
DIAGNÓSTICO DE LA SITUACIÓN ACTUAL EN BPM (BUENAS...
137
DIAGNÓSTICO DE LA SITUACIÓN ACTUAL EN BPM (BUENAS PRÁCTICAS DE MANUFACTURA) DE LA EMPRESA GRANJA SANTA ANITA NÁPOLES S.A. Y PLANTEAMIENTO DE ACCIONES CORRECTIVAS PARA LAS NO CONFORMIDADES BASADOS EN EL DECRETO 3075 DE 1997. DAVID OBANDO VELASCO GUILLERMO ALBERTO RAMIREZ CARDONA CAMILO ERNESTO SOTO GIL UNIVERSIDAD DE SAN BUENAVENTURA CALI FACULTAD DE INGENIERIA PROGRAMA INGENIERIA AGROINDUSTRIAL CALI 2010
Transcript of DIAGNÓSTICO DE LA SITUACIÓN ACTUAL EN BPM (BUENAS...
DIAGNÓSTICO DE LA SITUACIÓN ACTUAL EN BPM (BUENAS PRÁCTICAS
DE MANUFACTURA) DE LA EMPRESA GRANJA SANTA ANITA NÁPOLES
S.A. Y PLANTEAMIENTO DE ACCIONES CORRECTIVAS PARA LAS NO
CONFORMIDADES BASADOS EN EL DECRETO 3075 DE 1997.
DAVID OBANDO VELASCO
GUILLERMO ALBERTO RAMIREZ CARDONA
CAMILO ERNESTO SOTO GIL
UNIVERSIDAD DE SAN BUENAVENTURA CALI
FACULTAD DE INGENIERIA
PROGRAMA INGENIERIA AGROINDUSTRIAL
CALI
2010
DIAGNÓSTICO DE LA SITUACIÓN ACTUAL EN BPM (BUENAS PRÁCTICAS
DE MANUFACTURA) DE LA EMPRESA GRANJA SANTA ANITA NÁPOLES
S.A. Y PLANTEAMIENTO DE ACCIONES CORRECTIVAS PARA LAS NO
CONFORMIDADES BASADOS EN EL DECRETO 3075 DE 1997.
DAVID OBANDO VELASCO
GUILLERMO ALBERTO RAMIREZ CARDONA
CAMILO ERNESTO SOTO GIL
Proyecto de grado para optar por el titulo de
Ingenieros Agroindustriales
Directora
ING. JULIA MERCEDES SALAZAR VIVAS
UNIVERSIDAD DE SAN BUENAVENTURA CALI
FACULTAD DE INGENIERIA
PROGRAMA INGENIERIA AGROINDUSTRIAL
SANTIAGO DE CALI, NOVIEMBRE DE 2010.
TABLA DE CONTENIDO
págs.
INTRODUCCIÓN…………………………………………………….………………….14
1. ANTECEDENTES DE LA EMPRESA…………………………………………….16
1.1. Reseña Histórica……………..…………………………….……...……………...16
1.2 Productos……………………………………………………………..…………….17
1.3 Mercado Actual…………………………………………………………………….17
1.4 Organización de la Empresa………………………………………….…………..18
1.4.1. Integración……………………………………………………………….……….18
1.4.2. Comercialización………………………………………………………….……..19
1.5. Programa de Limpieza y Desinfección. …………………………………….…..20
2. SITUACION PROBLEMA…………………………………………………………..21
3. JUSTIFICACIÓN……………………………….…………………………………...22
4. OBJETIVOS………………………………………………………………………....24
4.1 Objetivo General……………………………………………………………….……24
4.2 Objetivos Específicos………………………………………………………….……24
5. MARCO TEÓRICO………………………………………………………………...…25
5.1. SISTEMA DE GESTION DE LA CALIDAD………………………………..….…25
5.1.1. Alcance del sistema de gestión de la calidad………………………………....27
5.1.2. Definición de un método de trabajo………………………………………….…27
5.1.3. Ejecución de un método de trabajo………………………………………….…27
5.1.4. Cumplimiento de especificaciones……………………………………………..28
5.1.5. Desarrollo e implantación de un sistema de calidad…………………….…...28
5.1.6. Certificación………………………………………………………………...…….29
5.1.7. Pirámide Documental en Sistemas de Gestión de la Calidad………….…...29
5.1.7.1 Manual de calidad………………………………………………………………30
5.1.7.2. Procedimientos………………………………………………………………...30
5.1.7.3. Instrucciones técnicas……………………………………………………..….30
5.2. Buenas prácticas de manufactura……………………….……………………….31
5.2.1. Definición…………………………………….……………………………………31
5.2.2. Capítulos de buenas prácticas de manufactura………………………………33
5.2.2.1. CAPÍTULO I: Edificación e instalaciones……………………………………33
5.2.2.2. CAPÍTULO II: Equipos y utensilios…………………………………………..33
5.2.2.3. CAPÍTULO III: Personal Manipulador de Alimentos……………………….35
5.2.2.3.1. Capacitación del Personal Manipulador…………………………………..36
5.2.2.4. CAPÍTULO IV: Requisitos higiénicos de fabricación……………………....37
5.2.2.4.1. Recepción…………………………………………………………………….37
5.2.2.4.2. Clasificación………………………………………………………………….38
5.2.2.4.3. Empaque……………………………………………………………………..38
5.2.2.4.4. Almacenamiento…………………………………………………………….39
5.2.2.4.5. Almacenes o depósitos……………………………………………………..39
5.2.2.5. CAPÍTULO V: Aseguramiento y control de la calidad……………………..41
5.2.2.6. CAPÍTULO VI: Saneamiento……………………………………….………...42
5.2.2.6.1. Programa de limpieza y desinfección……………………………………..42
5.2.2.6.2. Control integrado de plagas………………………………………………..43
5.2.2.6.3. Programa de residuos sólidos……………………………………………..43
5.2.2.6.4. Programa de residuos líquidos…………………………………………….44
5.2.2.6.5. Abastecimiento de agua……………………………………………………44
5.2.2.7. CAPÍTULO VII: Almacenamiento, transporte y comercialización……….44
5.2.2.8. CAPÍTULO VIll: Restaurantes y establecimientos de alimentos………..45
5.3 DEFINICIÓN DE PRODUCTOS…………………………………………………..46
5.3.1. Huevo comercial…………………………………………………………….…...46
5.3.2. Yema………………………………………………….…………………………...46
5.3.3. Aves domésticas vivas……………………………………………………..……47
5.3.4. Aviabono…………………………………………………………………………..48
5.4. DIAGRAMAS DE FLUJO……………………………………………………..…...49
5.4.1. Clasificación y empaque……………………………………………………...…49
6. METODOLOGIA………………….…………………………………………………51
6.1. Diagnostico de la situación de la empresa Santa Anita en Buenas Prácticas
de Manufactura BPM……………………………………………………….…………...51
6.2. Análisis y evaluación de los resultados obtenidos a partir del diagnostico del
acta de inspección…………………………………………………….…………………51
6.3. Formular un plan de acción general para fortalecer el sistema de gestión de
BPM; ajustado al decreto 3075/97. …………………………………………………...57
6.4. Diseñar e implementar el procedimiento de Limpieza y Desinfección en la
zona de clasificación y
empaque………………………………………………………………………………….88
8. Conclusiones………………………………………………………………………….89
9. Bibliografía…………………………………………………………………….………91
LISTA DE TABLAS
Tabla 1: Principales productos de la Empresa Granja Avícola Santa Anita –
Nápoles. ………………………………………………….……………………………...17
Tabla 2: Canales de distribución y amplitud de Granja Avícola Santa Anita –
Nápoles S.A. ………………………………………………………..………………..….17
Tabla 3. Resultados acta de visita de inspección sanitaria a fábricas de alimentos-
INVIMA. ………………………………………………………………………………….52
Tabla 4. Porcentaje de cumplimiento para cada capítulo Acta de Visita de
Inspección – INVIMA. …………………………………………………………………..54
LISTA DE FIGURAS
Figura 1: Estructura Organizacional Santa Anita - Nápoles S.A…………………18
Figura 2. Representación Sistema de Gestión de la Calidad. …..………………..25
Figura 3. Ciclo de DEMING – PHVA. ………………………………...……………...29
Figura 4. Representación grafica Pirámide Documental. ………………..………...31
Figura 5. Razas comerciales de gallinas ponedoras………………………………..47
Figura 6. Diagrama clasificación y empaque Santa Anita Nápoles. …...………...49
Figura 7. Grafica Resultados Acta Visita de Inspección – INVIMA. ………….…..53
Figura 8. Grafica de resultados obtenidos a parir del Acta de Visita de Inspección
Sanitaria fabricas de alimentos – INVIMA. ………………………………………….55
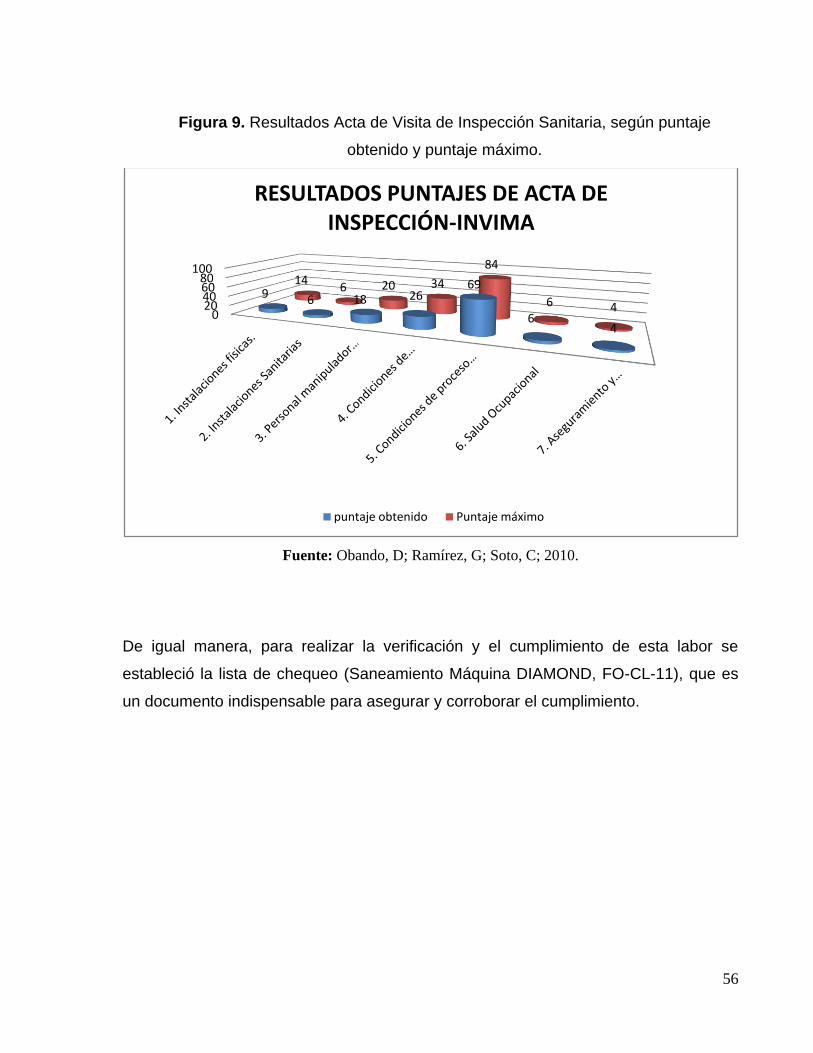
Figura 9. Resultados Acta de Visita de Inspección Sanitaria, según puntaje
obtenido y puntaje máximo. ……………………………………………………………56
Figura 10. Zona de cargue y descargue del producto………………………………58
Figura 11. Recomendación pavimentación zona cargue y descargue……………59
Figura 12. Puerta de acceso al área de despacho-zona de producción………….60
Figura 13. Cortinas plásticas recomendadas…………………………………...……61
Figura 14. Capacitación realizada a los operarios en la zona de clasificación…..62
Figura 15. Señalización actual en el área de clasificación de la planta Santa Anita
Nápoles……………………………………………………………………………..…….64
Figura 16. Señales obligatorias en la industria………………………………………65
Figura 17. Figuras de evacuación y salvamiento……………………………………65
Figura 18. Señales de prohibido para la industria……………………………..…….66
Figura 19. Zona de almacenamiento de yema en Santa Anita Nápoles…….……67
Figura 20. Propuesta para el adecuado apilamiento de recipientes y canastillas.68
Figura 21 22. Banda transportadora actual……………………………….………….69
Figura 23. Banda transportadora ideal para la industria avícola…..………………71
Figura 24. Paredes área clasificación, almacenamiento y empaque…………......72
Figura 25. Paredes ideal para el área de clasificación…………………………...…73
Figura 26. Piso actual del área de clasificación…………………………...…………74
Figura 27. Piso ideal para el área de clasificación…………………………............75
Figura 28. Techo del área de clasificación…….…………………………................77
Figura 29. Techo ideal para el área de clasificación…….………………...............78
Figura 30. Zona de higiene y desinfección…….……………….............................79
Figura 31. Lavamanos no accionado manualmente………………….………….....80
Figura 31. Lavamanos no accionado manualmente………………….………….....80
Figura 32. Lámparas actuales área clasificación……………….…………………...81
Figura 33. Lámparas con protección……………………………......………………..82
Figura 34. Zona de almacenamiento…………………………………………...…….83
Figura 35. Pintura epóxica…………………………………………………………..…84
Figura 36. Estibas utilizadas en Santa Anita Nápoles S.A..………………..………85
Figura 37. Estibas de plástico para almacenamiento sugeridas……………….….86
Figura 38. Temprecord…….…………………………………………………………...87
LISTA DE ANEXOS
ANEXO 1. Lista de chequeo acta de INVIMA………………………………………..93
ANEXO 2. Procedimiento de Limpieza y desinfección en la zona de clasificación y
empaque………………………………………………………………………………..110
ANEXO 3. Formato de limpieza y desinfección en clasificación………………….131
ANEXO 4. Plano del área de clasificación y empaque Granja Avícola Santa Anita
- Nápoles………………………………………………………………………………..134
ANEXO 5. Presupuesto fortalecimiento BPM en Granja Avícola Santa Anita –
Nápoles................................................................................................................135
GLOSARIO
BPM
Principios básicos y prácticas generales de higiene en la recepción, clasificación y
empaque de huevo comercial.
INOCUIDAD
Garantía de que los productos se procesan bajo condiciones higienicas y
sanitarias y no causaran daño al consumidor cuando los preparen o consuman.
MANUAL DE CALIDAD
Documento que especifica el sistema de gestión de la calidad de una
organización.
SISTEMA DE GESTIÓN DE LA CALIDAD
Es aquella parte del sistema de gestión de la organización enfocada en el logro de
resultados, en relación con los objetivos de calidad, para satisfacer las
necesidades, expectativas y requisitos de las partes interesadas, según
correspondan.
HUEVO COMERCIAL
Producto de la ovulación de la gallina (Gallus domesticus) y otras especies de
aves que sean aceptadas para consumo humano. Diferente a huevo de
incubación.
MANIPULADOR DE ALIMENTOS
Toda persona que intervienen directamente, y aunque sea en forma ocasional, en
las actividades de recepción, clasificación, empaque y almacenamiento comercial.
DESINFECCIÓN
Tratamiento físico y químico aplicado a las superficies limpias en contacto con el
alimento, con el fin de destruir las células vegetativas de los microorganismos que
pueden afectar riesgos para la salud pública, y reducir sustancialmente el numero
de otros microorganismos indeseables, sin que dicho tratamiento afecte
adversamente la calidad e inocuidad de los alimento.
TRAZABILIDAD
Capacidad para seguir la historia, la aplicación o la localización de todo aquello
que está bajo consideración.
CONTAMINACIÓN
Contaminación se define como la presencia en el ambiente de cualquier agente
químico, físico o biológico o de una combinación de varios agentes, en lugares,
formas y concentraciones tales que sean o puedan ser nocivos para la salud,
seguridad o bienestar de la población, o perjudiciales para la vida animal o
vegetal, o impidan el uso o goce de las propiedades y lugares de recreación.
DISEÑO SANITARIO
Conjunto de características que deben reunir las edificaciones, equipos, utensilios
e instalaciones de los establecimientos dedicados a la recepción, clasificación y
empaque de huevo comercial, con el fin de evitar riesgos en la calidad e inocuidad
del producto.
EQUIPO
Conjunto de maquinaria, utensilios, recipientes, tuberías y demás accesorios que
se empleen en la recolección, clasificación, empaque y almacenamiento de huevo
comercial.
ALTA DIRECCIÓN
Persona o grupo de personas que dirigen y controlan al mas alto nivel de una
organización.
REGISTROS DE PRODUCCIÓN (recepción, clasificación, empaque y
almacenamiento de huevo comercial).
Todos los documentos generados y conservados, por un periodo no menor a dos
meses de un proceso de producción o cualquier actividad que requiere control y
sustentan la historia del producto y su trazabilidad.
PROGRAMA DOCUMENTADO
Programa documentado establecido e implementado que soporta las diferentes
actividades de las Buenas prácticas de manufactura y se controla por medio de
registros.
ACCIÓN CORRECTIVA
Acción tomada para eliminar la causa de una no conformidad detectada u otra
situación indeseable.
ACCIÓN PREVENTIVA
Acción tomada para eliminar la causa de una no conformidad potencial u otra
situación potencialmente indeseable.
PROCEDIMIENTO
Forma especificada para llevar a cabo una actividad o un proceso
INSTRUCTIVO
Forma especificada para llevar a cabo una tarea, documentadas para ser
revisadas cuando se requieren.
DEDICATORIA
A Dios,
A mis padres, Francisco Obando Valbuena y Ana Ruth Velasco.
A mi hermana; Judith Obando Velasco por su colaboración y apoyo durante todo
el proceso Académico.
Agradezco a todos los compañeros y docentes que con sus conocimientos y
actitudes brindaron las bases en mi formación como profesional integral,
implantando en mí el gusto y aprecio por esta prestigiosa carrera.
David Obando Velasco.
A Dios toda la gloria,
A las personas que conforman mi hogar por la compañía y apoyo incondicional en
este largo proceso, padres Guillermo A. Ramírez y Marion Cardona, y hermana
Diana Marcela Ramírez C.
Dedicado a mis abuelos maternos y paternos, por inculcar desde mis primeros
años de vida, los valores con los que cuento hoy en día.
A mi tío Jhonny Cardona por su interés en esta etapa de mi vida.
Gracias a mis compañeros, profesores y amigos.
Guillermo A. Ramírez Cardona.
A Dios,
A mi hijo Santiago Soto, principal motivación en mi vida.
A mis padres Rosa Maritza Gil y Henry Arbeláez por su participación, apoyo
directo y confianza en este proceso.
A mis hermanas Laura y Valentina por su compañía y consejos, que fueron de
gran ayuda.
A mis abuelos, tíos y demás familiares que de alguna u otra forma aportaron para
culminar esta etapa de mi vida
Camilo Soto Gil
AGRADECIMIENTOS
Ingenieros LUIS FERNANDO MEJÍA, y FERNANDO ANTONIO CUERVO, por
contribuir a través de sus amplios conocimientos en nuestra formación profesional.
Generar sentido de pertenencia y despertar en nosotros pasión por la
Agroindustria.
Ingeniero Agroindustrial OLAF UPEGUI GÓMEZ y Microbiólogo Ms.C. RAÚL
ALBERTO CUERVO MULET, por el compromiso con el Programa Ingeniería
Agroindustrial.
Profesor ERNESTO BARNEY por crear conciencia social en nuestro perfil
profesional.
Ingeniera Agroindustrial JULIA MERCEDES SALAZAR VIVAS, por su dedicación,
compromiso, y apoyo para el desarrollo de este trabajo.
Ingeniera química LUZ MARINA MEDINA VELEZ, por sus contribución en los
temas relacionados con la calidad e inocuidad de alimentos.
GRANJA AVÍCOLA SANTA ANITA NÁPOLES por abrirnos las puertas de sus
instalaciones y permitir trabajar en conjunto con esta prestigiosa compañía.
Universidad San Buenaventura – Cali.
14
INTRODUCCIÓN
Dado que la seguridad alimentaria se ha convertido en una prioridad para las
empresas y los consumidores, los alimentos puestos en el mercado hoy exigen los
más altos estándares de calidad e inocuidad, de tal forma que no se ponga en
riesgo la salud de las personas. Unas buenas prácticas de higiene en la
elaboración, empaque, transporte y distribución de alimentos permiten alcanzar las
condiciones de seguridad necesarias para que el producto pueda calificarse como
apto para consumir; además brindan oportunidad a las empresas de alimentos
para acceder a mercados especializados y plazas extranjeras, con productos que
garantizan la salud del consumidor (inocuos).
La salud y la prosperidad de una nación son gobernadas por la calidad de los
alimentos que el país produce o importa. De igual forma, cualquier empresa que
pretenda ser competitiva en los mercados globalizados de la actualidad, deberá
tener una política de calidad estructurada a partir de la aplicación de los sistemas
de gestión de calidad como lo son (BPM, BPA, HACCP, ISO).
El presente trabajo tiene como principal objetivo evaluar la situación actual en
BPM de la empresa SANTA ANITA NAPOLES S.A, contemplando las
disposiciones legales contenidas en el Decreto 3075/97, las cuales trazan las
directrices que toda industria productora de alimentos debe seguir para lograr que
las diversas operaciones de fabricación, se ejecuten bajo condiciones de sanidad.
SANTA ANITA NÁPOLES S.A, fruto de la unión de la Granja Santa Anita y
Avícola Nápoles en abril de 2008, es una empresa dedicada a la producción y
comercialización de huevo en diferentes presentaciones, de esta manera ha
logrado importantes avances en la integración de sus procesos productivos,
involucrando diferentes sectores que hacen parte de la cadena alimentaria en
torno a la producción del huevo comercial. La empresa comercializa sus productos
a través de sus diferentes canales de distribución en las principales ciudades y
demás municipios del territorio nacional.
15
Actualmente SANTA ANITA NÁPOLES S.A, Cuenta con certificación ISO
9001:2008, crecimiento en la capacidad de producción, y gran reconocimiento,
ubicándose entre las principales compañías productoras de huevo en el país, sin
embargo y a pesar de todo el potencial con el que cuenta, la compañía se ha vista
limitada al mercado nacional, esto se debe en gran medida a la presencia de no
conformidades en su sistema de gestión de la INOCUIDAD correspondiente al
decreto 3075/1997 – BPM. Requisito indispensable para favorecer el comercio
internacional de alimentos.
En la empresa Granja santa Anita Nápoles, las operaciones de clasificación,
empaque y almacenamiento se encuentran de manera secuencial, ubicadas en la
misma área construida. El diagnostico realizado en la empresa, revelo las diversas
no conformidades relacionadas con la higiene locativa que se presentan en dicha
zona; a pesar de contar con un Programa de Limpieza y desinfección establecido.
Esta sección de la empresa es de vital importancia para garantizar la inocuidad del
producto final.
En vista de esta situación para la empresa surgió la necesidad de establecer un
procedimiento de Limpieza y desinfección en el área de clasificación adecuada, y
para nosotros la oportunidad diseñarlo para la correcta interpretación del programa
vigente.
Posteriormente se plantearon las acciones correctivas generales que abarcan las
demás areas de la empresa, donde se presentan recomendaciones ajustadas al
decreto 3075/1997.
16
1. ANTECEDENTES DE LA EMPRESA.
1.1 Reseña histórica Santa Anita Nápoles S.A.
Santa Anita Nápoles, es el fruto de la unión de dos empresas: Granja Santa
Anita y Avícola Nápoles, la primera nació el 8 de Diciembre de 1957 en Pradera,
con el esfuerzo de 2 familias, como una sociedad dedicada a la explotación
porcina y en 1972, se inicia en avicultura. Debido a su crecimiento y buscando
diversificación, el 25 de Marzo de 1962 se protocoliza como una sociedad Ltda.
Posteriormente El 30 de diciembre de 1985 de transforma en sociedad Comandita
por acciones. La empresa se dedica a todas las actividades avícolas: huevos,
gallinaza, y aviabono. Y a partir de Octubre de 2004, cambia la razón social y se
denomina Granja Santa Anita S.A.
Avícola Nápoles, empresa también familiar, nació en el año de 1961
incursionando en el negocio de huevo comercial. En la década del 90 la avícola
amplio su cobertura a pollo de engorde.
Finalmente, en Abril de 2008, se unen para formar la empresa SANTA ANITA
NAPOLES S.A para la producción y comercialización de huevo; actualmente se
caracteriza por ser una de las más importantes empresas agroindustriales de
Colombia dedicada a la producción de huevo para el consumo humano y única en
Colombia para este sector en poseer la certificación ISO 9001:2000 a su sistema
de gestión de Calidad
17
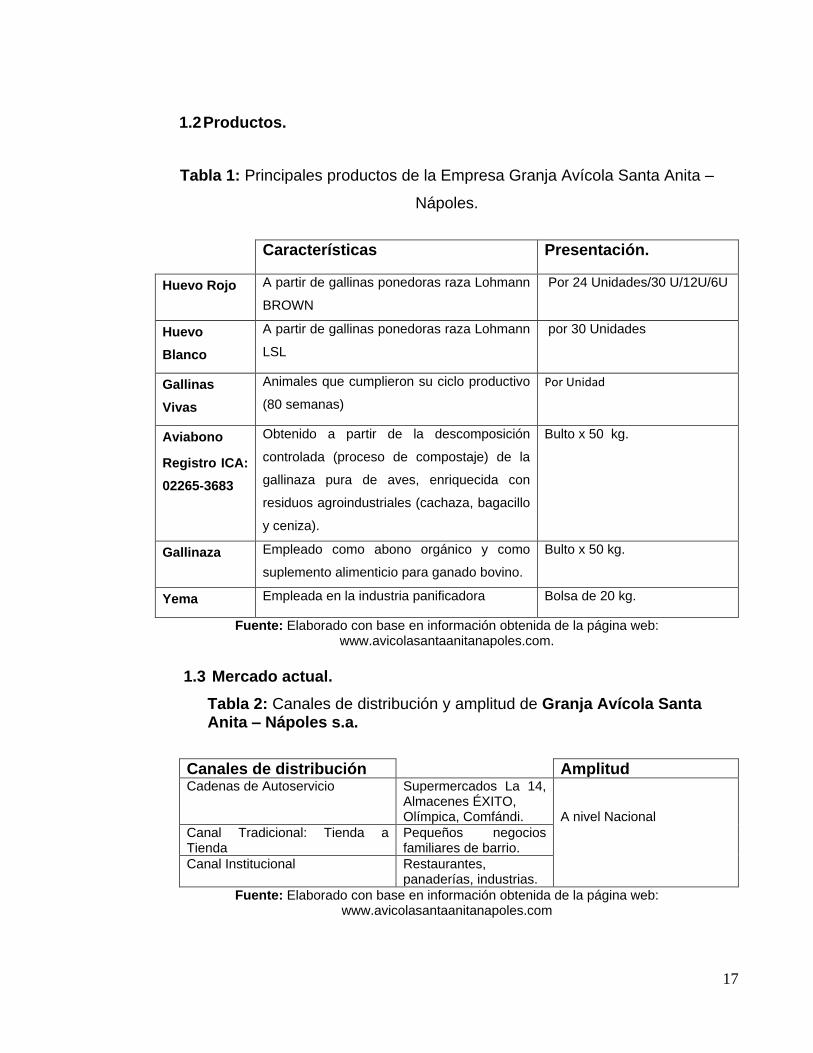
1.2 Productos.
Tabla 1: Principales productos de la Empresa Granja Avícola Santa Anita –
Nápoles.
Características Presentación.
Huevo Rojo A partir de gallinas ponedoras raza Lohmann
BROWN
Por 24 Unidades/30 U/12U/6U
Huevo
Blanco
A partir de gallinas ponedoras raza Lohmann
LSL
por 30 Unidades
Gallinas
Vivas
Animales que cumplieron su ciclo productivo
(80 semanas)
Por Unidad
Aviabono
Registro ICA:
02265-3683
Obtenido a partir de la descomposición
controlada (proceso de compostaje) de la
gallinaza pura de aves, enriquecida con
residuos agroindustriales (cachaza, bagacillo
y ceniza).
Bulto x 50 kg.
Gallinaza Empleado como abono orgánico y como
suplemento alimenticio para ganado bovino.
Bulto x 50 kg.
Yema Empleada en la industria panificadora Bolsa de 20 kg.
Fuente: Elaborado con base en información obtenida de la página web: www.avicolasantaanitanapoles.com.
1.3 Mercado actual.
Tabla 2: Canales de distribución y amplitud de Granja Avícola Santa Anita – Nápoles s.a.
Canales de distribución Amplitud Cadenas de Autoservicio Supermercados La 14,
Almacenes ÉXITO, Olímpica, Comfándi.
A nivel Nacional
Canal Tradicional: Tienda a Tienda
Pequeños negocios familiares de barrio.
Canal Institucional Restaurantes, panaderías, industrias.
Fuente: Elaborado con base en información obtenida de la página web: www.avicolasantaanitanapoles.com
18
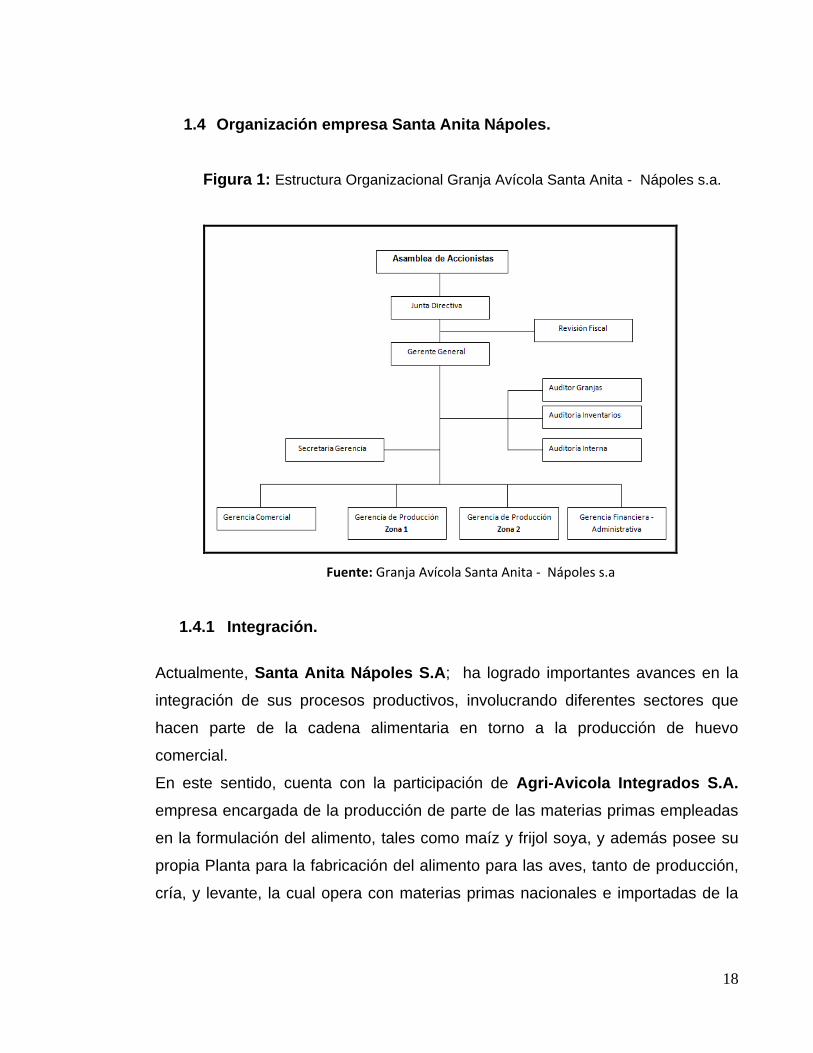
1.4 Organización empresa Santa Anita Nápoles.
Figura 1: Estructura Organizacional Granja Avícola Santa Anita - Nápoles s.a.
Fuente: Granja Avícola Santa Anita - Nápoles s.a
1.4.1 Integración.
Actualmente, Santa Anita Nápoles S.A; ha logrado importantes avances en la
integración de sus procesos productivos, involucrando diferentes sectores que
hacen parte de la cadena alimentaria en torno a la producción de huevo
comercial.
En este sentido, cuenta con la participación de Agri-Avicola Integrados S.A.
empresa encargada de la producción de parte de las materias primas empleadas
en la formulación del alimento, tales como maíz y frijol soya, y además posee su
propia Planta para la fabricación del alimento para las aves, tanto de producción,
cría, y levante, la cual opera con materias primas nacionales e importadas de la
19
más alta calidad que cumplen con los altos estándares internacionales, a través
de una alianza estratégica con Proinsa, empresa colombiana del grupo Solla,
especializada en manejo de materias primas para fabricación de concentrados y
balanceados para animales.
La Planta de alimentos produce alrededor de 2.000 toneladas mensuales para
autoconsumo de sus aves, y tiene una capacidad instalada para producir unas
5,000 toneladas mensuales con fórmulas balanceadas, naturales y nutritivas,
monitoreando permanentemente los procesos a través de equipos de control
semiautomatizados.
Por otro lado, Santa Anita Nápoles S.A. es accionista de la Productora
Nacional Avícola, Pronavícola S.A., empresa dedicada a la incubación de
pollitos de engorde y pollitas Lohmann LSL y Brown, contando en la actualidad
con una participación de más del 32% del mercado nacional y teniendo como
clientes a las más prestigiosas empresas avícolas de Colombia. Además tiene
como respaldo un contrato de exclusividad con la empresa Lohmann , propietaria
de las más prestigiosas razas de gallinas ponedoras en el mundo y una de las
más avanzadas en investigación genética en Europa.(1)
1.4.2 Comercialización.
El proceso de comercialización de los productos de Granja Santa Anita comienza
en las instalaciones de la planta principal donde se realiza el proceso de
clasificación.
Todos los huevos producidos en Granja Santa Anita son marcados, utilizando el
sistema 'ink-jet', con maquinas que marcan cada huevo en su cáscara sin entrar
en contacto con el producto. Desde esta bodega se hace el despacho a los
clientes mayoristas en las diferentes ciudades de Colombia, al Consorcio
Nápoles-Santa Anita-Avinal en las ciudades de Bogotá, Manizales, Pereira,
Ibagué y Girardot, y a la Bodega de Distribución en la ciudad de Cali.
En estos sitios se realiza la logística de los despachos del huevo a los diferentes
20
canales de distribución, entre los cuales, los más importantes son las principales
cadenas de autoservicios, el canal tradicional de tiendas (pequeños negocios
familiares de barrio) y el canal institucional (restaurantes, panaderías, industrias,
etc.).
Granja Santa Anita ha realizado una inversión tecnológica que le permite llegar
más cerca del consumidor final, en cadenas de supermercados, restaurantes,
panaderías y por supuesto en las tiendas de barrio, con una flota propia de
transporte muy moderna y con la automatización de toda su fuerza de ventas con
dispositivos tipo palm, software de ruteo y mapas digitales, proveídos por la
empresa Servinformación.
