Bpm bochalema
54
BUENA PRACTICAS DE MANUFACTURA PARA EL MATADERO MUNICIPAL DE BOCHALEMA ERIKA TATIANA JAIMES DELGADO CODIGO: 1640156 JAIME DARIO PEREZ SOLER CODIGO: 1640204 JAVIER IVAN LADINO GOMEZ CODIGO: 1640199 ADRIANA MILENA ROSALES PRIETO CODIGO: 1640204 HERLIN KATERINE JAIMES CODIGO: 1640018 EDNA TRIANA TARAZONA CODIGO: 1640 MANUEL FERNANDO ORTIZ CODIGO: 1640174 UNIVERSIDAD FRANCISCO DE PAULA SANTANDER FACULTAD DE CIENCIAS AGRARIAS Y DEL AMBIENTE INGENIERIA AGROINDUSTRIAL 2011
Transcript of Bpm bochalema

BUENA PRACTICAS DE MANUFACTURA PARA EL
MATADERO MUNICIPAL DE BOCHALEMA
ERIKA TATIANA JAIMES DELGADO
CODIGO: 1640156
JAIME DARIO PEREZ SOLER
CODIGO: 1640204
JAVIER IVAN LADINO GOMEZ
CODIGO: 1640199
ADRIANA MILENA ROSALES PRIETO
CODIGO: 1640204
HERLIN KATERINE JAIMES
CODIGO: 1640018
EDNA TRIANA TARAZONA
CODIGO: 1640
MANUEL FERNANDO ORTIZ
CODIGO: 1640174
UNIVERSIDAD FRANCISCO DE PAULA SANTANDER
FACULTAD DE CIENCIAS AGRARIAS Y DEL AMBIENTE
INGENIERIA AGROINDUSTRIAL
2011
BUENA PRACTICAS DE MANUFACTURA PARA EL
MATADERO MUNICIPAL DE BOCHALEMA
ERIKA TATIANA JAIMES DELGADO
CODIGO: 1640156
JAIME DARIO PEREZ SOLER
CODIGO: 1640204
JAVIER IVAN LADINO GOMEZ
CODIGO: 1640199
ADRIANA MILENA ROSALES PRIETO
CODIGO: 1640204
HERLIN KATERINE JAIMES
CODIGO: 1640018
EDNA TRIANA TARAZONA
CODIGO: 1640
MANUEL FERNANDO ORTIZ
CODIGO: 1640174
PRESENTADO:
YADIRA PARADA MIRANDA
INGENIERA AGROINDUSTRIAL
UNIVERSIDAD FRANCISCO DE PAULA SANTANDER
FACULTAD DE CIENCIAS AGRARIAS Y DEL AMBIENTE
INGENIERIA AGROINDUSTRIAL
2011
CAPITULO I
MISIÓN
La planta tiene como misión el sacrificio del ganado producido en el municipio y sus
zonas s aledañas satisfaciendo las necesidades de los ganaderos en consideración al
tiempo como en calidad de proceso y así brindado a los consumidores una carne en
condiciones sanitarias adecuadas para el consumo.
VISIÓN.
La planta tiene como visión el mejoramiento continuo de cada uno de sus procesos, y
acogerse a la normatividad para brindar un producto con altos estándares de calidad.
GENERALIDADES DE LA EMPRESA El matadero municipal de Bochalema es un institución de la Alcaldía municipal de Bochalema Norte de Santander la cual tiene como finalidad de prestar el servicio de faenado de reses producido en el municipio y en zonas aledañas. Esta se encuentra ubicada en la vía principal del municipio
INTRODUCCION
En la actualidad para ser competitivo y exitoso en el mundo de los negocios es necesario estar a la vanguardia de las exigencias que reclama el mercado: los consumidores exigen cada vez más servicios, la palabra “calidad” está en boca de todos, el “control de calidad” por parte de los clientes es también moneda corriente. Es necesario entonces, anticiparse a los cambios que se vislumbran para no quedar relegado frente a los competidores o, lo que es peor, ser excluido del mercado por falta de adaptación. Las Buenas Prácticas de Manufactura Son los principios básicos y practicas generales de higiene en la manipulación, procesamiento, preparación, elaboración, envasado, almacenamiento transporte y distribución de alimentos para el consumo humano, con el objeto de garantizar que los productos se fabriquen en condiciones sanitarias adecuadas y s e disminuyan los riesgos inherentes a la producción. En este proyecto se ha hecho inicialmente un diagnóstico de la planta, para luego diseñar e implementar lo necesario y poder cumplir con los requisitos establecidos en el Decreto 3075 de 1997. Además su implementación se ha convertido en un factor muy importante para el mejoramiento de la empresa y por ende para su desarrollo y reconocimiento en el mercado, al ofrecer un producto más sano y de mejor calidad. De lo dicho anteriormente, podemos concluir que los profesionales que trabajan como administradores, jefes de producción o propietarios de mataderos o frigoríficos sin venta directa y todos los actores involucrados en la cadena productiva deben concientizarse en cuanto a la importancia de la aplicación de las normativas y adaptarse a las mismas para proporcionar productos alimenticios seguros y en concordancia con los requerimientos actuales.

