DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS 1...
73
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS 1. EFICIENCIA DE LA COMBUSTION: 1.1 TEORIA DE LA COMBUSTION: La Química Orgánica se ocupa del estudio de los componentes que forma el carbono aprovechando la extraordinaria capacidad de combinación que le permite su tetravalencia; al demostrar que los combustibles se disocian en sus componentes antes de quemarse, la combustión se producirá por oxidación del Hidrógeno y el Carbono, en el campo inorgánico, resultando el nombre más adecuado para esta formidable simplificación tecnológica: “Teoría Inorgánica de la Combustión”, pudiendo ser enunciada en la siguiente forma: Figura N° 1 : Combustión del metano Biblioteca del Ingeniero Químico Siendo los combustibles industriales combinaciones carbono/hidrógeno, con contenidos variables de impurezas, y habiendo establecido que sus componentes siempre se disocian y reaccionan en
Transcript of DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS 1...
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS
1. EFICIENCIA DE LA COMBUSTION:
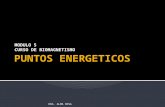
1.1 TEORIA DE LA COMBUSTION:
La Química Orgánica se ocupa del estudio de los componentes que forma el carbono
aprovechando la extraordinaria capacidad de combinación que le permite su tetravalencia; al
demostrar que los combustibles se disocian en sus componentes antes de quemarse, la
combustión se producirá por oxidación del Hidrógeno y el Carbono, en el campo inorgánico,
resultando el nombre más adecuado para esta formidable simplificación tecnológica: “Teoría
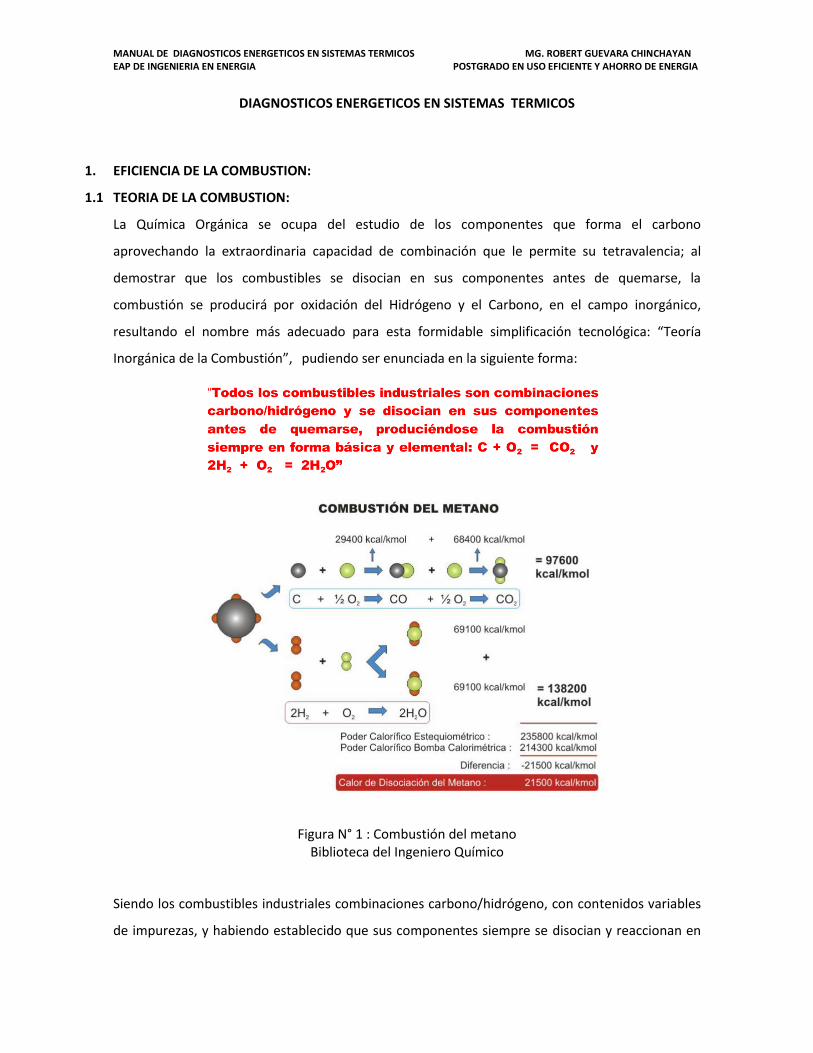
Inorgánica de la Combustión”,‖ pudiendo ser enunciada en la siguiente forma:
Figura N° 1 : Combustión del metano Biblioteca del Ingeniero Químico
Siendo los combustibles industriales combinaciones carbono/hidrógeno, con contenidos variables
de impurezas, y habiendo establecido que sus componentes siempre se disocian y reaccionan en

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
forma elemental, siempre existirá una proporción de carbón que reaccione como sólido. La
excepción podría ser el propio Hidrógeno, pero no constituye un combustible industrial.
Para sustentar esta hipótesis resultan determinantes los altos valores de los puntos de fusión y
sublimación del carbono: 3600 y 4200 °C respectivamente, temperaturas que no se alcanzan en
procesos industriales, por lo cual siempre se producirá la combustión de las partículas de carbón
en forma heterogénea.
La reacción sólido-gas, típica de la combustión de la partícula de carbón, se efectúa por difusión de
calor del medio hacia el interior de la partícula y difusión molecular del CO producido (desorción)
para abandonar la partícula hacia el medio de reacción, donde completa su reacción con el
oxígeno disponible, en una reacción homogénea gas-gas.
La condición térmica inicial de la partícula depende del combustible original, influenciando su
calentamiento hasta este punto, la desvolatilización de la partícula sólida cuando se trata de
carbón mineral, el craqueo y gasificación de gotas en el caso de combustibles líquidos, y el
craqueo de gases combustibles.
El hidrógeno reacciona en forma homogénea (gas-gas) en una combustión instantánea, aportando
calor y vapor de agua. El carbón reacciona por difusión térmica y molecular en un proceso de
combustión heterogénea.
En la práctica, la combustión del carbón resulta mucho más importante que la del hidrógeno por 2
razones fundamentales:
La proporción del carbón respecto al hidrógeno en los combustibles es siempre sensiblemente
mayor.
El combustible más liviano es el metano (CH4) con una relación Carbono/Hidrógeno igual a 3 lo
que significa que tiene un 75% en peso de carbono. La proporción en peso del carbono en todos
los combustibles industriales varía entre 75 y 100%.
La combustión del hidrógeno es prácticamente instantánea en cualquier condición, mientras que
el tiempo de reacción de la partícula de carbón puede ser de varios segundos, efectuándose en 2
etapas: combustión heterogénea sólido gas desprendiendo CO y la de éste con el O2 para
completar el CO2. La velocidad de propagación de la llama de hidrógeno es 50 veces mayor que la
del CO, siendo ambas medidas en milésimas de segundo, mientras que la combustión de una
partícula de carbón de tamaño promedio (30 micras), puede tomar varios segundos.
Siendo que todos los combustibles se disocian en hidrógeno como gas y partículas de carbón de
diferentes características y tamaño, la cinética de la reacción de combustión resultará
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
determinada por estas últimas y solamente influenciada por la velocidad de reacción del
hidrógeno del hidrógeno; consecuentemente, el control sobre la llama resulta casi exclusivamente
dependiente de la combustión de la partícula de carbono (carbón).
El tamaño de la partícula de carbón resulta un factor fundamental en este sentido.
En el caso del gas natural, las partículas de carbón serán microscópicas(500 A°), su combustión
muy rápida y la llama muy corta, poco luminosa y de baja emisividad; en el caso del Combustóleo,
Petróleo residual o Biodiesel , las partículas de carbón producto del craqueo en fase líquida serán
de tamaño considerable (10-100 micras), demorando más su combustión, con llamas muy
luminosas y emisivas; el tamaño de partículas de carbón mineral se maneja y controla durante la
molienda, en función de su contenido de volátiles (10-100 micras), influenciando así la velocidad
de combustión con llamas siempre luminosas y emisivas.
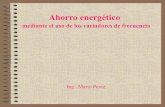
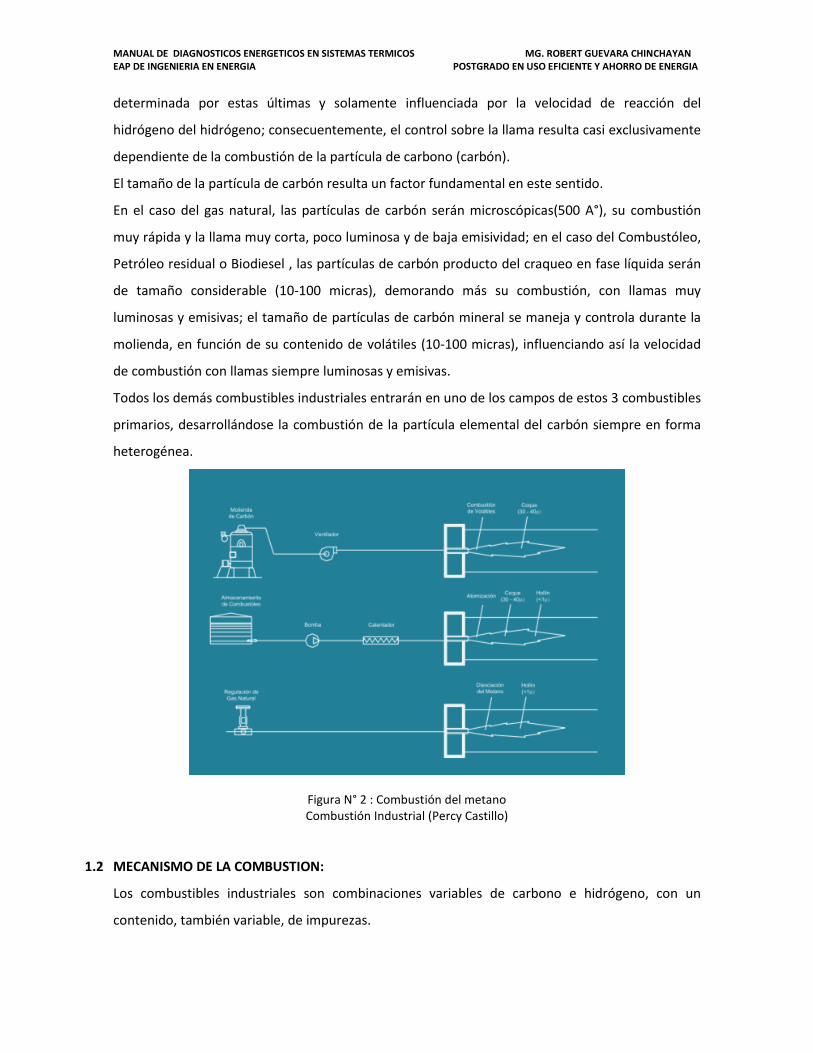
Todos los demás combustibles industriales entrarán en uno de los campos de estos 3 combustibles
primarios, desarrollándose la combustión de la partícula elemental del carbón siempre en forma
heterogénea.
Figura N° 2 : Combustión del metano Combustión Industrial (Percy Castillo)
1.2 MECANISMO DE LA COMBUSTION:
Los combustibles industriales son combinaciones variables de carbono e hidrógeno, con un
contenido, también variable, de impurezas.
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
El carbono e hidrógeno contenidos en cualquier combustible sólido, líquido o gaseoso, sea cual
fuere la forma química en que se encuentren combinados, se disociarán a su forma elemental
antes de reaccionar con el oxígeno disponible.
En realidad, las reacciones de combustión del carbono y del hidrógeno con el oxígeno, son siempre
elementales y únicas :
Sea cual fuere el compuesto químico que se encuentre en el combustible, se disociará en C y H
reaccionando en la forma elemental.
Esta concepción simple y básica, pero a la vez práctica y efectiva de las reacciones de combustión,
permite efectuar con rapidez y precisión los cálculos estequiométricos que facilitarán su adecuado
manejo y control.
Sea un combustible que tenga una composición por kg. de C Kg. de carbono y H2 kg de hidrógeno.
Para la combustión de 12 kg. de carbono se necesitan 22,4 m3 de oxígeno; para C kg de carbono se
necesitaran:
Para la combustión de 2 kg. de hidrógeno, se necesitan 11,2m3 de oxígeno, luego para 2 kg. de
hidrógeno se necesitarán :
11,2 x (H2/2) = 5,6 x H2 m3 de O2
Por consiguiente, para la combustión de 1 kg. de combustible, el oxígeno mínimo necesario
estequiométrico, sería la suma del necesario para la combustión del carbono y el hidrógeno, es
decir:
O2m = 1,87C + 5,6 H2 m3 de oxígeno
Como la composición en volumen del aire es aproximadamente del 21% de oxígeno y 79% de
nitrógeno, se tiene que el aire mínimo necesario será :
Am = (100/21) O2m = 4,76 O2m
Por lo tanto el aire estequiométrico necesario por kg. de combustible será :
Am = 8,90 C + 26,67 H2 (m3 de aire)