La empresa cuenta con Registro de Exportador, aprobado por el MINCOMEX
(Ministerio de Comercio Exterior), para llegar con sus productos a cualquier
mercado fuera de Colombia. (1)
1.5. Programa de limpieza y desinfección Santa Anita Nápoles S.A.
La empresa Santa Anita Nápoles S.A. cuenta con su Programa de Limpieza y
desinfección, a través del cual define claramente las exigencias básicas: la
justificación, el objeto, alcance, recursos y demás requisitos indispensables para
su cumplimiento. Cabe destacar que el programa brinda al personal encargado de
realizar estas actividades los conocimientos básicos para abordar esta labor. Sin
embrago se encontró que la empresa No posee un soporte escrito
(Procedimiento) para guiar y describir el desarrollo de esta tarea paso a paso, los
materiales a emplear, el personal encargado para las diferentes actividades, etc,
para cumplir satisfactoriamente esta etapa.
21
2. SITUACION PROBLEMA
La granja avícola Santa Anita Nápoles s.a. actualmente cuenta con más de trece
granjas ubicadas en el sector del valle del cauca1, con las cuales produce
diariamente más de un millón de huevos2 que solo se comercializan en las
diferentes regiones del País, desaprovechando su potencial productivo y el
reconocimiento de su marca para acceder a los mercados internacionales y
ampliar su volumen de ventas.
A pesar de que la empresa cuenta con un sistema de gestión de la calidad basado
en la norma ISO 9001:2008, se observaron las diferentes no conformidades
presentes en la compañía utilizando como herramienta de diagnostico el Acta de
Visita de Inspección Sanitaria a Fabricas de Alimentos - INVIMA, determinando
por medio de análisis estadísticos que gran parte del porcentaje de no
cumplimiento se presentaba en los capítulos cuatro (4) y cinco (5) del acta;
concernientes a las condiciones de saneamiento y las condiciones de proceso y
fabricación respectivamente. Esta observación, se considero de vital importancia
al tener en cuenta que en la empresa Granja santa Anita Nápoles, las operaciones
de clasificación, empaque y almacenamiento se encuentran de manera
secuencial, ubicadas en la misma área construida. Por esta razón surgió el interés
de verificar los documentos (programas, procedimientos e instructivos) empleados
en esta área. Evidenciando que la principal causa de estas falencias era la
ausencia de un procedimiento que describiera la labor de limpieza y desinfección
para esta área.
1 Granjas productoras Granja Avícola Santa Anita – Nápoles: Remansos, Santa Ana, Kilimanjaro,
Martinica, Monterrey, Judea, Belleza, Tatiana, Taurino, Avicali, Suerte 30, Samaritana, Trebol. 2 Según Documento: Distribución por tipos Granja Pradera – Granja Avícola Santa Anita – Nápoles 2010.
22
3. JUSTIFICACIÓN
La inocuidad y la calidad de los alimentos tienen gran relevancia en el comercio
internacional, ya que los productos que no reúnen estos requisitos son objeto de
rechazos con perjuicio para las economías nacionales; de especial importancia en
nuestro país, cuyo ingreso en divisas depende en gran medida de la exportación
de productos alimenticios básicos como lo son los diferentes productos avícolas
(entre estos el huevo) (2)
La empresa productora y comercializadora de huevos Granja Avícola Santa
Anita Nápoles s.a., distribuye restringidamente sus productos al mercado
nacional por razones implicadas con el no cumplimiento de requisitos
indispensables para acceder a los mercados de otros países (Decreto 3075/1997–
BPM), incidiendo negativamente en la compañía, ya que desaprovecha su
potencial productivo y el reconocimiento de su marca para ampliar su mercado.
Ante esta situación es de vital importancia considerar la oportunidad para Santa
Anita Nápoles s.a. de incrementar el volumen de ventas, generar mayores
ingresos y consolidar su competitividad; al incursionar en mercados
internacionales. Esto solo es posible, ofreciendo productos que por lo menos
cumplan con los requisitos establecidos de acuerdo al Decreto 3075/1997.
En este contexto, como aspirantes al título de Ingeniería Agroindustrial, resulta
interesante y oportuno trabajar conjuntamente con la empresa Granja Avícola
Santa Anita – Nápoles s.a, en torno al fortalecimiento de su Sistema de Gestión
de la inocuidad BPM, herramienta básica para obtener comercio internacional y
asegurar la inocuidad de un producto tan preciado en la canasta familiar.
Empleando el Documento: “Acta de Visita de Inspección Sanitaria a fabricas de
alimentos – INVIMA. se constato la alta incidencia de no conformidades en los
23
aspectos relacionados al numeral (5.2) del Acta de inspección, correspondiente a
la Higiene Locativa de la sala de procesos, A partir de estas observaciones se
estableció la importancia de diseñar el procedimiento Limpieza y Desinfección
para el área de clasificación en la Granja Avícola Santa Anita – Nápoles.
24
4. OBJETIVOS
4.1. Objetivo General.
Plantear las acciones correctivas para las no conformidades a través de la evaluación de la situación actual en BPM de la empresa Granja Santa Anita Nápoles s.a. 4.2. Objetivos Específicos.
Realizar un Diagnostico en la empresa Granja Avícola Santa Anita –
Nápoles s.a; de acuerdo al Acta de inspección Sanitaria a Fábrica de
Alimentos – INVIMA.
Evaluar y analizar los resultados del diagnostico del acta de inspección
Plantear las acciones correctivas para fortalecer el sistema de gestión de
BPM; ajustado al Decreto 3075/1997.
Diseñar e implementar el procedimiento de Limpieza y desinfección en la zona de clasificación y empaque.
25
5. MARCO TEÓRICO
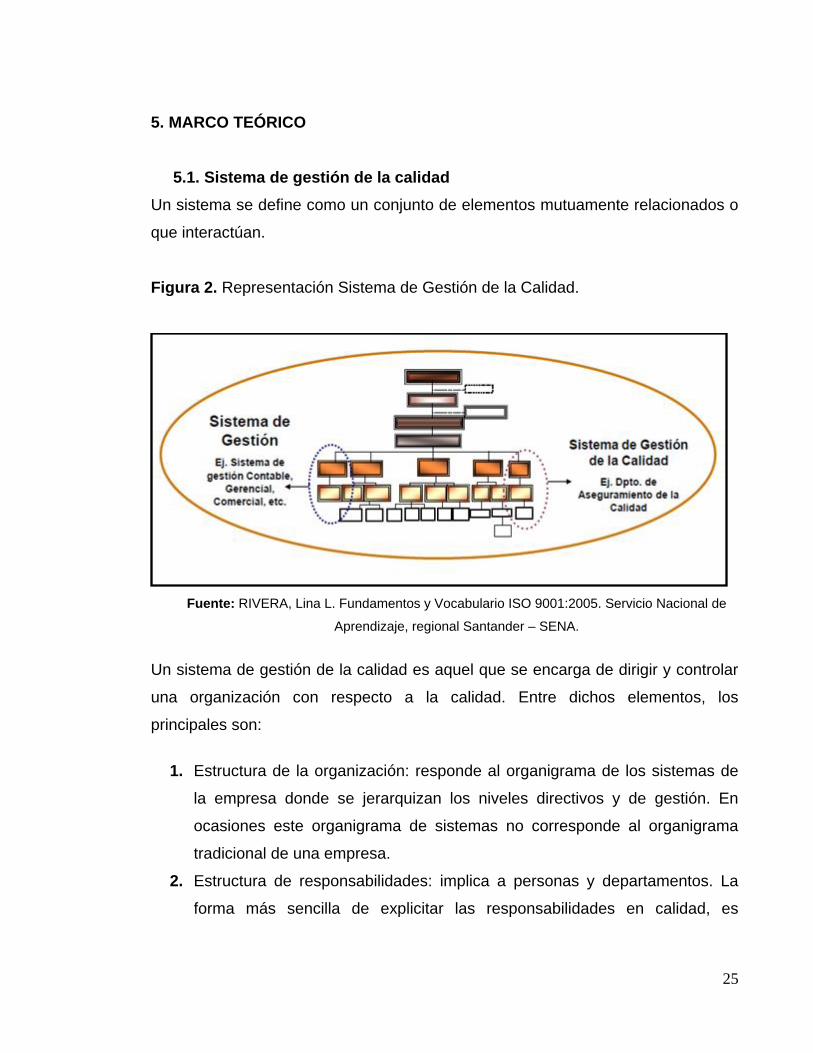
5.1. Sistema de gestión de la calidad
Un sistema se define como un conjunto de elementos mutuamente relacionados o
que interactúan.
Figura 2. Representación Sistema de Gestión de la Calidad.
Fuente: RIVERA, Lina L. Fundamentos y Vocabulario ISO 9001:2005. Servicio Nacional de
Aprendizaje, regional Santander – SENA.
Un sistema de gestión de la calidad es aquel que se encarga de dirigir y controlar
una organización con respecto a la calidad. Entre dichos elementos, los
principales son:
1. Estructura de la organización: responde al organigrama de los sistemas de
la empresa donde se jerarquizan los niveles directivos y de gestión. En
ocasiones este organigrama de sistemas no corresponde al organigrama
tradicional de una empresa.
2. Estructura de responsabilidades: implica a personas y departamentos. La
forma más sencilla de explicitar las responsabilidades en calidad, es
26
mediante un cuadro de doble entrada, donde mediante un eje se sitúan los
diferentes departamentos y en el otro, las diversas funciones de la calidad.
3. Procedimientos: responden al plan permanente de pautas detalladas para
controlar las acciones de la organización.
4. Procesos: responden a la sucesión completa de operaciones dirigidos a la
consecución de un objetivo específico.
5. Recursos: no solamente económicos, sino humanos, técnicos y de otro tipo,
deben estar definidos de forma estable y circunstancial.
Estos cinco apartados no siempre están definidos ni son claros en una empresa.
INCLUYE:
Establecimiento de la política de la calidad
Establecimiento de los objetivos de calidad
La planificación de la calidad
El control de la calidad
El aseguramiento de la calidad
La mejora de la calidad
Este sistema de gestión de la calidad consiste en la definición de un método
(Planear, organizar, dirigir, controlar y mejorar continuamente los procesos) de
trabajo que asegure que los productos y/o servicios prestados cumplan con las
especificaciones previamente establecidas y pactadas en función de las
necesidades del cliente.
Un sistema de calidad estipula requisitos a las tareas, actividades y procesos que
se realizan en la empresa; y documenta y controla la eficacia en la realización de
las mismas.
El objetivo de un sistema de control de la calidad, es satisfacer las necesidades
internas de la gestión de la organización, es decir va más allá de satisfacer los
requisitos que impone el cliente. (3)
27
5.1.1 Alcance del sistema de gestión de la calidad
El sistema de calidad debe abarcar todas las actividades que se realizan en la
empresa y que puedan afectar (directa o indirectamente) a la calidad del
producto/servicio que suministra.
Estas actividades abarcan desde las actividades de compra (selección y
evaluación de proveedores), control de diseño, control de la documentación,
identificación de los productos, control de los procesos, inspección de los
productos; hasta el tratamiento de productos no conformes, evaluación de la
satisfacción del cliente, almacenamiento de productos y formación y evaluación
del personal.
Un sistema de Calidad ayuda a evitar problemas en la ejecución de estas
actividades, ya que la filtración de errores a través de las actividades de la
empresa puede ocasionar importantes pérdidas. El costo de corregir un error entre
proveedor y cliente antes de firmar el contrato, es mucho menor que si el error se
detecta en la entrega al cliente del producto/servicio terminado. El espíritu de los
Sistemas de Calidad es prevenir errores para evitar estas filtraciones y pérdidas
económicas.(3)
5.1.2. Definición de un método de trabajo
Este método se define y posteriormente se tiene que reflejar en la redacción de los
procedimientos, a través de los documentos que sustentan el sistema de calidad,
siendo posiblemente el trabajo más arduo de esta fase.(3)
5.1.3. Ejecución de un método de trabajo
Una vez definido el método de trabajo en los procedimientos del Sistema de
Calidad éste deberá asegurar que se cumplan los requisitos que en dichos
procedimientos se han determinado.
28
5.1.4. Cumplimiento de especificaciones
En el sector servicio suele ser un poco más difícil al ser los requisitos intangibles,
debiendo asegurarse que las especificaciones son realmente las que pide el
cliente. Una vez se tenga constancia escrita se verifica el servicio prestado y se
comprobará si se cumple con ellas, debiendo cambiarse el método de trabajo en
caso contrario. (3)
5.1.5. Desarrollo e implantación de un sistema de calidad
El procedimiento para implantar un sistema de calidad depende de muchos
factores:
Tamaño de la empresa
Número de empleados
Exigencias del mercado y de la alta dirección
El tipo de actividad
Disponibilidad de recursos.
El proceso de implantación se llevará a cabo siguiendo el ciclo de DEMING, PDCA
ó también llamado PHVA.
Planificar (PLAN)
Ejecutar (DO)
Controlar (CHECK)
Actuar (ACT)
29
Figura 3. Ciclo de DEMING – PHVA.
Fuente: RIVERA, Lina L. Fundamentos y Vocabulario ISO 9001:2005. Servicio Nacional de
Aprendizaje, regional Santander – SENA.
5.1.6. Certificación
Existen una pluralidad de estándares de gestión de la calidad normalizados, es
decir, definidos por un organismo normalizador, como ISO, DIN o EN, etc. que
permiten que una empresa con un sistema de gestión de la calidad pueda validar
su efectividad mediante una auditoría de una organización o ente externo. Una de
las normas más conocidas para gestionar la calidad, es la norma ISO 9001 (última
revisión ISO 9001:2008).También existen normas específicas para determinados
sectores o actividades, por ejemplo la norma ISO/IEC 17025:2005 que aplica para
el diseño de un sistema de gestión de la calidad en Laboratorios. En ocasiones,
dependiendo del tipo de empresa y de la complejidad de su sistema de gestión, se
utiliza un sistema integrado para la gestión de la calidad, el medio ambiente
(según norma ISO 14001) y la seguridad, (según norma OHSAS 18000). (3)
5.1.7. Pirámide Documental en los Sistemas de Gestión de la Calidad.
La pirámide documental es el soporte físico sobre el que se asienta el sistema de
gestión de la calidad, consta de: Manual de Calidad, Procedimientos, Instrucciones
técnicas.
30
5.1.7.1. Manual de Calidad
Se encuentran entre otras cosas: La presentación (historia) y descripción de la
empresa (localización, personal, organigrama, etc.), la misión y visión, las líneas
generales que se plantea como estrategia sobre la que definir objetivos, en
definitiva, todo aquello que constituye la política de calidad de la empresa; también
se incluye un breve resumen de los procedimientos de Calidad. El Manual de
Calidad debe ser un documento de presentación de la empresa, que se enseña a
los clientes. Debe tener un imagen cuidada. (4)
5.1.7.2. Procedimientos
Resumidos en el Manual de Calidad en forma de "imagen hacia el cliente" y no
redactados de forma técnica, son considerados individualmente en este nivel de
documentación. Ahora sí deben redactarse de forma correcta, de manera que
incluyan todos los aspectos que indica la norma para cada uno de ellos y que
representes, al fin y al cabo, exactamente como se hacen las cosas en la
empresa: desde cómo se gestionan las quejas y reclamaciones, como se evalúan
los proveedores, como se transforma el producto o el servicio que realiza la
empresa, hasta como se detectan y corrigen errores.
La norma detalla cada uno de los procedimientos que se deben incluir en el
Sistema de Calidad de una empresa pero no nos dirá que debe contener cada uno
de ellos para cada caso particular, eso debe decirlo la propia empresa que está
implantando su Sistema de Gestión de la Calidad. (4)
5.1.7.3. Instrucciones Técnicas
El nivel más bajo en la pirámide documental, constituye la información técnica
sobre la que se basan algunos de los procedimientos de la empresa. Aquí están
incluidos todos los Registros del Sistema de Calidad (formularios de
reclamaciones, de compras internas o externas, de resultados de métodos
preventivos de corrección de errores, etc.), así como las instrucciones necesarias
para el funcionamiento de una determinada máquina, la normativa externa (de
cualquier tipo) que debe cumplir la empresa, etc. Deben redactarse (en el caso de
manuales de funcionamiento de máquinas o de metodologías a seguir) de forma
31
que cualquier experto en el tema pueda realizar la tarea sin necesidad de
consultar ninguna otra fuente que no sea la propia instrucción técnica. (4)
Figura 4. Representación grafica Pirámide Documental
Fuente: Normativa. Pirámide documental. Según Normas ISO (International Standard Organization) 9000
5.2. Buenas prácticas de manufactura
5.2.1. Definición
Son disposiciones de obligatorio cumplimiento y están reglamentados por el
Decreto 3075 de 1997 del Ministerio de Salud. Para todas las actividades que
puedan generar factores de riesgo por el consumo de alimentos. El no
cumplimiento de las BPM puede ocasionar el cierre temporal o total del
establecimiento, suspensión parcial o total de trabajos, decomiso de objetos y
productos, la destrucción o desnaturalización de artículos o productos, si es el
caso, y la congelación o suspensión temporal de la venta o empleo de productos
y objetos, mientras se toma una decisión al respecto.
Se definen como los principios básicos y prácticas generales de higiene en la
manipulación, preparación, elaboración, envasado, almacenamiento, transporte y
32
distribución de alimentos para consumo humano, con el objeto de garantizar que
los productos se fabriquen en condiciones sanitarias adecuadas y se disminuyan
los riesgos inherentes a la producción. (5)
Son útiles para el diseño y funcionamiento de los establecimientos, y para
el desarrollo de procesos y productos relacionados con la alimentación.
Contribuyen al aseguramiento de una producción de alimentos seguros,
saludables e inocuos para el consumo humano.
Son indispensable para la aplicación del Sistema HACCP (Análisis de
Peligros y Puntos Críticos de Control), de un programa de Gestión de
Calidad Total (TQM) o de un Sistema de Calidad como ISO 9000.
Se asocian con el Control a través de inspecciones del establecimiento.
Fuente: ICONTEC 2010
33
5.2.2. CAPÍTULOS DE BUENAS PRÁCTICAS DE MANUFACTURA
5.2.2.1. CAPÍTULO I: edificación e instalaciones
El establecimiento destinado a las actividades de recepción, clasificación,
empaque y almacenamiento de huevo comercial no tiene que estar ubicado en
zonas que se inunden, que contengan olores objetables, humo, polvo, gases, luz y
radiación que pueden afectar la calidad del producto que elaboran.
Las vías de tránsito interno deben tener una superficie pavimentada para permitir
la circulación de camiones, transportes internos y contenedores.
En los edificios e instalaciones, las estructuras deben ser sólidas y sanitariamente
adecuadas, y el material no debe transmitir sustancias indeseables. Las aberturas
deben impedir las entradas de animales domésticos, insectos, roedores, moscas y
contaminantes del medio ambiente como humo, polvo, vapor.
Asimismo, deben existir tabiques o separaciones para impedir la contaminación
cruzada. El espacio debe ser amplio y los empleados deben tener presente que
operación se realiza en cada sección, para impedir la contaminación cruzada.
Además, debe tener un diseño que permita realizar eficazmente las operaciones
de limpieza y desinfección.
El agua utilizada debe ser potable, ser provista a presión adecuada y a la
temperatura necesaria. Asimismo, tiene que existir un desagüe adecuado.
La pauta principal consiste en garantizar que las operaciones se realicen
higiénicamente desde la llegada de la materia prima hasta obtener el producto
terminado. (5)
5.2.2.2. CAPÍTULO II: equipos y utensilios
Los equipos y los utensilios para la manipulación de alimentos deben ser de un
material que no transmita sustancias tóxicas, olores ni sabores como por ejemplo
34
de acero inoxidable, resistente al uso y la corrosión y deben estar construidos de
tal manera que permitan eliminar fácilmente los residuos generados por la rotura
de los huevos. Las superficies de trabajo como las mesas deben ser de superficie
lisa, no deben tener hoyos, ni grietas. No está permitido el uso de madera en estos
establecimientos y, especialmente, en las superficies que entran en contacto
directo con el huevo, o en utensilios (mangos de cuchillos, mesas para clasificar,
etc.)
Por el riesgo de rotura, no se permite el uso de frascos, utensilios o recipientes de
vidrio en cualquiera de las etapas del proceso.
Los recipientes utilizados para materiales no comestibles (basuras) y desechos
deben ser a prueba de fugas, debidamente identificados, construidos de metal u
otro material impermeable, de fácil limpieza, con tapa, y, cuando se requiera,
estarán provistos de tapa hermética. Estos recipientes no deben utilizarse para
almacenar materiales o productos comestibles.
Las tuberías, bandas transportadoras y otras superficies o equipos utilizados para
el desplazamiento del huevo, en las etapas de recepción y clasificación, deben ser
de materiales resistentes, inertes, no porosos, impermeables y fácilmente
desmontables para su limpieza y mantenimiento. Las tuberías y accesorios fijos
deberán también facilitar su mantenimiento, limpieza y desinfección.
La distancia entre los equipos y las paredes perimetrales, columnas y otros
elementos del establecimiento debe ser tal que les permita funcionar
adecuadamente y facilite el acceso para la inspección, mantenimiento, limpieza y
desinfección.
Para la limpieza y la desinfección es necesario utilizar productos que no tengan
olor ya que pueden producir contaminaciones además de enmascarar otros olores.
Para organizar estas tareas, es recomendable aplicar los POES (Procedimientos
Operativos Estandarizados de Saneamiento) que describen qué, cómo, cuándo
y dónde limpiar y desinfectar, así como los registros y advertencias que deben
llevarse a cabo.
35
Las sustancias tóxicas (plaguicidas, solventes u otras sustancias que pueden
representar un riesgo para la salud y una posible fuente de contaminación) deben
estar rotuladas con un etiquetado bien visible y ser almacenadas en áreas
exclusivas. Estas sustancias deben ser manipuladas sólo por personas
autorizadas.(5)
5.2.2.3. CAPÍTULO III: Personal manipulador de alimentos
La empresa debe dar a conocer los principios que rigen las buenas prácticas de
manufactura-BPM y hábitos higiénicos en la manipulación del huevo.
Todo el personal manipulador de huevo, antes de ser contratado o vinculado a la
empresa, debe pasar por reconocimiento médico, controlándose de esta manera
el estado de salud y la aparición de posibles enfermedades contagiosas entre los
manipuladores. El examen médico deberá practicarse obligatoriamente como
mínimo una vez al año o repetirse cada vez que se considere necesario por
razones clínicas o epidemiológicas, especialmente después de ausentismo laboral
motivado por una infección o patología que pudiera dejar secuelas capaces de
provocar contaminación del alimento o contagio al personal.
Cualquier persona que perciba síntomas de enfermedad tiene que comunicarlo
inmediatamente a su superior. Por otra parte, ninguna persona que sufra una
herida puede manipular alimentos o superficies en contacto con alimentos hasta
su alta médica.
Se recomienda a la empresa investigar las causas de las incapacidades médicas
en el personal manipulador de huevo. Además, se tomarán las medidas
necesarias para evitar la contaminación de los productos o personal, por personas
que padezcan de enfermedad infectocontagiosa.
Se debe disponer de un botiquín de primeros auxilios para atender cualquier
emergencia que se presente en el establecimiento, y tener previstos información y
mecanismos para el traslado urgente de lesionados o afectados, a un organismo
de salud.
36
Es indispensable el lavado de manos de manera frecuente y minuciosa con un
agente de limpieza autorizado, con agua potable y con cepillo. Debe realizarse
antes de iniciar el trabajo, inmediatamente después de haber hecho uso de los
retretes, después de haber manipulado material contaminado y todas las veces
que las manos se vuelvan un factor contaminante. Debe haber indicadores que
obliguen a lavarse las manos y un control que garantice el cumplimiento. Todo el personal que esté de servicio en la zona de manipulación debe mantener
la higiene personal, debe llevar ropa protectora, calzado adecuado y cubrecabeza.
Todos deben ser lavables o descartables. No debe trabajarse con anillos,
colgantes, relojes y pulseras durante la manipulación de materias primas y
alimentos.
La higiene también involucra conductas que puedan dar lugar a la contaminación,
tales como comer, fumar, salivar u otras prácticas antihigiénicas. Asimismo, se
recomienda no dejar la ropa en el producción ya que son fuertes contaminantes.
(6)
5.2.2.3.1. Capacitación del personal manipulador
Las empresas deben desarrollar un programa de capacitación continua para todo
el personal, que se impartirá desde el momento de su contratación.
El programa de capacitación será responsabilidad de la empresa bajo la
coordinación del jefe de producción o de control de calidad, y podrá ser dictado
por personal interno o externo avalado por las autoridades sanitarias para esta
actividad.
El cumplimiento práctico de la capacitación y de los hábitos higiénicos debe
reforzarse colocando avisos en sitios estratégicos con mensajes alusivos a la
obligatoriedad y necesidad de cumplir con las practicas higiénicas antes, durante y
después de la manipulación del alimento. (5)
37
5.2.2.4. CAPÍTULO IV: Requisitos higiénicos de fabricación
Durante la elaboración de un alimento hay que tener en cuenta varios aspectos
para lograr una higiene correcta y un alimento de Calidad. Debe prevenirse la
contaminación cruzada que consiste en evitar el contacto entre materias primas y
productos ya elaborados, entre alimentos o materias primas con sustancias
contaminadas.
5.2.2.4.1. Recepción
La recepción del huevo, ya sea manual o mecánica, debe cumplir con las
siguientes condiciones sanitarias:
Los vehículos, montacargas, carretas o cualquier medio acondicionado para el
traslado del huevo desde el galpón hasta el establecimiento deberán permanecer
limpios y desinfectados, y el personal manipulador del producto deberá cumplir
con los hábitos higiénicos y medidas de protección establecidas para esta labor.
El vehículo de traslado de huevo no deberá ingresar al establecimiento, siempre y
cuando se trate de carritos que se manejan manualmente. En este caso debe
existir un área asignada o un límite de ingreso dentro del establecimiento, para su
estacionamiento temporal.
Cuando se sospeche de algún problema sanitario o epidemiológico, los huevos e
insumos, previamente a su clasificación y uso, deben ser sometidos a inspección
rigurosa y, si fuere necesario, a análisis de laboratorio, para determinar si cumple
con las condiciones de inocuidad y calidad.
Los huevos que hayan sufrido fracturas, roturas o alteraciones, serán aislados del
proceso normal en el menor tiempo posible, inclusive antes de ser clasificados.
Se recomienda que todos los procesos que se realicen en el establecimiento sean
supervisados por personal capacitado. (5)
38
5.2.2.4.2. Clasificación
La operación de clasificación debe ser mecánica o electrónica, y deberá cumplir
con los siguientes requisitos:
Los equipos se mantendrán limpios y se les practicará mantenimiento, limpieza y
desinfección. El funcionamiento, elementos físicos o mecánicos y sustancias de
lubricación utilizados en los equipos o clasificadoras no ofrecerá riesgo para la
contaminación del producto.
Por aspectos de salud ocupacional o seguridad industrial, se deberán evaluar los
tiempos de trabajo del personal al frente de las máquinas y su exposición, con el
fin de realizar la rotación respectiva de estos operarios en las labores que se
requieran. (6)
5.2.2.4.3. Empaque
La operación de empaque puede ser manual o mecánica.
Las operaciones de empacado o envasado del huevo comercial deberán
realizarse en óptimas condiciones sanitarias de limpieza y desinfección.
Los envases y empaques deben ser nuevos y no deben generar riesgo de
contaminación del producto; deberán permanecer limpios, inspeccionarse antes
del uso, y garantizar que no hayan estado expuestos a contaminación por agentes
infecciosos.
Los envases, empaques, recipientes para los huevos, (bandejas), deberán estar
fabricados con materiales apropiados para entrar en contacto con el huevo y
cumplir con las reglamentaciones establecidas por la autoridad competente.
Deben ser inspeccionados antes del uso para asegurarse de que estén en buen
estado y limpios. Se deben mantener y almacenar en condiciones de higiene y
limpieza cuando no estén siendo utilizados. (5)
39
5.2.2.4.4. Almacenamiento
El almacenamiento del huevo deberá cumplir con los siguientes requisitos:
No se deberá almacenar en esta área o zona producto sin clasificar.
Las estanterías deberán ser construidas en material sanitario. Estas
superficies se mantendrán limpias y desinfectadas.
En esta zona no se permitirá el almacenamiento de cualquier otro producto
diferente a huevo, tampoco se podrán almacenar objetos extraños y en
desuso.
No se permitirá el ingreso de producto a esta zona, proveniente
directamente de la granja o galpón, que no haya sido previamente
clasificado.
Se llevarán los registros de primeras entradas y primeras salidas del huevo.
Las actividades de movilización del producto de esta área hacia el
despacho se realizarán por personal exclusivo de esta zona, personal éste
que no ingresará a otras áreas del establecimiento y cumplirá con las
medias de protección establecidas. No está permitido el ingreso a esta zona
de personal de otras áreas ni de conductores o ayudantes.
Además de mantener en perfectas condiciones de sanidad e higiene el
producto terminado, éste debe almacenarse con la identificación necesaria
de acuerdo con su clasificación y fecha de producción.(6)
5.2.2.4.5. Almacenes o depósitos
El sitio o lugar destinado al almacenamiento de materias primas, insumos,
envases, empaques, sustancias peligrosas y elementos de limpieza y desinfección
cumplirá con las especificaciones de las áreas de almacenamiento para alimentos
dadas por la legislación nacional vigente.
40
Las condiciones de almacenamiento deben evitar el deterioro o daño de las
materias, envases, empaques o embalaje del producto.
Los desinfectantes, detergentes, sustancias peligrosas o elementos de aseo y
limpieza, que por su utilización deben almacenarse en ésta área, deben estar
identificados claramente, y sus disposición se realizará sobre un área o estantes,
especialmente destinados para este fin. Debe evitarse que estas sustancias se
almacenen conjuntamente con material de envase, empaque o materias primas
que van a entrar en contacto con el huevo.(5)
El almacenamiento de estos elementos o insumos se efectuará en forma
ordenada, sobre estibas y conservando una separación de las paredes, el
producto no puede tener contacto directo con el piso.
No se deben utilizar embalajes sucios o deterioradas y en lo posible se
recomienda no usar, en estos elementos materiales que permitan acumular
humedad o permitan la proliferación de mohos, tampoco se permite el
almacenamiento de insumos, envases, empaques u otros elementos directamente
sobre el piso de las áreas de almacenamiento.
El almacenamiento de los insumos se realizará de tal forma que se minimice el
riesgo de contaminación del huevo, el deterioro de los insumos almacenados y se
evite que las condiciones deficientes de almacenamiento puedan afectar la
higiene, funcionalidad e integridad de los mismos.
En cuanto a los empaques, envases o insumos, además de almacenarse
ordenadamente, se llevará un control de primeras entradas y primeras salidas, con
el fin de garantizar la rotación de los productos.
El almacén o bodega en ningún momento debe convertirse en lugar de
almacenamiento de objetos inservibles, en desuso o dados de baja. Para evitar lo
anterior, es necesario que la dirección o gerencia de la empresa autorice
periódicamente la salida de insumos, elementos o materiales inútiles, obsoletos o
fuera de servicio, para facilitar la limpieza y desinfección de las instalaciones y
eliminar los posibles focos de contaminación.
41
El área de almacenamiento debe ser de capacidad suficiente e independiente para
el almacenamiento ordenado de materias primas, insumos y otros elementos
utilizados en los procesos del establecimiento.
Es importante el diseño arquitectónico y funcional del almacén, pues para evitar el
deterioro de los insumos y elementos almacenados, debe tener una buena
ventilación, iluminación, condiciones de temperatura y humedad y mantenerse
limpio y seco. Igualmente, los techos estarán en perfecto estado y libres de
goteras.
Cuando se requiera la entrada de montacargas, las plataformas de cargue y
descargue deberán ser techadas para evitar la entrada de lluvias.
Para su funcionalidad, es conveniente tener un señalamiento claro del área
indicando especialmente la ubicación de los pasillos los cuáles siempre deberán
permanecer libres de cualquier obstáculo que impida la fácil circulación. Este
aspecto es valedero y aplicable al sitio o lugar de almacenamiento del huevo
clasificado y empacado o producto terminado.
Se debe contar con las especificaciones de materias primas, insumos, envases,
empaques, sustancias peligrosas y elementos de limpieza y desinfección para
verificar toda compra que incida sanitariamente en la calidad del producto.
Todos los proveedores de materias primas, insumos, envases, empaques,
sustancias peligrosas y elementos de limpieza y desinfección deberán ser
evaluados y debidamente seleccionados de acuerdo con un programa escrito de
proveedores. (6)
5.2.2.5. CAPÍTULO V: Aseguramiento y control de la calidad
Los establecimientos de clasificación de huevo deben contar con un sistema de
control y aseguramiento de la inocuidad, el cual debe ser esencialmente
preventivo y cubrir todas las etapas de procesamiento del huevo, desde la
recepción del producto hasta el despacho.
42
El sistema de control y aseguramiento de la calidad deberá, como mínimo,
considerar los siguientes aspectos:
a. Especificaciones del producto proveniente de los galpones y producto
clasificado y empacado. Las especificaciones definen completamente la
calidad del producto y deben incluir criterios claros para su aceptación y
liberación o retención y rechazo.
b. Documentación sobre establecimiento, equipos y proceso. Se debe disponer
de manuales e instrucciones, guías y regulaciones donde se describen los
detalles esenciales de equipos, procesos y procedimientos requeridos para
el proceso de clasificación de huevo comercial.
c. Los planes de muestreo, los procedimientos de laboratorio, especificaciones
y métodos de ensayos deberán ser reconocidos oficialmente o normalizados
con el fin de garantizar o asegurar que los resultados sean confiables. Los
establecimientos de clasificación de huevo deberán tener acceso a un
laboratorio de pruebas y ensayos, el cuál puede ser propio o externo. (6)
5.2.2.6. CAPÍTULO Vl: Saneamiento
Todo establecimiento donde se realicen las actividades de recepción, clasificación,
empaque y almacenamiento de huevo comercial debe contar con un plan de
saneamiento documentado e implementado que incluya los aspectos generales y
procedimientos de las actividades de:
6.2.2.6.1. Programa de limpieza y desinfección.
En los lugares de trabajo, y mientras se esté laborando, deberán recogerse
frecuentemente los materiales de desecho. Los detergentes y desinfectantes
43
empleados deberán ser adecuados para los fines que se destinan, y deberán
utilizarse de tal forma que no constituyan ningún riesgo para la salud pública.
Todos los equipos y utensilios deben limpiarse en todas las pausas principales de
los turnos de trabajo, siempre que sea necesario eliminar la contaminación y al
final de jornada de trabajo.
También la desinfección debe terminarse al realizar las labores diarias. Entre la
desinfección y los periodos de trabajo los equipos y utensilios deben manipularse
lo menos posible.
6.2.2.6.2. Control integrado de plagas
Las plagas entendidas como artrópodos, roedores, insectos, pájaros, etc, deberán
ser objeto de un programa de control específico, el cual debe involucrar un
concepto de control integral, esto apelando a la aplicación armónica de las
diferentes medidas de control conocidas, con especial énfasis en las radicales y
de orden preventivo.
