
ESTRATEGIAS OPERATIVAS PARA EL MINADO EN...
44
ESTRATEGIAS OPERATIVAS PARA EL MINADO EN TAJO ABIERTO Paul Ruiz Helguero
Transcript of ESTRATEGIAS OPERATIVAS PARA EL MINADO EN...

ESTRATEGIAS OPERATIVAS PARA EL MINADO EN TAJO ABIERTO
Paul Ruiz Helguero

INTRODUCCION
Lagunas Norte inicia sus operaciones
de producción en el año 2005, desde
esa fecha hasta la actualidad
incrementó la flota de equipos. Se ha
desarrollado estrategias, en la
búsqueda de minimizar el costo por
onza y maximizar la rentabilidad del
negocio.
INTRODUCCION

•La coyuntura y otras necesidades llevaron a que
se rediseñe todo el proceso de chancado,
incrementando su capacidad de 42,000 a unas
63,000tpd.
OPORTUNIDADES DE MEJORA

Elevadas demoras
Operativas
Brecha entre la producción
planeada y ejecutada
OPORTUNIDADES DE MEJORA

¿Qué hacemos?

ESTRATEGIAS OPERATIVAS
ESTRATEGIA 01: Uso del Carguío
Mediante Binomio
ESTRATEGIA 03:Gestión del
Ciclo de Carguío
Para los análisis se utilizó la programación
lineal y simulación mediante GPSS para una
mejor toma de decisiones.
ESTRATEGIAS OPERATIVAS
DESARROLLO DEL PROBLEMA
ESTRATEGIA 1:
USO DEL CARGUIO MEDIANTE EL
BINOMIO (PALA + CARGADOR)
(Mejorando los Procesos)7

(Mejorando los Procesos)
Para el año 2012 está programado procesar por
chancado 17.5 millones de toneladas de los
cuales 15.0 millones son minerales “limpios”.
Entonces el objetivo es la reducción de costos
de minado de este tonelaje.
8
DESARROLLO DEL PROBLEMA

RESUMEN
La presente estrategia busca encontrar el
equilibrio y uso adecuado de los equipos sin
descuidar la alimentación a chancadora.

Sistemas de Carguío
Sistema Tradicional
Sistema Binomio

PLAN SEMANAL SEMANA 32 DEL 2011
11
P02 en desmonte

SISTEMA TRADICIONAL
COSTO ASOCIADO
CUADRO DE TIEMPOS
COSTO TOTAL 150,072.000
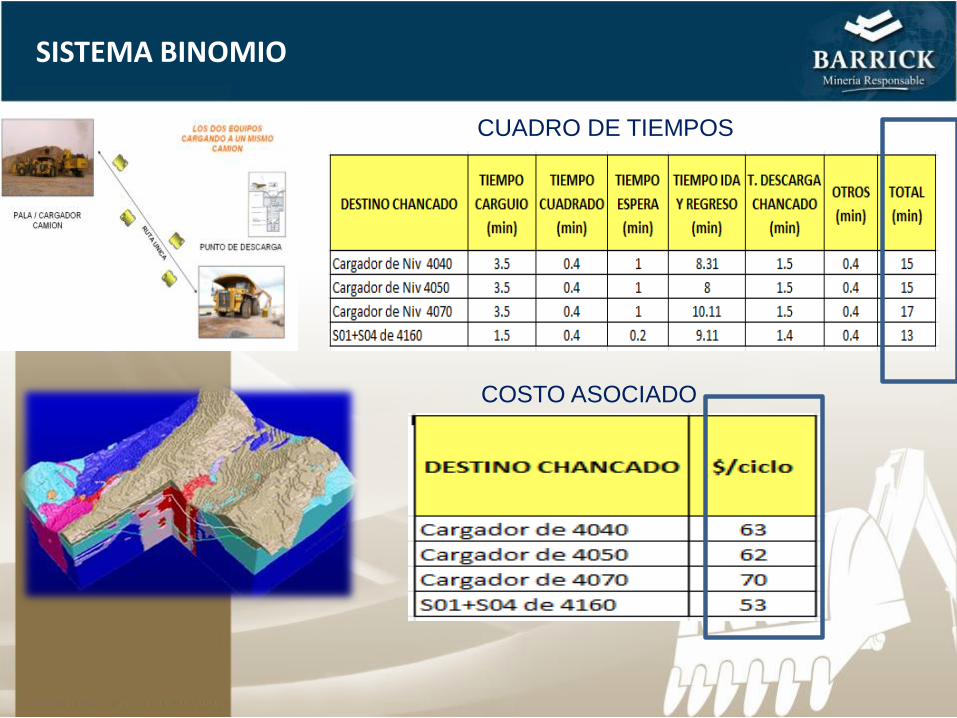
SISTEMA BINOMIO
CUADRO DE TIEMPOS
COSTO ASOCIADO

