Practica Operativa de Alineacion Revision
18
Título : PRACTICA OPERATIVA DE ALINEACION DE HORNO ROTATIVO Código: P- GM-MO-001 Nº revisión: 1 Ultima Rev.: 06/02/2013 Página: 1 de 18 1. Objetivo General Garantizar la Adecuada y Efectiva operación de alineación del horno sinterizador del Área 400 Previniendo daños al mismo y demás equipos que conforman el proceso de de sinterización. 2. Objetivos específicos: Asegurar y mantener en buen estado los refractarios del Horno Sinterizador Evitar daños a equipos involucrados en producción. Evitar un incremento excesivo de la temperatura dentro del Horno. 3. Responsabilidades: Es responsabilidad del Supervisor de mantenimiento Mecánico, a quien se asigne ejecutar la actividad, en conjunto con el operador de producción del área 400, quien debe estar previamente informado, ejecutar las actividades descritas en el presente documento. ELABORADO POR: REVISADO POR: APROBADO POR: Operador área 400 Fecha: 04/02/2010 Coordinador de Producción Fecha: 04/02/2010 Gerente de Producción Fecha: 04/02/2010
-
Upload
jose-hurtado-ojeda -
Category
Documents
-
view
109 -
download
4
Transcript of Practica Operativa de Alineacion Revision

Título: PRACTICA OPERATIVA DE
ALINEACION DE HORNO ROTATIVO
Código: P-GM-MO-001Nº revisión: 1Ultima Rev.: 06/02/2013Página: 1 de 14
1. Objetivo General
Garantizar la Adecuada y Efectiva operación de alineación del horno sinterizador del Área
400 Previniendo daños al mismo y demás equipos que conforman el proceso de de
sinterización.
2. Objetivos específicos:
Asegurar y mantener en buen estado los refractarios del Horno Sinterizador
Evitar daños a equipos involucrados en producción.
Evitar un incremento excesivo de la temperatura dentro del Horno.
3. Responsabilidades:
Es responsabilidad del Supervisor de mantenimiento Mecánico, a quien se
asigne ejecutar la actividad, en conjunto con el operador de producción del área
400, quien debe estar previamente informado, ejecutar las actividades descritas
en el presente documento.
Es responsabilidad del Coordinador de Producción del área 400, asegurarse que
las actividades aquí señaladas se realicen y sean entendidas claramente.
Es responsabilidad del operador del área 400 dar cumplimiento a todo lo
indicado en este documento.
Es responsabilidad del Coordinador de Producción del área 400, la revisión,
divulgación y aseguramiento de la aplicación del presente documento.
Es responsabilidad del Líder de Producción aprobar el presente documento.
ELABORADO POR: REVISADO POR: APROBADO POR:
Operador área 400Fecha: 04/02/2010
Coordinador de ProducciónFecha: 04/02/2010
Gerente de ProducciónFecha: 04/02/2010

Título: PRACTICA OPERATIVA DE
ALINEACION DE HORNO ROTATIVO
Código: P-GM-MO-001Nº revisión: 1Ultima Rev.: 06/02/2013Página: 2 de 14
Es responsabilidad del Programador de Mantenimiento, programar la actividad
descrita en esta práctica operativo de acuerdo al plan mantenimiento de los
equipos del área 400.
4. Antecedentes:
A pesar de que la planta fue construida hace cinco (5) años, se puede decir que tiene
menos de dos (2) años de operación efectiva (finales de 2008 inicio del 2010), por lo cual
se puede considerar que aún no ha llegado a iniciar periodo de vida útil estable, y se
encuentra en su periodo inicial de arranque que se caracteriza por tener alto índice de
falla.
El evento registrado en agosto del 2009, en el cual el horno sinterizador sufrió una
contracción térmica, se señala como el inicio de un proceso de deterioro de dos (2)
secciones de las tres (3) que lo conforman.
Durante la puesta en marcha del horno sinterizador del área 400 en el año 2011, después
de haber realizado reparación de dos (02) zonas de refractario del horno sinterizador del
área 400, se presentaron condiciones inestables de operación mecánica en el equipo,
que ameritó ejecutar una serie de acciones por parte del personal de operaciones, las
cuales incrementaron la desalineación de los componentes del equipo.
Es conveniente destacar que la desalineación causa un movimiento incontrolable que
ocasiona desgaste tanto en las superficies de los rodillos, como en las llantas y esto
resultara, por supuesto, en la caída de los refractarios.
Una desalineación es observada en los cojinetes del horno, normalmente los rodillos de
soporte empujan las llantas hacia la zona de carga, pero debido a la desalineación fuerza
resultante empuja las llantas hacia la zona de descarga cambiando en gran manera el
balance axial del horno.

