S&S en español - abril / may 2011
60
abril/mayo 2011 www.graficosdehoy.com • Invasión Pirata – Letreros hechos a mano • Empresas que inspiran – Corporación Gráfica, Guatemala • Preparación de la prensa de cama plana • Impresión sostenible en Bloomindale’s www.graficosdehoy.com en español abril/mayo 2011
-
Upload
st-media-group-international -
Category
Documents
-
view
249 -
download
5
description
Invasion Pirata - Letreros hechos a mano; Empresas que inspiran - Corporacion Grafica, Guatemala; Preparacion de la prensa de cama plana; Impresion sostenible en Bloomindale's
Transcript of S&S en español - abril / may 2011

abril/mayo 2011
ww
w.g
rafi
co
sd
eh
oy.
co
m
• Invasión Pirata – Letreros hechos a mano
• Empresas que inspiran – Corporación Gráfi ca, Guatemala
• Preparación de la prensa de cama plana
• Impresión sostenible en Bloomindale’s
ww
w.graficosdehoy.com
SIGNS OF THE TIMES &
SC
RE
EN
PR
INT
ING
en españolabril/m
ayo 2011

www.rolandcreativeawards.com/lay tendrá la oportunidad de ganar el
producto Roland de su elección
PARTICIPE EN LOS


Columnas18 POPURRI: Guatemala –
Corporación Gráfica, Un legado familiar
42 PANORAMA: El sueño del botón rojo
Secciones 4 Editorial 6 Nuevos Productos50 Galería de Diseño56 Calendario
Anunciantes56 Indice
Próximo número:• Gráficos de vehículo• Acabados/Laminación• Nueva tecnología• Impresión industrial• Automatización• Fabricación de pantallas/Mallas• Tintas• Formato superancho• Soluciones de producción• Impresión textil Cobertura Regional Centroamérica, El Caribe, Suramérica
18
abril/mayo 2011Volumen 15, Número 2
14 INVASION PIRATA PETER MOIR
Sign Depot diseñó y elaboro un complicado y atractivo anuncio de fachada, el cual le dio a Captain Jack’s, una tienda de minigolf en las Cataratas del Niágara, Canadá, su mejor arma de mercadeo a los visitantes: Un barco pirata con capitán y marinero a bordo.
24 EL DESARROLLO DE UNA CAMPAÑA VERDE JAKE WIDMAN
La impresión amigable con el medio ambiente ha dado pasos agigantados en industrias como la hotelería y la industria de fábri-ca. Aunque hay mucho camino por recorrer, es inspirador ver el ejemplo que Bloomingdale’s USA, en compañía de Portland Color, dan a sus clientes con sus boutiques temporales verdes.
30 LOS GEMELOS DE MINNESOTA WADE SWORMSTEDT
La compañía Vomela Specialty Co. Fabricó una serie de pancartas y avisos para el estadio Target de los Twins.
34 ESTANDARIZACION DE LA SELECCION DE COLOR THOMAS TRIMINGHAM
Trimingham analiza las medidas que pueden adoptar los seri-grafistas para estandarizar la producción y aumentar la consis-tencia con el fin de ahorrar tiempo y agilizar los pasos de pre-paración de la impresión.
40 PREPARACION DE LA PRENSA DE CAMA PLANA
Consejos fundamentales para obtener una preparación de prensa y trabajo adecuados.
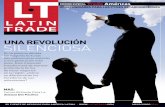
Portada Fotografía: Letreros impresos por Vomela USA, de tarjetas de colección de beisbolistas famo-sos, e instalados en las cercas de afuera del estadio de béisbol Target de Minnesota.
30 50
opurrí
anorama latinoamericano
eón
onsejo editorial 2005-2007
alería de diseño
uevos productos
umario
itrinas des sus productos
ditorial
anorama latinamericano
alendario
Signs of the Ti mes & Screen Printing en es pa ñol (ISSN 1080-9325) es una pu bli ca ción bi mes tral de la em presa ST Media Group International, Inc., 11262 Cornell Park Dr., Cin cin nati, OH 45242-1812, USA. Te lé fono: 1-513-421-2050; fax: 1-513-362-0317. Las opi nio nes ex pre sa das en esta pu bli ca ción no co rres pon den ne ce sa ria mente a las del di rec tor ge ne ral o los anun cian tes. Las car tas al editor son bien ve ni das y re ci bi rán de bida con si de ra ción para su pu bli ca ción to tal o par cial. La acep ta ción de anun cios no im plica ra ti fi ca ción por parte del di rec tor. Este no asume res pon sa bi li dad de de vo lu ción de ma te ria les no so li ci ta dos que no in clu yan fran-queo pos tal. Nota al per so nal de Co rreos: por fa vor, re mi tan los cam bios de di rec ción a Signs of the Ti mes & Screen Printing en es pa ñol, 11262 Cornell Park Dr., Cin cin nati, OH 45242, USA. © Derechos Reservados ST Media Group International, Inc., 2011.


Asuntos del corazón
En este mundo de apariencias, es común fi jar la mirada en el empaque de todo. Recubrimientos múltiples tratan de llamar nuestra atención en los puntos de compra, desde el más pequeño de los artículos electrónicos, pasando por electrodomésticos, autos, hasta equipos de impresión.
Aunque nos dejemos cautivar, profesionales y afi cionados sabemos que a la hora de la verdad lo importante va por dentro, en el corazón de las cosas. Si las apariencias nos
engañan, después de disfrutar de la adquisición por un corto tiempo, empezarán las llamadas al departamento de servicio al cliente, soporte técnico, quejas, etc., se tengan o no los recursos para pagar el arreglo, lo cubra o no el seguro. Después de todo, ya hemos hecho una inversión y no podemos echarla por la borda.
Existe una analogía muy simpática: cuando un automóvil nos sale así le llamamos limón. Apariencia bonita, corazón maltrecho. Lo mismo sucede con un trabajo de impresión, un letrero luminoso, etc., pronto el cliente sabrá si el trabajo recibido cumple con las expectativas.
La edición presente, está llena de historias de profesionales de talleres gráfi cos que cumplen, superan y hasta diseñan las expectativas de sus clientes. Estos son los forjadores de la historia de la industria gráfi ca, quienes la escriben día a día con cada proyecto. Son quienes dejan parte de su vida en cada trabajo; son el corazón del mismo y de cada una de las compañías aquí publicadas.
Es inspirador ver que son los usuarios de la tecnología quienes dictan casi siempre los parámetros que forjan y deciden el futuro de la misma. Muchas veces, los fabricantes no conocen los alcances de su propia creación, sino son lo usuarios quienes exigen y fuerzan los límites de un desarrollo de producto, de acuerdo con sus necesidades y objetivos propuestos.
Tan importante es la apariencia en la industria gráfi ca (más impactante, más colorido, con mejor resolución, más nítido, mejor ubicado), como lo es el corazón (más tecnifi cado, más efi ciente, más verde, más duradero, de mejor calidad).
En el corazón de cada empresario gráfi co siempre está el deseo de diferenciarse de su competidor. “Ser mejor y lucir mejor”. Sentimientos competitivos que hacen de nuestra industria una empresa pujante, emprendedora, con un futuro halagador.
Lo que no podemos olvidar es que de los frutos del corazón habla la boca y que lo que sale de nuestra boca se refl eja en decisiones y proyectos. Por lo tanto, vigilemos lo que va por dentro, lo cual a la postre siempre se hará notar y mostrará de lo que estamos hechos.
serigrafía • rotulación • impresión digital
Adriana Amézquita Laguna, MéxicoRufo Arroyo, EspañaPaolo I.G. Bergomi, ArgentinaEmma Bonavides Unda, MéxicoJacinto E. Cabred, ArgentinaRubén Castaño Franco, ColombiaPablo Ciaglia, España y ArgentinaGustavo Echegaray, PerúMiguel Claux, Perú
Roger Evangelista Soto, PerúVíctor Figueroa, ChileJordi Guiu, España Mario Imaz, MéxicoLuis Malfavón Sánchez, MéxicoFabio Merchán González, Colombia Arnoldo Nieto Zeledón, Costa RicaCynthia Othatceguy, ArgentinaImma Ramos Aracil, España
Luis Rovira, EspañaHéctor Ruvalcaba, México Juan José Sahagun, MéxicoJavier Tapia, MéxicoEnrique A. Umbert, ArgentinaGonzalo Vázquez, Argentina y EspañaSebastián Vázquez, ArgentinaJairo Restrepo Yepes, ColombiaOscar Zalaya, España
4 SIGNS OF THE TIMES & SCREEN PRINTING en español
Nota aclaratoria: Agradecemos el patrocinio de nuestros anunciantes, y a la vez aclaramos que el contenido de sus anuncios es responsabilidad exclusiva de cada compañía.
Consejo editorial
www.graficosdehoy.comDIRECTORA ADJUNTA y EDITORANancy BottomsTRADUCCIONCésar GranjaMónica SalazarDIRECTOR DE DISEÑO Jeff RussCOORDINADORA DE PRODUCCIONKeri HarperCOLABORO EN ESTE NUMERO Claudia Castle
Representantes de publicidadMEXICONorma GómezSURAMERICA Y EL CARIBELuis A. ArdilaE.U.A. y EUROPALisa ZurickE.U.A. y CANADA E Louis Ar ne bergE.U.A., CANADA W, y ASIA Ben Stauss
PRESIDENTE Tedd Sworms tedtDIRECTOR GRUPO EDITORIALSteve DuccilliDEPARTAMENTO DE SERVICIO AL CLIENTE+1 (513) 263-9314
editorial

© Graphtec America, Inc. 2010
Calidad. Precisión. Durabilidad. Son los adjetivos que nuestros clientes utilizan para descri-bir sus plotters de corte. Graphtec no compromete la calidad de sus plotters de corte para bajar los costos de producción, por ello, nuestros equipos son todos fabricados en Japón.
Para más información, visite nuestro sitio web: www.graphtecamerica.com o contacte a:[email protected]

opurrí
anorama latinoamericano
eón
onsejo editorial 2005-2007
alería de diseño
uevos productos
umario
itrinas des sus productos
ditorial
anorama latinamericano
alendario
ID Impresión Digital R Rotulación IT Impresión Textil
� SIGNS OF THE TIMES & SCREEN PRINTING en español Envíe sus nuevos productos a [email protected]
S Serigrafía
Claudia Castle [email protected]
Impresoras de gran formato de curado LED UV, 80% más rápidas que su existente modelo JFX-1631, con máximas velocidades de impresión de 23,6m²/h (300x600dpi, 4 pasa-das, bidireccional) gracias a su unidad de post-curado, que ofrece un curado secundario después del UV. Con unidad de rollo automática opcional para impresión de red ininte-rrumpida y desatendida que permite que las órdenes de impresión de corto tiraje del mismo o diferentes trabajos, u órdenes de grandes cantidades, sean eficientemente proce-sadas e impresas, mejorando la productividad. JFX-1615plus presenta un tamaño de impresión máximo de 1,60x1,50m y JFX-1631plus, 1,60x3,10m, para los diferentes requerimien-tos ambientales individuales y de tamaño de trabajo.
Ofrecen además: Alta calidad de imagen con efecto de banda mínima y posibilidad de impresión legible de letras
Tintas HyStar SpH Packaging de INX InternationalPróxima generación de tintas para empaques GCMI de grado medio. HyStar SpH es la última tecnología de INX dispo-nible en fórmulas convencionales y bajas en cobre. Con mucha mayor estabilidad, lo que lleva a un control del color más consistente, mejoramiento en la capacidad de impresión, y la oportunidad de reducir desechos de conversión, puesto que requiere menor mantenimiento durante el proceso de impresión.
INX continúa ofreciendo las líneas GCMI, TriStar para gráficos y StarFlex de nivel de entrada, además de sus tecno-logías existentes. “Mientras más rollos anilox de trabajo pesado se cambian de 165 y 180lpi a una pantalla de línea de 200lpi, más clientes a nivel mundial han gravitado de StarFlex a HyStar en la búsqueda de sus necesidades GCMI”, declaran voceros de INX. Contacto: www.inxdigital.com.
Impresoras Serie JFX-1631 plus y JFX-1615 plus de Mimaki
de 3pt. Impresión sobre substratos sensibles al calor, puesto que sus diodos de curado no generan calor exce-sivo sin deformar el substrato o cambiar su color. Impre-sión UV directa sobre substratos no revestidos de hasta 5cm de espesor. Impresión con tintas curables UV flexibles o duras, blancas y transparentes, que al aplicar con dife-rentes capas dan dimensión y efectos de textura. Cartu-chos ecológicos que reducen desperdicio. Contacto: www.mimaki.co.jp.
Lámina Omni-Flute™ en color amarillo de 3A CompositesAdición de color amarillo a la serie de láminas acanaladas de polipropileno para displays gráfi-cos Omni-Flute, diseñadas específicamente para letreros displays y letreros POP de corta dura-ción. De color consistente, superficie suave con tratamiento que la hace propicia para imprimir digitalmente en forma directa, con serigrafía y pintura con técnicas manuales. Admite corte tro-quelado y con cuchilla, al igual que gráficos de vinilo reposicionables. Otros colores de la línea Omni-Flute incluyen blanco brillante, blanco y natural (transparente). 100% reciclable. Contacto: www.GraphicDisplayUSA.com.
Procesador RIP Fiery y Colorproof XF 4.5 para producción inkjet e impresión de pruebas de EFIRIP más rápido con funciones que reducen tiempo y errores en el proceso de impresión gracias a su compatibilidad nativa con Windows de 64 bits y la producción multihilos de medios tonos. Procesamiento de archivos PDF 177% más rápido que en la ver-sión XF 4.1. Job Merge para imprimir trabajos con contenido variable. EFI Cut Marks para usar marcas de corte iCut, Fotoba y Grommet, además de aceptar el Cerntro de Corte Zünd estándar. Nuevas plantillas de flujo de trabajo que aportan mejoras de ren-dimiento considerables. Control mejorado de colores directos, versatilidad en verificación del color y posibilidad de usar tintas especiales blancas, barnizadas y metalizadas.
Tecnología Dynamic Wedge de verificación y optimización rápida de colores directos para trabajos con colores Lab, RGB, grises, CMYK, seis y siete colores, y tonos de colores directos. Biblioteca Pantone Plus con nuevos colores puros y metalizados. Color Verifier con los últimos estándares de verificación y con controles adicionales para cumplir con estándares particulares y con las normas ISO. Dynamic Rendering Intent para la mejor cali-dad de impresión posible de forma automática adaptada a cada trabajo fotográfico o de producción. Conectividad JDF estándar perfeccionada para vincular la impresión directa de archivos de internet (EFI Digital StoreFront), el sistema de gestión de la infor-mación y la aplicación Web Control Center. Compatible con cien-tos de impresoras, además de 19 controles adicionales para los últimos modelos Canon, Epson, HP, Roland y Xerox. Contacto: www.efi.com.
ID
R ID
R ID
ID


