLDC) motor
fundamentals, Microchip Technology Inc (2003): 20.[3] Gosselin, C., & Angeles, J. (1989). The optimum
kinematic design of a spherical three-degree-of-freedom parallel manipulator. Journal of Mechanical Design,111(2), 202-207.
[4] J.J. Craig, Introduction to robotics: mechanics andcontrol . Vol. 3. Upper Saddle River: Pearson Prentice
Hall, 2005.[5] Liu, X. J., Wang, J., & Pritschow, G. (2005). A newfamily of spatial 3-DoF fully-parallel manipulators withhigh rotational capability. Mechanism and MachineTheory, 40(4), 475-494.
[6] Dymarek, A., Dzitkowski, T., Herbuś, K., Kost, G., &Ociepka, P. (2014, February). Geometric analysis ofmotions exercised by the Stewart platform. In Advanced Materials Research (Vol. 837, pp. 351-356).
[7] Gosselin, C. M., & Hamel, J. F. (1994, May). The agileeye: a high-performance three-degree-of-freedomcamera-orienting device. In Robotics and Automation,1994. Proceedings, 1994 IEEE InternationalConference on (pp. 781-786). IEEE.
[8]
Gosselin, C. M., & St-Pierre, É. (1997). Developmentand experimentation of a fast 3-DOF camera-orientingdevice. The International Journal of Robotics Research ,16 (5), 619-630.
[9] Li, H., Luo, J., Huang, C., Huang, Q., & Xie, S. (2015).Design and Control of 3-DoF Spherical ParallelMechanism Robot Eyes Inspired by the BinocularVestibule-ocular Reflex. Journal of Intelligent & Robotic Systems, 78(3-4), 425-441.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 181/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
170
ACTAS DERESÚMENES DE TRABAJOS
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 182/253
171
I – PROCESOS TÉRMICOS

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 183/253
172
Diseño, construcción, ensayo y caracterización de unsistema de calentamiento con tecnología Peltier
Paulina Escobara, Diego Oyarzúna, Francisco Sepúlvedaa y Amador M. Guzmánb
a Departamento de Ingeniería Mecánica, Universidad de Santiago de Chile, Avenida Libertador Bernardo O'Higgins nº 3363.Estación Central. Santiago. Chile.
b Departamento de Ingeniería de Mecánica y Metalúrgica, Pontificia Universidad Católica de Chile, Avda. Vicuña Mackenna4860, Macul - Santiago - Chile
Resumen
Mantener la temperatura controlada es relevante en muchos sistemas de ingeniería y biológicos. Aplicación de interés biotecnológicos requieren por ejemplo de mantener y controlar la temperatura de un fluido en fase líquida en un rangoespecífico para favorecer el crecimiento de cultivos biológicos en procesos tales como ingeniería de proteínas ymetagenómica. Para lograr este propósito se diseñó, construyó y caracterizó un sistema electro-térmico basado en un móduloPeltier capaz de estabilizar la temperatura superficial de un fluido multifásico, dentro de un rango de temperaturasdeterminado por las características del proceso biológico. El suministro de energía térmica se realiza mediante un móduloPeltier. Debido al carácter termoeléctrico y semiconductor de los elementos constitutivos de módulo, se transforma un flujode electrones (intensidad de corriente) en un flujo de calor desde una región de baja temperatura a uno de alta. Se creó unsistema de calentamiento y control de temperatura con la capacidad de ser portable y funcionar autónomamente. Se decidió
utilizar un sistema de control en base a Arduino y termocuplas para registrar la temperatura del contenedor y sensoresfotosensibles para determinar la temperatura superficial. Simulaciones computacionales realizadas con un software comercialson llevadas a cabo para predecir el comportamiento general del sistema y encontrar parámetros de funcionamientoexperimentales adecuados. Se presentan las curvas características de operación bajo distintos consumos eléctricos en funciónde la temperatura superficial, velocidad de estabilización para distintos parámetros PID, y respuesta de la temperatura almodificar las propiedades termofísicas del fluido. Los resultados obtenidos son ajustados a los rangos operacionales propiosdel fenómeno biológico involucrado.
Keywords: PID, temperatura controlada, Peltier.
Referencias
[1] HEUBERGER, M.; VANICEK, J.; ZÄCH, M. The
extended surface forces apparatus. II. Precision temperaturecontrol. Review of Scientific Instruments, 2001, vol. 72, no9, p. 3556-3560.
[2] QIU, Xianbo; YUAN, Jingqi. Temperature control forPCR thermocyclers based on Peltier-effect thermoelectric.En Engineering in Medicine and Biology Society, 2005.
IEEE-EMBS 2005. 27th Annual International Conferenceof the. IEEE, 2006. p. 7509-7512.
[3] DEVILBISS, Roger S.; QUISENBERRY, Tony M.;POWELL JR, Harry C. Power control circuit for improved
power application and temperature control of low voltagethermoelectric devices. U.S. Patent No 5,682,748, 4 Nov.1997.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 184/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
173
Modelado de la interacción hidráulica entre una chapaperforada y un ventilador axial para refrigeración de
componentes electrónicos
A. Bengoecheaa,*, R. Antónb a Escuela de Ingeniería Mecánica, Pontificia Universidad Católica de Valparaíso, Los Carrera 01567, Quilpué, Chile
b Departamento de Ingeniería Mecánica, Tecnun, Universidad de Navarra, Paseo de Manuel Lardizabal 13, 20018 SanSebastián, España
*E-mail Autor: [email protected]
Resumen
Los dispositivos electrónicos han tenido un gran avance en las últimas décadas a nivel tecnológico como en la disminución detamaño. Sin embargo estos han generado un gran crecimiento del calor generado por los componentes del dispositivo y quede algún modo debe ser disipado para evitar un fallo térmico. La refrigeración forzada por aire mediante el uso de unventilador axial es una técnica comúnmente utilizada para este fin. La problemática que presenta esta técnica surge alfuncionar el ventilador axial en unas condiciones muy distintas a las de diseño en las cuales el fabricante establece su curvacaracterística (sin obstáculos aguas arriba y aguas abajo del ventilador). El ventilador suele ir acompañado de una chapa
perforada cuyo principal objetivo es reducir interferencias electromagnéticas. Tal y como se demuestra en [1, 2, 3], este tipode obstáculos suponen una degradación de la curva característica del ventilador. Por ello el punto de funcionamiento delsistema (intersección entre curva característica del ventilador y curva de impedancia hidráulica del sistema) tendrá un caudalde diseño inferior al cual el diseñador térmico determina mediante la curva del ventilador dada por el fabricante. Debido aeste hecho, una práctica habitual a la hora de realizar un diseño térmico es sobredimensionar el ventilador aplicando uncoeficiente de seguridad al caudal de diseño. Sin embargo esto implica un mayor consumo por parte del ventilador. Elobjetivo que persigue este trabajo es un modelo lineal para aproximar la curva característica del conjunto chapa-ventilador, demodo que mediante su uso se pueda evitar el sobredimensionar el ventilador en un diseño térmico. El modelo se basa en
predecir mediante unas correlaciones presentadas en [1] la reducción que sufren los puntos de máximo caudal volumétrico yde máxima presión estática de la curva de un ventilador en presencia de un obstáculo. Para validar los resultados obtenidosmediante este modelado, se han realizado unas mediciones experimentales en un túnel de viento y se han comparado losresultados obtenidos experimentalmente con aquellos obtenidos mediante el modelado lineal. El ajuste entre ambas curvas
permite concluir que modelar la curva característica del conjunto chapa-ventilador del modo expuesto es una buena opción ala hora de realizar un diseño térmico.
Keywords: Refrigeración, curva característica, ventilador axial, diseño térmico.
Referencias[1]
R. Antón, A. Bengoechea, A. Rivas, J. C. Ramos, G.S.Larraona, Performance of Axial Fans in CloseProximity to the Electromagnetic CompatibilityScreens, Journal of Electronic Packaging 134 (2012).
[2] R. Grimes, M. Davies, J. Punch, T. Dalton, R. Cole,Modelling Electronic Cooling Axial Fan Flows, Journal
of Electronic Packaging, Transactions of the ASME 123(2002) 112-119.
[3] S.C. Lin, C.A. Chou, Blockage effect of axial-flow fansapplied on heat sink assembly, Applied ThermalEngineering 24 (2004) 2375-2389.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 185/253
174
Enfriamiento de baterías de auto solar con materialesde cambio de fase líquida a sólida
Nelson Moraga, Ricardo Araya
Departamento de Ingeniería Mecánica, Universidad de La SerenaBenavente 980, La Serena, Email: [email protected]
Resumen
El rendimiento de las baterías de acumulación de energía de autos solares disminuye dramáticamente si su temperaturasupera los 40°C. En este trabajo se presentan resultados del diseño de sistemas de enfriamiento de baterías de litio de unauto solar de carrera que utilizan materiales de cambio de fase líquida a sólida para lograr el enfriamiento requerido. Elanálisis se efectúa para dos sistemas, uno que emplea n-octadecano y otro que usa tres capas de diferentes materiales decambio de fase: ácido cáprico, eicosano y carbonato sódico decahidratado. La modelación incluye procesos trasientes biy tridimensionales que permiten caracterizar en forma conjugada la difusión transitoria con generación interna del calorgenerado en las baterías y la transferencia de calor por convección natural y conducción en los materiales de cambio defase. La simulación computacional se efectúa empleando el método de volúmenes finitos, implementado en el
programa ANSYS-Fluent. Los resultados térmicos se describen mediante la variación en el tiempo de la distribución detemperatura en las baterías y en el material de cambio de fase, mientras que los resultados de mecánica de fluidosincluyen la variación transitoria de las distribuciones de las líneas de corriente y velocidad en el material de cambio defase líquida a sólida. La eficiencia de cada sistema de enfriamiento investigado se comparó con la variación transientede la distribución de temperatura del sistema base de baterías sin material de cambio de fase.
Agradecimientos: de los autores por el apoyo recibido de MINEDUC en el proyecto PMI sobre Eficiencia Energéticay Sustentabilidad Ambiental de la Universidad de La Serena (2015-2017) y al proyecto FONDECYT 11140074.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 186/253
175
SSOP® (Steam System Optimization Program)Increasing the Efficiency, Reliability &Profitability, & Reducing Carbon
Emissions for industrial Plants
TLV Co. Ltd.
TLV Co. Ltd, 881Nagasuna, Noguchi, Kakogawa, Hyogo 675-811, Japan*E-mail Contacto : [email protected]
Resume
Historically, steam systems have provided the most effective source of readily conveyable energy to industrial processapplications, and there is NO Similar Low Cost substitute that can replace steam. Without steam, industrial productionwould be dramatically curtailed, and the low cost manufactured products that are made from steam’s heat or power -generation assistance would not exist. Without steam, or quality of life, economies and society in general would suffer [1].
Every industrial plant faces different challenges (“Pains”) to maintain safe, reliable, and efficient operation. TLV's long-term experience serving a wide variety of industries has shown that many of these problems can be linked to the steamsystem [1].
SSOP® is a step based program developed to prevent or mitigate such typical "pains" oriented to Optimize the SteamSystem through Visualization and Implementation of Best Practices:
Best Practice Steam Trap Management (BPSTM®) – Condensate discharge and condensate recovery Consulting & Engineering Service (CES) – Steam usage efficiency, waste heat recovery, energy balance
simulation
As of September 2014, from the 72 major oil refineries and petrochemical plants in Japan about half (36 plants) havealready implemented SSOP® either throughout the entire plant or in stages.Also TLV have been very successful to implement these activities in General Industry (i.e. Corrugating, Tire, Edible Oil,etc) where steam is used in a general basis.
As a result from these activities, for the Japanese domestic industries, a 202 t/h steam loss reduction has been achieved(number only for measured data). Approximately 3.7 bil. JPY/y ($37 MUSD/y), and CO2 emissions are reduced byapproximately 253,000 t/y (average steam costs: 2,000 JPY/t ($20 USD/t), 24 h/d, 365 d/y, continuous operation).Additionally we have successfully mitigated “Water Hammer” & “Heating Efficiency Problems” in all these plants.
Keywords: Steam System, Efficient Use of Steam, Energy Saving, Reliable Operation
References
[1] James Risko, TLV Corporation, “Why Bad ThingsHappen to Good Steam Equipment”, ChemicalEngineering Magazine Issued March 2015

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 187/253
176
The order decomposition method for structure-bornesource characterization of cylindrical structures
R. A. AlzugarayDepartamento de Ingeniería Mecánica, Universidad de La Frontera,
Calle Candelaria s/n, Campus Andrés Bello, Temuco 4811230, ChileE-mail Autor: [email protected]
Resumen
The analysis and prediction of structure-borne sound applied to low-noise design requires to consider the physical processthat goes from generation, transmission, propagation to radiation [1]. Based in the knowledge that the vibration transmissionshould be expressed in terms of the active power [2], the force and velocity fields are sought as relevant quantities involvedin the understanding of the physical problem.The order decomposition [3, 4], by means of the spatial Fourier decomposition, allows to gain more physical insight bydividing a complex source into several single theoretical sources. This compact representation makes possible to determinethe order that governs the vibratory behaviour of the structure.The aim of the present contribution is to extend in one more dimension the original order decomposition formulation, inorder to analyse the response of a cylindrical structure with circumferential and axial interdependence. The theoretical basisand experimental results are shown for the special case of a vertical drainage pipe conveying two-phase flow.
Keywords: structure-borne sound, source characterization, order decomposition, cylindrical structure
Referencias
[1] L. Cremer, M. Heckl, B.A.T. Petersson. Structure-Borne Sound, Springer Verlag, Berlin, 3rd edition,2005.
[2] B.A.T. Petersson, B.M. Gibbs, Towards a structure- borne sound source characterization. Applied Acoustics,61:325 – 343, 2000.
[3] H.A. Bonhoff & B.A.T. Petersson. The influence ofcross-order terms in interface mobilities for structure-
borne sound source characterization: Plate-likestructures. Journal of Sound and Vibration, 311:473 – 484, 2008.[4] H.A. Bonhoff & B.A.T. Petersson. The influence
of cross-order terms in interface mobilities for structure- borne sound source characterization: Force-orderdistribution. Journal of Sound and Vibration, 322:241 – 254, 2009.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 188/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
177
II – COMBUSTIÓN

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 189/253
178
Efectos del índice de oxígeno en la producción ytemperatura del hollín en una llama de difusión laminar
inversa de etileno
F. Escuderoa,b, A. Fuentesa,*, R. Demarcoa, J.-L. Consalvic, F. Liud, J.C. Elicer-Cortésb, C. Fernandez-Pelloe
a Departamento de Industrias, Universidad Técnica Federico Santa María, Av. España 1680, Valparaíso, Chile. b Departamento de Ingeniería Mecánica, Universidad de Chile, Av. Beauchef 850, Santiago, Chile.
c Aix-Marseille Université, IUSTI/ UMR CNRS 7343, 5 rue E. Fermi, 13453 Marseille Cedex 13, France.d Black Carbon Metrology, Measurement Science and Standards, National Research Council of Canada, 1200 Montreal Road,
Ottawa, Ontario, Canada K1A 0R6.e Department of Mechanical Engineering, University of California, Berkeley, CA 94720, USA.
*E-mail: [email protected]
ResumenUn estudio experimental fue realizado para investigar los efectos del índice de oxígeno (OI) en una llama de difusión laminarinversa de etileno (IDF). El OI, definido como la fracción molar de oxígeno en el oxidante, se varió desde 21% hasta 37% ysu influencia se midió en términos de la altura de llama, fracción en volumen de hollín, temperatura del hollín y fracciónradiativa. La altura de la llama a la estequiometría fue medida por emisión espontánea de radicales CH* [1] y se encontró quedisminuye a medida que se aumenta el OI, de manera similar a llamar normales de etileno [2]. En contraste, la alturaluminosa de la llama se incrementa con el OI porque el hollín puede seguir formándose y creciendo más allá de la zona dereacción. Los perfiles radiales de fracción en volumen de hollín y temperatura del hollín fueron evaluados mediante la técnicade Absorción/Emisión Modulada (MAE) [3]. Las intensidades en una línea de visión, integradas a lo largo del camino óptico,fueron capturadas por una cámara ECCD a dos longitudes de onda y luego invertidas utilizando técnicas de deconvolución
[4] y regularización [5] para obtener perfiles radiales de fracción en volumen de hollín y temperatura. Al aumentar el OI seincrementa la fracción en volumen de hollín debido a mayores temperaturas y tasas de formación del hollín. Tanto lascantidades de hollín locales e integradas se incrementan con el OI. La fracción radiativa de la IDF estudiada se incrementacon el OI de una manera similar a la fracción en volumen de hollín integrada.
Keywords: Llama de difusión laminar inversa, índice de oxígeno, fracción en volumen de hollín, temperatura del hollín,fracción radiativa.
Referencias
[1] B.C. Ko, K.-H. Cheong, J.-Y. Nam, Fire detection basedon vision sensor and support vector machines, FireSafety Journal 44 (2009) 322-329.
[2]
A. Fuentes, R. Henríquez, F. Nmira, F. Liu, J.-L.Consalvi, Experimental and numerical study of theeffects of oxygen index on the radiation characteristicsof laminar coflow diffusion flames, Combustion andFlame 160 (2013) 786-795.
[3] T.P. Jenkins, R.K. Hanson, Soot pyrometry usingmodulated absorption/emission, Combustion and Flame126 (2001) 1669-1679.
[4] C.J. Dasch, One-dimensional tomography: acomparison of Abel, onion-peeling and filtered
backprojection methods, Applied Optics 31 (1992)1146-1152.
[5] K.J. Daun, K.A. Thomson, F. Liu, G.J. Smallwood,Deconvolution of axisymmetric flame properties usingTikhonov regularization, Applied Optics 45 (2006)4638-4646.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 190/253
179
Gasificación a pequeña escala usando residuos forestalesde lenga para producción de electricidad rural en la región
de Magallanes
J. Alvareza, H. Vidala,* , J. Oterob , J. Sánchezb
a Centro de Estudio de los Recursos Energéticos, Universidad de Magallanes, Av. Bulnes 01855, Casilla 113-D,Punta Arenas, Chile
b Centro de Investigaciones Energéticas, Medioambientales y Tecnológicas, CIEMAT,Madrid, España
*E-mail Autor: [email protected]
Resumen
Chile exhibe una fuerte dependencia de combustibles fósiles importados para uso industrial y generación eléctrica. Ademásde lo anterior, en áreas de baja densidad poblacional y de difícil acceso debido a condiciones geográficas, no eseconómicamente viable extender la red eléctrica nacional a toda la población. En este escenario, es posible usar la biomasa
proveniente de residuos de la industria forestal para alimentar sistemas de generación eléctrica a pequeña escala encomunidades rurales aisladas de la red eléctrica.Por otro lado, la gasificación de biomasa para producir gas combustible ha estado recibiendo una creciente atención en lasúltimas décadas y se ha convertido en una de las opciones tecnológicas renovables más prometedoras en muchos países parasuministro de energía térmica y eléctrica [1].Este artículo presenta los resultados de un estudio experimental que permitió la gasificación de residuos generados en laindustria maderera de la región de Magallanes. Nothofagus Pumilio, conocida como madera de LENGA es usada como
biomasa en el presente estudio alimentando a un gasificador de pequeña escala tipo downdraft de lecho fijo, 10 kW, modeloImbert [2], el cual es montado e instrumentado en el laboratorio del Centro de Estudio de los Recursos Energéticos (CERE)en la Universidad de Magallanes, según [3]. El gasificador es usado para convertir astillas de madera en un gas de bajadensidad energética que es combustionado en un motor de encendido por chispa acoplado a un generador eléctrico.El objetivo de este estudio es explorar la calidad del gas producido y el rendimiento de la gasificación. También sonestudiados, la composición del gas pobre, el poder calorífico y la tasa de producción de gas. Un analizador de gases es usado
para medir en forma continua una muestra del gas de síntesis proveniente del reactor del gasificador. La composición mediadel gas de síntesis para condiciones normales de operación del gasificador con astillas de madera de Lenga y una carga de 3kW resulta ser: 21.1% H2, 24.5% CO, 12.3% CO2, 2.65% CH4 y un 39% N2, con un poder calorífico inferior (PCI) de 6.3MJ/Nm3. Los resultados preliminares son alentadores y constituyen el primer paso hacia una aplicación exitosa de estatecnología en las comunidades aisladas del sur de Chile.
Keywords: Energía renovable, Gasificación, Biomasa, Downdraft, electricidad rural
Referencias
[1] McKendry P., Review paper: Energy productionfrom biomass(part3):gasification technologies.Bioresource Technology 83, 2002, 55 – 63.
[2]
GEK wiki homepage. Retrieved 3.3.2014, fromhttp://wiki.gekgasifier.com/w/page/6123718/FrontPage.
[3] Janajreh I., Al Shrah M., Numerical andexperimental investigation of downdraftgasification of wood chips. Energy Conversionand Management 65, 2013, 783-792.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 191/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
180
Effects of oxygen index on soot production in an acetylenelaminar axisymmetric difussion flame.
J. Pinoa, F. Escuderob, A. Fuentesa,*
a Departamento de Industrias, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V, Valparaíso, Chile*E-mail Autor: [email protected]
Resumen
An experimental study was carried out to study the effects of Oxygen Index (OI) on soot production for a laminar coflowdiffusion flame with acetylene under the smoke point conditions. The OI is defined in this study as the mole fraction ofoxygen in the oxidizer flow and modified in this work from 17% to 39%. The line-of-sight attenuation (LOSA) technique [1]at different heights above the burner (HAB) was used in order to obtain the attenuated beam generated at 670 nm andcaptured by an ECCD camera. The radial soot profiles were then calculated from projected data using a Deconvolution and aThikonov regularization method in order to obtain radial profiles of soot volume fraction (f soot) [2]. Also, the local radiativeheat flux released by the flame was obtained by a Schimth-Boelter radiometer mounted in a linear motor [3] The geometry ofthe flame was also measured [4] by means of CH* spontaneous emissions. By increasing the OI the flame height isconsistently reduced and the reaction becomes well defined. The Roper’s theory was employed and used to normalize the
flame geometry for different conditions. The OI also has a direct effect on the soot formation/oxidation processes increasingmonotonically the local soot volume fraction and the integrated radial soot production. These increase were expected becausethe local temperature of the flame is enhanced by the OI and directly influence the soot formation processes. Finally, theradiative heat flux released by the flame increased with the OI and was correlated with the peak of integrate soot volumefraction along the flame axis.
Keywords: Oxygen Index, Soot Volume Fraction, Flame Height, Laminar Diffusion Flame, Radiative Heat Flux
Referencias
[1] Thomson, K. A., Johnson, M. R., Snelling, D. R., &Smallwood, G. J. (2008). Diffuse-light two-dimensionalline-of-sight attenuation for soot concentrationmeasurements. Applied optics, 47 (5), 694-703.
[2] Daun, K.J., Thomson, K.A., Liu, F., Smallwood, G.J.,“Deconvolution of axisymmetric flame properties using
Tikhonov regularization”, Appl. Opt. 45: 4638 (2006).
[3] Fuentes, A., Legros G., El-Rabii, H., Vantelon, J.-P.,Joulain, P., Torero, J. L., “Laserinduced incandescencecalibration in a three-dimensional laminar diffusion flame”, Exp. Fluids 43: 939-948 (2007).
[4] Ko, B.C., Cheong, K.-H., Nam, J.-Y., “Fire detection based on vision sensor and support vector machines”, Fire
Saf. J. 44: 322-329 (2009).

