Rediseno de Un Trapiche Panelero de 4 Ma

of 43
-
Upload
angel-alban -
Category
Documents
-
view
219 -
download
0
Transcript of Rediseno de Un Trapiche Panelero de 4 Ma
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
1/43
REDISEÑO DE UN TRAPICHE PANELERO DE 4 MAZAS ACCIONADO CON MOTOR
Daniel Alexander Flórez Orrego
Guillermo Andrés Idárraga Alarcón
Walter Arias Ramírez
Universidad Nacional de ColombiaSede Medellín
Ingeniería Mecánica
Medellín2011
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
2/43
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
3/43
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
4/43
1. ANTECEDENTES
El molino es el equipo destinado a extraer el jugo de caña mediante la compresión que se producecuando se hace pasar la caña por entre los rodillos o mazas que giran a una determinada velocidad yestán ajustados convenientemente [1]
1.1.Características Generales y Comerciales de un Trapiche.
1.1.1. Desempeño del Molino
Hay tres características básicas que definen el desempeño del molino: La capacidad, la extracción yel consumo de potencia.• La capacidad es la cantidad de caña que se puede moler en un tiempo determinado y se mide entoneladas por hora.• La extracción es la relación entre el jugo recuperado en el molino y el que hay en la caña antes dela molienda; se expresa en porcentaje.• La potencia es la medida del trabajo realizado por el molino en un tiempo determinado.
1.1.2.
Condiciones de Operación
Los mejores resultados en el desempeño de un molino se obtienen cuando se controlanapropiadamente los dos factores que determinan su funcionamiento:• La velocidad de rotación de las mazas y los ajustes de las aberturas de las mazas del par quebradory el par repasador.• Según el diámetro de la maza mayal, la velocidad de rotación debe estar entre 6 a 15 vueltas porminuto (rpm).• Al aumentar la velocidad de rotación de las mazas, también aumenta la capacidad del molino porque se muele más caña por hora, pero disminuye la extracción, ya que se reduce el tiempo de permanencia de la caña bajo presión. Además el jugo no tiene tiempo suficiente para escurrir y esarrastrado por el bagazo.
• El ajuste de las mazas del par quebrador (entrada de caña) varía entre 11 y 15 mm, dependiendodel tamaño de las cañas (grosor). Para el ajuste del par repasador (salida de bagazo) se recomiendamedidas comprendidas entre 0.4 y 1 mm. Para dar una recomendación general de abertura de salida,se considera un valor de 0.5 milímetros.En la tabla 1 se muestran las principales características de operación de los molinos fabricado por laempresa JM Estrada S.A de los cuales el modelo No 12D se asemeja al molino que se pretenderediseñar. Además a modo de comparación, en la tabla 2, se resumen algunas características de losmodelos ofrecidos por las diferentes empresas fabricantes de molinos.
Tabla 1. Molinos Comerciales accionados con motor, marca JM ESTRADA [3]
Modelo
No.
16
No.1
5
No.1
4
No.1
3
No.12
D
No.4
D
No.11
D
No.1
0
No10
D N9DCapacidaddecañaK/h.
250 330 600 860 1090 1400 1600 2000 2300 2800
ProducciónguarapoK/h
150 198 360 516 654 890 960 1200 1380 1680
Producción panela K/h
30 39,6 72 103,2 130,8 168 192 240 276 336
Potencia requerida HPDIESEL
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
5/43
EL CTRICOGASOLINA
435
438
6510
87 1/216
1210-
1616-
1618-
1618-
2025-
2430-
Tabla 2. Comparación de especificaciones en varias marcas fabricantes de molinos [7]
MARCA MODELOMAZAMAYALD*L [cm]
Velocidad[RPM]
Abertura deentrada[mm]
Capacidadnominal[kg/h]
Potencia[KW]
Amagá
15 14*14 16 – 18 11 330 314 17*17 14 – 16 11 600 513 19*18 12 – 14 12 860 612D 20*22 10 – 13 12 1.090 811D 24*26 9 – 11 14 1.610 1210 ½ 30*29 8 – 9 15 2.000 1510D 32*30 8 – 9 15 2.340 159D 33*41 8 – 9 15 3.300 24
Apolo
3B 20*19 10 – 12 12 1.000 73C 22*25 9 – 11 13 1.370 94C 24*23 9 – 11 14 1.510 95STD 27*23 8 – 10 15 1.750 128STD 33*31 8 – 10 15 2.420 15
El Panelero
R-2 14*13 16 – 18 11 280 3R-4 21*20 10 – 12 12 1.090 7R-5 20*25 10 – 12 12 1.240 9R-8 21*25 10 – 12 12 1.300 9R-14 27*33 8 – 10 14 2.200 15R-20 33*46 8 – 10 14 3.000 20
2. PLANTEAMIENTO DEL PROBLEMA
Los molinos paneleros que normalmente se encuentran en los trapiches presentan una serie de problemas que disminuyen su vida útil y su eficiencia, a saber:
El desgaste en las mazas que se debe a la alta abrasión que hay en el roce entre la caña y lafundición gris con la que está fabricada la maza; esto debido a que la caña trae partículasextrañas y de alta dureza como arena. Este desgaste disminuye diámetro y los dientes de lasmazas, aumentando el espaciamiento entre ellas, causando así que el porcentaje de extracciónde jugo sea menor.
Al reemplazar las mazas desgastadas, era necesario comprar la pieza completa que se componede maza y eje, lo cual resulta costoso.
En los molinos que utilizan cojinetes fijos (bujes) se presenta un calentamiento excesivo enéstos debido a las altas cargas que soporta y por lo tanto alta fricción, la cual genera calor queevapora la humedad del jugo y lo deja como una especie de miel que deteriora las partesmóviles del molino y disminuye la producción de jugo.
Generalmente los molinos comerciales poseen tres mazas, lo que causa una baja extracción de jugo.
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
6/43
Según investigaciones en patentes realizadas a molinos de tres mazas, se ha encontrado que eluso de apoyos guiados genera altas vibraciones debido a las condiciones de operación y derigidez del sistema.
2.1.Alternativa a Rediseñar
Para dar solución a los problemas mencionados, posteriores trabajos fueron enfocados en diseñar unmolino de 4 mazas vertical (ver Fig.1a). Lo más destacado de este diseño es el sistema de fijaciónde las mazas con manguitos, los cuales permiten un fácil montaje y desmontaje de las partes.Además se utilizaron camisas huecas, intercambiables e independientes del eje. Para este diseñotambién se mejoró el sistema de refrigeración de los cojinetes y los apoyos al incorporar aletas pararefrigerar internamente con agua el sistema de porta bujes y evitar el deterioro del producto (jugo decaña). Así mismo se lubrica con grasa debido a las altas cargas y bajas velocidades de operación(Fig. 1b).
Fig. 1a. Alternativa a rediseñar; 1b.Cojinetes a implementar [4]
2.2.Detalles a Rediseñar:
Sistema de tensores: debido al desgaste que se presenta en las mazas es necesario reajustarel posicionamiento de estas con el fin de mantener las distancias requeridas para el procesode extracción de jugo. Para esto se incorporó un tornillo posicionador, sin embargo ésteelemento, según el análisis realizado por [3] está sometido siempre a esfuerzos de tensiónde 132000 N, logrando un factor de seguridad de 2.69, sin embargo dado que el presente proyecto se circunscribe en la investigación sobre evaluación de la extracción de jugos enun molino prototipo de cuatro masas y la no documentación de referencias de estos tipos de posicionadores, se rediseñará el tipo de posicionador con el fin de evitar las altas cargas,Para ello el sistema basculante tendrá un par de tensores sujetados a los ejes N° 2 y 3 que permiten desplazar las mazas mediante el ajuste de una tuerca con dos tipos de roscas encada extremo, izquierda y derecha respectivamente.