8 SIGNS OF THE TIMES & SCREEN PRINTING en español Envíe sus nuevos productos a [email protected]
opurrí
anorama latinoamericano
eón
onsejo editorial 2005-2007
alería de diseño
uevos productos
umario
itrinas des sus productos
ditorial
anorama latinamericano
alendario
ID
S IT
ID
Película universal co-extrusionada U Coex de BEMIS & MACtacPelícula co-extrusionada de PE-PP para la fabricación de etiquetas que combina los beneficios de una película de PE (alta flexibilidad) y los de una de PP (alta transparencia y buena rigidez a la hora de aplicar). U Coex, de 55 micras, contribuye a la protección del medioambiente. Permite imprimir un 25% más de etiquetas que una película de PE de 85 micras usando un rollo del mismo diámetro. Por lo tanto, los desperdi-cios de los impresores y usuarios finales, también se reducen un 25% por m². Comparada con una película de PE estándar, el peso del rollo es un 25% menor. Incluye barniz de recubrimiento Top Coating MACtac TC 1 que garantiza una fácil impresión.
Ideal para etiquetas de productos de cuidado personal, cosméticos, detergentes, productos farmacéuticos o alimentación. Disponible en versión transparente o blanca en bobinas de 2000ml con corte exacto y porta el adhesivo MP128N acrílico emulsión para una fácil conversión. Contacto: www.mactac.eu.
Nuevo estándar en impresión textil automática de nivel de entrada de gran formato de precio asequible. Con un área de impresión de 51 x 53cm (20x21pulg) y la habilidad de imprimir hasta 9 colores, Diamondback XL ofrece más versatilidad por el precio que otras prensas automáticas en el mer-cado. Su sistema de indexado servo provee una sobresaliente ejecución, al tiempo que sus cabezales de impresión neumáticos pueden aceptar panta-llas de hasta 66x91cm (26x36pulg). Incluye el pro-grama de impresión Revolver patentado de M&R, que opera automáticamente cabezales de impresión individua-les en secuencias programadas y permite múltiples flashes sin perder una posición de impresión.
Disponible en base o configuración mejorada. Ambos modelos presentan panel de control de pantalla táctil, soportes de pantalla laterales con micro registro, rasero calibrable y ajustes de presión de barra de flujo de tinta, soporte de nivelación de paleta de tres puntos de libera-ción rápida, ajuste de longitud de pasada trasera calibrada,
Prensa textil automática Diamondback XL de M&R
y paletas de 41x56cm (16x22pulg). Modelos mejorados de Diamondback XL incluyen cerraduras de marco de panta-lla neumáticas, cerraduras de rasero/barra de flujo de tinta neumáticas con ajustes de ángulo sin herramientas, y regu-ladores de presión de rasero neumáticos. Contacto: www.mrprint.com.
Malla Premium UltraMesh Paramount de Ultraflex Malla de poliéster revestido con PVC de 9oz blanca brillante que ofrece imprimibilidad superior con la mayoría de clases de tintas; imprimible en ambas caras con tintas solventes y UV. Con 30% de flujo de aire al través, está creada con aguje-ros con apariencia de hendidura para dar una imagen mejo-rada comparada con las mallas tradicionales. Paramount es ideal para imprimir imágenes súper grandes para edificios, estadios, envolturas de grandes inmuebles o cercas, murales, letreros, pancartas, barreras protectoras para andamios, así como para escenarios teatrales y telones de fondo o sets de televisión. Ofrece ejecución FR superior (certificados NFPA 701, CA Title 19 y CSFM). Disponible en anchos desde 3,20 a 4,94m (126 a 196pulg), sin uniones. Hecha en los E.U.A. Contacto: www.ultrafleXX.com.
Nuevo estándar en impresión textil automática de nivel de entrada de gran formato de precio asequible. Con un
grama de impresión Revolver patentado de M&R, que opera automáticamente cabezales de impresión individua-les en secuencias programadas y permite múltiples flashes

IMPRESORA UV LED DE CAMA PLANA PARA ESCRITORIO
Impresora compacta y de escritorio para todo substrato de hasta 50mm de grosor
Tecnología de curado UV LED:Gracias a que los UV LEDs no generan calor excesivo, la
impresión en materials al calor es posible.
Impresión simultánea en blanco y a todo color:Imprima imágenes de color vibrantes y de altísimo impacto concapa de tinta blanca, manteniendo la velocidad de impresión.
Tecnología ecoamigable:UV LEDs ofrecen gran ahorro energético, más vida útil del diodo y
un ambiente de impresión cercana a cero emisiones VOC*.
Compacta y económica:La UJF-3042 es la impresora de cama plana para escritorio máseconómica y de tamaño ideal para instalar en cualquier oficina.
Múltiples tarjetas
Lápices de colores
Regalos de cristaly pisapapeles
Accesorios pequeños
Cajas de regalo Tarjetas USBPortatarjetas de negocios
* VOC = Componentes Orgánicos Volátiles
Regalos para bodas
La impresora de Curado UV LED más económica en el mercado
Impresionesde hasta
300 x 420mm
Objetos de escritorio
2182-3 Shigeno-otsu, Tomi-city, Nagano 389-0512, JapanTel: [email protected] www.mimaki.co.jp
MIMAKI ENGINEERING CO., LTD. ArgentinaSign Publicidad S.R.L+54-11-4777-6100
BrasilMimaki Brasil Comércio e Importação Ltda+55-11-3207-0022
ChileSistemas TecnológicosIntegrados S.A.(Imagex)+56-2-487-3010
ColombiaGrafix Digital S.A.+57-1-481-2032 /33
EcuadorExpo Medios S.A.+593-4-264-2244
MéxicoCelupal InternacionalS.de R.L. de C.V.+52-55-2625-2990
PerúImagex Color SAC+51-1-319-4100
VenezuelaSoluciones del Futuro, S.A.+58-212-243-2566Grupo Poseidon Tubelite+58-212-265-6885
NUEVA

10 SIGNS OF THE TIMES & SCREEN PRINTING en español Envíe sus nuevos productos a [email protected]
opurrí
anorama latinoamericano
eón
onsejo editorial 2005-2007
alería de diseño
uevos productos
umario
itrinas des sus productos
ditorial
anorama latinamericano
alendario
ID
R
Película holográfica Water Drop de GerberPelícula de vinilo metalizada de liviana difracción de 3,7mil, que presenta un patrón de diseño de gotas de agua de apariencia natural. Revestida con adhesivo acrílico sensible a la presión permanente. Water Drop puede ser usada como película de corte y su sis-tema de adhesivo transparente permite aplicaciones de corte al reverso. Recomendable para uso en gráficos interiores. Disponible en rollos de 9 y 45 (10 y 50 yardas) por 38,1cm (15pulg) perforadas.
Las películas holográficas de Gerber son parte de Matched Technology System™ (Sis-tema de Tecnología de Igualación) de Gerber, lo que has hace compatibles con el sistema de impresión de transferencia térmica Gerber Edge FX y otros dispositivos de producción de Gerber, al igual que con la línea completa de hojas metálicas GerberColor Foils –al combinarse con las hojas metálicas transparentes GerberColor Transparent (GCT), los patrones holográficos chispeen a través de los colores transparentes con espectacula-res resultados. Otros patrones de películas holográficas de Gerber disponibles: Mosaic, Silver Sheen y Kaleidoscope. Contacto: www.gspinc.com.
Impresora Teriostar Serie LP-2050 de SeikoSeiko I Infotech Inc. (SIIT) presenta el diseño de impresora compacta más pequeño del mundo –entre las impresoras LED/tecnología electrográfica de mediana clase que soportan tamaños A0/ANSI E y 4 rollos. Teriostar LP-2050 es una impresora multi-funcional de gran formato de 1,20m (47pulg) de ancho x 64cm (25pulg) de profundidad para ahorro de espacio, 4 rollos, proceso de cambio de cartucho a realizar por el usuario (primero en el mundo) y panel táctil de color de 21,5cm (8,5pulg) para ope-ración simple e intuitiva. Disponible en dos mode-los: LP-2050-MF, modelo multifuncional que integra copiado, escaneado y funciones de impresión. LP-2050, modelo de impresión.
Gracias al motor de impresión y escáner, reciente-mente desarrollados por SIIT, la Serie LP-2050 logra velocidades de impresión de 9 unidades tamaño A1/min, 9,5 unidades tamaño D/min, y escanea a veloci-dades de hasta 24cm (9,4pulg)/seg, lo que permite
Disponibles en 2 tamaños de mesa de corte: FC4500-50 con un área de corte de 58,9 x 42,9cm (23,2x16,9pulg) y FC4510-60 con un área de corte de 85,8 x 59,9cm (33,8x23,6pulg). Con configuración estándar de cabezal dual que permite la carga simultánea de plumas, herra-mientas de corte y de hendido. Nueva función de hendido al reverso que permite la alineación y hendido en la cara posterior de la cartulina impresa para evitar que los trazos de hendido sean traspasados a la cara impresa. Sensor de Marca de Registro Automático ARMS de Graphtec para el corte de gráficos preimpresos. Fuerza de corte de 600g -solución económica para corte de materiales gruesos y duros que no pueden ser alimentados por rollo o en plotter de corte de alimentación por fricción. Ideal para las indus-trias de diseño y prototipos en impresión offset y digital, de empaques, moda, señalización de vías, chorro de arena/
aguafuerte en vidrio y piedra, películas electrónicas, y construc-ción de modelos arquitectónicos.
Incluidos 2 enchufes cutting Master de Graphtec, ase-gurando su compatibilidad con Adobe Illustrator® para Windows y Macintosh y CorelDraw® para software de diseño Windows. Garantía estándar de un año y Service Choice anual con programas de servicio en el taller. Contacto: www.graphtecamerica.com.
aguafuerte en vidrio y piedra, películas electrónicas, y construc-ción de modelos arquitectónicos.
Cortadoras de cama plana serie FC4500 de Graphtec
mejorar el flujo de trabajo y la productividad. También ofrece detección de ancho de papel de rollo automá-tico, envío de impresiones pequeñas a bandeja especial e impresiones grandes a apilador opcional. Escaneo de color opcional mejorado, LP-2050-MF para escanear y enviar dibujos con marcas de línea roja, necesarias para datos de color en la industria de la ingeniería. Contacto: www.seiko-i.com.
IDR


Color Madreselva 18-2120 de PantoneMientras que el color del año 2010, Pantone Turquesa 15-5519, significa una desconexión para muchos, el Madreselva, color del año 2011, fue creado para brindar energía y fuerza para afrontar los asuntos dia-rios con brío y vigor. Es un tono dinámico entre rosa y rojo, que pretende elevar la mente, dar esperanza, ánimo y con-fianza. Crea un rubor saludable cuando lo visten tanto hombres como mujeres. Llamativo en prendas de vestir, complementos y cosmética femenina, tanto de día como de noche. Perfecto para corbatas, camisetas y ropa de deporte masculina. En decora-ción interior, añade un estilo vivo a los espacios. Pantone 18-2120 Madreselva también puede ser referenciado a través de todas las librerías Pantone incluyendo PantonePlus y Pantone Goe™. Contacto: www.pantone.com.
12 SIGNS OF THE TIMES & SCREEN PRINTING en español Envíe sus nuevos productos a [email protected]
opurrí
anorama latinoamericano
eón
onsejo editorial 2005-2007
alería de diseño
uevos productos
umario
itrinas des sus productos
ditorial
anorama latinamericano
alendario
904CM: Sistema que consiste en una unidad de energía y un monitor, diseñado para monitorear con efectividad los sistemas ionizantes AC de Meech usados en artes gráficas, e industrias de empaques, conversión, plásticos, farmacéu-ticos, producción de alimentos, entre otros. Sencillo de instalar y operar, y proporciona un control preciso del fun-cionamiento de los pines del emisor incorporados dentro de las barras ionizantes. LEDs ámbar y rojo con puntos de porcentaje de disparo ajustables y salida análoga para con-trolar la salida de barras fuera de línea y registrar los datos para futuros análisis.
Sistemas de limpieza ShearClean™: De banda sin contacto para los sectores de impresión de etiquetas de bandas angostas, incluyendo aplicaciones lito, huecogra-bado, flexo, conversión, empaque de comidas y farmacéu-ticos -aplicaciones en donde los sistemas de limpieza de contacto no son posibles incluyendo substratos con super-ficies propensas al rayado, revestimientos especiales o eti-quetas decorativas. Para uso con carretes de hasta 1,52m (60pulg) y en velocidades de banda de hasta 450m
Sistemas de control de estática 904CM y de limpieza de banda de Meech
(1.500pies)/min. Tornado F5: De banda ancha por con-tacto que puede ser usado en configuración de una sola cara con anchos de banda desde1,6m (65pulg) y de doble cara desde 76cm (30 pulg). Diseñado para superar cuali-dad inaceptable que causa altas tasas de rechazo, excesivo lavado de mantas y bandas sucias que causan pérdidas o insatisfacción del cliente. Contacto: www.meech.com.
904CM
ShearClean Tornado F5
Película calandrada DPF 4570GTX de ArlonPelícula calandrada blanca brillante imprimible digitalmente de 4mil con tecnología X-scape. A la vez que permite ins-talación sin sobrelaminado y durabilidad de adhesión, el sistema X-scape permite a los usuarios alcanzar gran veloci-dad de instalación mientras mantiene una pegajosidad lo suficientemente alta para asegurar una adherencia a largo término. El material de cara brillante es diseñado para aplicaciones que requieren alto brillo o más “chispa” en la imagen. El sistema de adhesivo entintado especial está diseñado para que su opacidad cubra gráficos existentes o substratos oscuros. Contacto: www.arlon.com.
R ID
ID
RID SIT


