DISEÑO DE LA AUTOMATIZACIÓN PARA UN TRAPICHE...
60
DISEÑO DE LA AUTOMATIZACIÓN PARA UN TRAPICHE PANELERO Elaborado por: ALVARO HERNAN QUINTERO UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA PROGRAMA DE MECATRÓNICA SANTIAGO DE CALI 2010
Transcript of DISEÑO DE LA AUTOMATIZACIÓN PARA UN TRAPICHE...

DISEÑO DE LA AUTOMATIZACIÓN PARA UN TRAPICHE PANELERO
Elaborado por:
ALVARO HERNAN QUINTERO
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
PROGRAMA DE MECATRÓNICA SANTIAGO DE CALI
2010

DISEÑO DE LA AUTOMATIZACIÓN PARA UN TRAPICHE PANELERO
Elaborado por:
ALVARO HERNAN QUINTERO
Trabajo de grado presentado Para optar al titulo de:
INGENIERO MECATRÓNICO
Director: ANDRÉS NAVAS
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
PROGRAMA DE MECATRÓNICA SANTIAGO DE CALI
2010

TABLA DE CONTENIDO
Pág. INTRODUCCIÓN ..................................................................................................... 9
1. PLANTEAMIENTO DEL PROBLEMA ......................................................... 10
2. JUSTIFICACIÓN .......................................................................................... 11
3. OBJETIVOS................................................................................................. 12
3.1. OBJETIVO GENERAL ................................................................................. 12
3.2. OBJETIVOS ESPECIFICOS ........................................................................ 12
4. ANTECEDENTES ........................................................................................ 13
4.1. CARACTERÍSTICAS DE PRODUCCIÓN .................................................... 13
4.2. CARACTERÍSTICAS TÉCNICAS ................................................................ 14
5. MARCO TEORICO ...................................................................................... 15
6. METODOLOGÍA .......................................................................................... 19
6.5. DESCRIPCION DEL PROCESO ................................................................. 22
6.5.2. Cálculo banda transportadora ...................................................................... 29
6.5.3. Maceración .................................................................................................. 33
6.6. DISEÑO DETALLADO ................................................................................. 35

6.7. DISEÑO PARA MANTENIMIENTO .............................................................. 38
6.8. DISEÑO FINAL ............................................................................................ 41
7. COSTOS ...................................................................................................... 42
7.1. COSTOS DE DESARROLLO....................................................................... 42
7.1.1. Costos de diseño ......................................................................................... 42
7.1.2. Costo de Prototipado ................................................................................... 43
7.1.3. Costo de manual de proceso ....................................................................... 43
7.3.1. Mano de obra ............................................................................................... 43
7.3.2. Adecuación de Áreas ................................................................................... 44
7.3.3. Maquinaria ................................................................................................... 44
7.4.1. Costos de Materiales e Instalación .............................................................. 44
7.4.2. Costos de Herramientas .............................................................................. 45
8. INGRESOS .................................................................................................. 46
BIBLIOGRAFÍA ..................................................................................................... 47
ANEXOS ................................................................................................................ 48

LISTA DE CUADROS
Pág.
Cuadro 1. Necesidades de la empresa. ................................................................. 21
Cuadro 2. Métricas. ................................................................................................ 21
Cuadro 3. Valores ideales y marginales de las métricas. ...................................... 22
Cuadro 4. Máquina trituradora- desfibradora. ........................................................ 34
Cuadro 5. Mantenimiento ....................................................................................... 41

LISTA DE FIGURAS
Pág.
Figura 1. Máquina para la producción de panela .................................................. 13
Figura 2. Sistema para la producción de panela .................................................. 14
Figura 3. Mazas .................................................................................................... 23
Figura 4. Mazas modificadas, sin proceso de maceracion ................................... 24
Figura 5. Máquina desfibradora, banda transportadora, mazas sin modificar ...... 25
Figura 6. Maquina desfibradora, banda transportadora, mazas sin modificar,
proceso de maceracion ......................................................................................... 26
Figura 7. Maquina desfibradora, banda transportadora, mazas modificadas ....... 28
Figura 8. Maquina desfibradora, banda transportadora, sistema dentado de
las mazas, artefacto debajo de las mazas, proceso de maceracion ..................... 28
Figura 9. Tensión Banda ....................................................................................... 30
Figura 10. Diagrama de tensión maxima .............................................................. 32
Figura 11. Maquina desfibradora .......................................................................... 34
Figura 12. Diseño detallado .................................................................................. 35
Figura 13. Diseño de banda .................................................................................. 35
Figura 14. Diseño de maza ................................................................................... 36
Figura 15. Diseño base mazas ............................................................................. 36
Figura 16. Diseño mazas ...................................................................................... 37

Figura 17. Diseño hidratación bagazo .................................................................. 37
Figura 18. Horno ................................................................................................... 38
Figura 19. Diseño Final ......................................................................................... 41

LISTA DE ANEXOS
ANEXO A. PLANOS .............................................................................................. 49
ANEXO B. FLUJO DE FONDOS ........................................................................... 57
ANEXO C. PUNTO DE EQUILIBRIO ..................................................................... 59
ANEXO D. P&G ..................................................................................................... 60

9
INTRODUCCIÓN
El estado del arte de la automatización industrial proyecta a toda empresa que posee procesos industriales a buscar la optimización de los recursos con el fin de reducir sus costos fijos y obviamente mejorar la calidad de su producto. Dentro de la amplia gama de industrias que se encuentran en el mercado de la automatización industrial se encuentra la industria de fabricación de panela orgánica TRAPICHE LA PLATINA, orientada hacia la excelencia en el servicio y satisfacción de las necesidades de los consumidores, clientes en general. TRAPICHE LA PLATINA ha estado ligado a la industria regional desde 1.948 Por más de 50 años ha conservado su liderazgo al ser el productor de la panela más consumida por el municipio de Toro (valle) gracias a este auge y por ser clasificados como productores de panela orgánica se creo la empresa RFMB (Robert Fernando Muñoz Bedoya (empresa persona natural)) quien es la encargada hace 8 años de la distribución a nivel regional e internacional. TRAPICHE LA PLATINA es la fusión entre productor y distribuidor creando una gran empresa familiar la cual tiene como objetivo la producción de panela orgánica 100% natural. TRAPICHE LA PLATINA se caracteriza por utilizar la mejor calidad de productos naturales para la producción de panela ideal para el consumo humano. A continuación se presenta el anteproyecto tendiente a plantear una solución en automatización que permita mejorar la eficiencia en la producción del TRAPICHE LA PLATINA.

