Graficas de Control Por Atributos - Copia

of 32
-
Upload
frankie-renteria-morales -
Category
Documents
-
view
359 -
download
1
Transcript of Graficas de Control Por Atributos - Copia
-
5/24/2018 Graficas de Control Por Atributos - Copia
1/32
Grfica de control de atributos p :
1)Se ha encontrado que una carta de control de las proporciones de lmparas defectuosas es ms adecuada
para este anlisis. Tambin se ha determinado realizar el muestreo con subgrupos de tamao variable, por
lo que se ha optado por llevar a cabo el anlisis con una carta de control p.
Despus de 30 das se ha obtenido los siguientes datos.
Tambin se ha encontrado que en los das 4, 18 y 19 se dieron un nmero anormal de unidades defectuosas,
lo cual parece deberse a problemas con la cablera.
Numero de subgrupos Numero de
inspeccionados
(n)
Numero de
No-conformes (d)
Proporcin de
No-conformidades (p)
1 920 13 0.014
2 893 4 0.0004
3 849 3 0.00044 789 22 0.028
5 802 13 0.016
6 910 6 0.007
7 938 12 0.013
8 976 19 0.019
9 936 2 0.002
10 857 17 0.020
11 820 4 0.005
12 853 12 0.014
13 947 4 0.004
14 930 21 0.023
15 847 6 0.00716 981 17 0.017
17 976 13 0.013
18 908 25 0.028
19 837 25 0.030
20 967 15 0.016
21 852 7 0.008
22 756 19 0.025
23 935 12 0.013
24 929 9 0.010
25 996 16 0.016
26 1005 4 0.004
27 842 9 0.01128 916 18 0.020
29 1010 19 0.019
30 854 4 0.005
Calculando lmites de control:
-
5/24/2018 Graficas de Control Por Atributos - Copia
2/32
= = 0.0253
= = 0.0021
Lc = 0.0137
Interpretacin:
Segn lo observado en la grfica en la lnea de lamparas no fue estable ya que proporciones de los
sub grupos 4, 18 y 19 rebasan el LCS. De aqu se desprende que durante el de esos sub grupos el proceso
funciono en presencia de causas o situaciones especiales que por lo general no estn presentes en el
proceso y que causaron que la proporcin de defectuosos fuera anormalmente grande.
2) En la siguiente figura se tiene los datos de 24 muestras de producto producido por turno. En la columna
produccin tenemos el total de producto fabricado por turno. La columna Producto Defectuoso nos indica el
nmero de artculos defectuosos por turno; la columna Nmero de Defectos nos indica el nmero de
defectos encontrados en la produccin de cada turno, ntese que por cada turno el nmero de defectos es
mayor o igual que el nmero de defectuosos, ya que un artculo defectuoso puede tener uno o ms
defectos. Finalmente tenemos la columna de Fraccin Defectuosa, la fraccin defectuosa de un turno se
-
5/24/2018 Graficas de Control Por Atributos - Copia
3/32
calcula dividiendo el nmero de productos defectuosos por la produccin de ese turno, es decir, los valores
de la columna D divididos por los valores de la columna C.
B C D E F
MUESTRA PRODUCCION PRODUCTO
DEFECTUOSO
NUMERO DE
DEFECTOS
FRACCION
DEFECTUOSA (P)
1 96 8 12 0.0832 99 12 14 0.121
3 99 17 21 0.172
4 100 16 21 0.160
5 100 9 15 0.090
6 100 15 18 0.150
7 100 18 22 0.180
8 100 14 20 0.140
9 100 15 20 0.150
10 99 14 19 0.141
11 100 17 20 0.170
12 100 15 17 0.150
13 100 15 20 0.15014 94 8 9 0.085
15 94 10 13 0.106
16 99 22 32 0.222
17 100 15 21 0.150
18 97 12 19 0.124
19 87 9 12 0.103
20 100 12 12 0.120
21 100 13 18 0.130
22 98 18 24 0.184
23 97 14 19 0.144
24 97 13 19 0.134
Calculando lmites de control:
P = 437 / 2356 = 0.1855 , n = 2356 / 24 = 98.17
= = 0.3032
= = 0.0678
Lc = 0.1855
-
5/24/2018 Graficas de Control Por Atributos - Copia
4/32
Interpretacin:
Segn lo observado en la grfica en fabricacin de productos no fue estable ya que proporciones de
la muestra 16 rebasa el LCS. De aqu se desprende que durante el proceso de esos sub grupos el proceso
funciono en presencia de causas o situaciones especiales que por lo general no estn presentes en el
proceso y que causaron que la proporcin de defectuosos fuera anormalmente grande.
