Teoría de colas y Simulación -...
26
ANÁLISIS DEL SISTEMA PRODUCTIVO PARA LA FABRICACIÓN DE CARBÓN ACTIVADO DE INDUSTRIAS TECSOL LTDA. MEDIANTE SIMULACIÓN DISCRETA Teoría de colas y Simulación Cristhian David Pinto Anaya 2011015059 Julio Cesar Estévez 20121015112 Presentado a: Ph. D. German Andrés Méndez Giraldo
Transcript of Teoría de colas y Simulación -...

ANÁLISIS DEL SISTEMA PRODUCTIVO PARA LA
FABRICACIÓN DE CARBÓN ACTIVADO DE
INDUSTRIAS TECSOL LTDA. MEDIANTE
SIMULACIÓN DISCRETA
Teoría de colas y Simulación Cristhian David Pinto Anaya 2011015059 Julio Cesar Estévez 20121015112 Presentado a: Ph. D. German Andrés Méndez Giraldo

Tabla de contenido 1. Planteamiento del problema ....................................................................................... 2
2. Distribución de planta actual ..................................................................................... 2
3. Alternativa seleccionada para el nuevo layout ......................................................... 3
4. Descripción del proceso ............................................................................................. 5
4.1. Descripción de las locaciones ............................................................................ 5
4.2. Características físicas del material a través del proceso ................................. 8
5. Modelo de simulación ................................................................................................. 8
5.1. Parámetros del sistema ....................................................................................... 8
5.2. Pronostico de la demanda ................................................................................. 11 5.2.1. Consumo nacional aparente ......................................................................... 11 5.2.2. Métodos de pronostico .................................................................................. 14 5.2.3. Selección del método y pronostico ............................................................... 17
5.3. Identificación de variables ................................................................................ 17
5.3.1. Pruebas de independencia para la demanda mensual ................................. 18 5.3.2. Pruebas de homogeneidad para la demanda mensual ................................ 19 5.3.3. Pruebas de bondad y ajuste para la demanda mensual ............................... 21 5.3.4. Otras Variables Aleatorias ............................................................................ 23

1. Planteamiento del problema INDUSTRIAS TECSOL LTDA., es una empresa colombiana creada con el objetivo de impulsar el desarrollo tecnológico del país en el campo de la Industria Química. Sus esfuerzos han estado dirigidos a la sustitución de importaciones, mediante el desarrollo y/o transferencia de tecnologías que generen productos nacionales de buena calidad, ahorrando así divisas y creando nuevas fuentes de empleo. (Rincón J. M.) Debido a la formación profesional de los socios: Dr. JOSE M. RINCÓN M. e Ing. PEDRO GUEVARA P. ha sido de particular interés el campo energético y ambiental, en los cuales ha sido adelantados un número importante de desarrollos.
Actualmente la empresa se encuentra desarrollando el proyecto de mejoramiento de su planta piloto para la producción de carbón activado (CA). Este proyecto cuenta con el apoyo de Colciencias y su objetivo principal es “establecer la producción en proceso continuo de carbón activado en la empresa, a partir de residuos de biomasa agroindustrial (cuesco de palma principalmente) para su explotación comercial”.
Como resultado, TECSOL busca sustituir importaciones del orden del 15% mediante la producción de una tonelada diaria de CA de forma continua y automatizada, para abastecer el mercado nacional, e impulsar el uso masivo del mismo en actividades tanto industriales como domésticas. Lo anterior implica la implementación de una planta de producción de CA de operación continua (24 h), y automatizada, lo que implica el desarrollo de mecanismos de manejo, preparación y transporte de materiales, sistemas de operación y control autónomos, así como el aprovechamiento de los gases residuales de la carbonización en el horno de activación, de tal manera que pueda operar en condiciones estables y garantizar una alta calidad del CA producido, para que éste pueda ser fácilmente comercializado.
Sin embargo, el estado actual de la planta de carbón activado es el de planta piloto, donde no se ha ejecutado la redistribución de sus elementos (nuevo layout) ni se han instalado los nuevos sistemas mecánicos que ofrecerán una automatización completa de la planta. Debido a que se trata de un nuevo proyecto, es de vital importancia simular el comportamiento del sistema antes de que entre en operación, para establecer las mejores prácticas productivas y con ello conseguir mejores beneficios operativos para la empresa.
2. Distribución de planta actual Actualmente TECSOL cuenta con una planta piloto para producción de carbón activado a partir de cuesco de palma; está conformada por dos hornos rotatorios, -uno para carbonización, de 6 m de largo y 0,7 m de diámetro interno y otro para activación, de 4,8 m de largo y 0,85 m de diámetro interno-; la capacidad de procesamiento de la planta está entre 50 y 100 kg/h de cuesco; como fuente de energía se recurre a gas natural, y energía eléctrica; la operación y control de la planta piloto son netamente manual; estos hornos están ubicados en un área de 108,2m2 (18,34m x 5,9m). En la ilustración 1 se muestra la distribución actual de la planta piloto.
Como ya se indicó, los hornos se cargan de forma manual, situación que de be ser modificada para lograr un proceso automatizado y continuo, actividad que hace parte de las mejoras que deben implementarse.

Figura 1. Distribución actual de la planta piloto para la producción de CA
Tabla 1. Distribución planta actual Indicador Descripción
1 Ducto de salida de gas de horno de carbonización 2 Ducto de salida de gas de horno de activación 3 Horno de carbonización 4 Horno de activación
Fuente: Mejoramiento de la planta piloto de carbón activado de Tecsol para explotación comercial; Segundo Informe de avance. Industrias TECSOL LTDA
De la distribución actual y teniendo en cuenta los requerimientos del proyecto se formularon distintas alternativas para la nueva distribución de la planta, incluyendo los medios de almacenamiento de materia prima, producto en proceso y producto terminado, y medios de transporte de estos a través del proceso.
3. Alternativa seleccionada para el nuevo layout Con un estudio que involucro a todos los participantes de este proyecto, se seleccionó la mejor alternativa de distribución de planta mediante el método de matriz Pugh en el que se evaluaron las alternativas teniendo en cuenta criterios como las reubicaciones necesarias para los hornos, longitud y espacio requerido por el sistema de manejo de gases al igual que el de transporte de material sólido y espacio para disposición de producto terminado y materia prima.
Utilizando criterios adicionales para la selección de la mejor opción, como los espacios para circulación de personal y sobre costos por reubicación de hornos, se optó por la siguiente alternativa con mejor puntuación según la matriz Pugh, la alternativa número 2. La nueva distribución se muestra en la Figura 2.

Figura 2. Alternativa de distribución actual escogida para la planta automatizada de CA.
Tabla 2. Alternativa de Distribución seleccionada Indicador Descripción
1 Horno de carbonización (HC) 2 Horno de activación (HA) 3 Tolva - Material Molido 4 Molino 5 Tolva - Material Carbonizado 6 Ducto de salida del gas 7 Ducto de gases entre hornos 8 Cámara de combustión 9 Tolva - Materia Prima 10 Tolva - Material Carbonizado a horno de activación (HA) 11 Transporte - Molino a tolva material molido 12 Transporte - Tolva material carbonizado a HA
Fuente: Mejoramiento de la planta piloto de carbón activado de Tecsol para explotación comercial; Segundo Informe de avance. Industrias TECSOL LTDA
Las características de la alternativa 2 son:
Menor distancia de ducto que transporta gases a la salida del horno de carbonización a la entrada del horno de activación.
Amplio espacio para zonas de disposición de producto terminado. Zona de disposición de materia prima próxima a la entrada al espacio de la planta. Mayor distancia para transporte de materia sólida entre hornos. Los hornos intercambian su proceso (activación y carbonización).
Esta alternativa contempla la incorporación de nuevos elementos de transporte y almacenamiento de material solido al sistema operativo que son de gran importancia en este caso de simulación, entre los que se encuentran:

