Historia y Filosofías de la Calidad -...
34
1 Historia y Filosofías de la Calidad
Transcript of Historia y Filosofías de la Calidad -...

1
Historia y Filosofías
de la Calidad
Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 2
Historia del Control de Calidad
La revolución industrial comienza a exigir fabricación
masiva de productos. Se introducen máquinas.
La “gestión científica” de Taylor (1875) es el primer
intento de racionalización.
Henry Ford (1900) introduce la producción en serie en su
“línea de montaje”.
Comenzó a pensarse en términos de productividad.
Nace el concepto de estandarización

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 3
Historia del Control de Calidad
Shewhart (1924) introduce los diagramas de control en
los Laboratorios Bell.
La estadística entra a formar parte del proceso industrial y
aparece el control de la calidad como tal.
La II Guerra Mundial (1939-1945) establece las bases de
la industria moderna.
Se acepta de forma general la necesidad de utilización
de las técnicas estadísticas para el control y la mejora de
la calidad.
Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 4
Historia del Control de Calidad
Deming viaja a Japón (1946) para impartir una serie de
seminarios acerca de control de calidad.
Aparecen los trabajos de Ishikawa, Feigenbaum y Juran
(1950’s) sobre lo que hoy llamaríamos gestión de calidad.
(1960’s) Aparecen industrias, tales como la aeronáutica
civil, en las que no pueden permitirse fallos. El poder está
en manos de los productores.
Por calidad se entiende el cumplimiento estricto de
especificaciones de diseño.
Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 5
Historia del Control de Calidad
En un plazo relativamente corto (1970’s) se producen
cambios trascendentales.
Por efecto de la competencia, en algunos sectores el poder
comienza a pasar a los consumidores.
Por calidad se entiende la adecuación al uso.
1980’s) Los gestores comienzan a extender el concepto
calidad a toda la empresa.
Nace el concepto “calidad total”.
Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 6
Historia del Control de Calidad
Por calidad se entiende la satisfacción del cliente.
Se extiende la certificación de acuerdo a normas de
calidad (ISO).
(1988) Se crea la EFQM para promover la
competitividad de las empresas europeas.
De forma generalizada, el poder está en los
consumidores.
La calidad se entiende como elemento de
supervivencia de la empresa.
El concepto es la excelencia.

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 7
Historia del Control de Calidad
Control de Calidad
Gestión de Calidad
Garantía de Calidad
Excelencia en la Gestión
Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 8
WALTER SHEWHART
Entendía la calidad como un problema de variación, el cual puede ser
controlado y prevenido mediante la eliminación a tiempo de las causas
que lo provocan (diagramas de control).
Introduce el concepto de control estadístico de calidad. Fue el primero
en reconocer que en toda producción industrial se da variación en el
proceso.
Observó que no pueden producirse dos partes con las mismas
especificaciones, lo cual se debe, entre otras cosas, a las diferencias
que se dan en la materia prima, a las diferentes habilidades de los
operadores y las condiciones en que se encuentra el equipo. Más aún,
se da variación en las piezas producidas por un mismo operador y con
la misma maquinaria.
Creador de los famosos Diagramas de Control, paso inicial hacia lo que
el denominó la formulación de una base científica para asegurar el
control económico.
Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 9
Control Estadístico
de Procesos

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 10
Que es un proceso?
Es el conjunto de tareas que, recibiendo un producto o servicio
como entrada, le agrega valor y genera un producto o servicio
útil, definido, medible y repetible, para un cliente externo o
interno.
“La calidad de un producto nunca
puede ser mayor que la calidad de los
procesos desarrollados para
elaborarlo”

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 11
Todos los procesos efectivos tienen en común las siguientes
características:
Definible: Los procesos deben estar documentados y
sus indicadores establecidos
Repetible: Los procesos son una secuencia de
actividades repetibles que deben ser comunicadas,
entendidas y seguidas consistentemente
Predecible: Los procesos deben alcanzar un nivel de
estabilidad que asegure que los resultados deseados
se alcancen si sus actividades son consistentemente
seguidas.
¿Qué es un proceso?

