
1. INTRODUCCIÓN. -...
53
1. INTRODUCCIÓN. La uva de mesa (Vitis vinifera L.), es la especie frutal que durante los últimos años ha llegado a concentrar la mayor superficie plantada en el país, con 45.486 ha de superficie durante el año 2002 (ODEPA, 2004) (Anexo 1). De ésta, el cultivar Thompson seedless, presentó una superficie de 20.809 ha (Anexo 2), lo que junto con su importante volumen de producción y exportación (SCHARTZ y SILVA, 1993) la transforma en la principal variedad de uva de mesa en Chile. Dentro de los principales mercados de uva de mesa chilena, se encuentran Norteamérica, Europa y Lejano Oriente (KUSAR Y MORALES, 1997). Los largos viajes que deben realizar las uvas para llegar a éstos mercados, junto con las estrategias de guarda utilizadas para llegar con fruta por un tiempo más prolongado, corresponden a aspectos importantes de variación en la condición de uva de mesa, ya que empeoran aun más los problemas propios del cv. Thompson seedless. Los problemas que comúnmente están afectando a la uva de mesa en nuestro país, corresponden a Botrytis cinerea, blanqueamiento y desgrane. Las limitaciones de condición más importantes presentadas por uva de mesa cv. Thompson seedless, corresponden a su alta susceptibilidad al desgrane, su especial sensibilidad a botrytis, palo negro y pardeamiento, entre otras (GIL 2000; PÉREZ 1992b; VOLOVSKY 1984). El hongo Botrytis cinerea, corresponde a la principal enfermedad que ataca a la uva de mesa, y se destaca por tener la capacidad de desarrollarse en cajas de uva en almacenaje refrigerado, durante el transporte o en el mercado de destino (MORALES, 1990). Una de las alternativas de tratamiento de postcosecha
Transcript of 1. INTRODUCCIÓN. -...

1. INTRODUCCIÓN.
La uva de mesa (Vitis vinifera L.), es la especie frutal que durante los últimos años
ha llegado a concentrar la mayor superficie plantada en el país, con 45.486 ha de
superficie durante el año 2002 (ODEPA, 2004) (Anexo 1). De ésta, el cultivar
Thompson seedless, presentó una superficie de 20.809 ha (Anexo 2), lo que junto
con su importante volumen de producción y exportación (SCHARTZ y SILVA, 1993)
la transforma en la principal variedad de uva de mesa en Chile.
Dentro de los principales mercados de uva de mesa chilena, se encuentran
Norteamérica, Europa y Lejano Oriente (KUSAR Y MORALES, 1997). Los largos
viajes que deben realizar las uvas para llegar a éstos mercados, junto con las
estrategias de guarda utilizadas para llegar con fruta por un tiempo más prolongado,
corresponden a aspectos importantes de variación en la condición de uva de mesa,
ya que empeoran aun más los problemas propios del cv. Thompson seedless.
Los problemas que comúnmente están afectando a la uva de mesa en nuestro país,
corresponden a Botrytis cinerea, blanqueamiento y desgrane. Las limitaciones de
condición más importantes presentadas por uva de mesa cv. Thompson seedless,
corresponden a su alta susceptibilidad al desgrane, su especial sensibilidad a
botrytis, palo negro y pardeamiento, entre otras (GIL 2000; PÉREZ 1992b;
VOLOVSKY 1984).
El hongo Botrytis cinerea, corresponde a la principal enfermedad que ataca a la uva
de mesa, y se destaca por tener la capacidad de desarrollarse en cajas de uva en
almacenaje refrigerado, durante el transporte o en el mercado de destino
(MORALES, 1990). Una de las alternativas de tratamiento de postcosecha
2
corresponde al uso de generadores de anhídrido sulfuroso, que permiten sanitizar la
fruta por medio de la eliminación de esporas superficiales y evita el desarrollo de
nidos de infección (ZOFFOLI, 2002).
Para evitar el desarrollo de pudrición en ciertas zonas críticas de la caja, se requiere
de concentración de anhídrido sulfuroso (SO2) distribuido uniformemente en su
interior. HANKE (1997), señala que es necesaria la utilización de un generador
superficial apoyado con un generador de fondo. Sin embargo, puede existir una
liberación excesiva de SO2 y provocar problemas de blanqueamiento. BERGER
(1982), menciona que existe un antagonismo entre control de pudrición y de
blanqueamiento, ya que un mayor gramaje en el generador, puede provocar un
mejor control sobre pudrición, pero es posible que aumente el porcentaje de bayas
blanqueadas. Sin embargo, debe existir un equilibrio armónico entre el efecto
fungistático del SO2 y el mínimo blanqueamiento (MORALES, 1988).
Otro aspecto importante a considerar en un embalaje de uva de mesa de
exportación, es la utilización de un envase que represente comodidad física para la
fruta. Dentro de las características de un buen envase, BERGER y GALLETTI
(1990), señalan que deben proteger el contenido, ser resistentes a alta humedad
relativa principalmente para largos períodos de conservación y entre otros, como los
señalados por KUSAR y MORALES (1996), poseer las ventajas de evitar la pérdida
del desgrane y favorecer la manipulación del producto. Dentro de los envases que
poseen éstas características se encuentran Clamshell, Carrybag y Polybag, que
serán los utilizados en este ensayo.
1.1. Hipótesis:
3
Envases como Clamshell, Polybag y Carrybag, así como el uso de dos tipos de
generadores superficiales de SO2 utilizados para tres tipos de embalaje de
exportación, afectan algunos aspectos de condición de uva de mesa cv. Thompson
seedless, en almacenaje refrigerado prolongado.
1.1. Objetivo general:
Evaluar el efecto de tres tipos de envases y dos tipos de generadores superficiales
de anhídrido sulfuroso (apoyados de un generador de fondo), sobre la condición de
uva de mesa cv. Thompson seedless, hasta 135 días de almacenaje a 0°C y 90%
de humedad relativa.
1.2. Objetivos específicos:
Evaluar la incidencia del uso de Clamshell, Polybag y Carrybag, sobre el control de
desgrane, blanqueamiento, pudrición y deshidratación del escobajo presentado en
uva de mesa cv. Thompson seedless durante un largo período de almacenaje
refrigerado.
Evaluar el efecto de dos tipos de generadores superficiales de SO2, diferenciados
por la barrera de emisión, en conjunto con un generador de fondo en común, sobre
el control de pudrición y blanqueamiento de uva de mesa cv. Thompson seedless en
un largo período de almacenaje refrigerado.

4
2. REVISIÓN BIBLIOGRÁFICA.
La vid, tiene como fruto, una baya de tipo no climactérica, compuesta por azúcares
(glucosa y fructosa), sustancias pécticas (protopectina, pectina y ácido péctico),
ácidos orgánicos (tártrico, cítrico, ascórbico, málico y fosfórico) y taninos, entre otros
(HIDALGO, 1999).
La uva de mesa Sultanina es la variedad apirena (sin semilla) más extendida y
cultivada en el mundo, se caracteriza por presentar una baya pequeña ovoide, de
color verde a verde amarillento, pudiendo adquirir un tono dorado en partes
expuestas al sol; su piel es relativamente gruesa y la pulpa es carnosa y muy
agradable (VOLOVSKY, 1984.). Sus racimos son grandes y cónicos (PÉREZ,
1992b; VOLOVSKY, 1984), y su baya, a pesar de ser apirena puede presentar
semillas atrofiadas, muy delgadas, pequeñas y blandas por gelatinización
(VOLOVSKY, 1984).
2.1. Problemas de condición en uva de mesa:
MORALES (1990) define condición como una serie de atributos que cambian en el
tiempo. Menciona además, que corresponden a “vicios ocultos” que se van
expresando en función del envejecimiento del producto, manejo de pre y
postcosecha, entre otras variables. PÉREZ (1992b), define "condición" como el
conjunto de características y/o defectos que posee la uva al momento de su llegada
a destino, encontrándose dentro de éste concepto: consistencia de las bayas
(firmeza, crocancia), adherencia de la baya al pedicelo (desgrane), condición del
escobajo (deshidratación y firmeza), blanqueamiento, pudriciones, entre otros; en
general defectos o desórdenes que se desarrollan durante el embalaje y transporte.
5
2.1.1. Desgrane en Thompson seedless
El desgrane, corresponde a todas aquellas bayas que se han separado del
escobajo, y que contribuye un problema de condición importante. La mayor parte del
desgrane ocurre durante el proceso de embalaje y desembalaje de la fruta dentro
de las cajas, por efecto del roce entre racimos. Por lo tanto, un correcto trato del
producto, garantizaría una reducción en los niveles de desgrane (JENSEN, 1984).
La mayoría de las variedades tienen una buena fijación del grano al escobajo, sin
embargo, la uva de mesa cv. Thompson seedless, puede llegar a exceder niveles de
20% cuando llega al consumidor final. Esto es debido a una inherente fijación débil
de la baya, junto con el uso de pulverizaciones de ácido giberélico para inducir el
tamaño del grano, que probablemente debilita la conexión entre pulpa y escobajo y
agranda los granos, los que al tener un mayor peso, se caen más fácilmente del
tallo en el proceso de embalaje (JENSEN, 1984).
CALLEJAS et al. (1993) menciona también que las aplicaciones de ácido giberélico
(GA3), efectivamente aumentan el desgrane, provocando un mayor desarrollo de
tejido xilemático, una mayor lignificación y siguiente rigidización del pedúnculo. Con
ello, éste pierde flexibilidad, y facilita la separación a nivel de la unión pedúnculo-
baya que caracteriza el desgrane (“caída seca”, sin pincel adherido) en uva de mesa
cv. Thompson seedless.
LIZANA (1995) menciona que en la Norma Chilena 1925 se señalan porcentajes de
tolerancia para distintos defectos según categorías. En cuanto al desgrane para
Sultanina, se establece una tolerancia del 5% para la Categoría 1 y 7% para la
Categoría 2, en peso de la muestra, lo que corresponde a una tolerancia mayor que
6
para otros cultivares menos susceptibles en el que los niveles de tolerancia son del
2%.
2.1.2. Deshidratación del escobajo
Un problema frecuente en uva embalada después del período en frigorífico, es la
deshidratación del escobajo, la cual va acompañada con una oxidación y cambio de
color de verde a verde-pardo y pardo (LIZANA, 1995). No obstante, la mayor
pérdida de agua sucede entre la cosecha y enfriamiento, períodos en los que ocurre
la mayor deshidratación (MORALES, 1990).
Varios pueden ser los factores que influyen en éste problema, dentro de ellos
LIZANA (1995) menciona como una de las causas, la baja humedad en las cámaras
de almacenaje, junto con el tiempo que demora la fruta en entrar al frío, ya que
mientras mayor sea éste, hay más posibilidades de pardeamiento del escobajo.
Además de esto, PÉREZ (1992b) menciona que el pardeamiento del escobajo se
incrementa rápidamente a causa de la temperatura. LAVANDEROS (1998)
menciona como uno de los aspectos a considerar, la aplicación de enfriamiento
forzado , ya que tiene un efecto deshidratante, a pesar de que el efecto es el
mínimo, cuando éste se realiza prontamente y a una temperatura cercana a 0º C.
NELSON (1984), señala que existen al menos tres síntomas de pérdida de agua:
a. Tallos marchitos que generalmente se tornan quebradizos y se rompen fácilmente
cuando se toman en la mano.
7
b. Pardeamiento del escobajo.
c. Deshidratación de los granos, que no muestran síntomas de pérdida de agua
hasta que sea evidente la deshidratación del escobajo.
2.1.3. Blanqueamiento
La uva, es tal vez la única fruta al estado fresco que tolera la aplicación de SO2,
gracias a la característica de impermeabilidad de su piel, que impide la penetración
del gas a su interior. Por lo tanto, para que el SO2 dañe la uva es necesario que
existan vías de acceso tales como heridas en la piel, desprendimiento del pecíolo y
lenticelas no suberizadas (encontradas en fruta inmadura); además de esto, el SO2
también puede provocar alteraciones cuando su concentración excede lo normal por
un tiempo prolongado (BERGER, 1982), o cuando las uvas salen a temperaturas
elevadas traduciéndose en cambios negativos en el sabor y oscurecimiento de las
zonas blanqueadas (AUDA y BERGER, 1984; CUEVAS, 1984).
Este efecto fitotóxico del blanqueamiento producido por el anhídrido sulfuroso,
corresponde a una reacción química entre el gas y los colorantes naturalmente
presentes en la fruta, en forma particular antocianinas y clorofilas (OLHAGARAY,
1991), en el que los síntomas comienzan alrededor del pedicelo para expandirse
posteriormente al extremo del grano (CUEVAS, 1984).
El anhídrido sulfuroso, puede producir blanqueamiento en las zonas afectadas de
cualquier cultivar, pudiendo observarse en variedades de color rojo una apariencia
sin vida, opacidad y palidez; en variedades negras se produce coloración rojiza y en
las variedades blancas (como Sultanina) se tornan de color opaco ceniza o amarillo
8
pálido. (CUEVAS, 1984). Sin embargo, en Thompson seedless el blanqueamiento
es más acentuado pues absorbe más SO2 que otros cultivares, además, su
tendencia natural a la partidura favorece la fitotoxicidad (CUEVAS, 1984; BERGER,
1982).
Para reducir los riesgos de daño de SO2, es necesario que la manipulación de la
uva desde la cosecha en adelante sea cuidadosa, a fin de evitar roturas de la piel y
desprendimiento de pedicelos. El manejo de la fruta en frío, es otro factor de primera
importancia cuánto se utiliza generador de SO2, debido al efecto de la temperatura
sobre la velocidad de emisión del gas. Las temperaturas altas aceleran el
desprendimiento de SO2, aumentando por consiguiente, su concentración en el
interior de la bolsa de polietileno que envuelve a la uva y, con ello, los riesgos de
toxicidad (BERGER, 1982).