14 SIGNS OF THE TIMES & SCREEN PRINTING en español
Invasión
PirataSign Depot dirige un extraordinario aviso de bienvenida
Gracias a la reputación de nuestra firma Sign Depot, tuvimos la oportunidad de encargarnos de un proyecto verdaderamente dinámico. Los propieta-
rios de Captain Jack’s Mini-Putt en Niagara Falls, Canadá, deseaban un aviso de bienvenida único en su especie para cautivar la multitud de turistas que visitan la ciudad.
Después de varias reuniones de diseño e ingeniería, entre todos decidimos que un display de piratas causaría el impacto deseado sobre la marca de nuestros clientes. Estaría equipado con un capitán, su barco, y un miembro de la tripulación de piratas apostado en una torre de vigía” en una parte alta.
Utilizamos tres procesos diferentes para crear este tema. Este método no sólo permitió que cada estructura fuera “única”, sino que pudiéramos trabajar en los tres procesos en diferentes áreas de la tienda simultáneamente.
¿Quién tiene un capitán chiquito?Al Capitán Jack lo fabricamos muy diferente a cualquier otra pieza en 3D que hayamos producido en estas instalaciones en los últimos 17 años. Para hacerlo, nos basamos en una pequeña escultura de 10 cm. El pirata diminuto viajó a California, donde Next Engine escaneó la imagen. Mientras regresaba a Canadá, el proveedor de las imágenes escanea-das nos envió por email el archivo en 3D para su impresión.
Los diseñadores agrandaron la imagen escaneada para crear un modelo de 50,80 cm, lo cual nos permitió inspeccionar la fidelidad de la imagen. El resultado nos impresionó gratamente: era una réplica perfecta del original.
Una vez nos dedicamos a preparar la estructura y el diseño, disectamos el pirata en varias partes y cortamos uno nuevo en espuma de polistireno expandido EPS con nuestro router CNC de 1,22 x 2,44 m AXYZ Automation. Posteriormente, atomizamos los componentes con Styro-coat® de Smooth-On, un aerosol de poliuretano para crear resistencia a la intemperie. Con el fin de darle carácter al Capitán Jack y acentuar sus rasgos faciales, usamos de manera generosa Magic Sculpt, una epoxia de arcilla en dos partes que se endurece en aproximadamente tres horas. El compuesto ayudó rápidamente a aumentar la visibilidad del capitán entre los espectadores en la calle.
Después de dar forma a Jack, nuestro departamento de acabados le dio el toque oficial de capitán. Con una paleta limitada de rojo, azul, negro, y tonos piel, bloqueó caracte-rísticas prominentes en el abrigo, pantalones y cabeza. Los expertos en acabados majestuosamente suavizaron
Peter Moir

sombras y reflejos para crear profundi-dad visual y hacer que los elementos resaltaran.
Como nota final del detalle, enfatiza-mos los botones del abrigo, la hebilla del cinturón y su pasador con hojilla de oro de 23k. Un pirata no es nada sin un pequeño detalle de brillante.
¡Levad anclas!Ahora el capitán necesitaba un barco. Construimos la parte delantera de la proa de un barco como nuestra segunda obra maestra. Para ayudar a darle forma, idea-mos un marco de mamparo en madera contrachapada, al cual revestimos con Cetol para protegerlo de la humedad.
Enseguida, cubrimos el marco con lámi-nas de espuma EPS rauteadas. Para hacer que se vieran como si fueran de auténtica madera desde la calle, tuvimos que ser creativos. Expusimos un trozo de abeto rojo a un intenso baño de arena a presión para resaltar el grano de la madera. Luego extendimos la espuma sobre el suelo del taller con la cara hacia abajo, encima del abeto. Pasamos lentamente el montacargas de la tienda por encima de la espuma y la madera, con lo cual imprimimos una hermosa textura a la espuma. ¡Voilá! ¡De espuma a madera en unos minutos! Ama-rramos las láminas a la manera tradicional de casco trincado (el antiguo método de construcción de barcos que emplea tablas que traslapan) y las revestimos con Styrocoat.
La pintura del barco tuvo sus propios desafíos. Primero, aplicamos una base de pintura marrón. Enseguida, la cubrimos con un enjuague negro que penetró en las raja-duras del diseño y ayudó a dar una apariencia envejecida. Luego, tapamos todas las áreas elevadas del buque con una mezcla de beige, marrón, y negro. Finalmente, aero-grafiamos los costados del barco y entre las láminas, con pintura marrón oscuro para crear sombras y dar dimen-sión. Por último, añadimos una mezcla de pintura blanca, verde, y amarilla para que el barco se viera más curtido y también para crear olas de mar espumosas, que enmarca-ran el casco del barco.
Con el fin de impartir un aire más naútico, hicimos
abr i l /mayo 2011 15
cañones, anclas y alerones exteriores de la espuma EPS y la revestimos con una pátina antigua usando pintura de color óxido de Modern Masters. Aplicamos una base de pintura negra para cubrir las anclas y luego pintamos con pintura al óxido, la cual, al ser atomizada con un activador de óxido, cambió la pintura a un rico color óxido.
Para añadir más a la ilusión, pintamos los goznes de los alerones y otros detalles metálicos con pintura de color bronce. Una vez ensamblamos todo, nos llenamos de orgullo de pensar que habíamos construido un barco con el que el Capitán Jack podía cruzar el horizonte.
¡Tierra a la vista!La tercera pieza del proyecto conllevó la fabricación de un miembro de la tripulación ubicado en la torre del vigía vigilando el horizonte. Escogimos una técnica de vieja escuela e hicimos el cuerpo del pirata junto con el telecos-pio a partir de papel maché alrededor de una estructura
Para crear un casco de barco digno del Capitán Jack, los fabricantes construyeron un marco en madera laminada para el mamparo, cubierto con barniz Cetol.
Para completar el casco del barco, Sign Depot rauteó las láminas de espuma EPS y les dio aspecto de textura de madera colocándolas con corteza de abeto rojo sobre el piso del taller, y pasando encima el mon-tacargas de la tienda.
(Izquierda) El capitán comenzó como una humilde escultura de 10 cm de alto. Sign Depot envió la escultura al taller de Next Engine en Santa Mónica, CA, donde se escaneó la escultura y se generó un archivo grande, sobre el cual el taller pudo generar una escultura en 3-D. (Derecha) Después de haber routeado la forma básica de la figura utilizando el router CNC AXTZ Automa-tion del taller, Sign Depot elaboró las características y los detalles del capitán utilizando masilla epóxica Magic Sculpt, para luego recubrirlo con pintura de látex (con hojilla de oro en los boto-nes y las hebillas para dar brillo adicional).

16 SIGNS OF THE TIMES & SCREEN PRINTING en español
interna de acero inoxidable. De nuevo usamos Magic Sculpt para crear una expresión facial pronunciada.
Posteriormente, revestimos el muñeco hecho a mano con Styrocoat antes de pintar. Otra vez, usamos pintura látex y embellecimos el arete del pirata, su telescopio y un diente de oro con hojilla de oro. Fijamos el vigía a una torre de observación construida de espuma EPS y la pinta-mos con un acabado en juego con el casco del barco.
Luego creamos la vela a partir de un material de lona para camión de alta resistencia que obtuvimos de Cambridge Canvas. Con logotipo y texto escritos a mano, éste fue un ele-mento muy importante para el reconocimiento de la marca.
Las piezas fueron transportadas a su destino final en un camión de plataforma. Bajo mi supervisión, Signature Signs, de Niagara Falls, Ontario, instaló las piezas en la pared del edificio empleando una grúa canastilla y una grúa Manitex Skyhook.
Si bien el proceso involucró arduo trabajo, los resultados fueron más que satisfactorios. Cuando empezamos el pro-yecto sabíamos que las expectativas serían muy grandes. Somos afortunados de tener un grupo tan extraordinario de fabricantes de rótulos, diseñadores y artistas trabajando aquí. Esta colección de piezas cambió la apariencia de nuestra tienda. Ha habido muchos visitantes curiosos que se detie-nen para observar el proceso y el avance de las obras.
Así pues, la próxima vez que visite el lado canadiense de las Cataratas de Niagara, asegúrese de ver el display de Captain Jack. Con seguridad que no tendrá dificultad en ubicarlo. ¿No es eso lo que mejor define un aviso? n
Peter Moir es fundador y propietario de Sign Depot Inc. en Ontario, Canadá
Para leer otros artículos relacionados con este tema, visite www.graficosdehoy.com
Equipos y MaterialesArte: Escaneo en tres dimensiones de Next Engine (Santa Mónica, CA), (310) 883-1888 o www.nextengine.com
Recubrimientos: Recubrimiento duro de poliuretano Styrocoat® de Smooth-On (Easton, PA), (800) 762-0744 o www-smooth-on.com; resina epóxica Magic Sculpt, disponible en Abracadabra Signs (Ayr, ON, Canadá), (877) 342-0847 o www.abracadabrasigns.com; pintura de látex disponible en ferreterías o tiendas de materia-les de construcción; barniz para madera Cetol, de Sikkens (866) 745-5367 o www.nam.sikkens.com; pan de oro de 23k de Sepp Leaf (NYC), (212) 683-2840 o www.seppleaf.com.
Grúa: Gancho grúa de 18 m de alto de Manitex (Georgetown, TX), (877) 314-3390 o www.manitex.com.
Router: Router CNC de 4x8 pies de AXYZ Automation (Burlington, ON, Canada), (800) 361-3408 o www.axyz.com.
Substrato: Espuma de poliestireno expandido disponible de fabricantes de materiales plásticos y empaques, como Benchmark Foam (Watertown, SD), (605) 886-8084 o www.benchmarkfoam.com.
Vinilo: Material de lona para camión de Cambridge Canvas (Cambridge, ON, Canada), (800) 265-8151 o www.cambridgecanvas.com.


En consecuencia, su abanico de productos y clientes mejora y crece cada día.
“Algo que caracteriza nuestro trabajo es el alto nivel de calidad y es por lo que nuestros clientes nos buscan, considerando que este es el nivel que requieren para su imagen. En nuestra trayectoria hemos adquirido mucha experiencia en la ejecución de proyectos con especifica-ciones internacionales. Hemos elaborado trabajos diseñados por Sign Management Consultants, como son la rotulación del Holiday Inn en San José, Costa Rica, Rosario, Argen-tina y Guatemala, Guatemala. Este último es un Tótem, el cual obtuvo una mención honorífica en esta revista. El Tótem fue un proyecto diferente y al mismo tiempo muy ameno de realizar, pues las especificaciones del dise-ñador exigían su fabricación en aluminio, un costo que no cualquier cliente puede pagar. El material facilitó la fabri-cación y manipulación y se obtuvo un producto final con muy buenos acabados, además de lograr el impacto deseado. Recientemente, la casa matriz de Starbucks en Estados Unidos autorizó, para su siguiente proyecto en Guatemala, la fabricación de channel letters con las espe-cificaciones nuestras - esta es una de nuestras especiali-dades -. Elaboramos proyectos de Pizza Hut y KFC con uno de los cuales obtuvimos el primer puesto en la cate-goría de Fachadas, en el concurso “Lo Mejor de’10”. Reali-zamos también un proyecto de alcance centroamericano
“Familia que trabaja unida, permanecerá unida”. Quiero hacer un pequeño homenaje a quienes considero verdaderos “ganadores”, porque han
sido capaces de emprender un negocio familiar exitoso y después de muchos años permanecer unidos. En mi opi-nión no existe triunfo social y empresarial más grande, que el de miles de familias que lideran un proyecto y se mantienen hombro a hombro hasta el final.
Este es el caso de Carlos Angel, quien para 1985, en la ciudad de Guatemala, en el país del mismo nombre, fundó su empresa Plexiprint, especializada en la rotulación. En ese entonces, eran soberanos la destreza manual, rótulos en acrílico pintado, expertos dibujantes, moldes en cartón o madera para letras, etc. Fue en 1998, el año en que decide junto a su hija Olgui, y su hijo Alejandro, fundar una nueva empresa, Corporación Gráfica S.A. en la cual él es el Presidente; Olgui, la visionaria en nuevas aplicacio-nes y nichos de mercado; y Alejandro, el encargado de la aplicación inteligente de nuevas tecnologías y materiales.
Marcar la diferencia con la implementación de nuevas tecnologías fue consecuencia lógica de la unión entre “sangre joven” y el “boom de la era digital” en la industria de la comunicación visual. Esta combinación marcó un camino y definió el rumbo de la empresa, la cual crece a medida que experimenta con nuevos materiales y equipos, lo que le ha permitido estar a la vanguardia del mercado.
18 SIGNS OF THE TIMES & SCREEN PRINTING en español Envíe sus noticias a [email protected]
opurrí
anorama latinoamericano
eón
onsejo editorial 2005-2007
alería de diseño
uevos productos
umario
itrinas des sus productos
ditorial
anorama latinamericano
alendario
“Un legado familiar”Guatemala