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 12
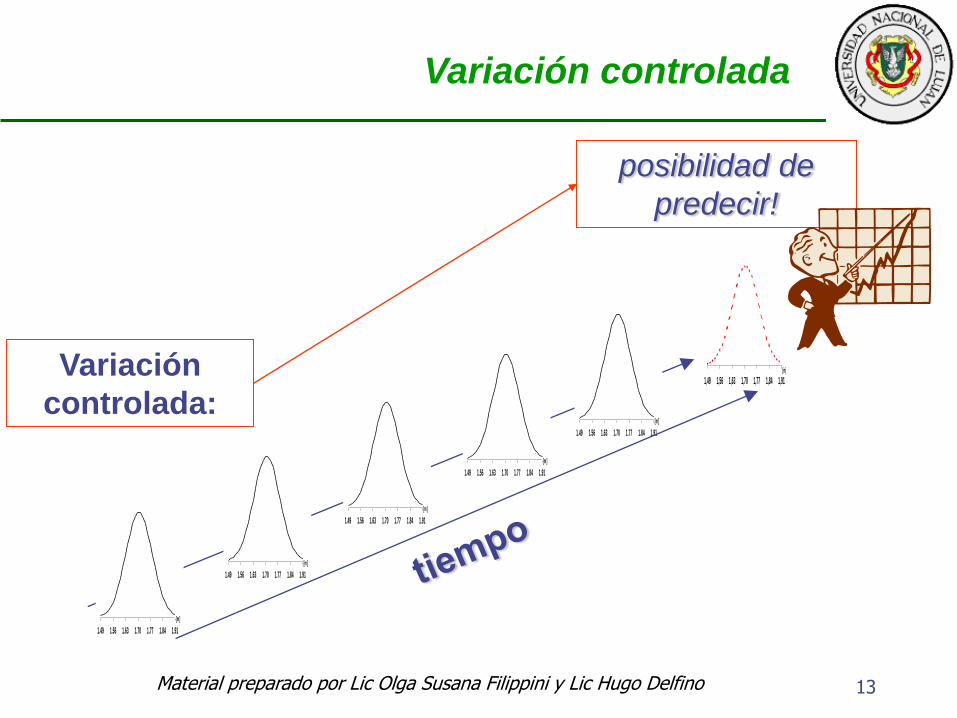
Shewhart observó que, mientras todo proceso muestravariación, algunos procesos muestran variación controlada yotros, muestran variación no controlada
¿Qué es un proceso?
Variación controlada: es la variación
caracterizada por patrones estables y
consistentes (causas aleatorias)
Variación no controlada: es la
variación caracterizada por patrones que
varían en el tiempo (causas asignables)
Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 13
posibilidad de
predecir!
Variación
controlada:1,49 1,56 1,63 1,70 1,77 1,84 1,91
[m]
1.49 1.56 1.63 1.70 1.77 1.84 1.91
[m]
1.49 1.56 1.63 1.70 1.77 1.84 1.91
[m]
1.49 1.56 1.63 1.70 1.77 1.84 1.91
[m]
1.49 1.56 1.63 1.70 1.77 1.84 1.91
[m]
1.49 1.56 1.63 1.70 1.77 1.84 1.91
[m]
Variación controlada

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 14
imposibilidad de
predecir!
Variación
descontrolada:1.49 1.56 1.63 1.70 1.77 1.84 1.91
[m]
1.49 1.56 1.63 1.70 1.77 1.84 1.91
[m]
1.49 1.56 1.63 1.70 1.77 1.84 1.91
[m]
1.49 1.56 1.63 1.70 1.77 1.84 1.91
[m]
1.49 1.56 1.63 1.70 1.77 1.84 1.91
[m]
?
Variación descontrolada
Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 15
1. Recordar que nada bueno es eterno (a menos que nos
preocupemos por mantenerlo)
El CEP mantiene el proceso bajo control y nos advierten sobre
posibles perturbaciones
2. Hay que mejorar el proceso, o cambiar las especificaciones
El CEP permite evaluar los esfuerzos de mejora
3. Todo parece estar bien, pero... Las causas asignables gobiernan el
proceso. La calidad y performance pueden cambiar de un momento
a otro.
El CEP la puede detectar a tiempo
4. Las causas asignables frustran los esfuerzos para mejorar. Hay que
empezar por eliminarlas
El CEP las puede detectar a tiempo, permitirá evaluar los esfuerzos
para mejorar el proceso.
Control Estadístico de procesos (CEP)