BERGER (1995) menciona que a medida que aumenta el gramaje de SO2 presente
en el generador, disminuye el daño por pudrición. Si se produce una interrupción de
la cadena de frío la pudrición aumenta inmediatamente y la única protección es la
presencia del generador. Sin embargo un exceso de dosis de generador provoca el
blanqueamiento de la fruta.
2.1.4. Botrytis cinerea Pers.
Éste patógeno que genera la pudrición gris, que es especialmente dañino hacia la
uva, dada su forma y su composición, es la principal enfermedad en uva de mesa y
vid vinífera en Chile. La incidencia y severidad dependen directamente de las
condiciones micro ambientales que se generen bajo el parrón o en el viñedo
9
(ÁVILES et al., 2003), además de crecer hasta con temperatura de refrigeración, por
lo cual es necesario proteger la uva contra su ataque (OLHAGARAY, 1991).
El hongo causante de esta enfermedad, es muy cosmopolita y de difícil control
químico (MORALES, 1990); sobrevive como esclerocios, conidias o micelio en
restos semi descompuestos de vides y en otros hospederos que permanecen sobre
el suelo (en el parrón o en el viñedo). La diseminación primaria de conidias es
realizada por el viento, y secundariamente por el contacto entre bayas podridas y
sanas, siendo también posible que algunos insectos favorezcan la dispersión
secundaria de botrytis en el parrón (LATORRE, 1995).
Caracterizan a ésta pudrición la condición denominada piel suelta, el desarrollo de
una coloración parda grisácea, tejidos blandos y acuosos, más una abundante
esporulación en forma de un moho superficial grisáceo, que puede desarrollarse en
cajas de uva durante el almacenaje refrigerado, transporte o en el mercado
(LATORRE, 1998; MORALES, 1990) .
La limitación más seria para la uva chilena, es la que dice relación con la tolerancia
impuesta en Estados Unidos, en la cual solo 0,5% de las bayas presentes en una
caja de 8,2 kg pueden presentar pudrición (MORALES, 1990), por lo tanto, debido a
éstas exigencias es necesario conseguir un óptimo control, y para ello es
fundamental un manejo integrado, que considere en una primera etapa el
saneamiento del parrón y del racimo, conjuntamente con el uso de fungicidas
(LATORRE, 1995); y posteriormente, cuando se quiere mantener el fruto por un
período más prolongado, resulta fundamental el uso de anhídrido sulfuroso
(PEREZ, 1992a).
10
2.2. Tratamiento químico con anhídrido sulfuroso:
Entre los numerosos gases que tienen propiedades microbiostáticas o microbicidas,
el más popular en el caso de los productos hortofrutícolas frescos es el anhídrido
sulfuroso (OLHAGARAY, 1991).
El SO2, es un gas hidrosoluble que se ioniza dependiendo del ph de la solución, a
ph 7 existe en forma de iones bisulfito y sulfito. Ensayos indican que el 50% de los
sulfitos en la baya se pierden a las tres o cuatro horas y solamente permanecen el
25% de ellos a las 12 horas (LIZANA, 1986).
El anhídrido sulfuroso, es utilizado como un tratamiento de postcosecha en uva de
mesa a nivel mundial, ya que soporta bien una concentración alta de SO2
(MARAMBIO et al., 2003), puede ser utilizado para sanitizar la fruta cuando ésta
ingresa al packing (eliminación de esporas superficiales) y en una segunda etapa,
para evitar que se desarrollen nidos de infección (avance del micelio) (ZOFFOLI,
2002).
En el control de ciertos hongos el azufre actúa como vapor, gracias a su solubilidad
en los lípidos de las paredes celulares de estos microorganismos. En el interior de la
célula interfiere con varios procesos metabólicos al bloquear la respiración celular e
inhibir la síntesis de ácidos nucleicos y proteínas. Así, dado que las conidias
(esporas del hongo) presentan un alto contenido de lípidos, el anhídrido sulfuroso es
eficaz en prevenir la infección. En tanto que, en el caso del micelio (cuerpo del
hongo), el producto impide el crecimiento y la formación de estructuras de
penetración y absorción de nutrientes (ZOFFOLI, 2002).
11
Actualmente existen tres formas de utilización de S02:
A) Gasificación en cámara
La gasificación de uva de mesa es un tratamiento con características históricas;
existen referencias que datan de más de 2000 años sobre la costumbre de quemar
azufre para prevenir la proliferación de pudriciones en productos vegetales. La
extensiva producción de uva de mesa fue posible gracias al uso de gasificaciones
periódicas durante su almacenamiento o transporte (HANKE, 1997); y se utiliza
preferentemente para protecciones por períodos cortos (hasta cinco-seis días)
(OLHAGARAY, 1991).
Éste sistema consiste en someter la uva a una concentración de 0,5 a 1% en
volumen (5.000 a 10.000 ppm) de SO2 en cámaras especiales, por un tiempo de 20
minutos (extendiéndose el tiempo cuando hay sospechas de infección en la fruta)
(OLHAGARAY, 1991; MORALES, 1984), junto con una temperatura de 20-22º C
que tiene por finalidad eliminar todas las esporas que están superficialmente en la
uva. Es un tratamiento barato que generalmente se tiende hacer, pero que a veces
no se hace por descoordinación del parking (MARAMBIO et al., 2003).
B) Gasificación personalizada en el sistema caja por caja (Sistema dosigas):
En 1989/90 se fabricaron los primeros equipos comerciales, cuyo sistema consistió
en la utilización de dosis extremadamente pequeñas de gas al lugar requerido, por
lo que resulta ser un equipo práctico y de fácil manejo. El diseño incluye
hermeticidad del gabinete, filtros, un circuito y programa electrónico para seleccionar
la dosis de gas requerida. El proceso es ejecutado automáticamente bajo el sólo
12
accionar de un botón ubicado en la pistola de aplicación. Autónomo dotado con
energía propia y depósito de anhídrido sulfuroso suficiente para 40.000 a 126.000
cajas, según la dosis (ESTRADA et al., 1997).
El gas, al ser aplicado con dosigas, se distribuye rápidamente y en forma
homogénea en el interior de la caja, alcanzando todos los sectores y se fija en los
elementos de la caja, la cual explicaría la nula emisión o escape de gas a la
atmósfera. La fijación ocurre mayormente en las partes más húmedas y
posteriormente en los materiales de embalaje (esta fijación prácticamente después
de 90 minutos no deja vestigios del gas al interior de la caja). Una sola dosis del gas
aplicado por este sistema logra mantener inactivos inóculos de botrytis por cinco
días (RAAB, 1997).
Éste sistema se considera como una alternativa a la gasificación en cámara, debido
a que presenta una menor inversión inicial (no es necesario construir una sala
especial para inyectar el gas), el sistema no ocupa espacio, comparado con la
gasificación en cámara, el sistema resulta ciento por ciento ecológico (no
contaminante ya que en cámaras al final del proceso lanzan al medio ambiente el
90% del gas aplicado), y proporciona un 90% de economía en gas (RAAB, 1997).
C) Uso de generadores de SO2
En Chile, a principios de los años setenta, se comenzó a utilizar el método llamado
gasificación de embalaje, con la introducción de sobres contenedores de
Metabisulfito de Sodio comúnmente llamados generadores de SO2, que en
definitiva desplazó el uso de las tradicionales gasificaciones (HANKE, 1997); debido
13
a las desventajas que presenta el sistema tradicional de gasificaciones periódicas
con SO2 (BERGER, 1982).
Éste dispositivo llamado generador de anhídrido sulfuroso, es un papelillo
compuesto de celdas en las cuales va un compuesto llamado metabisulfito de sodio
que va soltando SO2 al ir acumulando humedad, generando una atmósfera
modificada que elimina las esporas de Botrytis y si hay una baya con Botrytis
avanzada, esta no podrá expandirse (MARAMBIO et al., 2003). Su utilización es
apropiada para los períodos de transporte y comercialización más prolongados
(entre 12 y 40 días), ya que entrega el gas en forma dosificada, constante, y a una
concentración baja (5 a 10 ppm) (OHAGARAY, 1991).
Dentro de las ventajas del uso de generadores de SO2, BERGER (1982) señala:
a) Menor pérdida de agua por el uso simultáneo de polietileno, reduciendo las
pérdidas de peso aproximadamente de 4 a 1,2%. Esto se traduce en una alta
calidad de la uva con una mejor apariencia a causa de la turgencia y color.
b) No hay necesidad de efectuar fumigaciones debido a la protección de la uva
en el transporte y almacenaje.
c) En las cámaras frigoríficas no se requiere de una alta humedad relativa y
controlada, como en el caso de los envases ventilados tradicionales, sin
generador, ni polietileno.
14
d) Permite usar envases de cartón sin que éstos se ablanden o deformen por la
humedad.
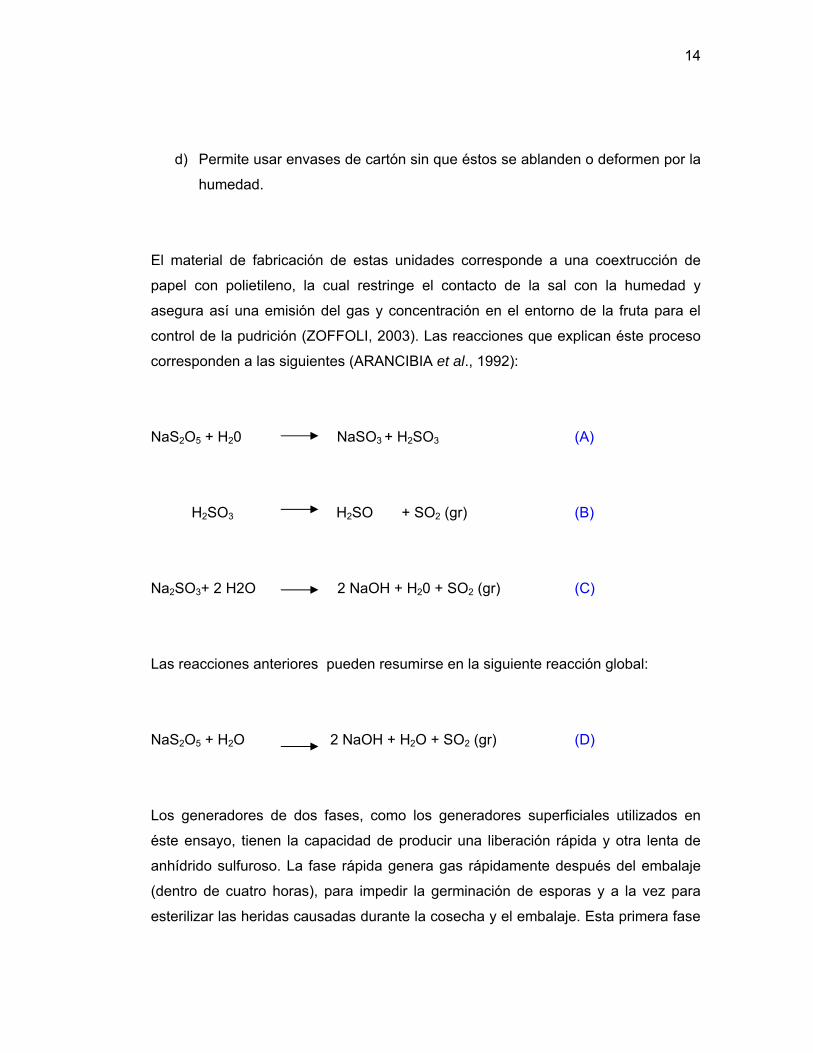
El material de fabricación de estas unidades corresponde a una coextrucción de
papel con polietileno, la cual restringe el contacto de la sal con la humedad y
asegura así una emisión del gas y concentración en el entorno de la fruta para el
control de la pudrición (ZOFFOLI, 2003). Las reacciones que explican éste proceso
corresponden a las siguientes (ARANCIBIA et al., 1992):
NaS2O5 + H20 NaSO3 + H2SO3 (A)
H2SO3 H2SO + SO2 (gr) (B)
Na2SO3+ 2 H2O 2 NaOH + H20 + SO2 (gr) (C)
Las reacciones anteriores pueden resumirse en la siguiente reacción global:
NaS2O5 + H2O 2 NaOH + H2O + SO2 (gr) (D)
Los generadores de dos fases, como los generadores superficiales utilizados en
éste ensayo, tienen la capacidad de producir una liberación rápida y otra lenta de
anhídrido sulfuroso. La fase rápida genera gas rápidamente después del embalaje
(dentro de cuatro horas), para impedir la germinación de esporas y a la vez para
esterilizar las heridas causadas durante la cosecha y el embalaje. Esta primera fase
15
reemplaza la aplicación de SO2 gaseoso antes del enfriamiento. La segunda fase
entrega SO2 lentamente después de dos a tres días y continúa así por espacio de
dos meses, ya sea en almacenaje o en tránsito. Esta segunda fase reemplaza las
gasificaciones que deben realizarse periódicamente cada 7 a 10 días durante el
almacenaje. Es importante destacar que ninguna forma de tratamiento con SO2
puede eliminar pudriciones ya establecidas (BERGER, 1982).
