UNIDAD 5. TRATAMIENTOS TÉRMICOS DE LOS …tecnologia-fda.wikispaces.com/file/view/UNIDAD5_d__BLOQUE...
12
1 Diagramas de equilibrio Bloque I. UNIDAD 5. TRATAMIENTOS TÉRMICOS DE LOS ACEROS 1. DIAGRAMA HIERRO-CARBONO .................................................................................... Pág. 81 Enfriamiento del hierro Aceros Fundiciones Constituyentes de Fe-C (Austenita, ferrita , ferrita , cementita, perlita, ledeburita,…) Puntos eutéctico y eutectoide 2. CURVAS TTT .................................................................................................................... Pág. 86 Bainita, martensita 3. TRATAMIENTOS TÉRMICOS .......................................................................................... Pág. 88 Temple Revenido Normalizado Recocido 4. TRATAMIENTOS TERMOQUÍMICOS .............................................................................. Pág. 94 Cementación o carburación Nitruración Carbonitruración Sulfinización 5. TRATAMIENTOS MECÁNICOS ....................................................................................... Pág. 98 6. TRATAMIENTOS SUPERFICIALES ................................................................................ Pág. 98 PORTALESO (ANTONIO BUENO) DIAGRAMA Fe- C DIAGRAMAS EXTREMADURA RAUL LÓPEZ APUNTES RAÚL LÓPEZ CATEDU CATEDU GENERAL
Transcript of UNIDAD 5. TRATAMIENTOS TÉRMICOS DE LOS …tecnologia-fda.wikispaces.com/file/view/UNIDAD5_d__BLOQUE...

1 Diagramas de equilibrio Bloque I.
UNIDAD 5. TRATAMIENTOS TÉRMICOS DE LOS ACEROS
1. DIAGRAMA HIERRO-CARBONO .................................................................................... Pág. 81
Enfriamiento del hierro
Aceros
Fundiciones
Constituyentes de Fe-C (Austenita, ferrita 𝛼, ferrita , cementita, perlita, ledeburita,…)
Puntos eutéctico y eutectoide
2. CURVAS TTT .................................................................................................................... Pág. 86
Bainita, martensita
3. TRATAMIENTOS TÉRMICOS .......................................................................................... Pág. 88
Temple
Revenido
Normalizado
Recocido
4. TRATAMIENTOS TERMOQUÍMICOS .............................................................................. Pág. 94
Cementación o carburación
Nitruración
Carbonitruración
Sulfinización
5. TRATAMIENTOS MECÁNICOS ....................................................................................... Pág. 98
6. TRATAMIENTOS SUPERFICIALES ................................................................................ Pág. 98
