myuvmcollege.commyuvmcollege.com/uploads/respuestas_tarea2011-11/18197.docx · Web viewMTM-1 es el...
27
ESTUDIO DEL TRABAJO Ing. Arturo Coronado Alumno: Luis Vizcarra Hermosillo Sonora a 13 de noviembre de 2011.
Transcript of myuvmcollege.commyuvmcollege.com/uploads/respuestas_tarea2011-11/18197.docx · Web viewMTM-1 es el...
ESTUDIO DEL TRABAJO
Ing. Arturo Coronado Alumno:
Luis Vizcarra
Hermosillo Sonora a 13 de noviembre de 2011.
MTM
Conceptos del MTM
El sistema MTM (Methods Time Measurement)
Es un procedimiento que analiza cualquier operación manual o método por los movimientos básicos necesarios para ejecutarlos, asignando a cada movimiento un tiempo tipo predeterminado, que se define por la índole del movimiento y las condiciones en que se efectúa.
Este sistema no se basa sólo en tablas de tiempos para movimientos básicos, sino que también establece las leyes sobre la secuencia de estos movimientos. El MTM reconoce 8 movimientos manuales, nueve movimientos de pie y cuerpo y dos movimientos oculares, el tiempo para realizar cada uno de ellos se ve afectado por una combinación de condiciones físicas y mentales. La ley por la que se rige el uso de los movimientos es llamado el " principio de la reducción de movimientos"El sistema MTM tiene varias limitaciones como la del hecho de que no abarca elementos controlados mecánicamente ni movimientos físicamente restringidos de proceso.
ProcedimientoDeterminar los micromovimientos básicos que deben utilizarse en la operación que se estudia. Sumar el valor del tiempo dado por las tablas de datos de la MTM para cada uno de dichos micromovimientos. Conocer el suplemento por fatiga, retrasos personales y retrasos inevitables. El problema estriba primordialmente en la necesidad de " conocer perfectamente e identificar" todos los micromovimientos básicos necesarios para una operación. Es necesario mucho estudio y práctica para vencer esta dificultad.
Registro de la MTMPara registrar los movimientos y asignar los tiempos correspondientes a la operación analizada, se emplea el formato " Hoja de análisis y métodos".Es necesario poner particular interés en la unidad de tiempo usada la cual es el TMU.1 TMU = 0.00001 hora
GeneralidadesEs un sistema para estudiar el trabajo donde los métodos se subdividen en movimientos básicos, a los que se les asignan valores de tiempo predeterminado.
Movimiento básicoCualquier movimiento del cuerpo humano o de los miembros del cuerpo utilizado en un sistema de análisis de movimiento es conocido como unidad básica de trabajo.
Elementos primarios del sistema MTMUn sistema de clasificación de los movimientos básicos.Una serie de símbolos para identificar los movimientos básicosValores de tiempos predeterminados de los movimientos básicos.
Tipos de control en la aplicación del MTMLos movimientos vienen bajo dos tipos principales de control:Control de procesos

Control humanoSolamente los movimientos que en principio están bajo " control humano", son medidos.
Niveles de control
Control bajo
Las características son:
1. Acción automática, poco más que una respuesta aprendida.2. Control motor mínimo3. Falta de coordinación manual-ocular4. Confianza en los sentidos subconscientes cinestéticos y de tacto.
No se requiere la atención visual por el operador cuando se ejecuta un movimiento con control bajo.Control medianoLas características son:
1. Un grado moderado de exactitud en la terminación del movimiento2. Coordinación manual-ocular durante el principio del movimiento (No se requiere para terminar el movimiento)3. Control mental consciente o control ocular (ambos generalmente no son necesarios)
Se requerirá visión el algún movimiento anterior o durante el movimiento, pero no se requerirá para terminar el movimiento porque la mano sólo necesita que esté ubicada aproximadamente.
Control alto
Las características son:
1. Exactitud en el movimiento de terminación.2. Coordinación manual-ocular sin distracciones (control visual de terminación)3. Mucha retroalimentación sensorial4. Dirección consciente mental y ocular
Se requiere visión al terminar el movimiento. Si los ojos se dirigen hacia otro lugar que no sea el destino antes de que el movimiento se termine, el movimiento no puede realizarse con éxito.
Tabla de valores MTM
La tabla muestra todos los movimientos básicos utilizados en el sistema MTM; así como los diferentes casos encontrados por cada movimiento y, finalmente, nos da los valores de cada uno de dichos movimientos, según la distancia o caso.
Alcanzar. Es el movimiento básico de la mano o los dedos utilizados, cuando el propósito es mover la mano o los dedos a un lugar.
Mover. Es el movimiento básico de la mano o del dedo empleado, cuando el propósito predominante del movimiento, es transportar un objeto hacia su destino
Girar. Es el movimiento básico para rotar la mano sobre el eje del antebrazo.
Aplicar Presión. Es una aplicación de fuerza muscular durante la cual la resistencia del objeto tiene que ser superada de cierta manera, acompañada esencialmente de la falta de movimiento (1/4" o menos).