La tasa de producción y emisión de SO2 en un generador de dos fases depende de
dos factores: 1) La interacción de agua con NaS2O5 (hidrólisis y producción de SO2)
de acuerdo con la reacción global mencionada anteriormente (reacción (A)); y 2) La
difusión de SO2 (gas) a través de barreras (papel) en la celdilla (emisión de SO2). La
producción y emisión de SO2 están inversamente relacionadas con la temperatura
del sistema. Sin embargo, en mediciones del balance total de SO2, la fracción de
NaS2O5 puede no ser utilizada en la producción de SO2, aun cuando la cantidad de
humedad presente sea suficiente para reaccionar con la totalidad de NaS2O5. Esto
se debe a mecanismos de estabilización/inhibición por efecto del ph y oxidación del
ingrediente activo. La reacción de NaOH (reacción (C)) en el interior de la celdilla
produce un aumento paulatino del Ph de la mezcla. En un medio básico, el Na2SO3
remanente es estabilizado y las reacciones de hidrólisis (reacciones (A) y (C))
inhibidas (ARANCIBIA et al., 1992).
La fase rápida del generador persigue la sanitización de la fruta, reforzando el
tratamiento en cámara (no lo sustituye). En general, la liberación de éste gas se
verifica dentro de las primeras 24 horas después de terminado el enfriado rápido a
que es sometida la fruta una vez que ha sido embalada (ZOFFOLI, 2002).
La concentración óptima efectiva en el entorno de las bayas, que controla el avance
de la enfermedad por contacto entre bayas enfermas y sanas, se logra con un

16
mínimo de 1 ppm y un óptimo de 3 ppm de anhídrido sulfuroso. Un gramo de
metabisulfito de sodio genera, en contacto con la humedad, 0,64 gr de SO2, que
expanden a 239 cc de gas a 20º C y, finalmente, se diluye en el volumen libre de la
caja. Este gas se pierde rápidamente en contacto con el vapor, la humedad de los
materiales (el exceso de materiales absorbe) y por el proceso de metabolización en
el interior de la baya, de manera que se llega a un balance cuyo resultado es la
concentración libre que se detecta en el entorno de las bayas (ZOFFOLI, 2002).
Existen antecedentes certeros que señalan que para obtener un 95% de control
sobre Botrytis cinerea se necesita un mínimo de 6 a 7 ppm de SO2. Sin embargo en
los últimos años, se han observado cada vez más problemas de condición que se
localizan en la parte inferior y sobre todo en las esquinas inferiores de un embalaje
de uva de mesa. Este fenómeno se acentúa evidentemente bajo condiciones de
almacenamiento prolongado y se agrava aún más con el uso de bolsas individuales
de racimos, situación que evidencia una disminución de la concentración de SO2 en
las áreas problemáticas (HANKE, 1997).
Por lo anterior, es necesario que la concentración en la parte interna de la caja se
distribuya uniformemente; ya que la dinámica del SO2 varía, debido a que la
concentración mayor se encuentra cercana al generador (zona superior de la caja)
y la menor en la parte inferior. Además, el gas se estratifica en la caja en función de
la cantidad de materiales de papel presentes que lo absorben, de la compactación
de los racimos que dificulta su movilidad y de la ventilación o porcentaje de
perforación de la bolsa que aumenta su remoción al ambiente. Para obviar esta
estratificación se ha tendido a utilizar generadores en la base de la caja o
generadores de fondo (ZOFFOLI, 2002).
17
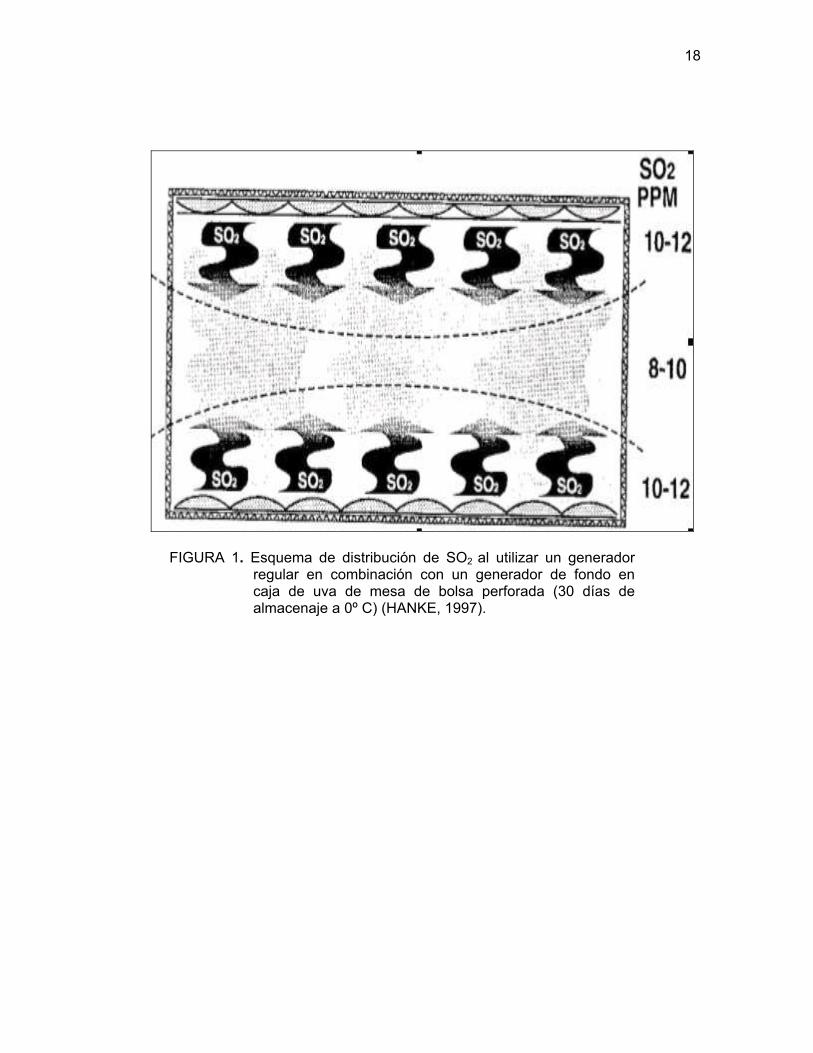
En función del prototipo de distribución de SO2 mediante el uso de un generador
regular, HANKE (1997) estableció consecuentemente un prototipo de distribución
del gas mediante el uso de un generador regular combinado con un generador de
fondo, capaz de lograr una distribución de SO2 que cumpla con las curvas
requeridas, sobre todo en almacenamiento prolongado, detallado en la Figura 1.
A pesar del beneficio del uso de generador de fondo, existen limitaciones, ya que al
ser el fondo de la caja el sector más saturado de humedad puede existir una
liberación violenta de SO2. (ZOFFOLI, 2002).
18
FIGURA 1. Esquema de distribución de SO2 al utilizar un generador
regular en combinación con un generador de fondo en caja de uva de mesa de bolsa perforada (30 días de almacenaje a 0º C) (HANKE, 1997).
19
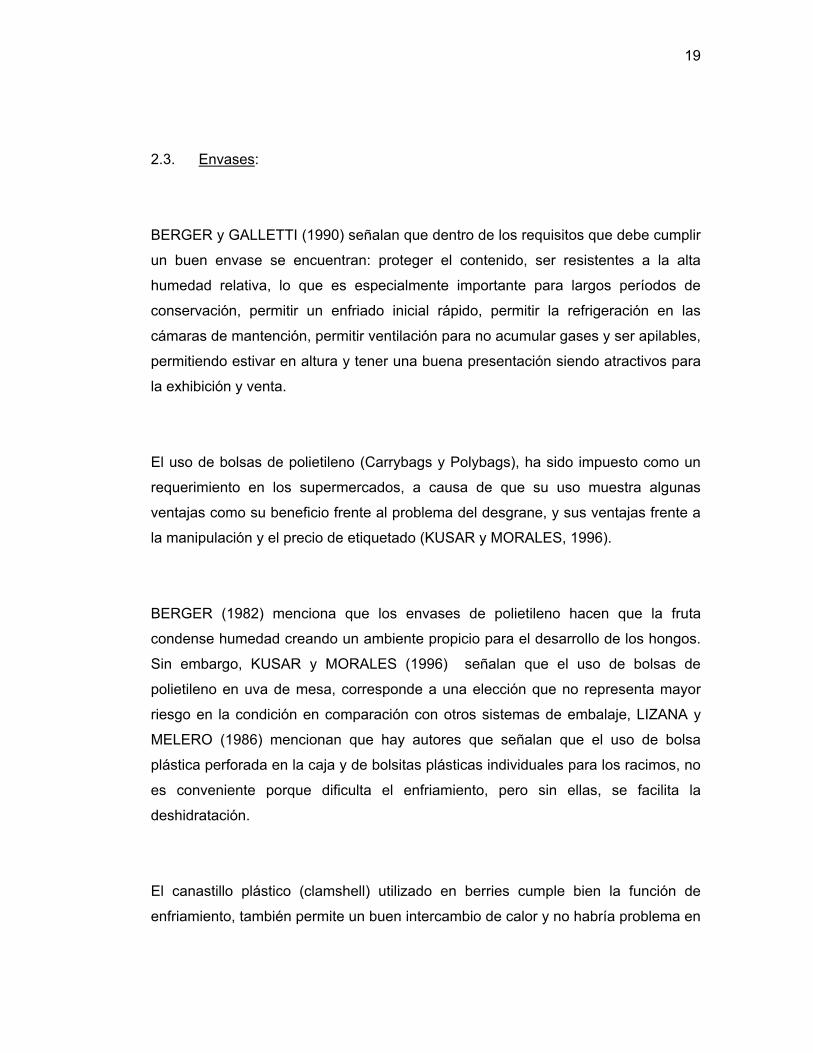
2.3. Envases:
BERGER y GALLETTI (1990) señalan que dentro de los requisitos que debe cumplir
un buen envase se encuentran: proteger el contenido, ser resistentes a la alta
humedad relativa, lo que es especialmente importante para largos períodos de
conservación, permitir un enfriado inicial rápido, permitir la refrigeración en las
cámaras de mantención, permitir ventilación para no acumular gases y ser apilables,
permitiendo estivar en altura y tener una buena presentación siendo atractivos para
la exhibición y venta.
El uso de bolsas de polietileno (Carrybags y Polybags), ha sido impuesto como un
requerimiento en los supermercados, a causa de que su uso muestra algunas
ventajas como su beneficio frente al problema del desgrane, y sus ventajas frente a
la manipulación y el precio de etiquetado (KUSAR y MORALES, 1996).
BERGER (1982) menciona que los envases de polietileno hacen que la fruta
condense humedad creando un ambiente propicio para el desarrollo de los hongos.
Sin embargo, KUSAR y MORALES (1996) señalan que el uso de bolsas de
polietileno en uva de mesa, corresponde a una elección que no representa mayor
riesgo en la condición en comparación con otros sistemas de embalaje, LIZANA y
MELERO (1986) mencionan que hay autores que señalan que el uso de bolsa
plástica perforada en la caja y de bolsitas plásticas individuales para los racimos, no
es conveniente porque dificulta el enfriamiento, pero sin ellas, se facilita la
deshidratación.
El canastillo plástico (clamshell) utilizado en berries cumple bien la función de
enfriamiento, también permite un buen intercambio de calor y no habría problema en
20
utilizarlo, siempre y cuando los bordes no sean filudos y dañen la fruta (BERGER y
GALLETTI, 1990).
21
3. MATERIALES Y MÉTODOS
El material vegetal utilizado correspondió a uva de mesa (Vitis vinifera L.) cv.
Thompson seedless, proveniente del cuartel número cinco del predio “Las Casas”
ubicado en la comuna de Rinconada, provincia de San Felipe, V región, Chile.
La cosecha se realizó el día 12 de Febrero del 2003, donde la fruta obtenida
presentó raquis verdes y turgentes, baya de calibre medio, de coloración verde a
verde-amarillenta y un total de 16,5 º Brix.
El embalaje de este ensayo se realizó el 12 de Febrero en la empresa exportadora
DOLE Chile S.A., ubicada en la Comuna de Calle Larga, provincia de Los Andes, V
región, Chile. En este ensayo se realizó tres tipos de embalaje con uva de mesa de
exportación, donde se utilizó tres repeticiones por tratamiento de la unidad
experimental correspondiente a una caja de cartón (sin tapa), cuyas medidas
correspondieron a 60 cm (largo) x 40 cm (ancho) x 12 cm (altura) y 8,2 kg de
capacidad.