Tolvas: Recipientes para el almacenamiento del material en proceso Tolva de materia prima Tolva de materia molida Tolva de materia carbonizada Tolva de carbón activado Molino Tornillos transportadores
Tornillo transportador (molino - tolva material molida) Tornillo (Carbonizado - horno de activación) Tornillo (Activado - Tolva de producto final)
4. Descripción del proceso El proceso de producción comprende dos etapas bien definidas: la primera consiste en un calentamiento en ausencia de aire, en donde se generan tres fases; una fase gaseosa compuesta por el material volátil, una fase líquida que contiene alquitranes y una fase sólida o carbonizado que es la de interés particular para el proceso de producción de CA. Este proceso tiene como variables principales la temperatura de proceso, la velocidad de calentamiento, y el tiempo de residencia o retención, lo que determina las propiedades generales del carbonizado.
La segunda etapa del proceso consiste en la activación propiamente dicha del carbonizado, para la cual se seleccionó el proceso físico, la cual usa como agentes activantes vapor de agua, CO2 o una mezcla de estos gases (Rincón, 2011).
4.1. Descripción de las locaciones
Horno de Carbonización:
En este proyecto de planta piloto para producción de CA, y se desarrolló un horno rotativo para la carbonización con capacidad de entre 50 a 200 kg/h de cuesco de palma. La longitud efectiva de este horno es de 6,6 m, el diámetro interno es de 0.7 m, y cuenta con una velocidad de giro graduable entre 0,3 y 3 rpm.
Horno de Activación:
El horno activación tiene una capacidad de procesar entre 50 y 100 kg/h de carbonizado con un tiempo de residencia que oscila entre 45 y 90 min, su longitud efectiva es 4,8 m y su diámetro interno es de 0.85 m, una velocidad de giro graduable entre 0,3 y 3 rpm, y la posibilidad de variar su ángulo de inclinación entre 3° y 10°.
Tolvas:
Tolva de materia prima: Almacenará el cuesco tal como se recibe, listo para entrar a proceso, se estima tener al menos material almacenado para un día, por lo que tendrá la siguiente capacidad:
𝑉𝑉𝑉𝑉 = 3,75 𝑚𝑚3 𝑜𝑜 1875 𝐾𝐾𝐾𝐾
Tolva de material molido: Una vez el material está seco y molido, se estima que una tolva con capacidad de almacenamiento de 320 kg tendrá un tiempo de amortiguación de 6 horas suficiente para el proceso de molido

𝑉𝑉𝑉𝑉 = 0,65 𝑚𝑚3 𝑜𝑜 323,03 𝐾𝐾𝐾𝐾
Tolva de material carbonizado: Se estima que una tolva con capacidad para 220kg permite almacenar producto de 6 horas de operación
𝑉𝑉𝑉𝑉 = 0,46 𝑚𝑚3 𝑜𝑜 228,88 𝐾𝐾𝐾𝐾
Tolva de material activado: Siendo el producto final, es bueno almacenarlo mientras se enfría y empaca para evitar su contaminación, así una tolva con capacidad para 120kg es adecuada
𝑉𝑉𝑉𝑉 = 0,654 𝑚𝑚3 𝑜𝑜 324,38 𝐾𝐾𝐾𝐾
Tornillos transportadores:
Los tres tornillos transportadores, estos deben tener la capacidad de transportar y cargar cada una de las tolvas respectivas; en la siguiente figura se muestra un plano general de los transportadores requeridos, en donde el diámetro interior es de 0,15 m y el paso 0,10 m.
La planta de Carbon Activado de TECSOL contara con tornillos transportadores para llenar cada una de sus tolvas a excepción de la primera, que es la de materia prima y se llenara de manera manual. A continuación, se muestra un plano tridimensional con cada uno de los tornillos enumerados:
Figura 3. Plano tridimensional de la alternativa seleccionada. Fuente: Elaboración propia.
Como las tolvas se encontrarán a una altura de 2 metros sobre el nivel del suelo, los canales que no se enumeraron en la ilustración anterior corresponden a canales por donde se deslizara el material en proceso por efectos de gravedad.
Tolva 1: Transporte desde molino a tolva de material molido
Tolva 2: Transporte desde material carbonizado a tolva de material carbonizado
Tolva 3: Transporte desde material activado a tolva de producto final
La definición de los componentes de los tornillos transportadores aún está en proceso de estudio por parte de los compañeros de mecánica, pero se prevé que los tornillos tendrán la capacidad necesaria para suplir las tolvas considerando las capacidades máximas de los hornos, es decir tendrán la capacidad de cubrir cualquier tamaño de lote.

Antes de conocer las expresiones matemáticas que permiten obtener el flujo de material que puede desplazar un transportador de tornillo, es necesario definir los siguientes conceptos:
Área de relleno del canalón (S): El área de relleno del canalón que ocupa el material que mueve el transportador, se puede obtener mediante la siguiente expresión:
𝑆𝑆 = 𝜆𝜆 ∗𝜋𝜋𝐷𝐷2
4
Dónde: S: Es el área de relleno del transportador, en m2. D: es el diámetro del canalón del transportador, en m. λ: es el coeficiente de relleno de la sección.
Este coeficiente de relleno (λ) deberá ser menor que la unidad con objeto de evitar que se produzca amontonamiento del material que dificultaría su correcto flujo a lo largo del canalón.
En la siguiente tabla se indican los valores del coeficiente de relleno (λ) en función del tipo de carga que transporta el tornillo:
Tabla 3. Valores del coeficiente de relleno (λ) en función del tipo de carga
Tipo de Carga Coeficiente de relleno, λ Pesada y abrasiva 0,125 Pesada y poco abrasiva 0,25 Ligera y poco abrasiva 0,32 Lidera y no abrasiva 0,4 Fuente: http://ingemecanica.com/
Velocidad de desplazamiento del transportador (v): La velocidad de desplazamiento (v) del transportador es la velocidad con la que desplaza el material en la dirección longitudinal del eje del tornillo. Depende tanto del paso del tornillo como de su velocidad de giro.
La expresión que permite conocer la velocidad de desplazamiento en un transportador de tornillo es la siguiente:
𝑣𝑣 =𝑝𝑝 ∗ 𝑛𝑛
60
Dónde: v es la velocidad de desplazamiento del transportador, en m/s. p es el paso del tornillo o paso de hélice, en m. n es la velocidad de giro del eje del tornillo, en r.p.m.
La capacidad de transporte de un transportador de tornillo sin fin viene determinada por la siguiente expresión que calcula el flujo de material transportado:
𝑄𝑄 = 3600 · 𝑆𝑆 · 𝑣𝑣 · 𝜌𝜌 · 𝑖𝑖

Donde, Q es el flujo de material transportado, en t/h S es el área de relleno del transportador, en m2. v es la velocidad de desplazamiento del transportador, en m/s. ρ es la densidad del material transportado, en t/m3 i es el coeficiente de disminución del flujo de material debido a la inclinación del transportador.
En la siguiente tabla se muestran los valores de este coeficiente (i) de disminución de flujo que indica la reducción de capacidad de transporte debida a la inclinación:
Tabla 4. Valores del coeficiente (i) de disminución de flujo Inclinación del canalón 0º 5º 10º 15º 20º
I 1 0,9 0,8 0,7 0,6
4.2. Características físicas del material a través del proceso
Tabla 5. Densidades del material a través del proceso
Fase Densidad Cuesco de palma (materia prima) sin moler 𝜌𝜌 =
0,5 𝐾𝐾𝑐𝑐𝑚𝑚3
Cuesco de palma molido y seco 𝜌𝜌 =0,482 𝐾𝐾𝑐𝑐𝑚𝑚3
Material carbonizado 𝜌𝜌 =0,497 𝐾𝐾𝑐𝑐𝑚𝑚3
Carbón activado (producto final) 𝜌𝜌 =0,496 𝐾𝐾𝑐𝑐𝑚𝑚3
5. Modelo de simulación 5.1. Parámetros del sistema
Son condiciones que caracterizan, por sus propiedades, el valor y la descripción dimensional de un sistema específico o de uno o varios miembros del sistema, y que pueden afectar o ser afectados.
Capacidad de los hornos
Horno de carbonización: capacidad de 50 a 200kg/h de carga de cuesco seco. Tiempo de residencia entre 30 y 60 minutos.
Horno de activación: capacidad de 50 a 100kg/h de carga de carbonizado. Tiempo de residencia entre 45 y 90min.
Capacidad de las tolvas
Tolva de almacenamiento de MP: Carga máxima de 1875kg de cuesco de palma. Material almacenado para al menos un día.

