SEM APQP MAY 13.pdf
124
PLANEACIÓN ANTICIPADA DE LA CALIDAD Y PLANES DE CONTROL APQP 2da. Edición julio 2008 1 Presentation TÜV Rheinland
Transcript of SEM APQP MAY 13.pdf
PLANEACIÓN ANTICIPADA DE LA CALIDAD Y PLANES DE CONTROL
APQP
2da. Edición julio 2008
1 Presentation TÜV Rheinland
CONTENIDO DE LA CAPACITACIÓN
Objetivos de la Capacitación
¿Segunda edición APQP aspectos relevantes?
¿Qué es APQP?
Manual del APQP
Capitulo 1: Planear y definir el programa
Capitulo 2: Diseño y desarrollo del producto
Capitulo 3: Diseño y desarrollo del proceso
Capitulo 4: Validación del producto y del proceso
Capitulo 5: Retroalimentación, Evaluación y Acción Correctiva
Capitulo 6: Metodología del Plan de Control
2 Presentation TÜV Rheinland
Objetivos de la Capacitación
• Dar a conocer a los participantes los requerimientos de la
Planeación Avanzada de la Calidad del Producto, Planes de Control
y su interpretación.
• Comprender la utilidad de la planeación anticipada de la calidad del
producto
• Familiarizarse con la terminología usada en el proceso del APQP
• Promover el desarrollo del APQP a través de equipos
multifuncionales.
•Dar a conocer la Metodología para el Desarrollo de Planes de
Control
3 Presentation TÜV Rheinland
¿Qué es APQP?
El APQP es una de las herramientas básicas dentro de
los sistemas de gestión de la calidad conforme a ISO/TS
16949:2009
4 Presentation TÜV Rheinland
ISO/TS 16949:2009
Requisitos específicos del
cliente
Manual de
calidad
Procedimientos
Instructivos
Registros
FMEA V.4
PPAP V.4
MSA V.4
APQP V.2
Documentos Involucrados en el APQP
SPC V.2
5 Presentation TÜV Rheinland
¿Qué es el APQP? - Prefacio
6 Presentation TÜV Rheinland
MANUAL APQP
2DA EDICIÓN
JULIO 2008
7 Presentation TÜV Rheinland
PROLOGO
INTRODUCCIÓN
FUNDAMENTOS DE LA PLANEACIÓN DE LA CALIDAD DEL PRODUCTO
CAPITULO 1.0 PLAN Y DEFINICIÓN DEL PROGRAMA
CAPITULO 2.0 DISEÑO Y DESARROLLO DEL PRODUCTO
CAPITULO 3.0 DISEÑO Y DESARROLLO DEL PROCESO
CAPITULO 4.0 VALIDACIÓN DEL PRODUCTO Y PROCESO
CAPITULO 5.0 EVALUACIÓN DE LA RETROALIMENTACIÓN Y ACCIONES CORRECTIVAS
CAPITULO 6.0 METODOLOGÍA DEL PLAN DE CONTROL
APENDICE A LISTA DE VERIFICACION DE LA PLANEACION DE LA CALIDAD DEL PRODUCTO
APENDICE B TECNICAS DE ANALISIS
APENDICE C MATERIALES DE REFERENCIA
APENDICE D COMPROMISO DE FACTIBILIDAD DEL EQUIPO
APENDICE E RESUMEN Y CONCLUSIÒN DE LA PLANEACIÒN DEL CALIDAD DEL PRODUCTO
APENDICE F GLOSARIO DE TÉRMINOS
APENDICE G ÍNDICE
TABLA DE CONTENIDO DEL MANUAL APQP
8 Presentation TÜV Rheinland
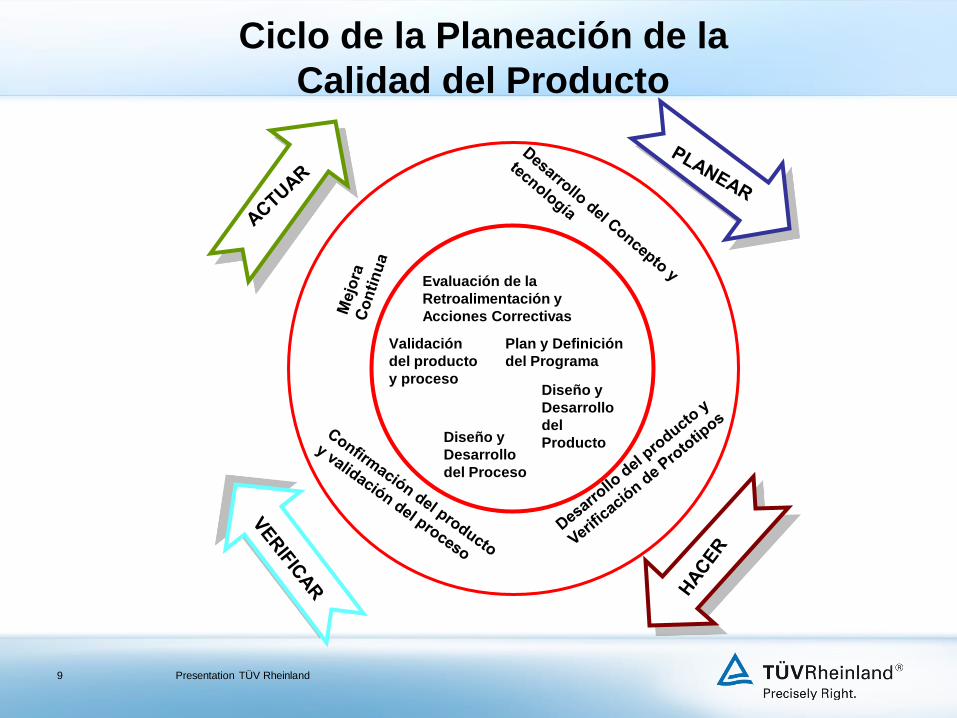
Ciclo de la Planeación de la
Calidad del Producto
Evaluación de la
Retroalimentación y
Acciones Correctivas
Validación
del producto
y proceso
Plan y Definición
del Programa
Diseño y
Desarrollo
del Proceso
Diseño y
Desarrollo
del
Producto
9 Presentation TÜV Rheinland
INTRODUCCION AL APQP
10 Presentation TÜV Rheinland
INTRODUCCION AL APQP (2DA PARTE )
11 Presentation TÜV Rheinland
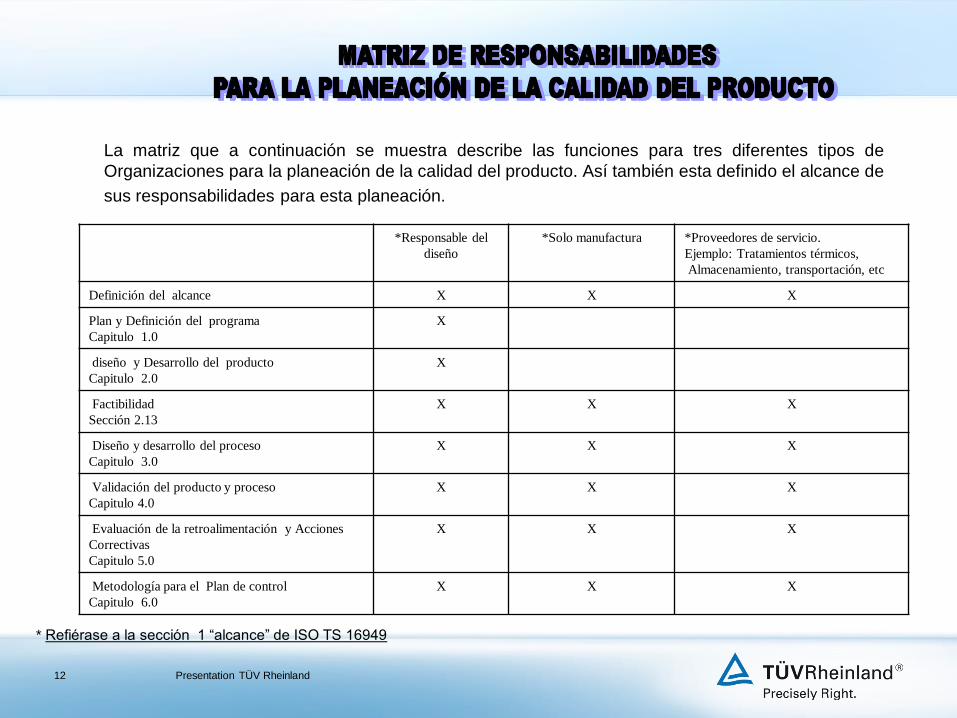
La matriz que a continuación se muestra describe las funciones para tres diferentes tipos de
Organizaciones para la planeación de la calidad del producto. Así también esta definido el alcance de
sus responsabilidades para esta planeación.
*Responsable del
diseño
*Solo manufactura *Proveedores de servicio.
Ejemplo: Tratamientos térmicos,
Almacenamiento, transportación, etc
Definición del alcance X X X
Plan y Definición del programa
Capitulo 1.0
X
diseño y Desarrollo del producto
Capitulo 2.0
X
Factibilidad
Sección 2.13
X X X
Diseño y desarrollo del proceso
Capitulo 3.0
X X X
Validación del producto y proceso
Capitulo 4.0
X X X
Evaluación de la retroalimentación y Acciones
Correctivas
Capitulo 5.0
X X X
Metodología para el Plan de control
Capitulo 6.0
X X X
* Refiérase a la sección 1 “alcance” de ISO TS 16949
12 Presentation TÜV Rheinland
Requisitos para alcanzar los Objetivos del
APQP
- Promover iniciativa de grupo
- Alta participación individual
- Trabajo en equipo
- Involucramiento de la Dirección
- Uso efectivo de lecciones aprendidas y mejores practicas
13 Presentation TÜV Rheinland
Ventajas del APQP
• Ayuda para dirigir los recursos a la satisfacción del cliente
• Facilita la comunicación entre la Organización y sus
proveedores , sobre los requisitos del cliente
• Promueve la identificación temprana de cambios
requeridos
• Evita cambios tardíos
• Provee un producto de calidad a tiempo y al más bajo
costo
14 Presentation TÜV Rheinland
¿Qué es el APQP? - Fundamentos-
• Es un método estructurado para definir y establecer los
pasos necesarios para asegurar que un producto
satisfaga al cliente
• La meta de la planeación de la calidad del producto es
facilitar la comunicación entre todos los involucrados para
asegurar que todos los pasos definidos sean completados
en tiempo
• La efectividad de la planeación de la calidad del
producto depende del compromiso de la dirección de la
empresa en realizar el esfuerzo necesario para alcanzar
la satisfacción del cliente
15 Presentation TÜV Rheinland
FUNDAMENTOS DE LA PLANEACIÓN DE LA CALIDAD DEL PRODUCTO
La planeación de la calidad del producto es un método estructurado que define y
establece los pasos necesarios para asegurar que un producto satisface los
requerimientos del cliente. El propósito de la planeación de la calidad del producto, es
facilitar la comunicación con todos los involucrados para asegurar que todos los pasos
requeridos están completos y en tiempo. La efectiva planeación de la calidad del
producto depende del compromiso de la administración de la compañía, para
procurar un esfuerzo para satisfacer los requerimientos del cliente. Algunos de los
beneficios de la planeación de la calidad del producto son:
• Recursos directos para la satisfacción del cliente
• Promover la identificación fácil de los cambios a los requerimientos
• Evitar cambios fuera de tiempo
• Proveer productos de calidad en tiempo y a bajo costo
16 Presentation TÜV Rheinland
FUNDAMENTOS DE LA PLANEACIÓN DE LA CALIDAD DEL PRODUCTO
(Continuación)
Las practicas de trabajo, herramientas, y las técnicas analíticas descritas en este
proceso, están listadas y en una secuencia lógica y fácil de seguir. La secuencia y
tiempos para la ejecución de la planeación depende de las necesidades y
expectativas del cliente.
Previo a la prácticas de trabajo, herramientas y/o técnicas analíticas pueden estar
implementadas en el ciclo de la planeación de la calidad del producto.
17 Presentation TÜV Rheinland
ORGANIZACIÓN DEL EQUIPO (FUNDAMENTOS )
La primera vez que la Organización planee la calidad del
producto. Debe asignar a un dueño de proceso para el proyecto
de APQP. Además, un equipo funcional debe ser establecido
para asegurar el planeamiento efectivo de la calidad del
producto. El equipo debe incluir representantes de funciones
múltiples. De inicio se deben incluir a los representantes de
ingeniería, manufactura, control de material, compras, calidad,
ventas, servicio, proveedores y clientes, si es requerido.
18 Presentation TÜV Rheinland
DEFINICIÓN DEL ALCANCE (FUNDAMENTOS )
Es importante para el equipo de la planeación de la calidad del producto de
la Organización, que en la etapa Inicial del programa del producto,
identifique las necesidades, expectativas y requerimientos del cliente. Como
mínimo el equipo deber definir:
• La selección de un líder del proyecto responsable del equipo que examine el
proceso de planeación.
• Definir la responsabilidad y el rol de cada representante de área y/o
miembro del equipo.
• Identificar a los clientes internos y externos
• Definir los requerimientos del cliente
19 Presentation TÜV Rheinland
DEFINICIÓN DEL ALCANCE (FUNDAMENTOS )
(Continuación)
• Usar el despliegue de la función de calidad, si es aplicable.
• Seleccionar las disciplinas, características y/o proveedores que deben
agregarse al equipo.
• Entender las expectativas del cliente por ejemplo, diseño, numero de
pruebas.
