Hid Rot Rat Amien To
42
PETROQUÍMICA Refinación Prof. Orlando Castiblanco &
description
Hidrotratamiento
Transcript of Hid Rot Rat Amien To

PETROQUÍMICA Refinación
Prof. Orlando Castiblanco
&

HIDROCONVERSIÓN

Hidroconversión La hidroconversión (o hidrorrefino) es un término que se emplea para describir a todos los procesos diferentes en los cuales los hidrocarburos reaccionan con hidrógeno.
Los términos hidrotratamiento, hidroprocesamiento, hidrocraqueo e hidrodesulfuración se utilizan libremente en la industria, ya que, en el proceso de hidrodesulfuración y las operaciones de hidrocraqueo, craqueo y desulfuración se producen simultáneamente y es relativo en cuanto a qué predomina.

• El hidrotratamiento se refiere al proceso de eliminación de azufre, nitrógeno y metales de la alimentación mediante hidrógeno en presencia de un catalizador.
• El hidrocraqueo es un proceso de craqueo catalítico de materias primas para obtener productos de bajo punto de ebullición mediante reacción con hidrógeno.
• La hidrogenación se utiliza cuando los compuestos aromáticos son saturados con hidrógeno a sus correspondientes naftenos.
Procesos de hidroconversión

Procesos de hidroconversión

HIDROTRATAMIENTO «HDT»

Fundamentos En este proceso, la alimentación sólo se modifica ligeramente, se realiza un fraccionamiento del producto líquido sólo para eliminar gases livianos disueltos. Las reacciones de craqueo están limitadas por el diseño del proceso.
• Se desea eliminar impurezas, tales como azufre, nitrógeno y oxígeno, para el control de las especificaciones finales de productos o como preparación de una alimentación para un posterior procesamiento (reformador de nafta y FCC).
• Se busca remover metales. Generalmente en un reactor catalítico cuando los compuestos organometálicos se hidrogenan y se descomponen hay deposición del metal en los poros del catalizador (desulfurización de crudo reducido).
• Se busca la saturación de las olefinas y sus compuestos inestables.

Fundamentos El propósito del HDT es manejar las diferentes fracciones del petróleo tales como naftas, gas oil y residuos provenientes de la torre de destilación atmosférica y de vacío con el fin de reducir compuestos contaminantes tales como azufre, nitrógeno y algunos metales. También se ha vuelto ventajoso hidrotratar materias primas de otras unidades de la refinería. Debido a que el precio y el mercado de los combustibles pesados han disminuido, se ha adoptado el mejoramiento de cortes de petróleo de bajo grado tales como gas oil de coquización. Estos cortes tienen impurezas que envenenan el catalizador de craqueo catalítico, y es necesario hidrotratarlos antes del proceso FCC. Sumando a esto, las operaciones de hidrocraqueo incorporan generalmente un reactor de hidrotratamiento para eliminar materiales que envenarían el catalizador de hidrocraqueo.

El HDT en la refinería Su rol en la refinería, puede resumirse como: Alcanzar especificaciones de productos finales:
• Desulfurización de queroseno, gas oil y aceites lubricantes. • Saturación de olefinas para mejorar la estabilidad. • Eliminación de nitrógeno. • Desaromatización de queroseno para mejorar su número de cetano.
Preparación de las alimentaciones de unidades aguas abajo:
• Remover metales y azufre de la nafta para alimentarse al reformador. • Eliminación de azufre, metales, poliaromáticos y carbón Conradson del
gas oil de vacío (VGO) para alimentarse a FCC. • Pretratamiento de la alimentación de hidrocraqueo para reducirle el
contenido de azufre, nitrógeno, y aromáticos.

