
ACTIBURGUER; hamburguesa de cereales y...
73
pág. 0 Hajar Harrak, Andric Pasillas, Sebastián Villagómez 2015 ACTIBURGUER; hamburguesa de cereales y legumbres
Transcript of ACTIBURGUER; hamburguesa de cereales y...

pág. 0
Ha
jar
Ha
rra
k,
An
dric
Pa
silla
s, S
eb
ast
ián
Vill
ag
óm
ez
20
15
AC
TIB
UR
GU
ER
; h
am
bu
rgu
esa
de
ce
rea
les
y le
gu
mb
res

pág. 1
ÍNDICE PRESENTACIÓN ................................................................................................................................................. 5
INTRODUCCIÓN............................................................................................................................................ 5
JUSTIFICACIÓN ............................................................................................................................................. 5
MERCADO Y TENDENCIAS ACTUALES ........................................................................................................ 7
ANÁLISIS DEL PRODUCTO ............................................................................................................................ 9
MARKETING ..................................................................................................................................................... 10
OBJETIVOS ................................................................................................................................................. 10
CONCEPT BOARD ...................................................................................................................................... 10
PRODUCTO ................................................................................................................................................. 11
PRECIO ........................................................................................................................................................ 11
PLAZA ........................................................................................................................................................... 12
PROMOCIÓN .............................................................................................................................................. 12
PROCESOS .................................................................................................................................................. 13
ALIANZAS ................................................................................................................................................... 14
PRODUCCIÓN ................................................................................................................................................ 16
FÓRMULA .................................................................................................................................................... 16
MATERIAS PRIMAS Y MATERIAL DE ENVASADO ...................................................................................... 17
DIAGRAMA DE FLUJO ................................................................................................................................ 20
PROCESO .................................................................................................................................................... 21
Volumen de producción estimado ..................................................................................................... 21
Descripción de las operaciones unitarias .......................................................................................... 21
CALIDAD ......................................................................................................................................................... 26
FICHA TÉCNICA PRODUCTO FINAL .......................................................................................................... 26
ESTUDIO DE VIDA ........................................................................................................................................ 27
PLAN FINANCIERO - ECONÓMICO .............................................................................................................. 30
ESTRATEGIA DE RECURSOS HUMANOS .................................................................................................... 30
ESCANDALLO .............................................................................................................................................. 30
MATERIA PRIMA....................................................................................................................................... 30
COSTOS DIRECTOS ................................................................................................................................. 31
COSTOS VARIABLES ................................................................................................................................ 31
GASTOS FIJOS ......................................................................................................................................... 32
AMORTIZACIÓN ...................................................................................................................................... 32
COSTO DEL PRODUCTO ......................................................................................................................... 33
PLAN DE NEGOCIO .................................................................................................................................... 33
pág. 2
INVERSIÓN INICIAL .................................................................................................................................. 33
CRÉDITO BANCARIO .............................................................................................................................. 35
BALANCE GENERAL ................................................................................................................................ 35
PLAN DE NEGOCIO 2016-2020 .............................................................................................................. 35
COSTOS, VENTAS Y MARGENES ............................................................................................................ 36
PROYECCIÓN 2016-2020 ....................................................................................................................... 36
GASTOS OPERACIONALES ..................................................................................................................... 37
ESTADO DE PÉRDIDAS Y GANANCIAS .................................................................................................. 38
INVERSIÓN DE CAPITAL .......................................................................................................................... 38
FLUJO DE CAJA ...................................................................................................................................... 38
BALANCE GENERAL ................................................................................................................................ 39
VAN, TIR .................................................................................................................................................... 40
ANEXOS ........................................................................................................................................................... 43
ANEXO [1]: ETIQUETA PRODUCTO ............................................................................................................ 43
ANEXO [2]: FICHAS TÉCNICAS MATERIA PRIMA ..................................................................................... 44
ANEXO [3]: FICHAS TÉCNICAS MAQUINARIA ......................................................................................... 55
ANEXO [4]: SEGURIDAD ............................................................................................................................. 60
ANEXO [5]: CONTROL APPCC .................................................................................................................. 63
ANEXO [6]: DISEÑO DE LA INDUSTRIA ...................................................................................................... 67
Plano del obrador .................................................................................................................................. 67
ANEXO [7]: AMORTIZACIÓN OBLIGACIONES BANCARIAS ................................................................... 68
BIBLIOGRAFÍA ................................................................................................................................................. 71

pág. 3
ÍNDICE DE TABLAS
Tabla 1Composición química del bagazo (peso seco). ........................................................................... 6
Tabla 2 Parámetros fisicoquímicos del bagazo .......................................................................................... 7
Tabla 3 Porcentaje de ácidos grasos en el bagazo. ................................................................................. 7
Tabla 4 Porcentaje de minerales contenidos en el bagazo ..................................................................... 7
Tabla 5 Fórmula Actiburger .......................................................................................................................... 17
Tabla 6 Coste materia prima ....................................................................................................................... 31
Tabla 7 Costos packaging ........................................................................................................................... 31
Tabla 8 Costos mano de obra ..................................................................................................................... 31
Tabla 9 Costos variables ............................................................................................................................... 32
Tabla 10 Costos fijos ...................................................................................................................................... 32
Tabla 11 Amortización .................................................................................................................................. 33
Tabla 12 Inversión inicial ............................................................................................................................... 34
Tabla 13 Crédito bancario ........................................................................................................................... 35
Tabla 14 Balance general ............................................................................................................................ 35
Tabla 15 Plan de negocio 2016-2020 .......................................................................................................... 36
Tabla 16 Costo unidad de producto .......................................................................................................... 36
Tabla 17 Márgenes ........................................................................................................................................ 36
Tabla 18 Presupuesto de costos y ventas .................................................................................................. 36
Tabla 19 Amortización acumulada ............................................................................................................ 37
Tabla 20 Presupuesto de gastos operacionales ....................................................................................... 37
Tabla 21 Estado de pérdidas y ganancias ................................................................................................ 38
Tabla 22 Presupuesto de inversiones de capital ....................................................................................... 38
Tabla 23 Flujo de caja operacional ............................................................................................................ 39
Tabla 24 Balance general proyectado ...................................................................................................... 40
pág. 4
- PRESENTACIÓN
- MARKETING

pág. 5
PRESENTACIÓN
INTRODUCCIÓN
El crecimiento en la venta de hamburguesas ha incrementado exponencialmente en los últimos años, y su consumo
se ha impulsado al ser un alimento considerado barato, versátil y fácil de preparar. Las propias hamburgueserías
de comida rápida, junto con aquellas en el ámbito de la restauración, han hecho de Europa su segundo gran
mercado. Es posible que esto se explique debido al descenso en el poder adquisitivo de la población. Sus precios
asequibles han fomentado su consumición a gran escala.
El segmento de hamburgueserías en España estaba integrado en el 2012 por un total de 1.065 locales, con 65
aperturas en el año. Este segmento, que generó un negocio de 1.430 millones de euros, fue el que mantuvo un
mayor dinamismo. El bienio 2013-2014 mantuvo el ritmo de crecimiento.
La situación es que ahora existe una nueva tendencia: la inclinación hacia el consumo de productos saludables y
“conscientes”. La gente ya no quiere incurrir en la dieta fast food; sin embargo, poder filtrar un producto nuevo
como competidor directo de este popularizado alimento, implica encontrar materias primas baratas para crear un
producto accesible, que estimule a la gente a elegirlo sobre las opciones de siempre, a pesar de que su precio sea
ligeramente más elevado, y así, paulatinamente, renovar el concepto actual de hamburguesa, tan asociado a la
comida rápida e insustancial.
JUSTIFICACIÓN
En principio, hablar de nuestro producto implica establecer un panorama acerca de su materia prima clave. Por
ello, ineludiblemente se necesita de un análisis inicial del origen.
La actividad del sector cervecero supone una aportación importante a la economía del mundo (7000 millones de
euros en valor añadido). En los últimos años se ha incrementado de manera radical, tanto su producción, como
su consumo.
Por supuesto, existen diferencias entre los continentes: Asia y África son los de mayor crecimiento, mientras que
Europa mantiene el menor ratio. Si nos enfocásemos en esta área, el país que más destaca en el sector es Alemania
(quinto lugar, con 94,618 hectolitros en 2012), y España ocupa la décima posición (32,602 hectolitros en 2012).

pág. 6
Ilustración 1Producción de cerveza 2012 (nivel mundial)
Actualmente, prácticamente toda la producción de malta y lúpulo de España se emplea en el sector cervecero, que
facturó en el año 2013 un total de 2.990 millones de euros. La industria cervecera es una de las industrias
agroalimentarias que genera mayor cantidad de residuos lignocelulósicos. Lignocelulosa se refiere a toda biomasa
compuesta de materia vegetal seca, cuya utilización generalmente se aplica a la generación de biocombustibles,
principalmente bioetanol, o como materia prima para la industria del papel y la celulosa. Esta biomasa se clasifica
como: virgen, residual, y de energía de cultivos.
Un subproducto de especial interés dentro de esta materia, es el bagazo, que en el caso particular de la cerveza
proviene de la cebada malteada, y es el residuo generado en mayor cantidad (17-23 kilos por hectolitro de cerveza
fabricada). Tiene como característica su elevada disponibilidad como materia prima y su valor económico, que es
mínimo. En principio, su aplicación final generalmente es la alimentación animal, como pienso para ganado. No
obstante, a pesar de su contenido nutricional -destacado por su proporción de lípidos y fibra- no representa una
fuente significativa de ingresos.
Cabe recalcar que los compuestos de las paredes celulares de los contenidos del bagazo son abundantes en
polisacáridos de celulosa, lignina, proteínas -mayoritariamente insolubles- y lípidos. La cáscara a su vez presenta
altos contenidos de silicio y polifenoles.
Componente Prentice y
Refsguard (1978) Kamunachi et
al. (2001) Fukuda et al.
(2002) Proteínas 31 24 15,2
Pentosas 19 Nd Nd
Ligninas 16 11,9 27,8
Arabinoxilanos Nd 21,8 28,4
Almidón y B-glucanos
12 Nd Nd
Celulosa 9 25,4 16,8
Lípidos 9 10,6 Nd
Cenizas 4 2,4 4,6
Tabla 1Composición química del bagazo (peso seco).
pág. 7
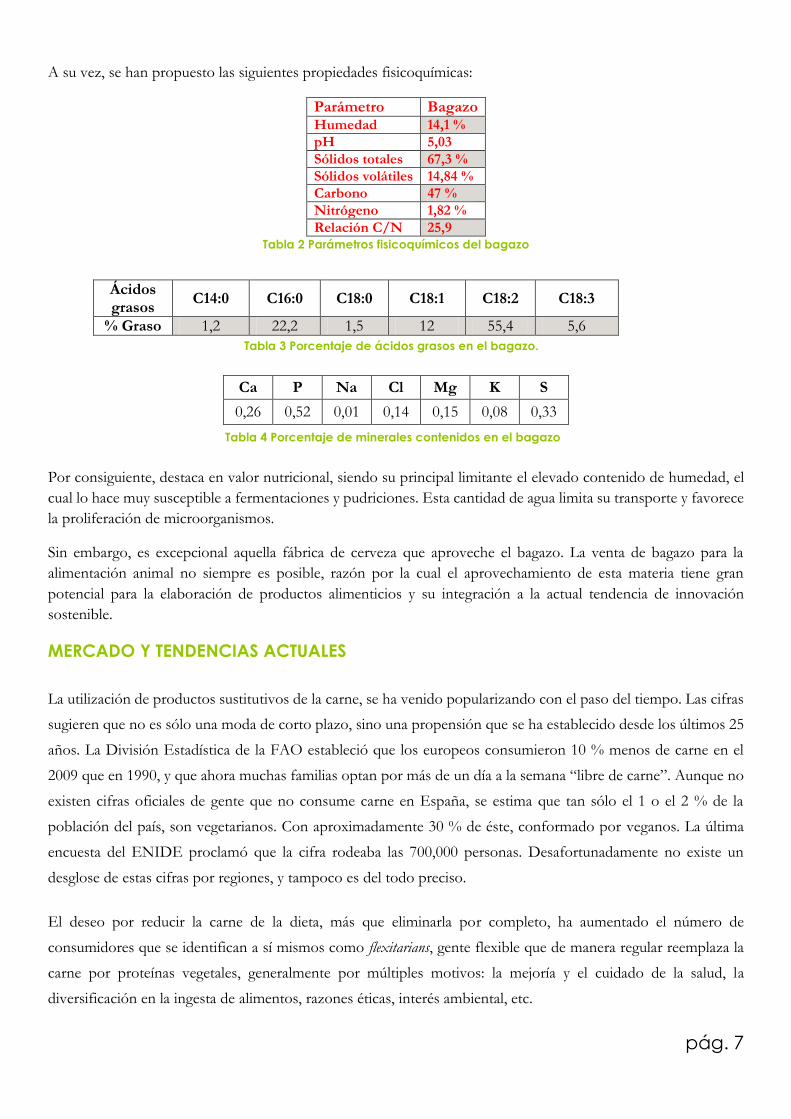
A su vez, se han propuesto las siguientes propiedades fisicoquímicas:
Parámetro Bagazo Humedad 14,1 %
pH 5,03
Sólidos totales 67,3 %
Sólidos volátiles 14,84 %
Carbono 47 %
Nitrógeno 1,82 %
Relación C/N 25,9 Tabla 2 Parámetros fisicoquímicos del bagazo
Por consiguiente, destaca en valor nutricional, siendo su principal limitante el elevado contenido de humedad, el
cual lo hace muy susceptible a fermentaciones y pudriciones. Esta cantidad de agua limita su transporte y favorece
la proliferación de microorganismos.
Sin embargo, es excepcional aquella fábrica de cerveza que aproveche el bagazo. La venta de bagazo para la
alimentación animal no siempre es posible, razón por la cual el aprovechamiento de esta materia tiene gran
potencial para la elaboración de productos alimenticios y su integración a la actual tendencia de innovación
sostenible.
MERCADO Y TENDENCIAS ACTUALES
La utilización de productos sustitutivos de la carne, se ha venido popularizando con el paso del tiempo. Las cifras
sugieren que no es sólo una moda de corto plazo, sino una propensión que se ha establecido desde los últimos 25
años. La División Estadística de la FAO estableció que los europeos consumieron 10 % menos de carne en el
2009 que en 1990, y que ahora muchas familias optan por más de un día a la semana “libre de carne”. Aunque no
existen cifras oficiales de gente que no consume carne en España, se estima que tan sólo el 1 o el 2 % de la
población del país, son vegetarianos. Con aproximadamente 30 % de éste, conformado por veganos. La última
encuesta del ENIDE proclamó que la cifra rodeaba las 700,000 personas. Desafortunadamente no existe un
desglose de estas cifras por regiones, y tampoco es del todo preciso.
El deseo por reducir la carne de la dieta, más que eliminarla por completo, ha aumentado el número de
consumidores que se identifican a sí mismos como flexitarians, gente flexible que de manera regular reemplaza la
carne por proteínas vegetales, generalmente por múltiples motivos: la mejoría y el cuidado de la salud, la
diversificación en la ingesta de alimentos, razones éticas, interés ambiental, etc.
Ácidos grasos
C14:0 C16:0 C18:0 C18:1 C18:2 C18:3
% Graso 1,2 22,2 1,5 12 55,4 5,6
Tabla 3 Porcentaje de ácidos grasos en el bagazo.
Ca P Na Cl Mg K S
0,26 0,52 0,01 0,14 0,15 0,08 0,33
Tabla 4 Porcentaje de minerales contenidos en el bagazo

pág. 8
Lo polifacético de las proteínas vegetales en lo que respecta a sus usos y aplicaciones culinarias e industriales, tiene
un marcado potencial de crecimiento y desarrollo en la industria alimentaria.
Los desarrollos tecnológicos de la industria están haciendo un impacto al ofrecer una mayor cantidad de comidas
vegetarianas preparadas, dirigidas a estantes, refrigeración y productos congelados, haciéndolas mucho más
accesibles.
De estos productos, uno de los más difundidos, es la hamburguesa vegetal. Se originó como una variante de
la hamburguesa tradicional, que evitaba la carne picada y empleaba productos vegetales idóneos para su
elaboración. Así nacieron los análogos de la carne.
Actualmente, el mercado ofrece hamburguesas vegetales de múltiples orígenes, aunque las de mayor extensión son
las de soja y seitán. Estos ingredientes funcionan como base, a la que regularmente se le añaden otros elementos,
para sumar valor nutricional y palatabilidad.
Las propiedades nutritivas que presentan, las hacen ideales para ser incluidas en la dieta de cualquier persona. Estas
hamburguesas son alimentos de alto valor biológico, con un alto contenido en proteínas, fibra, vitaminas y sales
minerales, bajas en calorías y grasas saturadas. Desde principios del siglo XX ya se utilizaba una carne vegetal a
base de gluten de trigo (semejante al seitán) para alimentación en hospitales y colegios, pero el descubrimiento de
la soja hizo que proliferasen muchos productos a base de soja texturizada que fueran baratos, sin grasas, y que
pudiesen enriquecerse.
No obstante, la “textura de carne” es un concepto complejo porque se debe tener en cuenta el aspecto visual (que
tenga fibras visibles), la sensación al masticar, su elasticidad, ternura y jugosidad. El término “texturización” no es
otra cosa que el desarrollo de una estructura física que proporcione al comerla, la sensación de estar comiendo
carne. Esto es lo que se persigue a la hora de formular hamburguesas vegetales. De esta manera, los consumidores
podrían aumentar la aceptación de estos análogos de la carne.
El aumento del consumo de hamburguesas vegetales implica la disminución del impacto ambiental causado por
la producción de carne, pero falta que la industria mejore la calidad de esta alternativa y establezca experiencias
iniciales positivas.
Estos comensales flexibles, que aun disfrutan el sabor de la carne, son más demandantes en cuanto a sabor, textura,
y apariencia de los productos vegetales. Por ello, razones como reducir la huella de carbono o equilibrar la cadena
alimenticia, no son suficientes. La prioridad debe centrarse en producir alimentos de óptima calidad, e
indiferenciables, incluso para los paladares más exigentes.