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Este volumen de aire está referido a condiciones normales (O C y 760 mm Hg. de presión)
Sea por ejemplo un combustible que tenga 88% de carbono y 12% de hidrógeno,
es decir :
C = 0,88 y H = 0,12
El aire estequiométrico requerido para la combustión será :
Am = 8,90 (0,88) + 26,67 (0,12) = 11,03 m3 de aire.
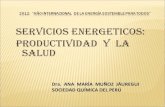
En la Figura siguiente se presenta un nomograma que permite la directa determinación de los
poderes caloríficos de cualquier combustible industrial, conociendo su relación
carbono/hidrógeno.
El conocimiento del calor de disociación de cualquier combinación de carbono e Hidrógeno,
permitirá conocer directamente su poder calorífico, restándolo de la suma de los calores de
reacción de los elementos disociados (carbono e Hidrógeno) en forma individual.
Figura N° 3 : Poder Calorífico en función de la Relación C/H Combustión Industrial (Percy Castillo)
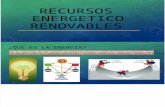
1.3 ESQUEMA BASICO DE LA COMBUSTION INDUSTRIAL:
Los procesos de combustión en instalaciones industriales siempre obedecen a un esquema básico,
cuyo conocimiento y comprensión resultan la llave maestra para acceder a cualquier proceso de
combustión que se desee conocer y mejorar.
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
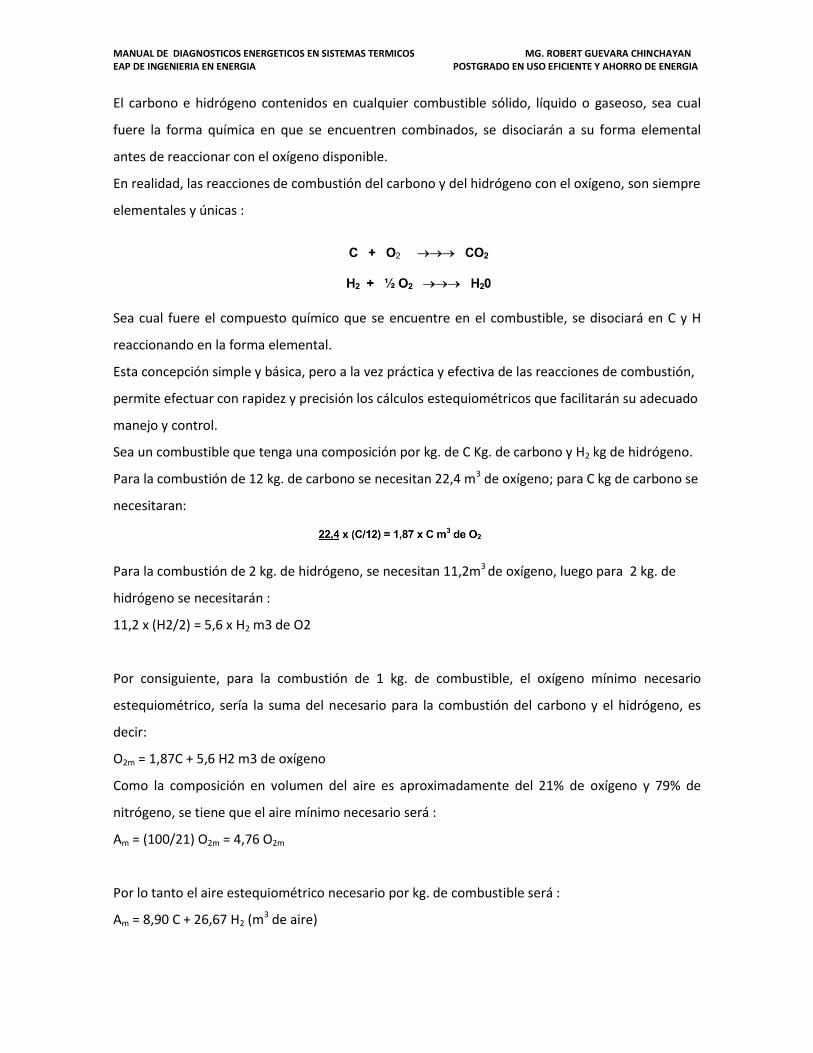
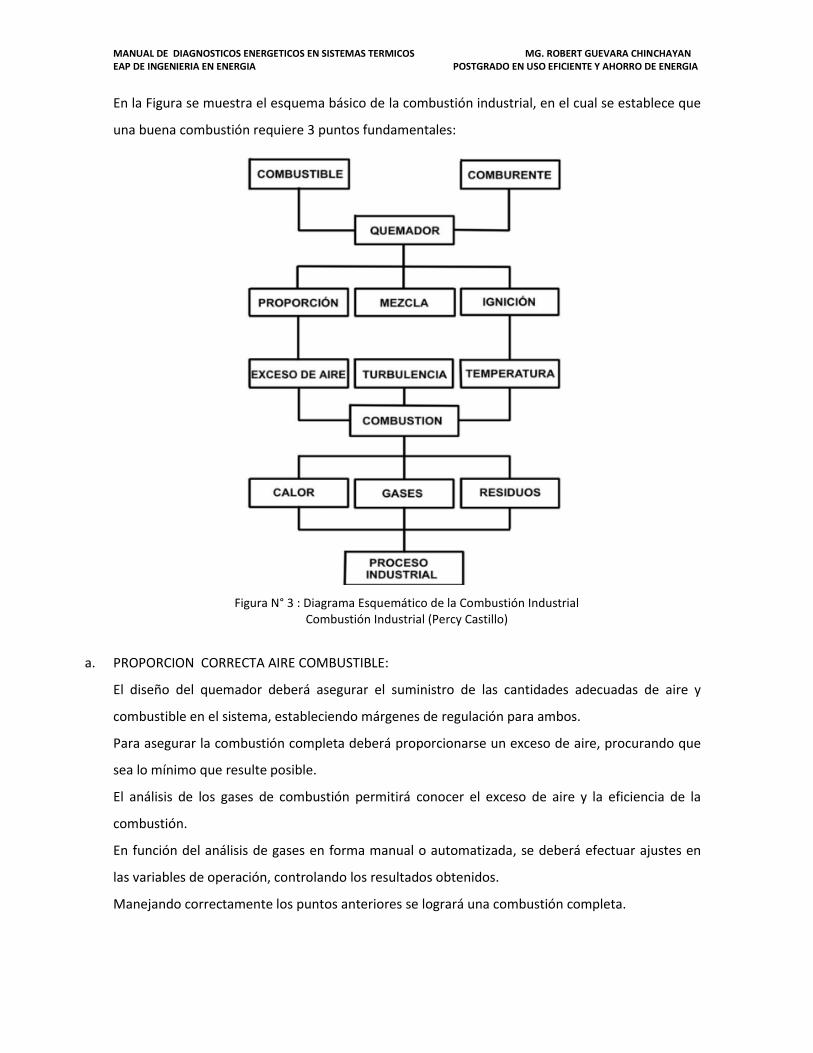
En la Figura se muestra el esquema básico de la combustión industrial, en el cual se establece que
una buena combustión requiere 3 puntos fundamentales:
Figura N° 3 : Diagrama Esquemático de la Combustión Industrial Combustión Industrial (Percy Castillo)
a. PROPORCION CORRECTA AIRE COMBUSTIBLE:
El diseño del quemador deberá asegurar el suministro de las cantidades adecuadas de aire y
combustible en el sistema, estableciendo márgenes de regulación para ambos.
Para asegurar la combustión completa deberá proporcionarse un exceso de aire, procurando que
sea lo mínimo que resulte posible.
El análisis de los gases de combustión permitirá conocer el exceso de aire y la eficiencia de la
combustión.
En función del análisis de gases en forma manual o automatizada, se deberá efectuar ajustes en
las variables de operación, controlando los resultados obtenidos.
Manejando correctamente los puntos anteriores se logrará una combustión completa.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
b. MEZCLA ADECUADA AIRE COMBUSTIBLE
El diseño del quemador deberá proporcionar las condiciones de mezcla aire combustible más
adecuado para cada caso.
La mezcla debe ser uniforme y permanente para cada punto de regulación dentro de los márgenes
de operación.
El objetivo principal de la mezcla será el lograr el máximo contacto superficial entre oxígeno y
combustible.
El estado físico del combustible determinará las condiciones operativas que permitan preparar el
combustible (pulverización, atomización, vaporización) en el caso de sólidos y líquidos, y efectuar
la mezcla en forma conveniente para cada caso.
Manejando correctamente los puntos anteriores se logrará una combustión óptima.
c. IGNICION INICIAL Y SOSTENIDA DE LA MEZCLA
El encendido o ignición inicial de la mezcla requiere el aporte de calor de una fuente externa.
Resulta necesario aplicar mucho calor a un área localizada para acelerar la reacción.
La mezcla se encenderá sólo al alcanzar su temperatura mínima de ignición, variable para cada
combustible.
Al producir las reacciones de combustión más calor del que se pierde a los alrededores, se
mantendrá la combustión sin necesidad de la fuente externa.
Manejando correctamente los puntos anteriores se logrará una combustión auto-sostenida y
estable para las condiciones del proceso.
d. El cumplimiento de estos 3 requerimientos permitirán :
Lograr el máximo aprovechamiento del poder calorífico del combustible utilizado.
Aportar el calor requerido por el sistema con el menor consumo de combustible y las
condiciones operativas técnica y económicamente más adecuadas.
Esta condición de máxima eficiencia, sin embargo, siempre resultará inestable por
depender de una serie de variables interdependientes entre sí e influenciables por
factores externos, por lo cual el verdadero nivel de eficiencia del sistema dependerá de la
existencia de un sistema de control adecuado y efectivo, orientado a mantener niveles
permanentes de eficiencia del proceso.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
1.4 TIPOS DE COMBUSTION:
El objetivo fundamental de la combustión es el de conseguir la oxidación total del carbono y del
hidrógeno para formar dióxido de carbono (CO2) y agua (H2O) con lo cual se produce la máxima
energía en forma de calor y se evita efectos contaminantes.
La combustión podemos clasificarla desde el punto de vista de la calidad de sus productos y por la
forma en que se realiza.
a. COMBUSTION PERFECTA O ESTEQIOMETRICA:
Este tipo de combustión se consigue mezclando y quemando las cantidades exactamente
requeridas de combustible y oxígeno, los cuales se queman en forma completa y perfecta.
Esta combustión completa está sin embargo, fuertemente limitada por condiciones químicas y
físicas, ya que sólo en teoría podemos hablar de reacciones perfectamente estequiométricas.
Se plantean para realizar los cálculos teóricos de la combustión, etc. en función de la composición
del combustible y el comburente empleados.
Figura N° 4 : Combustión Estequiométrica Combustión Industrial (Percy Castillo)
b. COMBUSTION COMPLETA O CON EXC ESO DE AIRE:
Para tener una combustión completa, es decir, sin presencia de monóxido de carbono en los
humos de chimenea, es necesario emplear una proporción de oxígeno superior a la teórica. Este

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
exceso de aire conlleva especialmente 2 efectos importantes en cuanto al proceso de la
combustión:
Disminución de la temperatura máxima posible al aumentar la cantidad de gases en la
combustión.
Variación sensible en cuanto a la concentración de los óxidos formados respecto al
nitrógeno, lo que se traduce en una disminución de la eficiencia de la combustión.
El exceso de aire se expresa en porcentaje restándole el teórico estequiométrico, el cual
corresponde al 100%; es decir, una cantidad de aire de combustión del 120% respecto al
estequiométrico, se expresará como 20% de exceso de aire. El índice de exceso de aire (n),
también empleado en la práctica, será en este caso: n = 1.2.
Figura N° 5 : Combustión con exceso de aire Combustión Industrial (Percy Castillo)
c. COMBUSTION INCOMPLETA O CON DEFECTO DE AIRE:
Cuando el oxígeno presente en la combustión no alcanza el valor del teórico necesario para la
formación de CO2, H2O y SO2 la combustión es necesariamente incompleta, apareciendo en los
gases de combustión el monóxido de carbono, hidrógeno y partículas sólidas de carbono, azufre o
sulfuros.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Figura N° 6 : Combustión con defecto de aire Combustión Industrial (Percy Castillo)
Considerando que estos componentes de los gases que se eliminan a la atmósfera contienen aún
apreciable contenido calorífico, las pérdidas por combustión incompleta son elevadas cuando se
proporciona menos aire del necesario. En la práctica, la presencia de inquemados resulta
determinante del exceso de aire necesario.
La presencia de CO en los humos crea además el riesgo de explosión, al llegar a atmósferas
súbitamente oxidantes.
Un 1% de CO en los gases produce una pérdida de aproximadamente un 4% del poder calorífico
del combustible.
d. COMBUSTION IMPERFECTA O REAL:
Se produce una combustión imperfecta o seudocombustión oxidante cuando pese a existir exceso
de aire, no se completan las reacciones de combustión, apareciendo en los humos de chimenea
productos de combustión incompleta, tales como inquemados, residuos de combustibles sin
oxidar, partículas sólidas, etc.
Este tipo de combustión puede producirse debido a las siguientes causas:
La elevada carga térmica del hogar, es decir, la relación entre la potencia calorífica y el
volumen del hogar, ya que existe poco tiempo de permanencia.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
La escasa turbulencia, existiendo por tanto una mala mezcla aire-combustible, lo que en
muchos quemadores se produce por cantidad insuficiente de aire o por estar trabajando a
una fracción muy pequeña de su potencia nominal.
La falta de uniformidad de pulverización en los combustibles líquidos, ya que cuanto
mayor sea el número de gotas de gran tamaño, tanto más fácil es que se produzcan
inquemados, puesto que una gota de gran diámetro necesita un tiempo mayor de
permanencia para quemarse por completo.
El enfriamiento de la llama, lo que puede ocurrir cuando la mezcla aire/combustible
incide sobre superficies relativamente frías, como el frente de la cámara de combustión o
las paredes de un tubo de llama y también cuando se trabaja con un gran exceso de aire.
El alto porcentaje de carbono en los combustibles.
En la práctica, este es el tipo de combustión más generalizado por resultar más ajustado a la
realidad. En la medida que se mejore la combustión imperfecta aproximándose a las condiciones
teóricas de combustión completa con mínimo exceso de aire, se logrará mejores rendimientos y se
evitará efectos contaminantes.
Figura N° 7 : Combustión Imperfecta Combustión Industrial (Percy Castillo)
e. COMBUSTION POR LA FORMA COMO SE REALIZA:
Siendo siempre la reacción elemental la que se produce en la práctica industrial, puede
presentarse el combustible en estado sólido, líquido o gaseoso, lo cual determina diferentes
niveles de dificultad para que se produzca el contacto y reacción con el comburente.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
El conocimiento práctico y estudio teórico de las reacciones de combustión, nos permiten también
simplificar en este campo, definiendo que existen únicamente dos tipos de combustión:
Reacción Homogénea GAS-GAS; la que se produce entre el hidrógeno y CO con el oxígeno
para dar lugar a H20 y CO2.
Reacción Heterogénea SOLIDO-GAS; típica del carbón en cualquiera de sus formas, que se
produce por difusión térmica y molecular en el entorno de la partícula de carbono para
formar primeramente CO y finalmente CO2.
1.5 REACTORES DE LA COMBUSTION:
La combustión en una atmósfera libre puede efectuarse con fines de iluminación, aprovechando la
energía luminosa de la llama de difusión, pero con fines de aprovechamiento térmico representa
niveles demasiado bajos de aprovechamiento energético, aceptables solamente en el campo
artesanal. En actividades industriales, las exigencias de concentración térmica y costos establecen
la necesidad de que las reacciones de combustión se efectúen en el interior de un reactor llamado
comúnmente hogar o cámara de combustión.
El diseño de reactores de combustión obedece principalmente a criterios vinculados al proceso
para el cual se genera calor y la forma de transferencia de calor requerida.
El diseño de un reactor ideal para asegurar combustión completa podría ser definido en los
siguientes términos y/o condiciones: longitud, volumen útil y concentración de calor.
Las características de los reactores de combustión en los tipos más frecuentes:
a. HORNOS ROTATORIOS:
En estos reactores de forma cilíndrica la llama se forma a partir de un chorro recto confinado. Este
reactor presenta la facilidad de poder alargar la llama sin limitaciones de impacto con una pared
posterior, pero igualmente tendrá que disponer de suficiente impulso total para mantenerla
centrada y el diseño del quemador tendrá que permitir la formación de llama cónica hueca para
evitar que se abra impactando con las paredes.
Los hornos rotatorios son circulares, por lo que presentan el volumen útil más conveniente y
ofrecen buenas condiciones de concentración térmica. Las características del proceso influencian
la concentración de calor; así existe una gran diferencia entre el comportamiento del material en
procesos de hornos de cal (reacción endotérmica) y de clínker para cemento (reacción
exotérmica).

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
En los secadores rotatorios también se presenta menor concentración de calor y temperaturas de
llama por ser la vaporización fuertemente endotérmica.
Figura N° 8 : Horno rotativo Industrial Combustión Industrial (Percy Castillo)
b. HORNOS DE FUNDICION:
En este tipo de hornos el reactor está muy lejos de constituir un diseño ideal, debido a que el
material a ser fundido se encuentra en el piso y se alojan llamas en un extremo del horno,
calentando el material hasta fusión por transferencia de calor por radiación y en menor medida
por convección.
El nivel de concentración térmica es alto debido a los niveles de temperatura, pero las pérdidas
por radiación en las paredes y el techo también son altas. Una mejora considerable de estos
hornos como reactores de combustión se ha logrado incorporando mayor número de quemadores
en las paredes y en el techo.
Figura N° 9 : Horno de fundición Industrial Combustión Industrial (Percy Castillo)

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
c. CALDEROS PIROTUBULARES:
En los calderos antiguos se utilizaban hogares de combustión de material refractario, orientando
su diseño a lograr combustión completa, aprovechando el calor generado en varios pasos de tubos
transfiriendo calor por convección.
Las exigencias de optimización energética y de diseño han orientado la tendencia en calderos a
ubicar la llama en cámaras de agua y ubicar paredes húmedas, que reemplazan los altares de
refractarios por conductos de agua que refrigeran y se calientan simultáneamente. Esta tendencia
obliga a optimizar la combustión para asegurar combustión completa, cada vez más difícil por la
Menor concentración de calor.
Figura N° 10: Caldero Pirotubular CB Industries
d. CALDEROS ACUOTUBULARES:
Las cámaras de combustión en estos calderos están formadas por tubos de agua cada vez más
compactos, complicando su función como reactores de combustión. Esta tendencia ha obligado a
desarrollar quemadores con capacidad para formar llamas cada vez más turbulentas y compactas,
lo que se ha logrado creando una zona de menor presión en la zona central de la llama (llama
cónica hueca).
Los calderos de alta capacidad con grandes cámaras de combustión y un gran número de
quemadores se orientan a aprovechar la mayor eficiencia de transferencia de calor por radiación
desde la llama a los tubos de agua que forman el reactor, resultando similar su concepto de
funcionamiento y aprovechamiento térmico a los aplicados en los hornos de fundición.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
1.6 ESTABILIDAD DE LA COMBUSTION:
La velocidad de una llama, puede variar entre unos pocos centímetros por segundo (mezcla
propano-aire) y varias decenas de metros por segundo (mezcla estequiométrica vapor de
kerosene-aire, con 40 m/s).
La superficie que limita la llama por su parte anterior se denomina frente de llama y su situación
está condicionada por un equilibrio entre la velocidad de circulación de los gases y la velocidad de
propagación de la llama; expresado en términos prácticos, para conseguir una llama estable se
debe mantener un equilibrio entre la velocidad con la que ingresa la mezcla combustible y la
velocidad con la que se quema.
El frente de llama puede resultar muy inestable, considerando los múltiples factores que
intervienen en la cinética de la reacción de combustión, determinando que se aproxime al
quemador hasta introducirse en el mismo, produciéndose lo que se denomina "retroceso de
llama" o se aleje del mismo, llegando a producirse el "despegue de llama", en cuyo caso la misma
se apaga.
En la literatura técnica sobre la llama siempre se mencionan como factores de control operativo
sobre la llama las 3 te´s de la combustión, pero investigando en este campo hemos encontrado
que son siete las te´s que influencian este proceso.
Figura N° 11 : Frente de Llama básico Combustión Industrial (Percy Castillo)
Las dos primeras emanan de la teoría inorgánica y se refieren al Tamaño de partícula y su
Trayectoria axial o rotacional al inyectarse desde la boquilla del quemador.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Para mantener el equilibrio entre la velocidad de los gases y la propagación de la llama resultan de
fundamental importancia las tres Te's clásicas de la combustión, esto es, Tiempo, Turbulencia y
Temperatura.
La estabilidad del frente de llama permite condiciones iniciales favorables, pero en el desarrollo de
la combustión intervienen otros parámetros que determinan condiciones que podrían afectar la
estabilidad inicial conseguida y coincidentemente, también comienzan con la misma letra:
Transferencia de calor y Transporte de gases. Pero aún tenemos más Te´s que influencian la llama
y el proceso de combustión: el Tiro que crea las condiciones de circulación de gases y la Tensión
(presión) en el interior de la cámara de combustión.
Estos tres factores resultan de la mayor importancia para mantener en equilibrio la reacción de
combustión, y por ende, las características de la llama.
El Tiempo determina la velocidad con la que se efectúa la reacción y resulta fuertemente
determinado por el Tamaño de la partícula de carbón; si se eleva la Temperatura de la llama,
aumentará la velocidad de reacción y con ella la generación de calor; asimismo aumentará el
volumen de productos de combustión, incrementándose la Turbulencia en el entorno de la llama,
tomando en cuenta que las condiciones de mezcla también serán influenciadas por la trayectoria
de la partícula de carbón, creada por su propio impulso y/o establecida por los flujos dominantes.
La Transferencia de calor desde la llama a su entorno variará la temperatura y por tanto la cinética
de la reacción. El Transporte de los gases de combustión impulsados por el Tiro tendrán que
asegurar la presión más conveniente en la cámara de combustión.
Figura N°12 : Las Tes de la combustión Combustión Industrial (Percy Castillo)