• Evaluar la factibilidad del el diseño propuesto, así como el rendimiento de
los requisitos y procesos de manufactura.
• La identificación de costos, tiempos y limitaciones que deben ser
consideradas.
• Determinar la asistencia que es requerida por el cliente
• Identificar los métodos y procesos documentados
20 Presentation TÜV Rheinland
DE EQUIPO A EQUIPO (FUNDAMENTOS )
El equipo de la planeación de la calidad del producto de la
organización establece líneas de comunicación con otros clientes
y equipos de la organización, esto puede incluir reuniones
regulares con otros equipos. La extensión del equipo, depende
del número de asuntos que requieran ser resueltos.
21 Presentation TÜV Rheinland
ENTRENAMIENTO (FUNDAMENTOS )
El éxito del plan de calidad del producto depende de un
programa efectivo de entrenamiento, que comunique todos los
requerimientos y habilidades para satisfacer las necesidades y
expectativas del cliente.
22 Presentation TÜV Rheinland
INVOLUCRAMIENTO ENTRE LA ORGANIZACIÓN Y
EL CLIENTE (FUNDAMENTOS )
El cliente directo, debe iniciar el proceso de la planeación de la
calidad con la organización .
Sin embargo la organización tiene la obligación de establecer
un equipo funcional, que administre el proceso de planeación
de la calidad del producto. La organización debe esperar el
mismo desempeño de sus proveedores.
23 Presentation TÜV Rheinland
INGENIERÍA SIMULTANEA (FUNDAMENTOS )
La ingeniería simultanea, es un proceso, el equipo funcional
debe esforzarse para alcanzar las metas, esto reemplaza los
pasos y series secuénciales donde el resultado es transmitido a
las siguientes áreas para su ejecución.
El propósito es acelerar la introducción de la calidad de los
productos. El equipo de la planeación de la calidad del producto
De la organización asegura que las otras áreas y equipos
planeen y ejecuten actividades que soporten el, o los objetivos
comunes.
24 Presentation TÜV Rheinland
PLANES DE CONTROL (FUNDAMENTOS )
La descripción de los planes de control esta escrita como un sistema para
Controlar las partes y los procesos. Los planes de control cubren tres distintas
etapas:
• Prototipo - describe las medidas dimensionales, materiales y rendimiento de
las pruebas que deberán ocurrir durante la realización del prototipo.
• Pre – lanzamiento - La descripción de las medidas dimensionales,
materiales y rendimiento de las pruebas que deberán ocurrir después del
prototipo y antes de la producción.
• La producción - La documentación comprensiva de las características del
producto y del proceso, controles del proceso, pruebas y sistemas de
medición que ocurrirán durante la producción enserie.
25 Presentation TÜV Rheinland
BUSQUEDA DE LA SOLUCIÓN (FUNDAMENTOS )
Durante la planeación del proceso, el equipo encontrara la concordancia entre el
diseño y el proceso del producto, esta concordancia puede estar documentada en
una matriz con la asignación de responsables y tiempos.
Los métodos de solución de problemas son una disciplina recomendada en
situaciones de dificultad. APENDICE B TECNICAS ANALITICAS
26 Presentation TÜV Rheinland
PLAN CRONOLÓGICO DE LA CALIDAD DEL
PRODUCTO (FUNDAMENTOS )
El equipo de planeación de la calidad del producto de la organización, tiene como
primera tarea ordenar las actividades de seguimiento de los negocios de la
organización, esto puede estar desarrollado en un plan cronológico. El tipo de
producto, su complejidad y las expectativas del cliente, pueden estar
consideradas dentro de los elementos de este plan cronológico. Todos los
miembros del equipo deben participar con sus aportaciones. Un cronograma bien
organizado puede listar las tareas, responsables y otros eventos.
Además el grafico de la planeación, muestra el progreso y tiempos planeados. El
estado del reporte facilita que cada evento tenga sus datos completos con puntos
actualizados y registrado su progreso, el reporte efectivo del estatus, soporta el
monitoreo del programa centrado en identificar los puntos que requieren atención
especial. EL METODO DE LA RUTA CRITOCA PUEDE SER APROPIADO
APENDICE B
27 Presentation TÜV Rheinland
GRÁFICAS CRONOLÓGICAS RELACIONADAS CON
LOS PLANES
El éxito de cualquier programa depende de encontrar las necesidades y
expectativas del cliente, dentro de un marco de costo, que agregue valor. La
grafica cronológica de la planeación del producto que a continuación se
muestra, describe el ciclo preventivo de la planeación de la calidad y requiere que
el equipo de planeación se concentre y se esfuerce para la prevención de
defectos. La prevención de defectos es manejada simultáneamente con los
rendimientos de ingeniería del producto y las actividades de trabajo de
manufactura.
El equipo de la planeación de la calidad del producto de la organización es
responsable de asegurar que este cronograma cumpla o exceda los planes
cronológicos del cliente.
28 Presentation TÜV Rheinland

Tabla de Tiempos de la Planeación
de la Calidad del Producto
Inicio/Aprobación
del Concepto Aprobación
del Programa Prototipo Piloto
Lanzamiento
Planeación
Diseño y Desarrollo del Producto
Diseño y Desarrollo del Proceso
Validación del Producto y Proceso
Planeación
Producción
Retroalimentación, Evaluación y Acción Correctiva
Planear y Verificación del Verificación del Validación del Evaluación
Definir el Diseño y Diseño y Producto y Retroalimentación
Programa Desarrollo del Desarrollo del Proceso y Acción Correctiva
Producto Proceso 29 Presentation TÜV Rheinland
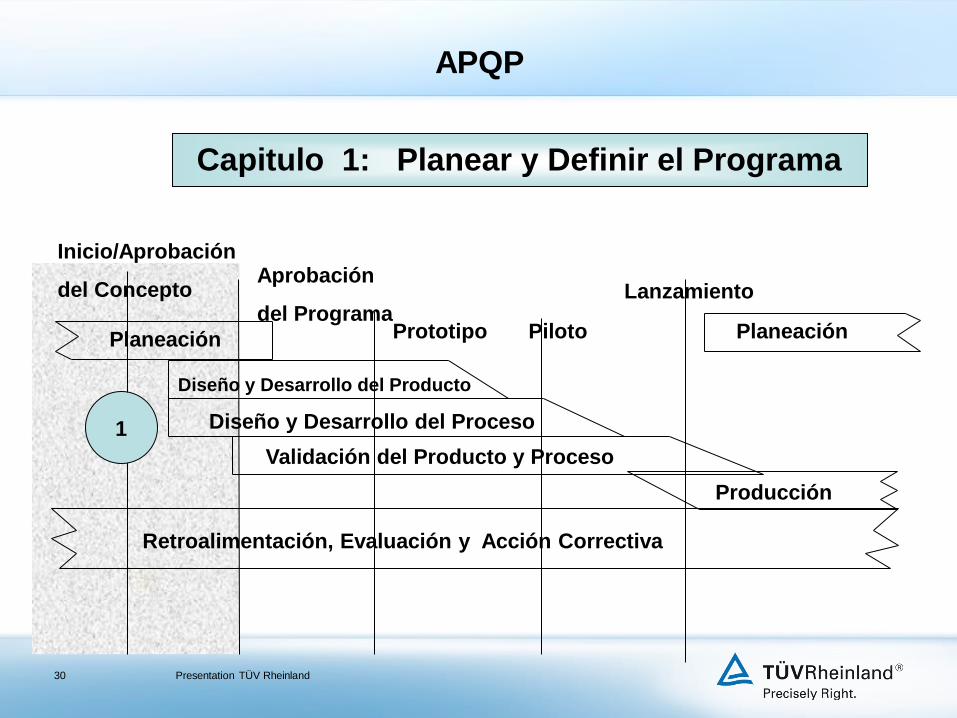
APQP
Capitulo 1: Planear y Definir el Programa
Inicio/Aprobación
del Concepto Aprobación
del Programa Prototipo Piloto
Lanzamiento
Planeación
Diseño y Desarrollo del Producto
Diseño y Desarrollo del Proceso
Validación del Producto y Proceso
Planeación
Producción
Retroalimentación, Evaluación y Acción Correctiva
1
30 Presentation TÜV Rheinland
INTRODUCCIÓN
CAPITULO 1.0 PLAN Y DEFINICIÒN DEL PROGRAMA
En esta etapa se describe como se determinan las necesidades y expectativas
del cliente, dentro de un programa de calidad planeado y definido. Todo el trabajo
debe estar centrado en el cliente, para proveer productos y/o servicios
competitivos. La primera etapa del proceso de planeación de la calidad del
producto esta designada a asegurar que las necesidades y expectativas del cliente
están claramente entendidas.
31 Presentation TÜV Rheinland
Datos de Entrada del Capitulo 1
Voz del cliente (investigación del mercado, histórico
de garantías e información de calidad, experiencia
del equipo)
Plan de negocio/estrategia de mercadeo
Datos de benchmarking del producto y del proceso
Predicción del Producto y del Proceso
Estudios de confiabilidad del producto
Información proporcionada por el cliente
Capitulo 1: Planear y Definir el Programa
32 Presentation TÜV Rheinland
Resultados del Capitulo 1
• Metas de Diseño
• Metas de confiabilidad y de calidad
• Lista preliminar de materiales
• Diagrama de Flujo preliminar del proceso
• Listado preliminar de características especiales de producto y de proceso
• Plan de aseguramiento del producto
• Apoyo de la Gerencia (incluyendo un programa planeado con tiempos para los recursos que soportan la
capacidad requerida)
33 Presentation TÜV Rheinland
1.1 VOZ DEL CLIENTE
La " Voz del Cliente" comprende quejas, recomendaciones,
datos y la información obtenida proveniente de clientes internos
y/o clientes externos. Algunos métodos para reunir esta
información se mencionan a continuación:
Datos de Entrada del Capitulo 1
34 Presentation TÜV Rheinland
1.1.1 ESTUDIO DE MERCADO
El equipo de la planeación de calidad del producto de la Organización, necesita
obtener la información y datos de un estudio de mercado que refleje la Voz del
Cliente. Las fuentes siguientes pueden ayudar a identificar los intereses de cliente
concernientes a las características del producto y del proceso. (incluyendo OEM y
expectativas de volumen)
• Entrevistar al cliente
• Hacer encuestas y cuestionarios al cliente
• Estudios de mercado y reportes de posicionamiento, estudios de
rentabilidad y calidad de nuevos productos
• Estudios competitivos de la calidad del producto
• Mejores Practicas
• Lecciones aprendidas
Datos de Entrada del Capitulo 1
35 Presentation TÜV Rheinland
1.1.2 INFORMACIÓN HISTÓRICA DE LA GARANTIA DE
CALIDAD
Una lista de los intereses históricos del cliente, deberían estar preparados para
evaluar la potencialidad y recurrencia durante el diseño, fabricación, Instalación y
uso del producto. Esto puede estar considerado como una extensión de los otros
requerimientos de diseño e incluir el análisis de necesidades del cliente.
Datos de Entrada del Capitulo 1
36 Presentation TÜV Rheinland
Muchos de los artículos siguientes pueden ayudar al equipo a identificar los
intereses del cliente, necesidades y priorizar las soluciones aplicables.
• Mejores practicas
•Lecciones aprendidas
•Reportes de productos no conformes
• Reportes de garantía
• Indicadores de capacidad
• Reportes internos de la planeación de la calidad del proveedor
• Reportes de solución de problemas
• Rechazos y devoluciones de la planta del cliente
• Análisis de los productos retornados del campo
1.1.2 INFORMACIÓN HISTÓRICA DE LA GARANTIA DE
CALIDAD
(continuación)
Datos de Entrada del Capitulo 1
37 Presentation TÜV Rheinland
1.1.3 EXPERIENCIAS DEL EQUIPO
El equipo puede usar cualquier fuente de información apropiada, incluyendo lo
siguiente:
• Utilización de proyectos anteriores con la aplicación de un despliegue de la función de
calidad
• El análisis y comentarios de los medios: la revista, el reporte, periódico, etc.
• Sugerencias y cartas de los clientes
• Mejores Practicas
• Lecciones aprendidas
• Comentarios de los vendedores
• Comentarios de los operadores
• Reportes de servicio del campo
• Las evaluaciones internas usadas por el cliente
• Tropiezos en el camino
• Comentarios de la administración o dirección
• Problemas reportados por clientes internos
• Requerimientos gubernamentales y regulatorios
• Revisión de contrato
38 Presentation TÜV Rheinland
1.2 PLAN DE NEGOCIOS Y ESTRATEGIA DE
MERCADOS
El plan de negocios del cliente y los estudios de mercado
estarán armados por el plan de calidad del producto, el plan
de negocios puede contener aspectos que afecten al equipo
(ejemplo; tiempos, costos, posicionamiento del producto,
inversión). La estrategia de mercado deberá estar definida por
las metas del cliente o sus puntos de venta y las de los
competidores.
39 Presentation TÜV Rheinland
1.3 DATOS BENCHMARKING DEL PRODUCTO Y DEL
PROCESO
El uso de estudios comparativos (VER APENDICE B), proveerá el objetivo de
rendimiento para estabilizar el producto y el proceso. La investigación y desarrollo
de estudios de mercado exitosos depende de:
• La identificación de un buen estudio de mercado
• El entendimiento de las tendencias del mercado
• Un plan de desarrollo para cumplir los objetivos derivados del estudio
de mercado
40 Presentation TÜV Rheinland
1.4 PREDICCIÓN DEL PRODUCTO Y PROCESO
La predicción del producto estará en función del diseño y los
conceptos de proceso. Incluyendo técnicas de innovación,
materiales, asegurando la fiabilidad y las nuevas tecnologías.