PORTALESO (ANTONIO BUENO) DIAGRAMA Fe- C
DIAGRAMAS EXTREMADURA RAUL LÓPEZ
APUNTES RAÚL LÓPEZ
CATEDU
CATEDU GENERAL
2 Diagramas de equilibrio Bloque I.
1. DIAGRAMA HIERRO-CARBONO
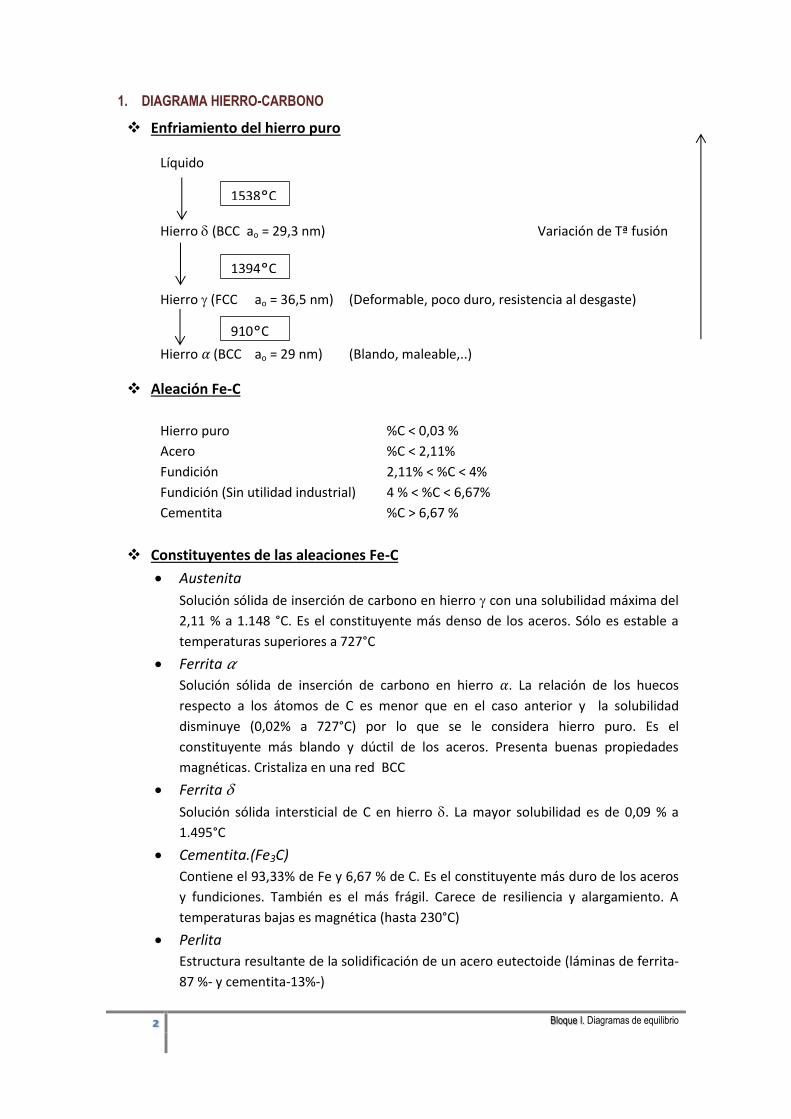
Enfriamiento del hierro puro
Líquido
Hierro (BCC ao = 29,3 nm) Variación de Tª fusión
Hierro (FCC ao = 36,5 nm) (Deformable, poco duro, resistencia al desgaste)
Hierro 𝛼 (BCC ao = 29 nm) (Blando, maleable,..)
Aleación Fe-C
Hierro puro %C < 0,03 %
Acero %C < 2,11%
Fundición 2,11% < %C < 4%
Fundición (Sin utilidad industrial) 4 % < %C < 6,67%
Cementita %C > 6,67 %
Constituyentes de las aleaciones Fe-C
Austenita
Solución sólida de inserción de carbono en hierro con una solubilidad máxima del
2,11 % a 1.148 °C. Es el constituyente más denso de los aceros. Sólo es estable a
temperaturas superiores a 727°C
Ferrita 𝛼
Solución sólida de inserción de carbono en hierro 𝛼. La relación de los huecos
respecto a los átomos de C es menor que en el caso anterior y la solubilidad
disminuye (0,02% a 727°C) por lo que se le considera hierro puro. Es el
constituyente más blando y dúctil de los aceros. Presenta buenas propiedades
magnéticas. Cristaliza en una red BCC
Ferrita
Solución sólida intersticial de C en hierro . La mayor solubilidad es de 0,09 % a
1.495°C
Cementita.(Fe3C)
Contiene el 93,33% de Fe y 6,67 % de C. Es el constituyente más duro de los aceros
y fundiciones. También es el más frágil. Carece de resiliencia y alargamiento. A
temperaturas bajas es magnética (hasta 230°C)
Perlita
Estructura resultante de la solidificación de un acero eutectoide (láminas de ferrita-
87 %- y cementita-13%-)
1538°C
1394°C
910°C

3 Diagramas de equilibrio Bloque I.
Ledeburita
Constituyente de las fundiciones; es una aleación eutéctica formada por austenita -
52 %- y cementita-48%-
Martensita
Se obtiene por enfriamiento muy rápido de un acero austenizado con una
proporción máxima de 0,89 %; es decir, es necesario calentar el acero por encima
de 912 °C y enfriarlo rápidamente (temple). Cristaliza en una red tetragonal
centrada en el cuerpo.
Es el constituyente más duro (50 a 68 HRC) de los aceros, su resistencia mecánica es
elevada (1.740 a 2.450 MPa) y su alargamiento unitario bajo (0,5% a 2,5%) y
presenta forma de agujas visibles al microscopio.
Bainita
Se obtiene a partir de la austenita mediante transformación isotérmica. El acero se
enfría rápidamente (en baños de sales) hasta una temperatura comprendida entre
250 °C y 550 °C manteniéndolo un tiempo suficiente para conseguir toda la
transformación de la austenita en bainita.
