Distribucion en planta.pdf
16
16 CAPITULO 2 DISTRIBUCIÓN EN PLANTA 2.1 Introducción a la distribución en planta La distribución en planta es una tarea fundamental en la reducción de costos y el incremento de la productividad, a la que sin embargo no muchas empresas dan la debida importancia. Cuando se usa el término distribución en planta, se alude a veces la disposición física ya existente, otras veces a una distribución proyectada frecuentemente al área de estudio ó al trabajo de realizar una distribución en planta. Las decisiones sobre distribución implican la determinación de la localización de los departamentos, de los grupos de trabajo dentro de los departamentos, de las estaciones de trabajo, de las máquinas y de los puntos de mantenimiento de las existencias dentro de unas instalaciones de producción. El objetivo es organizar estos elementos de una manera tal que se garantice un flujo de trabajo uniforme (en una fábrica) o un patrón de tráfico determinado (en una organización de servicios). Es de gran importancia un reconocimiento total del tema de distribución en planta puesto que será la base para implementar nuevos procedimientos y técnicas en la ejecución de los procesos productivos, dando como resultado una distribución adecuada y así mismo un beneficio óptimo para el mejoramiento continuo de las empresas tanto industriales como de servicios. La distribución en planta es importante porque evita fracasos productivos y financieros, contribuyendo a un mejoramiento continuo en los procesos tanto en las empresas industriales así como en las de servicios. 2.2 Concepto 7 La distribución en planta implica la ordenación física y racional de los elementos productivos garantizando su flujo óptimo al más bajo costo. Esta ordenación, ya 7 Muñoz Cabanillas, Martín. Diseño de distribución en planta de una empresa textil. www.google.com
Transcript of Distribucion en planta.pdf
16
CAPITULO 2
DISTRIBUCIÓN EN PLANTA
2.1 Introducción a la distribución en planta
La distribución en planta es una tarea fundamental en la reducción de costos y el
incremento de la productividad, a la que sin embargo no muchas empresas dan la
debida importancia. Cuando se usa el término distribución en planta, se alude a veces
la disposición física ya existente, otras veces a una distribución proyectada
frecuentemente al área de estudio ó al trabajo de realizar una distribución en planta.
Las decisiones sobre distribución implican la determinación de la localización de los
departamentos, de los grupos de trabajo dentro de los departamentos, de las
estaciones de trabajo, de las máquinas y de los puntos de mantenimiento de las
existencias dentro de unas instalaciones de producción.
El objetivo es organizar estos elementos de una manera tal que se garantice un flujo
de trabajo uniforme (en una fábrica) o un patrón de tráfico determinado (en una
organización de servicios).
Es de gran importancia un reconocimiento total del tema de distribución en planta
puesto que será la base para implementar nuevos procedimientos y técnicas en la
ejecución de los procesos productivos, dando como resultado una distribución
adecuada y así mismo un beneficio óptimo para el mejoramiento continuo de las
empresas tanto industriales como de servicios. La distribución en planta es
importante porque evita fracasos productivos y financieros, contribuyendo a un
mejoramiento continuo en los procesos tanto en las empresas industriales así como
en las de servicios.
2.2 Concepto 7
La distribución en planta implica la ordenación física y racional de los elementos
productivos garantizando su flujo óptimo al más bajo costo. Esta ordenación, ya
7 Muñoz Cabanillas, Martín. Diseño de distribución en planta de una empresa textil. www.google.com
17
practicada o en proyecto, incluye, tanto los espacios necesarios para el movimiento
del material, almacenamiento, máquinas, equipos de trabajo, trabajadores y todas las
otras actividades o servicios.
En general la distribución en planta persigue dos beneficios:
Económico.- con el que se busca aumentar la producción y reducir costos.
Social.- con el que se busca darle seguridad al trabajador y satisfacción por el
trabajo que realiza.
2.3 Objetivos de la distribución en planta 8
“El objetivo básico que persigue la distribución en planta es hallar una ordenación de
las áreas de trabajo y del equipo, que sea la más económica para el trabajo, al mismo
tiempo que la más segura y satisfactoria para los empleados.”
Objetivos Generales:
Se reducen los riesgos de enfermedades profesionales y de accidentes de trabajo,
eliminándose lugares inseguros, pasos peligrosos y materiales en los pasillos.
Se mejora la moral y se da mayor satisfacción al obrero, evitando áreas
incómodas y que hacen tedioso el trabajo para el personal.
