
Herramientas de Kaizen
12
HERRAMIENTAS BASICAS PARA KAIZEN (MEJORAS CONTINUAS) 1. METAS Y LOGROS 2. TRABAJO ESTANDARDIZADO 3. TABLA DE OBSERVACION DE TIEMPO 4. CUADRO DE BARRAS CICLO CONTRA TAKT 5. CUADRO YAMAZUMI (ELEMENTOS AMONTONADOS) 6. COMBINACION DE TRABAJO ESTANDARDIZADO 7. CALCULACION DE CAPACIDAD 8. PROPUESTA DE MEJORA 9. DIARIO DE MEJORAS
-
Upload
angel-casio -
Category
Documents
-
view
23 -
download
0
Transcript of Herramientas de Kaizen
HERRAMIENTASBASICAS PARA KAIZEN
(MEJORAS CONTINUAS)
HERRAMIENTASBASICAS PARA KAIZEN
(MEJORAS CONTINUAS)
1. METAS Y LOGROS2. TRABAJO ESTANDARDIZADO3. TABLA DE OBSERVACION DE TIEMPO4. CUADRO DE BARRAS CICLO CONTRA TAKT5. CUADRO YAMAZUMI (ELEMENTOS AMONTONADOS)6. COMBINACION DE TRABAJO ESTANDARDIZADO7. CALCULACION DE CAPACIDAD8. PROPUESTA DE MEJORA9. DIARIO DE MEJORAS
1. METAS Y LOGROS2. TRABAJO ESTANDARDIZADO3. TABLA DE OBSERVACION DE TIEMPO4. CUADRO DE BARRAS CICLO CONTRA TAKT5. CUADRO YAMAZUMI (ELEMENTOS AMONTONADOS)6. COMBINACION DE TRABAJO ESTANDARDIZADO7. CALCULACION DE CAPACIDAD8. PROPUESTA DE MEJORA9. DIARIO DE MEJORAS