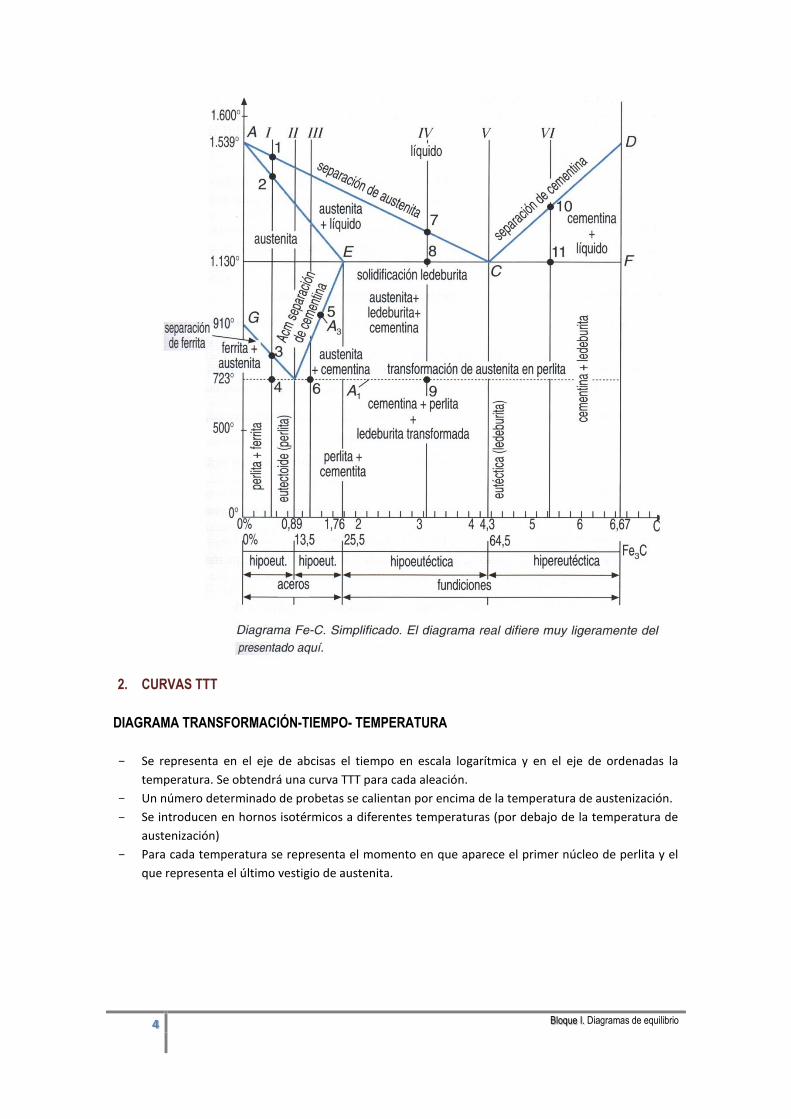
Punto eutéctico. (4,3 % de C)
Marca la formación de la ledeburita y es la aleación con un punto de fusión más
bajo (1.148 °C). Al ser un eutéctico toda la masa funde o solidifica a una misma
temperatura.
Punto eutectoide C (0,89 % de C)
Se produce un cambio de fases en estado sólido. Toda la masa de austenita se
transforma a 727 °C en perlita
Punto E (2,11 % C)
Divide las aleaciones Fe-C en aceros y fundiciones
Enfriamiento hipoeutectoide
Austenita (%C < 0,89 %)
A3
Ferrita + Austenita
727°C
Ferrita + Perlita (Ferrita +cementita). Matriz
ferrítica (Resistencia a la tracción, dúctil y blanda)
Enfriamiento hipereutectoide
Austenita (%C > 0,89 %)
Acm
Cementita + Austenita
727°C
Cementita + Perlita (Ferrita +cementita). Matriz
cementítica (Dura, frágil. Piezas de resistencia al
desgaste)
Enfriamiento eutectoide
Austenita (%C = 0,89 %) Perlita
4 Diagramas de equilibrio Bloque I.
2. CURVAS TTT
DIAGRAMA TRANSFORMACIÓN-TIEMPO- TEMPERATURA
- Se representa en el eje de abcisas el tiempo en escala logarítmica y en el eje de ordenadas la
temperatura. Se obtendrá una curva TTT para cada aleación.
- Un número determinado de probetas se calientan por encima de la temperatura de austenización.
- Se introducen en hornos isotérmicos a diferentes temperaturas (por debajo de la temperatura de
austenización)
- Para cada temperatura se representa el momento en que aparece el primer núcleo de perlita y el
que representa el último vestigio de austenita.

5 Diagramas de equilibrio Bloque I.
DIAGRAMA TTT DE UN ACERO EUTECTOIDE (0,79 %C)
Tiempo requerido para que fijada un Tª constante cualquiera la austenita se
transforme en otra fase
Una vez calentada la probeta a una Tª superior a la de austenización se deja
enfriar a distintas velocidades (Vi)
Vc Velocidad crítica de temple. Velocidad mínima de enfriamiento para que se
transforme la austenita en martensita.