Se aumenta la producción, ya que cuanto más perfecta es una distribución se
disminuyen los tiempos de proceso y se aceleran los flujos.
Se obtiene un menor número de retrasos, reduciéndose y eliminándose los
tiempos de espera, al equilibrar los tiempos de trabajo y cargas de cada
departamento.
Se obtiene un ahorro de espacio, al disminuirse las distancias de recorrido y
eliminarse pasillos inútiles y materiales en espera.
Se reduce el manejo de materiales distribuyendo por procesos y diseñando líneas
de montaje.
Se utiliza mejor la maquinaria, la mano de obra y los servicios.
Se reduce el material en proceso.
8 Juan Ramón Martínez, Mario Zamora Benjamín, Orlando Velado. Distribución en planta. www.google.com
18
Se facilitan las tareas de vigilancia y control, ubicando adecuadamente los
puestos de supervisión de manera que se tenga una completa visión de la zona de
trabajo y de los puntos de demora.
Se reducen los riesgos de deterioro del material y se aumenta la calidad del
producto, separando las operaciones que son nocivas unas a otras.
Se facilita el ajuste al variar las condiciones. Es decir al prever las ampliaciones,
los aumentos de demanda o reducciones del mercado se eliminan los
inconvenientes de las expansiones o disminuciones de la planta.
Se mejora y facilita el control de costos, al reunir procesos similares, que facilitan
la contabilidad de costos.
Se obtienen mejores condición es sanitarias, que son indispensables tanto para la
calidad de los productos, como para favorecer la salud de los empleados.
Acortamiento del tiempo de fabricación.
Disminución de la congestión o confusión.
Para conseguir una buena distribución de planta se debe considerar:
Unidad.- alcanzar la integración de todos los elementos o factores implicados en la
unidad productiva, para que se funcione como una unidad de objetivos.
Circulación mínima.- procurar que los recorridos efectuados por los materiales y
hombres, de operación a operación y entre departamentos sean óptimos lo cual
requiere economía de movimientos, de equipos, de espacio.
Seguridad.- garantizar la seguridad, satisfacción y comodidad del personal,
consiguiéndose así una disminución en el índice de accidentes y una mejora en el
ambiente de trabajo.
Flexibilidad.- la distribución en planta necesitará, con mayor o menor frecuencia
adaptarse a los cambios en las circunstancias bajo las que se realizan las operaciones,
las que hace aconsejable la adopción de distribuciones flexibles.
19
2.4 Principios de la distribución en planta 9
Con el fin de obtener una distribución más eficiente se debe cumplir con seis principios, los que se listan a continuación:
Principio de la Integración de conjunto
La distribución óptima será aquella que integre al hombre, materiales, máquinas y cualquier otro factor de la manera más racional posible, de tal manera que funcionen como un equipo único.
Principio de la mínima distancia recorrida a igual de condiciones Será aquella mejor distribución la que permita mover el material a la distancia más corta posible entre operaciones consecutivas.
Principio de la circulación o flujo de materiales Es mejor aquella distribución o proceso que este en el mismo orden a secuencia en que se transforma, tratan o montan los materiales.
Principio de espacio cúbico La economía se obtiene utilizando de un modo efectivo todo el espacio disponible, tanto vertical como horizontal, se obtienen ahorros de espacio. Una buena distribución es aquella que aprovecha las tres dimensiones en igual forma.
Principio de la satisfacción y de la seguridad Será siempre más efectiva la distribución que haga el trabajo más satisfactorio y seguro para los productores, la seguridad es un factor de gran importancia, una distribución nunca puede ser efectiva si somete a los trabajadores a riesgos o accidentes.
Principio de la flexibilidad La distribución en planta más efectiva, será aquella que pueda ser ajustada o reordenada con el mínimo de inconvenientes y al costo más bajo posible.
2.5 Naturaleza de los problemas de distribución en planta 10
Los problemas que se pueden tener al realizar una distribución en planta son cuatro, estos son:
Proyecto de una planta totalmente nueva.- aquí se trata de ordenar todos los medios de producción e instalación para que trabajen como conjunto integrado.
Expansión o traslado de una planta ya existente.- en este caso los edificios ya
están allí, limitando la acción del ingeniero de distribución. Reordenación de una planta ya existente.- la forma y particularidad del edificio
limitan la acción del ingeniero.