pág. 9
ANÁLISIS DEL PRODUCTO
-Gama limitada de productos -Inversión inicial-Distribución inicial limitada, falta de canales-Contiene alérgenos-No apto para celiacos
-Aprovechamiento de un subproducto-Generación continua de bagazo-Materias primas económicas-Producto apto para vegetarianos y veganos-Nutritivo y alto en fibra-Fácil de preparar-Producto innovador con características organolépticas de calidad-Target amplio
-Mercado muy competido, por productos cárnicos y no cárnicos-Recepción negativa del producto al ser elaborado con materia residual-Percepción del producto como anodino, al asociarlo a otras hamburguesas vegetales
-Simbiosis industrial con cervecerías/microcervecerías/Horeca-Producto factiblemente transformable a ecológico-Innovación e incorporación de nuevos productos a la gama a partir de la «masa madre»-Alianzas con empresas ECO-Ampliación de mercado y exportaciones
pág. 10
MARKETING
OBJETIVOS
- Uso de un subproducto de la industria cervecera (Bagazo) para la elaboración de un producto alimentario con
un perfil nutricional destacado (Hamburguesa de legumbres y cereales)
- Crear una solución de mercado que pueda competir con los preparados vegetales y las hamburguesas cárnicas
- Mejorar la salud, impactando de manera positiva en el cambio climático y conservando todos los recursos
naturales posibles
- Crear un modelo de negocio sostenible reforzado en el concepto de Simbiosis Industrial
- Iniciarnos en el mercado Catalán y buscar la expansión del mercado a mediano y largo plazo
CONCEPT BOARD
Beneficio final: Revitaliza tu cuerpo, revitaliza tu entorno.
Perspicacia: Nuestra intención no es sustituir la carne, pero podría suceder…
Beneficio clave: Una hamburguesa ideal de origen vegetal que, por lo nutritivo de sus componentes, activa tu salud con el sabor de siempre.
Razón para creer: Una hamburguesa hecha a base de ingredientes 100% vegetales. Un alimento sostenible, cuyo ingrediente mayoritario proviene de los residuos de la industria cervecera. Porque pensamos en ti, y pensamos en el medio ambiente, déjate consentir por lo saludable de este nuevo concepto.
Esencia: Recuperamos, reaprovechamos, reinventamos.

pág. 11
PRODUCTO
Queremos comercializar la primera hamburguesa vegetal, cuya tercera parte está hecha a partir del subproducto
de la elaboración de cerveza (bagazo). Actiburger es un alimento saludable de alta gama, y con ingredientes como:
avena, lentejas, aceite de oliva, y semillas de girasol, sus beneficios nutritivos son numerosos. Además, por su
preparación y combinación de especias, su sabor y textura son únicos. Es un alimento ideal para sustituir carnes,
por lo cual se le puede dar el mismo uso que se le daría a una hamburguesa regular, sin los excedentes de sal y
grasa que éstas conllevan. Todo esto en conjunto, le aporta a Actiburger, una ventaja competitiva y valores
añadidos que la distinguen de otras hamburguesas vegetales.
Su empaque es una bandeja plástica cubierta por un film, donde se refleja el etiquetado del producto. Actiburger
viene en presentación de 200gr. (2 hamburguesas de 100gr. c/u) y se debe conservar en refrigeración. Es muy fácil
de preparar, y aunque es recomendable que se caliente en sartén o parrilla, su contenido graso hace que no se
requiera de añadir aceites. Organolépticamente posee un color semejante al de una hamburguesa cocida y un olor
que recuerda una hamburguesa a la parrilla. Su mordida es suave, jugosa y crujiente debido al rebozado. Además
el interior contiene las semillas de girasol que le aportan una sensación de placer al masticar.
En conjunto, es la triada ideal de salud, conveniencia, y placer. Un producto sofisticado en concepto y
presentación, creado con valores de tradición. Todo esto, en un formato práctico de calidad impecable para el
consumidor moderno.
PRECIO
Precio de unidad venta al público: 3.48€
La competencia principal de Actiburger, se puede bifurcar hacia dos sectores: las hamburguesas cárnicas, y las
hamburguesas vegetales.
El segundo campo de competencia consiste únicamente en reiterar lo que ya se ha establecido. Las hamburguesas
vegetales disponibles en el mercado no están desempeñando su propósito de la mejor manera. En principio,
porque su distribución es generalmente muy limitada; para adquirirlas es necesario frecuentar algún supermercado
ecológico en particular. Únicamente en los supermercados Premium, es que puedes encontrar este tipo de alimentos,
y en ocasiones su precio por peso es muy elevado para que el consumidor promedio se interese en comprarlo.
Finalmente, vale la pena mencionar que la oferta de estos productos es escasa, su imagen es poco llamativa y no
existe mucha variedad. Sus características organolépticas distan mucho de las de la carne, al ser de apariencia
gelatinosa en ocasiones, quebradizas al manipularlas o cocinarlas, y de sabor insulso y textura seca.
Aquí unos ejemplos de precios de venta de competidores:

pág. 12
PRODUCTO PRECIO
Hamburguesa de soja Chick N Veggie de Natursoy (175 g) 3.75€
Hamburguesa de seitán y zanahorias Veritas (150 g) 3.28€
Hamburguesa de berenjena y soja Goizane (140 g) 3.52€
Hamburguesas de avena y algas Vegetalia (150 g) 3.10€
Hamburguesas de carne Noel (200 g) 2.53€
Hamburguesas de carne Selecta (200 g) 1,80€
Después del análisis de la competencia, tanto de hamburguesas vegetales como cárnicas, vemos que nuestro precio
de venta se sitúa en la media de las hamburguesas vegetales. No obstante, el precio de las hamburguesas cárnicas
si es más barato por lo que competir en este mercado requerirá de potenciar los beneficios nutricionales de nuestro
producto.
PLAZA
La meta inicial se limitará a la región de Catalunya. El mayor porcentaje de ventas de hamburguesas cárnicas y
vegetales se lleva a cabo en supermercados locales. Por consiguiente, nuestra mayor concentración será en la venta
retail, pero una venta designada a cierto tipo de establecimientos.
De acuerdo a AECOC, en un estudio del shopper regional que hicieron en 2014, donde analizaron el
comportamiento del comprador en diferentes categorías, hasta un 30 % de los compradores se quejan de no
encontrar innovación en sus supermercados. La cadena de supermercados que componen El Corte Inglés, se
denominó como la más innovadora, por parte de los clientes.
Tomando en cuenta que es una cadena diversificada y con un posicionamiento notorio, hemos elegido sus
supermercados como uno de nuestros puntos de venta (El Corte Inglés, Hipercor, Supercor, Aliada, etc.).Nuestro
segundo gran distribuidor, serían los mercados de tipo ecológico, sin limitarnos a uno en particular. Estas tiendas
son expertas en el ámbito de alimentación innovadora y destacada, y elevaron sus ventas un 10% entre el 2013 y
el 2014, y prevén continuar a la alza (Veritas, Wokimarket, Biogourmet, Biospace, etc.).
PROMOCIÓN
pág. 13
Una vez definido el producto, teniendo clara su banda de precios y su segmento, debemos incentivar la compra.
Su promoción es indispensable como parte de la planeación del proyecto. Es el elemento fundamental que va a
contemplar el contenido del mensaje, por medio de los canales adecuados y la personalización de formatos
publicitarios que darán a conocer nuestro producto.
Pero hablar de estrategias de comunicación, inevitablemente implica considerar nuestro target y los medios por los
cuales los abordaremos. Dado que el target de Actiburger tiene un amplio mercado, debemos explotar las opciones
que tenemos a nuestra disposición, así como las más eficaces, para captar la mayor cantidad de posibles
consumidores. Una de las principales dificultades es llegar al consumidor, de ahí que no basta que presentemos
un packaging atractivo, si no podemos consolidar el contenido con una calidad impecable.
Como empresa startup que somos, no podemos aspirar a una campaña de comunicación, como alguna presentación
a nivel prensa o un dossier. Por eso, nuestra táctica de presentación será el cross-marketing. Disposiciones como
boletines gastronómicos y ferias sectoriales (expos agroalimentarias, de innovación, desarrollo, afinidad y difusión),
con énfasis en las últimas, ya que cada vez son más publicitadas y su número de participantes ha crecido. Son un
excelente recurso para dar a conocer nuevas empresas emergentes. Por tanto, asistiríamos a ferias especializadas
en el sector, dando la mayor cantidad de catas y exponiendo nuestras directrices a los espectadores y a los
representantes.
Por otra parte, utilizar sobre todo las redes sociales, que serían uno de nuestros pilares de comunicación, ya que
nos permiten llegar directamente al cliente e interactuar con él. Sería nuestra herramienta más útil, si consideramos
que es donde realmente podemos recibir el feedback constructivo de los consumidores: opiniones, peticiones,
críticas, etc.
Queremos crear un espacio propio, ya que las grandes marcas tienden a democratizarse cada vez más para llegar
a un mayor número clientes, pero la afluencia tiende a querer algo diferente con lo que diferenciarse. Si un
producto está muy popularizado, en ocasiones se va en búsqueda de uno nuevo, que el haberlo descubierto,
proporcione placer y gusto. Es una forma de salir del mundo globalizado.
Es indispensable manipular mucha promoción con los distribuidores, tanto in situ, como en sus propios medios
de comunicación. Seguir desarrollando I+D, hacer nuevos lanzamientos (con nuevos sabores, variedades,
aplicaciones, etc.) y alimentar continuamente al mercado. Dentro de los supermercados, dar a conocer nuestro
producto con estrategias como colocar una notificación de “producto nuevo” en la estantería, aplicar “2x1”
cuando los productos disponibles en el stock estén por caducar, así como descuentos por temporadas, ofrecer
catas de pequeñas porciones del producto en los supermercados, repartir brochures o flyers de Actiburger y sus
beneficios, etc.
PROCESOS

pág. 14
El servicio idóneo, parte de la idea de pensar en el cliente (gustos, comportamiento, hábitos de consumo) antes
que en la empresa, para así priorizar las actividades que agreguen valor al producto. Partimos entonces de dos
necesidades que nacen de ideas -en un inicio- subyacentes:
- La gama de una marca es uno de los factores determinantes a la hora de ganar renombre. Es por eso que
Actiburger es el principio de una línea factiblemente expansible. A partir de nuestros ingredientes base, las
posibilidades de crear nuevas y atractivas combinaciones son abundantes. Nuevos sabores, formas, presentaciones,
el añadir componentes bioactivos, y modificar los procesos productivos, son sólo algunas de las posibilidades que
tenemos de crecimiento para enriquecer a la marca y divulgar una dieta sin repercusiones negativas.
- El consumidor moderno es un consumidor que carece de tiempo. El acto de comer como un tiempo de
unión familiar y ocio, ha desaparecido prácticamente. Pero la necesidad de comer es algo que jamás desaparecerá,
por eso, no sólo pensamos en un producto utilitario, sino en la posibilidad de facilitar su compra. Es decir, entregar
al cliente exactamente lo que necesite, donde lo necesite, sin contratiempos y con la mayor eficiencia posible.
ALIANZAS
Vivimos en una época de cambios, de evolución continua, de innovación. Parte esencial de esto implica construir
asociaciones. Es así como nace la simbiosis industrial; una noción que implica la alianza de dos o más empresas
por un bien común y una rentabilidad superior.
Ahora España tiene cada vez más microcervecerías, orientadas a satisfacer la creciente demanda de consumidores
en busca de productos destacados. Según el Registro General Sanitario, actualmente hay 290 productores de
cervezas artesanales en España frente a las 50 que había en 2010, y todo parece indicar que la cifra seguirá
aumentando. A pesar de que el producto que ofrecen tiene un precio más elevado que la versión industrial, parece
que han llegado para quedarse. En el área de Catalunya, han sido muy bien recibidas, e inclusive cada vez más
demandadas, debido al flujo turístico y lo cosmopolita de la región.
Estos productores artesanos suponen un estímulo para el tejido empresarial, así como para la agricultura y la
hostelería de la zona donde se ubican. Intentan de forma reiterada potenciar el consumo local para apoyar la
economía. Es ahí donde nuestra participación resulta clave. Al ser nosotros una empresa local dependiente del
bagazo, nuestros negocios podrían encontrar un mismo camino. El formar un pacto con proveedores de los cuales
dependemos, beneficiándonos recíprocamente, para hacer crecer a ambas entidades. Predicando lo auténtico en
contra de lo artificial; lo fresco y producido con cercanía. Unidos por la calidad y la autenticidad, tendencias
consumistas en sí.
Existe una segunda vertiente en este punto, que dependería directamente del éxito inicial y la aceptación del
producto. Hacer provecho de un consorcio con el ámbito de Horeca.

pág. 15
Con la demanda ascendente de comida vegetariana, los hoteles, restaurantes y cafeterías, requieren de nuevos
productos para ofrecer a su clientela. En particular, con la proliferación de cafeterías y restaurantes orgánicos, así
como de comida vegana, que han tenido gran acogida junto con las tiendas/herbolarios para vegetarianos en toda
Catalunya. En estos establecimientos se sirven todo tipo de platillos de procedencia vegetal. Para los interesados
en otras gastronomías, algunos ofrecen comidas extranjeras siguiendo las mismas pautas.
En la mayoría de los restaurantes de cocina local no existen muchas alternativas para los clientes vegetarianos, ya
que sólo tres o cuatro platos, de 20 o 30 que se ofrecen en la carta, cumplen con estas condiciones. De ahí que
nazca la oportunidad de formar un acuerdo y proveerlos de nuestros productos.
*Nota: La etiqueta del producto se encuentra en el apartado de ANEXOS; [1]

pág. 16
PRODUCCIÓN
FÓRMULA
COMPONENTE %
- PRODUCCIÓN
- CALIDAD

pág. 17
Actiburger consta de 6 ingredientes mayoritarios (bagazo de cerveza,
avena, lentejas, agua, aceite de oliva y semillas de girasol sin sal) y 6
ingredientes minoritarios (sal, MC, mezcla de especias, mezcla para el
rebozado y empanado (compuesta por harina de soja y pan rallado), y
aceite de girasol alto oleico usado para la fritura).
MATERIAS PRIMAS Y MATERIAL DE ENVASADO
BAGAZO
Nuestra formula destaca principalmente por estar compuesta de un 30%
de bagazo, subproducto consecuente de la elaboración de cerveza. Este
subproducto, que es nuestra materia prima principal, será suministrado
por la cervecería artesana de la provincia de Barcelona, EDGE Brewing,
situada en la misma calle que nuestra empresa. Nuestro proveedor nos
proporcionará el bagazo de forma totalmente gratuita, estando a cargo
nosotros de la recolección del mismo.
AVENA
La avena es otro de los ingredientes mayoritarios y representa un 20% de
la fórmula. Se trata de avena molida, suministrada por el proveedor AFA
AGRO TRADE LTD localizado en Bulgaria.
Es una planta herbácea anual, perteneciente a la familia de las gramíneas, rica en
proteínas de alto valor biológico, grasas y un gran número de vitaminas y minerales. Es el cereal con un 65 % de
grasas no saturadas y un 35 % de ácido linoleico, además de calcio, cinc, cobre, fósforo, hierro, magnesio, potasio,
sodio; vitaminas del grupo B y E. Contiene 6 de los 8 aminoácidos esenciales, así como una buena cantidad de
fibra y betaglucanos.
LENTEJAS
Las lentejas que usamos para la elaboración de nuestro preparado vegetal, son lentejas precocidas suministradas
por el proveedor Manel Marquez, S.L. ubicado en Sant Feliu de Guíxols Girona, España. Las lentejas constituyen
una buena fuente de proteína vegetal, fibras y minerales. Se caracterizan por su elevado contenido proteico que,
en combinación con la avena, proporcionan un perfil de aminoácidos similar al de la carne.
Contienen poca cantidad de grasa y son ricas en hidratos de carbono (almidón), principal fuente de energía de
nuestro cuerpo. Aportan principalmente vitaminas del complejo B y en menor cantidad, ácido fólico. En cuanto
a sus minerales, se destaca el aporte de zinc, selenio, potasio, hierro, fósforo y magnesio.
ACEITE DE OLIVA
El aceite de oliva, cuyo proveedor es Aceites Millás S.A. ubicado en St. Pol del Mar, Barcelona España, es un aceite
vegetal con alto contenido en vitamina E y polifenoles, ambos con efecto antioxidante, y es rico en ácido oleico
(C18:1). Se trata de un tipo de grasa monoinsaturada (AGMI) cardiosaludable, ya que aumenta el colesterol HDL
(bueno), sin aumentar el colesterol total en sangre. Otros beneficios del consumo de este aceite es que evita el
exceso de colesterol LDL y ayuda a la asimilación de grasas, ya que favorece la síntesis hepática de sales biliares.
SEMILLAS DE GIRASOL
Bagazo cerveza 22
Avena 20
Pre-emulsión 16
- Bagazo 8
- Aceite de oliva
4
- Agua 2
- Harina de soja
2
Lentejas precocidas 15
Agua 10
Aceite de oliva 7
Semillas de girasol sin sal
6
Sal 1
MC 1
Especias < 1
Harina de soja < 0,40
Pan rallado < 0,40
Aceite de girasol alto oleico
< 0,40
Tabla 5 Fórmula Actiburger