CARACTERÍSTICAS DE LA TRANSFORMACIÓN MARTENSÍTICA
- No se produce el fenómeno de difusión por tratarse de procesos sa bajas temperaturas.
- La transformación depende de la Tª, no del tiempo (Ms o Mi y Mf)
- El contenido en carbono de la martensita será el mismo que el de la austenita previa.
- La temperatura de comienzo de la transformación disminuye al aumentar el contenido de
carbono u otros elementos.
- En la transformación de la austenita a la martensita se produce un aumento de volumen que
puede resultar peligroso debido principalmente a la baja plasticidad de la martensita que se
origina.
- La cantidad de martensita formada aumenta al disminuir la Tª pero no de una forma
proporcional.
- Se trata de un proceso irreversible.
- La estructura de la martensita tiene forma de agujas.
- La martensita presenta grandes tensiones.

6 Diagramas de equilibrio Bloque I.
3. TRATAMIENTOS TÉRMICOS
RESUMEN
APUNTES IES SEFARAD (Resumen de e-ducativa.catedu)
1. Temple (Ac3 o Ac1 + 50º) (Enfriamiento rápido. Dureza y alta resistencia mecánica. Tensiones
internas)
a. Temple continuo de austenización completa (Hipo)
b. Temple continuo de austenización incompleta (eutectoides e hiper)
c. Temple escalonado (Martempering)
d. Temple superficial
e. Temple isotérmico (Austempering) (Bainita)
2. Revenido (Bonificado) (Enfriamiento lento. Elimina tensiones. Reduce fragilidad. Incremento de la
ductilidad. Disminución de la dureza.) (Martensita revenida BBC)
3. Normalizado (Ac3 o Ac1 + 55º - 85º) (Enfriamiento lento –aire-. Perlita + ferrita o cementita + ferrita
de grano fino. Acero en su estado normal. Previo al temple. Posterior a forja o laminación)
4. Recocido (Ac3 o Ac1 + 15º-45º) (Enfriamiento muy lento – horno-) Perlita + ferrita o cementita +
ferrita de grano grueso. (Ablandamiento del acero, ductilidad y maleabilidad para conformarlo
plásticamente. Mejora del mecanizado de las piezas)
TEMPLE. Tratamiento térmico que consiste en calentar el acero hasta una Tª superior a la de
austenización (aproximadamente por encima de A3 (aceros hipoeutectoides) y A1(aceros eutectoides e
hipereutectoides) al objeto de transformar toda la masa en austenita (-FCC) y seguido de un
enfriamiento rápido (con velocidad superior a la crítica) lo que permite que toda la austenita se transforme
en martensita e impide la formación de perlita y/o ferrita que son más blandos. Con el temple se consigue
mejorar la dureza, resistencia mecánica, resistencia eléctrica, etc. Ejemplos: herramientas de corte,
brocas, sierras, cuchillos, etc.

7 Diagramas de equilibrio Bloque I.
La velocidad crítica de temple se define como la velocidad de enfriamiento mínima para que toda la masa
de austenita se transforme en martensita (oscila entre 200-600 ºC/seg). La velocidad de enfriamiento
también influye en el tamaño medio del grano, siendo éste tanto menor cuanto mayor haya sido la
velocidad.
Los factores que influyen en el temple son los siguientes:
Composición del acero. A mayor contenido de carbono o de otros elementos si se trata
de aceros aleados (Mo, Al, Si, W y V) menor velocidad de enfriamiento se necesita y
mayor dureza y profundidad de temple se consigue.
Temperatura de temple. Los aceros hipoeutectoides será necesario calentarlos por
encima de A3 + 50ºC, ya que el producto proeutectoide es más blando (ferrita), mientras
que los aceros hipereutectoides bastará con hacerlo por encima de A1 + 50 ºC ya que
la cementita en este caso es más dura.
Tiempo de calentamiento. Depende del tamaño de la muestra ya que si el tiempo es
corto no se produce la austenización completa de la pieza, y si es excesivo, se puede
producir un grano grueso que empobrece el temple.
Velocidad de enfriamiento. Debe ser superior a la crítica para impedir que se produzcan
otras transformaciones indeseables de la austenita y conseguir así la máxima dureza.
Por su parte, la velocidad de enfriamiento depende a su vez de la temperatura de
temple, del medio refrigerante y de las dimensiones de la pieza. Así, mientras el
calentamiento se hace en hornos especiales, el enfriamiento se puede hacer
empleando agua, aceites minerales, baños de sales, aire, etc.