Cureñas: según las patentes consultadas y las recomendaciones realizadas por fabricantesdel sector (entrevista a la empresa: JM Estrada realizada el Miércoles 27 Abril) demuestranque existen problemas relacionados con los apoyos de los ejes: el atascamiento y altasvibraciones se presentan en soportes “guiados” como el presentado en [3], y adicionalmente problemas estructurales debido a las altas cargas que se generan en las mazas al ingresarobjetos extraños [1].
Longitud de Ejes: La optimización del espacio y uso de materiales es uno de los fines quese quieren lograra a través de este rediseño, para ello se pensó en un diseño que permitiera
(1a) (1b)
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
7/43
una distribución de los elementos de tal forma que se utilizara el mínimo espacio y losmínimos elementos.
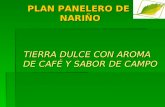
3. CALCULO DE FUERZAS.El cálculo de la fuerza de compresión y de los otros parámetros se basó en una aproximación almodelo experimental de cálculo de los molinos azucareros desarrollado por E.Hugot1. El cálculo delas fuerzas se realizó sobre la maza N°2 la cual interactúa en el par quebrador y exprimidora, esta semuestra en la figura 2.
Figura 2. Maza mayal.
A continuación se presenta el modelo de cálculo de las fuerzas entre el par quebrador (maza 1 y lamaza 2) y par exprimidor (maza 2 y maza 3)
3.1. Cálculo de la fuerza de compresión para el molino.
La fuerza de compresión en el bagazo, fue calculada mediante el planteamiento hallado en el texto“Manual para Ingenieros Azucareros” de E. Hugot [5], para lo cual se asumió lo siguiente:
La altura “H” del colchón de caña es un factor demasiado variable que depende del operarioque esté realizando la molienda. Teniendo en cuenta las referencias bibliográficas se asumeuna altura del colchón de 13 cm entre 1 y 2 y de 1.65cm entre 2 y3 [5]
Después de esta consideración, el modelo utilizado para calcular la fuerza de compresión es elsiguiente:
))(10(
))((2566 C
D K L F CB ; donde (1)
CB F Es la fuerza de compresión en el bagazo medida en kgf, para la maza es igual en magnitud y
contraria en dirección. D L, Son la longitud y el diámetro de la mazas, medidas en cm.
K Distancia mínima o abertura entre la maza 1 y 2 y 2 y 3, en cm. H Es la altura del colchón de caña a la entrada del par quebrador y el par exprimidor, medida en
cm.C Relación de compresión del bagazo; su máximo valor ocurre en el momento del paso por el
plano axial, es dada por la expresión H
K C . Ver figura 3:
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
8/43
Figura3. Plano axial del par quebrador.
En las tablas 3 y 4 se muestran los resultados de las fuerzas de compresión entre cada par de mazas.
Tabla 3. Cálculo de la fuerzas de compresión entre la Maza 1-2
Altura del colchónH
Longitud de laMaza L
Diámetro de laMaza D
Abertura entremazas K
Relación decompresión C
13.00 cm 21.00 cm 21.63 cm 1.10 cm 0.08
Fuerza decompresión FCB Fuerza decompresión FCB6977.31 Kgf 68517.17 N
Tabla 4. Cálculo de la fuerzas de compresión entre las mazas 2-3
Altura delcolchón H
Longitud de la Maza L Diámetro de laMaza D
Abertura entremazas K
Relación decompresión C
1.65 cm 21.00 cm 21.63 cm 0.15 cm 0.09
Fuerza decompresión
Fuerza de compresiónde la maza
1675.29 Kgf 16451.32 N
3.2.Cálculo de potencia para el funcionamiento del molino [5].
Para hallar la potencia necesaria para el funcionamiento del molino, el modelo de cálculo utilizó lossiguientes supuestos:
El valor de la fibra del bagazo que sale del molino con relación a la caña original que entra alas mazas al momento de la extracción, se tomó en un 40% para todos los cálculos.
Para la velocidad de rotación de los ejes de las mazas, se tomaron los valores más bajos dentrodel rango dado por los fabricantes; ya que esto permite que la caña se demore más en su paso por los dos cilindros, y se produzca una máxima extracción[8].
Para los engranajes epicicloides de la transmisión en el molino, se asume un rendimiento del80% [5].
La densidad del bagazo comprimido es 1.53 g/cm3 ó 1526.64 kg/m3 [5] con un 42.8% dehumedad en el par quebrador y de 3053.28kg/m3 en el par exprimidor.
La potencia calculada para el funcionamiento del molino, se multiplica por 1.4; debido a unfactor de servicio para el motor, más una inseguridad debido a la forma del engrane, a losmateriales empleados, a la presión de flujo, y en general al modelo de cálculo adaptado a losmolinos paneleros. Esa potencia modificada es la mínima que debe entregar el motorcualquiera que sea su clase.
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
9/43
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
10/43
Dimensiones de Montaje:
Figura 4. Medidas externas de Motor Seleccionado.
3.3. Potencia consumida en elementos del molino.
En un molino panelero los elementos habituales donde ocurre pérdida de potencia son: Potencia consumida por la compresión del bagazo. Potencia consumida por la fricción entre los muñones y los cojinetes de los cilindros. Potencia consumida por la fricción entre el bagazo y la cuchilla central (ver figura 11). Potencia consumida por la fricción de los raspadores y de la punta de la cuchilla contra los
cilindros. Potencia consumida por el movimiento que se da a los conductores intermedios.
Potencia consumida por los engranajes. Estas componentes de pérdida de potencia, dependen en gran parte de factores difíciles de medircomo: variedad de la caña (a un peso de fibra igual, la molienda de dos variedades diferentes puedeconducir a potencias sensiblemente diferentes), estado de las superficies en rozamiento, calidad yconservación de la lubricación, ajuste de las aberturas y de la cuchilla, etc.Las siguientes expresiones integran esos factores, y son un buen estimativo para determinar las pérdidas de potencias en dichos elementos.
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
11/43
3.3.1. Potencia consumida por la compresión del bagazo.
Es la potencia consumida cuando la caña sufre la máxima compresión, al momento de hacer el paso por el plano axial formado por los dos pares (quebrador y exprimidor), ver Figura11.
Figura 5. Paso del bagazo a través de las tres mazas del molino [7] La ecuación para la pérdida de potencia (tomada del modelo experimental de “HUGOT”) es:
; donde: (5)
CB P Potencia consumida por la compresión en el bagazo, medida en H.P.CT F Fuerza total aplicada sobre el cilindro superior, en toneladas.
n = Velocidad de rotación de las mazas, en r.p.m. D = Diámetro de las mazas, en metros.
Carga fibrosa específica del molino, en kg/m3.d Densidad del bagazo comprimido en el plano axial de las mazas en kg/m3. F Fibra del bagazo saliendo del molino, con relación a la unidad.
En la tabla 7 y 8 se muestran los resultados de las potencias necesarias para comprimir la caña encada par de mazas.
