134543755 Monitoreo de Condicion en Una Planta Industrial

of 20
-
Upload
alex-navas -
Category
Documents
-
view
16 -
download
0
Transcript of 134543755 Monitoreo de Condicion en Una Planta Industrial
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
TECSUP - PFR Mantenimiento Industrial II
147
Unidad VII
MMOONNIITTOORREEOODDEECCOONNDDIICCIINNDDEEUUNNAAPPLLAANNTTAAIINNDDUUSSTTRRIIAALL
((CCOONNDDIITTIIOONNMMOONNIITTOORRIINNGG--VVIIBBRRAATTIIOONN))
La visin tradicional del mantenimiento y el diagnstico industrial est cambiandoradicalmente. Hoy en da, el mantenimiento segn condicin se est convirtiendo enuna poderosa herramienta de productividad, clave para enfrentar la crecientecompetitividad de mercados irregulares en expansin. Este cambio es parte de una
transformacin global que abarca toda la industria.
Figura 7.1
Monitore (monitoring) es la medicin de una variable fsica que se considerarepresentativa de la condicin del equipo y su comparacin con valores que indican siel equipo est en buen estado o deteriorado. Los objetivos del monitoreo por condicines indicar cundo existe un problema, para diagnosticar entre condiciones buena ymala; y si es mala indicar cun mala es. Evitando fallos catastrficos, diagnosticarfallos con problemas especficos, pronosticar la vida til y cunto tiempo ms podrafuncionar el equipo sin riesgo de fallo. Esta tcnica permite el anlisis paramtrico defuncionamiento cuya evaluacin permite detectar un fallo antes de que tengaconsecuencias ms graves.
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
Mantenimiento Industrial II TECSUP - PFR
148
En general, consiste en estudiar la evolucin temporal de ciertos parmetros yasociarlos a la evolucin de fallos, para as determinar en que perodo de tiempo esefallo va a tomar una relevancia importante, para as poder planificar todas las
intervenciones con tiempo suficiente para que ese fallo nunca tenga consecuenciasgraves.
Una de las caractersticas ms importantes es que no debe alterar el funcionamientonormal de los procesos, la inspeccin de los parmetros se pueden realizar de formaperidica o de forma continua, dependiendo de diversos factores como son: el tipo deplanta, tipos de fallos a diagnosticar y la inversin que se quiere realizar.
1. LOS OBJETIVOS DEL MANTENIMIENTO SEGN CONDICIN
Vigilancia de mquinas. Indicar cundo existe un problema. Debe distinguirentre condicin buena y mala, y si es mala indicar cun mala es.
Proteccin de mquinas. Evitar fallas catastrficas. Una mquina estprotegida, si cuando los valores que indican su condicin llegan a valoresconsiderados peligrosos, la mquina se detiene automticamente.
Diagnstico de fallos. Definir cul es el problema especfico. Pronstico de la esperanza de vida. Estimar cunto tiempo ms podra
funcionar la mquina sin riesgo de fallos catastrficos.
La finalidad del monitoreo segn condicin (Condition monitoring) es obteneruna indicacin de la condicin (mecnica) o estado de salud de la mquina, demanera que pueda ser operada y mantenida con seguridad y economa.
Las plantas que adoptan estrategias de mantenimiento por monitoreo puedenreducir tiempo fuera de servicio significativamente debido al prevenir el fallo dela mquina. El mantenimiento por monitoreo de condicin reduce la necesidad defijar tiempo fuera de servicio aumentando la continuidad operativa de laproduccin. Se desarrollan programas de mantenimiento y estrategias paradescubrir fallos tempranos en equipo prioritarios, e identificando problemas antesde que ellos puedan afectar la produccin. El mantenimiento por monitoreo
aumenta la calidad del servicio, reduce los costes de mantenimiento, porquesabiendo de antemano que cuando una mquina particular necesita reparacionespreviene fallos catastrficos potenciales.
2. ALGUNOS SOFTWARES DE MONITOREO POR CONDICIN:
SKF Condition MonitoringCondition Monitoring de SKF ayuda a los ingenieros y tcnicos de confiabilidaden el control de los factores de mantenimiento que impactan el ciclo de vidade los rodamientos y la operacin de la mquina. Por medio de la deteccinde problemas lo ms pronto posible, tanto de los rodamientos como de lasmquinas. Los instrumentos y software de Condition Monitoring, permiten a
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
TECSUP - PFR Mantenimiento Industrial II
149
los tcnicos tomar las medidas necesarias para resolver los problemasevitando un posible paro tcnico. Al utilizar la tecnologa de ConditionMonitoring, los ingenieros de mantenimiento son capaces de evaluar las
condiciones de los rodamientos y la maquina cuando estn operando.Actualmente se lanzo al mercado el modelo Microlog CMXA 50 Portable DataCollector/FFT Analyzer.