Cómo Usar a lasHerramientas
Básicas
Cómo Usar a lasHerramientas
Básicas
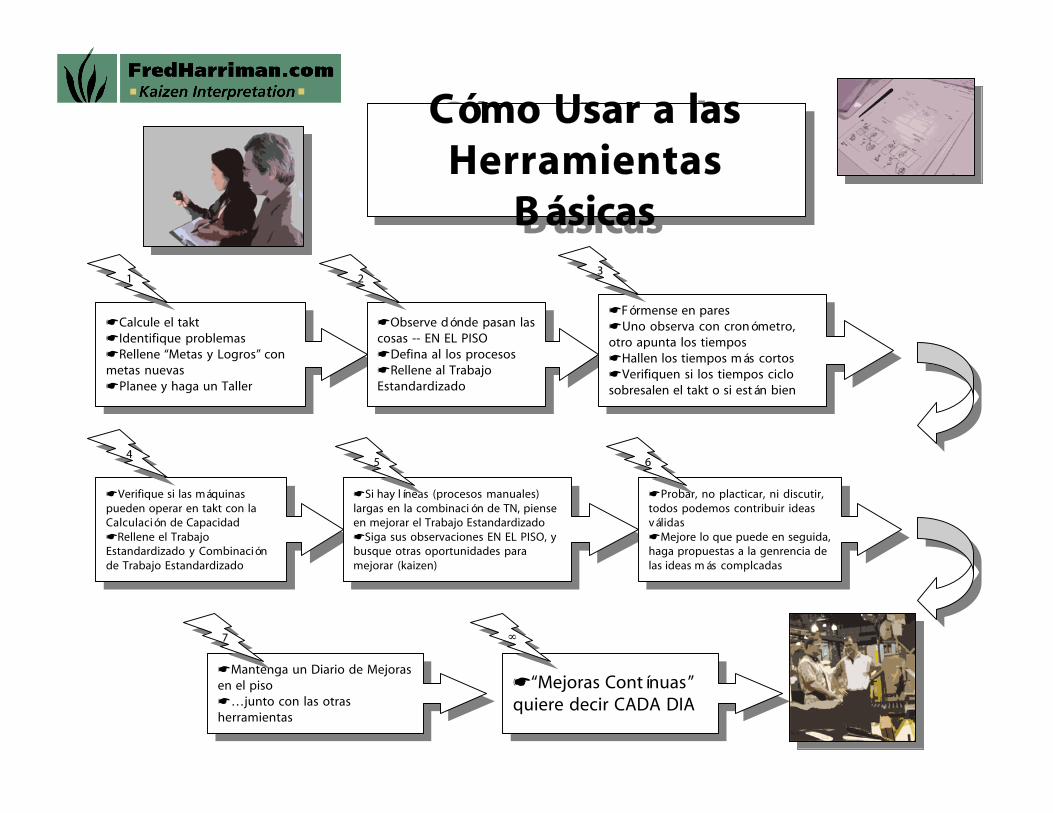
☛Verifique si las máquinaspueden operar en takt con laCalculación de Capacidad☛Rellene el TrabajoEstandardizado y Combinaciónde Trabajo Estandardizado
☛Verifique si las máquinaspueden operar en takt con laCalculación de Capacidad☛Rellene el TrabajoEstandardizado y Combinaciónde Trabajo Estandardizado
☛Si hay l íneas (procesos manuales)largas en la combinación de TN, pienseen mejorar el Trabajo Estandardizado☛Siga sus observaciones EN EL PISO, ybusque otras oportunidades paramejorar (kaizen)
☛Si hay l íneas (procesos manuales)largas en la combinación de TN, pienseen mejorar el Trabajo Estandardizado☛Siga sus observaciones EN EL PISO, ybusque otras oportunidades paramejorar (kaizen)
☛Probar, no placticar, ni discutir,todos podemos contribuir ideasválidas☛Mejore lo que puede en seguida,haga propuestas a la genrencia delas ideas más complcadas