6.2.2.6.3. Programa de residuos sólidos
En cuanto a las basuras deben contarse con las instalaciones, elementos, áreas,
recursos y procedimientos que garanticen una eficiente labor de recolección,
conducción, manejo, almacenamiento interno, clasificación, transporte y
disposición, lo cual tendrá que hacerse observando las normas de higiene y salud
ocupacional.
44
5.2.2.6.4 Programa de residuos líquidos
Las aguas generadas por residuos en las labores de aseo del establecimiento,
unidades sanitarias, cocina y casino, deben recolectarse a través de un sistema
sanitario adecuado y aprobado por la autoridad competente.
5.2.2.6.5 Abastecimiento de agua
La empresa deberá disponer de agua potable en cantidad suficiente para el aseo,
mantenimiento y para cualquiera de las actividades que se realicen en el
establecimiento. La presión del agua debe ser la requerida para realizar las
labores de limpieza y desinfección.
De igual forma, se deberá disponer de un tanque de almacenamiento de agua con
cantidad suficiente para atender cualquier emergencia en el establecimiento; al
tanque de reserva de agua se le debe practicar periódicamente mantenimiento,
limpieza y desinfección. (5)
5.2.2.7. CAPÍTULO VIl: Almacenamiento, transporte y comercialización.
Las materias primas y el producto final deben almacenarse y transportarse en
condiciones óptimas para impedir la contaminación y/o la proliferación de
microorganismos. De esta manera, también se los protege de la alteración y de
posibles daños del recipiente. Durante el almacenamiento debe realizarse una
inspección periódica de productos terminados. Y como ya se puede deducir, no
deben dejarse en un mismo lugar los alimentos terminados con las materias
primas.
Los vehículos de transporte deben estar autorizados por un organismo
competente y recibir un tratamiento higiénico similar al que se dé al
establecimiento. Los alimentos refrigerados o congelados deben tener un
45
transporte equipado especialmente, que cuente con medios para verificar la
humedad y la temperatura adecuada. (5)
5.2.2.8. CAPÍTULO VIll: Restaurantes y establecimientos de alimentos
Para los lugares como restaurante y cualquier establecimiento donde se expenda
alimentos, deben cumplir con ciertas condiciones sanitarias generales como son:
Se debe localizar el lugar en sitios secos, en terreno de fácil drenaje, no deben
estar en lugares cercanos a basureros, pantanos, ciénagas y sitios que
posiblemente puedan ser criaderos de insectos y roedores. Los alrededores deben
estar en perfecto estado, contar con abastecimiento de agua potable, debe contar
con servicios sanitarios para el personal que labora en el establecimiento y del
público.
El área de preparación de los alimentos debe estar adecuada a condiciones de
sanidad, sus pisos deben ser de materiales que no generen sustancias o
contaminantes tóxicos, resistentes, no porosos, impermeables no absorbentes.
Las paredes deben ser de materiales resistentes de fácil limpieza y desinfección,
los techos no deben acumular suciedad.
Todos los equipos y utensilios que entren en contacto directo o indirecto con el
producto deben ser desinfectados frecuentemente, los alimentos que se procesen
en el lugar deben ser lavados con agua potable. El personal no debe manipular
dinero o cualquier otro agente que pueda provocar la contaminación de los
alimentos. (5)
46
5.3 DEFINICIÓN DE PRODUCTOS
5.3.1. Huevo comercial
Producto de la ovulación de la gallina (Gallus domesticus) y otras especies de
aves que sean aceptadas para consumo humano. Diferente a huevo de
incubación. Destinado a ser vendido en su cáscara al consumidor final y sin haber
recibido ningún tratamiento que modifique considerablemente sus propiedades. El
huevo que se comercializa en la granja Avícola Santa Anita Nápoles S.A. es aquel
que presenta olor y sabor característico, que observado al ovoscopio aparecerá
completamente claro, sin sombra alguna, con yema centrada apenas perceptible y
cámara de aire equivalente al tiempo transcurrido. Con la designación general de
huevos frescos, sólo podrán expenderse los huevos de gallina frescos, limpios y
que no hayan sido sometidos a ningún tratamiento. Además del huevo fresco y
limpio se comercializan los siguientes tipos de huevos:
a. Huevo sucio: Huevo con materia extraña en la superficie de la cáscara,
como yema de huevo, estiércol o tierra.
b. Huevo con grietas en la cáscara: Huevo cuya cáscara está dañada, pero
cuya membrana y cámara de aire está intacta. (5)
5.3.2. Yema
Porción central del huevo de forma esferoide, cuyo color es amarillo característico,
de textura viscosa coloidal, y está separada de la clara por la membrana vitelina.
La yema constituye la célula huevo que originará, de estar fecundado, un nuevo
organismo. La yema supone una reserva energética para el desarrollo del
embrión.
Se le conoce a nivel científico como vitelo.
47
Los huevos de gallina, (Gallus domesticus) son los huevos más ampliamente
difundidos en la gastronomía.
La yema es altamente nutritiva. Proveen una gran cantidad de proteínas
completas: Lipovitelinas, fosfovitina y lipoproteinas de baja densidad, vitamina A,
riboflavina, ácido fólico, vitamina B6, vitamina B12, hierro, calcio, fósforo y potasio.
Toda la vitamina A, D y E del huevo están en la yema de huevo. El huevo es uno
de los pocos alimentos que contienen de forma natural vitamina D. Una yema de
huevo grande contiene aproximadamente 60 kcal, o 250 kJ. (7)
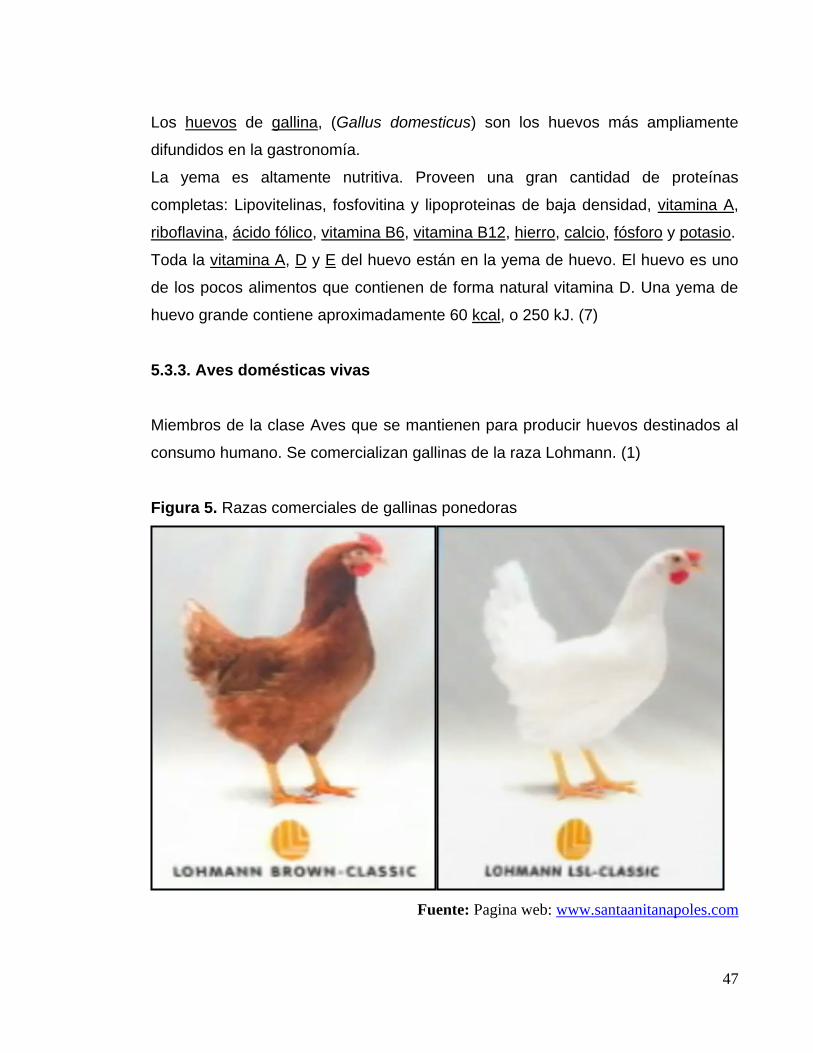
5.3.3. Aves domésticas vivas
Miembros de la clase Aves que se mantienen para producir huevos destinados al
consumo humano. Se comercializan gallinas de la raza Lohmann. (1)
Figura 5. Razas comerciales de gallinas ponedoras
Fuente: Pagina web: www.santaanitanapoles.com
48
5.3.4. Aviabono
Es un producto netamente orgánico, obtenido a partir de la descomposición
controlada (proceso de compostaje) de la gallinaza pura de aves, enriquecida con
residuos agroindustriales (cachaza, bagacillo y ceniza).
Incrementa la población microbiana del suelo, esta es la cualidad más
importante del Aviabono.
Acondiciona los minerales del suelo como alimento útil para las plantas,
resultado de la actividad microbiana.
Acondiciona el PH del suelo, reduciendo la acidez.
Aporta cantidades significativas de macronutrientes: Nitrógeno, Fósforo,
Potasio, Calcio, Magnesio y Azufre.
Mejora la movilidad de aniones y cationes en el suelo por su alta capacidad
de intercambio catiónico. (C.I.C.)
Aporta materia orgánica, mejorando la estructura del suelo y la retención de
humedad, muy útil en la época de sequía.
No tiene olor fuerte de estiércol, su olor es como el de la tierra capote por
ser un abono orgánico terminado.
Aviabono es un acondicionador del suelo, ya que actúa como soporte al ser
mezclado con abonos químicos. (1)
49
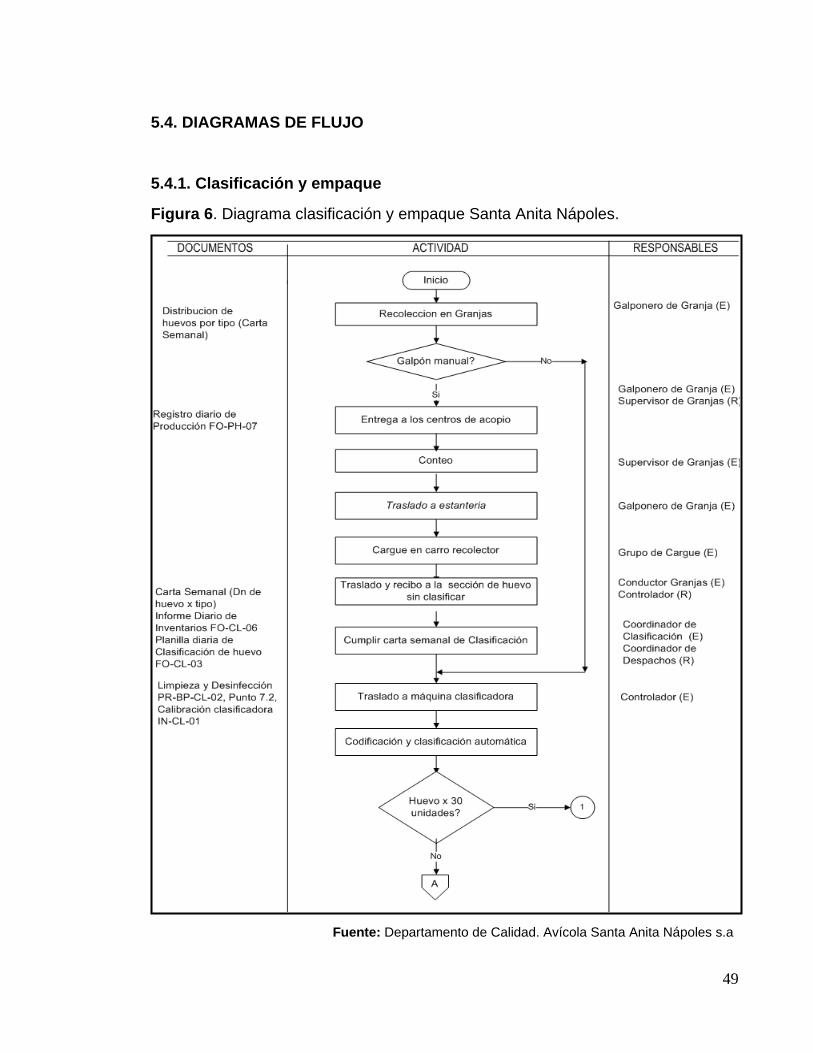
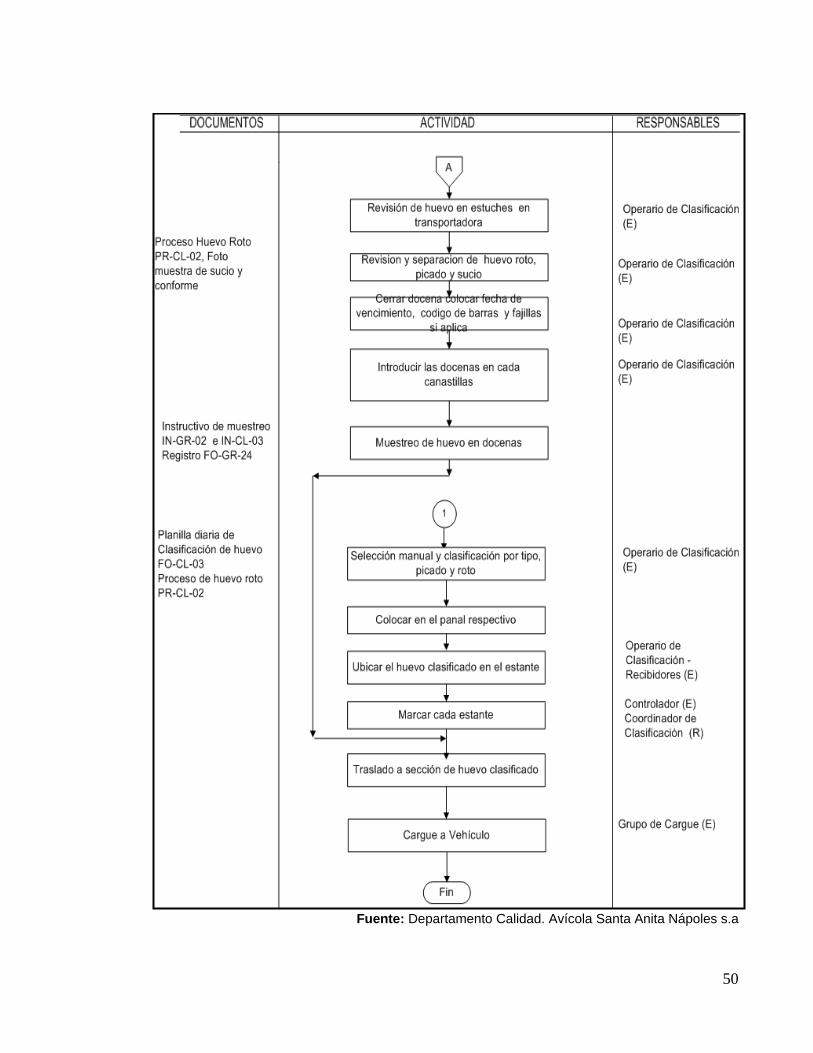
5.4. DIAGRAMAS DE FLUJO
5.4.1. Clasificación y empaque
Figura 6. Diagrama clasificación y empaque Santa Anita Nápoles.
Fuente: Departamento de Calidad. Avícola Santa Anita Nápoles s.a
50
Fuente: Departamento Calidad. Avícola Santa Anita Nápoles s.a
51
6. METODOLOGIA.
Previamente al desarrollo de la metodología, se recopilaron diversos documentos,
que se emplearon como medios de soporte y aporte de herramientas básicas (Acta de
Inspección – INVIMA). En general la información se obtuvo a través dos fuentes de
información, directa: Las instalaciones de ICONTEC (NTC 1240, NTC 5309).
Secundaria: información publicada en el portal virtual del CODEX ALIMENTARIUS
(CAC/RCP 15-1976), entre otras páginas web.
NTC 1240 INDUSTRIA ALIMENTARIA. Huevos de gallina frescos para consumo.
NTC 5309 INDUSTRIA ALIMENTARIA. Buenas Prácticas de Manufactura – BPM – en
CAC/RCP 15-1976 Código de Prácticas de Higiene para los huevos y los productos
del huevo.
6.1. Diagnostico de la situación de la empresa SANTA ANITA NAPOLES en
Buenas Prácticas de Manufactura BPM.
El día 7 de Octubre de 2010, se realizo una visita a las instalaciones de la planta
SANTA ANITA NAPOLES con la finalidad de llevar a cabo el diagnostico actual de la
empresa frente a las Buenas Prácticas de Manufactura BPM; empleando como
herramientas de soporte dos tipos de documentos: Documento INVIMA, acta de
inspección sanitaria a fábricas de alimentos (ANEXO 1), y como medio de apoyo el
Documento Acta de visita Decreto 3075 de 1997.
6.2. Análisis y evaluación de los resultados obtenidos a partir del diagnostico
del acta de inspección.
A partir de las calificaciones obtenidas, se determino la relación del número de puntos
que cumplen completamente, parcialmente, no cumple, no aplican, no observado,
según las disposiciones del acta de visita de inspección sanitaria a fabricas de
alimentos INVIMA, tal como se describe en la tabla 3.
52
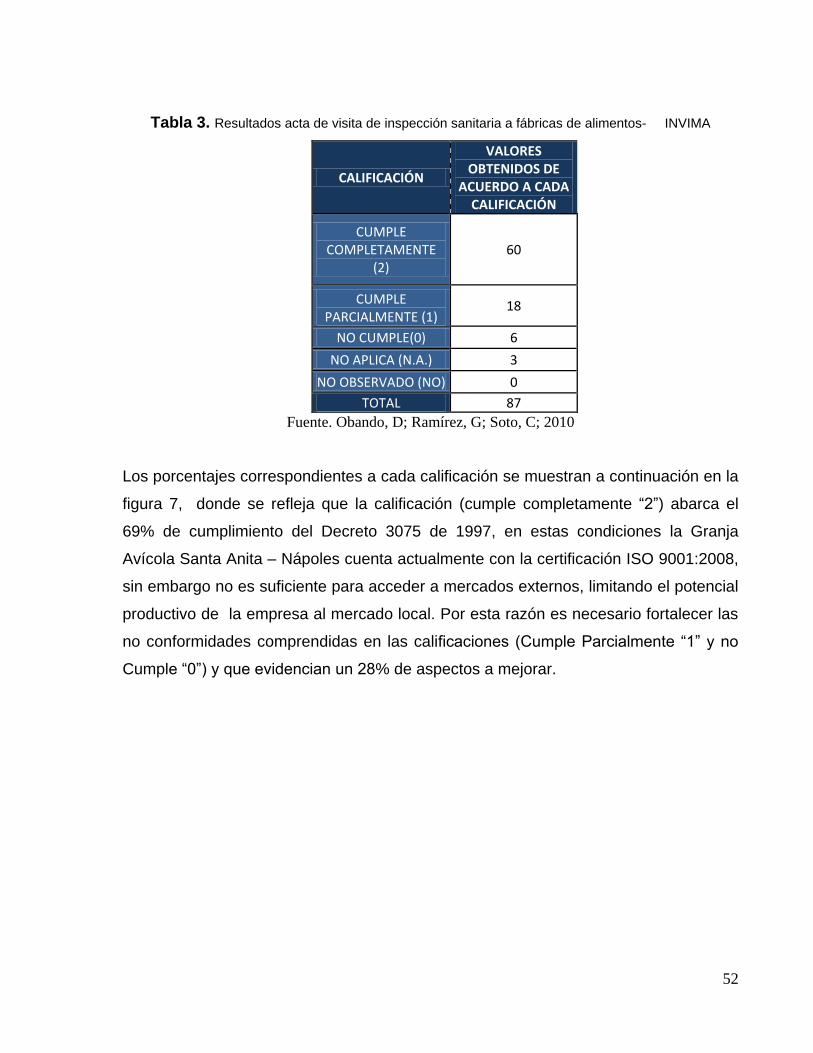
Tabla 3. Resultados acta de visita de inspección sanitaria a fábricas de alimentos- INVIMA
CALIFICACIÓN
VALORES OBTENIDOS DE
ACUERDO A CADA CALIFICACIÓN
CUMPLE COMPLETAMENTE
(2) 60
CUMPLE PARCIALMENTE (1)
18
NO CUMPLE(0) 6
NO APLICA (N.A.) 3
NO OBSERVADO (NO) 0
TOTAL 87
Fuente. Obando, D; Ramírez, G; Soto, C; 2010
Los porcentajes correspondientes a cada calificación se muestran a continuación en la
figura 7, donde se refleja que la calificación (cumple completamente “2”) abarca el
69% de cumplimiento del Decreto 3075 de 1997, en estas condiciones la Granja
Avícola Santa Anita – Nápoles cuenta actualmente con la certificación ISO 9001:2008,
sin embargo no es suficiente para acceder a mercados externos, limitando el potencial
productivo de la empresa al mercado local. Por esta razón es necesario fortalecer las
no conformidades comprendidas en las calificaciones (Cumple Parcialmente “1” y no
Cumple “0”) y que evidencian un 28% de aspectos a mejorar.
53
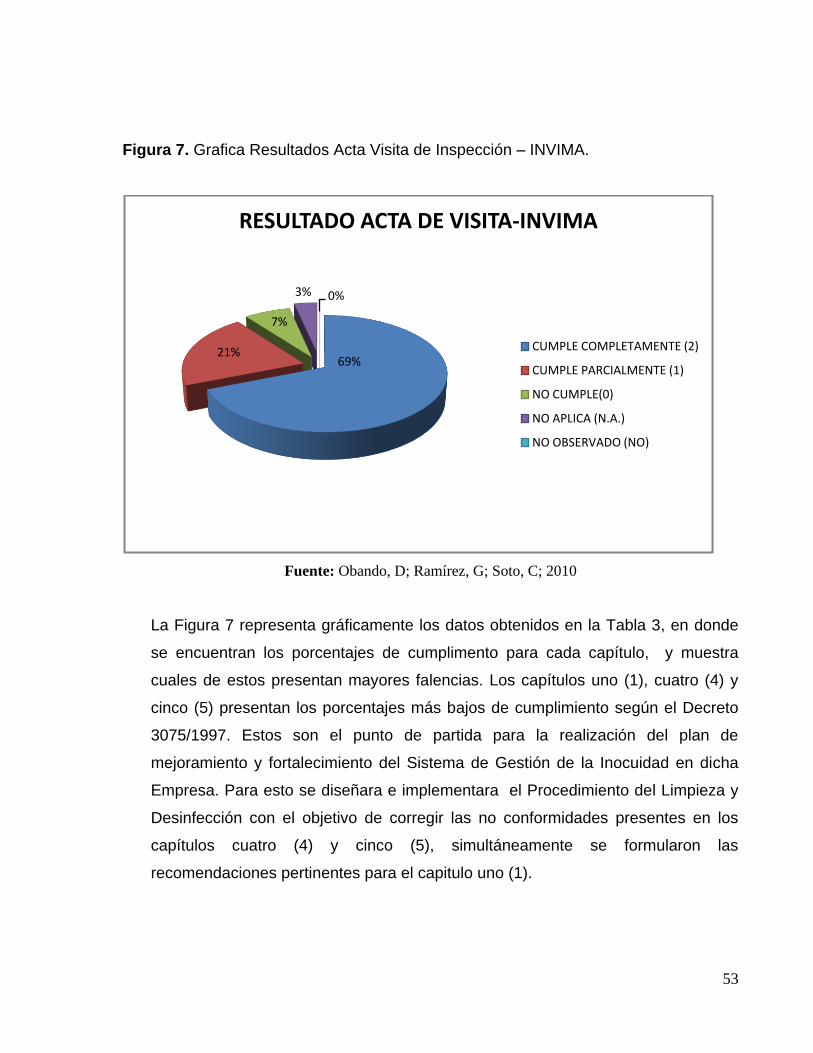
Figura 7. Grafica Resultados Acta Visita de Inspección – INVIMA.
Fuente: Obando, D; Ramírez, G; Soto, C; 2010
La Figura 7 representa gráficamente los datos obtenidos en la Tabla 3, en donde
se encuentran los porcentajes de cumplimento para cada capítulo, y muestra
cuales de estos presentan mayores falencias. Los capítulos uno (1), cuatro (4) y
cinco (5) presentan los porcentajes más bajos de cumplimiento según el Decreto
3075/1997. Estos son el punto de partida para la realización del plan de
mejoramiento y fortalecimiento del Sistema de Gestión de la Inocuidad en dicha
Empresa. Para esto se diseñara e implementara el Procedimiento del Limpieza y
Desinfección con el objetivo de corregir las no conformidades presentes en los
capítulos cuatro (4) y cinco (5), simultáneamente se formularon las
recomendaciones pertinentes para el capitulo uno (1).
69%21%
7%
3% 0%
RESULTADO ACTA DE VISITA-INVIMA
CUMPLE COMPLETAMENTE (2)
CUMPLE PARCIALMENTE (1)
NO CUMPLE(0)
NO APLICA (N.A.)
NO OBSERVADO (NO)
54
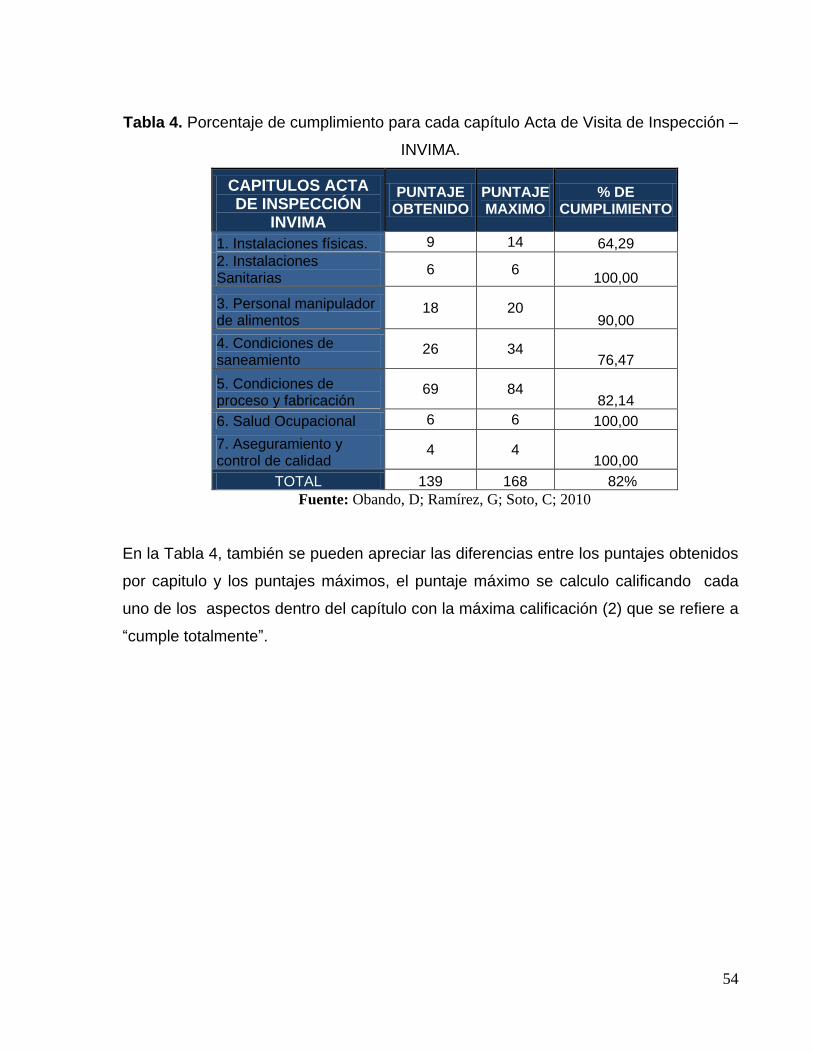
Tabla 4. Porcentaje de cumplimiento para cada capítulo Acta de Visita de Inspección –
INVIMA.
CAPITULOS ACTA DE INSPECCIÓN
INVIMA
PUNTAJE OBTENIDO
PUNTAJE MAXIMO
% DE CUMPLIMIENTO
1. Instalaciones físicas. 9 14 64,29
2. Instalaciones Sanitarias
6 6 100,00
3. Personal manipulador de alimentos
18 20 90,00
4. Condiciones de saneamiento
26 34 76,47
5. Condiciones de proceso y fabricación
69 84 82,14
6. Salud Ocupacional 6 6 100,00
7. Aseguramiento y control de calidad
4 4 100,00
TOTAL 139 168 82%
Fuente: Obando, D; Ramírez, G; Soto, C; 2010
En la Tabla 4, también se pueden apreciar las diferencias entre los puntajes obtenidos
por capitulo y los puntajes máximos, el puntaje máximo se calculo calificando cada
uno de los aspectos dentro del capítulo con la máxima calificación (2) que se refiere a
“cumple totalmente”.
55
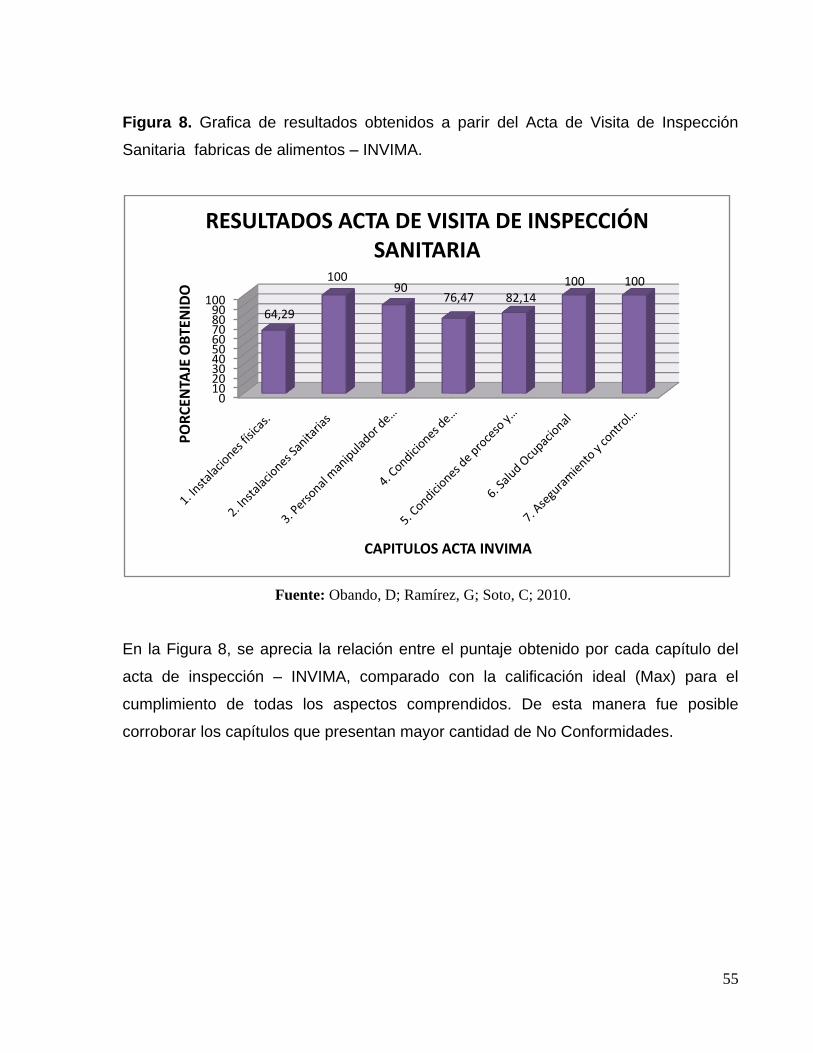
Figura 8. Grafica de resultados obtenidos a parir del Acta de Visita de Inspección
Sanitaria fabricas de alimentos – INVIMA.
Fuente: Obando, D; Ramírez, G; Soto, C; 2010.
En la Figura 8, se aprecia la relación entre el puntaje obtenido por cada capítulo del
acta de inspección – INVIMA, comparado con la calificación ideal (Max) para el
cumplimiento de todas los aspectos comprendidos. De esta manera fue posible
corroborar los capítulos que presentan mayor cantidad de No Conformidades.
0102030405060708090
10064,29
10090
76,47 82,14100 100
PO
RC
ENTA
JE O
BTE
NID
O
CAPITULOS ACTA INVIMA
RESULTADOS ACTA DE VISITA DE INSPECCIÓN SANITARIA
56
Figura 9. Resultados Acta de Visita de Inspección Sanitaria, según puntaje
obtenido y puntaje máximo.
Fuente: Obando, D; Ramírez, G; Soto, C; 2010.
De igual manera, para realizar la verificación y el cumplimiento de esta labor se
estableció la lista de chequeo (Saneamiento Máquina DIAMOND, FO-CL-11), que es
un documento indispensable para asegurar y corroborar el cumplimiento.
020406080
100
9 6 18 2669
64
146 20 34
84
6 4
RESULTADOS PUNTAJES DE ACTA DE INSPECCIÓN-INVIMA
puntaje obtenido Puntaje máximo
57
6.3. Planteamiento de acciones correctivas para fortalecer el sistema de gestión
de BPM; ajustado al Decreto 3075/1997.
A continuación se presentaran las no conformidades correspondientes a las
calificaciones no cumple (0) y cumple parcialmente (1). Se enumerara de acuerdo
a la secuencia del Acta de Inspección – INVIMA.
1. INSTALACIONES FISICAS.
1.4 Sus accesos y alrededores se mantendrán limpios, libres de acumulación de
basuras y deberán tener superficies pavimentadas o recubiertas con materiales
que faciliten el mantenimiento sanitario e impidan la generación de polvo, el
estancamiento de aguas o la presencia de otras fuentes de contaminación para el
alimento.
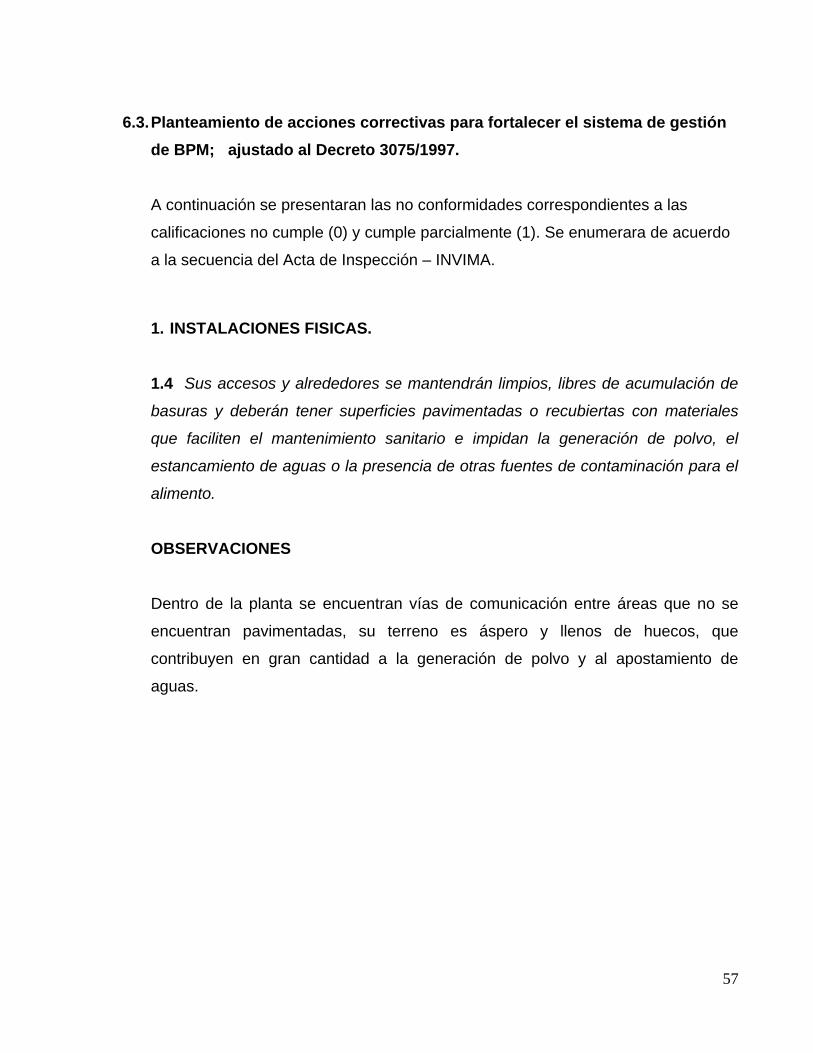
OBSERVACIONES
Dentro de la planta se encuentran vías de comunicación entre áreas que no se
encuentran pavimentadas, su terreno es áspero y llenos de huecos, que
contribuyen en gran cantidad a la generación de polvo y al apostamiento de
aguas.