Título: PRACTICA OPERATIVA DE
ALINEACION DE HORNO ROTATIVO
Código: P-GM-MO-001Nº revisión: 1Ultima Rev.: 06/02/2013Página: 3 de 14
5. Definiciones:
6. Procedimiento.
El procedimiento que a continuación se especifica permitirá el correcto funcionamiento del
equipo y preservación de sus componentes.
La alineación se ejecuta en tres (03) pasos:
6.1. Ajuste de los rodillos de soporte para la alineación horizontal.
6.2. Ajuste de los rodillos de soporte para la alineación vertical.
6.3. Alineación axial.
Nota: Para obtener un buen resultado al alinear el horno, es imperiosa la necesidad de
que tanto los rodillos como las llantas deben estar en forma cilíndrica. Si las caras no
fueran cilíndricas las reacciones entre estas seria incontrolables. Información que debe
ser corroborada y suministrada por una contratista especializada con los equipos
adecuados (Por ejemplo: CEMTEC).
6.1. Ajuste de los rodillos de soporte para la alineación horizontal.

Título: PRACTICA OPERATIVA DE
ALINEACION DE HORNO ROTATIVO
Código: P-GM-MO-001Nº revisión: 1Ultima Rev.: 06/02/2013Página: 4 de 14
El ajuste de los rodillos de soporte para la alineación horizontal puede efectuarse
mientras el horno esta en marcha normal o detenido.
Pasos:
6.1.1. Medir las temperaturas de los cojinetes del horno utilizando un (01) termómetro
de contacto (termocupla), se deben realizar tres (03) mediciones en cada cojinete
alrededor de los 150 mm de los rodillos de soporte y al menos una (01) medición a 30
mm del collar de presión.
En cualquier caso donde la diferencia de temperatura sea mayor a 2 ºC tomando
como referencia la temperatura de operación normal (colocar referencia aquí), hay q
tomar una acción correctiva lo más pronto posible ya que estaríamos en presencia de
un síntoma de desalineación. Fuente de
F. L. Smidth& Co A/S CURSO PARA MANTENIMIENTO MECANICO DE HORNO.
6.1.2. Medir desviación horizontal en relación al eje de referencia ya marcado en el
equipo, utilizando cinta metrica, si esta por encima o debajo de la especificación del
fabricante (+-1,5 mm) se debe realizar la alineación horizontal y verificar la alineación
vertical y axial, de lo contrario no realizar ninguna acción en el equipo. Para realizar la
alineación horizontal seguir los siguientes pasos.
6.1.3. Aflojar la caja de cojinetes mediante el desenroscado de los tornillos de los
cuatro (04) fijación de la caja de cojinetes.
6.1.4. ya aflojada, desplazar la caja del cojinete en el eje horizontal (no es posible
desplazarla en ningún otro eje), para ello ajustar el tornillo de ajuste (describir para
identificar, memoria fotografica) que dispone cada caja del cojinete, en este paso se
debe utilizar un juego de dos (02) gatos hidráulicos de 30 toneladas de capacidad,
para forzar el cojinete hacia el centro del horno, de esta manera se asegura la
integridad mecánica de los tornillos de ajuste de la caja del cojinete.