COMPLEMENTAR
41 Presentation TÜV Rheinland
1.5 ESTUDIOS DE RENTABILIDAD DEL PRODUCTO
Deben considerarse las frecuencias de reemplazo o de
comparación de componentes que se encuentren dentro del
periodo de tiempo, para lo cual fueron diseñados y los
resultados de las pruebas de durabilidad.
42 Presentation TÜV Rheinland
1.6 REQUERIMIENTOS DE ENTRADA DEL CLIENTE
El uso del producto puede proveer información valiosa
relacionada con sus requerimientos y expectativas.
Estas experiencias pueden ser usadas por el cliente y el
proveedor para desarrollar medidas a favor de la satisfacción
del cliente.
43 Presentation TÜV Rheinland
1.7 METAS DEL DISEÑO
Las metas de diseño, están en función de la voz del cliente, y la medición de
los objetivos de diseño. El propósito de seleccionar y definir las metas de
diseño, aseguran que la voz del cliente no se perderá la secuencia de
actividades del diseño. La voz del cliente también incluye requisitos
regulatorios tales como composiciones de los materiales y marca polimérica de
la parte
Resultados (salidas) del Capitulo 1
44 Presentation TÜV Rheinland
1.8 METAS EN CALIDAD Y CONFIABILIDAD
Las metas de confiabilidad, se establecen en base a las
necesidades y expectativas del cliente, objetivos programados
y estudios comparativos de confiabilidad, por ejemplo; cuando
el cliente desea controlar fallas de seguridad o comodidad en
el vehículo.
Las metas en calidad están basadas en los objetivos de
mejora continua, por ejemplo; Partes por Millón, Niveles de
defecto o Reducción de desperdicio.
Resultados (salidas) del Capitulo 1
45 Presentation TÜV Rheinland
1.9 LISTA DE MATERIALES PRELIMINAR
El equipo puede establecer una lista preliminar, en base a la
predicción del producto y del proceso y la lista previa de
proveedores potenciales , identificando inicialmente las
características especiales del producto y del proceso.
46 Presentation TÜV Rheinland
1.10 DIAGRAMA DE FLUJO DEL PROCESO
PRELIMINAR
En el proceso de manufactura previo, esta descrito el uso de
diagramas de proceso desarrollado en base a la lista de
materiales previos y a las predicciones del producto y del
proceso.
47 Presentation TÜV Rheinland
1.11 LISTADO PRELIMINAR DE LA IDENTIFICACIÓN
DE LAS CARACTERÍSTICAS ESPECIALES DE
PRODUCTO Y PROCESO
Las características especiales de producto y de proceso esta identificadas
por el cliente y seleccionadas algunas por la organización en base al
conocimiento del producto y proceso. Un ejemplo de la identificación de las
características especiales incluyen:
Predicción del producto basado en el análisis de las necesidades y
expectativas del cliente.
Identificación de los requerimientos y metas de confiabilidad.
Identificación de características especiales del proceso de
manufactura previamente desarrollados.
AMEF`s de partes similares.
48 Presentation TÜV Rheinland
1.12 PLAN DE GARANTIA DEL PRODUCTO
El Plan de garantía del producto traslada las metas de diseño en
requerimientos de diseño. Y se basan en necesidad y expectativas del cliente y
no requieren un método específico para prepararse, se pueden convertir en
cualquier formato entendido por la organización
El plan de garantía del producto y la planeación de la calidad del
producto depende del equipo y de las necesidades, expectativas y
requerimientos del cliente.
No existe un método especifico, pero se proponen algunas opciones
para el seguimiento de esta actividad:
• Plantear los requerimientos en un programa
• Identificar los requerimientos y/o metas de confiabilidad, durabilidad
• Nuevas tecnologías, materiales, aplicaciones, medio ambiente, empaque, servicio y
requerimiento de manufactura y otros factores que puedan poner en riesgo el programa
• Uso del análisis del modo y efecto de la falla (AMEF`s)
• Desarrollo preliminar de los estándares de ingeniería requeridos
49 Presentation TÜV Rheinland
1.13 APOYO DE LA GERENCIA
El éxito del equipo de la planeación de la calidad del producto de la
organización. depende del interés y soporte de la alta dirección. Esta debe
ser actualizada en la conclusión de cada fase de la planeación de la calidad
del producto y dar su compromiso y ayuda, para las soluciones, incluyendo
un programa planeado con tiempos para los recursos que soportan la
capacidad requerida)
50 Presentation TÜV Rheinland
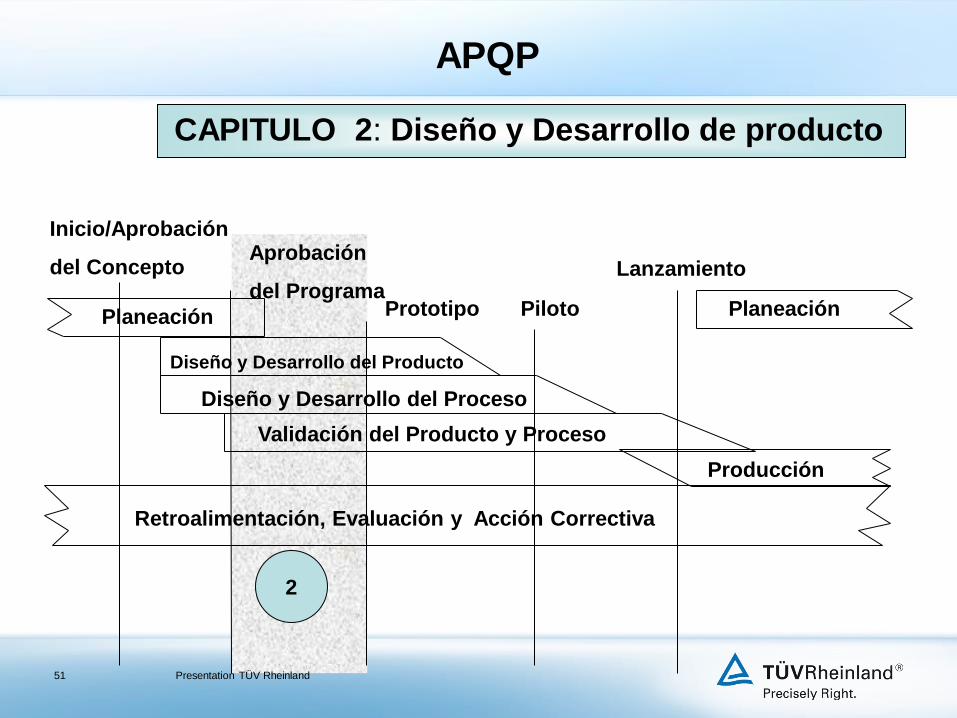
APQP
CAPITULO 2: Diseño y Desarrollo de producto
Inicio/Aprobación
del Concepto Aprobación
del Programa Prototipo Piloto
Lanzamiento
Planeación
Diseño y Desarrollo del Producto
Diseño y Desarrollo del Proceso
Validación del Producto y Proceso
Planeación
Producción
Retroalimentación, Evaluación y Acción Correctiva
2
51 Presentation TÜV Rheinland
INTRODUCCIÓN
Capitulo 2.0 Diseño y Desarrollo del Producto
En esta etapa el proceso de la planeación de la calidad del
producto está enfocada a asegurar que son comprendidos y
revisados los requerimientos de ingeniería y otras
informaciones. En esta etapa el análisis de factibilidad
preliminar, será realizado para asegurar, que problemas
potenciales no ocurran durante la manufactura. Todos los
factores de diseño se deben considerar por la organización en
el proceso de la planeación de la calidad del producto,
incluyendo si el diseño es proporcionado por el cliente o es
compartido.
52 Presentation TÜV Rheinland
Datos de Entrada del Capitulo 2
• Metas de Diseño
• Metas de confiabilidad y calidad
• Lista preliminar de materiales
• Flujo de proceso preliminar
• Listado preliminar de características especiales
de producto y proceso
• Plan de aseguramiento del producto
• Apoyo de la Gerencia
CAPITULO 2:Diseño y Desarrollo del Producto
53 Presentation TÜV Rheinland
Resultados del responsable de la actividad de diseño
• Análisis del modo y efectos de falla del diseño (DFMEA)
• Diseño para manufacturabilidad y ensamble
• Verificación de diseño
• Revisiones de diseño
• Construcción del prototipo – Plan de Control
• Dibujos de ingeniería (incluyendo cálculos y datos matemáticos)
• Especificaciones de ingeniería
• Especificaciones de materiales
• Cambios en dibujos y especificaciones
Resultados del Capitulo 2
54 Presentation TÜV Rheinland
Capitulo 2: Resultados del equipo de
planeación de la calidad del producto
• Nuevos requerimientos de equipo, herramental e instalaciones
• Características especiales de producto y proceso
• Requerimientos de equipo de medición y prueba
• Compromiso del equipo de factibilidad y apoyo de la Gerencia
55 Presentation TÜV Rheinland
2.1 ANÁLISIS DEL MODO Y EFECTO DE LA FALLA DEL
DISEÑO (AMEF D)
Está técnica de análisis asegura que la probabilidad de falla
disminuye. La preparación de estos AMEF D, provee al equipo la
oportunidad de revisar con anterioridad las características de
producto y proceso y adicionar en caso de ser necesario
cambios y modificaciones. El DEFMEA es una entrada
importante al proceso de APQP que puede incluir características
previamente seleccionadas del producto y del proceso.
APENDICE A-1
56 Presentation TÜV Rheinland
2.2 DISEÑO PARA LA MANUFACTURA Y ENSAMBLE
El diseño de la manufactura y ensamble es diseñado en conjunto con el
del proceso, con el propósito de optimizar su funcionamiento, manufactura
y ensamble. Su alcance depende de las necesidades y expectativas de
cliente, y estará determinado por el equipo de la planeación de la calidad
Del producto de la organización. No existe un método de preparación de un
plan para la manufactura y ensamble, pero a continuación se listan algunas
consideraciones:
• Variación del diseño, funcionamiento durante la manufactura
• Proceso de ensamble y/o manufactura
• Tolerancias dimensionales
• Requerimientos de desempeño
• Número de componentes
• Manejo de materiales
57 Presentation TÜV Rheinland
2.3 VERIFICACIÓN DEL DISEÑO
La verificación del diseño del producto, se realiza en base a los
requerimientos del cliente esta actividad esta cubierta en el
capitulo 1.0.
58 Presentation TÜV Rheinland
2.4 REVISIONES DEL DISEÑO
Las Revisiones de Diseño son programadas en base a las actividades de
diseño del proveedor e incluyen todas las áreas afectadas. La revisión del
diseño cuenta con un método efectivo de prevención de problemas y provee
un mecanismo para monitorear el progreso y reportarlo a la alta dirección, la
revisión del diseño son una serie de actividades a verificar y están en su
mayoría enfocadas a la inspección de las características de ingeniería,
como mínimo la revisión del diseño incluye la revisión de:
• Consideraciones de los requerimientos de diseño funcional
• Metas de confiabilidad y rentabilidad
• Ciclo de cumplimiento a nivel componente subsistema y sistema
• Simulación por computadora y resultados comparativos
• AMEF D
• Progreso de la verificación del diseño
•Diseño de experimentos ver Apendice B (TECNICAS ANALITICAS )
59 Presentation TÜV Rheinland
2.5 DESARROLLO DEL PROTOTIPO-PLAN DE CONTROL
El plan de control de prototipo esta descrito en medidas dimensionales,
materiales, pruebas funcionales que ocurrirán durante la realización del
prototipo. El equipo de planeación de la calidad del producto de la organización ,
asegura que el plan de control es preparado.
La manufactura del prototipo provee una excelente oportunidad al equipo y al
cliente, para evaluar que el producto cumple las necesidades y objetivos de la
voz del cliente, es responsabilidad del equipo de la planeación del producto
revisar en todos los prototipos que:
• Asegurar que el producto cumple con las especificaciones y reportar los
datos
• Asegurar que se da atención particular a las características especiales de
producto y proceso
• El uso de la experiencia y los datos preliminares de los parámetros de
proceso y las especificaciones preliminares de empaque
Ver capitulo 6 y apéndice A-8
60 Presentation TÜV Rheinland
2.6 DIBUJOS DE INGENIERÍA
(Incluyendo Datos Matemáticos)
El diseño del cliente, no excluye al equipo responsable de la planeación de
revisar los dibujos de ingeniería, como parte de dicha planeación. Los dibujos de
ingeniería, pueden incluir características especiales que deben ser mostradas en
el plan de control. Cuando los dibujos de ingeniería del cliente no existen, el
control del dibujo es revisado por el equipo de planeación para determinar que
características funcionales, durabilidad u gubernamentales se ven afectadas.
61 Presentation TÜV Rheinland
2.7 ESPECIFICACIONES DE INGENIERÍA
El equipo de planeación de la calidad del producto debe revisar, identificar y
entender los controles especificados referentes a la funcionalidad, durabilidad y
requerimientos de apariencia, frecuencia y criterios de aceptación, estos
parámetros estarán definidos en los procesos de prueba seleccionados en las
especificaciones de ingeniería.
62 Presentation TÜV Rheinland
2.8 ESPECIFICACIONES DE MATERIALES
En adición a los dibujos y especificaciones de rendimiento, pueden ser
revisadas las especificaciones de materiales, relacionadas con sus
características especiales de rendimiento, propiedades de manejo y
almacenamiento. Estas características pueden ser incluidas en el plan de
control.