58
Figura 10. Zona de cargue y descargue del producto
FUENTE: Instalaciones planta avícola santa Anita.
RECOMENDACIONES
Se sugiere Pavimentar las vías de comunicación con materiales resistentes,
económicos y de larga duración, dadas estas especificaciones se recomienda
asfaltar las calles ya que el terreno es firme y cumple con los requisitos
mencionados.
En algún caso, regar roca muerta en la vía, compactar y agregar dos capas de
grava de 1” con el objetivo de reducir la generación de polvo y evitar que se
originen huecos.
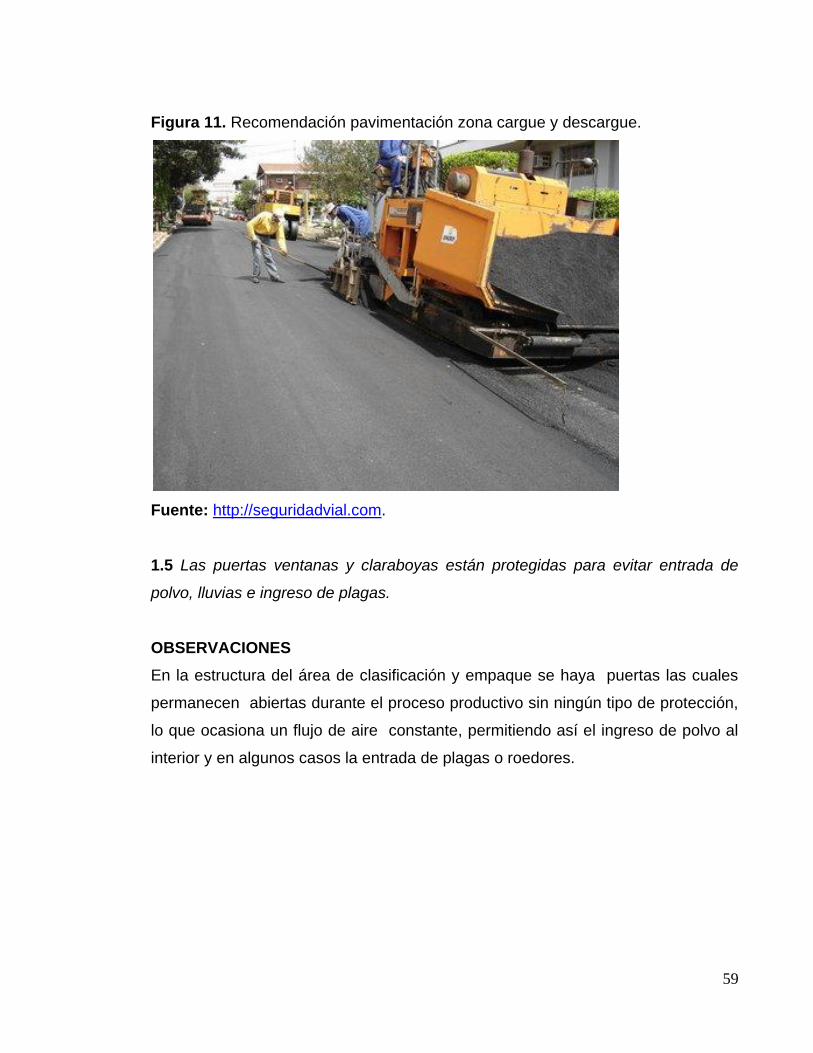
59
Figura 11. Recomendación pavimentación zona cargue y descargue.
Fuente: http://seguridadvial.com.
1.5 Las puertas ventanas y claraboyas están protegidas para evitar entrada de
polvo, lluvias e ingreso de plagas.
OBSERVACIONES
En la estructura del área de clasificación y empaque se haya puertas las cuales
permanecen abiertas durante el proceso productivo sin ningún tipo de protección,
lo que ocasiona un flujo de aire constante, permitiendo así el ingreso de polvo al
interior y en algunos casos la entrada de plagas o roedores.
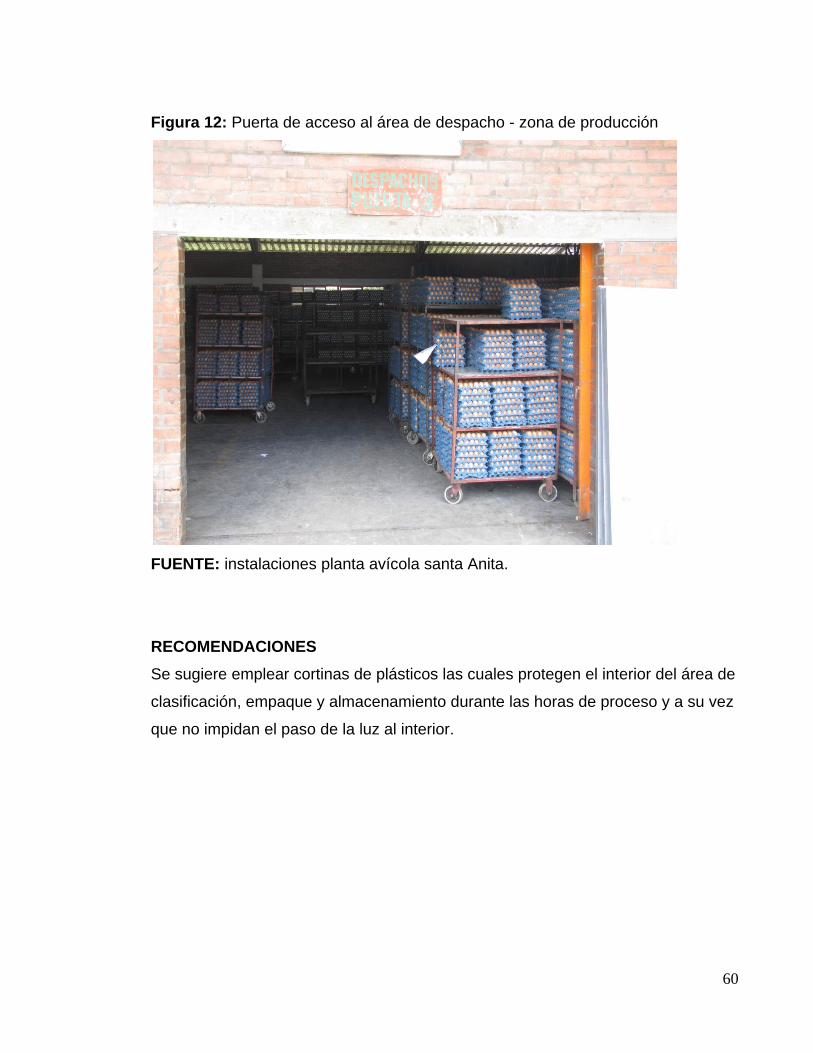
60
Figura 12: Puerta de acceso al área de despacho - zona de producción
FUENTE: instalaciones planta avícola santa Anita.
RECOMENDACIONES
Se sugiere emplear cortinas de plásticos las cuales protegen el interior del área de
clasificación, empaque y almacenamiento durante las horas de proceso y a su vez
que no impidan el paso de la luz al interior.

61
Figura 13: Cortinas plásticas recomendadas.
Fuente: www.Perfilplast.com.
3 PERSONAL MANIPULADOR DE ALIMENTOS:
3.1.6. Los manipuladores se lavan y desinfectan las manos (hasta los codos)
cada vez que sea necesario.
OBSERVACIONES:
El personal del ares de clasificación, almacenamiento y empaque, no realiza
frecuentemente esta labor debido a falta de información y concientización, por
parte del grupo de calidad.
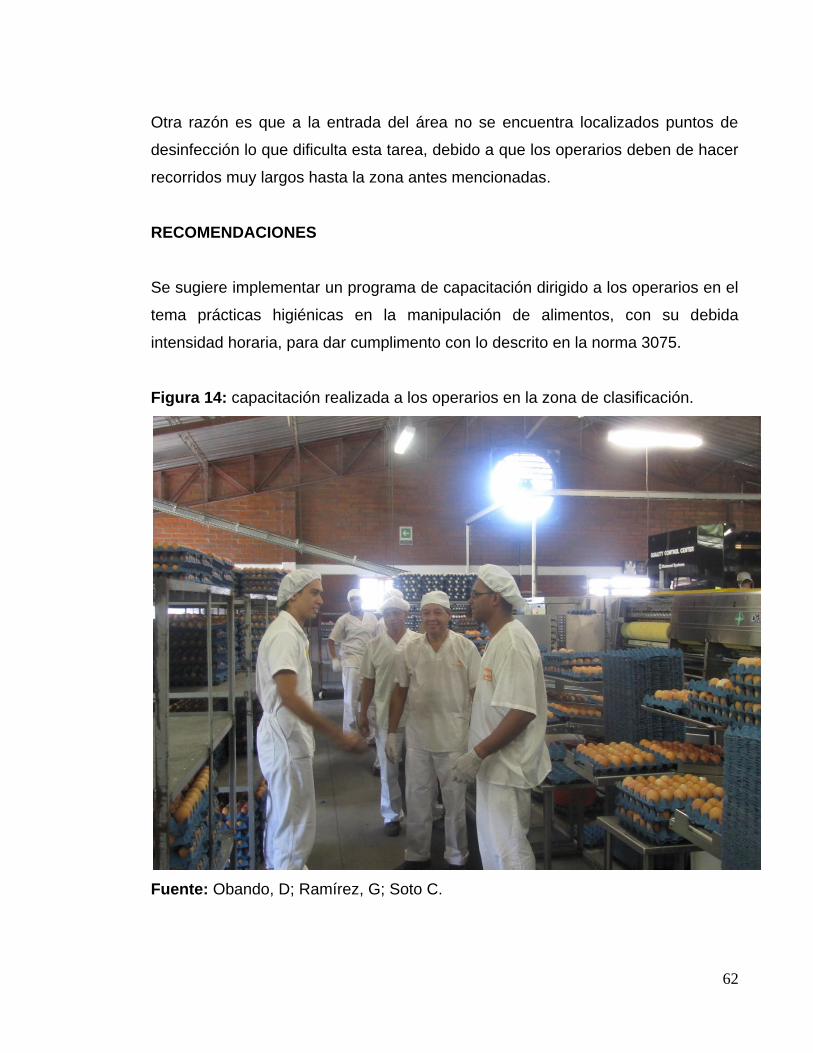
62
Otra razón es que a la entrada del área no se encuentra localizados puntos de
desinfección lo que dificulta esta tarea, debido a que los operarios deben de hacer
recorridos muy largos hasta la zona antes mencionadas.
RECOMENDACIONES
Se sugiere implementar un programa de capacitación dirigido a los operarios en el
tema prácticas higiénicas en la manipulación de alimentos, con su debida
intensidad horaria, para dar cumplimento con lo descrito en la norma 3075.
Figura 14: capacitación realizada a los operarios en la zona de clasificación.
Fuente: Obando, D; Ramírez, G; Soto C.
63
Nota: Cabe resaltar que se hicieron capacitaciones con una duración de 30 horas
hombre. La metodología y temas a tratar fueron:
Temas:
Quien se considera como manipulador de alimentos.
Estado de salud.
Practicas higiénicas (recomendaciones previas y durante el proceso
productivo)
Normas generales para la manipulación de alimentos
Metodología:
Charlas magistrales
Talleres
Mesas redondas
Visitas a la planta
Filmaciones en sitios de trabajo
3.2 EDUCACION Y CAPACITACION.
3.2.2 Son adecuados los avisos alusivos a prácticas higiénicas, medidas de
seguridad, ubicación y extintores.
OBSERVACIONES
La planta no cuenta con avisos alusivos que indiquen:
áreas de proceso
seguridad industrial
recomendaciones y sitios de higiene.
Distinción de lugares. (casino, oficinas, taller).
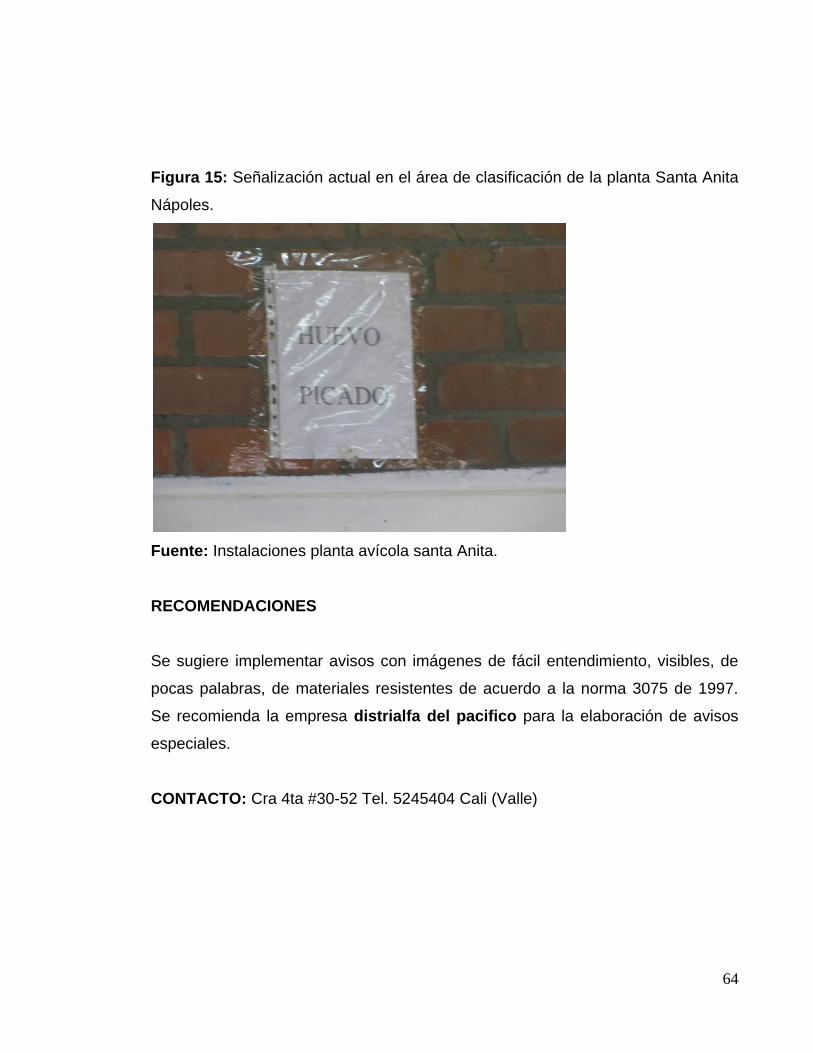
64
Figura 15: Señalización actual en el área de clasificación de la planta Santa Anita
Nápoles.
Fuente: Instalaciones planta avícola santa Anita.
RECOMENDACIONES
Se sugiere implementar avisos con imágenes de fácil entendimiento, visibles, de
pocas palabras, de materiales resistentes de acuerdo a la norma 3075 de 1997.
Se recomienda la empresa distrialfa del pacifico para la elaboración de avisos
especiales.
CONTACTO: Cra 4ta #30-52 Tel. 5245404 Cali (Valle)

65
Figura 16. Señales Obligatorias en la industria.
Fuente: www.alusivosrealdecreto485.com
Figura 17. Figuras de evacuación y salvamiento
Fuente: http: www.avisosalusivosdecreto485.com
66
Figura 18. Señales de prohibido para la industria.
Fuente: http: www.avisosalusivosdecreto485.com
4. CONDICIONES DE SANEAMIENTO
4.3.4 Después de ser desocupados los recipientes se lavan antes de ser
colocados en el sitio respectivo.
OBSERVACIONES.
Los recipientes son dejados sucios y sobre el suelo, sin ningún tipo de protección,
lo que origina exposición a plagas y roedores.
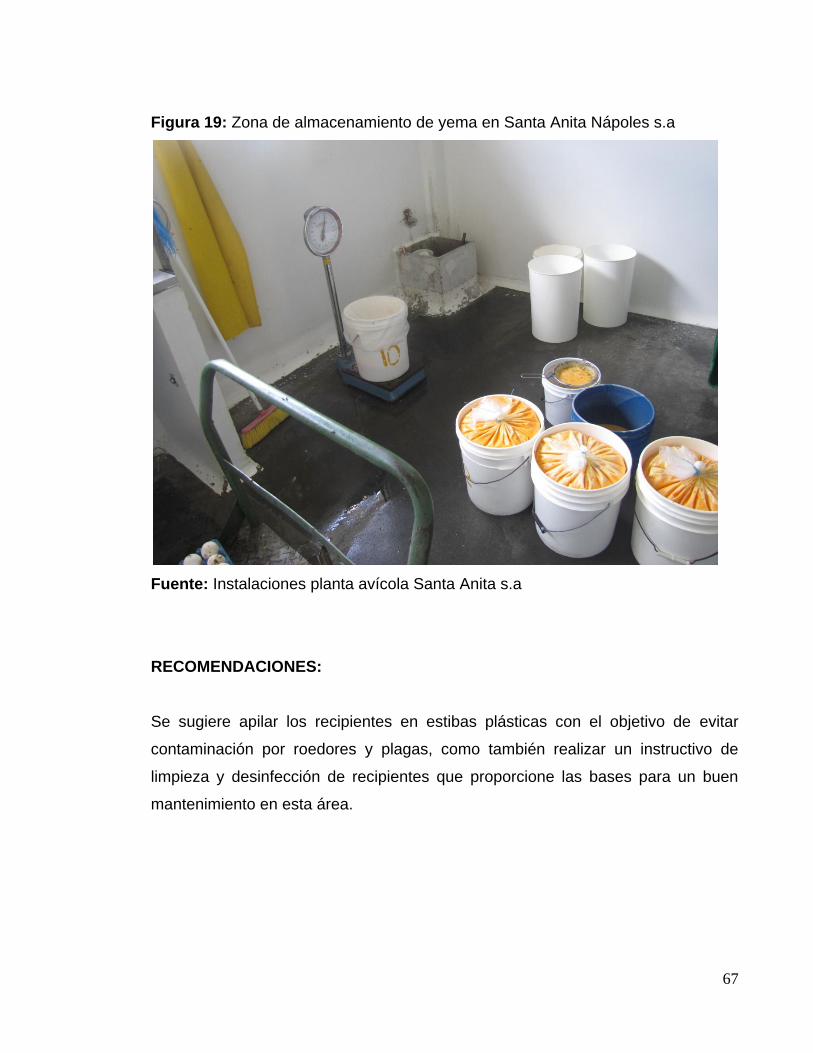
67
Figura 19: Zona de almacenamiento de yema en Santa Anita Nápoles s.a
Fuente: Instalaciones planta avícola Santa Anita s.a
RECOMENDACIONES:
Se sugiere apilar los recipientes en estibas plásticas con el objetivo de evitar
contaminación por roedores y plagas, como también realizar un instructivo de
limpieza y desinfección de recipientes que proporcione las bases para un buen
mantenimiento en esta área.
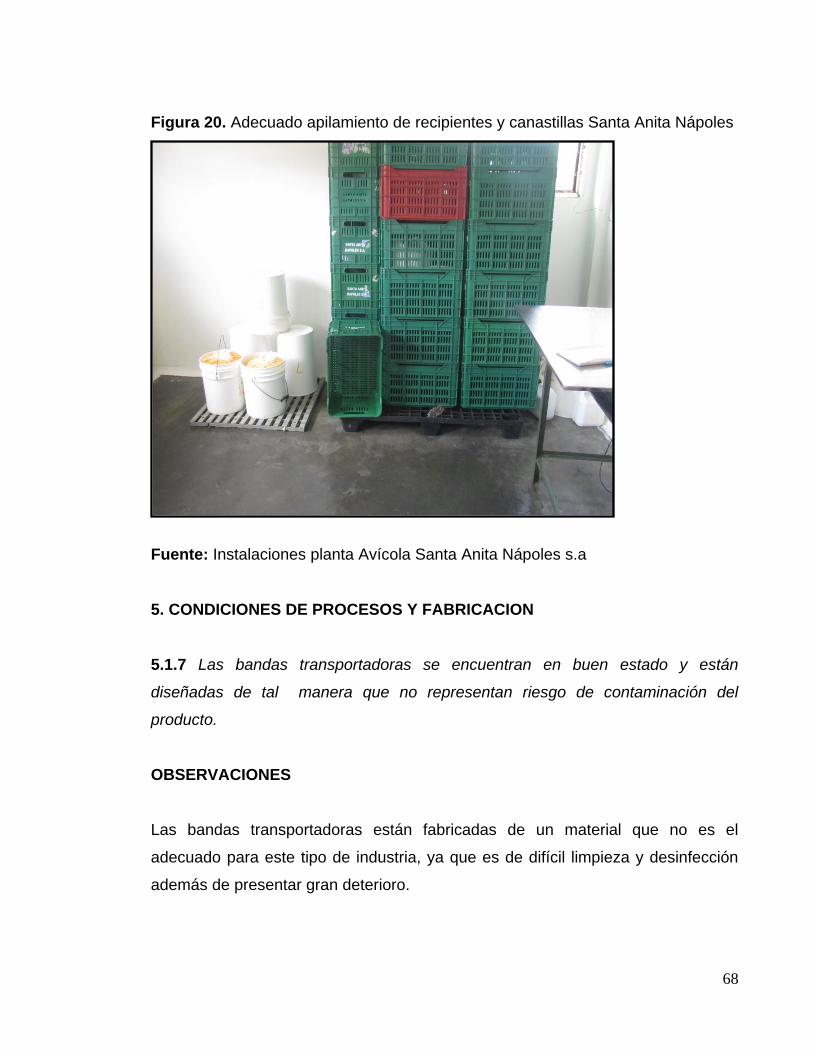
68
Figura 20. Adecuado apilamiento de recipientes y canastillas Santa Anita Nápoles
Fuente: Instalaciones planta Avícola Santa Anita Nápoles s.a
5. CONDICIONES DE PROCESOS Y FABRICACION
5.1.7 Las bandas transportadoras se encuentran en buen estado y están
diseñadas de tal manera que no representan riesgo de contaminación del
producto.
OBSERVACIONES
Las bandas transportadoras están fabricadas de un material que no es el
adecuado para este tipo de industria, ya que es de difícil limpieza y desinfección
además de presentar gran deterioro.

69
Figura 21. Banda transportadora actual Santa Anita Nápoles.
Fuente: Instalaciones planta avícola Santa Anita
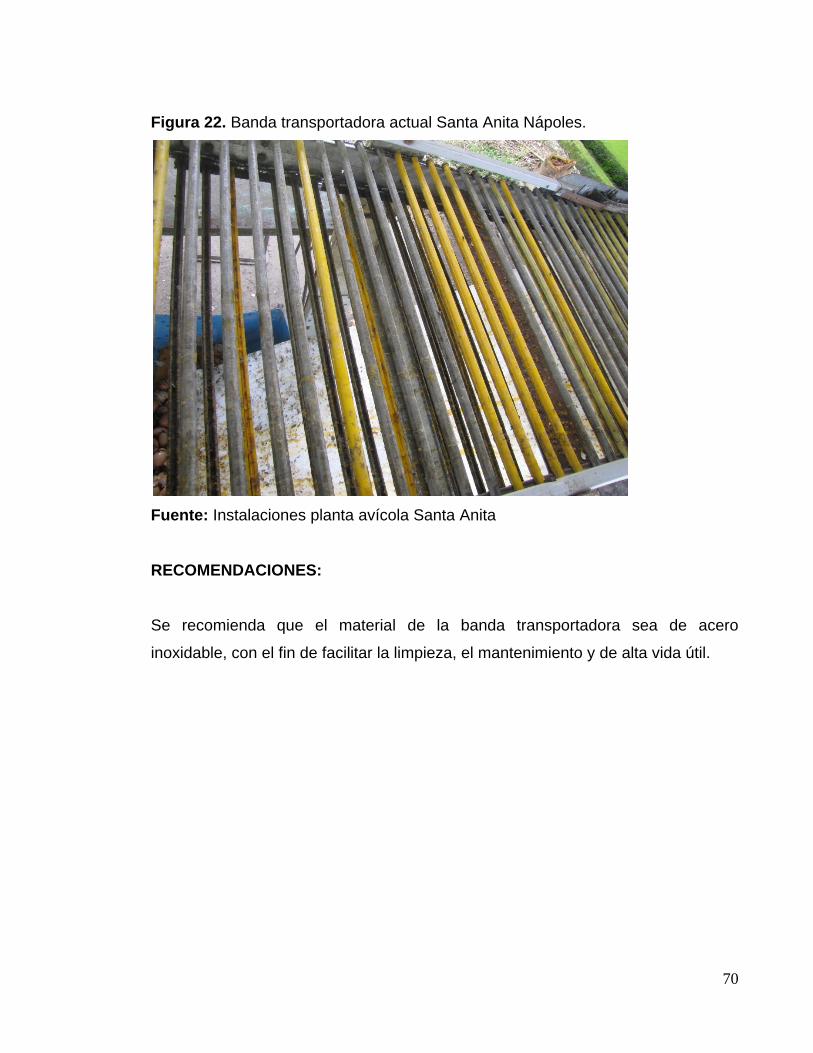
70
Figura 22. Banda transportadora actual Santa Anita Nápoles.
Fuente: Instalaciones planta avícola Santa Anita
RECOMENDACIONES:
Se recomienda que el material de la banda transportadora sea de acero
inoxidable, con el fin de facilitar la limpieza, el mantenimiento y de alta vida útil.
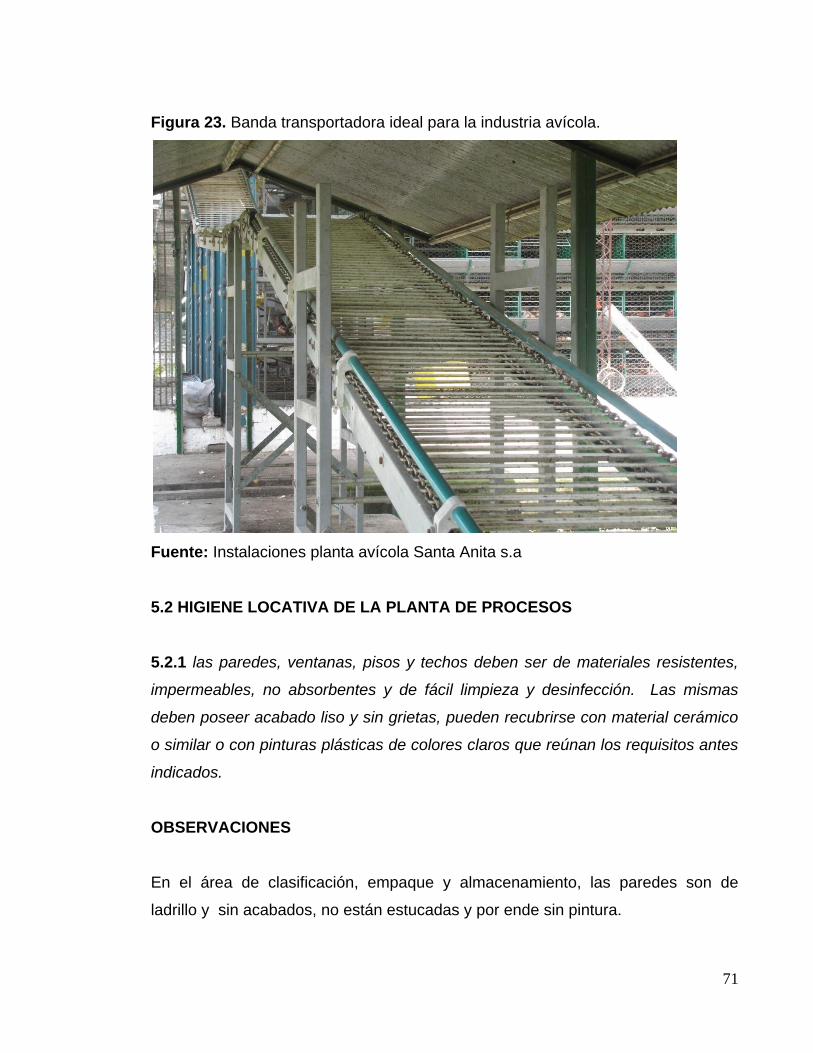
71
Figura 23. Banda transportadora ideal para la industria avícola.
Fuente: Instalaciones planta avícola Santa Anita s.a
5.2 HIGIENE LOCATIVA DE LA PLANTA DE PROCESOS
5.2.1 las paredes, ventanas, pisos y techos deben ser de materiales resistentes,
impermeables, no absorbentes y de fácil limpieza y desinfección. Las mismas
deben poseer acabado liso y sin grietas, pueden recubrirse con material cerámico
o similar o con pinturas plásticas de colores claros que reúnan los requisitos antes
indicados.
OBSERVACIONES
En el área de clasificación, empaque y almacenamiento, las paredes son de
ladrillo y sin acabados, no están estucadas y por ende sin pintura.
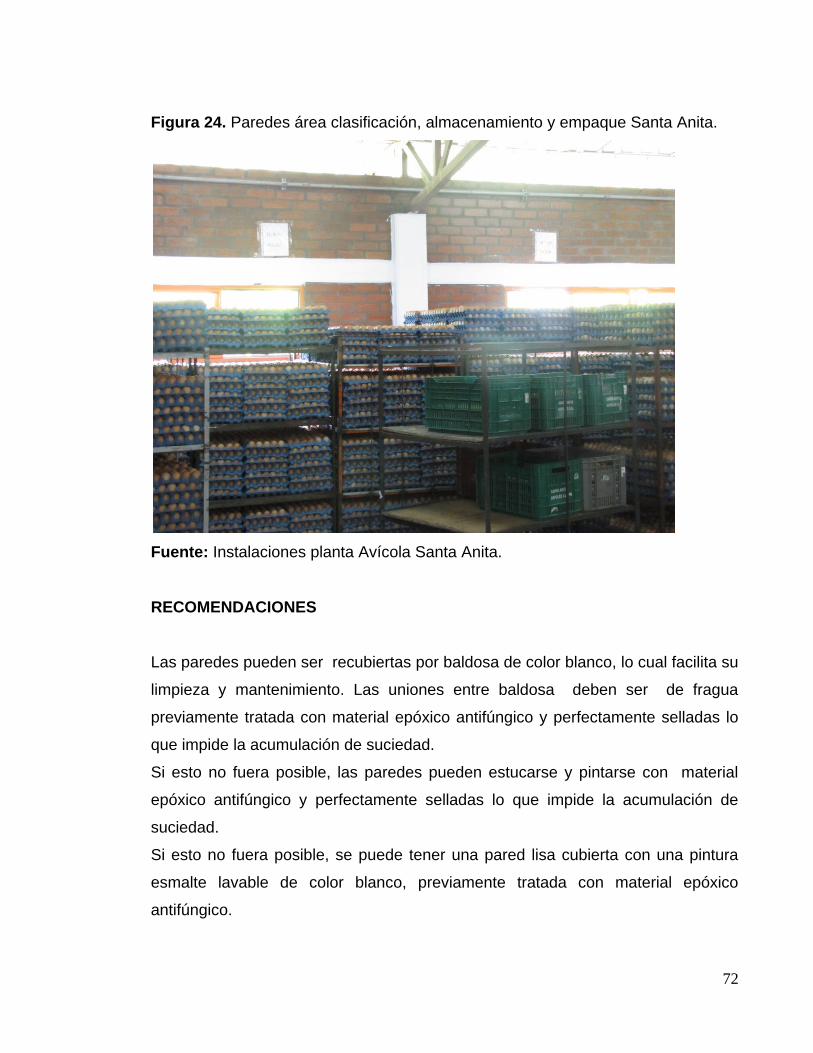
72
Figura 24. Paredes área clasificación, almacenamiento y empaque Santa Anita.
Fuente: Instalaciones planta Avícola Santa Anita.
RECOMENDACIONES
Las paredes pueden ser recubiertas por baldosa de color blanco, lo cual facilita su
limpieza y mantenimiento. Las uniones entre baldosa deben ser de fragua
previamente tratada con material epóxico antifúngico y perfectamente selladas lo
que impide la acumulación de suciedad.
Si esto no fuera posible, las paredes pueden estucarse y pintarse con material
epóxico antifúngico y perfectamente selladas lo que impide la acumulación de
suciedad.
Si esto no fuera posible, se puede tener una pared lisa cubierta con una pintura
esmalte lavable de color blanco, previamente tratada con material epóxico
antifúngico.
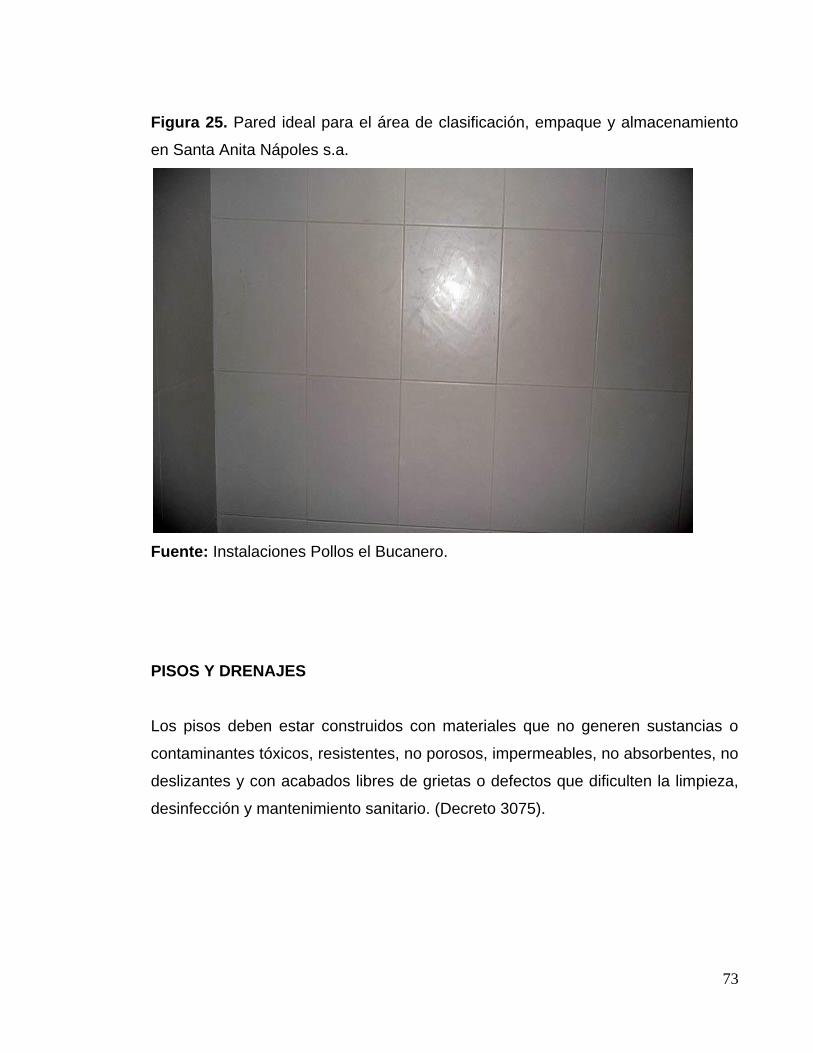
73
Figura 25. Pared ideal para el área de clasificación, empaque y almacenamiento
en Santa Anita Nápoles s.a.
