
GE 2013 II PMP RPM
36
PLAN MAESTRO DE PRODUCCIÓN
-
Upload
holy-zentsuki -
Category
Documents
-
view
29 -
download
1
Transcript of GE 2013 II PMP RPM

PLAN MAESTRO DE PRODUCCIÓN

Lar
go
pla
zo
Plan de negociosDeterminar las estrategias de producción y de capacidad en el largo plazo
Med
ian
o p
lazo
Co
rto
pla
zo
AmbientePESTE Demanda
Estrategias y políticas de la empresa
Plan de requerimientos de materiales (MRP)
Determinar las necesidades en componentes y materias primas
Plan de producciónagregada
Determinar los niveles de producción y los recursos a utilizar
Programa maestro de producción(MPS)
Determinar el calendario de producción de productos precisos
ProgramaciónPlanificación detallada de las actividades
Los niveles de la planificación
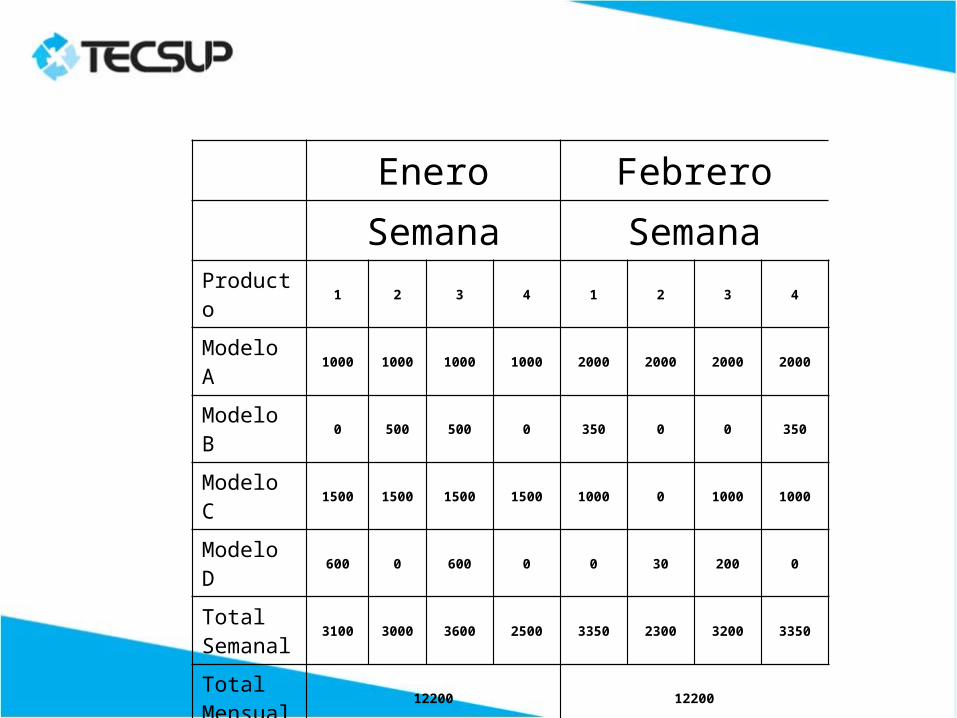
Enero Febrero
Semana Semana
Producto1 2 3 4 1 2 3 4
Modelo A1000 1000 1000 1000 2000 2000 2000 2000
Modelo B0 500 500 0 350 0 0 350
Modelo C 1500 1500 1500 1500 1000 0 1000 1000
Modelo D600 0 600 0 0 30 200 0
Total Semanal
3100 3000 3600 2500 3350 2300 3200 3350
Total Mensual
12200 12200

• Un MPS es un pronostico ajustado por el inventario, las ordenes de clientes, las restricciones de la producción etc.
• Los periodos de planificación comprenden una semana o un mes.
• Elementos necesarios para elaborar un MPS:– Pronóstico (Ft)– Ordenes de clientes (Ot)– Inventario de fin de periodo (It)– Inventario actual (inventario al inicio del proceso de
planeamiento)

TAMAÑO DE LOTE• Cantidad de artículos que se fabrican en una orden de
trabajo, compran en una orden de pedido, etc. En ciertos casos es constante (por diferentes razones) y no puede ser dividida lo que obliga en esos casos ha adquirir ese nivel constante y no lo estrictamente requerido.
• Cuando se trabaja a pedido el tamaño de lote queda definido por el tamaño del pedido del cliente.
• Cuando se trabaja para existencias, el tamaño de lote es un asunto de economía. Si producimos poco el costo promedio unitario resultaría elevado, pero si producimos demasiado el inventario crecería y el costo de acarreo, mantenimiento, etc. crecería también. Es entonces un asunto de economía.
ELABORACION