☛Probar, no placticar, ni discutir,todos podemos contribuir ideasválidas☛Mejore lo que puede en seguida,haga propuestas a la genrencia delas ideas más complcadas
☛Mantenga un Diario de Mejorasen el piso☛…junto con las otrasherramientas
☛Mantenga un Diario de Mejorasen el piso☛…junto con las otrasherramientas
☛Calcule el takt☛Identifique problemas☛Rellene “Metas y Logros” conmetas nuevas☛Planee y haga un Taller
☛Calcule el takt☛Identifique problemas☛Rellene “Metas y Logros” conmetas nuevas☛Planee y haga un Taller
☛“Mejoras Contínuas”quiere decir CADA DIA
☛“Mejoras Contínuas”quiere decir CADA DIA
☛Observe dónde pasan lascosas -- EN EL PISO☛Defina al los procesos☛Rellene al TrabajoEstandardizado
☛Observe dónde pasan lascosas -- EN EL PISO☛Defina al los procesos☛Rellene al TrabajoEstandardizado
☛Fórmense en pares☛Uno observa con cronómetro,otro apunta los tiempos☛Hallen los tiempos más cortos☛Verifiquen si los tiempos ciclosobresalen el takt o si están bien
☛Fórmense en pares☛Uno observa con cronómetro,otro apunta los tiempos☛Hallen los tiempos más cortos☛Verifiquen si los tiempos ciclosobresalen el takt o si están bien
111
222 3