Tolva de cuesco molido y seco: Carga máxima de 323,03kg. Material para al menos 6 horas.
Tolva de material carbonizado: Carga máxima de 228,88kg. Material para al menos 6 horas.
Tolva de almacenamiento: Carga máxima de 324,38kg.
Capacidad de los tornillos transportadores
Basándonos en los diseños tridimensionales aportados por los encargados del diseño mecánico, los cuales no son resultados oficiales, las medidas de interés para calcular el tiempo de transporte de cada uno de los tornillos y teniendo en cuenta un coeficiente de relleno λ= 0,4, por tratarse de un material ligero y no abrasivo en todas las etapas del proceso, una velocidad de giro del eje del tornillo n= 25 rpm (dato estimado por los encargados) y un paso de tornillo p= 0,1 m, se procede a calcular la velocidad de transporte de los tornillos (v) y el área de relleno del transportador (S) que son datos comunes entre los dos tornillos transportadores por tener las mismas características mecánicas, variando únicamente su longitud.
𝑣𝑣 =0,1𝑚𝑚 ∗ 25𝑟𝑟𝑝𝑝𝑚𝑚
60= 0,04166 𝑚𝑚/𝑠𝑠
𝑆𝑆 = 0,4 ∗ 𝜋𝜋 ∗(0,15𝑚𝑚)2
4= 7,06𝑥𝑥10−3 𝑚𝑚2
Flujo de masa en el tornillo 1:
Figura 4. Longitud y ángulo de inclinación del tornillo transportador 1.
Fuente: Elaboración propia
En la Figura 4 se muestran las medidas consideradas para el cálculo. En este tornillo se transportará material molido con una densidad de 0,482 m/ml. Debido a que el ángulo de inclinación es mayor a los considerados por las fórmulas para la asignación del coeficiente de disminución del flujo (i), se asignó el valor máximo permisible asumiendo un ángulo de 20° con un índice de disminución de flujo i= 0,6. Así, la capacidad de transporte del tornillo es:

𝑄𝑄1 = 3600 · (7,06𝑥𝑥10−3 𝑚𝑚2) · �0,04166𝑚𝑚𝑠𝑠� ·
0,482 𝑡𝑡𝑚𝑚3 · 0,6 = 5,1 𝐾𝐾𝐾𝐾/𝑚𝑚𝑖𝑖𝑛𝑛
Flujo de masa en el tornillo 2
Figura 5. Longitud y ángulo de inclinación del tornillo transportador 2.
Fuente: Elaboración propia
En este tornillo se transportará material carbonizado con una densidad de 0,497 g/ml. Debido a que el ángulo de inclinación es 8,7°, este se aproxima al siguiente para la asignación del coeficiente de disminución del flujo (i) asumiendo un índice de disminución de flujo i= 0,8. Así, la capacidad de transporte del tornillo es:
𝑄𝑄2 = 3600 · (7,06𝑥𝑥10−3 𝑚𝑚2) · �0,04166𝑚𝑚𝑠𝑠� ·
0,497 𝑡𝑡𝑚𝑚3 · 0,8 = 7,01 𝐾𝐾𝐾𝐾/𝑚𝑚𝑖𝑖𝑛𝑛
Capacidad del molino de bolas
La trituradora de TECSOL es una máquina que procesa un material de forma que produce dicho material con trozos de un tamaño menor al tamaño original mediante el uso de la fuerza, para romper y reducir el objeto en una serie de piezas de volumen más pequeñas o compactas. Debido a que no se tienen especificaciones técnicas exactas (ver siguiente imagen), se decide buscar una similar para tener las características técnicas de la maquina:
Se sabe que las dimensiones aproximadas de la trituradora son de dos por un metro (2x1m). Se encontró la siguiente trituradora industrial con las siguientes características técnicas:

5.2. Pronostico de la demanda
En Colombia el carbón activado tiene múltiples aplicaciones y existe un mercado de comercialización de este producto, pero al mismo tiempo cuenta con una producción interna muy limitada, por lo que se abastece básicamente de importaciones.
Para llevar a cabo la simulación del sistema se debe considerar la demanda estimada de carbón activado, a nivel nacional, en los próximos años. Para llevar a cabo el pronóstico de la demanda, se tomaron en cuenta datos emitidos por el Departamento de Impuesto y Aduanas Nacionales (DIAN) y el Departamento Administrativo Nacional de Estadística (DANE). Los datos corresponden la producción nacional, exportaciones, importaciones y niveles de inventario entre los años 2004 a 2014. En las tablas 6, 7 y 8 se muestran los datos hallados y posteriormente en las figuras 6, 7 y 8 se encuentran graficados los mismos.
5.2.1. Consumo nacional aparente
Con los datos disponibles se procede a calcular el consumo nacional aparente, usado cuando no se tienen datos exactos de la demanda de un bien.
𝐶𝐶𝐶𝐶𝐶𝐶𝑖𝑖 = 𝑃𝑃𝑖𝑖 + 𝐼𝐼𝑖𝑖 − 𝐸𝐸𝑖𝑖 + ∆𝑆𝑆𝑖𝑖
Dónde: CNAi: Consumo nacional aparente Pi: Producción nacional del año i Ii: Importaciones realizadas durante año i Ei: Exportaciones hechas durante año i ΔSi: Variaciones en el stock, durante el año i
Tabla 6 Producción y Existencias de Carbón Activado en Colombia 2004-2014 en Kilogramos
Año Producción Cantidad
Cantidad en Existencias a 31 de Diciembre
2005 224.963 44.212 2006 506.022 81.039 2007 523.065 82.748 2008 467.432 0 2009 601.705 71.042 2010 1.985.214 244.745 2011 850.192 37.572 2012 1.059.763 39.437 2013 1.113.566 36.115 2014 1.146.607 35.576
Fuente: Departamento Administrativo Nacional de Estadística, Encuesta Anual Manufacturera

Tabla 7 Importaciones y exportaciones de CA en Colombia 2004-2014 en Kilogramos Año Importaciones Exportaciones 2005 899.047 86.316 2006 695.666 43.722 2007 1.142.711 79.524 2008 1.184.871 159.296 2009 815.569 872.795 2010 987.868 314.593 2011 1.190.126 182.340 2012 922.546 290.412 2013 1.180.391 122.101 2014 934.751 315.394
Fuente: Departamento de Impuestos y Aduanas Nacionales, Sistema estadístico de Comercio Exterior (SIEX) DIAN
Sin embargo, previo al cálculo del CNA se decide realizar algunos ajustes en los datos, puesto que existen ciertos datos que a simple vista son “aislados” y no se encuentran comprendidos dentro de los valores habituales.
Como se puede apreciar de los gráficos 1 y 2, existe un pico en la producción nacional en el año 2010, que rompe con la tendencia y adicionalmente no se vuelve a presentar casi similar, por lo cual se procede a realizar interpolación del valor teniendo en cuenta los datos reportados para los años 2008, 2009, 2011 y 2012.
En el caso de las exportaciones también se presenta un máximo en el año 2009, que no es coherente con los valores que reportaron en los demás años. Con las consultas hechas en el DANE y DIAN se pudo corroborar el envío hacia Honduras de 650.000 kilogramos adicionales de mercancía reportada como CA. Con lo anterior se decide suprimir la cantidad adicional para obtener un valor de mayor correlación con los demás.
Gráfico 1. Producción y existencias de CA en Colombia durante el periodo 2005 – 2014. En kilogramos
0
500.000
1.000.000
1.500.000
2.000.000
2.500.000
2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Producción y Existencias de CA
Producción de CA Existencias de CA

