Procesos Productivos de Fabricación de Tanque Pulmón
49
Procesos Productivos de fabricación de tanque pulmón INGENIERIA INDUSTRIAL 2015 INTEGRANTES 1. Alex Alejandro Huanca 2. Martínez Infante Miguel 3. Salas Gutiérrez Alex 4. Nolasco Mendoza Diego 5. Chancasana Gutarra Yvan
-
Upload
cristhian-victor-huanaco-yancce -
Category
Documents
-
view
42 -
download
2
description
importante
Transcript of Procesos Productivos de Fabricación de Tanque Pulmón

Procesos Productivos de fabricación de tanque pulmón
INGENIERIA INDUSTRIAL 2015
INTEGRANTES1. Alex Alejandro Huanca
2. Martínez Infante Miguel
3. Salas Gutiérrez Alex
4. Nolasco Mendoza Diego
5. Chancasana Gutarra Yvan

DESCRIPCION DE LA EMPRESA
Productos Forjados S.A.C. es una empresa peruana demetalmecánica especializada en la fabricación deherramientas para la pesca, equipos de minería, tendidoelectrónico, desarrollo y construcción de proyectos.
Historia
La empresa fue creada en el año 2000 y se encuentraubicada en el área industrial del Callao donde se llevan acabo los diversos procesos que intervienen en el desarrollode nuestros productos: Corte, Forja, Maquinado, Soldado,Tratamiento Térmico, Galvanizado, Ensamble y Control deCalidad.

Misión - Visión
Misión: "Asegurar la productividad de nuestros
clientes, a través de la fabricación de partes y piezas
con valor agregado, entregas oportunas y de buena
calidad".
Visión: "Convertirnos en una empresa líder en
Ingeniería y Fabricación eficiente de productos
metalmecánicos para dar soluciones a la industria
nacional y extranjera"

PROBLEMATICA
• En el proceso se observa lo siguiente: Cuando la materia prima llega al área de corte se tiene que hacer un trazo para cada componente del tanque la cual está ocasionando demoras en los procesos.
• De igual manera cuando el cuerpo del tanque se termina de soldar, Se suelda la tapa, después se hace una prueba de líquidos penetrantes luego se suelda la otra tapa y se tiene que volver hacer la prueba de líquidos penetrantes.

OBJETIVOS
• Efectuar un análisis que permita mejoras en el proceso con el finde reducir la pérdida de tiempo en hacer los trazos mediante laaplicación de las técnicas de Ingeniería de Métodos.
• Realizar un análisis del proceso de fabricación del tanque,
• Basado en el seguimiento de material.

OBJETIVOS ESPECÍFICOS
• Describir la situación actual de la Empresa PRODUCTOS FORJADOS S.A.Cen este proceso
• Mejorar el diagrama de proceso que refleje la manipulación del material y las actividades que se realizan.
• Presentar la distribución de la planta mediante un plano; representando en éste, el diagrama de Recorrido.
• Elaborar mejoras en los diferentes puestos de trabajos que interviene el proceso.
• Plantear mejoras en el proceso para incrementar la producción abreviando el tiempo de producción

DESCRIPCION DEL PROCESO DE ELABORACION DE TANQUE PULMON
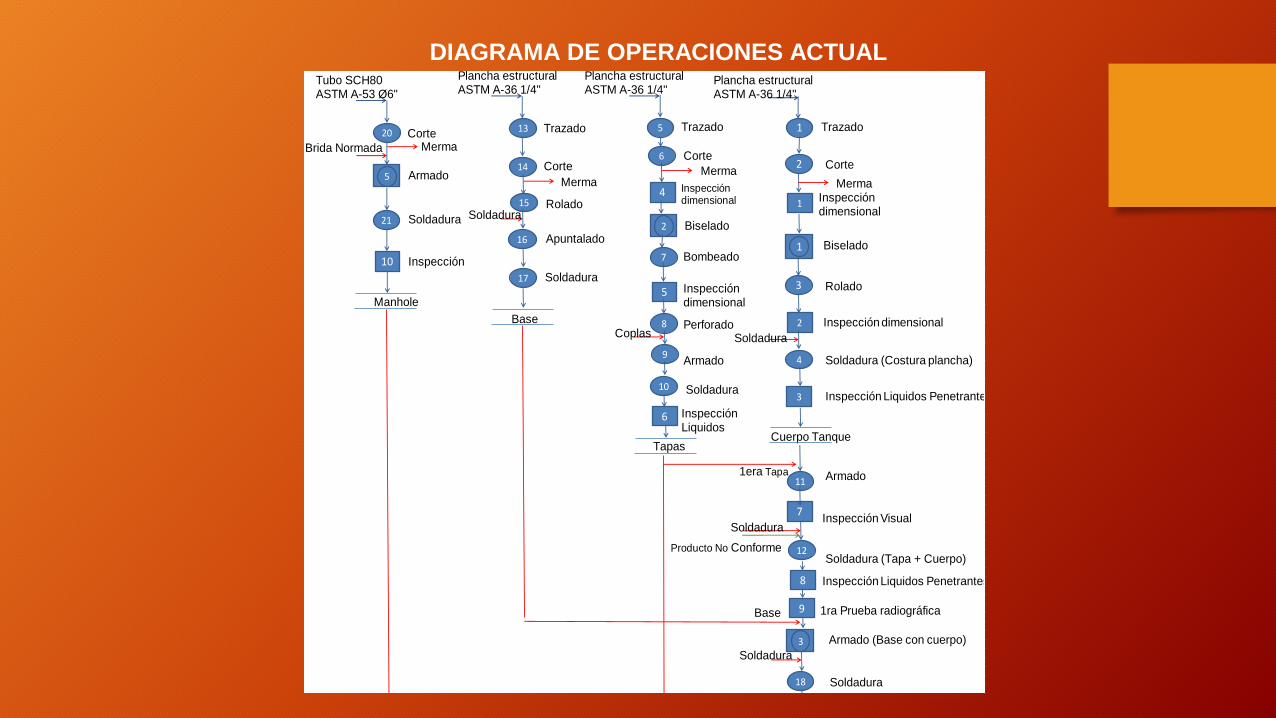
• Para la fabricación de Tanques Pulmón se realizan procesos enparalelo para la fabricación de las TAPAS, EL CUERPO, LA BASE YEL MANHOLE, los cuales se irán acoplando a medida que avanceel proceso productivo.
La fabricación de las TAPAS se inicia con
el trazado de la plancha estructural A-36
¼”, la cual luego es cortada e
inspeccionada dimensionalmente por
personal del área de Calidad.