para Office Depot, en el cual se instalaron rótulos especta-culares en Honduras, Costa Rica, El Salvador, Guatemala y México.” comenta Olgui.
Corporación Gráfica S.A. se destaca asimismo local-mente con la realización de trabajos importantes para clientes como DDG-USA, la rotulación de los centros comerciales más importantes de Guatemala, pertenecientes a Spectrum, una de las empresas inmobiliarias más gran-des de Guatemala, en donde se instalaron channel letters para las fachadas. Dos de las fachadas recibieron recono-cimiento en “Lo Mejor de’10”. Otros notables trabajos incluyen mupies con diseño especial de un centro comer-cial, directorios de gran formato para los alrededores del área, directorios interiores sencillos y para pantallas, insti-tucionalización de cajas de luz con la imagen de los centro comerciales, cajas de luz interiores con imagen personalizada, etc.
El anuncio autónomo de Oakland Mall, que obtuvo primer puesto en la categoría “Letreros Autónomos, en Lo Mejor de ’10”, demandó mucho trabajo previo a la ejecu-ción, pues está instalado en una loza sobre sótanos de parqueo del mall y requirió cálculos estructurales y de diseño elaborados por los mismos ingenieros que constru-yeron el mall, para obtener una estructura más segura. En este proyecto la empresa incursionó en nuevos terrenos, como instalación de piedra sobre la estructura y prepara-ción para la instalación de pantallas.
Otro proyecto de mucho impacto y éxito fue la institu-cionalización de una piscina de “Barquitos Chocones” para niños, en el cual se usaron los colores institucionales del centro comercial, incluyendo los forros de los barcos, la taquilla de cobro, el forro exterior de la piscina, las barandas, etc., “esto no lo hubiéramos pensado hace algu-nos años,” comenta Olgui.
En la actualidad, la empresa ingresa en áreas que no manejaba antes gracias a la exigencia de sus clientes. Incorpora proyectos de iluminación como parte integral de la imagen corporativa de las empresas, con el uso de la tecnología LED, la cual es amigable con el medio ambiente. En esta empresa familiar, se valora mucho el trabajo en equipo. Cada integrante aporta sus fortalezas y
20 SIGNS OF THE TIMES & SCREEN PRINTING en español
conocimientos para tomar las mejores decisiones en con-junto y esto aumenta la factibilidad de éxito en cada uno de los proyectos y decisiones.
“En la empresa contamos con equipo digital que nos ha ayudado a mejorar los acabados en los productos que fabricamos y que facilita mucho la parte de preproducción o diseño, como un CNC, una cortadora/grabadora Láser, 3 impresoras de gran formato, 2 plotters de corte, equipo de diseño y ejecución Apple Mac. Tan importante como el equipo, es el personal con que contamos, especializado en cada una de las actividades dentro de la empresa y con una larga trayectoria de trabajo con nosotros.” afirma Olgui.
La empresa se encuentra hoy en la cima con respecto al área de rotulación. Su calidad cumple con estándares internacionales, lo cual le permite atender nuevas marcas que entran al país como Starbucks, cuya casa matriz ha aprobado el uso de los rótulos de Corporacíon Gráfica. “Hoy nos vemos impulsados a poner nuevos retos, busca-mos crecer en el área de iluminación LED, tanto decorativa como corporativa y arquitectónica, también queremos crecer en acabados arquitectónicos con materiales
opurrí
anorama latinoamericano
eón
onsejo editorial 2005-2007
alería de diseño
uevos productos
umario
itrinas des sus productos
ditorial
anorama latinamericano
alendario


innovadores. Queremos tener la capacidad de ofrecer proyec-tos completos en cuanto a la “identidad corporativa”, desde la rotulación del local, hasta los acabados especiales y la ilu-minación, crear todos los elementos para generar un ambiente con un sello personalizado para cada uno de nues-tros clientes” asegura Olgui.
De acuerdo con la opinión de esta empresaria, lo más impor-tante para mantenerse en el mercado es estar al día, investigar
acerca de lo que pasa en el resto del mundo, incluyendo en innova-ciones tecnológicas y diseño.“Es muy importante ser pioneros, ir siempre dos pasos adelante, tener a la mano la respuesta para el cliente. Por tanto, es necesario tener pleno conocimiento de todo aquello que se relaciona con nues-tros productos, diseño, materiales y tecnologías utilizadas.”
Si quiere obtener más informa-ción acerca de esta empresa y sus productos, comuníquese con Olgui Angel al teléfono: 502-2477 4950, dirección: 17 Ave 46-20, Zona 12, Ciudad de Guatemala, Guatemala, e-mail:[email protected], web: www.corpograf.com. n
©Material exclusivo de Signs of the Times & Screen Printing en español y ST Media Group International, Inc. Prohibida su reproducción parcial o total.
Para más información de este tema visite www.graficosdehoy.com o escriba a [email protected]
22 SIGNS OF THE TIMES & SCREEN PRINTING en español Envíe sus noticias a [email protected]
opurrí
anorama latinoamericano
eón
onsejo editorial 2005-2007
alería de diseño
uevos productos
umarío
itrina de sus productos
agína editorial
anorama latinamericano
alendario


24 SIGNS OF THE TIMES & SCREEN PRINTING en español
“Volverse verde” es el man-tra de muchos negocios hoy en día. Sin embargo,
pocos proveedores de impresión han acogido el concepto con tanto entu-siasmo como Portland Color (port-landcolor.com) de Portland, Maine. Este año su alto nivel de compromiso rindió frutos cuando consiguió desa-
rrollar los materiales para las “Peque-ñas Boutiques Verdes” y sus temas ambientales, instaladas en todas las tiendas de Bloomingdale’s a nivel nacional.
Portland Color había tomado varios caminos diferentes antes de conver-tirse en un taller de impresión de for-mato ancho enfocado en la sostenibi-
lidad. Andrew Graham, fundador y presidente de la compañía, recuerda: “Desde que iniciamos en 1988, hemos pasado por diferentes etapas. En una época creábamos gráficos para pre-sentaciones en Lotus Freelance Plus y Harvard Graphics. Desafortunada-mente, el negocio de las diapositivas y las proyecciones no duró mucho. Tampoco duraron mucho los nego-cios de copias a color ni el de proce-samiento e impresión de películas. No obstante, seguimos evolucionando para ofrecer nuevos productos a nuestros clientes”.
“Nos convertimos en proveedores de impresión en formato ancho alrededor de 1998”, continúa Graham. “Compra-mos un par de equipos Encad Novajet y un RIP de PostScript y comenzamos a RIPear archivos y a imprimirlos en 36 pulgadas de ancho. Nuestro primer tra-bajo fue hacer avisos para una conocida cadena minorista en Maine. Hoy en día tenemos 22 empleados y una planta de 7.620 metros cuadrados”.
Desde entonces, el taller se ha expan-dido significativamente a partir de las dos Novajet iniciales: Actualmente la planta tiene instalada toda una gama de impresoras de formato ancho, inclu-yendo una impresora de sublimación por colorantes HP XLJet 1500, una impresora de sublimación por colorantes acuosa Roland SolJet Pro, una impresora de tinta a base de látex HP Designjet L65500, una prensa plana de curado UV HP FB6100, una impresora de curado UV CET Color X-Press HK512 16B, y una Océ LightJet 430, entre otros.
Uniendo los puntos ‘verdes’Portland Color también ha hecho grandes esfuerzos para diferenciarse de su competencia. Una forma de hacerlo ha sido su empeño en ofrecer alternativas ambientales a sus clientes y convertirse en un concienzudo líder de prácticas ambientales.
“Hace como cuatro o cinco años”, relata Graham, “quise que mi empresa fuera ecológica. Me puse en contacto con la SGIA (Specialty Graphic Ima-ging Association) para preguntarles cómo hacerlo, y coincidió con que ellos también se estaban haciendo la misma pregunta internamente. Muy pronto se hizo evidente que estába-mos adelantados con respecto a este
EL DESARROLLO DE UNA CAMPAÑA
VERDEJake Widman

abr i l /mayo 2011 25
tema, porque no había muchos pro-ductos o procesos sostenibles en ese momento, así que comenzamos a pre-sionar a los fabricantes para que desa-rrollaran soluciones apropiadas y entregaran la correspondiente docu-mentación de soporte”.
Al poco tiempo, la SGIA y otros grupos de impresores y profesionales de las artes gráficas conformaron la SGP (la Sociedad de Impresión Verde Sostenible) para crear una base centra-lizada de información sobre la impre-sión verde.
“El programa de la SGP se basa en un esquema de cumplimiento” dice Graham, cuya firma se encuentra actualmente certificada por la SGP. “Acogemos el principio de que la sostenibilidad comienza con el cumpli-miento de todas las reglas, junto con la documentación que evidencia nuestro cumplimiento. La calidad del aire al interior de nuestra planta es excelente porque decidimos no invertir en proce-sos a base de solventes. Nuestro pro-ceso primario es a base de curado UV, y nuestra impresión en vinilo se hace con tinta látex [de HP]. Recogemos y desechamos todos nuestros desperdi-cios adecuadamente: un proveedor autorizado los recoge para incinerarlos. No realizamos emisiones directas a la atmósfera, sino que las pasamos por un sistema de filtros de carbono para reducir las emisiones de COV. Invita-mos al gobierno estatal y a nuestros aseguradores para que realicen inspec-ciones con el fin de aprender lo que nos falta por hacer, en vez de esperar a la inspección oficial”.
Mientras tanto, más al sur en la ciudad de Nueva York, la gigante cadena mino-rista Bloomingdale’s llevaba algunos años desarrollando su propio esfuerzo sostenible. Además de tomar medidas como reducir su huella de carbono mediante la instalación de paneles sola-res en sus tiendas, la cadena también comenzó a respaldar al NRDC (Natural Resources Defense Council) con apoyo financiero, programas de lealtad y cam-pañas de concientización en sus tiendas y su página de internet. Mientras hacía los preparativos para la celebración del Mes de la Tierra en abril de 2010, Bloomingdale’s buscaba combinar los elementos implementados en sus tiendas con la campaña de internet.
Propuesta de solucionesSer un impresor ecológico puede ser bueno para la imagen de la compañía, pero ¿es buen negocio? En el caso de la alianza reciente entre Portland Color y Bloomingdale’s, la respuesta es defi-nitivamente sí. Al igual que muchos otros trabajos, éste comenzó cuando el proveedor le presentó al cliente un nuevo concepto.
“Inicialmente entramos al negocio de la impresión en formato ancho porque lo vimos como un área potencial de cre-cimiento. Generalmente los clientes no saben qué es lo que necesitan, así que nuestra labor es investigar y sugerir las soluciones apropiadas”, dice Graham.
Steve Kinney, vicepresidente de mer-cadeo y ventas de Portland Color, conti-núa la narración: “En gran parte, eso
Bloomingdale’s se asoció con Portland Color para la campaña realizada en sus ‘Pequeñas Bouti-ques Verdes’ dentro de tiendas grandes, en un acto de apoyo al Natural Resources Defense Coun-cil (Consejo de Defensa de los Recursos Naturales). La impresión para la campaña se realizó con tintas de látex HP y tintas UV sobre materiales como cartón, papel kraft, y Earthboard. La campaña fue la primera en utilizar el logo de Sustainable Green Printing Partnership (Sociedad de Impresión Sostenible Verde - SGP) a nivel de minoristas.

26 SIGNS OF THE TIMES & SCREEN PRINTING en español
fue también lo que hicimos con Bloomingdale’s – mirar cómo esta línea de productos en particular [nuestra capacidad de impresión verde] satisfacía una necesidad, para luego proponerla como una solución. Ese es el tipo de soluciones que tiene que ofrecer una pequeña compañía de Portland, Maine, para poder competir exitosamente en la ciudad de Nueva York”.
“Cuando contactas inicialmente a un cliente” continua diciendo Kinney, “no sabes la estrategia de campaña que han
definido, ni su estrategia de lanzamiento. Pero lo que sí puedes detectar son las oportunidades de mejora dentro de la tienda. Típicamente, lo que yo trato de hacer es encontrar tecnologías viejas o ‘sucias’, para luego proponer la aplica-ción de nuestros materiales, nuestras téc-nicas y nuestra eficiencia”.
Kinney inicialmente hizo una llamada a Margaret Romanowski, la directora de diseño de gráficos y avisos de Bloom-ingdale’s sin conocerla personalmente. “Recibo muchas llamadas de diferentes
proveedores solicitando citas para mos-trarme su trabajo”, dice Romanowski. “Steve me llamó en un buen momento, cuando no estábamos tan ocupados. Vino y se reunió conmigo durante el proceso de planeación de la campaña de primavera/verano y habíamos deci-dido que parte de nuestra campaña sería sobre cómo ser ecológicos. Así que cuando me explicó de lo que se trataba su empresa, pareció encajar muy bien en ese momento”.
“Fue una reunión excelente” dice Kinney. Viajé a Nueva York y le conté acerca de SGP, la historia de Portland Color y nuestra forma de trabajar. Le indiqué algunos sitios dentro de las tiendas donde podrían utilizar nues-tros materiales. Ahí es cuando real-mente consolidamos la relación con el cliente, porque demostramos que no venimos a mostrarle lo mismo que tienen todos los demás”.
“La primera vez que me reuní con él, realmente no teníamos una idea estructurada de lo que sería nuestra campaña”, dice Romanowski. “Solo sabíamos que estaríamos asociados con el NRDC y que la campaña sería sobre cómo hacer más verdes nuestras vidas. Somos una compañía filantró-pica y tenemos boutiques temporales en las tiendas para todas las campañas que hacemos, así que ya tenía claro que íbamos a hacer algo así”.
“En una segunda reunión”, recuerda Kinney, “llevamos algunos materiales desarrollados por fabricantes que han diseñado materiales reciclados aptos para nuestros equipos. Cuando estaba presentando los materiales, nos dimos cuenta de que la naturaleza del material de empaque usado para esos materiales –papel de empacar y cajas de cartón – sí era ‘realmente verde’. En esa reunión decidimos que si realmente queríamos hacer la campaña sin engañar al consu-midor, ¿por qué no usar simplemente cartulina y papel kraft?”.
El arte y el ‘papel’ de la sostenibilidad“Nuestras campañas no siempre están vinculadas con la beneficencia,” dice Romanowski, “pero cuando lo están, siempre ponemos lo que llamamos nuestro ‘mural de buenas acciones’ en las boutiques. Los murales informan a los clientes lo que estamos haciendo para apoyar una causa de beneficen-
Cada gerente de tienda de Bloomingdale´s tenía autonomía para personalizar el display de la boutique – por ejemplo, agregar esta estructura de “árbol” en papel kraft.