APLICACIÓN DE PROGRAMACION LINEAL
Donde
MIN(Z) = C1X1+C2X2+C3X3+C4X4
Ci: Coeficiente de la función objetivo ($/ciclo).
Xi: Variable asignado a numero de ciclosX1 :Nro de ciclos provenientes de banco 4040
X2 :Nro de ciclos provenientes de banco 4050
X3 :Nro de ciclos provenientes de banco 4070
X4 :Nro de ciclos provenientes de banco 4160

APLICACIÓN DE PROGRAMACION LINEAL
Función Objetivo: MIN(Z) = 63X1 + 62X2 + 70X3 + 53X4
Restricciones por:
a) Número de ciclos máximos
X1 ≤ 758
X2 ≤ 219
X3 ≤ 377
X4 ≤ 925
b) Número de ciclos mínimos
X1 ≥ 737
X2 ≥ 198
X3 ≥ 356
X4 ≥ 904
c) Chancado
X1+X2+X3+X4 =2237
e) Ley del mineral
d) Disponibilidad Pala-Cargador
X1+X3 <=1125
X2+X4 <= 1635

APLICACIÓN DE PROGRAMACION LINEAL
Solver de Excel
La opción Solver de Excel sirve para
resolver problemas de optimización lineal
y no lineal aplicando restricciones enteras
y no enteras.
Para la resolución de problema lineal
utiliza el método Simplex.

AHORRO
150,072 – 133,956 = US$ 16,116
Dividiendo este ahorro entre las
toneladas minadas planeadas en la
semana obtenemos:
16,116 / 424,960 = US$/tm 0.0379

SIMULACION CON GPSS

BENEFICIO CUANTITATIVO ESPERADO 2012
La restricciones para la aplicación de este
sistema esta ligado a la seguridad:
-Factores climáticos (neblina).
-Anchos mínimos de minado
-Polígonos de mineral amplios.
•Ton. de mineral limpio 2012=15 millones
•Porcentaje de aplicabilidad= 29%(15 sem)
•Ahorro (US$/tm) cuando se aplica este
método= 0.0379US$/tm
= 164,865 dólares

VENTAJAS DEL SISTEMA BINOMIO
• La utilización y demoras en los
equipos de carguío es mejor
aprovechada.
• Mejor control de componentes del
cucharón y de neumáticos.
• Cuando se mina por el sistema
binomio se reduce el ciclo de
acarreo, debido a que se da prioridad
a un solo frente.
METODO 2:
STOCK DINAMICO
(Mejorando los Procesos)
DESARROLLO DEL PROBLEMA
21

Se tiene su mejor aplicabilidad cuando se
trata mineral con sulfuros. Para el 2012
está programado 2.5 millones de
toneladas de este mineral presentes en
las rocas:
-Areniscas
-Volcánicas Silisificadas
-Volcánicas Argilizadas
Existe la necesidad de tener un stock
dinámico.
DESARROLLO DEL PROBLEMA