9 Andrés Quijano Ponce de León. Distribución en planta. www.gestiopolis.com 10Juan Ramón Martínez, Mario Zamora Benjamín, Orlando Velado. Distribución en planta. www.gestiopolis.com
20
Ajustes en distribución ya existente.- se presenta principalmente, cuando varían las condiciones de operación.
Para la elaboración de nuestro estudio utilizaremos la reordenación de una planta ya
existente por que esta lleva funcionando 30 años en el mismo lugar.
2.5 Tipos clásicos de distribución
Distribución por posición fija
Se trata de una distribución en la que el material o el componente permanecen en
lugar fijo, todas las herramientas, maquinaria, hombres y otras piezas del material
concurren a ella. Se emplea cuando el producto es voluminoso y pesado, y sólo se
producen pocas unidades al mismo tiempo. Se requiere poca especialización en el
trabajo, pero gran habilidad y obreros calificados.
Ventajas
Se logra una mejor utilización de la maquinaria
Se adapta a gran variedad de productos
Se adapta fácilmente a una demanda intermitente
Presenta un mejor incentivo al trabajador
Se mantiene más fácil la continuidad en la producción
No requieren una ingeniería de distribución costosa.
Desventajas
Escasa flexibilidad en los tiempos de fabricación, el flujo de fabricación no puede
ser más rápido que la actividad más lenta.
Inversión elevada en equipos específicos.
El conjunto depende de cada una de las partes, la parada de alguna máquina o la
falta de personal en algunas de las estaciones de trabajo puede parar la cadena
completa.
Trabajos muy monótonos que afectan la moral del personal.
Distribución por proceso o por fusión
En este tipo de distribución todas las operaciones de la misma naturaleza están
agrupadas, este sistema de disposición se utiliza generalmente cuando se fabrica una
21
amplia gama de productos que requieren la misma maquinaria y se produce un
volumen relativamente pequeño de cada producto. También cuando la maquinaria es
costosa y no puede moverse fácilmente y cuando se tiene una demanda intermitente.
El problema principal en este tipo de distribución es localizar los centros de trabajo
para optimizar el flujo entre secciones.
Ventajas
Todos los productos que se fabrican en la planta comparten las mismas máquinas
por lo que la capacidad de cada una de ellas puede emplearse al máximo
reduciendo el número de máquinas necesarias.
Una gran flexibilidad para ejecutar los trabajos, es posible asignar tareas a
cualquier máquina de la misma clase que esté disponible en ese momento.
Adaptable a gran variedad de productos, cambios fáciles cuando hay variaciones
frecuentes en los productos ó en el orden en que se ejecuten las operaciones.
Existe mayor facilidad de control.
Reduce la congestión y el área de suelo ocupado.
Desventajas
Existe mayor dificultad para fijar las rutas y los programas de trabajo.
La separación de las operaciones y las mayores distancias que tienen que recorrer
para el trabajo, dan como resultado más manipulación de materiales y costos más
elevados, empleándose una mayor mano de obra.
Para optimizar el transporte se fabrica en lotes grandes, anticipando la entrega a
otros departamentos antes de lo necesario, por lo que aumentan los inventarios en
proceso.
La falta de disposiciones compactas de producción en línea y el mayor
esparcimiento entre las unidades del equipo en departamentos separados,
significa más superficie ocupada.
Sistemas de control de producción mucho más complicados y falta de un control
visual.
Distribución por producción en cadena, en línea o por producto
Toda la maquinaria y equipos necesarios para fabricar un determinado producto se
agrupan en una misma zona y se ordenan de acuerdo con el proceso de fabricación,
22
se emplea principalmente en los casos en que exista una elevada demanda de uno ó
varios productos más o menos normalizados.
Ventajas
El trabajo se mueve siguiendo rutas definidas y directas, lo que hace que sean
menores los retrasos en la fabricación.
Menor manipulación de materiales debido a que el recorrido a la labor es más
cortó sobre una serie de máquinas sucesivas, contiguas ó puestos de trabajo
adyacentes.
Menores cantidades de trabajo en curso, poca acumulación de materiales en las
diferentes operaciones y por ende menos inventario en proceso.
Cantidad limitada de inspección, quizá solamente una antes de que el producto
entre en la línea, otra después que salga de ella y poca inspección entre ambos
puntos.
Se obtiene una mejor utilización de la mano de obra debido a que existe mayor
especialización del trabajo.
Permite operarios altamente capacitados
Desventajas
Elevada inversión en máquinas debido a que algunas líneas de fabricación no
pueden emplearse para realizar otras.