33
444
555
666
777 ∞
∞∞
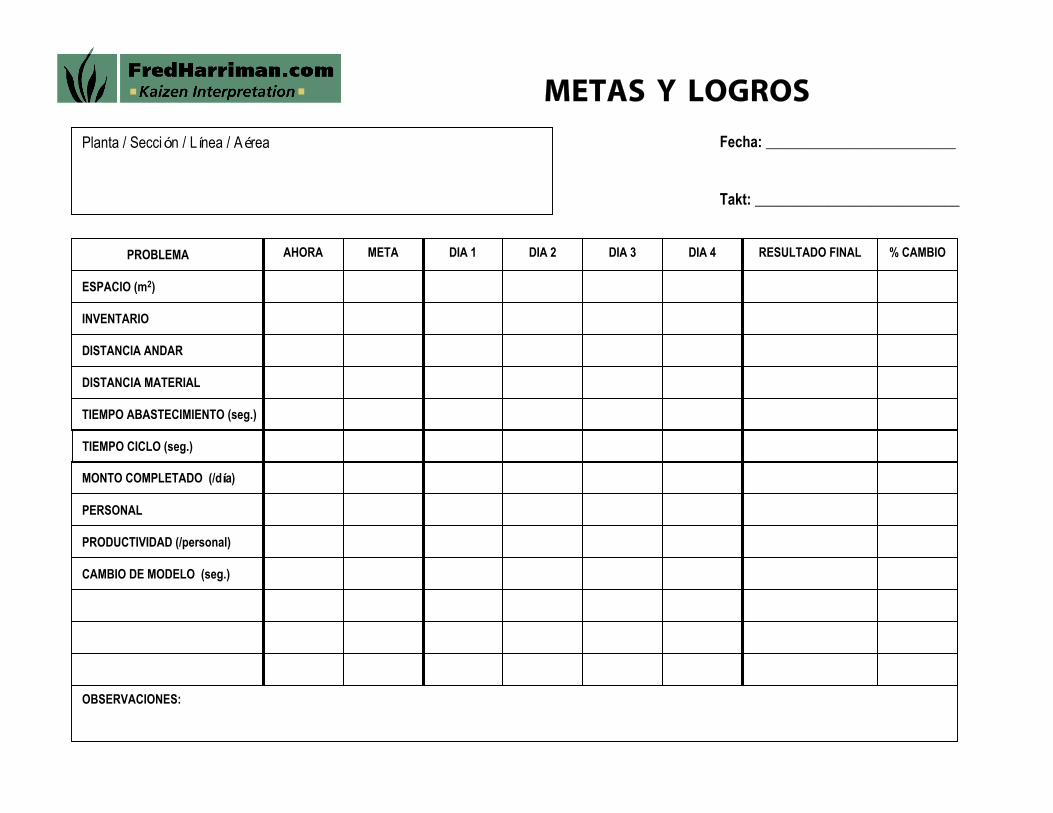
METAS Y LOGROS
Planta / Sección / Línea / Aérea Fecha: __________________________
Takt: ____________________________
PROBLEMA
ESPACIO (m2)
INVENTARIO
DISTANCIA ANDAR
DISTANCIA MATERIAL
TIEMPO ABASTECIMIENTO (seg.)
TIEMPO CICLO (seg.)
MONTO COMPLETADO (/día)
PERSONAL
PRODUCTIVIDAD (/personal)
CAMBIO DE MODELO (seg.)
OBSERVACIONES:
AHORA META DIA 1 DIA 2 DIA 3 DIA 4 RESULTADO FINAL % CAMBIO
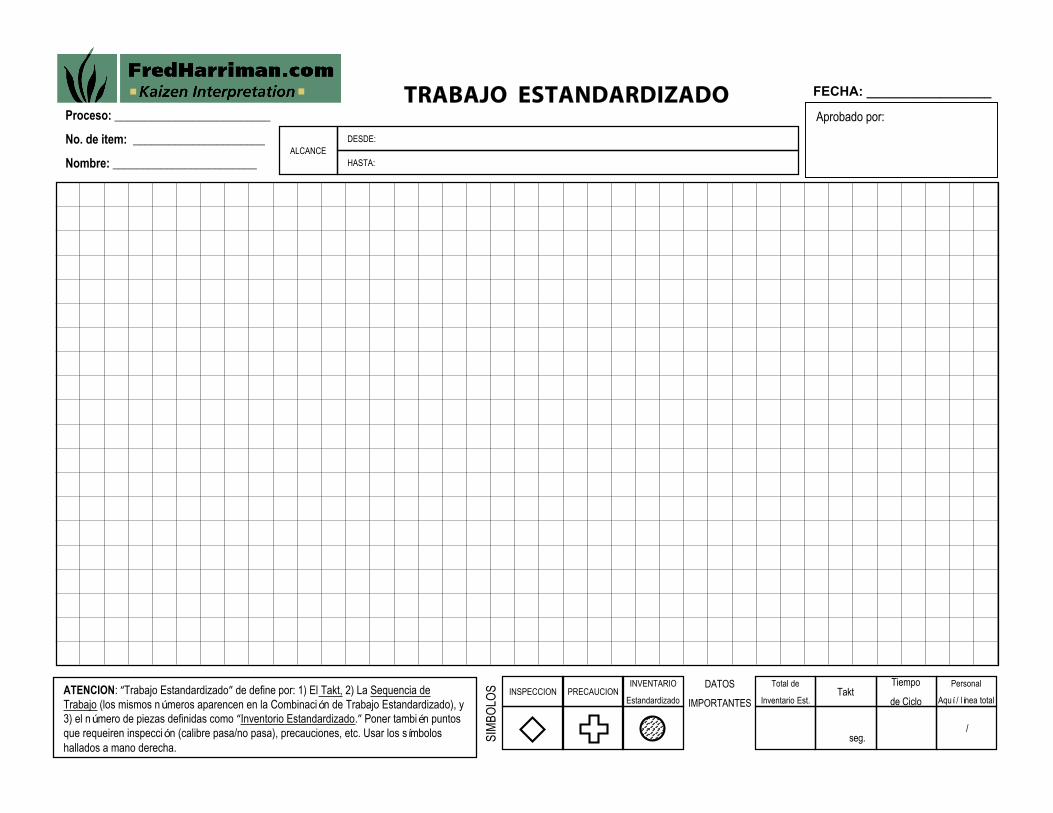
Proceso: __________________________
No. de item: ______________________
Nombre: ________________________ALCANCE
DESDE:
HASTA:
FECHA: _________________
Takt
seg.
Tiempo
de Ciclo
Personal
Aquí / línea total
/
Total de
Inventario Est.
INVENTARIO
EstandardizadoPRECAUCIONINSPECCION
Aprobado por:
SIM
BOLO
S DATOS
IMPORTANTESATENCION: “Trabajo Estandardizado” de define por: 1) El Takt, 2) La Sequencia deTrabajo (los mismos números aparencen en la Combinación de Trabajo Estandardizado), y3) el número de piezas definidas como “Inventorio Estandardizado.” Poner también puntosque requeiren inspección (calibre pasa/no pasa), precauciones, etc. Usar los símboloshallados a mano derecha.