10
1. PLANTEAMIENTO DEL PROBLEMA Se requiere por parte de la empresa, la automatización del molino y los fondos Los problemas que presenta este trapiche son:
1- La deficiencia del molino para la extracción de más del 60 % de la materia prima (JUGO DE CAÑA) ya que hasta ahora el único porcentaje que han podido logran extraer es de 35% a 40%.
2- El demasiado tiempo de trabajo manual requerido en el traspaso del guarapo a los diferentes fondos.

11
2. JUSTIFICACIÓN La empresa TRAPICHE LA PLATINA es una empresa dedicada a la producción de panela orgánica en la cual, un proceso importante es la extracción total de la materia prima (jugo de caña), El diseño de la automatización para el trapiche, se hace necesario principalmente para satisfacer las necesidades de TRAPICHE LA PLATINA El proyecto permitirá optimizar el proceso de elaboración de panela orgánica, aumentando el grado de tecnificación y producción con los que se espera evitar problemas con los controles de calidad del mercado hacia el que va dirigida, Al tener un producto de mejor calidad y fruto de un proceso más limpio, obviamente el TRAPICHE LA PLATINA se verá favorecido, por mejores precios, nuevos mercados y optimizar sus recursos naturales. Aunque el costo de este proceso será un poco mayor, esto se compensará por el aumento de la productividad y de la calidad de la panela orgánica, que tiene más ventajas nutritivas que la azúcar blanca o rubia tradicional

12
3. OBJETIVOS
3.1. OBJETIVO GENERAL Desarrollar el diseño de un sistema de automatización para el trapiche panelero, con el fin de mejorar la eficiencia en la producción. 3.2. OBJETIVOS ESPECIFICOS
Realizar un levantamiento de datos de producción actual, con el fin de hacer una proyección de mejoramiento implementando un sistema automatizado.
Reconocer tecnologías nacionales que permitan la implementación de un sistema automatizado sin tener un costo de implementación elevado.
Seleccionar materiales y equipos que no alteren la calidad de la panela producida actualmente
Diseñar un manual de mantenimiento claro y entendible para el usuario.
Identificar prioritariamente las necesidades del cliente .

13
4. ANTECEDENTES
Desde el uso de los molinos de madera accionados manualmente para obtener el jugo de la caña que se convertía en “pan de azúcar” durante la colonia, la industria de equipos ha evolucionado en materiales y diseños que permiten hacer más eficientes los procesos de extracción.
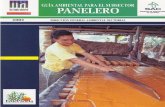
Figura 1. Máquina para la producción de panela
Fuente: ARANGO, jaime. Planta automatizada para producción de Panela [En línea]. Bogotá
D.C.: tecnoparque, 2008 [consultado 10 de septiembre de 2009]. Disponible en Internet: http://tpcbogelectronica.blogspot.com/2008/01/planta-automatizada-para-produccin-de.html
Máquina para la producción de panela usando un proceso automatizado y controlado electrónicamente. Ocupa un volumen de 90 metros cuadrados y sustituye la elaboración artesanal del producto1. 4.1. CARACTERÍSTICAS DE PRODUCCIÓN Capacidad de producir una tonelada de panela hora. El sistema tradicional
necesita de 8 personas y 12 horas para producir lo mismo. Sistema autónomo para su funcionamiento. Solo son necesarias dos personas
para supervisión.
1ARANGO, jaime. Planta automatizada para producción de Panela [En línea]. Bogotá
D.C.: tecnoparque, 2008 [consultado 10 de septiembre de 2009]. Disponible en Internet:
http://tpcbogelectronica.blogspot.com/2008/01/planta-automatizada-para-produccin-
de.html

14
4.2. CARACTERÍSTICAS TÉCNICAS Control electrónico del proceso. Movimientos hidráulicos en la máquina para reducir consumo eléctrico. Brazo mecánico para alimentación del trapiche. Sistema de rotación para almacenamiento y alimentación del trapiche. Temperaturas para cocción en los calderos con control electrónico.
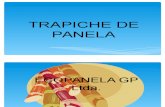
Figura 2. Sistema para la producción de panela
Fuente: MENA GARCIA, nestor. Sistema para la producción de panela [En línea]. Bogotá D.C.:
panela con vapor, 2008 [consultado 02 de Agosto de 2007]. Disponible en Internet: http://www.panelaconvapor.com/tecnologia.php
Esta nueva tecnología para producir panela fue promovida por El Dr. Enrique Devis Echandía, Ph.D. en Ingeniería Térmica de la Universidad de Cornell y profesor de la Universidad de los Andes por más de 3 décadas. El desarrollo tecnológico tomó varios años, y la estamos implementando desde 1994. Hasta la fecha se han instalado más de 80 sistemas para la producción de panela.2
De esta tecnología se han fabricado centenares de calderas a vapor que queman residuos agroindustriales y otros combustibles no convencionales en Colombia y en el exterior desde 1976.
2 MENA GARCIA, nestor. Sistema para la producción de panela [En línea]. Bogotá
D.C.:panela con vapor, 2008 [consultado 02 de Agosto de 2007]. Disponible en Internet:
http://www.panelaconvapor.com/tecnologia.php

15
5. MARCO TEORICO El proceso empieza en los cañaduzales, cuando los campesinos realizan el corte. Posteriormente se trasladan al trapiche, ahí la caña se muelen para extraerles el jugo y separar el bagazo (residuo de la caña exprimida), los molinos utilizados en el TRAPICHE LA PLATINA, es impulsado por un motor de 20 hp trifásico, considerados rústicos para el proceso, pues en otros lugares se usan tecnologías más avanzadas con bandas automatizadas para transportar el bagazo. Después de que la caña esta bien exprimida, el bagazo sobrante se recicla, recolectándose en carretillas para pasarlo a una plancha de cemento, ahí se pone a secar alrededor de una semana, para después utilizarse en el horno y ahorrarse la leña, que solo se utiliza al inicio de la temporada pues aún no se cuenta con bagazo seco para la combustión. Mientras la caña se exprime al máximo, el jugo va cayendo en dos tanques donde se ubica un colador en el cual se contienen la mayoría de las impurezas que pudiera tener, de ahí éste pasa por una manguera que desemboca en otros recipientes y posteriormente al primer fondo de lumbre, la cual se ubica encima de un horno el cual entibia el líquido, formando una capa de impurezas que se remueve con unos cucharones; de no hacerse este paso, la calidad de la panela demeritaría pues saldría de color oscuro y percudido lo que en el mercado pagarían como de segunda calidad. Cabe hacer mención que el horno que se utiliza en el proceso está conectado en su centro a un tubo por donde la lumbre entra y da vuelta hasta llegar a los fondos. Conforme la miel sigue pasando por las calderas aumenta su temperatura adquiriendo un color café; en la tina final el calor del horno se incrementa al máximo, haciendo más espeso al contenido, lo que obliga a removerlo constantemente para que no se pegue, si esto llegara a pasar se le agregaría una cucharada de manteca para facilitar que la miel se desprenda con mayor facilidad del tanque. Cuando llega al ultimo fondo se espesa a lo máximo y es el punto final de la miel, tiene que tener uno cuidado ya que de lo contrario una insignificante gota puede ser peligrosísima, por que la quemada de la miel puede deshacer la piel ya que la temperatura es muy elevada. Después de este procedimiento se pasas a unas bateas donde trabajadores la enfrían y mediante unos moldes sacan la panela de forma redonda.