63 Presentation TÜV Rheinland
2.9 CAMBIO A LAS ESPECIFICACIONES Y DIBUJO
Cuando los dibujos y las especificaciones cambien, es requerido que el equipo
garantice, que los cambios están comunicados y documentados en las áreas
afectadas.
64 Presentation TÜV Rheinland
2.10 NUEVO EQUIPO HERRAMIENTAS Y FACILIDADES
REQUERIDAS (SALIDA APQP)
El AMEF D, plan de garantía del producto y/o la revisión del diseño pueden
identificar la necesidad de nuevos equipos y facilidades requeridas, el equipo de
planeación de la calidad del producto de la organización direcciona estos
requerimientos adicionales en el programa de planeación. Si el equipo de
planeación requiere nuevos equipos o herramientas debe procurar tenerlos en
tiempo. APENDICE A-3
65 Presentation TÜV Rheinland
2.11 CARACTERÍSTICAS ESPECIALES DE
PRODUCTO Y PROCESO
En el capitulo 1, el equipo de planeación identifica las características especiales
de producto y proceso preliminares, resultantes del entendimiento de la voz del
cliente. El equipo de planeación construye una lista que es revisada durante la
revisión y desarrollo del diseño del producto, y son validadas dichas
características. La organización debe referenciar los requisitos específicos del
cliente para los detalles adicionales en el uso del producto especial y de
características de proceso.
Ver cap 6,suplemento K y L
66 Presentation TÜV Rheinland
2.12 REQUERIMIENTOS DE EQUIPO DE PRUEBA Y
GAGES
Durante esta etapa el equipo de planeación puede identificar requerimientos de
equipo de prueba y gages. En caso de identificarse es requerido integrarlo en
el plan. Durante la revisión del progreso de dicho plan debe asegurarse que
estas sean asignadas.
67 Presentation TÜV Rheinland
2.13 COMPROMISO DEL EQUIPO PARA GARANTIZAR
LA FACTIBILIDAD Y EL SOPORTE ADMINISTRATIVO
El equipo de planeación de la calidad del producto de la organización debe
asegurar la factibilidad de cumplir el diseño del cliente en tiempo.
El diseño del cliente no exime al proveedor de su obligación para garantizar la
factibilidad del diseño, el equipo debe satisfacer el propósito del diseño, esto
implica que se puede manufacturar, ensamblar, probar, empacar y entregar con la
calidad requerida y con un costo aceptable al cliente
Ver apéndices A-2, E y D.
68 Presentation TÜV Rheinland
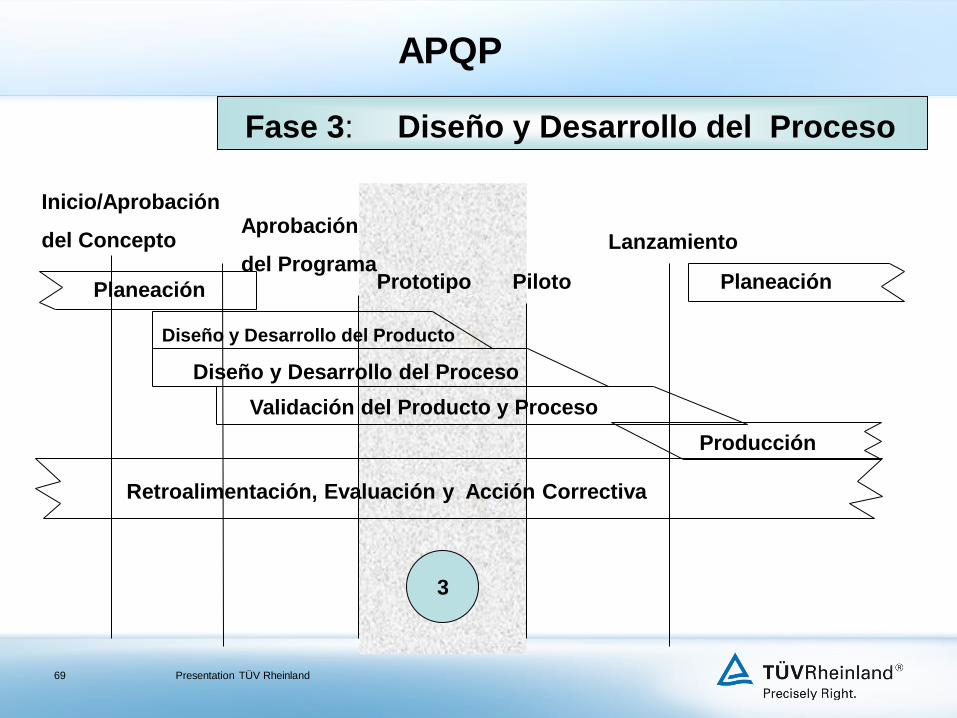
APQP
Fase 3: Diseño y Desarrollo del Proceso
Inicio/Aprobación
del Concepto Aprobación
del Programa Prototipo Piloto
Lanzamiento
Planeación
Diseño y Desarrollo del Producto
Diseño y Desarrollo del Proceso
Validación del Producto y Proceso
Planeación
Producción
Retroalimentación, Evaluación y Acción Correctiva
3
69 Presentation TÜV Rheinland
INTRODUCCIÓN
3.0 Diseño y Desarrollo del Proceso
En esta etapa se garantiza el mejor desempeño del sistema de manufactura
y el cumplimiento con el plan de control y la calidad del producto. El
cumplimiento de esta tarea, se logra en conjunto con el cumplimiento del
Capitulo 2. El sistema de manufactura debe asegurar el cumplimiento de los
requerimientos, necesidades y expectativas del cliente que esta esperando.
70 Presentation TÜV Rheinland
Datos de Entrada del Capitulo 3
• Análisis del modo de falla de diseño y sus efectos
• Diseño para manufacturabilidad y ensamble
• Verificación de diseño
• Revisiones de diseño
• Construcción del prototipo – Plan de Control
• Dibujos de ingeniería (incluyendo cálculos y datos matemáticos)
• Especificaciones de ingeniería
Capitulo 3: Diseño y Desarrollo del Proceso
71 Presentation TÜV Rheinland
Datos de Entrada del Capitulo 3
• Especificaciones de materiales
• Cambios en dibujos y especificaciones
• Requerimientos de equipo nuevo, herramental y de
instalaciones
• Características especiales de producto y proceso
• Requerimientos de equipo de medición y prueba
• Compromiso del equipo y apoyo de la gerencia
72 Presentation TÜV Rheinland
• Normas y especificaciones de empaque
• Revisión del sistema de calidad de producto y proceso
• Diagrama de flujo del proceso
• Layout de la planta
• Matriz de características
• Análisis de Modo y Efecto de Falla del Procesos (PFMEA)
Capitulo 3: Resultados del Diseño y Desarrollo del Proceso
73 Presentation TÜV Rheinland
Capitulo 3: Resultados del Diseño y Desarrollo del
Proceso
• Plan de control del pre-lanzamiento
• Instrucciones de proceso
• Plan de análisis del sistema de medición
• Plan preliminar del estudio de la habilidad del proceso
• Especificaciones de empaque
• Apoyo de la Gerencia
74 Presentation TÜV Rheinland
3.1 NORMAS Y ESPECIFICACIONES DE EMPAQUE
El cliente usa normas de empaque las cuales deben estar
incorporadas en las especificaciones de empaque del
producto. Este aspecto debe ser considerado por el equipo de
la planeación. debe asegurar el cumplimiento a las
especificaciones de empaque del cliente o requerimientos
genéricos de empaque y su uso apropiado. El empaque puede
tener compatibilidad con el manejo de materiales.
75 Presentation TÜV Rheinland
3.2 REVISIÓN DEL SISTEMA DE CALIDAD DEL
PRODUCTO Y PROCESO
El equipo de la planeación de la calidad del producto, revisa el manual de
calidad del área de manufactura y los controles adicionales y/o los cambios al
proceso requeridos para producir, pueden estar incluidos en el manual del
sistema de calidad o pueden estar incluidos en el plan del manual de
manufactura. Esta es una oportunidad para el equipo de planeaciòn para
mejorar el sistema de calidad existente.
Ver apéndice A-4
76 Presentation TÜV Rheinland
3.3 DIAGRAMA DE FLUJO DEL PROCESO
El diagrama de flujo del proceso es una representación esquemática de la
secuencia del flujo del proceso y esta puede ser usada como una fuente de
análisis de la variación de la maquinaria, materiales, métodos y mano de obra.
Desde el principio y el fin del proceso de manufactura, la revisión y evaluación
de los diagramas de flujo debe ser considerado por el equipo.
Ver apéndice A-6
77 Presentation TÜV Rheinland
3.4 LAYOUT DEL PISO DE LA PLANTA
El layout del piso de la planta, puede ser revisado y
desarrollado para determinar la aceptación de los puntos de
inspección, localización de gráficas de control, aplicación de
ayudas visuales, estaciones de reparación intermedias y áreas
de almacenamiento de productos defectuosos. el layout del
piso debe desarrollarse de tal manera que optimice el
recorrido de los material, el manejo y el uso del valor agregado
del espacio y debe facilitar el flujo de sincronizado de los
materiales en el proceso
Ver apendice A-5
78 Presentation TÜV Rheinland
3.5 MATRIZ DE CARACTERÍSTICAS
Una matriz de características, es recomendada para analizar
las técnicas que muestren la relación entre parámetros de
proceso y estaciones de manufactura.
Ver apendice B
79 Presentation TÜV Rheinland
3.6 ANÁLISIS DEL MODO Y EFECTO DE LA FALLA
(AMEF P)
Los AMEF P, pueden ser considerados durante la planeación
de la calidad del producto y antes de iniciar la producción,
esta es una disciplina que revisa y analiza los procesos y es
conducida con anticipación para monitorear y resolver
problemas potenciales del producto y proceso.
Ver apéndice C
80 Presentation TÜV Rheinland
3.7 PLAN DE CONTROL DE PRE-LANZAMIENTO
El plan de control de pre-lanzamiento es una descripción de las medidas
dimensionales, materiales, pruebas funcionales y es desarrollado posterior al
prototipo y después de la producción. El plan de control de pre-lanzamiento,
incluye controles de producto y de proceso que están implantados y validados
en el plan de producción. El propósito de este plan de control de pre-
lanzamiento, es obtener todas las no conformidades potenciales durante la
corrida inicial de producción, como por ejemplo:
• Más frecuencias de inspección
• Más puntos de chequeo finales y en el proceso
• Evaluación estadística robusta
• Incrementos de auditorias realizadas
• Identificación de los dispositivos a prueba de error
Ver capitulo 6 y apendice A-8
81 Presentation TÜV Rheinland
3.8 INSTRUCCIONES DE PROCESO
El equipo de la planeación de la calidad del producto de la Organización
debe proveer las instrucciones de proceso con el suficiente detalle para ser
operadas por el personal que tienen la responsabilidad directa en la
operación del proceso, estas instrucciones pueden ser desarrolladas con las
siguientes fuentes:
• AMEF`s
• Planes de control
• Dibujos de Ingeniería, especificaciones de rendimiento, especificaciones
de materiales, ayudas visuales y normas internacionales
• Diagrama de flujo del proceso
• Layout del piso de la planta
• Matriz de características
• Normas y especificaciones de empaque
• Experiencia de la organización del proceso y producto
• Parámetros de Proceso
• Requerimientos de manejo
82 Presentation TÜV Rheinland
3.9 PLAN DE ANÁLISIS DEL SISTEMA DE MEDICIÓN
El equipo de planeación de la calidad del producto, puede
asegurar el cumplimiento con los requerimientos del plan de
análisis del sistema de medición, incluyendo ayudas de
verificación definiendo en el plan los responsables, el
laboratorio tiene un alcance apropiado a los requerimientos de
mediciones y pruebas. los estudios de respetabilidad y
reproducibilidad necesarios de las mediciones incluidas en el
plan de control. Ver apéndice C
83 Presentation TÜV Rheinland
3.10 PLAN DE ESTUDIOS DE CAPACIDAD DEL
PROCESO PRELIMINAR
El equipo de planeaciòn de la calidad del producto puede
asegurar el desempeño de la calidad del proceso, con un
estudio preliminar. La identificación de las características en el
plan de control, serán básicas para la realización de el estudio
de capacidad, del estudio preliminar.