Asir. Es el movimiento básico de la mano o del dedo empleado para asegurar el control de un objeto.
Soltar. Es el movimiento básico de los dedos de la mano, requerido para dejar de tener control sobre un objeto.
Colocar en posición. Es el elemento básico realizado por el dedo o la mano empleado con el fin de alinear, orientar y ensamblar un objeto con otro para cumplir con cierta relación específica.
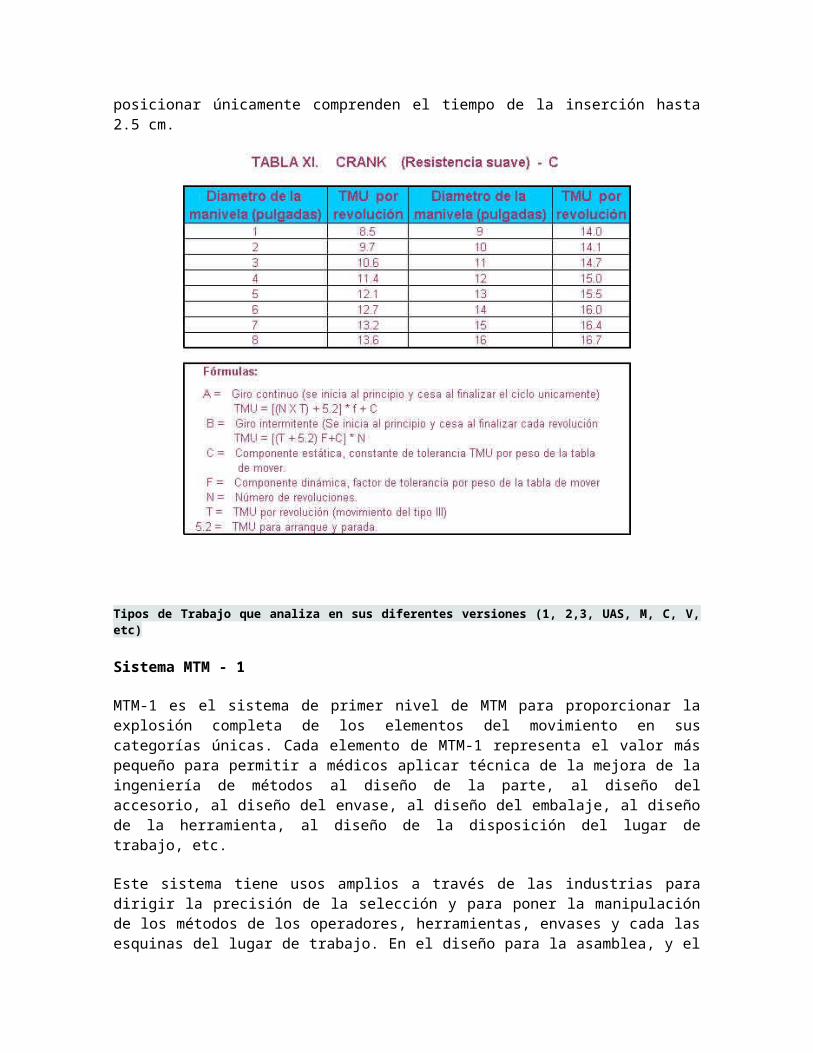
Crank. Es el movimiento de los dedos, manos, muñeca y antebrazo en una trayectoria circular, mientras el antebrazo utiliza al codo como pivote.
Antecedentes de su creación
El MTM fue creado por tres ingenieros norteamericanos llamados: H.B. Maynard, D.J.Stegemerten y J.L. Schawb en la década de los cuarenta, después de haber realizado estudios preliminares en Westinghouse Electric Corporation. En 1.945 el “Methods Engineering Council” permite terminar los estudios iniciados en este campo y después de 1.947 el MTM es difundido primero en los EE.UU. y después en el resto del mundo.
Maynard, Stegemerten y Schawb comenzaron el estudio de un sistema para determinar los métodos precisos de realización de una producción antes de que ésta comenzara. Si los operarios ya estaban preparados de antemano, en el mejor método, las posibilidades de mejora posterior serian menores y por tanto el producto más rentable desde un principio, aparte de los gastos de formación que serian menores.Se decidieron a estudiar las operaciones comunes con el fin de obtener formulas de métodos y comenzaron observando las operaciones realizadas en una taladradora sensitiva. Los resultados obtenidos les sorprendieron incluso a ellos porque se dieron cuenta de que habían, después de usarlos en otros trabajos diferentes y obtener resultados correctos, separado verdaderos movimientos de base y establecido tiempos correctos para cada uno de ellos.El MTM es un lenguaje de símbolos universal, de tal forma que dos personas formadas en el convenientemente, que no conozcan el idioma de su interlocutor, son capaces de comprender sin hablarse los trabajos realizados por este método de cualquiera de ellos.Para velar por la buena aplicación de este método y su universalidad existe un consejo mundial MTM y asociaciones en diversos países, adheridas a éste.

Tablas del MTM-1 Y Ejemplos.