La fabricación de la BASE se inicia con
el trazado de la plancha estructural A-
36 ¼”, luego se corta, se transporta a la
máquina roladora y se rola, luego se
apuntala y se suelda la estructura de la
base.
Para la fabricación del MANHOLE
se corta el tubo SCH80 Ø6”, se
realiza el armado, se suelda e
inspecciona mediante líquidos
penetrantes.

EL PROCESO DE FABRICACIÓN DEL CUERPO
La plancha es cortada e inspeccionada dimensionalmente por personal
del área de Calidad. La plancha es biselada y transportada a la roladora
en la cual se rola y se realiza una inspección dimensional.
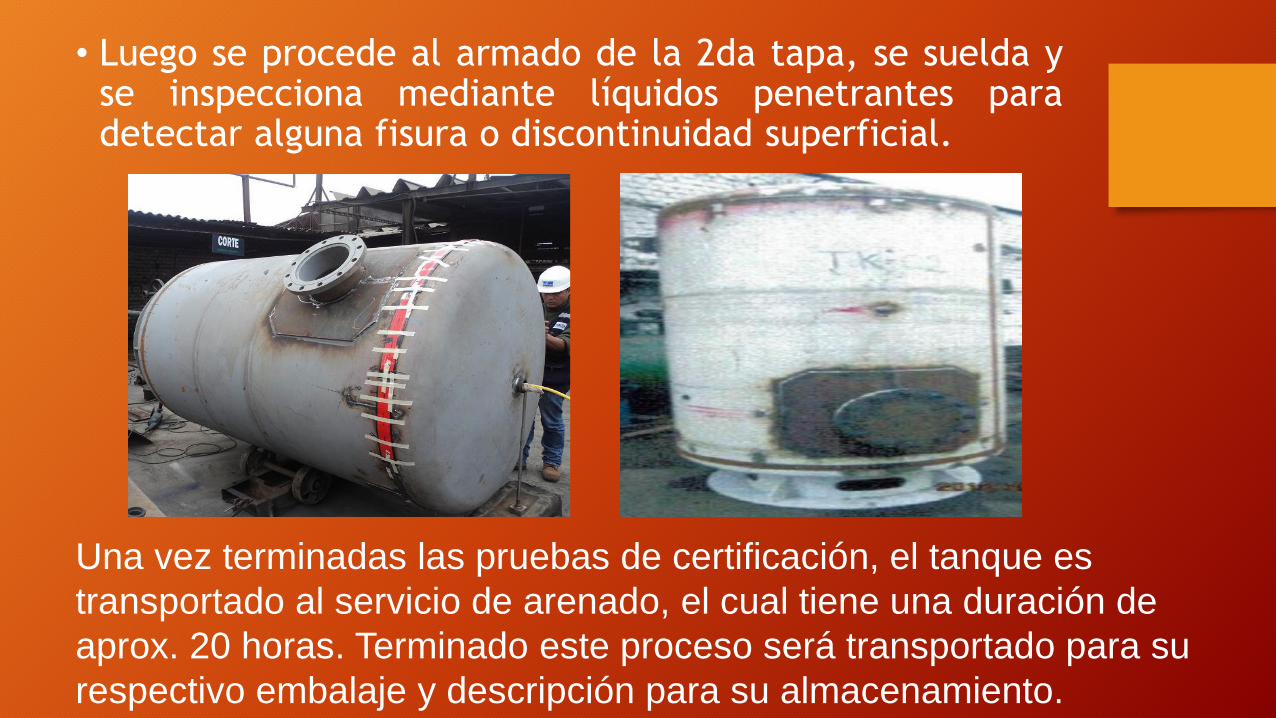
• Luego se procede al armado de la 2da tapa, se suelda yse inspecciona mediante líquidos penetrantes paradetectar alguna fisura o discontinuidad superficial.
Una vez terminadas las pruebas de certificación, el tanque es
transportado al servicio de arenado, el cual tiene una duración de
aprox. 20 horas. Terminado este proceso será transportado para su
respectivo embalaje y descripción para su almacenamiento.
almacenado

ANALISIS FODA
FORTALEZAS
• Visión y metas bien planteadas.
• Mejor desempeño del producto, comparado con
competidores.
• Empleados con amplia experiencia en la elaboración de
este tipo de productos.
• Cumplimiento de las normas establecidas de fabricación
(Normas federales USA, ASME, ASTM).
• Equipo técnico de control de calidad cuenta con
herramientas y equipos de medición que permite
asegurar la calidad del proceso y producto final.
• Dureza de Acero (Durómetro Rockwell C) , Espesor de
Galvanizado o Pintura , Temperatura d Forja (pirómetro
1200°C) , Resistencia a la Tracción ( Banco de Pruebas 70
Ton ),Composición de Materiales, Humedad Relativa,
entre otros.
OPORTUNIDADES
• Ingreso a nuevos mercados (exportación)
• Abarcar mas mercado nacional con este producto.
• Posicionamiento de nuestra marca como
proveedores de este producto.
• Incrementar ganancias.