3) una compaa productora de pc reunio datos relacionados con la produccin no conforme del mes de
julio. Se realiza la prueba colocando un computador en una mesa de prueba automatizada
muestra inspeccionado defectuoso
1 99 18
2 94 22
3 97 11
4 90 11
5 100 7
6 98 16
7 100 9
8 100 14
9 99 11
10 100 17
11 100 15
12 87 13
13 100 16
-
5/24/2018 Graficas de Control Por Atributos - Copia
5/32
14 99 21
15 99 17
16 100 11
17 100 13
18 100 10
19 100 21
20 100 13
21 97 13
22 100 25
23 100 19
24 94 15
Calculando lmites de control:
P =358 / 2353 = 0.1521 , n = 2353 / 24 = 980416667
= 0.2609
= 0.04329
Lc= 0.1521
Interpretacin:
Segn lo observado en la grfica en la lnea de computadoras fue estable ya que proporciones no rebasan
los lmites permitidos.
-
5/24/2018 Graficas de Control Por Atributos - Copia
6/32
4) esta grafica de clculo est diseada para 50 muestras. Escriba datos nicamente en las celdas
sombreadas. Oprima sobre la ceja de la hoja para desplegar la grfica del control
muestra valor inspeccionados fraccion no conforme
1 3 100 0.03
2 1 100 0.01
3 0 100 0
4 0 100 0
5 2 100 0.02
6 5 100 0.05
7 3 100 0.03
8 6 100 0.06
9 1 100 0.01
10 4 100 0.04
11 0 100 0
12 2 100 0.02
13 1 100 0.01
14 3 100 0.03
15 4 100 0.04
16 1 100 0.01
17 1 100 0.01
18 2 100 0.02
19 5 100 0.05
20 2 100 0.02
21 3 100 0.03
22 4 100 0.04
23 1 100 0.01
24 0 100 0
25 1 100 0.01
Calculando lmites de control:
P = 0.55 / 2500 = 0.00022 , n = 2500 / 25 = 100
= 0.7
=0
Lc = 0.02
-
5/24/2018 Graficas de Control Por Atributos - Copia
7/32
Interpretacin:
Segn lo observado en la grfica en la lnea de computadoras fue estable ya que proporciones no rebasan
los lmites permitidos.
5) Determine la lnea central y los lmites de control tentativos para una grfica p, usando los datos
siguientes, que corresponden a pagos de reclamaciones de seguro dental. Trace los valores en el papelmilimetrado y determine si el proceso es estable. Si hay puntos fuera de control, suponga que tienen causa
asignable, y determine la lnea central y los lmites de control revisados.
subgrupo cantidad inspeccionada numero de no conformes
1 300 3
2 300 6
3 300 4
4 300 6
5 300 20
6 300 27 300 6
8 300 7
9 300 3
10 300 0
11 300 6
12 300 9
13 300 5
-
5/24/2018 Graficas de Control Por Atributos - Copia
8/32
14 300 6
15 300 7
16 300 4
17 300 5
18 300 7
19 300 5
20 300 0
21 300 2
22 300 3
23 300 6
24 300 1
25 300 8
Calculando lmites de control:
P = 131 / 7500 = 0.01746667 , n = 7500 / 25 =300
= 0.0401569226
= -5.22*10-3 = 0
Lc = 0.01746667
Interpretacion:
-
5/24/2018 Graficas de Control Por Atributos - Copia
9/32
Segn lo observado en la grfica en fabricacin de productos no fue estable ya que
proporciones de la muestra 5 rebasa el LCS. De aqu se desprende que durante el proceso de esos
sub grupos el proceso funciono en presencia de causas o situaciones especiales que por lo general
no estn presentes en el proceso y que causaron que la proporcin de defectuosos fuera
anormalmente grande.