16
Caña de azúcar: caña de azúcar es una planta proveniente del sudeste asiático El jugo de su tronco es la principal fuente de azúcar. Después de cosechar la caña, pasa bajo unas cuchillas desmenuzadoras, para luego pasar al trapiche Trapiche: Un trapiche es un molino utilizado a fin de extraer el jugo de determinados frutos de la tierra, como la aceituna o la caña de azúcar. Molino: Un molino es un artefacto o máquina que sirve para moler Bagazo: residuo leñoso de la caña de azúcar. En estado fresco estos bagazos contienen un 40% de agua. Suelen utilizarse como combustible de las propias azucareras. También se utilizan en la industria del papel y fibras, por la celulosa que contienen. Horno: Un horno es un dispositivo que genera calor y que lo mantiene dentro de un compartimento cerrado. Se utiliza generalmente en la cocina para cocinar, calentar o secar alimentos. Fondos: es un recipiente de metal o greda, redondo y poco profundo. Este utensilio tiene diferentes uso en los diferentes países, como servir para calentar el agua en las cocinas de carbón (recipiente metálico), además de que permite utilizarla como sartén para freír o fuente plana para asar alimentos. Panela: es un alimento típico de Brasil, Chile, Perú, México, Centro América, Panamá, Colombia, Venezuela, Ecuador y Bolivia, cuyo único ingrediente es el jugo de la caña de azúcar. Para producir la panela, el jugo de caña de azúcar es cocido a altas temperaturas hasta formar una melaza bastante densa, luego se pasa a unos moldes en forma de cubo donde se deja secar hasta que se solidifica o cuaja. La automatización de los procesos industriales constituye uno de los objetivos más importante de las empresas en la siempre incesante tarea de la búsqueda de la competitividad en un entorno cambiante y agresivo3. La automatización de un proceso industrial, (maquina, conjunto o equipo industrial) consiste en la incorporación al mismo, de un conjunto de elementos y dispositivos tecnológicos
3 MORENO GARCIA, Emilio. Automatización de productos industriales. Universidad politécnica de
valencia. Pag.1-2.

17
que aseguran su control y buen comportamiento, automatismo, en general a de ser capas de reaccionar frente a las situaciones previstas de antemano y además frente a imponderables, tener como objetivo situar al proceso y a los recursos humanos que lo asisten en la situación mas favorable.
Históricamente los objetivos de automatización han sido el procurar la reducción de costos de fabricación, una calidad constante de los medios de producción, y liberar al ser humano de las tareas tedios, peligrosa, e insalubres.
Desde los años 60 debido a la alta competitividad empresarial y a la internalización creciente de los mercados, estos objetivos han sido ampliamente incrementados. Téngase en cuenta que como resultado del entorno competitivo, cualquier empresa se ve sometida a grandes y rápidos procesos de cambio en búsqueda de su adecuación a las demandas de mercado, neutralización de los avances de su competencia o simplemente como maniobra de cambio de estrategia al verse acortado el ciclo de vida de algunos de sus productos. Ello obliga a tener medios de producción adecuados que posean una gran flexibilidad y puedan modificar oportunamente la estrategia de producción. Seguridad: por medio de la automatización se puede incrementar la seguridad en el sitio de trabajo. Por ejemplo en ambientes de trabajo peligrosos como en el caso de la fundición o la fragua, si el proceso es automatizado, se reducirían los accidentes físicos de los trabajadores. Humanización: La humanización de los puestos de trabajo juega un rol muy importante a la hora de incentivar la automatización. Esto significa que tanto el trabajo en sí mismo, como también las condiciones del entorno pueden ser amenizadas. Por ejemplo pueden instalarse máquinas que realicen las tareas más difíciles, o las que se llevan a cabo bajo condiciones de entorno extremas como por ejemplo altas temperaturas, o altos niveles de ruido o de contaminación. El trabajador puede así concentrarse cada vez más en el controlar, supervisar o planear, y de esta manera evitar los riesgos a la salud Calidad: La calidad del producto se puede mejorar mediante la automatización, debido a que se suprimen deficiencias humanas como falta de atención o cansancio. Racionalización: Racionalizar, desde el punto de vista empresarial juega un rol relevante. A través de la racionalización se pueden reducir los costos en una gran cantidad o se posibilita una expansión de la empresa. En caso de carencia de

18
mano de obra, la producción se puede mantener en pie mediante un aumento de la maquinaria. En este sentido se debe tener en cuenta que el Racionalizar no necesariamente va acompañado de una disminución de puestos de trabajo, sino que puede significar una verdadera reestructuración de la empresa.

19
6. METODOLOGÍA 6.1. PLANEACIÓN DE PROYECTO 6.1.1. Descripción del producto: Diseño de un sistema de automatización para
el trapiche panelero. 6.1.1.1. Principales objetivos de marketing.
Lanzar al mercado el diseño en mayo de 2010.
Reducir los costos y aumentar la producción de panela orgánica.
Diseño de excelente presentación. 6.1.1.2. Mercado primario
Trapiche la platina. 6.1.1.3. Mercado secundario.
Pequeñas productores de panela.
medianos productores de panela 6.1.1.4. Premisas y restricciones.
Que el diseño de la automatización no intervenga en el proceso orgánico del producto.
Bajo costo.
Resistente suciedad del ambiente de trabajo.
Preciso.
Automático.
Confiable.
Fácil mantenimiento.