Menos flexibilidad en la ejecución del trabajo porque las tareas no pueden
asignarse a otras máquinas similares, como en la disposición por proceso.
Menos pericia en los operarios.
Peligro que se pare toda la línea de producción si una máquina sufre una avería.
El Ritmo de Producción es fijado por la máquina más lenta (cuello de botella).
Distribuciones hibridas
Los diseños híbridos buscan poder beneficiarse simultáneamente de las ventajas
derivadas de las distribuciones por producto y las distribuciones por proceso,
particularmente de la eficiencia de las primeras y de la flexibilidad de las segundas,
permitiendo que un sistema de alto volumen y uno de bajo volumen coexistan en la
misma instalación.
Existen dos técnicas para crear diseños híbridos: las células de un trabajador,
múltiples máquinas y las células de tecnología de grupo; definiéndose como células a
23
la agrupación de máquinas y trabajadores que elaboran una sucesión de operaciones
sobre múltiples unidades de un ítem o familia de ítems.
Célula de un trabajador, múltiples máquinas
En este tipo de distribución un trabajador maneja varias máquinas diferentes al
mismo tiempo, para producir un flujo de línea. La máquinas se disponen formando
círculos o en forma de U, de tal manera que el trabajador pueda controlar y operar
todas las máquinas.
Tecnología de grupo
Esta es otra opción para volúmenes de producción pequeños en los que se quiere
obtener las ventajas de una distribución por producto. Esta técnica genera células que
no se limitan a un solo trabajador, aquí las partes o productos con características
similares se agrupan en familias junto a las máquinas utilizadas para su producción,
con el objetivo de minimizar los cambios o ajustes para la preparación de las
máquinas.
Ventajas
Mejora las relaciones humanas en las células, un equipo de trabajadores
completa una unidad de trabajo.
Mejora de la pericia de los operarios, los trabajadores realizan sólo un número
limitado de ítems en un ciclo de producción finito.
Disminución del material en proceso, una misma célula engloba varias etapas del
proceso de producción, por lo que el traslado y manejo de materiales a través de
la planta se ve reducido.
Disminución de los tiempos de preparación, hay que hacer menos cambios de
herramientas puesto que el tipo de ítems a los que se dedican los equipos está
ahora limitado.
Disminución de los tiempos de fabricación.
Simplificación de la planificación.
Se facilita la supervisión y el control visual.
Desventajas
Incremento en el costo y desorganización por el cambio de una distribución por
proceso a una distribución celular.
Normalmente, reducción de la flexibilidad del proceso.
24
Potencial incremento de los tiempos inactivos de las máquinas, éstas se
encuentran ahora dedicadas a la célula y difícilmente podrán ser utilizadas todo
el tiempo.
Riesgo de que las células queden obsoletas a medida que cambian los productos
y/o procesos.
La fábrica de tejidos Punto Ingles se acopla de mejor manera a la distribución por
procesos debido a que produce productos similares y comparten la misma
maquinaria, pudiendo ocupar cualquier máquina disponible para realizar algún otro
trabajo. La fábrica se puede adaptar fácilmente a cualquier cambio en la elaboración
del producto que requiera el mercado y se puede optimizar el área de trabajo
fácilmente para que exista un mejor flujo de los procesos. También la maquinaria
tiene costos muy elevados y no se pueden mover fácilmente, esta distribución se
adapta a las necesidades de la fábrica en función de las ventajas expuestas
anteriormente.
2.7 Guía para la planeación efectiva de la distribución
A continuación se describe una guía para una planeación efectiva de la distribución.
Planear el todo y después los detalles
Es mejor comenzar por la distribución del lugar o planta en forma global y después
elaborar sus detalles, primero determinar las necesidades generales en relación con el
volumen de producción previsto. Después establecer la relación de cada una de las
áreas con las demás considerando solamente el movimiento de material para un
patrón básico de flujo o circulación. A partir de aquí desarrollar una distribución
general de conjunto. Luego se procede al ordenamiento detallado de cada área
considerando los trabajadores, materiales, maquinaria y actividades auxiliares que
integran el plan detallado de distribución.
Planear primero la disposición ideal y luego la disposición práctica
Se plantea tener un plan teórico ideal sin tener en cuenta las condiciones existentes ni
el costo, posteriormente se irán realizando ajustes de adaptación a las limitaciones
25
representadas por los edificios y otros factores intentando que se combinen entre si
de modo que proporcionen los mayores beneficios globales y con lo cual se llegará
finalmente a una distribución simple y práctica.
