
CASO: METODOLOGÍA DE APROVISIONAMIENTO DE … · 1 x congreso internacional de ingenieria de...
12
1 X CONGRESO INTERNACIONAL DE INGENIERIA DE PROYECTOS VALENCIA, 13-15 Septiembre, 2006 CASO: METODOLOGÍA DE APROVISIONAMIENTO DE LA CADENA LOGÍSTICA, EN UN ENTORNO ENGINEERING-TO-ORDER, DE UNA CADENA DE SUMINISTRO CON UN SISTEMA DE PLANIFICACIÓN LEAN Y AGILE David Sanz Domingo (p) , María Jesús Sáenz Gil de Gómez Abstract Automotive industry has constituted, during decades, a perfect environment for the development of many theories, philosophies and methodologies of application to the planning of the Supply Chain of a manufacturing process. Such theories are widely known and have given their fruits in many different environments based on their degree of applicability and the right choice taken to approach the solutions that each business segment demands. Theories such as LEAN Manufacturing or the Theory of Constraints suggest models for the management of the Supply Chain from the procurement of raw materials and subassemblies until the shipping of the finished product to the final customer. The implementation of these theories has obtained high rates of efficiency, in costs and on- time delivery performance, for the management of the Supply Chain at firms working under Make-To-Stock and Make-To-Order conditions. XXIst century has made the industry to confront a new challenge: There exists the mandatory need to react to customer demand, as per product specifications and quick delivery is regarded (Agile), with high reliability of delivery and at the cost level of series manufacturing (Lean). The key of success, therefore, is to make the right choice to manage an Engineering-To- Order model. To cope with such a challenge, simulation appears to be the key piece for the attainment of a proactive approach, instead of the traditionally reactivity, of the Pull philosophy. Present paper summarizes the methodology used for the procurement process in a firm devoted to manufacturing of industrial equipment, working under Engineering-To-Order conditions, which has developed an innovative planning system that allows to successfully manage the scheduling of movable bottlenecks, along its Supply Chain, while assuring a 97% on-time deliveries to its customers and having obtained a reduction in its manufacturing leadtime of up to a 70%. Keywords: Demand Forecasting, Theory of Constraints, Material Procurement, Engineering- To-Order, Lean & Agile. Resumen El mundo de la automoción ha constituido, durante décadas, el caldo de cultivo para el desarrollo de múltiples teorías, filosofías y metodologías de aplicación a la planificación de la cadena de subprocesos que componen un proceso fabril. 1971
Transcript of CASO: METODOLOGÍA DE APROVISIONAMIENTO DE … · 1 x congreso internacional de ingenieria de...

1
X CONGRESO INTERNACIONAL DE INGENIERIA DE PROYECTOS
VALENCIA, 13-15 Septiembre, 2006
CASO: METODOLOGÍA DE APROVISIONAMIENTO DE LA CADENA LOGÍSTICA, EN UN ENTORNO ENGINEERING-TO-ORDER, DE UNA CADENA DE SUMINISTRO CON UN SISTEMA DE PLANIFICACIÓN
LEAN Y AGILE
David Sanz Domingo(p), María Jesús Sáenz Gil de Gómez
Abstract
Automotive industry has constituted, during decades, a perfect environment for the development of many theories, philosophies and methodologies of application to the planning of the Supply Chain of a manufacturing process.
Such theories are widely known and have given their fruits in many different environments based on their degree of applicability and the right choice taken to approach the solutions that each business segment demands.
Theories such as LEAN Manufacturing or the Theory of Constraints suggest models for the management of the Supply Chain from the procurement of raw materials and subassemblies until the shipping of the finished product to the final customer.
The implementation of these theories has obtained high rates of efficiency, in costs and on-time delivery performance, for the management of the Supply Chain at firms working under Make-To-Stock and Make-To-Order conditions.
XXIst century has made the industry to confront a new challenge: There exists the mandatory need to react to customer demand, as per product specifications and quick delivery is regarded (Agile), with high reliability of delivery and at the cost level of series manufacturing (Lean).
The key of success, therefore, is to make the right choice to manage an Engineering-To-Order model.
To cope with such a challenge, simulation appears to be the key piece for the attainment of a proactive approach, instead of the traditionally reactivity, of the Pull philosophy.
Present paper summarizes the methodology used for the procurement process in a firm devoted to manufacturing of industrial equipment, working under Engineering-To-Order conditions, which has developed an innovative planning system that allows to successfully manage the scheduling of movable bottlenecks, along its Supply Chain, while assuring a 97% on-time deliveries to its customers and having obtained a reduction in its manufacturing leadtime of up to a 70%.
Keywords: Demand Forecasting, Theory of Constraints, Material Procurement, Engineering-To-Order, Lean & Agile.
Resumen
El mundo de la automoción ha constituido, durante décadas, el caldo de cultivo para el desarrollo de múltiples teorías, filosofías y metodologías de aplicación a la planificación de la cadena de subprocesos que componen un proceso fabril.
1971

2
Tales teorías son sobradamente conocidas y han dado sus frutos en entornos diversos en función de su grado de aplicabilidad y de la acertada elección de las mismas para abordar los problemas que cada segmento de negocio presenta.
Teorías como el LEAN Manufacturing o la Teoría de las Restricciones sugieren modelos para gestión de la cadena de logística desde el aprovisionamiento de materiales y subconjuntos hasta la expedición del producto terminado al cliente final.
En los entornos de Fabricación contra Stock o contra Pedido, la implantación de estas teorías han logrado altas tasas de eficiencia en la gestión de la cadena logística en cuanto a costes y plazos.
Con la llegada del siglo XXI, la industria afronta un nuevo reto: Reaccionar ante las demandas del cliente, tanto en especificaciones como en plazo (Agile), en tiempo record, con alta fiabilidad de entrega y a niveles de coste típicos de la fabricación seriada (Lean).
La clave del éxito, por tanto, se sitúa en la correcta gestión del Diseño-bajo-Pedido.
Para abarcar tal objetivo, la simulación es la pieza clave para la consecución del funcionamiento proactivo en lugar del tradicionalmente reactivo de los sistemas Pull.
La presente comunicación sintetiza la metodología usada para el proceso de aprovisionamiento de una empresa dedicada a la fabricación de bienes de equipo, para clientes del sector industrial, que funciona con Diseño bajo Pedido y que sigue un novedoso sistema de planificación que permite gestionar cuellos de botella móviles en su cadena logística asegurando un 97% de entregas a tiempo a sus clientes, habiendo reducido su tiempo de ciclo en un 70%.