Título: PRACTICA OPERATIVA DE
ALINEACION DE HORNO ROTATIVO
Código: P-GM-MO-001Nº revisión: 1Ultima Rev.: 06/02/2013Página: 5 de 14
6.1.5. Colocar los dos (02) gatos entre el bloque de fijación y la caja del cojinete e
iniciar el desplazamiento accionando los dos gatos simultaneamente.
6.1.6. Medir el desplazamiento hacia el centro del horno o hacia fuera del mismo
utilizando un (01) reloj comparador calibrado en cero, fijado en la guia de la caja del
cojinete que se esta desplazando.
6.1.7. Si se tiene la disponibilidad de dos (02) juegos de gatos de 30 toneladas, es
posible mover las dos (02) cajas del cojinete al mismo tiempo, de lo contrario, es
necesario alternar el desplazamiento dos (02) milímetros por cada caja hasta obtener
la medición del paso 6.1.2. en especificación del fabricante.
Fuente de F. L. Smidth& Co A/S CURSO PARA MANTENIMIENTO MECANICO DE HORNO.
6.2. Ajuste de los rodillos de soporte para la alineación vertical.
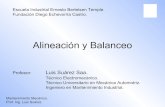
6.2.1. Tomar de los planos de montaje la distancia de centro a centro, b1 y b2 teórico,
para los Rodillos de soporte a la izquierda y a la derecha de cada base.
Figura 1. Corte transversal del horno y sus componentes

Título: PRACTICA OPERATIVA DE
ALINEACION DE HORNO ROTATIVO
Código: P-GM-MO-001Nº revisión: 1Ultima Rev.: 06/02/2013Página: 6 de 14
6.2.2. Calcular las desviaciones de las inclinaciones de las llantas (∆H1, ∆H2 y ∆H3)
para los rodillos, tanto a la izquierda como a la derecha. Donde:
∆H1 es:
Siendo h´ la altura real del horno con respecto al eje de horizontal de referencia.
Si los valores de ∆H1 ∆H2 y ∆H3 están dentro de las especificaciones del fabricante
(+- 2,5 mm), aun cuando tengan signos opuestos o uno de los valores es cero, la
alineación vertical tiene el valor correcto y no hay necesidad de hacer corrección. De
lo contrario seguir los siguientes pasos.
Fuente de F. L. Smidth& Co A/S CURSO PARA MANTENIMIENTO MECANICO DE HORNO.
6.2.3. Calcular los desplazamientos de los rodillos de cada llanta, cuya dirección
estará determinada por el resultado de los valores obtenidos con las siguientes
ecuaciones geométricas.
Donde: estos valores están indicados en el plano del rodillo derecho “1”, visto desde
la alimentación, teniendo en cuenta que este valor puede cambiar con el tiempo por

Título: PRACTICA OPERATIVA DE
ALINEACION DE HORNO ROTATIVO
Código: P-GM-MO-001Nº revisión: 1Ultima Rev.: 06/02/2013Página: 7 de 14
desgaste, considerando recomendable medir el diámetro de los componentes en el
equipo.
Donde: estos valores están indicados en el plano del rodillo izquierdo “2”, visto
desde la alimentación, teniendo en cuenta que este valor puede cambiar con el
tiempo por desgaste, considerando recomendable medir el diámetro de los
componentes en el equipo.
Por consiguiente, para la alineación Vertical tenemos que:
La alineación vertical se realiza ejecutando estos movimientos en los rodillos
usando el mismo procedimiento de la alineación horizontal.
Es conveniente indicar, que estos valores, de tomarse los datos del plano, son
referencias teóricas, se debe verificar un b1 y b2 real en planta. Si la diferencia
entre b1 teórico y b1 real y/o la diferencia entre b2 teórico y b2 real esta por encima
de 1 mm, se debe verificar la alineación horizontal después de finalizada la
alineación vertical.