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 192/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
181
Oxidación parcial de petróleo pesado en un medio porosoinerte
S. Caroa, R. Cisternasa, M.Toledoa*, F. Graciab
aDepartamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España 1680, Valparaíso, Chile bDepartamento de Ingeniería Química y Biotecnología, Facultad de Ciencias Físicas y Matemáticas, Universidad de Chile,
Beauchef 850, Santiago, Chile*E-mail Autor: [email protected]
ResumenLa generación de hidrógeno (H2) y gas de síntesis (H2 y CO) se obtiene de hidrocarburos livianos principalmente, siendo elgas natural el combustible más utilizado de todos. El proceso de oxidación parcial en un medio poroso es de interés ya que
permite producir gas de síntesis (H2 y CO) de manera eficiente [1-2]. Este trabajo estudia la oxidación parcial de petróleo pesado en un medio poroso de manera experimental y numérica. El estudio experimental se realiza con mezclas ricas de FuelOil N°6 en un reactor de 140 mm de diámetro, 700 mm de largo, con la mitad rellena con esferas de alúmina de diámetro 5,6mm. Se obtienen regímenes de combustión estables con una relación de equivalencia y velocidad de filtración [cm/s]; donde se obtiene un 9,98% de H2 y 15,85% de CO en los productos, y temperaturas cercanas a los 1100°C.Para el estudio numérico se considera n-C12H26 como sustituto del petróleo pesado y se asume que se encuentra en estadogaseoso al interactuar con el medio poroso. Se utiliza un modelo de combustión en medios porosos unidimensional ytransiente que consiste en ecuaciones de equilibrio de energía y conservación de masa, discretizado en diferencia finita yresuelto utilizando el algoritmo de la matriz tridiagonal en un código FORTRAN 90. En la simulación se obtienen
temperaturas del orden de los 1100°C y 6,3% de H2 y 4,6% de CO en los productos para . En conclusión se confirmela generación de gas de síntesis desde un hidrocarburo pesado utilizando la tecnología de combustión en medios porososinertes.
Keywords: Oxidación parcial, medios porosos, petróleo pesado, gas de síntesis
Referencias
[1] Kennedy L, Bingue J, Saveliev A, Fridman A, Foutko S. Chemical structures of methane – air filtration combustion wavesfor fuel-lean and fuel-rich conditions, Proceedings of the Combustion Institute, 28, (2000) 1431-1438.
[2] Toledo M, Bubnovich V, Saveliev A, Kennedy L. Hydrogen production in ultrarich combustion of hydrocarbon fuels in porous media”, International Journal of Hydrogen Energy, 34 (2009) 1818-1827.
Los autores agradecen el financiamiento otorgado por el Proyecto FONDECYT 1121188..
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 193/253
182
Generación de gas de síntesis por oxidación parcial decarbón sub-bituminoso en medios porosos híbridos con
vapor solar
N. Ripolla, R. Urzúaa, M. Toledoa,* a Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V,
Valparaíso, Chile*E-mail Autor: [email protected]
Resumen
La creciente demanda energética, el agotamiento de los recursos fósiles y las crecientes exigencias medioambientales [1]exigen nuevas alternativas o mejoras sustanciales en el uso de la energía. El proceso de gasificar carbón permite tanto ampliarsu espectro de utilización como mejorar su eficiencia de quemado. Sin embargo, existe una brecha técnico-económica entre lacombustión directa y la gasificación. Brecha, que la tecnología en medios porosos híbridos (MPH) ha reducido [2-4].El presente trabajo presenta un estudio experimental de la combustión de carbón sub-bituminoso nacional en un reactor demedios porosos híbrido bajo condiciones de oxidación parcial a partir de mezclas de aire/vapor con aportes de energía solar.El procedimiento experimental utilizado es el presentado en [2], modificado para considerar el efecto del aporte solar en laestabilidad del sistema. Las variables consideradas son la cantidad de vapor de agua, aire y porcentaje volumétrico de carbón.Se analizan la composición de los gases productos de combustión, perfiles de temperaturas y velocidad de frente de llama.Los resultados demuestran que: es factible implementar energía solar en el proceso de gasificación; el carbón nacional (sub-
bituminoso) puede ser gasificado utilizando la tecnología de medios porosos híbridos; y finalmente, la producción de gas desíntesis se maximiza al operar con mezclas H2O/O2 de 3.8, velocidad de filtración de 52,9 cm/s, y fracciones de 50% en
volumen de carbón en el MPH. Keywords: Gasificación, Medios porosos híbridos, Carbón, Energía solar
Referencias[1] International Energy Agency (IEA), “Energy and Climate Change,” Paris, France, 2015. [2] M. Toledo Torres, K. Araus Sarmiento, and D. Vasconcelo Araya, “Syngas production from coal in presence of steam
using filtration combustion,” Hydrog. Energy - Challenges Perspect., pp. 1 – 6, 2015.[3] S. Caro, D. Torres, and M. Toledo, “Syngas production f rom residual biomass of forestry and cereal plantations using
hybrid filtration combustion,” Int. J. Hydrogen Energy, vol. 40, no. 6, pp. 2568 – 2577, 2015.[4] K. Araus, F. Reyes, and M. Toledo, “Syngas production from wood pellet using filtration combustio n of lean natural gas –
air mixtures,” Int. J. Hydrogen Energy, vol. 39, no. 15, pp. 7819 – 7825, May 2014.
Los autores agradecen el financiamiento otorgado por el Proyecto FONDAP “Solar Energy Research Center (SERC-Chile)”.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 194/253
183
Investigación experimental de la generación de gas desíntesis a partir de la mezcla polietileno-madera
J. Rosasa, S. Caroa, R. Garciaa, M. Toledoa,*
a Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V,Valparaíso, Chile
*E-mail Autor: [email protected]
Resumen
El polietileno representa cerca del 60% en peso de los residuos sólidos urbanos y la biomasa (madera) es uno de los recursosenergéticos con mayor potencialidad en Chile. En el presente trabajo se investiga experimentalmente la combustión filtradade la premezcla gas natural-aire [1] en un reactor poroso (85% porosidad) y su utilización para la generación de gas desíntesis a partir de la mezcla de polietileno de alta densidad (HPDE) y pellets de madera (eucalipto) [2,3], en un nuevo diseñoy configuración de reactor. Se registran las temperaturas, velocidades y productos de la reacción utilizando mezclas de
polietileno/madera desde 100/0 hasta 40/60 (%/% en volumen), para una relación de equivalencia (Φ) igual a 0,8 y un caudalde premezcla de 20 l/min. La línea base de la combustión filtrada registra una temperatura de 856° C y una velocidad delfrente de combustión de -0,017 cm/s. Para las mezclas polietileno-madera, la mayor temperatura (867° C) se presenta para elensayo con 100% HDPE, mientras que la velocidad más alta (-0,02 cm/s) se registra para el ensayo con 60/40. La máximageneración de hidrógeno-H2 (10,73%) y monóxido de carbono-CO (12,55%) se obtiene para el ensayo con 100% HDPE. Lamáximo emisión de NOx se registra para la mezcla 40/60, con un valor de 77,6 ppmvol. Un incremento en el porcentaje demadera en la mezcla produce: una disminución de la temperatura de reacción; un aumento de la velocidad del frente decombustión; y un aumento en la generación de CO2. En conclusión el nuevo diseño de reactor permite la obtención de gas desíntesis a partir de polietileno y madera.
Keywords: Gas de síntesis, Combustión filtrada, Polietileno, Madera, Gasificación.
Referencias
[1] Kennedy L.A, Saveliev V, Bingue J.P. Filtrationcombustion of methane wave in air for oxygen-enrichedand oxygen-depleted environments. Proceedings of theCombustion Institute, Volume 29, 2002/pp. 835 – 841.
[2] Ahmed I.I., Nipattummakul N., Gupta A.K.Characteristics of syngas from co-gasification of
polyethylene and woodchips. The CombustionLaboratory, University of Maryland, Department of
Mechanical Engineering, College Park, USA, 2010.
[3] Kumabe K, Hanaoka T, Fujimoto S, Minowa T,Sakanishi K. Co-gasification of woody biomass andcoal with air and steam. National Institute of AdvancedIndustrial Science and Technologhy. Hiroshima, Japan.2006.
Los autores agradecen el financiamiento otorgado por el
Proyecto FONDECYT 1121188.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 195/253
184
Análisis experimental del proceso de combustión dela mezcla diésel/biodiesel en fuentes fijas y móvil
F. Cerecedaa,b,*, M. Ossesa,c, M. Toledoa,c a Centro de Tecnologías Ambientales (CETAM), Laboratorio de Química Ambiental (LQA), Universidad Técnica Federico
Santa María, Av. España 1680, Casilla 110-V, Valparaíso, Chile b Departamento de Química, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V, Valparaíso, Chile
b Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V,Valparaíso, Chile
*E-mail Autor: [email protected]
Resumen
La diversificación de la matriz energética nacional mediante la incorporación de biocombustibles se define con la publicaciónen el Diario Oficial del la norma DS Nº 11/2008, que aprueba definiciones y especificaciones de calidad para la producción,importación, transporte, almacenamiento, distribución y comercialización de bioetanol y biodiesel [1]. Para propiciar estaincorporación se han financiado proyectos que buscan tanto la producción de biocombustibles desde distintas materias primascomo su análisis en procesos de combustión. En este contexto el Proyecto FONDEF D09 I 1070 [2] presenta resultados
preliminares del uso de mezclas de diesel/biodiesel en fuentes fijas (cámara de combustión-escala laboratorio y hornoisotérmico-escala piloto industrial) y móvil (vehículo diésel de manera off-road en freno dinamométrico). Se realizan los
balances energéticos y las mediciones de emisiones gaseosas y de material particulado generadas en procesos de combustiónutilizando mezclas diésel/biodiesel en cada una de las fuentes mencionadas. Los resultados experimentales muestran que parala cámara de combustión y mezclas B2, B5 y B20 se obtienen emisiones de CO2, CO, SO2 y NOX similares a la línea base de
petróleo diésel y bajo la normativa respectiva, sin embargo en el caso del material particulado la emisión de PM2,5 está sobre
lo permitido por la normativa. Para el horno isotérmico se presenta un buen comportamiento con mezclas hasta B20, sinembargo para utilizar B100 se requiere modificar el sistema de inyección (precalentamiento de biodiesel) y sus resultadosindican que contaminantes como CO y material particulado MP2,5 y MP10 superan las emisiones de la línea base de petróleodiésel. Finalmente los resultados del vehículo de manera off-road muestran una buena performance hasta la mezcla B20 perocon un aumento en las emisiones de NOX y disminuciones en los THC y MP2,5 respecto de la línea base con petróleo diésel.En conclusión, en base a los resultados experimentales preliminares para fuentes fijas y móvil se muestran beneficios hastautilizar una mezcla de B20, mayor a la definida en la norma DS Nº 11/2008 que señala entre B2 y B5.
Keywords: Combustión, Diesel, Biodiesel, Vehículo, Horno.
Referencias
[1]
Norma DS Nº 11/2008, Ministerio de Economía,Fomento y Reconstrucción.[2] Proyecto FONDEF D09 I 1070, Análisis y generación
de base de datos de potencial energético y emisionescontaminantes de biocombustibles de interés nacional.
Los autores agradecen el financiamiento otorgado porel Proyecto FONDEF D09 I 1070.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 196/253
185
Ignición espontánea y burning rate de un estrato vegetalrepresentativo de la vegetación forestal chilena.
N. Hernándeza*, A. Fuentesa, K. Muñoza , F. Contrerasa
a Departamento de Industrias, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V, Valparaíso, Chile*E-mail Autor: [email protected]
Resumen
Se estudió experimental y teóricamente el comportamiento de la ignición espontánea de un estrato de vegetación forestalrepresentativo de la vegetación chilena, provocada por flujo radiativo controlado [1]. En el experimento se utilizaroncalentadores cilíndricos de diferentes diámetros que representan partículas incandescentes idealizadas. El objetivo escomprender el proceso de encendido por “Fire Brands” que ocurre normalmente en los procesos de propagación de incendios
forestales [2]. Una primera etapa de caracterización, mediante un radiómetro tipo Schimth-Bouleter, permitió establecerdistintos flujos de calor superficial liberados por los calentadores [3]. Se utilizó como estrato de vegetación forestal Pino deltipo Radiata, común en la zona de Valparaíso, Chile. La caracterización de la vegetación fue llevada a cabo siguiendo lasrecomendaciones de Tihay et al. [4] para un combustible completamente seco, donde se controló principalmente la porosidaddel estrato. El proceso de quemado, una vez ocurrida la ignición, fue estudiado mediante la pérdida de masa vegetal con una
balanza apropiada, de resolución 0,001 [mg] [5]. Estos datos permitieron también validar el tiempo de encendido. Por otrolado, termocuplas dispuestas al interior del estrato permitieron medir la penetración del flujo de calor en la vegetación. Conlos datos obtenidos fue posible analizar el tiempo hasta la ignición para distintos flujos de calor radiativos incidentes sobre elestrato vegetal y conformar con esto una posible teoría que explica este fenómeno [3], configurando una herramientaimportante desde el punto de vista de la seguridad contra incendios forestales. El proceso de “burning rate” fue estudiado
siguiendo la tasa de pérdida de masa de la vegetación para diferentes porosidades. Los resultados fueron contrastados a
estudios realizados en otras configuraciones y con otros tipos de combustibles vegetales, mostrando comportamientosequivalentes [5].
Keywords: brands, ignition, radiation, wildland fuel, burning rate
Referencias
[1] A.C. Fernandez-Pello, in: G. Cox (Ed.), CombustionFundamentals of Fire, Academic Press, San Diego,1995.
[2] S. L. Manzello, T. G. Cleary, J. R. Shields, A.Maranghides, W. Mell, J. C. Yang, Experimentalinvestigation of firebrands: Generation and ignition of
fuel beds, Fire Safety Journal 43 (2008) 226 – 233.[3]
P. Mindykowski, A. Fuentes, J. Consalvi, B. Porterie,Piloted ignition of wildland fuels, Fire Safety Journal 46(1-2) (2011) 34 – 40.
[4] V. Tihay, A. Simeoni, P.A. Santoni, L. Rossi, J.P. Garo,J.P. Vantelon, Experimental study of laminar flamesobtained by the homogenization of three forest fuels,Int. Journal of Thermal Sciences 48 (2009) 488 – 501.
A. Fuentes & J.L. Consalvi, Experimental Studyof the Burning Rate of Small-Scale Forest FuelLayers, Int. Journal of Thermal Sciences 74(2013) p. 119--125.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 197/253
186
Análisis computacional de la conversión de la energía decombustión de metano en medios porosos en energía
eléctrica
V. Bubnovich, P. San Martín, Luis HenriquezUniversidad de Santiago de Chile, Av. B. O´Higgins 3363, Santiago, Chile
*E-mail Autor: [email protected]
Resumen
El presente trabajo tiene como objetivo estudiar computacionalmente la combustión de mezclas póbres del gas de metano conaire en un quemador de medio poroso cilíndrico anular. Mientras el cilindro externo del quemador se encuentra aislado, elcilindro interno es recubierto por un conjunto de elementos termoeléctricos y enfriado por un fluido refrigerante (agua). Lacombustión de mezclas pobres metano/aire se realiza en el espacio cilíndrico anular entre ambos cilindros. Como resultado, elconjunto de elementos se encuentra en una situación donde el lado expuesto al enfriamiento se mantiane a una temperatura
baja (Tc) y el lado en contacto con el medio poroso es llevado por el proceso de combustión a una temperatura alta (Th). Silos procesos de combustión y de efriamiento se ajustan entre sí de tal forma que la temperatura media de los elementos y elgradiente de temperatura alcanzado por ambos lados de los mismos tienen valores recomendados por el fabricante de loselementos, entonces con el rendimiento máximo se puede convertir directamente la energía de combustión en la energíaeléctrica. Para lograr el objetivo propuesto, en el trabajo se desarrolla un modelo matemático bidimencional el que esimplementado en el ambiente de COMSOL 4.3a. En la primera etapa, se analizan las propiedades de ondas de combustión enfunción de la relación de equivalencia combustible-aire, la velocidad de filtración del gas, las pérdidas del calor desde el
cilindro interno del quemador hacia un fluido refrigerante, y la magnitud del radio del cilindro interno. Como resultado, se buscan las situaciones que permiten la generación de ondas de combustión que se desplazan a velocidades del orden de 0.1mm/s, y con valores mas bajos posibles de la relación de equivalencia combustible-aire. En base a los resultados obtenidos,se optimiza un quemador de medio poroso anular para su utilización como fuente de energía térmica en la generación de laenergía eléctrica mediante elementos termoeléctricos [1]. Particularmete, se encontró que con la velocidad de filtración delgas de 0.7 m/s, el radio del cilindro interno de 0.02m y del cilindro externo de 0.05m, el coeficiente de pérdidas convectivasde 1500W/m2/K y la relación de equivalencia combustible-aire de 0.363 el módulo de elementos termoeléctricos acopladocon el cilindro interno de 0.5m de largo generaba 20W de potencia eléctrica, alcanzando una eficiencia global del sistema de5.64%.
Keywords: combustión, medios porosos, energía, simulación computacional, elementos termoeléctricos.
Agradecimientos. El autor agradece el apoyo recibido de CONICYT a través del proyecto FONDECYT 1131156 y de
Academia Politecnica Aeronáutica de Chile, APA.
Referencias
[1] Valeri I. Bubnovich, Manuel F. Maiza and Luis A.Henríquez-Vargas, Analysis of Thermal Energy
Conversion into Electric Power inside a Porous MediaBurner, Theoretical Foundation of ChemicalEngineering, Vol. 46, No. 6, pp. 666 – 111, 2012.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 198/253
187
Effect of oxygen index on the morphology of soot particlesfor a laminar axisymetric diffusion flame
J. Morána , J. Cuevasa, F. Escuderoa & F. Liub, A. Fuentesa,*
a Departamento de Industrias, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V, Valparaíso, Chile b Black Carbon Metrology, Measurement Science and Standards, National Research Council, Ottawa, Canada K1A 0R6
*E-mail Author: [email protected]
Abstract
The study of the morphology of soot is very important for human health [1, 2] and environment damage [3,4]. The aim of this
work is to study, experimentally, the effect caused by the variation of the Oxygen Index ( OI ) in the morphology of the soot particles generated in a laminar coflow axisymmetric diffusion flame with Ethylene. Thermophoretic sampling (TS)technique [5] was performed in order to collect soot particles at different heights above the burner (HAB). The TS wasapplied always in the center streamline of the flame modifying the fuel type and OI conditions. Subsequent TransmissionElectron Microscopy (TEM) was performed in order to obtain images of soot particles (agglomerates) and, then an imagetreatment was carried out in Matlab to obtain morphological parameters of soot particles. Two methods were employed inorder to characterize the soot particles mainly the fractal dimension (D f ) of soot agglomerates [6], the first is based onempirical relationships [7] and the second is based on the relative optical density method [8]. Both methods were comparedin this work using theoretical soot agglomerates. The parameters obtained from the image treatment were the number ofmonomers (N), radius of gyration (R g), primary particle diameter (d p) and others to finally Df was derived. The resultsobtained confirmed the conclusions of other previous investigations showing that D f varies monotonically with the HAB[7,9]. On the other hand, for constant values of HAB (14, 15, 25 and 27 mm), the curves of Df exhibit a similar behavior withthe OI. The range of Df varies from 1.4 to 1.9 and a maximum value for OI of 25% was obtained. Other morphological
properties of soot as well as N, R gand d
p exhibits considerable variation.
Keywords: Soot Particles, TEM, Oxygen Index, Fractal Dimension, Laminar Diffusion Flame
References
[1] Brown DM, Wilson MR, MacNee W, Stone V,Donaldson K. Size-dependent proinflammatory effectsof ultrafine polystyrene particles: a role for surface areaand oxidative stress in the enhanced activity ofultrafines. Toxicol Appl Pharm 2001;175:191-9.
[2] Chang R, Violi A. Insights into the Effect ofCombustion-Generated Carbon Nanoparticles on
Biological Membranes: A Computer Simulation Study.J. Phys. Chem. 2006;110:5073-5083.[3] Bond TC, Doherty SJ, Fahey DW, Forster PM, Bernsten
T, DeAngelo BJ, et al. Bounding the role of blackcarbon in the climate system: a scientific assessment. JGeophys Res D: Atmos 2013;118:5380-552.
[4] Hansen J, Nazarenko L. Soot climate forcing via snowand ice albedos. Proc Natl Acad Sci USA2004;101:423.
[5] Dobbins RA, Megaridis CM, Langmuir 3 (2) 1987; 254 – 259.
[6] S. R. Forrest and T. A. W. Jr, “Long-range correlationsin smoke- particle aggregates,” vol. 12, no. 5, 1979.
[7] Köylü ÜÖ, Faeth GM, Farias LT, Carvalho MG. Fractaland projected structure properties of soot aggregates.
Combustion and Flame. 1995;100:621-633.[8] Tian K, Thomson KA, Liu F et al. Determination of themorphology of soot aggregates using the relative opticaldensity method for the analysis of TEM images.2006;144:782-791.
[9] Köylü ÜÖ, McEnally CS, Rosner DE, Pfefferle LD.Simultaneus measurements of soot volume fraction and
particle size/microstructure in flames using athermophoretic sampling technique. 1997;110:494-507.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 199/253
188
Influence of jet velocity on the confinement of a diffusionflame inside tunnels
S. Ficaa, G. Severinob,*, J.C. Elicer-Cortésa , A. Fuentesb
a Departamento de Ingeniería Mecánica, Universidad de Chile, Beauchef 851, Santiago, Chile b Departamento de Industrias, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V, Valparaíso, Chile
*E-mail: [email protected]
Abstract
In this work the influence of the velocity of two double stream – twin jets air curtains on the behavior of a diffusion flameinside a tunnel is experimentally studied, in order to determine their effectiveness as a confinement cell [1,2]. Theexperiments were performed on a 1:34 scale tunnel and ethylene was used as fuel [3]. The spatial distribution of thermalradiation and flame height were measured for a set of 20 jet velocities. A reduction in both parameters for higher velocities isobserved. This behavior can be attributed to a declining oxygen supply in the confinement cell, leading to lower combustionefficiencies [4] and thus verifying the effectiveness of air curtains in confining heat from the flame.
Keywords: air curtains, jet velocity, diffusion flame, thermal radiation, flame height.
References
[4] F. Felis, M. Pavageau, J.C. Elicer-Cortes, T.Dassonville. Simultaneous measurements oftemperature and velocity fluctuations in a double stream- twin jet air curtain for heat confinement in case oftunnel fire. Int. Comm. Heat Mass Transfer 37 (2010)1191-1196.
[5]
J. Rivera, M. Pavageau, J.C. Elicer-Cortes. Turbulentheat and mass transfer through air curtains devices forthe confinement of heat inside tunnels. Int. Comm. HeatMass Transfer 38 (2011) 688-695.
[6] G. Severino, J.C. Elicer-Cortés, A. Fuentes.Characterization of a diffusion flame inside a scaletunnel using double stream-twin jet air curtains. Fire
Safety Journal 62 (2013) 264 – 271.[7] M. Yuan, B. Chen, C. Li, J. Zhang y S. Lu. Analysis of
the combustion efficiencies and heat release rates of pool fires in ceiling vented compartments. ProcediaEngineering 62 (2013) 275-282.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 200/253
189
Estudio teórico-numérico del régimen de combustióndominante en llamas de flujos opuestos en spray
H. Olguín* Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V,
Valparaíso, Chile*E-mail Autor: [email protected]
Resumen
La consideración de mecanismos de reacción detallados en las simulaciones numéricas de cualquier proceso de combustiónes un requerimiento para la apropiada predicción de la producción de contaminantes. Desafortunadamente, estos mecanismos
pueden contener cientos de especies y miles de reacciones, lo cual hace imposible su inclusión directa en la simulación dellamas turbulenta, puesto que el costo computacional crece dramáticamente. Los métodos de flamelet representan una manera
prometedora de incluir química detallada en la simulación de procesos de combustión a un bajo costo computacional.Diferentes modelos de flamelet existen para diferentes regímenes de combustión (llamas de premezcla, de difusión, de
premezcla gaseosa parcial, etc.). Estos modelos han sido aplicados con éxito en la simulación de llamas turbulentascorrespondientes a los regímenes de combustión para los que han sido diseñados. Desafortunadamente, las llamas en spray
pueden presentar todos estos regímenes de combustión simultáneamente y actualmente no existe ningún método de flameletadecuado para este tipo de situaciones multi-régimen. Dado que los métodos de flamelet actualmente disponibles funcionanapropiadamente en su régimen de combustión respectivo, parece una buena estrategia usar combinaciones de estos para lacaracterización de la naturaleza multi-régimen de las llamas en spray. En el presente trabajo, se propone un índice de llamaque se puede utilizar para la determinación del régimen de combustión dominante a nivel local y para la posterior
combinación de modelos de flamelets. Adicionalmente, llamas laminar de flujos opuestos en spray son simuladasconsiderando distintos niveles de prevaporización del combustible líquido y el índice de llama presentado es utilizado paraevaluar el régimen de combustión dominante en las estructuras obtenidas. Los resultados muestran que la evaporación tiendea generar una mezcla no homogénea que favorecen la generación de un régimen de combustión difusivo. Sin embargo,cuando grandes cantidades de combustible prevaporizado son inyectadas en la configuración, régimenes de combustión
premezclados son importantes, lo cual demuestra la necesidad de desarrollar métodos de flamelet apropiados para lacaracterización de llamas multi-régimen.
Keywords: Métodos de flamelet, llamas en spray, configuración de flujos opuestos, combustión turbulenta, regímenes decombustión