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino
Proceso bajo control estadístico
Cuando sólo interviene causas aleatorias
o
Condición bajo la cual todas la variables que
puedan afectar el proceso se mantiene
dentro de sus rangos históricos de variación

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino
Objetivo central de CEP
Detectar a tiempo las causas asignables, para
su corrección.
Los Diagramas de Control permiten sortear las
barreras constituidas por las causas
asignables, e impiden que éstas “gobiernen” el
proceso

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 18
El uso de las mismas puede ser de ayuda para comprender la
variabilidad y ayudar por lo tanto a las organizaciones a resolver
problemas y a mejorar la eficiencia y la eficacia.
Estas técnicas facilitan una mayor utilización de los datos disponibles
para ayudar en la toma de decisiones
La variabilidad puede observarse en el comportamiento y en los
resultados de muchas actividades, incluso bajo condiciones de
aparente estabilidad.
Dicha variabilidad puede observarse en las características
medibles de muchos procesos, y su existencia puede detectarse en
las diferentes etapas del ciclo de vida de los productos, desde la
investigación de mercado hasta el servicio al cliente y su disposición
final.
ISO 9000.1 2.10.
TÉCNICAS ESTADÍSTICAS EN LA CALIDAD
Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 19
Las técnicas estadísticas pueden ayudar a medir, describir,
analizar, interpretar y hacer modelos de dicha variabilidad,
incluso con una cantidad relativamente limitada de datos.
El análisis estadístico de dichos datos puede ayudar a
proporcionar un mayor entendimiento de la naturaleza, alcance
y causas de la variabilidad, ayudando así a resolver e incluso
prevenir los problemas que podrían derivarse de dicha
variabilidad, y a promover la mejora continua.
ISO 9000.1 2.10.
TÉCNICAS ESTADÍSTICAS EN LA CALIDAD