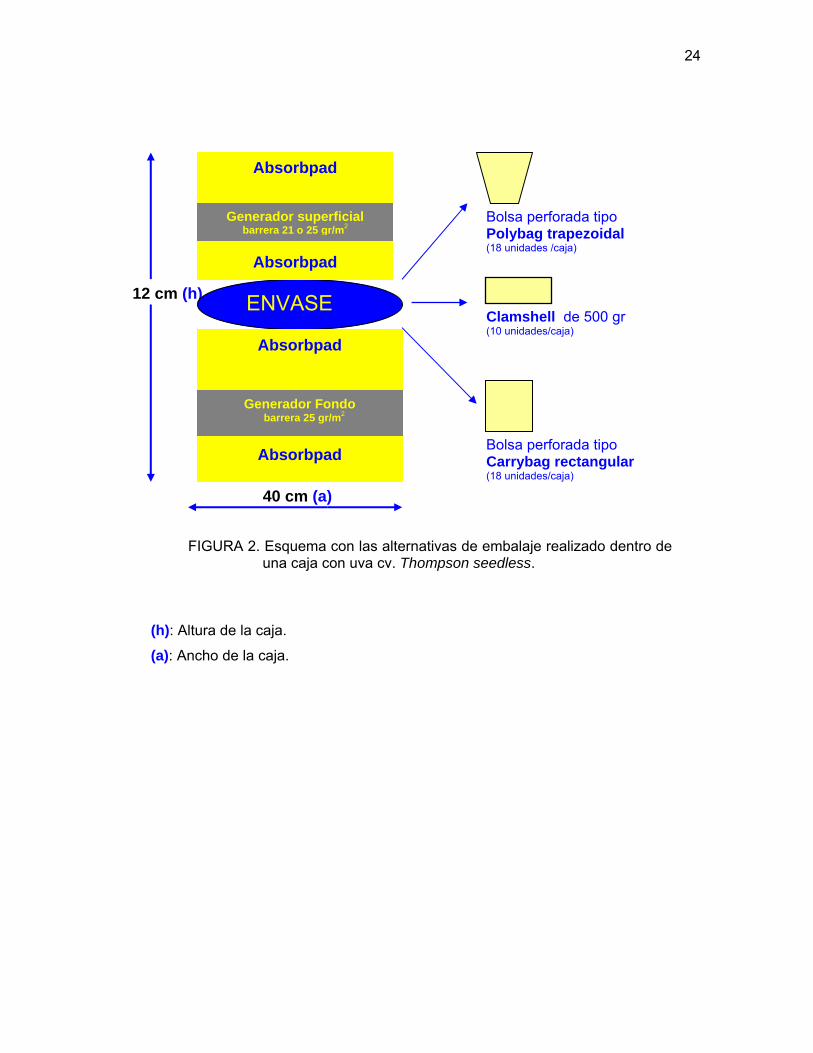
En la Figura 2 se presenta un esquema con las alternativas de embalaje realizados
en uva de mesa cv. Thompson seedless, donde las características de los materiales
de embalaje, y su distribución (desde abajo hacia arriba) dentro de la caja
correspondió al siguiente:
Bolsa plástica tipo camisa o contenedora, de 105 x 65 cm (perforaciones de 6 mm
de diámetro cada 10 cm), ubicada al interior de la caja, a modo de contener el resto
del material de embalaje.
22
Generador de fondo OSKU-VID (6+0) de 62 celdas y con barrera de 25 g/m2 que se
encontraba entre dos absorb pad (papel gueso tipo nova) de 58*38 cm cada uno,
todo ubicado dentro de la bolsa contenedora.
Posteriormente se prosiguió a la ubicación de la fruta dentro de su respectivo
envase, donde existió tres alternativas a utilizar:
a) Clamshells plásticos perforados, con capacidad de 500 g (un racimo) y con
un total de 10 unidades por caja.
b) Bolsas plásticas perforadas tipo Polybags trapezoidales con zipper, con un
total de 61 perforaciones en el cuerpo de la bolsa y con medidas de 325 mm
de boca x 195 mm de fondo x 340 mm de altura y 20 mm de solapa sobre el
zipper, distribuidas con un total de 18 por caja, lo cual correspondió a uno o
dos racimos por unidad.
c) Bolsas plásticas perforadas tipo Carrybags rectangulares con zipper, con un
total de 42 perforaciones en el cuerpo de la bolsa y con medidas de 275 mm
de boca x 200 mm de altura y 50 mm de solapa sobre el zipper, distribuidas
con un total de 18 unidades por caja, lo cual correspondió a uno o dos
racimos por unidad.
Sobre el envase utilizado, se ubicó un respectivo generador superficial OSKU-VID
(12+1) de 62 celdas y con barrera de 21g/m2 o 25 g/m2 según el tratamiento, el
cual, del mismo modo que el generador de fondo, fue ubicado entre dos absorbpad
de 58 x 38 cm cada uno.
23
Finalmente el cierre de la bolsa contenedora se realizó por medio de autoadhesivos
y sin tapa.
Junto con el embalaje, se fue identificando cada una de las cajas con su respectivo
número de tratamiento y número de repetición (tres por tratamiento), cuyo origen
correspondió a la combinación de tres tipos de envase, dos tipos de generadores
superficiales y tres fechas de almacenaje. En el Cuadro 1 se identifica cada uno de
de los 18 tratamientos de este ensayo.
Una vez embalada la fruta se sometió a prefrío tipo californiano y posteriormente fue
almacenada en cámara frigorífica a 0º C y 90% de humedad relativa, durante un
período de 45, 90 o 135 días. Al término de cada uno de estos tres períodos de
almacenaje, se sacaron de las cámaras las respectivas cajas, para analizar los dos
tipos de generadores superficiales de SO2 con barrera de 21 o 25 g/m² (apoyados
de un generador de fondo) y tres tipos de envases (Clamshell, Carrybag y Polybag),
dependiendo del número de tratamiento, donde se evaluó los siguientes factores de
condición:
a) Porcentaje de desgrane.
b) Porcentaje de blanqueamiento.
c) Porcentaje de pudrición.
d) Nivel de deshidratación del escobajo.
24
FIGURA 2. Esquema con las alternativas de embalaje realizado dentro de
una caja con uva cv. Thompson seedless.
(h): Altura de la caja.
(a): Ancho de la caja.
40 cm (a)
12 cm (h) ENVASE
Absorbpad
Absorbpad
Generador superficial barrera 21 o 25 gr/m2
Absorbpad
Absorbpad
Generador Fondo barrera 25 gr/m2
Bolsa perforada tipo Carrybag rectangular (18 unidades/caja)
Bolsa perforada tipo Polybag trapezoidal (18 unidades /caja)
Clamshell de 500 gr (10 unidades/caja)

25
Cuadro 1: Descripción de todos los tratamientos realizados.
Tratamiento G. superficial G. fondo Embalaje Almacenaje
T1 Barrera 21 g/m2 Barrera 25 g/m2 Clamshell 45 días (12+1) (0+6)
T2 Barrera 25 g/m2 Barrera 25 g/m2 Clamshell 45 días (12+1) (0+6)
T3 Barrera 21 g/m2 Barrera 25 g/m2 Carrybag 45 días (12+1) (0+6) rectangular
T4 Barrera 25 g/m2 Barrera 25 g/m2 Carrybag 45 días (12+1) (0+6) rectangular
T5 Barrera 21 g/m2 Barrera 25 g/m2 Polybag 45 días (12+1) (0+6) trapezoidal
T6 Barrera 25 g/m2 Barrera 25 g/m2 Polybag 45 días (12+1) (0+6) trapezoidal
T7 Barrera 21 g/m2 Barrera 25 g/m2 Clamshell 90 días (12+1) (0+6)
T8 Barrera 25 g/m2 Barrera 25 g/m2 Clamshell 90 días (12+1) (0+6)
T9 Barrera 21 g/m2 Barrera 25 g/m2 Carrybag 90 días (12+1) (0+6) rectangular
T10 Barrera 25 g/m2 Barrera 25 g/m2 Carrybag 90 días (12+1) (0+6) rectangular
T11 Barrera 21 g/m2 Barrera 25 g/m2 Polybag 90 días (12+1) (0+6) trapezoidal
T12 Barrera 25 g/m2 Barrera 25 g/m2 Polybag 90 días (12+1) (0+6) trapezoidal
T13 Barrera 21 g/m2 Barrera 25 g/m2 Clamshell 135 días (12+1) (0+6)
T14 Barrera 25 g/m2 Barrera 25 g/m2 Clamshell 135 días (12+1) (0+6)
T15 Barrera 21 g/m2 Barrera 25 g/m2 Carrybag 135 días (12+1) (0+6) rectangular
T16 Barrera 25 g/m2 Barrera 25 g/m2 Carrybag 135 días (12+1) (0+6) Rectangular
T17 Barrera 21 g/m2 Barrera 25 g/m2 Polybag 135 días (12+1) (0+6) Trapezoidal
T18 Barrera 25 g/m2 Barrera 25 g/m2 Polybag 135 días (12+1) (0+6) Trapezoidal (12+1) Corresponde a un generador de dos fases con 12 g de fase lenta y 1 g de fase
rápida; (0+6) Corresponde a un generador de una fase con 0 g de fase lenta y 6 g de fase
rápida y g/m2 : Corresponde a los gamos de polietileno/ m2 de generador.
26
3.1. Parámetros evaluados:
3.1.1. Desgrane
Inicialmente se obtuvo el peso total de la fruta dentro del envase, luego se
extrajeron los racimos del envase correspondiente para obtener y pesar todas las
bayas desprendidas del escobajo (desgrane). Obteniéndose así, el porcentaje de
desgrane respecto del peso total. Para la medición se utilizó una balanza Swis
Quality modelo prescisa 1620C.
3.1.2. Blanqueamiento
Inicialmente se obtuvo el peso total de cada muestra, posteriormente se separaron
del racimo y se pesaron, todas aquellas bayas que presentaron algún nivel de daño
a causa del SO2 (blanqueamiento); obteniéndose así, el porcentaje de
blanqueamiento en relación al peso total de la muestra. Para la medición se utilizó
una balanza Swis Cuality modelo prescisa 1620C; y se incluyeron en la medición a
aquellas bayas separadas del escobajo.
Para complementar la información, y a modo de obtener una referencia del nivel de
daño general presentado por las bayas de cada tratamiento; se realizó un análisis
según la siguiente escala visual (LAVANDEROS, 1998):
0 : Ausencia de daño. 0% de blanqueamiento.
1 : Daño leve, desde 0,1-10% de superficie de la baya con pérdida de
27
pigmentación.
2 : Daño moderado, desde 10,1-25% superficie de la baya con pérdida
de pigmentación.
3 : Daño severo, desde 25,1-50% de superficie de la baya con pérdida
de pigmentación.
4 : Daño muy severo, desde 50% de superficie de la baya con pérdida
de pigmentación.
5 : Daño mayor al 50% de superficie de la baya con pérdida de
pigmentación.
3.1.3. Pudrición causada por Botrytis cinerea
Se obtuvo el peso total de cada muestra, posteriormente se extrajeron del racimo y
se pesaron todas las bayas con presencia de pudrición causada por botrytis para
determinar el porcentaje de Botrytis cinerea que afecta a la uva de mesa cv.
Thompson seedless. Para la medición se utilizó una balanza Swis Quality modelo
prescisa 1620C, y se consideraron como granos infectados a aquellos que
presentaron signos y síntomas del patógenos desde piel suelta hasta micelio visible.
Posteriormente, en caso de dudas y a modo de verificar la causa de la pudrición, se
enviaron las bayas infectadas al laboratorio de Fitopatología de la Facultad de
Agronomía de la Pontificia Universidad Católica de Valparaíso, donde por medio de
la observación de estructuras macro y microscópicas presentes en bayas
almacenadas en una cámara húmeda a 22º C, se determinó si efectivamente
correspondía a presencia de Botrytis cinerea.

28
3.1.4. Deshidratación del escobajo
Por medio de un análisis visual, se asignó un nivel de deshidratación del escobajo a
cada uno de los racimos evaluados, utilizando para ello la siguiente escala
(LAVANDEROS, 1998):
0 : Ausencia de deshidratación. Raquis y escobajo verdes y turgentes.
1 : Deshidratación leve. Escobajos pardos y raquis verde.
2 : Moderada deshidratación. Escobajo y raquis pardos.
3 : Deshidratación severa. Escobajo y raquis pardos con pérdida de
turgencia en el raquis.
3.1.5. Análisis costo/condición de los distintos tratamientos
A modo de disponer de antecedentes de los costos de los materiales de embalaje,
al momento de una elección, se realizó un análisis costo/beneficio y en base a los
precios de los materiales de embalaje mencionados en el Anexo 3, se calcularon los
costos totales por caja para los distintos tratamientos evaluados en éste ensayo.
Posteriormente se comparó con los resultados de los análisis efectuados para
algunos aspectos de la condición de la fruta, a modo de poder optar por el
tratamiento más conveniente del punto de vista costo de los materiales de embalaje
y beneficio en la condición de la fruta.
3.2. Diseño Estadístico:

29
Para analizar los diferentes factores y sus interrelaciones, se utilizó un diseño
completamente al azar con arreglo factorial 3 x 3 x 2, en el cual los factores
utilizados correspondieron a tres períodos de almacenaje refrigerado de la fruta (a
los 45, 90 y 135 días), tres tipos de embalaje (Carrybag rectangular, Polybag
trapezoidal y Clamshell) y dos generadores superficiales de barrera 21 o 25 g/m2 (21
o 25 gramos de plástico/m2 de generador).
Para cada tratamiento, se efectuaron tres repeticiones de la unidad experimental
que correspondió a una caja de cartón de 8,2 kg. El modelo utilizado correspondió al
siguiente:
Yijk(e) = µ + Pi + Ej + Gk + SEij + SGik + EGjk + SEGijk + Єijk
Donde:
P: Períodos de almacenaje.
E: Tipos de envase.
G: Tipos de generadores superficiales.
Para los parámetros correspondientes a pudrición, blanqueamiento y desgrane, se
realizó un análisis de varianza y en el caso de existir diferencias significativas de
interacciones simples, dobles y triples se compararon las medias con el Test de
Tukey al 5%. Para la deshidratación del escobajo se aplicó el Test No Paramétrico de
Kruskall Wallis al 5 %, que trabaja con rangos promedios, estableciendo prioridades
entre los tratamientos.

30
4. PRESENTACIÓN Y DISCUSIÓN DE RESULTADOS
A continuación se presentan los resultados obtenidos para cada una de las variables
de condición analizas en este ensayo; y con la finalidad de expresar e interpretar
mejor los resultados, se menciona que con un error del 5%, no existió efecto de las
interacciones dobles y triples, entre tipo de envase, tipo de generador y tiempo de
almacenaje refrigerado sobre el porcentaje de desgrane, porcentaje de
blanqueamiento y porcentaje de pudrición presentado en uva de mesa cv.
Thompson seedless (Anexo 4).