STOCK DE SEGURIDAD• Cantidad minina de artículos que deben
permanecer en el inventario para garantizar a la empresa responder adecuadamente a los imprevistos. (variaciones bruscas en la la demanda, pedido urgente de un cliente, paras de maquina por mantenimiento correctivo, etc.)
ELABORACION
• It = It-1 + Qt – máx {Ft, Ot}
• Qt = Cantidad fabricada que debe completarse en la semana t (elemento del MPS)
• DPP = Disponible para promesa (sólo toma en cuenta las Ot, no los pronósticos. Es siempre positiva y se recalcula cuando llega una nueva orden)
Inventario actual = 1600
SEMANAS
1 2 3 4 5 6 7 8
Ft 1000 1000 1000 1000 2000 2000 2000 2000
Ot 1200 800 300 200 100 0 0 0
It 400 1900 900 2400 400 900 1400 1900
MPS (Qt) 2500 2500 2500 2500 2500
DPP 400 1400 2200 2500 2500 2500
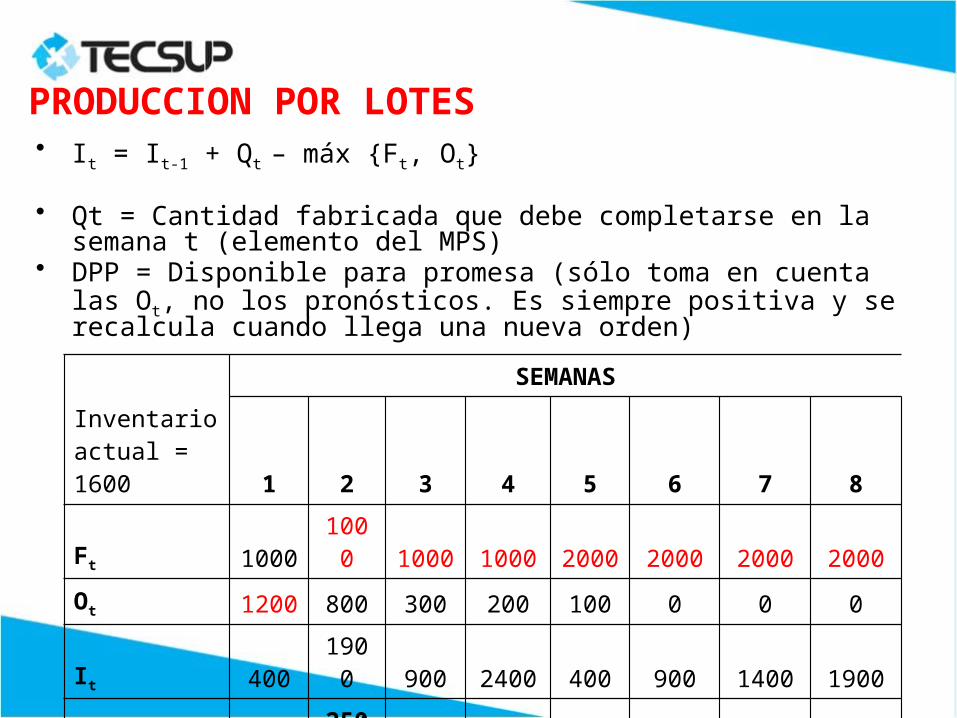
PRODUCCION POR LOTES

• It = It-1 + Qt – máx {Ft, Ot}
• Qt = Cantidad fabricada que debe completarse en la semana t (elemento del MPS)
• DPP = Disponible para promesa (sólo toma en cuenta las Ot, no los pronósticos. Es siempre positiva y se recalcula cuando llega una nueva orden)
Inventario actual = 1600
SEMANAS
1 2 3 4 5 6 7 8
Ft 1000 1000 1000 1000 2000 2000 2000 2000
Ot 1200 800 300 200 100 0 0 0
It 400 0 0 0 0 0 0 0
MPS (Qt) 600 1000 1000 2000 2000 2000 2000
DPP 400 0 700 800 1900 2000 2000 2000
PRODUCCION LOTE X LOTE