Título: PRACTICA OPERATIVA DE
ALINEACION DE HORNO ROTATIVO
Código: P-GM-MO-001Nº revisión: 1Ultima Rev.: 06/02/2013Página: 8 de 14
Esquemas de movimiento para la alineación tanto vertical como horizontal
6.3 Recomendaciones para la alineación axial.
Con el fin de evitar los movimientos de deslizamientos de sube y baja de los aros de
rodadura sobre los rodillos el guiado axial del horno está asegurado por uno o dos
topes hidráulicos, las cuales imprimen al horno un movimiento axial limitado, con el fin
de repartir de manera uniforme el desgaste sobre toda la superficie de los rodillos
soporte.
Si el horno estuviera horizontal, los ejes de los rodillos de apoyo, del aro de rodadura y
del horno podrían estar paralelos y el horno estaría en posición. Sin embargo, para
que el material a cocer avance en el horno sea necesario darle una inclinación de
unos grados, de tal modo que es preciso compensar la componente que tiende a
hacer descender el horno por un esfuerzo de sentido opuesto aportado sobre los aros
de rodadura.
El reglaje entre el aro de rodadura y los rodillos soportes debe permitir el
desplazamiento del horno de 20 a 30 mm en los dos sentidos según.

Título: PRACTICA OPERATIVA DE
ALINEACION DE HORNO ROTATIVO
Código: P-GM-MO-001Nº revisión: 1Ultima Rev.: 06/02/2013Página: 9 de 14
Los ejes de los rodillos se emplazan paralelamente al horno en una disposición que
permita al horno realizar continuamente movimientos de sube y baja, evitándose, de
este modo, que los aros no se apoyen oblicuamente sobre los rodillos y no se formen
en ellos surcos o deformaciones laterales.
Existen tres variables que entran en la alineación axial. Las cuales serán validadas
con la experiencia, estas son:
• Aumento o disminución del uso del engrasador
• “El no paralelismo” entre los ejes de los rodillos de apoyo y el eje del
horno.
• Un rodillo empujador.
Ahora describiremos la metodología usada en cada uno de ellas.
• Aumento o disminución del uso del engrasador
Cuando se llega a la posición más alta, la puesta en acción de un
engrasador es suficiente para hacer descender el horno.
Cuando se llega a la posición más baja, con retirar un engrasador es
suficiente para hacer Bajar el horno
Observación: este procedimiento es el primero a realizar y ya que el
ascenso y el descenso son muy lentos hasta un turno puede tardar en llegar
a su punto optimo se requiere de una ardua supervisión, si se logra
determinar que este método no funciona y se llego al tope máximo se deja
que se accione el rodillo axial.

Título: PRACTICA OPERATIVA DE
ALINEACION DE HORNO ROTATIVO
Código: P-GM-MO-001Nº revisión: 1Ultima Rev.: 06/02/2013Página: 10 de 14
Si la fuerza con la que baja el horno esta por encima a la soportada por el rodillo axial o el
ascenso y/o descenso ocurre con una alta frecuencia se procederá a la corrección de los
rodillos descrita a continuación,
“El no paralelismo” entre los ejes de los rodillos de apoyo y el eje del horno
.se deberá seguir la recomendación a continuación presentada en el siguiente
esquema para contrarrestar el descenso del horno
Se deberá seguir la recomendación a continuación presentada en el siguiente esquema para
contrarrestar la subida del horno,

Título: PRACTICA OPERATIVA DE
ALINEACION DE HORNO ROTATIVO
Código: P-GM-MO-001Nº revisión: 1Ultima Rev.: 06/02/2013Página: 11 de 14
El procedimiento de empuje de los rodillos de soporte no debe sobrepasar los 0,5 mm ya que
se estaría incurriendo en una desviación fuera de especificaciones, este procedimiento de
ajuste del horno en descenso o en ascenso se realizara cuando sea demasiado imperioso.
La duración de la subida del horno será del orden de 8 a 24 horas, mientras que la del
descenso será de 4 a 8horas. En este tiempo se necesita una supervisión estricta en el horno
tanto el personal de mantenimiento, para los desplazamiento de los rodillos se aplicara la
misma metodología descrita en el ítem 6.1
7. DURACIÓN DE LA ACTIVIDAD
En promedio las actividades de alineación del horno pueden durar una semana de
trabajo (7 días), se dividirían así 3 días para la alineación horizontal y 3 días para
la alineación vertical y 1 día para que un servicio especializado verifique todos los
puntos de alineación, ya sea con un teodolito o un medidor laser.
8. RECURSOS UTILIZADOS
SERVICIO ESPECIALIZADO:
Se debe contratar una empresa que verifique la alineación.
Ésta verificación permite definir:
*Posición vertical de los ejes de rodillos (nivel). Se deben comparar con el nivel del
horno, y definir las correcciones necesarias.
*Posición Horizontal de los ejes de rodillos (Cruce), en función de los cuales se
puede planificar los ajustes necesarios para un adecuado balance en el empuje del
horno.