Gráfico 2. Producción y existencias de CA en Colombia durante el periodo 2005 – 2014. En kilogramos
Producto de la interpolación la producción que se usará para el cálculo del CNA en el año 2010 será 774.773 kg, mientras que las exportaciones para el año 2009 alcanzarán un valor de 228.872 kg. A su vez se ajustan los inventarios del año 2009 igualandolos a los del año 2008.
En la tabla 8 se muestran los resultados para consumo nacional aparente y en la figura 8 se muestra graficada la progresión de dicho consumo.
Teniendo en cuenta estos resultados se procede a realizar el pronóstico de la demanda nacional para los años 2015 (datos que aún no se reportan), 2016 (en curso) y 2017. Para ello se evaluarán distintos métodos y se seleccionara aquel que represente mejor ajuste con los históricos.
Tabla 8 Importaciones y exportaciones de CA en Colombia 2004-2014
Año Producción Importaciones Exportaciones Inv. Inicial Inv.
Final CNA
2005 224.963 + 899.047 - 86.316 + 58.921 - 44.212 1.052.402 2006 506.022 + 695.666 - 43.722 + 44.212 - 81.039 1.121.139 2007 523.065 + 1.142.711 - 79.524 + 81.039 - 82.748 1.584.543 2008 467.432 + 1.184.871 - 159.296 + 82.748 - 0 1.575.755 2009 601.705 + 815.569 - 228.873 + 0 - 71.042 1.117.359 2010 744.773 + 987.868 - 314.593 + 71.042 - 71.042 1.418.048 2011 850.192 + 1.190.126 - 182.340 + 71.042 - 37.572 1.891.448 2012 1.059.763 + 922.546 - 290.412 + 37.572 - 39.437 1.690.032 2013 1.113.566 + 1.180.391 - 122.101 + 39.437 - 36.115 2.175.178 2014 1.146.607 + 934.751 - 315.394 + 36.115 - 35.576 1.766.503
0
200.000
400.000
600.000
800.000
1.000.000
1.200.000
1.400.000
2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Importaciones y Exportaciones de CA
Importaciones de CA Exportaciones de CA

Figura 8. Consumo Nacional Aparente de CA en Colombia durante el periodo 2005 – 2014. En kilogramos
5.2.2. Métodos de pronostico
Promedios Móviles Dobles
Los promedios móviles se utilizan principalmente cuando la demanda es estable, sin embargo, en casos en los que haya tendencia es posible emplear los promedios móviles dobles. Esta técnica consiste en promediar los valores reales de los K periodos anteriores al periodo presente y el valor obtenido es el primer promedio móvil
𝑃𝑃𝑃𝑃𝑖𝑖 =∑ 𝐶𝐶𝐶𝐶𝐶𝐶𝑗𝑗𝑖𝑖𝑗𝑗=𝑖𝑖−𝑘𝑘
𝑘𝑘
Posteriormente se realiza nuevamente un promedio móvil, el promedio móvil doble
𝑃𝑃𝑃𝑃𝐷𝐷𝑖𝑖 =∑ 𝑃𝑃𝑃𝑃𝑗𝑗𝑖𝑖𝑗𝑗=𝑖𝑖−𝑘𝑘
𝑘𝑘
El pronóstico de m periodos al futuro desde el periodo i, se calcula como sigue
𝑃𝑃�𝑖𝑖+𝑚𝑚 = 𝑎𝑎𝑖𝑖𝑏𝑏𝑖𝑖𝑚𝑚
𝑎𝑎𝑖𝑖 = 2𝑃𝑃𝑃𝑃𝑖𝑖 − 𝑃𝑃𝑃𝑃𝐷𝐷𝑖𝑖
𝑏𝑏𝑖𝑖 = 2𝑃𝑃𝑃𝑃𝑖𝑖 − 𝑃𝑃𝑃𝑃𝐷𝐷𝑖𝑖
𝑛𝑛 − 1
Donde a es la diferencia entre los dos promedios móviles y b es un factor adicional de ajuste.
Los resultados de los promedios móviles dobles se muestran en la Tabla 9
Regresión Lineal
Es un método ideal cuando existe algún tipo de tendencia, sin embargo, no tiene la capacidad de absorber factores como estacionalidades. Se decide usar porque como se observa la tendencia de la demanda es creciente, aunque muy variable. La ecuación para estimar la demanda por medio de la regresión lineal es:
0
500.000
1.000.000
1.500.000
2.000.000
2.500.000
2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Consumo Nacional Aparente de CA
Consumo Nacional Aparente

Tabla 9 Pronósticos de demanda mediante Promedios móviles dobles
k: 3 Año X PM PMD Error Abs1 2005 1 2006 2 2007 3 1.252.694,77 2008 4 1.427.145,65 2009 5 1.425.885,54 1.368.575,32 251.216,39 2010 6 1.370.387,39 1.407.806,20 10.242,19 2011 7 1.475.618,54 1.423.963,83 467.484,48 2012 8 1.666.509,60 1.504.171,84 185.860,25 2013 9 1.918.886,00 1.687.004,71 488.172,88 2014 10 1.877.237,44 1.820.877,68 54.375,03
Error medio 242.891,87
𝑃𝑃𝚤𝚤� = 𝑎𝑎𝑎𝑎 + 𝑏𝑏
Donde: 𝑃𝑃𝚤𝚤� : Pronostico del año i a: Pendiente de la recta b: Intersección de la recta con el eje
Los valores obtenidos mediante la regresión lineal se pueden observar en la Tabla 10.
Tabla 10 Pronósticos de demanda mediante regresión lineal
a: 94.426,60 b: 1.019.894,44 Año X Pronostico Error Abs 2005 1 1.114.321,03 61.918,82 2006 2 1.208.747,63 87.608,37 2007 3 1.303.174,22 281.368,62 2008 4 1.397.600,82 178.154,04 2009 5 1.492.027,42 374.668,49 2010 6 1.586.454,01 168.405,62 2011 7 1.680.880,61 210.567,70 2012 8 1.775.307,20 85.275,11 2013 9 1.869.733,80 305.443,79 2014 10 1.964.160,39 197.657,74
Error medio 195.106,83
1 Los errores se calculan como la diferencia entre el valor real y el valor pronosticado. El valor absoluto de este error es el error absoluto.