Periods 1 2 3 4 5 6 7 8 9 1050 45 45 50 50 50 40 40 40 5025 60 15 55 25 35
Inventario Disponible 100 50 90 45 90 40 90 50 10 70 20100 100 100 100
100 100 100 100
PronosticoPedido de clientes
Plan Orden Recibidas FabPlan Orden Emitidas Fab
Producto A
Plan Preliminar:Complete el MPS siguiente:
Plan Preliminar:Complete el MPS siguiente:
Producto A• Inventario Inicial = 100• Tamaño Lote: 100 units• Lead Time: 1 sem• 1 unidad equivalente

Periods 1 2 3 4 5 6 7 8 9 1060 120 80 40 30 50 20 20 20 3035 150 60 30 25 35
Inventario Disponible 300 240 90 10 70 40 90 70 50 30 0100 100
100 100
PronosticosPedidos de Clientes
Plan Ordenes Recibidas FabPlan Ordenes Emitidas Fab
Producto B
Producto B• Inventario Inicial = 300• Tamaño Lote: 100 units• Lead Time: 1 sem• 2 unidades equivalentes
Plan Preliminar:Complete el MPS siguiente:
Plan Preliminar:Complete el MPS siguiente:

Plan de Capacidad de corte rudo
• Cálculo aproximado de la capacidad requerida en los centros de trabajo críticos para satisfacer la demanda con el fin de comprobar la viabilidad de un Plan Maestro de Producción.
• Cuando la capacidad requerida excede la capacidad disponible, el MPS deben ser ajustados antes de proceder a la MRP.

Périodes 1 2 3 4 5 6 7 8 9 10100 0 100 0 100 0 0 100 0 0
0 0 200 0 200 0 0 0 0 0100 0 300 0 300 0 0 100 0 0
Prod A - Planned Order Releases
Prod B - Planned Order Releases
Total
Productos A y B
Capacidad Total es 200 unidades equivalentes por periodo. Establecer el MPS final para cada producto.
• Debido a que las emisiones totales de pedidos previstos de los productos A y B es superior a 200 unidades en los periodos 3 y 5, hay que mover la liberación de uno de los dos artículos a los períodos 2 y 4.
• Decidimos, por ejemplo, para mover la liberación del producto de A a periodos 2 y 4.
• Por tanto, debemos completar el plan final para ambos productos..
MPS Final:Plan de capacidad de corte rudo
MPS Final:Plan de capacidad de corte rudo

Periods 1 2 3 4 5 6 7 8 9 1050 45 45 50 50 50 40 40 40 5025 60 15 55 25 35
Inventario Disponible 1000 100 0 0 100 0
100 0 0 100 0 0
PronosticosPedidos de clientes
Plan ordenes recibidas FabPlan ordenes emitidas Fab
Producto A
• Planificación de la Orden Emitidas a Fabricación se mueve del período 3 al período 2.
• En consecuencia, la recepción de las órdenes fabricadas se mueven del período 4 al período 3.
• Los inventarios disponibles deben ser recalculados para tener en cuenta los cambios.
50 90 145 90 140 90 50 10 70 20
10001000
10001000
MPS Final:Modificaciones al plan preliminar
MPS Final:Modificaciones al plan preliminar

Periods 1 2 3 4 5 6 7 8 9 1060 120 80 40 30 50 20 20 20 3035 150 60 30 25 35
Inventario disponible 300 240 90 10 70 40 90 70 50 30 00 0 0 100 0 0 100 0 0 00 0 100 0 0 100 0 0 0 0
PronosticoPedidos de cliente
Plan ordenes Recibidas FabPlan ordenes Emitidas Fab
Producto B
• Puesto que no hemos hecho ningún cambio en las liberaciones de órdenes planificadas del producto B, los planes preliminares y finales son idénticos.
MPS Final:Modificaciones al plan preliminar
MPS Final:Modificaciones al plan preliminar

PLAN DE REQUERIMIENTOS DEMATERIALES

Los diferentes sistemas MRP
• Un sistema de control de inventarios:
MRP
• Un sistema de control de inventarios y de
la producción (circuito cerrado): MRP II
• Un sistema de planeación de los
recursos de la empresa (ERP, Entreprise
resource planning)