Grafica de control de atributos np:
1) La empresa Data ha decidido llevar un control de calidad del proceso productivo mediante lautilizacin de grficos np empleando muestras de 250 unidades, obtenindose de las 25 primeras
muestras las unidades defectuosas que se presentan en la tabla siguiente:
Determinar los lmites y si el proceso es estable:
N Def. P LCI LC LCS
1 19 0.076 7.15969168 20.04 32.9203083
N Def.
1 19
2 16
3 28
4 21
5 18
6 19
7 15
8 19
9 10
10 23
11 12
12 20
13 25
14 31
15 14
16 27
17 18
18 16
19 17
20 23
21 26
22 17
23 26
24 30
25 11
-
5/24/2018 Graficas de Control Por Atributos - Copia
10/32
2 16 0.064 7.15969168 20.04 32.9203083
3 28 0.112 7.15969168 20.04 32.9203083
4 21 0.084 7.15969168 20.04 32.9203083
5 18 0.072 7.15969168 20.04 32.9203083
6 19 0.076 7.15969168 20.04 32.9203083
7 15 0.06 7.15969168 20.04 32.9203083
8 19 0.076 7.15969168 20.04 32.9203083
9 10 0.04 7.15969168 20.04 32.9203083
10 23 0.092 7.15969168 20.04 32.9203083
11 12 0.048 7.15969168 20.04 32.9203083
12 20 0.08 7.15969168 20.04 32.9203083
13 25 0.1 7.15969168 20.04 32.9203083
14 31 0.124 7.15969168 20.04 32.9203083
15 14 0.056 7.15969168 20.04 32.9203083
16 27 0.108 7.15969168 20.04 32.9203083
17 18 0.072 7.15969168 20.04 32.9203083
18 16 0.064 7.15969168 20.04 32.9203083
19 17 0.068 7.15969168 20.04 32.9203083
20 23 0.092 7.15969168 20.04 32.9203083
21 26 0.104 7.15969168 20.04 32.9203083
22 17 0.068 7.15969168 20.04 32.9203083
23 26 0.104 7.15969168 20.04 32.9203083
24 30 0.12 7.15969168 20.04 32.9203083
25 11 0.044 7.15969168 20.04 32.9203083
Total: 501
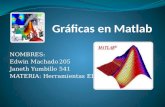
Realizando el diagrama de procesos para la Empresa Data se obtienen los siguientes lmites:
LCI: 7.15
0
5
10
15
20
25
30
35
1 3 5 7 9 11 13 15 17 19 21 23 25
Def.
P
LCI
LC
LCS
-
5/24/2018 Graficas de Control Por Atributos - Copia
11/32
LC: 20.04
LCS: 32.9
Nuestro proceso si es estable ya que todo est acorde los limites hallados, aunque se tiene dos picos de 30 y
31 de las muestras nmero 24 y 30 que podran ser atendidas despus.
2) En un proceso de produccin se produce por lotes de tamao 500, en la inspeccin final de losltimos 30 lotes se obtuvo la siguiente cantidad de artculos defectuosos (los datos estn en orden
horizontal).
Calcule sus lmites, grafique, interprtala y diga si el proceso es estable
11 12 15 17 11 10 13 25 17 13
11 12 17 8 12 11 20 15 12 17
18 14 10 8 10 6 7 5 9 6
DefP LCI LC LCS
11 0.022 1.9677 12.4 22.832
12 0.024 1.9677 12.4 22.832
15 0.03 1.9677 12.4 22.832
17 0.034 1.9677 12.4 22.832
11 0.022 1.9677 12.4 22.832
10 0.02 1.9677 12.4 22.832
13 0.026 1.9677 12.4 22.832
25 0.05 1.9677 12.4 22.832
17 0.034 1.9677 12.4 22.832
13 0.026 1.9677 12.4 22.832
11 0.022 1.9677 12.4 22.832
12 0.024 1.9677 12.4 22.832
17 0.034 1.9677 12.4 22.832
8 0.016 1.9677 12.4 22.832
12 0.024 1.9677 12.4 22.832
11 0.022 1.9677 12.4 22.832
20 0.04 1.9677 12.4 22.832
15 0.03 1.9677 12.4 22.832
12 0.024 1.9677 12.4 22.832
17 0.034 1.9677 12.4 22.832
18 0.036 1.9677 12.4 22.832
14 0.028 1.9677 12.4 22.832
10 0.02 1.9677 12.4 22.832
8 0.016 1.9677 12.4 22.832
-
5/24/2018 Graficas de Control Por Atributos - Copia
12/32
10 0.02 1.9677 12.4 22.832
6 0.012 1.9677 12.4 22.832
7 0.014 1.9677 12.4 22.832
5 0.01 1.9677 12.4 22.832
9 0.018 1.9677 12.4 22.832
6 0.012 1.9677 12.4 22.832
-
5/24/2018 Graficas de Control Por Atributos - Copia
13/32
La muestra numero 8 presenta una cantidad mayor de artculos defectuosos y esto hace que nuestro
proceso este fuera de control.