Fuente: Instalaciones Pollos el Bucanero.
PISOS Y DRENAJES
Los pisos deben estar construidos con materiales que no generen sustancias o
contaminantes tóxicos, resistentes, no porosos, impermeables, no absorbentes, no
deslizantes y con acabados libres de grietas o defectos que dificulten la limpieza,
desinfección y mantenimiento sanitario. (Decreto 3075).
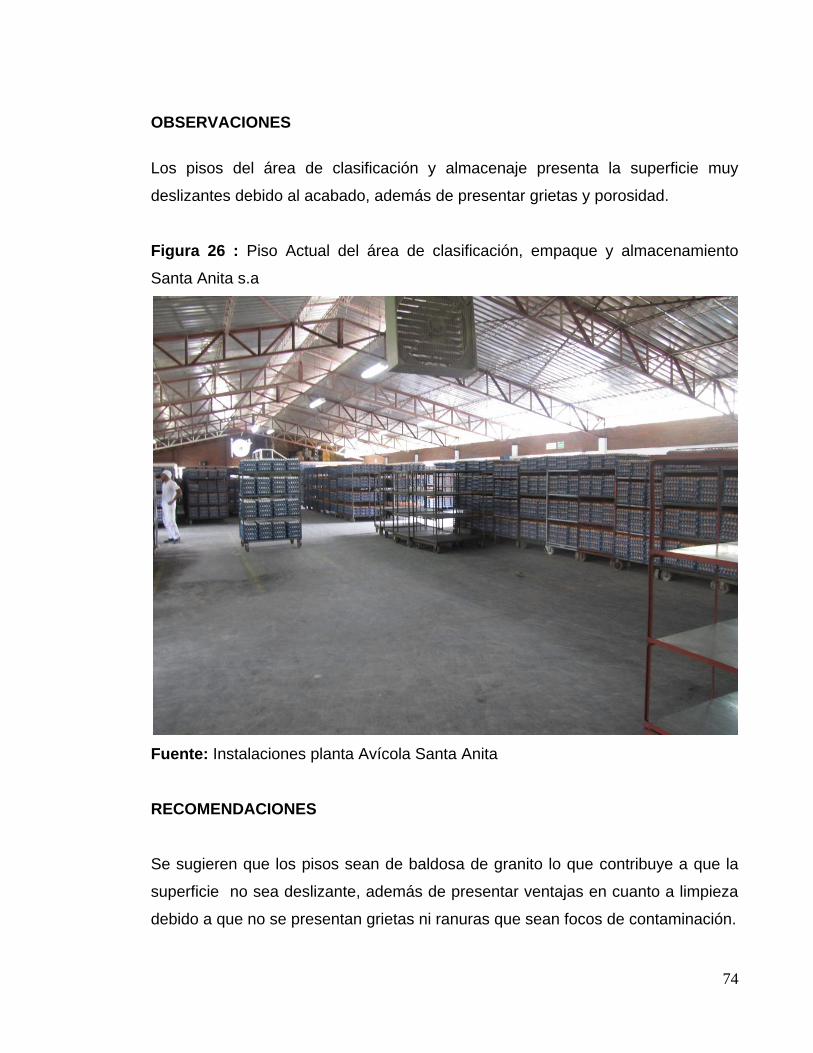
74
OBSERVACIONES
Los pisos del área de clasificación y almacenaje presenta la superficie muy
deslizantes debido al acabado, además de presentar grietas y porosidad.
Figura 26 : Piso Actual del área de clasificación, empaque y almacenamiento
Santa Anita s.a
Fuente: Instalaciones planta Avícola Santa Anita
RECOMENDACIONES
Se sugieren que los pisos sean de baldosa de granito lo que contribuye a que la
superficie no sea deslizante, además de presentar ventajas en cuanto a limpieza
debido a que no se presentan grietas ni ranuras que sean focos de contaminación.
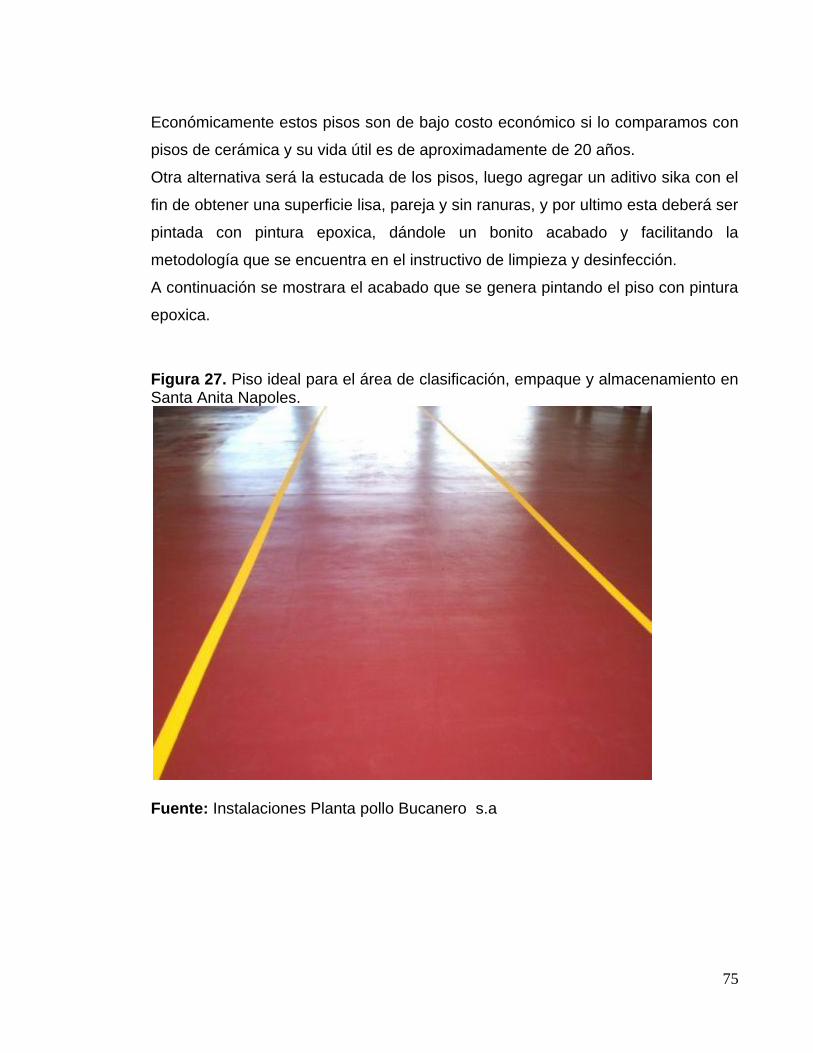
75
Económicamente estos pisos son de bajo costo económico si lo comparamos con
pisos de cerámica y su vida útil es de aproximadamente de 20 años.
Otra alternativa será la estucada de los pisos, luego agregar un aditivo sika con el
fin de obtener una superficie lisa, pareja y sin ranuras, y por ultimo esta deberá ser
pintada con pintura epoxica, dándole un bonito acabado y facilitando la
metodología que se encuentra en el instructivo de limpieza y desinfección.
A continuación se mostrara el acabado que se genera pintando el piso con pintura
epoxica.
Figura 27. Piso ideal para el área de clasificación, empaque y almacenamiento en Santa Anita Napoles.
Fuente: Instalaciones Planta pollo Bucanero s.a
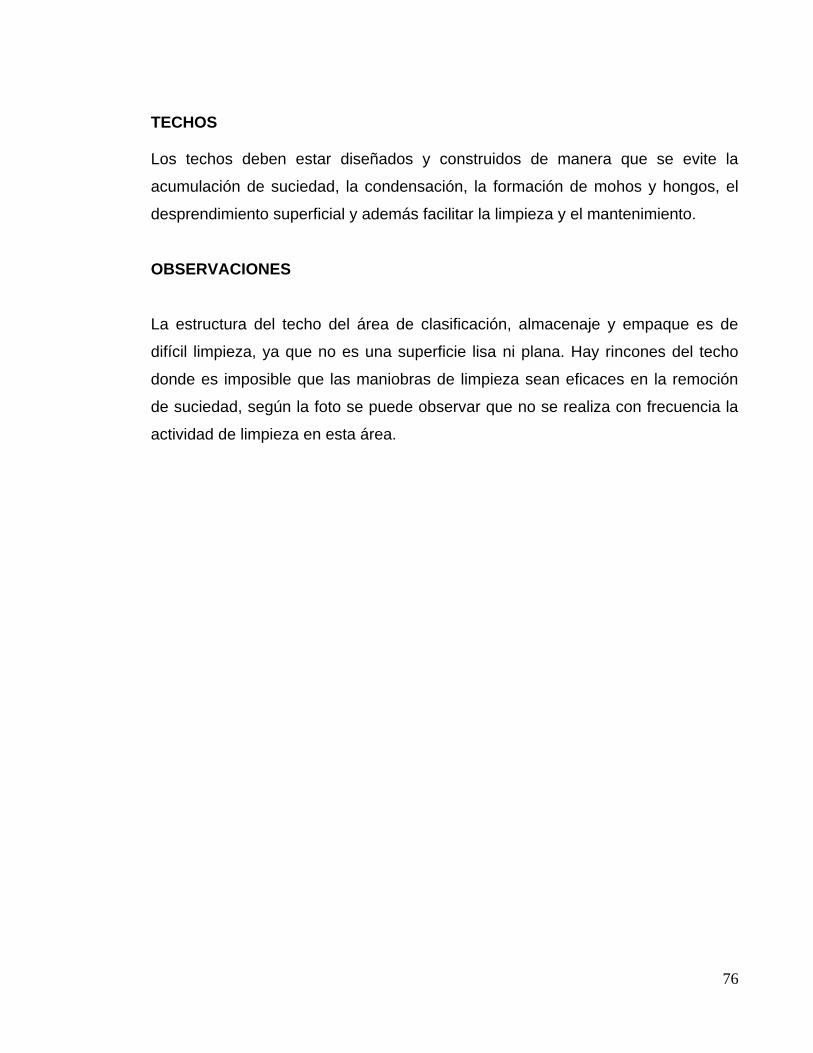
76
TECHOS Los techos deben estar diseñados y construidos de manera que se evite la
acumulación de suciedad, la condensación, la formación de mohos y hongos, el
desprendimiento superficial y además facilitar la limpieza y el mantenimiento.
OBSERVACIONES
La estructura del techo del área de clasificación, almacenaje y empaque es de
difícil limpieza, ya que no es una superficie lisa ni plana. Hay rincones del techo
donde es imposible que las maniobras de limpieza sean eficaces en la remoción
de suciedad, según la foto se puede observar que no se realiza con frecuencia la
actividad de limpieza en esta área.
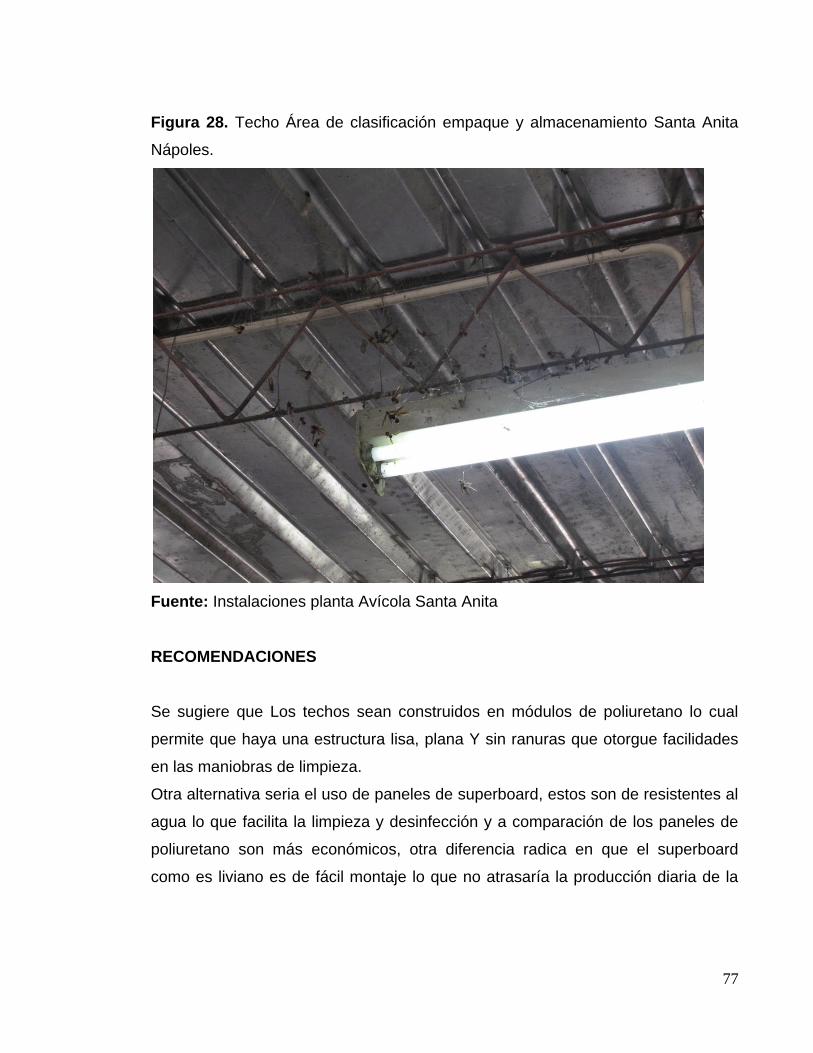
77
Figura 28. Techo Área de clasificación empaque y almacenamiento Santa Anita
Nápoles.
Fuente: Instalaciones planta Avícola Santa Anita
RECOMENDACIONES
Se sugiere que Los techos sean construidos en módulos de poliuretano lo cual
permite que haya una estructura lisa, plana Y sin ranuras que otorgue facilidades
en las maniobras de limpieza.
Otra alternativa seria el uso de paneles de superboard, estos son de resistentes al
agua lo que facilita la limpieza y desinfección y a comparación de los paneles de
poliuretano son más económicos, otra diferencia radica en que el superboard
como es liviano es de fácil montaje lo que no atrasaría la producción diaria de la
78
planta. Su vida útil es de aproximadamente 5 años y de los paneles de poliuretano
es de 15 años según manuales y fichas técnicas de los materiales.
Figura 29. Techo ideal área clasificación, empaque y almacenamiento Santa
Anita.
Fuente: www.acabadossuperboard.com
5.2.4 Existen lavamanos no accionados manualmente, dotados con jabón líquido y
solución desinfectantes ubicadas en áreas de proceso o cercanías a estas.
79
Figura 30. Zona de Higiene y desinfección Avícola Santa Anita Napoles.
Fuente: Instalaciones planta avícola santa Anita
RECOMENDACIONES
Se recomienda el uso de lavamos no accionado manualmente a la entrada de
cada área de proceso, con el fin de facilitar las actividades de limpieza de los
manipuladores.
80
Figura 31. Lavamanos no accionado manualmente.
Fuente: Citalsa equipos y servicios de calidad
5.2.7 Las lámparas y accesorios son de seguridad, están protegidas para evitar la
contaminación en caso de ruptura, están en buen estado y limpias.
OBSERVACIONES Las lámparas de las diferentes áreas de la empresa no cuentan con la protección
ni la iluminación adecuada, lo que implica que al momento de presentarse una
ruptura haya un riesgo por agentes físicos.
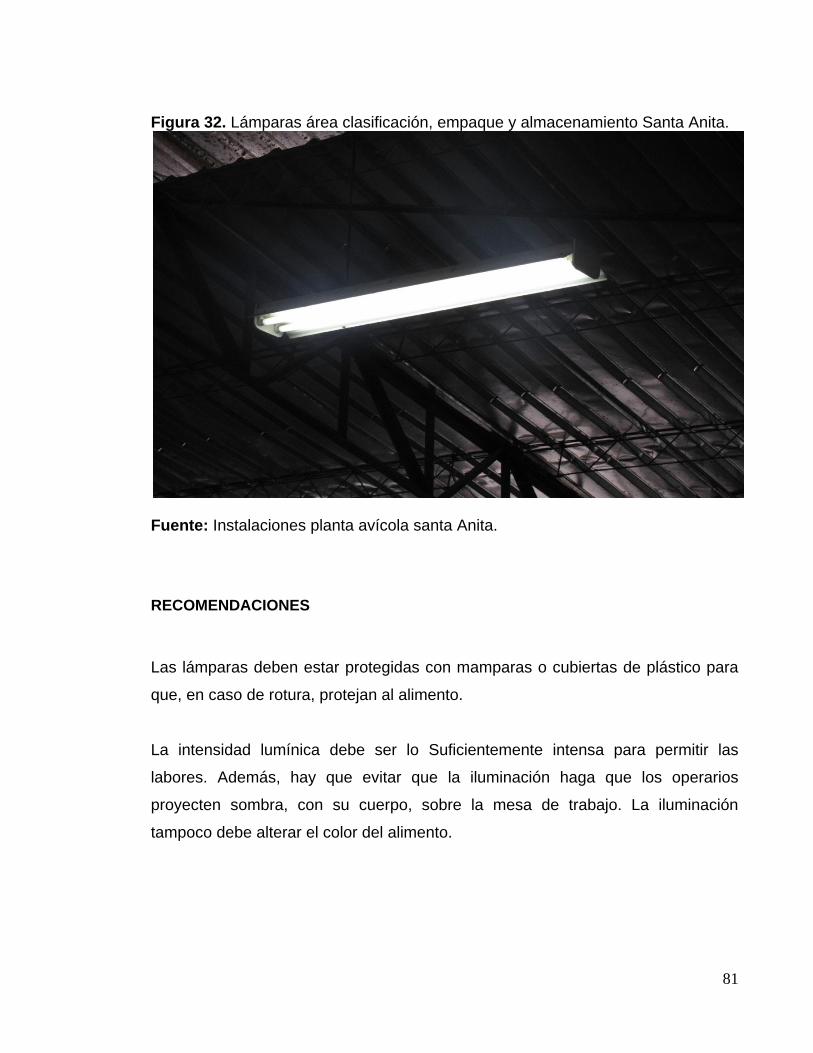
81
Figura 32. Lámparas área clasificación, empaque y almacenamiento Santa Anita.
Fuente: Instalaciones planta avícola santa Anita.
RECOMENDACIONES
Las lámparas deben estar protegidas con mamparas o cubiertas de plástico para
que, en caso de rotura, protejan al alimento.
La intensidad lumínica debe ser lo Suficientemente intensa para permitir las
labores. Además, hay que evitar que la iluminación haga que los operarios
proyecten sombra, con su cuerpo, sobre la mesa de trabajo. La iluminación
tampoco debe alterar el color del alimento.
82
Figura 33. Lámparas con protección
FUENTE: http://www.zalux.es/default.aspx?info=00002E.com
5.2.9. La sala de proceso se encuentran limpia y ordenada.
OBSERVACIONES En la sala de proceso se encuentra diferentes operaciones unitarias como la
clasificación, empaque y almacenamiento, que origina desorden debido a que no
se pueden identificar bien las áreas. Esto ocasiona errores al momento de la
rotación del producto, dificultad en el momento del despacho, errores en la
contabilidad e inventarios.
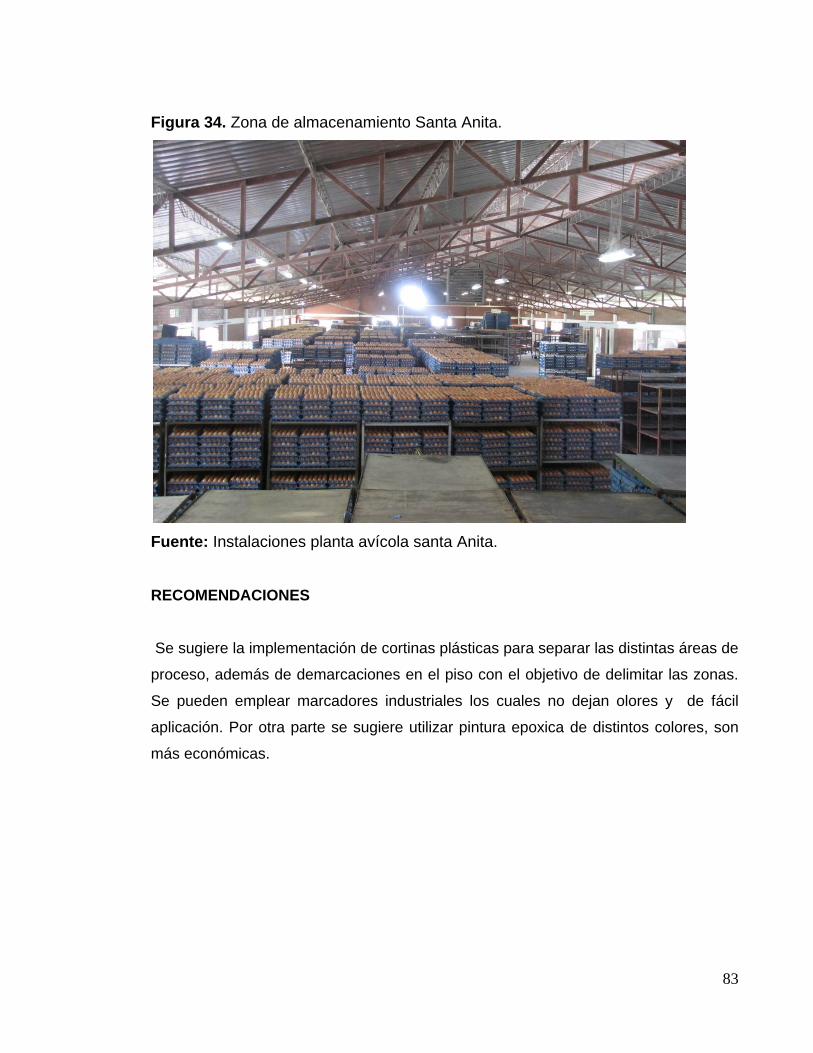
83
Figura 34. Zona de almacenamiento Santa Anita.
Fuente: Instalaciones planta avícola santa Anita.
RECOMENDACIONES
Se sugiere la implementación de cortinas plásticas para separar las distintas áreas de
proceso, además de demarcaciones en el piso con el objetivo de delimitar las zonas.
Se pueden emplear marcadores industriales los cuales no dejan olores y de fácil
aplicación. Por otra parte se sugiere utilizar pintura epoxica de distintos colores, son
más económicas.
84
Figura 35. Pintura EPOXICA.
Fuente: www.comex.com
5.7 ALMACENAMIENTO DE PRODUCTO TERMINADO
5.7.3 El almacenamiento de los productos se realiza ordenadamente, en pilas
sobre estibas apropiadas, con adecuada separación de las paredes y el piso.
OBSERVACIONES
En la empresa santa Anita Nápoles y especialmente en las áreas de producción,
almacenaje de huevo y cuartos fríos se manejan estibas de madera incumpliendo con
lo descrito en la norma
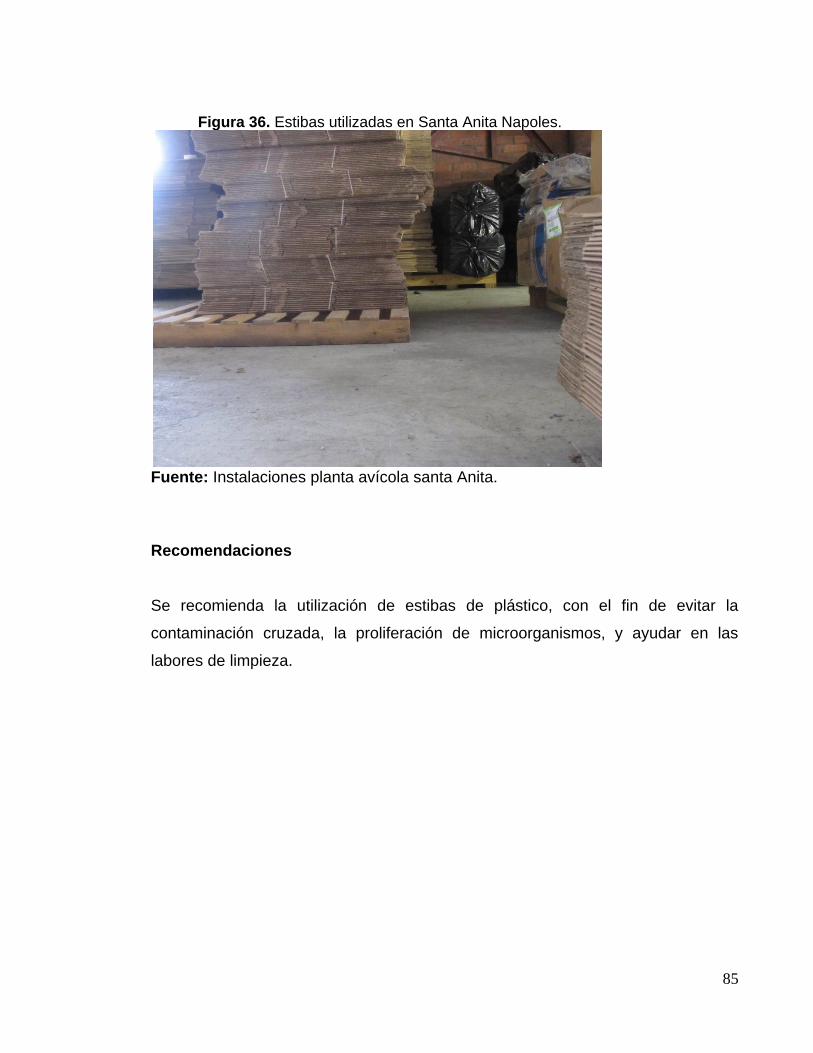
85
Figura 36. Estibas utilizadas en Santa Anita Napoles.
Fuente: Instalaciones planta avícola santa Anita. Recomendaciones
Se recomienda la utilización de estibas de plástico, con el fin de evitar la
contaminación cruzada, la proliferación de microorganismos, y ayudar en las
labores de limpieza.
86
Figura 37. Estiba de plastico para almacenamiento sugerida.
Fuentes: www.rimaxestibasdeplastico.com
5.8 CONDICIONES DE TRANSPORTE. 5.8.2 Los vehículos se encuentran en adecuadas condiciones sanitarias de aseo y operación para el transporte de los productos. OBSERVACIONES Se detecto que los camiones que trabajaban con termoking no cumplían con las
condiciones sanitarias requeridas, ya que el alimento (yema) eran transportados
sin estibas, las canastillas que contienen los mismos eran puestas en el suelo del
camión sin ninguna clase de protección, además los termómetros de temperatura
no estaban calibrados y por ende no realizaban las lecturas correctas,
presentándose así rompimiento en las cadenas de frio y por ende deterioros del
alimento antes de llegar al sitio de venta.
87
RECOMENDACIONES
Se sugiere comprar temprecord los cuales hacen lecturas de variación de
temperatura respecto al tiempo, con el objetivo de realizar acciones correctivas y
preventivas para garantizar la inocuidad del alimento.
Figura 38. Temprecord
Fuente: www.Bissinescompanitechnology.com Además se deben diseñar instructivos de mantenimiento, con su respectivo formato de evaluación para controlar específicamente el proceso.
88
6.4. Diseñar e implementar el procedimiento de Limpieza y desinfección en la
zona de clasificación y empaque. Posteriormente a la certificación en ISO 9001:2008; la empresa Granja Avícola Santa
Nápoles s.a, estableció su Programa de Limpieza y desinfección para el área de
clasificación y empaque. Sin embargo el diagnostico y evaluación frente a BPM
realizado para este trabajo, permitieron conocer las no conformidades que se
presentan en esta área, y evidenciar la ausencia de instructivos. siendo este lugar de
vital importancia para asegurar la inocuidad, pues es aquí donde permanece el
producto desde su recepción proveniente de las granjas, hasta el despacho como
producto final, en esta empresa esta zona tiene una característica en especial, las
operaciones de clasificación, empaque y almacenamiento se encuentran
secuencialmente en la misma ubicación o área.
En este contexto, la jefe de Calidad de la empresa sugirió orientar nuestro trabajo al
diseño del procedimiento Limpieza y desinfección en clasificación, y de esta manera
contribuir a la correcta ejecución de tan importante Programa, ya que esta zona
abarca las áreas de almacenamiento y empaque surgiendo la necesidad de establecer
un procedimiento que pueda ser socializado e implementado inmediatamente.
En vista del inadecuado proceso de verificación de aplicación del programa, se
determino la importancia de diseñar e incluir en el procedimiento de limpieza y
desinfección de clasificación, la lista de chequeo que permita llevar registros de
cumplimiento de esta acción (Formato de verificación de Limpieza y desinfección en
clasificación) (ver anexos 2 y 3)
89
CONCLUSIONES
Se realizó la visita a la planta Santa Anita Nápoles S.A. donde se logro
observar todo el proceso de producción, clasificación, empaque y
comercialización del huevo.
Se adquirió conocimiento en lo referente a normatividad y documentación
de un sistema de gestión de la calidad, indagando normas, leyes y decretos
con base en la comercialización de huevo y sistemas como las normas ISO.
Se logró realizar el diagnóstico de la empresa con base en el documento
del acta de visita de inspección sanitaria a fábricas de alimentos (mipymes),
y el decreto 3075 de 1997, con los cuales se logró apreciar e identificar las
no conformidades en la granja Avícola Santa Anita Nápoles S.A. Sin
embargo se enfatizó en el acta de INVIMA con la cual se realizaron los
respectivos análisis estadísticos y se tuvieron en cuenta los ítems de
importancia en el decreto 3075 que no estaban contemplados en el otro
documento.
Se logro realizar aportes, sugerencias y contribuciones a la empresa
respecto a las no conformidades detectadas en el diagnostico realizado.
Es muy importante tener en cuenta desde el inicio de operación de una
empresa su respectiva ubicación, ya que realizar modificaciones a futuro
requiere de altas inversiones.
90
La empresa comercializadora de huevo Santa Anita Nápoles S.A. logró
adquirir mayor conocimiento de acciones que pueden realizar para
contribuir con el fortalecimiento de su sistema de gestión de la calidad y
adquirir mayor cumplimiento con esta normatividad, realizando aportes
accesibles con el objetivo principal de la compañía que se enfoca en la
satisfacción de todos sus clientes.
Se evidencio que aunque la compañía cumple con un porcentaje alto de
cumplimiento de la normatividad (82%), gran parte de sus no
conformidades incluyen altos costos económicos ya que se centran en el
capítulo 1 del decreto que tiene que ver la parte de infraestructura física, lo
que dificulta en gran medida el cumplimiento para estas acciones.
Mediante la documentación formulada para la empresa los operarios
pudieron seguir los procedimientos y utilizar los registros para que en sus
actividades diarias se pueda ir desarrollando una estandarización de
proceso y producto.
Se presento el planteamiento de acciones correctivas para las no
conformidades a las ingeniera a cargo del departamento de calidad de
Santa Anita Nápoles, el cual se socializara posteriormente.
A pesar de que Santa Anita Nápoles, es una de las empresas avícolas
dedicadas a la producción de huevo mas grande del país, cuenta con no
conformidades de fácil corrección, demostrando que hace falta coordinación
y planeación por parte de la alta gerencia. Y evidenciando la falta de
compromiso con el mejoramiento continuo.
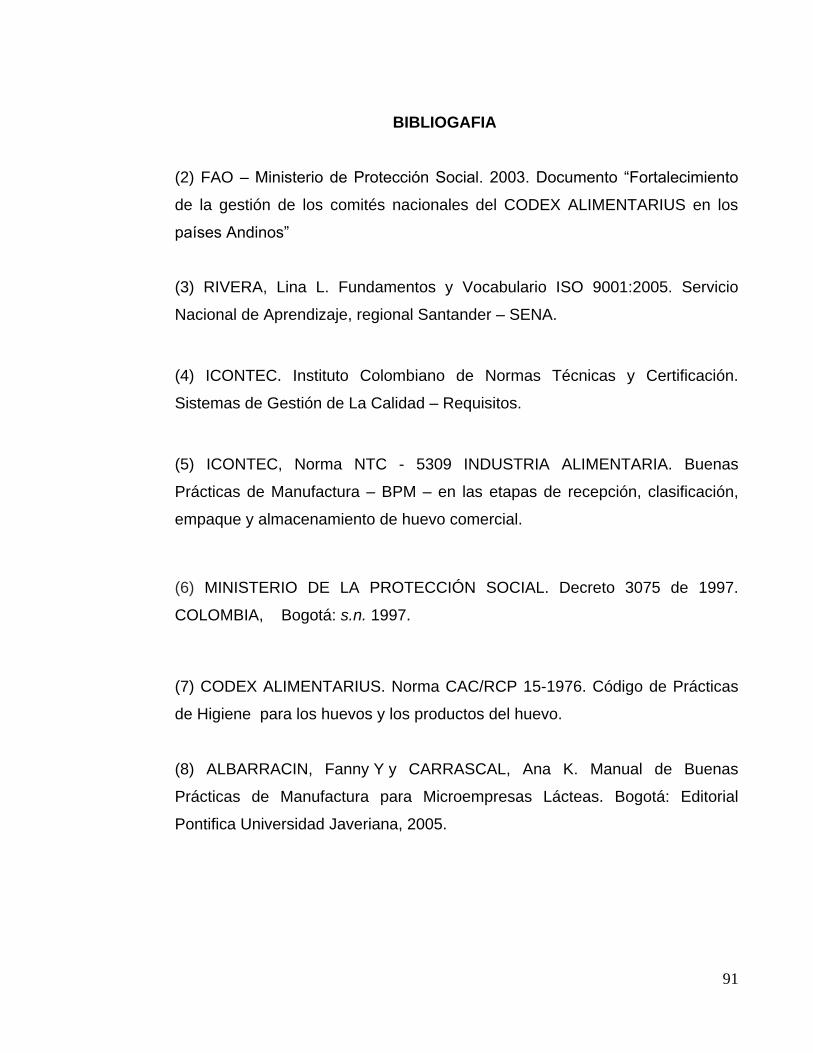
91
BIBLIOGAFIA
(2) FAO – Ministerio de Protección Social. 2003. Documento “Fortalecimiento
de la gestión de los comités nacionales del CODEX ALIMENTARIUS en los
países Andinos”
(3) RIVERA, Lina L. Fundamentos y Vocabulario ISO 9001:2005. Servicio
Nacional de Aprendizaje, regional Santander – SENA.