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 201/253
190
Estimación del coeficiente convectivo para un ensayode ignición usando CFD
M. Gomez Araujoa,*, P. Reszkaa a Departamento de Industrias, Universidad Técnica Federico Santa María, Av. Santa María 6400, Vitacura, Santiago, Chile
*E-mail Autor: [email protected]
Resumen
La correcta predicción del comportamiento en incendios de materiales requiere de una adecuada estimación de sus propiedades termofísicas. En aplicaciones de incendios de compartimientos o forestales, típicamente los combustiblesinvolucrados están compuestos de distintos materiales, por lo que se requiere estimar propiedades globales de los materiales.Los calorímetros de incendio (fire calorimeters) se han desarrollado para medir parámetros relevantes como pérdida de masa,evolución de productos de combustión, tasa de liberación de calor, o tiempos de ignición [1-2], los que combinados con unamodelación matemática de los procesos de calentamiento, ignición y propagación de llama en la probeta permiten estimardichas propiedades. Para realizar estas modelaciones correctamente y a la vez obtener estimaciones precisas de las
propiedades de los materiales, se requiere una caracterización de las condiciones de borde térmicas de la probeta.
Este trabajo está enfocado en la determinación del coeficiente convectivo en la superficie de un sólido homogéneo calentadomediante un flujo incidente radiativo. Para ello, se realizaron simulaciones con dos códigos CFD (Simulation CFD [3], deAutodesk y OpenFOAM [4]) de la capa límite hidrodinámica y la capa limite térmica en la cara expuesta de la probeta. Seobtuvieron valores del coeficiente convectivo promedio en la superficie de la probeta para distintos flujos incidentes de calor.En esta primera etapa, sólo se presentan resultados para una probeta en inclinación vertical. Se comparó el desempeño de dostipos de modelos de turbulencia, LES y RANS. Los resultados numéricos fueron comparados y validados por medio demediciones hechas en el calorímetro SCALA que está siendo desarrollado en la UTFSM y con resultados publicados en laliteratura [5-9].Keywords: Coeficiente de transferencia de calor convectivo, Dinámica de fluidos computacional, Transferencia de calor,Calorimetro SCALA, Convección forzada.
Referencias[1] ASTM Standars: E906/E906M Test method for heatvisible smoke release rates for materials and products usinga thermopile method.[2] ASTM Standars: E1354 Test method for heat andvisible smoke release rates for materials and products using
an oxygen consumption calorimeter.[3] Autodesk Simulation CFD 2013, Help Guide.[4] OpenFOAM 2.4.0 User Guide, 2015.[5] A. Neale, D. Derome, B. Blocken, J. Carmeliet,, CFDcalculation of convective heat transfer coefficient andvalidation – Part I: Laminar flow, Annex 41 – Kyoto, April3 to 5, 2006.
[6] A. Neale, D. Derome, B. Blocken, J. Carmeliet, CFDcalculation of convective heat transfer coefficient andvalidation – Part 2: Turbulent flow, Annex 41 – Kyoto,April 3 to 5, 2006.[7] J. Liu, J. Srebric, N. Yu, Numerical simulation ofconvective heat transfer coefficients at the external surfacesof building arrays immersed in a turbulent boundary layer,Internarional Journal of Heat and Mass Transfer 61 (2013)
209-225.[8] J. Quintieri, A theoretical basis for flammability
properties, Fire and Materials 30 (2006) 175-214.[9] J. Quintieri, A simplified theory for generalizing resultsfrom a radiant panel rate of flame spread apparatus, Firenad Materials 5 (1981) 52-60.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 202/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
191
Influencia de parámetros de diseño y operación en elrendimiento y emisiones de calefactores a leña
O. Faríasa,*, C. Salgadob a Departamento de Ingeniería Mecánica, Universidad de Concepción, Edmundo Larenas 219, Concepción, Chile
b Laboratorio de Ensayo de Calefactores a Biomasa, CERYLAB Ltda., Pedro Aguirre Cerda 548, San Pedro de la Paz, Chile
*E-mail Autor: [email protected]
Resumen
A partir de octubre 2014 los calefactores a leña comercializados en Chile han debido someterse a exhaustivos análisis para sucertificación de tipo, en Laboratorios autorizados por la SEC [1], a fin de cumplir exigencias de emisiones de material
particulado, eficiencia energética y requisitos de seguridad. En este contexto, se presenta una compilación de diferentesanálisis realizados en el Laboratorio de CERYLAB Ltda., con el propósito de mostrar los últimos desarrollos tecnológicos anivel nacional en el área de calefacción a leña, así como la influencia de parámetros de diseño y operación en las emisionescontaminantes y rendimiento térmico de los calefactores.Al comparar los modelos de calefactores a leña antiguos, conocidos como “doble cámara”, con las tecnologías certificadas
comercializadas actualmente por fabricantes nacionales, no se observan diferencias significativas en su apariencia exterior. No obstante, los resultados muestran que los calefactores certificados del tipo doble cámara, de potencia nominal inferior a12 kW, pueden alcanzar niveles de emisión de material particulado inferiores a los 3,5 g/h, exigidos por la normativa actual
para estos niveles de potencia, en contraste con los calefactores antiguos cuyos niveles oscilaban entre 4 y 30 g/h [2,3].Las principales modificaciones introducidas en el diseño de los calefactores convencionales, se generan principalmente en lacámara de combustión e incluyen los siguientes aspectos: distribución del aire primario y secundario, combinaciones devermiculita y ladrillos refractarios, reemplazo del tradicional templador metálico con ingreso de aire secundario por una placade vermiculita plana. Por otra parte, se han incorporado al mercado nacional nuevos modelos basados en la tecnología dellama invertida que combina una cámara superior para pirolisis de la leña con una inferior donde se produce la combustióndel gas generado en la parte superior. En estos equipos se registran los menores índices de material particulado, con valoresinferiores a 1,5 g/h e incluso no superando los niveles exigidos por la norma al operar con leña húmeda.Por otra parte, el Ministerio de Energía ha establecido las bases para el etiquetado de eficiencia energética en calefactores aleña [4]. El rendimiento de los calefactores certificados oscila normalmente entre 70 y 85%, siendo los equipos de llamainvertida los que alcanzan los mejores resultados. Este parámetro se ve influenciado por la temperatura de salida de los gases,el tiempo de residencia de los gases de combustión en el equipo, la inercia térmica asociada a los materiales de loscalefactores, la utilización de filtros catalíticos y tecnología de control de la tasa de quemado desarrollada por el autor.
Keywords: calefactores, leña, material particulado, eficiencia energética, seguridad.
Referencias[1] Ministerio del Medio Ambiente, “Norma de Emisión de
Material Particulado, para los Artefactos quecombustionen o puedan combustionar Leña yderivados de la Madera”, Santiago, 2012.
[2] O. Farías, J. Jiménez, L. Neira, Análisis comparativo deuna estufa a leña de doble cámara con una estufa a
pellets, XIV Congreso Chileno de Ingeniería Mecánica,Universidad de La Frontera, Pucón, 2010.[3] O. Farías, Desarrollo de Calefactores a Leña para
adaptarse a la nueva Legislación Energética yAmbiental en Chile, XI Congreso Iberoamericano deIngeniería Mecánica, La Plata, Argentina, 2013.
[4] Ministerio de Energía, RE47 Establece etiqueta deconsumo energético de calefactores a leña, 2014.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 203/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
192
Interacción de la producción de hollín y radiación de unallama de difusión axisimétrica de propano
J.P. Soussia, G. Olivaresa, A. Fuentesa, R. Demarcoa,* a Departamento de Industrias, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V, Valparaíso, Chile
*E-mail Autor: [email protected]
Resumen
El presente trabajo consiste en un estudio numérico con el objetivo de analizar la interacción entre la producción de hollín yla radiación térmica generada por una llama de difusión axisimétrica alimentada con propano. El proceso de combustión seconsidera con aire a condiciones ambientales normales, i.e. una concentración de oxígeno del 21% y 1 atmósfera de presión.Este tipo de llama fundamental se utiliza como una forma de comprender los diferentes mecanismos involucrados en el
proceso de combustión, para luego poder ser extrapolados a condiciones industriales. A la vez, este tipo de llama se utilizacomo medio de comparación y calibración de modelos numéricos que intentan predecir la producción de componentes
principales asociados a la recuperación de energía del proceso de combustión, en términos de radiación térmica, y deelementos contaminantes que pueden ser liberados de la llama al ambiente. En este estudio se comparan las prediccionesnuméricas con resultados experimentales disponibles en la literatura [1]. Los resultados muestran que la interacción entre elhollín presente en la zona de combustión está directamente relacionado con la radiación emitida por la llama, ya que el hollínes el principal emisor de radiación térmica, siendo la emisión producida por los gases de combustión menor en términosgenerales. Por lo mismo la correcta estimación de la producción de hollín es fundamental para poder optimizar el proceso derecuperación de energía. El modelo de producción de hollín utilizado [2,3] predice correctamente el comportamiento generalobservado, en términos de la magnitud y ubicación de los peak de fracción en volumen de hollín local y de forma integrada
radialmente. La altura de llama, así como la energía emitida por la llama predicha de forma numérica son consistentes con losvalores experimentales comparados.
Keywords: Llama de difusión, combustión de propano, simulación llama axisimétrica, radiación térmica, modelo de producción de hollín.
Referencias
[1] R. Henríquez, R. Demarco, J. L. Consalvi, F. Liu, A.Fuentes, The oxygen index on soot production in
propane diffusion flames, Combustion Science andTechnology 186 (2014) 504 – 517.
[2]
R. Demarco, F. Nmira, J.L. Consalvi, Influence ofthermal radiation on soot production in laminar
axisymmetric diffusion flames, Journal of QuantitativeSpectroscopy & Radiative Transfer 120 (2013) 52 – 69.
[3] F. Nmira, J.L. Consalvi, R. Demarco, L. Gay,Assessment of semi- empirical soot production modelsin C1 – C3 axisymmetric laminar diffusion flames, FireSafety Journal 73 (2015) 76 – 90.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 204/253
193
Estudio numérico del índice de oxígeno en la producciónde hollín y radiación en llamas inversas de difusión de
etileno
R. Demarcoa,*, A. Antinaoa, K. Muñoz-Feuchta, J.L. Consalvib, F, Nmirac, A. Fuentesa
a Departamento de Industrias, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V, Valparaíso, Chile b Aix-Marseille Université, IUSTI/UMR CNRS 7343, 5 rue Enrico Fermi, 13453 Marseille, Cedex 13 Francia
c EDF R&D, 6 quai Watier, 78400 Chatou, Francia
*E-mail Autor: [email protected] estudio numérico fue realizado con el objetivo de observar el efecto de variar la concentración de oxígeno de la corrientede oxidante, denominado Índice de Oxígeno (OI) [1], en la producción de hollín y en la radiación emitida por la llama parallamas de difusión inversas (IDF). Diez llamas axisimétricas en configuración inversa fueron simuladas, variando su OI delflujo oxidante desde 17% hasta 35%. Todas las llamas fueron alimentadas con etileno puro, el cual se mantuvo a un flujovolumétrico constante para todos los casos. El flujo oxidante también se mantuvo constante, pero la concentración de oxígenofue variada para cada caso. Las simulaciones se compararon con datos experimentales [2]. Se estudiaron la altura de la llama,la fracción de volumen de hollín, fracción de volumen de hollín integrado radialmente, temperatura y fracción radiante (XR ).Comparaciones fueron realizadas con la intensión de evaluar las capacidades de un código numérico relativamente rápido,
basado en el modelo Steady Laminar Flamelet (SLF) [3], un modelo de producción de hollín semi-empírico de dosecuaciones basado en la concentración de acetileno y benceno [4] y el modelo radiativo Full-Spectrum Correlated-k (FSCK)[5]. Un aumento del OI genera llamas más cortas, presentando temperaturas mayores y produciendo un aumento en la
producción de hollín y en la energía irradiada. Los resultados muestran que las simulaciones predicen correctamente elcomportamiento observado experimentalmente al cambiar el OI. Las alturas de llama fueron bien predichas en todos loscasos. La teoría de Roper puede ser adaptada para estimar la altura de llama en condiciones de IDF. Simulaciones entérminos de fracción en volumen de hollín, fracción en volumen de hollín integrada y fracción irradiada presentan un buenacuerdo con los datos experimentales hasta un OI de 25%. Para valores mayores, una creciente sobrepredicción fueobservada.Keywords: Llama inversa de difusión, Índice de oxígeno, Combustión de etileno, modelo de producción de hollínsemiempírico, modelo de radiación.
Referencias
[1] A. Fuentes, R. Henríquez, F. Nmira, F. Liu, J.L.Consalvi, Experimental and numerical study of theeffects of the oxygen index on the radiationcharacteristics of laminar coflow diffusion flames,Combustion and Flame 160 (2013) 786 – 795
[2] F. Escudero, Estudio de los efectos del índice deoxígeno sobre las propiedades de una llama dedifusión laminar inversa, Tesis de Magister,Universidad de Chile (2014).
[3] N. Peters, Laminar diffusion flamelet models in non- premixed turbulent combustion, Progress in Energyand Combustion Science 10 (1984) 319 – 339
[4] P. Lindstedt, Simplified soot nucleation and surfacegrowth steps for non-premixed flames, H. Bockhorn
(editor), Soot Formation in Combustion, SpringerBerlin Heidelberg, vol. 59 of Springer Series inChemical Physics, pp. (1994) 417 – 441.
[5] M. Modest, H. Zhang, The full-spectrum correlated-k distribution for thermal radiation from moleculargas-particulate mixtures, Journal of Heat Transfer124 (2001) 30 – 38.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 205/253
194
Velocidad de propagación del frente de llama en lechos debosque reales
W. Jahna,*, S. Fehrmanna , J. Riveraa a Departamento de Ingeniería Mecánica y Metalúrgica, Pontificia Universidad Católica de Chile, Avda. Vicuña Mackenna
4860, Macul, Santiago*E-mail Autor: [email protected]
Resumen
Los incendios forestales son un problema de interés general en Chile, y es necesario entender el comportamiento de ignicióny de propagación del frente de llamas para poder buscar soluciones que minimicen el daño causado. Tradicionalmente elcomportamiento de los lechos de bosque es estudiado a partir de experimentos en laboratorio, donde las muestras sonartificialmente construidas, sin respetar el orden relativo que naturalmente presentan estos lechos [1,2]. Si bien el flujo de airea través del lecho poroso ha sido identificado como un parámetro fundamental para estimar la flamabilidad [3], poca atenciónse ha prestado a las perturbaciones del flujo que podrían surgir de la reconstrucción artificial de lechos para laexperimentación. En un reciente estudio se ha mostrado que los lechos naturales de bosques de pino radiata presentan unaimportante diferencia de permeabilidad entre la dirección vertical y la dirección horizontal, producto de la acumulación dehojas de pino en forma de capas paralelas [4]. En el presente estudio se estudia la velocidad de propagación del frente dellamas en lechos de bosque reales, comparando los valores obtenidos experimentalmente con simulaciones computacionales.Se muestra que la velocidad de propagación difiere significativamente de la velocidad de propagación en lechos artificiales.
Keywords: incendios forestales, lechos de bosque, flamabilidad
Referencias [1] Bartoli, P., Simeoni, a., Biteau, H., Torero, J. L., &
Santoni, P. a. (2011). Determination of the main parameters influencing forest fuel combustiondynamics. Fire Safety Journal , 46 (1-2), 27 – 33.doi:10.1016/j.firesaf.2010.05.002
[2] Jervis, F. X., & Rein, G. (2015). Experimental studyon the burning behaviour of pinus halepensis needlesusing small-scale fire calorimetry of live, aged anddead samples. Fire and Materials.doi:10.1002/fam.2293
[3] Santoni, P. A., Bartoli, P., Simeoni, A., & Torero, J. L.(2014). Bulk and particle properties of pine needle fuel
beds – influence on combustion, (2008), 1076 – 1086.doi:10.1071/WF13079
[4] S. Fehrmann, W. Jahn, J. Rivera, Study on radiata pineforest litter sampling and its incidence on combustion,Msc thesis (2015), Pontificia Universidad Católica deChile.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 206/253
195
III – MÉTODOS NUMÉRICOSY MECÁNICA
COMPUTACIONAL