3) Una agencia gubernamental muestrea 200 documentos por da de un lote de 6000 diarios. Deacuerdo con los registros histricos, el valor estndar o de referencia para la fraccin de no
conformes p0 es 0.075. Hallar la lnea central y los lmites de control:
Np: 200 * 0.075= 15
LCU: 26.2
LCL: 3.8
4) Cada da se inspeccionan 100 etiquetas de producto para ver si tienen no conformidadessuperficiales. Los resultados de los ltimos 25 das son 22, 29, 25, 17, 20, 16, 34, 11, 31, 29, 15, 10,
0
5
10
15
20
25
30
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
Def
P
LCI
LC
LCS
-
5/24/2018 Graficas de Control Por Atributos - Copia
14/32
33, 23, 27, 15, 17, 17, 19, 22, 23, 27, 29, 33 y 21. Grafique los puntos y determine si el proceso es
estable. Determinar la lnea central y los lmites de control tentativos.
N
inspeccionadosN defectos P LCI LC LCS
100 22 0.22 10.052825 22.6 35.147175
100 29 0.29 10.052825 22.6 35.147175
100 25 0.25 10.052825 22.6 35.147175
100 17 0.17 10.052825 22.6 35.147175
100 20 0.2 10.052825 22.6 35.147175
100 16 0.16 10.052825 22.6 35.147175
100 34 0.34 10.052825 22.6 35.147175
100 11 0.11 10.052825 22.6 35.147175
100 31 0.31 10.052825 22.6 35.147175100 29 0.29 10.052825 22.6 35.147175
100 15 0.15 10.052825 22.6 35.147175
100 10 0.1 10.052825 22.6 35.147175
100 33 0.33 10.052825 22.6 35.147175
100 23 0.23 10.052825 22.6 35.147175
100 27 0.27 10.052825 22.6 35.147175
100 15 0.15 10.052825 22.6 35.147175
100 17 0.17 10.052825 22.6 35.147175
100 17 0.17 10.052825 22.6 35.147175
100 19 0.19 10.052825 22.6 35.147175
100 22 0.22 10.052825 22.6 35.147175
100 23 0.23 10.052825 22.6 35.147175
100 27 0.27 10.052825 22.6 35.147175
100 29 0.29 10.052825 22.6 35.147175
100 33 0.33 10.052825 22.6 35.147175
100 21 0.21 10.052825 22.6 35.147175
Tenemos:
LCI: 10.05
LC: 22.6
LCS: 35.15
-
5/24/2018 Graficas de Control Por Atributos - Copia
15/32
Segn el grafico se ve que el proceso es estable, es decir que la cantidad de etiquetas defectuosas
encontradas en cada inspeccin no asciende de las 35.
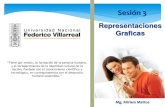
5) En la siguiente tabla se presentan los resultados de las inspecciones diarias a la lnea de ensamblede estufas elctricas del modelo 305. Determine los lmites de control tentativos para cada
subgrupo. Suponga que todos los puntos fuera de control tienen causas asignables, y determine el
valor estndar (o de referencia) para la fraccin de no conformes para Diciembre.