Ver apéndice C
84 Presentation TÜV Rheinland
3.11 APOYO DE LA GERENCIA
El equipo de la planeación de la calidad del producto, requiere
programar de manera oficial las revisiones y la comunicación
con la alta dirección, al concluir la etapa de diseño y desarrollo
del proceso, el propósito de esta revisión es informar a la alta
dirección el estado del programa y obtener el compromiso en
la resolución de algún problema, si existiera. La revisión es
importante para mantener a la alta dirección informada así
como solicitar ayuda en la resolución de algún, incluyendo un
programa planeado con tiempos para los recursos que
soportan la capacidad requerida
85 Presentation TÜV Rheinland
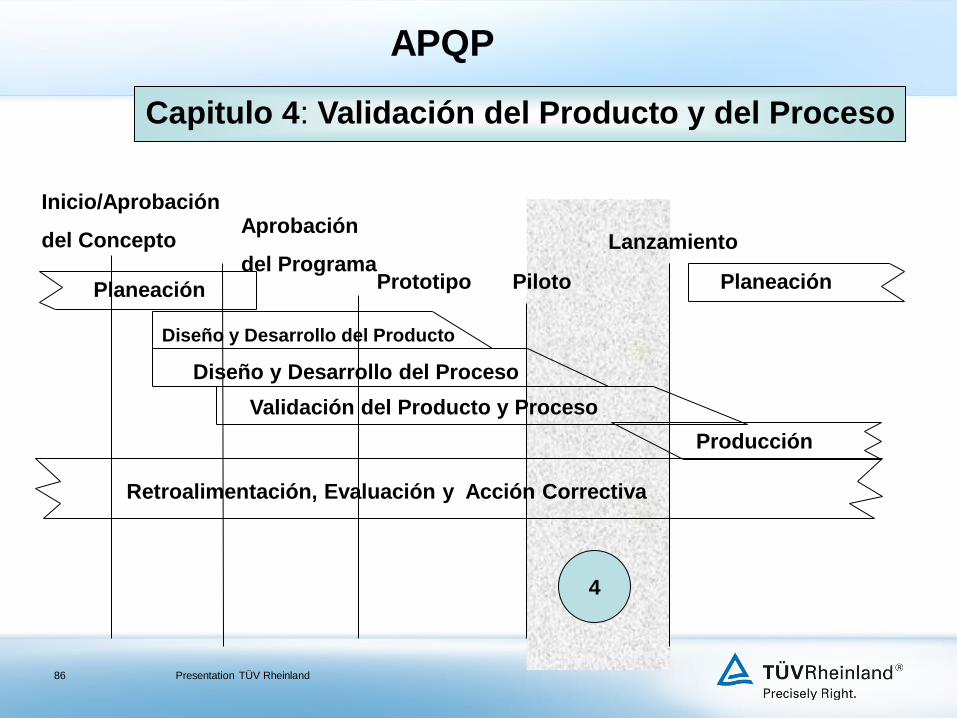
APQP
Capitulo 4: Validación del Producto y del Proceso
Inicio/Aprobación
del Concepto Aprobación
del Programa Prototipo Piloto
Lanzamiento
Planeación
Diseño y Desarrollo del Producto
Diseño y Desarrollo del Proceso
Validación del Producto y Proceso
Planeación
Producción
Retroalimentación, Evaluación y Acción Correctiva
4
86 Presentation TÜV Rheinland
INTRODUCCIÓN
4.0 VALIDACIÒN DEL PRODUCTO Y PROCESO
En esta etapa la validación de la manufactura del proceso termina al evaluar
la corrida significativa de producción. Durante la corrida inicial de
producción, el equipo de planeación puede validar el plan de control, el
diagrama de flujo del proceso y estar iniciando el seguimiento y esperara,
el cumplimiento de los requerimientos del cliente.
Adicionalmente se pueden estar identificando los problemas para su
investigación y resolución, previo a las corridas normales de producción.
87 Presentation TÜV Rheinland
Datos de Entrada del capitulo 4
• Normas y especificaciones de empaque
• Revisión del sistema de calidad de producto/proceso
• Diagrama de flujo del proceso
• Layout de la planta
• Matriz de características
• Análisis del modo y efecto de falla del proceso (PFMEA)
Capitulo 4:Validación del Producto y del Proceso
88 Presentation TÜV Rheinland
Datos de Entrada del capitulo 4
• Plan de control del pre-lanzamiento
• Instrucciones de proceso
• Plan de análisis del sistema de medición
• Plan preliminar del estudio de la habilidad del proceso
• Especificaciones de empaque
• Apoyo de la Gerencia
89 Presentation TÜV Rheinland
Capitulo 4: Resultados de la Validación del Producto y
del Proceso
• Corrida significativa de producción
• Análisis del sistema de medición
• Estudio preliminar de la habilidad del proceso
• Aprobación de la parte de producción
• Prueba de validación de producción
• Evaluación del empaque
• Plan de control de producción
• Autorización del Plan de Calidad y apoyo de la Gerencia
90 Presentation TÜV Rheinland
4.1 CORRIDA SIGNIFICATIVA DE PRODUCCIÒN
La corrida significativa de producción, debe estar conducida usando las herramientas de
producción, equipos, medio ambiente (incluyendo operadores de producción) facilidades y
tiempos de ciclos reales de producción.
La validación y la efectividad del proceso de manufactura empieza con la corrida
significativa de producción.
La cantidad mínima de la corrida significativa de producción, es usualmente fijada por el
cliente, pero puede exceder, el equipo de planeación de la calidad del producto de la
organización, debe usar como elementos de entrada los que a continuación se mencionan
para la corrida significativa de producción:
• Estudio de la capacidad del proceso preliminar
• Análisis del sistema de medición
• Factibilidad final
• Revisión del proceso
• Prueba de validación de la producción
• Aprobación de las partes de producción
• Evaluación del empaque
Finalización de planeación de la calidad (sing-off)
91 Presentation TÜV Rheinland
4.2 ANÁLISIS DEL SISTEMA DE MEDICIÓN
El sistema de medición y los métodos de aplicación, deberían
ser usados para verificar las características identificadas en el
plan de control, las especificaciones de ingeniería, están
sujetas ha ser evaluadas durante la corrida significativa de
producción (refiérase al manual de sistemas de medición).
ver apéndice C
92 Presentation TÜV Rheinland
4.3 ESTUDIOS DE CAPACIDAD DE PROCESO
PRELIMINAR
Los estudios de capacidad de proceso preliminar, se realizan
sobre el rendimiento de las características identificadas en el
plan de control.
Los estudios proveen y aseguran una evaluación del
comportamiento del proceso de producción (refiérase al
manual PPAP y SPC).
Ver apéndice C
93 Presentation TÜV Rheinland
4.4 APROBACIÓN DE PARTES DE PRODUCCIÓN
La aprobación de partes de producción, es la validación del
producto hecho por las herramientas de producción y el
proceso esperado para cumplir los requerimientos de
ingeniería (ver manual PPAP). el propósito es proporcionar la
evidencia que todo el expediente del diseño de ingeniería de
cliente y los requisitos de la especificación son entendidos
correctamente por la organización y que el proceso de
fabricación tiene el potencial para producir el producto que
cumple consistentemente estos requisitos durante un
funcionamiento de producción real a la tarifa cotizada de
producción ver apendice C
94 Presentation TÜV Rheinland
4.5 PRUEBA DE LA VALIDACIÓN DE LA
PRODUCCIÓN
Las pruebas de la validación de la producción, referente a la
pruebas de ingeniería, validan la realización del producto a
partir de las herramientas de producción y del proceso, para
lograr los estándares de ingeniería (refiérase a los
requerimientos del sistema de calidad específicos para cada
cliente).
95 Presentation TÜV Rheinland
4.6 EVALUACIÓN DEL EMPAQUE
Todas las pruebas del embarque (cuando sea factible) y los
métodos de prueba, deben evaluar la protección del producto de
la transportación normal, para evitar daños en el producto por
condiciones adversas del medio ambiente. Las especificaciones
de empaque del cliente, no excluyen al equipo de la planeación
de la calidad del producto para involucrarse en la evaluación de
los métodos de empaque.
96 Presentation TÜV Rheinland
4.7 PLAN DE CONTROL DE PRODUCCIÓN
El plan de control de producción, es un sistema escrito que
describe el control de las partes y procesos.
El plan de control de producción es un documento viviente y
puede reflejar adiciones o eliminaciones de controles en base a
la experiencia ganada de las partes de producción anteriores.
El plan de control de producción es una lógica extensión del
plan de control de pre-lanzamiento.
La producción en serie provee la oportunidad de evaluar la
efectividad del plan de control y los cambios apropiados
realizados (ver capitulo 6 y apendice A-8 ).
97 Presentation TÜV Rheinland
4.8 CONCLUSIÓN DE LA PLANEACIÓN DE LA
CALIDAD Y SOPORTE ADMINISTRATIVO.
El equipo de planeación de la calidad del producto, asegura que todos
los planes de control y los diagramas de flujo de proceso están siendo
seguidos. Y estos están propuestos por el equipo de la planeación
avanzada de la calidad, para ser revisado su rendimiento en el área de
manufactura y coordinar su conclusión.
La revisión y seguimiento previo al primer embarque de producción, es
requerido considerando los siguientes aspectos:
• Planes de control: los planes de control pueden existir y estar
aprobados para todas las operaciones afectadas.
98 Presentation TÜV Rheinland
4.8 CONCLUSIÓN DE LA PLANEACIÓN DE LA CALIDAD Y SOPORTE
ADMINISTRATIVO (continuación)
• Las instrucciones de proceso, deben estar verificadas y documentadas y
contener todas las características especiales especificadas en el plan de
control y todas las recomendaciones del AMEF deben estar incluidas.
Comparar las instrucciones de proceso y el diagrama de flujo del proceso
con el plan de control.
• Los equipos de prueba y gages. En el plan de control están indicados los
gages especiales, mixtures o equipos de prueba. Debe verificarse la
repetitividad y reproducibilidad de los gages y su correcto uso (refiérase al
manual MSA).
El soporte administrativo, es una prioridad necesaria para la conclusión de la
planeación de la calidad. El equipo debe ser capaz de mostrar que todos los
requerimientos de la planeación están documentados y programada la
revisión por la administración. El propósito de esta revisión, es informar a la
alta dirección del estado del programa y comunicarlo a los asistentes, así
como lograr su compromiso para ayudar en cualquier punto abierto. (si
existiera). Ver apéndice E es un ejemplo de la documentación requerida
99 Presentation TÜV Rheinland
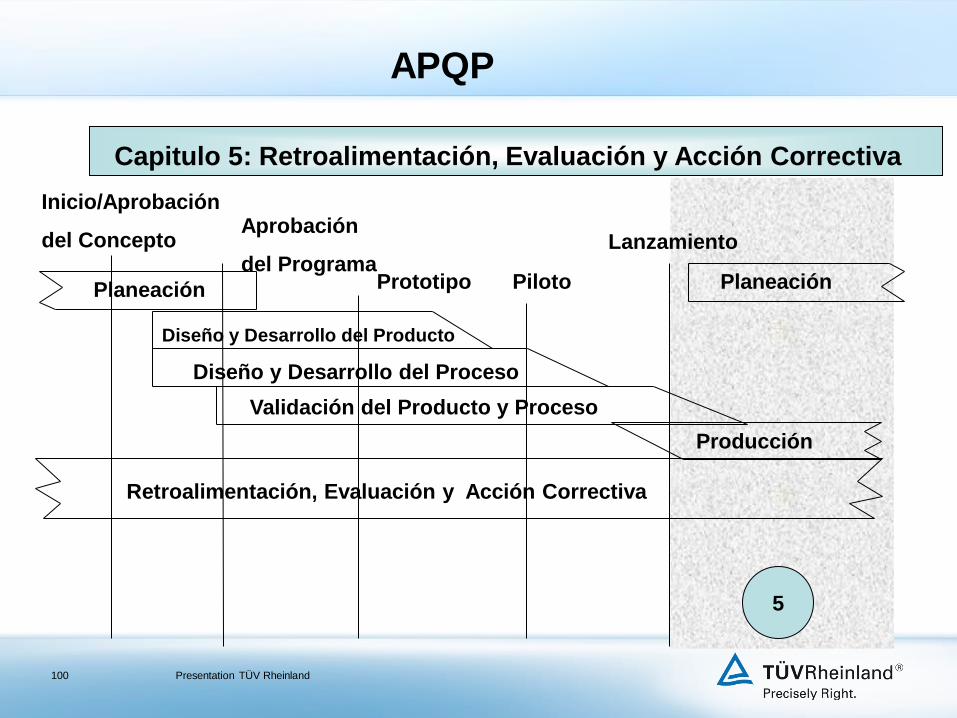
APQP
Capitulo 5: Retroalimentación, Evaluación y Acción Correctiva
Inicio/Aprobación
del Concepto Aprobación
del Programa Prototipo Piloto
Lanzamiento
Planeación
Diseño y Desarrollo del Producto
Diseño y Desarrollo del Proceso
Validación del Producto y Proceso
Planeación
Producción
Retroalimentación, Evaluación y Acción Correctiva
5
100 Presentation TÜV Rheinland
INTRODUCCIÓN
CAPITULO 5.0 RETROALIMENTACIÓN, EVALUACIÓN
Y ACCIÓN CORRECTIVA
La Planificación de la calidad, no termina con la validación e instalación del
proceso. Esto solo es una etapa de la manufactura, deben poder ser evaluadas
todas las causas y variaciones presentes; esto es, evaluar la efectividad de la
planeación de la calidad del producto. El plan de control de producción, es la
base para evaluar el producto en esta etapa, datos por variables y atributos,
deben ser evaluados. La Organización esta obligado a cumplir todos los
requerimientos del cliente y todas las características. Las entradas y salidas
aplicables en esta etapa del proceso deben ser seguidas .ver apéndice C
manual SPC
101 Presentation TÜV Rheinland
Datos de Entrada del Capitulo 5
• Corrida significativa de producción
• Análisis del sistema de medición
• Estudio preliminar de la habilidad del proceso
• Aprobación de la parte de producción
• Prueba de validación de producción
• Evaluación del empaque
• Plan de control de producción
• Autorización del plan de calidad y apoyo de la Gerencia
Capitulo 5: Retroalimentación, Evaluación y Acción Correctiva
102 Presentation TÜV Rheinland
Capitulo 5: Resultados de la Retroalimentación,
Evaluación y Acción Correctiva
• Reducción de la variación
• Mejora de la Satisfacción del cliente
• Mejora en las Entrega y el Servicio
•Efectivo uso de las lecciones aprendidas y mejores
practicas
103 Presentation TÜV Rheinland
5.1 REDUCCIÓN DE LA VARIACIÓN
El control de las características y otras técnicas estadísticas, pueden ser
usados como una herramienta para identificar la variación de los procesos. El
análisis y las acciones correctivas pueden ser usadas para reducir la
variación, la mejora continua requiere una atención, no solo en las causas
especiales de variación o causas comunes, sino también buscando caminos
para reducir las fuentes de variación. Las propuestas deben estar
desarrolladas incluyendo costos, oportunidades y mejoras en la revisión con
los clientes. Frecuentemente la eliminación o reducción de las causas
comunes dan como resultado la reducción de costos. Los proveedores no
deben mostrar poco interés para preparar propuestas basadas en análisis de
valor para reducir las variaciones. Es prerrogativa del cliente el nivel de
decisión para implementar, negociar y dar seguimiento al progreso del
próximo diseño del producto (ver manual SPC). Ver apéndice C
104 Presentation TÜV Rheinland
5.2 MEJORA EN LA SATISFACCIÓN DE CLIENTE
Las actividades detalladas de planeación y la capacidad del proceso
demostrada de un producto, no siempre garantizan la satisfacción del cliente.