20
6.1.2. Partes implicadas.
Cliente (trapiche la platina)
Personal de diseño
Área de producción.
Área de mantenimiento. 6.2. OBTENCIÓN DATOS PRIMARIOS Necesidades planteadas por El trapiche la platina:
El sistema de absorción de caña al molino es peligroso.
Cuando estamos en el proceso de la molienda, observamos y sentimos como la caña sale aun húmeda por que aun lleva jugo en su interior.
Si no se le saca el jugo a la caña esto hace disminuir la producción.
Cuando la maquina esta prendida hace mucho ruido.
6.3. INTERPRETACIÓN DE DATOS PRIMARIOS
Que sea seguro
Que tenga larga vida útil
Que sea resistente a golpes
Que el sonido sea a un nivel bajo
Que sea de fácil mantenimiento
Que sea eficiente
Que sea fácil de manejar
Utilizar bien espacios
6.3.1. Longevidad
Que sea seguro
Que tenga larga vida útil
Que sea de fácil mantenimiento
6.3.2. Operación
Que sea fácil de manejar
Que sea eficiente
Que sea de fácil mantenimiento

21
6.3.3. Estética
Que el sonido sea a un nivel bajo
6.4. DESARROLLO DE QFD. Identificar Necesidades Y Establecer Métricas. Las necesidades fueron establecidas directamente por la empresa, teniendo en cuenta los problemas que se presentan actualmente y las recomendaciones de los operarios del molino.
Cuadro 1. Necesidades de la empresa.
# Necesidades Importancia
1 Fácil mantenimiento. 5
2 Fácil de adaptar. 3
3 Resistente al suciedad. 5
4 Debe ser preciso. 5
5 Durable. 5
6 Debe poder extraer el mayor porcentaje de jugo de caña. 4
7 Costo razonable 3
Las necesidades anteriores, son traducidas a parámetros cuantificables:
Cuadro 2. Métricas.
Métrica N. Necesidad Métrica Importancia Unidades
1 8 Volumen ocupado 4 M2
2 8 Área ocupada 4 M2
3 1 Precisión 5 %
4 1 Repetibilidad 5 %
5 Costo 3 $
6 2 Vida útil 5 Años
7 Costo mantenimiento 4 $
8 1 Velocidad 3 Mm/s

22
Valores ideales y marginales de las métricas.
Cuadro 3. Valores ideales y marginales de las métricas.
Métrica N.
Métrica Importancia Unidades Valor ideal
Valor marginal
1 Volumen ocupado 4 M2 Propio Propio
2 Área ocupada 4 M2 propio Propio
3 Precisión 5 % 99 95-99
4 Repetibilidad 5 % 99 95-99
5 Costo 3 $
6 Vida útil 5 Años 50 40
7 Costo mantenimiento
4 $ 200.000 300.000
8 Velocidad 3 Mm/s
6.5. DESCRIPCION DEL PROCESO
6.5.1. Calculo de la extraccion de jugo
ec1
ec2 Datos actuales: Actualmente se procesa 1000 kg de caña por hora. Existen dos pilas de 2000 Lt cada una, donde se llenan 421 Litros de jugo por cada 1000 kg de caña procesada.
El jugo de caña tiene una densidad de 1,07 gr/mL
Peso de lote de caña = 1000kg
Densidad de la caña= 1,07 gr/mL=1,07kg/Lt
Volumen de la caña= 421 L A partir de estos datos podemos aplicar la ecuación de densidad para trabajar la cantidad de jugo extraído en términos de peso.

23
Utilizando la ecuación 1 y despejando V tenemos:
Conociendo el peso del jugo aplicamos la ecuación 2 tenemos:
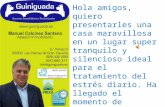
º Si deseamos optimizar la extracción del jugo de caña, sin modificar considerablemente el molino debemos garantizar que la abertura del par quebrador (maza mayal y maza recibidora) para entrada de la caña, entre 11 y 15 mm y la abertura del par repasador (maza mayal y maza repasadora) para salida del bagazo, entre 0,4 y 1 mm. La Velocidad de las mazas debe estar entre 60 y 100 vueltas/min.
Figura 3. Mazas
Fuente: MINISTERIO DE AGRICULTURA Y DESARROLLO RURAL. Sistema para la producción
de panela [En línea]. Mocoa.: Agronomia del cultivo de la caña panelera, 2002 [consultado 02 de Agosto de 2007]. Disponible en Internet: http://www.agronet.gov.co/www/docs_si2/20061024151158_Agronomia%20cultivo%20de%20la%20cana%20panelera.pdf
Opcion 1: Mazas modificadas, sin proceso de maceracion: Este sistema consta de una modificación del molino, donde las mazas poseen un sistema dentado que permiten un mayor aplastamiento de la caña. Se logra extraer un 55% del jugo.
Peso de lote de caña = 1000kg

24
Densidad de la caña= 1,07 gr/mL=1,07kg/Lt
Volumen de la caña= 514 Lt A partir de estos datos podemos aplicar la ecuación de densidad para trabajar la cantidad de jugo extraído en términos de peso. Utilizando la ecuación 1 y despejando V tenemos:
Conociendo el peso del jugo aplicamos la ecuación 2 tenemos:
Figura 4. Mazas modificadas, sin proceso de maceracion
Opción 2: Máquina desfibradora, banda transportadora, mazas sin modificar, sin proceso de maceración: Este sistema en primera instancia convierte la caña en fibras, para volver más efectivo el proceso de aplastamiento, a pesar de que las mazas no tienen ninguna modificación, se implementa un artefacto debajo de las masas para que las fibras aplastadas no caigan dentro del molino si no que sigan su curso normal.

25
Garantizando que la abertura del par quebrador (maza mayal y maza recibidora) para entrada de la caña, entre 11 y 15 mm y la abertura del par repasador (maza mayal y maza repasadora) para salida del bagazo, entre 0,4 y 1 mm, manteniendo la velocidad de las mazas entre 60 y 100 vueltas/min.
Peso de lote de caña = 1000kg
Densidad de la caña= 1,07 gr/mL=1,07kg/Lt
Volumen de la caña= 560.7 L A partir de estos datos podemos aplicar la ecuación de densidad para trabajar la cantidad de jugo extraído en términos de peso. Utilizando la ecuación 1 y despejando V tenemos:
Conociendo el peso del jugo aplicamos la ecuación 2 tenemos:
A partir de esta modificación se estima una extracción del 60 % del jugo de la caña.
Figura 5. Máquina desfibradora, banda transportadora, mazas sin modificar

26
Opcion 3: Maquina desfibradora, banda transportadora, mazas sin modificar, proceso de maceracion: Este sistema en la primera parte convierte la caña en fibras, para volver más efectivo el proceso de aplastamiento, a pesar de que las mazas no tienen ninguna modificación, se implementa un artefacto debajo de las masas para que las fibras aplastadas no caigan dentro del molino si no que sigan su curso normal, en el recipiente almacenador del bagazo se implementa el proceso de maceración.
Peso de lote de caña = 1000kg
Densidad de la caña= 1,07 gr/mL=1,07kg/Lt
Volumen de la caña= 644,86 L A partir de estos datos podemos aplicar la ecuación de densidad para trabajar la cantidad de jugo extraído en términos de peso. Utilizando la ecuación 1 y despejando V tenemos:
Conociendo el peso del jugo aplicamos la ecuación 2 tenemos:
A partir de esta modificación se estima extraer aproximadamente un 69 % del jugo de la caña.
Figura 6. Maquina desfibradora, banda transportadora, mazas sin modificar, proceso de maceracion

27
Opción 4: Maquina desfibradora, banda transportadora, mazas modificadas, sin proceso de maceracion: Como primer paso convierte la caña en fibras, para volver más efectivo el proceso de aplastamiento, las mazas tienen un sistema dentado, se implementa un artefacto debajo de las masas para que las fibras aplastadas no caigan dentro del molino, y puedan seguir su curso normal.
Peso de lote de caña = 1000kg
Densidad de la caña= 1,07 gr/mL=1,07kg/Lt
Volumen de la caña= 700,9 L A partir de estos datos podemos aplicar la ecuación de densidad para trabajar la cantidad de jugo extraído en términos de peso. Utilizando la ecuación 1 y despejando V tenemos:
Conociendo el peso del jugo aplicamos la ecuación 2 tenemos:
A partir de esta modificación logramos extraer aproximadamente un 75 % del jugo de la caña.