(4) ICONTEC. Instituto Colombiano de Normas Técnicas y Certificación.
Sistemas de Gestión de La Calidad – Requisitos.
(5) ICONTEC, Norma NTC - 5309 INDUSTRIA ALIMENTARIA. Buenas
Prácticas de Manufactura – BPM – en las etapas de recepción, clasificación,
empaque y almacenamiento de huevo comercial.
(6) MINISTERIO DE LA PROTECCIÓN SOCIAL. Decreto 3075 de 1997.
COLOMBIA, Bogotá: s.n. 1997.
(7) CODEX ALIMENTARIUS. Norma CAC/RCP 15-1976. Código de Prácticas
de Higiene para los huevos y los productos del huevo.
(8) ALBARRACIN, Fanny Y y CARRASCAL, Ana K. Manual de Buenas
Prácticas de Manufactura para Microempresas Lácteas. Bogotá: Editorial
Pontifica Universidad Javeriana, 2005.
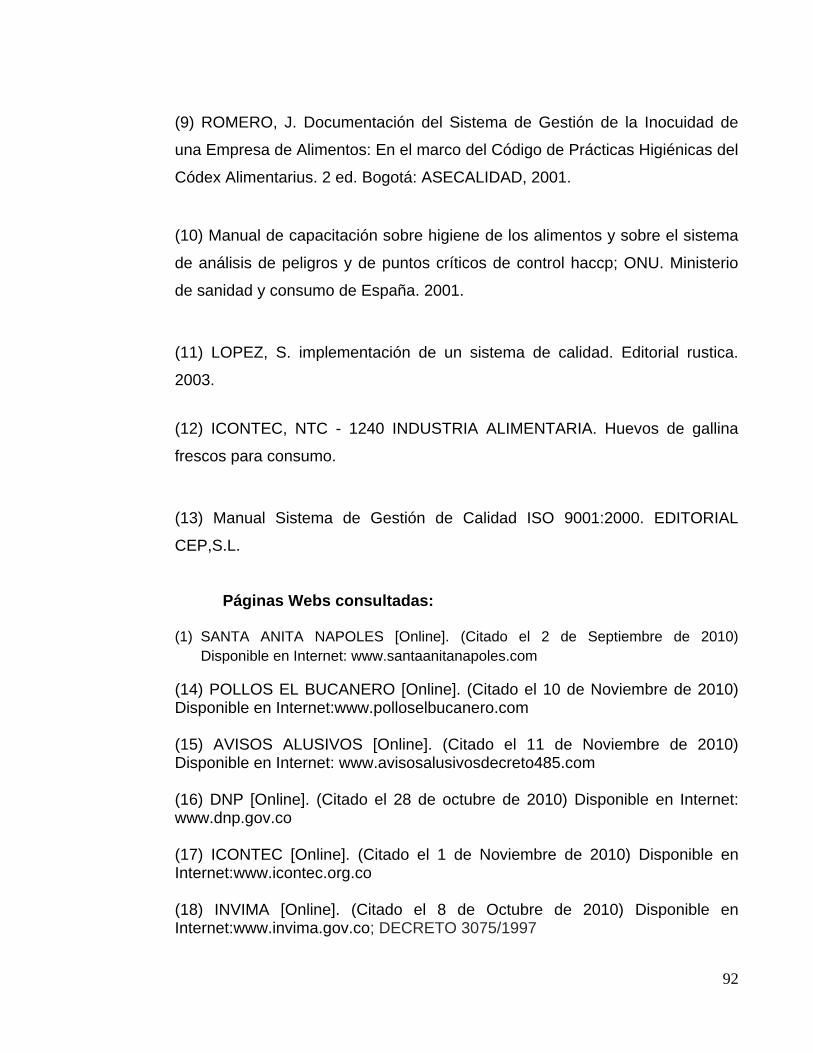
92
(9) ROMERO, J. Documentación del Sistema de Gestión de la Inocuidad de
una Empresa de Alimentos: En el marco del Código de Prácticas Higiénicas del
Códex Alimentarius. 2 ed. Bogotá: ASECALIDAD, 2001.
(10) Manual de capacitación sobre higiene de los alimentos y sobre el sistema
de análisis de peligros y de puntos críticos de control haccp; ONU. Ministerio
de sanidad y consumo de España. 2001.
(11) LOPEZ, S. implementación de un sistema de calidad. Editorial rustica.
2003.
(12) ICONTEC, NTC - 1240 INDUSTRIA ALIMENTARIA. Huevos de gallina
frescos para consumo.
(13) Manual Sistema de Gestión de Calidad ISO 9001:2000. EDITORIAL
CEP,S.L.
Páginas Webs consultadas:
(1) SANTA ANITA NAPOLES [Online]. (Citado el 2 de Septiembre de 2010)
Disponible en Internet: www.santaanitanapoles.com
(14) POLLOS EL BUCANERO [Online]. (Citado el 10 de Noviembre de 2010) Disponible en Internet:www.polloselbucanero.com
(15) AVISOS ALUSIVOS [Online]. (Citado el 11 de Noviembre de 2010) Disponible en Internet: www.avisosalusivosdecreto485.com
(16) DNP [Online]. (Citado el 28 de octubre de 2010) Disponible en Internet: www.dnp.gov.co
(17) ICONTEC [Online]. (Citado el 1 de Noviembre de 2010) Disponible en Internet:www.icontec.org.co
(18) INVIMA [Online]. (Citado el 8 de Octubre de 2010) Disponible en Internet:www.invima.gov.co; DECRETO 3075/1997
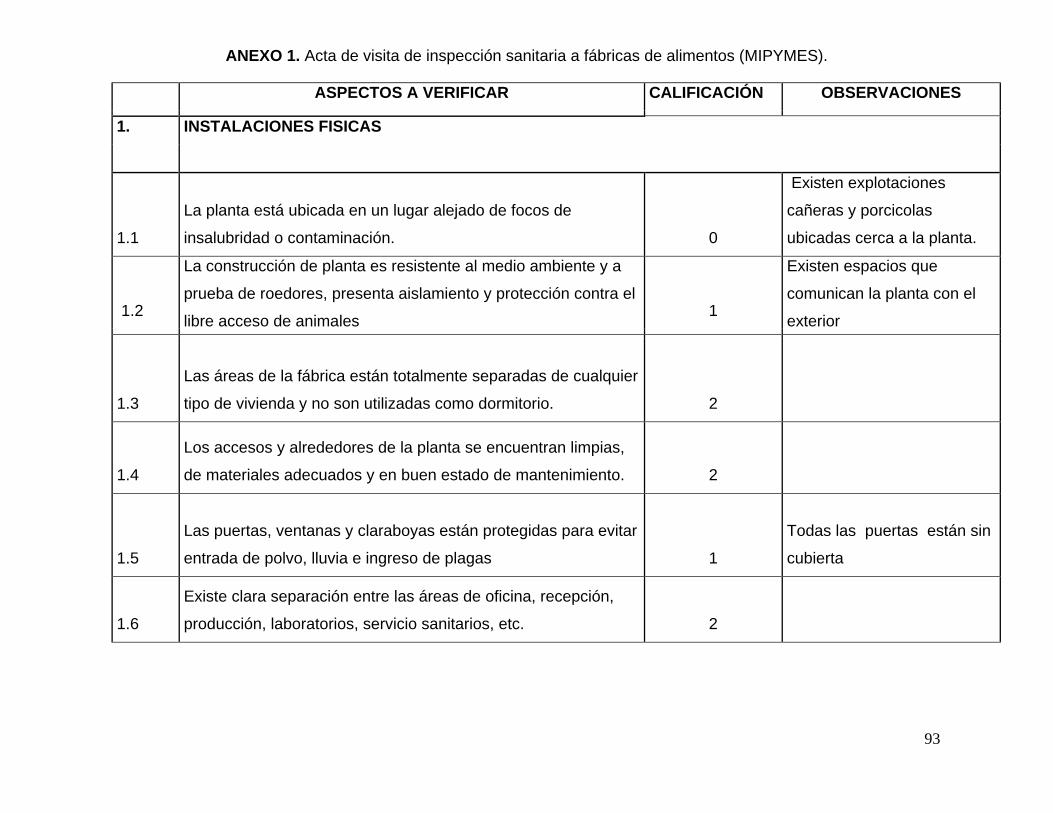
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
93
ASPECTOS A VERIFICAR CALIFICACIÓN OBSERVACIONES
1. INSTALACIONES FISICAS
1.1
La planta está ubicada en un lugar alejado de focos de
insalubridad o contaminación. 0
Existen explotaciones
cañeras y porcicolas
ubicadas cerca a la planta.
1.2
La construcción de planta es resistente al medio ambiente y a
prueba de roedores, presenta aislamiento y protección contra el
libre acceso de animales 1
Existen espacios que
comunican la planta con el
exterior
1.3
Las áreas de la fábrica están totalmente separadas de cualquier
tipo de vivienda y no son utilizadas como dormitorio. 2
1.4
Los accesos y alrededores de la planta se encuentran limpias,
de materiales adecuados y en buen estado de mantenimiento. 2
1.5
Las puertas, ventanas y claraboyas están protegidas para evitar
entrada de polvo, lluvia e ingreso de plagas 1
Todas las puertas están sin
cubierta
1.6
Existe clara separación entre las áreas de oficina, recepción,
producción, laboratorios, servicio sanitarios, etc. 2
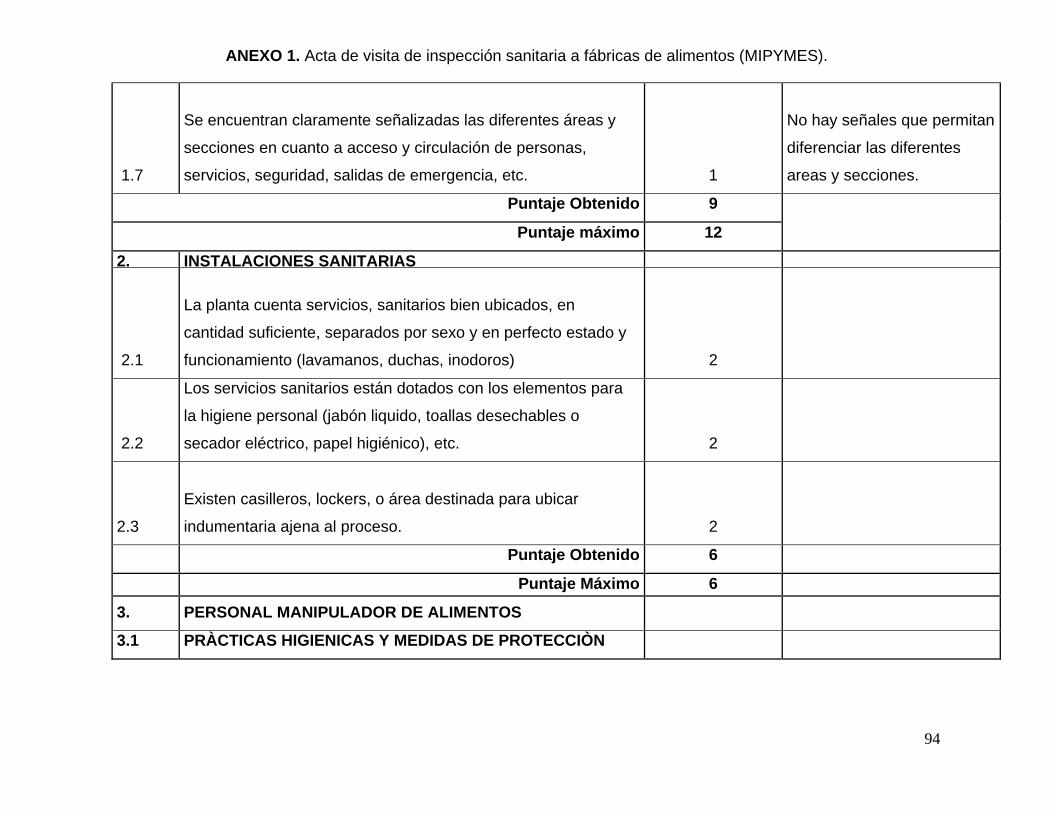
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
94
1.7
Se encuentran claramente señalizadas las diferentes áreas y
secciones en cuanto a acceso y circulación de personas,
servicios, seguridad, salidas de emergencia, etc. 1
No hay señales que permitan
diferenciar las diferentes
areas y secciones.
Puntaje Obtenido 9
Puntaje máximo 12
2. INSTALACIONES SANITARIAS
2.1
La planta cuenta servicios, sanitarios bien ubicados, en
cantidad suficiente, separados por sexo y en perfecto estado y
funcionamiento (lavamanos, duchas, inodoros) 2
2.2
Los servicios sanitarios están dotados con los elementos para
la higiene personal (jabón liquido, toallas desechables o
secador eléctrico, papel higiénico), etc. 2
2.3
Existen casilleros, lockers, o área destinada para ubicar
indumentaria ajena al proceso. 2
Puntaje Obtenido 6
Puntaje Máximo 6
3. PERSONAL MANIPULADOR DE ALIMENTOS
3.1 PRÀCTICAS HIGIENICAS Y MEDIDAS DE PROTECCIÒN
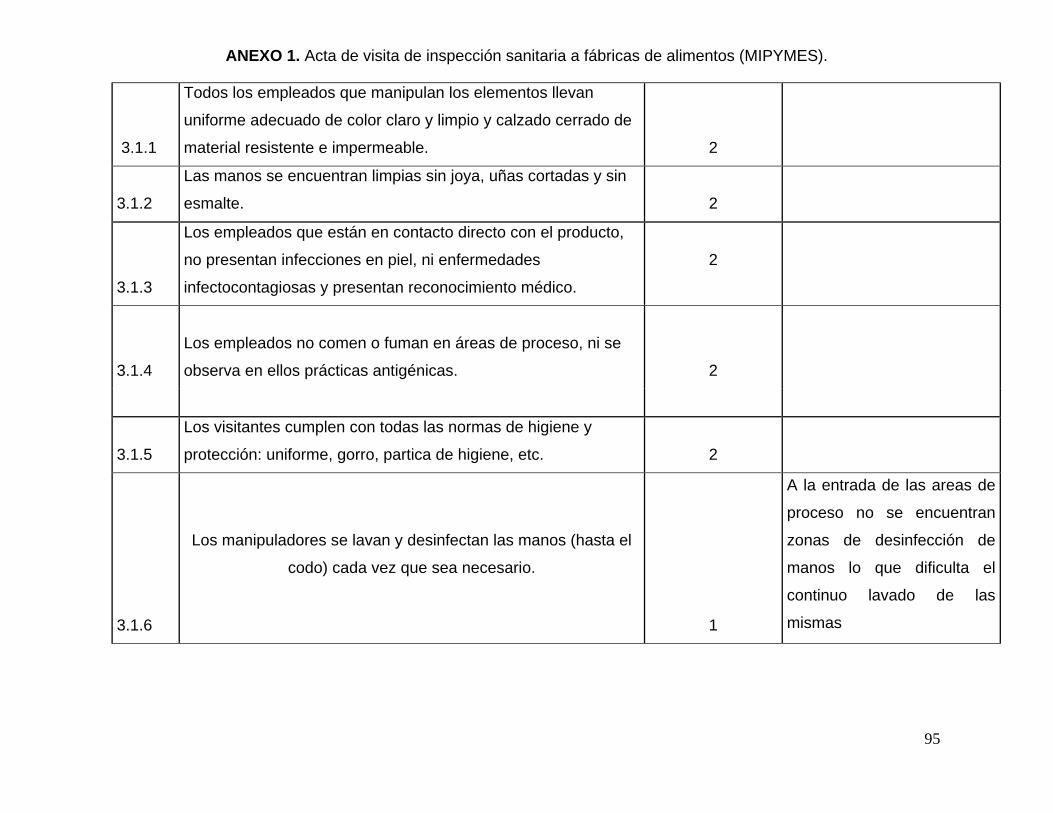
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
95
3.1.1
Todos los empleados que manipulan los elementos llevan
uniforme adecuado de color claro y limpio y calzado cerrado de
material resistente e impermeable. 2
3.1.2
Las manos se encuentran limpias sin joya, uñas cortadas y sin
esmalte. 2
3.1.3
Los empleados que están en contacto directo con el producto,
no presentan infecciones en piel, ni enfermedades
infectocontagiosas y presentan reconocimiento médico.
2
3.1.4
Los empleados no comen o fuman en áreas de proceso, ni se
observa en ellos prácticas antigénicas. 2
3.1.5
Los visitantes cumplen con todas las normas de higiene y
protección: uniforme, gorro, partica de higiene, etc. 2
3.1.6
Los manipuladores se lavan y desinfectan las manos (hasta el
codo) cada vez que sea necesario.
1
A la entrada de las areas de
proceso no se encuentran
zonas de desinfección de
manos lo que dificulta el
continuo lavado de las
mismas
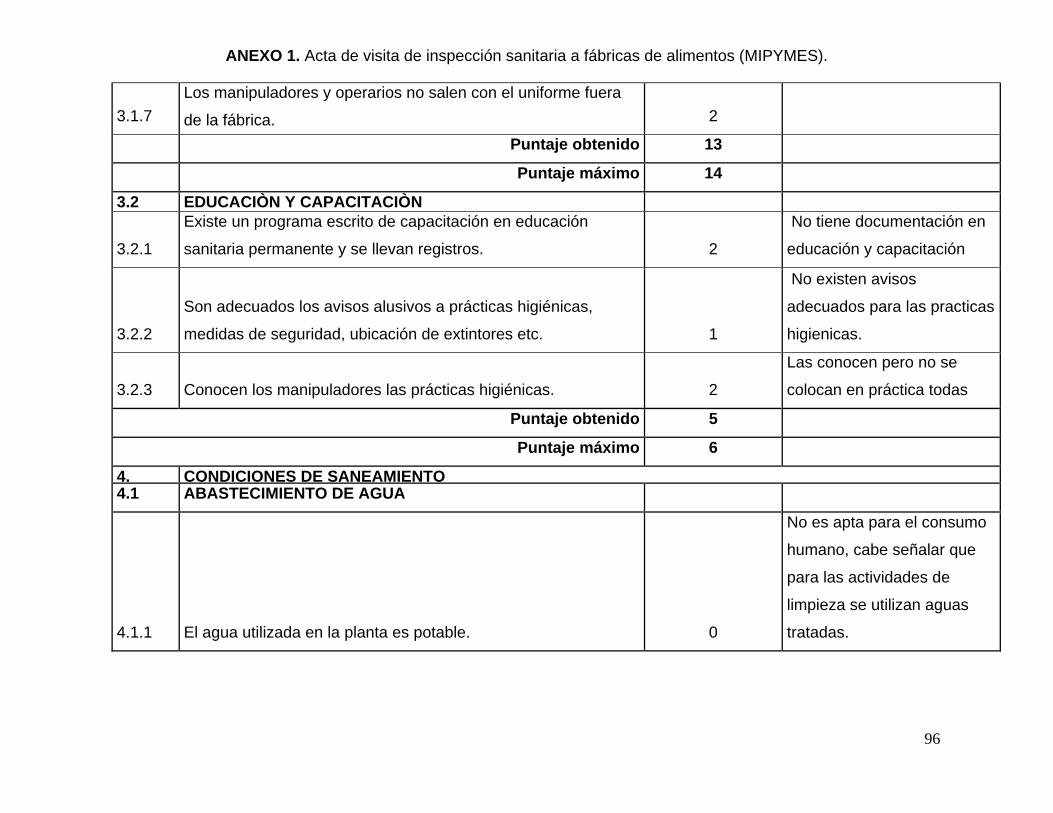
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
96
3.1.7
Los manipuladores y operarios no salen con el uniforme fuera
de la fábrica. 2
Puntaje obtenido 13
Puntaje máximo 14
3.2 EDUCACIÒN Y CAPACITACIÒN
3.2.1
Existe un programa escrito de capacitación en educación
sanitaria permanente y se llevan registros. 2
No tiene documentación en
educación y capacitación
3.2.2
Son adecuados los avisos alusivos a prácticas higiénicas,
medidas de seguridad, ubicación de extintores etc. 1
No existen avisos
adecuados para las practicas
higienicas.
3.2.3
Conocen los manipuladores las prácticas higiénicas. 2
Las conocen pero no se
colocan en práctica todas
Puntaje obtenido 5
Puntaje máximo 6
4. CONDICIONES DE SANEAMIENTO
4.1 ABASTECIMIENTO DE AGUA
4.1.1 El agua utilizada en la planta es potable. 0
No es apta para el consumo
humano, cabe señalar que
para las actividades de
limpieza se utilizan aguas
tratadas.
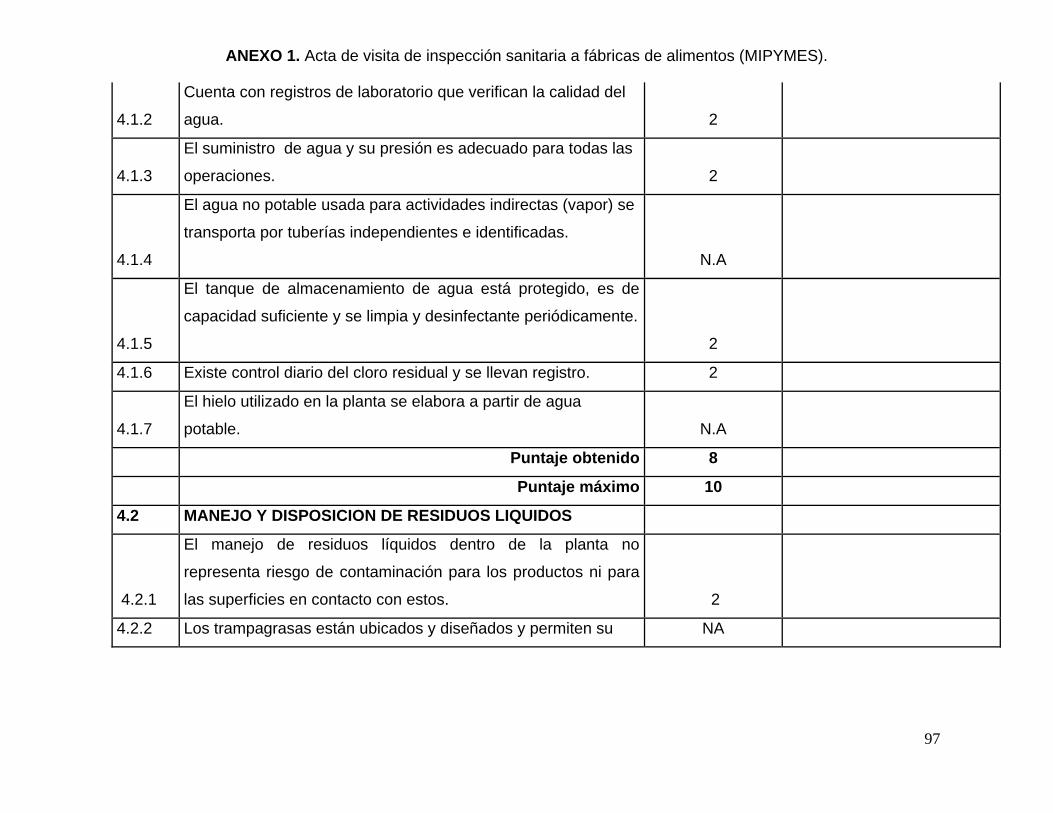
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
97
4.1.2
Cuenta con registros de laboratorio que verifican la calidad del
agua. 2
4.1.3
El suministro de agua y su presión es adecuado para todas las
operaciones. 2
4.1.4
El agua no potable usada para actividades indirectas (vapor) se
transporta por tuberías independientes e identificadas.
N.A
4.1.5
El tanque de almacenamiento de agua está protegido, es de
capacidad suficiente y se limpia y desinfectante periódicamente.
2
4.1.6 Existe control diario del cloro residual y se llevan registro. 2
4.1.7
El hielo utilizado en la planta se elabora a partir de agua
potable. N.A
Puntaje obtenido 8
Puntaje máximo 10
4.2 MANEJO Y DISPOSICION DE RESIDUOS LIQUIDOS
4.2.1
El manejo de residuos líquidos dentro de la planta no
representa riesgo de contaminación para los productos ni para
las superficies en contacto con estos. 2
4.2.2 Los trampagrasas están ubicados y diseñados y permiten su NA
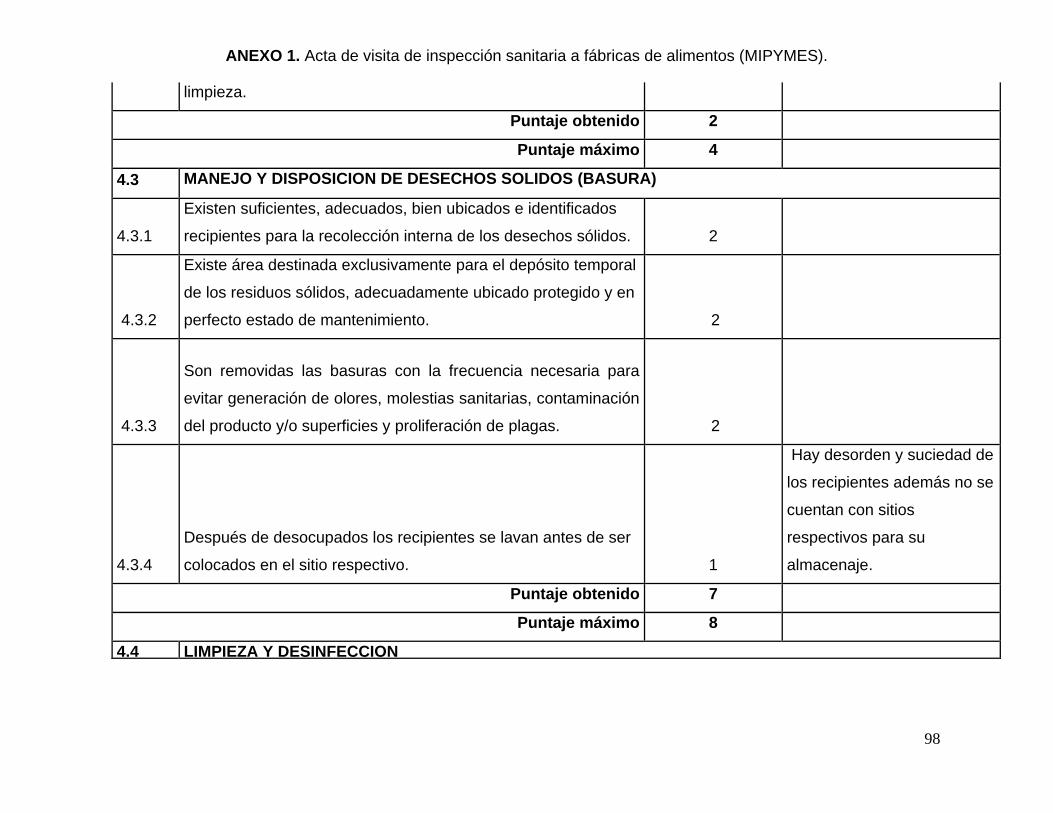
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
98
limpieza.
Puntaje obtenido 2
Puntaje máximo 4
4.3 MANEJO Y DISPOSICION DE DESECHOS SOLIDOS (BASURA)
4.3.1
Existen suficientes, adecuados, bien ubicados e identificados
recipientes para la recolección interna de los desechos sólidos. 2
4.3.2
Existe área destinada exclusivamente para el depósito temporal
de los residuos sólidos, adecuadamente ubicado protegido y en
perfecto estado de mantenimiento. 2
4.3.3
Son removidas las basuras con la frecuencia necesaria para
evitar generación de olores, molestias sanitarias, contaminación
del producto y/o superficies y proliferación de plagas. 2
4.3.4
Después de desocupados los recipientes se lavan antes de ser
colocados en el sitio respectivo. 1
Hay desorden y suciedad de
los recipientes además no se
cuentan con sitios
respectivos para su
almacenaje.
Puntaje obtenido 7
Puntaje máximo 8
4.4 LIMPIEZA Y DESINFECCION
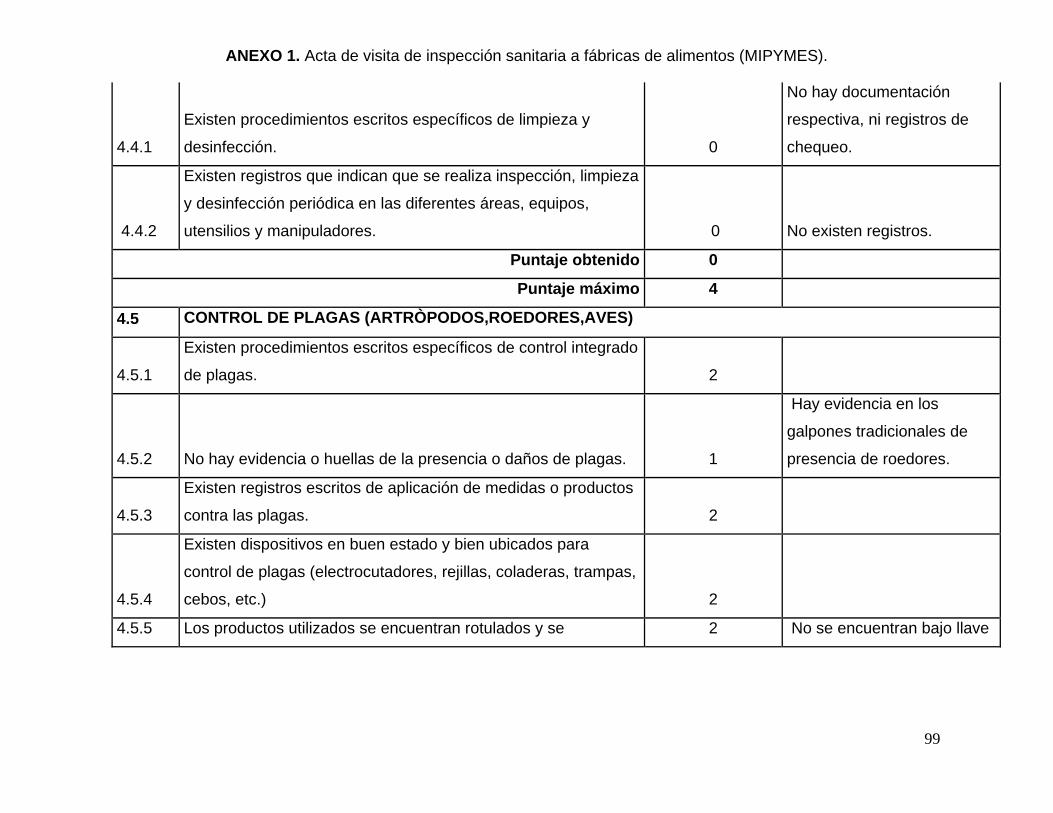
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
99
4.4.1
Existen procedimientos escritos específicos de limpieza y
desinfección. 0
No hay documentación
respectiva, ni registros de
chequeo.
4.4.2
Existen registros que indican que se realiza inspección, limpieza
y desinfección periódica en las diferentes áreas, equipos,
utensilios y manipuladores. 0 No existen registros.
Puntaje obtenido 0
Puntaje máximo 4
4.5 CONTROL DE PLAGAS (ARTRÒPODOS,ROEDORES,AVES)
4.5.1
Existen procedimientos escritos específicos de control integrado
de plagas. 2
4.5.2 No hay evidencia o huellas de la presencia o daños de plagas. 1
Hay evidencia en los
galpones tradicionales de
presencia de roedores.
4.5.3
Existen registros escritos de aplicación de medidas o productos
contra las plagas. 2
4.5.4
Existen dispositivos en buen estado y bien ubicados para
control de plagas (electrocutadores, rejillas, coladeras, trampas,
cebos, etc.) 2
4.5.5 Los productos utilizados se encuentran rotulados y se 2 No se encuentran bajo llave
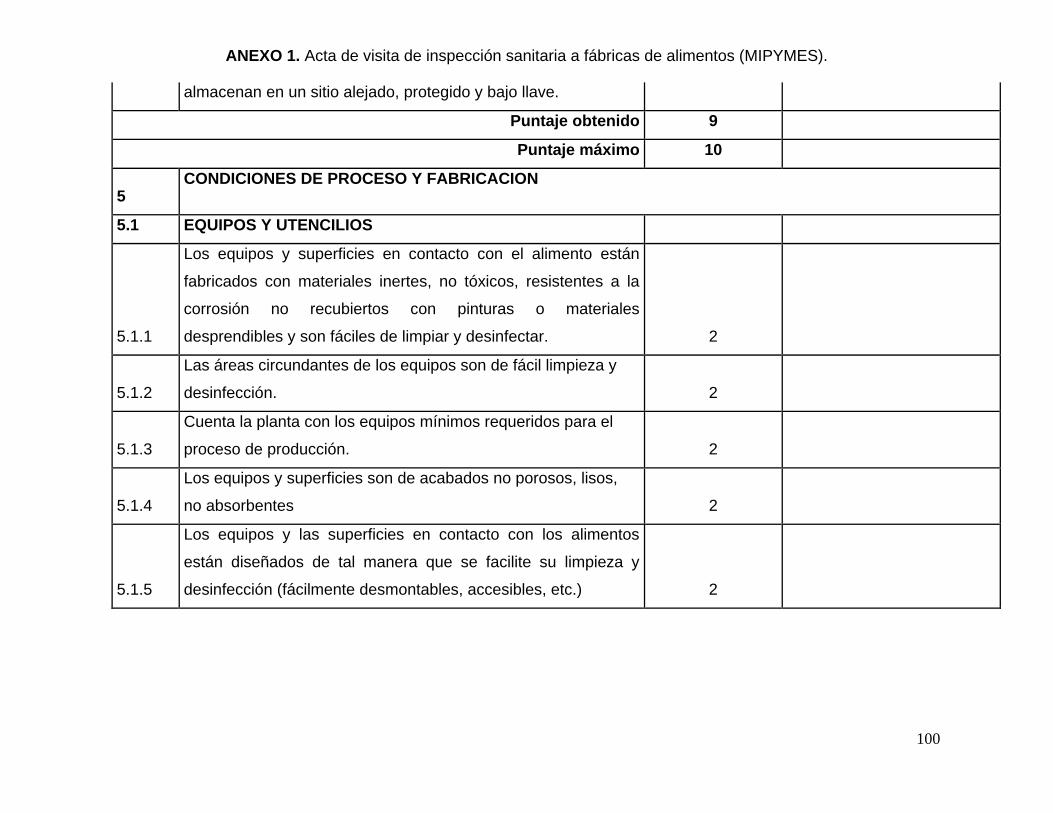
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
100
almacenan en un sitio alejado, protegido y bajo llave.