ORIGINAL TRADUCCIÓN CODIFICACIÓN BÁSICA
Reach Alcanzar RMove Mover MTurn Girar TApply Presure Aplicar Presión APGet Agarrar GPut Posicionar PLoose Soltar RLDisconnect Desenganchar DEye Traj Recorrido del ojo ETEyes Focus Enfoque del ojo EF
Movimientos de cuerpo, pierna , pie
ET & EF tiempo de recorrido del ojo y enfoqueRecorrido ocular es el movimiento básico que se emplea para cambiar el eje de visión de un lugar a
otro.
Enfoque ocular es el elemento básico visual-mental de mirar hacia un objeto, durante el tiempo que sea suficiente para determinar una característica fácilmente visible. Si las piezas fueran razonablemente grandes podrían requerirse varios enfoques oculares. Para todo fin práctico, el enfoque ocular ocurre únicamente cuando los ojos están inmóviles. El símbolo para enfoque ocular es EF y el tiempo de ejecución es 7.3 TMU.
El recorrido ocular puede ejecutase en cualquiera de las siguientes tres formas:
1. Voltear únicamente los ojos

2. Voltear únicamente la cabeza 3. Voltear tanto la cabeza como los ojos
Movimientos de cuerpo, pierna y pie
Movimiento del pie: Es el movimiento de la punta del pie hacia arriba o hacia abajo, con el talón y el empeine sirviendo como punto de apoyo.
El límite de recorrido de la punta del pie es de 10 cm, si es mayor éste entonces se tratará probablemente de un movimiento de la pierna.
Movimiento de pierna: Movimiento utilizado para mover el pie hacia delante o hacia atrás, excepto andar. El movimiento puede articularse en la rodilla o en la cadera.
Este movimiento tiene como variable la distancia, medida en el desplazamiento del talón o de la pierna. Se representa por LM[d] donde [d] es la distancia, hasta una distancia de 15 cm el valor es fijo de 7,1 TMU, aumentando luego en 0,5 TMU más por cm.
Paso: Es el movimiento necesario para desplazarse lateralmente a través de un pasaje estrecho o en operaciones realizadas de pie, cuando el área abarcada por el lugar de trabajo es mayor que el área de trabajo máxima.
Es el movimiento de la pierna en cualquier dirección, desde la cadera o desde la rodilla, cuando el propósito predominante es mover el pie más que el cuerpo.

Movimiento de pierna pivoteando en la rodilla:
Movimiento de pierna pivoteando en la cadera:
• El movimiento de pierna puede hacerse estando de pie o sentado.• Cuando el movimiento de pierna se hace estando de pie, la cadera es usualmente el eje de giro.• Cuando el movimiento de pierna se hace estando sentado, la rodilla es usualmente el eje de giro.Tiempos para el Movimiento de Pierna:Hasta 15 cm 7,1 TMU
Por cada cm adicional 0,5 TMU
El símbolo completo es LM seguido del número de cm.La distancia del LM se mide en el tobillo o en el empeine.Ejemplos:LM40 = 19,6 TMU LM55 = 27,1 TMU• Sucede el LM cuando se operan algunas clases de prensas.• Cuando se lleva el pie al pedal de una punteadora.
• Al accionar una remachadora de pie.
Movimientos de pie.Es el movimiento del pie hacia arriba o hacia abajo, cuando se usa el talón o el tobillo como eje.El movimiento de los dedos del pie generalmente es de 5 a 10 cm.El movimiento del pie con presión incluye una vacilación para la aplicación de la fuerza directamente con el pie o por la transferencia del peso del cuerpo junto con el movimiento del pie. En este caso se le agrega un AP (10,6 TMU) al movimiento normal del pie.También es posible girar el pie hacia los lados usando el talón como punto de apoyo. Los movimientos del pie son relativamente fatigosos cuando se ejecutan continuamente.

Tiempos para FM:Hay dos valores de tiempo:FM = 8, 5 TMUFMP = 19, 1 TMU = (FM + APA) = (8,5 + 10,6)Ejemplos para FM:
• El pedal de las máquinas de coser.
Desenganchar, D.
Es el movimiento manual básico efectuado para separar objetos, que se caracteriza por un movimiento involuntario ocasionado por la terminación repentina de la resistencia.
Se afecta por las siguientes cuatro variables:
- Clase de ajuste - Facilidad de manejo - Cuidado de manejo - Atorón
Las clases de ajuste se distinguen unas de otras por la cantidad de fuerza requerida para separar las partes y la longitud de la subsecuente retroacción.
D1. Suelto retroacción máxima – 5cm.
D2. Flojo retroacción máxima – 12.5 cm.
D3. Duro retroacción mayor de 12.5 cm.
Debido a un ajuste flojo, los atorones no ocurren con el DI. Cuando ocurren atorones con D2, agréguese un volver a coger para cada atorón en un ajuste de tres.
Los mover que siguen al desmontar pueden empezar en:
- Reposo. Cuando el mover es un rumbo opuesto al desmontar. - Movimiento. Con movimiento al principio cuando el mover tiene la misma dirección que el
desmontar. - El mover empieza en el punto en donde termina la retroacción.