Palabras clave: Previsión de la Demanda, Teoría de las Restricciones, Aprovisionamiento de materiales, Diseño-Bajo-Pedido, Lean & Agile.
1. Introducción
La planificación de cualquier cadena logística (Supply Chain, en adelante), en general, y del aprovisionamiento de materiales a la misma, en particular, sería tarea fácil de no ser por la existencia de la variabilidad como uno de los factores determinantes en la adopción de la estrategia a adoptar para afrontar tal tarea. Dicha variabilidad puede separarse en dos categorías bien diferenciadas:
• La variabilidad aleatoria producida por efecto de la ley de Murphy manifestándose en forma de roturas de stock del proveedor, fallos de calidad, retrasos en la entrega de materia prima, huelgas de transporte...
• La variabilidad natural propia de cada proceso logístico producida por variaciones en el mix de producto, estacionalidad...
Ante tal reto, han venido proponiéndose diversas soluciones para abordar la planificación de los recursos productivos desde el aprovisionamiento de materiales hasta la entrega al cliente. Básicamente cabe reseñar 3 de las metodologías principales:
1. MRP: Material Requirements Planning.
2. JIT: Just In Time.
3. TOC: Theory Of Constraints.
- La solución tradicional, basada en la filosofía MRP desarrollada en los años 60, aborda esta cuestión eliminando ambos tipos de variabilidad, aleatoria y del proceso, mediante la gestión de buffers a lo largo de toda la cadena logística, desde el acopio de materiales hasta
1972

3
el almacén de producto terminado, que desacoplan cada uno de los eslabones de la cadena de tal forma que protegen a cada uno de ellos de cualquier interrupción en el proceso que desempeñan lo que “rigidiza” notablemente la capacidad de reacción de la cadena en su conjunto ante eventuales imprevistos pues la señal que envía aguas arriba cualquiera de los procesos de la cadena se encuentra amortiguada por los sucesivos buffers de forma que el aprovisionamiento reacciona tarde para prepararse anticipadamente ante dichos cambios.
- En los años 80, el Toyota Production System revolucionó la forma de planificar la cadena logística especialmente en el entorno de la automoción. La solución basada en la entrega Just-In-Time entre los procesos de la cadena logística, propugna la eliminación de la variabilidad aleatoria atacando a las causas que la provocan a lo largo de toda la cadena. Esta metodología constituye uno de los pilares de la filosofía de gestión acuñada con el nombre de Lean Production [1].
- La Teoría de las Restricciones (TOC), enunciada por Eliyahu Moshe Goldratt en 1986 en su best-seller The Goal [2], comienza a ser una de las teorías que está consiguiendo mayor adhesión en la última década. TOC, a diferencia de MRP y JIT acepta que cualquier secuencia de procesos es un sistema por naturaleza desequilibrado. Identifica, en dicha cadena, el proceso con menor capacidad (es la restricción o cuello de botella) y controla el flujo de la cadena completa mediante el ritmo de dicho proceso protegiéndolo, mediante un buffer, dejando desprotegidos al resto de procesos. TOC aplicada al campo de la planificación se ha denominado Drum-Buffer-Rope [3].
TOC centra sus esfuerzos en explotar al máximo el cuello de botella y defiende que no es posible ni deseable tratar de conseguir altos niveles de eficiencia local en toda la cadena al mismo tiempo [4] por lo que sugiere no desperdiciar esfuerzos en optimizar el resto de los procesos la cadena. E. Goldratt propone huir de tales optimizaciones locales pues considera que constituirían una entrada en el terreno del caos.
Todas estas corrientes tienen resuelta, en diversa medida, la optimización de la planificación de la Supply Chain en entornos con variabilidad acotada (Make-To-Stock y Make-To-Order), pero ninguna de ellas parece dar respuesta simultáneamente a las demanda de flexibilidad, velocidad y bajo coste, “agilidad” en una palabra, que en la última década el mercado demanda en la gestión de la Supply Chain desde el acopio hasta la entrega al cliente.
2. Objetivo
El objetivo de la presente comunicación es presentar una nueva metodología de planificación de la Supply Chain, que combina las características Lean & Agile, profundizando en la metodología adoptada para el aprovisionamiento de materiales estratégicos en un entorno de fabricación ETO validando dicha metodología mediante los resultados obtenidos en el caso de BAA, S.A., fabricante de maquinaria para el sector eléctrico
3. El caso – BAA, S.A.
En el año 1999, BAA, S.A. se enfrentaba al reto de, siendo la suya una fabricación de máquinas, para el sector eléctrico, bajo diseño (Engineering-To-Order, ETO), encontrar una ventaja competitiva basada en la velocidad que le permitiera hacer frente a la amenaza de la deslocalización gracias a unos reducidos plazos de entrega y una rapidez de respuesta incontestable. Además, esta velocidad no podía ser conseguida a base de sobredimensionar la fábrica, pues BAA debía competir con pequeños talleres en Europa con menor coste estructural que ella. Así pues, tres factores clave convergen en la fabricación de BAA:
• Fabricación bajo diseño (ETO), lo cual implica variabilidad del producto.
1973

4
• Velocidad y volumen propios de la fabricación seriada.
• Alta eficiencia y utilización de recursos para minimizar costes.
Se unen, por tanto, tres ingredientes no del todo miscibles ante el objetivo de conseguir la receta adecuada. En la literatura experta en la materia, principalmente proveniente del sector del automóvil, pueden encontrarse soluciones para alguno de los tres puntos, pero ninguna teoría es capaz de abordar a las tres a la vez.
La situación de partida de BAA en 1999 en lo referente a los KPI’s más relevantes se encontraba dentro de los márgenes de otras fábricas que la multinacional, a la que pertenece BAA, posee en el mundo:
• El nivel de inventario de materia prima se elevaba a un total de 16,3 días.
• El Throughput Time (TPT) de producción era de 12 días.
• El ratio de suministros a tiempo se encontraba en el 62%.
• El ratio de entregas a tiempo al cliente era de un 70%.
En la presente comunicación se detallarán de las decisiones tomadas para el aprovisionamiento de BAA en un entorno como el descrito y para mejor comprender este detalle, se describirá, de forma general el sistema de planificación adoptada para la Supply Chain, en su conjunto, para después integrar la metodología de aprovisionamiento adoptada en tal entorno.
3.1 Planificación de la Supply Chain en BAA
Las crecientes tasas de fiabilidad y velocidad de respuesta ante las demandas del mercado exigen de la adopción y correcta gestión del flujo de valor a lo largo de toda la Supply Chain desde el aprovisionamiento hasta el cliente.