FechaCantidad
inspeccionadaNumero de
no
conformes
P LCI LC LCS
nov-08 200 31 0.155 13.1919693 27.8888889 42.5858084
nov-09 200 8 0.04 13.1919693 27.8888889 42.5858084
nov-10 200 26 0.13 13.1919693 27.8888889 42.5858084
nov-11 200 30 0.15 13.1919693 27.8888889 42.5858084
nov-12 200 38 0.19 13.1919693 27.8888889 42.5858084
nov-13 200 26 0.13 13.1919693 27.8888889 42.5858084
nov-14 200 16 0.08 13.1919693 27.8888889 42.5858084
nov-15 200 12 0.06 13.1919693 27.8888889 42.5858084nov-16 200 50 0.25 13.1919693 27.8888889 42.5858084
nov-17 200 16 0.08 13.1919693 27.8888889 42.5858084
nov-18 200 33 0.165 13.1919693 27.8888889 42.5858084
nov-19 200 18 0.09 13.1919693 27.8888889 42.5858084
nov-20 200 33 0.165 13.1919693 27.8888889 42.5858084
nov-21 200 25 0.125 13.1919693 27.8888889 42.5858084
nov-22 200 28 0.14 13.1919693 27.8888889 42.5858084
0
5
10
15
20
25
30
35
40
1 3 5 7 9 11 13 15 17 19 21 23 25
N defectos
P
LCI
LC
LCS
-
5/24/2018 Graficas de Control Por Atributos - Copia
16/32
nov-23 200 12 0.06 13.1919693 27.8888889 42.5858084
nov-24 200 49 0.245 13.1919693 27.8888889 42.5858084
nov-25 200 51 0.255 13.1919693 27.8888889 42.5858084
El diagrama nos muestra que el proceso no est controlado, ya que en la inspeccin en los das 16, 24 y 25
de Noviembre nos arroj una cantidad de productos defectuosos que no estn dentro de los lmites.
0
10
20
30
40
50
60
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Numero de no
conformes
P
LCI
LC
LCS
-
5/24/2018 Graficas de Control Por Atributos - Copia
17/32
Grafica de control de atributos c:
1. Se reunieron datos de la cuenta de no conformidades de un defecto en canoas de fibra de vidrio.Dichos datos se reunieron durante la primera y segunda semanas de mayo, inspeccionando,
muestras al azar. Los datos se ven en la tabla siguiente, para 25 canoas, que es la cantidad mnima
de subgrupos necesaria para clculos de lmites tentativos de control. Observe que las canoas
MY132 y MT278 tuvieron dificultades en su produccin.
Numero de serie CUENTA DE NO CONFORMIDADES COMENTARIO
Nmero de
serie
MY102 7
se pag el
molde
MY113 6
MY121 6
MY125 3
MY132 20
MY143 8
MY150 6
MY152 1
MY164 0
MY166 5
MY172 14
MY184 3
MY185 1
MY198 3
MY208 2
MY222 7
MY235 5
MY241 7
MY258 2
MY259 8
MY264 0
MY267 4
MY278 14
MY281 4
MY288 5
Hallando c:
-
5/24/2018 Graficas de Control Por Atributos - Copia
18/32
C 5,64
Hallando los limites:
LCS 12,7646053
LCI 0
Segn lo observado en la grfica en la lnea de canoa de vidrio no fue estable ya que
proporciones de los sub grupos MY132, MY172 Y MY278 rebasan el LCS. De aqu se desprende que
durante el proceso de obtencin de canoas de vidrio de esos sub grupos el proceso funciono en
presencia de causas o situaciones especiales que por lo general no estn presentes en el proceso y
que causaron que la proporcin de defectuosos fuera anormalmente grande.
2. Se obtuvieron datos de la cuenta de no conformidades de rasgaduras en mesas a base demelamina. Estos datos se obtuvieron durante el mes de Julio, inspeccionando, muestras al azar. Los
datos se ven en la tabla siguiente, para 30 mesas, que es la cantidad mnima de subgrupos
necesaria para clculos de lmites tentativos de control. Observe que las mesas ABC1, ABC10 Y
ABC12 tuvieron dificultades en su produccin.