28
Figura 7. Maquina desfibradora, banda transportadora, mazas modificadas
Después de observar y analizar las 4 opciones determinamos que podemos implementar al mismo tiempo; todo lo propuesto anteriormente: MAQUINA DESFIBRADORA, BANDA TRANSPORTADORA, SISTEMA DENTADO DE LAS MAZAS, ARTEFACTO DEBAJO DE LAS MAZAS, PROCESO DE MACERACION, al unir todos estos procesos logramos obtener aproximadamente hasta un 80 % del jugo de la caña, igualmente podremos obtener el diseño final:
Peso de lote de caña = 1000kg
Densidad de la caña= 1,07 gr/mL=1,07kg/Lt
Volumen de la caña= 747,66 L
A partir de estos datos podemos aplicar la ecuación de densidad para trabajar la cantidad de jugo extraído en términos de peso. Utilizando la ecuación 1 y despejando V tenemos:
Conociendo el peso del jugo aplicamos la ecuación 2 tenemos:
Figura 8. Maquina desfibradora, banda transportadora, sistema dentado de las mazas, artefacto debajo de las mazas, proceso de maceracion

29
6.5.2. Cálculo banda transportadora
Calculo de la potencia de accionamiento:
Potencia Total Necesaria = N1 + N2 + N3 + Nt Siendo, en las fórmulas anteriores: N1 .- Potencia necesaria para mover la banda descargada (CV) N2 .- Potencia necesaria para vencer las resistencias al movimiento de la carga (CV) N3 .- Potencia necesaria para elevar la carga (CV) Nt .- Potencia necesaria para accionar descargas intermedias (“tripper”) (CV). C .- Coeficiente según la longitud de transporte . f .- Coeficiente de rozamiento en rodillos. L .- Longitud del transporte en metros v .- velocidad de la banda (m/seg.) Gm .- Peso de las partes móviles ( = 2 · Gg · cos + Gs ) en Kg/m Gg .- Peso por metro lineal de banda en Kg/m .- Ángulo de inclinación del transporte, en grados
Gs .- Peso de las partes giratorias de los rodillos soporte en el ramal superior, en Kg/m. Gi .- Peso de las partes giratorias de los rodillos soporte en el ramal inferior, en Kg/m. Qt .- Capacidad real de transporte (Tm/h).

30
H .- Altura vertical de transporte, en metros.
Calculo de tensiones:
Figura 9. Tensión Banda

31
Siendo: F.- Fuerza de accionamiento en el tambor motriz, en Kg. Na.- Potencia de accionamiento en el tambor motriz, en CV v.- Velocidad de la banda, en m/seg. T1.- Tensión de la banda a la entrada en tambor motriz, en Kg. T2.- Tensión de la banda a la salida del tambor motriz, en Kg. e.- base de los logaritmos neperianos o naturales (e = 2,7182)
.- Coeficiente de rozamiento entre la banda y el tambor motriz.
.- Ángulo del tambor motriz abrazado por la banda, en radianes
Tr .- Tensión necesaria para mover la banda descargada.
Para confeccionar los diagramas de tensión, se debe diferenciar esta tensión entre el ramal superior (Trs) y el inferior (Tri), de modo que:

32
Tq .- Tensión necesaria para vencer las resistencias de rozamiento al movimiento de la carga.
Como tenemos solo un accionamiento utilizamos el siguiente diagrama para calcular la tensión máxima que ha de soportar la banda.
Figura 10. Diagrama de tensión maxima
Selección del tipo de banda: Una vez conocida la tensión máxima que ha de soportar la banda, puede pasarse a seleccionar el tipo y resistencia de la carcasa que habrá de soportarla. Coeficiente de Seguridad: En las bandas transportadoras se consideran coeficientes de seguridad elevados, ya que deben tener en cuenta los esfuerzos adicionales en servicio, tales como la flexión en los tambores, las irregularidades de reparto de las tensiones sobre la carcasa, las irregularidades en la carga, sobretensiones de arranque, pérdida de resistencia en empalmes, impactos en la carga, envejecimiento de la banda, etc.

33
Para las bandas de carcasa metálica, el coeficiente de seguridad que se recomienda, debe ser igual o superior a 8. También en este caso, si el tiempo de recorrido es superior a 10 minutos, este coeficiente puede disminuirse en una unidad. En el caso de banda de carcasa metálica, la resistencia nominal de la banda vendrá dada por:
Siendo: S.- Coeficiente de seguridad Tm.- Tensión máxima de trabajo de la banda, en kilos B.- Ancho de la banda, en metros Rn.- Resistencia nominal de la banda de carcasa metálica
Materiales para la construcción Malla Metálica “KAUFLEX”: 7 mts Rodillo de calidad ST-37: 5 unidades Motor de 8 hp, 1500 rpm, trifásico, 220V con accesorios de acople: 1 unidad Laminas de acero inoxidable (para soportes y barreras): 4 m2 6.5.3. Maceración Se estima rociar durante una hora 60 lt de agua sobre el bagazo Materiales a utilizar: Tubo Metálico galvanizado de ½ pulgada: 2mts. Manguera de polietileno de 2 cm de diámetro: 15 mts. Electrobomba de 1/8 hp, 120 V, 1100 rpm, marca PEDROLLO: 1 unidad. Llave de paso de cromo, ½ pulgada de diámetro. Rociador de agua fraccionada en bronce con pico modelo proyectospray ½ pulgada.