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 207/253
196
Calibración del método de elementos discretos para lafractura rocas
D. Estaya,
a Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V,
Valparaíso, Chile
*E-mail Autor: [email protected]
Resumen
El método de los elementos discretos (MED)es una herramienta de simulación numérica originalmente propuesta para la
descripción de flujos granularesa través de un número finito de partículas que desarrollan fuerzas de interacción cuandoentran en contacto. La formulación tradicional ha sido extendida para la simulación de fractura de materiales frágiles, si bienha sido realizado bajo diferentes enfoques, el más utilizado consiste en la unión de estas partículas a través de enlaces. Estoselementos de unión poseen flexibilidad y resistencia a la fractura para representar la capacidad de deformación y ruptura deuna roca.El comportamiento mecánico de una roca se rige por la formación y propagación de grietas en ella, estos procesos seencuentran explícitamente representados en el modelo a través de la ruptura de enlaces. El éxito para caracterizarcorrectamente el comportamiento macroscópico de las rocas requiere la correcta calibración de las micropropiedades de loselementos de unión.Establecer la influencia de las micro en las macropropiedades de la roca es una tarea compleja que muchos autores hanabordado desde distintos puntos de vista[1-6], incluyendo el uso de patrones regulares de partículas i.e. estructuras FCC yHCP, análisis dimensional y métodos probabilísticos. Las metodologías presentadas a al fecha dan un punto de partida que permite una primera estimación del valor de las micropropiedades, luego del cual es necesario iterar para afinar los valores.Este trabajo presenta una nueva metodología matricial que toma en cuenta la distribución de tamaño de partículas y enlaces
existentes en el modelo DEM para obtener las micropropiedades y caracterizar el comportamiento de los materiales frágiles.Los resultados de la calibración pueden ser obtenidos de forma rápida y confiable.
Keywords: Método de los elementos discretos, Fractura de rocas, Calibración, Ensayo de compresión uniaxial
Referencias
[1] C.J. Coetzee, D.N.J. Els, and G.F. Dymond. Discreteelement parameter calibration and the modelling ofdragline bucket filling. Journal of Terramechanics,47(1):33 – 44, 2010.
[2] A. Fakhimi and T. Villegas. Application of dimensionalanalysis in calibration of a discrete element model for
rock deformation and fracture. Rock Mechanics andRock Engineering, 40(2):193 – 211, 2007. [3] Jean-Patrick Plassiard, Noura Belheine, and Frédéric-
Victor Donzé. A spherical discrete element model:calibration procedure and incremental response.Granular Matter, 11(5):293 – 306, 2009.
[4] Yuannian Wang and Fulvio Tonon. Calibration of adiscrete element model for intact rock up to its peakstrength. International Journal for Numerical andAnalytical Methods in Geomechanics, 34(5):447 – 469,2010.
[5]
Yucang Wang and Fernando Alonso-Marroquin. Afinite deformation method for discrete modeling: particle rotation and parameter calibration. GranularMatter, 11(5):331 – 343, 2009.
[6]
Yanbai Zhang. Probabilistic calibration of a discrete particle model, 2010. PhD. thesis, Texas A&MUniversity, 2010.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 208/253
197
Influencia de la fractalidad del terreno sobre lapropagación de incendios forestales
M. Becerraa, A. Fuentesa,*, F. Aguayob
a Departamento de Industrias, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V, Valparaíso, Chile b School of Mathematical Sciences, University of Nottingham, University Park, Nottingham, NG7 2RD, UK
*E-mail Autor: [email protected]
Resumen
En este trabajo se presenta el desarrollo de un nuevo modelo continuo de propagación de incendios forestales, basado en una
aproximación llamada red de mundo pequeño local ponderada [1]. Este nuevo enfoque fue diseñado de manera que permitasimular patrones de incendios en ecosistemas heterogéneos reales. En una primera etapa se simplifica el problema, en el cualla propagación del incendio forestal se simula en una red cuadrada, donde cada celda representa una porción de área del bosque [2]. El modelo de propagación es fácilmente extensible a una configuración de vegetación completamente arbitraria[3] y con condiciones de viento diversas. La interacción entre cada sitio es modelada principalmente por la radiación, dondese implementó una zona de absorción local para cada sitio y una zona de influencia más allá de los vecinos cercanos [4].Mientras que la ignición de cada sitio es controlada principalmente por un flujo de radiación crítico y la autodegradación es
controlada mediante un procedimiento de ponderación de vida media. En una primera etapa se presenta una validación localde un sitio, en términos de ignición y “burning rate”. Además, se presenta una validación con una interacción de cuatro sitio sen un terreno plano. Finalmente, la capacidad del modelo es puesta a prueba mediante el análisis de la influencia de ladimensión fractal de un terreno generado teóricamente [5]. En particular, se centra la atención en el estudio de la percolaciónque pueda producirse en el bosque [6], y en la influencia que tiene la superficie en la cual se desarrolla el incendio. Diferentesresultados se presentan, los que permiten entender la influencia de distintas superficies fractales en la tasa de propagación del
incendio forestal, superficie quemada y tiempo característico del incendio.
Keywords: Incendio forestal, Red de Mundo Pequeño, Percolación, Superficie Fractal.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 209/253
198
Análisis numérico de flujo electro-osmótico en unmicrocanal en forma de cruz mediante el método deLattice-Boltzmann.
Nicolás Oviedo, a, Diego Oyarzúna, Amador Guzmánb a Departamento de Ingeniería Mecánica, Universidad de Santiago de Chile, Avenida Libertador Bernardo O'Higgins nº 3363.
Estación Central. Santiago. Chile. b Departamento de Ingeniería de Mecánica y Metalúrgica, Pontificia Universidad Católica de Chile, Avda. Vicuña Mackenna
4860, Macul - Santiago - Chile
ResumenLas aplicaciones de microfluidos están dentro de los más grandes desafíos del siglo, incluyendo suministro de medicamentos,
detección de virus, bacterias y contaminantes [1]. Una de las potenciales aplicaciones son dispositivos lab-on-a-chip. Para
mejorar estos procesos se utilizan los flujos electrocinéticos (EKF) [2], dentro de los que se encuentran la isotacoforesis (ITP)
y flujo electro-osmótico (EOF). Este último fenómeno físico se crea gracias a la interacción entre la doble capa eléctrica
(EDL); formada por la interacción de una solución electrolítica y una superficie dieléctrica; con un campo eléctrico. Mejorar
el entendimiento de este problema, proporcionará herramientas para facilitar el control del flujo, generando mezclado y
separación en forma controlada. El método de Lattice-Boltzmann (LBM) [3] permite caracterizar satisfactoriamente el EOF,
para ello se generó un código computacional versátil en FORTRAN con la capacidad de simular cualquier geometría. Los
resultados numéricos fueron contrastados experimentalmente con microcanales comerciales en forma de cruz. De los
resultados obtenidos, se analizaron factores adimensionales logrando determinar una relación funcional entre los parámetros
físico-geométricos con respectos a los flujos másicos por cada ramificación del microcanal, de los cuales son prometedores
para una caracterización y predicción del fenómeno EOF estudiado.
Keywords: microfluido, electro-osmótico, microcanal, Lattice-Boltzmann.
Referencias
[1]
NGUYEN, Nam-Trung and WERELEY, Steven.Fundamentals and applications of microfluidics, 2ded. Boston: Artech House, 2006.E.C. Lee, C.Y. Nian,Y.S. Tarng, Design of a materials processingtechnologies, Archives of Materials Science andEngineering 28 (2007) 48 – 56.
[2]
Jonathan D. Posner and Juan G. Santiago. Convectiveinstability of electrokinetic flows in a cross-shapedmicrochannel. J. Fluid Mech. (2006), vol. 555, pp. 1-42.
[3]
LI, Baoming and KWOK, Daniel Y. A latticeBoltzmann model for electrokinetic microchannelflow of electrolyte solution in the presence ofexternal forces with the Poisson – Boltzmannequation. International Journal of Heat and MassTransfer, Vol. 46, April 2003.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 210/253
199
Simulación numérica energéticamente consistente delcontacto entre sólidos rígidos y sólidos hiperelásticos
G. Faríasa,*, R. Ortegaa,a Departamento de Ingeniería Mecánica, Universidad de Santiago de Chile, Av. Bdo. O'Higgins 3363, Santiago, Chile.
*E-mail Autor: [email protected], [email protected]
Resumen
Este trabajo presenta una metodología, tanto teórica como numérica, para el análisis del contacto entre sólidos rígidos ydeformables, basado en el comportamiento consistente de la energía total del sistema sujeto a restricciones. Esta técnica presenta un excelente comportamiento en términos de aproximación y robustez [1,2,3]. Para el desarrollo de la fuerza de
contacto entre sólidos rígidos y deformables se consideran dos componentes, una normal y otra tangencial. El modelo decontacto incluye amortiguamiento viscoso (no lineal) y fricción a través del modelo de Coulomb. El amortiguamiento y lafricción se formulan de manera coherente con el esquema de integración, asegurando la disipación incondicional. Lacondición geométrica del contacto se impone por medio de una ecuación de restricción. Dicha restricción, que define elcontacto, se formula a partir de la ecuación de superficie que describe la geometría del sólido rígido, facilitando la deteccióndel contacto y proporcionando una ecuación continua y diferenciable para el desarrollo del modelo matemático. Los sólidosdeformables son modelados con materiales hiperelásticos y los sólidos rígidos se parametrizan usando coordenadascartesianas, facilitando la implementación numérica del sistema multicuerpo flexible. Por otro lado, los modelos de contactoimplementados permiten simular el impacto e interacción entre sólidos rígidos y deformables de manera eficiente y estable.Por último, se presentan algunos experimentos numéricos que muestran las ventajas del método de integración y laformulación adoptada con respecto a otras técnicas.
Keywords: Contacto, Dinámica, Multicuerpos, Consistente, Hiperlástico.
Referencias
[1]
Simo, J. C., & Tarnow, N. 1992. The discrete energy-momentum method. Conserving algorithms fornonlinear elastodynamics. ZAMP, Zeitschrift fürAngewandte Mathematik und Physik, 43(5), 757 – 792.
[2] O. Gonzalez, Mechanical systems subject to holonomicconstraints: Differential-algebraic formulations andconservative integration, Physica D: NonlinearPhenomena, 132(1 – 2), 165 – 174, 1999.
[3]
J.C. García, R.A. Ortega, A Conservative AugmentedLagrangian Algorithm for the Dynamics of Constrained
Mechanical Systems, Mechanics Based Desing ofStructures and Machines, 34(4), 449 – 468, 2006.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 211/253
200
Modelación de descansos hidrodinámicos de segmentospor medio del método de elementos finitos
Alejandro Cerda Varelaa,*
a Escuela de Ingeniería Mecánica, Pontificia Universidad Católica de Valparaíso
Av. España 1680, Casilla 110-V, Valparaíso, Chile
*E-mail Autor: [email protected]
Resumen
La modelación de descansos hidrodinámicos es de vital importancia para la predicción del comportamiento dinámico de
máquinas críticas de la industria de generación de energía, especialmente en aplicaciones caracterizadas por altas velocidadesde giro y altas potencias transmitidas. Para este tipo de aplicaciones, los descansos hidrodinámicos de segmentos (tilting pad journal bearing) son ampliamente utilizados, dadas sus favorables características relativas a la estabilidad del rotor montadosobre ellos.Este trabajo presenta un modelo teórico para la predicción del comportamiento estático, térmico y dinámico de un descansohidrodinámico de segmentos. Las ecuaciones gobernantes incluyen los efectos hidrodinámicos (generación de presión en la película lubricante), térmicos (generación y transporte de calor en la película lubricante, y su disipación hacia los segmentosy eje) y elásticos (deformaciones bajo carga y expansión térmica de los segmentos). Dichas ecuaciones son resueltas en formaacoplada, por medio del método de los elementos finitos. Su implementación numérica es realizada en el lenguaje de programación FORTRAN 95, empleándose únicamente herramientas de análisis numérico de acceso libre. El programa asíimplementado permite caracterizar la posición de equilibrio del sistema, así como obtener los coeficientes dinámicosequivalentes de rigidez y amortiguamiento del descanso.Una vez presentado el modelo teórico y su implementación numérica, su validez es verificada mediante la comparación desus resultados con datos experimentales disponibles en la literatura. Dicha comparación entrega buenos resultados desde el
punto de vista estático, térmico y dinámico. Así, se obtiene una herramienta de simulación de descansos hidrodinámicos desegmentos completamente implementada y validada, lista para ser empleada en estudios de dinámica del rotor.
Keywords: Tribología – Dinámica del Rotor – Descansos Hidrodinámicos – Modelación – Elementos Finitos

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 212/253
201
Modelación numérica de nano-biosensores usando modeloscontinuos
Christopher D. Cooper
Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V,
Valparaíso, Chile
*E-mail Autor: [email protected]
Resumen
El gran avance de la nanotecnología en el último tiempo ha traído consigo un importante desarrollo en la detección de biomoléculas usando biosensores de escala nanométrica, que prometen ser capaces de detectar biomoléculas individualmente.Estos sensores consisten en una capa de moléculas ligando adsorbido a un transductor, que da una señal cuando una moléculaobjetivo se une a un ligando. El desarrollo de los biosensores de escala nanométrica han sido guiados por experimentos, en unesquema de prueba y error, lo que lo ha hecho un proceso muy caro en términos de tiempo y dinero.
Este trabajo presenta un modelo numérico basado en la electrostática de un dieléctrico continuo para el estudio de ligandoscerca de la superficie del transductor. Este modelo está implementado en el software PyGBe [1], que resuelve la ecuación dePoisson-Boltzmann con el método de elementos de contorno acelerado con un algoritmo multipolo, y corre en tarjetasgráficas (GPUs). Usando PyGBe, investigamos las condiciones para que el ligando se absorba con la mejor orientación posible a la superficie del sensor, ya que es necesario que las moléculas objetivos tengan acceso a las zonas del ligando conlas que tiene afinidad para unirse. Esto es de vital importancia, pues la sensibilidad del sensor puede crecer hasta en dosordenes de magnitud si se es cuidadoso con la orientación del ligando [2].
Presentaremos resultados que demuestran que un modelo continuo funciona bien a pesar de que nos encontramos en escalasnanométricas. Además, mostraremos estudios de la orientación de anticuerpos, que son ampliamente usados como ligandos,cerca de superficies cargadas, y simulaciones con nanoanticuerpos, que recientemente han demostrado ser buenasalternativas.
Keywords: electrostática, nanobiosensores, Poisson-Boltzmann, método de elementos de contorno
Referencias
1.
C. D. Cooper, J. P. Bardhan, L. A. Barba. Comput.Phys. Commun. 185, 3 (2014) 720-729
2.
A. K. Trilling, J. Beekwilder, H. Zuilhof. Analyst. 138(2013) p. 1619

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 213/253
202
Modelización numérica del desgaste en chutes de traspasoy descarga
G. Parraa, F. Perazzoa,b,*
a Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V,
Valparaíso, Chile b Aula UTFSM-CIMNE, Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España
1680, Casilla 110-V, Valparaíso, Chile
*E-mail [email protected]
Resumen
En los sistemas de transporte de materiales sólidos a granel, los chutes de traspaso entre correas transportadoras y dealimentación o descarga en equipos de proceso, son los elementos más expuestos a fallar por desgaste. Considerando lafunción que estos equipos cumplen, es adecuado considerar en su etapa de diseño una solución apropiada para lascondiciones de operación, en términos tanto de capacidad y flujo como también de resistencia al desgaste . Dada la diversidadde variables presentes durante su funcionamiento, satisfacer estos requisitos a menudo no es una tarea fácil. En el presentetrabajo se presentan los elementos principales para establecer un método de diseño de chutes que considere tanto los aspectosde flujo como los de desgaste, utilizando recursos de modelización numérica disponibles en la actualidad. Primero, se revisanlos criterios empíricos y semi-empíricos de diseño de chutes, a partir de los cuales se puede proponer una solución preliminar,o geometría básica, para determinadas condiciones de operación [1,2]. En segundo lugar, se establece una caracterización delos principales tipos y modelos de desgaste, con énfasis en los que mejor explican el deterioro de los chutes [3-5]. Se analizael marco teórico necesario para comprender tanto el fenómeno físico, como el fundamento de los métodos numéricos paracuantificar y predecir el desgaste. Posteriormente se utiliza el software de código libre LIGGGHTS, basado en el método de
elementos discretos, para simular el flujo del material particulado como también estimar el desgaste en un caso de un chutede alimentación de un molino SAG en la minería del cobre. Se elabora un modelo computacional del chute, el cual se validasegún la evidencia del caso real, y a partir de ese modelo se desarrollan propuestas de modificación tendientes a resolver el problema del desgaste acelerado presente. Los resultados que se obtienen demuestran que el uso de una herramienta numéricade modelización del desgaste es útil para evaluar propuestas de diseño, y en general, simular la operación de sistemas yequipos de manejo de materiales sólidos a granel, donde el daño por desgaste sea un factor importante a considerar [6].
Keywords: Desgaste, chutes de traspaso, método de elementos discretos, minería de cobre
Referencias
[1] D. Stuart-Dick, T.A. Royal, Design principles forchutes to handle bulk solids, Bulk Solids Handling 12
(1992) 447 – 450.[2]
F. Cabrejos, M. Jofré, Diseño y operación de chutes detraspaso entre correas, Revista Minería Global, (2014)12 – 21.
[3]
J. F. Archard, Contact and rubbing of flat surfaces,Journal of Applied Physics, 24 (1953) 981 – 988.
[4]
I. FINNIE, Erosion of surfaces by solid particles, Wear,3 (1960) 87 – 103.
[5] American Society for Testing Materials (ASTMInternational). Standard Terminology Relating to Wear
and Erosion, G40 – 13. West Conshohocken,Philadelphia, 2013.[6]
G. Parra, Modelamiento computacional de flujosgranulares y desgaste en chutes de traspaso y descarga:validación de un diseño existente utilizando el códigoLIGGGHTS, UTFSM, Departamento de IngenieríaMecánica, Memoria para optar al título profesional deIngeniero Civil Mecánico, 2015.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 214/253
203
Aportación a la mejora en eficiencia de la simulacióndinámica de arcos de fábrica
L. Valenzuelaa, M. Muñoza, C. Parra-Chamorroa, R. Goñib, I. de Arteagaa,*
a Escuela Ingeniería Mecánica, Pontificia Universidad Católica de Valparaíso, Avda. Los Carrera 01567. Quilpué. Chile b Department of Construction, Facilities and Structures. School of Architecture, University of Navarra, 31080 Pamplona,
Spain
Resumen
Desde la aparición del método de los elementos finitos en 1943, y su posterior aplicación a las estructuras de fábrica, se handesarrollado distintos modelos. Desde macromodelos donde las estructuras se simplifican al máximo, hasta micromodelosdetallados donde se modelan las distintas partes que componen la estructura, y la interacción entre las mismas. Los modelosrealizados para la simulación de arcos y muros de fábrica mediante el software comercial de elementos finitos ABAQUS,conllevan un gran costo computacional. Dentro estos modelos, el más preciso es el micromodelo detallado. De todas lasformas de modelar un arco o un muro de fábrica, el micromodelado, es sin duda la forma que posee un mayor costocomputacional frente a otras formas de modelar, y es el elevado costo computacional. De todas las formas de modelar un arcoo un muro de fábrica, el micromodelado, es sin duda la forma que posee un mayor costo computacional.
El presente artículo, busca realizar un aporte para la reducción del costo computacional en el micromodelado de arcos defábrica. Para ello se realiza una descripción de los principales factores que afectan al costo computacional en base a la bibliografía existente, y se propone el uso de determinadas técnicas que reducen el mismo. El análisis de sensibilidad de lasmejoras propuestas se validan mediante el micromodelado de dos arcos de fábrica con distinta forma de colapso.
Keywords: ABAQUS, Micromodelado, Mampostería, Arco de fábrica, Análisis dinámico