Nmero de serie CUENTA DE NO CONFORMIDADES
ABEC1 30
ABEC2 9
ABEC3 27
ABC4 5
ABC5 16
0
5
10
15
20
25
MY102
MY121
MY132
MY150
MY164
MY172
MY185
MY208
MY235
MY258
MY264
MY278
MY288
Series1
Series2
Series3
Series4
-
5/24/2018 Graficas de Control Por Atributos - Copia
19/32
ABC6 25
ABC7 10
ABC8 18
ABC9 27
ABC10 30
ABC11 5
ABC12 30
ABC13 2
ABC14 17
ABC15 26
ABC16 13
ABC17 17
ABC18 29
ABC19 26
ABC20 25
ABC21 3
ABC22 7
ABC23 4
ABC24 7
ABC25 29
ABC26 6
ABC27 20
ABC28 2
ABC29 5
ABC30 30
Hallando c y los lmites:
C 16,6666667
LCS 28,9141154
LCI 4,41921795
-
5/24/2018 Graficas de Control Por Atributos - Copia
20/32
Segn lo observado en la grfica en la lnea de canoa de vidrio no fue estable ya que
proporciones de los sub grupos ABC1, ABC10, ABC12 Y ABC30 rebasan el LCS. De aqu se desprende
que durante el proceso de fabricacin de mesas de melamina de esos sub grupos el proceso
funciono en presencia de causas o situaciones especiales que por lo general no estn presentes en
el proceso y que causaron que la proporcin de defectuosos fuera anormalmente grande.
3. Se obtuvieron datos de la cuenta de no conformidades de ralladuras en licuadoras. Estos seobtuvieron durante el mes de Enero y Febrero, inspeccionando, muestras al azar. Los datos se ven
en la tabla siguiente, para 30 mesas, que es la cantidad mnima de subgrupos necesaria para
clculos de lmites tentativos de control.
Muestra CUENTA DE NO CONFORMIDADES
1 8
2 20
3 7
4 12
5 5
6 7
7 25
8 15
9 2
10 18
0
5
10
15
20
25
30
35
ABC1
ABC3
ABC5
ABC7
ABC9
ABC11
ABC13
ABC15
ABC17
ABC19
ABC21
ABC23
ABC25
ABC27
ABC29
Series1
Series2
Series3
Series4
-
5/24/2018 Graficas de Control Por Atributos - Copia
21/32
11 25
12 15
13 11
14 8
15 16
16 0
17 25
18 2
19 15
20 12
21 15
22 14
23 1
24 8
25 1
26 16
27 4
28 4
29 3
30 11
31 16
32 33
33 0
34 12
35 17
36 33
37 19
38 2
39 1
40 19
41 25
42 12
43 2
44 13
-
5/24/2018 Graficas de Control Por Atributos - Copia
22/32
45 0
46 6
47 2
48 7
49 9
50 19
Hallando c y los lmites:
C 11,44
LCS 21,5869207
LCI 1,29307928
Segn lo observado en la grfica en la lnea de obtencin de licuadoras no fue estable yaque proporciones de los sub grupos 7, 11, 17, 32, 36 y 41 rebasan el LCS. De aqu se desprende que
durante el proceso de esos sub grupos el proceso funciono en presencia de causas o situaciones
especiales que por lo general no estn presentes en el proceso y que causaron que la proporcin de
defectuosos fuera anormalmente grande.
0
5
10
15
20
25
30
35
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49
Series1
Series2
Series3
Series4
-
5/24/2018 Graficas de Control Por Atributos - Copia
23/32
4. Se tiene informacin sobre m = 26 muestras, cada una consiste de n = 100 tarjetas de circuitosimpresos. Los datos son tomados de Montgomery (2005). Cada tarjeta fue inspeccionada y el
nmero de defectos sobre la tarjeta fue tabulado. La siguiente tabla
Muestra una lista parcial de los datos en este archivo:
Muestra Defectos
1 21
2 24
3 16
4 12
5 15
6 5
7 28
8 20
9 31
10 25
11 20
12 24
13 16
14 19
15 10
-
5/24/2018 Graficas de Control Por Atributos - Copia
24/32
En la grfica se puede observar que el proceso funciono de manera estable ya que el numero tarjetas
defectuosas estn dentro de los limites.