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
El aumento de la Turbulencia favorecerá la cinética de la reacción, disminuyendo el Tiempo de
reacción; la mayor generación de calor producirá un incremento de Temperatura.
Esta constante influenciada por estos tres factores, determinará las condiciones del equilibrio de
llama, y en consecuencia, la eficiencia de combustión.
La importancia que reviste la llama, por representar el espacio donde se realiza la combustión y
constituir en la mayoría de casos una manifestación visible de la combustión, facilitando su
adecuado manejo y control, determina la necesidad de analizar las características de formación de
llama de sólidos, líquidos y gases en forma individual y detallada, utilizando la Ruleta de las Te´s de
la Combustión.
1.7 FUNCION MECANICA DELA IRE DE COMBUSTION.
Las principales funciones mecánicas que realiza el aire en los sistemas, circuitos y procesos de
combustión, son los siguientes:
a. AIRE PRIMARIO:
Aporta la energía cinética requerida para formación de llama, es decir, determinar la forma en que
se desarrolla la combustión, para lo cual puede requerir una gran potencia, cuando se utiliza
combustibles muy difíciles de quemar, o relativamente poca, cuando se utiliza gas natural o GLP,
que quemándose con mucha facilidad, a veces requieren demorar la mezcla para tratar de alargar
el tiempo de reacción y mejorar la emisividad de llama.
Para definir con claridad y sencillez el trabajo del aire primario, hemos determinado la
conveniencia de utilizar 2 parámetros que pueden ser aplicados en el diseño de quemadores o
para la evaluación de quemadores que se encuentren instalados y operando, para evaluar y
optimizar su funcionamiento: Potencia específica, expresada con Newton/ Gcal, y Swirl (fuerza
rotacional), que representa el % del impulso total que tiene efecto rotacional. La validez y utilidad
de estos parámetros la hemos podido comprobar en cientos de proyectos de optimización de la
combustión en plantas industriales.
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Figura N°13 : Aire primario en quemador tipo Pitojet de KHD KHD Company
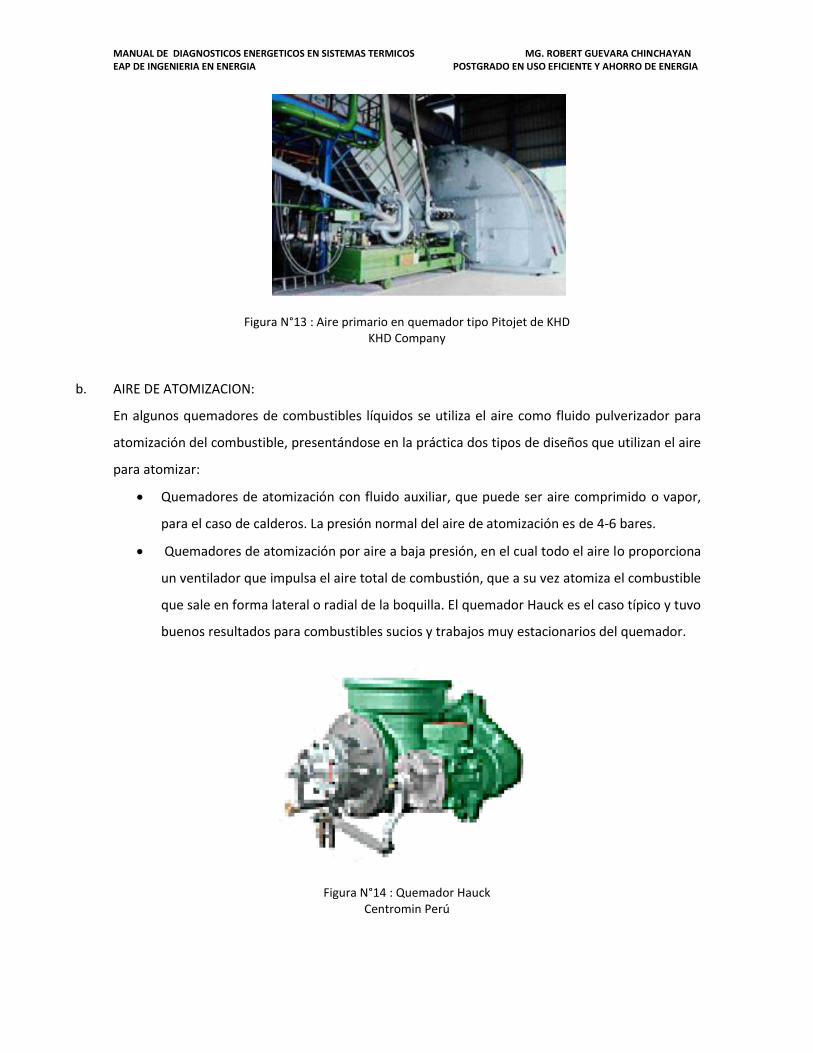
b. AIRE DE ATOMIZACION:
En algunos quemadores de combustibles líquidos se utiliza el aire como fluido pulverizador para
atomización del combustible, presentándose en la práctica dos tipos de diseños que utilizan el aire
para atomizar:
Quemadores de atomización con fluido auxiliar, que puede ser aire comprimido o vapor,
para el caso de calderos. La presión normal del aire de atomización es de 4-6 bares.
Quemadores de atomización por aire a baja presión, en el cual todo el aire lo proporciona
un ventilador que impulsa el aire total de combustión, que a su vez atomiza el combustible
que sale en forma lateral o radial de la boquilla. El quemador Hauck es el caso típico y tuvo
buenos resultados para combustibles sucios y trabajos muy estacionarios del quemador.
Figura N°14 : Quemador Hauck Centromin Perú

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
c. TIRO FORZADO:
En la mayoría de Calderos Pirotubulares y algunos tipo de hornos pequeños, el ventilador del
quemador debe proporcionar, además del aire de combustión y la energía para formación de
llama, el impulso necesario para empujar los gases circulantes hasta la base de la chimenea, a
partir de la cual se combina este impulso con el tiro natural creado por la chimenea, para eliminar
los gases de combustión a la atmósfera.
En este tipo de sistemas, la capacidad de los calderos y hornos queda totalmente definido por la
capacidad del ventilador para proporcionar el caudal y la presión estática en la descarga que
proporcione el impulso (potencia) necesarios para formación de llama y circulación de los gases de
combustión.
La presión estática en la descarga define la nominación del equipo utilizado:
Un ventilador generalmente se utiliza para mayores caudales y menores presiones (hasta
120 mBar)
Entre 120 y 200 mBar se encuentran los llamados turbo ventiladores que constituyen una
interface entre ventiladores y sopladores, muy convenientes para sistemas de combustión
más exigentes.
A partir de 200 mBar y hasta 1 Bar, se denominan sopladores, siendo equipos con
mayores presiones y menores caudales.
Equipos con más de 1 Bar en la descarga ya puede ser considerado un compresor y
requiere criterios distintos de diseño.
Figura N°14 : Ventiladores, sopladores y quemadores Iberdola Company

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
1.8 INFLUENCIA DE LA ALTURA EN AL OPERACIÓN DE CALDEROS PIROTUBULARES:
Fundamentalmente del suministro de masa de aire para la combustión y la capacidad para circular
y extraer los gases de combustión. Generalmente el quemador aporta todo el aire de combustión
y el tiro forzado suficiente para desplazar los gases hasta la base de la chimenea, donde se regula
el tiro con el dámper y se elimina los gases con el tiro natural.
Al operar un caldero normal en altura se afectan los siguientes factores:
La capacidad del caldero quedará limitada por la disminución de masa de oxígeno para la
combustión, determinando una disminución de la capacidad real del caldero para
generación de vapor. Por ejemplo: Un caldero de 300 HP tiene una capacidad nominal de
generación de vapor de 5000 Kg/h; instalado a 3000 m.s.n.m de altura solamente podrá
producir 3250 Kg/h, resultando equivalente a un caldero de 200 BHP, desde el punto de
vista del defecto de aire como comburente.
La disminución del flujo másico de aire para proporcionar el impulso necesario para
mezcla y desplazamiento de gases podría ser compensado parcialmente por la mayor
velocidad de ingreso del aire, solamente si el ventilador tiene la capacidad (presión
estática en la descarga), para compensar la caída de presión consecuente, de lo contrario,
también podría limitar la producción de calor y vapor en un porcentaje adicional.
Para compensar el fenómeno de altura tendría que reemplazarse el ventilador por otro de
mayor caudal y presión, probablemente un turbo soplador (120 – 200 mBar), pero no
podría mantenerse las condiciones de eficiencia debido a la aceleración del paso de los
gases a través de la zona convectiva.
La eficiencia del caldero podría afectarse en mayor proporción cuando se utilice
combustibles difíciles de quemar en los cuales resulte fundamental la calidad de mezcla.
Cuando la forma de atomización depende del aire atmosférico la operación podría resultar
imposible de optimizar por no poderse conseguir una atomización perfecta
Los fabricantes de equipo pretenden compensar las deficiencias del aire en altura vendiendo
equipos de mayor capacidad, obteniendo mayores beneficios económicos. La adecuada selección
de ventiladores con suficiente capacidad para compensar la disminución de presión en altura y/o
la modificación de los existentes, resultará suficiente para alcanzar similares condiciones
operativas que en condiciones normales.
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
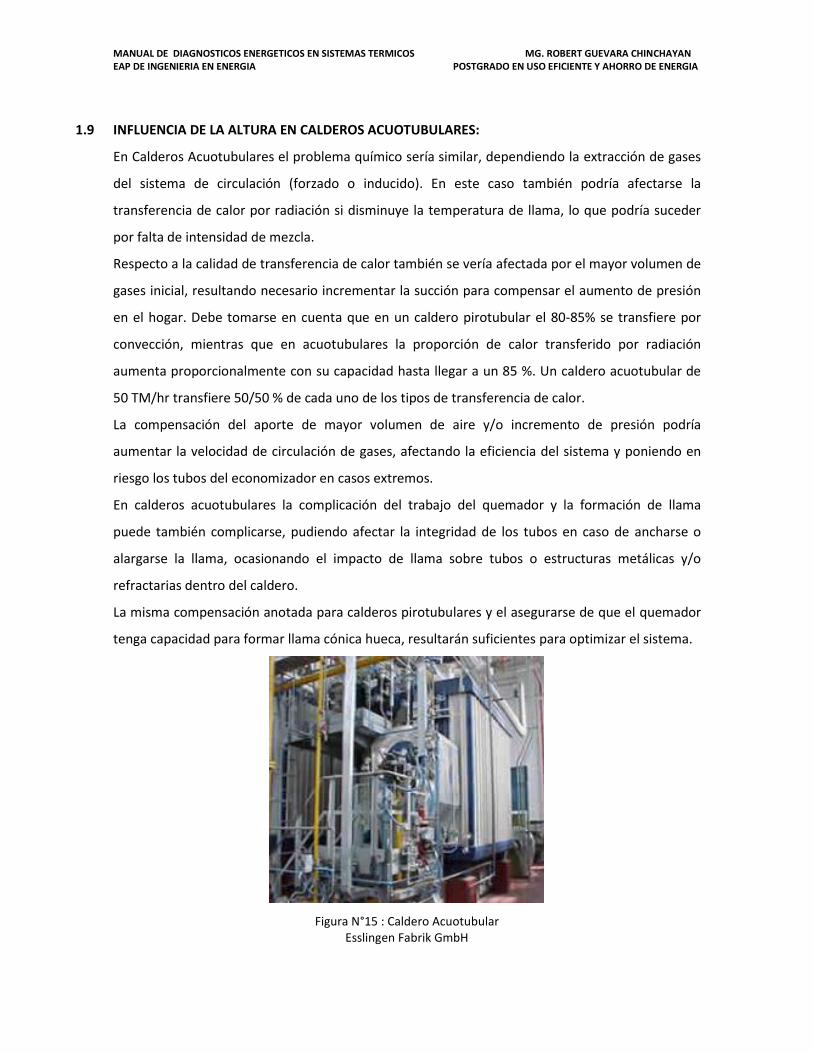
1.9 INFLUENCIA DE LA ALTURA EN CALDEROS ACUOTUBULARES:
En Calderos Acuotubulares el problema químico sería similar, dependiendo la extracción de gases
del sistema de circulación (forzado o inducido). En este caso también podría afectarse la
transferencia de calor por radiación si disminuye la temperatura de llama, lo que podría suceder
por falta de intensidad de mezcla.
Respecto a la calidad de transferencia de calor también se vería afectada por el mayor volumen de
gases inicial, resultando necesario incrementar la succión para compensar el aumento de presión
en el hogar. Debe tomarse en cuenta que en un caldero pirotubular el 80-85% se transfiere por
convección, mientras que en acuotubulares la proporción de calor transferido por radiación
aumenta proporcionalmente con su capacidad hasta llegar a un 85 %. Un caldero acuotubular de
50 TM/hr transfiere 50/50 % de cada uno de los tipos de transferencia de calor.
La compensación del aporte de mayor volumen de aire y/o incremento de presión podría
aumentar la velocidad de circulación de gases, afectando la eficiencia del sistema y poniendo en
riesgo los tubos del economizador en casos extremos.
En calderos acuotubulares la complicación del trabajo del quemador y la formación de llama
puede también complicarse, pudiendo afectar la integridad de los tubos en caso de ancharse o
alargarse la llama, ocasionando el impacto de llama sobre tubos o estructuras metálicas y/o
refractarias dentro del caldero.
La misma compensación anotada para calderos pirotubulares y el asegurarse de que el quemador
tenga capacidad para formar llama cónica hueca, resultarán suficientes para optimizar el sistema.
Figura N°15 : Caldero Acuotubular Esslingen Fabrik GmbH