Tabla 7. Potencia consumida por la compresión del bagazo entre las Mazas N°1 y N°2Pcb potencia
1.08 HP
Tabla 8. Potencia consumida por la compresión del bagazo entre las Mazas N°2 y N3 y las Mazas N°3 y N°4
Pcb potencia0.10 HP
Para el caso del molino de 4 mazas, la potencia consumida
3.3.2.
Potencia consumida por la fricción entre los muñones y los cojinetes.La potencia consumida por los cojinetes al girar los ejes en un molino panelero viene dada por laexpresión (6) (dada por el modelo experimental de [5]”)
F d nD F P CT CB
*5.0
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
12/43
Figura 6. Cojinetes para los ejes de las mazas de los molinos paneleros. [5]
nD F P CT CA 02.0 ; donde: (6)
CA P Potencia consumida en los cojinetes o apoyos de los ejes, medida en H.P.
CT F Fuerza total aplicada sobre el cilindro superior, en toneladas.
n = Velocidad de rotación de las mazas, en r.p.m. D = Diámetro de las mazas, en metros.
En las tablas 9 y 10 se especifica la potencia consumida en los apoyos para el molino en cada par:
Tabla 9. Potencia consumida por la fricción entre los muñones y los cojinetes para lasMazas N°1 y N°2
Pca
0.60 HP
Tabla 10. Potencia consumida por la fricción entre los muñones y los cojinetes las Mazas N°2-N°3y N°3-N°4
Pca 0.14 HP
3.3.3.
Potencia consumida por la fricción entre el bagazo y la cuchilla.
Esta pérdida de potencia es dada por la expresión (7) (extraída del modelo experimental de Hugot[5]).
nD F P CT CC 03.0 ; donde: (7)
CC P Potencia consumida por la fricción entre el bagazo y la cuchilla, medida en H.P.
CT
F Fuerza total aplicada sobre el cilindro superior, en toneladas.
n = Velocidad de rotación de las mazas, en r.p.m. D = Diámetro de las mazas, en metros.
En las tablas 11 y 12 se especifica la potencia consumida en los apoyos para el molino en cada par:
Tabla 11. Potencia consumida por la fricción entre el bagazo y la cuchilla
Pcc Potencia
0.91 HP
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
13/43
Tabla 12. Potencia consumida por la fricción entre el bagazo y la cuchilla
Pcc Potencia
0.22 HP
3.3.4.
Potencia consumida por la fricción de los raspadores y la punta de la cuchilla con lasmazas.
Esta pérdida de potencia se calcula mediante la expresión; (se tomó del modelo expuesto por [5]).
LnD P CR 1.2 (8);
Donde:
CR P Potencia consumida por la fricción de los raspadores y de la punta de la cuchilla, medida en
H.P L Largo de las mazas, en metros.
n = Velocidad de rotación de las mazas, en r.p.m. D = Diámetro de las mazas, en metros.
En la tabla 13 se especifica la potencia consumida por la fricción de los raspadores y la punta de lacuchilla con las mazas.
Tabla 13. Potencia consumida por la fricción de los raspadores y la punta de la cuchilla conlas mazas Pcr
0.95 HP
3.3.5.
Potencia consumida por los engranes.Esta pérdida de potencia se refiere a la que se consume debido al movimiento del engrane mayalcon los laterales, este consumo se integra directamente a la potencia consumida por el molino comose indica en la ecuación (9)
CT TCM CE P P P (9)Donde
CE P Potencia consumida por el movimiento de los engranes en H.P.
TCM P Potencia total consumida por el molino en H.P.
CT P Sumatoria de las potencias consumidas en cada elemento en H.P.
En las tablas 14 y 15 se especifica la potencia consumida por los engranajes.
Tabla 14. Potencia consumida por los engranajesPce
1.10 HP
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
14/43
Tabla 15. Potencia consumida por los engranajes
Pce
0.57 HP
3.3.6.
Cálculo de la fuerza reactiva en la compresión y la fuerza tangencial y radialen las mazas y engranes para el molino.
La fuerza reactiva es una fuerza que actúa sobre la maza al momento de ocurrir la compresiónmáxima del bagazo, cuando este hace su paso por el plano axial. Esta fuerza actúa en direccióncontraria a la dirección del movimiento del bagazo; ver Figura 7.
Figura 7. Esquema de las fuerzas reactivas de compresión que actúan sobre las mazas.
La fuerza reactiva en la compresión y la fuerza tangencial y radial en los engranes, se calculan conlas siguientes expresiones1:
m
RC TRC
r
T F
(10)
Donde:TRC F Fuerza total reactiva en la compresión, medida en N.
RC T Torque reactivo en la compresión, medida en N*m.
mr Radio de la maza, medida en metros.
W
P T CB RC (11)
Donde:
CB P Potencia consumida por la compresión del bagazo, medida en W.
W Velocidad de rotación de las mazas, medida en rad/s.
Para el par quebrador la fuerza reactiva en la compresión, es la mitad de la fuerza total reactivacalculada ya que ésta última corresponde a los dos contactos que tiene el colchón de caña o bagazoal entrar y salir de las mazas respectivamente.
1 En la expresión (15) se asume un ángulo normal de tallado para engranajes de 20º.
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
15/43
Tabla 16. fuerzas reactiva tangencial de compresión que actúan sobre las mazas 1-2
Trc Velocidad de rotación de las mazas W Ftrc Frc=Ftrc/2
766.70 Nm 1.047197551 7089.18 N 3544.59 N
fuerzas reactivas tangencial de compresión que actúan sobre las mazas 2-3
Trc Velocidad de rotación de las mazas W Ftrc Frc=Ftrc/2
67.98 Nm 1.047197551 628.56 N 314.28 N
Figura 8. Esquema de las fuerzas radiales y tangenciales sobre cada uno de los engranes del molino.
; E
RE TTRE
r T F (12)
Donde:TTRE F Fuerza total tangencial reactiva en los engranes, medida en N.
RE T Torque reactivo en los engranes, medido en N*m.
E r Radio primitivo del engrane, medido en metros.
;W
P T CE RE : (13)
Donde CE P Potencia consumida por los engranes, medida en W.
W Velocidad de rotación de los engranes, medida en rad/s.
Para los pares quebradores en los molinos se toma la mitad de la fuerza total tangencial reactiva enlos engranes, ya que el cálculo realizado con la expresión anterior corresponde a los dos contactosde la transmisión en el molino.
Tabla 17. Fuerzas tangenciales sobre cada uno de los engranes del par quebrador N°1-N°2
Tre Fttre Ftre=Fttre/2
784.04 Nm 7249.52 N 3624.76 N
Fuerzas tangenciales sobre cada uno de los engranes del par exprimidor N°2-N°3 y N°3-N°4
Tre Fttre Ftre=Fttre/2405.11 Nm 3745.84 N 1872.92 N
))º20()(( Tan F F TTRE RTE ; (14)
RTE F Es la fuerza radial total en los engranes, medida en N.
RE F Fuerza radial en un engranaje.Al igual que en los casos anteriores, el valor tomado para efectos de cálculo en el par quebrador esla mitad de la fuerza radial total en los engranes.