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 215/253
204
Modelación del proceso de embutido y el efecto de laanisotropía en la geometría final
J. Fernándeza,*, F. Hernándeza, L. Media,* y P. Floresa
+ Departamento de Ingeniería Mecánica - Universidad de Concepción
Edmundo Larenas 219 - Concepción – CHILE
e-mail : [email protected], [email protected]* Departamento de Ingeniería Mecánica - Universidad del Bío Bío
Av. Collao 1202 - Concepción - CHILE
e-mail : [email protected], [email protected], [email protected], [email protected]
Resumen
El presente trabajo consiste en la modelación del proceso de embutido para dos tipos de materiales, uno isotrópico y otro
anisotrópico, comparando en cada caso la fuerza aplicada durante el proceso hasta obtener la forma final de la pieza. El
material anisotrópico utilizado para la simulación corresponde al acero laminado DC06 el cual se caracteriza mecánicamente
para obtener los coeficientes de Lankford a 0°, 45° y 90° [1]. La obtención de la fuerza se realiza mediante un modelo
axisimétrico con elementos cuadrilaterales y la definición de contacto entre los elementos (punzón-chapa-matriz). Para el
estudio de la forma final se modela en 3D sólo un cuarto de embutido debido a la simetría del proceso. Los casos antes
mencionados se estudian con y sin endurecimiento, y además con y sin fricción. Finalmente, los resultados son comparados
con el modelo analítico obtenido de textos de conformado de materiales [2].
Keywords: Embutido, coeficientes de Lankford, Anisotropía, Elementos finitos.
Referencias
[1]
P. Flores, F. Bonnet, A. Habraken, Plane Strain Test forMetal Sheet Characterization, Key EngineeringMaterials 344 (2007) 135-142
[2] W.F. Hosford, R. M. Caddell, Metal Forming:Mechanics and Metallurgy, Cambridge, 2007.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 216/253
205
Mejoramiento de la transferencia de calor desde unapared caliente debido a la interacción superficie-vórticegenerada por un synthetic jet incidente
Luis Silva-Llancaa* y Alfonso Ortegab a Departamento de Ingenieria Mecanica, Universidad de La Serena, Benavente 980, La Serena, Chile
b Laboratory for Advanced Thermal and Fluid Systems, Villanova University, 800 Lancaster Avenue, Villanova, PA, USA
*E-mail Autor: [email protected]
Resumen
Una geometría idealizada fue creada para investigar la mecánica de fluidos y transferencia de calor de un jet oscilatorio que
fuese independiente de la forma en que es creado. Este tipo de jets, llamados Synthetic Jets, han sido utilizados para
enfriamiento incidiéndolos sobre superficies que generan calor [1 – 5]. Debido a su naturaleza oscilatoria, los Synthetic Jets
generan un tren de vórtices que vuelan hacia la pared. Esta interacción vórtice-superficie es clave para entender los
mecanismos fundamentales en la transferencia de calor por convección generados por este tipo de flujos. Las ecuaciones de
Navier-Stokes transientes y la ecuación de convección-difusión fueron resueltas mediante el software comercial ANSYS
FLUENTTM. Las simulaciones fueron validadas experimentalmente, donde el flujo oscilatorio se generó por medio de un
parlante tipo sub-woofer conectado a un canal convergente, cuyo flujo de aire se direccionó perpendicular a una pared
caliente. El método Q-criterion [6], el cual define vórtices como regiones conectadas de fluido cuyo segundo invariante del
tensor de velocidades es positivo, fue utilizado para la identificación de vórtices. Cuando el vórtice primario se mueve en
dirección paralela a la superficie, provoca la aparición de un vórtice secundario con rotación opuesta, el cual es
principalmente responsable por el mejoramiento en la transferencia de calor en la región donde el flujo se torna paralelo a l a
pared. Bajo ciertas condiciones ocurre fusión de vórtices, llevando a la degradación en la transferencia de calor debido a que
se reduce la cantidad de vórtices secundarios interactuando con la superficie caliente. Al entender, cuantificar y predecir los
mecanismos que generan este fenómeno de fusión, se pueden encontrar condiciones óptimas de operación. En la práctica, y
dado un número de Reynolds fijo, un Synthetic Jet debiese ser operado a la mayor frecuencia posible, siempre y cuando seevite la fusión.
Keywords: Convección de calor, Synthetic jets, Dinámica de vórtices, CFD
AgradecimientosLos autores agradecen al programa “CONICYT PAI/ Concurso Nacional Apoyo al Retorno de Investigadores/as desde el
Extranjero, Convocatoria 2014 Folio 82140056”.
Referencias [4] M. Arik, Local heat transfer coefficients of a high
frequency synthetic jet during impingement coolingover flat surfaces, Heat Transfer Engineering 29 (2008)763 – 773.
[5]
M. B. Gillespie,W. Z. Black, C. Rinehart, A. Glezer,Local convective heat transfer from a constant heat fluxflat plate cooled by synthetic air jets, Journal of HeatTransfer 128 (2006) 990 – 1000.
[6] L. Silva-Llanca, A. Ortega, I. Rose, Experimentalconvective heat transfer in a geometrically large two-dimensional impinging synthetic jet, InternationalJournal of Thermal Sciences 90 (2015) 339 – 350.
[7] L. Silva, A. Ortega, Convective heat transfer in animpinging synthetic jet: A numerical investigation of acanonical geometry, Journal of Heat Transfer-Transactions of the ASME 135 (2013) 08220.
[8]
M. Arik, T. Icoz, Predicting heat transfer from unsteadysynthetic jets, Journal of Heat Transfer-Transactions ofthe ASME 134 (2012) 08190.
[9]
J. C. R. Hunt, A. A. Wray, P. Moin, Eddies, streams,and convergence zones in turbulent flows, 1988Summer Program (SEE N89-24538 18-34), 193 – 208

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 217/253
206
Sobre los técnicas de interacción fluido-estructura en elmétodo de Lattice-Boltzmann
C. Muñoza,*, A. Díazb
a Departamento de Mecánica, Universidad Tecnológica Metropolitana, Av. José Pedro Alessandri 1242, Santiago, Chile b Departamento de Ingeniería Industrial, Universidad Diego Portales, Av. Ejército 441, Santiago, Chile
*E-mail Autor: [email protected]
Resumen
En la actualidad, el método de Lattice-Bolztmann (LBM) ha tenido rápidos desarrollos en su implementación de modelos que
capturan los fenómenos como la turbulencia, flujos multifásicos, partículas en suspensión, etc. [1]. También ha cobradoatención la aceleración de los tiempos de cálculo mediante uso de tarjetas gráficas (GPU) [2], en donde la naturaleza delmétodo es ampliamente explotada. Esto lo ha llevado a ser considerado como un método alternativo para la dinámica defluidos computacional (CFD). En este trabajo nos centraremos en las técnicas para representar la interacción fluido-estructura presente en problemas aerodinámicos. El método de frontera sumergida (Immersed Boundary Methods , IBM) es uno de losmás utilizados en los paquetes convencionales de CFD, en donde se utilizan dos tipos de mallas acopladas, una cartesiana para el fluido, y otra lagrangeana para el cuerpo sólido [3]. Se mostrará el desarrollo de un código de LBM escrito en
FORTRAN, donde la malla de lattices se obtiene de un mallado de elementos finitos cuadráticos obtenido de un softwarecomercial (GiD) [4]. La implementación de un modelo LBM-IBM [5] nos permitirá analizar flujos externos en cuerpos tantofijos como móviles, cuya validación será mediante resultados comparativos presentes en la literatura. Se recogen en estetrabajo los resultados preliminares obtenidos del estudio.
Keywords: Método de Lattice-Bolztmann, Dinámica de Fluidos Computacional, Interacción Fluido-Estructura, ImmersedBoundary Methods, Flujos Externos.
Referencias[10] C.K. Aidun, J.R. Clausen, Lattice-Boltzmann
method for complex flows, Annual Review of FluidMechanics 42 (2010) 439-472.
[11]
P.R. Rinaldi, E.A. Dari, M.J. Vénere, A. Clausse,A Lattice-Boltzmann solver for 3D fluid simulation onGPU, Simulation Modelling Practice and Theory 25(2012) 163-171.
[12] R. Mittal, G. Iacarino, Immersed BoundaryMethods, Annual Review of Fluid Mechanics 37(2005) 239-261.
[13] GiD Reference Manual. The personal pre and postprocessor, R. Ribó, M.A. de Riera Passenau, E.Escolano, J. Suit, A. Colls, (2010) CIMNE.
[14]
J. Favier, A. Revell, A. Pinelli, A LatticeBoltzmann – Immersed Boundary method to simulatethe fluid interaction with moving and slender flexibleobjects, Journal of Computational Physics 261 (2014)145-161.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 218/253

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 219/253
208
Validación de un código general para la simulación deflujo electroosmóticos en microcanales mediante el método
de Lattice Boltzmann.
Esteban Guerreroa, Diego Oyarzúna, Daming Chena, Nicolás Oviedoa, Paulina Escobara, Amador Guzmánb
a Departamento de Ingeniería Mecánica, Universidad de Santiago de Chile, Avenida Libertador Bernardo O'Higgins nº 3363.
Estación Central. Santiago. Chile. b Departamento de Ingeniería de Mecánica y Metalúrgica, Pontificia Universidad Católica de Chile, Avda. Vicuña Mackenna
4860, Macul - Santiago - Chile
Resumen.
Las aplicaciones de micro fluidos están dentro de los más grandes desafíos del siglo, incluyendo suministro de
medicamentos, detección de virus, bacterias y contaminantes [1]. Existen distintas estrategias numéricas para caracterizar este
fenómeno físico, el método de Boltzmann (LBM) [2] presenta ventajas significativas frente a métodos clásicos como
método de la diferencia finita (FDM), método de elementos finitos (FEM), método volumen finito (VFM), entre otros,
principalmente porque la solución en el paso temporal no requiere de técnicas iterativas para su convergencia, sino, cada paso
en el tiempo brinda de forma inmediata la solución transitoria. En este trabajo se presenta un código desarrollado en
FORTRAN, con la capacidad de simular cualquier configuración geométrica, donde ya se han verificado varias condiciones
de contorno, tanto para el problema hidrodinámico, como para el electrostático. Se validó el código con las soluciones
analíticas clásicas presentes en la literatura. Se estudió la estabilidad y efecto de la condición de contorno “ ”
en el problema . De los resultados analizados se determinaron los parámetros necesarios (tiempos derelajación: y ), óptimos que minimizan tanto el error como costo computacional. La validación de estos resultados da un
sustento sólido para su uso en la caracterización del problema físico asociado.
Keywords: Método de Lattice Boltzmann, Flujo electroosmóticos, Micro canal, Parámetros temporales adimensional.
Referencias[1]
NGUYEN, Nam-Trung and WERELEY, Steven.Fundamentals and applications of microfluidics, 2d ed.Boston: Artech House, 2006.E.C. Lee, C.Y. Nian, Y.S.Tarng, Design of a materials processing technologies,Archives of Materials Science and Engineering 28(2007) 48 – 56.
[2]
LI, Baoming and KWOK, Daniel Y. A latticeBoltzmann model for electrokinetic microchannelflow of electrolyte solution in the presence ofexternal forces with the Poisson – Boltzmannequation. International Journal of Heat and MassTransfer, Vol. 46, April 2003.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 220/253
209
Mecanica de fluidos en flujos binarios turbulentos demetales fundidos en inyeccion de moldes
Nelson Moraga, Cristián Cayo, Marcelo GallardoDepartamento de Ingeniería Mecánica, Universidad de La Serena
Benavente 980, La Serena, Email: [email protected]
Resumen
Este trabajo presenta resultados de la modelación matemática y de la simulación computacional que describen la mecánica de
fluidos transiente tridimensional del flujo turbulento de un metal fundido durante su inyección en un molde. El análisis
considera que el movimiento se produce por gravedad, a través de un ducto vertical en el que se vierte aluminio fundido, y la
inyección al molde se efectúa por una puerta de entrada ubicada al centro de la cara inferior. Un modelo de flujo binario se
emplea para describir el desplazamiento del aire por el metal fundido durante el proceso de inyección, junto con el método de
volumen de fluido, VOF, para la determinación de la posición instantánea del frente móvil del metal fundido. El modelo κ -ϵ
estándar se utiliza para caracterizar el flujo turbulento del metal fundido en su avance por el sistema de inyección y durante el
llenado del molde. La solución del modelo matemático transiente, formado por las ecuaciones de continuidad, de Navier-
Stokes, de energía cinética turbulenta, de rapidez de disipación de la energía cinética turbulenta y de la fracción de fluido en
fase líquida se resuelve con el método de volúmenes finitos, mediante el programa ANSYS-Fluent. La validación de los
resultados se efectúa empleando información experimental disponible en la literatura. Efectos del número de puertas de
inyección, ubicación de las puertas de inyección y del número de Reynolds en el tiempo de llenado, en la posición del frente
de inyección y de la variación temporal de la mecánica de fluidos en el metal fundido se describen en el trabajo.
Agradecimientos: de los autores por apoyo recibido en proyecto FONDECYT 11140074.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 221/253
210
Mecánica de fluidos con transferencia de calor y masa porconvección mixta en aire y secado de alimentos porosos
N. Moragaa,*, D. Gallardo, J. D’Alencon, R. Lemus
b a Departamento de Ingeniería Mecánica, Universidad de La Serena, Benavente 980, La Serena, Chile
b Departamento de Ingeniería en Alimentos, Universidad de La Serena, Benavente 980, La Serena, Chile
*E-mail Autor: [email protected]
Resumen
El uso de energía solar en el secado de alimentos es una práctica muy antigua, que se ha puesto nuevamente en vigencia,
debido a consideraciones energéticas, ambientales y económicas [1, 2, 3]. El objetivo de este trabajo es describir la evolución
de la mecánica de fluidos, transferencia de calor y de masa por convección mixta en el aire en el interior de un secador solar
junto con la difusión de calor y masa transiente en el interior de alimentos sólidos. Los procesos físicos consideran alimentos
en granos u hojas caracterizados con un modelo poroso generalizado de Darcy-Brikman-Forchheimer que permite describir
los flujos convectivos de fluidos, calor y masa a través de estos alimentos apilados en el interior de un secador. El modelo
conjugado transiente de convección mixta y difusión de calor y masa se resuelve en base al método de volúmenes finitos, con
un programa propio, que fue modificado para la descripción de secado de alimentos porosos conjugado con convección
transiente de calor y masa en aire. Los casos investigados incluyen el secado de granos de uva [4] y de hojas de stevia, por
convección mixta laminar de aire, que ha sido precalentado y deshumidificado en un acumulador de energía solar. Aspectos
físicos como la variación de la relación de aspecto del conjunto de granos de alimento, junto con la evolución de la
temperatura y humedad del aire externo se incluyen en la modelación matemática y en las simulaciones computacionales [5].
El estudio considera dos formas geométricas en la zona final del secador solar y se emplea para investigar el efecto de las
condiciones ambientales en Tanta-Egipto y en Vicuña-Chile, en el proceso de secado de granos de uvas. Los resultados de las
simulaciones computacionales de mecánica de fluidos en el aire describen la variación en el tiempo de las líneas de corriente
y de las zonas de recirculación. Los resultados de transferencia de calor y masa se reportan en términos de la variación en eltiempo de las distribuciones de temperatura y contenido de agua en el alimento y en el aire. La validación parcial de los
resultados obtenidos con el modelo poroso para el secado de granos de uva se efectúa comparando la variación en el tiempo
de secado del contenido de agua en el alimento con valores experimentales reportados en la literatura [4].
Keywords: Modelación matemática, simulación computacional, alimentos porosos, CFD, fenómenos de transporte.
Agradecimientos: de los autores por el apoyo recibido de CONICYT-Chile en el proyecto FONDECYT 1130558.
Referencias
[1]
V. Sharma, A. Colangelo, G. Spagna, Experimentalinvestigation of different solar dryers suitable for fruit
and vegetables drying, Renewable Energy 6 (1995)413-424.
[2] O. Ekechukwu, B. Norton, Review of solar-energydrying systems II: An overview of solar energytechnology, Energy Conversion and Management 40(1999) 615-655.
[3] M. Leon, S. Kumar, A comprehensive procedure for performance evaluation of solar food dryers.
Renewable and Sustainable Energy Reviews 6 (2002)367-393.
[4] A. A. El-Sebaii, S. Aboul-Enein, M. R. I. Ramadan,H. G. El-Gohary, Experimental investigation of anindirect type of natural convection solar dryer, EnergyConversion and Management 43 (2002) 2251-2266.
[5] J. P. D’Alencon, Estudio térmico de uso de energíasolar en climatización de vivienda y secado dealimentos, Trabajo de Titulación de Ingeniería CivilMecánica, Universidad de La Serena, 2015.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 222/253
211
Predicción de congelación de alimentos mediante estudiostransientes con convección laminar y turbulenta de aire
N. Moragaa,*, C. Zambrab a Departamento de Ingeniería Mecánica, Universidad de La Serena, Benavente 980, La Serena, Chile b Centro de Estudios de Alimentos Procesados, Universidad de Talca, San Miguel 3245, Talca, Chile
*E-mail Autor: [email protected]
Resumen
La congelación es una práctica muy empleada en la conservación de alimentos [1-3]. El objetivo del trabajo es caracterizar la
mecánica de fluidos y la transferencia convectiva de calor en el aire usado en el enfriamiento y la conducción de calor con
cambio de fase del agua contenida en alimentos cárneos durante su congelación. Los estudios transientes incluyen la
congelación de un cubo de carne de vacuno por convección natural laminar 3D en aire en el interior de un freezer de un
refrigerador doméstico y la congelación 2D de un trozo de salmón en un túnel de congelación por convección mixta en flujo
turbulento de aire. Las ecuaciones de continuidad, momento lineal y energía en el aire y la de difusión transiente de calor con
cambio de fase del agua líquida a hielo en el alimento se emplean en ambos casos. En el túnel de congelación se agrega el
modelo de energía cinética turbulenta k y de disipación de la energía cinética turbulenta ϵ para caracterizar la convección
mixta en el aire que provoca el enfriamiento. La solución se obtiene empleando el método de volúmenes finitos mediante la
programación de las ecuaciones discretizadas en mallas estructuradas no uniformes, con un esquema secuencial implícito
iterativo, un método línea a línea y sub-relajación sucesiva de las variables dependientes. Los resultados obtenidos
caracterizan la evolución en el tiempo de la mecánica de fluidos y convección en aire alrededor de los alimentos y la
variación transitoria de temperatura en el aire y al interior de alimentos durante su enfriamiento y congelación. Los resultados
obtenidos para el caso 3D se comparan con los de modelos previos más sencillos 2D [4]. Se concluye que los resultados de
congelación en flujo turbulento con Re = 5,000 describen con mejor precisión los resultados experimentales que cuando se
supone flujo laminar [5]. Los resultados obtenidos son de interés para el diseño de los equipos de congelación, permitenanalizar el efecto de los parámetros en la congelación de alimentos sólidos, pueden ser utilizados en la reducción de costos y
consumos de energía y empleados para lograr aumentos de productividad y mejorar la calidad de los alimentos procesados.
Keywords: Modelación conjugada, CFD, transferencia de calor, cambio de fase, flujo turbulento.
Agradecimientos de los autores por el apoyo recibido de CONICYT-Chile en el proyecto FONDECYT 1140074.
Referencias
[1] R. H. Devireddy, P. H. Leo, J. S. Lowengrub, J. C.
Bischof, Measurement and numerical analysis of
freezing in solutions enclose in a small container,
International Journal of Heat and Mass Transfer 45(2002) 1915-1931.
[2]
L. Kaale, T. Eikeviek, T. Bardal, E. Kjorsvik, T.
Nordtvedt, The effect of cooling rates on the ice crystal
growth in air-packed salmon fillets during superchilling
and superchilled storage, International Journal of
Refrigeration 36 (2013)110-119.
[3] Z. Huan, S. He, Y. Ma, Numerical simulation and
analysis for quick-frozen food processing, Journal of
Food Engineering 60 (2003) 267-273.
[4]
N. Moraga, L. Jauriat, R. Lemus, Heat and mass transferin conjugate food freezing/air natural convection,International Journal of Refrigeration 35 (2012) 880-889.
[5]
N. Moraga, E. Medina, Conjugate forced convection andheat conduction with freezing of water content in a plateshaped food, International Journal of Heat Mass Transfer43 (2000) 53-67.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 223/253
212
Flujo turbulento de aire en diseño aerodinamico de tresautos solares de carrera
Pablo Pacheco, Daniel Garrido, Nelson MoragaDepartamento de Ingeniería Mecánica, Universidad de La Serena
Benavente 980, La Serena, Email: [email protected]
Resumen
Este trabajo describe el rol de la mecánica de fluidos generada por el flujo turbulento de aire en el diseño aerodinámico de
autos de carrera que emplean energía solar. El estudio incluye el desarrollo de tres autos solares: IK1, IK2 e IK3, que se
fabricaron y competieron con destacados desempeños en carreras de autos solares latinoamericanas y en una carrera mundial
en los últimos 4 años. Los autos IK1 e IK2 son de tres ruedas y el piloto está en la parte central del auto, en cambio el IK3 es
un auto de cuatro ruedas con el piloto a un costado. En particular este artículo describe el uso de dos modelos matemáticos
diferentes, que incluyeron dos modelos de turbulencia: k-ϵ , para IK1 e IK2 y el modelo RANS Transition Shear Stress
Transport para IK3, junto con el uso de mallas no-estructuradas del orden de cien mil a un millón de nodos (IK1 e IK2) y
polihédricas con 45 millones de nodos para la simulación del auto IK3. Las ecuaciones básicas correspondientes a los dos
modelos de turbulencia se resolvieron empleando el método de volúmenes finitos ANSYS-Fluent en las versiones 14.5 (IK1,
IK2) y 16.0 (IK3). El análisis efectuado incluye la determinación de las líneas de corriente y vectores de velocidad, la
distribución de presión, de energía cinética turbulenta y disipación de energía cinética turbulenta, junto con los coeficientes
de sustentación y de fricción. Las simulaciones computacionales permitieron reducir el área frontal en un 3% y el coeficiente
de arrastre en 13%, entre el modelo mejorado IK2 y el IK1, y luego, una disminución de 22% del área frontal y de un 43% en
el coeficiente de arrastre entre el auto IK2 y el IK3.
Agradecimientos: de los autores por el apoyo recibido del proyecto MINEDUC-PMI Universidad de La Serena en Eficiencia
Energética y Sustentabilidad Ambiental (2015-2017) y al proyecto FONDECYT 1140074.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 224/253
213
Simulación continua de flujo granular tipo Block CavingE. Rojas*,a,b, R. Soto b
a Departamento de Ingeniería Mecánica, Universidad de Antofagasta, Av. Universidad de Antofagasa s/n, Antofagasta, Chile b Departamento de Física, FCFM, Universidad de Chile, Beauchef 850, Santiago, Chile
*E-mail Autor: [email protected]
Resumen
El método de extracción de mineral denominado Block Caving es usado ampliamente en minería subterránea y consiste
básicamente en fragmentar las rocas en el interior de una montaña o una veta de mineral cualquiera, para luego extraer el
material por gravedad. Un importante requerimiento de carácter económico para este tipo de extracción es maximizar la
cantidad de material extraído. Modelos físicos desarrollados por [1] y [2] sugieren que un flujo homogéneo en la columna de
material proporciona un máximo volumen total de extracción de material. Esta homogenización se puede lograr si la distancia
entre los puntos de extracción contiguos es tal que los volúmenes movilizados de material se traslapan en una pequeña
proporción [1]. Más aun, [2] y [3] establecen un criterio dependiente del ancho del volumen movilizado para determinar, de
manera aproximada, la distancia óptima entre puntos de extracción.
Basados en la reología propuesta para medios granulares en [4,5,6] se desarrolló un modelo continuo basado en las
ecuaciones 2D de conservación de momentum, con el objetivo de captar de forma aproximada la forma de la zona de
extracción aislada (IEZ), definida por la parte del medio granular donde los tiempos de residencia no divergen.
Se compararon las curvas de nivel de la zona de extracción aislada del modelo, con las obtenidas mediante mediciones
experimentales [7]. El principal resultado para la simulación continua de este sistema corresponde a que el modelo logra
captar aproximadamente la forma de la zona de extracción aislada. Además, los valores de las masas de extracción
representadas en el diagrama IEZ son del mismo orden de magnitud para el modelo y el caso experimental. Otro resultado
importante es que el modelo continuo también capta el ángulo de falla a la salida del sistema con un 6% de error, lo que no es
captado por los modelos tipo difusivos donde la zona de extracción está dada por un elipsoide [8].
Keywords: Medios granulares, simulación medios continuos, Block Caving.
Referencias
[1] Kvapil, R 1964, Gravity flow of granular materials inhoppers and bins, International Journal of RockMechanics and Mining Science, vol. 1, pp. 35-41.
[2] Marano, G 1980, The interaction between adjacent draw points in free flowing materials and it application tomining, Chamber of Mines Journal, vol. 22, pp. 25-32.
[3] Heslop, TG and Laubscher, D 1981, Draw control incaving operations on Southern African chrysotileasbestos mines, in Design and operation of caving andsublevel stoping mines, ed. D Stewart, Society ofMining Engineers – AIME, New York, pp.755-774.
[4] GDR MiDi, Eur. Phys. J. E, 14 (2004) 341.[5]
Jop, P., Forterre, Y., & Pouliquen, O. (2006). Aconstitutive law for dense granular flows. Nature,441(7094), 727-730.
[6] Forterre, Y., & Pouliquen, O. (2008). Flows of densegranular media. Annu. Rev. Fluid Mech., 40, 1-24.
[7]
Castro, R., Trueman, R., & Halim, A. (2007). A study
of isolated draw zones in block caving mines bymeans of a large 3D physical model. InternationalJournal of Rock Mechanics and Mining Sciences, 44(6),860-870.
[8]
Melo, F., Vivanco, F., Fuentes, C., & Apablaza, V.(2008). K inematic model for quasi static granulardisplacements in block caving: Dilatancy e_ects ondrawbody shapes. International Journal of RockMechanics and Mining Sciences, 45(2), 248-259.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 225/253
214
V – COMPORTAMIENTOMECÁNICO