4.1 Desgrane:
La Norma Chilena 1925, mencionada por LIZANA (1995), estableció una tolerancia
del 7% de desgrane para la categoría 2 (en peso de la muestra). En este ensayo los
valores promedios fluctuaron entre 1,5 y 5,4 %, sin tener diferencia estadísticas
entre ellos, por lo que se puede afirmar que los tipos de embalaje realizados en los
distintos tratamientos, permitieron cumplir con la norma mencionada.
El análisis de varianza realizado para el porcentaje de desgrane, permitió determinar
con un error del 5%, que no existió efecto de los tres tipos de envase, dos barreras
presentes en los generadores superficiales de SO2 y tres fechas de almacenaje,
refrigerado, sobre el porcentaje de desgrane presentado en uva de mesa cv.
Thompson seedless. Estos resultados se presentan a continuación en el Cuadro 2,
3 y 4 respectivamente.
31
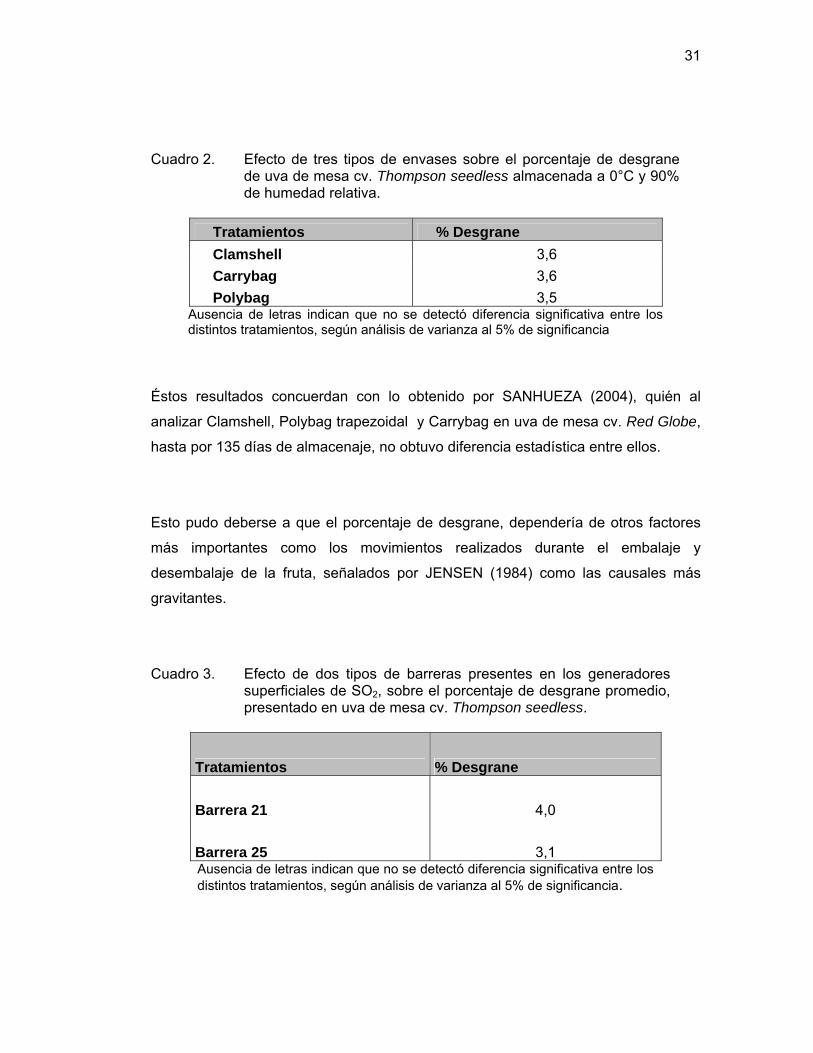
Cuadro 2. Efecto de tres tipos de envases sobre el porcentaje de desgrane de uva de mesa cv. Thompson seedless almacenada a 0°C y 90% de humedad relativa.
Tratamientos % Desgrane Clamshell 3,6 Carrybag 3,6 Polybag 3,5
Ausencia de letras indican que no se detectó diferencia significativa entre los distintos tratamientos, según análisis de varianza al 5% de significancia
Éstos resultados concuerdan con lo obtenido por SANHUEZA (2004), quién al
analizar Clamshell, Polybag trapezoidal y Carrybag en uva de mesa cv. Red Globe,
hasta por 135 días de almacenaje, no obtuvo diferencia estadística entre ellos.
Esto pudo deberse a que el porcentaje de desgrane, dependería de otros factores
más importantes como los movimientos realizados durante el embalaje y
desembalaje de la fruta, señalados por JENSEN (1984) como las causales más
gravitantes.
Cuadro 3. Efecto de dos tipos de barreras presentes en los generadores superficiales de SO2, sobre el porcentaje de desgrane promedio, presentado en uva de mesa cv. Thompson seedless.
Tratamientos % Desgrane
Barrera 21 4,0
Barrera 25 3,1 Ausencia de letras indican que no se detectó diferencia significativa entre los distintos tratamientos, según análisis de varianza al 5% de significancia.
32
En el cuadro 3, se puede apreciar que no existe una diferencia estadística entre las
barreras de 21 o 25 g/m2 presentes en los generadores superficiales de SO2. La
causa de esto podría deberse a que ambas barreras evaluadas, en apoyo del
generador de fondo en común para ambos, no tendrían una gran diferencia sobre el
porcentaje de desgrane, probablemente porque los gramajes entre ellas no son muy
distantes.
Éstos resultados concuerdan con CASTILLO (2004) y SANHUEZA (2004), quienes
analizaron éstas mismas barreras con uva de mesa cv. Thompson seedless (sin
prefrío) y cv. Red Globe (con prefrío) respectivamente, no obteniendo diferencias
estadísticas entre ellas.
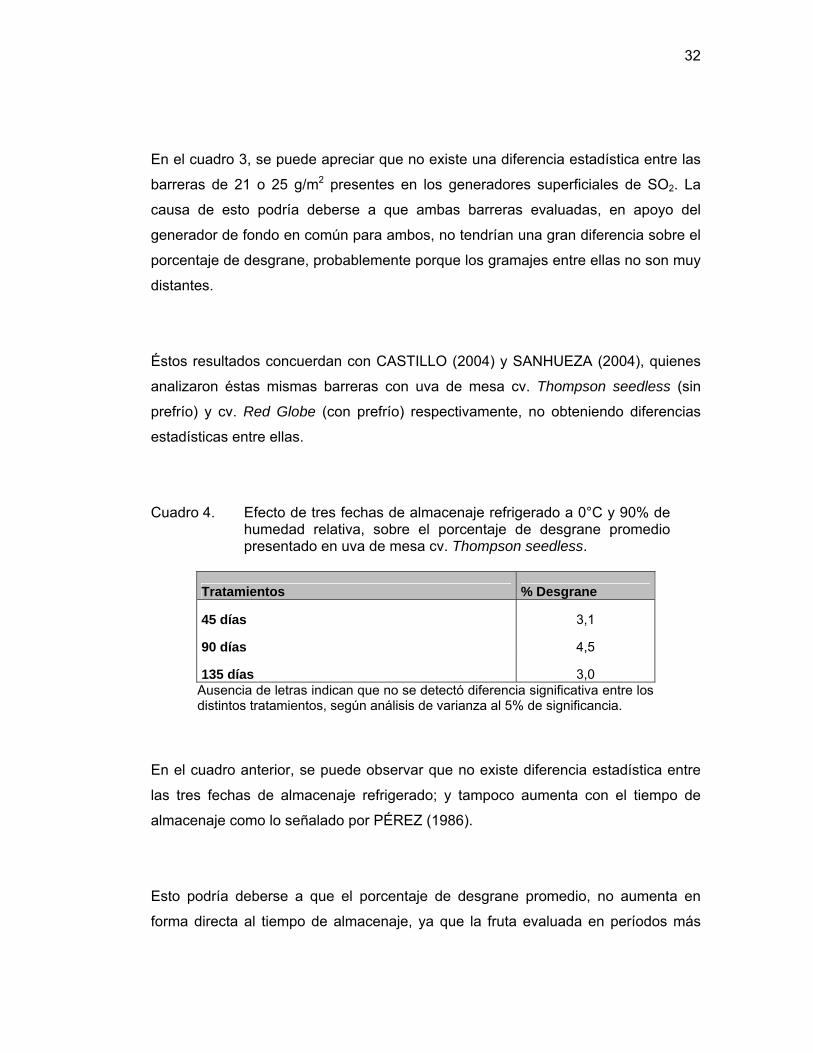
Cuadro 4. Efecto de tres fechas de almacenaje refrigerado a 0°C y 90% de humedad relativa, sobre el porcentaje de desgrane promedio presentado en uva de mesa cv. Thompson seedless.
Tratamientos % Desgrane
45 días 3,1
90 días 4,5
135 días 3,0 Ausencia de letras indican que no se detectó diferencia significativa entre los distintos tratamientos, según análisis de varianza al 5% de significancia.
En el cuadro anterior, se puede observar que no existe diferencia estadística entre
las tres fechas de almacenaje refrigerado; y tampoco aumenta con el tiempo de
almacenaje como lo señalado por PÉREZ (1986).
Esto podría deberse a que el porcentaje de desgrane promedio, no aumenta en
forma directa al tiempo de almacenaje, ya que la fruta evaluada en períodos más
33
cercanos a la cosecha puede presentar mayores porcentajes que los evaluados en
fechas posteriores, debido a que el desgrane es un proceso que no está asociado
necesariamente a la senescencia de la fruta, sino que es posible que con la pérdida
de turgencia del escobajo, éste problema pueda tener una menor expresión
(CALLEJAS, COOPER y RETAMALES, 1994).
4.2. Blanqueamiento:
En este ensayo los porcentajes de blanqueamiento fluctuaron entre 0 y 15,6%, no
observándose diferencias estadísticas entre ellos.
Como resultado del análisis de varianza, se determinó que el porcentaje de
blanqueamiento no fue afectado por el tipo de envase, ni por el tipo de barrera
presente en el generador superficial de SO2. Pero si se ve afectado por el tiempo de
almacenaje, donde el test de Tukey (P=0.05), determinó que existen diferencias
significativas entre los 45 días de almacenaje y las dos fechas posteriores (90 y 135
días). Estos resultados se pueden apreciar en los Cuadros 5, 6 y 7 respectivamente.
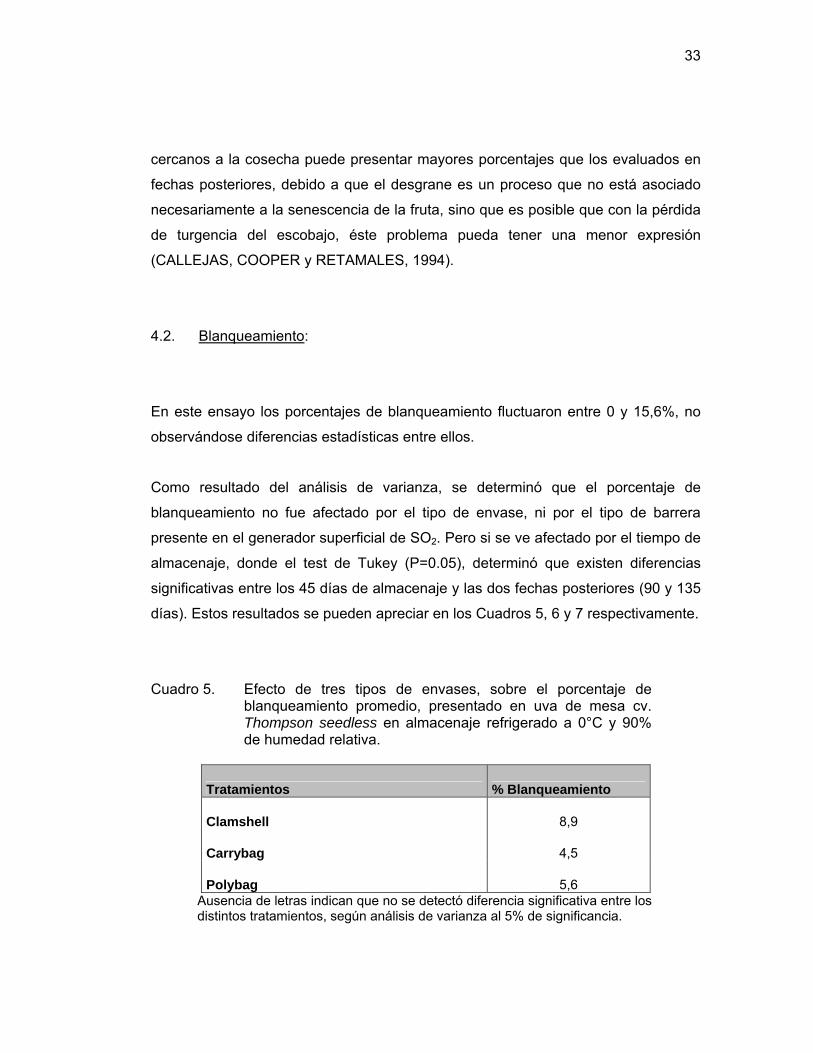
Cuadro 5. Efecto de tres tipos de envases, sobre el porcentaje de blanqueamiento promedio, presentado en uva de mesa cv. Thompson seedless en almacenaje refrigerado a 0°C y 90% de humedad relativa.
Tratamientos % Blanqueamiento
Clamshell 8,9
Carrybag 4,5
Polybag 5,6 Ausencia de letras indican que no se detectó diferencia significativa entre los distintos tratamientos, según análisis de varianza al 5% de significancia.