Bently Nevada Condition MonitoringSystem 1.Este sistema supervisa las condiciones de la mquina a travs de colectoresde datos porttiles produciendo informacin online/offline unificada. Sinembargo, el sistema permite la supervisin de otros activos de las plantasindustriales como recipientes, tuberas, intercambiadores de calor, vlvulas,instrumentos y virtualmente cualquier equipo para las que la informacin de la
condicin se desea. Su plan escalable le permite ser usado como sistemasupervisorio para cada recurso de la planta, permite la comunicacin consistemas CMMS, Sistemas de Control de Proceso, Hojas de Clculo, Bases deDatos y Software de Instrumentacin.
Machinery Condition Management (MCM2000).Es una aplicacin poderosa que automticamente y continuamente chequa losdatos dinmicos y termodinmicos del rotor en las maquinas. DatosManager 2000 proporciona un monitoreo continuo de los fallos conrespecto a los problemas de la mquinaria; con la incorporacin RuleDesk,se puede extender MCM2000s incluyendo una extensa base de conocimientoagregando sus propias reglas al sistema, sin la necesidad de programacincomplicada.
Ejemplo: En una planta industrial
Figura 7.2
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
Mantenimiento Industrial II TECSUP - PFR
150
el profesional de Mantenimiento de Maquinaria de Planta realiza trabajostpicos de monitoreo de condicin de los equipos.
Figura 7.3
Ejemplos de las ventanas del PRISM 4
Figura 7.4
Para configurar de PUNTOPara ASIGNAR
RODAMIENTO al punto
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
TECSUP - PFR Mantenimiento Industrial II
151
Figura 7.5
2.1 EJEMPLO DE REPORTE
A continuacin se muestra un informe completo en este cuadro. El informe
trata sobre el motor con el cojinete defectuoso, del cual todos los datosmostrados antes corresponden; se muestra como sigue:
Nombre de lamquina
Comentario Recomendaciones Severidad
COMPRESOR
La vibracin totalaument en elcojinete externo delmotor. Habra unaumento en los
picos superiores dela gama defrecuencia de losdatos espectralesasociados. Elaumento de lafrecuencia estabaen un picocalculado para seruna frecuencia dela falla del cojinete.
Debido a la
significacin delaumento substituyael cojinete externodel motor CUANTOANTES.
3
Cuadro 7.1
Para ASIGNARRODAMIENTO al punto
Para configurar ALARMASen el punto
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
Mantenimiento Industrial II TECSUP - PFR
152
Nivel de severidad0. Ninguna accin requerida; la mquina funciona bajo condiciones de
funcionamiento normales.1. Grfico de tendencia estrechamente plana2. Advertencia. Habra un aumento de inclinacin al observar la tendencia plana.
Un anlisis adicional puede ser requerido.3. Crtico. Se requiere una accin correctiva
Las diversas columnas contienen la siguiente informacin:
El Nombre de la mquina la columna muestra el nombre y/o el otrocodificacin para una mquina
Los Comentarios y los detalles de los resultados del examen, pero estllenado solamente para las mquinas con niveles de severidad mayor de cero(0). Si hay una tendencia plana o aumentos de menor importancia en latendencia no se har ningn comentario.
La Recomendacin explica qu se debe hacer en la mquina si hay un nivelde la severidad de 1-3.
Para reducir los niveles de vibracin en una mquina es necesario seguir con unproceso de reduccin o eliminacin. Los pasos de este proceso acompaarn elinforme de esta naturaleza. La comunicacin entre el analista y los encargadosde la planta son de una vital importancia para poder implantar un buenPrograma de Mantenimiento Predictivo (PDM). Las recomendaciones en elinforme se basan en estndares de vibracin (una carta de la severidad de lavibracin debe incluirse junto con el informe), en la tendencia de los datos y elcoeficiente de incremento en las tendencias de varios diagramas. La experienciapersonal y la utilizacin adecuada de equipos de recoleccin de datos sonimportantes para analizar los datos.