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 226/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
215
Caracterización de la respuesta mecánica pasiva delmiocardio de cerdo
E. Riveraa, P. Sáncheza, C. García-Herreraa, D. Celentanob
aDepartamento de Ingeniería Mecánica, Universidad de Santiago de Chile, Av. Bdo. O’Higgins 3363, Santiago, Chile bDepartamento de Ingeniería Mecánica y Metalúrgica - Pontificia Universidad Católica de Chile Av. Vicuña Mackenna 4860
Santiago, Chile
E-mail: [email protected]
ResumenEste trabajo propone una metodología para modelar computacionalmente la respuesta mecánica del tejido del miocardio de
cerdo. Su importancia radica en la necesidad de contar con un modelamiento que permita describir y predecir fielmente el
comportamiento pasivo de este material y sus cambios mecánicos asociados a factores de riesgo de salud cardiovascular,
considerando que las enfermedades cardiovasculares son la principal causa de muerte en todo el mundo.
La caracterización mecánica del miocardio es un tema de creciente interés [1,2,3,4], debido a que la respuesta mecánica de
estos materiales presenta una serie de dificultades y desafíos tales como una marcada anisotropía, efectos viscosos, tensiones
residuales y daño mecánico. Además varios autores han demostrado [5] que la respuesta mecánica del miocardio de cerdo
permite observar fenómenos que también ocurren en el ser humano.
El objetivo del presente trabajo es realizar un análisis numérico y experimental del comportamiento mecánico pasivo del
miocardio. Para ello se realizan ensayos de tracción uniaxial a probetas extraidas de las diferentes direcciones de fibras y
capas de fibras que componen al miocardio para así contar con las direcciones más representativas que permiten caracterizar
el tejido [4].
Se adoptan dos modelos constitutivos adecuados a la respuesta observada en los experimentos. Los modelos hiperelásticos
utilizados corresponden a los modelos de Holzapfel-Ogden [1] y Doyle [2]. Dichos modelos consideran la presencia de fibras
en el tejido a través de la incorporación de invariantes adecuados del tensor de Cauchy-Green.Se obtienen los parámetros de los modelos por medio un método de mínimos cuadrados no lineales, estos parámetros son
calculados considerando que la deformación es homogénea durante todo el ensayo. Se ha demostrado experimentalmente que
la deformación de estos tejidos no es homogénea y por ello se vueleve a reajustar iterativamente los parámetros del material
utilizando el método de los elementos finitos. Finalmente se analiza la estabilidad de los parámetros obtenidos y se comparan
con resultados publicados ya en la literarura especializada.Agradecimientos: Los autores agradecen al proyecto Dicyt 051415GH, al proyecto FONDECYT 115119 y al financiamientode Postgrado: CONICYT-PCHA/Doctorado Nacional/2014-21140988, por el soporte brindado en este trabajo.Keywords: Miocardio, Modelos Hiperelásticos, Comportamiento MecánicoReferencias
[1]
G.A. Holzapfel, R.W. Ogden. Constitutive modellingof passive myocardium: a structurally basedframework for material characterization. PhilosophicalTransactions of the Royal Society A: Mathematical,
Physical and Engineering Sciences, 2009. 3445-3475 p. 367 v.
[2] M.G. Doyle, S. Tavoularis, Y. Bourgault, Adaptationof a rabbit myocardium material model for use in acanine left ventricle simulation study, Journal ofBiomechanical Engineering 132(4), 041006, 2010.
[3]
S. Dokos, B.Smaill, A. Young, I. LeGrice. Shear properties of passive ventricular myocardium.
American Journal of Physiology-Heart andCirculatory Physiology, 2002. H2650-H2659
[4] P. S. Bascuñán, Análisis de la respuesta mecánica pasiva del miocardio. Tutor: García Herrera. C. Tesis
de Magister. Universidad de Santiago de Chile.Santiago. Chile. 2014.
[5] C. Cuellas-Ramón, A. Pérez, C. Pérez-Martínez, A.Diego-Nieto, J. Gonzalo-Orden, F. Fernandez-Vasquez. Investigación traslacional en isquemia,infarto de miocardio y reperfusión. Rev Esp CardiolSupl. 2013;13(E):57-6.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 227/253
216
Análisis de las tensiones residuales de arterias de ovejasgestadas en altura
Zhuoming Chen Linaa, Daniel Poblete P.a, Emilio A. Herrerab, Aníbal J. Llanosb, Diego Celentanoc,Claudio García-Herreraa
aDepartamento de Ingeniería Mecánica, Universidad de Santiago de Chile, Av. Bdo. O’Higgins 3363, Santiago, Chile
bPrograma de Fisiopatología, ICBM, Facultad de Medicina - Universidad de Chile Av. Salvador 486 Santiago, Chile
cDepartamento de Ingeniería Mecánica y Metalúrgica - Pontificia Universidad Católica de Chile Av. Vicuña Mackenna 4860
Santiago, Chile
E-mail: [email protected]
Resumen Muchas personas de nuestro país viven o trabajan en condiciones de altura por sobre los 3500 metros sobre el nivel del mar.
Estas condicones hacen que el sistema cardiovascular sufra adaptaciones fisiológicas para su funcionamiento en condiciones
hipóxicas [1] , como por ejemplo, un remodelamiento de las arterias producto del aumento de la densidad sanguinea y
presión intravascular. Para aminorar estos efectos se están desarrollando medicamentos para reducir las consecuencias
negativas en la función vascular de las arterias.
El objetivo del presente trabajo es cuantificar los efectos de dos fármacos específicos (Cinaciguat y ANP) sobre las tensiones
residuales que se presentan en las arterias aorta, carótida y femoral. El estudio se realiza en ovejas recién nacidas con 15
días de vida, cuyas madres pertenecen a generaciones de ovinos adaptadas a condiciones hipóxicas, en la zona de Putre (3600
m).Los sujetos de estudios se dividieron en tres grupos: a) grupo de control (sin tratamiento farmacológico) b) grupo con
tratamiento de cinaciguat, c) grupo con tratamiento de ANP. Los tratamientos se adminsitraron diariamente por 7 dias, luego
de lo cual los animales se eutanisaron y se obtuvieron las muestras arteriales (Aprobación bioetica CBA 694. Facultal de
Medicina, Universidad de Chile).
Para cuantificar las tensiones residuales se usó el ensayo de apertura de anillo [2], el cual consiste en abrir un anillo de arteriainmerso en suero fisiológico a temperatura controlada de 37°C. Como resultado, se obtiene un ángulo de apertura que se
relaciona directamente con los niveles de esfuerzos residuales presentes en el vaso [2]. Para completar el estudio se evaluó el
comportamiento mecánico de los tejidos a través de ensayos de tracción [3], en este caso se han tomado anillos de arterias las
cuales son estirados hasta su rotura. De este ensayo se obtiene la curva esfuerzo-alargamiento que permite ajustar los
parámetros de material con un modelo constitutivo para materiales hiperelásticos. Utilizando el método de elementos finitos,
se modeló numéricamente el cierre del anillo y con ello se obtienen las tensiones residuales presentes en cada vaso.
Finalmente de los resultados obtenidos se compararon y se analizaron los efectos de estos dos fármacos en cada uno de los
vasos en estudio. Los resultados indican que los medicamentos afectan fuertemente los esfuerzos residuales así como la
elasticidad del vaso. Agradecimientos: Proyecto Dicyt 051415GH; FONDECYT 1151119 y 1140647.Keywords: Biomecánica, Hiperelásticidad, Comportamiento mecánico de biomateriales
Referencias
[1]
Emilio A. Herrera. High-altitude chronic hipoxiaduring gestation and after birth modifiescardiovascular respones in newborm. Regul InegrCamp Physiol. Vol 292(6):R2234-40 (2007)
[2]
S.Q.Liu and Y.C.Fung. Zero stress states ofarteries. Journal of biomechanical engineering.Vol 110, February (1988) 82-84.
[3] D. Cañas-Quezada, R. Manríquez, C. García-
Herrera, E. Herrera, D. Celentano. Ensayo detracción en un anillo de arteria. Jornadas deMecánica Computacional 2014. Vol 12 204-212(2014)
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 228/253
217
Efecto de la temperatura de sinterización sobre laspropiedades mecánicas de espumas de aleaciones Ti-Nb-
Ta-Mn
D. Muñoza, S. Lascanoa, *, C. Aguilarb, L. Péreza
a Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V,
Valparaíso, Chile b
Departamento de Ingeniería Metalúrgica y Materiales, Universidad Técnica Federico Santa María, Av. España 1680, Casilla110-V, Valparaíso, Chile
*E-mail Autor: [email protected]
Resumen
La cantidad de personas en edad sobre los sesenta años ha ido en aumento, a su vez la tasa de natalidad ha ido dismiuyendo,
convirtiendo así a varios países en poblaciones envejecidas. Además, según la Organización de las Naciones Unidas, la
expectativa de vida al nacer ha ido aumentando con el tiempo. Con respecto a América Latina, Chile es líder en longevidad,
alcanzando una edad de 83 años. Esta situación ha provocado que cada día sean más las personas que sufren trastornos
musculo-esqueléticos, entre los cuales el deterioro óseo provocado por la artrosis es la causa más habitual de las prótesis de
cadera en Chile [1]. En busca de mejorar la calidad de vida de las personas, últimamente se ha puesto mayor interés en el
desarrollo de implantes biomédicos y sus exigencias. El implante biomédico debe cumplir diferentes características; en
cuanto a sus propiedades mecánicas, deben ser similares a las del hueso. También, debe ser resistente a la corrosión y aldesgaste. Otra caracerística, es que el implante debe ser capaz de establecer una conexión directa y estable con el hueso, esto
es llamado osteointegración satisfactoria. La vida útil del implante también es un aspecto a considerar, el periodo de servicio
de los implantes es de 10 a 15 años, por lo que se busca poder alargar este periodo, adecuándose a las necesidades del
paciente. Por último, el implante debe ser un biomaterial. Dentro de los biomateriales, existen según su estructura molecular,
los polímeros, cerámicos y metálicos, estos últimos, han mostrado tener una excelente resistencia mecánica y tenacidad [2]. A
su vez, entre estos biomateriales metálicos, las aleaciones de Titanio son considerados como la mejor opción en materiales de
implantes para aplicaciones ortopédicas y dentales por sus bajos módulos de elasticidad, los cuales fluctúan entre 55 Gpa y
110 Gpa, su excelente relación resistencia-peso, dureza y superior biocompatibilidad y resistencia a la corrosión [3-5]. Aun
así, a pesar de todas las características favorables mencionadas, presentan algunas limitaciones, tales como falta de
osteointegración, inadecuadas propiedades mecánicas y su elevado módulo de Young en comparación al tejido óseo (3 – 20
GPa) que es la causa principal del fenómeno de apantallamiento de tensiones, o también conocido como “stress shielding [4].
Otra desventaja es que los implantes son importados, situación que encarece su obtención.
Los avances han estado enfocados a encontrar materiales no tóxicos y con propiedades mecánicas similares a las del hueso y
que sean económicamente asequibles. Así, los intentos por solucionar la diferencia entre los módulos de elasticidad, ha
llevado a crear aleaciones de estructuras porosas de Titanio, obtenidas mediante la técnica de espaciadores, lo cual conlleva a
reducir el módulo de Young de la aleación sin comprometer la resistencia mecánica requerida [6]. Además, el cambio de
composición química de una aleación conocida como Ti-Nb-Ta-Zr, donde el Zr es reemplazado por el Mn, el cual es menos
costoso. De este último compuesto no existen estudios en implantes biomédicos, sin embargo se sabe que puede tener efectos
beneficiosos para el organismo además de aportar favorables propiedades mecánicas [7, 8]. Con respecto a la microestructura