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
1.10 INFLUENCIA DE LA LATURA EN HORNOS DE PROCESOS:
En el caso de hornos de procesos, la influencia de la altura dependerá del tipo de quemador
empleado.
La sustitución de un soplador por un ventilador puede compensar la deficiencia de masa,
incrementando la presión de suministro, pudiendo modificarse el diseño del quemador que
determina la forma de llama: Potencia Específica y Swirl.
Cuando el quemador es del tipo de atomización por aire a baja presión, el problema resulta muy
grave, porque la deficiencia de masa y consiguientemente de impulso resultará insuficiente para
conseguir la atomización perfecta que resulta necesaria para conseguir atomización completa con
combustibles líquidos.
Un caso típico es el del quemador Hauck, que utiliza el aire del ventilador para atomizar
combustibles líquidos .A la deficiencia de aire de atomización se le agrega la insuficiencia de masa
de oxígeno para la combustión y falta de impulso para desplazamiento de los gases quemados y la
operación del quemador Hauck en altura resulta muy deficiente.
Para compensar tales deficiencias resulta imprescindible sustituir el ventilador por un turbo
ventilador que proporcione toda la masa de aire e impulso requeridos. Adicionalmente y en forma
adecuada para cada proceso, se debe efectuar las modificaciones que resulten necesarias el el
circuito de gases y transferencia de calor.
1.11 INFLUENCIA DE LA ALTURA EN MCI:
Los motores de combustión interna se afectan con la altura en la medida que disminuye la presión
de admisión, pero compensando este factor mediante un sistema de turbo compensación, el
desarrollo interno de la combustión resulta similar o mejor al que se consigue en condiciones
atmosféricas normales.
Los equipos de uso más generalizado de esta clase son los motores Diesel y las turbinas de gas.
En los motores Diesel la influencia de la altura se manifiesta por efecto de la disminución de la
presión y la densidad, debiendo compensar tales deficiencias con turbo compresores.
En turbinas, las deficiencias de altura deben ser compensadas en la capacidad de los compresores
de aire, para asegurar que la masa que impacta los álabes resulte similar a la prevista para su
operación en la consta.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Figura N°16 : Motores de Combustión Interna Cummins
2. DIAGNOSTICOS ENERGETICOS EN GENERADORES DE VAPOR:
2.1 SISTEMAS TERMICOS:
Los sistemas térmicos son equipos cuya función es la generación de calor a través de la
combustión de un combustible con el oxígeno del aire. Se utilizan para cubrir necesidades térmicas
de calefacción y agua caliente y de procesos productivos tales como el tratamiento térmico de
metales, el calentamiento y el secado de sustancias en diferentes sectores industriales como el
químico, textil, agroindustrial, construcción, metal-mecánica, etc. Los equipos térmicos más
representativos son calderas, hornos y secadores.
El equipo térmico más empleado es la caldera. Estos sistemas utilizan el calor producido durante
la combustión de un combustible, para calentar un fluido que posteriormente será utilizado donde
existan necesidades térmicas. Los hornos, por su parte, en lugar de calentar un fluido, elevan la
temperatura directamente de la carga que se encuentra en su interior. Estos equipos suelen
encontrarse en la industria del metal, química, alimentos, entre otros y se emplean para el
tratamiento térmico, la cocción, el curado y otras aplicaciones.
Por último, los secadores, cuya función es la de reducir el contenido de humedad de las sustancias,
son ampliamente utilizados en el sector alimenticio y agroindustrial.
En las industrias antes mencionadas, estos sistemas térmicos son generalmente los equipos más
importantes en los que se basa el proceso de producción y por lo general son los mayores
consumidores de energía en la planta, llegando a alcanzar costos superiores al 50 % de la demanda
energética total.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
2.2 GENERADORES DE VAPOR.
a. GENERALIDADES:
El principio de funcionamiento de las calderas es combustible y comburente (aire) se inyectan en
el interior de la caldera a través del quemador y se inflaman con ayuda de la llama que alimentan.
La reacción que tiene lugar entre el combustible y el oxígeno del aire es altamente exotérmica, y
genera como productos, residuos sólidos (como cenizas y escorias) y humos o gases a elevadas
temperaturas (de 200 a 1,000 °C). El contenido energético de estos gases se aprovecha en calderas
para calentar un fluido (aire, agua o aceite) mediante una superficie de intercambio. El fluido que
ha aumentado su temperatura servirá posteriormente para calentar un área, mover una turbina,
etc.
Finalmente los gases de combustión que han cedido gran parte de su temperatura, son evacuados
por una chimenea.
Figura N°17 : Esquema de funcionamiento de la caldera CONAE-México
b. TIPOS:
Las calderas se pueden clasificar en función de múltiples criterios. Según el tipo de combustión, las
calderas pueden ser de cámara de combustión abierta (atmosférica o tiro natural) o cerrada
(presurizada o tiro forzado). Estas últimas presentan multitud de ventajas sobre las atmosféricas
como el mejor rendimiento, la estabilidad de la combustión o el mínimo exceso de aire necesario.
De acuerdo con la forma de intercambio de calor, se encuentran calderas acuotubulares o
pirotubulares.
En las acuotubulares, hay una serie de tubos por los que circula el fluido a calentar, y por su
exterior circulan los gases que ceden parte de su energía a través de las paredes de los tubos. En
las Pirotubulares, son los humos calientes los que pasan por los tubos, los cuales están rodeados
por el fluido a calentar.
Según el rendimiento pueden ser estándar, de baja temperatura y de condensación. La caldera
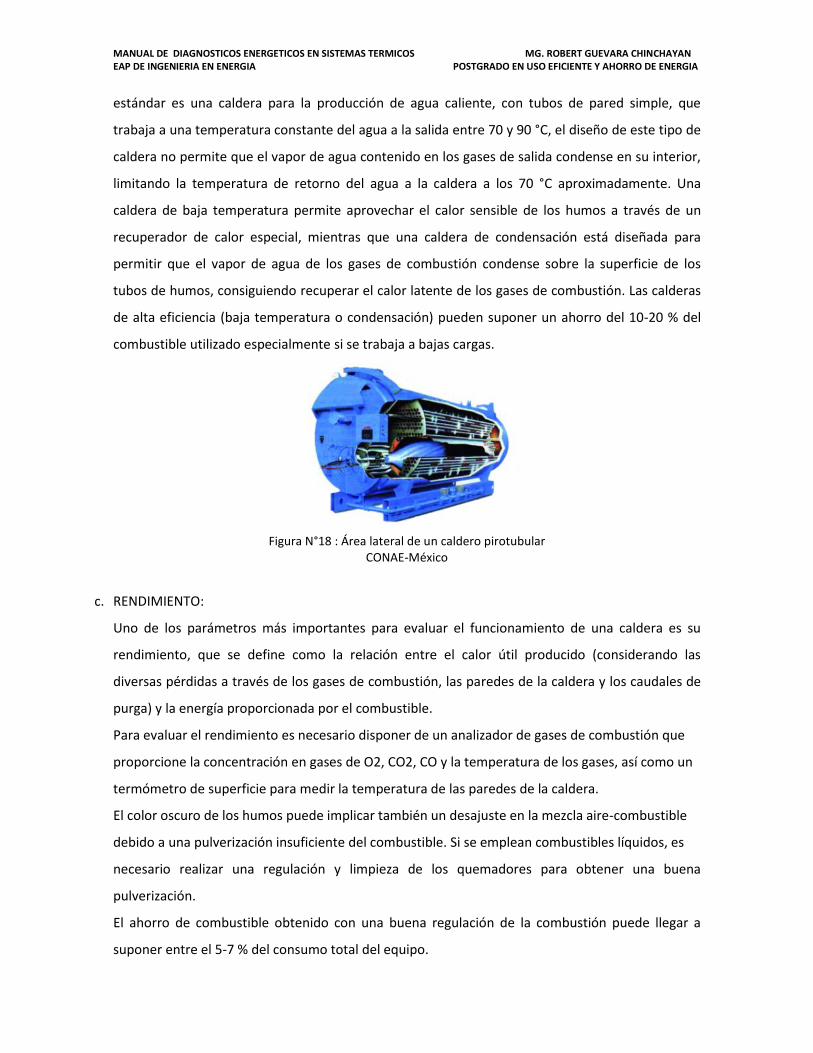
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
estándar es una caldera para la producción de agua caliente, con tubos de pared simple, que
trabaja a una temperatura constante del agua a la salida entre 70 y 90 °C, el diseño de este tipo de
caldera no permite que el vapor de agua contenido en los gases de salida condense en su interior,
limitando la temperatura de retorno del agua a la caldera a los 70 °C aproximadamente. Una
caldera de baja temperatura permite aprovechar el calor sensible de los humos a través de un
recuperador de calor especial, mientras que una caldera de condensación está diseñada para
permitir que el vapor de agua de los gases de combustión condense sobre la superficie de los
tubos de humos, consiguiendo recuperar el calor latente de los gases de combustión. Las calderas
de alta eficiencia (baja temperatura o condensación) pueden suponer un ahorro del 10-20 % del
combustible utilizado especialmente si se trabaja a bajas cargas.
Figura N°18 : Área lateral de un caldero pirotubular CONAE-México
c. RENDIMIENTO:
Uno de los parámetros más importantes para evaluar el funcionamiento de una caldera es su
rendimiento, que se define como la relación entre el calor útil producido (considerando las
diversas pérdidas a través de los gases de combustión, las paredes de la caldera y los caudales de
purga) y la energía proporcionada por el combustible.
Para evaluar el rendimiento es necesario disponer de un analizador de gases de combustión que
proporcione la concentración en gases de O2, CO2, CO y la temperatura de los gases, así como un
termómetro de superficie para medir la temperatura de las paredes de la caldera.
El color oscuro de los humos puede implicar también un desajuste en la mezcla aire-combustible
debido a una pulverización insuficiente del combustible. Si se emplean combustibles líquidos, es
necesario realizar una regulación y limpieza de los quemadores para obtener una buena
pulverización.
El ahorro de combustible obtenido con una buena regulación de la combustión puede llegar a
suponer entre el 5-7 % del consumo total del equipo.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Las pérdidas de calor a través de las paredes pueden reducirse hasta un 70-80 %, lo que puede
suponer un ahorro del 1-2 % del combustible.
Si la temperatura de los gases de chimenea supera los 230 oC, puede ser debido a un mal
intercambio de calor en el interior de la caldera. Para solucionarlo, habría que proceder a una
limpieza. Una limpieza periódica de la caldera mejora la transferencia térmica en el interior de la
misma, aumentando el calor útil obtenido y disminuyendo la temperatura de los gases de salida.
Por cada 20 °C que se consiga disminuir la temperatura de los gases, se reduce el consumo de
combustible en un 1 % aproximadamente.
A continuación se presentan las pautas a seguir para mejorar la eficiencia en caldera.
Cuadro Nº 1: Optimización del funcionamiento de una caldera
CONAE-México
d. SUSTITUCION DE LA CALDERA:
Normalmente, las intervenciones de mantenimiento periódico permiten mantener el rendimiento
dentro de los límites establecidos. Pero el rendimiento no es constante a lo largo del tiempo, sino
que va disminuyendo hasta que llega un punto en el que por la antigüedad de la caldera y su mal
funcionamiento puede ser necesario sustituirla. La vida útil de estos equipos es aproximadamente
de 15 años.
Tanto en el caso de haber superado la vida útil o de haber detectado serios desperfectos de la
caldera, es recomendable sustituirla por una de alto rendimiento.
La instalación de una caldera de alto rendimiento, requiere una mayor inversión inicial. En
comparación con una caldera estándar, el costo de una caldera de baja temperatura es un 25 - 30

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
% superior, mientras que para una caldera de condensación puede llegar a duplicarse la inversión
inicial.
Figura N°19 : Caldero pirotubular Calderas INTESA
e. UTILIZACIÓN DE ECONOMIZADORES Y PRE-CALENTADORES:
Los gases de combustión que salen de la caldera suficientemente calientes (a una temperatura
superior a 230 °C) tienen todavía energía sobrante que puede ser utilizada para precalentar el
agua o el aire de combustión y disminuir la demanda de combustible. El calor recuperado de los
gases puede aprovecharse incluso en un equipo distinto. Por ejemplo, pueden utilizarse los gases
de escape a baja temperatura para procesos de secado.
Los equipos encargados de precalentar el agua de alimentación se denominan economizadores,
que no son más que intercambiadores de calor que permiten que los gases de escape calientes
cedan calor al agua de alimentación.
Si lo que se desea es precalentar el aire de combustión, estos se denominan pre-calentadores, que
son también un tipo especial de intercambiadores de calor gas-aire.
En cualquier caso se debe tener en cuenta que existe un límite por debajo del cual no es posible
enfriar los gases (150 -175 °C), ya que se podrían producir importantes corrosiones en conductos
debido a la condensación de ácido sulfúrico. A esta temperatura se le denomina temperatura de
rocío. Esta restricción no se aplica en combustibles con bajo contenido en azufre tales como gas
natural o gases licuados del petróleo (GLP).

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
2.3 MEJORAMIENTO DE LA OPERACIÓN DE UN CALDERO:
a. REGULAR EL EXCESO DE AIRE:
El control del exceso de aire es una de las técnicas más efectivas para mejorar la eficiencia de una
caldera con inversiones que pueden ser entre bajas y moderadas, dependiendo del sistema de
control que se adopte.
Consiste en regular los flujos de aire (mediante la apertura del “damper” del ventilador) y
combustible (mediante la válvula de ingreso al quemador) de tal manera que se mantenga una
relación aire-combustible que logre un mínimo de exceso de aire (reflejado por la concentración
de Oxígeno – O2 en chimenea) a la potencia del quemador que se trabaje, y con una mínima
producción de inquemados (básicamente hollín y monóxido de carbono – CO).
El nivel mínimo de exceso de aire a emplear depende del combustible usado y del tipo de
quemador disponible. Para quemadores de tiro forzado y aire sin precalentar, los niveles de
exceso de aire a conseguir mediante los ajustes del sistema de control serán los que se indican en
el cuadro siguiente. En dicho cuadro también se indican los valores máximos de O2 , CO y
opacidad de gases que corresponderían para dichos excesos de aire. Estos dos últimos valores
corresponden a los inquemados y son inevitables en el proceso de combustión, pero no deben
sobrepasar dichos valores máximos.
Cuadro N° 2: Nivel recomendado de exceso de aire y otros parámetros.
Fuente:PAE-MEM
Para realizar un buen ajuste del exceso de aire, logrando una combustión adecuada, es necesario
obtener una buena mezcla aire-combustible. Esto se consigue poniendo previamente el sistema de
combustión a punto, es decir haciendo un mantenimiento exhaustivo a bombas, filtros,
calentadores, válvulas de control, sistema de atomización, boquilla del quemador, cono
refractario, difusor, entre otros. Sin ello no se logrará un buen ajuste del exceso de aire.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Asimismo es importante una limpieza de la caldera en el lado del agua y gases.
Los ahorros ha obtenerse al reducir el exceso de aire pueden ser cuantiosos dependiendo del nivel
de exceso encontrado. En las siguientes figura se ilustra el ahorro de combustible obtenible al
reducir el exceso de aire para dos tipos de combustibles, desde un valor dado de exceso de aire
(reflejado por el % O2 inicial) hasta el 20 ó 10% de exceso de aire, según corresponda.
Figura N°20 : Ahorro de petróleo PAE-MEM
b. REEMPLAZAR QUEMADORES ON-OFF POR QUEMADORES MODULANTES.
El reemplazo de los sistemas de regulación on – off de la potencia del quemador por sistemas que
modulan la potencia de acuerdo a la carga de la caldera (ver Gráfico No. 3.3.3), permiten no sólo
reducir las altas temperaturas del gas, sino también las pérdidas de calor que se dan en el lapso de
stand-by, así como las pérdidas de calor asociadas con la purga de gases calientes de la caldera
antes y después de cada ciclo de fuego, las cuales podrían eliminarse al tener menor frecuencia de
apagado del quemador.
El cambio de sistema de regulación puede permitir incrementar la eficiencia de una caldera con
sistemas on-off desde un 75% a un 77% trabajando con sistema modulante.
La inversión requerida puede ser cuantiosa, lo cual debe ser analizado tomando en cuenta las
horas de operación de la caldera y el consumo de combustible.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Figura N°21 : Sistema de Quemadores de Calderas PAE-MEM
c. REDUCIR LA PRESIÓN DEL VAPOR.
En términos generales a medida que la presión del vapor en una caldera se incrementa, también
aumentan las pérdidas de energía debido a las altas temperaturas del gas de chimenea, mayores
fugas de vapor, pérdidas de calor a través de las paredes en la caldera y tuberías de distribución y
mayores pérdidas de vapor a través de trampas.
Considerando ello, a veces es posible reducir la presión de vapor a un nivel compatible con las
necesidades de temperatura del usuario y con el diseño de las instalaciones de distribución de
vapor, lo cual debe ser cuidadosamente estudiado. Si bien se pueden conseguir ahorros al reducir
la presión del vapor, o mejorar el rendimiento de la caldera , pueden surgir otros problemas si la
reducción es excesiva, tales como los que se enumeran a continuación :
Incremento del arrastre de humedad en la caldera.
Como el volumen específico del vapor (m3/kg) se incrementa al reducir la presión,
entonces pueden darse excesivas velocidades en las tuberías existentes.
Funcionamiento inadecuado de trampas y algunos instrumentos sensibles a la
temperatura.
Menor transferencia de calor en los equipos usuarios de vapor.
Pérdida de rendimiento en equipos accionados por vapor.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Figura N°22: Efecto de la presión de vapor en el rendimiento. PAE-MEM
d. REDUCCIÓN DE LA FORMACIÓN DE DEPÓSITOS.
En una caldera pueden formarse depósitos tanto en el lado del agua como en el lado de los gases.
En el primer caso los depósitos se forman por causa de un mal tratamiento del agua de
alimentación a caldera, principalmente por un mal ablandamiento, es decir que el agua de aporte
contiene todavía sales de Calcio y Magnesio que no fueron previamente removidas en su totalidad
en los equipos de ablandamiento, depositándose en los tubos por efecto del calor.
Una calidad pobre del agua afecta la performance de la caldera de dos maneras:
Se requiere una mayor purga dando como resultado mayores pérdidas de calor.
Los depósitos de sales (caliche) en los tubos, constituye una barrera a la transferencia de
calor gases-agua, que provoca no sólo la elevación de la temperatura de los gases de
chimenea, con la consiguiente pérdida de calor; sino también recalentamiento de tubos y
posible falla de los mismos.
En el lado de los gases los depósitos de hollín se originan por una mala combustión del
combustible, debido a una pobr e mezcla aire-combustible o por defecto de aire. Cuando el hollín
se deposita en los tubos, también actúa como una capa de aislamiento que reduce la transferencia
de calor gases -agua.
El resultado global es que los gases salen de la caldera con alta temperatura y la eficiencia de la
unidad se reduce, por no haberse aprovechado todo el calor de los gases.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Es fácil darse cuenta cuándo una caldera manifiesta ensuciamiento de tubos, simplemente por
elevación de la temperatura de gases de chimenea, Para calderas pirotubulares de 3 pasos (con
exceso de aire normal), una temperatura por encima de 220°C en llama alta, ya es un indicio de
que se están produciendo depósitos en los tubos.
Temperaturas de 350°C o más significa grave ensuciamiento y riesgos de daños para los tubos y
placas de la caldera, por recalentamiento y excesiva dilatación
Figura N°23: Incremento del consumo de petróleo por ensuciamiento de tubos. PAE-MEM
e. RECUPERAR CONDENSADOS.
La recuperación de condensados implica un ahorro de combustible en la caldera y menores costos
de generación de vapor por las siguientes razones :
El condensado normalmente retorna a una temperatura de 70 a 90 ºC, lo cual significa que
contiene una cantidad de calor que sino es aprovechada, tienen que ser aportada por el
combustible para calentar el agua de alimentación hasta la misma temperatura.
Si el condensado (que es esencialmente agua pura) se pierde; el agua de alimentación
tiene que ser tratada, lo cual implica mayores gastos operativos por el tratamiento y el
costo del agua misma.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
El agua de alimentación que reemplaza a un condensado no aprovechado contiene
impurezas que incrementan el régimen de purga y las pérdidas de calor asociados a dicha
purga.
Un factor adicional que favorece la recuperación de condensados es la protección del ambiente,
ya que la descarga de fluidos calientes tiene un impacto negativo en los cuerpos receptores (ríos,
lagos, etc.)
Figura N°24: Ahorro de Combustible por recuperación de condensado. PAE-MEM
f. USO DEL CONDENSADOR DE VAPOR POR CONTACTO.
El condensador de vapor es un equipo que se utiliza para obtener agua caliente aprovechando los
vapores residuales de baja, enfriándolos usualmente con agua fría.
En esencia está formado por un depósito cilíndrico vertical, con varias entradas y salidas:
Entrada de agua refrigerante.
Entrada vapor de baja presión.
Salida de agua condensada.
Salida de incondensables.
Dicho sistema de recuperación de calor se muestra en la siguiente figura:

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Figura N°25: Torre para recuperación de calor por condensación de vapores PAE-MEM
En los condensadores de contacto el vapor de baja presión se pone en contacto con agua más fría,
de tal forma que el vapor condensa y transfiere su calor latente al líquido, el cual eleva su
temperatura.
El diseño de un condensador de vapor debe seguirse una serie de criterios que conducen a:
Evitar demasiadas caídas de presión.
Evitar arrastres de gotas de agua.
Eliminar bolsas de aire.
Utilizar agua tratada para evitar incrustaciones.
g. USAR VAPOR FLASH.
Son muchas las plantas que utilizan grandes cantidades de vapor a distintos niveles de presión y
no tienen en cuenta para nada el vapor de flash de los condensados.
El vapor flash ó revaporizado es un vapor con las mismas características que un vapor vivo y se
forma cuando un condensado pasa de una presión a otra inferior. Parte de este condensado se
convertirá en vapor a la misma temperatura que corresponda a la presión inferior. La cantidad de
vapor flash obtenida será igual al exceso de calor latente del vapor a la presión inferior. El exceso
de calor será la diferencia entre el calor sensible del condensado a la presión superior y el calor
sensible a la inferior. Con esto conseguimos convertir en calor latente parte del calor sensible del
condensado.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
En la figura se muestra una forma gráfica para calcular el porcentaje de vapor flash formado
cuando un condensado a cierta presión (antes de la trampa de vapor u otro dispositivo) se
expande a presión atmosférica.
Figura N°26: Porcentaje de vapor flash formado de condensado descargado a presión atmosférica. PAE-MEM
El vapor flash se produce siempre que se reduce la presión del condensado; por ejemplo en
trampas de vapor, purgas de calderas, etc.
Un ejemplo muy significativo de obtención de vapor flash es la recuperación de calor de las purgas
de calderas. Por ejemplo en una caldera que trabaja a 100 psig, la temperatura del agua es de
unos 170 °C, y cuando una parte de ésta se purga, produce vapor flash en una cantidad
equivalente al 13% del agua purgada.
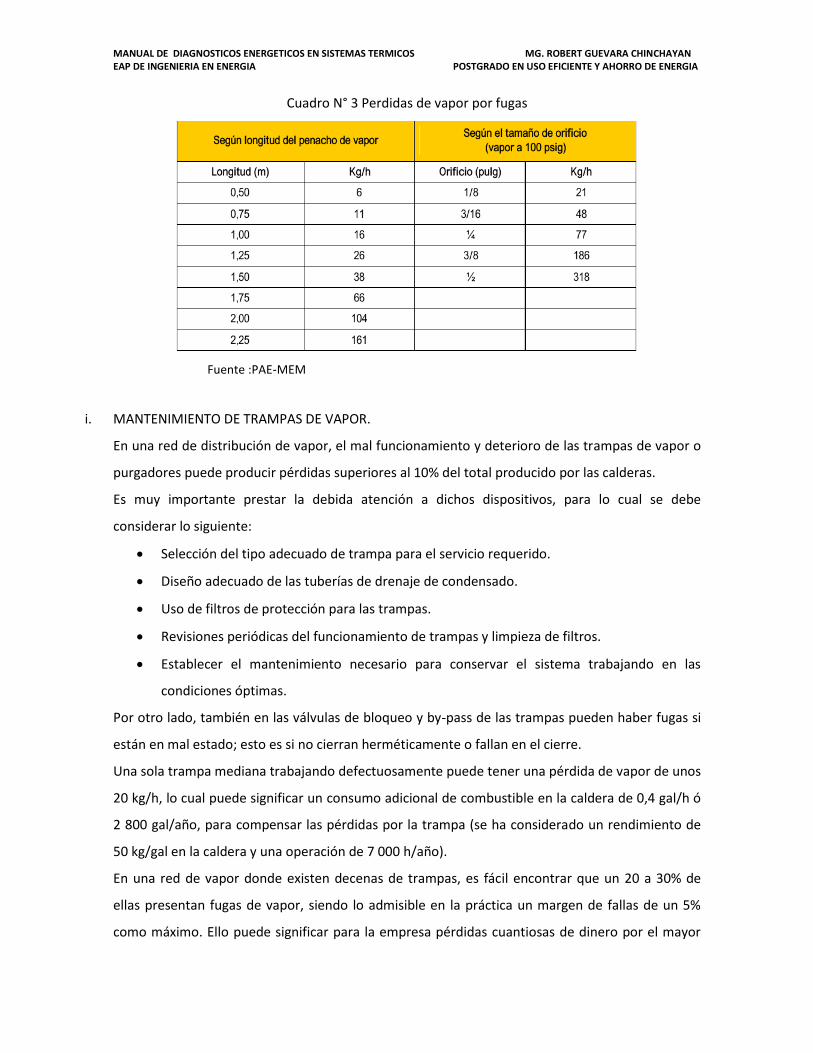
h. REDUCCIÓN DE FUGAS DE VAPOR.
Cualquier fuga de vapor en tuberías, equipos o accesorios, representa una pérdida de energía.
En la figura se muestra cómo son las pérdidas de vapor en función a la longitud del penacho ó
pluma de vapor visible, así como en función del tamaño del orificio a través del cual se produce la
fuga. Esta figura nos permite ver la importancia de un buen programa de mantenimiento
preventivo.
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Cuadro N° 3 Perdidas de vapor por fugas
Fuente :PAE-MEM
i. MANTENIMIENTO DE TRAMPAS DE VAPOR.
En una red de distribución de vapor, el mal funcionamiento y deterioro de las trampas de vapor o
purgadores puede producir pérdidas superiores al 10% del total producido por las calderas.
Es muy importante prestar la debida atención a dichos dispositivos, para lo cual se debe
considerar lo siguiente:
Selección del tipo adecuado de trampa para el servicio requerido.
Diseño adecuado de las tuberías de drenaje de condensado.
Uso de filtros de protección para las trampas.
Revisiones periódicas del funcionamiento de trampas y limpieza de filtros.
Establecer el mantenimiento necesario para conservar el sistema trabajando en las
condiciones óptimas.
Por otro lado, también en las válvulas de bloqueo y by-pass de las trampas pueden haber fugas si
están en mal estado; esto es si no cierran herméticamente o fallan en el cierre.
Una sola trampa mediana trabajando defectuosamente puede tener una pérdida de vapor de unos
20 kg/h, lo cual puede significar un consumo adicional de combustible en la caldera de 0,4 gal/h ó
2 800 gal/año, para compensar las pérdidas por la trampa (se ha considerado un rendimiento de
50 kg/gal en la caldera y una operación de 7 000 h/año).
En una red de vapor donde existen decenas de trampas, es fácil encontrar que un 20 a 30% de
ellas presentan fugas de vapor, siendo lo admisible en la práctica un margen de fallas de un 5%
como máximo. Ello puede significar para la empresa pérdidas cuantiosas de dinero por el mayor