34
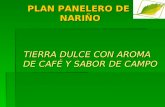
Figura 11. Maquina desfibradora
Fuente: PET Bottle crusher. Trituradora de la botella del ANIMAL DOMÉSTICO/del PE [En
línea]. Ningbo/Shanghai.: alibaba, 2008 [consultado 10 de septiembre de 2009]. Disponible en
Internet:
http://img.alibaba.com/photo/227804370/PET_PE_Bottle_crusher.jpgibfM:&tbnh=142&tbnw=131&pr
ev=/images%3Fq%3DSHTW-500B%26um%3D1%26hl%3Des%26tbs%3Disch:1
Cuadro 4. Máquina trituradora- desfibradora.
Modelo Capacidad Cuchillo
rotatorio
Cuchillo
fijo
Tamaño
de la
entrada
Pantalla
de
Dia.of
Voltaje Energía
SHTW-
500B 900kgs/h 6 PC 4 PC
800x500m
m
12m m 220 V 11kw

35
6.6. DISEÑO DETALLADO
Figura 12. Diseño detallado
A. Entrada de la Caña
1. Máquina Desfibradora
2. Sistema Transportador de las fibras de la caña
Figura 13. Diseño de banda

36
3. Molino: Se produce una modificación en las masas (Sistema dentado para el
aplastamiento de las fibras de la caña)
Figura 14. Diseño de maza
4. Salida del Jugo Extraído (sistema de separación del jugo, se instala entre la
2da y 3ra maza).
Figura 15. Diseño base mazas

37
Figura 16. Diseño mazas
Al convertir la caña en fibras es necesario adaptar en el molino un sistema que
mantenga el curso de entrada y salida del bagazo, es decir las fibras entran en
medio de la maza 1 y maza 2 y deben salir en medio de la maza1 y maza 3, si no
existe este sistema las fibras aplastadas caerían al fondo del molino.
5. Bagacera: Recipiente que almacena el bagazo expulsado por el molino, dentro de este recipiente se produce el proceso de maceración, es necesario que un operario utilice un “trincho” para regresar el bagazo macerado, a la entrada del molino, y así extraer hasta un 75% el jugo de la caña.
6. Sistema de Maceración. La maceración es un proceso de extracción sólido-líquido. El producto sólido (materia prima) posee una serie de compuestos solubles en el líquido extractante que son los que se pretende extraer.
Figura 17. Diseño hidratación bagazo

38
Físicamente es un montaje de tubos distribuidos intencionalmente para un rocío constante de agua sobre el bagazo expulsado por el molino.
Figura 18. Horno
El horno está constituido por 7 pailas de diferentes dimensiones, todos estarán construidas en acero inoxidable AISI/SAE 1324 con aleaciones de Manganeso.
6.7. DISEÑO PARA MANTENIMIENTO 6.7.1. Mantenimiento preventivo Para cumplir el mantenimiento preventivo se deben tener en cuenta las siguientes actividades:
Inventario. Es el inicio de las actividades para cumplir el mantenimiento preventivo, en el inventario se encuentra la referencia y especificaciones de los equipos.
Realizar cronograma de mantenimiento. El cronograma se realiza dependiendo del tiempo de funcionamiento de los equipos, teniendo en cuenta que se debe realizar trimestralmente.

39
Establecer prioridad del equipo. La priorización se realiza con el fin de determinar qué equipo necesita el mantenimiento preventivo inicialmente.
Coordinar el servicio de mantenimiento preventivo. Establecer las fechas de intervención para los diferentes equipos.
Establecer contratista. Buscar la empresa que por su experiencia pueda llevar a cabo el mantenimiento preventivo.
Solicitar la elaboración del contrato. La solicitud del contrato se realiza con la cotización previamente aprobada.
Realizar mantenimiento preventivo. Realizar las actividades preventivas relacionadas a cada equipo.
Validar el mantenimiento. El mantenimiento debe ser validado con la firma del usuario del mantenimiento preventivo.
Descargar reporte de mantenimiento. Diligenciar consecutivo del equipo, describiendo las actividades realizadas, la fecha y el responsable del mantenimiento.
6.7.2. Mantenimiento correctivo Para cumplir el mantenimiento correctivo se deben tener en cuenta actividades:
a) Inventario de equipos b) Diagnosticar daño del equipo c) Establecer prioridad d) Reparación directa del equipo
SI Establecer Repuestos Realizar el mantenimiento
NO Establecer contratista Coordinar mantenimiento correctivo Elaborar orden de servicio Realizar mantenimiento Validar orden de mantenimiento
e) Descargar reporte de mantenimiento.

40
Inventario. Es el inicio de las actividades para llevar a cabo el mantenimiento correctivo, en el inventario se encuentra la referencia y especificaciones de los equipos.
Diagnosticar daño del equipo. Revisar el equipo y realizar un diagnóstico, evaluando anomalías en su funcionamiento.
Establecer prioridad del equipo. La priorización se realiza con el fin de determinar qué equipo necesita mantenimiento correctivo principalmente.
Establecer repuestos. En el caso que la reparación del equipo sea directa se procede con establecer los materiales y repuestos necesarios de acuerdo con la falla que se presente.
Establecer contratista. En caso de reparación no directa, buscar la empresa que por su experiencia pueda llevar a cabo el mantenimiento correctivo. Coordinar el servicio de mantenimiento correctivo. Establecer las fechas de intervención para los diferentes equipos. Elaboración orden del servicio. La solicitud de la orden de servicio se realiza con la cotización previamente aprobada. Realizar mantenimiento correctivo. Realizar las actividades correctivas relacionadas a las fallas originadas en los equipos cambiando los repuestos deteriorados. Validar orden de mantenimiento. El mantenimiento debe ser validado con la firma del usuario del mantenimiento correctivo.
Descargar reporte de mantenimiento. Diligenciar consecutivo del equipo, describiendo las actividades realizadas, la fecha y el responsable del mantenimiento.

41
Cuadro 5. Mantenimiento
EQUIPO REFERENCIA ESPECIFICACIONES
Banda Transportadora
A-001 Motor de 8 hp, 1500 rpm, trifásico, 220V, Malla Metálica “KAUFLEX”
Maquina Desfibradora
A-002 Motor de 10 hp, 2500 rpm, trifásico, 220V, Cuchillo rotatorio 6PC, cuchillo Fijo 4 PC,
Molino Panelero A-003 Masas Rotatorias, Motor de 6 hp, 1450 rpm, trifásico,
Sistema de Maceración
A-004 Electrobomba 1/8 hp, 120v, Sistema de tubería
6.8. DISEÑO FINAL Después de observar y analizar podemos implementar al mismo tiempo; todo lo propuesto anteriormente: MAQUINA DESFIBRADORA, BANDA TRANSPORTADORA, SISTEMA DENTADO DE LAS MAZAS, ARTEFACTO DEBAJO DE LAS MAZAS, PROCESO DE MACERACION, al unir todos estos procesos logramos obtener aproximadamente hasta un 80 % del jugo de la caña, igualmente podremos obtener el diseño final.
Figura 19. Diseño Final