Suavización exponencial doble
Es un método aplicado en series de tiempos. Es aconsejable aplicarla cuando existe tendencia en los datos a pronóstico. La suavización tiene como parámetro el coeficiente de suavización 𝛼𝛼, el cual se debe escoger adecuadamente para que pueda responder a cambios en la demanda sin que el pronóstico se vea demasiado alterado.
Para este caso, debido a la gran variabilidad que se presenta en la demanda se decide tomar 𝛼𝛼=0,01. Para hallar los valores del pronóstico se halla inicialmente los valores como si se tratara de una suavización exponencial simple (𝑆𝑆𝑇𝑇𝑖𝑖), luego con los valores obtenidos de la primera suavización se calcula una nueva suavización (𝑆𝑆𝑇𝑇𝑖𝑖2 ). Para ello se utilizan las siguientes ecuaciones.
Suavización exponencial simple:
𝑆𝑆1 = 𝐶𝐶𝐶𝐶𝐶𝐶1 ∗ 𝛼𝛼 + (1 − 𝛼𝛼) ∗ ∑ 𝐶𝐶𝐶𝐶𝐶𝐶𝑖𝑖𝑛𝑛𝑖𝑖=1𝑛𝑛
𝑆𝑆𝑖𝑖 = 𝐶𝐶𝐶𝐶𝐶𝐶𝑖𝑖 ∗ 𝛼𝛼 + (1 − 𝛼𝛼) ∗ 𝑆𝑆𝑖𝑖−1 ∀ 𝑖𝑖 > 1
𝑆𝑆𝑆𝑆𝑎𝑎𝑣𝑣𝑖𝑖𝑆𝑆𝑎𝑎𝑐𝑐𝑖𝑖ó𝑛𝑛 𝑒𝑒𝑥𝑥𝑝𝑝𝑜𝑜𝑛𝑛𝑒𝑒𝑛𝑛𝑐𝑐𝑖𝑖𝑎𝑎𝑒𝑒 𝑑𝑑𝑜𝑜𝑏𝑏𝑒𝑒𝑒𝑒
𝑆𝑆12 = 𝑆𝑆1 ∗ 𝛼𝛼 + (1 − 𝛼𝛼) ∗ ∑ 𝑆𝑆𝑖𝑖𝑛𝑛𝑖𝑖=1𝑛𝑛
𝑆𝑆𝑖𝑖2 = 𝑆𝑆𝑖𝑖 ∗ 𝛼𝛼 + (1 − 𝛼𝛼) ∗ 𝑆𝑆𝑖𝑖2 ∀ 𝑖𝑖 > 1
Los resultados para el pronóstico con suavización exponencial dobles se muestran en la Tabla 10.
Tabla 11 Pronósticos de demanda mediante Suavización exponencial doble Alfa 0,01 Año X ST ST2 Error Abs 2005 1 1.534.372,33 1.531.858,91 479.456,70 2006 2 1.530.240,00 1.531.842,72 410.703,46 2007 3 1.530.783,03 1.531.832,12 52.710,72 2008 4 1.531.232,74 1.531.826,13 43.928,73 2009 5 1.527.094,01 1.531.778,81 414.419,88 2010 6 1.526.003,55 1.531.721,05 113.672,66 2011 7 1.529.658,00 1.531.700,42 359.747,89 2012 8 1.531.261,74 1.531.696,04 158.336,05 2013 9 1.537.700,90 1.531.756,09 643.421,51 2014 10 1.539.988,91 1.531.838,41 234.664,24
Error medio 291.106,18
Para calcular el pronóstico de m periodos adelante del periodo actual se tiene.
𝑃𝑃�𝑖𝑖+𝑚𝑚 = 𝑎𝑎𝑖𝑖 + 𝑏𝑏𝑖𝑖𝑚𝑚
𝑎𝑎𝑖𝑖 = 2𝑆𝑆𝑖𝑖 − 𝑆𝑆𝑖𝑖2

𝑏𝑏𝑖𝑖 =𝛼𝛼(𝑆𝑆𝑖𝑖 − 𝑆𝑆𝑖𝑖2)
1 − 𝛼𝛼
5.2.3. Selección del método y pronostico
Para la selección del método de pronostico el criterio fue tomar aquel que tuviera el menor error medio absoluto (MAD). En este caso la regresión lineal fue la que tuvo un mejor ajuste a los datos históricos y obtuvo error medio de 195.106,83.
Por lo tanto, utilizando la ecuación para el cálculo del pronóstico se obtienen los valores registrados en la tabla 12.
Tabla 12 Pronósticos de demanda 2015-2017 (kg)
Año X Pronostico 2015 1 2.058.586,99 2016 2 2.153.013,59 2017 3 2.247.440,18
5.3. Identificación de variables
Ahora se expondrán las variables tenidas en cuenta en el estudio. En primera instancia se considera la demanda, aunque ya se pronosticó ahora se dará variabilidad mensual a la misma. Para ello, considerando que las importaciones de CA son un indicador representativo de la fluctuación de la demanda a través del tiempo, se tomó en cuenta datos de las importaciones mensuales durante los últimos once años (2004-2015) y se muestran en la Tabla 13.
Posteriormente se calcula la proporción o participación de cada mes en el respectivo año. Estas proporciones son las que se observan en la Tabla 14.
Ahora se realizan las pruebas correspondientes para corroborar si se trata de una variable independiente, y por lo tanto aleatoria.
Año Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre Cantidad (kg)2005 51.016,22 55.852,00 159.462,20 96.188,85 86.209,09 89.895,16 53.782,25 109.886,50 48.068,59 60.484,52 55.364,87 32.836,31 899.046,562006 30.715,14 54.722,05 71.677,20 43.853,63 27.865,38 23.102,72 78.148,31 125.213,99 72.909,25 42.115,92 85.668,94 39.673,63 695.666,162007 108.335,84 104.217,42 129.010,00 76.636,11 122.386,50 40.750,90 77.289,04 136.970,44 65.502,07 85.078,20 132.510,53 64.023,98 1.142.711,032008 180.932,84 67.896,38 104.500,00 101.003,87 132.975,80 130.311,50 61.070,69 37.687,64 63.071,60 116.957,89 81.967,00 106.495,60 1.184.870,812009 33.644,50 47.836,33 39.164,00 99.989,90 50.491,86 117.991,00 55.135,19 56.592,58 109.048,48 52.007,30 72.235,00 81.432,64 815.568,782010 104.055,25 38.587,47 44.334,22 152.776,33 81.820,27 46.809,25 28.993,45 62.373,25 93.920,39 118.053,51 89.919,68 126.224,88 987.867,952011 180.293,07 29.435,10 130.820,65 9.533,75 171.345,76 126.146,01 66.485,94 69.102,38 133.049,56 117.865,60 100.107,05 55.941,08 1.190.125,952012 30.907,20 24.445,08 86.689,46 66.476,08 70.271,66 77.708,00 130.968,11 62.718,00 89.600,00 99.800,46 61.917,61 121.044,08 922.545,742013 56.847,18 38.019,23 183.863,93 57.099,28 145.083,42 110.114,27 19.671,50 161.247,41 114.752,00 119.236,30 20.282,98 154.173,33 1.180.390,832014 26.690,43 218.341,62 58.125,19 99.094,01 62.863,79 49.807,37 60.233,88 75.881,85 74.438,76 108.025,12 48.818,79 52.430,00 934.750,812015 64.601,44 49.621,89 73.260,00 106.590,54 109.783,62 63.997,08 181.808,25 18.619,34 106.838,10 107.343,71 68.547,09 90.676,00 1.041.687,06
Fuente: Departamento de Impuestos y Aduanas Nacionales , Si s tema estadis tico de Comercio Exterior (SIEX) DIAN
Importaciones mensuales 2005-2015 (kg)Tabla 13

5.3.1. Pruebas de independencia para la demanda mensual
Para verificar si la proporción mensual de la demanda anual se comporta como una variable aleatoria se realiza una prueba de correlación mediante un gráfico de nube de puntos de 1er grado. Adicionalmente, dado que los datos representan los 12 meses del año, se realizó un Scatter Plot de 12 doceavo orden para mirar si existía alguna relación o tendencia entre el mismo mes en cada uno de los años. A continuación, se muestran los dos diagramas obtenidos:
Gráfico 3. Nube de puntos de primer orden
Gráfico 4. Nube de puntos de 12vo orden
Año Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre2005 0,05674 0,06212 0,17737 0,10699 0,09589 0,09999 0,05982 0,12223 0,05347 0,06728 0,06158 0,036522006 0,04415 0,07866 0,10303 0,06304 0,04006 0,03321 0,11234 0,17999 0,10480 0,06054 0,12315 0,057032007 0,09481 0,09120 0,11290 0,06707 0,10710 0,03566 0,06764 0,11986 0,05732 0,07445 0,11596 0,056032008 0,15270 0,05730 0,08820 0,08524 0,11223 0,10998 0,05154 0,03181 0,05323 0,09871 0,06918 0,089882009 0,04125 0,05865 0,04802 0,12260 0,06191 0,14467 0,06760 0,06939 0,13371 0,06377 0,08857 0,099852010 0,10533 0,03906 0,04488 0,15465 0,08283 0,04738 0,02935 0,06314 0,09507 0,11950 0,09102 0,127782011 0,15149 0,02473 0,10992 0,00801 0,14397 0,10599 0,05586 0,05806 0,11179 0,09904 0,08411 0,047002012 0,03350 0,02650 0,09397 0,07206 0,07617 0,08423 0,14196 0,06798 0,09712 0,10818 0,06712 0,131212013 0,04816 0,03221 0,15577 0,04837 0,12291 0,09329 0,01667 0,13661 0,09722 0,10101 0,01718 0,130612014 0,02855 0,23358 0,06218 0,10601 0,06725 0,05328 0,06444 0,08118 0,07963 0,11557 0,05223 0,056092015 0,06202 0,04764 0,07033 0,10232 0,10539 0,06144 0,17453 0,01787 0,10256 0,10305 0,06580 0,08705
Tabla 14participación Mensual en las importaciones 2005-2015 (kg)
0
0,05
0,1
0,15
0,2
0,25
0 0,05 0,1 0,15 0,2 0,25
6,21
2359
0128
6358
E-02
0,056744803072268
0
0,05
0,1
0,15
0,2
0,25
0 0,05 0,1 0,15 0,2 0,25
4,41
5212
6071
5053
E-02
0,056744803072268