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 20
Desventaja:
Ningún método estadístico es “100%
seguro”.
NO estamos libres de riesgos!
Ventaja:
Esos riesgos pueden ser cuantificados, y los
métodos pueden ser elegidos para que sean
razonablemente pequeños
Ventajas y Desventajas de las Técnicas
Estadísticas en la Calidad
Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 21
Para datos de variable cuantitativa:
Diagrama de medias, también llamado “Xbar”
Diagrama de rangos, llamado “R”
Diagrama de desvíos estándar, llamado “S”
Para datos de variable por atributos:Diagrama P, de la proporción de piezas defectuosas por
submuestra .
Diagrama NP, de cantidad de piezas defectuosas por
submuestra.
Diagrama C, cantidad de defectos por unidad de
producto.
Diagrama U, cantidad promedio de defectos por
submuestra.
Diagramas de Control
Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino
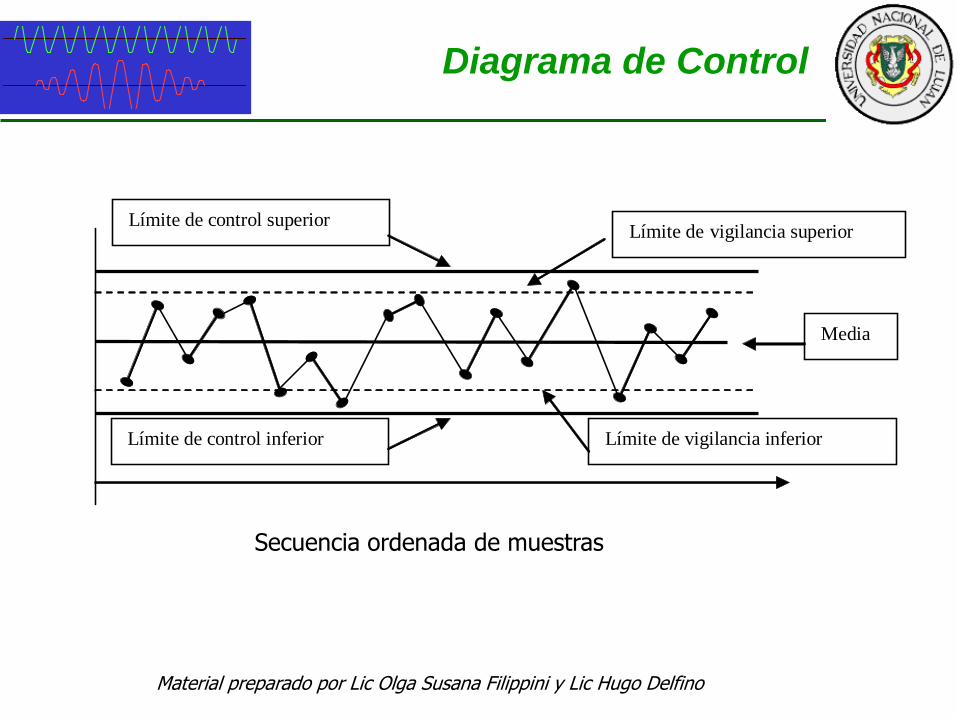
Diagrama de Control
Límite de control superior
Límite de control inferior
Media
Límite de vigilancia superior
Límite de vigilancia inferior
Secuencia ordenada de muestras
Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino
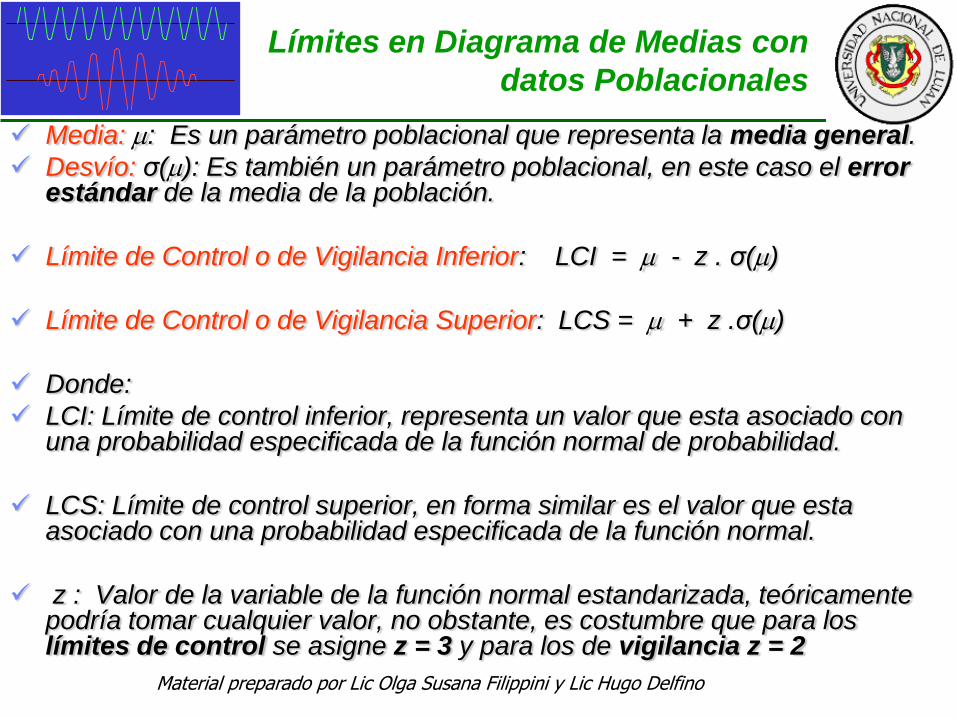
Límites en Diagrama de Medias con
datos Poblacionales
Media: : Es un parámetro poblacional que representa la media general.
Desvío: σ(): Es también un parámetro poblacional, en este caso el error estándar de la media de la población.
Límite de Control o de Vigilancia Inferior: LCI = - z . σ()
Límite de Control o de Vigilancia Superior: LCS = + z .σ()
Donde:
LCI: Límite de control inferior, representa un valor que esta asociado con una probabilidad especificada de la función normal de probabilidad.
LCS: Límite de control superior, en forma similar es el valor que esta asociado con una probabilidad especificada de la función normal.
z : Valor de la variable de la función normal estandarizada, teóricamente podría tomar cualquier valor, no obstante, es costumbre que para loslímites de control se asigne z = 3 y para los de vigilancia z = 2