El MRP como sistema de gestión de inventarios
Gestión de inventarios
Sistemas de punto de reorden
Demanda independiente
Sistemas MRP Demanda dependiente
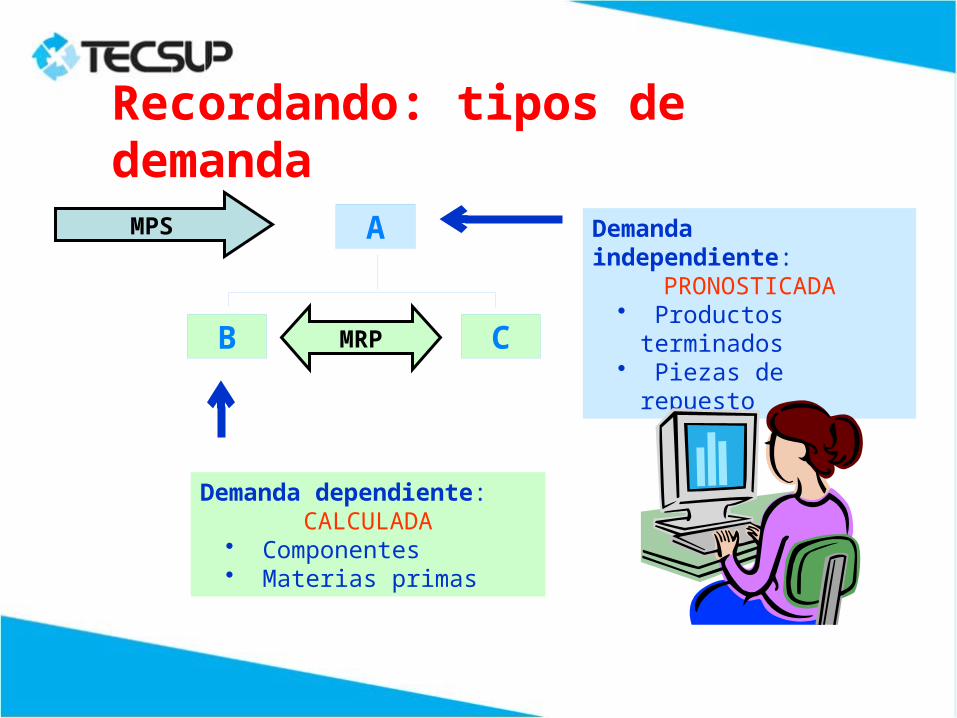
Recordando: tipos de demanda
A
B C
Demanda independiente:PRONOSTICADA
• Productos terminados• Piezas de repuesto
Demanda dependiente: CALCULADA
• Componentes• Materias primas
MPS
MRP

Elaboración de un MRP
• Los elementos del MRP
• Las listas de materiales (BOM, por sus siglas en inglés)
• Método para construir un MRP28 oct 2 caso02 nov recupe04 nov 3PC

Elementos
El programa maestro de producción (MPS)
Las listas de materiales de los productos (BOM)
Registros de inventario
Planeación de la capacidad
Compras
Control del piso del taller

Lista de materiales
• Lista de Materiales (BOM) : Lista estructurada de todos los materiales o partes necesarios para producir un producto terminado en particular, un ensamble, un subensamble, una parte manufacturada o una parte comprada.
X
Y(3) Z(2)
Y(1)W(2)
Nivel 0
Nivel 1
Nivel 2
Significado:
Por cada producto X, se necesitan 3 artículos Y y 2 artículos Z.
Por cada artículo Z, se necesitan 2 artículos W y 1 artículo Y.
1
1211
121 122

Lista de materiales
Producto final
Barrote
Patas delanteras
Asiento
Respaldos
Barrote
Patas traseras
Diagrama de ensamblaje de una silla
Fuente : Adaptado de Stevenson W., Benedetti C., (2001), p 526

Lista de materiales
Silla
Ensamblado de la base
Ensamblado de los respaldos
Asiento
Patas (2) Barrote Patas (2) Barrote Respaldos (3)
Estructura del producto
Fuente: Adaptado de Stevenson W., Benedetti C., (2001), p 526

Reglas a seguir para elaborar un MRP• Seguir el orden jerárquico de la lista de materiales.• Identificar el origen de los requerimientos: si el artículo aparece en
varios niveles del BOM, el orden se establece según el nivel más bajo [número más elevado] en el cual aparece.
• Requerimiento bruto de un artículo depende de los lanzamientos programados de todos los artículos-padres de los que forma parte.