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
16/43
Tabla 18. fuerzas radial sobre cada uno de los engranes del par quebrador
Frte Fre
2646.28 N 1323.14 N
fuerzas radial sobre cada uno de los engranes del par exprimidor
Frte Fre
1367.34 N 683.67 N
En la tabla 19 se muestra el resumen de las fuerzas calculadas anteriormente, en las figuras (9) y(10) se observan las direcciones y la naturaleza de las fuerzas en mazas y engranes. Estas fuerzashacen parte del sistema empleado para hallar las reacciones en los apoyos.Resumen de fuerzas presentes en cada par:
Tabla 19. Fuerzas Calculadas en las Mazas.Fuerza compresiónen el Par de Mazas N°1 – N°2 (FCB1-2)
Fuerza reactiva radial decompresión en el Par deMazas N°1-N°2 (FRC1-2)
Fuerza tangencial sobrec/u de los engranes de lasMazas N°1-N°2 (FTRE1-2)
fuerzas radial sobre c/ude los engranes de la
maza N°1-N°2 (FRE1-2)
66919,68 N 3544.59 N 19870,52 N 7232,08 NFuerza compresiónen el par de Mazas N°2-N°3 (FCB2-3)
Fuerza reactiva radial decompresión en el par deMazas N°2-N°3 (FRC2-3)
Fuerza tangencial sobrec/u de los engranes de lasMazas N°3-N°4 (FTRE2-3)
Fuerzas radial sobre c/ude los engranes de la
maza N°3-N°4 (FRE2-3)16451,32 N 314.28 N 27415 N 9978,24 N
Figura 9. Diagrama de Fuerzas sobre los pares de mazas N°1-N°2 y mazas N°2-N°3
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
17/43
Figura 10. Diagrama de fuerzas sobre los pares de Engranajes N°1-N°2 y N°2-N°3Maza N°2
Teniendo en cuenta las fuerzas de la figura 9. Se realizó el análisis de la Maza N°2, para esto Sedescompusieron las estas fuerzas en sus componentes X e Y, al igual que las fuerzas tangencialesfueron trasladadas al centro de la maza y se agregó su respectivo momento, a continuación semuestran el cálculo de las fuerzas:
∑
∑
Para el cálculo de las fuerzas en el engranaje N °2 fue necesario calcular la potencia transmitida enlos pares N°3-N°4 y N°2-N°3 con el fin de determinar las fuerzas radiales y tangenciales. Acontinuación se muestra el análisis realizado, cuyo procedimiento se basó en el realizado por Hugot[5]
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
18/43
⁄ ⁄
⁄ ⁄
Engranaje N°2
Similarmente se realizó el análisis para el engranaje N°2, para esto se consideraron las fuerzas queaparecen en la figura 10, , para esto Se descompusieron las estas fuerzas en sus componentes X e Y,al igual que las fuerzas tangenciales fueron trasladadas al centro de la maza y se agregó surespectivo Momento, a continuación se muestran el cálculo de las fuerzas:
∑
∑
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
19/43
4. CALCULO DE LAS REACCIONES EN LOS APOYOS, MOMENTOSFLECTORES Y CORTANTES INTERNOS.
Para determinar las reacciones en los apoyos del eje de la maza N°2 (ver figura 2), se utilizó elsoftware MDSolid 3.0, el cual permite también definir los diagramas de solicitación de losmomentos flectores y los cortantes internos.
En un plano horizontal XZ las fuerzas vienen representadas por el diagrama que se ilustra en lafigura 11.
Figura 11. Fuerzas involucradas en la operación del molino. Plano XZ
En la figura 12, se observan los cortantes internos en el eje de la maza N°2
Figura 12. Cortantes internos en el eje de la maza.
En la figura 13, se observan los momentos flectores internos en el eje de la maza N°2
Figura 13 Momentos flectores internos en el eje de la maza N°2
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
20/43
Las reacciones en los apoyos y cargas sobre el sistema plano y-z, se muestran en la tabla 20
Tabla 20. Reacciones en los apoyos y cargas sobre el Sistema, Plano Y-Z Nombre Valor
Reacción Ay 33508,26 NReacción By 30139,97 N
Carga P1 64241,4 NCarga P2 2093,17 NPeso P3 1500 N
En un plano vertical XY las fuerzas vienen representadas por la figura 14.
Figura 14. Fuerzas involucradas en la operación del molino. Plano XY – Maza N°2
En la figura 15 se observan los cortantes internos en el eje de la maza N°2.
Figura 15. Cortantes internos en el eje de la maza N°2.
En la figura 16 se observan los momentos flectores internos en el eje de la maza N°2.
Figura 16. Momentos flectores internos en el eje de la maza N°2.
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
21/43
Las reacciones en los apoyos y las cargas del sistema vienen dadas en la Tabla 21.
Tabla 21. Reacciones en los apoyos y las cargas del sistema Nombre Valor
Reacción Ay 19426,42 NReacción By 15706,65 N
Carga P1 36003,07 NCarga P2 2370,0 NPeso P3 1500 N
4.1. Calculo de los desplazamientos y de las pendientes.
Con la ayuda del software pueden determinarse los desplazamientos y las pendientes en un planohorizontal XZ que sufre el eje de la maza. Esto se ilustra en la figura 17, 18 y 19.
Figura 17. Fuerzas involucradas en la operación del molino. Plano XZ
Figura 18. Pendientes de deformación en el eje de la maza.
Figura 19. Desplazamientos en el eje de la maza.
Así mismo en un plano vertical XY las deformaciones y pendientes vienen representadas por losdiagrama que se ilustran en las figuras 20, 21 y 22.
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
22/43
Figura 20. Fuerzas involucradas en la operación de la maza N°2 del molino. Plano XY
Figura 21. Pendientes de deformación en el eje de la maza N°2.
Figura 22. Desplazamientos en el eje de la maza. N°2
4.2. Cálculo de las propiedades geométricas y los esfuerzos flectores máximos.
Finalmente, en un plano XZ pueden determinarse las propiedades geométricas de la seccióntransversal y los momentos flectores máximos que se pueden dar en el eje del sistema. En la figura23 se ilustran las propiedades geométricas y mecánicas de la sección transversal.
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
23/43
Figura 23. Propiedades geométricas y mecánicas delmaterial AISI 4140
En la figura 24 se observa el esfuerzo flector máximo ocurrido en el eje del sistema.
Figura 24. Esfuerzo flectora máximo.
En el plano XY pueden determinarse las propiedades geométricas de la sección transversal y losmomentos flectores máximos que se pueden dar en el eje del sistema. En la figura 25 se ilustran las
propiedades geométricas y mecánicas de la sección transversal. En la figura 26 se ilustran losesfuerzos flectores máximos.
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
24/43
Figura 25. Propiedades geométricas y mecánicas del material AISI 4140
Figura 26. Esfuerzo flectora máximo.
De lo anterior se concluye que los esfuerzos máximos son inferiores a al límite elástico del materialy por ende este no sufrirá rotura bajo cargas estáticas.
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
25/43
4.3. Torsión De Los Ejes
5. REDISEÑO DE LAS CUREÑAS
Las cureñas fueron rediseñadas con base en las siguientes restricciones: 1) Longitud establecidadesde la materia prima para los ejes, mazas y núcleos, 2) Limitaciones de espacio disponible para laubicación de los apoyos (tensores, cojinetes, chumacera, etc.) sin afectar la resistencia estructural dela cureña. Teniendo en cuenta las fuerzas calculadas, se realizó un análisis estructural de las cureñasrediseñadas haciendo uso del módulo de análisis de elementos finitos, SIMULATION, que hace parte del software SOLIDWORKS® 2010. La figura 9 muestra la configuración de las cureñas junto con la ubicación y dirección de las fuerzas sobre las mismas. La resistencia de las cureñas seanalizó asumiendo una fuerza de 6 toneladas sobre cada maza.
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
26/43
Figura 9. Conjunto de cureñas rediseñadas.