El rendimiento del producto debe percibirse con el cliente.
La participación del proveedor es requerida hasta que el producto sea usado.
Esto es, que en esta etapa de uso pueda adquirirse experiencia por ambas
partes, proveedor y cliente. El cliente y el proveedor deben ser socios dentro
de la realización de los cambios necesarios para corregir las deficiencias y
lograr la satisfacción del cliente.
105 Presentation TÜV Rheinland
5.3 MEJORA EN LA ENTREGA Y EL SERVICIO
La entrega y el servicio de la planeación de la calidad continua en esta
etapa.
El cliente y la organización, se asocian para resolver problemas y mejorar
continuamente. Los reemplazos de partes de los clientes y las operaciones de
servicio siempre tienen la misma consideración en la calidad, costo y entrega.
Las fallas y la corrección de problemas por primera vez siempre dañan la
imagen del proveedor y la sociedad con el cliente. Es importante que ambos,
cliente y proveedor escuchen la voz del cliente.
La experiencia ganada en esta etapa provee al cliente y al proveedor, el
conocimiento necesario para recomendar reducciones de precios, logradas
por medio de reducción en los procesos, inventarios y costos de calidad para
proveer el siguiente producto.
106 Presentation TÜV Rheinland
5.4 EFECTIVO USO DE LAS LECCIONES
APRENDIDAS Y LAS MEJORES PRACTICAS
Las lecciones aprendidas y una relación de las mejores
prácticas son de benéfico su documentación, conservación y
aplicar el conocimiento adquirido. Un base a las lecciones
aprendidas y a las mejores prácticas se pueden obtener por
una variedad de métodos incluyendo:
• Datos de garantía y otras medidas del funcionamiento
• Planes de acción correctivas
• Evaluar atravez de los productos y los procesos similares
• Estudios de DFMEA y de PFMEA
107 Presentation TÜV Rheinland
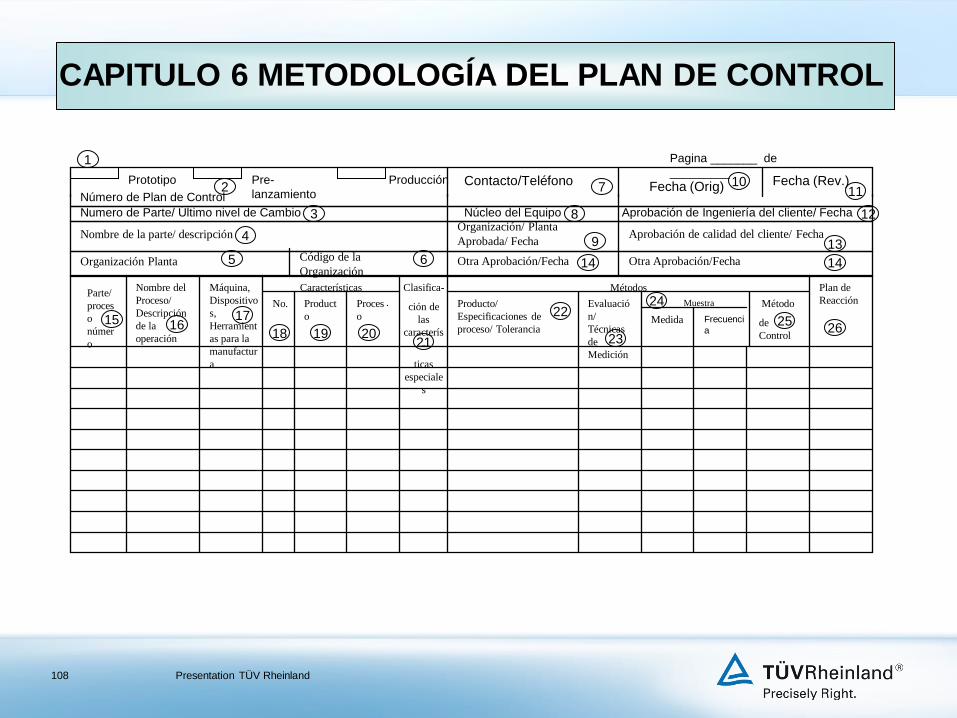
CAPITULO 6 METODOLOGÍA DEL PLAN DE CONTROL
Número de Plan de Control
Prototipo Pre-
lanzamiento
Producción
Pagina _______ de
_________ 1
Contacto/Teléfono Fecha (Orig) Fecha (Rev.)
Numero de Parte/ Último nivel de Cambio Núcleo del Equipo Aprobación de Ingeniería del cliente/ Fecha
Aprobación de calidad del cliente/ Fecha Organización/ Planta
Aprobada/ Fecha Nombre de la parte/ descripción
Otra Aprobación/Fecha Otra Aprobación/Fecha Código de la
Organización Organización Planta
2
3
4
5 6
7
8
9
10 11
12
13
14
Frecuenci
a Medida
Método
de
Control
Muestra Evaluació
n/
Técnicas
de
Medición
Producto/
Especificaciones de
proceso/ Tolerancia
Proces
o
Product
o
No.
Plan de
Reacción
Métodos Clasifica-
ción de
las
caracterís
-
ticas
especiale
s
Características Máquina,
Dispositivo
s,
Herramient
as para la
manufactur
a
Nombre del
Proceso/
Descripción
de la
operación
Parte/
proces
o
númer
o
16 15 17
18 19 20 21
22
23
24
25 26
14
108 Presentation TÜV Rheinland
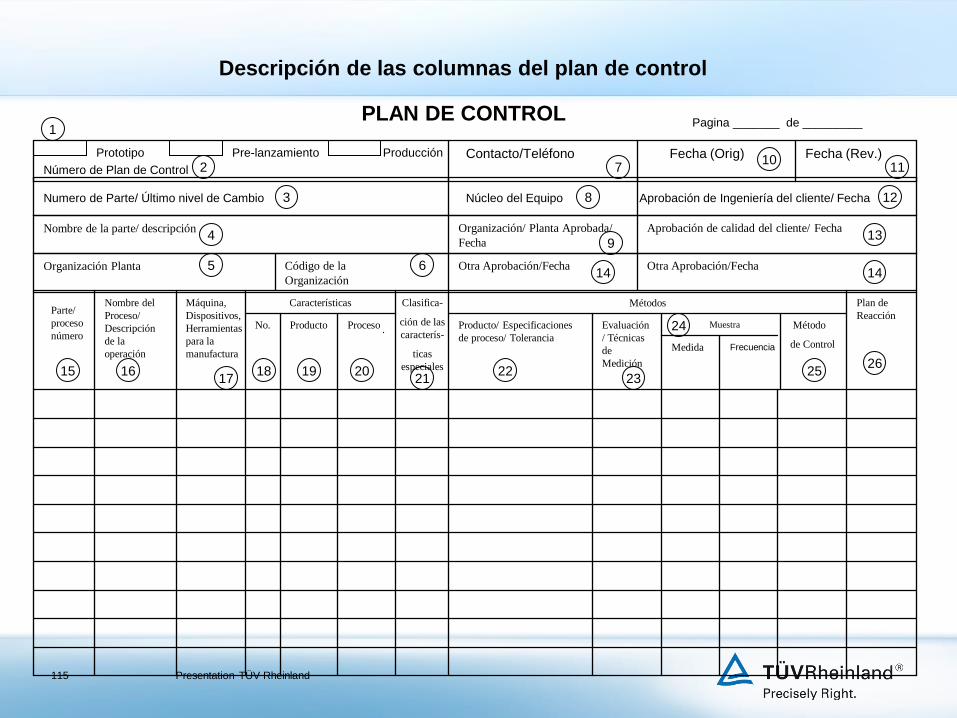
INTRODUCCIÓN
El propósito de esta metodología es ayudar a la manufactura de
productos de calidad que correspondan a los requisitos del cliente.
Esto se logra proporcionando un enfoque estructurado para el diseño,
la selección y la implementación de métodos con valor agregado
para el sistema total. Los planes de control proporcionan una
descripción sintetizada por escrito, de los sistemas usados para
minimizar las variaciones de procesos y productos
METODOLOGÍA DEL PLAN DE CONTROL
109 Presentation TÜV Rheinland
INTRODUCCIÓN (continuación)
El formato de plan de control descrito en esta sección es para poner
un ejemplo de cómo se puede documentar esta información.
Un formato alternativo se puede usar mientras contenga la misma
información como mínimo.
El plan de control no reemplaza la información contenida en las
instrucciones detalladas del operador.
Esta metodología es aplicable a una gran variedad de procesos de
manufactura y tecnologías.
El plan de control es una parte integral de un proceso de calidad total
y debe ser usado como un documento vivo, junto con otros
documentos relacionados.
METODOLOGÍA DEL PLAN DE CONTROL
110 Presentation TÜV Rheinland
INTRODUCCIÓN (continuación)
El plan de control describe las acciones que se necesitan en cada fase del proceso,
incluyendo la recepción, el proceso, la salida y los requisitos periódicos para asegurar
que todos los resultados están bajo control.
Durante las corridas regulares de producción el plan de control provee el monitoreo de
los procesos y los métodos de control que serán usados para controlar las
características.
Ya que se espera que los procesos estén continuamente puestos al día y mejorados,
el plan de control refleja una estrategia que responde a estas condiciones cambiantes
en los procesos.
METODOLOGÍA DEL PLAN DE CONTROL
111 Presentation TÜV Rheinland
METODOLOGÍA DEL PLAN DE CONTROL
INTRODUCCIÓN (continuación)
El plan de control se debe mantener y usar a través del ciclo de vida del producto.
Al principio de este ciclo su propósito principal es documentar y comunicar el plan
inicial para el control del proceso.
Posteriormente guía a la manufactura en como controlar el proceso para asegurar la
calidad del producto.
Por último, el plan de control permanece vivo, reflejando los métodos de control y de
medidas actuales que estén usando.
El plan de control es puesto al día cada vez que los sistemas y métodos son
evaluados y mejorados.
112 Presentation TÜV Rheinland
DESARROLLO
Un equipo multidisciplinario debe ser nombrado para hacer el plan de control utilizando
toda la información disponible para lograr un mejor entendimiento del proceso.
La información a utilizar es entre otra:
¨ - Diagrama de flujo de proceso
¨ - AMEF del sistema / diseño / proceso
- Ccaracterísticas especiales
¨ - Lecciones aprendidas de partes-piezas -similares
¨ - Cconocimiento del proceso por parte del equipo
- Rrevisiones de diseño
¨ - Métodos de optimización (ej.QFD, DOE)
METODOLOGÍA DEL PLAN DE CONTROL
113 Presentation TÜV Rheinland
METODOLOGÍA DEL PLAN DE CONTROL
Los beneficios al desarrollar e implementar el plan de control
incluyen:
Calidad: La metodología del plan de control reduce el desperdicio
y aumentan la Calidad durante el diseño, la manufactura y el
ensamble. Esta disciplina estructurada provee una evaluación
completa del producto y del proceso
Satisfacción del Cliente: El plan de control centra los recursos en
procesos o productos relacionados con las características que son
importantes al cliente.
Ccomunicación: Ya que es un documento vivo, el plan de control
identifica y comunica los cambios en las características de
proceso/ producto, métodos de control y características de
medición.
114 Presentation TÜV Rheinland
PLAN DE CONTROL
Número de Plan de Control
Prototipo Pre-lanzamiento Producción
Pagina _______ de _________ 1
Contacto/Teléfono Fecha (Orig) Fecha (Rev.)
Numero de Parte/ Último nivel de Cambio Núcleo del Equipo Aprobación de Ingeniería del cliente/ Fecha
Aprobación de calidad del cliente/ Fecha Organización/ Planta Aprobada/
Fecha
Nombre de la parte/ descripción
Otra Aprobación/Fecha Otra Aprobación/Fecha Código de la
Organización
Organización Planta
2
3
4
5 6
7
8
9
10 11
12
13
14
Frecuencia Medida
Método
de Control
Muestra Evaluación
/ Técnicas
de
Medición
Producto/ Especificaciones
de proceso/ Tolerancia
Proceso Producto No.