34
En el cuadro anterior, se puede apreciar que no existe una diferencia estadística
entre los tres tipos de envase evaluados para el porcentaje de blanqueamiento. Esto
podría deberse a que los tres tipos de envase son de polietileno perforados, y
presentarían un área de ventilación similar.
Estos resultados concuerdan con lo obtenido por SANHUEZA (2004), quién al
analizar Clamshell, Polybag trapezoidal y Carrybag en uva de mesa cv. Red Globe,
hasta por 135 días de almacenaje, no obtuvo diferencia estadística entre ellos y del
mismo modo, lo relacionó a un área de ventilación similar entre los envases.
A pesar de no existir diferencias entre los distintos tratamientos, destaca clamshell
frente a los otros dos envases, ya que presenta una tendencia a obtener los
mayores porcentajes de blanqueamiento, lo que estaría indicando que posiblemente
las concentraciones de SO2 al interior de clamshell serían mayores que las
concentraciones al interior de los dos tipos de bolsas perforadas. Sin embargo,
según MELERO (1985), pudieron influir sobre la absorción de SO2, razones ajenas
a los tratamientos como la velocidad del aire entre y dentro de las cajas y la
capacidad de ventilación de los envases, siendo posible entonces que la ventilación
del Clamshell se viera más afectada que en los otros envases.
35
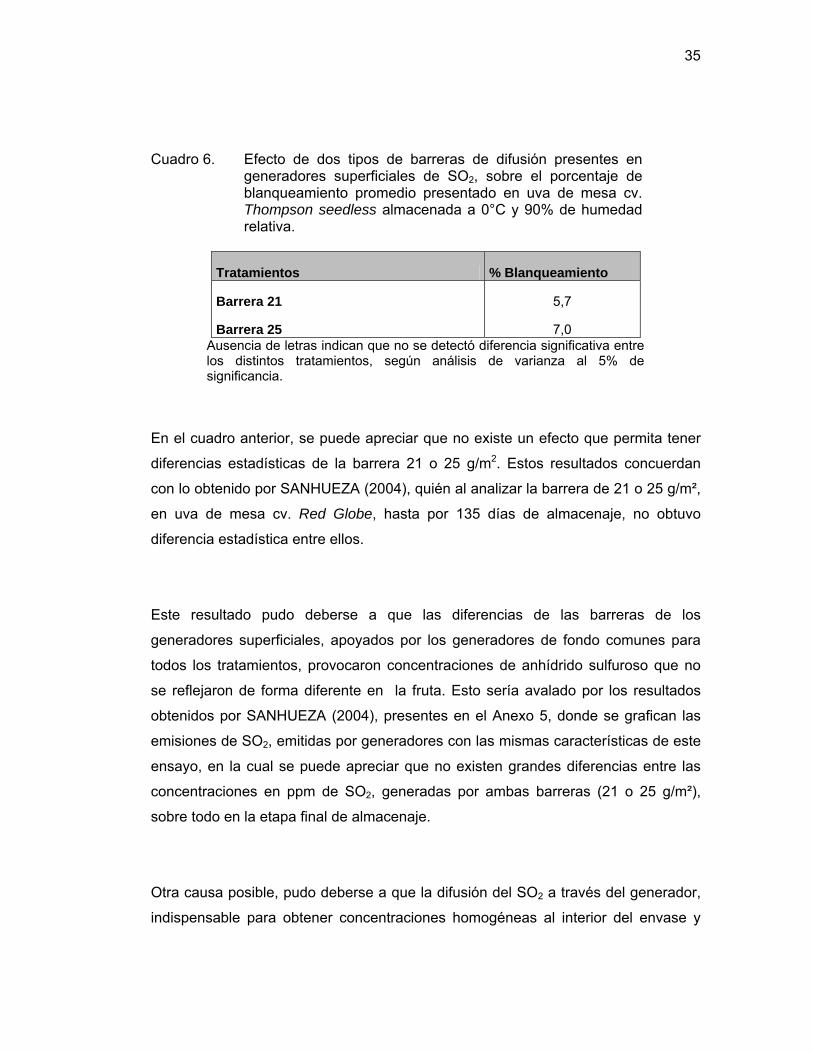
Cuadro 6. Efecto de dos tipos de barreras de difusión presentes en generadores superficiales de SO2, sobre el porcentaje de blanqueamiento promedio presentado en uva de mesa cv. Thompson seedless almacenada a 0°C y 90% de humedad relativa.
Tratamientos % Blanqueamiento
Barrera 21 5,7
Barrera 25 7,0 Ausencia de letras indican que no se detectó diferencia significativa entre los distintos tratamientos, según análisis de varianza al 5% de significancia.
En el cuadro anterior, se puede apreciar que no existe un efecto que permita tener
diferencias estadísticas de la barrera 21 o 25 g/m2. Estos resultados concuerdan
con lo obtenido por SANHUEZA (2004), quién al analizar la barrera de 21 o 25 g/m²,
en uva de mesa cv. Red Globe, hasta por 135 días de almacenaje, no obtuvo
diferencia estadística entre ellos.
Este resultado pudo deberse a que las diferencias de las barreras de los
generadores superficiales, apoyados por los generadores de fondo comunes para
todos los tratamientos, provocaron concentraciones de anhídrido sulfuroso que no
se reflejaron de forma diferente en la fruta. Esto sería avalado por los resultados
obtenidos por SANHUEZA (2004), presentes en el Anexo 5, donde se grafican las
emisiones de SO2, emitidas por generadores con las mismas características de este
ensayo, en la cual se puede apreciar que no existen grandes diferencias entre las
concentraciones en ppm de SO2, generadas por ambas barreras (21 o 25 g/m²),
sobre todo en la etapa final de almacenaje.
Otra causa posible, pudo deberse a que la difusión del SO2 a través del generador,
indispensable para obtener concentraciones homogéneas al interior del envase y

36
caja, e indispensables para controlar problemas fungosos sin provocar
blanqueamiento, presenta cierta dificultad a obtener un equilibrio dinámico por
corresponder a un sistema semi-abierto gobernado por leyes líquido gaseosas y por
la temperatura del sistema, además de existir otros materiales absorbentes (uva y
material de empaque) que juegan un importante papel en el desplazamiento de SO2
en las distintas fases del sistema (ARANCIBIA et al., 1992).
Cuadro 7. Efecto de tres fechas de almacenaje refrigerado, sobre el porcentaje de blanqueamiento presentado en uva de mesa cv. Thompson seedless con tres tipos de embalajes de exportación, utilizando generadores de SO2.
Almacenaje % Blanqueamiento
45 Días 0,0 a*
90 Días 7,9 b
135 Días 11,2 b *Promedios con letras iguales, en la misma columna, indican que no existe diferencia estadísticamente significativa entre los tratamientos, según el test de Tukey (P= 0.05).
Los resultados obtenidos en las tres fechas de almacenaje, muestran que a los 45
días, todos los tratamientos presentaron ausencia de blanqueamiento, es decir, la
concentración de SO2 al interior de los envases no ha excedido el rango normal
como para provocar un efecto fitotóxico en la fruta (BERGER, 1982).
Posteriormente, a los 90 y 135 días, el porcentaje de bayas blanqueadas aumentó
respecto a los 45 días de almacenaje refrigerado.
Esto se debería a que el blanqueamiento es acumulativo, irreversible y se relaciona
directamente con el tiempo de exposición de la fruta al anhídrido sulfuroso.
37
Concordando con en este aspecto por lo señalado por LAVANDEROS (1998);
ESTRADA et al. (1997); BERGER, MORALES y RUIZ (1990).
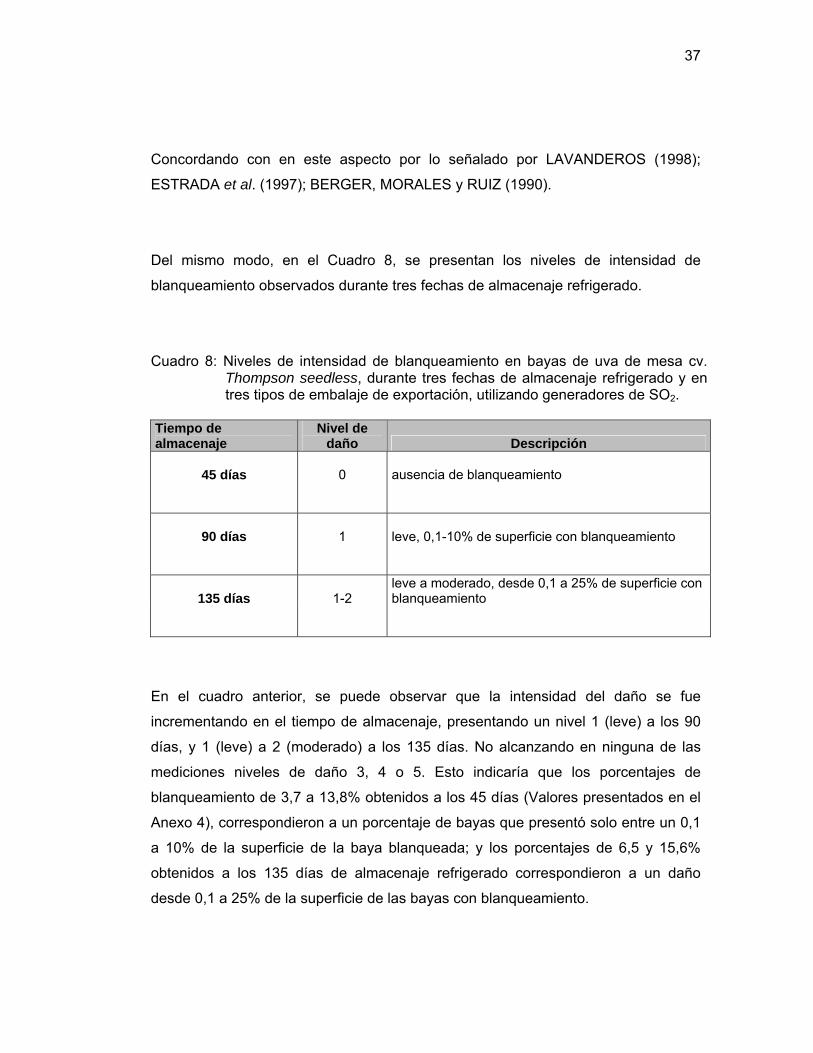
Del mismo modo, en el Cuadro 8, se presentan los niveles de intensidad de
blanqueamiento observados durante tres fechas de almacenaje refrigerado.
Cuadro 8: Niveles de intensidad de blanqueamiento en bayas de uva de mesa cv. Thompson seedless, durante tres fechas de almacenaje refrigerado y en tres tipos de embalaje de exportación, utilizando generadores de SO2.
Tiempo de almacenaje
Nivel de daño Descripción
45 días
0
ausencia de blanqueamiento
90 días
1
leve, 0,1-10% de superficie con blanqueamiento
135 días 1-2 leve a moderado, desde 0,1 a 25% de superficie con blanqueamiento
En el cuadro anterior, se puede observar que la intensidad del daño se fue
incrementando en el tiempo de almacenaje, presentando un nivel 1 (leve) a los 90
días, y 1 (leve) a 2 (moderado) a los 135 días. No alcanzando en ninguna de las
mediciones niveles de daño 3, 4 o 5. Esto indicaría que los porcentajes de
blanqueamiento de 3,7 a 13,8% obtenidos a los 45 días (Valores presentados en el
Anexo 4), correspondieron a un porcentaje de bayas que presentó solo entre un 0,1
a 10% de la superficie de la baya blanqueada; y los porcentajes de 6,5 y 15,6%
obtenidos a los 135 días de almacenaje refrigerado correspondieron a un daño
desde 0,1 a 25% de la superficie de las bayas con blanqueamiento.
38
4.3. Pudrición:
En este ensayo, los porcentajes de pudrición fluctuaron entre 0 y 0,6%, no
observándose diferencias estadísticas entre ellos.
El análisis de varianza realizado para el porcentaje de pudrición, permitió determinar
con un error del 5%, que no existió efecto de los tres tipos de envase, dos tipos de
barreras de emisión presentes en los generadores superficiales y tres fechas de
almacenaje refrigerado, sobre el porcentaje de pudrición presentado en uva de
mesa cv. Thompson seedless. Los resultados respectivos, se presentan a
continuación en el Cuadro 9, 10 y 11.
Cuadro 9. Efecto de tres tipos de envase, sobre el porcentaje de pudrición promedio, presentado en uva de mesa cv. Thompson seedless almacenada a 0°C y 90% de humedad relativa.
Tratamientos % Pudrición Clamshell 0,0 Carrybag 0,1 Polybag 0,2
Ausencia de letras indican que no se detectó diferencia significativa entre los distintos tratamientos, según análisis de varianza al 5% de significancia.
La causa de los resultados presentados en el cuadro anterior, podrían deberse a
que los tres tipos de envase corresponden a estructuras de polietileno perforados y
el área de ventilación presentada entre ellos, sería muy similar.
39
Estos resultados concuerdan con lo obtenido por SANHUEZA (2004), quién al
analizar Clamshell, Polybag trapezoidal y Carrybag en uva de mesa cv. Red Globe,
hasta por 135 días de almacenaje, no obtuvo diferencia estadística entre ellos y lo
atribuyó a un área de ventilación similar entre los envases evaluados.
A pesar de no existir diferencias significativas, destaca clamshell, ya que obtuvo los
menores porcentajes de pudrición a lo largo de todo el tiempo de almacenaje, junto
con los mayores porcentajes de blanqueamiento señalados anteriormente, lo que
avalaría la hipótesis que acumula más SO2 que los otros envases; y además
concuerda con BERGER (1982), quien señaló que existen resultados antagónicos
entre pudrición y blanqueamiento, ya que bajos porcentajes de blanqueamiento dan
origen a altos porcentajes de pudrición por baja concentración de SO2. Sin embargo,
debe existir un equilibrio armónico entre el efecto fungistático del SO2 y el mínimo
blanqueamiento (MORALES, 1988).