El HDT en la refinería

El HDT en la refinería

El HDT en la refinería

Química del HDT
La reacción principal del hidrotratamiento es la desulfuración pero muchas otras toman lugar en un grado proporcional a la severidad de la operación.
1. Desulfuración
a. Mercaptanos
b. Sulfuros
c. Disulfuros
d. Tiofenos

Química del HDT
2. Denitrogenación
a. Pirrol
b. Piridina

Química del HDT
3. Desoxigenación
a. Fenol
b. Peróxidos
4. Hidrogenación de cloruros
5. Saturación de olefinas
6. Saturación de aromáticos

Química del HDT 7. Hidrogenación de compuestos órgano-metálicos y deposición
de metales
8. Formación de coque por la condensación química de radicales polinucleares

Catálisis del HDT Los catalizadores desarrollados para hidrotratamiento son una matriz porosa de alúmina impregnada con combinaciones de cobalto (Co), níquel (Ni), molibdeno (Mo) y tungsteno (W).
• Área superficial: 200 - 300 m2/g
• Catalizadores de Co-Mo: Desulfuración
• Catalizadores de Ni-Mo: Saturación de compuestos aromáticos polinucleares o eliminación de compuestos de nitrógeno y azufre refractario.
• Catalizadores de Ni-W: Saturación de aromáticos de muy alta actividad.

Catálisis del HDT

Catálisis del HDT Los catalizadores están disponibles en varias y distintas composiciones y reactividad. Los catalizadores Co-Mo y Ni-Mo son altamente selectivos, de fácil regeneración y resistentes a los venenos. Son los más utilizados para la hidrodesulfuración de materias primas que van desde la nafta hasta el residuo. Además, promueven tanto desmetalización y desulfuración. La velocidad de deposición de vanadio a un nivel de desulfuración dado es una función de la estructura de poros del soporte de alúmina y los tipos de metales sobre el soporte.
Los diámetros de poro del catalizador pueden influir en el equilibrio entre los procesos de hidrodesulfuración e hidrodesmetalización

Termodinámica del HDT Las reacciones de hidrotratamiento son altamente exotérmicas y reversibles. El logaritmo de la constante de equilibrio (Keq) para varias reacciones de hidrodesulfuración es positivo, lo que indica que las reacciones podrían completarse si el hidrógeno está presente en cantidades estequiométricas. Aunque el equilibrio de la conversión disminuye con el aumento de la temperatura, el hidrotratamiento comercial se lleva a cabo a temperaturas bastante altas para promover la cinética de las reacciones.
Limitaciones termodinámicas: A. Metil mercaptano B. Tiofeno C. Dibenzotiofeno

Termodinámica del HDT

Descripción del proceso
• La alimentación líquida se mezcla con un gas rico en hidrógeno y se precalienta mediante intercambio con el efluente del reactor.
• La alimentación tibia se lleva hasta la temperatura de reacción deseada en un horno para luego alimentarse al reactor de hidrotratamiento.
• El efluente del reactor se enfría y el gas rico en hidrógeno se separa del producto líquido.
Horno
Líquido alimentado
Reposición de H2
H2 recirculado
Efluente del reactor
Líquidos al fraccionador
Purga de gas
Gas tratado
Enfriamiento y separación
Tratamiento del gas
H2
Reactor
Descripción del proceso
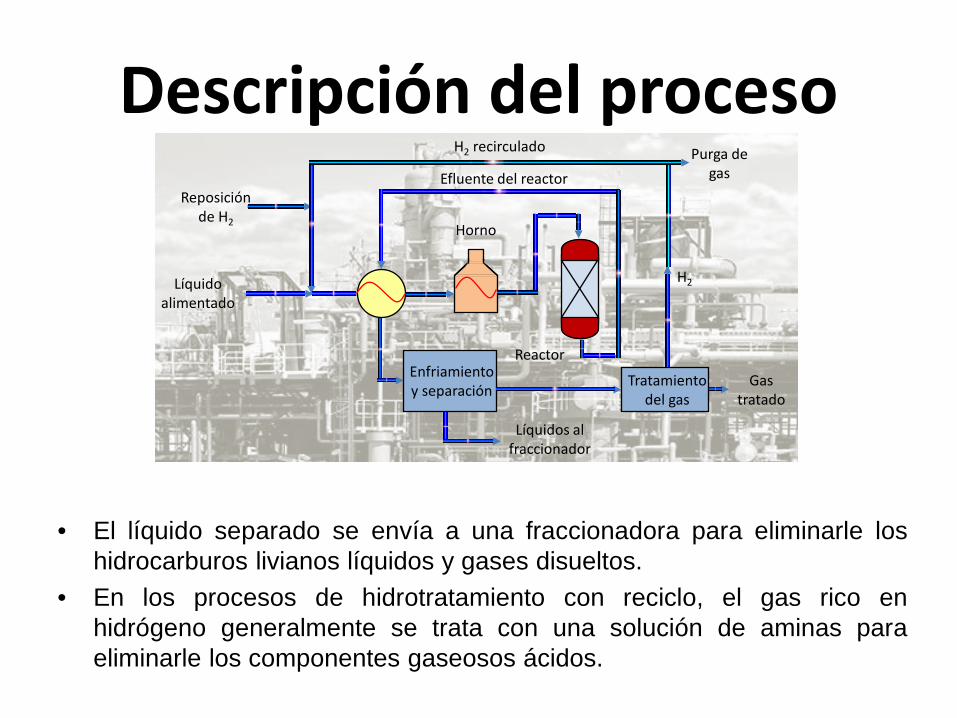
• El líquido separado se envía a una fraccionadora para eliminarle los hidrocarburos livianos líquidos y gases disueltos.
• En los procesos de hidrotratamiento con reciclo, el gas rico en hidrógeno generalmente se trata con una solución de aminas para eliminarle los componentes gaseosos ácidos.
Horno
Líquido alimentado
Reposición de H2
H2 recirculado
Efluente del reactor
Líquidos al fraccionador
Purga de gas
Gas tratado
Enfriamiento y separación
Tratamiento del gas
H2
Reactor