DEBILIDADES
• La empresa no cuenta con maquinaria nueva (15 años
de antigüedad)
• Retraso de la producción debido a mantenimiento
correctivos.
• Incumplimiento de entregas por los constantes retrasos
en la producción.
• No es un producto bien difundido por la empresa por no
ser su producto bandera
• Poca demanda de este producto.
AMENAZAS
• Los efectos ambientales podrían afectar la
salud del personal.
• Los efectos climatológicos (el fenómeno del
niño).
• Constantes días no laborables por
disposición del estado. (feriados largos)
• Retención del personal clave (alta rotación
del mercado).

MATRIZ FODA DEL
PROCESO DE LA
ELABORACION
DEL TANQUE
PULMON

MAPA DE PROCESOS DE LA ELABORACIÓN
DEL TANQUE PULMON

DIAGRAMA DE FLUJO

BASE TANQUE
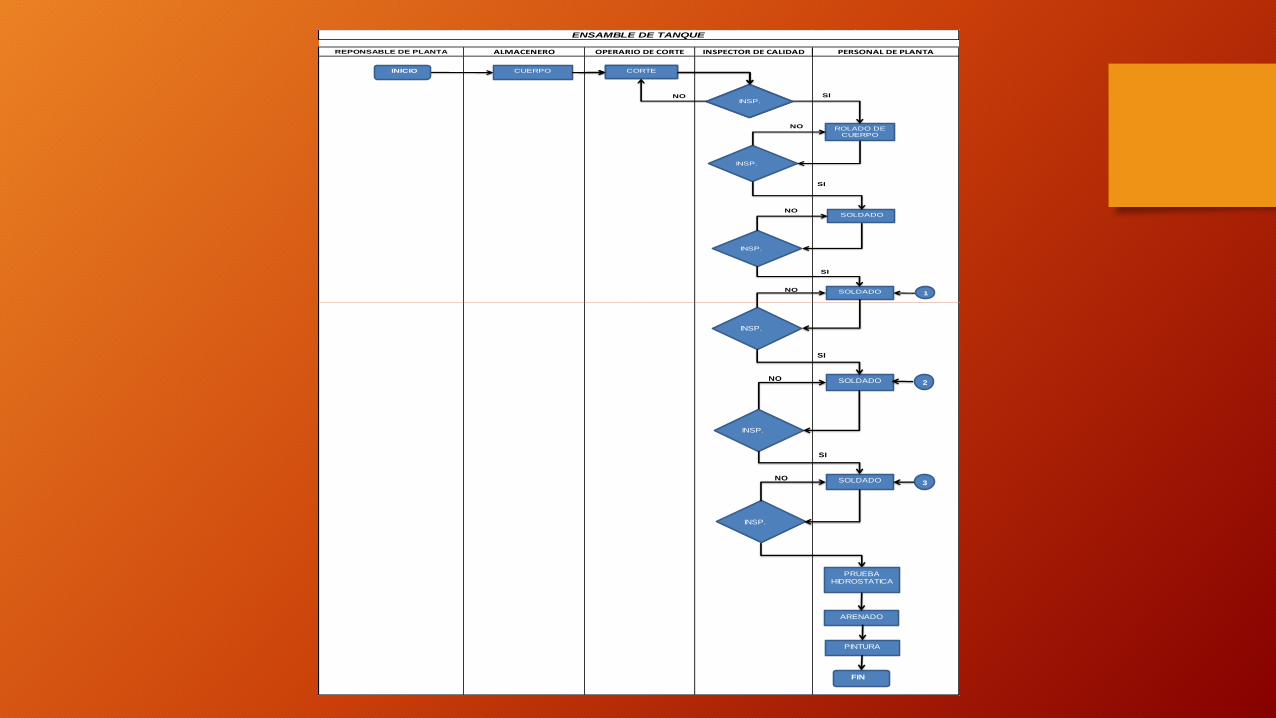
REPONSABLE DE PLANTA ALMACENERO OPERARIO DE CORTE INSPECTOR DE CALIDAD PERSONAL DE PLANTA
INICIO CORTE
INSP.
ROLADO DE BASE
INSP.
INICIO PL.BASE CORTE
INSP.
SOLDADO
2
SINO
NO
SI
INSP.
SI
NO