5. Un desarrollador de Sofware ha medido el nmero de defectos por cada 1000 lneas de cdigo enlos mdulos de software desarrollados por la empresa. Elabore una grfica c para estos datos.
t
Cantidad de defectos por cada
1000 lneas de cdigo
1 5
2 10
3 11
4 2
5 6
6 8
7 12
8 2
9 7
10 3
11 6
12 10
13 9
14 1
15 4
Encuentre limites de control tres sigma para una grfica C con un nmero promedio de defectos igual a 9.
-
5/24/2018 Graficas de Control Por Atributos - Copia
25/32
Como se observa en la grfica el proceso estuvo funcionando de manera estable, ya que no hay puntos fuera
de los lmites de control.
-
5/24/2018 Graficas de Control Por Atributos - Copia
26/32
Grafica de control de atributos u:
1. Un fabricante de computadoras personales desea establecer una carta de control para lasdisconformidades por unidad en lnea de ensamblaje final.
El tamao de la muestra se selecciona de 5 computadoras.
En la siguiente tabla se muestran los datos del nmero de disconformidades en 20 muestras de
tamao 5 cada una. Realizar el grfico de control para disconformidades por unidad.
Muestra
Tamao d
emuestra
Nmero de no
conformidades
Numero prom
de no
conformidades
1 5 10 2
2 5 12 2.4
3 5 8 1.6
4 5 14 2.8
5 5 10 2
6 5 16 3.2
7 5 11 2.2
8 5 7 1.4
9 5 10 2
10 5 15 3
11 5 9 1.812 5 5 1
13 5 7 1.4
14 5 11 2.2
15 5 12 2.4
16 5 6 1.2
17 5 8 1.6
18 5 10 2
19 5 7 1.4
20 5 5 1
193 38.6
U =
= = 1.93
LCS = U + 3*
= 1.93 + 3* = 3.794
-
5/24/2018 Graficas de Control Por Atributos - Copia
27/32
LCI = U - + 3*
= 1.93 -3* =0.066
Muestra
Numero prom
de no
conformidades LS LC LI
1 2 3.794 1.93 0.066
2 2.4 3.794 1.93 0.066
3 1.6 3.794 1.93 0.066
4 2.8 3.794 1.93 0.066
5 2 3.794 1.93 0.066
6 3.2 3.794 1.93 0.066
7 2.2 3.794 1.93 0.066
8 1.4 3.794 1.93 0.066
9 2 3.794 1.93 0.066
10 3 3.794 1.93 0.066
11 1.8 3.794 1.93 0.066
12 1 3.794 1.93 0.066
13 1.4 3.794 1.93 0.066
14 2.2 3.794 1.93 0.066
15 2.4 3.794 1.93 0.066
16 1.2 3.794 1.93 0.066
17 1.6 3.794 1.93 0.066
18 2 3.794 1.93 0.066
19 1.4 3.794 1.93 0.066
20 1 3.794 1.93 0.066
-
5/24/2018 Graficas de Control Por Atributos - Copia
28/32
Ya que no existen puntos fuera de control, se concluye que el proceso parece estar estable.
0
0.5
1
1.5
2
2.5
3
3.5
4
1 3 5 7 9 11 13 15 17 19
Numero prom de no
conformidades
LS
LC
LI
-
5/24/2018 Graficas de Control Por Atributos - Copia
29/32
2. Se desea saber cul es el estado de los empaques en una fbrica de computadoras, para lo cual seobtienen datos durante un mes, los cuales se muestran en la tabla.
Lote MuestraDefectos por
unidad
1 5 11 20,3023499 10,5555556 0,80876121
1 5 7 20,3023499 10,5555556 0,80876121
1 5 2 20,3023499 10,5555556 0,80876121
1 5 12 20,3023499 10,5555556 0,80876121
1 5 13 20,3023499 10,5555556 0,80876121
1 5 7 20,3023499 10,5555556 0,80876121
2 5 13 20,3023499 10,5555556 0,80876121
2 5 10 20,3023499 10,5555556 0,80876121
2 5 12 20,3023499 10,5555556 0,80876121
2 5 15 20,3023499 10,5555556 0,80876121
2 5 12 20,3023499 10,5555556 0,80876121
2 5 14 20,3023499 10,5555556 0,80876121
3 5 10 20,3023499 10,5555556 0,80876121
3 5 11 20,3023499 10,5555556 0,80876121
3 5 10 20,3023499 10,5555556 0,80876121
3 5 10 20,3023499 10,5555556 0,80876121
3 5 12 20,3023499 10,5555556 0,80876121
3 5 9 20,3023499 10,5555556 0,80876121
10,55555556
LCS 20,3023499
LC 10,55555556
LCI 0,808761211
0
5
10
15
20
25
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Defectos por unidad
Series1 Series2 Series3 Series4
-
5/24/2018 Graficas de Control Por Atributos - Copia
30/32
Ya que no existen puntos fuera de control, se concluye que el proceso parece estar estable.