Existen varios tipos de temple:
Temple continuo de austenización completa. Se aplica en aceros hipoeutectoides, calentando el
material (ferrita + perlita) hasta A3+ 50 ºC, seguido de un enfriamiento rápido hasta conseguir un
único constituyente: la martensita.
Temple continuo de austenización incompleta. Se aplica en aceros hipereutectoides, calentando
el material (cementita + perlita) hasta A1+ 50 ºC, por lo que la ferrita de la perlita se transforma
en austenita, quedando intacta la cementita. Enfriando a la velocidad adecuada obtenemos
martensita + cementita.
Temple escalonado (Martempering) Consiste en calentar la pieza de acero hasta la
asutenización completa y enfriarla rápidamente en un baño de sales hasta una Tª próxima a 200
– 300ºC, donde se mantiene un tiempo para evitar así que la austenita sufra otro tipo de
transformación. Una vez que la pieza ha adquirido esa Tª se saca del baño y se enfría
rápidamente hasta la Tª ambiente.

8 Diagramas de equilibrio Bloque I.
Temple superficial. Consiste en aplicar un temple en la superficie ( entre 1 y 3 mm) de la pieza
en cuestión, enfriándola de forma rápida. El calentamiento se puede hacer por medio de un
soplete o por inducción eléctrica. Se recurre a este temple cuando queremos que una pieza
presente una elevada dureza superficial y buena resistencia al desgaste, pero que su alma tenga
pocas tensiones internas.
Temple isotérmico o Austempering. Consiste en calentar el acero a la Tª de austenización y
mantenerlo el tiempo necesario para obtener austenita. Posteriormente se enfría hasta una Tª
determinada para igualar la Tª en toda masa a una Tª superior a la de comienzo de formación
de la martensita, luego se vuelve a enfriar para obtener bainita (mayor tenacidad)
REVENIDO. Se aplica exclusivamente a los aceros templados para eliminar las tensiones creadas en el
temple, conservando parte de la dureza y mejorando la tenacidad y la plasticidad. Consiste en calentar
las piezas después de templarlas hasta una temperatura inferior a la crítica inferior (A1) seguido de un
enfriamiento más bien lento con el fin de que la martensita del temple se transforme en una estructura
más estable (martensita revenida BCC).
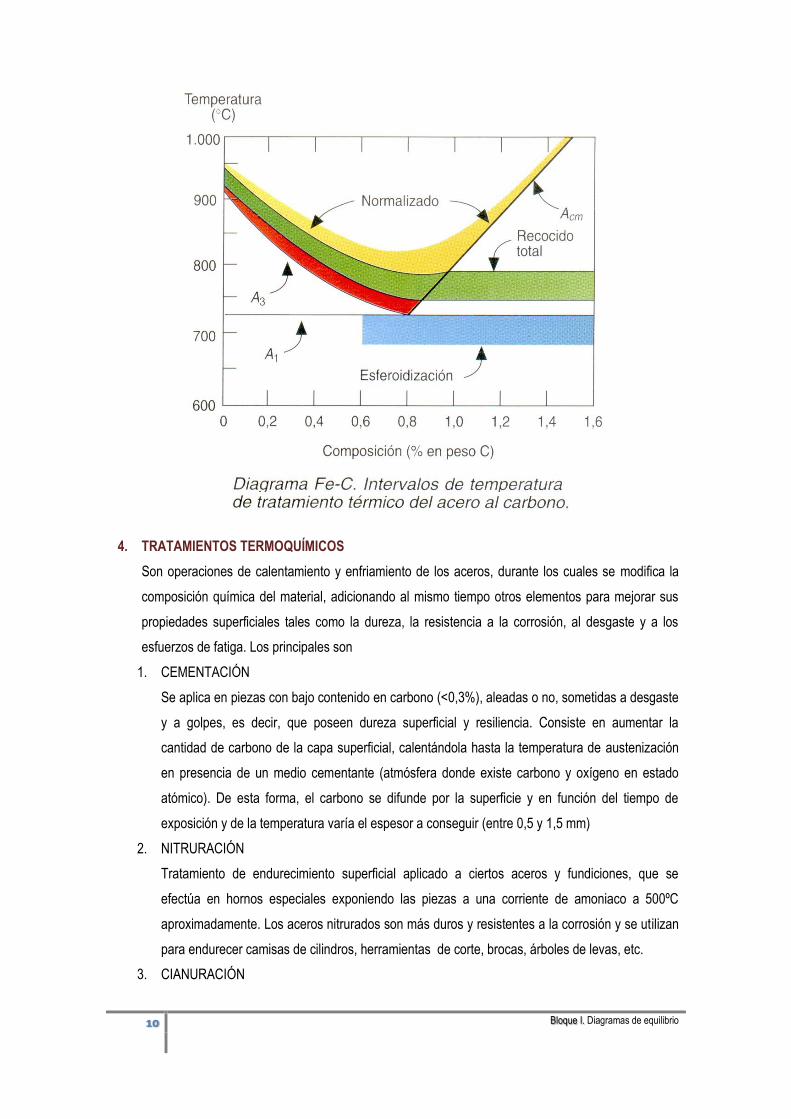
NORMALIZADO. Consiste en calentar el acero entre 55 y 85 ºC por encima de la Tª crítica superior (A3
para los aceros hipoeutectoides y A1 para los hipereutectoides) manteniéndose durante un tiempo en ella.