De entre las metodologías MRP, JIT y TOC, aparentemente, TOC da con la solución perseguida por BAA, pues permite ganar velocidad, maximizando el rendimiento del cuello de botella y colocando stocks allí sólo donde hace falta. Siendo necesaria la capacidad de protección, mediante el sobredimensionamiento del resto de procesos.
La producción ETO arrastra consigo una variabilidad que no existe en una fabricación seriada. En BAA aparece como predominante una variabilidad debida al cliente. Baste decir como dato que sólo el 9% de las unidades producidas anualmente por BAA se encuentran agrupados bajo el mismo pedido y especificación, lo que muestra claramente la elevada variabilidad natural de su proceso productivo.
Figura 1. Variabilidad Aleatoria + Variabilidad Natural. Producción ETO
La idea clave detrás de la teoría desarrollada por BAA trata de planificar y controlar una cadena de suministro dentro de un entorno caótico (cuello de botella móvil) y baja capacidad
1974
5
de protección. Para ello se persigue la división de la variabilidad en dos partes, obteniendo de esta manera una capacidad de protección mínima propia de la producción seriada:
La variabilidad en un proceso estándar se debe a la propia aleatoriedad natural de los procesos. Por tanto, existen unos límites ajustados capaces de absorber dicha variabilidad. Para la producción ETO, la variabilidad existente es la suma de la aleatoria y la natural del proceso. En este caso, los límites que agruparían la desviación son mayores (Figura 1).
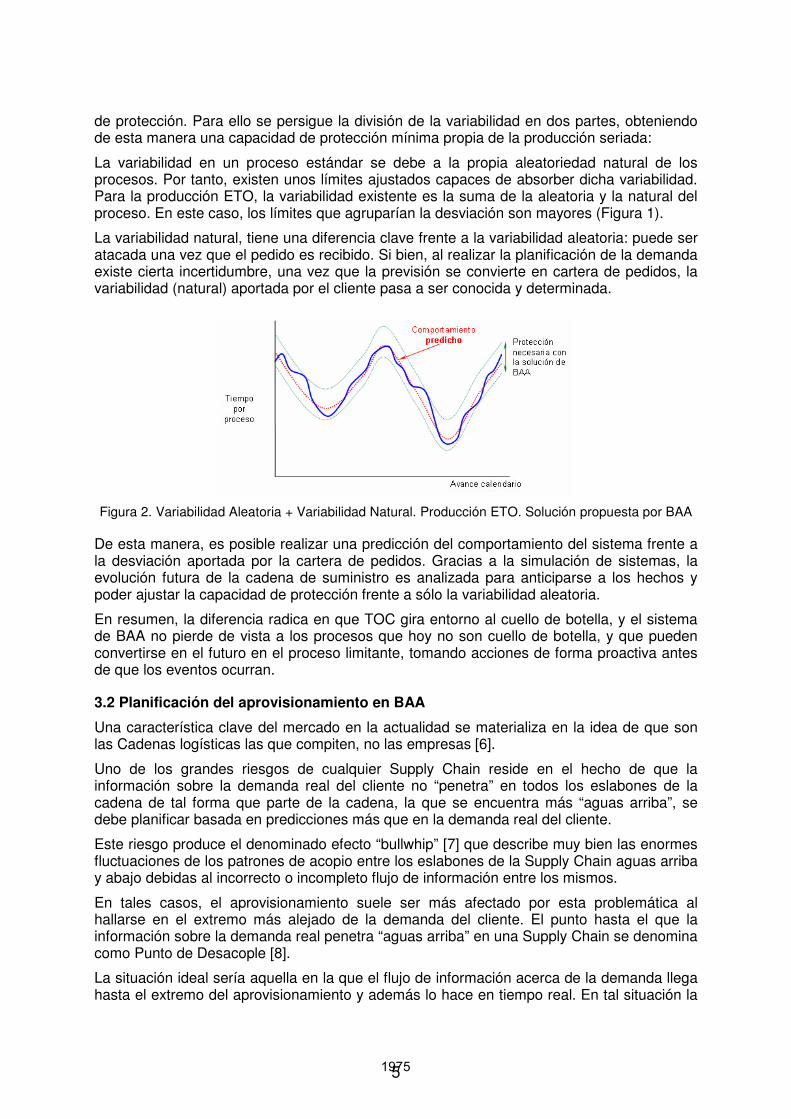
La variabilidad natural, tiene una diferencia clave frente a la variabilidad aleatoria: puede ser atacada una vez que el pedido es recibido. Si bien, al realizar la planificación de la demanda existe cierta incertidumbre, una vez que la previsión se convierte en cartera de pedidos, la variabilidad (natural) aportada por el cliente pasa a ser conocida y determinada.
Figura 2. Variabilidad Aleatoria + Variabilidad Natural. Producción ETO. Solución propuesta por BAA
De esta manera, es posible realizar una predicción del comportamiento del sistema frente a la desviación aportada por la cartera de pedidos. Gracias a la simulación de sistemas, la evolución futura de la cadena de suministro es analizada para anticiparse a los hechos y poder ajustar la capacidad de protección frente a sólo la variabilidad aleatoria.
En resumen, la diferencia radica en que TOC gira entorno al cuello de botella, y el sistema de BAA no pierde de vista a los procesos que hoy no son cuello de botella, y que pueden convertirse en el futuro en el proceso limitante, tomando acciones de forma proactiva antes de que los eventos ocurran.
3.2 Planificación del aprovisionamiento en BAA
Una característica clave del mercado en la actualidad se materializa en la idea de que son las Cadenas logísticas las que compiten, no las empresas [6].
Uno de los grandes riesgos de cualquier Supply Chain reside en el hecho de que la información sobre la demanda real del cliente no “penetra” en todos los eslabones de la cadena de tal forma que parte de la cadena, la que se encuentra más “aguas arriba”, se debe planificar basada en predicciones más que en la demanda real del cliente.
Este riesgo produce el denominado efecto “bullwhip” [7] que describe muy bien las enormes fluctuaciones de los patrones de acopio entre los eslabones de la Supply Chain aguas arriba y abajo debidas al incorrecto o incompleto flujo de información entre los mismos.
En tales casos, el aprovisionamiento suele ser más afectado por esta problemática al hallarse en el extremo más alejado de la demanda del cliente. El punto hasta el que la información sobre la demanda real penetra “aguas arriba” en una Supply Chain se denomina como Punto de Desacople [8].
La situación ideal sería aquella en la que el flujo de información acerca de la demanda llega hasta el extremo del aprovisionamiento y además lo hace en tiempo real. En tal situación la
1975
6
Supply Chain tendría un comportamiento muy flexible ante las demandas del cliente: sería una cadena “Ágil” (Agile).