A continuación se resumen los parámetros de la malla utilizado en la solución por FEM.
Datos del análisis por Elementos Finitos.Tipo de malla: Malla sólidaMallador utilizado: Malla estándarTamaño de elementos: 15.304 mmCalidad: Alta Número de elementos: 20044 Número de nodos: 39256
Tabla 22. Propiedades de los materiales
Nº Nombre de sólido Material Masa1 REFUERZO
POSTERIOR CUREÑAS
AISI 1020 Acero laminado en
frío
5.47746 kg
2 REFUERZO INFERIORCUREÑAS
AISI 1020 Acero laminado enfrío
9.92953 kg
3 REFUERZO ANTERIORCUREÑAS
AISI 1020 Acero laminado enfrío
1.22058 kg
4 CUREÑAS AISI 1020 Acero laminado enfrío
34.4302 kg
Tabla 23. Resultados obtenidos en la simulación.
Criterios Mínimo MáximoTensión de von Mises 615.256 Pa 139,12 MPa
Desplazamientoresultante
0 mm 0.278147 mm
Deformación unitariaequivalente
9.2292e-009 0.000380894
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
27/43
Debido a que el máximo esfuerzo permisible para el acero AISI 1020 es de 350 MPa y que según elcriterio de esfuerzo de von Mises se alcanza un valor máximo en la cureña de 139, 12 MPa,estamos bajo un factor de seguridad de 2,5.
A continuación se ilustran los perfiles para el esfuerzo según el criterio de von Mises, losdesplazamientos resultantes y factor de seguridad utilizado en el diseño, a través de todo el cuerpo
de la cureña.
Figura 10. Esfuerzo según el criteriode von Mises
Figura 11. Desplazamientosresultantes
Figura 12. Factor de seguridad
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
28/43
6. DISEÑO TENSORES DE EJES
Debido a los problemas que acarrea el uso del guiado en molinos de caña actuales (serios problemasde vibraciones, desalineación e intromisión de contaminantes en las chumaceras), se tuvo en cuentala utilización de un par de tensores que sujetan los brazos basculantes (Ver figura 1 y 2) permitiendo el reajuste de las distancias entre mazas para compensar el desgaste propiciado por sufuncionamiento.
6.1.Resistencia de la soldadura de los tensores.Los tensores fueron dispuestos de tal forma que compensaran el momento de giro de los brazos conel menor esfuerzo posible, de este modo el brazo de giro es el máximo y la fuerza sobre el tensor esla mínima.
En la tabla 24 se especifica la fuerza sobre el tensor. Esta se calculó teniendo en cuenta las fuerzasmáximas sobre los brazos.
Tabla 24. Fuerza generada sobre el tensor.
Fuerza sobre el tensor
15229,6N
Tipo de unión.
El tipo de soldadura utilizada para unir el anillo del tensor y el eje roscado es de filete y se extiendealrededor de todo el aro, tal como se muestra en la figura 13.
Figura 13. Unión soldada para anillo de tensores.
La tabla 25 especifica las características de la unión.
Tabla 25. Distribución de la soldadura en la unión.
Proceso desoldadura
Designaciónde la unión
ngulo deranura
Cara de raíz Posición Ancho desoldadura
GMAW BTC-P5-GF α=45º R=0 Plana (F) S=5mm
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
29/43
A continuación se resumen algunas variables del proceso:
Tabla 26. Variables del proceso de GMAW.
Tipo Voltaje Amperaje Vel. Alimentación Gas Protector
Aspersión 32V 300A 5m/min Ar+18%CO2
Características del electrodo
El electrodo con el cual se suelda la unión es E7018 con corriente continua y fuente positiva, eldiámetro del alambre es de 1,6mm.
El E7018 es un electrodo de bajo hidrógeno y polvo de hierro, se utiliza en todas posiciones, sueldaaceros difíciles, partes de maquinaria pesada, aceros fundidos, aceros “Cold Rolled ” y partes paracaldera. La composición del electrodo se describe a continuación:
Tabla 27. Composición química del electrodo
Composición Química C Mn Si S P Ni Mo Cr V
Valores 0.12 1.60 0.75 0.035 0.040 0.30 0.30 0.20 0.08
Calculo de los esfuerzos:
Considerando que el tensor se fabrica con acero estructural el cual tiene un esfuerzo ultimo a latensión de 240MPa, se concluye que el tensor no falla y el factor de seguridad será:
7. MATERIAL UTILIZADO EN LA CAMISA DE LA MAZA
Para el material de las camisas de las mazas del molino se usará fundición gris grado 30 o máximo40, debido al costo de su adquisición para grados más elevados. Entre otras ventajas, la fundicióngris permite aumentar la fuerza de tracción de la caña, la cual viene por lo general encerada en susuperficie. Esto es debido a que en su microestructura la fundición gris contiene láminas de grafitoque al ser lavadas gradualmente por el jugo dejan entallas sobre la superficie de la maza que agarranla caña con mayor facilidad. La fundición posee además características de una pieza fusible que protege el conjunto completo de la maza, permitiendo que en caso de ingreso de un objeto duro enel sistema, esta pueda romperse sin comprometer los elementos del subensamble. A continuación sedescriben las características de la fundición gris. Según la figura 14 [9] la fundición gris no obedecela ley de Hooke. Algunos ingenieros usan la curva tangente que pasa por el origen para aproximar el
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
30/43
módulo. Sin embargo, debido a que en aplicaciones comunes las cargas producen esfuerzos demáximo un cuarto del esfuerzo de tracción, la aproximación de la curva tangente en esas cargasresulta ser razonable.
Figura 14. Curva típicas de esfuerzo-deformación para tres clases de fundición gris a tensión [9]
Las propiedades mecánicas de la fundición gris se resumen en la tabla 28, incluyendo el moduloelástico a tensión y a torsión.
Tabla 28. Módulos de elasticidad típicos de barras fundidas para diferentes clases de fundición grisa tensión [9].
8. DISEÑO Y SELECCIÓN DE LOS AROS CONICOS DE APRIETE(MANGUITOS).
El ensamble de las mazas se debe realizar de una forma tal que las piezas que interactúan entre sí puedan intercambiarse fácilmente. Por ello se hace necesario que al momento del montaje inicial las piezas presenten cierta holgura entre ellas, y se permita un montaje y/o desmontaje fácil sin afectarla calidad y el funcionamiento de las piezas que están en contacto. En operación se debe garantizaruna transmisión de movimiento por fricción, que se dará gracias a la acción de un par de manguitos(macho y hembra), los cuales por medio de un desplazamiento axial garantizarán una expansiónradial entre las piezas y un movimiento relativo entre éstas. Así, es conveniente analizar lastolerancias que se presentan en el sistema para satisfacer las anteriores condiciones.
Las características y principales partes de estos dispositivos se presentan en la figura 15.
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
31/43
Figura 15. Sección trasversal de un manguito y sus partes [10]
Adicionalmente, las superficies de contacto entre el buje y el eje deben tener una rugosidad nomayor a 3.2µm, y ambos deben fabricarse en materiales con las siguientes propiedades: LimiteElástico mayor a 360N/mm2 y Modulo Elástico alrededor de 206 KN/mm2 [11]. La pasta de bisulfuro de molibdeno entre las superficies cónicas del manguito, en las roscas y en la zona de lascabezas de los tornillos no debe ser removida.