MANHOLE TANQUE
REPONSABLE DE PLANTA ALMACENERO OPERARIO DE CORTE INSPECTOR DE CALIDAD PERSONAL DE PLANTA
INICIO CORTE
INSP.
ARMADO APUNTALADO
SOLDADO
INSP.
2
INICIO Tubo y brida CORTE
INSP.
ARMADO APUNTALAD
SOLDADO
INSP.
3
SINO
NO
SI
REPONSABLE DE PLANTA ALMACENERO OPERARIO DE CORTE INSPECTOR DE CALIDAD PERSONAL DE PLANTA
ENSAMBLE DE TANQUE
CORTE
INSP.
ROLADO DE CUERPO
INSP.
INICIO CUERPO CORTE
INSP.
SOLDADO
1
SINO
NO
SI
INSP.
SI
NO
SOLDADONO
INSP.
SOLDADO 2
SI
INSP.
SOLDADO
SI
3
INSP.
NO
NO
PRUEBA HIDROSTATICA
ARENADO
PINTURA
FIN

DIAGRAMA DE RECORRIDO ACTUAL

DIAGRAMA DE RECORRIDO PROPUESTO
20
21
10
5
13
14
15
16
17
5
6
4
2
7
5
8
1
2
1
1
3
2
4
3
11
7
12
8
3
18
Trazado
Corte
Inspección dimensional
Biselado
Rolado
Inspección dimensional
Soldadura (Costura plancha)
Inspección Liquidos Penetrantes
Cuerpo Tanque
Armado
Inspección Visual
Soldadura (Tapa + Cuerpo)
Inspección Liquidos Penetrantes
Armado (Base con cuerpo)
Soldadura
Trazado
Corte
Inspección dimensional
Biselado
Bombeado
Inspección dimensional
Perforado
Tapas
Base
Manhole
Trazado
Corte
Corte
Rolado
Apuntalado
Soldadura
Armado
Soldadura
Inspección
1era Tapa
Soldadura
Soldadura
Soldadura
Soldadura
Merma
MermaBrida Normada
Producto No Conforme
Base
MermaMerma
Plancha estructuralASTM A-36 1/4"
Plancha estructuralASTM A-36 1/4"
Plancha estructuralASTM A-36 1/4"
Tubo SCH80ASTM A-53 Ø6"
9
10
Armado
Coplas
Soldadura
6 InspecciónLiquidos
9 1ra Prueba radiográfica
DIAGRAMA DE OPERACIONES ACTUAL

Operaciones 26
Combinada 8
Control/Inspeccion15
Resumen del DOP
18
4
19
6
Trazado
Perforado de cuerpo
Armado
22
11
7
23
Soldadura
Inspección Liquidos Penetrantes
Armado
Soldadura
12
13
14
24
8
25
26
15
Tanque Pulmón
Inspección Liquidos Penetrantes
2da Prueba radiográfica
Prueba hidrostática
Arenado
Pintado
Etiquetado
Remachado
Inspección Final
Manhole
Soldadura
2da Tapa
Soldadura
Pintura
Sticker
Placa
Producto No Conforme

16
17
9
4
9
10
11
12
13
5
6
1
7
4
1
2
1
3
2
4
3
8
5
6
Trazado
Corte
Inspección dimensional
Rolado
Inspección dimensional
Soldadura (Costura plancha)
Inspección Liquidos Penetrantes
CUERPO DE TANQUE
Soldadura (Tapa + Cuerpo)
Inspeccion Dimensional
Inspección Liquidos Penetrantes
Trazado
Corte
Biselado
Bombeado
Inspección dimensional
TAPAS
BASE
MANHOLE
Trazado
Corte
Corte
Rolado
Apuntalado
Soldadura
Armado
Soldadura
Inspección
Tapas
Soldadura
Soldadura
Soldadura
Merma
MermaBrida Normada
Base
MermaMerma
Plancha estructuralASTM A-36 1/4"
Plancha estructuralASTM A-36 1/4"
Plancha estructuralASTM A-36 1/4"
Tubo SCH80ASTM A-53 Ø6"
7 Prueba radiográfica
8Inspección dimensional

Operaciones 20
Combinada 6
Control/Inspeccion12
Resumen del DOP
2
14
3
15
Armado (Base con cuerpo)
Soldadura
5
Trazado
Perforado de cuerpo
Armado
18
10
Soldadura
Inspección Liquidos Penetrantes
11
19
6
20
12
TANQUE PULMÓN
Prueba hidrostática
Arenado
Pintado
Remachado
Inspección Final
Manhole
Soldadura
Soldadura
Pintura
Placa

DIAGRAMA DE ANALISIS DE PROCESO ACTUAL



DIAGRAMA DE ANALISIS DE PROCESO MEJORADO
TAPAS:
Se quitara el proceso de trazado, Se creara una plantilla la cual servirá para calquear los accesorios a
cortar.
Se quitara el proceso de coplas y tapas. Para este proceso tienen que esperar que esté disponible el
personal de mantenimiento la cual ese proceso se puede hacer posteriormente
BASE:
Se quitara el proceso de trazado, Se creara una plantilla la cual servirá para calquear los accesorios a
cortar.
MANHOLE:
Se quitara el proceso de traslado a corte, El tubo no necesita tener mucha precisión ya que por los dos
lugares a cortar llevara soldadura y el personal soldador cuando tubo llega cortado lo vuelve a cortar para
que respete las posiciones de los tubos

ENSAMBLE DEL TANQUE:
Se quitara el proceso de trazado, Se creara una plantilla la cual servirá para calquear los
accesorios a cortar.
Se quitara el proceso biselado, Normalmente cuando ingresa al área de rolado el biselado
queda deformado y el armador tiene que volver a biselar
Se quitara el proceso de inspección radiográfica. Anteriormente se hacía doble inspección
por que no se tenía muchos personal soldadores homologados actualmente todos los
soldadores son homologados para esa operación.
Se quitara el proceso del armado de la segunda tapa, Las dos tapas se soldaran al mismo
tiempo.