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
consumo de combustible, que con una pequeña inversión en mantenimiento y control,
amortizable en la mayoría de los casos en menos de un mes, pueden suprimirse.
Las causas de las pérdidas de energía a través de trampas se pueden calificar en pérdidas
directas y pérdidas indirectas. Existen varios métodos para comprobar el funcionamiento de las
trampas de vapor, tales como:
Método visual: observación de la descarga de la trampa por un by-pass (no siempre es
posible y hay que saber distinguir entre vapor vivo y vapor flash).
Control por mirillas en línea: Tienen que estar bien ubicadas y mantenerse limpias. La
mirilla de vidrio es sólo una ventana colocada en el lado de la descarga de la trampa, de tal
forma que el flujo descargado pueda ser observado.
Control por medición de temperaturas antes y después de la trampa: puede resultar
engañoso en algunos casos. Es necesario complementarlo con otros métodos.
Método acústico: chequeo por el sonido que produce el vapor ó condensado a su paso por
la trampa. Es un buen método en muchos casos y si no hay interferencias, puede
complementarse con otros métodos.
El monitoreo de trampas permitirá conocer periódicamente el estado de las trampas y de acuerdo
a ello tomar acciones preventivas o correctivas. La periodicidad del monitoreo dependerá de las
horas de funcionamiento del sistema de vapor, de la presión de trabajo, del modo cómo se opere
el sistema, del diseño del mismo, etc. De acuerdo a ello la frecuencia puede variar de 2 a 4 veces al
año.
j. MEJORAR EL AISLAMIENTO.
Típicamente las calderas y sistemas de vapor en el país trabajan a una presión de 100 a 150 psi, lo
cual significan que las instalaciones desnudas (equipos, tuberías, accesorios, etc.). Tiene
temperaturas superficiales de 155 a 170 °C aproximadamente, por lo cual se crean gradientes e
temperatura con el aire exterior que producen intercambios de calor que se traducen en pérdidas
de energía al ambiente, lo cual es mayor cuando las instalaciones están a la intemperie.
Sucede también con frecuencia que el aislamiento es retirado de las tuberías, válvulas y partes de
las calderas, para fines de reparación y no es repuesto, dejando así superficies desnudas que
constituyen no solo un riesgo para la seguridad de los trabajadores, sino también una pérdida de
calor que produce condensación de vapor y merma de éste, lo cual tiene que ser compensado con
mayor aporte de combustible en la caldera.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Para reducir las pérdidas de calor al ambiente es necesario que las superficies de tuberías,
accesorios, equipos, etc., estén convenientemente aisladas, lo cual permitirá evitar que
aproximadamente un 90% de la energía se pierda innecesariamente. El otro 10% se perderá
inevitablemente, pues los aislamientos no son 100% eficaces.
La eficiencia y servicio de un aislamiento depende directamente de su protección a la entrada de
humedad y del daño mecánico o químico, por lo tanto la selección de materiales para acabado de
protección debe estar basada en las condiciones de la instalación. Cualquiera sea el caso, al
seleccionar un aislante para una determinada aplicación, deberán tomarse en cuenta las
siguientes consideraciones:
Tipo de aislante.
Conductividad térmica.
Emisividad del aislante.
Temperatura de trabajo.
Densidad.
Característica higroscópica.
Capacidad de secado rápido si absorbe humedad.
Estabilidad (alteración de sus características térmicas).
Resistencia a la combustión.
Emisión de gases tóxicos en caso de combustión.
Facilidad de colocación.
Resistencia al daño y al deterioro.
Resistencia a la deformación y contracción.
Facilidad para recibir un acabado exterior superficial.
No ser peligroso para la salud durante su instalación.
Para los sistemas de vapor a las presiones usuales en el país, es muchas veces suficiente y
adecuado usar aislamiento de fibra de vidrio, la cual viene muchas veces en presentaciones
preformadas listas para instalar, lo que aunado a su bajo peso y buenas características térmicas,
significan bajos costos de instalación de aislamiento.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
3. HORNOS.
3.1 GENERALIDADES:
Los hornos térmicos tienen un principio de operación similar al de las calderas: el calor generado
al quemar un combustible se utiliza para transformar físicamente cierto producto. La diferencia
fundamental con las calderas es que en este caso, en lugar de calentar un fluido intermedio que
posteriormente se empleará para realizar la transformación, es directamente el producto el que
eleva su temperatura en el interior del horno.
Debido a la similitud en el principio de operación con las calderas, las medidas de ahorro
expuestas en la sección anterior, tales como un buen aislamiento del equipo, la recuperación de
calor de los gases, etc. pueden también aplicarse a estos sistemas.
Hay que mencionar que últimamente los hornos eléctricos vienen sustituyendo a los hornos
térmicos debido a su mayor limpieza, facilidad de control y mantenimiento y en algunos casos
mejor eficiencia.
Figura N° 27: Horno Industrial Fuente: CONAE
El objeto del calentamiento es :
Fundir un material ( Alto Horno).
Ablandar un material para una operación de conformación posterior(Hornos de
calentamiento)
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Tratar térmicamente una pieza para impartir determinadas propiedades(horno de
recocido)
Recubrir las piezas con otros elementos, operación que facilita frecuentemente operando
a temperatura superior a la del ambiente (horno de galvanizado).
También se consideran a los incineradores , que son equipos térmicos destinados a la
combustión y/o eliminación de residuos,
3.2 CLASIFICACION SEGÚN LA FUENTE DE ENERGIA:
a. HORNOS QUE OPERAN CON ENERGIA TERMICA :
La energía calorífica requerida para el calentamiento de los hornos puede proceder de:
Gases calientes producidos en la combustión de combustibles sólidos (carbón), líquidos
(petróleo residual) o gaseosos (Gas licuado de Petróleo o Gas Natural) que calientan las
piezas por contacto directo entre ambos o indirectamente a través de tubos radiantes o
intercambiadores en general.
b. HORNOS QUE OPERAN CON ENERGIA ELECTRICA : Dentro de este tipo de Horno tenemos :
Arco voltaico de corriente alterna o continua.
Inducción electromagnética.
Alta frecuencia en forma de dielectricidad o microondas.
Resistencia óhmica directa de las piezas.
Resistencias eléctricas dispuestas en el horno que se calientan por efecto Joule y ceden
calor a la carga por las diversas formas de transmisión de calor. A los hornos industriales
que se calientan por este medio se denominan hornos de resistencias.
3.3 CLASIFICACION SEGÚN EL INGRESO DE LA CARGA:
HORNOS CONTINUOS :
Son aquel tipo de hornos en el cual existe siempre un flujo de carga de entrada y un flujo
de carga de salida. Presenta la ventaja de tener una continuidad en el proceso, con la
desventaja de que presentan pérdidas por radiación a través de ventanas y puertas de
ingreso y salida de la carga, quien frecuentemente está abierta. Son ejemplos de hornos
continuos .Dentro de este conjunto de hornos tenemos:
Los Hornos de Calentamiento de empuje continuo
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Los Hornos de recubrimientos de planchas.
Los hornos de vigas galopantes.
Los Hornos de galvanizado.
El Alto Horno.
Figura N° 28 Horno Rotativo Fuente: Fabrica EL ALTO
HORNOS POR LOTES O BATCH:
Son aquellos hornos cuya carga entrante permanece invariable durante el proceso de
calentamiento, luego de esto se retira totalmente la carga e ingresa una nueva. Dentro de
este tipo de hornos tenemos:
Hornos de Foso..
Hornos de Recocido
Hornos Eléctricos.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Figura N° 29 Horno de Inducción
Fuente: Furnace Industries
3.4 MEDIDAS DE AHORRO.
Antes de optimizar el equipo, es necesario investigar si se puede mejorar el proceso. A
continuación. Se enuncian algunas medidas:
Es muy importante que el equipo térmico se utilice exclusivamente para los procesos y los
productos para los que fue diseñado.
Los procesos en continuo utilizan generalmente menos energía que los procesos por lotes.
Si los productos requieren de un proceso por lotes, es mejor utilizar equipos de baja
inercia térmica de modo que la temperatura de funcionamiento se alcance rápidamente.
La automatización completa del control de los equipos térmicos y de las operaciones de
carga y descarga acelerará el proceso y permitirá un mejor funcionamiento de los equipos.
Evitar operar a cargas parciales. Operar a plena carga implica utilizar menos combustible
por unidad de producto y reducción de costos.
Al igual que en calderas, se pueden obtener importantes ahorros de combustible
utilizando el calor de los gases de escape para precalentar el aire de combustión.
Los gases calientes también pueden utilizarse para precalentar el producto antes de entrar
al dispositivo de calentamiento. De esta manera la demanda energética en el interior del
equipo térmico disminuirá, por lo que se necesitará menos combustible.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Si después de optimizar el proceso, todavía existe un flujo significativo de calor residual, se
puede reconsiderar su uso para producción de agua caliente, limpieza de áreas/equipos,
etc.
4. SECADORES.
4.1 GENERALIDADES:
a. DEFINICION:
La deshidratación es una técnica de conservación de alimentos que se basa en la eliminación de
agua de los mismos para darles estabilidad microbiana, reducir las reacciones químicas
deteriorativas y reducir los costos de almacenamiento y transporte.
Los procesos de deshidratación se pueden dividir en:
Concentración, en la que se refiere a un proceso en el cual la materia prima normalmente
es un líquido, y el contenido final de agua es de 30%.
Secado, en donde el contenido de agua es reducido a menos de 10% y el producto inicial
pueden ser placas más o menos rígidas, gotas o partículas de cualquier forma.
b. METODOLOGIA.
Los métodos y procesos de secado se clasifican de diferentes maneras; se dividen en procesos de
lotes, cuando el material se introduce en el equipo de secado y el proceso se verifica por un
periodo; o continuos, si el material se añade sin interrupción al equipo de secado y se obtiene
material seco con régimen continuo.
Los procesos de secado se clasifican también de acuerdo con las condiciones físicas usadas para
adicionar calor y extraer vapor de agua:
En la primera categoría, el calor se añade por contacto directo con aire caliente a presión
atmosférica, y el vapor de agua formado se elimina por medio del mismo aire.
En el secado al vacío, la evaporación del agua se verifica con más rapidez a presiones
bajas, y el calor se extrae indirectamente por contacto con una pared metálica o por
radiación (también pueden usarse bajas temperaturas con vacío para ciertos materiales
que se decoloran o se descomponen a temperaturas altas).
En la liofilización, el agua se sublima directamente del material congelado.
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
4.2 EQUIPOS:
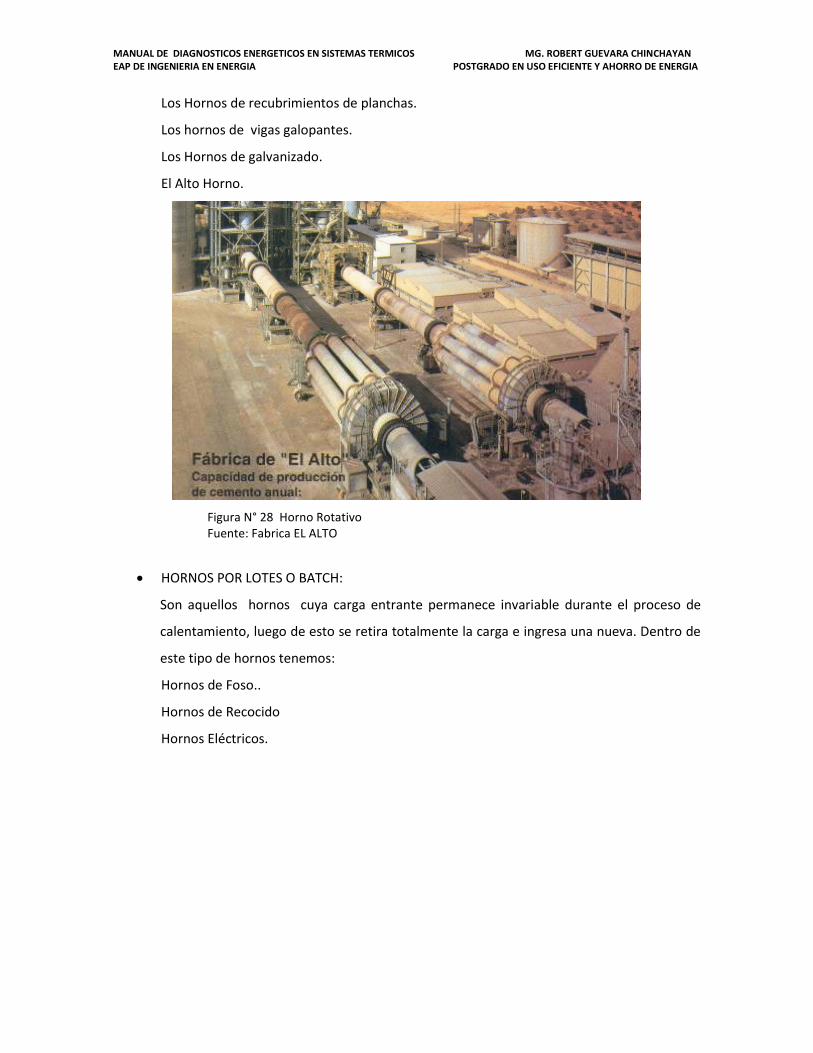
a. SECADO EN BANDEJAS:
También se llama secador de anaqueles, de gabinete, o de compartimientos, el material, que
puede ser un sólido en forma de terrones o una pasta, se esparce uniformemente sobre una
bandeja de metal de 10 a 100 mm de profundidad.
Un secador de bandejas típico, tal como el que se muestra en la Figura , tiene bandejas que se
cargan y se descargan de un gabinete.
Un ventilador recircula aire calentado con vapor paralelamente sobre la superficie de las bandejas.
También se usa resistencias eléctricas, en especial cuando el calentamiento es bajo. Más o menos
del 10 al 20% del aire que pasa sobre las bandejas es nuevo, y el resto es aire recirculado.
FIGURA Nº 30 : Secador de Bandejas. Fuente: HERBOTECNIA
b. SECADORES CONTINUOS DE TUNEL.
Los secadores continuos de túnel suelen ser compartimentos de bandejas o de carretillas que
operan en serie, tal como se muestra en la figura. Los sólidos se colocan sobre bandejas o en
carretillas que se desplazan continuamente por un túnel con gases calientes que pasan sobre la
superficie de cada bandeja. El flujo de aire caliente puede ser a contracorriente, en paralelo, o una
combinación de ambos. Muchos alimentos se secan por este procedimiento.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
FIGURA Nº 31 : Secador continuo de túnel. Fuente: HERBOTECNIA
c. SECADORES ROTATORIOS.
Un secador rotatorio consta de un cilindro hueco que gira por lo general, sobre su eje, con una
ligera inclinación hacia la salida. Los sólidos granulares húmedos se alimentan por la parte
superior, y se desplazan por el cilindro a medida que éste gira. El calentamiento se lleva a cabo por
contacto directo con gases calientes mediante un flujo a contracorriente.
En algunos casos, el calentamiento es por contacto indirecto a través de la pared calentada del
cilindro. En este caso cuando el contacto es indirecto la transferencia de calor se realiza por
conducción.
Las partículas granulares se desplazan hacia adelante con lentitud y una distancia corta antes de
caer a través de los gases calientes ( los cuales pueden ser gases calientes de la combustión o aire
caliente), como se muestra.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
FIGURA Nº 32 : Secador Rotatorio Fuente: JM Ingenieros
4.3 TECNOLOGIA DEL SECADO EN FABRICANTES DE HARINA DE PESCADO.
Este tipo de tecnología se caracteriza por ser de contacto directo y de flujo paralelo entre el mix a
deshidratar y el elemento calefactor, el cual son gases de calientes de la combustión diluidos aire.
La Harina que se obtiene como producto final es del Tipo Standard o Convencional. Se cuenta con
las siguientes configuraciones tecnológicas:
a. TECNOLOGÍA CON SECADORES DE DILUCIÓN CON AIRE FRESCO: Este tipo de Secadores
son considerados equipos de 1ª generación, y se caracteriza porque el aire de dilución
ingresa a temperatura ambiental a la cámara de combustión del Secador, este mezcla con
los gases calientes producidos por la reacción de combustión del Petróleo R500 con aire
comburente a temperatura ambiental. Los gases calientes son enfriados por el aire de
dilución, y estos a una temperatura cercana de 600ºC abandonan la cámara de
combustión (el cual es un sistema estático) e ingresan al cuerpo del secador donde entran
en contacto directo con el mix que ingresa por la parte superior del cuerpo del secador (el
cual es un sistema rotatorio), en un flujo paralelo los gases calientes diluidos con aire
provocan el mecanismo de deshidratación a nivel de partícula, ya que el mix dentro del
cuerpo del secador viaja a lo largo de este a través de un movimiento browniano. Las
Fabricas de Harina de Pescado que tienen este tipo de tecnología presentan altos
consumos de combustible, entre 54 y 58 Galones de Petróleo / Tonelada de Harina
Producida.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
FIGURA Nº 33 : Secador Enercom de aire caliente Fuente: ENERCOM Chile.
b. TECNOLOGÍA CON SECADORES DE DILUCIÓN CON AIRE CALIENTE: Esta tecnología es una
variante de la anterior, en la cual se aplica los conceptos de ahorro de energía, al
introducir aire caliente como aire de combustión, lo cual provoca una disminución del
consumo de combustible, ya que el aire ingresa con un calor adicional, y para poder
mantener las mismas condiciones de calor de reacción o de llama en el quemador, el calor
adicional por la temperatura del aire, reduce el consumo de combustible. Esta tecnología
tiene un mejor performance que la tecnología anterior. Sus consumos específicos varían
entre 45 a 50 Galones de Petróleo/Tonelada de harina producida. Su estructura es similar
al secador de aire caliente de dilución con aire fresco.
c. TECNOLOGIA DE SECADO A VAPOR:
Este tipo de tecnología se caracteriza por ser de contacto indirecto y de flujo en
contracorriente entre el mix a deshidratar y el elemento calefactor, el cual es vapor
saturado a una presión de 4 Kgf/cm2, el cual provoca la deshidratación del mix. La Harina
que se obtiene como producto final es del Tipo Especial o Prime. Este tipo de Tecnología
implanta el concepto de la integración de las etapas de proceso, ya que la Etapa de Secado
opera en forma integrada con la Etapa de Evaporación. El Vapor saturado es generado en
Calderos del Tipo Pirotubular, los cual operan con Petróleo R500; así mismo los Vahos
generados del proceso de secado se utilizan como elemento calefactor en Plantas