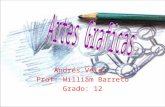
3. Se desea saber cul es el estado de los envases en una fbrica de lacteos, para lo cual se obtienendatos durante un mes, los cuales se muestran en la tabla.
Lote MuestraDefectos por
unidad
1 10 15 21,99354151 11,7222222 1,45090293
2 10 7 21,99354151 11,7222222 1,45090293
3 10 2 21,99354151 11,7222222 1,45090293
4 10 12 21,99354151 11,7222222 1,45090293
5 10 22 21,99354151 11,7222222 1,45090293
6 10 6 21,99354151 11,7222222 1,45090293
7 10 1321,99354151 11,7222222 1,45090293
8 10 9 21,99354151 11,7222222 1,45090293
9 10 12 21,99354151 11,7222222 1,45090293
10 10 25 21,99354151 11,7222222 1,45090293
11 10 12 21,99354151 11,7222222 1,45090293
12 10 14 21,99354151 11,7222222 1,45090293
13 10 10 21,99354151 11,7222222 1,45090293
14 10 11 21,99354151 11,7222222 1,45090293
15 10 10 21,99354151 11,7222222 1,45090293
16 10 10 21,99354151 11,7222222 1,45090293
17 10 12 21,99354151 11,7222222 1,4509029318 10 9 21,99354151 11,7222222 1,45090293
11,72222222
LCS 21,99354151
LC 11,72222222
LCI 1,45090293
0
5
10
1520
25
30
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Defectos por unidad
Series1 Series2 Series3 Series4
-
5/24/2018 Graficas de Control Por Atributos - Copia
31/32
Segn lo observado en la grfica en la lnea de envasado de leche no fue estable ya que
proporciones de los sub grupos 10 rebasan el LCS. De aqu se desprende que durante el proceso de
envasado de leche de ese sub grupo el proceso funciono en presencia de causas o situaciones
especiales que por lo general no estn presentes en el proceso y que causaron que la proporcin de
defectuosos fuera anormalmente grande.
4. La tabla muestra la cantidad de no conformidades que arrojo cada subgrupo de tmaode muestra n variables .La cantidad de no conformidades por unidad que se trazara en la
grafica se calcula dividiendo C / n
Subgrupo n c U
1 98 13 0.13265306
2 96 11 0.11458333
3 100 18 0.184 100 19 0.19
5 100 13 0.13
6 95 18 0.18947368
7 92 15 0.16304348
8 97 20 0.20618557
9 100 17 0.17
10 98 12 0.12244898
11 91 23 0.25274725
12 100 30 0.3
13 100 20 0.214 93 15 0.16129032
15 100 9 0.09
16 100 23 0.23
17 97 16 0.16494845
18 92 13 0.14130435
19 100 9 0.09
20 100 17 0.17
21 99 31 0.31313131
22 100 13 0.13
23 90 18 0.2
24 99 21 0.21212121
Sumatoria 2337 414 5.64492754
Promedio 97.375
-
5/24/2018 Graficas de Control Por Atributos - Copia
32/32
U =
= 0.17715019
LCS= 0.17715019 + 3* = 0.30510845
LCI == 0.17715019 - 3* =0.04919193
Segn lo observado en la no fue estable ya que proporciones de los sub grupos 21 rebasa el LCS. De
aqu se desprende que durante el proceso de ese sub grupos el proceso funciono en presencia de causas o
situaciones especiales que por lo general no estn presentes en el proceso y que causaron que la proporcin
de defectuosos fuera anormalmente grande.
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
1 2 3 4 5 6 7 8 9 10 1112 1314 1516 1718 1920 2122 2324
U
LCS
LC
LCI