TRABAJO ESTANDARDIZADO
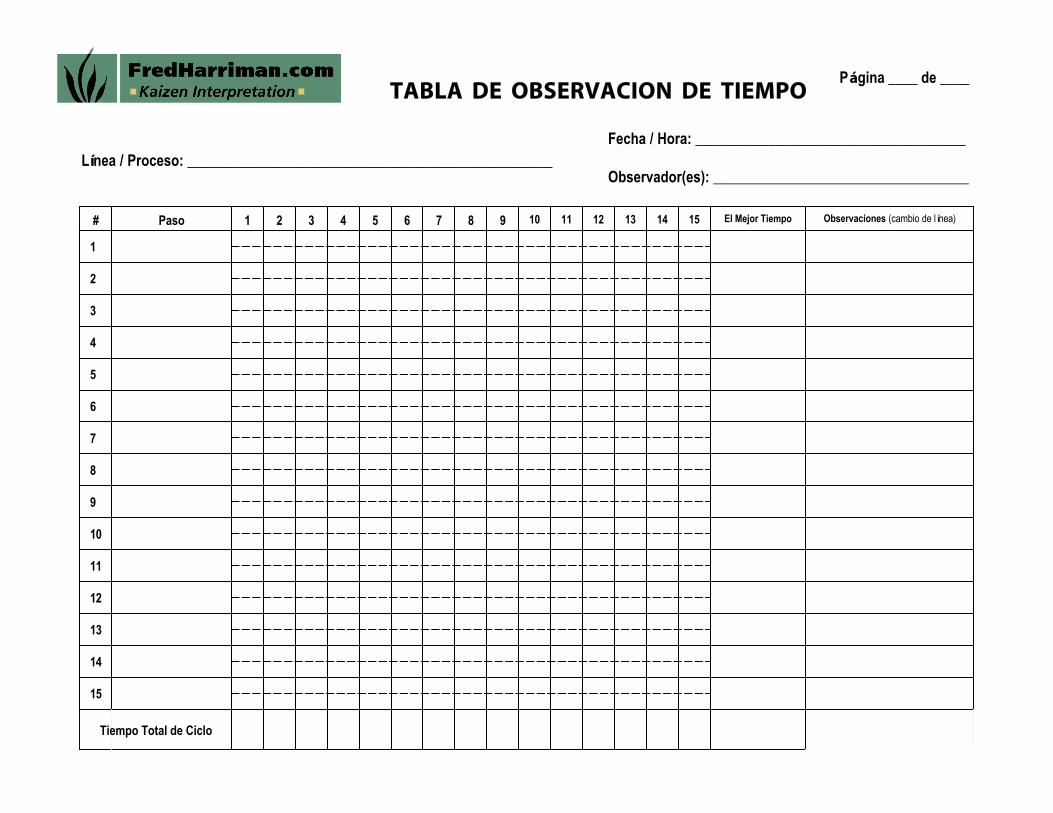
TABLA DE OBSERVACION DE TIEMPO
Línea / Proceso: __________________________________________________Fecha / Hora: _____________________________________
Observador(es): ___________________________________
Página ____ de ____
# Paso 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 El Mejor Tiempo Observaciones (cambio de línea)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Tiempo Total de Ciclo
Cycle Time / Takt Time Bar Chart (Blank Chart)Cuadro de Barras, Tiempo Ciclo Contra
Takt
Tiem
po d
e Ciclo
Proceso1 2 3 4 5 6 7 8 9
Yamazumi (Stack) Chart (Blank Chart)CUADRO YAMAZUMI
(Elementos Amontonados)
Tiem
po d
e Ciclo
Proceso1 2 3 4 5 6 7 8 9
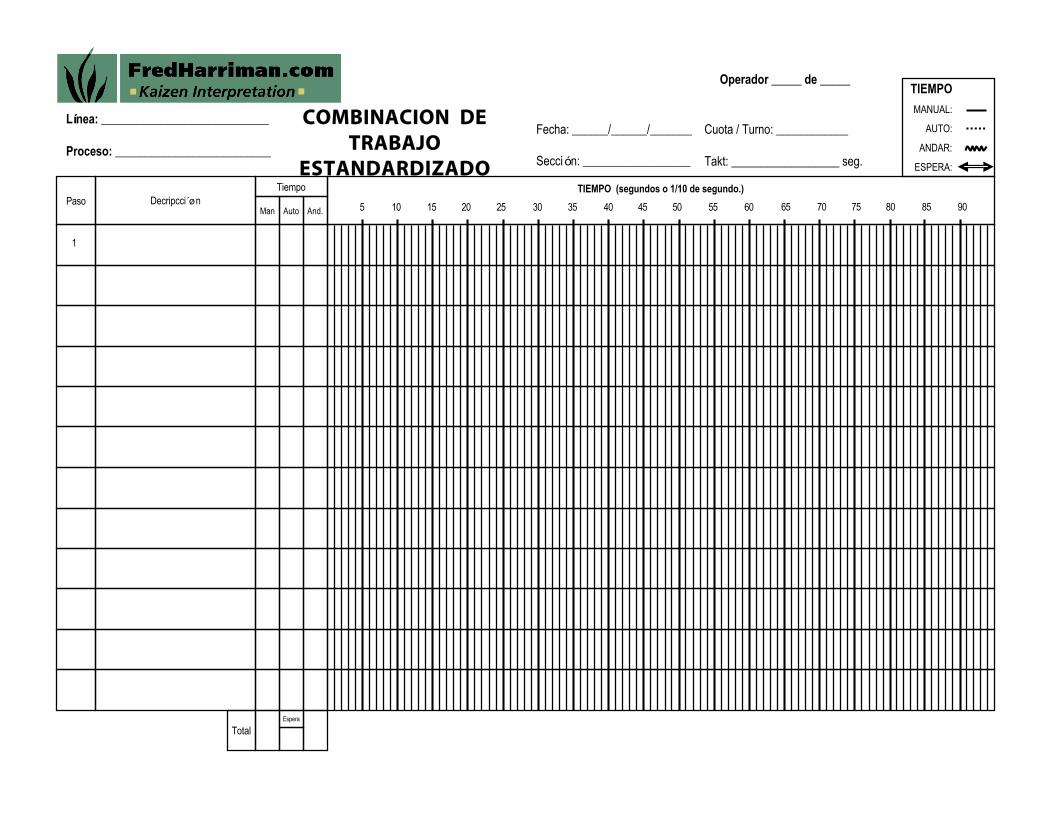
Línea: ____________________________
Proceso: __________________________
Fecha: ______/______/_______
Sección: __________________
Cuota / Turno: ____________
Takt: __________________ seg.