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
evaporadoras de Agua de Cola del Tipo Película descendente WHE, a diferencia de la
Tecnología de Secado directo la cual opera con Plantas Evaporadoras Tradicionales, las
cuales necesitan Vapor Saturado generado en Calderas.
Se cuenta con las siguientes configuraciones tecnológicas:
TECNOLOGÍA CON SECADORES ROTATUBOS:
Este tipo de tecnología de 2ª Generación está conformado por un conjunto o
banco de tubos, por donde fluye vapor saturado. Este sistema es muy poco
utilizado ya que presenta inconvenientes en su mantenimiento y limpieza, ya que
en muchos casos parte del mix se adhiere a la superficie del banco de tubos,
provocando una disminución de su coeficiente de Transferencia de Calor. Aun así
tiene consumos específicos de petróleo que oscilan entre 40 y 42 Galones de
Petróleo / Tonelada de harina producida.
FIGURA Nº 34 : Secador Rotatubos Fuente: ESMITAL
TECNOLOGÍA CON SECADORES DE DISCOS:
Este tipo de tecnología es similar a la anterior con la diferencia de que está
conformada por un eje hueco con un conjunto de discos, por donde fluye el vapor
saturado en sentido en contracorriente al mix a deshidratar. Tiene dos variantes y
son:
Tecnología con Secadores de Discos con Canales Anulares Espirales
Tecnología con Secadores de Discos con Canales Anulares.
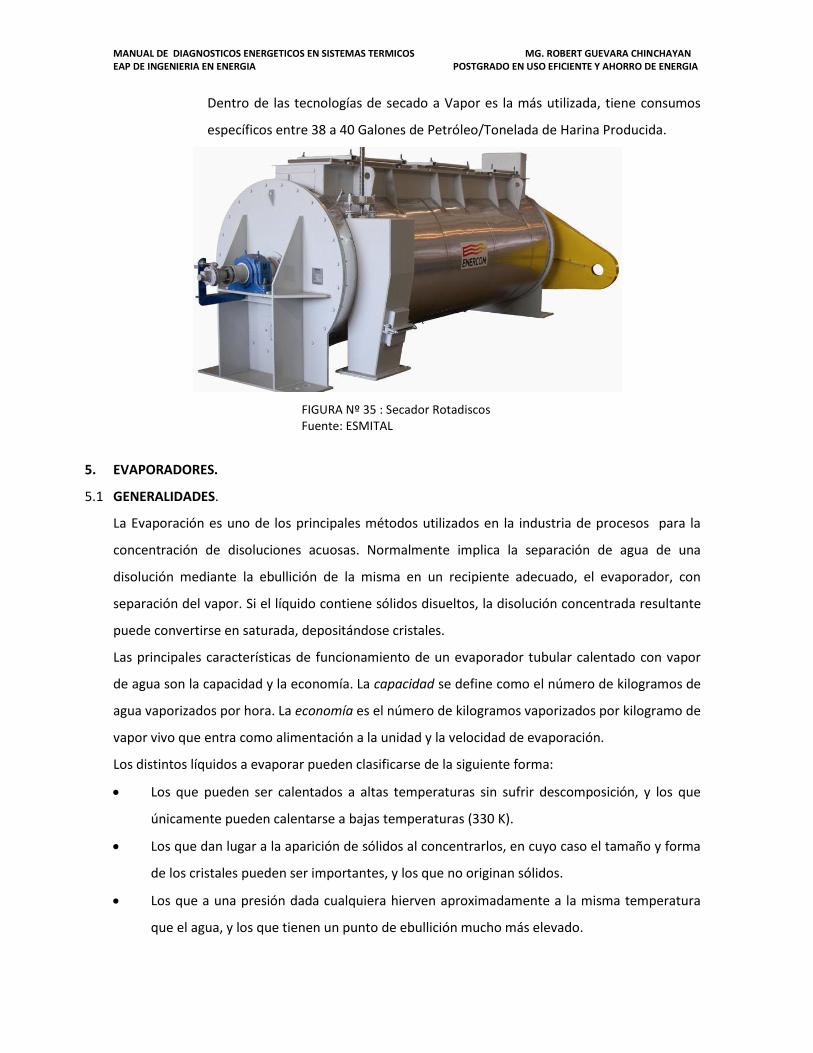
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
Dentro de las tecnologías de secado a Vapor es la más utilizada, tiene consumos
específicos entre 38 a 40 Galones de Petróleo/Tonelada de Harina Producida.
FIGURA Nº 35 : Secador Rotadiscos Fuente: ESMITAL
5. EVAPORADORES.
5.1 GENERALIDADES.
La Evaporación es uno de los principales métodos utilizados en la industria de procesos para la
concentración de disoluciones acuosas. Normalmente implica la separación de agua de una
disolución mediante la ebullición de la misma en un recipiente adecuado, el evaporador, con
separación del vapor. Si el líquido contiene sólidos disueltos, la disolución concentrada resultante
puede convertirse en saturada, depositándose cristales.
Las principales características de funcionamiento de un evaporador tubular calentado con vapor
de agua son la capacidad y la economía. La capacidad se define como el número de kilogramos de
agua vaporizados por hora. La economía es el número de kilogramos vaporizados por kilogramo de
vapor vivo que entra como alimentación a la unidad y la velocidad de evaporación.
Los distintos líquidos a evaporar pueden clasificarse de la siguiente forma:
Los que pueden ser calentados a altas temperaturas sin sufrir descomposición, y los que
únicamente pueden calentarse a bajas temperaturas (330 K).
Los que dan lugar a la aparición de sólidos al concentrarlos, en cuyo caso el tamaño y forma
de los cristales pueden ser importantes, y los que no originan sólidos.
Los que a una presión dada cualquiera hierven aproximadamente a la misma temperatura
que el agua, y los que tienen un punto de ebullición mucho más elevado.
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
La evaporación se lleva a cabo suministrando calor a la disolución para vaporizar al disolvente. El
calor se suministra en gran parte para proporcionar el calor latente de vaporización y, mediante la
adopción de métodos de recuperación de calor del vapor, el ingeniero químico ha podido
conseguir una gran economía en la utilización del calor. Mientras que el medio calefactor es
generalmente vapor de agua a baja presión, para casos especiales puede utilizarse
Dowtherm(aceite térmico) o gases de combustión
5.2 DETALLES DE LA EVAPORACION :
La evaporación en efecto simple y múltiple. La mayoría de los evaporadores se calientan con vapor
de agua que condensa sobre tubos metálicos. El material que se evapora circula casi siempre por
el interior de los tubos. Generalmente se utiliza vapor de agua a baja presión, inferior a 3 kg/cm2,
y el liquido hierve a un vació moderado, superior aproximadamente a 70 mm Hg. Al disminuir la de
ebullición del líquido aumenta la diferencia de temperatura entre el vapor condensante y el
líquido que hierve y, por consiguiente aumenta la velocidad de transmisión de calor en el
evaporador.
Cuando se utiliza un solo evaporador, el vapor procedente de la ebullición del líquido se condensa
y se desprecia. Este método se denomina evaporación en efecto simple, y, si bien resulta sencillo,
no utiliza en cambio eficazmente el vapor. Para evaporar 1 kg de agua de una solución se
necesitan de 1 a 1,3 kg de vapor vivo.
Si el vapor procedente de un evaporador se introduce como alimentación a la caja de vapor de un
segundo evaporador, y el vapor procedente de éste se lleva después a un condensador, la
operación recibe el nombre de doble efecto. El calor contenido en el vapor original se reutiliza en
el segundo efecto, y la evaporación que se consigue con 1 kg de vapor vivo que llega al primer
efecto es aproximadamente el doble. Procediendo en la forma indicada se pueden adicionar más
efectos. El método general de incrementar la evaporación por kg de vapor vivo utilizando una
serie de evaporadores entre la línea de vapor y el condensador recibe el nombre de evaporación
de múltiple efecto.
5.3 EVAPORACION POR MULTIPLE EFECTO :
Las ventajas del sistema multiefecto, respecto al monoefecto o simple efecto, consisten en el
ahorro del fluido de calentamiento, debido al disfrute más efectivo de la energía térmica y a la del
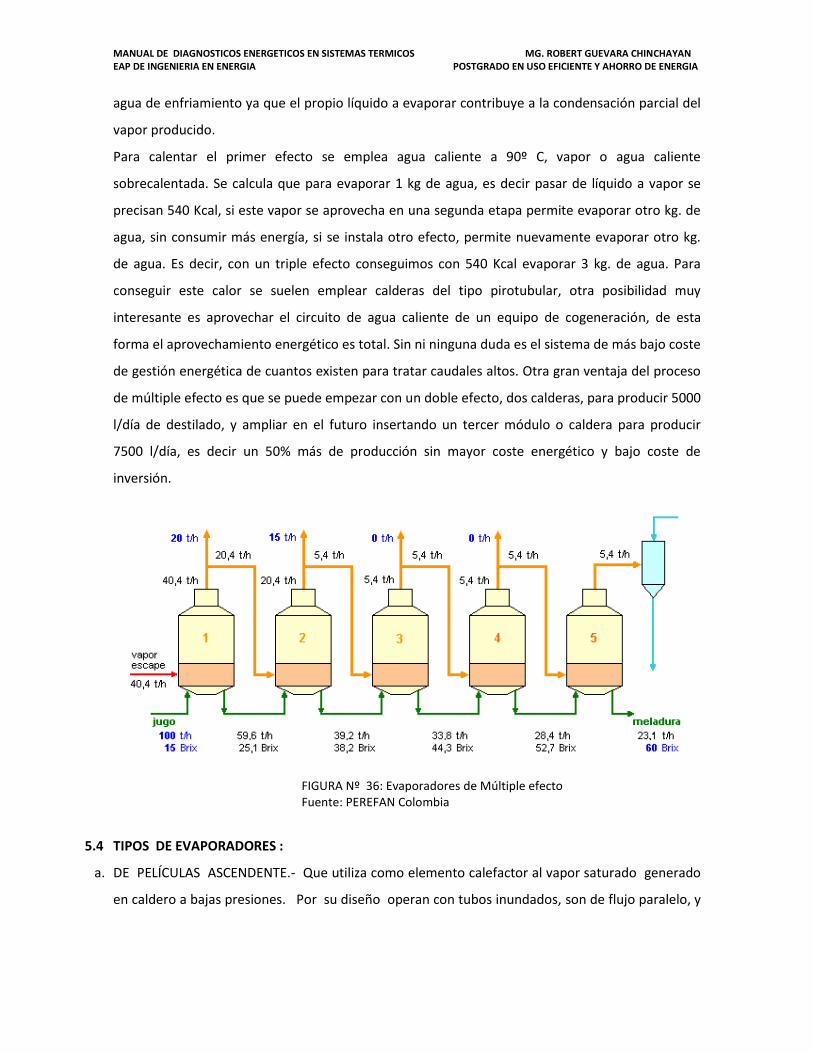
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
agua de enfriamiento ya que el propio líquido a evaporar contribuye a la condensación parcial del
vapor producido.
Para calentar el primer efecto se emplea agua caliente a 90º C, vapor o agua caliente
sobrecalentada. Se calcula que para evaporar 1 kg de agua, es decir pasar de líquido a vapor se
precisan 540 Kcal, si este vapor se aprovecha en una segunda etapa permite evaporar otro kg. de
agua, sin consumir más energía, si se instala otro efecto, permite nuevamente evaporar otro kg.
de agua. Es decir, con un triple efecto conseguimos con 540 Kcal evaporar 3 kg. de agua. Para
conseguir este calor se suelen emplear calderas del tipo pirotubular, otra posibilidad muy
interesante es aprovechar el circuito de agua caliente de un equipo de cogeneración, de esta
forma el aprovechamiento energético es total. Sin ni ninguna duda es el sistema de más bajo coste
de gestión energética de cuantos existen para tratar caudales altos. Otra gran ventaja del proceso
de múltiple efecto es que se puede empezar con un doble efecto, dos calderas, para producir 5000
l/día de destilado, y ampliar en el futuro insertando un tercer módulo o caldera para producir
7500 l/día, es decir un 50% más de producción sin mayor coste energético y bajo coste de
inversión.
FIGURA Nº 36: Evaporadores de Múltiple efecto Fuente: PEREFAN Colombia
5.4 TIPOS DE EVAPORADORES :
a. DE PELÍCULAS ASCENDENTE.- Que utiliza como elemento calefactor al vapor saturado generado
en caldero a bajas presiones. Por su diseño operan con tubos inundados, son de flujo paralelo, y

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
de alto tiempo de residencia, aproximadamente dos horas. Generalmente son usadas en las
plantas de harina que procesan la harina de pescado del tipo Standard.
En estos equipos la evaporación ocurre dentro de la tubería, por lo que se prefiere evaporar
líquidos no corrosivos. Los líquidos que contienen sales pueden hacer difícil el mantenimiento.
Para obtener coeficientes de transferencia de calor adecuados, se requiere un gradiente de
temperatura entre el fluido de servicio y el medio mayor a 15oC, pero se prefiere trabajar con un )
T=20oC. La tubería generalmente es de 3/4" a 2" de diámetro, con longitudes de 3 a 15 m.
Durante la operación, el líquido es alimentado en la cámara inferior y después hacia los tubos. El
líquido queda en contacto indirecto con el vapor de servicio (saturado) o con otro medio. Si la
presión de vapor de la alimentación excede o es igual a la de la cámara inferior, inmediatamente
se dará la vaporización de agua. Si está más fría, la parte baja de la tubería actúa como
precalentador hasta que este alcance el punto de ebullición. La vaporización se da entonces a la
altura en la que la presión de vapor de la alimentación iguala la presión del sistema.
La máxima temperatura no se dá hasta el final, sino después de que el líquido ha recorrido menos
de la mitad de la longitud de la tubería, lo que marca el inicio de la ebullición.
Conforme el líquido asciende dentro de los tubos, se genera vapor adicional y la velocidad de la
mezcla líquido-vapor aumenta a un máximo antes de salir de la tubería. La mezcla de salida choca
contra un deflector, en donde se da una separación inicial de vapor y líquido. La acción de la
gravedad actúa también, separando el vapor del líquido. Finalmente, existe un separador
centrífugo en la cabeza del evaporador, que remueve los remanentes de líquido. El vapor de salida
puede entonces conducirse al siguiente efecto (para evaporación múltiple), a un compresor
(bomba de calor) o a un condensador. En el diseño de Evaporadores de Swenson(ES UN CASO
MUY PARTICULAR), sale hacia un condensador. El líquido concentrado sale por una tubería que se
encuentra a la mitad del cuerpo del evaporador, donde empieza la zona de separación de vapor.
Los coeficientes de transferencia de calor en la sección de calentamiento corresponden al
fenómeno de ebullición de superficie o local. En la sección de ebullición, los coeficientes de
Transferencia de calor son para ebullición nucleada; como es de esperarse, la ebullición nucleada
provoca coeficientes mucho más altos y por lo tanto, debe reducirse al mínimo la zona de
precalentamiento a fin de hacer más rápida la evaporación.
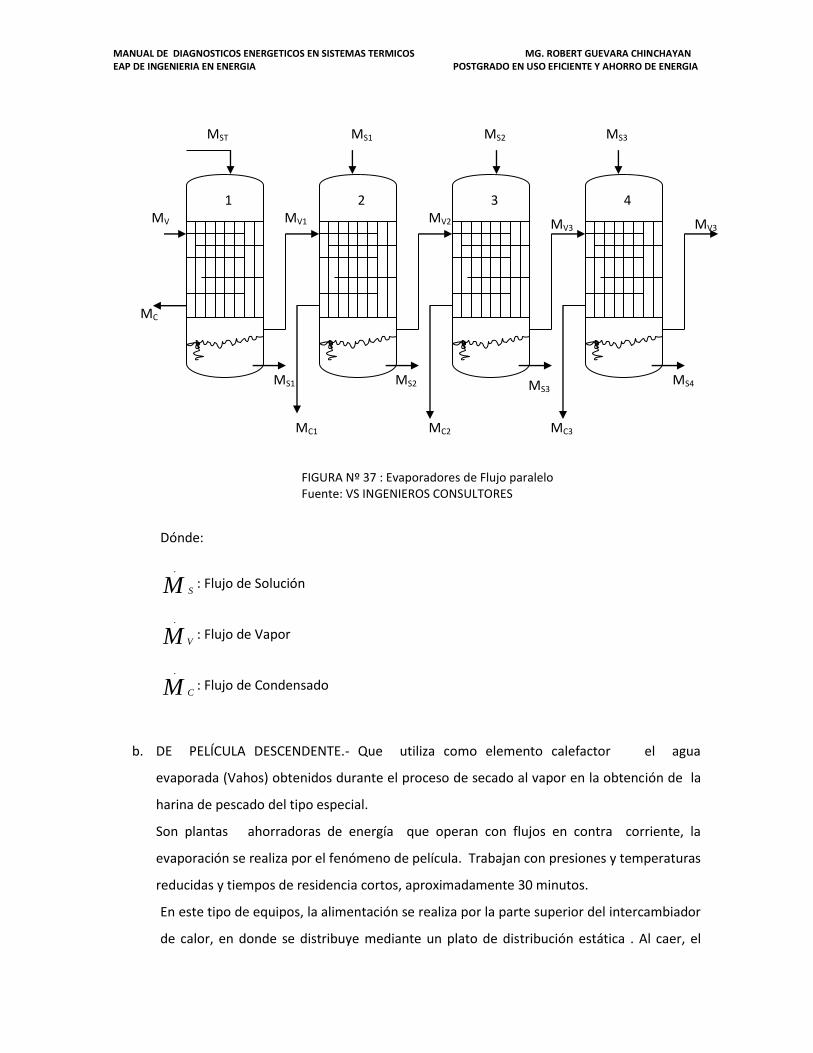
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
FIGURA Nº 37 : Evaporadores de Flujo paralelo Fuente: VS INGENIEROS CONSULTORES
Dónde:
SM.
: Flujo de Solución
VM
.
: Flujo de Vapor
CM
.
: Flujo de Condensado
b. DE PELÍCULA DESCENDENTE.- Que utiliza como elemento calefactor el agua
evaporada (Vahos) obtenidos durante el proceso de secado al vapor en la obtención de la
harina de pescado del tipo especial.
Son plantas ahorradoras de energía que operan con flujos en contra corriente, la
evaporación se realiza por el fenómeno de película. Trabajan con presiones y temperaturas
reducidas y tiempos de residencia cortos, aproximadamente 30 minutos.
En este tipo de equipos, la alimentación se realiza por la parte superior del intercambiador
de calor, en donde se distribuye mediante un plato de distribución estática . Al caer, el
MC1 MC2 MC3
MS1 MS2 MS3
MV3 MV2 MV1
MST MS1 MS2
MV
MC
1 2 3 4
MS4
MV3
MS3

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
producto incrementa su velocidad y desciende dentro de los tubos por gravedad y por
arrastre del vapor que se genera durante la ebullición. El líquido se separa del vapor en la
cámara cónica inferior; una placa de orificios colocada en la parte superior evita el arrastre
de líquido hacia la salida del vapor. Puede existir una trampa de líquido extra en la cabeza
de la cámara para reducir aun más el riesgo del arrastre de líquido. El vapor es condensado
con agua y el concentrado es desalojado del cono inferior del evaporador. En realidad, la
cámara cónica mostrada en el diseño de Swenson puede estar integrada al cuerpo del
intercambiador, como sucede con el evaporador de film ascendente. Sin embargo, la
colocación de la cámara de vapor debe entonces ser en la parte baja del evaporador, una
vez que el fluido ha pasado por la zona de intercambio de calor.
Este equipo es útil para concentrar líquidos similares a los mencionados en el evaporador
de película ascendente y líquidos más viscosos. Las alturas y diámetros de tubería son
similares en ambos diseños.
La mayor ventaja del evaporador de film descendente es que se puede usar cuando la
magnitud de la diferencia de temperatura entre el fluido de servicio y el producto es
pequeña (menos de 15oC). El tiempo de residencia del producto en este equipo es menor
al de un evaporador de film ascendente. La combinación de bajo ) T y bajos tiempos de
residencia hace a este equipo ideal para concentrar productos sensibles al calor. Por otro
lado, se obtienen coeficientes de transferencia de calor altos debido al fenómeno de la
caída de un film continuo que fluye en su punto de ebullición a lo largo de la superficie
interna de la tubería, en contacto directo con el vapor que fluye en el centro de la tubería.
Sin embargo, en algunos casos es necesario alimentar el evaporador con el fluido a
concentrar más una pequeña cantidad del licor bombeada de la parte superior del
evaporador, a fin de evitar la condensación de vapor en la parte interior de la tubería.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
FIGURA Nº 38: Evaporadores de película descendente Fuente: VS INGENIEROS CONSULTORES
Donde:
SM.
: Flujo de Solución
VM
.
: Flujo de Vapor
CM
.
: Flujo de Condensado
El beneficio del procesamiento del agua de cola representa un aumento de la producción
en un 20% a 25%, cerrando con este proceso una óptima recuperación de la materia prima
hasta en 96% y además se cumple con las normas ambientales del PAMA.
1
MS1 MS2
MC1
MS3
MC2
MV4 MV2 MV1
MS2 MS3 MSi
MVAHOS
MCondensado
2 3