El enfriamiento posterior se realiza al aire. De esta forma la velocidad de enfriamiento no es muy elevada
como para formar martensita, y lo que se obtiene es perlita + ferrita de grano fino en el caso de los aceros
hipoeutectoides o perlita + cementita de grano fino en el caso de los hipereutectoides.
El objetivo que se pretende con este tratamiento es volver al acero a su estado normal, y se suele aplicar
a los aceros que se han deformado plásticamente por laminación o forja con el fin de afinar el tamaño del
grano y eliminar tensiones internas y como tratamiento previo al temple.
Es un tratamiento adecuado para aceros con un contenido en carbono inferior al 0,25 %
RECOCIDO
Recocido significa ablandamiento por calor. Consiste en calentar el acero entre 15-45ºC por encima de la
Tª crítica superior (A3 para los aceros hipoeutectoides y A1 para los hipereutectoides) seguido de un
enfriamiento muy lento (se suele apagar el horno y se deja que el material se enfríe en su interior). De
esta forma la velocidad de enfriamiento no es muy elevada como para formar martensita, y lo que se
9 Diagramas de equilibrio Bloque I.
obtiene es perlita + ferrita de grano grueso en el caso de los aceros hipoeutectoides o perlita + cementita
de grano grueso en el caso de los hipereutectoides. El recocido se aplica al acero para ablandarlo y
proporcionarle la ductilidad y maleabilidad suficientes para conformarlo plásticamente, facilitando el
mecanizado de las piezas (aumenta la elasticidad y disminuye la dureza).
Los factores de los que depende el recocido son básicamente tres: Tª de calentamiento, tiempo de
calentamiento y velocidad de enfriamiento. Se aplica para eliminar los defectos del conformado en frío.
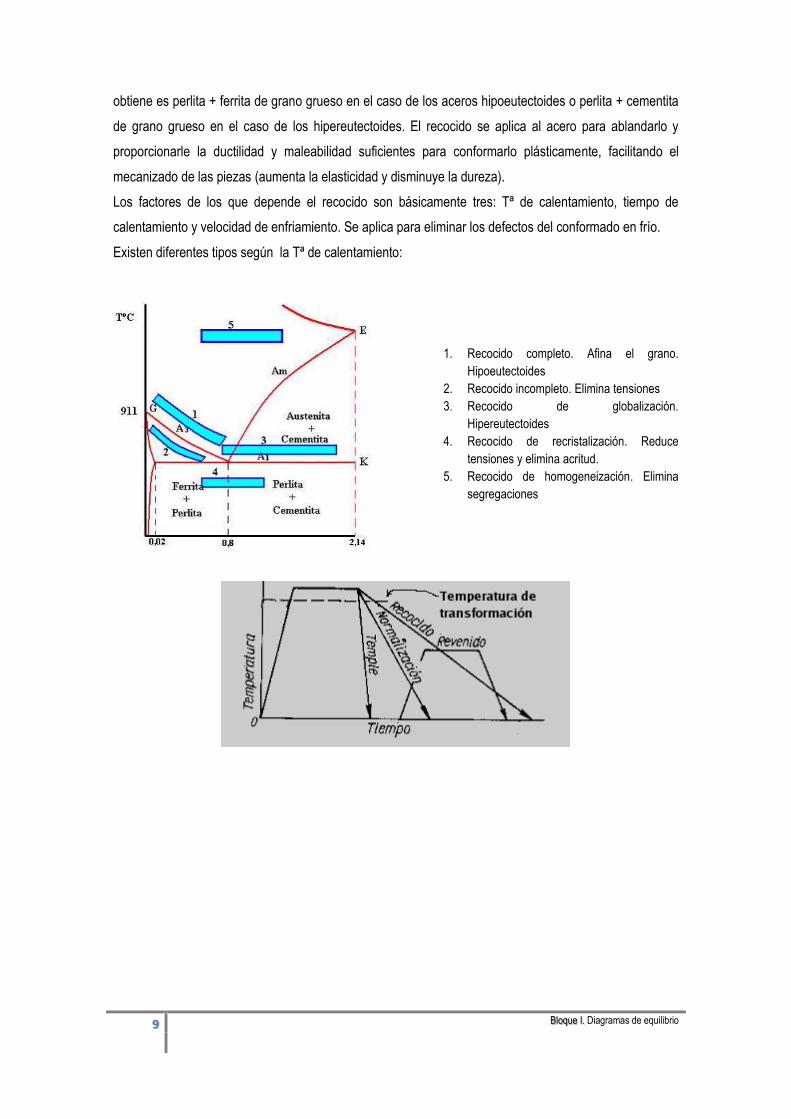
Existen diferentes tipos según la Tª de calentamiento:
1. Recocido completo. Afina el grano.
Hipoeutectoides
2. Recocido incompleto. Elimina tensiones
3. Recocido de globalización.
Hipereutectoides
4. Recocido de recristalización. Reduce
tensiones y elimina acritud.
5. Recocido de homogeneización. Elimina
segregaciones
10 Diagramas de equilibrio Bloque I.
4. TRATAMIENTOS TERMOQUÍMICOS
Son operaciones de calentamiento y enfriamiento de los aceros, durante los cuales se modifica la
composición química del material, adicionando al mismo tiempo otros elementos para mejorar sus
propiedades superficiales tales como la dureza, la resistencia a la corrosión, al desgaste y a los
esfuerzos de fatiga. Los principales son
1. CEMENTACIÓN
Se aplica en piezas con bajo contenido en carbono (<0,3%), aleadas o no, sometidas a desgaste
y a golpes, es decir, que poseen dureza superficial y resiliencia. Consiste en aumentar la
cantidad de carbono de la capa superficial, calentándola hasta la temperatura de austenización
en presencia de un medio cementante (atmósfera donde existe carbono y oxígeno en estado
atómico). De esta forma, el carbono se difunde por la superficie y en función del tiempo de
exposición y de la temperatura varía el espesor a conseguir (entre 0,5 y 1,5 mm)
2. NITRURACIÓN
Tratamiento de endurecimiento superficial aplicado a ciertos aceros y fundiciones, que se
efectúa en hornos especiales exponiendo las piezas a una corriente de amoniaco a 500ºC
aproximadamente. Los aceros nitrurados son más duros y resistentes a la corrosión y se utilizan
para endurecer camisas de cilindros, herramientas de corte, brocas, árboles de levas, etc.
3. CIANURACIÓN

11 Diagramas de equilibrio Bloque I.
Se trata de una mezcla de los dos procesos anteriores. Consiste en endurecer la superficie de
las piezas de acero a través de una capa superficial rica en carbono (cementación) y en
nitrógeno (nitruración). Las piezas a tratar se introducen en un baño líquido (mezcla de cloruro
de cianuro y carbonato sódico) a una temperatura entre 800-900ºC y en presencia de oxígeno
del aire. Una vez que se consigue la capa adecuada en función del tiempo de exposición, es
conveniente darle un temple superficial para aumentar su dureza.
4. CARBONITRURACIÓN
Introduce carbono y nitrógeno en una capa superficial, que proviene de hidrocarburos como
metano, etano o propano a 750-850 º C. Necesita temple y revenido posterior.
5. SULFINIZACIÓN
Permite incorporar una capa superficial de carbono, nitrógeno y en especial azufre a los aceros,
a las aleaciones férricas y al cobre. Se consigue introduciendo las piezas en un baño de sales a
565ºC, aumentando así la resistencia al desgaste y disminuyendo el coeficiente de rozamiento,
favoreciendo al mismo tiempo la lubricación. Se utiliza en herramientas de corte para
mecanizado de torno y fresa.