8.1.Ajustes y Tolerancias
Para asegurar el funcionamiento adecuado el sistema de transmisión de potencia se definen 3 ajustesen las tres interfaces como se explicará a continuación. La primera interfaz corresponde al área decontacto entre la camisa y el núcleo. La segunda interfaz corresponde al área entre el núcleo y lahembra del manguito cónico. La tercera interfaz corresponde al área entre el eje y el macho delmanguito.
Figura 16. Interfaces involucradas en la transmisión de potencia mediante el manguito cónico deapriete.
http://www.ringspann.com/en/Products__578/?itid=408http://www.ringspann.com/en/Products__578/?itid=408
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
32/43
Para interfaz 1
Para la escogencia de este ajuste se tiene una condición establecida: el núcleo y la camisa debenentrar con juego, sin ninguna restricción geométrica y el sistema de expansión debe permitir, unavez realizado todo el montaje, un ajuste de interferencia. El ajuste de interferencia indicado luegodel apriete es H7/s6 dado que se emplea en el ensamble de partes de aceros corrientes y es el ajuste
más apretado utilizable con fundiciones de hierro, material que es utilizado en la fabricación de lascamisas. El montaje se realizará con prensa o por dilatación [12].
A continuación se analizan los valores máximos y mínimos del ajuste que garantizan, una vezmontado el sistema, una transmisión efectiva del movimiento sin necesidad de utilizar ningúntratamiento posterior. En el sistema de agujero único, para un diámetro de agujero-eje de 150 mm,la tolerancia para el eje se expresa como (tolerancia s6, en micras). Análogamente, latolerancia para el agujero se expresa como (equivalente a H7).Analizando las tolerancias del ajuste correspondiente, encontramos que el ajuste mínimo de ambas piezas será de 60 micras y el ajuste máximo será de 125 micras, dado que es necesario asegurar queen el montaje se obtenga este ajuste, se toma como base para el cálculo un apriete de 125 micras.
Considerando como condición inicial la condición de holgura al momento del montaje, es necesariouna tolerancia dimensional que permita el acople libre entre núcleo y camisa. El ajuste escogido esH7/g6, ajuste deslizante para movimientos y giros sin restricción pero con localización precisa. Paraun ajuste de eje-agujero de diámetro de 150 mm en el sistema agujero único, la tolerancia para eleje se expresa como micras (tolerancia g6). En el caso de la tolerancia para el agujero setiene un valor entre micras (tolerancia H7). Para un ajuste H7/g6 tenemos, como juegomáximo 74 micras, y cómo juego mínimo 12 micras, lo que garantiza un acople con juego y quecómo mínimo tendrán 12 micras de espacio para el montaje.
Para Interfaz 2
Este ajuste se presenta entre manguito hembra y núcleo, dado que la interferencia se asegura a partir
del sistema de expansión de los manguitos, no es necesario un ajuste muy rígido, y para facilitar elmontaje se consideró apropiado utilizar un ajuste H7/h6 el cual provee un ajuste con juego preciso para ensamble de elementos estacionarios, pero que pueden ser montados y desmontadosfácilmente. Considerando un ajuste para un diámetro de 125 mm, según el sistema de agujero único,la tolerancia para el eje, denominada h6, es de en micras. La tolerancia para el agujero H7,se expresa como micras.Para este acople se tiene cómo juego máximo entre ellos 57 micras y cómo juego mínimo 0 micras,lo que indica que en ningún momento se va a presentar interferencia entre las dos piezas, pero dadoque el juego no es demasiado grande las piezas pueden lograr un buen posicionamiento.
Para Interfaz 3
El último acople a considerar es entre eje y manguito macho, para este ajuste es imprescindibletener en cuenta que, para que el sistema funcione, la hembra comienza a desplazarse obligando almacho a encogerse asegurándose al eje, por lo que no es necesaria una tolerancia demasiado precisa, un ajuste H7/h6 es el indicado para obtener posicionamiento evitando que las dos piezasqueden muy sueltas. Considerando un ajuste para diámetro de 85 mm, según el sistema de ejeúnico, la tolerancia para el eje, representada como h6, corresponde a en micras. Latolerancia para el agujero, representada como H7, equivale a micras.Para estas tolerancias tenemos un juego máximo de 49 micras y un juego mínimo de 0 micras lo queasegura para este acople un montaje sin problemas.
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
33/43
8.2.Distancia entre macho y hembra una vez realizado el montaje
El sistema de expansión de los manguitos será el que garantice la transmisión de potencia en elsistema y el par de trabajo, por esto es necesario analizar de qué forma se logran obtener los ajustesmencionados anteriormente.
Figura 17. Funcionamiento de apriete del manguito cónico.
Como puede observarse en la figura 17, el sistema encaja completamente cuando se aprietan lostornillos dado que el manguito hembra empieza a desplazarse sobre el macho, lo que a su vezgenera un desplazamiento radial que garantiza las distancias de ajuste en micras necesarias.
A partir del análisis de ajustes y tolerancias anterior obtenemos que para la transmisión del torquees necesario ajustar el sistema 256 micras verticalmente, este valor se encontró analizando lassituaciones extremas donde el juego del ajuste era máximo y con la exigencia de tolerancia para
núcleo-camisa extrema, lo que indica que estas 256 micras serán el máximo valor que debe serajustado por los manguitos.
Figura 18. Interfaces involucradas en la transmisión de potencia mediante el manguito cónico deapriete.
De acuerdo a la figura 18, la relación entre el ajuste radial y el desplazamiento horizontal de lahembra es:
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
34/43
x
256,0)3tan(
De lo cual se tiene que:
mm x 9,4)3tan(
256,0
Lo que indica que el manguito tiene un desplazamiento máximo de 4,9mm horizontalmente paraasegurar que los ajustes en cada una de las interfaces sean los correctos.
8.3.Ranura del macho
Para determinar la ranura del macho se tiene en cuenta el ajuste que se considera adecuado para launión de eje y manguito macho. Para esta interfaz se quiere llegar a un ajuste de S7/h6 después delmontaje. Según un análisis de tolerancias en un ajuste para diámetro de 85 mm, considerandosistema eje único, la tolerancia para el eje, expresada como h6, es de
micras. La tolerancia
para el agujero S7 equivale a micras.Este ajuste de interferencia tiene cómo ajuste mínimo 29 micras y cómo ajuste máximo 78 micras,lo que indica que el diámetro al cual se busca llegar después del montaje es de 84,922 mm
Ahora, tomando en cuenta que el eje posee unas tolerancias previas al montaje, debe considerarse lasituación en la que el tamaño del eje sea menor para garantizar la mínima ranura que haga posibleque entre eje y manguito haya suficiente interferencia para transmitir el par.
La tolerancia para el manguito establecida anteriormente, determina que el mínimo diámetro delagujero es de 85 mm, ahora podemos comparar ambos diámetros de la siguiente forma:
)2(
)2(
22
11
r s
r sr s
79,266)2)(461,42(
04.267)2)(5,42(
2
1
s
sr s
R1 representa el diámetro del eje previo al montaje, establecido únicamente a partir de la toleranciadimensional, y R2 representa el diámetro del manguito necesario para mantener el ajuste deinterferencia deseado.