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 229/253
218
de la espuma de aleación Ti-Nb-Ta-Mn, el tamaño de poro en la espuma final debe ser el óptimo para promover la
osteointegración. Se han reportado espumas metálicas con rango de tamaño de poro desde 200 μm hasta 400 μm con éxito en
el crecimiento de tejido en presencia del implante [9-11].
Para el presente trabajo se establecen los siguientes objetivos; el objetivo general de este trabajo es evaluar el efecto del
contenido del Manganeso y de la temperatura de sinterización sobre las propiedades mecánicas de espumas de aleaciones Ti- Nb-Ta-Mn empleadas en implantes biomédicos. Asimismo, los objetivos específicos son: sintetizar espumas de aleación de
Ti-35Nb-29Ta-Mn mediante pulvimetalurgia empleando la técnica de espaciadores y sinterización convencional, evaluar la
influencia de los parámetros de procesamiento sobre las características físicas, microestructurales y las propiedades
mecánicas de la espuma con 50 % de espaciador y finalmente, contrastar los resultados obtenidos con aquellos publicados en
otras investigaciones.
A través de pulvimetalurgia convencional y la técnica “Space-holders”, se obtienen compactos porosos de la aleación Ti -Nb-
Ta-Mn. Para ello, se han utilizado polvos de Titanio comercialmente puro, Niobio, Tantalio y Manganeso en estado de
recepción para formar la aleación de Titanio, en cantidades de 34% de Nb, 29% de Ta y variando el contenido de Mn en 2%,
4% y 6% en peso, debido a que no se conoce el efecto del contenido de Manganeso en la aleación. Asimismo, para generar
una porosidad mayor que la que podría obtenerse por métodos convencionales, se ha empleado Bicarbonato de Amonio como
material espaciador, en cantidad de 50% en volumen. Inicialmente, los polvos metálicos y el material espaciador han sido
caracterizados mediante SEM (Microscopía de barrido electrónico). En general, se observó que la morfología de los polvos es
irregular y de tamaño no homogéneo. En primer lugar, los polvos se mezclan durante 40 minutos, promoviendo lahomogeneización y se compactan de forma uniaxial. La presión de compactación se ha determinado a partir de la curva de
compresibilidad de las mezclas de Ti-Nb-Ta-Mn y espaciador, eligiendo una presión de compactación de 400 MPa, que
permite un compacto con buena integridad, haciendo fácil su manejo en los siguientes procesos. Luego, el retiro del
Bicarbonato de Amonio se realiza en un horno a 200°C durante 2 horas, procurando su retiro completo, debido a que
cualquier residuo de éste puede provocar un efecto perjudicial en el cuerpo humano [4]. La sinterización de los compactos se
realiza en alto vacío a 1200°C y 1300°C durante dos horas. Finalmente, se han caracterizado los compactos a través del
método de Arquímedes, obteniendo la densidad, y la porosidad total e interconectada. Mediante el análisis de imagen, se
establecieron los distintos parámetros morfológicos de los poros y difracción de rayos X. Igualmente, se ha valorado el efecto
de estas variables mencionadas en las propiedades mecánicas y el módulo elástico, obtenidos mediante el ensayo de
compresión uniaxial.
Los resultados muestran que la porosidad obtenida fue cercana al 70% para el ensayo de Arquímedes y para el análisis de
imagen fue menor, lo que demuestra que la porosidad de los compactos no es homogénea. La morfología de los poros, revela
que la mayoría de ellos tiene un diámetro promedio entre 0 y 100 micras, sin embargo, existen poros de gran tamaño, los
cuales fueron formados debido a la naturaleza cohesiva del Bicarbonato de Amonio que tiende a aglomerar sus partículas
[11,12], llegando a obtener poros de 400 μm y 700 μm. La porosidad y el tamaño de poros responde a la estructura de un
hueso esponjoso [13]. El análisis estadístico del tamaño de poro, revela la necesidad de tamizar el espaciador para controlar la
homogeneidad de la porosidad obtenida [12]. A partir de los difractogramas de rayos X, se comprobó la formación de
solución sólida de la aleación, sin embargo, ésta es mayor para las muestras sinterizadas a 1300°C. Además, tanto el aumento
de porosidad total como el contenido de Mn, disminuyen la resistencia a la fluencia en compresión. A su vez, la temperatura
de sinterización influye directamente sobre la morfología de los poros y la resistencia mecánica. Cabe destacar, que la
cantidad de espaciador utilizado (50% v/v) está por debajo de la porosidad obtenida (70%), lo cual indica la falta de
densificación durante el proceso de sinterización. En cuanto a los resultados de las propiedades mecánicas, el módulo de
Young tiende a disminuir con la porosidad, alcanzando valores de 10 GPa, similares al hueso trabecular. Por su parte, la
resistencia a la fluencia en compresión alcanza valores entre los 25 MPa y 100 MPa, muy por debajo a la resistencia del
hueso cortical, pero nuevamente semejante a la del hueso trabecular.
Keywords: Ti-based alloys, metallic foams, compression test.
Referencias
[1] Minsal, "Endoprótesis Total de Cadera en
personas de 65 años y más con Artrosis de Cadera
con Limitación Funcional Severa," 2010.
[2] M. Niinomi, "Recent metallic materials for
biomedical applications," Metallurgical and
materials transactions A, vol. 33, pp. 477-486,
2002.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 230/253
219
[3] M. Geetha, A. K. Singh, R. Asokamani, and A. K.
Gogia, "Ti based biomaterials, the ultimate choice
for orthopaedic implants – A review," Progress in
Materials Science, vol. 54, pp. 397-425, 2009.
[4] Y. Li, C. Yang, H. Zhao, S. Qu, X. Li, and Y. Li,
"New Developments of Ti-Based Alloys forBiomedical Applications," Materials, vol. 7, pp.
1709-1800, 2014.
[5] C. Tojal, J. Devaud, V. Amigó, and J. Calero,
"Caracterización mecánica de aleaciones porosas,
base Ti, producidas mediante la técnica de
sinterización con espaciador," Revista de
Metalurgia, vol. 46, pp. 26-32, 2010.
[6] Y. Torres, J. Pavón, I. Nieto, and J. Rodríguez,
"Conventional powder metallurgy process and
characterization of porous titanium for biomedical
applications," Metallurgical and Materials
Transactions B, vol. 42, pp. 891-900, 2011.
[7] A. Ibrahim, F. Zhang, E. Otterstein, and E. Burkel,"Processing of porous Ti and Ti5Mn foams by
spark plasma sintering," Materials & Design, vol.
32, pp. 146-153, 2011.
[8] R. Nicula, F. Lüthen, M. Stir, B. Nebe, and E.
Burkel, "Spark plasma sintering synthesis of
porous nanocrystalline titanium alloys for
biomedical applications," Biomolecular
engineering, vol. 24, pp. 564-567, 2007.
[9] W. Niu, C. Bai, G. Qiu, and Q. Wang, "Processing
and properties of porous titanium using space
holder technique," Materials Science and
Engineering: A, vol. 506, pp. 148-151, 2009.
[10] C. Wen, M. Mabuchi, Y. Yamada, K. Shimojima,
Y. Chino, and T. Asahina, "Processing of biocompatible porous Ti and Mg," Scripta
Materialia, vol. 45, pp. 1147-1153, 2001.
[11] J. Xu, L. Bao, A. Liu, X. Jin, Y. Tong, J. Luo , et
al., "Microstructure, mechanical properties and
superelasticity of biomedical porous NiTi alloy
prepared by microwave sintering," Materials
Science and Engineering: C, vol. 46, pp. 387-393,
2015.
[12] D. Li, Y. Zhang, X. Ma, and X. Zhang, "Space-
holder engineered porous NiTi shape memory
alloys with improved pore characteristics and
mechanical properties," Journal of alloys and
compounds, vol. 474, pp. L1-L5, 2009.[13] J. Jia, A. R. Siddiq, and A. R. Kennedy, "Porous
titanium manufactured by a novel powder tapping
method using spherical salt bead space holders:
Characterisation and mechanical properties,"
Journal of the mechanical behavior of biomedical
materials, vol. 48, pp. 229-240, 2015.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 231/253
220
Análisis de falla en componente de sistema de tuberías detransporte de polvo Codelco-Chuquicamata
Herman Ochoa M(a), (b), Rodrigo Correa(a), (c), Waldo Belmonte(a) y Marco Carrasco(a), (b)
a Centro de Ingeniería y Tecnología de los materiales, Universidad de Antofagasta, Av. Universidad de Antofagasta, Chile. b Departamento de Ingeniería Mecánica, Universidad de Antofagasta, Av. Universidad de Antofagasta, Chile.
c, CODELCO Chuquicamata FURE, Región de Antofagasta, Chile.
*E-mail Autor: [email protected], [email protected]
Resumen
La investigación realizada consiste en analizar una falla en una unión vitaulica de la red de tubería de transporte de polvo quevan desde los Vasos presurizados hasta CT2 (Convertidor teniente) en las instalaciones de Codelco Norte Chuquicamata-fundiciones, este sistema fallo después de un año de funcionamiento. El sistema de tubería transporta una cantidad de polvode 14 Ton/pulsada, usando 300 m3 de aire a una presión de 3 (Kg/cm2). El objetivo de la investigación fue determinar lacausa específica de la falla en los sistemas de transporte de polvo. Como parte de la metodología utilizada para resolver elcaso se realizó la recepción de muestras a las cuales se aplicó un análisis químico, análisis de dureza, análisis metalográfico,ensayo de tracción y memoria de cálculo (bajo el aspecto de trasporte neumático de sólidos). El análisis químico reveló queel acero de la tubería es un SAE 1020. La dureza corresponde a 126,7 HB (que es una resistencia al desgaste muy baja parala exposición del sistema). Mediante el análisis metalográfico del material se pudo comprobar que este, no presentabadefectos. Las propiedades mecánicas resultaron ser de 26,3 y 43,3 (Kg/mm 2) para la tensión de fluencia y tensión máxima,respectivamente. A través de la memoria de cálculo se pudo establecer que dada una razón de masas entre sólido y aire de
10,2 la mezcla se encuentra en una fase diluida a una velocidad de 27,6 (m/s), lo cual da lugar a un comportamiento erosivoque se concentra en los accesorios, generando el desgaste excesivo y ocasionando la falla. El análisis de los resultados permitió determinar que la falla fue consecuencia de una erosión intermitente y agre siva, debido a una relación de masa de polvo/aire no correcta. Como parte de los resultados se generan recomendaciones para el solicitante de la investigación
Keywords: Análisis de fallas, Transporte neumático de sólidos, fase diluida, Metalografía, Desgaste por erosión.
Referencias
[1]
P. Wypych, “Design considerations of long-distance pneumatic transport” 1998.
[2]
P. Wypych, “Pneumatic conveying of bulk solids”
1989.[3]
G.E. Klinzing,F. Rizk,R. Marcus,L.S. Leung“Pneumatic Conveying of Solids: A theoretical and practical approach” 3rd edition, 2011.
[4]
Amit Suhane, Vijay K. Agarwal, “Effect of BendGeometry on Erosion and Product Degradation inPneumatic Conveying Pipeline Systems” pp. 129-136,2012.
[5]
David Mills, “Pneumatic Conveying Design Guide”2nd edition 2004.
[6]
"Metallographic and Materialographic Specimen
Preparation, Light Microscopy, Image Analysis andHardness Testing", Kay Geels in collaboration withStruers A/S, ASTM International 2006.
[7]
Metallography and Microstructures, Vol. 9, ASMHandbook, ASM International, Materials Park, OH,2005.
[8]
Metallography: Principles and Practice, G.F. VanderVoort, ASM International, Materials Park, OH, 1999.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 232/253
221
Influencia de la orientación de la fibra en las frecuenciasnaturales de vigas compuestas sumergidas cerca de una
estructura rígida de fondo.
C. Villegasa,*, C. G. Rodríguezb, P. Floresb a Departamento de Ingeniería Mecánica, Universidad del Bío Bío, Av. Collao 1202, Concepción, CHILE
b Departamento de Ingeniería Mecánica, Universidad de Concepción, Edmundo Larenas 219, Concepción - CHILE
*E-mail Autor: [email protected]
Resumen
Cuando una estructura rígida se encuentra cerca de un cuerpo sumergido (isotrópico u ortotrópico), las frecuencias naturalesde dicho cuerpo disminuyen en función de su proximidad [1], además de cambiar por el efecto de la orientación de sus propiedades mecánicas, en el caso de un material ortotrópico [2]. Dado este escenario, se analizó el efecto de una superficierígida sobre una viga epóxica reforzada con fibra de vidrio unidireccional, que se encuentra sumergida a una cierta distanciadel fondo, para diversas orientaciones de la fibra. Se parametrizó la distancia entre el fondo rígido y la viga, para determinarexperimentalmente las tres primeras frecuencias naturales en flexión, mediante su vibración libre, y calcular la razón entre lasfrecuencias en aire y agua para cada modo de vibrar. Los resultados experimentales se compararon con un código deelementos finitos comercial (SAMCEF), concluyendo que la disminución de las frecuencias naturales en función de ladistancia entre la viga y el fondo es exponencial, es independiente del ángulo de la fibra y puede ser predicha con un 4% deerror promedio.
Keywords: viga compuesta, viga en voladizo sumergida, interacción fluido-estructura, vibración libre, frecuencias naturales.
Referencias [1]
C.G. Rodriguez, P. Flores, F.G. Pierart, L.R.Contzen, E. Egusquiza, Capability of structural – acoustical FSI numerical model to predict naturalfrequencies of submerged structures with nearbyrigid surfaces, Computers & Fluids 64 (2012)117 – 126.
[2]
Matthew R. Kramer, Zhanke Liu, Yin L. Young,Free vibration of cantilevered composite plates inair and in water, Composite Structures 95 (2013)254 – 263.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 233/253
222
Efecto del envejecimiento por condiciones climáticas enuniones adhesivas simples que utilizan adherentes de
material compuestoR. Hunter1, E. Leal 1, J. Moller1, L. da Silva2
1Departamento de Ingeniería Mecánica – Facultad de Ingeniería y Ciencias - Universidad de La Frontera
Francisco Salazar 01145 - Temuco – CHILE2Departamento de Engenharia Mecanica e Gestao Industrial, Faculdade de Engenharia da Universidade do Porto, Rua Dr.
Roberto Frias, 4200-465 Porto, Portugale-mail : [email protected]
Resumen
El presente artículo muestra los resultados del análisis experimental de uniones adhesivas simples que emplean un adhesivo
de metacrilato y adherentes de FRP (Fibra de vidrio Reforzada con Polímeros), sometidas a un proceso de envejecimiento
natural de tres meses.
Los adherentes empleados han sido fabricados mediante laminado por infusión al vacío cuya configuración es 901,01, 901, con
un espesor total de 3 mm. Las especificaciones dimensionales de la unión adhesiva simple se mantienen constantes para todas
las probetas ensayadas, manteniendo 25 mm de traslape y un espesor de la zona adhesiva de 1,2 mm. Por otro lado, el sistema
adhesivo empleado es del tipo metacrilato de dos componentes (ITW Plexus, MA310, USA).El envejecimiento de las uniones adhesivas se ha realizado bajo condiciones ambientales normales, con una duración total de
tres meses, los cuales abarcaron 6 semanas de verano y 6 semanas de otoño en la zona sur de Chile. Una vez realizado el
envejecimiento, se ha realizado el ensayo de tensión de acuerdo al estándar ASTM D1002-01, en una máquina Instron 3369,
bajo condiciones de temperatura y humedad de laboratorio.
Los resultados permiten identificar que las uniones adhesivas simples envejecidas tienen un esfuerzo de corte promedio de
9.7 MPa; mientras que las uniones adhesivas simples sin envejecimiento tienen un esfuerzo de corte promedio de 11,4 MPa.
Esto denota una pérdida de resistencia en la unión adhesiva de aproximadamente el 15%, considerando una degradación
ambiental bajo condiciones normales.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 234/253
223
Desarrollo de un modelo cohesivo de zona para lasimulación en Modo I de un adhesivo de metacrilato
Renato Hunter1, Jaime Molina1, Juan Moller1, Lucas da Silva2
1Departamento de Ingeniería Mecánica - Universidad de La Frontera
Francisco Salazar 1145 - Temuco – CHILE2Departamento de Engenharia Mecanica e Gestao Industrial, Faculdade de Engenharia da Universidade do Porto, Rua Dr.
Roberto Frias,
4200-465 Porto, Portugal
e-mail : [email protected], [email protected]
Resumen
El presente artículo se enfoca en el desarrollo de un modelo cohesivo de zona (Cohesive Zone Model, CZM) orientado a
simular la fractura en Modo I de un adhesivo bi-componente (Metacrilato). Este modelo ha sido implementado en ABAQUS
para predecir el comportamiento de la grieta en el adhesivo mediante CZM. Para el desarrollo de este, se ha considerado un
modelo de daño basado en la Ley de Tracción-Separación del material. Adicionalmente, se han considerado un conjunto de
ensayos DCB (Double Cantilever Beam) para caracterizar el adhesivo según dicha ley, obteniendo experimentalmente los
parámetros necesarios para el modelo.
Se utilizaron adherentes de acero SAE-1045 de sección 12 mm x 12 mm x 120 mm, tratados superficialmente para evitar la
falla adhesiva de la unión y garantizar una propagación estable de la grieta. Posteriormente, las probetas fueron ensayadas en
una máquina de ensayos universales INSTRON Modelo 3369 a 20°C y a una velocidad de 1 mm/min, logrando obtener los
datos de fuerza y desplazamiento.
Para la reducción de datos del ensayo DCB, y con el objeto de obtener la energía crítica de fractura, se ha empleado el
método CBBM (Compliance Based Beam Method), necesario para obtener la energía crítica liberada GIC, cuyo valor es un
parámetro fundamental para el modelo de zona cohesiva. Los resultados muestran una adecuada correlación entre la
simulación numérica y los datos experimentales.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 235/253
224
VI – INGENIERÍA DEMÉTODOS Y GESTIÓN DE
LA PRODUCCIÓN

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 236/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
225
El rol de las simulaciones multibody en la homologacióndinámica de vehículos ferroviarios
M. Aizpuna*
a Escuela de Ingeniería Mecánica, Pontificia Universidad Católica de Valparaíso, Av. Los Carrera 01567, Quilpué, Chile*E-mail Autor: [email protected]
Resumen
Los vehículos ferroviarios son sistemas mecánicos de una alta complejidad y que engloban un gran número de elementos
móviles. Además, estos vehículos deben circular con un alto grado de seguridad, debido a las fatales consecuencias queacarrean los descarrilamientos o choques. Por este motivo, el proceso de homologación dinámico [1], en el cual se certificamediante una gran cantidad de ensayos estáticos y dinámicos que el vehículo es apto para circular en una determinada vía,debe asegurar un nivel de seguridad óptimo. Este procedimiento es muy extenso y costoso, dado que la certificación implicafabricar un prototipo del vehículo y realizar una batería de ensayos.Por otra parte, desde hace unos años se han desarrollado algoritmos de simulación de vehículos ferroviarios, generalmente
basados en formulaciones matemáticas multibody (multicuerpo) [2]. Estos algoritmos, han pasado de ser instrumentos deinvestigación de problemáticas concretas del ferrocarril, a ser una herramienta básica en el diseño y fabricación de vehículosferroviarios [3], dando lugar a softwares comerciales como SIMPACK o VAMPIRE [4].El objetivo de este artículo es mostrar cómo las simulaciones dinámicas ferroviarias pueden ser una herramienta importante
para simplificar el proceso de homologación de un vehículo, sustituyendo algunos de los ensayos experimentales en vía porsimulaciones por computador, lo cual podría llegar a disminuir el costo y el tiempo de homologación en gran medida ymanteniendo el mismo nivel de seguridad original.El artículo muestra el proceso de homologación habitual de un vehículo y cómo es posible simular los ensayosexperimentales estáticos y dinámicos en vía, desarrollando una estrategia combinada de simulaciones y ensayos.En concreto, se realizan simulaciones de descarrilamiento con el objetivo de comprobar la capacidad de circulación de unvehículo por una curva con un cierto defecto. Esta simulación es importante para el proceso de homologación físico, ya quese logra comprobar, antes de que el vehículo se ensaye en vía, que esa circulación va a ser segura. Además, se simulan unaserie de curvas para comprobar las características dinámicas de un vehículo, en función de diferentes excitaciones de vía. Losresultados muestran cómo la calidad de la vía influye significativamente en la seguridad contra el descarrilamiento, así comotambién en el confort y fatiga del vehículo.Por último, se dan unas pautas generales sobre la validación de los modelos multibody con el objetivo de poder tener laseguridad de que las simulaciones son una representación lo suficientemente adecuada de la realidad física.Keywords: vehículos ferroviarios, dinámica ferroviaria, simulaciones dinámicas, multibody.
Referencias[1]
CEN, EN 14363:2005. Railway applications – testing
for the acceptance of running characteristics of railwayvehicles – testing of running behavior and stationarytests.
[2] A.A. Shabana, J.R. Sany, A survey of rail vehicle tracksimulations and flexible multibody dynamics, NonlinearDynamics 26 (2001) 179-210.
[3] C. Weidemann, State-of-the-Art railway vehicle designwith multi-body simulation, Journal of Mechanical
Systems for Transportation and Logistics 3 (2010) 12-
26.[4]
P. Shackleton, S. Iwnicki, Comparison of wheel-railconctact codes for railway vehicle simulation: anintroduction to the Manchester Contact Benchmark andinitial results, Vehicle System Dynamics 46 (2008) 129-149.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 237/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
226
VII – ENERGÍASRENOVABLES

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 238/253
227
Termografía infrarroja aplicada al monitoreo de condición
en sistemas fotovoltaicos en la zona norte de ChileE. Estupinan a,*, M. Caquisanea, O. Canaviria, G. Canaviria, B. Acevedob
a Escuela Universitaría de Ingeniería Mecánica, Universidad de Tarapacá. b Escuela universitaria de ingeniería Eléctrica-Electrónica, Universidad de Tarapacá.
Av. 18 Septiembre 2222, Casilla 6-D, Arica, Chile*E-mail: [email protected]
Resumen
Al observar la curva del consumo energético en Chile, se desprende que la demanda energética es creciente con respecto al paso de los años, la cual se cubre principalmente con fuentes energéticas no renovables, como lo son el carbón conaproximadamente 20%, petróleo 13% y gas natural 29% [1,2]. Considerando lo anterior, más la necesidad y tendenciacreciente en el mundo de utilizar fuentes energéticas renovables para la producción de electricidad, el uso de sistemasfotovoltaicos se hace cada vez una mejor alternativa en Chile. Esto sumado a que los precios de generación con energía solarhan dejado de ser una barrera, teniendo en cuenta que los costos de los proyectos solares fotovoltaicos en los últimos tresaños han descendido hasta en un 50% en el mundo. En este contexto, una forma de ver el crecimiento del uso de la energíafotovoltaica en Chile, es que en el año 2013 se comenzó con solo 11 MW de capacidad instalada. Sin embargo, actualmenteexiste una gran cantidad de proyectos aprobados superando los 3 GW de potencia neta [3], considerando solamente la zonanorte del país. Dicha zona se caracteriza por poseer un elevado potencial de radiación solar, siendo muy favorable para eluso de la energía solar. No obstante, existen condiciones ambientales que pueden afectar la eficiencia de dichos sistemas,como por ejemplo temperaturas altas, polvo, viento, humedad y altura, principalmente.En este contexto, el presente trabajo estudia los alcances de la termografía infrarroja para el monitoreo de condición ydetección de fallos en sistemas fotovoltaicos, así como también, para evaluación de efectos medioambientales en dichossistemas. Existen casos a nivel mundial en donde ya se ha prospectado el uso de tecnologías predictivas para la detección de
fallos, principalmente en plantas de energías limpias de gran tamaño [4,5]. No obstante, el uso de tecnologías predictivas,como lo es la termografía infrarroja, en plantas fotovoltaicas en Chile, es aun escasa. Como casos de estudio se presentanresultados alcanzados con plantas solares ubicadas en la XV Región. Al final de la investigación se espera poder contar con
procedimientos y recomendaciones para el uso adecuado de la termografía infrarroja aplicada a sistemas solares.
Keywords: Termografía infrarroja, Sistemas fotovoltaicos, Sistemas termosolares, Mantenimiento predictivo.
Referencias
[1] Del Campo, S. Estrategia Nacional de Energía 2012 – 2030, Energía para el futuro. Gobierno de Chile, (2012).Disponible en:http://www.cifes.gob.cl/archivos/sextoencuentro/m2/Sergio%20D
el%20Campo%20Presentacion_EncuentroERNC%202012.pdf
[2] Bunster J. Política energética para un Chiledesarrollado, Ministerio de energía, Gobierno de Chile,(2012). Disponible en:http://www.senado.cl/prontus_senado/site/artic/20121217/asocfile/20121217174333/presentacion_ministro_de_energia.pdf
[3] CNE, Comisión Nacional de Energía, Gobierno deChile. Obras de generación y transmisión en construcción,(2015). Disponible en: www.cne.cl/images/RES%20132.pdf
[4] Denio, H. Aerial solar thermography and conditionmonitoring of photovoltaic systems, Photovoltaic
Specialists Conference (PVSC), IEEE, Austin, USA (2012).[5] Acciani, G., Simione, G.B., and Vergura, S.Thermographic analysis of photovoltaic panels,International Conference on Renewable Energies andPower Quality (ICREPQ’10), Spain, (2010)
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 239/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
228
Validación de modelos de sistemas solares térmicosresidenciales y estimación de su rendimiento basado en
parámetros de la vivienda
Juan Jerez a*, Adelqui Fissore a, Cristian Cuevas a a Departamento de Ingeniería Mecánica, Facultad de Ingeniería, Universidad de Concepción, Edmundo Larenas 219,
Concepción, Chile*E-mail Autor: [email protected]
Resumen
El siguiente estudio forma parte de un proyecto mayor que busca determinar el potencial de radiación solar a nivel urbano,dentro del cual se contempla el análisis de tecnologías de conversión de energía solar a energía térmica o eléctrica. Paraevaluar dicho potencial se requiere conocer el rendimiento anual o estacional de estos equipos. Esto da origen al siguienteanálisis, el cual consta de tres partes: caracterización experimental, modelado y simulación. Los sistemas a analizar son un
panel solar térmico plano y un panel híbrido (PV-T), ambos de circulación forzada con un circuito primario con agua- propilenglicol y un estanque de almacenamiento.
Ambos sistemas se instrumentan con termocuplas, un piranómetro y el flujo de consumo se mide por peso. En estacaracterización, se hacen ensayos diarios en condiciones ambientales y por separado para los colectores y los estanques dealmacenamiento.
Posteriormente, ambos sistemas son modelados para correlacionar sus eficiencias con parámetros de la vivienda; tales comosuperficie, número de habitantes y perfil de consumo. Se usa como caso de estudio una vivienda ubicada en la ciudad deConcepción. Para modelar los componentes de los sistemas solares térmicos se utilizan modelos del software TRNSYS [1]validados a través de los ensayos antes mencionados.
Los modelos teóricos concuerdan con los resultados experimentales; el error en la eficiencia de los colectores es de 3% enensayos diarios, cuyo valor es aceptable. Por otro lado, la eficiencia térmica del sistema con colector PV-T es cerca de 30%,lo cual es un 20% menor a la eficiencia del otro sistema. Ya que la eficiencia eléctrica del colector PV-T es cerca de 11%; elcolector de placa plana tiene un mejor desempeño general en las condiciones de estudio.A partir de los modelos ya validados se pueden realizar simulaciones anuales correspondientes para determinar elrendimiento horario y estacional de estos dos sistemas. Si bien este no es el objetivo de este artículo, es importante saber queeste es el producto final que se busca de este análisis, para estimar los rendimientos que se utilizarán como entradas en elcontexto de la energía solar a nivel urbano.
Keywords: Energía Solar; Sistema Solar Térmico; PV-T; ACS
Referencias
[1] Klein, S.A. et al, TRNSYS 17: A Transient SystemSimulation Program, Solar Energy Laboratory,University of Wisconsin, Madison, USA, 2010
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 240/253
229
Efecto de la Suciedad en el Equipo de Medida de laRadiación Global bajo Condiciones Costeras de la Región
de Arica y Parinacota
L. Cornejoa,b*, E. Rodríguezb, C. Floresc
aLaboratorio de Investigaciones Medioambientales de Zonas Áridas, LIMZA, Escuela Universitaria de Ingeniería Mecánica,Universidad de Tarapacá, Arica, Chile
a,b
Centro de Investigaciones del Hombre en el Desierto, CIHDE, Arica, ChilecEscuela Universitaria de Ingeniería Mecánica, EUDIM, Universidad de Tarapacá, Arica, Chile*E-mail Autor: [email protected]
Resumen
La región de Arica y Parinacota se encuentra ubicada en el extremo norte de Chile, en pleno Desierto de Atacama. Zona quese caracteriza por su escasez de precipitaciones y su alta cantidad de días de sol al año destacándola como una región que
posee un gran potencial energético solar. El Centro de Investigaciones del Hombre del Desierto, CIHDE, mediante el proyecto FIC P105 con recursos asignados por el Fondo de Innovación para la Competitividad del Gobierno Regional,instaló 3 estaciones radiométricas ubicadas a distintas alturas: Campus Velásquez de la Universidad de Tarapacá a 9 metrossobre el nivel del mar, Minera Quiborax a 2000 metros sobre el nivel del mar y Las Rejas a 4000 metros sobre el nivel delmar, con el objetivo de caracterizar el recurso solar de la región.
En la ejecución de este trabajo se utilizó la estación de monitoreo instalada en el Campus Velásquez, situada en la zonacostera, específicamente en Avenida General Velásquez 1775, de la ciudad de Arica; latitud 18,47,03° Sur, longitud70,31,16° Oeste.La problemática a estudiar fue el efecto de la suciedad (polvo) sobre el piranómetro de la Estación Radiométrica mediantedos “fases”, la primera denominada “Fase Limpia”, por que el propósito fue realizar una adecuada limpieza a cada uno de losinstrumentos que componen la estación obteniéndose una base de datos fidedignos para posteriormente proponer un modelomatemático. La toma de datos transcurrió durante el período del 1 al 8 de junio del 2014.Ejecutada esta tarea, se comenzó la segunda fase de medición, la cual consideró una base de datos denominada “Fase Sucia”,
que se llamó así a consecuencia que de igual forma que en el período anterior, se realizaba una adecuada limpieza a todos losinstrumentos de la estación, a excepción del piranómetro que mide la radiación global. De esta manera, se logró una medidareal de comparación entre los instrumentos que miden la radiación global y la de los instrumentos que miden la radiacióndifusa y directa normal. La toma de datos en este período fue entre los días 12 de junio al 26 de junio del 2014.El modelo matemático propuesto se sustenta en utilizar las radiaciones globales medidas y calculadas, para así realizar lo quese denomina una “Curva de Calibración”. Esta curva contiene los datos obtenidos entre las 6:30 de la mañana (hora delamanecer) y las 17:20 de la tarde (hora del ocaso) durante todo el proceso de medición de la “Fase Limpia” obteniéndose laecuación más precisa que pueda representar a los datos. Esto se logra teniendo como referencia el Coeficiente deDeterminación (), el Error Cuadrático Medio (RMSE) y el Sesgo Estadístico (MBE).La hora de cada registro de la estación es el dato que corresponde a UTC-5 (UTC el Tiempo Universal Coordinado), el cuales el principio estándar de tiempo por el cual el mundo regula los relojes. Las zonas horarias del mundo se expresan comodesviaciones positivas o negativas de UTC, tomando como referencia el meridiano cero Greenwich. Se consideró la hora de