Por ejemplo:Supongamos que un operario se encuentra sentado, trabajando en un banco de armado y debe tomar una pieza que se encuentra a 26 pulgadas de la posición de reposo de la mano, como dato adicional la pieza varia levemente su posición pero está fija en un banco de trabajo. Su codificación sería:
R26B Donde R viene de alcanzar, 26 de las 26 pulgadas de recorrido y B que varia levemente su posición.
Su tiempo predeterminado sería:22,9 tmu

Por ejemplo:Supongamos que un operario se encuentra sentado, trabajando en un banco de armado y debe mover una pieza que se encuentra a 12 pulgadas de la posición de reposo de la mano, como dato adicional la pieza debe ser depositada en una posición que varía levemente en un banco de trabajo y pesa menos de 2,5 libras Su codificación sería:
M12B Donde M viene de mover, 12 de las 12 pulgadas de recorrido y B que varia levemente su posición de depósito.Su tiempo predeterminado sería:
13,4 tmu

Mano vacía o cargada
1. Un girar realizado con la mano vacía es frecuentemente llamado para alcanzar girar.
2. Un girar con la mano cargada es un mover girar.
Cuando un girar se combina con un alcanzar o mover, es conveniente medir el alcanzar del girar sobre la medición.
Variables a girar
1. Distancia. Esta se mide en términos de grados girados. Los grados girados se miden en relación con el eje largo del antebrazo, con e plano de rotación quedando aproximadamente perpendicular a este eje.
2. Resistencia. Debido a lo poco frecuente del mover girar con resistencia mayor de 1 kg se ha clasificado en cuatro categorías, que rinden resultados satisfactorios para determinar el tiempo para el girar, son:
Sin resistencia: mano vacía Pequeña: hasta i kg Mediana: de 1.1 a 5 kg Grande: de 5.1 a 16 kg 3.7 Aplicar presión
Únicamente con las manos: Es la aplicación de la fuerza muscular para vencer la resistencia de un objeto acompañada por poco o ningún movimiento.
El aplicar presión se caracteriza por:
Pausa corta o titubeo La tensión de los músculos del operador Exprimir o jalar con las manos 3.7.1 Los casos de aplicar presión
Aplicar presión 1 (AP1)

Ocurre con más frecuencia cuando se requiere una presión pesada. También es necesario la reorientación o ajuste del miembro del cuerpo para evitar incomodidad o daño a si mismo o el acontecimiento preliminar de los músculos para exprimir o apretar en otra forma el objeto que lo requiera. AP1 es esencialmente un AP2 precedido por un volver a coger cuyo valor constante es de 16.2 TMU.
Aplicar presión 2 (AP2)
Igual que el AP1, salvo que la orientación o ajuste del miembro del cuerpo o el acondicionamiento preliminar de los músculos no se requiera. (Valor constante de 10.6 TMU)
No toda la fuerza que se analiza como AP debe incluirse en el análisis de un trabajo como uno de los movimientos básicos que se requieren en su ejecución, si la aplicación de la fuerza se incluye en algún otro movimiento básico.
Los golpes con la mano o dedos no requieren un AP, los golpes débiles del cuerpo algunas veces exigen un AP para aplicar fuerza de operaciones que no requerirían al AP si se utilizara un miembro más fuerte del cuerpo.
Implica tres elementos distintos:
- Coger. Los dedos de la mano que recibe son cerrados en la pieza con un coger.

- Tiempo de reacción. Darse cuenta que la pieza ha sido seguramente sujeta ( 1.6 TMU).- Soltar los dedos de la mano que pasa, sueltan la pieza con un RL1.