Tal y como se ha visto para el caso de BAA, el hecho de realizar una planificación proactiva y predictiva basada en la simulación del comportamiento de toda la cadena ante distintos escenarios, permite que este flujo de información cumpla tal condición ideal además de permitir un nivel de eficiencia en costes típicos de una cadena “Lean”.
Virtualmente, por tanto, parece estar resuelto el problema del aprovisionamiento de BAA puesto que la información sobre las cantidades y fechas de necesidad de aprovisionamiento están perfectamente relacionadas en tiempo real con la demanda real a través de la planificación global de la cadena.
Consecuentemente, la cuestión que se plantea sería: ¿es posible recibir dichas cantidades por parte de los proveedores para el momento en que se solicitan?
La respuesta sería claramente positiva si las referencias a aprovisionar estuviesen en un rango discreto y estándar (variabilidad del proceso acotada) y/o si los plazos de entrega solicitados se encontrasen en unos márgenes siempre superiores a los plazos de la cadena completa de acopio-fabricación-expedición del proveedor pero, en un entorno ETO como el que caracteriza a BAA, esto es evidentemente irrealizable. Es preciso, por tanto, adoptar una estrategia alternativa.
Una de las estrategias propuestas en la bibliografía, muy extendida en sectores de la industria donde la modularidad y estandarización de subconjuntos es factible, para conseguir una cadena que se comporte de forma Agile de cara al cliente pero con la eficiencia de la producción Lean, consiste en crear un stock estratégico denominado Punto de Desacople Material [9].
Haciendo uso de métodos Lean hasta dicho punto y métodos Agile a partir de él se lograría combinar las bondades de ambos métodos. La clave, según esta teoría, se encontraría en tratar de posponer aguas abajo dicho Punto de Desacople para maximizar la optimización de costes en el tramo Lean y “personalizar” el producto en los últimos eslabones de forma casi inmediata al momento en que se genera la demanda del cliente. Este técnica de desplazamiento del Punto de Desacople se conoce como Postponement.
¿Podría obtenerse algún beneficio del Postponement en este caso?
Teniendo en cuenta que la tasa de repetitividad diseño/producto en BAA se sitúa en 1,8 unidades iguales por cada diseño, se ve que el grado de personalización se encuentra en todos los pasos de la cadena que suceden al aprovisionamiento: La posibilidad, por tanto, de hacer uso de la modularidad y/o de la estandarización de subconjuntos es nula. La consecuencia inmediata es que el Punto de Desacople Material debe situarse en el aprovisionamiento en la forma de un almacén de materia prima.
3.3 Análisis del Portfolio de Materiales en BAA
A la hora de plantear una estrategia de planificación del aprovisionamiento del almacén de materia prima es preciso tener en cuenta 2 factores fundamentales:
1. La importancia estratégica del material a acopiar.
2. La complejidad del mercado de aprovisionamiento de ese material.
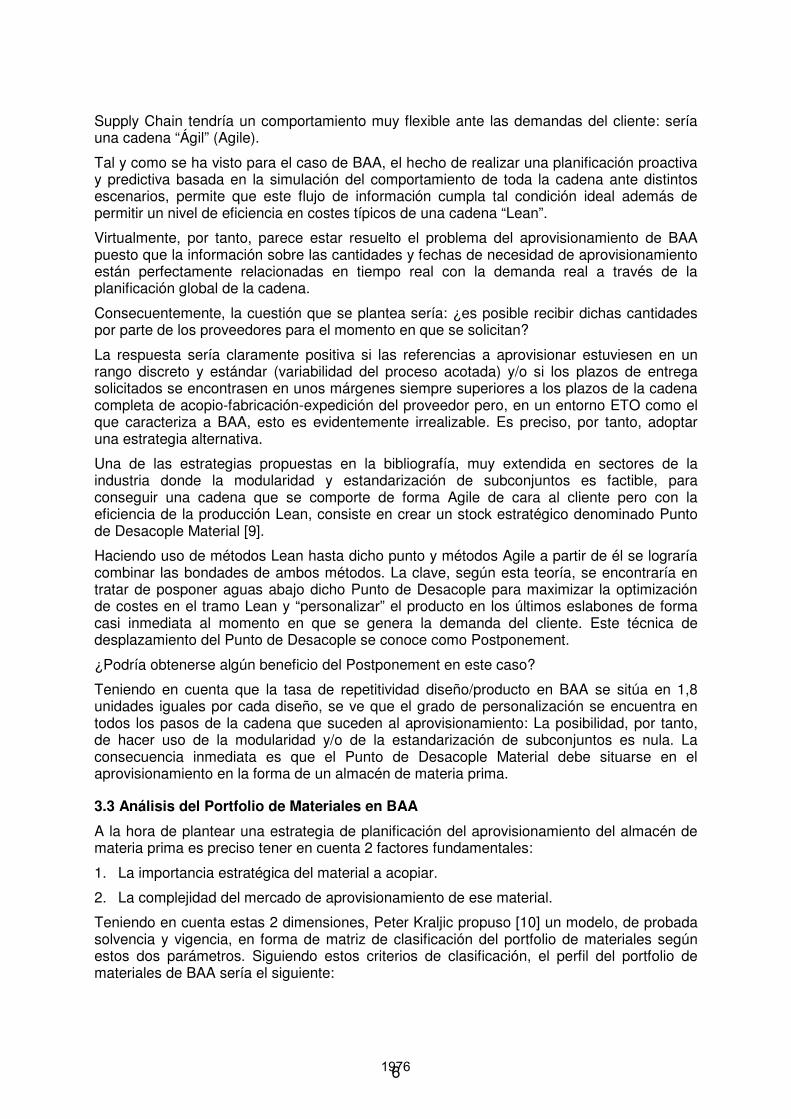
Teniendo en cuenta estas 2 dimensiones, Peter Kraljic propuso [10] un modelo, de probada solvencia y vigencia, en forma de matriz de clasificación del portfolio de materiales según estos dos parámetros. Siguiendo estos criterios de clasificación, el perfil del portfolio de materiales de BAA sería el siguiente:
1976
7
COSTE / RIESGO
DE VOLUMEN ESTRATÉGICO
Nº referencias: 89 Nº referencias: 121
% en volumen: 10,6% % en volumen: 70,4%
NO CRÍTICO CUELLO DE BOTELLA
Nº referencias: 972 Nº referencias: 3784
% en volumen: 6,2% % en volumen: 12,9%
COMPLEJIDAD Figura 3. Matriz de Kraljic – Caso BAA
A la vista de estas cifras queda evidenciada la tipología de aprovisionamiento que presenta un entorno ETO como el de BAA: más del 80% de los materiales se concentra en los cuadrantes de la derecha siendo éstos los que recogen los productos con mayor especificidad bien sea debido al alto grado de personalización de sus referencias, bien sea porque sólo están disponibles en mercados nicho.