Descripción del proceso
• En algún lugar del diagrama debe introducirse una corriente de reposición (make-up) de hidrógeno para recuperar el hidrógeno consumido por las reacciones.
• Para balancear el hidrógeno en el sistema, debe eliminarse de la unidad una pequeña corriente de “purga” de hidrógeno tratado.
Horno
Líquido alimentado
Reposición de H2
H2 recirculado
Efluente del reactor
Líquidos al fraccionador
Purga de gas
Gas tratado
Enfriamiento y separación
Tratamiento del gas
H2
Reactor

Esquema del HDT
Alimentación
Bomba
Filtro
Intercambiador de calor
Horno
Reactor
Separador de gas
Rehervidor
Condensador de reflujo
Reposición de hidrógeno
Gas recirculado rico en hidrógeno
Compresor
Contactor
Despojador
Purga de gas
Amina enriquecida
Amina pobre
Gas libre de azufre
Gas amargo
Líquido
Producto desulfurado
Agua ácida
Agua ácida
Vapor
Aceite lubricante
Gas a tartar con aminas
Gas

El objetivo principal del hidrotratamiento de naftas es acondicionar la carga a la unidades de reformado catalítico e isomerización. La remoción de metales, junto con la eliminación de azufre, oxigeno y nitrógeno es necesaria debido a que éstos son venenos para los catalizadores. La carga está constituida por naftas pesadas de destilación primaria (topping) y naftas pesadas de las unidades de coque. El proceso lo compone un calentador de alimentación, un reactor, separadores de alta y baja presión, un compresor de reciclo y un fraccionador de nafta tratada. Un lavador de sulfuro de hidrógeno puede ser colocado entre los separadores de alta y baja presión.
Opciones de procesamiento Naftas

Opciones de procesamiento Naftas

Los destilados medios se componen principalmente de parafinas saturadas y también algunos compuestos aromáticos que incluyen compuestos simples con hasta tres anillos aromáticos (queroseno, combustible para aviones y combustible diesel).
El queroseno doméstico requiere de hidrotratamiento para evitar la corrosión y estabilizar el color; un proceso de hidrotratamiento de baja severidad es suficiente para remover el mercaptano y los compuestos nitrogenados.
Opciones de procesamiento Destilados medios

Opciones de procesamiento Destilados medios

Los fondos de la torre de destilación atmosférica (Tb = 343 °C) y de la torre de vacío (Tb = 566 °C) contienen concentraciones más altas de azufre, nitrógeno y metales que el petróleo crudo, y las proporciones de H/C en las moléculas son mucho más bajas.
Opciones de procesamiento Residuo atmosférico
Fracción de asfaltenos: Material insoluble extraído del
residuo de vacío

Opciones de procesamiento Residuo atmosférico

Condiciones de operación • Las condiciones de proceso dependen
de la materia prima a tratar. Se incluyen: presión, temperatura, carga de catalizador, flujo de alimentación y presión parcial de hidrógeno.
• La presión parcial de hidrógeno debe ser mayor que la presión parcial de hidrocarburos. Alta presión y elevado flujo de hidrógeno deben asegurarlo.
• Aumentar la presión parcial de hidrógeno supone mejorar la eliminación de compuestos de azufre y de nitrógeno, y reduce la formación de coque.