Los casos de soltar:
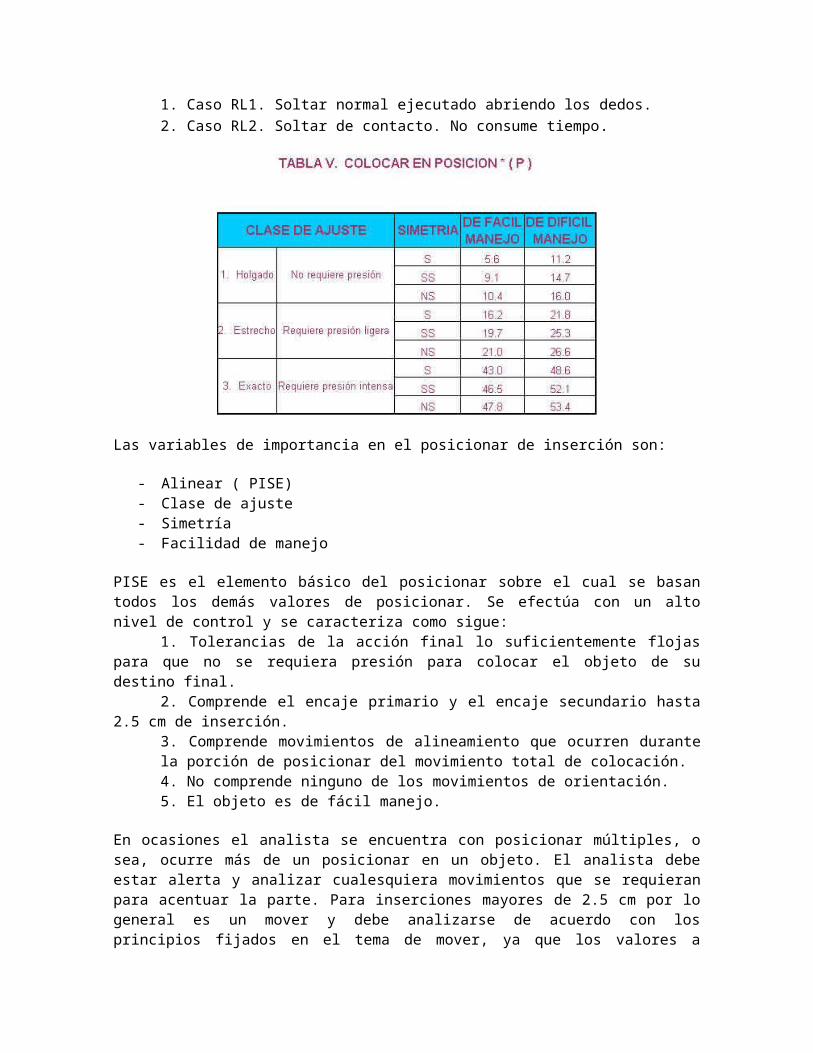
1. Caso RL1. Soltar normal ejecutado abriendo los dedos. 2. Caso RL2. Soltar de contacto. No consume tiempo.
Las variables de importancia en el posicionar de inserción son:
- Alinear ( PISE) - Clase de ajuste - Simetría - Facilidad de manejo
PISE es el elemento básico del posicionar sobre el cual se basan todos los demás valores de posicionar. Se efectúa con un alto nivel de control y se caracteriza como sigue:
1. Tolerancias de la acción final lo suficientemente flojas para que no se requiera presión para colocar el objeto de su destino final.

2. Comprende el encaje primario y el encaje secundario hasta 2.5 cm de inserción. 3. Comprende movimientos de alineamiento que ocurren durante la porción de posicionar del movimiento total de colocación. 4. No comprende ninguno de los movimientos de orientación. 5. El objeto es de fácil manejo.
En ocasiones el analista se encuentra con posicionar múltiples, o sea, ocurre más de un posicionar en un objeto. El analista debe estar alerta y analizar cualesquiera movimientos que se requieran para acentuar la parte. Para inserciones mayores de 2.5 cm por lo general es un mover y debe analizarse de acuerdo con los principios fijados en el tema de mover, ya que los valores a posicionar únicamente comprenden el tiempo de la inserción hasta 2.5 cm.
Tipos de Trabajo que analiza en sus diferentes versiones (1, 2,3, UAS, M, C, V, etc)
Sistema MTM - 1
MTM-1 es el sistema de primer nivel de MTM para proporcionar la explosión completa de los elementos del movimiento en sus categorías únicas. Cada elemento de MTM-1 representa el valor más pequeño para permitir a médicos aplicar técnica de la mejora de la ingeniería de métodos al diseño de la parte, al diseño del accesorio, al diseño del envase, al diseño del embalaje, al diseño de la herramienta, al diseño de la disposición del lugar de trabajo, etc.
Este sistema tiene usos amplios a través de las industrias para dirigir la precisión de la selección y para poner la manipulación de los métodos de los operadores, herramientas, envases y cada las

esquinas del lugar de trabajo. En el diseño para la asamblea, y el diseño para la manufactura, MTM-1 proporciona una primera evaluación de la clase de todas las piezas de la asamblea para determinar su impacto de su efecto potencial en operadores.
En la ingeniería de valor, el uso de MTM-1 contribuirá para mejorar el cambio del diseño a la capacidad de mantenimiento del aumento, al operabilidad y a la reducción de la duración de ciclo. La sensibilidad de MTM-1 en cambio de los métodos sobrepasa el resto de los sistemas predeterminados del tiempo del movimiento. Esto está especialmente, útil para filetear el diseñador, el diseñador de la máquina y a diseñadores del producto para incorporar las ideas predeterminadas MTM-1 del diseño para la mejora. También, MTM-1 es un sistema orientado diseñado a la medida de trabajo. Puede ser aplicado para evaluar el coste de trabajo implicado en poner piezas junto en asamblea evalúa el sistema encima del tiempo implica en el cargamento del acceso de la creación y los elementos el descargar de la máquina automática.