Con los perímetros de las circunferencias formadas por los diámetros correspondientes a R1 y R2,encontramos una buena aproximación de la ranura mínima necesaria para mantener el ajuste. Estevalor se indica a continuación:
25,0
79,26604,267
21
mín
mín
mín
rn
rn
s srn
La ranura mínima para que el par sea transmitido debe ser de 0,25 mm, considerando que no esconveniente que los dos extremos de la ranura se unan completamente una vez el sistema esté enfuncionamiento, esto debido a la necesidad de un desmontaje posterior, además de la dificultad querepresentaría el mecanizado de una ranura tan pequeña se escoge una ranura de 2 mm, dejando unaluz de 1,75 mm para lograr desmontar el mecanismo si eventualmente es necesario.
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
35/43
8.4.Material
Para la fabricación del manguito debe disponerse de un material que posea una buena elasticidad para el sistema de expansión. Dado el elevado costo de un acero de este tipo, se escoge comoalternativa utilizar un acero 1518 el cual, a pesar de que no poseer las especificaciones de dureza deun acero 1580, resulta adecuado para la aplicación si se somete a un tratamiento térmico como lacementación, que permite obtener un acero entre 1575 y 1590 en su capa superficial. Acontinuación se describe su composición química:
Tabla 29. Composición Química del acero 1518
%C 0.15-0.21%Mn 1.10-1.40% P máx 0.04S máx 0.05%
El acero AISI 1518 es un acero al carbono con alto contenido de manganeso. Es adecuado para el proceso de cementación dejando una capa superficial dura y su núcleo tenaz. Sus propiedades
mecánicas se resumen en la tabla 30.
Tabla 30. Propiedades mecánicas requeridas para los manguitos de apriete.
Dureza 190-220 HBEsfuerzo de fluencia 490 MpaEsfuerzo máximo 657 MpaElongación máxima 18%Reducción del áreas 60%
Cabe resaltar que como tratamiento térmico la cementación tiene por objeto endurecer la superficiede una pieza sin modificación del núcleo, dando lugar así a una pieza formada por dos materiales, la
del núcleo de acero con bajo índice de carbono, tenaz y resistente a la fatiga, y la parte de lasuperficie, de acero con mayor concentración de carbono, más dura, resistente al desgaste y a lasdeformaciones, siendo todo ello una única pieza compacta.
La cementación consiste en recubrir las partes a cementar de una materia rica en carbono, llamadacementante (cementante de Durferrite®), y someterla durante varias horas a altas temperatura(1000°C). En estas condiciones, el carbono irá penetrando en la superficie que recubre, esto a razónde 0,1 a 0,2 mm por hora de tratamiento.
Algunos tipos de manguitos distribuidos comercialmente se obtienen en TECNOTRANS® oASTECO S.A., mediante CASA SUECA, parte del grupo comercial de la segunda empresa. Lasiguiente figura ilustra las características del manguito que cumple las especificaciones
anteriormente enunciadas:
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
36/43
Figura 19. Características técnicas del manguito cónico comercializado por CASA SUECA.
A continuación se indican las características geométricas y técnicas de los maguitos.
Tabla 31. Características geométricas y técnicas de los maguitos [13].
Para el montaje no debe usarse aditivos que tengan bisulfuro de molibdeno o aditivos de extrema presión. Debe colocarse el aro cónico
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
37/43
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
38/43
Cojinetes de los apoyos:
Para los apoyos de las masa se utilizara cojinetes lisos hidrodinámicos divididos en dos partes yaque estos permiten un fácil montaje y mantenimiento de las partes a diferencia de los cojinetescompletos los cuales es necesario retirar el eje para extraerlos.
Tipo de cojinete RadialAleación de aluminio.
Está constituida por un 6-6,25% de estaño, 1% de cobre, 0,5-2% de níquel, 1,5-4%de silicio, 1-2%de cadmio y de 91-95% de aluminio. Posee buena resistencia a la corrosión y a la fatiga; serecomienda para cargas instantáneas hasta de 250kgf/cm2 y continúas de 140 kgf/cm2, convelocidades lineales del orden de 240-360 m/min.
Cuando se utilice otro sistema de lubricación, es necesario limpiar frecuentemente el aceite ocambiarlo.
Tabla 1. Propiedades de la aleación de aluminio utilizada en cojinetes lisos radiales.
Material Dureza BrinellRecomendada para el
muñón
Capacidad de soporte decarga unitaria. P
Temperatura deoperación
Kgf/cm2 Lbf/pulg2 °C °FAluminio 300 250 3548 108-149 226-300
Espesor de la película lubricante
Con base en la recomendación de Norton de que el espesor de la película lubricante debe ser y teniendo en cuenta que el diámetro de los ejes es de 85 mm llegamos a que la película lubricante debe tener un espesor de0,02125mm.
Con este dato y la siguiente ecuación es posible calcular el factor de seguridad de la películalubricante λ.
̅ Donde ̅ es la rugosidad media cuadrada que resulta de la raíz cuadrada de la suma de lasrugosidades promedio ̅ (Ra) de las superficies del eje y del cojinete. Este parámetro se calcula de:
̅ ⁄ Asumimos la rugosidad del eje y del cojinete teniendo en cuenta el grado ISO estándar de larugosidad Tabla 2
Grado ISO deRugosidad R a (µm)
σ (Ra)
N 6 eje 0.8
N 4 cojinete 0.4
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
39/43
De este modo tenemos que la rugosidad media cuadrada es:
̅ ⁄ De este modo calculamos el factor de seguridad de la película lubricante
̅ Con este factor de seguridad se garantiza que cuando las condiciones dinámicas del apoyo varíen, la película lubricante se mantendrá.
Es requisito que cuando los cojinetes sean cambiados o se rehabiliten conserven la mismarugosidad superficial; de lo contrario las condiciones de lubricación bajo las cuales opera el cojinete pueden variar.
Juego Radial
Para calcular el juego radial es necesario primero definir la holgura máxima y mínima teniendo en
cuanta el eje único, ya que este es más costoso de reemplazar que el cojinete.En este caso la tolerancia que se tiene entre el eje y el cojinete es H7/h6, ajuste con juego preciso, para el ensamble e de elementos estacionarios pero que pueden ser montados y desmontadosfácilmente.
Ajuste para diámetro de 85 mm
Sistema eje único
Tolerancia para el eje h6 (tolerancias en micras)
0
1 9
85
Tolerancia para el agujero H7
30
085
Para estas tolerancias tenemos un juego máximo de 49 micras y un juego mínimo de 0 micras lo queasegura para este acople, un montaje sin problemas.
Por definición el juego diametral es igual al promedio de la suma de la holgura máxima y mínimaentre el eje y el cojinete y el juego radial es la mitad de este.
Tipo de ranura de lubricación.
El tipo de ranurado del cojinete es circunferencial en la parte media del cojinete, ya que este esutilizado cuando la dirección de la carga cambia constantemente o cuando se requiere un mayorefecto refrigerante por parte de la grasa. Esta ranura divide el cojinete en dos más pequeños, concapacidad de soporte de carga total reducida , pero que se compensa debido a que la cargadisminuye a la mitad.
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
40/43
9. CALCULO DEL CAUDAL DE AGUA DE REFRIGERACION.PARA ELSISTEMA DE COJIENTES
Debido a las bajas velocidades de rotación, el molino no puede desarrollar una películahidrodinámica de aceite lubricante, razón por la cual se hace necesaria la utilización de grasa paralubricar los cojinetes de los ejes que sostienen cada uno de los 4 conjuntos de mazas, núcleos ymanguitos que componen el trapiche de caña vertical de 4 mazas.
Adicionalmente, debido a las bajas velocidades de rotación y las altas cargas estáticas y dinámicas,la generación de calor al interior de los cojinetes lisos debe ser contrarrestada por la refrigeracióncon agua a través de un par de agujeros ubicados en la tapa exterior de los portacojinetes. Unarreglo de aletas permite a la vez aumentar el área de transferencia de calor.