pág. 18
Las semillas de girasol (o pipas) son un alimento que destaca por su alto contenido en vitamina E, ácidos grasos
poliinsaturados, vitaminas del grupo B, magnesio, fósforo, selenio, calorías, zinc, fibra, ácidos grasos
monoinsaturados, hierro, potasio, proteínas e hidratos de carbono. Este componente nos lo proveerá Inner
Mongolia Xuanda Food Co., Ltd. situado en Mongolia.
HARINA DE SOJA
Empleamos harina de soja para el preparado de nuestra pre-emulsión. Este ingrediente aporta la base proteica que
se mezcla con el aceite y el bagazo. La principal ventaja es su origen vegetal, su amplia disponibilidad, y un buen
perfil de aminoácidos. Suministrados por el proveedor FUSHI Chemical Corporation Limited, ubicado en
Shanghai, China (Mainland).
METILCELULOSA
El emulgente empleado es la metilcelulosa (MC) (E-461). Se trata de un estabilizante sintético y espesante que se
obtiene por tratamiento con ácidos minerales de la alfa-celulosa extraída de fibras vegetales. Tras varias pruebas
con otros ingredientes (gluten, almidones, CMC y proteína de soja), concluimos que este aditivo es el que mejores
resultados nos proporciona en cuanto a formado y textura del producto. A grandes rasgos, se diferencia de la gran
mayoría de emulgentes por el hecho de ser soluble en frío y gelatinizar en caliente y por ello es el que mejor se
adapta a nuestro proceso y tipo de producto. El proveedor de este aditivo es Ricardo Molina, situado en Barcelona.
SAL
La sal común se emplea como condimento para mejorar el producto sensorialmente, además de ser muy rico en
oligoelementos. El proveedor de esta materia es Salinera Española, cuya central se encuentra en Palma de Mallorca.
ESPECIAS
Con el propósito de lograr un sabor y aroma característico en el producto final, se ha empleado una mezcla de
especias, las cuales no sólo aportan sabor y realzan otros sabores propios del resto de ingredientes, sino que
también en parte actúan como preservativos.
La mezcla de especias está compuesta básicamente por Grill (humo en polvo), cebolla, ajo, pimienta, romero,
tomillo y orégano, todos ellos en polvo. La mezcla representa aproximadamente el 1 %.
Todas estas especias, serán subministradas por el proveedor Hermanos Pedroza, ubicado en Málaga.
PREPARADO PARA REBOZAR, EMPANAR Y PRE-FREÍR
En cuanto a los ingredientes usados para el rebozado – rebanado y pre-fritura, se define lo siguiente: puesto que
queremos evitar emplear huevo y derivados, rebozaremos las hamburguesas con una mezcla de harina de soja con
agua en una proporción de 1 / 4. Seguidamente, se pasará por un “baño” en pan rallado (proporcionado por el
proveedor ILLARGUI, localizado en Gipuzkoa) antes de pasar a la pre-fritura de las hamburguesas que se realizará
en baño de aceite de girasol alto oleico. Este último, nos lo proporcionará el Olimpo, situado en Albacete.
MATERIAL ENVASADO
Respecto al packaging, las unidades se envasarán en bandejas de PET y film con diseño de impresión de alta
barrera (tres capas: PP-EVOH-PP).
Ambos materiales los subministrará NUTRIPACK, situado en Tarragona

pág. 19
*Nota: Todas las fichas técnicas de las materias primas, se encuentran en el apartado de ANEXOS, [2]

pág. 20
DIAGRAMA DE FLUJO
Recepción del bagazo
Control detector de metales
Triturado del bagazo
Congelación del bagazo
Pesado
Pre-emulsionado
Mezclado
Formado
Rebozado -empanado
Pre-frito
Enfriamiento
Envasado
Pesado
Loteado
Detector de metales
Refrigeración
Recepción MP
Almacenamiento
MP
Control de calidad
Recepción material
envasado
Almacenamiento
material envasado
Control material
envasado

pág. 21
PROCESO Debido al bajo volumen de producción inicial no es rentable la utilización de una línea totalmente automatizada,
por lo que se realizará una elaboración semiautomática compuesta por procesos manuales y procesos
automatizados.
Volumen de producción estimado
Después de analizar el mercado objetivo, las ventas estimadas y la capacidad de nuestra empresa y personal, se ha
determinado que:
- Cantidad procesada por batch: 50 Kg
- Producciones diarias: 2 Batches
- Producción semanal: 5 días
- Unidades de venta producidas por batch: 250 uds de 200 g
Acto seguido, se describirán detalladamente todas las operaciones unitarias del proceso productivo, así como la
maquinaria necesaria y sus capacidades, tiempo y personal requerido.
Descripción de las operaciones unitarias
Operaciones previas del bagazo
- Recolección del bagazo
Nuestro proveedor EDGE produce 2 veces por semana. Por cada producción, se generan 2 toneladas de bagazo,
según datos proporcionados por el mismo proveedor. Por otro lado, nosotros produciremos 5 días/semana,
procesando a diario 100 kg de producto, del cual, como se ha especificado anteriormente en la fórmula, el 30%
corresponde a bagazo.
Por lo tanto de estas 2 toneladas de bagazo que genera EDGE, recogeremos de una de las producciones semanales,
el 20%; lo que se traduce en 400 Kg de bagazo semanales.
- Preparación del bagazo
Cada vez que se introduzca esta materia prima procederemos a la identificación del lote que le correspondería
según la fecha de entrada (que corresponde al día de producción del bagazo).
- Lote L-XMMDD: X: Año(5 de 2015), MM: Mes (EN- FE-MA-AB-MY-JN-JL-AG-SE-OC-NO-DI), DD:
(01-31)
o Ejemplo: L-5EN15
Tras nuestra experiencia, hemos observado que en alguna ocasión el bagazo contiene elementos extraños. Por
ello, creemos conveniente que además de realizar un control visual del bagazo, se someta a un control de presencia
de metales. En el caso de detectar presencia de elementos extraños, se descartará el empleo del lote entero.
pág. 22
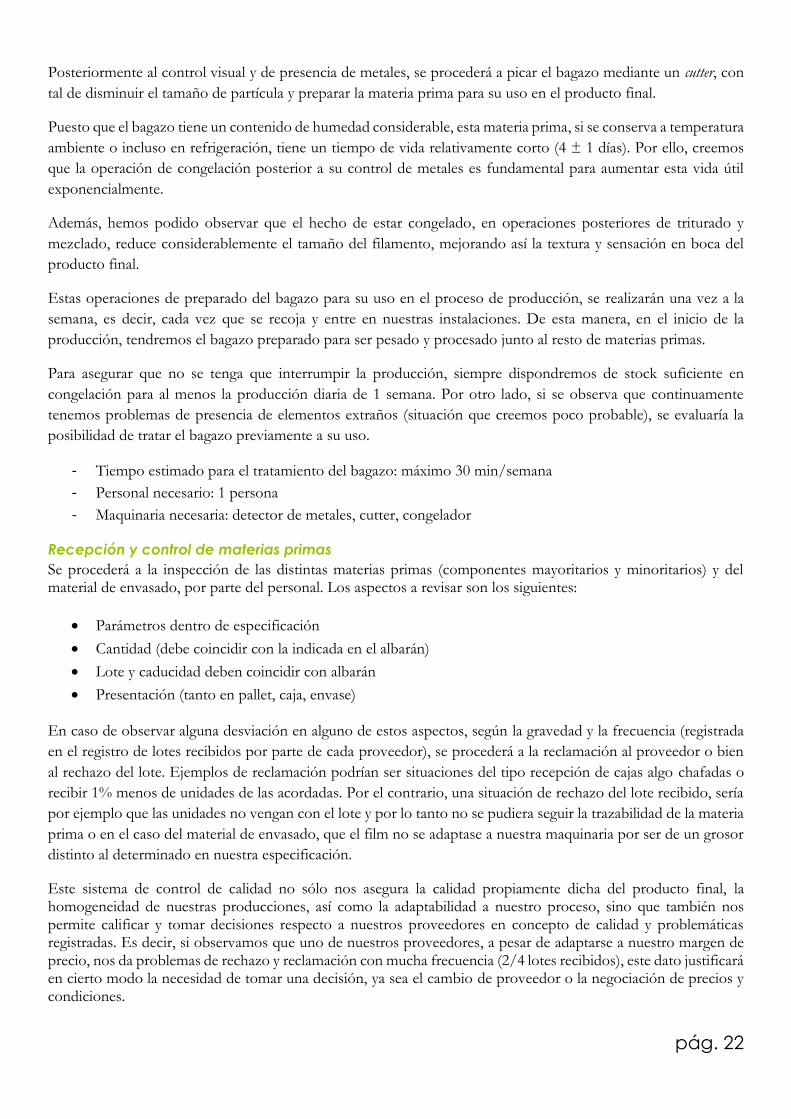
Posteriormente al control visual y de presencia de metales, se procederá a picar el bagazo mediante un cutter, con
tal de disminuir el tamaño de partícula y preparar la materia prima para su uso en el producto final.
Puesto que el bagazo tiene un contenido de humedad considerable, esta materia prima, si se conserva a temperatura
ambiente o incluso en refrigeración, tiene un tiempo de vida relativamente corto (4 ± 1 días). Por ello, creemos
que la operación de congelación posterior a su control de metales es fundamental para aumentar esta vida útil
exponencialmente.
Además, hemos podido observar que el hecho de estar congelado, en operaciones posteriores de triturado y
mezclado, reduce considerablemente el tamaño del filamento, mejorando así la textura y sensación en boca del
producto final.
Estas operaciones de preparado del bagazo para su uso en el proceso de producción, se realizarán una vez a la
semana, es decir, cada vez que se recoja y entre en nuestras instalaciones. De esta manera, en el inicio de la
producción, tendremos el bagazo preparado para ser pesado y procesado junto al resto de materias primas.
Para asegurar que no se tenga que interrumpir la producción, siempre dispondremos de stock suficiente en
congelación para al menos la producción diaria de 1 semana. Por otro lado, si se observa que continuamente
tenemos problemas de presencia de elementos extraños (situación que creemos poco probable), se evaluaría la
posibilidad de tratar el bagazo previamente a su uso.
- Tiempo estimado para el tratamiento del bagazo: máximo 30 min/semana
- Personal necesario: 1 persona
- Maquinaria necesaria: detector de metales, cutter, congelador
Recepción y control de materias primas
Se procederá a la inspección de las distintas materias primas (componentes mayoritarios y minoritarios) y del material de envasado, por parte del personal. Los aspectos a revisar son los siguientes:
Parámetros dentro de especificación
Cantidad (debe coincidir con la indicada en el albarán)
Lote y caducidad deben coincidir con albarán
Presentación (tanto en pallet, caja, envase)
En caso de observar alguna desviación en alguno de estos aspectos, según la gravedad y la frecuencia (registrada
en el registro de lotes recibidos por parte de cada proveedor), se procederá a la reclamación al proveedor o bien
al rechazo del lote. Ejemplos de reclamación podrían ser situaciones del tipo recepción de cajas algo chafadas o
recibir 1% menos de unidades de las acordadas. Por el contrario, una situación de rechazo del lote recibido, sería
por ejemplo que las unidades no vengan con el lote y por lo tanto no se pudiera seguir la trazabilidad de la materia
prima o en el caso del material de envasado, que el film no se adaptase a nuestra maquinaria por ser de un grosor
distinto al determinado en nuestra especificación.
Este sistema de control de calidad no sólo nos asegura la calidad propiamente dicha del producto final, la homogeneidad de nuestras producciones, así como la adaptabilidad a nuestro proceso, sino que también nos permite calificar y tomar decisiones respecto a nuestros proveedores en concepto de calidad y problemáticas registradas. Es decir, si observamos que uno de nuestros proveedores, a pesar de adaptarse a nuestro margen de precio, nos da problemas de rechazo y reclamación con mucha frecuencia (2/4 lotes recibidos), este dato justificará en cierto modo la necesidad de tomar una decisión, ya sea el cambio de proveedor o la negociación de precios y condiciones.
pág. 23
A todos nuestros proveedores, se les exigirá el envío anual del boletín analítico (que incluya análisis microbiológico, físico químico y visual) de la materia prima correspondiente. Por nuestra parte, procederemos a enviar a analizar la materia prima a laboratorio externo, 2 veces/año. Todas las materias primas se introducirán en el almacén y se ubicarán en el lugar que les corresponda, que estará correctamente identificado y quedando debidamente registradas con su fecha de entrada con toda su respectiva información (lote, controles, fechas, proveedor…) en nuestro registro de materias primas y envases. Este almacén deberá mantenerse en adecuadas condiciones, ordenado, fresco, seco y protegido de la luz solar directa.
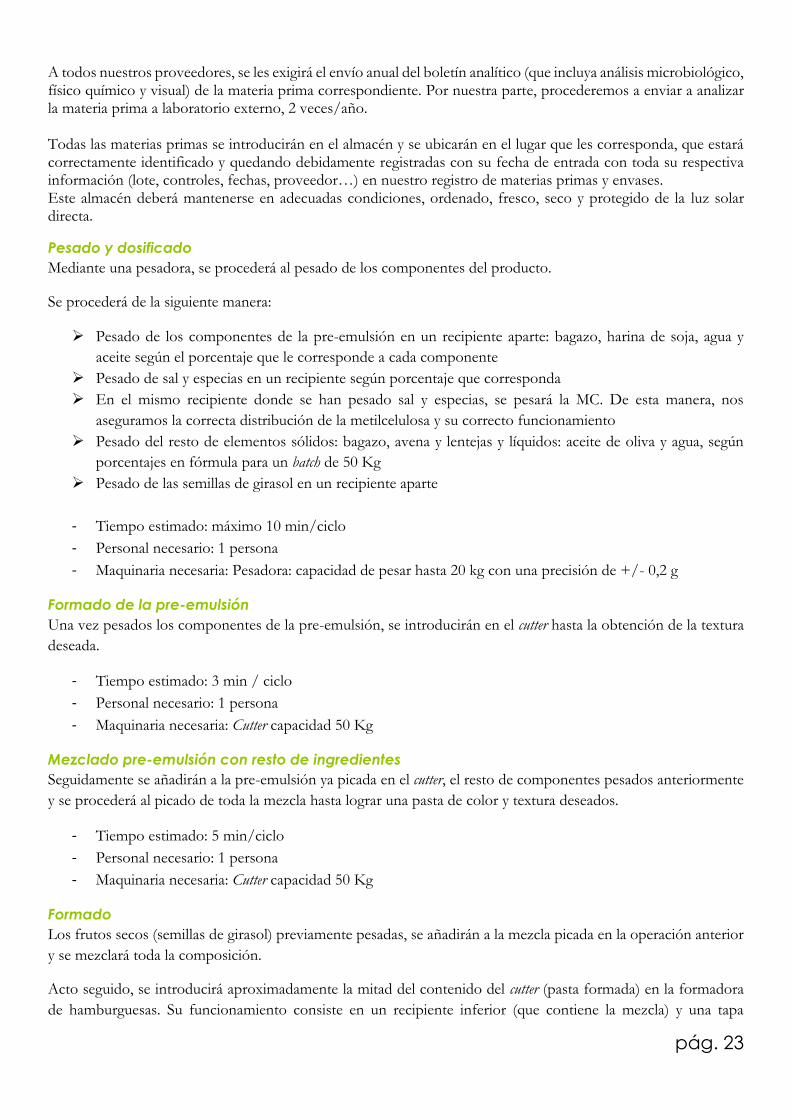
Pesado y dosificado
Mediante una pesadora, se procederá al pesado de los componentes del producto.
Se procederá de la siguiente manera:
Pesado de los componentes de la pre-emulsión en un recipiente aparte: bagazo, harina de soja, agua y
aceite según el porcentaje que le corresponde a cada componente
Pesado de sal y especias en un recipiente según porcentaje que corresponda
En el mismo recipiente donde se han pesado sal y especias, se pesará la MC. De esta manera, nos
aseguramos la correcta distribución de la metilcelulosa y su correcto funcionamiento
Pesado del resto de elementos sólidos: bagazo, avena y lentejas y líquidos: aceite de oliva y agua, según
porcentajes en fórmula para un batch de 50 Kg
Pesado de las semillas de girasol en un recipiente aparte
- Tiempo estimado: máximo 10 min/ciclo
- Personal necesario: 1 persona
- Maquinaria necesaria: Pesadora: capacidad de pesar hasta 20 kg con una precisión de +/- 0,2 g
Formado de la pre-emulsión
Una vez pesados los componentes de la pre-emulsión, se introducirán en el cutter hasta la obtención de la textura
deseada.
- Tiempo estimado: 3 min / ciclo
- Personal necesario: 1 persona
- Maquinaria necesaria: Cutter capacidad 50 Kg
Mezclado pre-emulsión con resto de ingredientes
Seguidamente se añadirán a la pre-emulsión ya picada en el cutter, el resto de componentes pesados anteriormente
y se procederá al picado de toda la mezcla hasta lograr una pasta de color y textura deseados.
- Tiempo estimado: 5 min/ciclo
- Personal necesario: 1 persona
- Maquinaria necesaria: Cutter capacidad 50 Kg
Formado
Los frutos secos (semillas de girasol) previamente pesadas, se añadirán a la mezcla picada en la operación anterior
y se mezclará toda la composición.
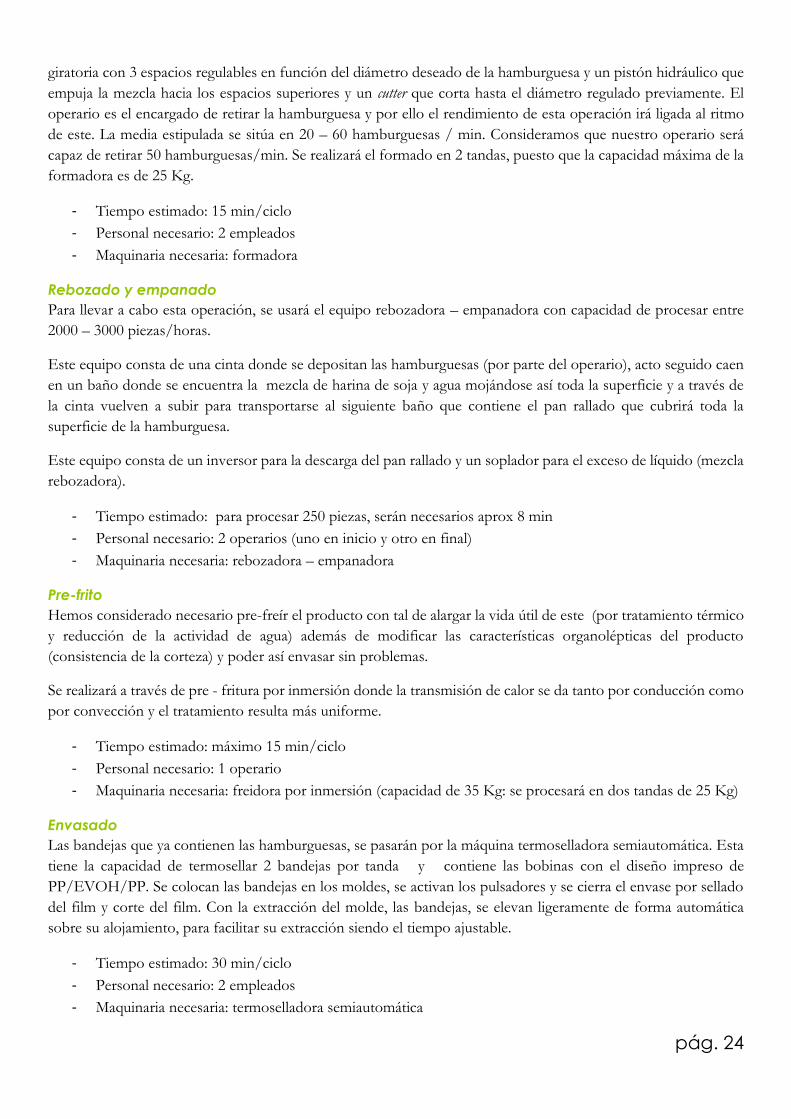
Acto seguido, se introducirá aproximadamente la mitad del contenido del cutter (pasta formada) en la formadora
de hamburguesas. Su funcionamiento consiste en un recipiente inferior (que contiene la mezcla) y una tapa
pág. 24
giratoria con 3 espacios regulables en función del diámetro deseado de la hamburguesa y un pistón hidráulico que
empuja la mezcla hacia los espacios superiores y un cutter que corta hasta el diámetro regulado previamente. El
operario es el encargado de retirar la hamburguesa y por ello el rendimiento de esta operación irá ligada al ritmo
de este. La media estipulada se sitúa en 20 – 60 hamburguesas / min. Consideramos que nuestro operario será
capaz de retirar 50 hamburguesas/min. Se realizará el formado en 2 tandas, puesto que la capacidad máxima de la
formadora es de 25 Kg.
- Tiempo estimado: 15 min/ciclo
- Personal necesario: 2 empleados
- Maquinaria necesaria: formadora
Rebozado y empanado
Para llevar a cabo esta operación, se usará el equipo rebozadora – empanadora con capacidad de procesar entre
2000 – 3000 piezas/horas.
Este equipo consta de una cinta donde se depositan las hamburguesas (por parte del operario), acto seguido caen
en un baño donde se encuentra la mezcla de harina de soja y agua mojándose así toda la superficie y a través de
la cinta vuelven a subir para transportarse al siguiente baño que contiene el pan rallado que cubrirá toda la
superficie de la hamburguesa.
Este equipo consta de un inversor para la descarga del pan rallado y un soplador para el exceso de líquido (mezcla
rebozadora).
- Tiempo estimado: para procesar 250 piezas, serán necesarios aprox 8 min
- Personal necesario: 2 operarios (uno en inicio y otro en final)
- Maquinaria necesaria: rebozadora – empanadora
Pre-frito
Hemos considerado necesario pre-freír el producto con tal de alargar la vida útil de este (por tratamiento térmico
y reducción de la actividad de agua) además de modificar las características organolépticas del producto
(consistencia de la corteza) y poder así envasar sin problemas.
Se realizará a través de pre - fritura por inmersión donde la transmisión de calor se da tanto por conducción como
por convección y el tratamiento resulta más uniforme.
- Tiempo estimado: máximo 15 min/ciclo
- Personal necesario: 1 operario
- Maquinaria necesaria: freidora por inmersión (capacidad de 35 Kg: se procesará en dos tandas de 25 Kg)
Envasado
Las bandejas que ya contienen las hamburguesas, se pasarán por la máquina termoselladora semiautomática. Esta
tiene la capacidad de termosellar 2 bandejas por tanda y contiene las bobinas con el diseño impreso de
PP/EVOH/PP. Se colocan las bandejas en los moldes, se activan los pulsadores y se cierra el envase por sellado
del film y corte del film. Con la extracción del molde, las bandejas, se elevan ligeramente de forma automática
sobre su alojamiento, para facilitar su extracción siendo el tiempo ajustable.
- Tiempo estimado: 30 min/ciclo
- Personal necesario: 2 empleados
- Maquinaria necesaria: termoselladora semiautomática