Sistema MTM - 2
En un esfuerzo para extender la aplicación del MTM a áreas de trabajo donde los detalles del MTM-1 impedirían su uso económico, la Dirección Internacional de la Asociación MTM inició un proyecto de investigación para desarrollar datos menos refinados apropiados para la mayoría de las secuencias de movimientos. El resultado de este trabajo fue el MTM-2, que ha sido definido por la Asociación MTM de la Gran Bretaña como: “un sistema de datos MTM sintetizados” y es el segundo nivel general de datos MTM. Está basado exclusivamente en el MTM y consiste en:
1. Movimientos MTM básicos sencillos. 2. Combinaciones de movimientos MTM básicos.
Los datos están adaptados al operario y son independientes del lugar de trabajo o del equipo utilizado. No es posible remplazar un elemento de MTM-2 por medio de otros elementos en MTM-2. En general, el sistema MTM-2 debe hallar aplicación en asignaciones de trabajo en las que:
1. La parte de esfuerzo del ciclo de trabajo es de más de un minuto de duración. 2. El ciclo no es altamente repetitivo. 3. La parte manual del ciclo de trabajo no implica un gran número de movimientos manuales complejos o simultáneos.
Se ha observado que la discrepancia o variabilidad entre MTM-l y MTM-2 depende en una gran parte de la duración del ciclo. Esto se refleja en la Figura 1 donde se muestra el intervalo de desviación (en porcentaje) del MTM-2 con respecto al MTM. Esta amplitud de “error” se considera que será el intervalo
Sistema MTM-3
El último nivel de la Medición de Tiempos y Métodos se conoce por MTM-3. Este nivel no fue elaborado para reemplazar a MTM o a MTM-2, sino como un complemento de estos sistemas. El MTM-3 está destinado al caso de situaciones de trabajo donde, con objeto de ahorrar tiempo a expensas de algo de exactitud, es una mejor alternativa que el MTM o el MTM-2.
El MTM-3 se puede utilizar eficazmente para estudiar y mejorar métodos, evaluar métodos en alternativa, desarrollar datos y fórmulas estándares y establecer estándares de actuación. MTM-3 no debe emplearse en relación con operaciones que requieren tiempos de enfoque ocular o de desplazamiento de los ojos, puesto que los datos no consideran estos movimientos.
El sistema MTM-3 consiste en solamente las siguientes cuatro categorías de movimientos manuales:
1. Manejar: Una secuencia de movimientos con el propósito de controlar un objeto con la mano o dedos y colocarlo en un nuevo sitio. 2. Transportar: Un movimiento con el propósito de colocar un objeto en un nuevo lugar con la mano o los dedos. 3. Movimientos de pasos y pies. 4. Flexionarse y levantarse.
Sistema MTM - V
El MTM-V fue desarrollado por Svenska MTM Gruppen. la Asociación MTM de Suecia, para usarlo en operaciones de corte de metal. Es para uso especial en talleres mecánicos con corridas cortas. El MTM-V proporciona elementos de trabajo implicados en:
1. Llevar la pieza a la plantilla. sujetador o fijador; quitar el trabajo de la máquina y colocarlo a un lado.
2. Operar la máquina. 3. Revisar el trabajo para asegurar la calidad de la producción. 4. Limpiar el área de la máquina donde se trabajó. para mantener adecuadamente la
instalación y la calidad del producto.
El MTM - V no cubre tiempo de procesos que implique alimentaciones y velocidades. Los analistas utilizan este sistema para establecer tiempos de preparación para todas las máquinas herramientas típicas. Así, tales elementos como montaje y desmontaje de accesorios, plantillas, Sujetadores, herramientas de corte e indicadores pueden ser pre valuados. El MTM - V es casi 23 veces más rápido que el MTM-I.
Los analistas utilizan el MTM-V de la misma forma que otros sistemas MTM; esto es. pueden usarlo con datos desarrollados a partir de otras fuentes. El MTM-V es especialmente útil en el desarrollo de datos estándares para máquinas-herramientas específicas.
Sistema MTM - M
El MTM-M ha sido definido por la Asociación MTM de Estados Unidos y Canadá como “un sistema de métodos objetivos y datos de estándares de tiempo basados en un análisis de regresión de datos empíricos. Para evaluar el trabajo de un operario mediante un microscopio estereoscópico”. Karger y Hancock han definido el MTM-M de una manera práctica estableciendo que “el MTM-M es un sistema de métodos especializados y datos estándares de tiempo funcionalmente orientados que no tiene un nivel mayor que un sistema con base en MTM-1, aunque está diseñado para producir estándares de tiempo que son compatibles con los estándares MTM −1 para la ejecución de trabajo parcial o total bajo un microscopio binocular, con una potencia de amplificación que no excede de 30 diámetros.
En el desarrollo del MTM-M, los tiempos básicos del MTM-1 no se usaron aunque las definiciones de los puntos iniciales y final de los elementos de movimientos eran compatibles con MTM-1. Los datos utilizados fueron los originales desarrollados mediante los esfuerzos de la US / Canadá MTM Association.
Este sistema tiene cuatro tablas principales y una sub tabla. Todas ellas están relacionadas con la dirección del movimiento.
Los analistas consideran cuatro variables en la selección de los datos apropiados:
1. Tipo de herramienta2. Condición de la herramienta.3. Característica terminal del movimiento.4. Relación distancia / tolerancia.