El cuadrante correspondiente al material estratégico es el que presenta el mayor riesgo y dificultad para BAA. Este cuadrante recoge entorno al 70% del coste total de los materiales concentrándose en un número muy reducido de referencias (apenas el 2,5% del total de referencias). Este hecho es atribuible claramente a que el nivel de complejidad proviene del tipo de mercado en que estos materiales están disponibles.
La potencia del sistema de planificación del aprovisionamiento en el caso de BAA, deberá, en consecuencia, centrarse en su capacidad de anticiparse y reaccionar ante el acopio de materiales estratégicos en mercados de alta especificidad, en los que los plazos de entrega son largos y las posibilidades de lograr flexibilidad de entregas son muy reducidas.
3.4 Previsión de la demanda de materiales estratégicos
La posibilidad de anticiparse para poder reaccionar a tiempo cuando los plazos de aprovisionamiento son más largos que los plazos en los que la demanda es cierta y conocida, exige del uso de técnicas de previsión de la demanda. Para ello, es necesario explotar al máximo los elementos disponibles, como son la información de la cartera ya consolidada y la información acerca de la demanda histórica de cada material.
Es preciso conocer, como paso previo, los datos de demanda cierta y consolidada con los que BAA cuenta y sólo hacer uso de la previsión, basada en datos históricos, allí donde la cartera conocida (diseñada) no llega.
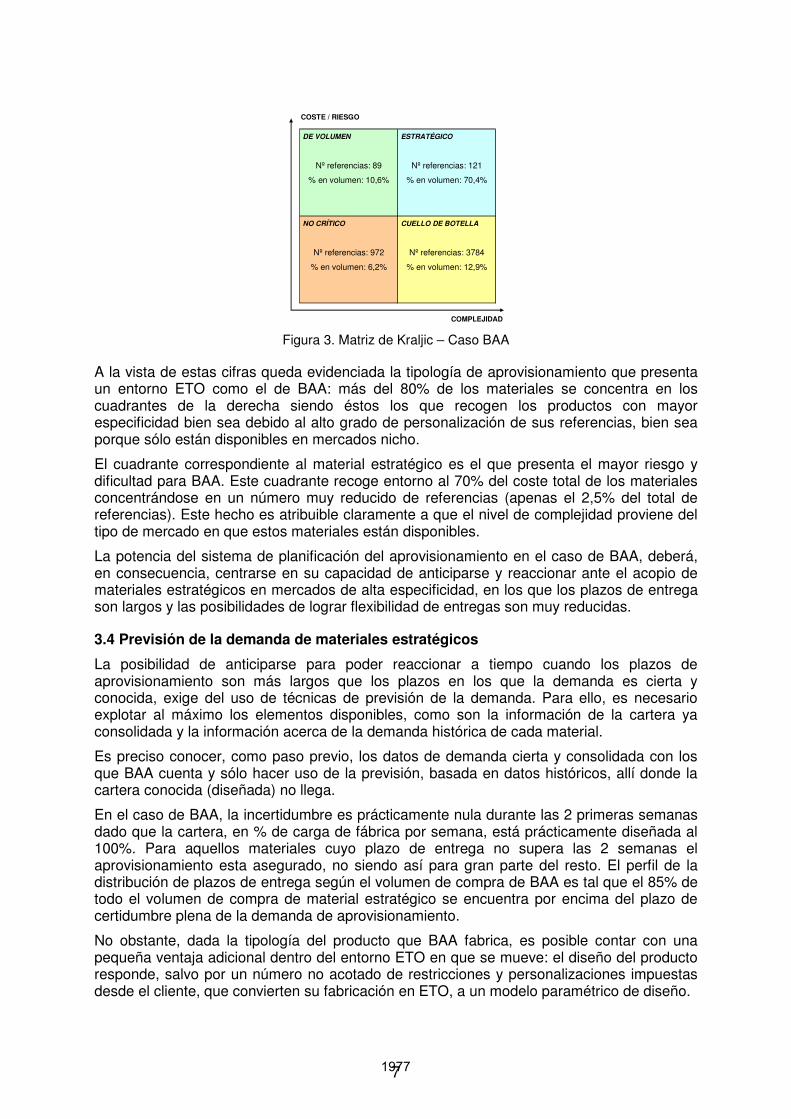
En el caso de BAA, la incertidumbre es prácticamente nula durante las 2 primeras semanas dado que la cartera, en % de carga de fábrica por semana, está prácticamente diseñada al 100%. Para aquellos materiales cuyo plazo de entrega no supera las 2 semanas el aprovisionamiento esta asegurado, no siendo así para gran parte del resto. El perfil de la distribución de plazos de entrega según el volumen de compra de BAA es tal que el 85% de todo el volumen de compra de material estratégico se encuentra por encima del plazo de certidumbre plena de la demanda de aprovisionamiento.
No obstante, dada la tipología del producto que BAA fabrica, es posible contar con una pequeña ventaja adicional dentro del entorno ETO en que se mueve: el diseño del producto responde, salvo por un número no acotado de restricciones y personalizaciones impuestas desde el cliente, que convierten su fabricación en ETO, a un modelo paramétrico de diseño.