pág. 25
Pesado
Puesto que declaramos que la unidad de venta tiene un peso nominal de 200 g, hemos de alcanzar como mínimo
este peso. Todas aquellas unidades que no alcancen este peso deberán de retirarse. Cabe decir que nuestro sistema
está comprobado y calibrado por lo que rara vez nos encontraríamos con un peso menor y por lo tanto nuestra
merma en este sentido será mínima.
Por otro lado, señalar que se pesarán 250 unidades por ciclo, por lo que será necesario el trabajo de dos empleados
para además de pesar, registrar los pesos del lote.
- Tiempo estimado: 15 min/ciclo
- Personal necesario: 2 empleados
- Maquinaria necesaria: pesadora
Loteado
Tras el envasado y pesado del producto final, se procederá al loteado del producto que incluirá tanto el lote de
este como su fecha de consumo preferente. Esta información es indispensable para poder rastrear la trazabilidad
de este.
- Tiempo estimado: 10 min / ciclo
- Personal necesario: 2 empleados
- Maquinaria necesaria: loteadora manual
Detector de metales
Otro de los controles que creemos estrictamente necesario, es el control de metales en producto acabado. Se
empleará el mismo equipo que el usado para el control del bagazo.
- Tiempo estimado: 10 min/ciclo
- Personal necesario: 2 empleados
- Maquinaria necesaria: detector de metales
Refrigeración
Hasta la repartición del producto final, las unidades se mantendrán en refrigeración a una temperatura de 4ºC.
También se transportarán en camiones con sistema de refrigeración para evitar la rotura de la cadena de frío y se
expondrán en las tiendas/supermercados donde se distribuirá el producto a la misma temperatura.
*Nota: Todas las fichas técnicas de la maquinaria, se encuentran en el apartado de ANEXOS, [3]
pág. 26
CALIDAD
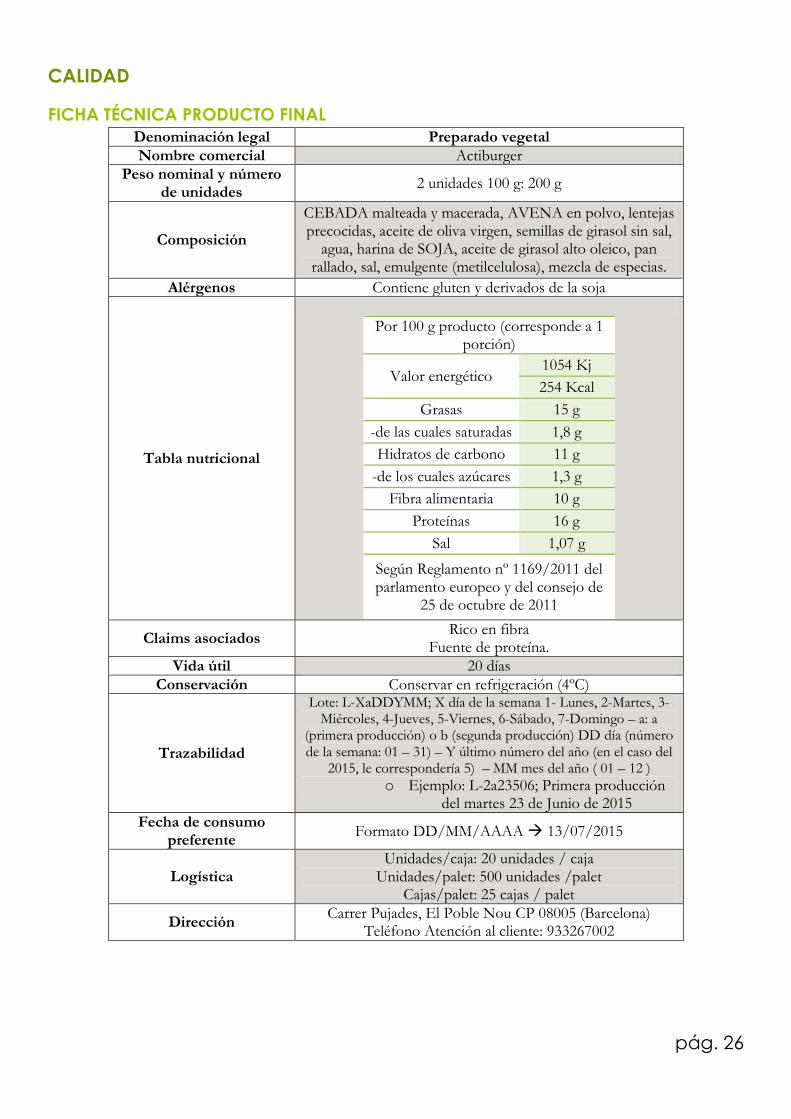
FICHA TÉCNICA PRODUCTO FINAL
Denominación legal Preparado vegetal
Nombre comercial Actiburger
Peso nominal y número de unidades
2 unidades 100 g: 200 g
Composición
CEBADA malteada y macerada, AVENA en polvo, lentejas precocidas, aceite de oliva virgen, semillas de girasol sin sal,
agua, harina de SOJA, aceite de girasol alto oleico, pan rallado, sal, emulgente (metilcelulosa), mezcla de especias.
Alérgenos Contiene gluten y derivados de la soja
Tabla nutricional
Por 100 g producto (corresponde a 1 porción)
Valor energético 1054 Kj
254 Kcal
Grasas 15 g
-de las cuales saturadas 1,8 g
Hidratos de carbono 11 g
-de los cuales azúcares 1,3 g
Fibra alimentaria 10 g
Proteínas 16 g
Sal 1,07 g
Según Reglamento nº 1169/2011 del parlamento europeo y del consejo de
25 de octubre de 2011
Claims asociados Rico en fibra
Fuente de proteína.
Vida útil 20 días
Conservación Conservar en refrigeración (4ºC)
Trazabilidad
Lote: L-XaDDYMM; X día de la semana 1- Lunes, 2-Martes, 3-Miércoles, 4-Jueves, 5-Viernes, 6-Sábado, 7-Domingo – a: a
(primera producción) o b (segunda producción) DD día (número de la semana: 01 – 31) – Y último número del año (en el caso del
2015, le correspondería 5) – MM mes del año ( 01 – 12 )
o Ejemplo: L-2a23506; Primera producción del martes 23 de Junio de 2015
Fecha de consumo preferente
Formato DD/MM/AAAA 13/07/2015
Logística Unidades/caja: 20 unidades / caja
Unidades/palet: 500 unidades /palet Cajas/palet: 25 cajas / palet
Dirección Carrer Pujades, El Poble Nou CP 08005 (Barcelona)
Teléfono Atención al cliente: 933267002
pág. 27
ESTUDIO DE VIDA El producto elaborado, no contiene conservantes y no está envasado en atmósfera modificada. Los tres procesos
que nos contribuyen a alargar la vida útil del producto son:
- Congelación del bagazo recién recogido
- Pre-frito
- Refrigeración
Creemos conveniente que para un estudio más exhaustivo se deberían hacer una serie de controles en laboratorio
como: estudio microbiológico para comprobar ausencia de patógenos; seguimiento de actividad de agua, humedad,
pH, textura y rancidez del producto. Como es evidente, no disponemos del material necesario para realizar estos
controles, por ello nos hemos basado en el estudio de enmohecimiento y la evaluación sensorial del producto.
Vimos que el producto sometido a nuestro proceso y con las materias primas usadas y conservado a temperatura
de frigorífico (4 ºC) y envasado correctamente, se mantenía ausente de presencia de moho hasta 25 días. Para tener
un margen de seguridad de un 20%, como recomiendan varios autores, se estipuló que a priori, la vida útil se
situaría a 20 días.
La siguiente prueba, para acabar de fijar la vida útil del producto, se basó en un seguimiento sensorial del producto
teniendo en cuenta varios aspectos que creímos importantes para la calidad de éste, en 4 puntos de la vida del
producto (establecida por el momento, teniendo en cuenta la ausencia de moho): día 1 – día 10 – día 20 –día 25.
Los parámetros controlados fueron 7, y se valoraron en los 4 puntos de vida del producto mencionados
anteriormente.
Sobre producto sin cocinar
- Aspecto (1: descartable – 6: correcto)
- Aroma (1: descartable – 6: correcto)
Sobre producto cocinado
- Intensidad de color (1: poco intensa – 6: dorado)
- Aroma (1: descartable – 6: correcto)
- Sabor (1: descartable – 6: correcto)
- Textura (fibrosidad) (1: muy fibrosa – 6: fibrosidad correcta)
- Textura (jugosidad) (1: muy seca – 6: jugosa)
Los resultados obtenidos fueron los siguientes:

pág. 28
Ilustración 2 Evaluación sensorial
El producto se mantiene correcto sensorialmente de día 1 a día 20 además de no observarse crecimiento de moho.
Vemos que en los últimos días, a partir del día 20 los aspectos que más se ven deteriorados son, producto sin
cocinar: aparecen aromas no propios, aspecto general e intensidad de color menos atractivos; en producto
cocinado, se pierde también en aroma, sabor y especialmente en textura.
Por ello, se determina que el producto se comercializará con una vida útil de 20 días.
*Nota: Los APPCC de nuestro proceso así como el plano del obrador así como la seguridad en el trabajo y medioambiente, se
encuentran en el apartado de ANEXOS [4]; [5]; [6]
1
2
3
4
5
6
Aspecto general(sin cocinar)
Aroma (sincocinar)
Intensidad decolor (cocinado)
Aroma(cocinado)
Sabor (cocinado)
Textura -fibrosidad(cocinado)
Textura -jugosidad(cocinado)
EVALUACIÓN SENSORIAL
Día 1
Día 10
Día 20
Día 25

pág. 29
- ESTRATEGIA DE RECURSOS HUMANOS
- ESCANDALLO
- PLAN DE NEGOCIO
pág. 30
PLAN FINANCIERO - ECONÓMICO
ESTRATEGIA DE RECURSOS HUMANOS
Dentro de la organización de la empresa, para el primer año de funcionamiento existirán 3 puestos clave:
- Administrador; encargado de la planeación estratégica, producción, marketing, compras y ventas,
proveedores y administración financiera de la empresa.
- Supervisor; Encargado en planta de la producción, calidad, distribución de producto final, bodega,
soporte a limpieza y en general
- Operario; Producción y limpieza de planta, asistente en general.
ESCANDALLO
Su objetivo es el análisis de costos y parámetros financieros planteados a futuro, en un escenario lo más ajustado
posible a la actualidad. A través del mismo, buscamos establecer un precio de venta que sea tanto competitivo
como benéfico para la empresa: calcular amortizaciones, determinar financiaciones, inversión inicial, costos
operativos y algunos indicadores económicos como; VAN y TIR.
Después de un análisis y estudio de mercado, complementado con un balance de la línea de producción, se estimó
una producción diaria de 100 kg de producto, de lo cual obtendríamos 500 unidades de producción para venta
directa.
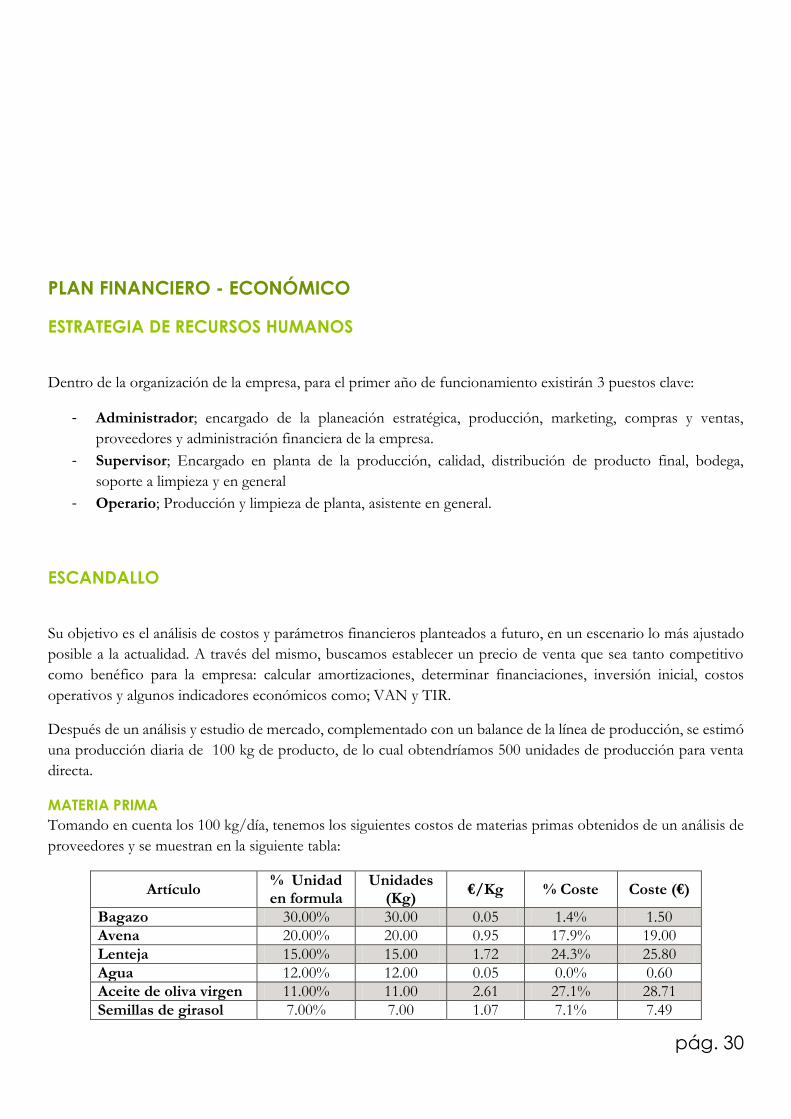
MATERIA PRIMA
Tomando en cuenta los 100 kg/día, tenemos los siguientes costos de materias primas obtenidos de un análisis de
proveedores y se muestran en la siguiente tabla:
Artículo % Unidad en formula
Unidades (Kg)
€/Kg % Coste Coste (€)
Bagazo 30.00% 30.00 0.05 1.4% 1.50
Avena 20.00% 20.00 0.95 17.9% 19.00
Lenteja 15.00% 15.00 1.72 24.3% 25.80
Agua 12.00% 12.00 0.05 0.0% 0.60
Aceite de oliva virgen 11.00% 11.00 2.61 27.1% 28.71
Semillas de girasol 7.00% 7.00 1.07 7.1% 7.49