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino
Límites en Diagrama de Medias con
parámetros poblacionales
desconocidos – Desvío estándar
Media: x: Es la estimación de la media poblacional.
Desvío Estándar: S: Es la estimación del error estándar basado en desvíos muestrales
Límite de Control o de Vigilancia Inferior:
Límite de Control o de Vigilancia Superior:
Donde:
LCI: Límite de control inferior, representa un valor que esta asociado con una probabilidad especificada de la función normal de probabilidad.
LCS: Límite de control superior, en forma similar es el valor que esta asociado con una probabilidad especificada de la función normal.
z : Valor de la variable de la función normal estandarizada, teóricamente podría tomar cualquier valor, no obstante, es costumbre que para los límites de control se asigne z = 3 y para los de vigilancia z = 2
an: Constante para corregir la estimación sesgada del promedio de los desvíos.
na
SzxLCI
n
na
SzxLCS
n

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 25
Promedio, Desvío medio y an
k
xx
k
i i 1̂
n 3 4 5 6 7 8
an .886 .921 .940 .952 .959 .965
)2
1(1
)2
(2
nn
n
an
Donde: (.) es la función de densidad de probabilidad Gamma
k
SS
k
i i 1

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino
Media: x: Es la estimación de la media poblacional.
Desvío Estándar: r: Es la estimación del error estándar basado en rangos
Límite de Control o de Vigilancia Inferior:
Límite de Control o de Vigilancia Superior:
Donde:
LCI: Límite de control inferior, representa un valor que esta asociado con una probabilidad especificada de la función normal de probabilidad.
LCS: Límite de control superior, en forma similar es el valor que esta asociado con una probabilidad especificada de la función normal.
z : Valor de la variable de la función normal estandarizada, teóricamente podría tomar cualquier valor, no obstante, es costumbre que para los límites de control se asigne z = 3 y para los de vigilancia z = 2
bn: Constante para corregir la estimación sesgada del promedio de los desvíos.
nb
rzxLCI
n
na
rzxLCS
n
Límites en Diagrama de Medias con
parámetros poblacionales
desconocidos - Rangos

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino 27
Rango medio y bn
n 3 4 5 6 7 8
bn 1.693 2.058 2.325 2.536 2.706 2.844
Se realiza calculando la E(mín(Z1…Zk) y E(max(Z1…Zk)
k
rr
k
i i 1