Seguir los ciclos del desarrollo de una distribución y hacer que las fases se
superpongan
Los dos puntos analizados anteriormente se relacionan con los ciclos del desarrollo
de toda distribución, estos se desenvuelven con una secuencia de cuatro fases:
seleccionar una localización integrada, realizar una distribución en conjunto,
establecer un plan de distribución detallado, planear e instalar la distribución,
dispuestas de forma que ofrecen una fuerte seguridad de avance hacia la consecución
final del objetivo perseguido.
Planear el proceso y la maquinaria a partir de las necesidades de material
El diseño del producto y las especificaciones de fabricación determinan en gran
manera el tipo de proceso a emplear. Se han de determinar las cantidades o ritmos de
producción de los diversos productos o piezas antes de calcular los procesos que se
requieren. Solamente cuando se conozca la cantidad de cada artículo que se espera
producir se podrá tener una base real para seleccionar la clase y cantidad de
maquinaria.
Planear la distribución basándose en el proceso y la maquinaria
Los parámetros básicos que se manejan en la distribución son:
Selección previa de los procesos de producción idóneos para el caso.
Considerar todos los requisitos del equipo en sí mismo.
El movimiento planeado de material entre los diversos procesos y de una otra
operación da el Flujo o circulación.
Proyectar el edificio a partir de la distribución
Al planearse la distribución es indispensable tener en cuenta el edificio en el cual se
va a constituir la empresa, al tenerse la opción de construirse en un nuevo edificio se
puede proyectar la distribución prevista, incluso programando riesgos y futuras
fallas.
26
Los nuevos edificios permiten en su planeación hacer énfasis en la distribución más
eficiente, para lo cual se debe constituir una planta de utilización general y se planea
en diversas distribuciones supuestas.