28 SIGNS OF THE TIMES & SCREEN PRINTING en español
cia. En el caso de nuestra campaña verde, el mural de las buenas acciones estaba basado en una baraja de cartas del NRDC que promovía algunos ‘Pasos Sencillos’ para ser ecológicos. Creo que seleccionamos 16 ó 18 de los pasos que tendrían sentido para una tienda por departamentos. Tenemos cerca de 40 tiendas y Portland Color nos hizo dos murales a gran escala para cada una”.
Uno de los murales (177,8 x 243,8 cm) mostraba los Pasos Sencillos Para Ser Verdes impresos en forma de eti-quetas de ropa – una etiqueta para cada paso. La otra pared (también de 177,8 x 243,8 cm) presentaba información acerca del NRDC y sobre cómo los artí-culos que se vendían en la boutique – desde mercancía exclusiva como una botella de agua verde y un bolso de compras reutilizable hasta paraguas sos-tenibles – beneficiarían a dicha organi-zación. Ambos gráficos de pared (así como los gráficos de las cajas) se pro-dujeron en la impresora a base de tintas látex HP Designjet L65500 de Portland en papel kraft de 80 gramos.
Además de los dos murales, Port-land Color también imprimió una amplia gama de componentes gráfi-
cos más pequeños que se exhibían en otras partes de las tiendas. “Para nues-tros momentos visuales – las platafor-mas en todo el almacén donde se encuentran los maniquíes – teníamos un aviso con una alusión visual a la campaña, con la misma apariencia ‘verde sobre cartón’”, explicó Roma-nowski. “Había como 10 ó 12 en dife-rentes sitios en cada tienda”. Otros componentes consistieron en etique-tas pequeñas para cada artículo (impresos en Earthboard con su impresora UV HP FB6100), declara-ciones de misión, y muchos otros.
“Creo que imprimimos miles de piezas en total”, dice Graham. “Fue un trabajo arduo para nosotros. Además, nunca habíamos imprimido sobre papel kraft, lo cual fue un reto porque es un material que no está diseñado para impresoras a chorro de tinta. No está fabricado para garanti-zar la inexistencia de arrugas en el rollo, por lo que tuvimos una curva de aprendizaje consiguiendo que el material y la tinta funcionaran bien”.
Por otra parte, desde el punto de vista de Romanowski, el trabajo no requirió de mucho esfuerzo especial: “Les dimos archivos en Adobe InDe-
sign o Illustrator, como lo hacemos normalmente”, dijo. “Es cierto que probablemente tardamos más tiempo en la etapa de los prototipos que lo que normalmente haríamos, porque imprimir sobre papel kraft y otros materiales similares es muy diferente a imprimir en un substrato sólido. Portland Color nos presentó varias muestras y duramos mucho delibe-rando sobre la apariencia del color cuando se imprime sobre papel kraft en vez de blanco. Al imprimir verde sobre marrón, algunas partes se ven como si estuvieran embarradas, por lo que tuvimos que hacer algunos ajus-tes en los colores”.
El hecho de que Portland Color hubiese acogido la impresión verde desde tiempo atrás también ayudó en este proceso, dice Graham. Gracias a haber sido uno de los primeros en adoptar la impresión de látex, por ejem-plo, “como parte de nuestro proceso de aprendizaje inicial, aprendimos bastante sobre cómo ajustar la temperatura y la tensión del rollo, cambiar el tiempo de reposo, etc. Estamos acostumbrados a trabajar con materiales poco comunes”.
También es de resaltar que esta fue la primera campaña en utilizar el logo SGP a nivel del sector minorista.
Construyendo una relaciónRomanowski quedó muy complacida con los resultados de la campaña. “Creo que fue bien recibida como una campaña ambiental. No es un evento de ventas, así que no se ven resultados tangibles – es más bien una campaña de concientización. Portland Color fue, y sigue siendo, una excelente compa-ñía con quien trabajar. Te sientes bien usando sus servicios y saber que estás usando una compañía ambiental. Me hace reflexionar sobre las cantidades que pido – pone toda mi actividad de impresión en perspectiva”.
Por su parte, Kinney también está complacido con el resultado: “Seguimos teniendo relaciones comerciales con ellos, incluso para proyectos que no necesariamente tienen un tema ambien-tal. Hemos continuado realizando estas campañas para ellos con éxito”. ■
Jake Widman es un escritor independiente con sede en San Francisco, columnista regular de la revista The Big Picture
Herramientas de creación de imágenes y acabados de Portland Color• Impresora UV curable CET Color X-Press HK512 16B
• Epson Stylus Pro 9600 (42 pulg. (106,7 cm), 7 colores); Epson Stylus Pro 7900 (24 pulg. (61 cm), 11 colores)
• Impresora para tintas a base de látex HP DesignJet L65500 104 pulg. (271,8 cm), 6 colores); HP XLJet 1500 (3,2 m de ancho, 8 colores); HP Z6100 (60 pulg., (152,4 cm), 8 colores); cama plana HP FB 6100 (87 pulg., (221 cm) de ancho), 8 colores)
• Océ LightJet 430
• Roland SolJet (104 pulg., (264,2 cm), 4 colores)
• Cortadora/fresadora digital MGE iCut, cabezal de corte Kongsberg (cama de 1,5 x 3 m), sierra de paneles Striebig, cortadora de tela Suprena en línea de producción; cortadora de tela Asco T 150W Ultrasonic
• Calendario de transferencia de calor Practix 130 OK (130 pulg., (320,2 cm) de ancho)
• Laminadora de rollos AGL 64i (64 pulg., (162,6 cm) de ancho); laminadora de rollos Seal Image 600 (60 pulg., (152,4 cm) de ancho)
• Máquinas de coser en línea de producción Juki


30 SIGNS OF THE TIMES & SCREEN PRINTING en español
Wade Swormstedt
Los Gemelos de Minnesota
En el 2010, los Twins de Min-nesota, actuales campeones de la División Central de la
Liga Estadounidense (y también campeones en 2011), se trasladaron a su nueva sede en el Target Field (nombrado así por el gigante de las ventas minoristas). Por primera vez en casi 30 años, los juegos en terreno propio se jugarían en grama y bajo el sol. Home-runs que daban contra el muro de lona (Baggie) del antiguo Hubert H. Humphrey Metrodome, así como los saltos de Kirby Puckett para atrapar la bola y los golpes a los teja-dos, los dobles normativos, quedaron relegados a los recuerdos.
Vomela Specialty Co., una compañía gráfica avaluada en US$110 millones con sede en Saint Paul, contribuyó con aproximadamente 1.858 metros cuadrados de gráficos en 2-D para el estadio. Vomela, cuya fundación en 1947 antecede 14 años a la iniciativa de los Washington Senators’ de con-vertirse en los Minnesota Twins, había suministrado gráficos para los Twins desde el 2000.
La constructora abrió licitación para
los avisos del Target Field, pero Vomela no ganó ninguno de los concursos, comentó su presidente, Mark Auth. Sin embargo, AGI, compañía con sede en Virginia Beach, Virginia, subcontrató a Vomela para algunos trabajos que invo-lucraban los avisos eléctricos de la mayor parte del estadio. Básicamente, se trataba de nueve pancartas verticales de malla de 0,91 x 9,75 metros, ubica-das fuera del estadio, que conmemoran los triunfos del equipo, incluyendo los
Campeonatos Mundiales de 1987 y 1991. (¿Cuántos aficionados del béisbol recuerdan que Billy Martin condujo a los Twins a la consecución de los dos primeros triunfos de la AL Western Division en 1969 y 1970, después de que la MLB [Liga Mayor de Béisbol] adicionó cuatro equipos y creó las pri-meras divisiones?) Como subcontratista de AGI, Vomela también suministró gráficos para ventanas cortados a la medida.
Más de 1.858 metros cuadrados de material gráfico impreso decoran el nuevo Target Field de los Twins.
Estas réplicas de tarjetas Topps sobre béisbol se encuentran montadas en cercas de malla metálica afuera del estadio. La tarjeta de Mauer cuando era novato actualmente vale US$10.
Vallas de malla con la imagen de jugadores dan la bienvenida a los aficiona-dos cuando caminan hacia el estadio y de vuelta al estacionamiento.
Vomela trabajó dentro del estadio con Periscope, la agencia publicitaria de los Twins, en gráficos como éste para una sección especial del jardín izquierdo.


32 SIGNS OF THE TIMES & SCREEN PRINTING en español
Vomela imprimió estas vallas en su impresora de tinta solvente de 3 metros EFI/VUTEk 3360, una de las cuatro que usa. La mayor parte de este trabajo inicial estuvo terminado en febrero de 2010.
Durante el lapso transcurrido hasta febrero, la responsabilidad de los avisos pasó del contratista general a Periscope, la agencia publicitaria de los Twins. Con base en negociacio-nes previas, Vomela comenzó a pro-ducir la gran mayoría del trabajo para
el Target Field – aproximadamente dos docenas de proyectos diferentes, dentro y fuera del estadio, declaró el ejecutivo de cuenta de Vomela, Chris Fretheim.
A los coleccionistas de tarjetas de béisbol les va a encantar los 117 paneles – montados en las cercas exteriores de malla metálica – que ilustran a los Twins en las tarjetas Topps de béisbol, incluyendo la tar-jeta del 2002 de Joe Mauer, cátcher actual (y dos veces campeón de
bateadores) de la AL MVP [Jugador Más Valioso de la Liga Estadouni-dense] cuando era novato. Estas se imprimieron en vinilo 3M, al igual que el 90 - 95% de la producción en vinilo de Vomela.
Adicionalmente, Vomela instaló 100,58 metros de fotografías de juga-dores de 2,13 metros de alto en cercas de malla metálica situadas en la ruta hacia el estacionamiento de los empleados. Dichas fotografías fueron impresas en malla.
Dentro del estadio, Vomela imprimió gráficos de vinilo recortados en silueta con la imagen de antiguos famosos de los Twins (Killebrew, Carew, Puckett, Blyleven, Oliva, y Hrbek) para adherir-los a una estructura de aluminio que hace parte de la plataforma del techo de Budweiser en el jardín izquierdo. Siluetas recortadas similares de la mas-cota del equipo, TC Bear, ayudan a dirigir a los asistentes hacia las escale-ras automáticas que necesitan. Para la mayoría de los gráficos recortados, Vomela usó software i-cut de EskoArt-works en el proceso de diseño y fabri-cación, afirmó Fretheim.
Ocho avisos de señalización de lugares, producidos en la híbrida EFI/Vutek QS, fueron inicialmente impre-sos en película metálica, y laminados luego a los substratos de aluminio.
Finalmente, Vomela también impri-mió todos los anuncios en vinilo que adornan las paredes de los jardines y el interior de los dugouts (cuevas/bancas de espera). n
Wade Swormstedt es el director y editor de la revista Signs of the Times en inglés. Swormstedt ha escrito artículos acerca de la industria gráfica y sus talleres por más de 27 años.
Gráficos recortados en silueta se adhieren a la estructura de aluminio que hace parte de la plataforma del techo de Budweiser. Bert “Be Home” Blyleven tiene dos posibilidades más de entrar en el Salón de la Fama del Béisbol. Le faltó muy poco en 2010, después de haber reunido 74% de la votación cuando necesitaba 75%.
Anuncios impresos en vinilo adornan tanto las paredes de los jardines como estos dugouts.


34 SIGNS OF THE TIMES & SCREEN PRINTING en español
selección de color primero, antes de acometer la estandarización del proceso mismo. Esto se debe a que muchas de las variables de la impre-sión por serigrafía están determinadas por elementos que tienen lugar antes y después de la selección de color. La capacidad de poder controlar y definir estándares para los procesos externos en primera instancia ofrece muchos beneficios en términos de controlar la consistencia de las selecciones de color. Una gran ventaja adicional de tomar estas medidas es que también ayudan a crear un departamento de producción y artes altamente rentable, gracias a la mayor productividad y consistencia general que se logra.
Para aumentar la consistencia y estan-darizar la selección de color de los dise-ños, el primer paso es crear un listado de verificación y preparación con respecto a los artes recibidos. El siguiente paso lógico es controlar y definir los paráme-
tros de las tintas y de la impresión en los departamentos de tintas y producción. Una vez se han completado ambos pasos, el paso final es desarrollar varias fórmulas que sirvan para realizar proce-sos de selección de colores que sean rápidos y consistentes.
Lista de verificación de artes recibidosTocar el arte de un cliente antes de realizar la selección de color es un proceso que requiere mucho cuidado. Numerosos impresores tratan de evi-tarse la molestia de editar un trabajo ajeno y optan por enviarlo a un con-tratista, o simplemente imprimen lo que obtienen de su software de selec-ción de color, sin detenerse en los detalles. Sin embargo, se pueden resolver muchos problemas si se esta-blecen parámetros claros de revisión del trabajo en el momento en que se recibe. De esta manera, la responsabi-
FIGURA 1 Evaluación de la calidad de bordes de una imagen
LUna conversación que tuve alguna vez con el dueño de una compañía de serigrafía me
sigue dando vueltas en la cabeza des-pués de muchos años. Me dijo: “Los periódicos se imprimen utilizando siempre los mismos parámetros y procesos de impresión. ¿Por qué no podemos obtener siempre los mismos resultados cuando hacemos la selec-ción de color para una camiseta?”.
Aunque parecería obvio a primera vista (todos tendríamos que andar por ahí vestidos con ropa de periódico), surgen algunas consideraciones de fondo que ameritan una evaluación más cuidadosa. Si bien no se pueden estandarizar todos los procesos debido a las variaciones en los artes, las cami-setas y en los valores de las tintas, ¿qué partes del proceso se pueden hacer más consistentes con el fin de ahorrar tiempo y agilizar los pasos de prepara-ción de las impresoras?
Si analizamos detenidamente, hay partes del proceso de selección de color que se pueden estandarizar en cierta medida, y que permiten minimi-zar e incluso eliminar algunos de los aspectos más problemáticos. Aunque el proceso nunca será igual de consis-tente a la impresión de periódicos, es posible mejorar la tasa de éxito en las selecciones de color y por lo tanto aumentar la capacidad real de pro-ducción de los equipos y, junto con esto, eliminar los molestos tiempos de parada cuando las selecciones no funcionan.
Debido a la naturaleza un tanto extraña e incluso desquiciante de la impresión por serigrafía, se requieren soluciones creativas para desarrollar sistemas que funcionen para diferen-tes tipos de artes, estilos de impresión y prendas. Desde la óptica de este enfoque alternativo, es mucho más fácil estandarizar las funciones y los sistemas de apoyo relacionados con la
Thomas Trimingham
ESTANDARIZACIÓN DE LA SELECCIÓN DE COLOR