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino
Límites en Diagrama de Medias
Significado de los límites de control:
Estando el proceso bajo control, 27 de cada
10000 caerán fuera de los límites.
Criterio Práctico: Si un punto cae fuera, se asume
que el proceso no está bajo control (causas
especiales deben ser corregidas)
Riesgo de equivocarse: a = 0,0027 @ 0,3 %
Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino
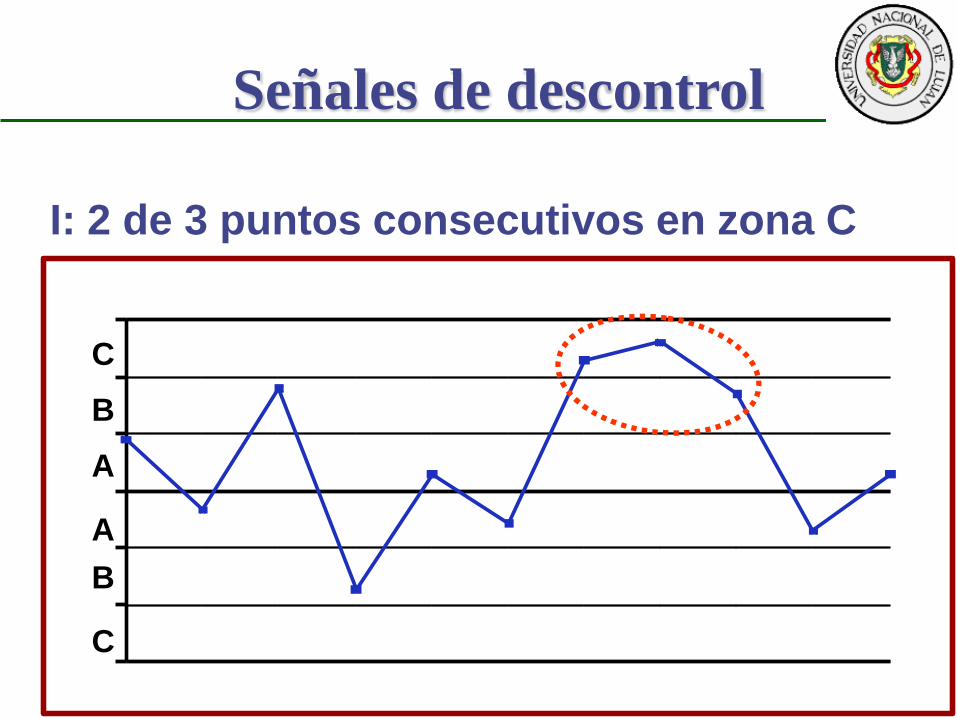
I: 2 de 3 puntos consecutivos en zona C
Señales de descontrol
C
B
A
A
B
C
C
B
A
A
B
C
Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino
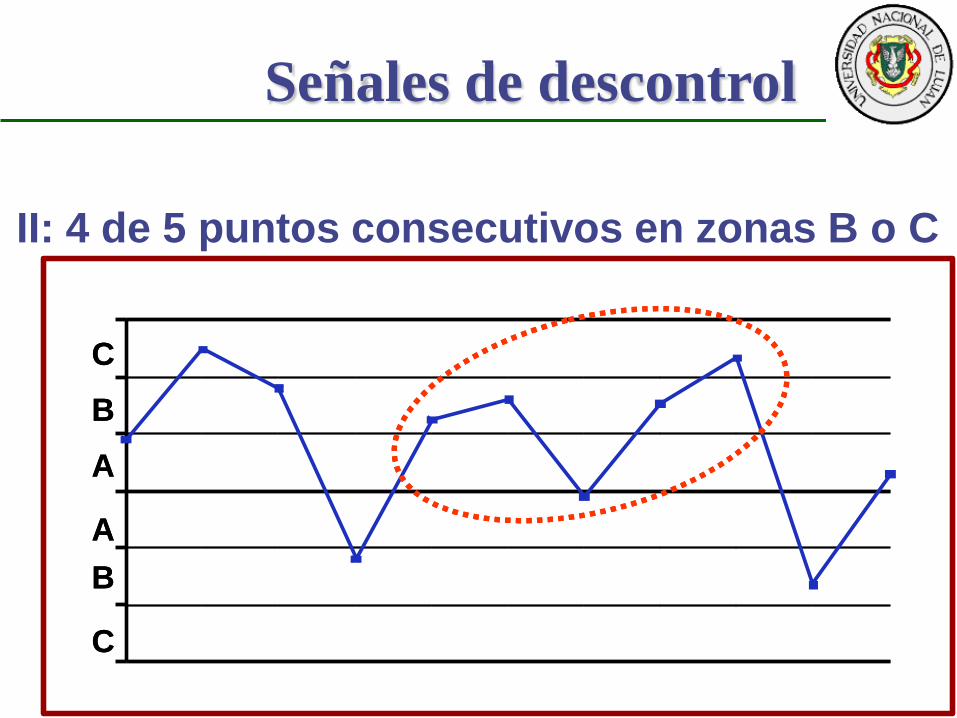
II: 4 de 5 puntos consecutivos en zonas B o C
Señales de descontrol
C
B
A
A
B
C
C
B
A
A
B
C
C
B
A
A
B
C
Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino
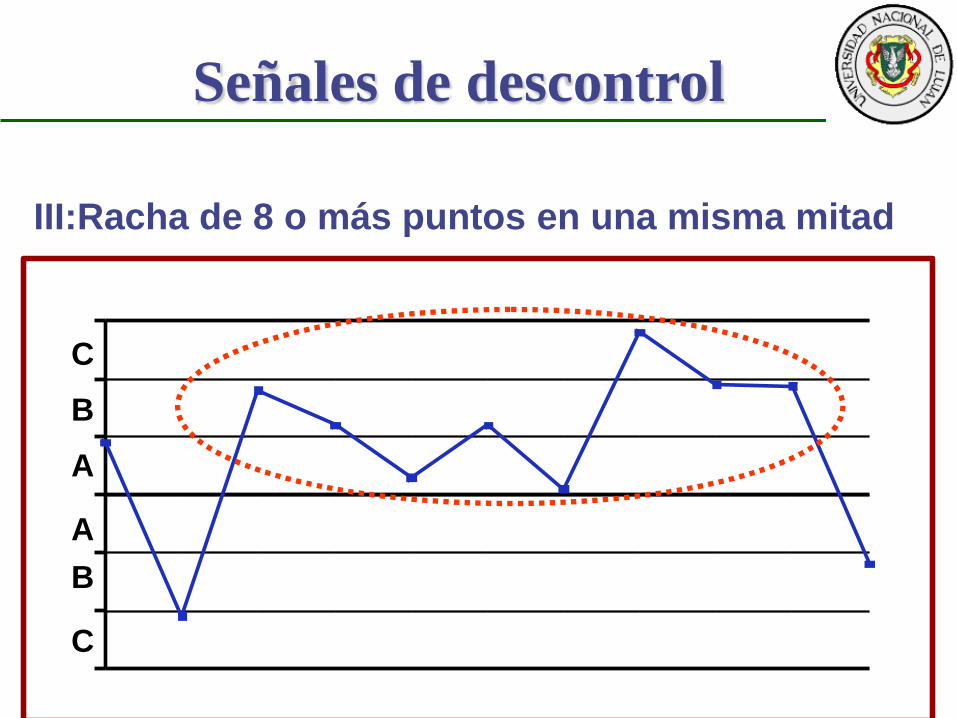
III:Racha de 8 o más puntos en una misma mitad
Señales de descontrol
C
B
A
A
B
C
C
B
A
A
B
C