Las mquinas con nivel de severidad 3 sern enumeradas generalmente enpginas separadas para que los diagramas se puedan incluir junto con los datos.Las mquinas con nivel 0-2 sern puestas en las mismas pginas. En algunoscasos se puede utilizar una cmara fotogrfica digital para incluir la foto de lamquina en el informe. Esto es importante cuando se recomienda cambiosestructurales o cambios en la base. Al usar una cmara fotogrfica digital esimprescindible informarse de las medidas de seguridad de la planta.
2.2 EJEMPLO DE UN REPORTE
Las siguientes recomendaciones se deben cumplir para la preparacin deun informe tpico. Los clientes pueden pedir informacin adicional quedeben ser incluidos en el informe, pero el formato bsico arribademostrado es un estndar actualmente aceptado.
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
TECSUP - PFR Mantenimiento Industrial II
153
Figura 7.6
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
Mantenimiento Industrial II TECSUP - PFR
154
Figura 7.7
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
TECSUP - PFR Mantenimiento Industrial II
155
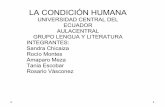
2.3 EJEMPLO DE UN GRFICO DE ESPECTRO QUE ESTCONFIRMANDO DESGASTE EN UNO DE LOS COMPONENTES DEL
RODAMIENTO
Cuando los marcadores de la frecuencia de fallas de rodamientos (BPFO,BPFI, BSF FTF) coinciden con los espectros de la grfica, se llega adeterminar qu parte del rodamiento tiene desgaste.
El marcador de la frecuencia de paso de los rodantes, de la pista exteriory de la pista interior del rodamiento SKF 7202B 2BSF, 1BPFO y 1BPFIque fue configurado; y ahora en la grfica esta coincidiendo con losespectros, esto confirma desgaste en los rodante, en la pista del aroexterior e interior del rodamiento.
Figura 7.8
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
Mantenimiento Industrial II TECSUP - PFR
156
2.4 PRESENTACIN DEL INFORME TCNICO
NDICE
1. Presentacin2. Equipos Evaluados3. Procedimientos4. Norma de Severidad Vibracional ISO 10816 35. Reporte Estadstico de Equipos Evaluados6. Estado, Diagnstico y Recomendaciones de los equipos evaluados7. Anexos
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
TECSUP - PFR Mantenimiento Industrial II
157
1. PRESENTACIN
EMPRESA :
SERVICIO : ANALISIS VIBRACIONAL DE EQUIPOSCRITICOS ROTATIVOS DE LA PLANTA
OBJETIVOS :
Determinar el ESTADO de funcionamiento de los equipos crticosrotativos de la Planta.
Identificar los problemas especficos que presentan los equipos enestado TOLERABLE EINADMISIBLE.
Presentar las recomendaciones necesarias para la correccin de losproblemas.
ALCANCE :
Evaluacin vibracional de 27 equipos crticos rotativos y 17 polines dela Planta.
Velocidad Maquina Papelera MP1: 565 m/min.
Tipo de Papel producido:
EQUIPOS E INSTRUMENTOS UTILIZADOS:
Analizador de Vibraciones MICROLOG CMVA 65 SKF Luz estroboscpica MONARCH Termmetro infrarrojo RAYTEK
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
Mantenimiento Industrial II TECSUP - PFR
158
2.
EQUIPOS EVALUADOS:
Mquina Papelera 1
1. Motorreductor del Yankee2. Motorreductor de Prensa3. Motorreductor de Tela4. Motorreductor del Pope5. Ventilador VE 106. Ventilador VE 117. Ventilador VE 128. Ventilador VE 139. Ventilador VE 1410.Ventilador VE 1511.Ventilador VE 0612.Ventilador VE 0713. Bomba de Vaco 0114. Bomba de Vaco 0215. Bomba de Vaco 0316. Bomba de Lubricacin17. Bomba de Condensado18. Bomba de Alta Presin BB-2219. Bomba de Alta Presin BB-2320. Bomba BB-0921. Bomba BB-1022. Fan Pump BB-1023. Colador CO-0524. Zaranda ZA-0325. Bomba BB-1126. Bomba Celulosa BB-202A27. Oscilador de Cuchillas
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
TECSUP - PFR Mantenimiento Industrial II
159
Polines:
1. Poln Formador PL 0012. Poln de Tela PL 0023. Poln Tensor Tela PL 0034. Poln de Tela PL 0045. Poln de Tela PL 0056. Poln de Fieltro PL 0067. Poln de Fieltro PL 0078. Poln de Fieltro PL 0089. Prensa de Succin PL 00910. Poln de Fieltro PL 01011. Poln de Fieltro PL 01112. Poln de Fieltro PL 01213. Poln de Fieltro PL 01314. Poln Tensor de Fieltro PL 01315. Poln PL 01516. Poln PL 01617. Poln Pope18.Apoyos Yankee YK 001
3. PROCEDIMIENTOS
Medicin de los niveles de vibracin presentados por los equiposrotativos
Medicin en las direcciones vertical, horizontal y axial de los puntos demedicin
Medicin de la Envolvente de Aceleracin para identificar rodamientosy engranajes defectuosos.