SIMULACION CON GPSS
En nuestro caso usamos el software GPSS que
simula eventos discretos, pala-cargador
camión con puntos de descarga en chancado y
stock para una representación simplificada del
sistema
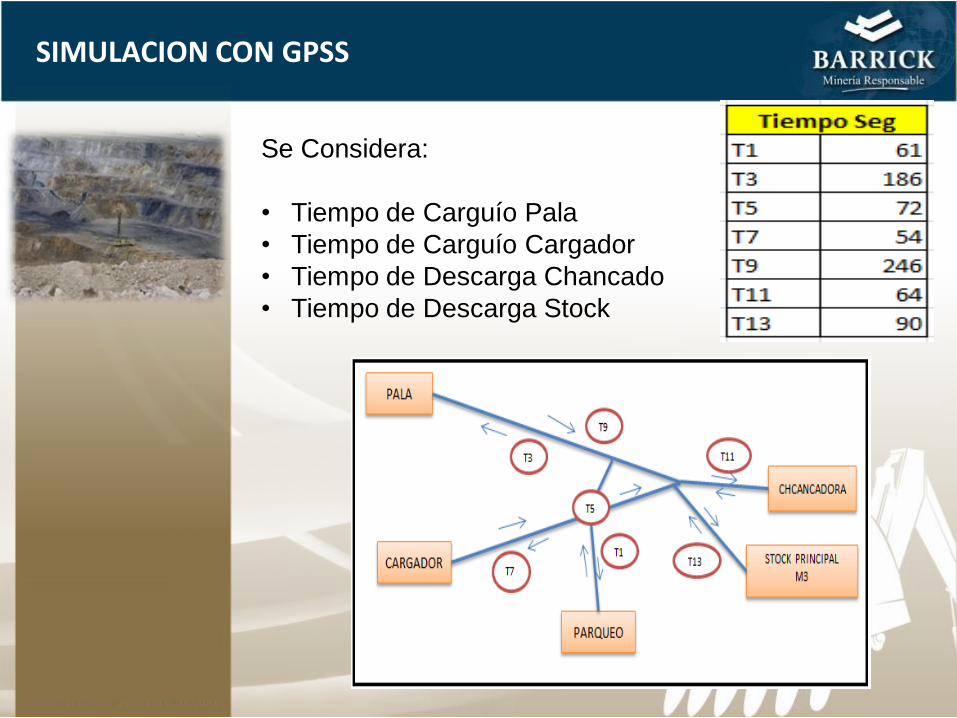
SIMULACION CON GPSS
Se Considera:
• Tiempo de Carguío Pala
• Tiempo de Carguío Cargador
• Tiempo de Descarga Chancado
• Tiempo de Descarga Stock
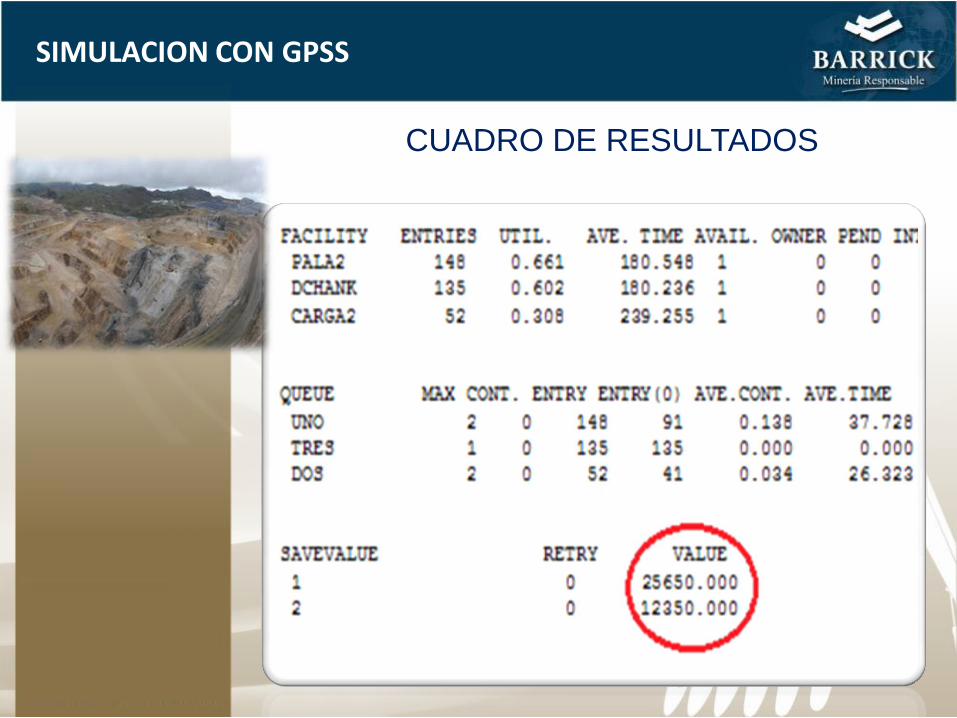
SIMULACION CON GPSS
CUADRO DE RESULTADOS