pág. 31
Harina de soja 2.00% 2.00 1.00 1.9% 2.00
Sal 1.00% 1.00 0.60 0.6% 0.60
Metilcelulosa 1.00% 1.00 16.00 15.1% 16.00
Especias 0.33% 0.33 5.00 1.66% 1.66
Pan Molido 0.33% 0.33 1.00 0.33% 0.33
Aceite fritura 0.33% 0.33 0.83 0.27% 0.33
Total 100.00% 100 100.00% 97.15 Tabla 6 Coste materia prima
El resultado es un coste de 0.974 por kg de producto, a esto se le ha de sumar un 2% de merma en la línea de
producción, ya que después de varias pruebas a escala suponemos este estimado. Por lo cual el costo ajustado
queda en 0.994 €/Kg.
COSTOS DIRECTOS
Desglosamos el cálculo del packaging y del personal de producción, ambos recursos directos para la fabricación. El
packaging está compuesto por una bandeja sellada con un film que contiene 2 hamburguesas de 100 g c/u al que
llamaremos unidad de venta. A su vez, 20 bandejas irán en una caja de cartón corrugado. Cada pallet contendrá
25 cajas, las cuales serán transportadas por un toro de carga.
PACKAGING €/unidad merma €/kg
Bandeja PET 0.300 0.10% 0.120
Bobina film PP/EVOH/PP 0.020 2.00% 0.051
Caja master 0.170 0.10% 0.017
Pallet 24 0.050% 0.030
Total 0.218 Tabla 7 Costos packaging
El proceso productivo será llevado a cabo por dos operarios con un salario establecido de 9 €/h y 7 €/h,
respectivamente. Hemos considerado 250 días laborales y 2000 horas efectivas de producción al año. Asumiendo
la estrategia de RR.HH, se prevé contar con un administrador polivalente y multifuncional, al mando de la empresa.
Fijando un salario, tomando como referencia actual el mercado laboral, tenemos el siguiente desglose de costos:
PERSONAL Administrador Supervisor Operario
Salario bruto año 25 000 18000 12000
Bono producción 5% (anual) 1250.00 900 600
Seguridad Social 35% 9187.50 6615 4410
Costo vacaciones 10% 2500.00 1800 1200
Total 37937.50 27315 18210
Extras 5% 1896.88 1635.75 910.5
Total año 39834.38 28680.75 19120.5 Tabla 8 Costos mano de obra
Se calculan “extras” relacionados a prestaciones y equipos de protección personal (EPS), entre otros imprevistos
que pudieran surgir. Tomando en cuenta una producción efectiva real del 98%, tenemos un total de 98 kg reales
por turno de 8 h por lo que el costo del personal de producción queda en 4.36 €/kg.
COSTOS VARIABLES
Dentro de los costos variables, calculamos un costo de 0.6245 €/kg, desglosados en la siguiente tabla:
COSTOS VARIABLES €/año
Energía 7.500
Limpieza y adecuaciones 1.500
pág. 32
Control calidad externo 500
Marketing y Publicidad 2.842
Imprevistos 20% 2.468
TOTAL (€) 15.300 Tabla 9 Costos variables
El margen de imprevistos elevado (20%) es debido a la naturaleza fluctuante de los mismos y la dificultad en su
estimación. La energía se calculó estimando 30 € diarios para 250 días de producción. El gasto de marketing y
publicidad representa el 1% de las ventas anuales.
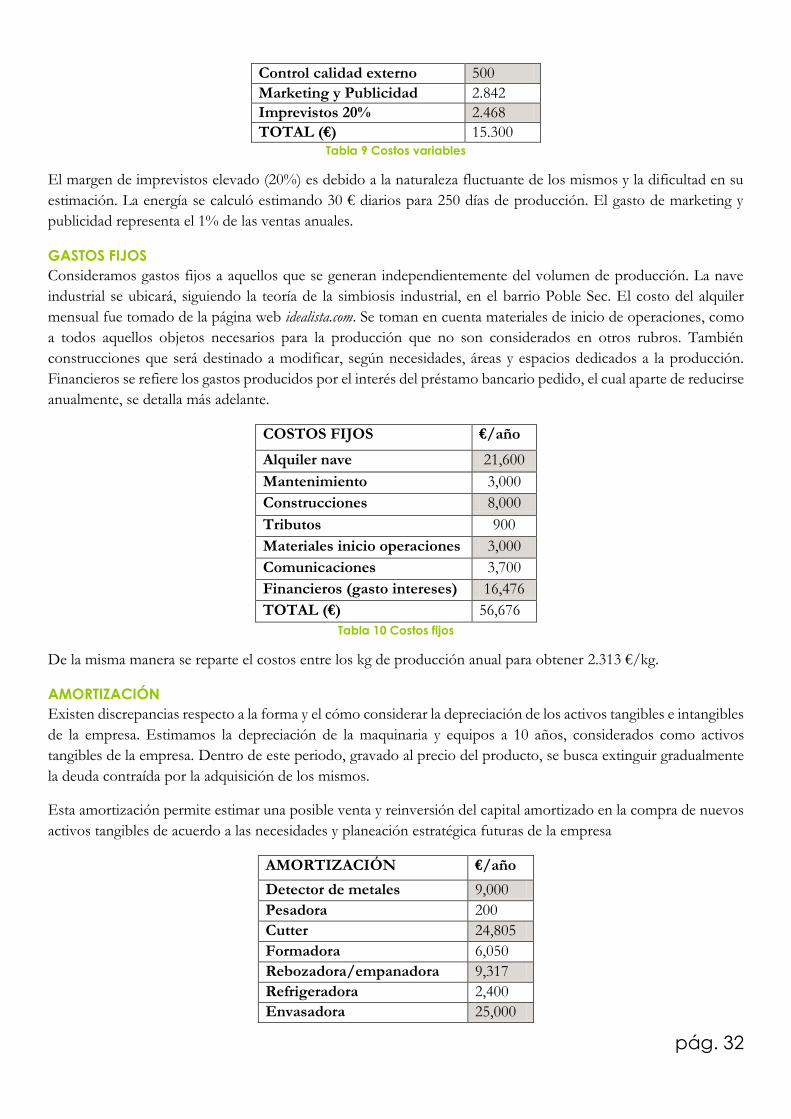
GASTOS FIJOS
Consideramos gastos fijos a aquellos que se generan independientemente del volumen de producción. La nave
industrial se ubicará, siguiendo la teoría de la simbiosis industrial, en el barrio Poble Sec. El costo del alquiler
mensual fue tomado de la página web idealista.com. Se toman en cuenta materiales de inicio de operaciones, como
a todos aquellos objetos necesarios para la producción que no son considerados en otros rubros. También
construcciones que será destinado a modificar, según necesidades, áreas y espacios dedicados a la producción.
Financieros se refiere los gastos producidos por el interés del préstamo bancario pedido, el cual aparte de reducirse
anualmente, se detalla más adelante.
COSTOS FIJOS €/año
Alquiler nave 21,600
Mantenimiento 3,000
Construcciones 8,000
Tributos 900
Materiales inicio operaciones 3,000
Comunicaciones 3,700
Financieros (gasto intereses) 16,476
TOTAL (€) 56,676
Tabla 10 Costos fijos
De la misma manera se reparte el costos entre los kg de producción anual para obtener 2.313 €/kg.
AMORTIZACIÓN
Existen discrepancias respecto a la forma y el cómo considerar la depreciación de los activos tangibles e intangibles
de la empresa. Estimamos la depreciación de la maquinaria y equipos a 10 años, considerados como activos
tangibles de la empresa. Dentro de este periodo, gravado al precio del producto, se busca extinguir gradualmente
la deuda contraída por la adquisición de los mismos.
Esta amortización permite estimar una posible venta y reinversión del capital amortizado en la compra de nuevos
activos tangibles de acuerdo a las necesidades y planeación estratégica futuras de la empresa
AMORTIZACIÓN €/año
Detector de metales 9,000
Pesadora 200
Cutter 24,805
Formadora 6,050
Rebozadora/empanadora 9,317
Refrigeradora 2,400
Envasadora 25,000

pág. 33
Cámara congelamiento 5,000
Camión refrigerado distribución
16,000
Equipo de computación 3,700
TOTAL (€) 101,472
PERIODO (AÑOS) 10
Tabla 11 Amortización
Como resultado obtenemos un costo de 0.414 €/kg de producto anual hasta completar el periodo de recuperación
(10 años).
COSTO DEL PRODUCTO
El costo del producto, tomado de la suma de los costos por kg de cada parámetro analizado anteriormente será
de 8.924 €/kg. El resumen de los costos gravados al producto se presenta a continuación:
Ilustración 3 Costo Actiburger
De acuerdo al plan de producción tenemos que por cada kg obtenemos 5 unidades de producto, por lo cual el
costo total por unidad de producto es de 1.78 €.
En el gráfico se observa claramente que el costo por personal es el más significativo en la totalidad, esto debido a
los altos sueldos y prestaciones que se requieren para contar con mano de obra.
PLAN DE NEGOCIO
INVERSIÓN INICIAL
Para comenzar una empresa se tiene en cuenta una inversión inicial. En nuestro caso, de acuerdo a un delicado
análisis tenemos el siguiente desglose de la misma
11.13% 1.36%
30.61%
18.22%
25.92%
7.00%
1.12% 4.64%
COSTO ACTIBURGER
materia prima
packaging
personal directo
personal indirecto
costos fijos
costos variables
transporte
amortización
pág. 34
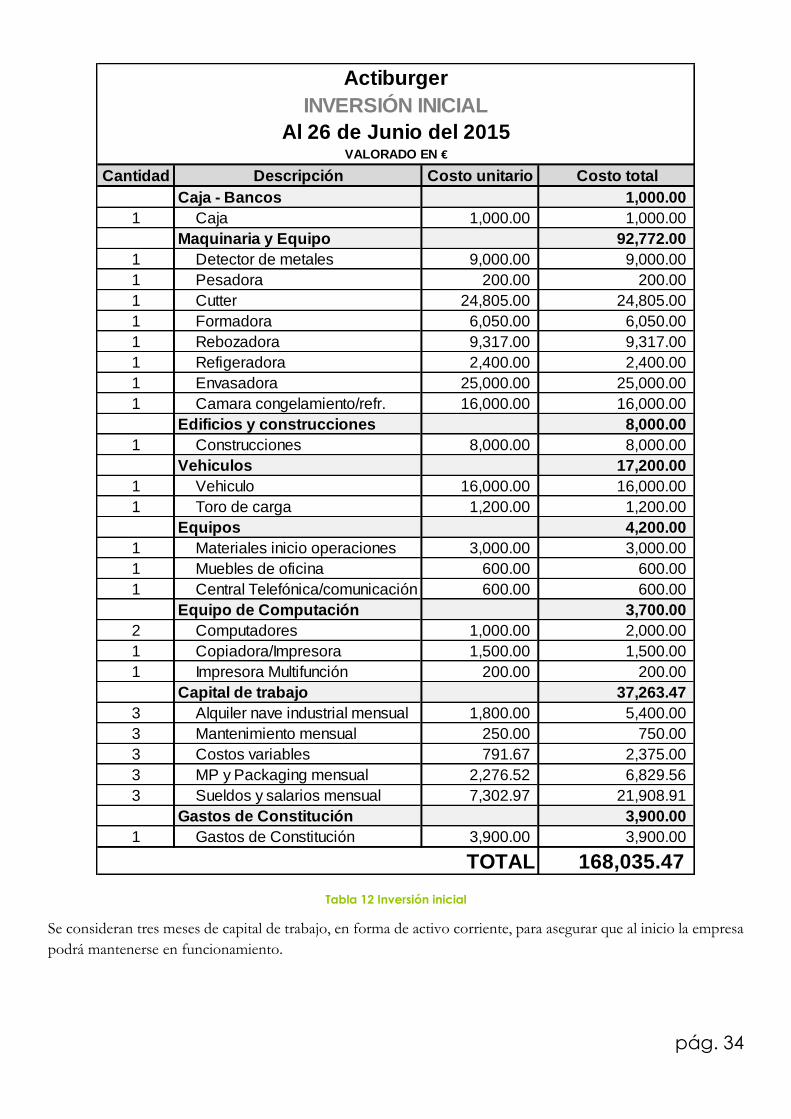
Tabla 12 Inversión inicial
Se consideran tres meses de capital de trabajo, en forma de activo corriente, para asegurar que al inicio la empresa
podrá mantenerse en funcionamiento.
Cantidad Descripción Costo unitario Costo total
Caja - Bancos 1,000.00
1 Caja 1,000.00 1,000.00
Maquinaria y Equipo 92,772.00
1 Detector de metales 9,000.00 9,000.00
1 Pesadora 200.00 200.00
1 Cutter 24,805.00 24,805.00
1 Formadora 6,050.00 6,050.00
1 Rebozadora 9,317.00 9,317.00
1 Refigeradora 2,400.00 2,400.00
1 Envasadora 25,000.00 25,000.00
1 Camara congelamiento/refr. 16,000.00 16,000.00
Edificios y construcciones 8,000.00
1 Construcciones 8,000.00 8,000.00
Vehiculos 17,200.00
1 Vehiculo 16,000.00 16,000.00
1 Toro de carga 1,200.00 1,200.00
Equipos 4,200.00
1 Materiales inicio operaciones 3,000.00 3,000.00
1 Muebles de oficina 600.00 600.00
1 Central Telefónica/comunicación 600.00 600.00
Equipo de Computación 3,700.00
2 Computadores 1,000.00 2,000.00
1 Copiadora/Impresora 1,500.00 1,500.00
1 Impresora Multifunción 200.00 200.00
Capital de trabajo 37,263.47
3 Alquiler nave industrial mensual 1,800.00 5,400.00
3 Mantenimiento mensual 250.00 750.00
3 Costos variables 791.67 2,375.00
3 MP y Packaging mensual 2,276.52 6,829.56
3 Sueldos y salarios mensual 7,302.97 21,908.91
Gastos de Constitución 3,900.00
1 Gastos de Constitución 3,900.00 3,900.00
168,035.47 TOTAL
VALORADO EN €
Actiburger
INVERSIÓN INICIAL
Al 26 de Junio del 2015
pág. 35
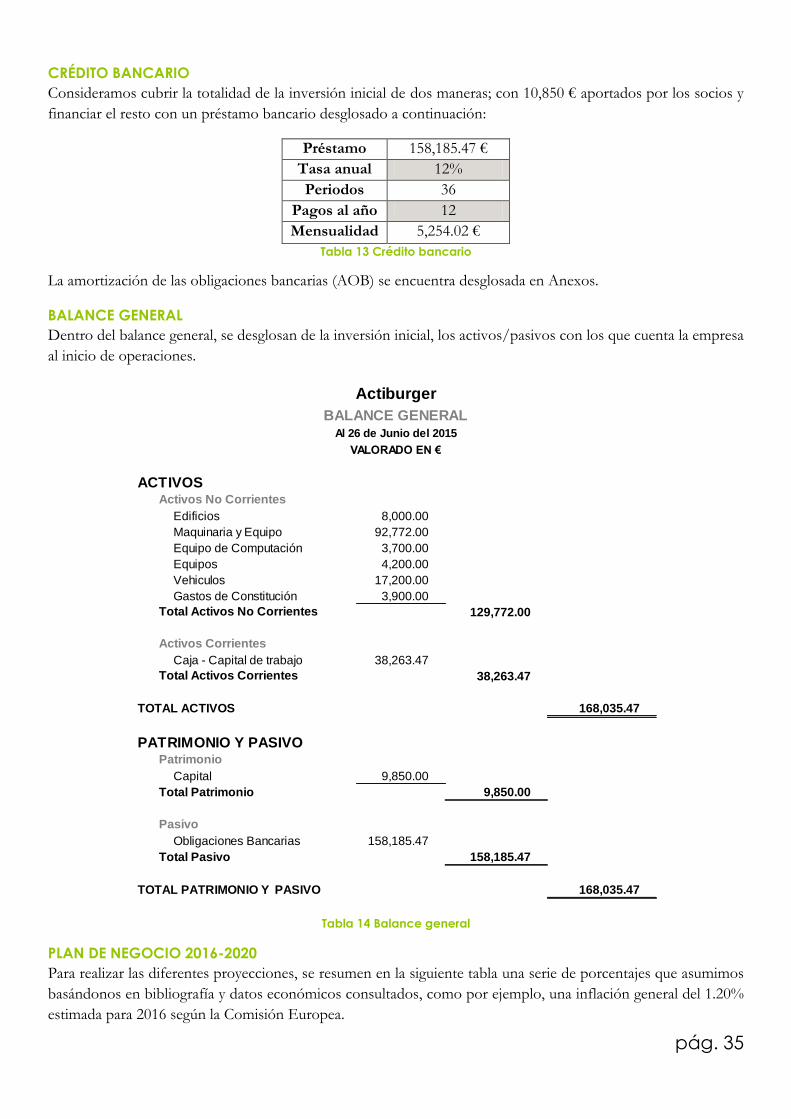
CRÉDITO BANCARIO
Consideramos cubrir la totalidad de la inversión inicial de dos maneras; con 10,850 € aportados por los socios y
financiar el resto con un préstamo bancario desglosado a continuación:
Préstamo 158,185.47 €
Tasa anual 12%
Periodos 36
Pagos al año 12
Mensualidad 5,254.02 €
Tabla 13 Crédito bancario
La amortización de las obligaciones bancarias (AOB) se encuentra desglosada en Anexos.
BALANCE GENERAL
Dentro del balance general, se desglosan de la inversión inicial, los activos/pasivos con los que cuenta la empresa
al inicio de operaciones.
Tabla 14 Balance general
PLAN DE NEGOCIO 2016-2020
Para realizar las diferentes proyecciones, se resumen en la siguiente tabla una serie de porcentajes que asumimos
basándonos en bibliografía y datos económicos consultados, como por ejemplo, una inflación general del 1.20%
estimada para 2016 según la Comisión Europea.
Edificios 8,000.00
Maquinaria y Equipo 92,772.00
Equipo de Computación 3,700.00
Equipos 4,200.00
Vehiculos 17,200.00
Gastos de Constitución 3,900.00
129,772.00
Caja - Capital de trabajo 38,263.47
38,263.47
168,035.47
Capital 9,850.00
9,850.00
Obligaciones Bancarias 158,185.47
158,185.47
168,035.47 TOTAL PATRIMONIO Y PASIVO
Activos No Corrientes
Total Activos No Corrientes
Pasivo
Total Pasivo
PATRIMONIO Y PASIVOPatrimonio
Total Patrimonio
Activos Corrientes
Total Activos Corrientes
TOTAL ACTIVOS
Actiburger
BALANCE GENERALAl 26 de Junio del 2015
VALORADO EN €
ACTIVOS