Plan de
Reacción
Métodos Clasifica-
ción de las
caracterís-
ticas
especiales
Características Máquina,
Dispositivos,
Herramientas
para la
manufactura
Nombre del
Proceso/
Descripción
de la
operación
Parte/
proceso
número
16 15 17
18 19 20 21
22 23
24
25 26
14
Descripción de las columnas del plan de control
115 Presentation TÜV Rheinland
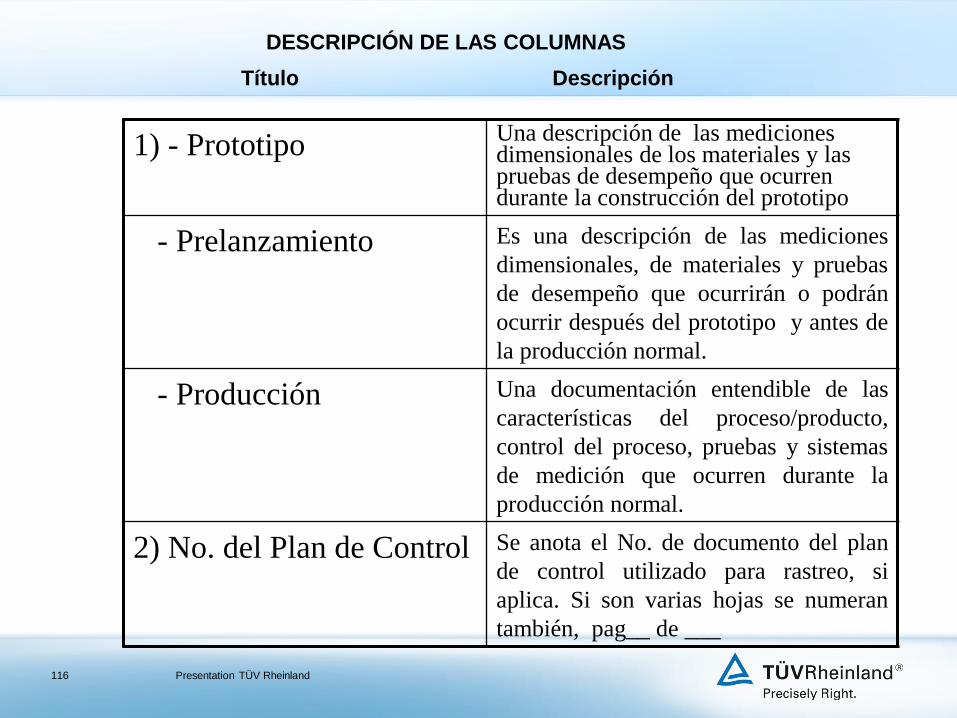
DESCRIPCIÓN DE LAS COLUMNAS
1) - Prototipo Una descripción de las mediciones dimensionales de los materiales y las pruebas de desempeño que ocurren durante la construcción del prototipo
- Prelanzamiento Es una descripción de las mediciones
dimensionales, de materiales y pruebas
de desempeño que ocurrirán o podrán
ocurrir después del prototipo y antes de
la producción normal.
- Producción Una documentación entendible de las
características del proceso/producto,
control del proceso, pruebas y sistemas
de medición que ocurren durante la
producción normal.
2) No. del Plan de Control Se anota el No. de documento del plan
de control utilizado para rastreo, si
aplica. Si son varias hojas se numeran
también, pag__ de ___
Título Descripción
116 Presentation TÜV Rheinland
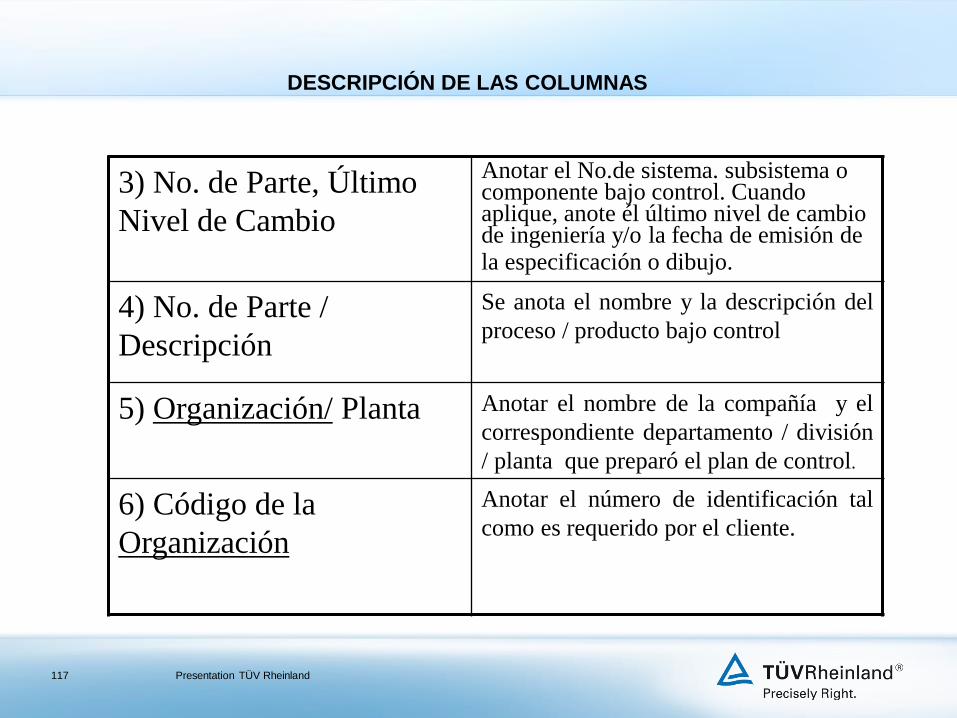
3) No. de Parte, Último
Nivel de Cambio
Anotar el No.de sistema. subsistema o componente bajo control. Cuando aplique, anote él último nivel de cambio de ingeniería y/o la fecha de emisión de la especificación o dibujo.
4) No. de Parte /
Descripción
Se anota el nombre y la descripción del
proceso / producto bajo control
5) Organización/ Planta Anotar el nombre de la compañía y el
correspondiente departamento / división
/ planta que preparó el plan de control.
6) Código de la
Organización
Anotar el número de identificación tal
como es requerido por el cliente.
DESCRIPCIÓN DE LAS COLUMNAS
117 Presentation TÜV Rheinland
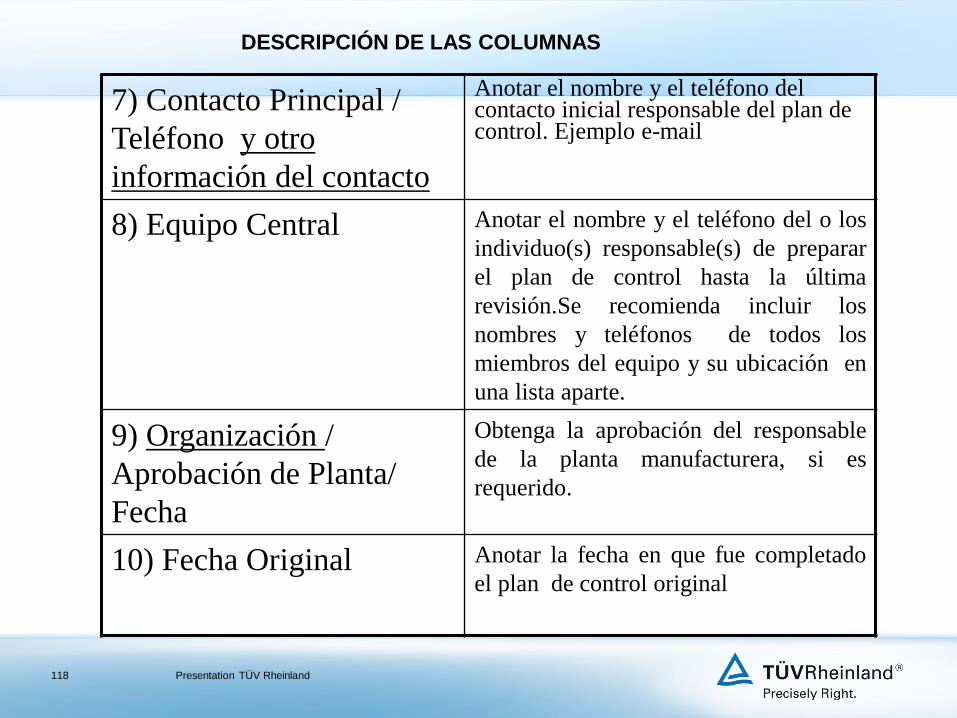
DESCRIPCIÓN DE LAS COLUMNAS
7) Contacto Principal /
Teléfono y otro
información del contacto
Anotar el nombre y el teléfono del contacto inicial responsable del plan de control. Ejemplo e-mail
8) Equipo Central Anotar el nombre y el teléfono del o los
individuo(s) responsable(s) de preparar
el plan de control hasta la última
revisión.Se recomienda incluir los
nombres y teléfonos de todos los
miembros del equipo y su ubicación en
una lista aparte.
9) Organización /
Aprobación de Planta/
Fecha
Obtenga la aprobación del responsable
de la planta manufacturera, si es
requerido.
10) Fecha Original Anotar la fecha en que fue completado
el plan de control original
118 Presentation TÜV Rheinland
DESCRIPCIÓN DE LAS COLUMNAS
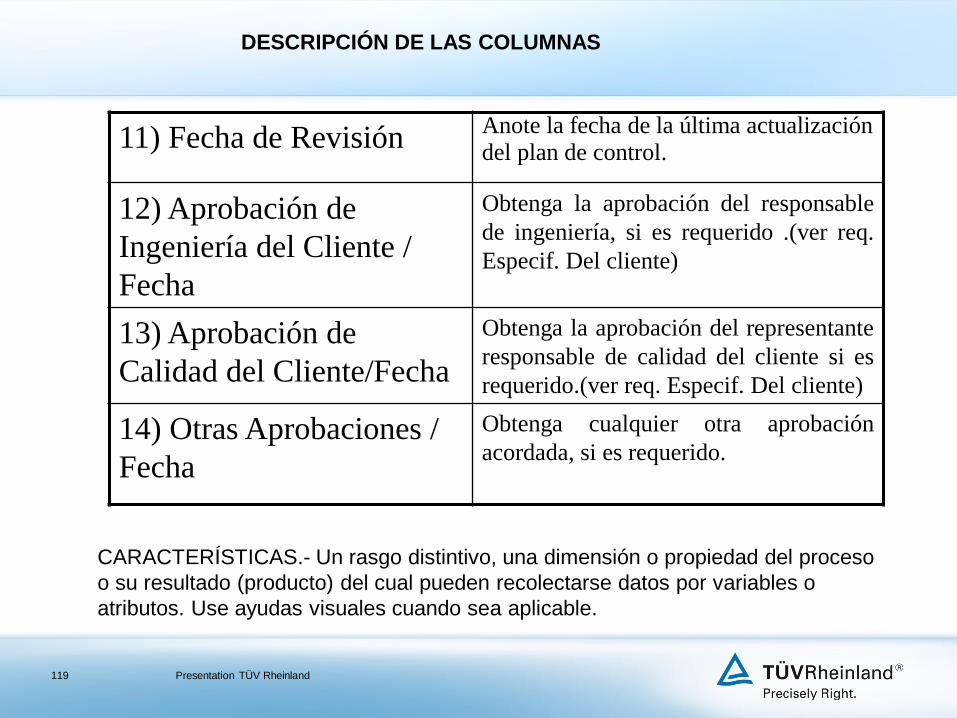
11) Fecha de Revisión Anote la fecha de la última actualización del plan de control.
12) Aprobación de
Ingeniería del Cliente /
Fecha
Obtenga la aprobación del responsable
de ingeniería, si es requerido .(ver req.
Especif. Del cliente)
13) Aprobación de
Calidad del Cliente/Fecha
Obtenga la aprobación del representante
responsable de calidad del cliente si es
requerido.(ver req. Especif. Del cliente)
14) Otras Aprobaciones /
Fecha
Obtenga cualquier otra aprobación
acordada, si es requerido.
CARACTERÍSTICAS.- Un rasgo distintivo, una dimensión o propiedad del proceso
o su resultado (producto) del cual pueden recolectarse datos por variables o
atributos. Use ayudas visuales cuando sea aplicable.
119 Presentation TÜV Rheinland
DESCRIPCIÓN DE LAS COLUMNAS
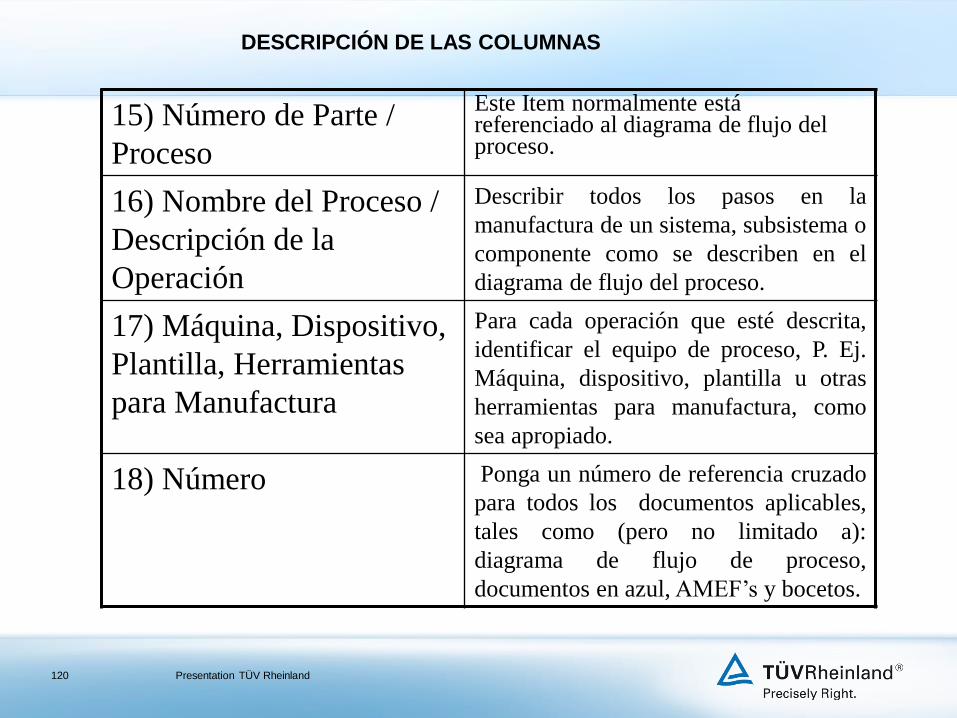
15) Número de Parte /
Proceso
Este Item normalmente está referenciado al diagrama de flujo del proceso.