1977
8
0
20
40
60
80
100
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16Semana
%
Cartera diseñada
Carga en cartera
Carga prevista
Cartera diseñada +prediseñada
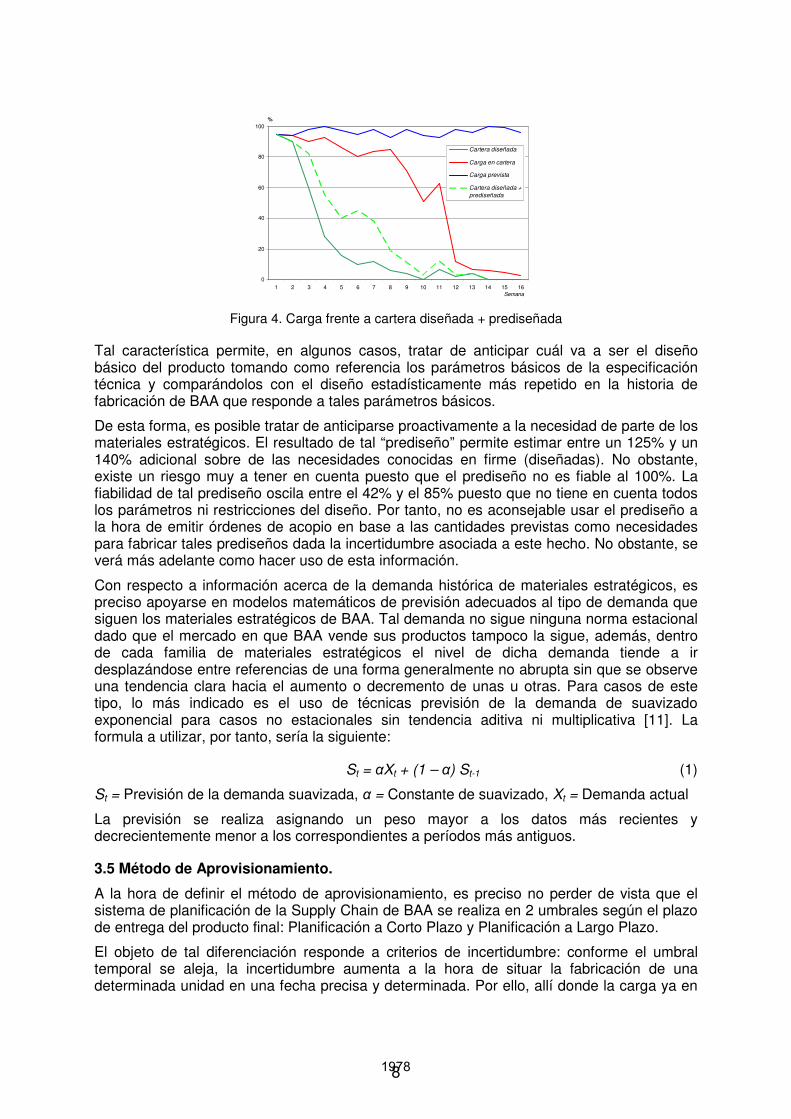
Figura 4. Carga frente a cartera diseñada + prediseñada
Tal característica permite, en algunos casos, tratar de anticipar cuál va a ser el diseño básico del producto tomando como referencia los parámetros básicos de la especificación técnica y comparándolos con el diseño estadísticamente más repetido en la historia de fabricación de BAA que responde a tales parámetros básicos.
De esta forma, es posible tratar de anticiparse proactivamente a la necesidad de parte de los materiales estratégicos. El resultado de tal “prediseño” permite estimar entre un 125% y un 140% adicional sobre de las necesidades conocidas en firme (diseñadas). No obstante, existe un riesgo muy a tener en cuenta puesto que el prediseño no es fiable al 100%. La fiabilidad de tal prediseño oscila entre el 42% y el 85% puesto que no tiene en cuenta todos los parámetros ni restricciones del diseño. Por tanto, no es aconsejable usar el prediseño a la hora de emitir órdenes de acopio en base a las cantidades previstas como necesidades para fabricar tales prediseños dada la incertidumbre asociada a este hecho. No obstante, se verá más adelante como hacer uso de esta información.
Con respecto a información acerca de la demanda histórica de materiales estratégicos, es preciso apoyarse en modelos matemáticos de previsión adecuados al tipo de demanda que siguen los materiales estratégicos de BAA. Tal demanda no sigue ninguna norma estacional dado que el mercado en que BAA vende sus productos tampoco la sigue, además, dentro de cada familia de materiales estratégicos el nivel de dicha demanda tiende a ir desplazándose entre referencias de una forma generalmente no abrupta sin que se observe una tendencia clara hacia el aumento o decremento de unas u otras. Para casos de este tipo, lo más indicado es el uso de técnicas previsión de la demanda de suavizado exponencial para casos no estacionales sin tendencia aditiva ni multiplicativa [11]. La formula a utilizar, por tanto, sería la siguiente:
St = �Xt + (1 – �) St-1 (1)
St = Previsión de la demanda suavizada, � = Constante de suavizado, Xt = Demanda actual
La previsión se realiza asignando un peso mayor a los datos más recientes y decrecientemente menor a los correspondientes a períodos más antiguos.
3.5 Método de Aprovisionamiento.
A la hora de definir el método de aprovisionamiento, es preciso no perder de vista que el sistema de planificación de la Supply Chain de BAA se realiza en 2 umbrales según el plazo de entrega del producto final: Planificación a Corto Plazo y Planificación a Largo Plazo.
El objeto de tal diferenciación responde a criterios de incertidumbre: conforme el umbral temporal se aleja, la incertidumbre aumenta a la hora de situar la fabricación de una determinada unidad en una fecha precisa y determinada. Por ello, allí donde la carga ya en
1978

9
cartera supera el 75% de la carga prevista, tiene sentido realizar una planificación “fina”. Más allá, basta con planificar de forma aproximada mediante una comparación de carga/capacidad. El umbral entre el corto y el largo plazo se sitúa entre las 8 y las 15 semanas en el caso de BAA. Tal plazo está siempre por encima de los plazos de entrega de los materiales estratégicos. El aprovisionamiento, por tanto, deberá realizarse para abastecer, en plazo y cantidad, la demanda planificada en el corto plazo.
Una vez centrado el horizonte temporal, es necesario ver los criterios a seguir en lo referente a la parametrización de fechas, cantidades y niveles de stock: la previsión deberá proteger la continuidad del stock contra las roturas tanto en la dimensión de la cantidad como en la dimensión del plazo de entrega.
Para prevenir la incertidumbre en cantidad es necesario mantener un nivel de stock mínimo previsto. Para esto va a jugar un papel fundamental la previsión apoyada en el modelo matemático basado en históricos que ayude a prever la demanda.
Siguiendo la fórmula (1) es posible estimar cuál va a ser el nivel de demanda en el periodo comprendido entre el momento de la previsión y el horizonte a corto plazo (correspondiente al instante t). Para ello, mediante el suavizado exponencial, se tienen en cuenta los períodos (de longitud igual a la franja de corto plazo) pasados ponderados de forma exponencialmente decreciente conforme más antiguos son.
La previsión St dará para cada referencia una estimación de la cantidad a consumir durante el período del corto plazo. Con ello una parte del problema estaría aparentemente resuelto.
No obstante, seguiría existiendo un cierto margen de incertidumbre puesto que se trata de una previsión. Deberá, en consecuencia, usarse St como una estimación no sólo de la cantidad a consumir sino, además, como un valor proporcional al stock mínimo a mantener al final del corto plazo como nivel de protección ante la variabilidad de la demanda.