Definicin del estado de los equipos mediante la Norma de SeveridadVibracional ISO 10816 - 3 Medicin de temperatura y ruido en las chumaceras o alojamientos derodamientos.
Inspeccin visual de defectos en fajas, acoples, poleas, ventiladores,etc, con la lmpara estroboscpica.
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
Mantenimiento Industrial II TECSUP - PFR
160
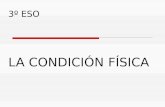
3. TABLA DE SEVERIDAD DE VIBRACIN
Se especifica diferentes lmites en la condicin mecnica de la mquina de
acuerdo con la potencia de sta y el tipo de soporte. Estos indicadorescontemplan la medicin del NIVEL GLOBAL de velocidad (mm./s) RMS dentro deun rango de frecuencias de entre 10 Hz y 1000Hz (600CPM y 60000CPM).
Figura 7.9: Criterio de severidad de las vibraciones acorde con las normas ISO 2372,VDI 2056 y BS 4675
Figura 7.10
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
TECSUP - PFR Mantenimiento Industrial II
161
EJEMPLO DE LA DISTRIBUCIN DE LOS EQUIPOS A
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
Mantenimiento Industrial II
162
ESTADO, DIAGNOSTICO Y RECOMENDACIONES DE LOS EQUIPOS EVALUADOS
PROBLEMAS ENCONTRADOS
N EQUIPO
DESBALANCE
DESALINEAMIENTO
RODAMIENTOS
DEFECTUOSOS
SOLTURAMECANICA
ESTRUCTURAL
SOLTURAMECANICADE
RODAMIENTOS
PROBLEMASDEFAJAY
POLEA
CAVITACION
INFLUENCIAVIBRACIONAL
EXTERNA
PROBLEMASDEENGRANE
PROBLEMAELECTRICO
EN
EL
MOTOR
OTROS
ESTADO
DELEQUIPO
SEGN
LA
NORMAISO
10816-3
PRIORIDAD
DIAGNOSTICO Y RECOMENDACIO
6VENTILADORVE 11 * * T 1
MOTOR:Se incrementa envolvente depor defectos en elementos rodantes BSen Pista Externa BPFO: 2,2 gE. RECOMventilador. Programar cambio del rodammediano plazo (2 - 3 meses) previa eva
7VENTILADORVE 12 * * * * I 2
MOTOR:Presencia de la frecuencia 6 4en sus niveles de envolvente de aceleraincrementan niveles de envolvente de arodamiento 3: 3E = 8,9 gE., originado alojamiento. RECOMENDACIONES: Hevaluacin elctrica al motor y al variadrodamiento 3 del ventilador.
8VENTILADORVE 13 (MAKEUP)
* * I 2
MOTOR:Niveles de vibracin predomiventilador: 1A = 8.9 mm/s. y 2A = 7.5 RECOMENDACIONES: Realizar limpienecesario.
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
TECSUP - PFR
163
LEYENDA :
ESTADO DE LOS EQUIPOS SEGN LA NORMA ISO10816 - 3 SEVERIDAD DEL PROBLEMA :
I : INADMISIBLE * PROBLEMA MUY SEVERO, SE RECOMIENDA INTERVENI
T : TOLERABLE * PROBLEMA POTENCIALMENTE SEVERO, SE RECOMIEND
N : NORMAL * PROBLEMA DE SEVERIDAD MODERADA, SE RECOMIEND
B : BUENO * PROBLEMA EN FASE INCIPIENTE
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
TECSUP PFR Mantenimiento Industrial II
165
-
5/22/2018 134543755 Monitoreo de Condicion en Una Planta Industrial
http:///reader/full/134543755-monitoreo-de-condicion-en-una-planta-industr
Mantenimiento Industrial I TECSUP PFR
166
ANOTACIONES
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................