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino
IV: Rachas de 6 o más puntos en
crecimiento o decrecimiento
Señales de descontrol
C
B
A
A
B
C
C
B
A
A
B
C

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino
Proporción poblacional: p
Variancia: p*q/n
Límite de Control o de Vigilancia Inferior:
Límite de Control o de Vigilancia Superior:
Donde:
LCI: Límite de control inferior, representa un valor que esta asociado con una probabilidad especificada de la función normal de probabilidad.
LCS: Límite de control superior, en forma similar es el valor que esta asociado con una probabilidad especificada de la función normal.
z : Valor de la variable de la función normal estandarizada, teóricamente podría tomar cualquier valor, no obstante, es costumbre que para los límites de control se asigne z = 3 y para los de vigilancia z = 2
bn: Constante para corregir la estimación sesgada del promedio de los desvíos.
n
qpzpLCI
*
n
qpzpLCS
*
Límites en Diagrama p
Binomial

Material preparado por Lic Olga Susana Filippini y Lic Hugo Delfino
Promedio de defectos:
Variancia:
Límite de Control o de Vigilancia Inferior:
Límite de Control o de Vigilancia Superior:
Donde:
LCI: Límite de control inferior, representa un valor que esta asociado con una probabilidad especificada de la función normal de probabilidad.
LCS: Límite de control superior, en forma similar es el valor que esta asociado con una probabilidad especificada de la función normal.
z : Valor de la variable de la función normal estandarizada, teóricamente podría tomar cualquier valor, no obstante, es costumbre que para los límites de control se asigne z = 3 y para los de vigilancia z = 2
bn: Constante para corregir la estimación sesgada del promedio de los desvíos.
xzxLCI
xzxLCS
Límites en Diagrama c
Poisson