Así, se define el valor del stock mínimo (Smin) como:
Smin = � St (2)
En consecuencia, la cantidad a acopiar (SA) deberá ser:
SA = (1 + �) St - Shoy (3)
Definiéndose Shoy como el stock de la referencia en cuestión en la fecha en que se realiza la previsión.
El parámetro � jugará un papel fundamental en esta metodología puesto que Smin protege ante la incertidumbre en la fiabilidad del prediseño y la incertidumbre implícita en la carga que todavía no se ha materializado en forma de cartera que es totalmente desconocida.
La ecuación (3) da respuesta a la dimensión cantidad pero no habla del plazo de entrega idóneo a solicitar al proveedor. Para determinar el plazo de acopio (PA) será de gran utilidad la información que ofrece la cartera ya consolidada, diseñada o no.
Dado que la fiabilidad del prediseño es limitada puesto que no tiene en cuenta todos los parámetros del diseño sería muy arriesgado materializar en forma de órdenes de compra las cantidades previstas como necesidades para fabricar tales prediseños dada la incertidumbre asociada a este hecho. Ahora bien, el prediseño da una indicación acerca de la velocidad adicional de consumo y, por tanto, de reducción del stock, que podría darse.
Con estas premisas, parece razonable que la fecha en la que debería realizarse el acopio debería ser la fecha en la que el stock de la referencia “Item X” alcanza el valor Smin supuesto que el perfil de consumo de dicha referencia respondiese al consumo acumulado de la cartera diseñada más la prediseñada.
1979
10
Stock "Item X"
-50
0
50
100
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Semana
Unidades de Stock
Stock s/ diseñoStock s/ diseño + prediseñoSmin
S A
Largo Plazo
Smin
P A
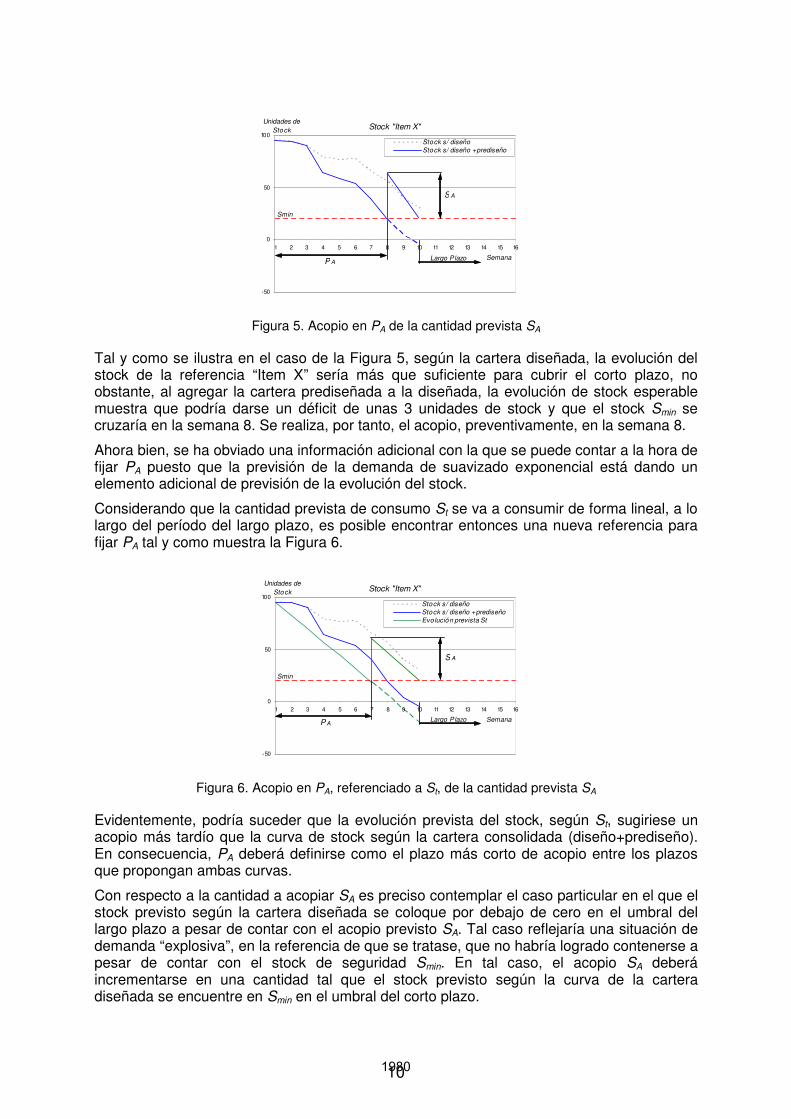
Figura 5. Acopio en PA de la cantidad prevista SA
Tal y como se ilustra en el caso de la Figura 5, según la cartera diseñada, la evolución del stock de la referencia “Item X” sería más que suficiente para cubrir el corto plazo, no obstante, al agregar la cartera prediseñada a la diseñada, la evolución de stock esperable muestra que podría darse un déficit de unas 3 unidades de stock y que el stock Smin se cruzaría en la semana 8. Se realiza, por tanto, el acopio, preventivamente, en la semana 8.
Ahora bien, se ha obviado una información adicional con la que se puede contar a la hora de fijar PA puesto que la previsión de la demanda de suavizado exponencial está dando un elemento adicional de previsión de la evolución del stock.
Considerando que la cantidad prevista de consumo St se va a consumir de forma lineal, a lo largo del período del largo plazo, es posible encontrar entonces una nueva referencia para fijar PA tal y como muestra la Figura 6.
Stock "Item X"
-50
0
50
100
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Semana
Unidades de Stock
Stock s/ diseñoStock s/ diseño + prediseñoEvo lución prevista Stpunteada
S A
Largo Plazo
Smin
P A
Figura 6. Acopio en PA, referenciado a St, de la cantidad prevista SA
Evidentemente, podría suceder que la evolución prevista del stock, según St, sugiriese un acopio más tardío que la curva de stock según la cartera consolidada (diseño+prediseño). En consecuencia, PA deberá definirse como el plazo más corto de acopio entre los plazos que propongan ambas curvas.
Con respecto a la cantidad a acopiar SA es preciso contemplar el caso particular en el que el stock previsto según la cartera diseñada se coloque por debajo de cero en el umbral del largo plazo a pesar de contar con el acopio previsto SA. Tal caso reflejaría una situación de demanda “explosiva”, en la referencia de que se tratase, que no habría logrado contenerse a pesar de contar con el stock de seguridad Smin. En tal caso, el acopio SA deberá incrementarse en una cantidad tal que el stock previsto según la curva de la cartera diseñada se encuentre en Smin en el umbral del corto plazo.