Planear con la ayuda de una clara visualización
La visualización es la clave para la tarea de asignación de distribución corporativa,
al planear una distribución se hace necesario hacer claras especificaciones a todos
aquellos que tengan que ver con la empresa puesto que ellos no entienden a fondo
con la capacidad de captación que tiene el especialista en visualización. Además es
necesario no descuidar el análisis completo de los hechos reales.
Planear con la ayuda de otros
La distribución es un trabajo de cooperación, no se obtendrá la mejor distribución a
menos que se consiga la colaboración de todas las personas a las que afecte.
Comprobar la distribución
Cuando se haya desarrollado la distribución general de conjunto, ha de ser aprobada
antes de iniciar el planteamiento de los detalles. La aprobación en sí ya es una
comprobación.
Vender el plan de distribución
Los autores de esta tesina trataremos de vender la idea de que el plan de distribución
es la mejor que puede existir porque se esta aprovechando todos los recursos.
Elaboración del diagrama de precedencia
A continuación se procederá a elaborar el diagrama de precedencia que nos ayudara a
determinar el flujo actual de los procesos, para posteriormente encontrar la mejor
secuencia posible para una circulación fluida de materiales e información dentro de
la fábrica.
27
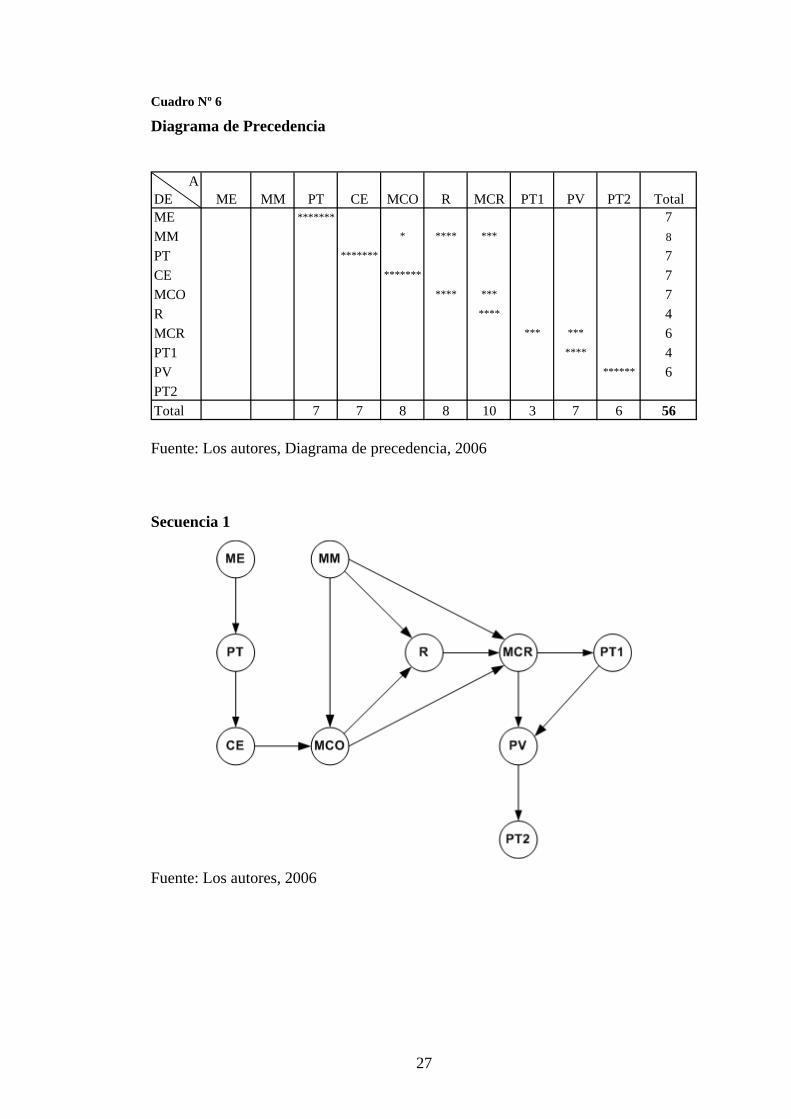
Cuadro Nº 6
Diagrama de Precedencia
ADE ME MM PT CE MCO R MCR PT1 PV PT2 TotalME ******* 7MM * **** *** 8
PT ******* 7CE ******* 7MCO **** *** 7R **** 4MCR *** *** 6PT1 **** 4PV ****** 6PT2Total 7 7 8 8 10 3 7 6 56 Fuente: Los autores, Diagrama de precedencia, 2006
Secuencia 1
Fuente: Los autores, 2006
28
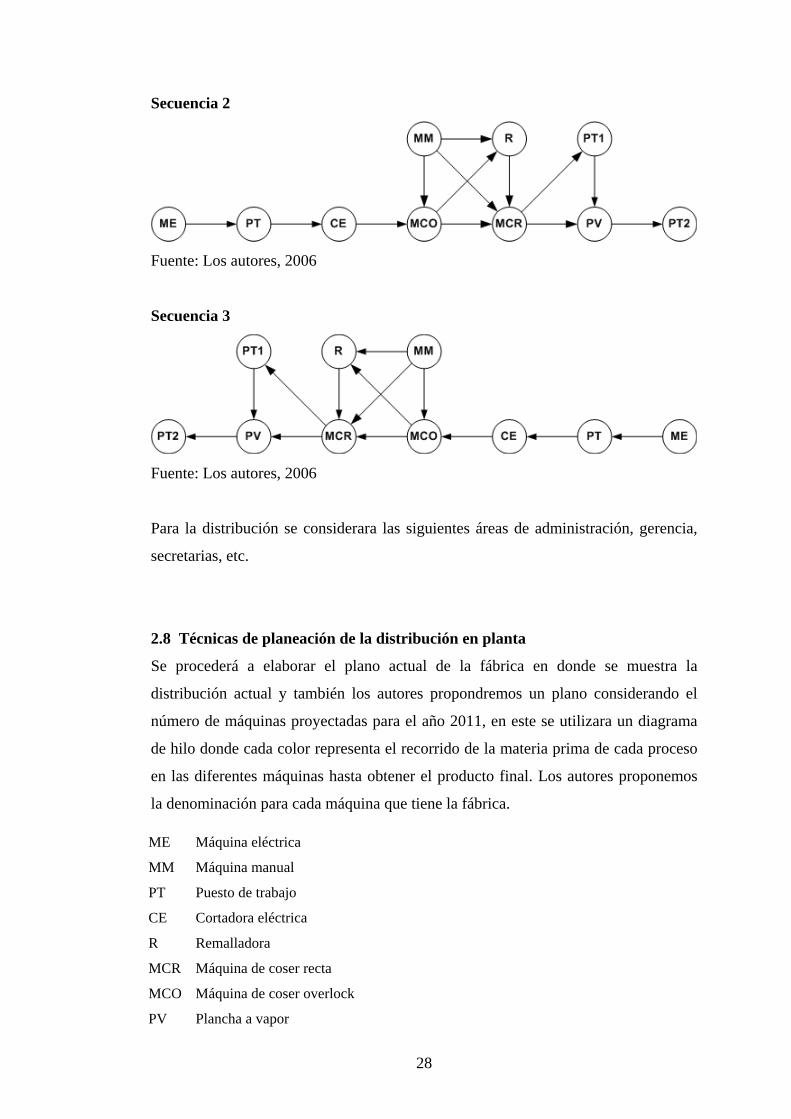
Secuencia 2
Fuente: Los autores, 2006
Secuencia 3
Fuente: Los autores, 2006
Para la distribución se considerara las siguientes áreas de administración, gerencia,
secretarias, etc.