DIAGRAMA DE ANALISIS DE PROCESO MEJORADO



INDICADORES
• Eficiencia Económica
Costo para preparar un tanque $ 3600.00 dólares
Precio venta de cada unidad producida $ 4500.00 dólares
La producción anual es de 28 unid.

• Eficiencia Física
Cantidad de plancha de acero que ingresa al proceso: 14.4m2 +2.25m2 = 16.65 m2
Cantidad de plancha de acero útil en el proceso en el proceso: 14.265 m2
• Productividad de M.P
La producción anual es de 28 unid.
Entrada de M.P pora las 28 unid. : 466.2 m2

ESTUDIOS DE TIEMPOS

T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
24.6 22 23 24.2 22.3 24.2 23.5 24.3 25.2 24.1
= 23.74
= 23.74 x 1.2 = 28.5 min
= 28.5 x 1 + 0.27 = 36.18 min
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
45.0 43.5 44 43 42.6 45 43.6 44.6 44.3 46.5
= 44.21
= 44.21 x 1.2 = 53.1 min
= 53.1 x 1 + 0.27 = 67.38 min
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
237.2 255.5 229.3 251.2 250.6 256.2 255.3 254.6 252.4 256.8
= 249.9
= 249.9 x 1.2 = 299.9 min
= 299.9 x 1 + 0.27 = 380.86 min
TN
TS
SOLDADURA DE CUERPO
TS
ROLADO
TO/Tprom
TN
TS
TO/Tprom
TO/Tprom
TN
CORTE
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
316.0 334.0 321.0 310.0 306.5 302.5 316.5 320.0 317.5 319.4
= 316.3
= 316.3 x 1.2 = 379.6 min
= 379.6 x 1 + 0.27 = 482.10 min
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
153.3 146.6 140.9 162.1 156.5 158.2 146.5 155.4 154.3 158.0
= 153.2
= 153.2 x 1.2 = 183.8 min
= 183.8 x 1 + 0.27 = 233.45 min
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
87.5 82.3 73.1 79.0 85.6 89.4 92.6 78.2 76.5 72.5
= 81.67
= 81.67 x 1.2 = 98.0 min
= 98.0 x 1 + 0.27 = 124.47 min
TO/Tprom
TN
TS
SOLDADURA DE TAPA CON CUERPO
SOLDADURA DE BASE AL CUERPO
TO/Tprom
TN
TS
SOLDADURA DE MANHOLE
TO/Tprom
TN
TS
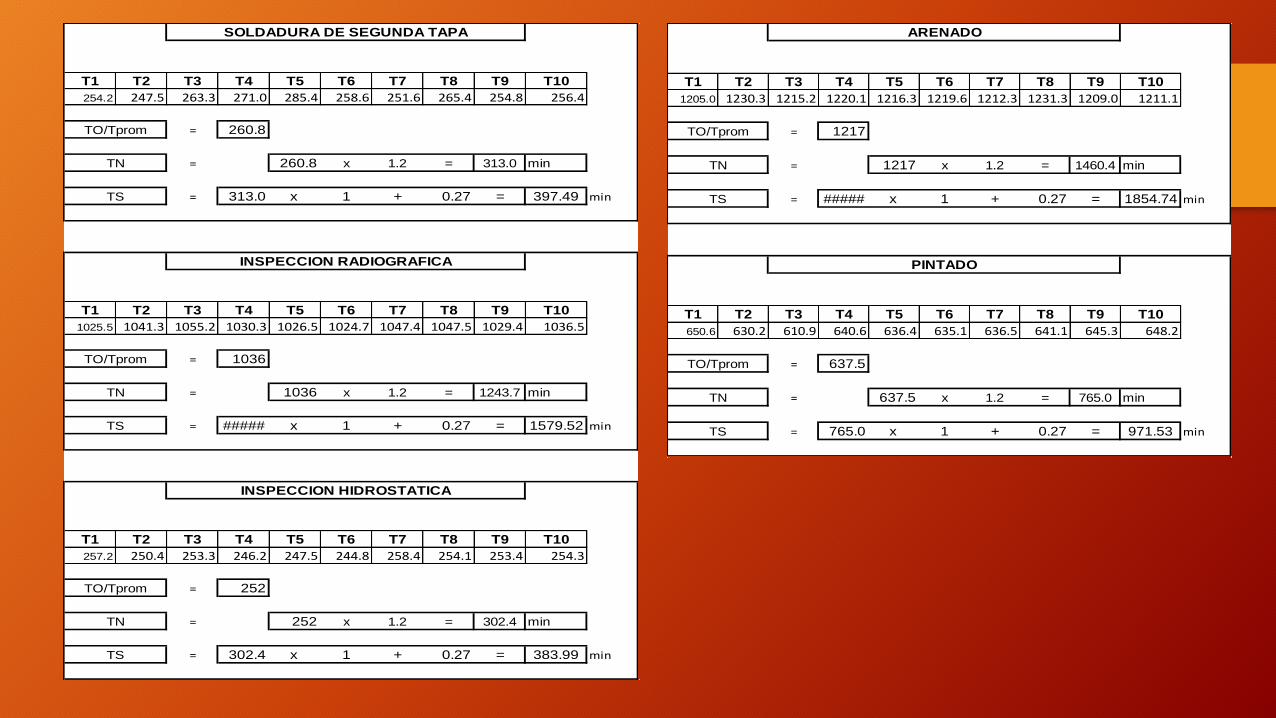
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
254.2 247.5 263.3 271.0 285.4 258.6 251.6 265.4 254.8 256.4
= 260.8
= 260.8 x 1.2 = 313.0 min
= 313.0 x 1 + 0.27 = 397.49 min
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
1025.5 1041.3 1055.2 1030.3 1026.5 1024.7 1047.4 1047.5 1029.4 1036.5
= 1036
= 1036 x 1.2 = 1243.7 min
= ##### x 1 + 0.27 = 1579.52 min
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
257.2 250.4 253.3 246.2 247.5 244.8 258.4 254.1 253.4 254.3
= 252
= 252 x 1.2 = 302.4 min
= 302.4 x 1 + 0.27 = 383.99 min
SOLDADURA DE SEGUNDA TAPA
TO/Tprom
TN
TS
INSPECCION RADIOGRAFICA
TO/Tprom
TN
TS
INSPECCION HIDROSTATICA
TO/Tprom
TN
TS
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
1205.0 1230.3 1215.2 1220.1 1216.3 1219.6 1212.3 1231.3 1209.0 1211.1
= 1217
= 1217 x 1.2 = 1460.4 min
= ##### x 1 + 0.27 = 1854.74 min
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
650.6 630.2 610.9 640.6 636.4 635.1 636.5 641.1 645.3 648.2
= 637.5
= 637.5 x 1.2 = 765.0 min
= 765.0 x 1 + 0.27 = 971.53 min
PINTADO
TO/Tprom
ARENADO
TN
TS
TO/Tprom
TN
TS