A continuación se resumen los cálculos para la cantidad de calor retirada y el flujo de aguarequerido.
Partiendo de la expresión (1) se aproxima la cantidad de calor producido por fricción en loscojinetes (Albarracín, P, Tribología y Lubricación Industrial y Automotriz 124).
(1)
Dónde:
: Consumo de energía por fricción [KW]
: Coeficiente de fricción según la película lubricante [adimensional], igual a 0.034 1
: Carga que actúa sobre el cojinete [Kg], igual a 4000Kg
: Diámetro interior del eje [cm] igual a 8,5cm: Velocidad de deslizamiento sobre el cojinete liso [RPM], 10RPM en promedio.
Con lo cual se obtiene:
=0.06KW/cojinete, lo que equivale a =51Kcal/h/cojinete
A continuación se procede a calcular el flujo másico de agua requerido.
Sabiendo que el calor específico del agua es de 4181.3 , y considerando una temperatura deentrada del fluido de 25°C, para conseguir una temperatura de salida de 28°C, se requieren:
60
0.005 0.3min
4181.3 28 25
J
Kg Kg sm J s
C C Kg C
de agua
Para el total de 8 cojinetes tenemos que utilizar2.4 Kg/min de agua.
Si admitimos una temperatura máxima admisible de 40°C en el arreglo de los cojinetes, podemosdeterminar el coeficiente convectivo de trasferencia de calor así:
22
60
1110.045 (40 28 ) s
J Q s W h
m K A T T m C C
6
5,14 10Q f W d n
Q
f
W
d n
Q Q
J Kg C
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
41/43
Para los sellos, fue seleccionado el Vitón (Fluorocarbon Rubber) debido a su resistencia a altastemperaturas.
9.1.Calculo de Aletas
Una manera muy práctica para aumentar la cantidad de calor evacuado es acondicionar al portacojinete una superficie aleteada, de este modo al aumentar el área de transferencia de calor, selogrará una mejor refrigeración en el cojinete, la figura 19 esquematiza las aletas del portacojinetelas cuales serán circulares con perfil rectangular.
Figura 19. Portacojinetes con superficie aleteada.
Para simplificar las ecuaciones de transferencia de calor, es válido considerar la punta de la aleta enestado adiabático y sustituir la longitud de la aleta por una corregida
.
El área superficial de las aletas es de:
Donde , y Da la ecuación de la ley de Newton del enfriamiento es posible calcular el coeficiente deconvección, asumiendo que el portacojinete en la superficie tiene un temperatura y que latemperatura del ambiente será , el flujo de calor es el que se genera por fricción en elcojinete, este fue calculado anteriormente, ̇ este valor lo multiplicamos por un factorde seguridad de 2 así que:
̇ ⁄
9.2.Eficiencia de la aleta.Una situación ideal en la cual la resistencia térmica en la aleta es cero y la conductividad es infinitada como resultado un valor en la temperatura constante sobre toda la longitud de la aleta, lo cualdifiere del caso real, en el cual la temperatura a lo largo de la aleta disminuye con respecto a la
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
42/43
longitud. De este modo es posible definir una eficiencia térmica de la aleta al comparar estas dossituaciones
̇ ̇
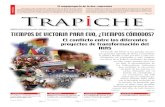
Para el caso particular de una aleta circular y considerando que la conductividad del metal es de ⁄ y utilizando la siguiente figura, es posible definir la eficiencia de la aleta.
Figura 20. Eficiencia térmica de una aleta circular de perfil rectangular.
De la figura 20 tenemos que ⁄ y , con estos valores
es posible calcular ( )
⁄ .Ya con este dato es posible obtener de la figura 20 la eficiencia de la aleta, la cual es del 46%
9.3.Efectividad de la aleta.A través de este parámetro se obtiene el desempeño de las aletas, el cual se juzga sobre la base delmejoramiento en la transferencia de calor comparado con el caso en el que no se usan aletas
̇
̇
Ya que indica que las aletas están mejorando la transferencia de calor desde lasuperficie.Del parámetro de eficiencia y de la efectividad se concluye que las aletas con estas dimensionesmejoran la transferencia de calor en un 46%.
-
8/18/2019 Rediseno de Un Trapiche Panelero de 4 Ma
43/43
REFERENCIAS
[1] Castaño J. Diseño de detalle y construcción de la cureña para un molino prototipo de cuatro
mazas. Tesis de pregrado. Medellín Colombia: Universidad Nacional de Colombia sede Medellín.2007.[2] Áreas Culturales del banco de la república, Biblioteca Virtual [en internet]:http://www.banrepcultural.org/blaavirtual/ciencias/sena/agricultura/produccion-y-recomendaciones-tecnologicas/canaguavi8.htm [consultado 14/02/2011].[3] Londoño N, Botero M. Informe Técnico: Molino de 4 Mazas. 2008.[4] Sánchez L. Diseño conceptual del apoyo para un molino panelero de cuatro masas. Tesis de pregrado. Medellín Colombia: Universidad Nacional de Colombia Sede Medellín. 2010.[5] Hugot E. Manual para ingenieros azucareros. Edición Revolucionaria. 1963[6] Norton R. L. Diseño de Maquinas. Editorial Pearson 1995.[7]Cimpa. Manual para la selección, montaje y operación de los equipos de molienda para la
producción de panela. barbosa, s. 1991, p. 29.[8] GOMEZ G. León Fernando – BERMÚDEZ N. Cesar Augusto. Diseño a nivel de anteproyectode un equipo de preparación de caña para molinos paneleros. – Tesis de grado Universidad Nacional de Colombia sede Medellín – Facultad Nacional de Minas, 2001.[9] Properties and Selection: Irons, Steels, and High-Performance Alloys published in 1990 asVolume 1 of the 10th Edition Metals Handbook. With the second printing (1993), the series titlewas changed to ASM Handbook.[10] Aros cónicos de apriete, en línea , consultado el25/03/11[11] Aros cónicos de apriete, en línea ,
consultado el 25/03/11[12] Norma ANSI B.4.2 de 1978 (ISO R286) “Preferred metric limits and fits” [13] Aros cónicos de apriete, en línea , consultado el 25/03/11
http://www.banrepcultural.org/blaavirtual/ciencias/sena/agricultura/produccion-y-recomendaciones-tecnologicas/canaguavi8.htmhttp://www.banrepcultural.org/blaavirtual/ciencias/sena/agricultura/produccion-y-recomendaciones-tecnologicas/canaguavi8.htmhttp://www.banrepcultural.org/blaavirtual/ciencias/sena/agricultura/produccion-y-recomendaciones-tecnologicas/canaguavi8.htmhttp://www.tecnotrans.com/pdfs/catalogos/http://www.tecnotrans.com/pdfs/catalogos/http://www.ringspann.com/en/Products__578/?itid=408http://www.casasueca.com/http://www.casasueca.com/http://www.casasueca.com/http://www.ringspann.com/en/Products__578/?itid=408http://www.tecnotrans.com/pdfs/catalogos/http://www.banrepcultural.org/blaavirtual/ciencias/sena/agricultura/produccion-y-recomendaciones-tecnologicas/canaguavi8.htmhttp://www.banrepcultural.org/blaavirtual/ciencias/sena/agricultura/produccion-y-recomendaciones-tecnologicas/canaguavi8.htm