Cuadro 10. Efecto de tres fechas de almacenaje refrigerado, sobre el porcentaje de pudrición promedio, presentado en uva de mesa cv. Thompson seedless.
Tratamientos % Pudrición
Barrera 21 0,2
Barrera 25 0,0 Ausencia de letras indican que no se detectó diferencia significativa entre los distintos tratamientos, según análisis de varianza al 5% de significancia.
Las causas de los resultados anteriores pudieron deberse a que las diferencias de
las barreras de los generadores superficiales, apoyados de los generadores de
fondo comunes para todos los tratamientos, provocaron concentraciones de
40
anhídrido sulfuroso suficiente, lo que no permitió observar diferencias entre ambas
barreras.
Esto sería avalado por los resultados obtenidos por SANHUEZA (2004) (Anexo 5),
donde se grafican las concentraciones de generadores superficiales (12+1) con
barrera de 21 o 25 g/m², en uva de mesa cv. Red Globe, hasta por 135 días de
almacenaje refrigerado, donde no obtuvo diferencias estadísticas, y en la cual se
puede apreciar que no existen grandes diferencias entre ambas barreras (21 o 25
g/m²), sobre todo en la etapa final de almacenaje.
BERGER (1982) realizó una evaluación del efecto de diferentes dosis de
metabisulfito de sodio sobre la calidad de uva sultanina, donde logró determinar que
por medio de la utilización de un generador de anhídrido sulfuroso con 5,7 g de
metabisulfito de sodio, los niveles de pudrición se mantienen en un nivel tan bajo
que prácticamente no tienen relevancia durante un almacenaje de 75 días. Esto
apoyaría los bajos porcentajes de pudrición obtenidos en éste ensayo, ya que se
utilizaron generadores superficiales con 13 gr a modo de proteger la fruta por un
tiempo mas prolongado.
Cuadro 11. Efecto de tres fechas de almacenaje refrigerado, sobre el porcentaje de pudrición promedio presentado en uva de mesa cv. Thompson seedless.
Tratamientos % Pudrición 45 días 0,0 90 días 0,2 135 días 0,1
Ausencia de letras indican que no se detectó diferencia significativa entre los distintos tratamientos, según análisis de varianza al 5% de significancia.
41
En el cuadro anterior, se puede apreciar que para el caso de pudrición, no existe
diferencia estadística entre las tres fechas de almacenaje refrigerado y tampoco
existe una tendencia clara del tiempo de almacenaje. Esto no concuerda con
LAVANDEROS, MORALES y SOZA (1999) y LAVANDEROS (1998) quienes al
evaluar distintas capacidades de envases obtuvieron diferencias debido a una
evolución del porcentaje de botrytis de uva de mesa cv. Thompson seedless en
almacenaje refrigerado de 30, 60 y 90 días. Sin embargo, se utilizaron distintos
elementos de embalaje (cajas de madera con tapa, cartón corrugado, 10-12
polybags por caja y generadores superficial y de fondo de 7 y 1 g respectivamente)
que probablemente otorgó concentraciones internas de anhídrido sulfuroso, distintas
al de éste ensayo.
BERGER (1982) evaluó el efecto de diferentes dosis de metabisulfito de sodio sobre
la calidad de uva sultanina, obteniendo como resultados al utilizar medio generador
de uno entero de 5,7 gr de metabisulfito de sodio (sin aplicación de fungicida) un
aumento de la pudrición luego de 36 y 75 días de almacenaje. Sin embargo, en este
caso se evaluaron envases de polietileno y cajas de madera de 6,5 kg netos de uva;
lo que otorgaría condiciones distintas al de este ensayo, por lo que del mismo modo
que lo señalado anteriormente, es probable que las concentraciones internas de
anhídrido sulfuroso hayan sido distintas.
BERGER, MORALES y RUIZ (1990) evaluaron diferentes métodos de aplicación de
SO2 en postcosecha para la conservación de uva de mesa cv. Thompson seedless,
en el ensayo con fruta que no fue inoculada con Botrytis cinerea, no obtuvo efecto
de los dos períodos de almacenamiento (21 y 35 días de almacenaje a 0°C y 85%
de humedad relativa) sobre el porcentaje de botrytis, sin embargo en el ensayo con
fruta inoculada si se obtuvieron diferencias estadísticas.
42
Estos antecedentes podrían explicar la variabilidad de los resultados obtenidos en
éste ensayo, ya que al corresponder a una evaluación realizada en condiciones de
campo, sin inocular, presentaría una mayor variabilidad que fruta inoculada con
Botrytis cinerea; motivo por el cual los resultados obtenidos no presentaron un
efecto claro del tiempo de almacenaje.
Otra causa posible, ya señalada anteriormente para el caso de blanqueamiento,
está explicada por la utilización de un sistema semi abierto y por existir otros
materiales absorbentes que juegan un importante papel en el desplazamiento de
SO2 entre las distintas fases del sistema, por lo que el equilibrio dinámico es
difícilmente establecido (ARANCIBIA et al., 1992).
4.4. Deshidratación del escobajo:
El análisis de Kruskall Wallis efectuado para evaluar el efecto de los envases,
generadores y tiempo de almacenaje, sobre la deshidratación del escobajo, permitió
determinar con un error del 5% que no existió efecto de los tratamientos. El Cuadro
12 muestra los promedios de deshidratación del escobajo obtenidos para los
distintos tratamientos.
43
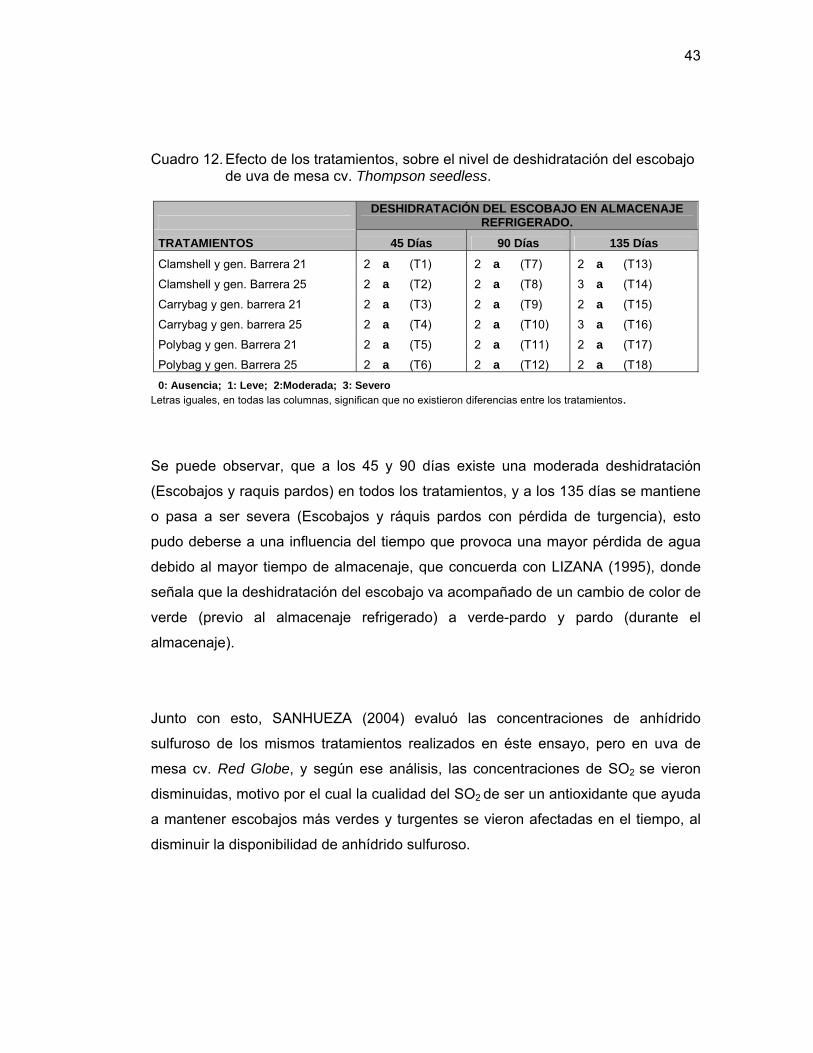
Cuadro 12. Efecto de los tratamientos, sobre el nivel de deshidratación del escobajo de uva de mesa cv. Thompson seedless.
DESHIDRATACIÓN DEL ESCOBAJO EN ALMACENAJE
REFRIGERADO.
TRATAMIENTOS 45 Días 90 Días 135 Días
Clamshell y gen. Barrera 21 2 a (T1) 2 a (T7) 2 a (T13)
Clamshell y gen. Barrera 25 2 a (T2) 2 a (T8) 3 a (T14)
Carrybag y gen. barrera 21 2 a (T3) 2 a (T9) 2 a (T15)
Carrybag y gen. barrera 25 2 a (T4) 2 a (T10) 3 a (T16)
Polybag y gen. Barrera 21 2 a (T5) 2 a (T11) 2 a (T17)
Polybag y gen. Barrera 25 2 a (T6) 2 a (T12) 2 a (T18)
0: Ausencia; 1: Leve; 2:Moderada; 3: Severo Letras iguales, en todas las columnas, significan que no existieron diferencias entre los tratamientos.
Se puede observar, que a los 45 y 90 días existe una moderada deshidratación
(Escobajos y raquis pardos) en todos los tratamientos, y a los 135 días se mantiene
o pasa a ser severa (Escobajos y ráquis pardos con pérdida de turgencia), esto
pudo deberse a una influencia del tiempo que provoca una mayor pérdida de agua
debido al mayor tiempo de almacenaje, que concuerda con LIZANA (1995), donde
señala que la deshidratación del escobajo va acompañado de un cambio de color de
verde (previo al almacenaje refrigerado) a verde-pardo y pardo (durante el
almacenaje).
Junto con esto, SANHUEZA (2004) evaluó las concentraciones de anhídrido
sulfuroso de los mismos tratamientos realizados en éste ensayo, pero en uva de
mesa cv. Red Globe, y según ese análisis, las concentraciones de SO2 se vieron
disminuidas, motivo por el cual la cualidad del SO2 de ser un antioxidante que ayuda
a mantener escobajos más verdes y turgentes se vieron afectadas en el tiempo, al
disminuir la disponibilidad de anhídrido sulfuroso.
44
A pesar de no existir diferencias estadísticas, se puede observar que a los 135 días
los tratamientos 14 (Clamshell y generador barrera 25) y 16 (Carrybag y generador
barrera 25), presentaron una deshidratación del escobajo más alta (nivel 3) y
detrimental en el aspecto de condición de la fruta, que el resto de los tratamientos.
Esto podría deberse a una influencia del tiempo como se mencionó anteriormente, o
a una influencia de la barrera 25 g/m2, que es un factor común entre ambos, donde
al presentar una menor barrera de difusión que los tratamientos con 21 g/m2,
permitió mayores emisiones en una etapa posterior, siendo probable que a los 135
días de almacenaje quedara más metabisulfito de sodio disponible para reaccionar
con la humedad y emitir más cantidades de SO2 que con la barrera de 21, y la
acción del SO2 provocaría una retención del color verde de los escobajos.
4.5. Análisis costo/condición:
Al realizar el análisis de los envases y generadores sobre la condición de uva de
mesa (desgrane, blanqueamiento, pudrición y deshidratación del escobajo), no se
encontró diferencia estadística entre los diferentes tratamientos, motivo por el cual,
los valores de los costos por caja (considerando solo los materiales de embalaje)
presentados en el Anexo 9, serán importantes al momento de escoger un
determinado tipo de embalaje. Por este motivo, sería más conveniente el uso de un
embalaje con Polybags trapezoidales (US$ 1,519/caja), posteriormente Carrybags
rectangulares (US$ 1,843/caja) y finalmente Clamshell (US $ 2,153/caja).
45
5. CONCLUSIONES:
El porcentaje de desgrane, nivel de deshidratación del escobajo y porcentaje de pudrición presentado por uva de mesa cv. Thompson seedless, no se ven afectados al realizar un embalaje en Clamshell, Polybag trapezoidal o Carrybag rectangular, así como tampoco se ve afectado al utilizar generadores superficiales de barrera 21 o 25 g/m² (ambos con 12g de fase lenta + 1g de fase rápida, apoyados con un generador de fondo de 6g de fase rápida), durante un período de almacenaje refrigerado de 135 días a 0°C y 90% HR. Utilizando generadores con barreras de emisión 21 o 25 g/m² y en apoyo de un generador de fondo de 6g, se producirá un aumento de de bayas blanqueadas en uva de mesa cv. Thompson seedless a partir de los 90 días de almacenaje a 0°C y 90% de humedad relativa. Embalar uva de mesa en Polybags trapezoidales, Carrybags rectangulares o Clamshells, no tiene efecto sobre la condición de uva de mesa cv. Thompson seedless en almacenaje refrigerado hasta 135 días. Al realizar un análisis de costo de los tipos de envases sobre la condición de uva de mesa cv. Thompson seedless almacenada por 135 días a 0°C y 90% HR, resulta conveniente la utilización de Polybags trapezoidales, posteriormente Carrybags rectangulares y finalmente Clamshell. La utilización de generadores superficiales de diferente barrera (Barrera 21 g/m² y 25 g/m²), no afectan el porcentaje de blanqueamiento y tampoco el porcentaje de pudrición de uva cv. Thompson seedless almacenada en Carrybag, Polybag y Clamshell hasta por 135 días de almacenaje refrigerado a 0° C y 90% de humedad relativa.