Operador _____ de _____TIEMPO
MANUAL:
AUTO:
ANDAR:
ESPERA:
Paso Decripcci´ønTiempo
Man Auto And.
TIEMPO (segundos o 1/10 de segundo.)
Espera
Total
5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90
1
COMBINACION DETRABAJO
ESTANDARDIZADO

Nombre
No. Item
C’tad. Máxima
(diaira)
Línea
piezasPersonal
Necesario
Monto Corriente
(diaria)piezas
Página ___ de ___
Paso DescripciónNo. de
Máquina
Tiempo de Recambio de HerramientasCapacidad
Tiempo Base
Tiempo Andar Tiempo Manual Tiempo Auto. Tiempo Comp. Piezas/Lote Tiempo Cambio Tiempo/Pieza Observaciones
Tiempos: Manual
Espera Auto.
Andar
1
Subtotal
Total
ATENCION
En la columna “Observaciones” se puede notar medidas y mejoras que se ha logrado.
Nuevo / Revisado (fecha): ______________
Autorizado por: CALCULACION DECAPACIDAD
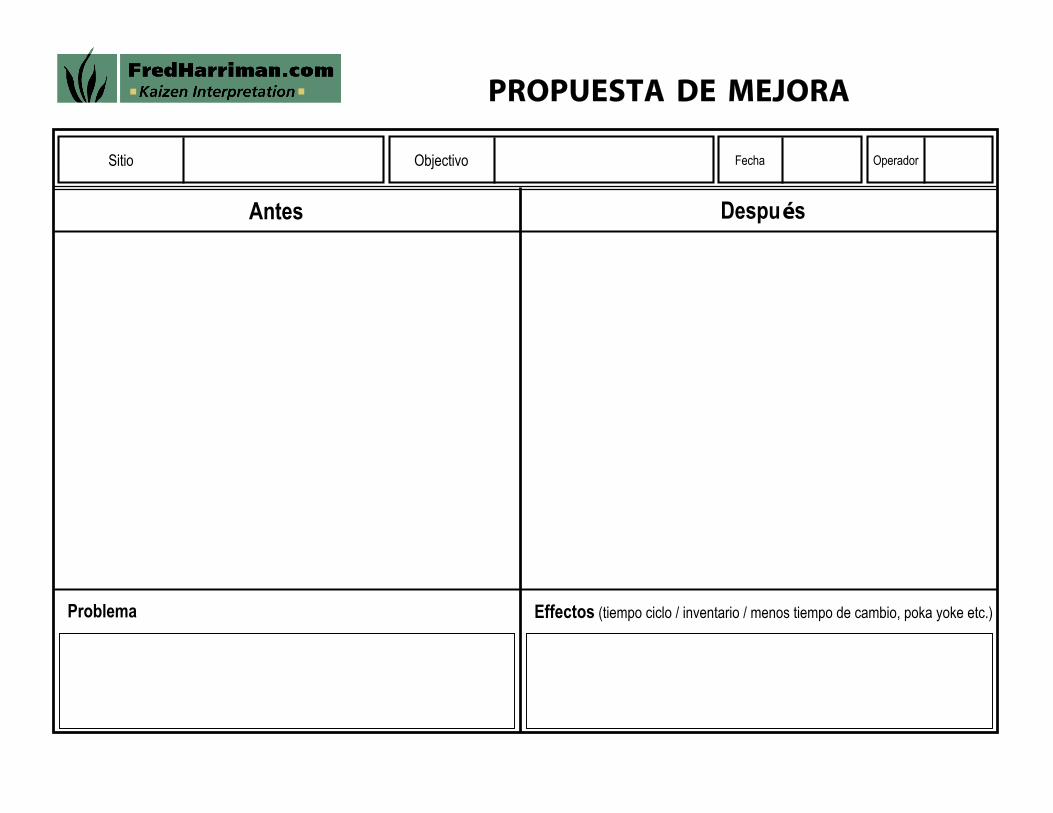
Antes Después
Sitio Objectivo Fecha Operador
Problema Effectos (tiempo ciclo / inventario / menos tiempo de cambio, poka yoke etc.)