Como se puede apreciar no existe ningún tipo de relación o tendencia entre los datos tanto para la prueba de primer orden como la de doceavo orden.
Para verificar los resultados obtenidos por los scatter plot se realiza la prueba de corridas con la hipótesis nula de que los datos son independientes. La mediana del grupo es 0,07914812 se organizan los valores y se observa un total de 90 corridas (h=90). Calculando en número esperado de corridas E(h) y la varianza esperada V(h).
𝐸𝐸(ℎ) =2𝑛𝑛 − 1
3
𝑉𝑉(ℎ) =16𝑛𝑛 − 29
90
Donde n es el tamaño de la muestra. Efectuando los cálculos se obtuvieron:
𝐸𝐸(ℎ) = 87,66
𝑉𝑉(ℎ) = 23,14
Ahora se realiza la prueba de hipótesis del estadístico Z, con significancia de 0,05.
𝑍𝑍 =ℎ − 𝐸𝐸(ℎ)�𝑉𝑉(ℎ)
𝐻𝐻0 = 𝐿𝐿𝑜𝑜𝑠𝑠 𝑑𝑑𝑎𝑎𝑡𝑡𝑜𝑜𝑠𝑠 𝑠𝑠𝑜𝑜𝑛𝑛 𝑖𝑖𝑛𝑛𝑑𝑑𝑒𝑒𝑝𝑝𝑒𝑒𝑛𝑛𝑑𝑑𝑖𝑖𝑒𝑒𝑛𝑛𝑡𝑡𝑒𝑒𝑠𝑠
𝐻𝐻𝑎𝑎 = 𝐿𝐿𝑜𝑜𝑠𝑠 𝑑𝑑𝑎𝑎𝑡𝑡𝑜𝑜𝑠𝑠 𝑛𝑛𝑜𝑜 𝑠𝑠𝑜𝑜𝑛𝑛 𝑖𝑖𝑛𝑛𝑑𝑑𝑒𝑒𝑝𝑝𝑒𝑒𝑛𝑛𝑑𝑑𝑖𝑖𝑒𝑒𝑛𝑛𝑡𝑡𝑒𝑒𝑠𝑠
Para que la hipótesis no sea rechazada se debe cumplir −𝑍𝑍𝛼𝛼/2 ≤ 𝑍𝑍 ≤ 𝑍𝑍𝛼𝛼/2
𝑍𝑍 =90 − 87,66√23,14
= 0,48
El Z critico es 1,96. Por lo tanto la hipótesis nula se acepta.
5.3.2. Pruebas de homogeneidad para la demanda mensual
Prueba ANOVA
Ahora se desea evaluar si existe algún tipo de homogeneidad entre los meses del año. Para ellos se procede inicialmente con una prueba ANOVA. Esta prueba permitirá establecer si existe una diferencia estadística significativa entre las participaciones porcentuales de cada uno de los meses en las importaciones de carbón activado en los años de estudio. Se trabaja bajo las hipótesis
𝐻𝐻0: 𝐿𝐿𝑎𝑎𝑠𝑠 𝑚𝑚𝑒𝑒𝑑𝑑𝑖𝑖𝑎𝑎𝑠𝑠 𝑑𝑑𝑒𝑒 𝑒𝑒𝑎𝑎𝑠𝑠 𝑝𝑝𝑎𝑎𝑟𝑟𝑡𝑡𝑖𝑖𝑐𝑐𝑖𝑖𝑝𝑝𝑎𝑎𝑐𝑐𝑖𝑖𝑜𝑜𝑛𝑛𝑒𝑒𝑠𝑠 𝑝𝑝𝑜𝑜𝑟𝑟𝑐𝑐𝑒𝑒𝑛𝑛𝑡𝑡𝑆𝑆𝑎𝑎𝑒𝑒𝑒𝑒𝑠𝑠 𝑑𝑑𝑒𝑒 𝑐𝑐𝑎𝑎𝑑𝑑𝑎𝑎 𝑚𝑚𝑒𝑒𝑠𝑠 𝑠𝑠𝑜𝑜𝑛𝑛 𝑖𝑖𝐾𝐾𝑆𝑆𝑎𝑎𝑒𝑒𝑒𝑒𝑠𝑠
𝐻𝐻𝑎𝑎:𝐶𝐶𝑒𝑒 𝑚𝑚𝑒𝑒𝑛𝑛𝑜𝑜𝑠𝑠 𝑆𝑆𝑛𝑛𝑎𝑎 𝑑𝑑𝑒𝑒 𝑒𝑒𝑎𝑎𝑠𝑠 𝑚𝑚𝑒𝑒𝑑𝑑𝑖𝑖𝑎𝑎𝑠𝑠 𝑑𝑑𝑒𝑒 𝑒𝑒𝑎𝑎𝑠𝑠 𝑝𝑝𝑎𝑎𝑟𝑟𝑡𝑡𝑖𝑖𝑐𝑐𝑖𝑖𝑝𝑝𝑎𝑎𝑐𝑐𝑖𝑖𝑜𝑜𝑛𝑛𝑒𝑒𝑠𝑠 𝑝𝑝𝑜𝑜𝑟𝑟𝑐𝑐𝑒𝑒𝑛𝑛𝑡𝑡𝑆𝑆𝑎𝑎𝑒𝑒𝑒𝑒𝑠𝑠 𝑑𝑑𝑒𝑒 𝑐𝑐𝑎𝑎𝑑𝑑𝑎𝑎 𝑚𝑚𝑒𝑒𝑠𝑠 𝑑𝑑𝑖𝑖𝑑𝑑𝑖𝑖𝑒𝑒𝑟𝑟𝑒𝑒 𝑑𝑑𝑒𝑒 𝑒𝑒𝑎𝑎𝑠𝑠 𝑜𝑜𝑡𝑡𝑟𝑟𝑎𝑎𝑠𝑠
La prueba se lleva a cabo con un nivel de significancia de 5%. En la tabla 15 se muestra el resumen de los datos para la prueba.
En la Tabla 16 se observa la prueba de varianza para verificar si existe al menos una muestra diferente.