Otros factores además de la dirección del movimiento y estas cuatro variables tienen influencia en el tiempo de ejecución del movimiento. Son:
1.- Estado de carga de la herramienta, vacía o cargada 2.- Potencia de microscopio. 3.- Distancia recorrida. 4.- Tolerancia posicional. 5.- Propósito del movimiento según lo determinan las manipulaciones relacionadas con la terminación del movimiento. Por ejemplo los trabajadores pueden usar pinzas para asir un objeto, o para tomarlo. 6.- Movimientos simultáneos.
El MTM-M es un sistema de nivel más alto, similar al MTM-2.
Sistema MTM-C.
MTM-C, con un amplio uso en el sector de la banca y seguros, en un sistema de datos de estándares de dos niveles usado para establecer tiempos estándar de tareas relacionadas con trabajo de oficina, como golpes de teclado, archivar, introducir datos y mecanografiar.
MTM-C desarrolla estándares de la misma manera que otros sistemas MTM. Los analistas los combinan con datos de estándares probados existentes o con datos de estándares desarrollados mediante otras fuentes o técnicas. MTM-C está disponible en forma manual o automatizada. Para la última, se puede incorporar un conjunto de datos MTM-C en MTM-Link.
Las nueve categorías de nivel 1 usadas en MTM-C se son:
1. Obtener/colocar. Esta categoría incluye las divisiones de trabajo básicas requeridas para obtener un objeto, moverlo al lado sin ceder el control y dejarlo.
2. Abrir/cerrar. Característicos de esta categoría son operaciones como abrir o cerrar libros, puertas, cajones, carpetas, objetos con cierre, sobres y archivos.
3. Unir/separar. Esta categoría incluye poner y quitar clips de papel, sujetadores, ligas y grapas, todas usadas para unir materiales.

4. Organizar/archivar. Esta categoría incluye los elementos básicos involucrados en las actividades de archivar y parte del manejo organizacional del trabajo relacionado de manera directa o indirecta con el archivo.
5. Leer/escribir. Esta categoría incluye la velocidad de lectura en prosa de330 palabras por minuto. Los valores de tiempo para escribir se han desarrollado para cartas, números y símbolos. Los valores son promedios ponderados basados en la frecuencia de ocurrencia de cada tipo carácter en la prosa normal.
6. Mecanografiar. Esta categoría incluye todas las acciones relacionadas con la preparación para escribir a máquina, las funciones manuales de mecanografía y el tiempo de proceso de la máquina.
7. Manejar. Esta categoría incluye todas las actividades de apoyo no cubiertas en otras categorías.
8. Caminar/movimientos del cuerpo. Esta categoría incluye los valores de caminar, basados en el paso. Los movimientos del cuerpo incluyen sentarse, ponerse de pie y los movimientos horizontal y vertical del cuerpo estar en una silla.
9. Máquinas. Los datos de la máquina son representativos de un grupo de equipos de tipo similar. Los datos para los teclados de calculadoras y las perforadoras binarias son ejemplos típicos de esta categoría.
Los datos del nivel 2 se refieren de manera directa con el nivel 1 de MTM-1. Los elementos del nivel 2 y sus símbolos son:
1. Obtener/colocar/a un lado. Estos elementos se aplican colectiva o individualmente.
2. Abrir/cerrar. Estos datos incluyen obtener el objeto que abre o cierra. Los datos se aplican de manera individual o combinada, como sigue: C65-cerrar cordón, amarrar sobre; o bien, OC4-abrir y cerrar argollas de carpeta.
3. Unir/separar (F), el elemento está formado por obtener los objetos para unirlos. Para separar (U), el elemento incluye tener los objetos y separarlos.
4. Identificar. Los datos de este elemento incluyen los valores del recorrido de la vista, junto con el enfoque del ojo para identificar (I) palabras sencillas o múltiples y conjuntos de números.
5. Localizar/archivo. Los datos para este elemento cubren las actividades típicas al archivar. La primera posición del código es L, para localizar. La segunda posición es una letra que corresponde también a la actividad de archivar, como LI (insertar), LR (remover), LT (inclinar y reemplazar).
6. Leer/escribir. Los datos de lectura incluyen leer palabras y números solos y/o caracteres. Leer también contiene datos de “leer y comparar” detallados y de “leer y transcribir”.
7. Manejo. Este elemento incluye las actividades reales de manejo de papeles del nivel 1: organizar y manejar datos. En la mayoría de los elementos, los objetos se obtienen con GET y con los elementos de acción de manejar y manipular.
8. Movimientos del cuerpo. Estos elementos incluyen caminar, sentarse y ponerse de pie, doblarse y levantarse y movimientos horizontales del cuerpo sólo o en una silla.
9. Mecanografiar. Estos elementos incluyen tres secciones de datos: manejo, golpes de teclado y corrección.

Es más rápido calcular el nivel 1 de MTM-2. También la velocidad del nivel 2 de MTM-C es mayor que la de MTM-3.
Otros sistemas MTM especializados.