1980

11
Para garantizar la estabilidad de este método de aprovisionamiento, es preciso no confundir los conceptos de “acopio” (o demanda de materiales vista por los proveedores) con el “consumo” (o demanda de materiales para fabricación) a la hora de calcular la demanda prevista, St, en los períodos anteriores. En el cálculo deberá usarse el “consumo” real en vez del “acopio” pues el sistema podría volverse inestable dado que acopios de grandes cantidades en el pasado reciente sugerirían acopios grandes en el presente a pesar de que el consumo del pasado reciente hubiese sido decreciente.
4. Resultados
La implementación en BAA del sistema de planificación de la Supply Chain anteriormente descrito comenzó en 2000 iniciándose en 2003 el desarrollo y progresiva mejora e implementación de la metodología de planificación del aprovisionamiento aquí descrita.
Se presenta, a continuación, los resultados obtenidos referidos a los índices (KPI’s) en los que el aprovisionamiento tiene incidencia directa:
1999 2000 2001 2002 2003 2004 2005Entregas a tiempo - Producto Terminado 70% 86% 87% 93% 94% 96% 97%Entregas a tiempo -
Materiales estratégicos 62% 57% 59% 66% 81% 88% 94%Días de Inventario -
Materiales estratégicos 16.3 16.2 13.5 9.3 7.1 6.5 5.3 Tabla 1. KPI’s - Resultados
Quedan evidenciadas las mejoras obtenidas a la vista de los resultados. La simulación, como piedra angular de la planificación, aporta un valor adicional y novedoso a la forma de planificar la Supply Chain, admitiendo la movilidad del cuello de botella, del que TOC huye a aras de la simplicidad, permitiendo una flexibilidad, velocidad y fiabilidad en la entrega de producto terminado típicas de las estructuras Agile,, simultaneando, además, la economía de costes de la filosofía Lean.
El uso de técnicas de previsión de la demanda basadas en la conjugación de la información disponible acerca de la cartera conocida, o conocible, y de modelos de previsión de suavizado exponencial adecuadamente parametrizados han permitido una sensible mejora en la disponibilidad de materiales para la fabricación así como en el nivel de inventario requerido para ello.
5. Conclusiones
Cada día más, el panorama industrial y de consumo tiende más a comportarse como una mezcla entre los entornos Make-To-Stock (MTS), óptimamente gestionado por filosofías como Lean Production o TOC, y Engineering-To-Order (ETO), abarcable con técnicas de Agility, demandando unas tasas de disponibilidad, velocidad y costes típicas del primero que se combinan con el nivel de exigencia de personalización del segundo.
La metodología de planificación de la Supply Chain aquí presentada constituye una novedosa estrategia híbrida (Lean & Agile) para enfrentar tal problemática.
La teoría clásica (TOC) propone monitorizar el nivel de los buffers delante del cuello de botella de forma que, una vez alcanzado un determinado nivel en los mismos, se toman acciones de parar procesos o de aumentar capacidad en caso de llegar a niveles “rojos”. En el sistema aquí presentado, la monitorización de buffers es anticipada a la realidad, pues
1981

12
gracias a la simulación se puede conocer cuál va a ser la evolución de los mismos en el futuro en función de la cartera. Gracias a esto, se toman acciones que son impensables dentro del mundo de TOC: si hoy el nivel del buffer indica parar un proceso o dejar de aprovisionarse de cierto material, pero al simular se predice que su nivel va a disminuir hasta niveles rojos, ¿por qué esperar hasta que suceda y no se actúa ya hoy?.
Por desgracia, en entornos ETO como el aquí presentado, la capacidad de respuesta de la Supply Chain aguas arriba del proceso productivo no puede seguir el ritmo marcado por este sistema y es preciso recurrir al desacople de la cadena en el punto del aprovisionamiento por lo que para “engranar” adecuadamente con un sistema de planificación de la Supply Chain de tal potencia, es precisa una metodología de previsión del aprovisionamiento cuya clave se encuentra en la correcta categorización del portfolio de materiales que, en entornos ETO con exigencias de velocidad y costes típicamente MTS, concluirá en la necesidad de planificar acertadamente los materiales estratégicos.
La información disponible para la previsión de la demanda de dichos materiales debe ser investigada al máximo haciendo uso de los datos disponibles o, incluso, construyendo una estimación de la demanda basada en prediseños. A la hora de planificar la demanda, debe escogerse el método matemático más apropiado para cada tipo de producción. Los métodos de suavizado exponencial ofrecen un amplio abanico de posibilidades a la hora de realizar esta tarea aunque existen otras alternativas que merecen ser investigadas en profundidad.
Referencias
[1] Womack, James P., Daniel T. Jones, Daniel Roos., “The Machine That Changed the World”. NY: Harper Perennial, 1991.
[2] Goldratt, Eliyahu M., “The Goal”, NY: The North River Press, 1986.
[3] Goldratt, Eliyahu M., Fox, Robert E., “The Race”, NY: The North River Press, 1987.
[4] Schragenheim, Eli., H. William Dettmer., “Manufacturing at Warp Speed: Optimizing Supply Chain Financial”, St. Lucie Press, Boca Raton, 2000.
[5] Christopher, M., “The Agile Supply Chain: Competing in volatile markets”, Industrial Marketing Management, Vol. 29, No.1, 2000, pp.37-44.
[6] Christopher, M., “Logistics and Supply Chain Management”, Pitmans, London, 1992.
[7] Christopher, M., Lee, H.L., “Mitigating supply chain risk through improved confidence”, Int. Journal of Physical Distribution & Logistics Management, Vol. 34, No. 5, 2004, pp.338-396.
[8] Mason-Jones, R., Towill, D.R., “Using the Information Decoupling Point to Improve Supply Chain Performance”, Int. Journal of Logistics Management, Vol. 10, No. 2, 1999, pp.13-26.
[9] van Hoek, R., “Reconfiguring the Supply Chain to Implement Postponed Manufacturing”, International Journal of Logistics Management, Vol. 9, No. 1, 1998.
[10] Kraljic, P., “Purchasing must become supply management”, Harvard Business Review, (61), September-October, 1983, pp. 109-117.
[11] Billah, B., King, M.L., Snyder, R.D., Koehler, A.B., "Exponential smoothing model selection for forecasting", International Journal of Forecasting, 2006, vol. 22(2), pp. 239-247
Correspondencia (Para más información contacte con):
Área de Ingeniería de Proyectos – Dra. María Jesús Sáenz Gil de Gómez Centro Politécnico Superior - Edificio Torres Quevedo (Universidad de Zaragoza) María de Luna, 3 - 50018 Zaragoza (SPAIN)
1982


