PROPUESTA DE MEJORA
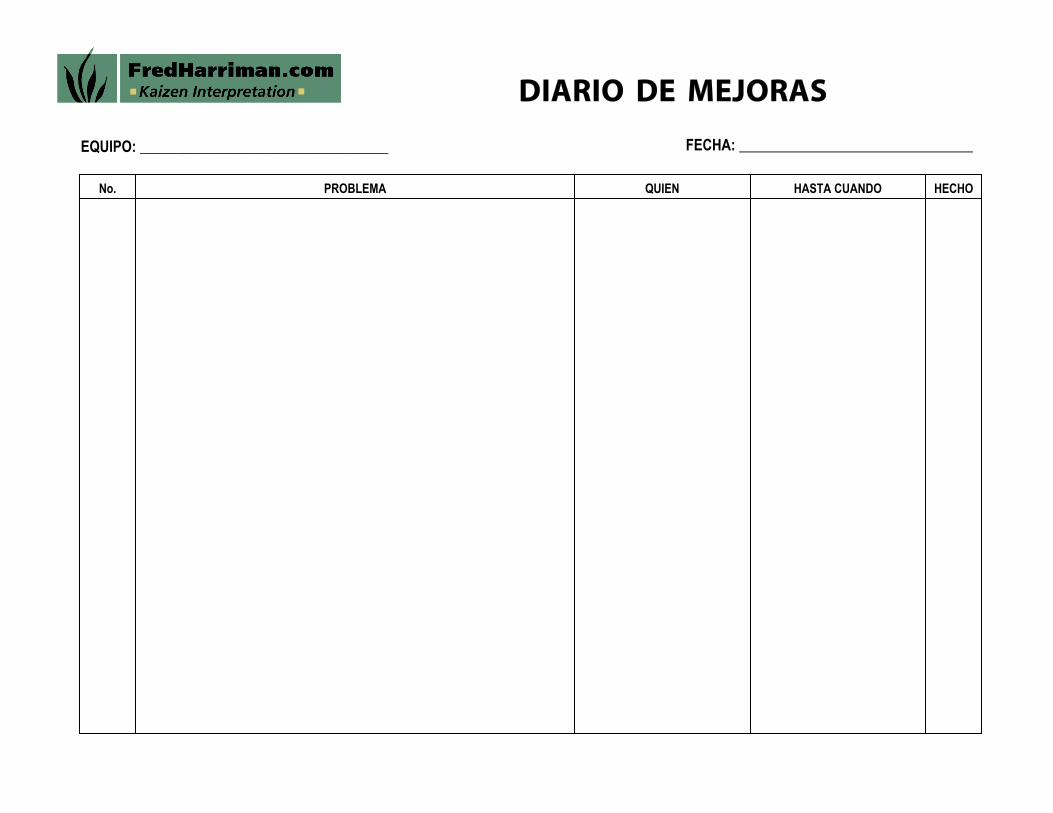
DIARIO DE MEJORAS
EQUIPO: __________________________________ FECHA: ________________________________
No. PROBLEMA QUIEN HASTA CUANDO HECHO
En reconocimiento a sus esfuerzos en la práctica dekaizen durante el [xxx]er Taller de Kaizen celebrado en la
Planta [xxx] durante la semana de [xxx], y se ortorga a
[NOMBRE]
Esta Licencia de Kaizen para que siga esta prácticadiariamente y realice los propuestos de
Justo a Tiempo
Calidad en la Fuente
Producción Nivelada.
Vigencia: [1 año en adelante]
Atahualpa Zapata Villa
Gerente General
Bernardo Bolívar Hidalgo
Jefe de Promoción de Kaizen
Junípero Juárez Morelos
Consejero
改善
Licencia de Kaizen


