Fecha
Estudio N°
Hoja N°
de------hojas
S
T L T L T L T L T L T L T L T L T L T L T L T L N
1 24.6 45.0 237.2 316.0 153.3 87.5 254.2 1025.5 257.2 1205.0 650.6
2 22.0 43.5 255.5 334.0 146.6 82.3 247.5 1041.3 250.4 1230.3 630.2
3 23.0 44.0 229.3 321.0 140.9 73.1 263.3 1055.2 253.3 1215.2 610.9
4 24.2 43.0 251.2 310.0 162.1 79.0 271.0 1030.3 246.2 1220.1 640.6
5 22.3 42.6 250.6 306.5 156.5 85.6 285.4 1026.5 242.5 1216.3 636.4
6 24.2 45.0 256.2 302.5 158.2 89.4 258.6 1024.7 244.8 1219.6 635.1
7 23.5 43.6 255.3 316.5 146.5 92.6 251.6 1047.4 258.4 1212.3 636.5
8 24.3 44.6 254.6 320.0 155.4 78.2 265.4 1047.5 254.1 1231.3 641.1
9 25.2 44.3 252.4 317.5 154.3 76.5 254.8 1029.4 253.4 1209.0 645.3
10 24.1 46.5 256.8 319.4 158.0 72.5 256.4 1036.5 254.3 1211.1 648.2
11
12
13
14
15
16
17
18
19
20
Totales 5126.72
N° Obser. 1.27
Promedio
Calif.
Tiempo 6510.93
Tolerancias
Tiempo Stándard
piezas /hora
0.009215271
Porcentaje/hora
0.92
DESCRIPCIÓN TIPOPUNTAJE PROM # OBS FALTANTE
Habilidad B1 0.11 23.74 5 1
Esfuerzo B2 0.08 44.21 3 0
Condiciones D 0 249.91 3 0
Consistencia C 0.01 316.34 3 0
0.20 153.18 3 0
81.67 3 0
260.82 3 0
Suplemento Constante Hombre0.1 1036.43 3 0
Estar de pie 0 251.46 3 0
Soldadura agachado 0 1217.02 3 0
Mala Iluminación –bajo de lo recomendado 0 637.49 3 0
Levantamiento de peso 0.1 0.00 3 0
Atención requerida - Precisión0
Nivel de ruido - Fuerte 0
Stres mental - Complejo 0
TOTAL 0.27
397.49 1579.52 383.22 1854.74 971.53
SUPLEMENTO
1.27 1.27 1.27 1.27 1.27
36.18 67.38 380.86 482.10
CALIFICACIÓN
TOTAL
312.98 1243.72 301.75 1460.42
233.45 124.47
1.27 1.27
1.20 1.20 1.20 1.20 1.20
260.82 1036.43 251.46 1217.02 637.49
10.00 10.00 10.00 10.00 10.00
HR/100 piezas
10851.5531
TotalTermina: AM
PM
Empieza:
AM PM
Nombre del operario
MujerHombreN° Operario
Tiempo Normal/pieza
Tolerancias %
Otros %
Tiempo stándard/pieza
2514.55 12170.20 6374.90
764.99
J
237.40 442.10 2499.10 3163.40 1531.80 816.70 2608.20 10364.30
D
H
I
F
G
Soldado de
tapa con
cuerpo
1197
E
B
C
Elementos
Extraños
Producto: Tanque a Presion
Nombre de la pieza:
Parte N°
Dibujo:
Soldadura de
2da tapa
12
ELEMENTOS
31
CorteSoldadura de
Manhole
2
Rolado
5
Soldadura de
base al
cuerpo
6
Soldado de
cuerpo
4
A
8
Inspeccion
Radiográfica
L T10
ArenadoPrueba
HidrostaticaPintado
183.82 98.00
10.00 10.00 10.00 10.00
1.20 1.20
23.74 44.21
1.20 1.20
10.00 10.00
153.18 81.67249.91 316.34
1.27 1.27 1.27 1.27
1.20 1.20
28.49 53.05 299.89 379.61