SIMULACION CON GPSS
COSTOS ASOCIADOS OBTENIDOS EN LA PRACTICA
Solo M3 a chancado
Nro. Camiones 4
Hrs / turno 12
Tm/turno 25,000
Costo $/tm 1.32
Chancado+Stock
Nro. Camiones 4
Hrs / turno 12
Tm/turno 36,000
Costo $/tm 0.92
Escenario sin stock Equipos US$/t tm US$ total
A chancadora en un turno Cargador + pala + 4 camiones 1.32 2500033,000
A chancadora (parte de otro turno) Cargador + pala + 4 camiones 1.32 1100014,520
Total 47,520
A chancadora en un turno Equipos US$/t tm US$ total
A chancadora en un turno Cargador + pala + 4 camiones 0.92 2500023,000
Remanejo Cargador + 2 camiones 1.49 1100016390
Total 39,390
Plan mes tm Costo US$/tm US$ US$ Ahorro
mensual
210,000 1.32 277,200 277,200
47,425145,833 0.92 134,166229,775
64,167 1.49 95,609

VENTAJAS DEL STOCK DINAMICO
• El mineral está en constante reemplazo.
• Permite tener mineral almacenado muy cerca
a chancadora, para su minado se usa solo dos
camiones.
• Aplicación del efecto de segregación.
• Mejor productividad de los equipos de
carguío), reducción de horas motor no
rodadas.
• Mejor mezcla, ya que el mineral viene de
diversos puntos de carguío, mejorando su
consistencia y recepción de chancadora.

DESARROLLO DEL PROBLEMA
ESTRATEGIA 3:
BRECHA DE PRODUCCION ENTRE
LO PLANEADO Y EJECUTADO
(Mejorando los Procesos)28

COMPONENTES DE PRODUCCION

Porque menor
producción?
Flota YTD Plan For 0+12 Variación
Palas 78% 70% 10%
Cargadores 76% 69% 11%
Camiones 81% 75% 8%
Utilización
MaterialActual Vs. Forecast (YTD)
Var
Mineral -5%
Desmonte -15%
Minado -10%
Remanejado -7%
Movido -9%
COMPONENTES DE PRODUCCION

Ytd For 0+12 Ytd For 0+12 Ytd For 0+12
Palas79% 86% 78% 70% 1,351 1,780
Cargadores84% 89% 76% 69% 1,362 1,579
Camiones91% 92% 81% 75% 594 527
Disponibilidad Utilización Rendimiento (TM/hr)Equipo
Porque menor
Productividad de equipos?
COMPONENTES DE PRODUCCION

CICLO DE CARGUIO
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50T.
car
guio
pal
a
T. c
argu
io c
arga
do
r
T. c
uad
rad
o e
n p
ala
T. c
uad
rad
o e
n c
arga
do
r
T. c
ola
en
pal
a
T. c
ola
en
car
gad
or
T. e
sper
and
o c
amió
n p
ala
T. e
sper
and
o c
amió
n
caga
do
r
2009
2010
2011
Ytd. 2012
KPI 2009 2010 2011 Ytd. 2012
T. carguio pala 3.00 3.05 2.99 3.03
T. carguio cargador 3.04 3.06 3.12 3.11
T. cuadrado en pala 0.97 1.00 0.93 0.90
T. cuadrado en cargador 1.05 1.03 0.89 0.80
T. cola en pala 1.42 1.51 1.51 1.48
T. cola en cargador 1.56 1.53 1.37 1.31
T. esperando camión pala 2.86 2.84 3.74 3.88
T. esperando camión cagador 3.21 3.12 3.77 3.85
Porque T. espera camión
subió?
CICLO DE CARGUIO

PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
Chancadora
Chancadora
LCHP (ROM)
LCHP (Ripio)
S01
4010
S02
4120
S03
Josefa
S04
LCHP
ESCENARIO 1N°
Camiones
T. Espera
(min)
Product.
(TM/hr)Product. TM
S01 – CRP 3 3.08 1,755 21,056
S02 – CRP 2 4.63 1,410 16,920
S03 – LCHP 2 11.00 783 9,400
S04 - Ripio 2 3.03 1,755 21,056
4.54 68,432
SIMULACION CARGUIO - ACARREO

PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
Chancadora
Chancadora
LCHP (ROM)
Stand by
S01
4010
S02
4120
S03
Josefa
S04
LCHP
ESCENARIO
1AN° Camiones
T. Espera
(min)
Product.
(TM/hr)Product. TM
S01 - CRP 3 3.08 1,755 21,056
S02 - CRP 2 4.63 1,410 16,920
S03 - LCHP 4 3.80 1,567 18,800
S04 - Ripio 0 - - -
3.78 56,776
SIMULACION CARGUIO - ACARREO

PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARESPRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
PRIORIDAD
2
PRIORIDAD
1
PRIORIDAD
3
PRIORIDAD
4
PRIORIDAD
5
PRIORIDAD
6
PRIORIDADES VEHICUARES
Chancadora
Chancadora
Stand by
LCHP (Ripio)
S01
4010
S02
4120
S03
Josefa
S04
LCHP
Stand by
ESCENARIO 1B N° CamionesT. Espera
(min)
Product.
(TM/hr)Product. TM
S01 - CRP 3 3.08 1,755 21,056
S02 - CRP 2 4.63 1,410 16,920
S03 - LCHP 0 - - -
S04 - Ripio 3 0.90 2,632 31,584
2.47 69,560
SIMULACION CARGUIO - ACARREO

EscenariosEquipos
SBy.
T. Espera
(min)
Producc.
(TM.)
Esc. 1 -- 4.54 68,432
Esc. 1A S04 3.78 56,776
Esc. 1B S03 y T01 2.47 69,560
02 turnos Esc. 1 = T. (4.54 min) P (136,860 TM)
02 turnos Esc. A→B = T. (3.06 min) P (126,336 TM)
Que esperamos: menor tiempo de
espera y mayor Tonelaje.
-10,524
SIMULACION CARGUIO - ACARREO
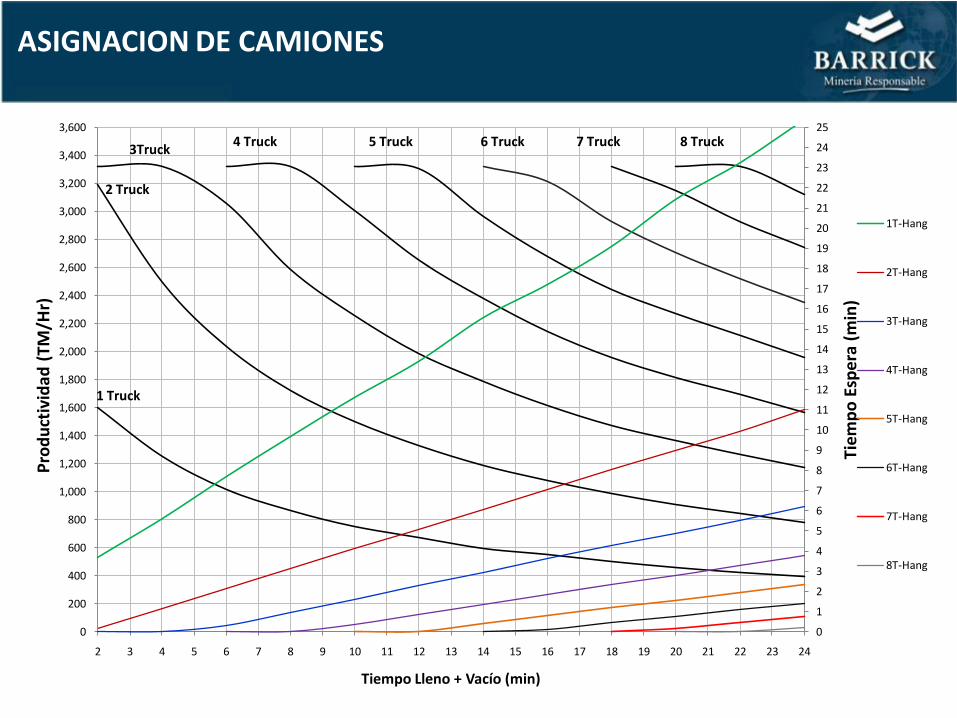
ASIGNACION DE CAMIONES
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
0
200
400
600
800
1,000
1,200
1,400
1,600
1,800
2,000
2,200
2,400
2,600
2,800
3,000
3,200
3,400
3,600
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Tie
mp
o E
spe
ra (
min
)
Pro
du
ctiv
idad
(TM
/Hr)
Tiempo Lleno + Vacío (min)
1T-Hang
2T-Hang
3T-Hang
4T-Hang
5T-Hang
6T-Hang
7T-Hang
8T-Hang
1 Truck
2 Truck
3Truck4 Truck 5 Truck 6 Truck 7 Truck 8 Truck
• En la simulación, el mejor escenario de
productividad, con menores tiempos de
espera por camiones, sucede cuando se
evita la simultaneidad de minado de
materiales.
• Si minamos mineral a chancadora,
leachpad, stocks y/o a botaderos
simultáneamente, siempre vamos a
generar grandes tiempos de espera por
camiones de palas, porque no tenemos la
cantidad de camiones necesaria para que
todas las palas trabajen con buen factor de
acoplamiento (Match Pala/Camión).
CONCLUSIONES DE LA ESTRATEGIA
CONCLUSIONES GENERALES
Se adecuó el procedimiento de Carguío en
Mina y reevaluación de la ERNF para generar
una operación segura. Además, se tomó
medidas y controles alineados a nuestro
SISTEMA DE GESTION AMBIENTAL.
Los métodos utilizados en este trabajo
permiten una mejor aplicación de la
programación dinámica del sistema de
despacho de camiones.
40