Condiciones de operación • Operar a temperaturas altas
favorece la cinética del proceso, pero temperaturas elevadas pueden conducir a craqueo térmico y formación de coque.
• Altas velocidades espaciales en el reactor tiene como resultado una baja conversión, bajo consumo de hidrógeno y baja formación de coque.
La cantidad de catalizador dependerá de las propiedades de las materias primas, condiciones de operación y calidad de los productos.

Condiciones de operación Reactor
• Es frecuente que haya una pequeña reducción del volumen de producto líquido respecto a la alimentación debido al craqueo. Sin embargo, estas pérdidas se nivelan con la saturación de olefinas y aromáticos.
WABT: Temperatura del lecho por peso promedio
La temperatura promedio del lecho aumenta gradualmente como resultado de la desactivación del catalizador. Cuando la temperatura alcanza un valor cercano al máximo de diseño, el catalizador tiene que ser reemplazado o regenerado. (1 °C / mes)

Condiciones de operación

Condiciones de operación Hidrógeno de reposición (Make-up hydrogen) La presión parcial de hidrógeno debe mantenerse en los reactores mediante el reciclaje de hidrógeno sin reaccionar y la adición de un hidrógeno de reposición para compensar la cantidad consumida.
Reposición de H2 = H2 en la alimentación – H2 consumido – H2 purgado – H2 disuelto en el producto
• El requerimiento químico de hidrógeno es la cantidad estimada
para eliminar las impurezas de acuerdo con la estequiometría de las reacciones.
• El hidrógeno perdido por disolución en los hidrocarburos tratados se puede predecir por una ecuación de estado.

Condiciones de operación Hidrógeno de reposición (Make-up hydrogen) • La cantidad de hidrógeno perdido con la purga de hidrocarburos
ligeros y sulfuro de hidrógeno se puede predecir mediante el cálculo flash, o el uso de la relación de gas de purga.

Condiciones de operación

Los pies cúbicos estándar de hidrógeno por barril de alimentación (SCFB) requeridos para la completa eliminación de azufre se calcula así: El aumento de la gravedad API de un producto se calcula así: siendo f, alimentación y p, producto. Si se requiere saturar compuestos aromáticos y naftenos a la parafina correspondiente, se predice la composición de la nafta:
siendo Kf el factor de caracterización de Watson de la alimentación.
Correlaciones de HDT Naftas

EJERCICIO Se lleva a hidrotratamiento una nafta de 1% S y 50 API. Calcular cuánto hidrógeno se requiere, a partir de la correlación y cuánto hidrógeno se requiere para el consumo químico asumiendo que la reacción que tiene lugar es: (La diferencia en el hidrógeno requerido incluye purga e hidrógeno disuelto)
Correlaciones de HDT Naftas

Los pies cúbicos estándar de hidrógeno por barril de alimentación (SCFB) requeridos para la completa eliminación de azufre se calcula así: donde Sf es el % en peso de azufre en la alimentación y HDS% es el porcentaje de hidrodesulfuración requerido (grado de severidad). El aumento de la gravedad API de un producto se calcula así: Esta ecuación se utiliza para un contenido de azufre en la alimentación de 0.5 – 6.0% en peso. EJERCICIO Se lleva a hidrotratamiento gas oil de 1.5% S y 30 API (306 lb/bbl), y se requiere un 90% HDS. Calcular el hidrógeno requerido a partir de las correlaciones.
EJERCICIO Se requiere remover el azufre en un gas oil atmosférico por hidrotratamiento (90% HDS). La alimentación contiene 2% de S [45% RSH, 25% R2S, 20% (RS)2, 10% C4H4S] y 30 API (306 lb/bbl). Calcular el requerimiento químico de hidrógeno.
Correlaciones de HDT Destilados medios