abr i l /mayo 2011 35
lidad ya no recae sobre el artista o la compañía, sino que se convierte en un elemento de política empresarial que se pone de presente durante las reuniones con el cliente sobre por qué se debe modificar un arte.
Un componente de lo anterior es la delicada y diplomática discusión que se debe tener con el cliente, a quien se debe ilustrar sobre el tema, siem-pre y cuando sea receptivo a ello. El objetivo es que el cliente reciba un mejor producto final a un menor costo si se realizan las modificaciones del arte antes del proceso de selec-ción de color. Un aspecto adicional a considerar es el costo de las modifica-ciones. Si bien muchas veces este costo puede ser trasladado al cliente, con frecuencia hay razones válidas para modificar el arte sin cobrárselo al cliente, debido a la reducción en el número de colores, la disminución en los tiempos de producción y la mejora general del producto final, lo cual compensa de sobra a la compañía por dedicarle media hora a un diseño antes de la selección de color.
Los pasos para la elaboración de un listado de verificación de las artes recibidas varían de acuerdo a la com-pañía y al tipo de artes e impresión que normalmente se manejan. Como regla general, se pueden cubrir los aspectos básicos primero, y los reque-rimientos más detallados se pueden agregar posteriormente para hacer que los diseños se enmarquen dentro de la categoría adecuada antes de la selección de color.
Inicie el proceso inmediatamente después de recibir las artes. El primer paso de la verificación consiste en una inspección rápida del arte enfo-cada específicamente en los siguien-tes aspectos: resolución, calidad de los bordes, valores de los colores, complejidad general y otros aspectos problemáticos específicos. Un punto primordial es no revisar el arte hasta que se hayan definido los colores de las prendas y los volúmenes del pedido. Lo último que usted deseará e dedicarle mucho tiempo a revisar un diseño complejo para luego enterarse de que únicamente se van a imprimir dos camisetas. Saber los colores de las prendas de antemano también le dará una visión más precisa de los proble-mas que podrían surgir y si el color de la camiseta misma podría ser parte del proceso de selección de color.
Revisión de la lista de verificaciónUna buena regla de oro es que la reso-lución del producto final debe multipli-carse por tres como mínimo para obte-ner un buen tamaño de archivo. Esto significa que si el archivo se va a gene-rar a 55 dpi en medio tono, se requiere de una resolución mínima de 200 dpi en el archivo (55 x 3 = 165). Muchos impresores utilizan un estándar de tamaño de archivo de 300 dpi. Si bien este tamaño con seguridad ofrece sufi-ciente información, muchas veces un diseño de tamaño completo de 35,6 x 35,6 cm con varias capas y efectos puede sobrecargar un computador. Un buen punto intermedio es utilizar 250 dpi. Esta reducción de sólo 50 dpi representa miles de puntos y permite que el computador funcione dos veces más rápido, sin afectar el producto final.
Calidad de los bordes: Este atributo suelo estar asociado a la resolución, pero es realmente más un asunto de desarro-llo y conversión de la imagen. Cuando se genera una imagen utilizando soft-ware de vectores y se convierte poste-riormente en un archivo de pixeles o raster, las líneas de los bordes se convier-ten en bordes de pixeles. La calidad de los bordes del diseño depende de qué tan bien alineados queden los pixeles que crean los bordes. Un archivo con buena calidad de bordes tiene áreas de contraste claramente definidas, mientras
que uno con mala calidad de bordes presenta bordes borrosos (Figura 1).
Valores de los colores: Esta revi-sión consiste en examinar la manera en que se incorporan los colores en las diferentes áreas del archivo. Algu-nos gráficos poseen áreas de color muy controladas y bien delimitadas dentro de las formas. En general este tipo de gráfico imprimirá muy bien. En cambio, otras imágenes tendrán mucho ruido de color (Figura 2), lo que genera contaminación entre colo-res, dificulta la separación de éstos y hace que reproducirlos en la prensa sea todo un reto. Los valores de los colores reales de una imagen están asociados a la brillantez, la saturación y el tono de los colores de la imagen.
Complejidad general: La comple-jidad general de una imagen no siem-pre está relacionada con el número de elementos en la misma. También depende de qué tan difícil sea repro-ducirla o separar sus colores adecua-damente. La complejidad es general-mente el resultado de una combinación de los diversos retos artísticos/visuales, de selección y de impresión que pre-sente la imagen, o de la combinación de la imagen y la prenda.
Areas problemáticas: Las áreas problemáticas más comunes de una imagen que será sometida a una selección de colores son general-
FIGURA 2 Verificación de ruido no deseado en un gráfico para prendas

36 SIGNS OF THE TIMES & SCREEN PRINTING en español
mente los componentes del diseño que se notan a simple vista que están fuera de tono o de posición y/o que tienen una claridad inadecuada. A veces una imagen contiene muchos colores de memoria, los cuales deben quedar correctos en términos de HSB (tono, saturación y brillantez), porque son los defectos que cualquier per-sona podría notar a simple vista.
Los colores de memoria a menudo incluyen objetos de madera, metal, piedra o piel. Incluso una persona que no es artista podrá notar cuando la cara de una persona no tiene la tonalidad adecuada, porque tiene un recuerdo bien definido sobre cómo luce el color de una cara normal.
Control de la tintaControlar las tintas no es el oficio favorito de nadie. Se requiere de un empleado muy dedicado que se sumerja a fondo en las tintas para obtener buenos resultados. Una tarea en particular que puede ofrecer muchísimos beneficios a una compa-
ñía de impresión es establecer una gama fija de tintas. Seleccionar el grupo de las tintas más solicitadas, y mantener únicamente en inventario estas 25-30 referencias de tinta puede ser una excelente guía para los clien-tes y una gran ayuda para evitar cos-tosas mezclas e igualaciones de tinta (Figura 3). Si bien es cierto que se seguirán realizando igualaciones de color PMS, tener una gama de tintas estándar puede ahorrar muchísimo tiempo si el personal de ventas las acoge y ofrece las tintas que se encuentran en inventario primero.
Una vez definida la gama de tintas, el asunto es cómo manejar las selec-ciones de color con el fin de tratar de usar estas tintas siempre que sea posi-ble para aumentar la rentabilidad. Cuando el tono de uno de los colores de la selección no es una igualación de mayor importancia, se pueden hacer esfuerzos para lograr que el departamento de artes (y el cliente) aprueben una muestra utilizando las tintas de inventario.
Parámetros de impresión estandarizados Hacer que una planta en operación realice pruebas es como quitarle la cadena a una bicicleta: de repente ¡todo queda paralizado! La ejecución de pruebas para establecer los mejo-res parámetros de impresión es algo que rara vez se hace en la mayoría de los talleres de impresión. Adicionalmente, la verdad es que la mayoría de los serigrafistas no tienen una idea clara sobre cuáles paráme-tros de impresión son los que dan los mejores resultados. La objeción que se presenta con mayor frecuencia es que es necesario cambiar los paráme-tros para cada trabajo individual para obtener buenos resultados. Recuerde, sin embargo, que esto ocurre porque hay problemas en los departamentos de selección de colores y artes. Una vez se implementen los estándares en dichos departamentos, se puede pro-gramar la prensa con parámetros ópti-mos para la mayoría de los trabajos.
Una manera de establecer estánda-
FIGURA 3 Al limitar y catalogar las opciones de colores se ahorra tiempo, dinero y recursos. FIGURA 4 Verificación del impacto visual del fondo


38 SIGNS OF THE TIMES & SCREEN PRINTING en español
res en la prensa es realizar pruebas con diferentes colores de tinta para ver cómo quedan los colores con o sin un fondo específico (Figura 4). Esto tiene el doble propósito de crear un catá-logo de referencias de tinta y una guía de artes al mismo tiempo, con el fin de mostrar cómo se comportan las tintas con o sin un fondo específico. Se puede aprovechar la elaboración de este catá-logo para registrar los parámetros de la impresora con el fin de verificar cuáles son las presiones, distancias de con-tacto y tensión de malla, etc., que pro-ducen las mejores impresiones de los detalles.
Estandarización de las selecciones de colorEl desarrollo de estándares para el pro-ceso de selección de color se simplifica sustancialmente si los artes recibidos, las tintas y el proceso de preparación de la prensa son, de por sí, consisten-tes. Es increíble la rapidez con que se puede realizar la separación de colores de un trabajo y ponerlo en películas cuando los demás sistemas ya se encuentran implementados.
Hay varios aspectos claves para crear selecciones de color consis-tentes y que acortan aún más el pro-ceso de dividir el diseño en sus res-pectivas películas positivas: Ajustar el archivo original al promedio y combinar los colores sueltos (algu-nos llaman este proceso compacta-ción de colores); mejorar la calidad de los bordes y el contraste, y luego desarrollar un diseño digital del arte,
con el fin de establecer un sistema que funcione consistentemente para desarrollar selecciones de color con-fiables para la reproducción de los diseños.
Ajustar el diseño original es un pro-ceso bastante simple. La parte más complicada de la corrección de color es seleccionar un color determinado sin afectar el resto de la imagen. Una forma rápida de ahorrar tiempo que evita tener que crear caminos (paths) es usar la herramienta de rango de colores para seleccionar un color, y luego exprimir la selección utilizando niveles, para luego salvarla en una versión de canal del archivo. Este canal puede utilizarse entonces como un camino. Sólo debe hacer clic en control o comando (Mac) sobre la imagen del canal, y podrá seleccionar el color de esas áreas específicas en un dos por tres. Yo generalmente uso este proceso para las caras o las áreas de piel en las imágenes con el fin de promediar el tono.
Unifico el tono promedio en un dibujo mediante la creación del canal de selección que mencioné anterior-mente, y luego corto y pego única-mente esta área de color como una nueva capa. Esta nueva capa se puede colocar entonces como una capa de ajuste de color utilizando el diálogo de tono/saturación que se encuentra en el menú y seleccionando la opción de coloración (Figura 5). Esto hace que el color de la capa copiada se unifique al promedio de la misma familia de color. Esta capa se puede
entonces combinar y salvar como copia final. La utilización de este método es de mucha ayuda para estandarizar las selecciones de color, y al mismo tiempo obliga a que los diseños trabajen con los colores de tinta que se mantienen en inventario.
Existen únicamente unas pocas maneras de mejorar realmente la cali-dad de los bordes. Una de mis técni-cas favoritas es hacer un duplicado del canal negro y luego usar en él una máscara de ajuste de nitidez a un nivel bajo para limpiar los bordes externos del diseño. Este negro más limpio se puede entonces volver a fusionar con la imagen, o se puede colocar encima como una capa de modificación en Photoshop.
La última y más importante manera de estandarizar los métodos de sepa-ración de color una vez los sistemas de apoyo estén implementados es crear siempre una muestra digital de los positivos de la selección en Pho-toshop. Se crea un canal para repre-sentar la camiseta y bloquear los canales de la imagen. Los canales de la selección de colores se pueden visualizar entonces utilizando el botón del ojo a la izquierda de la casilla del canal. Si se ha colocado el color correcto en las opciones de canal para simular el color de la tinta, la prueba digital debe mostrar una imagen muy parecida a lo que será la impresión final sobre la prenda del color que se colocó en el archivo.
Si se implementan estos sistemas y medidas de manera que se respalden unos a otros, debería mejorar drástica-mente la consistencia y la calidad de las selecciones de color finales. Mediante la práctica y una meticulosa observación, se mejorará la productividad y la efi-ciencia de cada área del taller de impre-sión cuando los sistemas de apoyo estén implementados. n
Thomas Trimingham ha trabajado en la industria de la impresión por serigrafía durante más de 15 años como artista, director de arte, asesor, y director de I&D para algunos de los mayores serigrafistas del país. Ha sido galardonado con premios como ilus-trador, diseñador y autor
de más de 45 artículos sobre gráficos para serigrafía. Su dirección de contacto [email protected]
FIGURA 5 Utilización de una nueva capa para ajustar el color.


40 SIGNS OF THE TIMES & SCREEN PRINTING en español
Si bien las impresoras de serigrafía de hoy en día son más sofisticadas y tienen mayor capacidad, es más necesario que nunca contar con operadores bien
calificados. Esta presentación ofrece un vistazo rápido a los elementos fundamentales de la preparación de la pren-sa de cama plana.
Todas las prensas de cama plana tienen cinco com-ponentes básicos sobre los cuales deben trabajar los operadores:• Cama de impresión. La cama de impresión es la que
sostiene el substrato en su posición durante la impresión. Se puede subir o bajar para nivelarla y fijar la posición de fuera de contacto. En la mayoría de las prensas también se puede girar en sentido horizontal para alinear la malla con el substrato.
• Soporte del marco de la malla. Esta unidad comprende las abrazaderas instaladas en la estructura de marco en la prensa. La malla de impresión se coloca dentro del marco de soporte y las abrazaderas aseguran la malla para sostenerla en su posición durante la impresión. El soporte se puede subir o bajar para fijar la posición de fuera de contacto y ajustar el paralelismo. Algunas prensas también permiten mover y girar el soporte del marco en sentido horizontal para alinearlo con el substrato. Observe que para soportar la alineación de la imagen de la pantalla con el substrato (registro), la prensa debe permitir ajustar la cama de impresión o la pantalla, pero no ambas.
• Conjunto rasero/contrarrasero (SFA)El SFA es la estructura que sostiene el rasero y el contrarrasero. Permite ajustar la presión del rasero y del contrarrasero (de manera independiente en algunos modelos). Muchas veces también permite ajustar el ángulo del rasero y contrarrasero.
• Rieles del conjunto rasero/contrarrasero (SFAR). Los SFAR sirven de soporte y definen la trayectoria del conjunto rasero/contrarrasero durante la operación de la prensa. En la mayoría de las prensas, permiten ajustar el recorrido de la pasada de impresión y el paralelismo con respecto a la cama de impresión.
• Mecanismo de desprendimiento automático. Este permite ajustar la velocidad de desprendimiento entre la pantalla y el substrato.
Los efectos de los ajustes en los anteriores componentes se describen en la Figura 1.
Preparación del equipoLa preparación del equipo normalmente se realiza en el momento de la instalación del mismo y periódicamente como parte de un programa de mantenimiento. La prepa-
ración involucra las siguientes tareas:1. Nivelación de la cama de impresión: La pantalla y
otros componentes deben quedar paralelos a la cama de impresión, por lo cual es importante nivelar la cama. Esto evita problemas de distribución de tinta en la pantalla.
2. Revisión y ajuste del paralelismo entre la cama de impresión, el marco de pantalla, el soporte del marco y las SFAR: Todos los componentes deben quedar paralelos entre sí, con el fin de lograr un depósito de tinta uniforme y consistente.
3. Evaluación de la función de desprendimiento automático en graduaciones máximas y mínimas: Un malfuncionamiento del desprendimiento automático demanda más distancia fuera de contacto que la normal.
4. Evaluación de la precisión y ajustabilidad de las distancias fuera de contacto: La distancia estándar de fuera de contacto se debe fijar durante la preparación del equipo a la distancia mínima que permita la separación de la pantalla y el substrato cuando se imprime con tintas de alta viscosidad y alta pegajosidad a la velocidad de impresión requerida. El ajuste de la distancia fuera de contacto no debe interferir con el paralelismo de los componentes; adicionalmente, la prensa debe suministrar algún tipo de lectura que muestre los parámetros actuales.
5. Verificar que el agarre de las abrazaderas de la pantalla sea el adecuado: Las abrazaderas deben fijar la pantalla en posición y no permitir que se mueva durante la impresión. Las abrazaderas que se pegan o arrastran generan un registro incorrecto.
6. Verificación de la precisión de registro y ajuste de los elementos de sujeción: Los elementos de sujeción que se pegan o arrastran interfieren con la precisión del registro.
7. Verificación de la precisión de los instrumentos y aparatos de medición, y su ajuste o reemplazo: los relojes comparadores, básculas, micrómetros y lecturas digitales deben estar limpios, legibles y precisos.
Preparación de los trabajosIdealmente, la preparación para cada trabajo debería estar compuesta únicamente de seis pasos:1. Reconfiguración de los instrumentos de registro,
contadores y otros elementos, dejándolos en ceros2. Colocación del substrato en la posición apropiada sobre
la cama de impresión3. Colocación de la malla en los soportes de marco4. Colocación del rasero y el contrarrasero en los soportes
del conjunto5. Adición de tinta a la malla6. Impresión y ajuste del registro de imagen-substrato
Preparación de la prensa de cama plana