CONCLUSIONES GENERALES
(Mejorando los Procesos)
Una buena disponibilidad nos permitirá mayor
flexibilidad, cumplimientos de planes de
minado y aplicación de los métodos descritos.
El supervisor de campo requiere de
herramientas que le permitan una mejor toma
de decisiones.
41
Finalmente se aplicó herramientas de mejora
continua para mejorar la gestión del sistema.

CONCLUSIONES GENERALES
4.54
4.11
3.69 3.60 3.59 3.59
2.65 2.61
1,364
1,516 1,471 1,518 1,497 1,516
1,724 1,770
-
200
400
600
800
1,000
1,200
1,400
1,600
1,800
2,000
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50
5.00
Ene
-12
Feb
-12
Ma
r-12
Ab
r-12
Ma
y-12
Jun
-12
Jul-
12
Ago
-12
t/hrmin
PC 4000
Hang Time Pala (min) Productividad (t/Hr)
4.07
4.36 4.15
3.53 3.49 3.57
2.49 2.81
1,477 1,391
1,448
1,579 1,593 1,561
1,729 1,576
-
200
400
600
800
1,000
1,200
1,400
1,600
1,800
2,000
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50
5.00
Ene
-12
Feb
-12
Ma
r-12
Ab
r-12
Ma
y-12
Jun
-12
Jul-
12
Ago
-12
t/hrmin
WA 1200
Hang Time Carg. (min) Productividad (t/Hr)

CONCLUSIONES GENERALES
1,107
1,433 1,434 1,468
1,234
1,5311,715
1,8591,364 1,516 1,471 1,518 1,497 1,516
1,724 1,770
400
600
800
1,000
1,200
1,400
1,600
1,800
2,000
500
700
900
1,100
1,300
1,500
1,700
1,900
2,100
Ene-
12
Feb
-12
Mar
-12
Ab
r-12
May
-12
Jun
-12
Jul-
12
Ago
-12
t/hrtons x 1,000
Prod. Pala vs. Movido
movido (kt) Productividad (t/Hr)
1,501
1,247
1,440
1,263
1,568 1,592
1,854
1,544
1,477 1,391
1,448 1,579 1,593 1,561
1,729
1,576
400
600
800
1,000
1,200
1,400
1,600
1,800
600
800
1,000
1,200
1,400
1,600
1,800
2,000
Ene-
12
Feb
-12
Mar
-12
Ab
r-1
2
May
-12
Jun
-12
Jul-
12
Ago
-12
t/hrtons x 1,000
Prod. Cargador vs. Movido
movido (kt) Productividad (t/Hr)

“El verdadero valor consiste en medir el contenido futuro de las decisiones actuales”
GRACIAS!!
44


