16) Nombre del Proceso /
Descripción de la
Operación
Describir todos los pasos en la
manufactura de un sistema, subsistema o
componente como se describen en el
diagrama de flujo del proceso.
17) Máquina, Dispositivo,
Plantilla, Herramientas
para Manufactura
Para cada operación que esté descrita,
identificar el equipo de proceso, P. Ej.
Máquina, dispositivo, plantilla u otras
herramientas para manufactura, como
sea apropiado.
18) Número Ponga un número de referencia cruzado
para todos los documentos aplicables,
tales como (pero no limitado a):
diagrama de flujo de proceso,
documentos en azul, AMEF’s y bocetos.
120 Presentation TÜV Rheinland
DESCRIPCIÓN DE LAS COLUMNAS
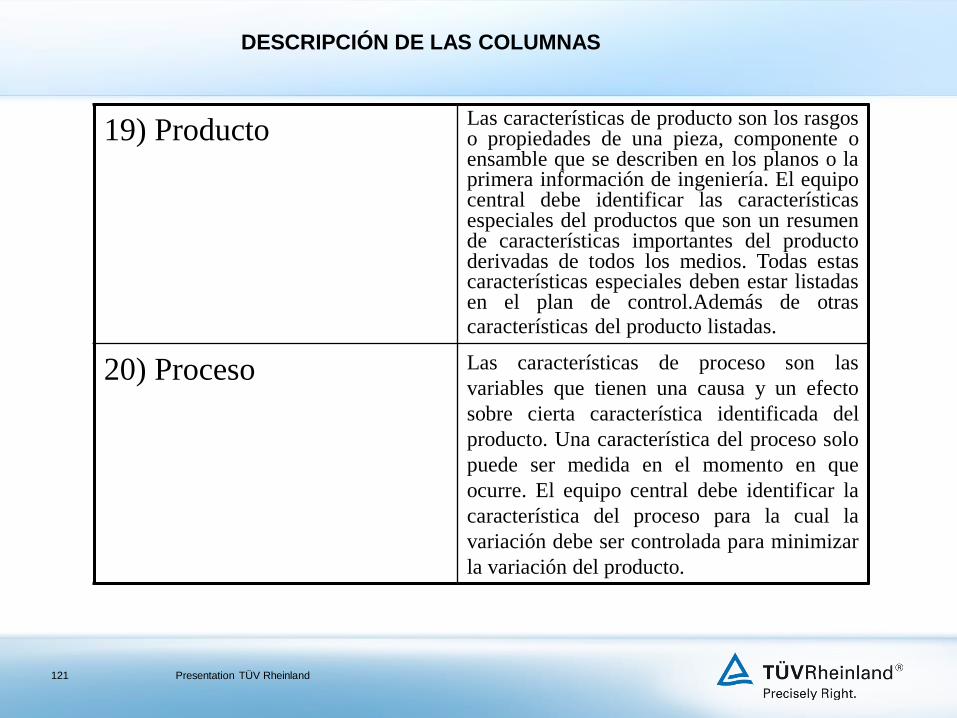
19) Producto Las características de producto son los rasgos o propiedades de una pieza, componente o ensamble que se describen en los planos o la primera información de ingeniería. El equipo central debe identificar las características especiales del productos que son un resumen de características importantes del producto derivadas de todos los medios. Todas estas características especiales deben estar listadas en el plan de control.Además de otras
características del producto listadas.
20) Proceso Las características de proceso son las
variables que tienen una causa y un efecto
sobre cierta característica identificada del
producto. Una característica del proceso solo
puede ser medida en el momento en que
ocurre. El equipo central debe identificar la
característica del proceso para la cual la
variación debe ser controlada para minimizar
la variación del producto.
121 Presentation TÜV Rheinland
DESCRIPCIÓN DE LAS COLUMNAS
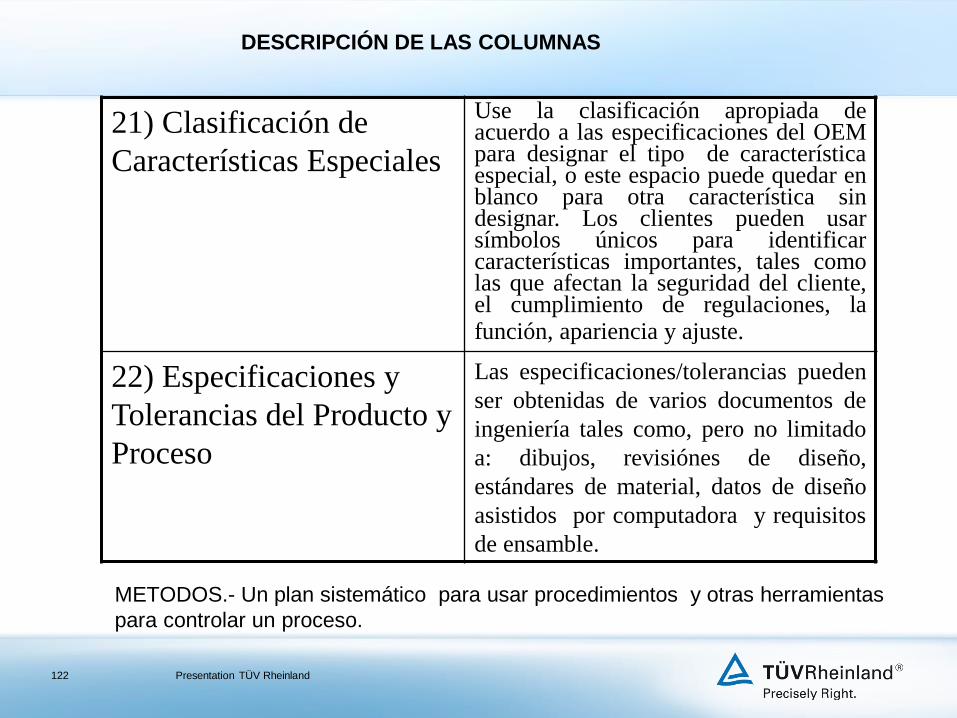
21) Clasificación de
Características Especiales
Use la clasificación apropiada de acuerdo a las especificaciones del OEM para designar el tipo de característica especial, o este espacio puede quedar en blanco para otra característica sin designar. Los clientes pueden usar símbolos únicos para identificar características importantes, tales como las que afectan la seguridad del cliente, el cumplimiento de regulaciones, la función, apariencia y ajuste.
22) Especificaciones y
Tolerancias del Producto y
Proceso
Las especificaciones/tolerancias pueden
ser obtenidas de varios documentos de
ingeniería tales como, pero no limitado
a: dibujos, revisiónes de diseño,
estándares de material, datos de diseño
asistidos por computadora y requisitos
de ensamble.
METODOS.- Un plan sistemático para usar procedimientos y otras herramientas
para controlar un proceso.
122 Presentation TÜV Rheinland
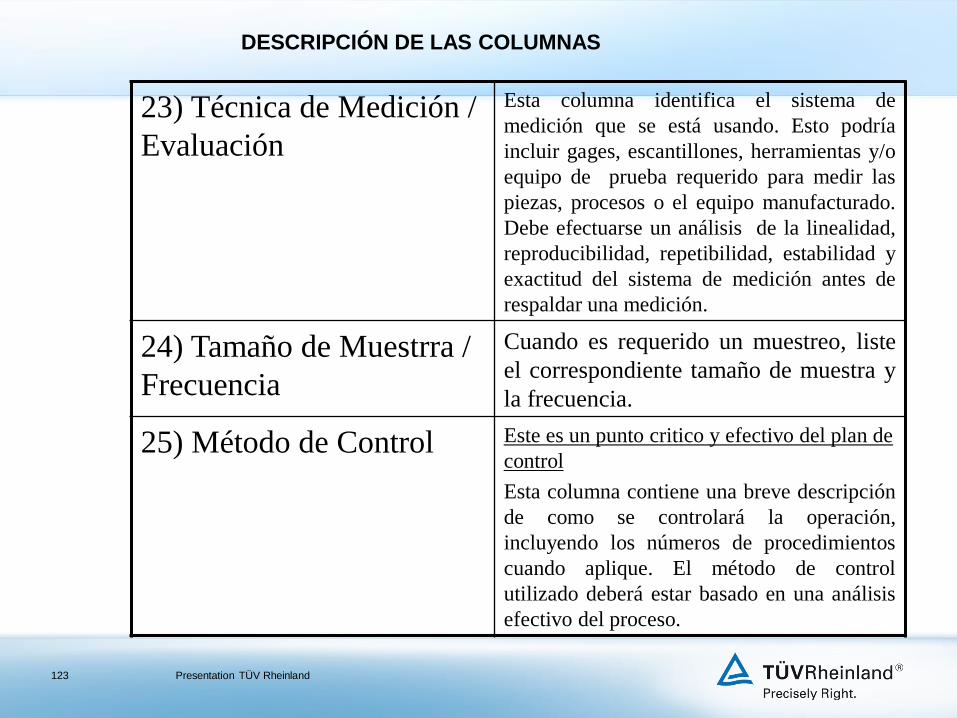
DESCRIPCIÓN DE LAS COLUMNAS
23) Técnica de Medición /
Evaluación
Esta columna identifica el sistema de
medición que se está usando. Esto podría
incluir gages, escantillones, herramientas y/o
equipo de prueba requerido para medir las
piezas, procesos o el equipo manufacturado.
Debe efectuarse un análisis de la linealidad,
reproducibilidad, repetibilidad, estabilidad y
exactitud del sistema de medición antes de
respaldar una medición.
24) Tamaño de Muestrra /
Frecuencia
Cuando es requerido un muestreo, liste
el correspondiente tamaño de muestra y
la frecuencia.
25) Método de Control Este es un punto critico y efectivo del plan de
control
Esta columna contiene una breve descripción
de como se controlará la operación,
incluyendo los números de procedimientos
cuando aplique. El método de control
utilizado deberá estar basado en una análisis
efectivo del proceso.
123 Presentation TÜV Rheinland
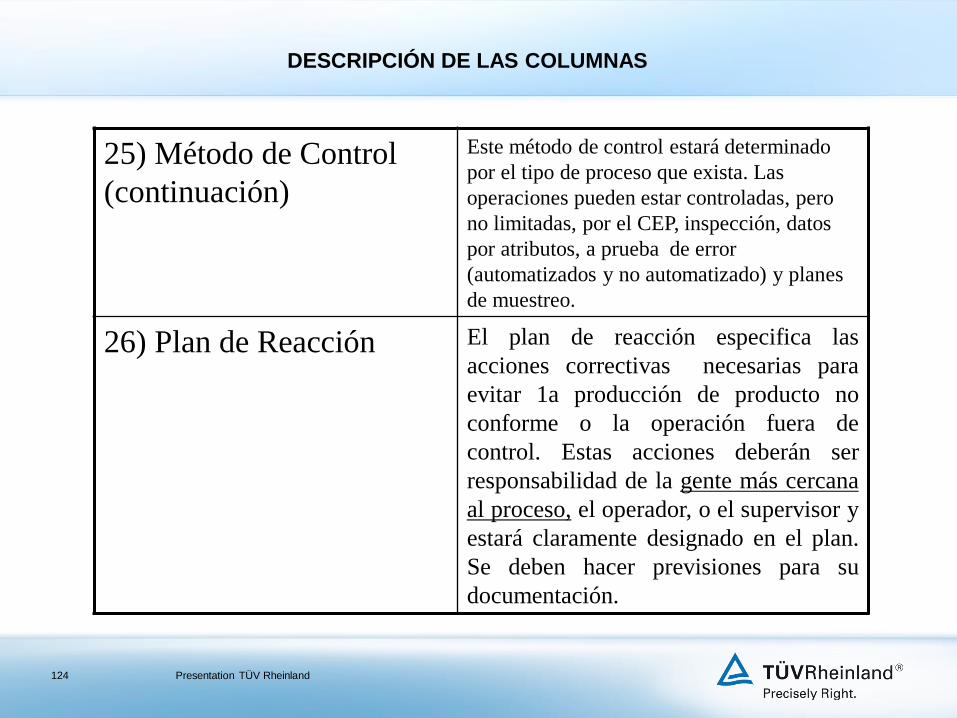
DESCRIPCIÓN DE LAS COLUMNAS
25) Método de Control
(continuación)
Este método de control estará determinado
por el tipo de proceso que exista. Las
operaciones pueden estar controladas, pero
no limitadas, por el CEP, inspección, datos
por atributos, a prueba de error
(automatizados y no automatizado) y planes
de muestreo.
26) Plan de Reacción El plan de reacción especifica las
acciones correctivas necesarias para
evitar 1a producción de producto no
conforme o la operación fuera de
control. Estas acciones deberán ser
responsabilidad de la gente más cercana
al proceso, el operador, o el supervisor y
estará claramente designado en el plan.
Se deben hacer previsiones para su
documentación.
124 Presentation TÜV Rheinland