Técnica de Interrogatorio Sistemático
1. Proceso de esmerilado (biselado) de plancha de acero
Propósito
Lugar

Sucesión
Persona
Medios

Punto de vista ErgonómicoANÁLISIS ANTROPOMÉTRICO PARA MEJORAR LA
ESTACIÓN DE TRABAJO
• Para determinar las medidas antropométricas de los trabajadores, se ha seleccionado la estación de esmerilado, en este Proceso trabajaban ocho (8) operario.
Los operarios (hombres) que trabajan en esta
área tienen una estatura promedio 158 cm y
trabajan de pie colocando las muestras en una
mesa de 80 cm de altura. Para saber si la mesa
de trabajo se acomoda a los requerimientos de
los operarios, vamos a determinar la altura
mínima a la que debería estar el tablero de la
mesa, estableciendo como límite mínimo de la
altura de mesa, aquella que permita una altura
óptima de trabajo (5 cm debajo del codo).
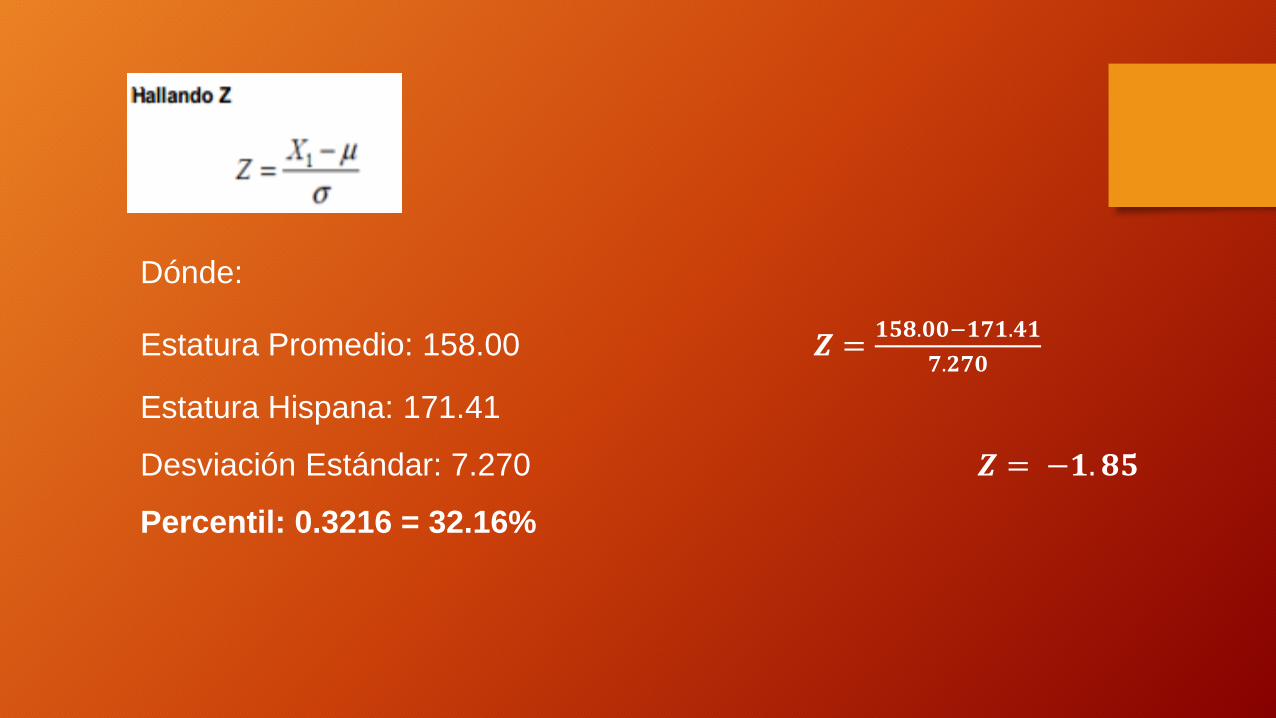
Dónde:
Estatura Promedio: 158.00 𝒁 =𝟏𝟓𝟖.𝟎𝟎−𝟏𝟕𝟏.𝟒𝟏
𝟕.𝟐𝟕𝟎
Estatura Hispana: 171.41
Desviación Estándar: 7.270 𝒁 = −𝟏. 𝟖𝟓
Percentil: 0.3216 = 32.16%

El resultado nos muestra que existe un 32.16% de operarios que mide igual
o menos que 158 cm y un 67.84% que mide más que 158 cm. Con el valor
de Z vamos a determinar la altura mínima que deberá tener el tablero de la
mesa de trabajo. Para hallar este valor tomamos como dato μ=105.60 y σ =
5.952, estos datos han sido extraídos de la tabla de hispanos.
Dónde:
Altura de Mesa: 80.00 −𝟏. 𝟖𝟓 =𝑿𝟏−𝟏𝟎𝟓.𝟔𝟎
𝟓.𝟗𝟓𝟐
Altura de codo Hispana: 105.60
Desviación Estándar: 5.952 𝑿𝟏 = 𝟗𝟒. 𝟒𝟏

Entonces para hallar la medida promedio de la mesa de
trabajo se resta la altura promedio obtenida menos los
cinco (5) centímetros que debe de haber entre el codo y la
mesa. (94.41 - 5 = 89.41) ≈ 90.00 cm.
La altura actual de trabajo es 80 cm. la cual debería ser 90
cm para logar la altura mínima requerida.