pág. 36
INFLACIÓN ANUAL 1.20%
TASA DE CRECIMIENTO PRECIO 15.00%
TASA DE CRECIMIENTO PRODUCCIÓN 10.00%
AUMENTO ANUAL DE SUELDOS 20.00%
INCREMENTO ALQUILER NAVE INDUSTRIAL 10.00%
PUBLICIDAD (% VENTAS) 1%
TASA ANUAL PRESTAMO (INTERES) 12% Tabla 15 Plan de negocio 2016-2020
COSTOS, VENTAS Y MARGENES
Asumimos un beneficio para la empresa de +30% respecto al costo de la unidad de producto, y un aumento del
50% por parte del punto de venta, así el precio de venta al público quedaría en 3.48 €/u que de acuerdo al estudio
de mercado, permite competir respecto a la competencia directa.
Así con una producción inicial de 122,500 unidades el primer año, tenemos:
Costo unidad de producto 1.77 Beneficio empresa +30% 2.32
Supermercado PVP (sugerido) +50% 3.48 Tabla 16 Costo unidad de producto
Obtenemos los márgenes de contribución para conocer de qué manera influyen los costos al precio al que
vendemos.
MARGEN %Contribución valor
Bruto 90.39% 2.10
Contribución 46.59% 1.08 Neto 23.08% 0.54
Tabla 17 Márgenes
Observamos que en margen bruto los costos directos únicamente son el 10% del valor del producto, en cambio
en contribución al restar los costos variables, entre ellos el de personal, el porcentaje se desploma por lo que son
estos últimos los que más elevan el precio del producto.
PROYECCIÓN 2016-2020
Tabla 18 Presupuesto de costos y ventas
2016 2017 2018 2019 2020
COSTO 1.78 1.81 1.83 1.85 1.87
x CANTIDAD 122,500 134,750 148,225 163,048 179,352
= TOTAL COSTOS 218,647.58 243,398.48 270,951.19 301,622.86 335,766.57
Actiburger
Actiburger
PRESUPUESTO DE COSTOS Y VENTAS
AÑOS 2016 - 2019 VALORADO EN €
PRECIO 2.32 2.67 3.07 3.53 4.06
x CANTIDAD 122,500 134,750 148,225 163,048 179,352
= TOTAL VENTAS 284,241.85 359,565.94 454,850.91 575,386.41 727,863.80
pág. 37
El presupuesto de costos y ventas se calculó de acuerdo a las tasas e inflación estimadas y presentadas
anteriormente.
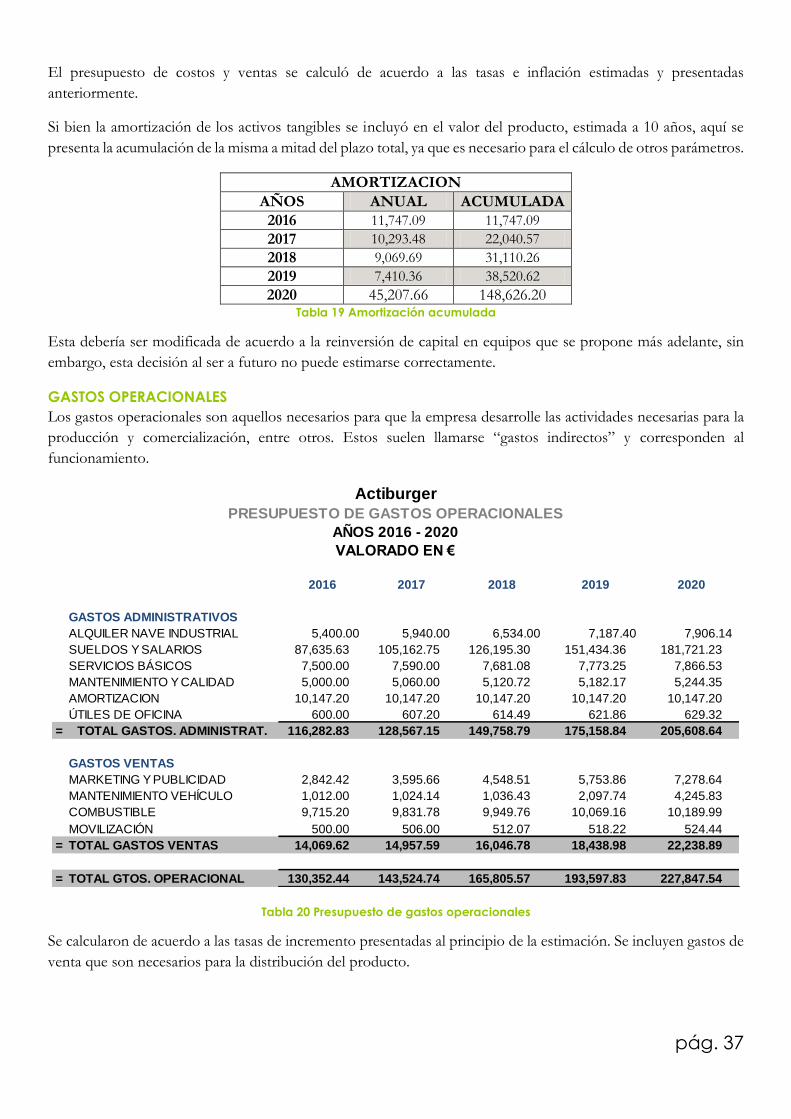
Si bien la amortización de los activos tangibles se incluyó en el valor del producto, estimada a 10 años, aquí se
presenta la acumulación de la misma a mitad del plazo total, ya que es necesario para el cálculo de otros parámetros.
AMORTIZACION
AÑOS ANUAL ACUMULADA
2016 11,747.09 11,747.09
2017 10,293.48 22,040.57
2018 9,069.69 31,110.26
2019 7,410.36 38,520.62
2020 45,207.66 148,626.20 Tabla 19 Amortización acumulada
Esta debería ser modificada de acuerdo a la reinversión de capital en equipos que se propone más adelante, sin
embargo, esta decisión al ser a futuro no puede estimarse correctamente.
GASTOS OPERACIONALES
Los gastos operacionales son aquellos necesarios para que la empresa desarrolle las actividades necesarias para la
producción y comercialización, entre otros. Estos suelen llamarse “gastos indirectos” y corresponden al
funcionamiento.
Tabla 20 Presupuesto de gastos operacionales
Se calcularon de acuerdo a las tasas de incremento presentadas al principio de la estimación. Se incluyen gastos de
venta que son necesarios para la distribución del producto.
2016 2017 2018 2019 2020
GASTOS ADMINISTRATIVOS
ALQUILER NAVE INDUSTRIAL 5,400.00 5,940.00 6,534.00 7,187.40 7,906.14
SUELDOS Y SALARIOS 87,635.63 105,162.75 126,195.30 151,434.36 181,721.23
SERVICIOS BÁSICOS 7,500.00 7,590.00 7,681.08 7,773.25 7,866.53
MANTENIMIENTO Y CALIDAD 5,000.00 5,060.00 5,120.72 5,182.17 5,244.35
AMORTIZACION 10,147.20 10,147.20 10,147.20 10,147.20 10,147.20
ÚTILES DE OFICINA 600.00 607.20 614.49 621.86 629.32
= TOTAL GASTOS. ADMINISTRAT. 116,282.83 128,567.15 149,758.79 175,158.84 205,608.64
GASTOS VENTAS
MARKETING Y PUBLICIDAD 2,842.42 3,595.66 4,548.51 5,753.86 7,278.64
MANTENIMIENTO VEHÍCULO 1,012.00 1,024.14 1,036.43 2,097.74 4,245.83
COMBUSTIBLE 9,715.20 9,831.78 9,949.76 10,069.16 10,189.99
MOVILIZACIÓN 500.00 506.00 512.07 518.22 524.44
= TOTAL GASTOS VENTAS 14,069.62 14,957.59 16,046.78 18,438.98 22,238.89
= TOTAL GTOS. OPERACIONAL 130,352.44 143,524.74 165,805.57 193,597.83 227,847.54
Actiburger
PRESUPUESTO DE GASTOS OPERACIONALES
AÑOS 2016 - 2020
VALORADO EN €
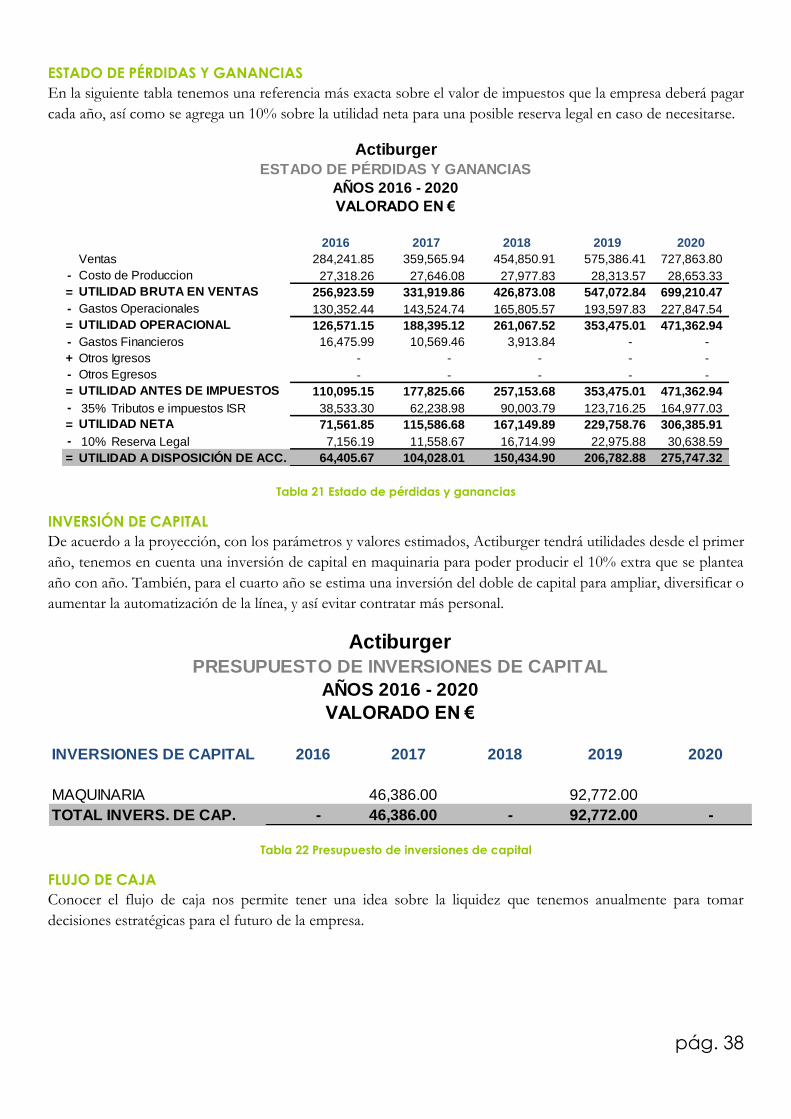
pág. 38
ESTADO DE PÉRDIDAS Y GANANCIAS
En la siguiente tabla tenemos una referencia más exacta sobre el valor de impuestos que la empresa deberá pagar
cada año, así como se agrega un 10% sobre la utilidad neta para una posible reserva legal en caso de necesitarse.
Tabla 21 Estado de pérdidas y ganancias
INVERSIÓN DE CAPITAL
De acuerdo a la proyección, con los parámetros y valores estimados, Actiburger tendrá utilidades desde el primer
año, tenemos en cuenta una inversión de capital en maquinaria para poder producir el 10% extra que se plantea
año con año. También, para el cuarto año se estima una inversión del doble de capital para ampliar, diversificar o
aumentar la automatización de la línea, y así evitar contratar más personal.
Tabla 22 Presupuesto de inversiones de capital
FLUJO DE CAJA
Conocer el flujo de caja nos permite tener una idea sobre la liquidez que tenemos anualmente para tomar
decisiones estratégicas para el futuro de la empresa.
2016 2017 2018 2019 2020
284,241.85 359,565.94 454,850.91 575,386.41 727,863.80
- 27,318.26 27,646.08 27,977.83 28,313.57 28,653.33
= 256,923.59 331,919.86 426,873.08 547,072.84 699,210.47
- 130,352.44 143,524.74 165,805.57 193,597.83 227,847.54
= 126,571.15 188,395.12 261,067.52 353,475.01 471,362.94
- 16,475.99 10,569.46 3,913.84 - -
+ - - - - -
- - - - - -
= 110,095.15 177,825.66 257,153.68 353,475.01 471,362.94
- 35% Tributos e impuestos ISR 38,533.30 62,238.98 90,003.79 123,716.25 164,977.03
= 71,561.85 115,586.68 167,149.89 229,758.76 306,385.91
- 10% Reserva Legal 7,156.19 11,558.67 16,714.99 22,975.88 30,638.59
= 64,405.67 104,028.01 150,434.90 206,782.88 275,747.32
Costo de Produccion
Ventas
Actiburger
ESTADO DE PÉRDIDAS Y GANANCIAS
AÑOS 2016 - 2020
VALORADO EN €
UTILIDAD A DISPOSICIÓN DE ACC.
UTILIDAD BRUTA EN VENTAS
Gastos Operacionales
UTILIDAD OPERACIONAL
Gastos Financieros
Otros Igresos
Otros Egresos
UTILIDAD NETA
UTILIDAD ANTES DE IMPUESTOS
INVERSIONES DE CAPITAL 2016 2017 2018 2019 2020
MAQUINARIA 46,386.00 92,772.00
TOTAL INVERS. DE CAP. - 46,386.00 - 92,772.00 -
VALORADO EN €
Actiburger
PRESUPUESTO DE INVERSIONES DE CAPITAL
AÑOS 2016 - 2020
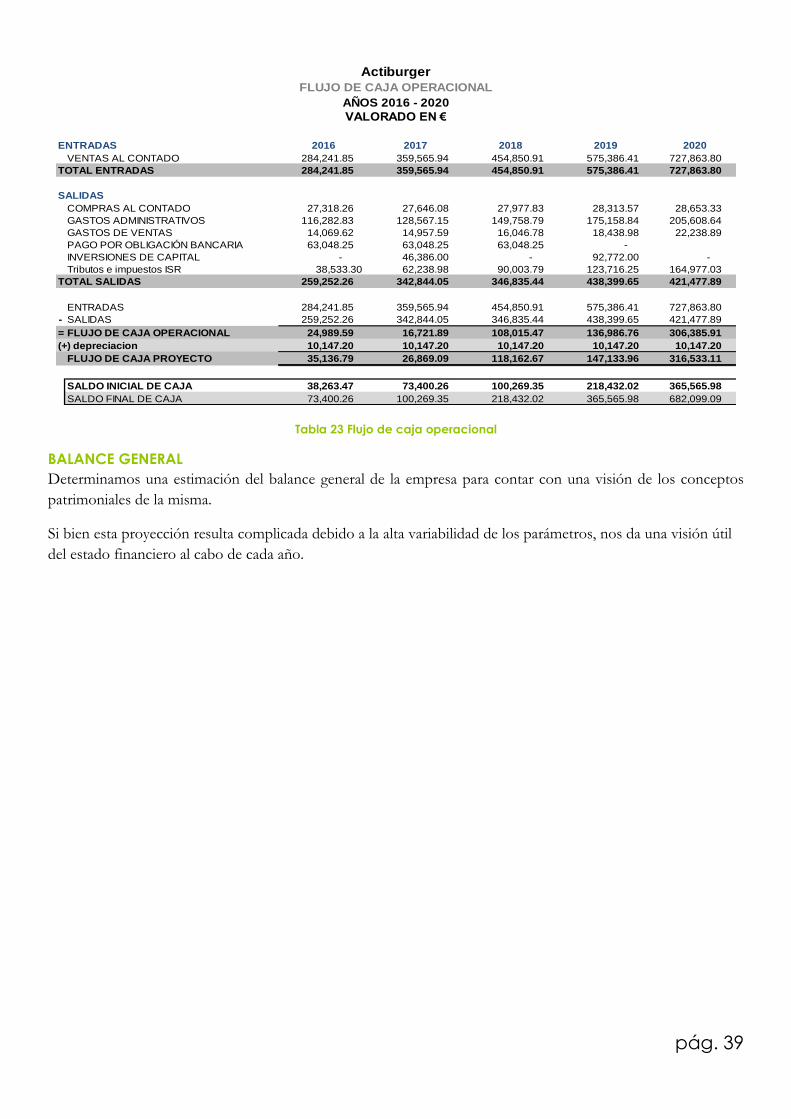
pág. 39
Tabla 23 Flujo de caja operacional
BALANCE GENERAL
Determinamos una estimación del balance general de la empresa para contar con una visión de los conceptos
patrimoniales de la misma.
Si bien esta proyección resulta complicada debido a la alta variabilidad de los parámetros, nos da una visión útil
del estado financiero al cabo de cada año.
2016 2017 2018 2019 2020
VENTAS AL CONTADO 284,241.85 359,565.94 454,850.91 575,386.41 727,863.80
284,241.85 359,565.94 454,850.91 575,386.41 727,863.80
COMPRAS AL CONTADO 27,318.26 27,646.08 27,977.83 28,313.57 28,653.33
GASTOS ADMINISTRATIVOS 116,282.83 128,567.15 149,758.79 175,158.84 205,608.64
GASTOS DE VENTAS 14,069.62 14,957.59 16,046.78 18,438.98 22,238.89
PAGO POR OBLIGACIÓN BANCARIA 63,048.25 63,048.25 63,048.25 -
INVERSIONES DE CAPITAL - 46,386.00 - 92,772.00 -
Tributos e impuestos ISR 38,533.30 62,238.98 90,003.79 123,716.25 164,977.03
259,252.26 342,844.05 346,835.44 438,399.65 421,477.89
ENTRADAS 284,241.85 359,565.94 454,850.91 575,386.41 727,863.80
- SALIDAS 259,252.26 342,844.05 346,835.44 438,399.65 421,477.89
= FLUJO DE CAJA OPERACIONAL 24,989.59 16,721.89 108,015.47 136,986.76 306,385.91
(+) depreciacion 10,147.20 10,147.20 10,147.20 10,147.20 10,147.20
FLUJO DE CAJA PROYECTO 35,136.79 26,869.09 118,162.67 147,133.96 316,533.11
SALDO INICIAL DE CAJA 38,263.47 73,400.26 100,269.35 218,432.02 365,565.98
SALDO FINAL DE CAJA 73,400.26 100,269.35 218,432.02 365,565.98 682,099.09
ENTRADAS
TOTAL SALIDAS
TOTAL ENTRADAS
SALIDAS
Actiburger
FLUJO DE CAJA OPERACIONAL
AÑOS 2016 - 2020
VALORADO EN €
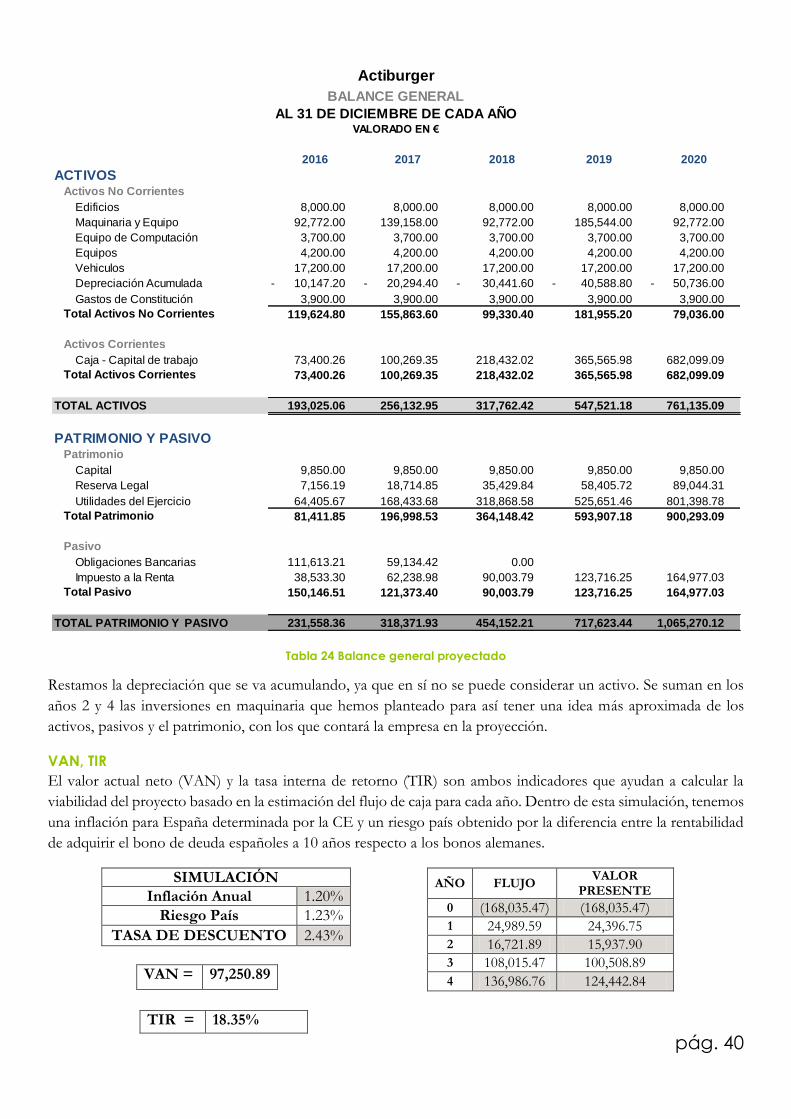
pág. 40
Tabla 24 Balance general proyectado
Restamos la depreciación que se va acumulando, ya que en sí no se puede considerar un activo. Se suman en los
años 2 y 4 las inversiones en maquinaria que hemos planteado para así tener una idea más aproximada de los
activos, pasivos y el patrimonio, con los que contará la empresa en la proyección.
VAN, TIR
El valor actual neto (VAN) y la tasa interna de retorno (TIR) son ambos indicadores que ayudan a calcular la
viabilidad del proyecto basado en la estimación del flujo de caja para cada año. Dentro de esta simulación, tenemos
una inflación para España determinada por la CE y un riesgo país obtenido por la diferencia entre la rentabilidad
de adquirir el bono de deuda españoles a 10 años respecto a los bonos alemanes.
SIMULACIÓN
Inflación Anual 1.20%
Riesgo País 1.23%
TASA DE DESCUENTO 2.43%
AÑO FLUJO VALOR
PRESENTE
0 (168,035.47) (168,035.47)
1 24,989.59 24,396.75
2 16,721.89 15,937.90
3 108,015.47 100,508.89
4 136,986.76 124,442.84
2016 2017 2018 2019 2020
Edificios 8,000.00 8,000.00 8,000.00 8,000.00 8,000.00
Maquinaria y Equipo 92,772.00 139,158.00 92,772.00 185,544.00 92,772.00
Equipo de Computación 3,700.00 3,700.00 3,700.00 3,700.00 3,700.00
Equipos 4,200.00 4,200.00 4,200.00 4,200.00 4,200.00
Vehiculos 17,200.00 17,200.00 17,200.00 17,200.00 17,200.00
Depreciación Acumulada 10,147.20 - 20,294.40 - 30,441.60 - 40,588.80 - 50,736.00 -
Gastos de Constitución 3,900.00 3,900.00 3,900.00 3,900.00 3,900.00
119,624.80 155,863.60 99,330.40 181,955.20 79,036.00
Caja - Capital de trabajo 73,400.26 100,269.35 218,432.02 365,565.98 682,099.09
73,400.26 100,269.35 218,432.02 365,565.98 682,099.09
193,025.06 256,132.95 317,762.42 547,521.18 761,135.09
Capital 9,850.00 9,850.00 9,850.00 9,850.00 9,850.00
Reserva Legal 7,156.19 18,714.85 35,429.84 58,405.72 89,044.31
Utilidades del Ejercicio 64,405.67 168,433.68 318,868.58 525,651.46 801,398.78
81,411.85 196,998.53 364,148.42 593,907.18 900,293.09
Obligaciones Bancarias 111,613.21 59,134.42 0.00
Impuesto a la Renta 38,533.30 62,238.98 90,003.79 123,716.25 164,977.03
150,146.51 121,373.40 90,003.79 123,716.25 164,977.03
231,558.36 318,371.93 454,152.21 717,623.44 1,065,270.12
Actiburger
BALANCE GENERAL
AL 31 DE DICIEMBRE DE CADA AÑOVALORADO EN €
TOTAL PATRIMONIO Y PASIVO
Total Activos No Corrientes
Activos Corrientes
Total Patrimonio
Pasivo
Total Pasivo
Total Activos Corrientes
TOTAL ACTIVOS
PATRIMONIO Y PASIVO
ACTIVOSActivos No Corrientes
Patrimonio
VAN = 97,250.89
TIR = 18.35%