Si el valor Fcalculado es menor que el valor de la tabla F no se rechaza H0.
Tabla 15 Resumen datos prueba ANOVA
Grupos Cuenta Suma Promedio Varianza Enero 11 0,8187136 0,0744285 0,0020389 Febrero 11 0,7516629 0,068333 0,0034432 Marzo 11 1,0665601 0,09696 0,0017494 Abril 11 0,9363692 0,0851245 0,0015731 Mayo 11 1,015708 0,0923371 0,0009038 Junio 11 0,8691298 0,0790118 0,0012618 Julio 11 0,8417535 0,076523 0,0022614 Agosto 11 0,9481232 0,086193 0,0023359 Septiembre 11 0,9859357 0,0896305 0,0006751 Octubre 11 1,0110941 0,0919176 0,0004577 Noviembre 11 0,8359064 0,0759915 0,0008731 Diciembre 11 0,9190436 0,0835494 0,0012522
Como Fcalculado es 0,5194 y por lo tanto menor que el valor de la tabla F se concluye que no se rechaza H0.
Prueba de Krusakal Wallis
Sirve para probar la hipótesis nula de que k muestras independientes son de poblaciones idénticas. Para su elaboración se calcula el estadístico H de la ecuación siguiente:
𝐻𝐻 = 12
𝑛𝑛(𝑛𝑛 + 1)�
𝑅𝑅𝑖𝑖2
𝑛𝑛𝑖𝑖
𝑘𝑘
𝑖𝑖=1
− 3(𝑛𝑛 + 1)
Donde
𝑅𝑅𝑖𝑖: 𝑠𝑠𝑆𝑆𝑚𝑚𝑎𝑎𝑡𝑡𝑜𝑜𝑟𝑟𝑖𝑖𝑎𝑎 𝑑𝑑𝑒𝑒 𝑒𝑒𝑎𝑎𝑠𝑠 𝑝𝑝𝑜𝑜𝑠𝑠𝑖𝑖𝑐𝑐𝑖𝑖𝑜𝑜𝑛𝑛𝑒𝑒𝑠𝑠 𝑑𝑑𝑒𝑒 𝑒𝑒𝑎𝑎 𝑚𝑚𝑆𝑆𝑒𝑒𝑠𝑠𝑡𝑡𝑟𝑟𝑎𝑎 𝑖𝑖 𝑛𝑛𝑖𝑖: 𝑡𝑡𝑎𝑎𝑚𝑚𝑎𝑎ñ𝑜𝑜 𝑑𝑑𝑒𝑒 𝑒𝑒𝑎𝑎 𝑚𝑚𝑆𝑆𝑒𝑒𝑠𝑠𝑡𝑡𝑟𝑟𝑎𝑎 𝑖𝑖 𝑘𝑘:𝑛𝑛ú𝑚𝑚𝑒𝑒𝑟𝑟𝑜𝑜 𝑑𝑑𝑒𝑒 𝑚𝑚𝑆𝑆𝑒𝑒𝑠𝑠𝑡𝑡𝑟𝑟𝑎𝑎𝑠𝑠 𝑛𝑛:𝑛𝑛ú𝑚𝑚𝑒𝑒𝑟𝑟𝑜𝑜 𝑡𝑡𝑜𝑜𝑡𝑡𝑎𝑎𝑒𝑒 𝑑𝑑𝑒𝑒 𝑑𝑑𝑎𝑎𝑡𝑡𝑜𝑜𝑠𝑠
Las hipótesis de la prueba son:
𝐻𝐻0: 𝐿𝐿𝑎𝑎𝑠𝑠 𝑘𝑘 𝑚𝑚𝑆𝑆𝑒𝑒𝑠𝑠𝑡𝑡𝑟𝑟𝑎𝑎𝑠𝑠 𝑑𝑑𝑒𝑒 𝑒𝑒𝑎𝑎𝑠𝑠 𝑝𝑝𝑎𝑎𝑟𝑟𝑡𝑡𝑖𝑖𝑐𝑐𝑖𝑖𝑝𝑝𝑎𝑎𝑐𝑐𝑖𝑖𝑜𝑜𝑛𝑛𝑒𝑒𝑠𝑠 𝑝𝑝𝑟𝑟𝑜𝑜𝑣𝑣𝑖𝑖𝑒𝑒𝑛𝑛𝑒𝑒𝑛𝑛 𝑑𝑑𝑒𝑒 𝑒𝑒𝑎𝑎 𝑚𝑚𝑖𝑖𝑠𝑠𝑚𝑚𝑎𝑎 𝑝𝑝𝑜𝑜𝑏𝑏𝑒𝑒𝑎𝑎𝑐𝑐𝑖𝑖ó𝑛𝑛
𝐻𝐻𝑎𝑎:𝐶𝐶𝑒𝑒 𝑚𝑚𝑒𝑒𝑛𝑛𝑜𝑜𝑠𝑠 𝑆𝑆𝑛𝑛𝑎𝑎 𝑑𝑑𝑒𝑒 𝑑𝑑𝑒𝑒 𝑒𝑒𝑎𝑎𝑠𝑠 𝑚𝑚𝑆𝑆𝑒𝑒𝑠𝑠𝑡𝑡𝑟𝑟𝑎𝑎𝑠𝑠 𝑝𝑝𝑜𝑜𝑟𝑟𝑐𝑐𝑒𝑒𝑛𝑛𝑡𝑡𝑆𝑆𝑎𝑎𝑒𝑒𝑒𝑒𝑠𝑠 𝑑𝑑𝑒𝑒 𝑐𝑐𝑎𝑎𝑑𝑑𝑎𝑎 𝑚𝑚𝑒𝑒𝑠𝑠 𝑝𝑝𝑟𝑟𝑜𝑜𝑣𝑣𝑖𝑖𝑒𝑒𝑛𝑛𝑒𝑒 𝑑𝑑𝑒𝑒 𝑆𝑆𝑛𝑛𝑎𝑎 𝑝𝑝𝑜𝑜𝑏𝑏𝑒𝑒𝑎𝑎𝑐𝑐𝑖𝑖ó𝑛𝑛 𝑑𝑑𝑖𝑖𝑑𝑑𝑒𝑒𝑟𝑟𝑒𝑒𝑛𝑛𝑡𝑡𝑒𝑒
El resumen de los resultados de la prueba se muestra en la Tabla 17.
Origen de las variaciones
Suma de cuadrados
Grados de libertad
Promedio de los cuadrados F Probabilidad Valor crítico
para FEntre grupos 0,00896275 11 0,000814796 0,51937377 0,887131678 1,869290422Dentro de los grupos 0,18825649 120 0,001568804
Tabla 16Resumen datos prueba ANOVA

Tabla 17 Resumen prueba Krusakal Wallis
Mes ni Ri Ri^2/ni Enero 11 585 31111,364 Febrero 11 455 18820,455 Marzo 11 867 68335,364 Abril 11 793 57168,091 Mayo 11 874 69443,273 Junio 11 681 42160,091 Julio 11 631 36196,455 Agosto 11 765 53202,273 Septiembre 11 825 61875 Octubre 11 890 72009,091 Noviembre 11 687 42906,273 Diciembre 11 725 47784,091 Sumatorias 132 8778 601011,82
Calculando H se obtiene:
𝐻𝐻 = 12
132(132 + 1) ∗(601.011,81) − 3(132 + 1)
𝐻𝐻 = 11,8078
Con una significación del 5% y 11 grados de libertad el valor crítico de la distribución Chi cuadrado es 19,675. Dado que H es menor que el valor crítico, no existe evidencia para rechazar la hipótesis nula de que las muestras proviene de la misma población.
5.3.3. Pruebas de bondad y ajuste para la demanda mensual
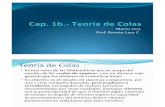
Estas pruebas permiten evaluar si los datos se ajustan a alguna distribución de probabilidad particular. Para ello se utilizó la herramienta StatFit de ProModel. Los resultados de la prueba de bondad de ajuste (Chi Cuadrado, Kolmogorov-Smirnov y Anderson Darling), se muestran en la Imagen 1.
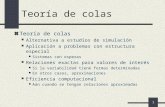
En la Imagen 2, se muestra la aceptación o rechazo de las diferentes distribuciones evaluadas con cada una de las pruebas:
Se evidencia que los datos siguen una distribución Gamma con una aceptación del 97,6%, además realizando el grafico de probabilidad PP PLOT (siguiente imagen), se corrobora el ajuste de los datos a la distribución Gamma, por lo que se escoge como distribución patrón para la generación de variables aleatorias de la proporción de demanda pronosticada.