42
7. COSTOS
7.1. COSTOS DE DESARROLLO
A continuación se mostraran los criterios financieros que se debieron tener en cuenta en la realización de diseño, esta información se mostrara en los siguientes subíndices: 7.1.1. Costos de diseño El proceso de diseño abarcará un tiempo de 6 meses Para la realización del diseño se tiene en cuenta los siguientes costos de mano de obra durante los 6 meses:
1 ingeniero mecatrónico x 1.2 millones de salario x 1,9 de prestaciones = 2,28 millones
1 Dibujante x 0,7 millones de salario x 1,9 de prestaciones = 1,33 millones
Total de sueldos mensuales = 3,61 millones Total de sueldo de los 6 meses = 21,66 millones Los costos de materiales son los siguientes y solo son tenidos en cuenta durante el primer mes de su compra:
2 Computadores x 2 millones = 4 millones
Software de Solid Edge x 22 millones = 22 millones
2 Puestos de trabajo x 0,3 millones = 0,6 millones
Total de materiales de diseño = 26,6 millones
Se tienen en cuenta gastos varios por un valor de 0,2 millones y el valor del arrendamiento de 1 millón, para un total de 1.2 millones por mes. Total de costo de gastos y arrendamiento por 6 meses = 7.2 millones

43
7.1.2. Costo de Prototipado No se tiene en cuenta los costos de Prototipado, ya que el proyecto está enfocado en la elaboración de un diseño para la elaboración de panela orgánica, es decir, en el costo beneficio que producen la panela orgánica a la empresa junto con su productividad. 7.1.3. Costo de manual de proceso Para el manual de proceso se requiere una sola persona que lo elabore, en el mes 5, con un tiempo de duración de un solo mes
1 ingeniero x 1.2 millones x 1,9 de prestaciones = 2,28 millones
COSTO TOTAL DE MANUAL DE PROCESO = 2,28 MILLONES
COSTO TOTAL DE DESARROLLO = 57,74 MILLONES
7.2. COSTOS DE MERCADEO Y VENTAS
No es necesario realizar un estudio de mercado, ya que la empresa poseía una necesidad ya planteada, y salió en busca de oportunidades para resolver tal necesidad
7.3. COSTOS DE MONTAJE
A continuación se mostraran los criterios financieros que se debieron tener en cuenta en la realización del montaje, la cual es realizada en el 7 mes, esta información se mostrara en los siguientes subíndices: 7.3.1. Mano de obra
1 Ingeniero Mecatrónico x 1.2 millones x 1,9 de prestaciones = 2,28 millones
1 ayudante x 0.5 millones x 1.9 de prestaciones = 0.95 millones
Total costo de mano de Obra = 2.28 millones

44
7.3.2. Adecuación de Áreas Para acomodar elementos en las secciones respectivas del trapiche, para generar mayor productividad Total costo adecuación de áreas = 6 millones 7.3.3. Maquinaria La maquinaria necesaria para la realización del montaje Total costo de maquinaria = 5 millones
TOTAL COSTO DE MONTAJE = 14,23 millones 7.4. COSTOS DE PRODUCCION
A continuación se mostraran los criterios financieros que se debieron tener en cuenta en la realización de la producción, con una duración de 1 solo mes, realizado en el mes 8, esta información se mostrara en los siguientes subíndices: 7.4.1. Costos de Materiales e Instalación
Banda trasportadora = 4,5 millones
Redimensionamiento del molino= 0,5 millones
Adecuación de las Superficies para las Herramientas = 1 millón
Fabricación de trituradora bagazo = 8 millones
Instalación del trituradora = 0.5 millón
Sistema de Control = 0.050 millones Total de Costos de Materiales e Instalación = 14.55 millones

45
7.4.2. Costos de Herramientas
Poleas= 0.3
Herramientas =0.2
Soldador = 0.8
Dirigible = 0.2
Total de Costos de Herramientas = 1,5 millones
TOTAL COSTO DE PRODUCCION = 16.05 millones

46
8. INGRESOS
Los ingresos se empiezan a recibir a parir del octavo mes, produciendo 320 pacas( 7,680 toneladas) por mes hasta el décimo mes con un precio de venta de 0.035 millones
Primer Subtotal = 33,6 millones
Produciendo 360 pacas (8,640 toneladas) por mes, del mes 11 al mes 18, con un precio de venta de 0,035 millones.
Segundo Subtotal = 100.8 millones
INGRESOS TOTALES = 134,4 MILLONES Teniendo en cuenta una tasa de oportunidad de 0,025 se obtienen un Valor Presente Neto, el cual demuestra las utilidades finales del proyecto, por un valor de:
VALOR PRESENTE NETO = 13,826 MILLONES DE UTILIDAD

47
BIBLIOGRAFÍA
MORENO GARCÍA, Emilio. Automatización de productos industriales. Universidad Politécnica de Valencia. Pág.
OTTO, Kevin N. Product –Desing upper Saddle River 2 Ed. Prentice Hall, 2001. Pág.1065.
PIEDRAFITA MORENO, Ramón. Ingeniería de la automatización industrial. RA-MA Editorial, Madrid, España. Alfa Omega 2001.
ULRICH KARL, T. Diseño y desarrollo de productos enfoque multidisciplinarlo. 2ª Edición. McGraw – Hill Interamericana. México 2000. Pág. 358.
ARANGO, jaime. Planta automatizada para producción de Panela [En línea]. Bogotá D.C.: tecnoparque, 2008 [consultado 10 de septiembre de 2009]. Disponible en Internet: http://tpcbogelectronica.blogspot.com/2008/01/planta-automatizada-para-produccin-de.html
MENA GARCIA, nestor. Sistema para la producción de panela [En línea]. Bogotá D.C.: panela con vapor, 2008 [consultado 09 de Agosto de 2009]. Disponible en Internet: http://www.panelaconvapor.com/tecnologia.php
PET Bottle crusher. Trituradora de la botella del ANIMAL DOMÉSTICO/del PE [En línea]. Ningbo/Shanghai.: alibaba, 2008 [consultado 10 de septiembre de 2009]. Disponible en Internet: http://img.alibaba.com/photo/227804370/PET_PE_Bottle_crusher.jpgibfM:&tbnh=142&tbnw=131&prev=/images%3Fq%3DSHTW-500B%26um%3D1%26hl%3Des%26tbs%3Disch:1
MINISTERIO DE AGRICULTURA Y DESARROLLO RURAL. Sistema para la producción de panela [En línea]. Mocoa.: Agronomia del cultivo de la caña panelera, 2002 [consultado 09 de Agosto de 2009]. Disponible en Internet: http://www.agronet.gov.co/www/docs_si2/20061024151158_Agronomia%20cultivo%20de%20la%20cana%20panelera.pdf

