Gráficas de Control Para La Media Del Proceso
8
GRÁFICAS DE CONTROL PARA LA MEDIA DEL PROCESO: GRAFICA Media y desviación estándar del proceso conocidas. La media y desviación estándar del proceso se conocerán ya sea porque son especificaciones del proceso o porque se basan en observaciones históricas del proceso en condiciones consideradas estables. La línea central de la grafica se fija en la media del proceso. Usando la regla de límites 3 sigmas, los límites de control se definen con el mismo método con el que se determinan los valores críticos para la prueba de hipótesis. Limites de Control = μ± 3 σ √n El problema ilustra la determinación de límites de control inferior y superior para una grafica cuando la media y desviación estándar del proceso son conocidas. En la siguiente tabla se presentan los pesos en onzas de una sucesión de 15 muestras de subgrupo racional de papas fritas, con n=4 en cada muestra, las desviaciones estándar y los rangos muéstrales. Suponga que las especificaciones de empacado requieren de un peso promedio por paquete de una media de 15.0 onzas y un desviación estándar de 0.1 onzas. Con base en estos
-
Upload
anahi-mendoza-morales -
Category
Documents
-
view
219 -
download
1
description
Estadística Administrativa
Transcript of Gráficas de Control Para La Media Del Proceso
GRFICAS DE CONTROL PARA LA MEDIA DEL PROCESO: GRAFICA
Media y desviacin estndar del proceso conocidas.
La media y desviacin estndar del proceso se conocern ya sea porque son especificaciones del proceso o porque se basan en observaciones histricas del proceso en condiciones consideradas estables. La lnea central de la grafica se fija en la media del proceso. Usando la regla de lmites 3 sigmas, los lmites de control se definen con el mismo mtodo con el que se determinan los valores crticos para la prueba de hiptesis.
Limites de Control =
El problema ilustra la determinacin de lmites de control inferior y superior para una grafica cuando la media y desviacin estndar del proceso son conocidas.
En la siguiente tabla se presentan los pesos en onzas de una sucesin de 15 muestras de subgrupo racional de papas fritas, con n=4 en cada muestra, las desviaciones estndar y los rangos mustrales. Suponga que las especificaciones de empacado requieren de un peso promedio por paquete de una media de 15.0 onzas y un desviacin estndar de 0.1 onzas. Con base en estos paramtricos, determine la lnea central y los limites de control inferior y superior de la grafica .Lnea central = 15.0 ozLimites de Control =
14.85 y 15.15 oz
MUESTRA N PESOS DE PAQUETES (OZ)S
115.0114.9815.1614.8014.990.1480.36
215.0915.1415.0815.0315.080.0450.11
315.0415.1014.9315.1315.050.0880.20
414.9015.0314.9414.9214.950.0570.13
515.0415.0515.0814.9815.040.0420.10
614.9614.8114.9614.9114.910.0710.15
715.0115.1014.9015.0315.010.0830.20
814.7114.9214.7714.9514.840.1160.24
914.8114.8014.6414.9514.800.1270.31
1015.0314.8914.9915.0314.980.0660.14
1115.1614.9114.9514.8314.960.1410.33
1214.9215.0515.0115.0215.000.0560.13
1315.0615.0314.9515.0215.020.0470.11
1414.9915.1415.0415.1115.070.0680.15
1514.9415.0814.9015.1715.020.1250.27
224.721.280
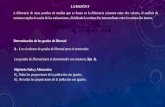
En el problema se presenta la grafica que incorpora estos lmites de control y cuya lnea central se encuentra en la media del proceso designada.
Grafica con parmetros del proceso dados (con base en Minitab)
Media y desviacin estndar del proceso desconocidas.
Cuando la media y desviacin estndar del proceso se desconoces, el supuesto requerido es que las muestras proceden de un proceso estable. As, resultados mustrales recientes sirven de base para determinar si persiste la estabilidad del proceso. Primero se determinan la media global de las k muestras mustrales y la media de las k desviaciones estndar mustrales. Aunque (X con doble barra) es un estimador insesgado de , es un estimador sesgado de . Esto es asi a pesar de que sea un estimador insesgado de . En consecuencia, la formula par los limites de control incorpora una correccion por sesgo en :
Limites de Control
Los valores de se incluyen en la tabla de Factores para graficas de control.
FACTORES PARA GRFICAS DE CONTROL
TAMAO DEMUESTRA N
C
C
d
d
D
D
20.79790.60281.1280.85303.267
30.88620.46331.6930.88802.574
40.92130.38892.0590.88002.282
50.94000.34122.3260.86402.114
60.95150.30762.5340.84802.004
70.95940.28202.7040.8330.0761.924
80.96500.26222.8470.8200.1361.864
90.96930.24592.9700.8080.1841.816
100.97270.23213.0780.7970.2231.777
110.97540.22043.1730.7870.2561.744
120.97760.21053.2580.7780.2831.717
130.97940.20193.3360.7700.3071.693
140.98100.19403.4070.7630.3281.672
150.98230.18733.4720.7560.3471.653
160.98350.18093.5320.7500.3631.637
170.98450.17543.5880.7440.3781.622
180.98540.17033.6400.7390.3911.608
190.98620.16563.6890.7340.4031.597
200.98690.16133.7350.7290.4151.585
210.98760.15703.7780.7240.4251.575
220.98820.15323.8190.7200.4341.566
230.98870.14993.8580.7160.4431.557
240.98920.14663.8950.120.4511.548
250.98960.14383.9310.7080.4591.541
El problema ilustra la determinacin de lmites de control inferior y superior para una grafica cuando la media y desviacin estndar del proceso se desconocen.
En referencia de los paquetes de la tabla anterior, supongamos que no se especifican la media y la desviacin estndar del proceso. Determine la lnea central y los limites de control de la grafica .Lnea central
Limites de Control
14.84 y 15.12 oz
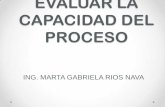
En el problema se presenta la grafica que incorpora esos lmites de control, con la lnea central en .
Grafica sin parmetros del proceso dados (con base en Minitab)
Bibliografa(Kazmier, 1998, pp. 355-364)
BibliografaKazmier, L. J., 1998. Estadstica aplicada a la administracin y la economa. Tercera Edicin. Mc Graw-Hill ed. Mxico, D.F.: Mc Graw-Hill Interamericana Editores, S.A. de C.V..