Imagen 1. Pruebas de bondad y ajuste. Stat-Fit.
Imagen 2. Ajuste a las distribuciones evaluadas. Stat-Fit
Se evidencia que los datos siguen una distribución Gamma con una aceptación del 97,6%, además realizando el grafico de probabilidad PP PLOT (siguiente imagen), se corrobora el

ajuste de los datos a la distribución Gamma, por lo que se escoge como distribución patrón para la generación de variables aleatorias de la proporción de demanda pronosticada.
5.3.4. Otras Variables Aleatorias
Tiempo de transporte de los Tornillos
Teniendo en cuenta que se realizara una simulación con escenarios que varían en el tamaño de lote (escenario 1: 50 kg, escenario 2: 70 kg, escenario 3: 90kg), se calcula el tiempo de transporte de los tornillos transportadores teniendo en cuenta esta variable establecida por el sistema como sigue:
𝑡𝑡𝑖𝑖𝑗𝑗 =𝑃𝑃𝑗𝑗𝑄𝑄𝑖𝑖
Donde:
𝑡𝑡𝑖𝑖: 𝑡𝑡𝑖𝑖𝑒𝑒𝑚𝑚𝑝𝑝𝑜𝑜 𝑑𝑑𝑒𝑒 𝑡𝑡𝑟𝑟𝑎𝑎𝑛𝑛𝑠𝑠𝑝𝑝𝑜𝑜𝑟𝑟𝑡𝑡𝑒𝑒 𝑑𝑑𝑒𝑒 𝑡𝑡𝑜𝑜𝑟𝑟𝑛𝑛𝑖𝑖𝑒𝑒𝑒𝑒𝑜𝑜 𝑖𝑖
𝑄𝑄𝑖𝑖:𝐶𝐶𝑎𝑎𝑝𝑝𝑎𝑎𝑐𝑐𝑖𝑖𝑑𝑑𝑎𝑎𝑑𝑑 𝑑𝑑𝑒𝑒 𝑡𝑡𝑟𝑟𝑎𝑎𝑛𝑛𝑠𝑠𝑝𝑝𝑜𝑜𝑟𝑟𝑡𝑡𝑒𝑒 𝑑𝑑𝑒𝑒𝑒𝑒 𝑡𝑡𝑜𝑜𝑟𝑟𝑛𝑛𝑖𝑖𝑒𝑒𝑒𝑒𝑜𝑜 𝑖𝑖
Para trabajar de forma discreta se establece el tiempo que tarda un tornillo en transportar 1kg de producto.
Tornillo 1:
𝑡𝑡1 =1𝑘𝑘𝐾𝐾
5,1 𝑘𝑘𝐾𝐾𝑚𝑚𝑖𝑖𝑛𝑛
≈ 0,196𝑚𝑚𝑖𝑖𝑛𝑛
Para darle la propiedad de aleatoriedad, se toma el dato anterior como el promedio y estima una variación alrededor de esta media del 10%. Debido a que se trata de una maquina se prevé un comportamiento descrito a través de una distribución uniforme, obteniendo lo siguiente:
𝑡𝑡1~ 𝑑𝑑𝑑𝑑𝑝𝑝 𝑈𝑈 [0,177; 0,215] 𝑚𝑚𝑖𝑖𝑛𝑛
Se procede la misma manera con el tornillo 2.
Tornillo 2: Considerando la eficiencia de 34% en el horno de carbonización, lo que transportara en promedio en el tornillo 2, es el 34% de lo que transporto el tornillo 1.
𝑡𝑡2 =1𝑘𝑘𝐾𝐾
7,01 𝑘𝑘𝐾𝐾𝑚𝑚𝑖𝑖𝑛𝑛
≈ 0,143 𝑚𝑚𝑖𝑖𝑛𝑛
𝑡𝑡2 ~ 𝑑𝑑𝑑𝑑𝑝𝑝 𝑈𝑈 [0,129; 0,157] 𝑚𝑚𝑖𝑖𝑛𝑛
Trituradora
Se observa una capacidad de producción de 80 a 150 kg/hora, por lo que se selecciona este flujo para estimar la variable aleatoria de tiempo de triturado. Se estima que la trituradora podrá procesar en promedio 130 kg/hora. Con este valor se calcula el tiempo para procesar 1kg de cuesco.
𝑡𝑡 =1𝑘𝑘𝐾𝐾
130 𝑘𝑘𝐾𝐾/60𝑚𝑚𝑖𝑖𝑛𝑛 ≈ 0.462𝑚𝑚𝑖𝑖𝑛𝑛

Al tratarse de una máquina, se estima que tendrá un comportamiento uniforme. Para evaluar los intervalos de tiempo para cada uno de los tamaños de lote, se procede de la siguiente manera
𝑡𝑡 ~ 𝑑𝑑𝑑𝑑𝑝𝑝 𝑈𝑈 [0,362; 0,51] 𝑚𝑚𝑖𝑖𝑛𝑛
Tiempos de carbonización
Según literatura encontrada [fuente], y con pruebas que se han hecho en el mismo sistema de estudio, se encontraron los siguientes datos:
Tiempo promedio para 50 kg de cuesco 67,43 min.
El horno carbonización tiene una capacidad de procesar entre 50 y 200 kg/h de carbonizado, indicando un tiempo de procesamiento que depende de la cantidad de flujo que procesa el horno. Se establece una relación de linealidad de procesamiento entre el tiempo de residencia en el horno y la cantidad procesada. Para 50kg el tiempo promedio es 67,43 min; se establece una desviación del 3.8% y un comportamiento uniforme al tratarse de una máquina.
Escenario 1 (50kg)
𝑑𝑑𝑑𝑑𝑝𝑝 ~𝑈𝑈 [ 64.86 ,70 ] 𝑚𝑚𝑖𝑖𝑛𝑛
Tiempos de activación:
El horno activación tiene una capacidad de procesar entre 50 y 100 kg/h de carbonizado con un tiempo de residencia que oscila entre 45 y 90 min, indicando un flujo tiempo de procesamiento que depende de la cantidad de flujo que procesa el horno. Se establece una relación de linealidad de procesamiento entre el tiempo de residencia en el horno y la cantidad. Para 50kg el tiempo promedio es 45 min; se establece una desviación de +- 3 minutos y un comportamiento uniforme al tratarse de una máquina.
𝑑𝑑𝑑𝑑𝑝𝑝 ~𝑈𝑈 [84, 90 ] 𝑚𝑚𝑖𝑖𝑛𝑛
Dado que estos tiempos no dependen esencialmente del tamaño del lote, sino que está más determinado por el tipo de carbón que se desea producir y por características de variabilidad termodinámica, estas distribuciones aplican para todos los tamaños de lote.
5.4. Modelado del sistema en ProModel
Con las descripciones del proceso anteriormente hechas, y junto a las variables identificadas, se procede con la representación del sistema productivo de CA en el software ProModel, en cual se emplearon un total de 6 locaciones, 3 entidades, un arribo de material.
Locaciones
Almacenamiento de producto en proceso (INV_PP) INV_PP.1: Tolva de almacenamiento de cuesco en granel INV_PP.2: Tolva de almacenamiento de cuesco triturado INV_PP.3: Tolva de almacenamiento de cuesco carbonizado INV_PP.4: Tolva de almacenamiento de cuesco carbonizado antes de la activación ALMACEN_MP: Almacén de materia prima PROD_FINAL: Tolva de almacenamiento temporal de carbón activado ALAMCEN_PT: Almacén de producto terminado

Triturador Tornillos de transporte (TORNILLO)
TORNILLO.1: Tornillo de transporte desde el triturador hasta tolva de almacenamiento de cuesco triturado. TORNILLO.2: Tornillo de transporte desde tolva de material carbonizado hasta tolva antes de activación.
Horno de carbonización (CARBONIZACIÓN) Horno de activación (ACTIVACIÓN) Perdidas
Entidades
Cuesco Carbonizado Activado
Arribos
Hasta el momento solamente en el modelo solamente se ha considerado el arribo de material, el cual se asumió como constantes, de acuerdo a la información entregada por la empresa. Acorde con la capacidad de la primera tolva y del consumo de material que se espera tener en la planta (1875 kg/día) se establecieron arribos de material cada dos días, cantidad de 3850kg.
5.5. Resultados parciales
Se realizaron en total 5 corridas donde se realizaron comparaciones de eficiencia teórica en el modelo obteniendo resultados satisfactorios. El único escenario simulado hasta ahora es el considera lotes de cuesco a carbonizar de 50kg y lotes de carbonizado a activar de 50kg.
Se puede concluir de gran parte de la variabilidad se debe a la eficiencia del proceso, y en otra proporción a los procesos de carbonización, activación y transporte, esto causado por las bajas desviaciones al tratarse de un proceso automatizado.
Se realizaron análisis de diferentes escenarios variando los tamaños de lote a procesar en los hornos, añadiendo la demanda la modelo, permitiéndonos estimar cuál de ellos permite una gestión adecuada de los inventarios y mejor respuesta a la demanda.