46
6. RESUMEN.
Actualmente, los largos viajes que deben realizar las uvas para llegar a los mercados de destino, junto con las estrategias de guarda utilizadas para llegar con fruta por un tiempo más prolongado, representan una instancia importante en la variación de la condición de la uva de mesa, que empeoran aun más los problemas propios de un determinado cultivar. Por éste motivo y a modo de mejorar las condiciones de llegada de nuestra uva de mesa a los mercados de destino por un período prolongado, se evaluaron tres tipos de envases y dos tipos de generadores superficiales de SO2, durante un período de almacenaje refrigerado prolongado. El ensayo fue montado en la empresa DOLE, ubicada en la Comuna de Calle Larga, V región, donde se utilizó como material vegetal uva de mesa cv. Thompson seedless, a modo de evaluar porcentaje de desgrane, porcentaje de blanqueamiento, porcentaje de pudrición y deshidratación del escobajo, por tres períodos de almacenaje refrigerado (45, 90 y 135 días), y con la utilización de tres tipos de envase (clamshell, polybag trapezoidal y carrybag rectangular) y dos tipos de barreras (21 g/m2 y 25 g/m2) para los generadores superficiales (12+1), complementados con generadores de fondo (6+0) para todas las combinaciones. Los 18 tratamientos, con 3 repeticiones cada uno, fueron conducidos por medio de un diseño completamente al azar con arreglo factorial 3x3x2 (fechas de almacenaje, tipos de envases y dos barreras) y para los casos en que existieron diferencias estadísticas significativas, se realizó una separación de medias utilizando el método de Tukey para desgrane, blanqueamiento y pudrición; y el test no paramétrico de Kruskall Wallis para el análisis de deshidratación del escobajo. Como resultado se obtuvo que ninguno de los tratamientos presentó diferencias significativas en los distintos parámetros de condición evaluados, a excepción de la interacción blanqueamiento y fecha de almacenaje, ya que la primera fecha (45 días) fue significativamente distinta a las fechas posteriores. En cuanto a la efectividad de los distintos generadores y envases, los resultados sobre la condición de uva de mesa cv. Thompson seedless, fueron estadísticamente iguales. Sin embargo, al realizar un análisis de costo/condición, fue conveniente la utilización de un embalaje con Polybags trapezoidales, posteriormente Carrybags rectangulares y finalmente Clamshell. Se puede concluir que los porcentajes de desgrane y pudrición presentados en uva de mesa cv. Thompson seedles, no sen ven afectados al realizar un embalaje con los envases correspondientes a Clamshell, Polybag trapezoidal o Carrybag rectangular, así como tampoco se ve afectado al utilizar generadores superficiales
47
de barrera 21 o 25 g/m² , durante un período de almacenaje refrigerado de 135 días a 0ºC y 90% HR. Sin embargo, para el porcentaje de blanqueamiento, existe un efecto del tiempo, observándose un aumento de bayas blanqueadas a partir de los 90 días de almacenaje refrigerado.
48
7. ABSTRACT
At this time, table grapes must travel long distances to arrive at their destined markets, this factor, along with the long-term storage methods used to prolong fruit shelf-life in transit, represents an important part of the variability in the arrival condition of table grapes, and can also worsen the intrinsic problems of certain cultivars. For this reason, and as a way to improve the arrival condition after prolonged storage of table grapes, three types of packages and two types of SO2 surface generator barriers were evaluated, during a period of prolonged cold storage. The experiment was done at the Dole facility, located in Calle Larga, V region, Chile, Where ‘Thompson seedless´ table grape were used to evaluate the percentages of bleaching, dropped fruit, bunch decay and dehydration, over three periods of cold storage (45, 90 and 135 days). There were also three types of packaging (clamshells, trapezoidal polybags and rectangular carrybags) and two types of barriers (21 g/m2 and 25 g/m2) for the SO2 surface generators (12+1), complemented with bottom generators (6+0) for all the combinations. The 18 treatments, with 3 replications each, followed a completely randomized design with factorial adjustment 3x3x2 (dates of storage, types of packages and two barriers) and for the cases in which significant statistical differences existed, an analysis using Tukey´s means separation test for dropped fruit, bleaching and decay; or for the analysis of bunch dehydration, the Kruskall wallis non-parametric test, were done. None of the treatments showed significant diiferences for the different parameters evaluated, with the exception of the interaction between bleaching and storage period, as the first storage period (45 days) was significantly different from the other two. The effects of the different barriers and packages on the condition of grapes were statistically equal. Nevertheless, following a cost analysis, the use of trapezoidal Polybags, more so than Carrybags or Clamshell, is advisable. It can be concluded that the percentages of dropped fruit and decay for `Thompson seedless´ table grapes, are not differently affected by packaging materials such as Clamshells, trapezoidal Polybags or rectangular Carrybags. Neither are they affected by surface barrier enerators of 21 or 25 g/m², over 135 days of cold storage at 0ºC and 90% relative humidity. However, for the percentage of bleaching, there is an effect from the storage period, with an increase in bleached berries from 90 days of cold storage on.
49
8. LITERATURA CITADA:
ARANCIBIA, R; CARVACHO, O; DELGADO, P y LAGUNAS-SOLAR, M. 1992. Generadores de anhídrido sulfuroso: cinética de producción y emisión de SO2 en medios ambientales controlados y en condiciones comerciales simuladas. Simiente. 62(4):273-284.
AUDA, C y BERGER, H. 1984. Alteraciones Fisiológicas de Postcosecha en Uva de Mesa de Exportación. Aconex 6:38-39.
ÁVILES, J; BROOME, J; LATORRE, B y VÁSQUEZ, G. 2003. Enfermedades pronosticadas,(on line). www.puc.cl/agronomica/FONDEF-D97-I-1004/ENFERM.HTM#botritis.
BERGER, H. 1995. Acondicionamiento, envases y fumigación de uva de mesa. In:
LIZANA, A. ed. Manejo de uva de mesa para exportación. Santiago. Universidad de Chile. Pp. 44-48. (Publicaciones misceláneas agrícolas N° 43).
BERGER, H. y GALLETTI, L. 1990. Envases para fruta y hortalizas de exportación.
Aconex 27:17-19. BERGER, H; MORALES, A y RUIZ, P. 1990. Diferentes métodos de aplicación de S02
en postcosecha para la conservación de uva de mesa (vitis vinífera L.) cv. Sultanina (Thompson seedless). Simiente 60 (2):109-114.
BERGER, H. 1982. Efecto de diferentes dosis de metabisulfito de sodio sobre la calidad
de uva sultanina. Aconex 2:8-9. CALLEJAS, R; COOPER, T y RETAMALES, J. 1993. Desgrane en uva Sultanina:
aspectos histológicos y mecánicos. Aconex 41:5-10 CASTILLO, K. 2004. Evaluación de diferentes embalajes y generadores de anhídrido
sulfuroso, y su efecto sobre la condición de uva de mesa cv. Thompson seedless, en almacenaje refrigerado sin prefrío. Tesis Ing. Agr. Valparaíso. Pontificia Universidad Católica de Valparaíso. 65p (estudios no publicados).
50
CUEVAS, P. 1984. Refrigeración en uva de mesa. Fundación Chile. Perfeccionamiento en producción cosecha y embalaje en uva de mesa de exportación. Santiago. 17-18 y 19 de julio. 1984. pp.1-11.
ESTRADA, J; SOZA, J; DE PALLENS, D y DEL SOLAR, C. 1997. Evaluación de tres
diferentes tecnologías de aplicación de anhídrido sulfuroso (SO2) en postcosecha en tres variedades de uva de mesa. Aconex 57: 10-15.
GIL, G. 2000. Fruticultura: La producción de fruta. Santiago, Ediciones Universidad
Católica de Chile. 413p. HANKE, T. 1997. Alternativas de tratamiento de postcosecha de uva de mesa y su
impacto en la calidad y condición final. In: Auger, J. Esterio, M y Magunacelaya, J. Botrytis: Nuevas estrategias de control cultural, biológico y químico en uva de mesa. Santiago, Universidad de Chile. pp. 94-116.
HIDALGO, L. 1999. Tratado de viticultura. Segunda Ed. Madrid, Mundi- Prensa.
1172 p. JENSEN, F. 1984. El desgrane en uva de mesa: causas y prevención. Fundación
Chile. Producción y manejo en uva de mesa. Santiago, 17-18 y 19 de julio de 1984. pp. 207-217.
KUSAR, G. y MORALES, A. 1997. Alternativas de conservación prolongada en
postcosecha de uva de mesa cv. Red Globe. Boletín Técnico. Santiago. OSKU S.A. 1-8p.
KUSAR, G. and MORALES, A. 1996. Table grapes package using polyethyene grape
bags. Technical bulletin. Santiago. OSKU S.A. 2:1-4p. LATORRE, B. 1995. Enfermedades de Plantas Cultivadas. Cuarta Ed. Santiago, Ediciones
Universidad Católica de Chile. 628p. LAVANDEROS, P. 1998, Efecto del envase y presencia de generador de fondo en la
condición de postcosecha de la uva de mesa (Vitis vinífera L.) variedad Thompson seedless. Tesis Ing. Agr. Santiago. Universidad Santo Tomás. 86p.
51
LAVANDEROS, P; MORALES, A y SOZA, P. 1999. Generadores de anhídrido sulfuroso en
la conservación de uva de mesa. Visión Tecnológica 60:50-54 LIZANA, A. 1995. Antecedentes generales de calidad y su control en uva de mesa de
exportación. In LIZANA, A. ed. Manejo de uva de mesa para exportación. Santiago. Universidad Católica de Chile. pp 50-57.
LIZANA, L. 1986. Alteraciones fisiológicas de postcosecha en uva de mesa. Universidad
Católica de Chile. Curso uva de mesa de exportación. Problemas de producción y calidad. Santiago.16-17 y 18 de julio. pp. 19-19.5.
LIZANA y MELERO, 1988. Efectos del sistema de embalaje, época de cosecha, dosis de
SO2 y forma de aplicarlo, sobre la pudrición de uva de mesa cv. Sultanina. Simiente 52(1-2):70-78
MARAMBIO, C; SEPÚLVEDA, A; SOURTHERLAND, J y WIELANDI, N. 2003. La vid de
mesa en Chile,(on line). www.geocities.com/Athens/Sparta/4704/uvamesa.htm. MELERO, P. 1985. Efecto de dos sistemas de embalaje en la calidad final de la uva cv.
Thompson seedless, con diferentes niveles de infección potencial y sometida a diversos tratamientos de cosecha y post cosecha. Tesis Ing. Agr. Santiago. Universidad de Chile. 152 p
MORALES, A. 1990. Uva De mesa: Alternativas para mejorar condición en los mercados
internacionales. Aconex 35:21-25. MORALES, A. 1988. Control de hongos en postcosecha: Relación nivel de residuos v/s
control y legislación. Aconex 21:19-23p. MORALES, A. 1984. Control de Botrytis cinerea en post-cosecha en Chile y condiciones
de llegada de la uva a los diferentes mercados. Fundación Chile. Producción y manejo de uva de mesa. Santiago. 17-18 y 19 de julio 1984. pp 233-248.
NELSON, K. (1984). Almacenamiento de Uva de Mesa: Requerimientos Ambientales,
Programa de Tratamiento de Anhídrido Sulfuroso y desordenes en Almacenamiento.

52
Fundación Chile. Curso Producción y Manejo de Uva de Mesa. Santiago. 17,18 y 19 de julio 1984. pp 321-343.
OFICINA DE ESTUDIOS Y POLÍTICAS AGRARIAS. 2004. Estadísticas de agricultura
Chilena, (on line). www.odepa.cl. OLHAGARAY, J. 1991. Tratamientos gaseosos en postcosecha de productos frescos.
Informativo agroeconómico. 6: 49-52. PEREZ, F. 1992 a. La uva de mesa. Madrid. Mundi-Prensa. 153p.
PERÉZ, J. 1992 b. Mejoramiento de la Calidad de Uva de Mesa de Exportación. Boletín Fedefruta (16): 7-9. PÉREZ, J. 1986. Resultados del estudio de la influencia del manejo de precosecha sobre
la pudrición y calidad de la uva de mesa de exportación. In: Pontificia Universidad Católica de Chile. Uva de mesa de exportación, problemas de pudrición y calidad. Santiago. 16-17-18 de julio 1986. pp 1.8-8.24.
PONTIFICIA UNIVERSIDAD CATÓLICA DE CHILE, 2004. La vid de mesa en Chile, (on
line) www.geocities.com/Athens/sparta/4704/uvamesa.htm. RAAB, C. 1997. La gasificación en caja: una forma alternativa de aplicación del SO2 para
el control de postcosecha de B. cinerea en uva de mesa. In: Auger, J. Esterio, M y Magunacelaya, J. Botrytis: Nuevas estrategias de control cultural, biológico y químico en uva de mesa. Santiago, pp. 117-125.
SANHUEZA, C. 2004. Efecto del uso de generadores de SO2 de diferente barrera y tipo
de embalaje, sobre algunos parámetros de calidad y condición, en uva cv. Red Globe. Tesis Ing. Agr. Santiago, Universidad de las Américas. Fac. Agr. 54p.
SCHARTZ y SILVA C. 1993. Uva Thompson seedless: Cambios químicos durante la
maduración. Simiente. 63(1):26-29p. VOLOVSKY, S. 1984. Uvas de mesa cultivadas en Chile destinadas a exportación. Aconex 6: 11-14.

53
ZOFFOLI, P. 2002. Freno a la botrytis. Revista del campo. 26(1381): 4-5.

