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 241/253
230
medición UTC-5 debido a que Chile tiene cambios de horario en verano e invierno, y para hacer una toma de datos sinconfusiones se considera un horario predeterminado fijo, sin cambios durante el año.El intervalo de periodicidad de la toma de datos corresponde a un valor medido cada 1 segundo, que se registra una media delos valores cada 10 minutos. El Data Logger a su vez registra el valor máximo y mínimo en el período de los 10 minutosanteriores al dato registrado. Para efecto de este trabajo, se toman las medias registradas cada 10 minutos obviando los
valores máximos y mínimos almacenados.Durante la campaña de medición denominada “Fase Sucia” los equipos de medición son exactamente los mismos que durantela “Fase Limpia” pero con la diferencia que no se limpia el piranómetro de radiación global. En consecuencia el valor medido
por este piranómetro se vé alterado por la suciedad que se acumula sobre él, pero el valor de la radiación global calculada semantiene confiable debido a la adecuada mantención realizada al piranómetro de radiación difusa y al pirheliómetro.De no tener un segundo piranómetro que estuviera midiendo la radiación global, se desarrolló este modelo matemáticoutilizando el piranómetro que mide la radiación difusa y el pirheliómetro de radiación directa normal. El modelo matemáticoaquí descrito presenta algunas diferencias cuando se producen aumentos bruscos de la radiación, haciendo que en algunosmomentos del día la radiación que se obtiene por el modelo sea menor a la que está leyendo el piranómetro. Esto se puedecorroborar fácilmente de forma gráfica para los primeros 5 días de la “Fase Sucia”. A contar del día 21 de junio en adelante lacurva de la irradiancia global medida teórica se hace mayor que la irradiancia global medida durante la mayor parte del día.La diferencia calculada entre la irradiancia global medida y calculada se hace cada vez mayor a medida que transcurren losdías, esto debido al efecto de la suciedad acumulándose sobre el visor del piranómetro.Se hace hincapié que este trabajo de investigación representa un caso particular y no pretende predecir lo que ocurrirá en
períodos mayores de tiempo. Para un trabajo más acabado, el tiempo de estudio debería ser mayor pero sin olvidar que elefecto de la suciedad es muy variable debido a las diferentes fuentes de contaminación. Cada una de estas fuentes puedevariar su cantidad de deposición de material particulado sedimentable a lo largo de cada mes y cada año, por lo que este tipode trabajos siempre va a referirse a casos particulares.
Keywords: Suciedad, Irradiancia horizontal global, piranómetro
Referencias
[1] D. Feuermann, A. Zemel, 1993, Dust-induceddegradation of pyranometer sensitivity, Solar Energy Vol.50, No. 6, pp. 483-486.[2] D. Faiman, D. Feuermann, A. Zemel, 1992, Accurate
field calibration of pyranometers, Solar Energy Vol. 49, No6, pp. 489-492.[3] Lorenzo Eduardo. Volumen II: Radiación Solar yDispositivos Fotovoltaicos. Universidad Politécnica deMadrid – España. Primera Edición, diciembre, 2006.[4] Iqbal Muhammad. An Introduction to Solar Radiation.Department of Mechanical Engineering. The University ofBritish Columbia, Vancouver, British Columbia, Canada.1983.
[5] Duffie John, Beckman Williams. Solar Engineering ofThermal Processes. University
of Wisconsin – Madison. Second Edition, 1991.
[6] Organización Meteorológica Mundial. Guía deInstrumentos y Métodos de Observación Meteorológicos.OMM N°8. Ginebra, Suiza. Sexta Edición, 1996.[7] M.C. Kotti, A.A. Argiriou, A. Kazantzidis, Estimationof direct normal irradiance from measured global andcorrected diffuse horizontal irradiance, Energy (2014), Vol.70, pp. 382-392.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 242/253
231
VIII – ECONOMÍAENERGÉTICA

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 243/253
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 244/253
233
Environmental Research Corporation, 1159-1169,1986.
[5] K.-T. Wu, H.T. Lee, C.I. Juch, H.P. Wan, H.S.Shim, B.R. Adams, S.L. Chen, Study of syngas co-firing and reburning in a coal fired boiler, Fuel 83,
Octubre 2004.
[6] Comisión Nacional de Energía, Informe Técnico
Definitivo Abril 2015, Fijación de Precios de Nudo de Corto Plazo SIC, Gobierno de Chile,Abril 2015.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 245/253
234
Análisis de la factibilidad técnico económico en laaplicación del proceso de Carbonización Hidrotermal para
la biomasa cubana en zonas rurales aisladas de la redeléctrica nacional.
J. Moralesa,*, A. Beníteza, Y. Masipb a Facultad de Ingeniería Mecánica, Centro de Estudios de Tecnologías Energéticas Renovables, Instituto Superior Politécnico
José Antonio Echeverría, Calle 114 entre Rotonda y Ciclovia, # 1901, La Habana, Cuba b Escuela de Ingeniería Mecánica, Pontificia Universidad Católica de Valparaíso, Av. Los Carrera 01567, Quilpué, Chile
*E-mail Autor: [email protected]
Resumen
El objetivo principal de la investigación se basa en analizar si es económicamente factible la utilización del proceso deCarbonización Hidrotermal (HTC) para la producción de energía en zonas rurales aisladas de Cuba. Para el análisis del
proceso se tuvo en cuenta una planta HTC encargada de producir el biocarbón a partir de biomasa húmeda. Este se utilizarácomo combustible en una planta combinada de energía y calor, para suplir la demanda de las viviendas y de la propia plantaHTC. Para la realización del mismo se analizó y describió la tecnología HTC teniendo en cuenta sus parámetros principales yse mostraron los distintos tipos de reactores atendiendo características productivas.Se analizaron dos casos de estudio en la provincia de Guantánamo, Cuba, uno para 25 viviendas y otro para 100, en ambos
casos, para la evaluación del proyecto, se utilizaron los indicadores económicos Valor Actual Neto, Tasa Interna de Retorno yPeríodo de Recuperación. El resultado final fue que para que el proyecto fuera económicamente factible las 25 viviendasdeberían estar alejados al menos 3 km del Sistema Energético Nacional (SEN) y el caso de estudio, una distancia superior alos 20 km.
Keywords: Hydrothermal carbonization, biomass, rural zones.
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 246/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
235
IX – EDUCACIÓN ENINGENIERÍA

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 247/253
236
Importancia del Manejo de Materiales Sólidos a Granelen la Industria Nacional
Francisco Cabrejos Marína,*
a Departamento de Ingeniería Mecánica, Universidad Técnica Federico Santa María, Av. España 1680, Casilla 110-V,Valparaíso, Chile
*E-mail Autor: [email protected]
Resumen
El manejo de materiales sólidos a granel es, por lejos, la mayor actividad industrial en el mundo. De acuerdo a la BritishMaterials Handling Board, en 2013 más de 16.000.000.000 de toneladas de materiales comunes se manejaron, transportaron yalmacenaron a granel, generalmente varias veces. A nivel nacional, la minería es la principal actividad económica del país y
produjo aproximadamente 5,8 millones de toneladas de cobre fino el año 2013, lo cual representa poco más del 50% del totalde las exportaciones nacionales. Para producir 5,8 millones de toneladas de cobre fino se deben explotar, manejar, cargar,transportar, almacenar, chancar, clasificar, moler y procesar más de 2 millones de toneladas de mineral diariamente, y esto noincluye los ripios y minerales de baja ley transportados a botaderos.
Además de la producción de cátodos y concentrado de cobre, Chile produce y maneja otras materias primas y minerales, talescomo metales preciosos (oro y plata), hierro, molibdeno, litio, fertilizantes, sal, carbón, cemento, cal, yeso, cenizas, etc.Claramente, el manejo de materiales sólidos a granel es de vital importancia en la industria nacional.
La Universidad Técnica Federico Santa María es la única universidad en Chile que tiene un ramo de pregrado dedicado a estamateria, y dispone desde el año 2003 de un Centro de Investigación para el Transporte de Materiales (CITRAM) que apoya ladocencia, investigación y desarrollo tecnológico en el área del manejo y transporte de materiales sólidos a granel. A la fecha,más de 50 alumnos han realizado sus respectivos trabajos de titulación en este laboratorio, en temas experimentales y/omodelaciones de sistemas de transporte neumático, segregación en silos y stockpiles, tipos de flujo en tolvas, flujo dedescarga y presión en silos, desgaste abrasivo y chutes de traspaso.
Keywords: Manejo de Materiales - Graneles – Particulado - CITRAM
7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 248/253
237
X – DISEÑO MECÁNICO

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 249/253
238
Diseño y análisis experimental de dispositivosaerodinámicos para vehículos de transporte terrestre.
Ing. Freddy Faúndez Campodonicoa,*
aAcademia de Ciencias Aeronáuticas, Universidad Técnica Federico Santa María, Av. Santa María 6400, Vitacura,Santiago, Chile
*E-mail Autor: [email protected] / [email protected]
Resumen
El objetivo del presente trabajo es el diseño y la evaluación experimental de un primer prototipo nacional de dispositivoaerodinámico para el ahorro de combustible en vehículos de transporte de carga caminero.El estudio comenzó con la creación de tres diseños conceptuales de dispositivos aerodinámicos, analizados mediantesimulaciones fluidodinámicas CFD [1], con las cuales se obtuvo los campos de velocidades en las cercanías del dispositivo,evaluando además el efecto que éste genera tanto en el comportamiento global del flujo de aire en torno al vehículo detransporte al que está adosado, como en el desprendimiento de la capa límite en las zonas de generación de turbulencias [2, 3 ,4]. Los cálculos resultantes en CFD fueron posteriormente validados de manera experimental a través de ensayos a escalareducida en un túnel de viento subsónico [6,7] perteneciente a la Fuerza Aérea de Chile, y luego evaluados a escalaintermedia en un vehículo de transporte terrestre a escala, denominado GRV, construido especialmente para realizarexperimentos aerodinámicos en camiones; el GRV fue dotado de variados instrumentos, tales como sensores de presiónestática, sonda de Pitot, acelerómetros, GPS, cámaras de video y otros equipos, con los que se registró fenómenosaerodinámicos en torno al vehículo, con y sin el dispositivo aerodinámico instalado.
De acuerdo a los efectos observados durante los ensayos experimentales a escala reducida e intermedia, se perfeccionó lageometría del prototipo inicial, resultando un diseño final que fue construido a escala real, e instalado y probado en uncamión en carretera. Los resultados obtenidos con este prototipo final fueron consistentes con los datos conseguidos en lasdiferentes etapas experimentales anteriores, según los procedimientos implementados [8].El presente trabajo ha establecido una metodología sin precedentes en el desarrollo del primer equipo aerodinámico paravehículos de transporte carretero construido en el país.
Keywords: CFD, aerodinámica, túnel de viento, coeficiente de arrastre, capa límite.
Referencias
[5] J.D. Anderson, Computational Fluid Dynamics. New
York, McGraw Hill, 1995.[6] I.H. Shames, Mecánica de Fluidos, tercera edición.Santa Fé, McGraw-Hill Iberoamericana, 1995.
[7] J.D. Anderson, Fundamentals of Aerodynamics, secondedition. New York, McGraw Hill, 1984.
[8] B. Thwaites, Incompressible Aerodynamics. New York,Dover Publications, 1960.
[9] H. Schlichting, Teoría de la Capa Límite, quintaedición. Bilbao, Ediciones Ulmo, 1972.
[10] W.H. Rae, A. Pope, Low-Speed Wind Tunnel Testing,
second edition. Canadá, John Wiley & Sons, 1984.[11] H.L. Dryden, M. Kuethe, Effect of Turbulence in WindTunnel Measurements. National Advisory Committeefor Aeronautics, NACA Report 342, 1940.
[12] H. Gutiérrez, R Salazar, Análisis y Diseño deExperimentos, segunda edición. Santa Fé, McGraw-HillIberoamericana, 2008.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 250/253
Espacio reservado para el Comité Organizador del Congreso Chileno de Ingeniería Mecánica 2015
239
Diseño de una correa transportadora utilizando una cintade alta tensión St 10000
L. Jauriata,*, S. Peñalozaa, J. Cantoc a Proyecto Mina Chuquicamata Subterránea, Vicepresidencia de Proyectos, Av. El Bosque Norte 500 Piso 5, Las Condes,
Santiago, Chilec Gerencia de Ingeniería y Constructibilidad, Vicepresidencia de Proyectos, Alameda 1449 SDT2 Piso 9, Santiago centro,
Santiago, Chile
*E-mail Autor: [email protected]
Resumen
Este trabajo describe el proceso de diseño de las correas principales asociadas al Sistema de Manejo de Materiales delProyecto Mina Chuquicamata Subterránea. Presentando los aspectos técnicos relevantes para la definición de los equipos y lageneración del Layout general. Se analizan los aspectos de diseño fundamentales de las correas subterráneas, memorias decálculo, factores de seguridad, chutes de traspaso, arreglo de motores, polines, sistema tensor, sistema de enfriamiento ymanejo del polvo en el sector de las transferencias. Para el dimensionamiento y selección de la cinta se utilizan los factoresde seguridad indicados en la norma DIN [1], dando como resultado el requerimiento de una cinta St10000, además deestimar los porcentajes de llenado de la correa [2], potencia necesaria para el sistema motriz tipo Gearless utilizado y el nivelde tensiones que se produce en el sector de la polea de cabeza, considerando un tonelaje de diseño de 11000 tph [3, 4, 5].
Keywords: Diseño, Cinta, Tensiones, Gearless, chutes.
Referencias
[13] DIN 22101:2011-12, Continuous conveyors – Beltconveyors for loose bulk materials – Basis forcalculation and dimensioning (2011).
[14] CEMA, Conveyor Equipment ManufacturersAssociation, Belt Conveyors for Bulk Materials, sixthedition (2007).
[15] S. S. Vanamane, P.A. Mane, and K. H. Inamder,
Design and its Verification of Belt Conveyor System
Used for Mould Using Belt Comp Software. Int. Journalof Applied Research in Mechanical Engineering. Vol.1(2011) 48-52.
[16] K. N. Anath, and V. Rakesh, Design and SelectingProper Conveyor Belt. Int. Journal of AdvancedTechnology. Vol. 4 (2013) 43-49.
[17] Phoenix Conveyor Belt Systems, Design Fundamentals
Hamburg (2004).

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 251/253
240
XI – MECATRÓNICA

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 252/253
241
Control Inalámbrico de un Brazo Robótico Mediante laDetección de la Inclinación del Cráneo
Guillermo Echagüea,*, Michael Mirandab, Renato Salinasc
aDepartamento de Ingeniería Mecánica, Universidad Santiago de Chile, Av. Libertador Bernardo O`Higgins 3363, Casilla9170022, Santiago, Chile
bDepartamento de Ingeniería Mecánica, Universidad Santiago de Chile, Av. Libertador Bernardo O`Higgins 3363, Casilla9170022, Santiago, Chile
cDepartamento de Ingeniería Mecánica, Universidad Santiago de Chile, Av. Libertador Bernardo O`Higgins 3363, Casilla9170022, Santiago, Chile
*E-mail Autor: [email protected]
Resumen
El objetivo principal de este trabajo es el desarrollo de un controlador cinemático robusto que permita manipular a distanciaun robot antropomórfico. El robot es de dimensiones fijas, posee 5 GDL todos rotacionales, accionado por motores decorriente continua y un grupo de encoders para determinar su posición espacial [1]. Para la construcción del controlcinemático, se utiliza la cinemática directa e inversa del robot la cual es comparada con el modelo cinemático propuesto porBenbelkacem [2]. Por un lado, la cinemática directa se obtiene por medio del modelo de Denavit-Hartenberg [3] y por otrolado, la cinemática inversa, se obtiene a través de un analisis geométrico, teniendo como clave el desacoplo cinemático de suelemento terminal [4] para disminuir la complejidad del problema.El accionamiento del robot es controlado por medio de las inclinaciones de la zona frontal del cráneo de un individuo, lascuales son determinadas por medio de reconocimiento de patrones relacionados con la combinación de variables, recibidas enun computador remoto vía inalámbrica, desde el acelerómetro. La inclinación detectada define una posición espacial deseada
para el robot. Los parámetros del control cinemático para mover el robot a la posición deseada son calculados a partir de lacinemática directa e inversa, implementadas vía hardware y software respectivamente, logrando así un control en lazocerrado, preciso y con corrección de errores, es decir, un control con robustez. Lo que finalmente es enlazado a un modelo derealidad virtual del robot [5, 6], con el objetivo de monitorear remotamente el sistema.
Keywords: Mecatrónica, Robótica, Realidad Virtual, Control Automático, Comunicación Inalámbrica,
Referencias
[18]
Mitsubishi Industrial micro-robot system Model RV-M1. Manual usuario robot.
[19] Y. Benbelkacem, Explicit kinematic model of theMitsubishi RV-M1 robot arm. Proceedings of IEEE.(2012) 404-409.
[20] Denavit, J.; Hartenberg, R. "A kinematic notation forlower-pair mechanisms based on matrices". TransASME J. Appl. Mech 23. (1955) 215 – 221.
[21]
B. Siciliano, L. Sciavicco, L.Villani, G. Oriolo,Robotics modelling, planning and control. Springer,London (2009) 39-100.
[22] D. H. Stolfi Rosso, S. Gálvez. Mundos virtuales 3D conVRML97. Universidad de Málaga, Málaga 3-18
Khaled, N. Virtual Reality and Animation for MatLab® andSimulink ® User. Springer, London (2012) 1-139.

7/24/2019 COCIM 2015 UTFSM
http://slidepdf.com/reader/full/cocim-2015-utfsm 253/253