Método para construir un MRP
Semanas1 2 3 4
Requerimientos brutos
Inventario disponible
Requerimientos netos
Recepciones planeadas
Emisiones planeadas
Artículo A

Método para construir un MRPArtículo Tamaño
del lotePlaz
o Disponible Inventario de seguridad Nivel
CDE x 75 1 300 0 1
Periodo 1 2 3 4
Requerimientos brutos 0 200 600 150
Inventario disponible 300 100 25 25
Requerimientos netos 0 0 500 125
Recepciones planeadas
0 0 525 150
Emisiones planeadas
0 525 150 -
Recepciones planeadas (i) Requerimientos netos (i) *El cálculo depende de la técnica para definir el tamaño de los lotes
Inventario disponible (i) = Inventario disponible (i - 1) + Recepciones planeadas (i) - Requerimientos brutos (i)
Requerimientos brutos (i) = S ( Q requerida x Emisión planeada (i) del artículo-padre)
Emisiones planeadas = Recepciones planeadas desplazadas según el plazo
Requerimientos netos (i) = MÁX {0, (Requerimientos brutos
(i)– Inventario Disponible (i-1))}

Tamaño de los lotes: Técnicas• Lote por lote (LxL):
– Se fabrica o compra la cantidad exacta requerida
– Se evita de acumular productos en inventario pero descuida los costos de pedidos
• Lote de tamaño fijo “X” : – La cantidad fabricada o comprada es X o un
múltiplo de X (ejemplos: docena, caja, paleta, etc.)

Tamaño de los lotes: Técnicas• Lote de tamaño mínimo “X” :
– Cantidad fabricada o comprada es al menos X– Si el requerimiento neto es superior a X, se
pide exactamente la cantidad requerida
• Lote económico :– Se pide o fabrica con menos frecuencia pero
cantidades más grandes– Permite equilibrar los costos de
almacenamiento y los costos de pedido

Ejemplo 1
Artículo: Xplazo = 2 periodos; Lote = 50 26 27 28
Requerimientos brutos 25 15 25
Disponible/proyectado 60 35 20 45
Requerimientos netos
Recepciones planeadas 50
Emisiones planeadas 50
Artículo: Aplazo = 1 periodo; Lote = 120 2625 27 28
Requerimientos brutos 100
15 35 35 35
85
120
120
Disponible/proyectado
Requerimientos netos
Recepciones planeadas
Emisiones planeadas
X
A(2) B(1)
50 x 2
5
25
Cálculo de requerimientos

Producto XYZ
Periodos 1 2 3 4 5 625 25 25 25 25 2530 20 15 10
Inventario proyectado 100 70 45 20 195 170 14535 190
200Emisiones planeadas 200
Componente A
Periodos 1 2 3 4 5 6
400
Inv. Disponible 200 200 200 300 300 300 300200500
500
Componente B
Periodos 1 2 3 4 5 6
200
Inv. Disponible 100 100 100 200 200 200 200100300
300Recepciones planeadasEmisiones planeadas
Tamaño del lote: 200 Plazo: 1 periodo
Tamaño del lote: 500 Plazo: 2 periodos
Tamaño delLote: 300 Plazo: 1 periodo
Emisiones planeadas
Requerimientos brutos
Requerimientos netos
Requerimientos brutos
Requerimientos netosRecepciones planeadas
Pronósticos de la demandaPedidos aceptados de clientes
Inventario disponible a la ventaRecepciones planeadas (MPS)
Ejemplo 2
Producto XYZ
Componente B (1)
Componente A (2)

Ejemplo 3
Producto XYZ
Componente C(1)
Subensamble A(2)
Componente C(3)
Componente D(2)
Prorducto XYZ Periodos 1 2 3 4 5 625 25 25 25 25 2530 20 15 10 5
Inventario proyectado 135 105 80 55 30 5 18060 195
200Emisiones planeadas 200
Subensamble A Periodos 1 2 3 4 5 6
0 0 0 0 400 0
Inventario disponible 200 200 200 200 200 300 300200500
500
Componente C Periodos 1 2 3 4 5 6
0 0 1500 0 200 0
Inventario disponible 100 100 100 600 600 400 40014002000
2000
Componente D Periodos 1 2 3 4 5 6
0 0 2000 0 0 0
Inventario disponible 100 100 100 1 100 1 100 1 100 1 10019003000
3000
Lote: 3000 Plazo: 1 periodo
Requerimientos brutos
Requerimientos netosRecepciones planeadasEmisiones planeadas
Recepciones planeadas (MPS)
Lote: 2000Plazo: 1 periodo Requerimientos brutos
Requerimientos netosRecepciones planeadasEmisiones planeadas
Lote: 200 Plazo: 1 periodo
Lote: 500 Plazo: 2 periodos
Emisiones planeadas
Requerimientos brutos
Requerimientos netosRecepciones planeadas
Pronósticos de la demandaPedidos aceptados de clientes
Inventario disponible