48
ANEXOS

49
ANEXO A. PLANOS

50

51

52

53

54

55

56

57
ANEXO B. FLUJO DE FONDOS
CONCEPTO M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12 M13 M14 M15 M16 M17 M18
Costos de Mercadeo y Ventas
Estudio de mercado
Subtotal (-)
Costos de desarrollo
Proceso de diseño
Mano de obra
1 Ingeniero Mecatrónicos 2280000 2280000 2280000 2280000 2280000 2280000
Dibujante 1330000 1330000 1330000 1330000 1330000 1330000
Materiales
2 computadores 400000
Solid edge 15000000
2 puestos de trabajos 700000
Gastos varios 200000 200000 200000 200000 200000 200000 200000
Arrendamientos 1000000 1000000 1000000 1000000 1000000 1000000 1000000
Prototipado
Mano de obra 1800000
Materiales 2000000
Manual de proceso
Mano de obra 1440000
Subtotal (-) 20.910.000 4.810.000 4.810.000 4.810.000 4.810.000 4.810.000 5.000.000 1440000
Costos de montaje
Mano de obra
Ingeniero Mecatronico 2280000
Ayudante 950000
Maquinaria 5000000
Adecuacion de areas 6000000
Subtotal (-) 14230000
Costos de Produccion
Banda trasportadora 4500000
Redimensionamiento del molino 500000
Adecuación de las Superficies para las Herramientas 1.000.000
Fabricación de trituradora bagaso 8.000.000
Instalación del trituradora 500.000
Sistema de Control 50000
Herramientas
poleas 300.000
herramientas 200000
soldador 800000
dirigible 200000
costos fijos 5000000 2000000 2000000 2000000 2000000 2000000 2000000 2000000 2000000 2000000 2000000
Subtotal (-) 21.050.000 2000000 2000000 2000000 2000000 2000000 2000000 2000000 2000000 2000000 2000000
Ingresos
Cantidad 320 320 320 360 360 360 360 360 360 360 360
Precio de venta 35000 35000 35000 35000 35000 35000 35000 35000 35000 35000 35000
Ingresos totales (+) 11200000 11200000 11200000 12600000 12600000 12600000 12600000 12600000 12600000 12600000 12600000
Flujo neto -20.910.000 -4.810.000 -4.810.000 -4.810.000 -4.810.000 -4.810.000 -19.230.000 -8.410.000 9.200.000 9.200.000 10.600.000 10.600.000 10.600.000 10.600.000 10.600.000 10.600.000 10.600.000 10.600.000
VP - Valor presente -20.400.000 -4.578.227 -4.466.563 -4.357.623 -4.251.339 -4.147.648 -16.177.530 -6.902.479 7.366.701 7.187.025 8.078.735 7.881.692 7.689.456 7.501.908 7.318.935 7.140.424 6.966.268 6.796.359
VPN - Valor presente neto 8.646.094

58
Tasa de oportunidad
0,025 -20400000 -4578227,246 -4466563,167 -4357622,601 -4251339,123 -4147647,925 -16177530,47 -6902478,661 7366700,928 7187025,296 8078734,691 7881692,381 7689455,982 7501908,275 7318934,902 7140424,295 6966267,605 6796358,639
0,03 -20300970,87 -4533886,323 -4401831,381 -4273622,7 -4149148,253 -4028299,275 -15635749,76 -6638931,661 7051033,938 6845664,017 7657665,532 7434626,73 7218084,204 7007848,742 6803736,642 6605569,556 6413174,326 6226382,841
0,035 -20202898,55 -4490186,469 -4338344,414 -4191637,115 -4049890,933 -3912938,099 -15114606,17 -6386651,188 6750324,944 6522053,086 7260424,566 7014902,962 6777684,021 6548486,977 6327040,557 6113082,664 5906360,062 5706628,079
0,04 -20105769,23 -4447115,385 -4276072,485 -4111608,159 -3953469,384 -3801412,869 -14613219,55 -6145104,624 6463797,967 6215190,353 6885557,875 6620728,726 6366085,313 6121235,878 5885803,729 5659426,662 5441756,406 5232458,083
0,045 -20009569,38 -4404661,065 -4214986,666 -4033480,063 -3859789,534 -3693578,501 -14130751,24 -5913786,918 6190720,735 5924134,675 6531706,631 6250436,968 5981279,395 5723712,34 5477236,689 5241374,822 5015669,686 4799683,91
0,05 -19914285,71 -4362811,791 -4155058,849 -3957198,904 -3768760,861 -3589296,058 -13666401,98 -5692219,035 5930402,029 5648001,933 6197600,464 5902476,633 5621406,317 5353720,302 5098781,24 4855982,133 4624744,889 4404518,942
Tasa de oportunidad (%) VPN
2,5 8646093,802
3 5301346,297
3,5 2239834,976
4 -561730,6923
4,5 -3124647,517
5 -5468398,309
Inversion -72.600.000
mes 16 82.000.000
9.400.000
RECUPERACION DE LA INVERSION
TIR
0,054266547
TIR>TO
Con una tasa del 2,5% es recomendable el proyecto

59
ANEXO C. PUNTO DE EQUILIBRIO
Horas Personas Horas Personas Mantenimiento 200.000
introduccion de caña y extraccion jugo 12 3 10 1 Servicios Generales 600.000
punto del guarapo 15 1 13 1 Papeleria 200.000
sacas de panela 13 2 11 1 Mercadeo y Ventas 1.000.000
empacado de panela 13 1 11 1 Servicios Publicos 800.000
Total Horas Hombre 90 45 Salarios 2.280.000
Total 5.080.000
Salario Minimo $492.000,00
Prestaciones $934.800,00
Horas Laborables 192 15875
Hora hombre 4.869$
Costo Proceso Manual 438.188$
Costo Proceso Industrial 219.094$
Ahorros Mensuales en Mano de Obra 219.094$
Capacidad de Produccion
Materia Prima
Mano de Obra
costos variables
Precio de Venta
margen de contribucion
Vreal
Punto de equilibrio 4103580 12600000
(941.420)$
35.000$
976.420$
Proceso Manual Proceso Industrial
360
Gastos Mensuales
Proyeccion
100.000$
876.420$

60
ANEXO D. P&G
P&G 1 2
INGRESOS 11200000 12.600.000
GASTOS VARIABLES 419.094 419.094
Contribucion marginal 10.775.522 12.174.849
GASTOS DE ESTRUCTURA 5.384 6.057
C.O.P. 10.770.138 12.168.792
DEPRECIACION 1.077.014 1.216.879
Utilidad bruta 9.693.124 10.951.913
IMPUESTOS 3.392.593 3.833.169
Utilidad neta 6.300.531 7.118.743
PORCENTAJES 0,56 0,56
11200000 12600000
1 2