5. TRATAMIENTOS MECÁNICOS
Son operaciones de deformación del material, que permiten mediante esfuerzos mecánicos, mejorar
su estructura interna al eliminar fisuras y tensiones internas. Estos tratamientos pueden ser:
En frío: permiten deformar el material a temperatura ambiente por golpes o laminación (
estampación, embutición, punzonado, trefilado y laminación)
En caliente: una vez calentado, permite deformar el material, generalmente por
golpes(laminación, inyección, extrusión y forja)
6. TRATAMIENTOS SUPERFICIALES
Permiten mejorar la superficie del material sin alterar su composición química. Cualquier tratamiento
de este tipo requiere que la superficie a tratar se someta previamente a un proceso de decapado,
pulido y desengrasado. Los más comunes son:
- Cromado: Se deposita cromo sobre la superficie del material a proteger con el fin de
aumentar además de su dureza superficial, su resistencia al desgaste, al rayado y a la
corrosión. Se suele hacer por electrolisis en un medio ácido.
- Metalización: se proyecta con una pistola sobre la superficie en cuestión, metal fundido
pulverizado (oxígeno + acetileno + polvo metálico)
- Recubrimiento por inmersión: la pieza se somete a un baño de metal fundido durante un
tiempo, hablando entonces de galvanizado (cinc) y estañado (estaño). Los recubrimientos
también se pueden hacer con productos orgánicos (pinturas y lacas) o con inorgánicos
como el vidrio fundido.
12 Diagramas de equilibrio Bloque I.
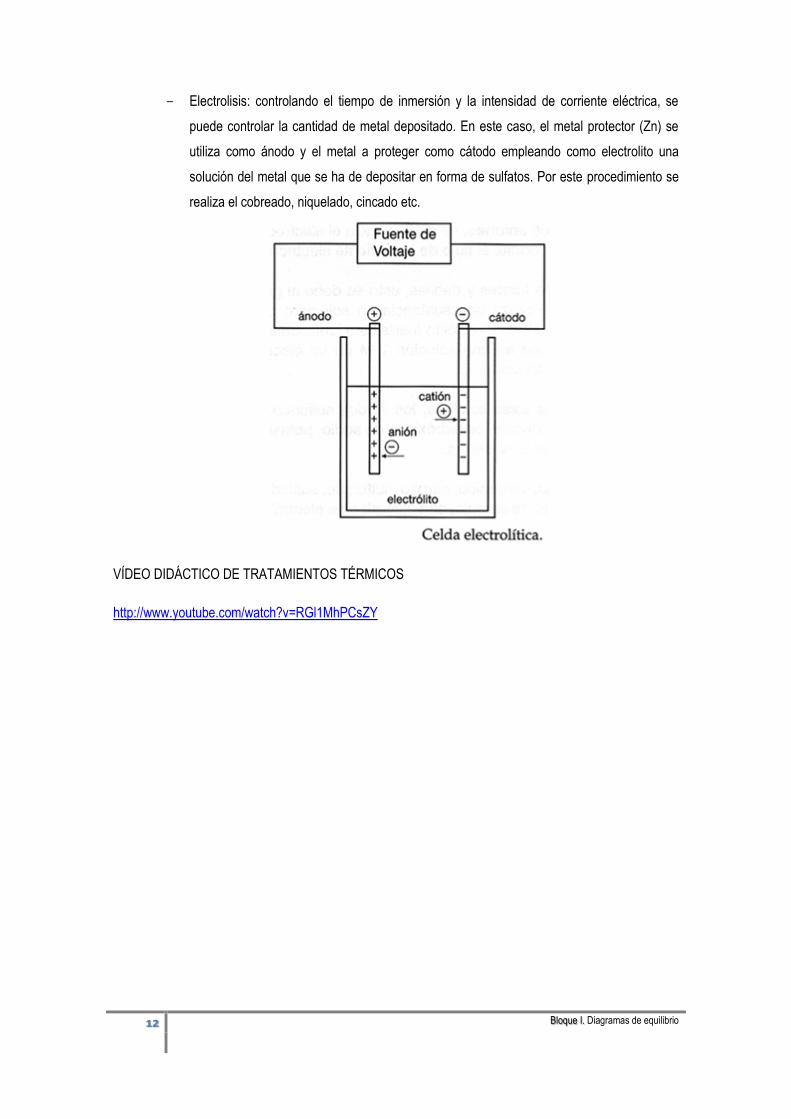
- Electrolisis: controlando el tiempo de inmersión y la intensidad de corriente eléctrica, se
puede controlar la cantidad de metal depositado. En este caso, el metal protector (Zn) se
utiliza como ánodo y el metal a proteger como cátodo empleando como electrolito una
solución del metal que se ha de depositar en forma de sulfatos. Por este procedimiento se
realiza el cobreado, niquelado, cincado etc.
VÍDEO DIDÁCTICO DE TRATAMIENTOS TÉRMICOS
http://www.youtube.com/watch?v=RGl1MhPCsZY