pág. 41
El VAN obtenido (97,250.89 €) es el cálculo del valor presente en la proyección, determinado por el número de
flujos de caja calculados anteriormente. Este al ser originado por una inversión, debería ser mayor al desembolso
inicial, así se evalúa conforme a este parámetro la viabilidad y posible capitalización del proyecto.
El TIR obtenido (18.35%) es la rentabilidad supuesta de la proyección. Esta es una herramienta que cuanto más
alta sea, mayor será la atracción de posibles inversores. En nuestro caso obtuvimos una tasa normal, positiva pero
no exagerada.
pág. 42
- ANEXOS

pág. 43
ANEXOS
ANEXO [1]: ETIQUETA PRODUCTO

pág. 44
ANEXO [2]: FICHAS TÉCNICAS MATERIA PRIMA
1. Aceite de fritura, girasol alto oleico
2. Aceite de oliva virgen
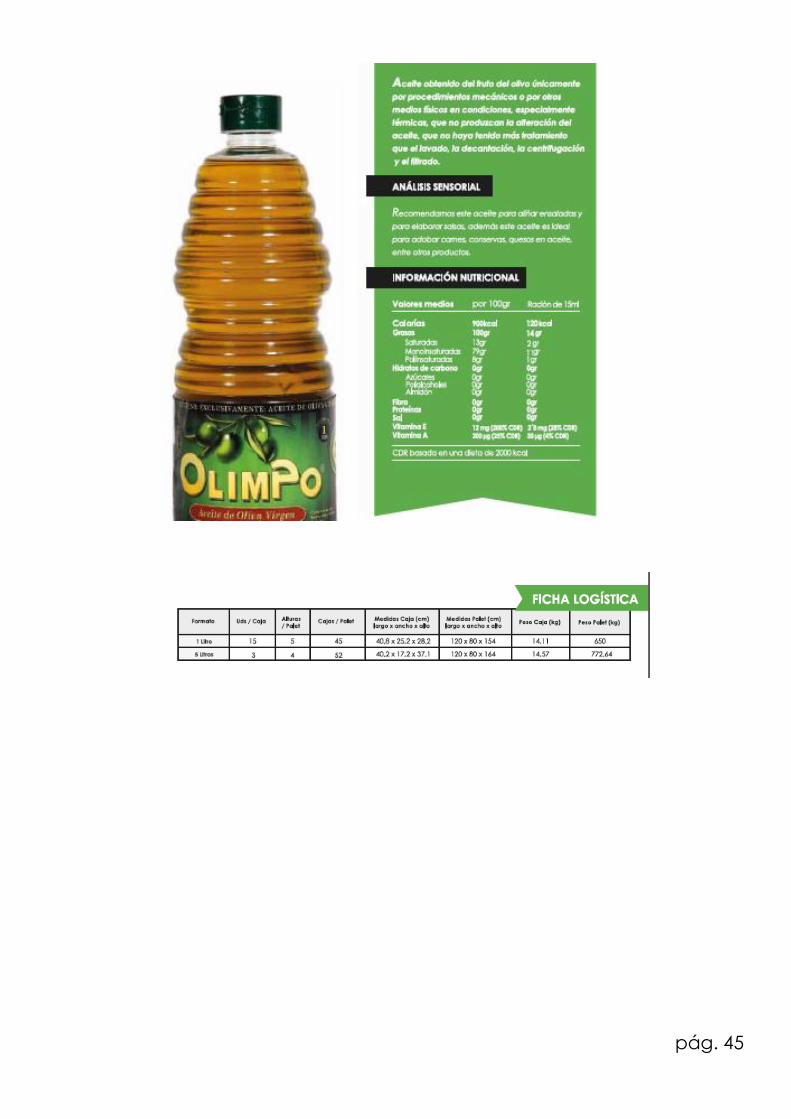
pág. 45

pág. 46
3. Avena molida
pág. 47

pág. 48

pág. 49
4. Lentejas

pág. 50
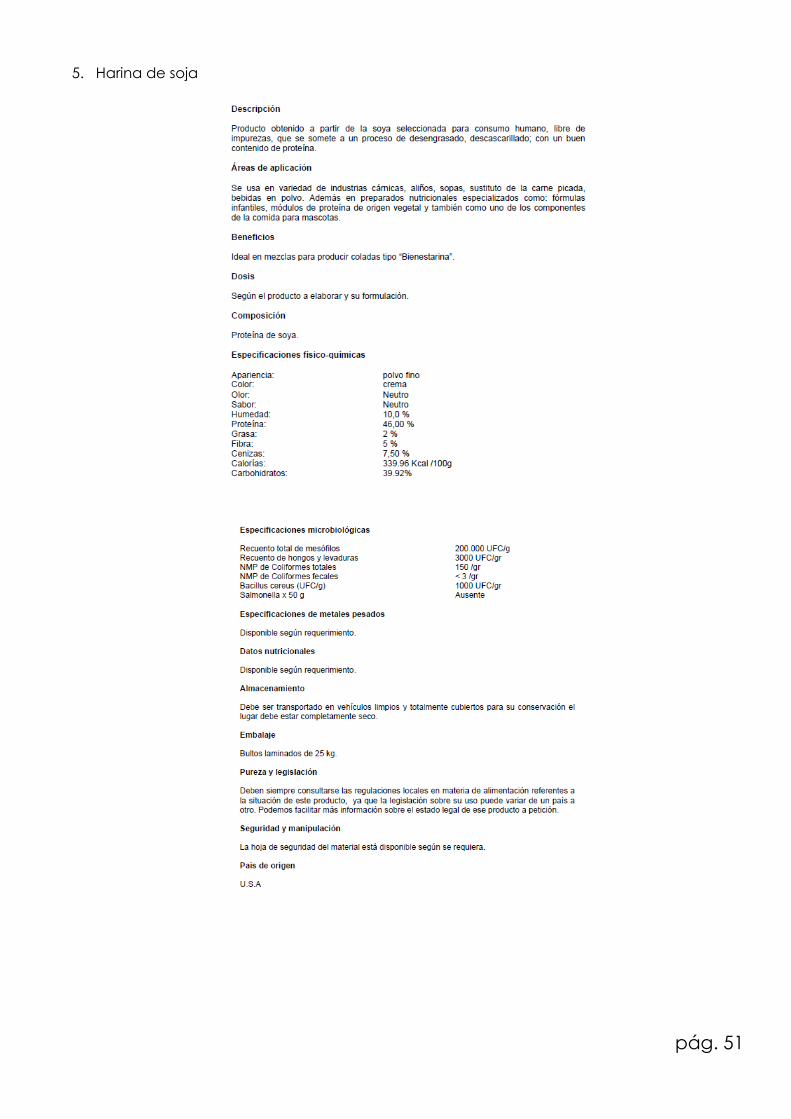
pág. 51
5. Harina de soja
pág. 52
6. Sal

pág. 53
7. Metilcelulosa

pág. 54

pág. 55
ANEXO [3]: FICHAS TÉCNICAS MAQUINARIA
1. Detector de metales
2. Balanza

pág. 56
3. Cutter
pág. 57
4. Formadora
5. Rebozadora-empanadora

pág. 58
6. Freidora
7. Envasadora

pág. 59
8. Loteadora
9. Congelador
pág. 60
10. Refrigerador
ANEXO [4]: SEGURIDAD
Se introducirán aspectos higiénico-sanitarios con la implantación del sistema APPCC como sistema de aseguramiento de la
calidad en la industria. Este sistema es un método preventivo que controla de forma lógica, objetiva y sistemática la
producción de la industria alimentaria, aplicable a todos los eslabones de la cadena desde la producción, procesado,
transporte y comercialización hasta su consumo. Esta metodología es de aplicación obligatoria según el R.D. 2207/1995 que
traspone la Directiva 93/43/CE. Los requisitos previos se presentan en la etapa de producción y están dirigidos al control
de los peligros generales, dejando que el plan APPCC se encargue de los peligros específicos del proceso productivo. Los
planes a establecer serán de control de aguas, de limpieza y desinfección, de formación y control de manipuladores, de
mantenimiento, de desinsectación-desratización, de control de proveedores, de control de trazabilidad y de control de
desperdicios.
Etapas controladas: - Diseño de la industria: el diseño de la industria se realiza para el estricto cumplimiento de las normas higiénico-sanitarias que avalen la elaboración de alimentos seguros para el consumidor. El flujo de producción sigue el concepto de marcha hacia delante, evitando cruces entre materias primas, productos intermedios, finales y desperdicios. La planta estará situada en una zona urbanizada, evitando la formación de polvo y encharcamientos, aislada de posibles fuentes externas de contaminación como granjas, vertederos o plantas. Las áreas de trabajo se limitaran a distintas zonas funcionales con el fin de evitar la

pág. 61
posibilidad de contaminaciones cruzadas. Se realizaran las adecuadas separaciones, pudiendo distinguir de manera general las siguientes zonas o áreas: zona de entrada de materias primas, almacén de materias primas, almacén de envases y embalajes, almacén de frío (cámaras de conservación) y almacén de productos finales; oficinas, aseos; zona de carga de productos finales y zona de fabricación (obrador).
- Compra: el proceso de compra a los distintos proveedores más importantes serán auditados periódicamente, con visitas y planes de mejora cuando se considere necesario para conseguir la mayor calidad de producto.
- Recepción de producto: se realizaran estrictos controles y revisiones de los parámetros de calidad de las materias primas de acuerdo a nuestras especificaciones de producto (ficha técnica).
- Almacenamiento: las materias primas empleadas se almacenan a temperatura ambiente, aislados de la humedad, fuentes de calor, luz y de olores fuertes y agresivos, con circulación del aire o según condiciones especiales de temperatura para productos perecederos (bagazo, almacenado en congelación a temperatura de -18ºC).
- Elaboración de productos: corresponde a la implantación y seguimiento de acciones preventivas y registros de control de forma permanente, para asegurar tanto la inocuidad como la calidad de nuestros productos. Se realizara formación continua a todo el personal manipulador de forma interna.
- Atención al cliente post-venta: ofreceremos atención personalizada para resolver cualquier duda que pueda surgir una vez entregado el producto. De igual forma, el cliente podrá ponerse en contacto con nosotros para solicitar información técnica de cualquier referencia.
- Medio ambiente: se implantaran formas de trabajo y gestión de residuos dirigidas a minimizar la creación de residuos y/o su reciclaje. Control de parámetros de calidad relacionados con el medio ambiente. SEGURIDAD EN EL TRABAJO Y MEDIOAMBIENTE
SEGURIDAD EN EL TRABAJO
La ley 54/2003, de 12 de diciembre, promueve la seguridad y salud de los trabajadores mediante la aplicación de las medidas y el desarrollo de las actividades necesarias para la prevención de los riesgos derivados del trabajo. Evaluación de riesgos Se realizará mediante: - Estudio de las condiciones del puesto de trabajo en base a lugar, maquinaria y productos empleados, entre otros.
- Identificación de los peligros a los que se expone el trabajador. Según el tiempo a que esté expuesto a cada uno de esos
peligros y la gravedad de los daños que puedan causar, se medirá el riesgo al que está sometido el trabajador tomando medidas que prevengan cualquier inconveniente. - Elaboración de una lista de riesgos ordenados de mayor a menor gravedad.
- Ejecución de medidas preventivas para eliminar o reducir los riesgos en cada actividad (uso de máquinas, zona de carga y descarga, contacto con fuentes eléctricas o calientes).
- Control de las actividades preventivas realizadas por un técnico especialista en prevención de riesgos laborales. Medidas preventivas de los riesgos de trabajo - Riesgos físicos: la empresa está ubicada en un espacio que garantiza la seguridad del personal en todo momento.