Puntaje obtenido 9
Puntaje máximo 10
5 CONDICIONES DE PROCESO Y FABRICACION
5.1 EQUIPOS Y UTENCILIOS
5.1.1
Los equipos y superficies en contacto con el alimento están
fabricados con materiales inertes, no tóxicos, resistentes a la
corrosión no recubiertos con pinturas o materiales
desprendibles y son fáciles de limpiar y desinfectar. 2
5.1.2
Las áreas circundantes de los equipos son de fácil limpieza y
desinfección. 2
5.1.3
Cuenta la planta con los equipos mínimos requeridos para el
proceso de producción. 2
5.1.4
Los equipos y superficies son de acabados no porosos, lisos,
no absorbentes 2
5.1.5
Los equipos y las superficies en contacto con los alimentos
están diseñados de tal manera que se facilite su limpieza y
desinfección (fácilmente desmontables, accesibles, etc.) 2
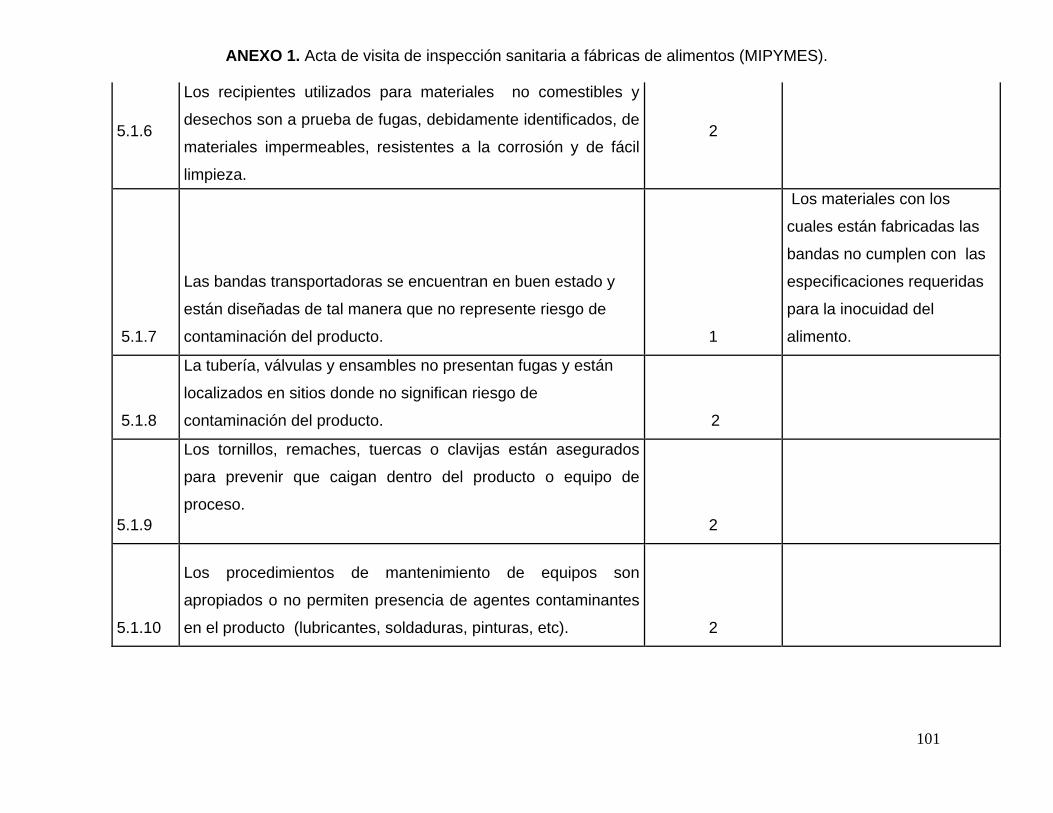
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
101
5.1.6
Los recipientes utilizados para materiales no comestibles y
desechos son a prueba de fugas, debidamente identificados, de
materiales impermeables, resistentes a la corrosión y de fácil
limpieza.
2
5.1.7
Las bandas transportadoras se encuentran en buen estado y
están diseñadas de tal manera que no represente riesgo de
contaminación del producto. 1
Los materiales con los
cuales están fabricadas las
bandas no cumplen con las
especificaciones requeridas
para la inocuidad del
alimento.
5.1.8
La tubería, válvulas y ensambles no presentan fugas y están
localizados en sitios donde no significan riesgo de
contaminación del producto. 2
5.1.9
Los tornillos, remaches, tuercas o clavijas están asegurados
para prevenir que caigan dentro del producto o equipo de
proceso.
2
5.1.10
Los procedimientos de mantenimiento de equipos son
apropiados o no permiten presencia de agentes contaminantes
en el producto (lubricantes, soldaduras, pinturas, etc). 2
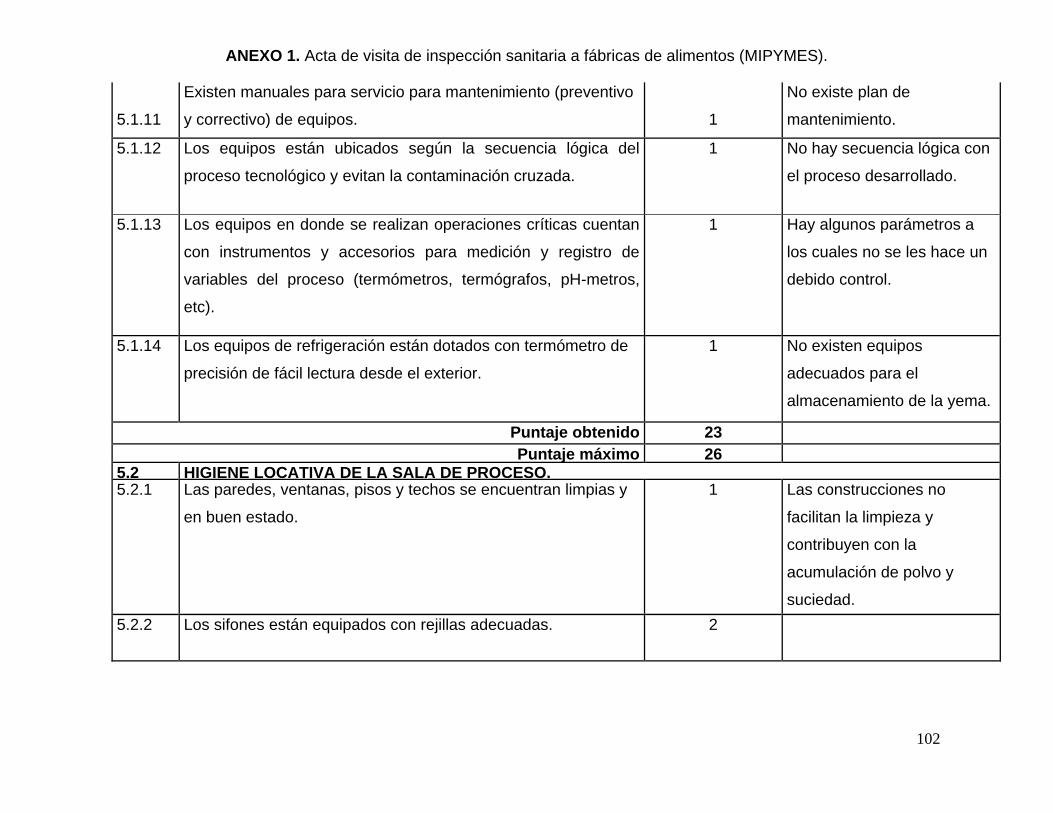
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
102
5.1.11
Existen manuales para servicio para mantenimiento (preventivo
y correctivo) de equipos. 1
No existe plan de
mantenimiento.
5.1.12 Los equipos están ubicados según la secuencia lógica del
proceso tecnológico y evitan la contaminación cruzada.
1 No hay secuencia lógica con
el proceso desarrollado.
5.1.13 Los equipos en donde se realizan operaciones críticas cuentan
con instrumentos y accesorios para medición y registro de
variables del proceso (termómetros, termógrafos, pH-metros,
etc).
1 Hay algunos parámetros a
los cuales no se les hace un
debido control.
5.1.14 Los equipos de refrigeración están dotados con termómetro de
precisión de fácil lectura desde el exterior.
1 No existen equipos
adecuados para el
almacenamiento de la yema.
Puntaje obtenido 23
Puntaje máximo 26 5.2 HIGIENE LOCATIVA DE LA SALA DE PROCESO. 5.2.1 Las paredes, ventanas, pisos y techos se encuentran limpias y
en buen estado.
1 Las construcciones no
facilitan la limpieza y
contribuyen con la
acumulación de polvo y
suciedad.
5.2.2 Los sifones están equipados con rejillas adecuadas. 2
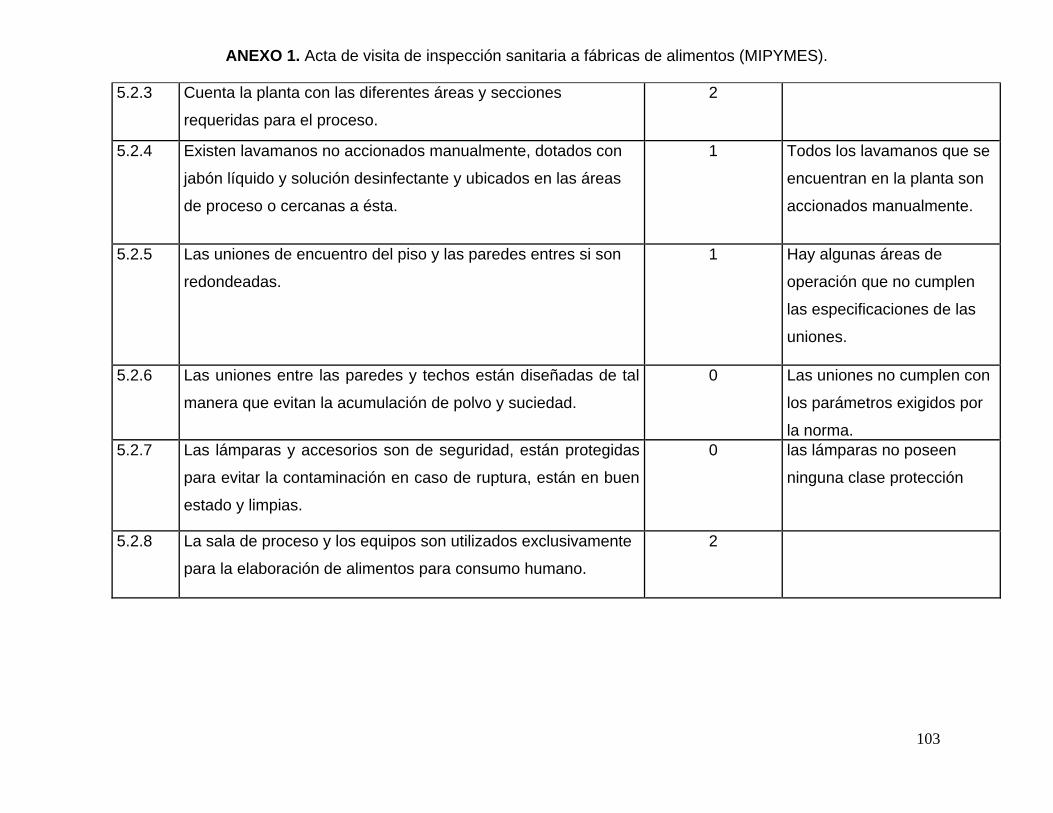
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
103
5.2.3
Cuenta la planta con las diferentes áreas y secciones
requeridas para el proceso.
2
5.2.4 Existen lavamanos no accionados manualmente, dotados con
jabón líquido y solución desinfectante y ubicados en las áreas
de proceso o cercanas a ésta.
1 Todos los lavamanos que se
encuentran en la planta son
accionados manualmente.
5.2.5 Las uniones de encuentro del piso y las paredes entres si son
redondeadas.
1 Hay algunas áreas de
operación que no cumplen
las especificaciones de las
uniones.
5.2.6 Las uniones entre las paredes y techos están diseñadas de tal
manera que evitan la acumulación de polvo y suciedad.
0 Las uniones no cumplen con
los parámetros exigidos por
la norma.
5.2.7 Las lámparas y accesorios son de seguridad, están protegidas
para evitar la contaminación en caso de ruptura, están en buen
estado y limpias.
0 las lámparas no poseen
ninguna clase protección
5.2.8 La sala de proceso y los equipos son utilizados exclusivamente
para la elaboración de alimentos para consumo humano.
2
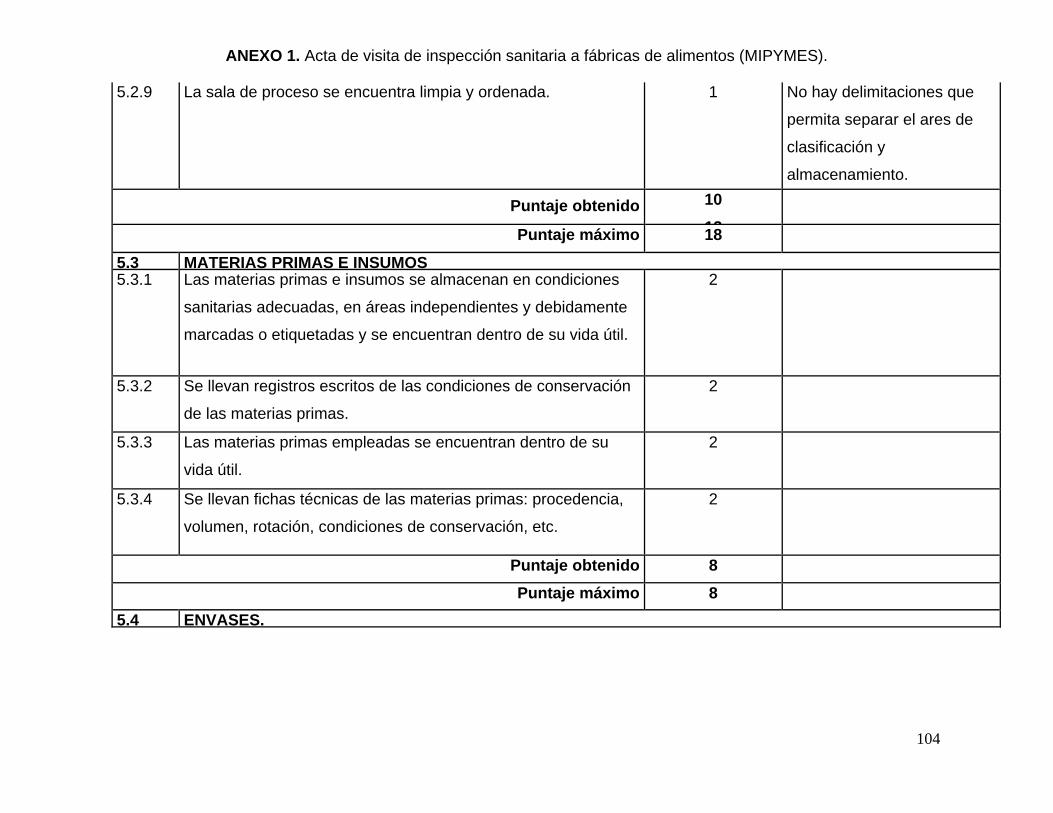
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
104
5.2.9 La sala de proceso se encuentra limpia y ordenada. 1 No hay delimitaciones que
permita separar el ares de
clasificación y
almacenamiento.
Puntaje obtenido 10
12
Puntaje máximo 18
5.3 MATERIAS PRIMAS E INSUMOS 5.3.1 Las materias primas e insumos se almacenan en condiciones
sanitarias adecuadas, en áreas independientes y debidamente
marcadas o etiquetadas y se encuentran dentro de su vida útil.
2
5.3.2 Se llevan registros escritos de las condiciones de conservación
de las materias primas.
2
5.3.3 Las materias primas empleadas se encuentran dentro de su
vida útil.
2
5.3.4 Se llevan fichas técnicas de las materias primas: procedencia,
volumen, rotación, condiciones de conservación, etc.
2
Puntaje obtenido 8
Puntaje máximo 8
5.4 ENVASES.
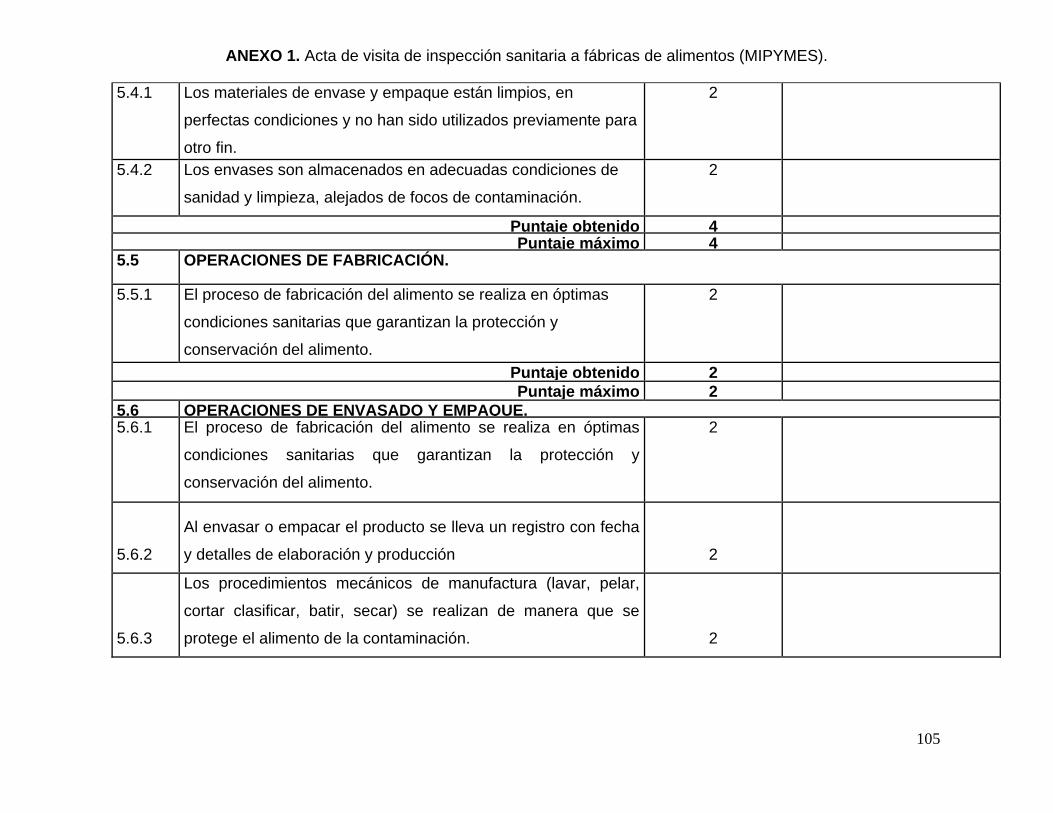
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
105
5.4.1 Los materiales de envase y empaque están limpios, en
perfectas condiciones y no han sido utilizados previamente para
otro fin.
2
5.4.2 Los envases son almacenados en adecuadas condiciones de
sanidad y limpieza, alejados de focos de contaminación.
2
Puntaje obtenido 4 Puntaje máximo 4
5.5 OPERACIONES DE FABRICACIÓN.
5.5.1 El proceso de fabricación del alimento se realiza en óptimas
condiciones sanitarias que garantizan la protección y
conservación del alimento.
2
Puntaje obtenido 2
Puntaje máximo 2
5.6 OPERACIONES DE ENVASADO Y EMPAQUE. 5.6.1 El proceso de fabricación del alimento se realiza en óptimas
condiciones sanitarias que garantizan la protección y
conservación del alimento.
2
5.6.2
Al envasar o empacar el producto se lleva un registro con fecha
y detalles de elaboración y producción 2
5.6.3
Los procedimientos mecánicos de manufactura (lavar, pelar,
cortar clasificar, batir, secar) se realizan de manera que se
protege el alimento de la contaminación. 2
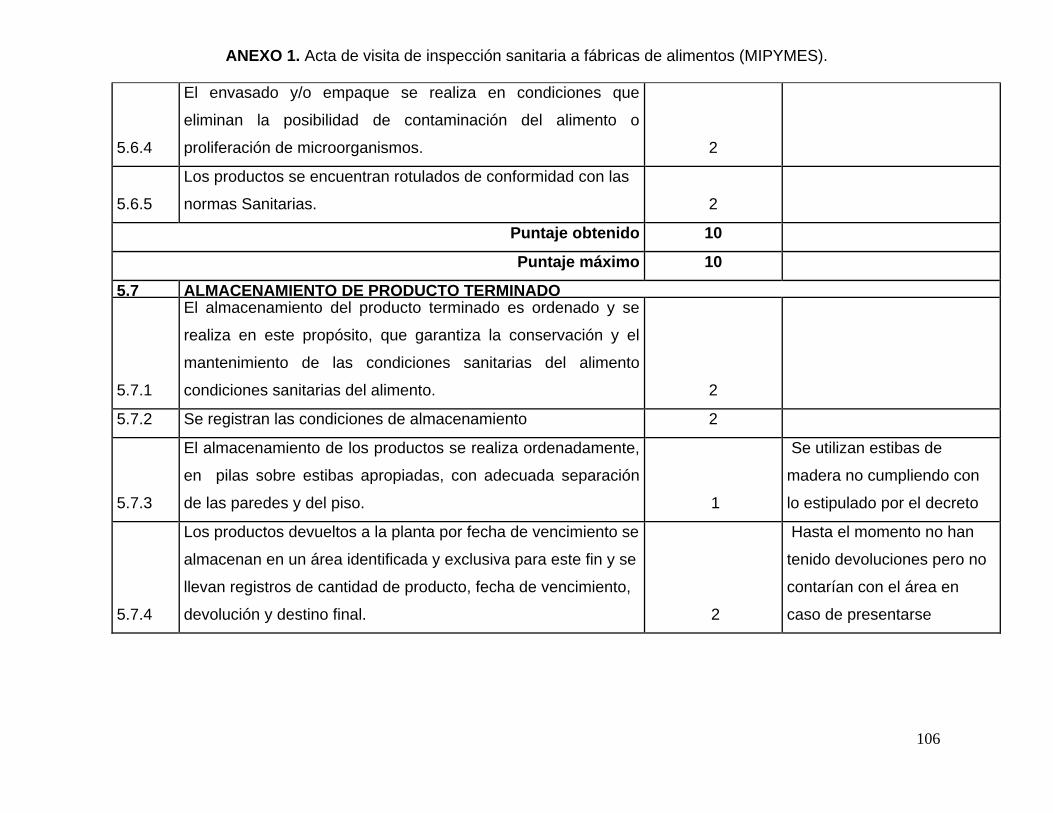
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
106
5.6.4
El envasado y/o empaque se realiza en condiciones que
eliminan la posibilidad de contaminación del alimento o
proliferación de microorganismos. 2
5.6.5
Los productos se encuentran rotulados de conformidad con las
normas Sanitarias. 2
Puntaje obtenido 10
Puntaje máximo 10
5.7 ALMACENAMIENTO DE PRODUCTO TERMINADO
5.7.1
El almacenamiento del producto terminado es ordenado y se
realiza en este propósito, que garantiza la conservación y el
mantenimiento de las condiciones sanitarias del alimento
condiciones sanitarias del alimento. 2
5.7.2 Se registran las condiciones de almacenamiento 2
5.7.3
El almacenamiento de los productos se realiza ordenadamente,
en pilas sobre estibas apropiadas, con adecuada separación
de las paredes y del piso. 1
Se utilizan estibas de
madera no cumpliendo con
lo estipulado por el decreto
5.7.4
Los productos devueltos a la planta por fecha de vencimiento se
almacenan en un área identificada y exclusiva para este fin y se
llevan registros de cantidad de producto, fecha de vencimiento,
devolución y destino final. 2
Hasta el momento no han
tenido devoluciones pero no
contarían con el área en
caso de presentarse
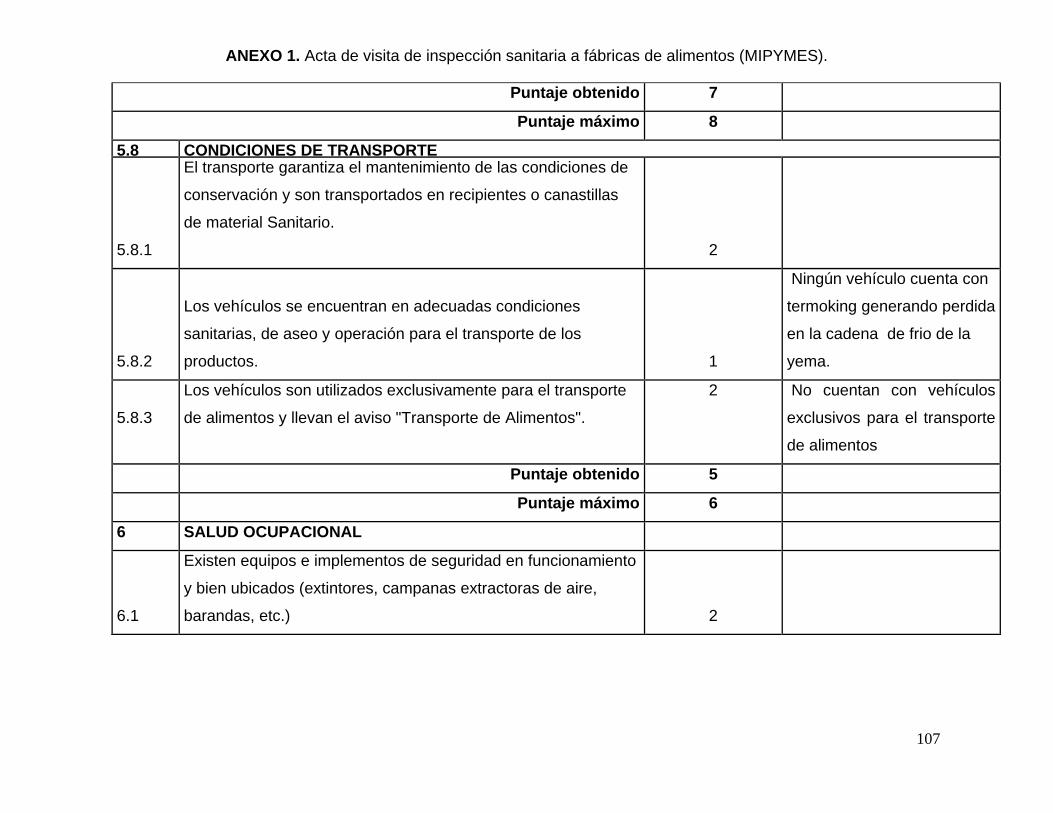
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
107
Puntaje obtenido 7
Puntaje máximo 8
5.8 CONDICIONES DE TRANSPORTE
5.8.1
El transporte garantiza el mantenimiento de las condiciones de
conservación y son transportados en recipientes o canastillas
de material Sanitario.
2
5.8.2
Los vehículos se encuentran en adecuadas condiciones
sanitarias, de aseo y operación para el transporte de los
productos. 1
Ningún vehículo cuenta con
termoking generando perdida
en la cadena de frio de la
yema.
5.8.3
Los vehículos son utilizados exclusivamente para el transporte
de alimentos y llevan el aviso "Transporte de Alimentos".
2 No cuentan con vehículos
exclusivos para el transporte
de alimentos
Puntaje obtenido 5
Puntaje máximo 6
6 SALUD OCUPACIONAL
6.1
Existen equipos e implementos de seguridad en funcionamiento
y bien ubicados (extintores, campanas extractoras de aire,
barandas, etc.) 2
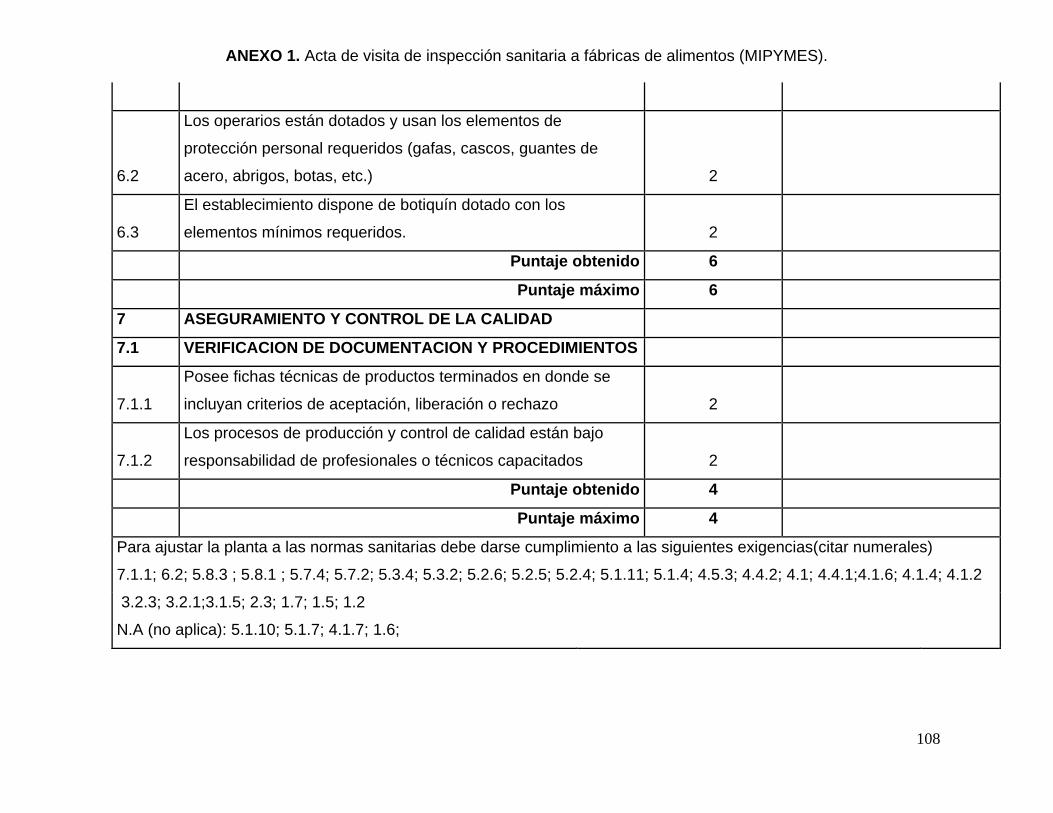
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
108
6.2
Los operarios están dotados y usan los elementos de
protección personal requeridos (gafas, cascos, guantes de
acero, abrigos, botas, etc.) 2
6.3
El establecimiento dispone de botiquín dotado con los
elementos mínimos requeridos. 2
Puntaje obtenido 6
Puntaje máximo 6
7 ASEGURAMIENTO Y CONTROL DE LA CALIDAD
7.1 VERIFICACION DE DOCUMENTACION Y PROCEDIMIENTOS
7.1.1
Posee fichas técnicas de productos terminados en donde se
incluyan criterios de aceptación, liberación o rechazo 2
7.1.2
Los procesos de producción y control de calidad están bajo
responsabilidad de profesionales o técnicos capacitados 2
Puntaje obtenido 4
Puntaje máximo 4
Para ajustar la planta a las normas sanitarias debe darse cumplimiento a las siguientes exigencias(citar numerales)
7.1.1; 6.2; 5.8.3 ; 5.8.1 ; 5.7.4; 5.7.2; 5.3.4; 5.3.2; 5.2.6; 5.2.5; 5.2.4; 5.1.11; 5.1.4; 4.5.3; 4.4.2; 4.1; 4.4.1;4.1.6; 4.1.4; 4.1.2
3.2.3; 3.2.1;3.1.5; 2.3; 1.7; 1.5; 1.2
N.A (no aplica): 5.1.10; 5.1.7; 4.1.7; 1.6;
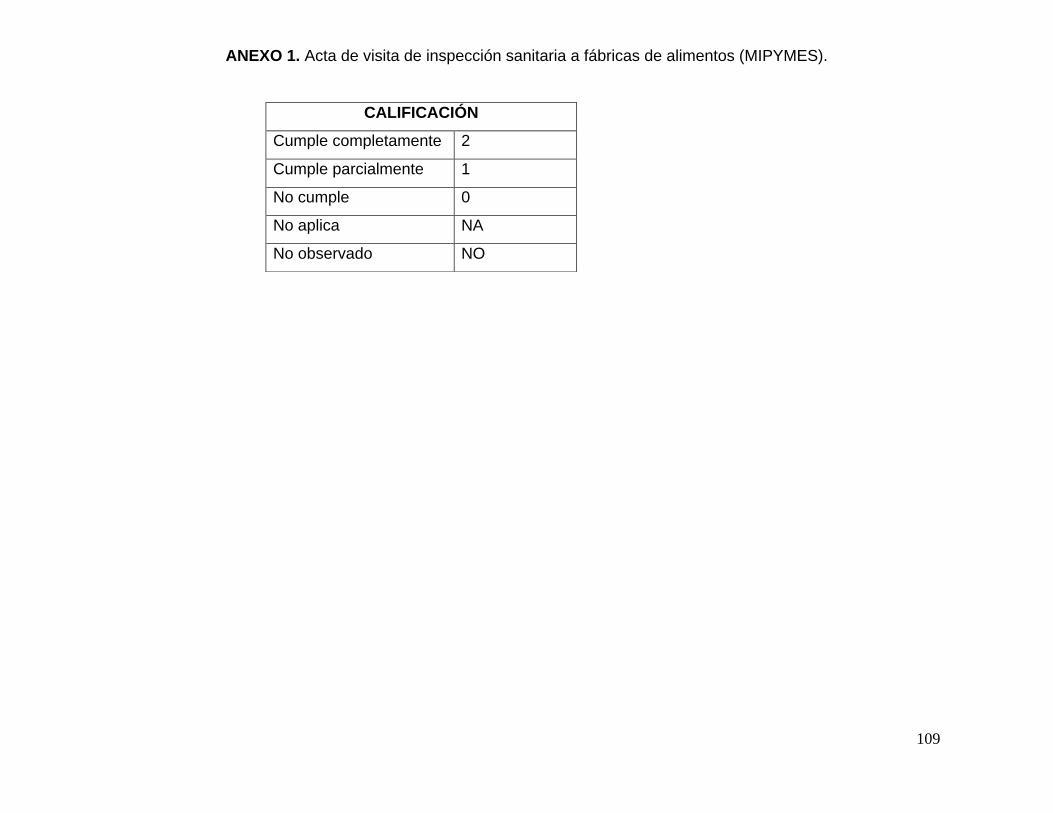
ANEXO 1. Acta de visita de inspección sanitaria a fábricas de alimentos (MIPYMES).