2.8 Técnicas de planeación de la distribución en planta
Se procederá a elaborar el plano actual de la fábrica en donde se muestra la
distribución actual y también los autores propondremos un plano considerando el
número de máquinas proyectadas para el año 2011, en este se utilizara un diagrama
de hilo donde cada color representa el recorrido de la materia prima de cada proceso
en las diferentes máquinas hasta obtener el producto final. Los autores proponemos
la denominación para cada máquina que tiene la fábrica.
ME Máquina eléctrica
MM Máquina manual
PT Puesto de trabajo
CE Cortadora eléctrica
R Remalladora
MCR Máquina de coser recta
MCO Máquina de coser overlock
PV Plancha a vapor
29
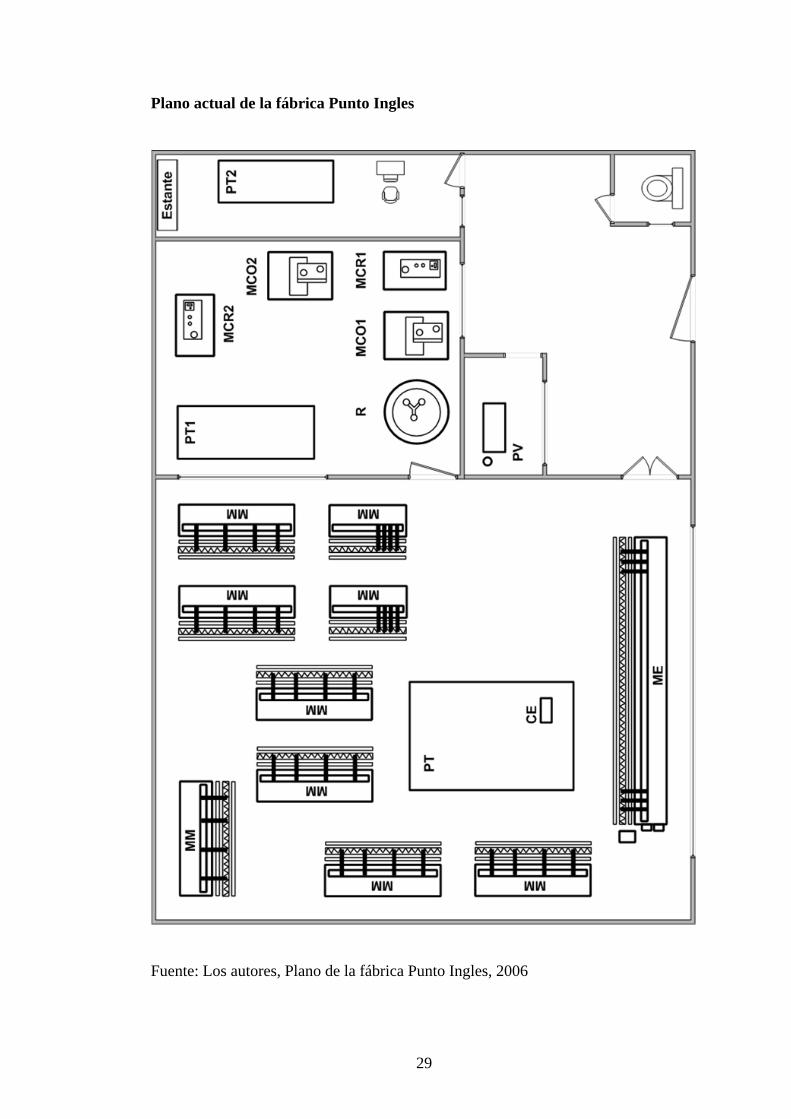
Plano actual de la fábrica Punto Ingles
Fuente: Los autores, Plano de la fábrica Punto Ingles, 2006
30
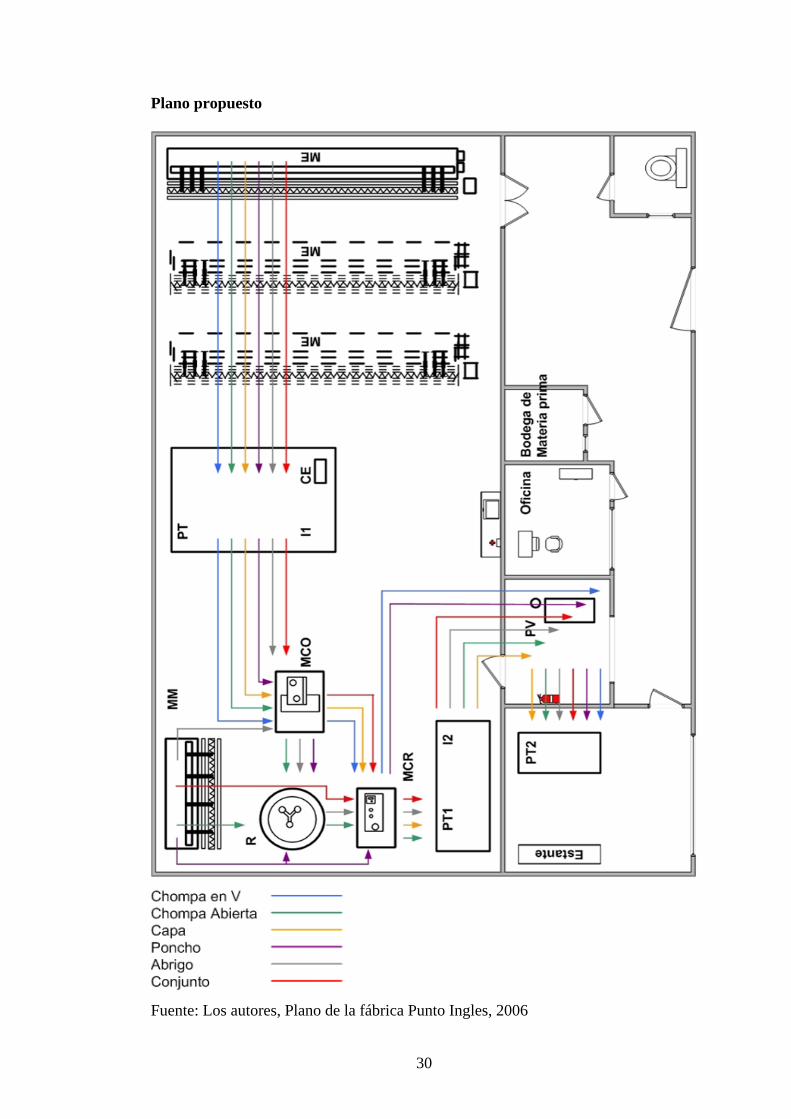
Plano propuesto
Fuente: Los autores, Plano de la fábrica Punto Ingles, 2006
31
Para la elaboración del plano propuesto se utiliza la información de la planeación y
ordenamiento de la producción (Cfr. Infra), la cual nos proporciona la información
de cuantas máquinas necesita la fábrica, con los datos de la producción proyectada
para el año 2011.
El plano propuesto plantea un cambio radical con el fin de optimizar el flujo del
proceso de los productos de mayor demanda citados anteriormente. Se considera el
diagrama de precedencia, secuencia 3 (Cfr. Supra) por que los autores consideramos
que esta es la mejor distribución que se puede aplicar para maximizar la producción
y eliminar procesos innecesarios que actualmente la fábrica aplica para producir los
productos, asimismo se considera la implementación de áreas: oficinas, bodega de
materia prima y otros elementos que la fabrica no consideran por ejemplo un
botiquín de primeros auxilios, ni extinguidotes.
En el plano actual se observa varias máquinas manuales y algunas máquinas de coser
esto se debe a que la fábrica tiene sobre dimensionado su maquinaria las cuales
actualmente no están en uso debido a varios factores como por la reducción de
ventas, falta de mano de obra no calificada ya que las máquinas son antiguas.
Además se considero solo productos que se fabrican en la máquina eléctrica, por tal
motivo el número de máquinas manuales es igual a 1 hasta el año 2011, y la máquina
produce implementos pequeños para los productos que se consideran en esta tesina.