Sin embargo, en la mayoría de las plantas se utilizan las prensas para diferentes tipos de trabajos, por lo que gene-ralmente se requieren tres ajustes adicionales:
Presión del rasero y contrarrasero La altura y el durómetro de los raseros cambian con el tiempo, así que se requieren algunos ajustes a la presión para compensar. Si se puede ajustar la altura de la cama de impresión, establezca la presión mínima necesaria asegurando el rasero en posición de modo que apenas toque la cama de impresión. Una vez esté instalada la pantalla, levante la cama entre 0,03 y 0,05 cm para hacer presión contra el rasero. Este es un método rápido que garantiza una presión uniforme en todo el rasero.
El sistema más común, pero menos exacto es ajustar gradualmente la presión del rasero hasta que la imagen impresa sea visualmente aceptable. Sin embargo, este método puede generar una presión desigual a lo largo de la hoja y lleva a configuraciones que no permiten su medición y registro.
El ajuste de la presión del contrarrasero es sencillo. Idealmente, el contrarrasero debe tocar la tela únicamente durante la pasada de impresión y dejar una delgada capa de tinta uniforme sobre la pantalla. Con mallas de baja tensión, se debe aumentar la presión hasta que el contrarrasero deje una capa uniforme sin encharcamiento en el centro de la pantalla.
Velocidad del rasero y contrarrasero La velocidad del rasero está determinada por las propiedades físicas de la tinta. A mayor viscosidad y pegajosidad de la tinta, menor debe ser la velocidad del rasero. El indicador de la velocidad correcta para cualquier configuración es la longitud del rastro de tinta que deja el rasero imprimiendo. Este rastro de
abr i l /mayo 2011 41
tinta, que indica la separación entre la pantalla y el substrato, debe tener una longitud entre 0 y 1,27 cm para formatos de pantalla pequeña a mediana. En las prensas diseñadas para pantallas más grandes (más de 152 cm en cualquiera de las medidas), el rastro puede aumentar entre 2,5 y 5,1 cm.
Aunque la velocidad del contrarrasero tiene un efecto menor sobre el espesor de la capa de tinta sobre la pantalla, no tiene un impacto significativo en el 90% de las aplicaciones de impresión de gráficos por serigrafía. El contrarrasero puede graduarse a la misma velocidad del rasero o hasta 2 ó 3 veces más rápido.
Ajuste del desprendimiento automático El desprendimiento automático puede distorsionar seriamente las imágenes impresas y reducir la vida útil de las pantallas de alta tensión. Sólo se debe usar si la distancia fuera de contacto es insuficiente para separar la pantalla del substrato. En prensas pequeñas y trabajos con áreas de impresión pequeñas, la función de desprendimiento automático no es necesaria.
En prensas más grandes y aplicaciones de recubrimiento, la función de desprendimiento automático debe fijarse en el nivel mínimo que asegure la separación entre la pantalla y el substrato. Al igual que la distancia fuera de contacto, la velocidad de desprendimiento únicamente se puede determinar por ensayo y error.
La distancia fuera de contacto no debe ser cambiada con frecuencia. Sólo se debe modificar cuando existan diferencias significativas de tensión entre las pantallas o cuando se utilice una tinta de mayor pegajosidad que la normal. Si se puede incrementar la distancia fuera de contacto, se debe volver a configurar a la distancia estándar después de terminar el trabajo. ■
Preparación de la prensa de cama plana
COMPONENTE DE PRENSA AJUSTES EFECTO SOBRE EL PROCESO EFECTO SOBRE EL PRODUCTO
Cama de impresión
nivelación distribución de tinta en la pantalla uniformidad de depósito de tinta
fuera de contacto tensión y desprendimiento de la pantalla distorsión, grosor de depósito de tinta
registro ninguno mal registro
Soportes de marco
paralelismo presión, desprendimiento, desgaste de la malla distorsión, uniformidad de tinta
fuera de contacto tensión de la malla, desprendimiento distorsión, grosor de depósito de tinta
velocidad de desprendimiento tensión y desgaste de la malla distorsión, grosor de depósito de tinta
registro ninguno mal registro
SFA
presión del rasero flujo de tinta esparcimiento, embarramiento, uniformidad
presión del contrarrasero distribución de tinta en la pantalla uniformidad de depósito de tinta
ángulo del rasero flujo de tinta esparcimiento, embarramiento, uniformidad
SFAR paralelismo presión, desprendimiento, desgaste de la pantalla distorsión, uniformidad de tinta
Desprendimiento automático velocidad de desprendimiento tensión y desgaste de la pantalla distorsión, grosor de depósito de tinta
Fig.1 Ajustes de los componentes de la prensa y sus efectos

42 SIGNS OF THE TIMES & SCREEN PRINTING en español
opurrí
anorama latinoamericano
eón
onsejo editorial 2005-2007
alería de diseño
uevos productos
umario
itrinas des sus productos
ditorial
anorama latinamericano
alendario
“El sueño del botón rojo”
Quien de nosotros no ha soñado alguna vez con tener un botón que al accionarlo pueda resolver todos nuestros problemas y/o realizar
todas nuestras fantasías. Para aquellos que nacimos en las décadas de los sesentas y setentas, esto no era más que ciencia ficción. No así para las generaciones más recientes, las cuales crecieron con el advenimiento de “la era digital”, desde el control remoto del la TV hasta los aparatos de última generación, no han sido otra cosa que la expresión de un gran esfuerzo para hacer este sueño una realidad. Se ha hecho común ya la expresión que asegura que los neonatos vienen “con un microchip instalado”, por su extraordinaria adaptabilidad a las nuevas tecnologías; también es una realidad que los nuevos desarrollos tecnológicos han causado gran impacto social, un cambio en la forma de comunicar, y algo tal vez de mayor relevan-cia, un cambio en la forma de percibir la realidad. Es casi incomprensible para los más veteranos encon-trar a un joven que prefiere pasar la tarde pegado a un computador, que salir de paseo con la familia, para nosotros la segunda opción no tenía rival.
Los videojuegos, las redes sociales y todo tipo de entre-tenimiento digital, pueden generar más emociones y adre-nalina juntas que un paseo contemplando la naturaleza, por tanto esta vivencia virtual se hace adictiva. Las genera-ciones recientes tienen dentro de su contexto de vida un componente extra; la realidad virtual para ellos es parte de lo natural. La posibilidad de vivir un sinnúmero de expe-riencias desde la comodidad de un sillón dentro de su casa, sin necesidad de pasar por el esfuerzo de exponerse al mundo exterior, es algo catastróficamente disuasivo, y nuestra civilización actual se moviliza irremediablemente hacia ese universo artificioso.
Como el “nuevo entorno” es 90% visual, según los expertos, aquí entra nuestra industria en el baile, y como es un nicho dependiente de la publicidad, debe aprender a interpretar el sino que toman las plataformas de comu-nicación para prever cual será su propio camino. Es inevitable cerrar el paso a la “Gigantografía Digital”, que entró tímidamente y ahora crece de manera exponencial, casi se convierte en una extensión natural capaz de pro-yectar en gran formato todo ese caos que corre entre pantallas de Iphone, celular, computador, videojuegos, TV digital, etc. “Total control” tal vez sea la frase más corta para resumir la vía que toma la tecnología y por supuesto la imagen digital.
Sin duda, el futuro de la tecnología audiovisual está en las aplicaciones. Estas enriquecen dicho universo con rea-lismo, interactividad, y personalización; tres factores clave a tener en cuenta porque marcan el derrotero de la comu-nicación visual. Desarrollos como el de Nintendo Wii, o la Tv 3D digital, nos permitirán en el futuro crear entornos personalizados con una realidad mágica, que sobrepasa
hoy toda lógica, de la misma manera, las aplicaciones para los aparatos de bolsillo nos permitirán, realizar múltiples actividades que hace unos años parecerían inverosímiles. Twitter, facebook, Skype, Google, eBay, LinkedIn, GPS, son apenas un puñado de ejemplos de aplicaciones que han logrado cambiarnos la vida.
Para ilustrar la idea de lo que puede ocurrir en el futuro, imaginemos la mañana de un digitomaniaco, con el síndrome del “botón rojo” en el año 2025: A las 5:30 a.m., se despierta con música seleccionada por un dis-positivo que interpreta sus signos vitales y trata de equi-librar su estado de ánimo, después de estirarse oprime un botón de su smartphone de pulsera y activa el pro-grama que controla los acontecimientos de su cocina, de tal manera que un café colombiano recién hecho, tosta-das, y jugo de naranja lo esperan al bajar; mientras toma el café una imagen holográfica le hace saber cuantas calorías esta consumiendo y cual es la rutina de ejerci-cios para hoy, así como la agenda de actividades para las que se tiene que preparar. Si así lo quiere, también puede escuchar noticias seleccionadas; 5:45 a.m., entra en un cubículo semicircular, en el que el piso se mueve a manera de una banda multidireccional, que hace las veces de un ratón de computador, las paredes y el techo proyectan imágenes y crean un entorno virtual, nuestro sujeto escoge el paraje en el que quiere correr, jugar tenis, golf etc., puede hacerlo sólo o acompañado por uno o varios hologramas que representan amigos que hacen lo mismo desde otro lugar en tiempo real, en medio del “paisaje”, de vez en cuando aparecen vallas publicitarias o anuncios de diversos productos, que han sido personalizados para él, incluso si quiere, puede parar su juego y adquirir el artículo de manera digital,


44 SIGNS OF THE TIMES & SCREEN PRINTING en español
puede solicitar un holograma del mismo y “manipu-larlo”, investigar de qué material está construido, cuál es su garantía, cuáles personas famosas o quiénes de sus amigos lo han adquirido; una vez escogido lo debitan de su cuenta cuya clave lleva incluida su huella digital. Son las 6:30 a.m., después de un reconfortante baño, se acicala y se dirige a su auto, al encenderlo queda inter-conectado con la red vial de la ciudad, inserta la direc-ción de destino y el computador calcula, ruta, velocidad de desplazamiento y tiempo de llegada, lo pone en marcha y lo deja en piloto automático con la certeza que llegará a la hora señalada a su destino. El interior del vehículo más parece una nave espacial, sus venta-nas pueden transformarse en pantallas de computador, en las cuales se pueden ver diversos datos, como ubica-ción actual y a discreción suya la de algunos de los amigos de su red social, en todo el trayecto una o dos veces el aparato le informa de la cercanía de sus lugares favoritos y las actividades que tienen programadas para ese día en especial, él puede en un instante confirmar su asistencia y reservar el espacio libre deseado. De
pronto, por una ventanilla observa algo que le llama la atención un vehículo rodando con una imagen holográ-fica encima y música a todo volumen, termina el viaje y a la entrada del edificio al que se dirige, una enorme pantalla LED, con dispositivos instalados que están interconectados con su smartphone, lo identifica y lo saluda por su nombre al entrar, él no lo nota porque está visitando un almacén de artículos de última tecno-logía con sus gafas de realidad virtual.
Sería abrumador y tedioso imaginar cuantas otras apli-caciones podría usar nuestro personaje del futuro. Lo cierto es que todas y cada una de las posibilidades des-critas en el relato hoy podrían ser realidad, por tanto en esta era de la imagen digital no existe límite. El relato se centró desde el punto de vista del usuario, pero cuando vemos las cosas desde el punto de vista del proveedor, las cosas son aún más inverosímiles, macrocomputadoras testeando las reacciones del individuo y ajustando cam-bios en los videos en tiempo real, organizando produc-ciones de acuerdo con los promedios obtenidos en sus bases de datos, diseñando estrategias de mercadeo seg-mentadas para pequeños nichos muy bien definidos e identificados, millones y millones de datos centralizados e interpretados de miles de maneras de acuerdo a los intereses de quién los solicita.
Para mi gusto no es muy halagador el panorama en el que “El sueño del botón rojo” se hace un tanto visible, pero no tengo duda que el concepto burdamente expre-sado aquí, no estará lejos de la realidad, compras en línea, redes sociales, sitios Web interactivos, mensajes de marca dentro de los propios avisos publicitarios, utili-zando formatos expandibles o interactivos, marketers ras-treando el progreso y haciendo ajustes en tiempo real de una campaña publicitaria, imágenes holográficas, panta-llas interactivas, imágenes tridimensionales interactivas, una rotación mucho más acelerada de los productos impresos, tinta digital a color que por medio de electro magnetismo permite el cambio de contenidos sobre un mismo papel, entre otras miles de aplicaciones.
Con todo, el negocio del futuro estará basado más en el sujeto que en el mismo producto, la tecnología avanza hacia el interior del individuo y amenaza con penetrar la intimidad de todo núcleo social, pero a su vez testea dicha intimidad para crear nuevos productos, orientados cada vez a nichos más pequeños y específicos, y como siempre nuestra industria se adaptará a dicha condición y contri-buirá para que así sea.
Los expertos predicen que los cargos y estructuras empre-sariales más relevantes en el futuro se resumen en 3 grandes categorías: Departamento de Creatividad y Gestión de Ideas, Departamento de Recursos Humanos y Departamento de Gestión e innovación, nuevamente se vuelve el interés hacia las capacidades del individuo, aunque este en sí mismo se encuentre perdido en medio de su propia creación. n
Envíe sus comentarios a Luis Ardila en [email protected]
opurrí
anorama latinoamericano
eón
onsejo editorial 2005-2007
alería de diseño
uevos productos
umario
itrinas des sus productos
ditorial
anorama latinamericano
alendario

Representante yDistribuidor exclusivo paraAmérica Latina y Asia Pací�coExclusive representative and distributorLatin America and Asia Paci�c
Soluciones y consumibles para la impresíon digital de
GRAN FORMATOSolutions and consumables for WIDE FORMAT digital printing
Sustratos para impresión
Textiles
Lonas y vinilos solventes
Laminados
Tintas
Porta banners
Laminadoras
Impresoras solventes
Impresoras y copiadoras de planos
Magneticos de impresión directa
Impresoras UV cama plana
Impresoras UV rollo a rollo
Ruteadoras digitales
Impresoras UV hibridas
Printing sustrates
Textiles
Scrim & self adhesive vinyls
Laminates
Inks
Displays
Laminators
High resolution solvent printers
Reprographic printers
Magnets for direct printing
UV �atbed printers
UV roll to roll printers
Digital routers
UV hybrid printers
Intl Cell: +1 786 2299700Fax: +1 954 7043648
Skype: PrintLatwww.printlat.com
http://twitter.com/[email protected]
15825 SW 49 Ct, Miramar, Fl. 33027, USA
Buscamos distribuidores para nuestras líneas, ponte en contacto con nosotros.