109
CALIFICACIÓN
Cumple completamente 2
Cumple parcialmente 1
No cumple 0
No aplica NA
No observado NO
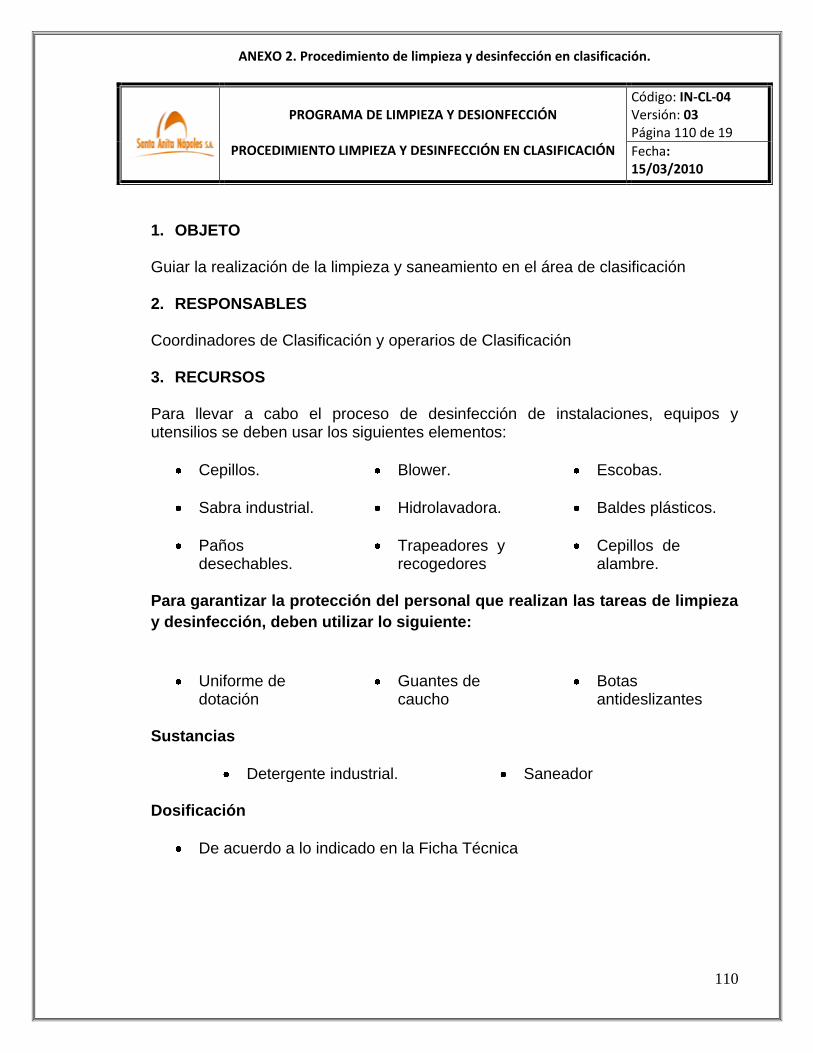
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 110 de 19
Fecha: 15/03/2010
110
1. OBJETO Guiar la realización de la limpieza y saneamiento en el área de clasificación 2. RESPONSABLES Coordinadores de Clasificación y operarios de Clasificación 3. RECURSOS Para llevar a cabo el proceso de desinfección de instalaciones, equipos y utensilios se deben usar los siguientes elementos:
Cepillos.
Blower.
Escobas.
Sabra industrial.
Hidrolavadora.
Baldes plásticos.
Paños desechables.
Trapeadores y recogedores
Cepillos de alambre.
Para garantizar la protección del personal que realizan las tareas de limpieza
y desinfección, deben utilizar lo siguiente:
Uniforme de dotación
Guantes de caucho
Botas antideslizantes
Sustancias
Detergente industrial. Saneador
Dosificación
De acuerdo a lo indicado en la Ficha Técnica
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 111 de 19
Fecha: 15/03/2010
111
4. CONDICIONES GENERALES 4.1 CONTROL
4.1.1 Inspección
Asegura si el proceso se cumple; realizando una inspección visual de las partes, el
responsable es el auxiliar de calidad, estos chequeos se deben hacer durante el
proceso y diligenciar el formato de saneamiento de la maquina DIAMOND:
FO.CL.11 (se realiza cada jueves y el muestreo cada 15 días)
4.1.2 Muestreo
Comprueba la efectividad del programa de limpieza y desinfección, se debe
realizar un muestreo de superficies, partes de la maquina, ambiente y a las manos
de los operarios, los datos de el reporte de muestras se registran en el formato
FO-BP-03 (reporte de toma de muestras)
4.2 ACCIONES CORRECTIVAS
Para impedir la contaminación de producto procesado, equipos, utensilios,
instalaciones y operarios, se hará una inspección visual por parte de el auxiliar de
calidad; en caso de estar sucio se debe repetir el proceso de limpieza y
desinfección correspondiente, si es reincidente se la realizará acción correctiva
diligenciando el formato FO-GR-04.
CONTENIDO
5.1 LIMPIEZA Y DESINFECCION DE CHUPAS
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 112 de 19
Fecha: 15/03/2010
112
5.1.1 Objetivo Eliminar los residuos que quedan después del proceso de clasificación.
5.1.2 Procedimiento
Bajar raquetas
Quitar chupas
Lavar con detergente y enjuagar
Aplicar saneador, y no enjuagar
5.1.3 Frecuencia
Esta operación se hará a diario.
5.1.4 Responsable
Operario a cargo.
5.1.5 Implementos
Cepillos Baldes 5.1.6 Sustancias
Detergente industrial. Saneador . 5.1.7 Control
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 113 de 19
Fecha: 15/03/2010
113
Las chupas no deben quedar con residuos de huevo dentro de los ductos de aire ni dentro de las mismas chupas. 5.2 LIMPIEZA DEL TANQUE DE LAVADO 5.2.1 Objetivo Eliminar por medio de una limpieza y desinfección los residuos que queden en el proceso del lavado de los baldes trapos y trapeadores. 5.2.2 PROCEDIMIENTO
Remojar las paredes de los lavaderos.
Aplicar detergente y estregar con sabra o escoba.
Enjuagar hasta remover el detergente. 5.2.3 Frecuencia Una vez por semana y se debe hacer después de haber terminado con las demás tareas. 5.2.4 Responsable Operario encargado 5.2.5 Implementos
Escobas
Baldes (mangueras)
Cepillos 5.2.6 Sustancias
Detergente industrial.
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 114 de 19
Fecha: 15/03/2010
114
5.2.7 Control Al finalizar la limpieza y desinfección debe quedar limpio el lavadero que está cerca del transportador del galpón 19 y también la zona de aseo, esta debe quedar las paredes, tanques y utensilios de aseo limpio y ordenado. 5.3 LIMPIEZA Y DESINFECCION DE LAS EMPACADORAS 5.3.1 Objetivo
Remover los residuos generados durante el proceso de clasificación del huevo.
5.3.2 Desmontar
Guardas laterales (Negras)
Bandejas
5.3.3 Procedimiento
Sopletear
Remover los desechos con la espátula
Limpiar con paños húmedos.
Aplicar el desinfectante.
5.3.4 Secar.
Partes que se deben limpiar en la empacadora son:
Camas.
Cadena de empuje.
Cilindros.
Separadores (Agujas).
Cabezal.
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 115 de 19
Fecha: 15/03/2010
115
Gusano
Acrílico
Rodillos.
Cucharas.3
Al aplicar el desinfectante utilizar un balde con la solución preparada y otro con
agua limpia para lavar el trapo que se este utilizando; con esto se trata de no
seguir contaminando las partes que ya se han limpiado ni la solución con el
desinfectante.
5.3.5 Frecuencia Una vez por semana. 5.3.6 Responsable Operario encargado. 5.3.7 Implementos
Blower.
Espátula.
Cepillos para dientes.
Baldes.
Paños desechables.
Cepillos de alambre.
5.3.8 Sustancias
Detergente industrial. Saneador
3 Las cucharas de las empacadoras # 5 y 6 se pueden desmontar y lavar a parte, las demás cucharas de deben
limpiar montadas en la maquina, realizar este proceso con un cepillo para dientes.
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 116 de 19
Fecha: 15/03/2010
116
5.3.9 Control En las empacadoras se debe revisar que en las guardas no haya polvo, residuos de panal en las grietas del gusano y debajo de las guardas. Las camas deben estar sin residuos de huevo y secas, en los rodillos blancos y negros deben estar secos y sin residuos de huevo, las cucharas superiores e inferiores deben estar secas y sin residuos de huevo. 5.4 LIMPIEZA Y DESINFECCION DEL OVOSCOPIO 5.4.1 Objetivo
Remover los residuos generados durante el proceso de clasificación del huevo.
5.4.2 Desmontar
Guardas
Parrilla
Base de las lámparas
Vidrios
5.4.3 Procedimiento
Sopletear.
Remover los desechos con la espátula.
Limpiar con paños húmedos la cavidad.
Limpiar los acrílicos.
Aplicar el desinfectante.
Secar.
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 117 de 19
Fecha: 15/03/2010
117
Al aplicar el desinfectante utilizar un balde con la solución preparada y otro con
agua limpia para lavar el trapo que se este utilizando; con esto se trata de no
seguir contaminando las partes que ya se han limpiado ni la solución con el
desinfectante.
5.4.4 Frecuencia Una vez por semana. 5.4.5 Responsable Operario encargado. 5.4.6 Implementos
Blower.
Espátula.
Cepillos para dientes.
Baldes.
Paños desechables. 5.4.7 Sustancias
Detergente industrial. Saneador 5.4.8 Control En el Ovoscopio se debe verificar que los vidrios estén limpios, no se debe encontrar residuos de huevo en la cadena de los rodillos. 5.5 LIMPIEZA Y DESINFECCION DE LAS BALANZAS 5.5.1 Objetivo
Remover los residuos generados durante el proceso de clasificación del huevo.
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 118 de 19
Fecha: 15/03/2010
118
5.5.2 Procedimiento
Sopletear.
Remover los desechos del medio de las balanzas con la espátula.
Limpiar con paños húmedos y cepillos para dientes.
Aplicar el desinfectante.
Secar.
Al aplicar el desinfectante utilizar un balde con la solución preparada y otro con
agua limpia para lavar el trapo que se este utilizando; con esto se trata de no
seguir contaminando las partes que ya se han limpiado ni la solución con el
desinfectante.
5.5.3 Frecuencia Una vez por semana. 5.5.4 Responsable Operario encargado. 5.5.5 Implementos
Blower.
Espátula.
Cepillos para dientes.
Baldes.
Paños desechables. 5.5.6 Sustancias
Detergente industrial. Saneador
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 119 de 19
Fecha: 15/03/2010
119
5.5.7 Control Las balanzas no deben haber residuos de huevo y después de terminar la limpieza y desinfección se debe hacer la calibración y dejar registrado en el formato FO-CL-10. 5.6 LIMPIEZA Y DESINFECCION DE LOS RODILLOS DEL TRANSPORTADOR 5.6.1 Objetivo
Remover los residuos generados durante el proceso de clasificación del huevo.
5.6.2 Procedimiento
Sopletear.
Lavar con hidrolavadora.
Estregar con cepillos de cerdas duras.
Aplicar el desinfectante con brocha o paños.
Al aplicar el desinfectante utilizar un balde con la solución preparada y otro con
agua limpia para lavar el trapo que se este utilizando; con esto se trata de no
seguir contaminando las partes que ya se han limpiado ni la solución con el
desinfectante.
5.6.3 Frecuencia Una vez por semana. 5.6.4 Responsable Operario encargado.
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 120 de 19
Fecha: 15/03/2010
120
5.6.5 Implementos
Blower.
Hidrolavadora
Espátula.
Cepillos de cerdas duras.
Brocha
Baldes.
Paños desechables. 5.6.6 Sustancias
Detergente industrial. Saneador
5.6.7 Control Los rodillos deben quedar puestos después de terminar la limpieza y desinfección, no deben quedar residuos de huevo y estar secos. 5.7 LIMPIEZA Y DESINFECCION DE LOS RECIBIDORES 5.7.1 Objetivo
Remover los residuos generados durante el proceso de clasificación del huevo.
5.7.2 Procedimiento
Remover los desechos con la espátula.
Sopletear.
Limpiar con paños húmedos y cepillos para dientes.
Aplicar el desinfectante.
Secar.
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 121 de 19
Fecha: 15/03/2010
121
5.7.3 Partes que se deben limpiar en la Recibidora:
Bandas.
Rodillos de color gris.
Mesas donde se arruman los panales.
Mesones en inoxidable.
Al aplicar el desinfectante utilizar un balde con la solución preparada y otro con
agua limpia para lavar el trapo que se este utilizando; con esto se trata de no
seguir contaminando las partes que ya se han limpiado ni la solución con el
desinfectante.
5.7.4 Frecuencia Una vez por semana. 5.7.5 Responsable Operario encargado. 5.7.6 Implementos
Blower.
Espátula.
Cepillos
Baldes.
Paños desechables. 5.7.7 Sustancias
Detergente industrial. Saneador
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 122 de 19
Fecha: 15/03/2010
122
5.8 LIMPIEZA Y DESINFECCION DE LAS MESAS EN INOXIDEABLE DE LOS ALIMENTADORES
5.8.1 Objetivo
Remover los residuos generados durante el proceso de clasificación del huevo.
5.8.2 Procedimiento
Lavar con hidrolavadora mesa y patas de la mesa.
Estregar con paños.
Aplicar el desinfectante saneador.
Al aplicar el desinfectante utilizar un balde con la solución preparada y otro con
agua limpia para lavar el trapo que se este utilizando; con esto se trata de no
seguir contaminando las partes que ya se han limpiado ni la solución con el
desinfectante.
5.8.3 Frecuencia A diario. 5.8.4 Responsable Operario encargado. 5.8.5 Implementos
Blower.
Hidrolavadora
Espátula.
Baldes.
Paños desechables.
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 123 de 19
Fecha: 15/03/2010
123
5.8.6 Sustancias
Detergente industrial. Saneador 5.9 LIMPIEZA DE LOS CAUCHOS DE LOS RODILLOS DEL TRANSPORTADOR
5.9.1 Objetivo
Remover los residuos generados durante el proceso de clasificación del huevo.
5.9.2 Desmontar
Cauchos
5.9.3 Procedimiento
Remojar.
Remover los residuos sólidos con espátula.
Aplicar jabón y estregar con cepillo o escoba.
5.9.4 Frecuencia A diario 5.9.5 Responsable Operario encargado. 5.9.6 Implementos
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 124 de 19
Fecha: 15/03/2010
124
Escoba.
Cepillo.
Espátula.
Baldes. 5.9.7 Sustancias
Detergente industrial. 5.10 LIMPIEZA DE LAS CANOAS DE RODILLOS DEL TRANSPORTADOR
5.10.1 Objetivo
Remover los residuos generados durante el proceso de clasificación del huevo.
5.10.2 Procedimiento
Remojar.
Remover los residuos sólidos con espátula.
Aplicar jabón y estregar con cepillo o escoba.
5.10.3 Frecuencia A diario 5.10.4 Responsable Operario encargado. 5.10.5 Implementos
Escoba.
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 125 de 19
Fecha: 15/03/2010
125
Cepillo.
Espátula.
Baldes. 5.10.6 Sustancias
Detergente industrial. 5.11 LIMPIEZA DE LOS BALDES PARA YEMA Y CASCARA 5.11.1 Objetivo
Remover los residuos generados durante el proceso de clasificación del huevo.
5.11.2 Procedimiento
Remojar.
Aplicar jabón y estregar con sabra.
5.11.3 Frecuencia A diario 5.11.4 Responsable Operario encargado. 5.11.5 Implementos
Cepillo.
Baldes.
5.11.6 Sustancias
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 126 de 19
Fecha: 15/03/2010
126
Detergente industrial.
5.12 LIMPIEZA Y DESINFECCION DE LAS CANASTILLAS
5.12.1 Objetivo
Remover los residuos generados durante el proceso de clasificación del huevo.
5.12.2 Desmontar
Guardas acrílicas en forma de arco.
5.12.3 Procedimiento
Sopletear
Limpiar con paños húmedos.
Aplicar el desinfectante.
5.12.4 Frecuencia Una vez por semana. 5.12.5 Responsable Operario encargado. 5.12.6 Implementos
Cepillo.
Baldes.
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 127 de 19
Fecha: 15/03/2010
127
5.12.7 Sustancias
Detergente industrial.
Saneador. 5.13 LIMPIEZA DEL PISO 5.13.1 Objetivo
Remover los residuos generados durante el proceso de clasificación del huevo.
5.13.2 Procedimiento
Recoger residuos sólidos.
Remojar.
Aplicar jabón y estregar con escoba.
Secar con trapeadores.
Para el lavado del trapeador, NO hacerlo en el escurridor amarrillo; este lavado
debe hacerse en el lavadero y escurrirlo en escurridor amarrillo.
ESTO SE HACE CON EL FIN DE NO SEGUIR LIMPIANDO CON EL AGUA
SUCIA.
5.13.3 Frecuencia A diario 5.13.4 Responsable Operario encargado. 5.13.5 Implementos
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 128 de 19
Fecha: 15/03/2010
128
Escoba.
Recogedor.
Baldes.
Trapeador.
Balde para escurrir el trapeador. 5.13.6 Sustancias
Detergente industrial.
5.13.7 Control El piso de la clasificadora debe quedar sin residuos de huevo incluyendo las bases de la maquina, las paredes de alrededor de la maquina deben quedar limpias y secas. 5.14. LIMPIEZA Y DESINFECCIÓN DE BAÑOS 5.14.1. Objetivo Evitar la suciedad y acumulación de desechos generados durante el uso diario de los baños. 5.14.2. Procedimiento
Desocupar los tarros de basura
Aplicar detergente
Remojar y estregar con escoba
Enjuagar y aplicar el limpiador 5.14.3. Frecuencia A diario 5.14.4. Responsable
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 129 de 19
Fecha: 15/03/2010
129
Operario encargado. 5.14.5. Implementos
Escoba
Trapeador
Baldes
Cepillo
5.14.6. Sustancias
Detergente industrial.
Limpiador multiusos.
5.15. LIMPIEZA DE TECHO 5.15.1. Objetivo Remover y evitar la acumulación de suciedad en la parte alta de la clasificadora. 5.15.2. Procedimiento
Desocupar producto del área
Flamear desplazándose por toda el área y reforzar con escoba. Para la limpieza de las partes con cableado eléctrico y lámparas utilizar la escoba con base larga. 5.15.3. Frecuencia Cada 15 días. 5.15.4 Responsable
ANEXO 2. Procedimiento de limpieza y desinfección en clasificación.
PROGRAMA DE LIMPIEZA Y DESIONFECCIÓN
PROCEDIMIENTO LIMPIEZA Y DESINFECCIÓN EN CLASIFICACIÓN
Código: IN-CL-04 Versión: 03 Página 130 de 19
Fecha: 15/03/2010
130
Operario encargado. 5.15.5. Implementos
Escoba
Pipa de gas
Flameador
Gafas de protección 5.15.6. Control El techo debe quedar sin presencia de telaraña y acumulación de polvo. 6. REGISTROS Lo realizado se registra en el FO-CL-11 Saneamiento en clasificación.
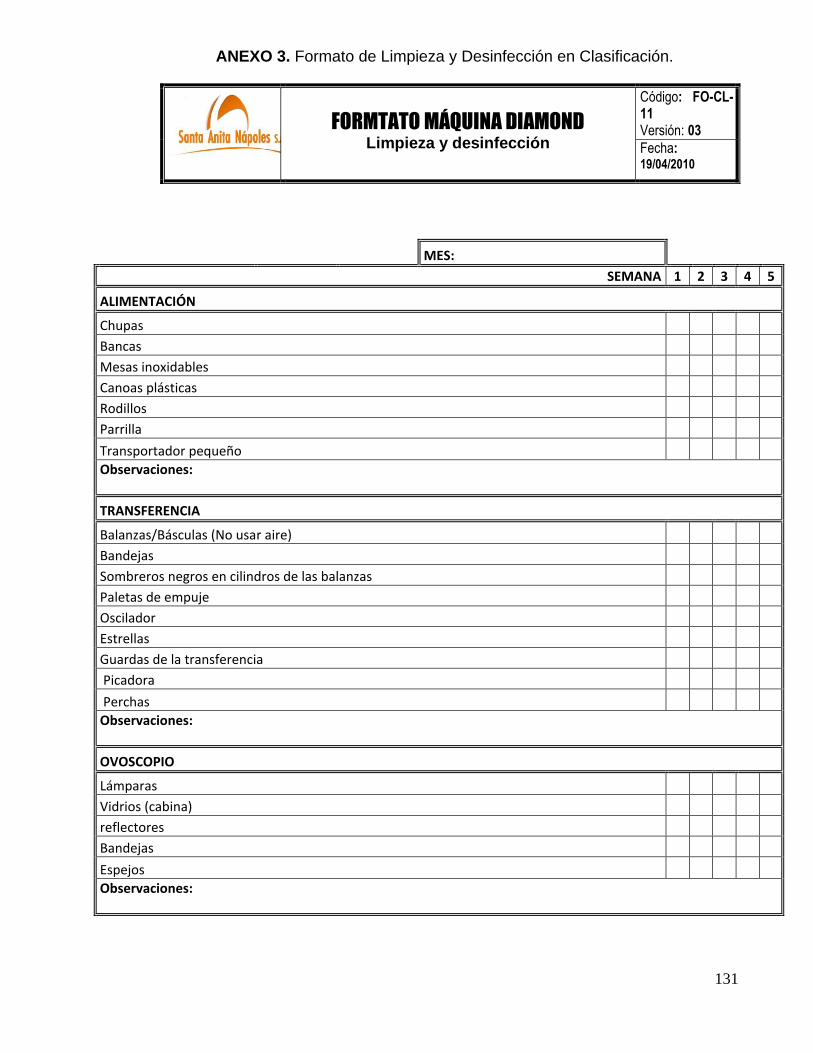
ANEXO 3. Formato de Limpieza y Desinfección en Clasificación.
FORMTATO MÁQUINA DIAMOND Limpieza y desinfección
Código: FO-CL-11 Versión: 03 Fecha: 19/04/2010
131
MES:
SEMANA 1 2 3 4 5
ALIMENTACIÓN
Chupas
Bancas
Mesas inoxidables
Canoas plásticas
Rodillos
Parrilla
Transportador pequeño Observaciones:
TRANSFERENCIA
Balanzas/Básculas (No usar aire)
Bandejas
Sombreros negros en cilindros de las balanzas
Paletas de empuje
Oscilador
Estrellas
Guardas de la transferencia
Picadora
Perchas Observaciones:
OVOSCOPIO
Lámparas
Vidrios (cabina)
reflectores
Bandejas
Espejos Observaciones:
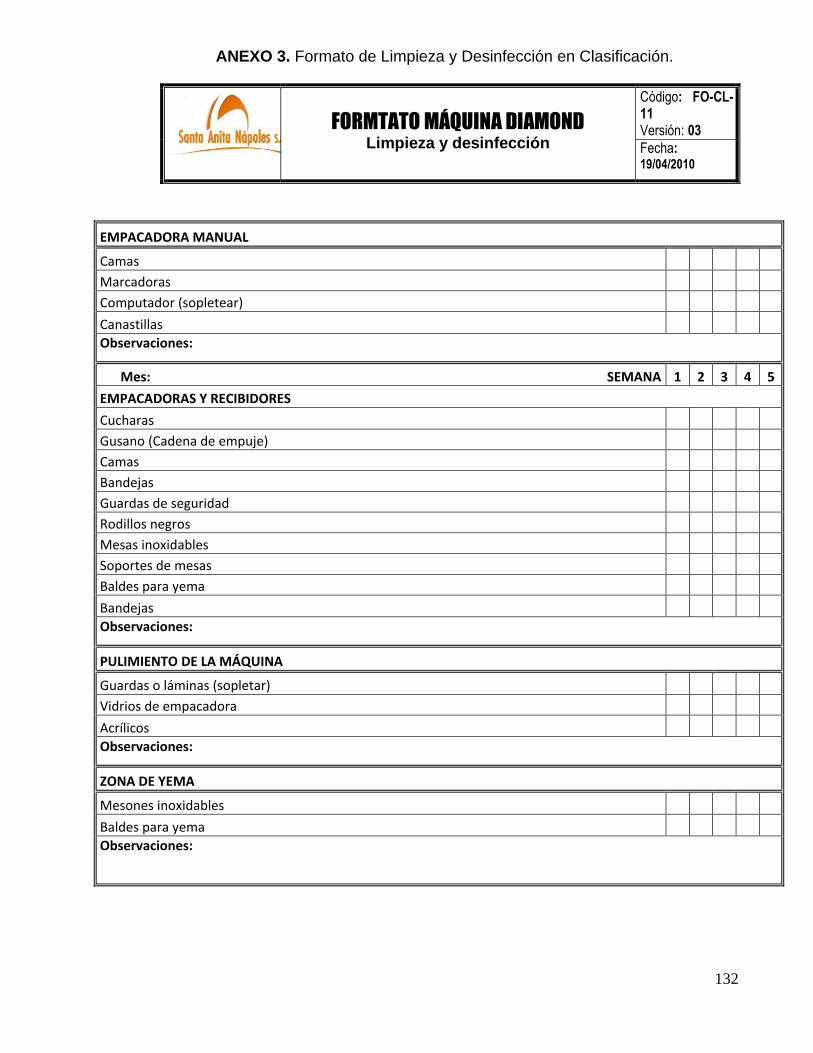
ANEXO 3. Formato de Limpieza y Desinfección en Clasificación.
FORMTATO MÁQUINA DIAMOND Limpieza y desinfección
Código: FO-CL-11 Versión: 03 Fecha: 19/04/2010
132
EMPACADORA MANUAL
Camas
Marcadoras
Computador (sopletear)
Canastillas Observaciones:
Mes: SEMANA 1 2 3 4 5
EMPACADORAS Y RECIBIDORES
Cucharas
Gusano (Cadena de empuje)
Camas
Bandejas
Guardas de seguridad
Rodillos negros
Mesas inoxidables
Soportes de mesas
Baldes para yema
Bandejas Observaciones:
PULIMIENTO DE LA MÁQUINA
Guardas o láminas (sopletar)
Vidrios de empacadora
Acrílicos Observaciones:
ZONA DE YEMA
Mesones inoxidables
Baldes para yema Observaciones:
ANEXO 3. Formato de Limpieza y Desinfección en Clasificación.
FORMTATO MÁQUINA DIAMOND Limpieza y desinfección
Código: FO-CL-11 Versión: 03 Fecha: 19/04/2010
133
VERIFICADO:______________
PRODUCTO DOSIFICACIÓN
Pentamón 10 ml/L
Biospar 50 10 ml/L
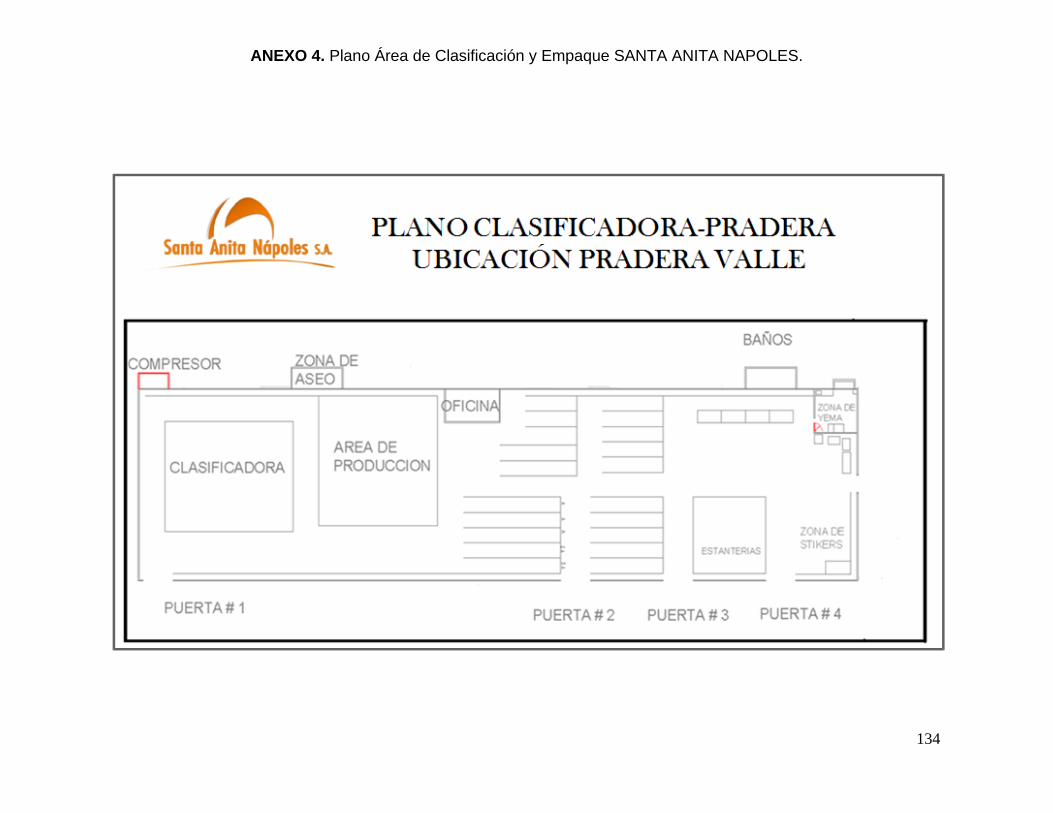
ANEXO 4. Plano Área de Clasificación y Empaque SANTA ANITA NAPOLES.
134
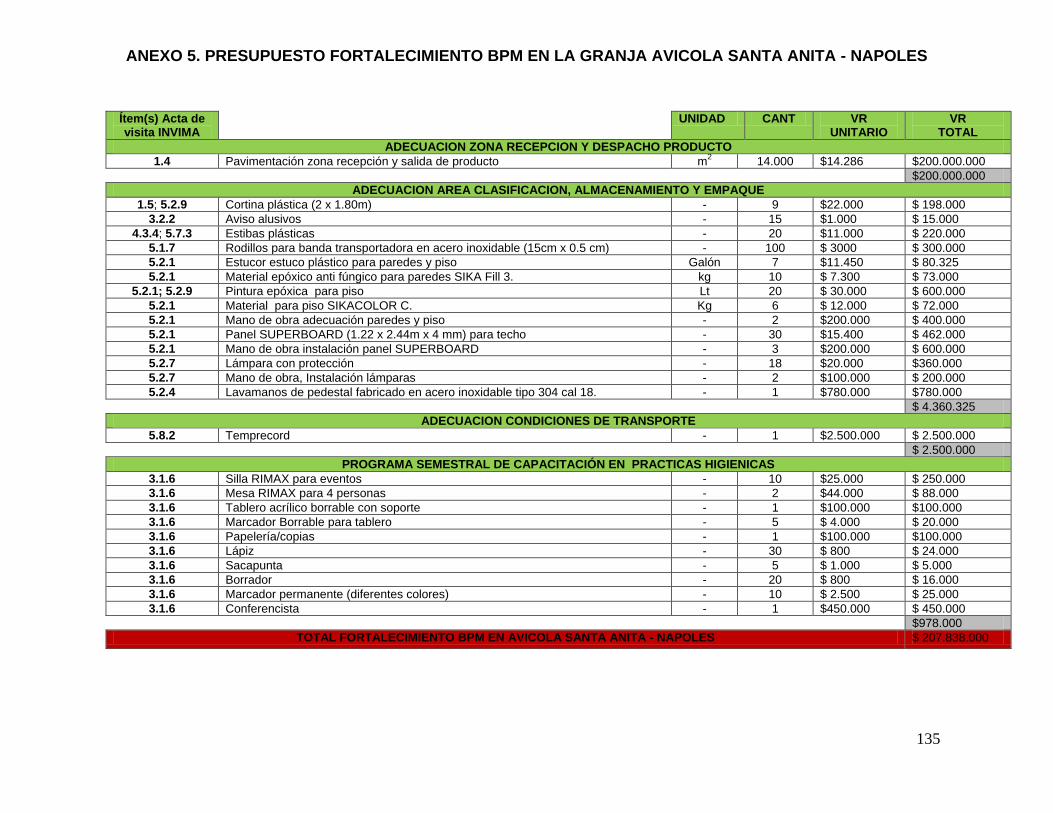
ANEXO 5. PRESUPUESTO FORTALECIMIENTO BPM EN LA GRANJA AVICOLA SANTA ANITA - NAPOLES
135
Ítem(s) Acta de visita INVIMA
UNIDAD CANT VR UNITARIO
VR TOTAL
ADECUACION ZONA RECEPCION Y DESPACHO PRODUCTO
1.4 Pavimentación zona recepción y salida de producto m2
14.000 $14.286 $200.000.000
$200.000.000
ADECUACION AREA CLASIFICACION, ALMACENAMIENTO Y EMPAQUE
1.5; 5.2.9 Cortina plástica (2 x 1.80m) - 9 $22.000 $ 198.000
3.2.2 Aviso alusivos - 15 $1.000 $ 15.000
4.3.4; 5.7.3 Estibas plásticas - 20 $11.000 $ 220.000
5.1.7 Rodillos para banda transportadora en acero inoxidable (15cm x 0.5 cm) - 100 $ 3000 $ 300.000
5.2.1 Estucor estuco plástico para paredes y piso Galón 7 $11.450 $ 80.325
5.2.1 Material epóxico anti fúngico para paredes SIKA Fill 3. kg 10 $ 7.300 $ 73.000
5.2.1; 5.2.9 Pintura epóxica para piso Lt 20 $ 30.000 $ 600.000
5.2.1 Material para piso SIKACOLOR C. Kg 6 $ 12.000 $ 72.000
5.2.1 Mano de obra adecuación paredes y piso - 2 $200.000 $ 400.000
5.2.1 Panel SUPERBOARD (1.22 x 2.44m x 4 mm) para techo - 30 $15.400 $ 462.000
5.2.1 Mano de obra instalación panel SUPERBOARD - 3 $200.000 $ 600.000
5.2.7 Lámpara con protección - 18 $20.000 $360.000
5.2.7 Mano de obra, Instalación lámparas - 2 $100.000 $ 200.000
5.2.4 Lavamanos de pedestal fabricado en acero inoxidable tipo 304 cal 18. - 1 $780.000 $780.000
$ 4.360.325
ADECUACION CONDICIONES DE TRANSPORTE
5.8.2 Temprecord - 1 $2.500.000 $ 2.500.000
$ 2.500.000
PROGRAMA SEMESTRAL DE CAPACITACIÓN EN PRACTICAS HIGIENICAS
3.1.6 Silla RIMAX para eventos - 10 $25.000 $ 250.000
3.1.6 Mesa RIMAX para 4 personas - 2 $44.000 $ 88.000
3.1.6 Tablero acrílico borrable con soporte - 1 $100.000 $100.000
3.1.6 Marcador Borrable para tablero - 5 $ 4.000 $ 20.000
3.1.6 Papelería/copias - 1 $100.000 $100.000
3.1.6 Lápiz - 30 $ 800 $ 24.000
3.1.6 Sacapunta - 5 $ 1.000 $ 5.000
3.1.6 Borrador - 20 $ 800 $ 16.000
3.1.6 Marcador permanente (diferentes colores) - 10 $ 2.500 $ 25.000
3.1.6 Conferencista - 1 $450.000 $ 450.000
$978.000
TOTAL FORTALECIMIENTO BPM EN AVICOLA SANTA ANITA - NAPOLES $ 207.838.000
ANEXO 5. PRESUPUESTO FORTALECIMIENTO BPM EN LA GRANJA AVICOLA SANTA ANITA - NAPOLES
136


