Tres sistemas MTM especializados son. MTM-TE, MTM-MEK y MTM-UAS. El primero de ellos, MTM-TE, fue desarrollado para pruebas electrónicas. Este sistema tiene dos niveles de datos obtenidos a partir de MTM-1 para la aplicación de pruebas básicas. El nivel 1 incluye los elementos: obtener, mover, movimientos del cuerpo, identificar, ajustar y datos varios. El nivel 2 incluye: obtener y colocar, leer e identificar, ajustar, movimientos del cuerpo y escribir. También se dispone de un tercer nivel de datos en la forma de datos sintéticos del nivel 1. Los datos de MTM-TE no cubren “solución de problemas” relativos a las operaciones de pruebas electrónicas. Sin embargo, proporcionan una guía para la investigación y recomendaciones para medir el trabajo dentro de esta actividad.
El segundo sistema especializado, MTM-MEK, se diseño para medir producción de un solo producto y lotes pequeños. Este sistema de dos niveles desarrollados a partir de MTM-1 puede analizar todas las actividades manuales, siempre que se cumplan los siguientes requisitos:
1. La operación no es altamente repetitiva u organizada, aunque puede contener elementos similares que los requeridos por otros métodos. E método usado para realizar una operación dada varía de un ciclo a otro.
2. El lugar de trabajo, herramientas y equipo usado son de carácter universal.3. La tarea es compleja y necesita capacitación de los empleados; pero la falta de un método
específico requiere de un alto grado de versatilidad por parte del operario.
Los objetivos de MTM-MEK son:
1. Proporcionar una medición exacta de una actividad conectada con la producción de un solo producto o lotes pequeños.
2. Proporcionar una descripción que contenga una definición del trabajo no organizado, que identifique el procedimiento general.
3. Proporcionar una aplicación rápida.4. Proporcionar una precisión relativa a MTM-1.5. Requerir una capacitación mínima y práctica en la aplicación.
Los datos de MTM-MEK consisten en 51 valores de tiempo divididos en 8 categorías: obtener y colocar, manejo de herramientas, colocar, operar, ciclo de movimiento, asegurar o soltar, movimientos del cuerpo y control visual. Además, existen datos de estándares para una amplia variedad de tareas de ensamble de producción de un solo producto y lotes pequeños. Estos consisten

en 290 valores de tiempo de las siguientes categorías: asegurar, sujetar y soltar, limpiar y/o lubricante/adhesivo, ensamble de partes estándar, inspeccionar y medir, marcar y transportar.
El tercer sistema especializado, MTM-UAS, es un sistema de tercer nivel. Los autores lo desarrollaron para proporcionar una descripción de proceso, y para determinar los tiempos asignados en cualquier actividad relacionada con la producción por lotes. MTM-UAS se aplica a varias actividades si las siguientes características de producción por lotes están presentes:
1. Tareas similares,2. Lugar de trabajo con diseño específico para la tarea,3. Buenos niveles de organización de trabajo,4. Instrucciones detalladas,5. Operadores bien entrenados.
El sistema de análisis MTM-UAS consiste en 77 valores de tiempo en las ocho categorías que usa: obtener y colocar, colocar, manejo de herramienta, operar, ciclos de movimiento, movimiento del cuerpo y control visual. MTM-UAS es acerca de ocho veces más rápido que MTM-1.
Diferencias contra MOST
Entre las principales diferencias del MTM y el MOST, está el que podemos ahorrarnos tiempo en hacer el proyecto ya que uno requiere de más precisión, y el otro es un poco mas general el cual nos permite hacerlos con más rapidez.
El MOST se dedica a analizar el movimiento que realiza el objeto, mientras el MTM se enfoca en el movimiento que realiza el operador y todos sus movimientos del cuerpo desde recorridos del ojo, mano, piernas, etc...
Para poder realizar el mtm se requiere muchísimo más tablas y de diferentes tipos de sistema diferentes para cada movimiento lo cual hace un proceso tedioso y detallado, que puede llevar a un error, en cambio el MOST se centraliza en movimientos generales, controlados, de herramienta.
Algunas de las diferencias contra el MOST son: -Permite un análisis minucioso del método.-Este sistema no es común para todas las empresas.-Se utiliza en más de doce sistemas diferentes.-Para lograr el mayor porcentaje de credibilidad es necesaria la práctica continua.-Ocupa muchas tablas.-Es muy difícil de memorizar
Referencias:
García Criollo,R. Estudio del trabajo, Vol II. 1ª. Ed. Ed. Mc Graw ? Hill, México, 1998.
Alford. L.P. y Bangs, John R, Manual de la producción, Hispano Americana, 2ª ed. México, 1969.
Niebel, B., Ingeneiría Industrial; Métodos, tiempos y movimientos, 2ª ed, México, 1980
http://www.edtpacheco.com.ar/2010/Libro/Sintesis%20de%20Tiempos%20Predet.pdf
http://www.gestiopolis.com/recursos/documentos/fulldocs/ger/estudtiemtrab.pdf
http://64.233.187.104/search?q=cache:6BqMPBW57tcJ:www.gestiopolis.com/recursos/documentos/fulldocs/ger/estudtiemtrab.pdf+sistemas+de+tiempos+predeterminados&hl=es&lr=lang_es.
http://www.gestiopolis.com/recursos/documentos/fulldocs/ger/estudtiemtrab.pdf