46 SIGNS OF THE TIMES & SCREEN PRINTING en español
Especificaciones de envío■ Fotos en formato JPG o TIFF con resolución de 300dpi y 5x7cm
de tamaño, mínimo.
■ Descripción detallada del proyecto, incluyendo:
■ Nombre de la empresa que desarrolló el proyecto.
■ Nobre de la persona a contactar.
■ Dirección completa, incluyendo nombre y número de calle, departamento, provincia o colonia, ciudad, país y código postal.
■ Teléfono, fax, incluyendo indicativo internacional y código de área.
■ E-mail, página Web.
■ Nombre del cliente para quien se desarrolló el proyecto.
■ Nombre del proyecto.
■ Descripción del proyecto, incluyendo equipo y materiales utilizados, con nombres de marcas y modelos.
■ Dimensiones.
■ Ubicación.
Abierta para la recepción de tus trabajos durante todo el año en [email protected]
Participa en la sección Galería de Diseño de S&S en español
Vitrina de exposición internacional de trabajos profesionales en ■ Rotulación ■ Serigrafía ■ Impresión Digital ■ Industrias Afines
Todas las entradas
recibidas hasta
septiembre 10 de 2011
de proyectos recientes
terminados e instalados
participan en el Concurso
Internacional “Lo Mejor
del Año 2011”
Categorías■ Gráficos de vehículos/flota■ Displays POP■ Vallas publicitarias■ Letras dimensionales■ Sistemas gráficos
■ Avisos luminosos■ Letreros tridimensionales■ Gran formato■ Impresión textil




MEXICO
50 SIGNS OF THE TIMES & SCREEN PRINTING en español
opurrí
anorama latinoamericano
eón
onsejo editorial 2005-2007
alería de diseño
uevos productos
umarío
itrina de sus productos
agína editorial
anorama latinamericano
alendario
EMPRESA: Imagen Publicitaria Punto de Venta, S.A. de C.V. Madero # 27, Col. Centro Santa Rosa Jáuregui Qro. C.P. 76220, México Tel.: +52 (442) 291-0810 Fax: +52 (442) 291-0811 E-mail: [email protected] Web: www.imagenppv.com
Proyecto A: Campaña Publicitaria “Cerveza Modelo Especial”. Para: Grupo Modelo S.A.B. de C.V. Diseño: Grupo Modelo. Ejecución: Imagen Publicitaria Punto de Venta. Descripción: Envoltura de vehículo Hummer H2T con vinilo impreso. Equipos e insumos: Vinilo 3M, sistema de impresión Jet I Gandinnovations, barniz UV.Dimensiones: Area total del vehículo: 37,50m². Ubicación: Ciudad de México, México
EMPRESA: Maxi Signs José de Teresa 65-A, Col. San Angel, CP 01000, México DF, México Tel.: +52 (55) 5550 8254 Fax: +52 (55) 5550 8254 ext 111 E-mail: [email protected] Web: www.maxisigns.com.mx
Proyecto: Campaña Publicitaria “Parabus Star Gum en 3D”. Para: IMU (Imágenes y Muebles Urbanos). Diseño: Marca Lamasney. Ejecución: Maxi Signs. Descripción: Parabus realizado en lenticular 3D. Equipos e insumos: Impreso en plotter piezo-eléctrico Epson rollo a rollo sobre papel especial de Plastimundo y laminado con película lenticular. Dimensiones: 1,21 x 1,80m. Ubicación: Ciudad de México, México.
Proyecto B: Identificación Comercial “Paddy´s Lane”. Para: Paddy´s Lane. Diseño y ejecución: Imagen Publicitaria Punto de Venta. Descripción: Letrero tridimensional: Gabinete construido con perfil tubular zintro alum de 3⁄4”, molduras de aluminio. Iluminación con lámparas T8 y balastro electrónico. Con frente de lona back light decorado con vinilo. Equipos e insumos: Plótter de corte Jaguar 2000, vinilo Avery Dennison. Dimensiones: 2 x 1,60m. Ubicación: Blvd. Juriquilla, Querétaro, Qro., México.

abr i l /mayo 2011 51Envíe sus fotografías a [email protected]
URUGUAY
Proyecto B: Imagen Corporativa “Ancap”. Para: Red de Estaciones de Servicio Ancap. Diseño: Ancap. Ejecución: Sertec. Descripción: Letras armadas, laterales en chapa galvanizada pintada, frente de acrílico, iluminación interior con LEDs. Montada sobre cenefa de chapa galvanizada plegada y cilindrada. Equipos e insumos: Maquinaria de metalúrgica, camión con grúa, piezas de fibra de vidrio. Dimensiones: 80 m/l por obra. 18 obras ejecutadas. Ubicación: Montevideo y departamentos del interior, Uruguay.
EMPRESA: Sertec Piedra Alta 1982, Montevideo, Uruguay, 11800 Tel.: +598 2924-1141 Fax: +598 2924-6539 E-mail: [email protected] Web: www.sertec.com.uy
Proyecto A: Identificación Institucional “Platinum”. Para: Platinum.Diseño y ejecución: Sertec. Descripción: Tótem de aluminio compuesto, letras de acrílico macizo de 10mm, detalles en vinilo de corte. Equipos e insumos: Acrílico macizo de 10mm, aluminio compuesto, vinilo adhesivo. Dimensiones: 3m de altura. Ubicación: Montevideo, Uruguay.

opurrí
anorama latinoamericano
eón
onsejo editorial 2005-2007
alería de diseño
uevos productos
umarío
itrina de sus productos
agína editorial
anorama latinamericano
alendario
52 SIGNS OF THE TIMES & SCREEN PRINTING en español
ARGENTINA
EMPRESA: Pomares Letreros Calle 18 # 1092, 7620 Balcarce, Buenos Aires, Argentina Tel.: +54 02266-15630224 Fax: +54 02266-430908 E-mail: [email protected]
Proyecto: Identificación Comercial “Abrazo de Oso”. Para: Abrazo de Oso. Diseño: Walter Pomares Diseño. Ejecución: Pomares Letreros. Descripción: Línea frontal sobre balcón de edificio. Tres cuerpos estructurales Base Front impresos con letras en Polifan. Oso impreso aplicado sobre fibrofacil de 9mm calado. Demás accesorios calados en Fibrofacil de 9mm y decorados con adhesivo LG. Vidrios Ploteados con adhesivos LG. Equipos e insumos: Impresora Grapthec y adhesivos calandrados LG. Dimensiones: Frontal de 5m x 85cm y 2 laterales de 1m x 85cm. Ubicación: Balcarce, Buenos Aires, Argentina.
EMPRESA: XL División Gran Formato Pte. Roca 1823 Tel.: +54 (341) 4856315 Fax: +54 (341) 4856315 E-mail: [email protected] Web: www.xlgranformato.com.ar
Proyecto: Edificio Poder Judicial - Bicentenario de la Patria. Para y diseñado por: Grupo Uno Letreros Ejecución: XL División Gran Formato y Grupo Uno Letreros. Descripción: Impresión sobre lona mesh calidad vía pública, tensada sobre fachada en construcción del edificio del Poder Judicial. Equipos e insumos: Impreso en impresora Jeti 3324 sobre lona mesh. Dimensiones: 16 x 22m. Ubicación: Resistencia, Chaco, Argentina.

abr i l /mayo 2011 53Envíe sus fotografías a [email protected]íe sus fotografías a [email protected]
EMPRESA: Base3 Valle 256, Buenos Aires, Argentina (C1424BVF) Tel.: +54 (11) 4921-6000 Fax: +54 (11) 4921-6000 E-mail: [email protected] Web: base3.net
Proyecto: Celebración Bicentenario Argentino. Para: Presidencia de la Nación. Ejecución: Base3. Descripción: Cobertura del evento al exterior, proceso que contempló la impresión de 27.000m² de lona y la construcción de 2.444 bastidores de caño para el tensado de los gráficos impresos. Equipos e insumos: HP Designjet L65500, HP Scitex XP2750 y HP Scitex Xl Jet Premium, tintas látex y UV de HP. Dimensiones: 27.000m² de tela blackout impresa y 2.444 bastidores de caño. Ubicación: Corredor del Bicentenario, Avenida 9 de julio, Buenos Aires, Argentina.

Mexico 2011_SPN_275x205 7/2/11 16:23 Page 1
Composite
C M Y CM MY CY CMY K

graficosdehoy.com¡Renovados y reinventados para usted!Con nuestro nuevo formato y características usted puede acceder más fácilmente a un mayor número de soluciones
• Ultimas noticias y tendencias del mercado
• Galería de proyectos más amplias con más imágenes
• Continuas actualizaciones de la tecnología y desarrollo de productos
• Atención a desarrollos interesantes de la industria
• Funciones de navegación y búsqueda actualizadas
• Herramientas de amena interacción y otras redes sociales
Además: Boletín de prensa quincenal gratuito
graficosdehoy.comEl recurso en línea más completo para la industria de la impresión gráfica en Latinoamérica
Producido por:
Una guía paso a paso

Lista de anunciantes en este número
Aeromatrix, Inc. contraportada exterior
Andigráfica 49
Arlon Adhesives 7
Avance y Tecnología 13
Bordeaux 37
Celupal Internacional 1/ contraportada interior
Cien por Ciento Gran Formato 23
Digital Graphic Systems 39
Distriuidora Sagaro 17
EMDO 16
Expopublicitas 48
Fauna Insumos Digitales 33
FESPA Americas ‘11 54
Grafovynil 11
graficosdehoy.com 55
56 SIGNS OF THE TIMES & SCREEN PRINTING en español
abril/mayo 2011
Graphtec America 5
INX Digital 19
ITASA 21
Insumos para Publicidad 27/29/31
LDM 44
M&R Printing 13
Magnum Magnetics 47
Mimaki 9
Nazdar 43
Oracal 3
Precix 47
PrintLat 45
Roland DGA Corporation portada interior
Shenzhen Runtianzhi Image Technology Co. Ltd. 22
alendario
56 SIGNS OF THE TIMES & SCREEN PRINTING en español
ABRIL7-9 Digi:Media Feria de publicación comercial e impresión digital de Dusseldorf, dise-ñada como plataforma para la indus-tria de la comunicación en red basada en la impresión. Feria de Dusseldorf, Dusseldorf, Alemania. Contacto: www.digimedia.de.
12-15 Poligrafía Feria internacional de máquinas de impresión, materiales y servicios. Especial enfoque en tecnologías y soluciones pre y post prensa, y maquinarias de impresión y corte. Feria Internacional de Poznan, Poznan, Polonia. Contacto: Poznan International Fair Ltd.; [email protected]; www.poligrafia.mtp.pl/en.
26-29 EFI ConnectConferencias educativas de Connect sobre soluciones de software de las últimas aplicaciones de EFI, sesiones de grupos de usuarios participativas
y demostraciones de equipos de impresión digital VUTEk, Rastek y Jetrion. Wynn Hotel, Las Vegas, Nevada, E.U.A. Contacto: www.efi.com/connect.
27-30 Digital Image South AmericaFeria para las industrias de serigrafía, letreros, impresión digital y solu-ciones de impresión, orientada a las aplicaciones de la impresión digital, desde la impresión por demanda hasta la impresión de datos variables y gran formato. Expo Center Norte, Sao Paulo, Brasil. Contacto: www.digitalimaging.com.br/digitalimaging/pt.
27-30 ISA International Sign Expo Feria internacional para las industrias de rótulos y letreros. Participan profe-sionales de estas y otras industrias afines, de más de 100 países. Centro de Convenciones Mandalay Bay, Las Vegas, Nevada, E.U.A. Contacto: www.signexpo.org.
MAYO11-13 PostprintFeria de la impresión y acabado. Muestra de amplia gama de productos y servicios que se ofrecen en torno a los temas de pre-prensa, impresión, acabado, de procesamiento de correo y envío. Messe Berlín, Berlín, Alemania. Contacto: www.postprint.de.
17-20 Expo GráficaFeria internacional de las artes gráficas en la ciudad de México. Centro Banamex México, Ciudad de México, México. Contacto: www.expografica.com.mx.
24-27 Fespa Digital Feria internacional de serigrafía e impre-sión digital en Alemania. Empresas y pro-fesionales de la impresión digital, repro-grafía y serigrafía, principales marcas y organizaciones que desarrollan produc-tos, tecnologías, máquinas, consumibles y soluciones para la imagen. New Munich Trade Fair Centre, Munich, Alemania. Contacto: www.fespa2010.com.







![[112]+martín+rico,+paisajista+español+s xix](https://static.fdocuments.ec/doc/165x107/55addfc51a28ab07108b46ba/112martinricopaisajistaespanols-xix.jpg)