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
6. OPTIMIZAR/RECIRCULAR/RECUPERAR/REEMPLAZAR OPCIONES PARA UNA MEJORA
ENERGETICA :
La Ingeniería en Energía tiene dentro de su perfil profesional al desarrollo de los Proyectos de
Eficiencia, Uso Racional y Ahorro de Energía los cuales se concretizan a partir de las Auditorias y
Diagnósticos Energéticos .Se demuestra que en la mejora de los indicadores energéticos y el
ahorro de energía primaria , lo que conlleva a la reducción de los costos por consumo de energía y
la reducción parcial de las emisiones de dióxido de carbono a la atmosfera, podemos agrupar los
proyectos en 4 grandes actividades cuando realizamos el análisis de un equipo térmico .
Enunciamos lo siguiente:
OPTIMIZACION: Se puede alcanzar a través un adecuado control de los parámetros de
operación de un equipo, aquí juega un papel muy importante la automatización y el
mantenimiento predictivo y preventivo. Se puede mejorar la eficacia de un equipo térmico
por ejemplo: operando con un exceso de aire adecuado, por ejemplo para combustibles
gaseosos entre 10 a 15% y para combustibles líquidos entre 20 y 30%.
RECIRCULAR: Luego de realizar un balance de energía y expresar la distribución de los
flujos de calor entrante y calor saliente del equipo térmico en análisis, es adecuado
identificar los flujos de calores residuales, los cuales generalmente representan los valores
más elevados en perdidas, e identificando su temperatura de escape a la atmósfera y la
naturaleza de los gases de la combustión, pueden recuperados y recirculados para
aprovechar su gradiente térmico. Un buen ejemplo es a través de los sistemas de
precalentamiento del aire de la combustión.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
FIGURA Nº 39 : Recirculación de los gases de la combustión Fuente: INDUSTRIAS FIMA
REUTILIZAR: La Integración de los procesos térmicos es un concepto que surge a raíz de la
primera crisis del petróleo en la década de los 70s del siglo pasado. Se busca integrar los
diversos circuitos térmicos de distintos sistema conformantes de un proceso con la
finalidad de aprovechar adecuadamente los gradientes de temperatura.
FIGURA Nº40 : Integración Térmica Fuente: VS INGENIEROS CONSULTORES

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
REEMPLAZAR: El Reemplazo de Tecnologías es también una adecuada decisión para poder
realizar un programa de adecuado de ahorro de energía , esto puede ir desde el reemplazo
de un equipo , de toda una línea de proceso hasta la modificación total de las
instalaciones. Un ejemplo claro es lo que sucede en las Plantas de Harina de pescado al
reemplazar la Tecnología de secado de harina standard por la Tecnología del secado a
vapor con el cual se obtiene Harina Prime, de mayor valor proteico y de mejor valor en el
mercado.
FILOSOFIA ENERGETICA:
El Ahorro y Uso eficiente de la energía, permite obtener ahorros económicos sustanciales
a una empresa, reduciendo la emisiones de gases invernadero a la atmosfera y sobre
todo sin disminuir la producción un la calidad del servicio de la empresa, orientando las
actividades hacia un desarrollo sustentable.
Mg, Robert Guevara Chinchayán CIP 72486
Postgrado en Uso Eficiente y Ahorro de Energía.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
BIBLIOGRAFIA
1. CASTILLO NEYRA. 2002. Combustión Industrial. Edición Única. 420 pp.
2. CONAE. 2002. Calderos, Hornos y Quemadores. Ediciones CONAE. 180 pp.
3. GUEVARA, 2012. Apuntes del Curso de Diagnósticos y Racionalización de la Energía. II
Unidad. Edición Única. 100 pp.
4. OFICINA DE ESTUDIOS ECONOMICOS. 2008. Regulación del Gas Natural en el Perú.
Ediciones OSINERGMIN,120 pp.
5. OSINERGMIN. 2009. Aplicación de Tarifas de Gas natural en Lima y Callao. Ediciones
Imprenta de OSINERGMIN.20 pp.
6. PROYECTO DEL AHORRO DE ENERGIA. 1999. Manual para Consultores en Eficiencia
Energética. Ed . Ministerio de Energía y Minas. 250 pp.
7. PROYECTO PARA AHORRO DE ENERGIA. 2001. Manual de Uso Racional de la Energía. Ed.
Ministerio de Energía y Minas. 410 pp.
8. SPIREX SARCO. 2009. Eficiencia Energética en Generadores y redes de vapor. Ediciones
WEB. 200 pp.

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
ANEXOS
DIAGRAMAS UTILES PARA TRABAJOS DOMICILIARIOS
DIAGRAMA DE OSTWALD PARA EL PETROLEO R500
FUENTE: PAE –MEM

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
DIAGRAMA EXCESO DE AIRE VS PERDIDAS EN CALDEROS POR TEMPERATURA DE CHIMENEA
FUENTE: PAE –MEM
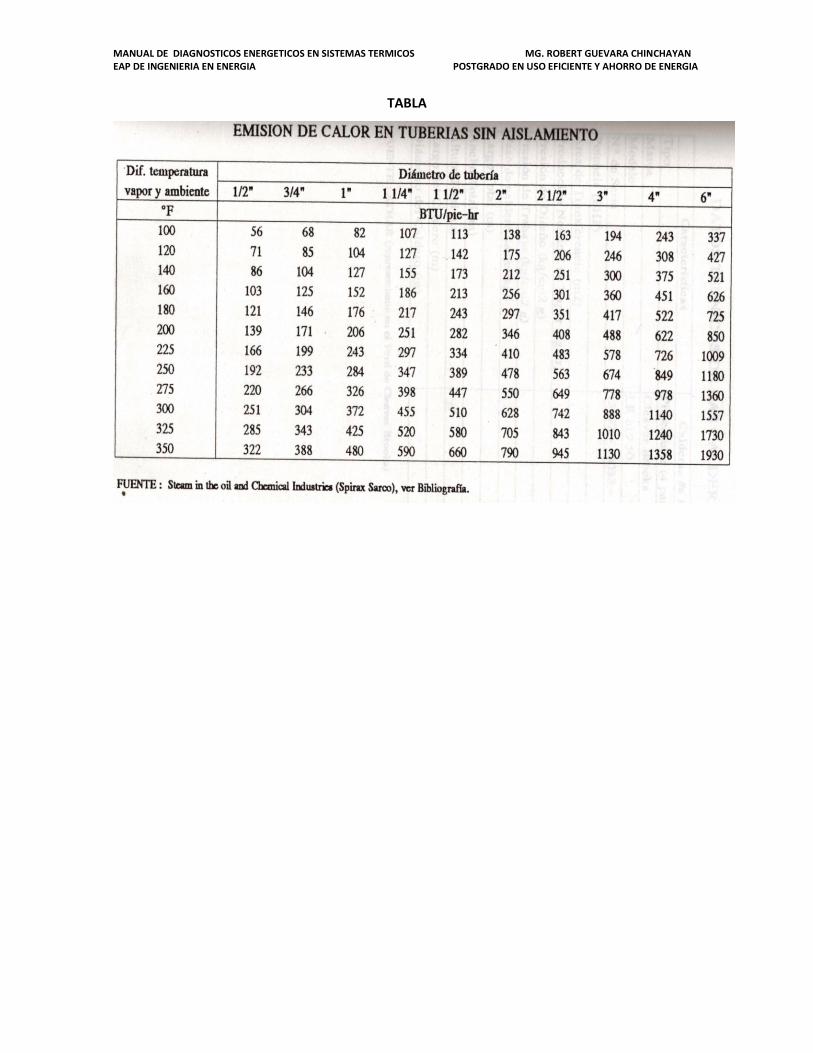
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
TABLA

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
DIAGRAMA
FUENTE: CONAE

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
DIAGRAMA
FUENTE: SPIREX SARCO

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
CUADRO

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
DIAGRAMA
FUENTE: PAE –MEM

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
DIAGRAMA
FUENTE: CONAE

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
DIAGRAMA
FUENTE: CONAE
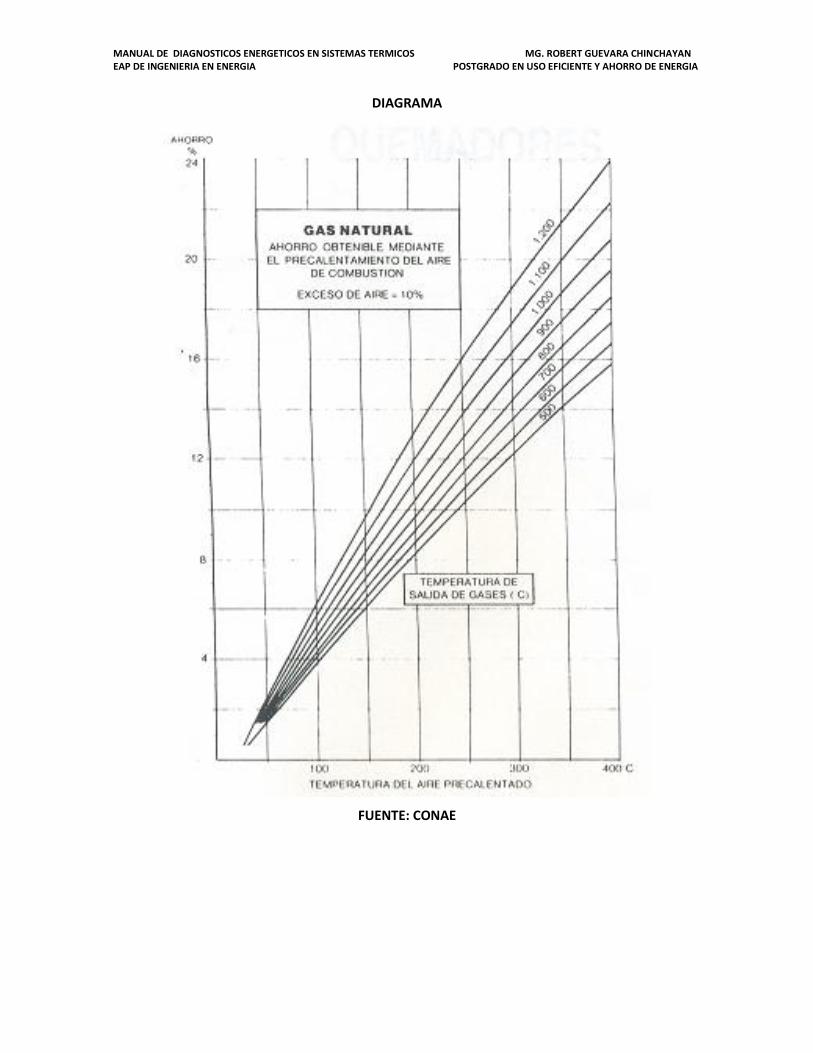
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
DIAGRAMA
FUENTE: CONAE

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
VARIACION DE LA EFICIENCIA EN FUNCION DEL FACTOR DE CARGA
FUENTE: DISTRAL
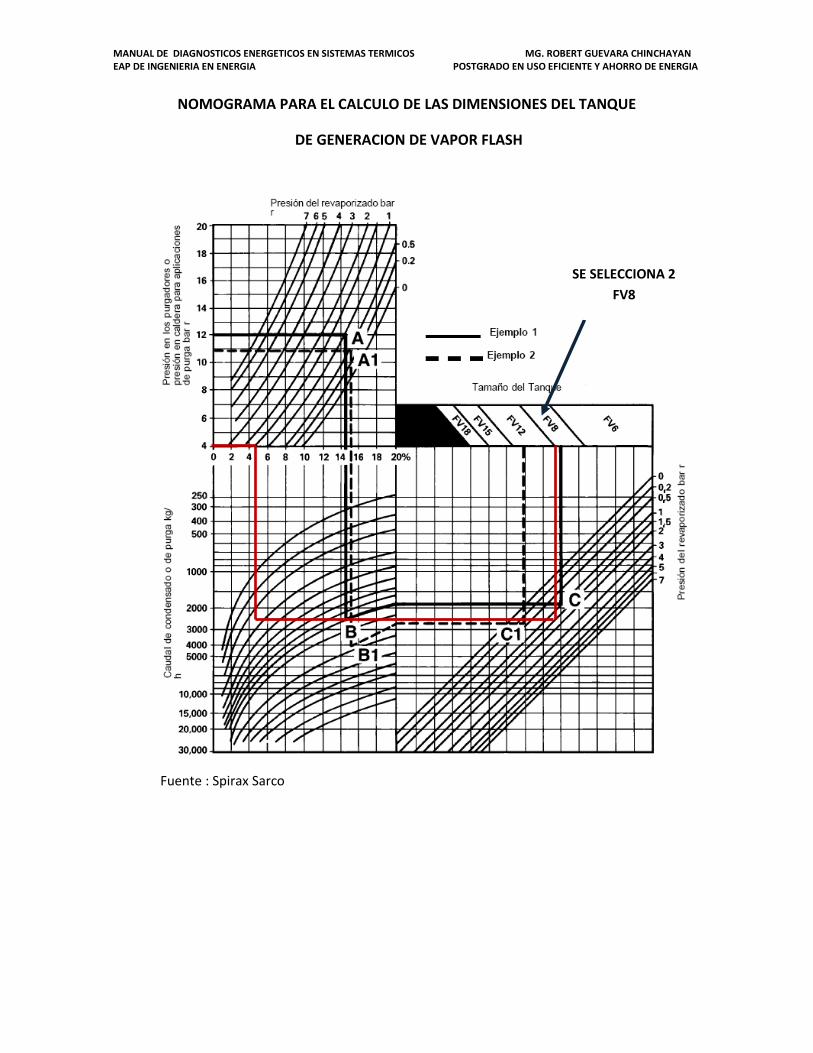
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
NOMOGRAMA PARA EL CALCULO DE LAS DIMENSIONES DEL TANQUE
DE GENERACION DE VAPOR FLASH
Fuente : Spirax Sarco
SE SELECCIONA 2
FV8

MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
CARACTERISTICAS DE TANQUES PARA GENERACION DE VAPOR FLASH
FUENTE : SPIRAX SARCO
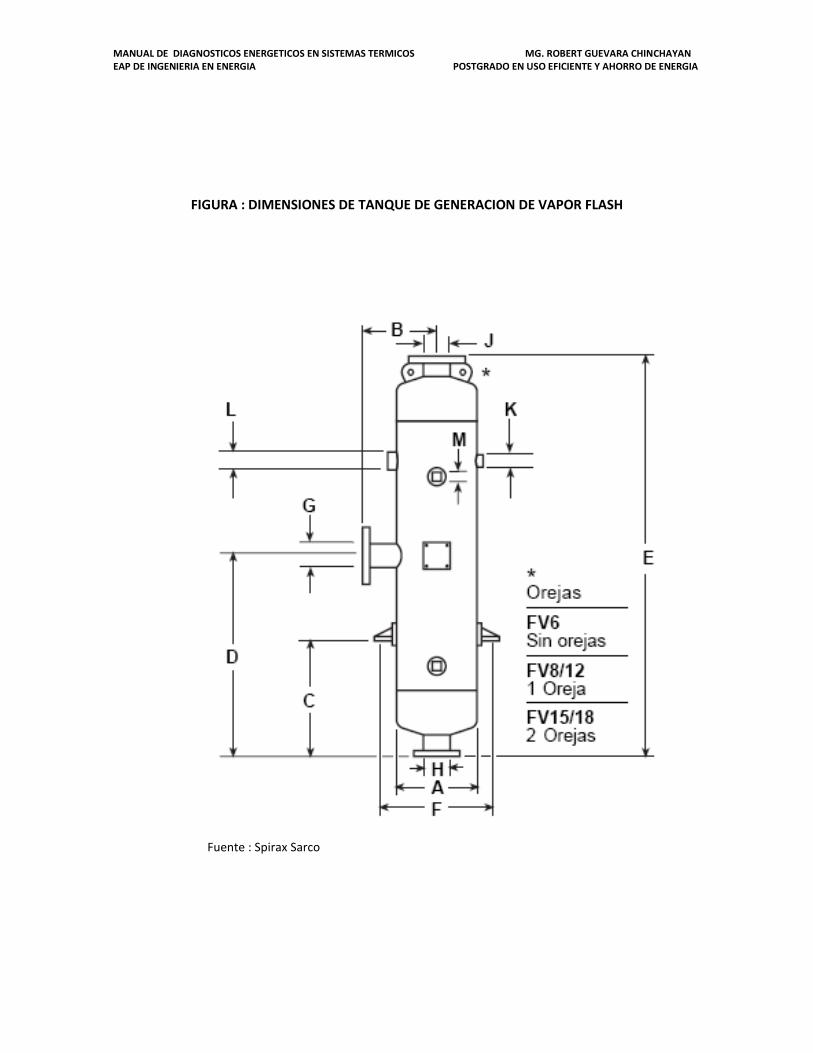
MANUAL DE DIAGNOSTICOS ENERGETICOS EN SISTEMAS TERMICOS MG. ROBERT GUEVARA CHINCHAYAN EAP DE INGENIERIA EN ENERGIA POSTGRADO EN USO EFICIENTE Y AHORRO DE ENERGIA
FIGURA : DIMENSIONES DE TANQUE DE GENERACION DE VAPOR FLASH
Fuente : Spirax Sarco