pág. 62
- Riesgos mecánicos: se tendrá en cuenta la seguridad del producto y se seguirán las instrucciones del fabricante en cuanto a su instalación y mantenimiento con personal especializado.
- Riesgo de origen eléctrico: con la finalidad de asegurar los equipos e instalaciones con los que se trabaja, estos deben estar en buen estado y respetando las normas de uso de las maquinarias.
- Riesgo de incendio: se emplearán productos no inflamables y se ventilará la planta para evitar la concentración de vapores. Los combustibles estarán en lugares frescos y lejos de los focos de calor, entre otros. MEDIOAMBIENTE
La generación y gestión de los residuos constituye un problema ambiental grave actual y, por tanto, existe un marco legislativo
europeo en materia de residuos. El abandono o la gestión inadecuada de los residuos producen impactos en el medio natural,
provocando contaminación del agua, del suelo y del aire, contribuyendo así al cambio climático, pudiendo afectar a los
ecosistemas y a la salud humana. Según el artículo 13 de la Directiva 2008/98/CE sobre residuos, respecto a la protección
de la salud humana y el medioambiente “los estados miembros adoptarán las medidas necesarias para asegurar que la gestión
de los residuos se realizará sin poner en peligro la salud humana y sin dañar al medio ambiente y, en particular: a) sin crear
riesgos para el agua, el aire o el suelo, ni para la fauna y flora; b) sin provocar incomodidades por el ruido o los olores; y c)
sin atentar contra los paisajes y los lugares de especial interés”; no obstante, la legislación cambia con frecuencia incorporando
modificaciones y derogando leyes, de forma que se recomienda realizar una búsqueda actualizada en el momento que esta
se requiera.
Los principales problemas medioambientales de la industria agroalimentaria se centran en: vertidos líquidos, residuos sólidos y emisiones atmosféricas. En nuestro caso: - Vertidos líquidos: los principales residuos líquidos de nuestra empresa son los derivados de la operación de limpieza de equipos e instalaciones. La carga contaminante está compuesta de: restos de producto, materia orgánica, sólidos en suspensión y restos de productos de limpieza; no obstante, esta carga es despreciable en comparación con el caudal, por lo que se opta por verter estas aguas al colector municipal. -Residuos sólidos: en nuestro caso consisten en restos de producto, orgánicos, y en restos inertes, correspondientes a los envases y embalajes de las materias primas y a los envases de producto final. Los restos de producto se destinarán a la elaboración de piensos para alimentación animal o de productos para alimentación humana (pudding, helado, entre otros). En cuanto a los residuos sólidos inertes, se diferencian dos tipos de residuos. En primer lugar, los generados por los productos puesto en el mercado por la propia empresa y que, una vez consumidos, originan este residuo; de acuerdo con la Ley 11/1997 de Envases y Residuos de Envases y su desarrollo reglamentario (RD 782/1998 y OM 27 abril 1998), la responsabilidad de su gestión recae sobre la propia empresa, y en nuestro caso se delega a Ecoembes. El otro tipo de residuos inertes derivados de los embalajes y material rechazado son segregados y entregados a gestores autorizados. - Emisiones atmosféricas: los niveles de consumo y emisiones son función de muchos factores, entre ellos la capacidad productiva y la antigüedad de la instalación. La producción inicial de Actiburger es baja y utiliza maquinaria nueva, por lo que sus emisiones son relativamente bajas. En la operación de mantenimiento de equipos e instalaciones se generarán pequeñas cantidades de residuos peligrosos (aceites usados, tubos fluorescentes, disolventes, etc.), comunes a los generados en cualquier otra actividad. Cada tipo de residuo se recogerá, almacenará e identificará adecuadamente y optará por la mejor gestión final de los mismos.
Además, se formará e informará al personal en planes para la minimización de los residuos y la disminución del potencial
contaminador de la empresa.
pág. 63
ANEXO [5]: CONTROL APPCC
Las directrices del Codex definen un PCC como una «fase en la que puede aplicarse un control y que es esencial para prevenir o eliminar un peligro relacionado con la inocuidad de los alimentos o para reducirlo a un nivel aceptable». Los peligros que no son totalmente controlados mediante BPF, deberían ser analizados para determinar si se trata de PCC o no. El árbol de decisiones consiste en una serie sistemática de cuatro preguntas destinadas a determinar objetivamente si el peligro identificado en una operación específica del proceso es un PCC.

pág. 64

pág. 65
Fase del proceso
Nº del PCC
Descripción del peligro/riesgo Límites críticos Procedimientos de
vigilancia y frecuencia Procedimientos para corregir
desviaciones Registros de
APPCC
Control de metales bagazo
PCC1F Materias extrañas dañinas (MED) por
ejemplo, fragmentos de metal Ausencia
Control visual Cada nuevo lote de bagazo
Mantenimiento y verificación maquinaria.
Si es algo repetitivo, plantear posibilidad de tratamiento previo
Registro controles
Recepción materias primas
PCC 2F PCC 1Q PCC 1M
Físicos: partículas ajenas al producto Químicos: por aditivos no aptos para el
uso previsto Microbiológico: presencia de patógenos,
mohos y levaduras.
Exigencias a proveedor según
legislación vigente Calidad concertada
con proveedor (especificaciones técnicas)
Control de la documentación de
suministros de proveedor
Control sensorial Toma de muestra para comprobación, en su
caso
Homologación de proveedores Revisión de partidas de recepción Según protocolo homologación Cambiar uso previsto de MP,
devolución o deshomologar proveedor Aviso al proveedor y no usar producto
hasta confirmación
Registro controles
Recepción de MP
Documentación del
proveedor
Rebozado – empanado
PCC 3F Dosificado incorrecto. Aspecto no
uniforme entre las distintas unidades Presencia materias extrañas
Ha de cubrir toda la superficie de la
hamburguesa. Representa el aprox 2% del peso
Control visual
Revisión visual previa del material de rebozado y empanado. Máquina limpia y si contiene materia prima, ha de estar correctamente tapado mientras no se
use. Asegurar que está al nivel que le
corresponde
Registro controles
Pre-frito PCC 2B, PCC 4F
- Sobre-quemado alimento - Presencia elementos extraños
procedentes del rebozado anterior. - Aparición de compuestos químicos
debidos al sobre calentamiento del aceite - perdida valor nutritivo hamburguesas
Microbiológicos: supervivencia de patógenos
Relación tiempo/Tª de proceso.
Control:tiempo, temperatura, relación
aceite/alimento. Adecuada para estandarizar
el proceso
Modificar parámetros tiempo/Tª Desechar producto
Registro controles
Envasado
PCC 3B, PCC 5F PCC 2Q
Microbiológico: contaminación ambiental
Químico: migración del envase Físicos: por presencia de metales o
partículas ajenas
Parámetros ambientales acorde a las características
del producto
Control de parámetros ambientales
Control de documentación
Corregir condiciones ambientales de
envasado Desechar producto
Desechar materiales no autorizados Control ambiental de la zona de
envasado Uso de materiales de envasado aptos
para su uso
Registro controles
Documentación del
proveedor

pág. 66
Loteado (trazabilidad)
PCC 6F PCC 3Q PCC 2M
Incorrecta trazabilidad. Incorrecta impresión FCP
Imposible localizar posible problema en fabricación o semejante por no saber el día
de producción. Incorrecta FCP: implica posible consumo fuera de fecha (riesgo
salud, pérdida de confianza…)
Loteado siempre ha de ser exacto. Incluir turno
producción, día, mes y año así como la fecha consumo
preferente en DD/MM/AAAA
Asegurar antes del inicio del proceso que se dispone de tinta suficiente, correcto
funcionamiento del equipo, correcta fecha y número de
lote.
Cambio de sistema de loteado
Registro controles
Detector metales
PCC 7F PCC 4Q
Poner en peligro seguridad del consumidor.
Disminución de calidad del producto
Ausencia
Control mediante detector de
metales Control cada fabricación
Calibración y mantenimiento del detector.
Control c/2 meses.
Registro controles
Refrigeración,
distribución y venta
Equipo no calibrado (almacenar a temperatura más alta de la que debería).
Disminución de la vida útil. Desarrollo microbiano de salmonella,
mohos y levaduras
Asegurar almacenamiento y
transporte 4ºC
Condiciones de transporte acorde a características de
producto Higiene de las operaciones de carga y descarga
Comprobación de la temperatura del refrigerador
a diario. Calibrado
mensual del equipo
Transportar los productos protegidos
Control Tª Control visual
Cada transporte Modificar condiciones
de transporte Desechar productos
Registrar controles de temperatura
Seguir calendario de
calibraciones y registrar.

pág. 67
ANEXO [6]: DISEÑO DE LA INDUSTRIA
El diseño de la industria se realiza para el estricto cumplimiento de las normas higiénico-sanitarias que avalen la elaboración de alimentos seguros para el consumidor. El flujo de producción sigue el concepto de marcha hacia delante, evitando cruces entre materias primas, productos intermedios, finales y desperdicios. La planta estará situada en una zona urbanizada, evitando la formación de polvo y encharcamientos, aislada de posibles fuentes externas de contaminación como granjas, vertederos o plantas. Las áreas de trabajo se limitaran a distintas zonas funcionales con el fin de evitar la posibilidad de contaminaciones cruzadas. Se realizaran las adecuadas separaciones, pudiendo distinguir de manera general las siguientes zonas o áreas: zona de entrada de materias primas, almacén de materias primas, almacén de envases y embalajes, almacén de frío (cámaras de conservación) y almacén de productos finales; oficinas, aseos; zona de carga de productos finales y zona de fabricación (obrador).
Plano del obrador

pág. 68
ANEXO [7]: AMORTIZACIÓN OBLIGACIONES BANCARIAS
Años Capital Interés Cuota Capital Pagado Saldo Gasto Interés Pago AnualCapital Pagado
Anual
1 158,185.47 1,581.85 5,254.02 3,672.17 154,513.30
2 154,513.30 1,545.13 5,254.02 3,708.89 150,804.42
3 150,804.42 1,508.04 5,254.02 3,745.98 147,058.44
4 147,058.44 1,470.58 5,254.02 3,783.44 143,275.00
5 143,275.00 1,432.75 5,254.02 3,821.27 139,453.73
6 139,453.73 1,394.54 5,254.02 3,859.48 135,594.25
7 135,594.25 1,355.94 5,254.02 3,898.08 131,696.17
8 131,696.17 1,316.96 5,254.02 3,937.06 127,759.11
9 127,759.11 1,277.59 5,254.02 3,976.43 123,782.68
10 123,782.68 1,237.83 5,254.02 4,016.19 119,766.48
11 119,766.48 1,197.66 5,254.02 4,056.36 115,710.13
12 115,710.13 1,157.10 5,254.02 4,096.92 111,613.21 16,475.99 63,048.25 46,572.26
13 111,613.21 1,116.13 5,254.02 4,137.89 107,475.32
14 107,475.32 1,074.75 5,254.02 4,179.27 103,296.05
15 103,296.05 1,032.96 5,254.02 4,221.06 99,074.99
16 99,074.99 990.75 5,254.02 4,263.27 94,811.72
17 94,811.72 948.12 5,254.02 4,305.90 90,505.81
18 90,505.81 905.06 5,254.02 4,348.96 86,156.85
19 86,156.85 861.57 5,254.02 4,392.45 81,764.40
20 81,764.40 817.64 5,254.02 4,436.38 77,328.02
21 77,328.02 773.28 5,254.02 4,480.74 72,847.28
22 72,847.28 728.47 5,254.02 4,525.55 68,321.73
23 68,321.73 683.22 5,254.02 4,570.80 63,750.93
24 63,750.93 637.51 5,254.02 4,616.51 59,134.42 10,569.46 63,048.25 52,478.79
25 59,134.42 591.34 5,254.02 4,662.68 54,471.74
26 54,471.74 544.72 5,254.02 4,709.30 49,762.44
27 49,762.44 497.62 5,254.02 4,756.40 45,006.04
28 45,006.04 450.06 5,254.02 4,803.96 40,202.08
29 40,202.08 402.02 5,254.02 4,852.00 35,350.08
30 35,350.08 353.50 5,254.02 4,900.52 30,449.56
31 30,449.56 304.50 5,254.02 4,949.53 25,500.03
32 25,500.03 255.00 5,254.02 4,999.02 20,501.01
33 20,501.01 205.01 5,254.02 5,049.01 15,452.00
34 15,452.00 154.52 5,254.02 5,099.50 10,352.50
35 10,352.50 103.52 5,254.02 5,150.50 5,202.00
36 5,202.00 52.02 5,254.02 5,202.00 0.00 3,913.84 63,048.25 59,134.42
16,475.99 63,048.25 46,572.26 16,475.99 63,048.25 46,572.26
AMORTIZACIÓN OBLIGACIONES BANCARIAS

pág. 69
ANEXO [7]: PROTOTIPOS ACTIBURGER
Proceso formulación actiburger
FRITO FROMULA FINAL

pág. 70
- BIBLIOGRAFÍA

pág. 71
BIBLIOGRAFÍA
Exaktapack, Pesadoras y envasadoras automáticas. Disponible en <http://www.exaktapack.es> [Consulta: Mayo
2015]
PCE Ibérica S.L; Productos y soluciones para la industria. Disponible en <https://www.pce-instruments.com>
[Consulta: Mayo 2015]
Gaser; Maquinaria para la industria cárnica. Disponible en: <http://www.gaser.com> [Consulta: Mayo 2015]
Frinasa; Instal·lacions comercials-maquinària per a hostelería i alimentació. Disponible en:
<http://www.frinasa.com> [Consulta: Mayo 2015]
Babani; Equipamiento de cocina. Disponible en: <http://www.babani.com.mx> [Consulta: Mayo 2015]
Torrey Metalfrio; Maquinas comerciales industriales refrigeradores. Disponible en:
<http://peruimportaciones.es.tl> [Consulta: Mayo 2015]
Ulma; Global Packaging. Disponible en: <http://www.ulmapackaging.com> [Consulta: Mayo 2015]
FAO, Sistemas de calidad de inocuidad de los alimentos. Disponible en:
<ftp://ftp.fao.org/docrep/fao/005/w8088s/w8088s05.pdf> [Consulta: Junio 2015]
Fatsecret España Disponible en: <http://www.fatsecret.es> [Consulta: junio 2015]
Página oficial de la Generalidad de Catalunya: <www.gencat.cat> Consultada en mayo 2015.
Página oficial del Ministerio de Agricultura, Alimentación y Medio Ambiente: <www.magrama.gob.es>
Consultada en mayo 2015.
Página oficial de la Organización de las Naciones Unidas para la Alimentación y la Agricultura, División
Estadística: <http://www.fao.org/statistics/es/> Consultada en mayo 2015.
Página oficial de la Agencia Española de Seguridad Alimentaria y Nutrición: <http://aesan.msssi.gob.es/>
Consultada en mayo 2015.
Base de datos y artículos en ciencias de la alimentación y nutrición: <http://www.foodnavigator.com/>
Consultada en mayo 2015.
Base de datos y artículos en ciencias de la alimentación y nutrición: <http://www.nutraingredients.com/>
Consultada en mayo 2015.
Organización internacional dedicada a la defensa de los animales: <http://www.igualdadanimal.org/> Consultada
en mayo 2015.
Portal de Nutrición y Artículos escritos por dietistas: <www.dietistasnutricionistas.es> Consultada en mayo 2015.
Página de la empresa cervecera Mahou San Miguel: <http://www.mahou-sanmiguel.com> Consultada en mayo
2015.
Página de la Escuela de Negocios Wharton de la Universidad de Pensilvania: <http://www.wharton.upenn.edu/>
Consultada en mayo 2015.
pág. 72
Página de la Asociación multisectorial de fabricantes y distribuidores responsable de la implantación del código de
barras: <http://www.aecoc.es/> Consultada en mayo 2015.
Portal con noticias diarias sobre consumo y vida cotidiana: <www.consumer.es> Consultada en mayo 2015.
Diario online líder de información en España: <www.elmundo.es> Consultada en mayo 2015.
Andrew F. Smith. Encyclopedia of junk food and fast food (1ª edición). Greenwood Press, 2006. Consultada en
mayo 2015.
GIL , M. (2000) Como crear y hacer funcionar una empresa, conceptos e instrumentos. Madrid : ESIC editorial
MOSKOWITZ, H., SAGUY, S., STRAUS, T. (2009) An integrated aproach to new food product development.
Boston: CRC Press
EARLE, M., EARLE, R. (2008) Case studies in food product development. Boston: CRC Press


