IDENTIFICACIÓN DE LA POSTURA CRÍTICA EN EL PUESTO DE TRABAJO
• METODOLOGÍA OWAS
Consiste en observar y calificar cada una de las diferentes posturas adoptadas por el individuo en su labor diaria.
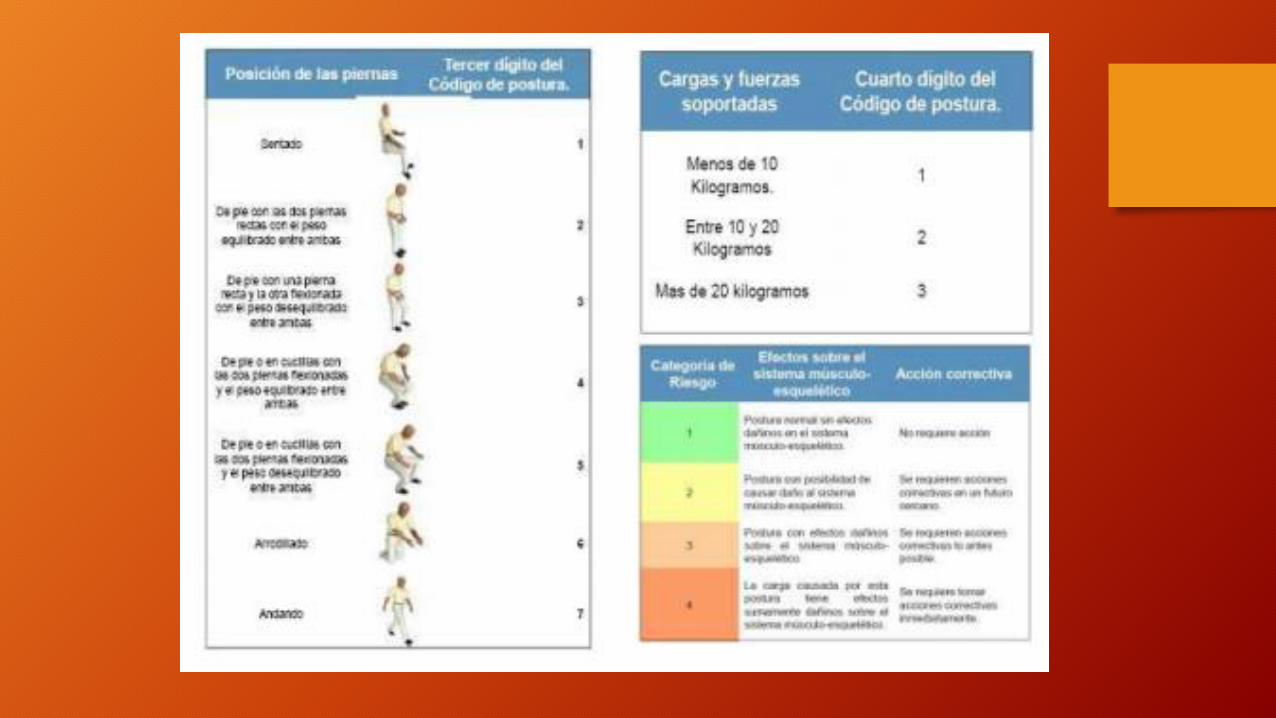

Interpretación análisis OWAS
La tabla nos da un resultado de
2 para la postura de trabajo
evaluada, lo que quiere decir:
Postura con posibilidad de
causar daño al sistema
músculo-esquelético.
Requiere acciones correctivas en un futuro cercano,
puesto que la actividad contempla ciertas posiciones
incomodas para realizar el trabajo.

CONCLUSIONES
• La empresa debe realizar una revisión de la distribución de las zonas de trabajo para maximizar el aprovechamiento de los mismos.
• Se debe costear, elaborar y ejecutar un plan para la implementación de las mejoras: sobre la distribución en el proceso y acondicionamiento de estaciones de trabajo para incrementar la producción
• Enfocándose en el bienestar de los trabajadores con el cumplimiento de las normas se obtendría un impacto directo en la productividad.
• Realizar los cambios en el proceso de acuerdo a los diagramas y estudios, minorarían el tiempo y costos en el proceso de fabricación sin afectar la calidad del producto final.
• Contar con personal homologado nos ayuda a eliminar pruebas duplicadas como la radiográfica y así se obtendría ahorros de tiempo (1 día) y los costos que conllevan esta prueba.
• Es necesario contar con Mantenimiento preventivo de la maquinaria para evitar que afecte la productividad y el mantenimiento correctivo.
• Se debe crear un clima laboral favorable donde el personal se sienta valorado y donde pueda desarrollar sus labores con seguridad y tranquilidad y así incrementar su producción

RECOMENDACIONES:
• Se recomienda la implementación de las mejoras en el cortoplazo.
• Capacitación y actualización constante a los técnicos desoldadura, esto con el propósito de evitar los reprocesos de laspruebas radiográficas.
• Se sugiere la implementación de un departamento de seguridad ehigiene ocupacional, para generar bienestar y al mismo tiempoidentificación de los empleados que no cumplan con las normasde la empresa.
• En conjunto con el área de SSOMA ver la implementación de lospuntos tocados (Ergonomía) para la mejora de los distintos puestosde puesto de trabajo involucrados en el proceso.