Título: PRACTICA OPERATIVA DE
ALINEACION DE HORNO ROTATIVO
Código: P-GM-MO-001Nº revisión: 1Ultima Rev.: 06/02/2013Página: 12 de 14
MATERIALES, PARTES O REPUESTOS:
Dos relojes comparadores.
Una llave de impacto de 75 mm
Una llave de impacto de 60 mm
Cuatro gatos Hidráulicos de 30 ton.
9. RESULTADOS
Las revisiones periódicas de alineación reducirán significativamente los costes
operativos del horno:
Minimizar las pérdidas en refractario por esfuerzos mecánicos.
Minimizar el coste energético requerido para hacer rotar el horno.
Reducir el desgaste de los mecanismos de tracción y de los elementos de soporte
del horno.
Evitar fisuras y grietas en la coraza del horno debidas a desalineación.
10. RECOMENDACIONES
Vigilancia después del ajuste
• Durante el primer período después del ajuste de las roldanas de soporte, hay
que observar detenidamente las roldanas de soporte y cojinetes a causa de
cualquier efecto no previsto del ajuste. Particularmente la temperatura del cojinete
debe ser comprobada y también debe ser observado con solicitud la superficie de
las roldanas de soporte y aros de rodamiento hasta que esté asegurado que se
haya restablecido el funcionamiento estable de todas las partes.

Título: PRACTICA OPERATIVA DE
ALINEACION DE HORNO ROTATIVO
Código: P-GM-MO-001Nº revisión: 1Ultima Rev.: 06/02/2013Página: 13 de 14
• Puede ser difícil determinar, sin equipo de medición, como es distribuida la
carga axial en las roldanas de soporte. Normalmente una carga muy alta se revela
por que el cojinete superior de la roldana de soporte en cuestión se pone caliente y
en tal caso hay que tomar medidas inmediatamente cambiando la posición de la
roldana de soporte.
• Si durante la marcha de un horno aparece que se requieren pequeños ajustes a
las roldanas de soporte en la posición horizontal, hay que decidir cual de los dos
cojinetes de la roldana de soporte debe ser movido. Si es el cojinete superior o
inferior depende del sentido de rotación del horno.
• El ajuste de los fines de carrera
Seguridad.
• Durante la alineación del horno es necesario trabajar cerca de las máquinas en
movimiento. Por esto sólo el personal que sepa los riesgos de trabajar cerca del
horno debe tener permiso de participar en las diferentes tareas de alineación.
• Por esto es de suma importancia que el personal encargado de la alineación
tenga mucho cuidado para no entrar en contacto con las máquinas en movimiento.
Recomendación para la remoción de refractarios
• La Alineación del horno puede hacerse al mismo tiempo con la demolición y
extracción de los escombros de los ladrillos refractarios, en caso que nos amerita ya
que reduciríamos los tiempos de puesta en marcha del horno, de no ser así, debe
lograrse la alineación antes de la sustitución de los refractarios.

Título: PRACTICA OPERATIVA DE
ALINEACION DE HORNO ROTATIVO
Código: P-GM-MO-001Nº revisión: 1Ultima Rev.: 06/02/2013Página: 14 de 14
• Nunca la instalación de los ladrillos y la alineación del horno podrá realizarse al
mismo tiempo ya que los ladrillos tendrán en forma intrínseca la desalineación,
ocasionando efectos desastrosos como la caída de los mismos.
Desalineación de los ladrillos asociados a una desalineación de las roldanas del
horno