Producto A Periodos 1 2 3 4 5 625 25 25 25 25 2530 20 15 10 5
Inv.proyectado 135 105 80 55 30 5 18060 195
200Emisiones planeadas 200
Producto Z Periodos 1 2 3 4 5 630 30 30 30 30 3035 20 15 20 10 5
Inv. proyectado 135 100 70 40 10 480 45045 485
500Emisiones planeadas 500
Subensamble B Periodos 1 2 3 4 5 6
1500 400
Inv. disponible 200 200 200 200 200 1 300 1 3001300 2001500 1500
1 500 1500
Componente C Periodos 1 2 3 4 5 6
4500 4500 200
Inv. disponible 4 600 100 100 100 100 4 400 4 4004400 1004500 4500
4500 4500
Componente D Periodos 1 2 3 4 5 6
6000 7000
Inv. disponible 6 500 500 500 3 500 3 500 3 500 3 500650010000
10000
Lote: 200 Plazo: 1 periodo
Lote: 1500 Plazo: 2 periodos
Emisiones planeadas
Requerimientos brutos
Lote: 500 Plazo: 2 periodos
Pronósticos de la demandaPedidos aceptados de clientes
Inventario disponibleRecepciones planeadas (MPS)
Requerimientos netosRecepciones planeadas
Pronósticos de la demandaPedidos aceptados de clientes
Inventario disponibleRecepciones planeadas (MPS)
Lote: 4500Plazo: 1 periodo Requerimientos brutos
Requerimientos netosRecepciones planeadasEmisiones planeadas
Lote: 10 000 Plazo: 1 periodo Requerimientos brutos
Requerimientos netosRecepciones planeadasEmisiones planeadas
Ejemplo 4
Producto A
Componente C(1)
Subensamble B(2)
Componente C(3)
Componente D(4)
Producto Z
Componente D(2)
Subensamble B(3)
Componente C(3)
Componente D(4)

Horizonte mínimo de planeación
9 periodos
4 periodos
7 periodos
A
B C
D(2) E
Plazo = 2 periodos
Plazo= 3 periodos
Plazo = 2 periodos Plazo = 4 periodos
Plazo = 2 periodos

Horizonte mínimo de planeación
Plazo 1 2 3 4 5 6 7 8 9A Ensambladura 2 100 100B Compra 2 100 100C Ensambladura 3 100 100 100D Compra 2 200 200E Compra 4 100 100 100 100
Periodos
A
BC
D(2)
E
Plazo = 2 periodos
Plazo = 3 periodos
Plazo = 2 periodos
Plazo = 4 periodos
Plazo= 2 periodos

Conclusiones sobre la planeación de las operaciones
• Diferentes niveles de planeación.• Horizontes que varían entre el largo, mediano y corto
plazo.• Una metodología diferente para cada nivel.
En la práctica:
• En un ambiente de negocios cambiante, planear es una tarea bastante difícil.
• Manejo de imprevistos, de restricciones, de prioridades y de compensaciones (arbitrajes).
• Sin embargo, un trabajo facilitado por los sistemas de información.

BIBLIOGRAFIA
• SIPPER, Daniel y BULFIN, Robert L. Planeación y Control de la Producción. México. McGraw-Hill Interamericana Editores S.A. de C.V., 1998.
• DOMÍNGUEZ, José Antonio y otros. Dirección de Operaciones, Aspectos Tácticos y Operativos en la Producción y Servicios. España. McGraw Hill, Interamericana de España S.A.
• GIBELLINI, Renato. Proyectos, Producción y Logística. Lima. Universidad de Lima.
• SHROEDER, Roger. Administración de Operaciones. McGraw Hill Interamericana de México.
• CHASE, Richard y otros. Dirección y Administración de la Producción y las Operaciones. México. McGraw Hill, Interamericana de México, 1994.


