HISTORIA En el matadero municipal los residuos generados se manejan sin ningún control sanitario. El sacrificio se realiza 3 veces por semana, con un promedio de 3 cabezas por día, para promedio de 25 reses mensuales. En Agosto de 2004, se realizó el estudio de adecuación del matadero municipal para mejorar las condiciones sanitarias del mismo. Las actividades realizadas fueron: la instalación de la estructura para el faenado aéreo de los animales, separación de las áreas de vísceras blancas y vísceras rojas, mejoramiento de la caja de insensibilización, construcción de un horno encaminado a proteger el techo del matadero, construcción de un lavadero para vísceras blancas y la reparación de las válvulas de entrada de agua potable a los tanques de almacenamiento.
ORGANIGRAMA
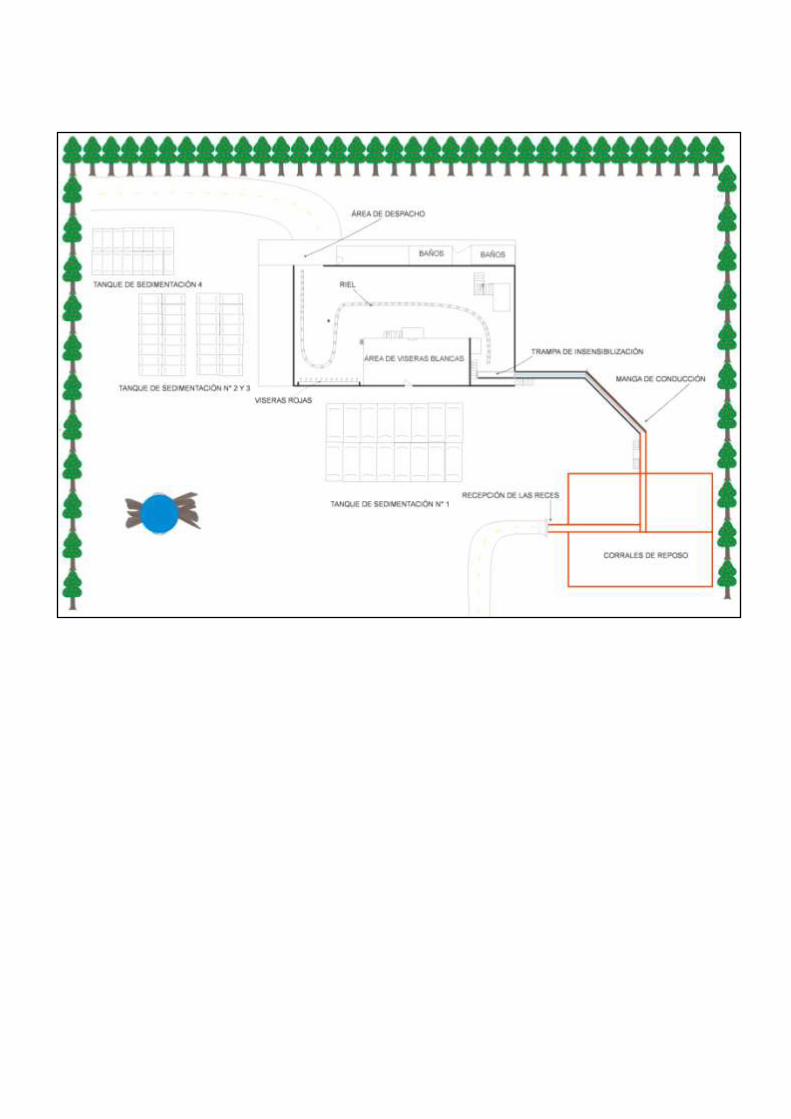
PLANO DE LA EMPRESA
ALCALDIA MUNICIPAL DEL MUNICIPIO DE BOCHALEMA
ADMINISTRADOR
(CARLOS TORREZ)
OPERARIOS
CAPITULO II
DIAGNOSTICO DE BPM
PERFIL SANITARIO
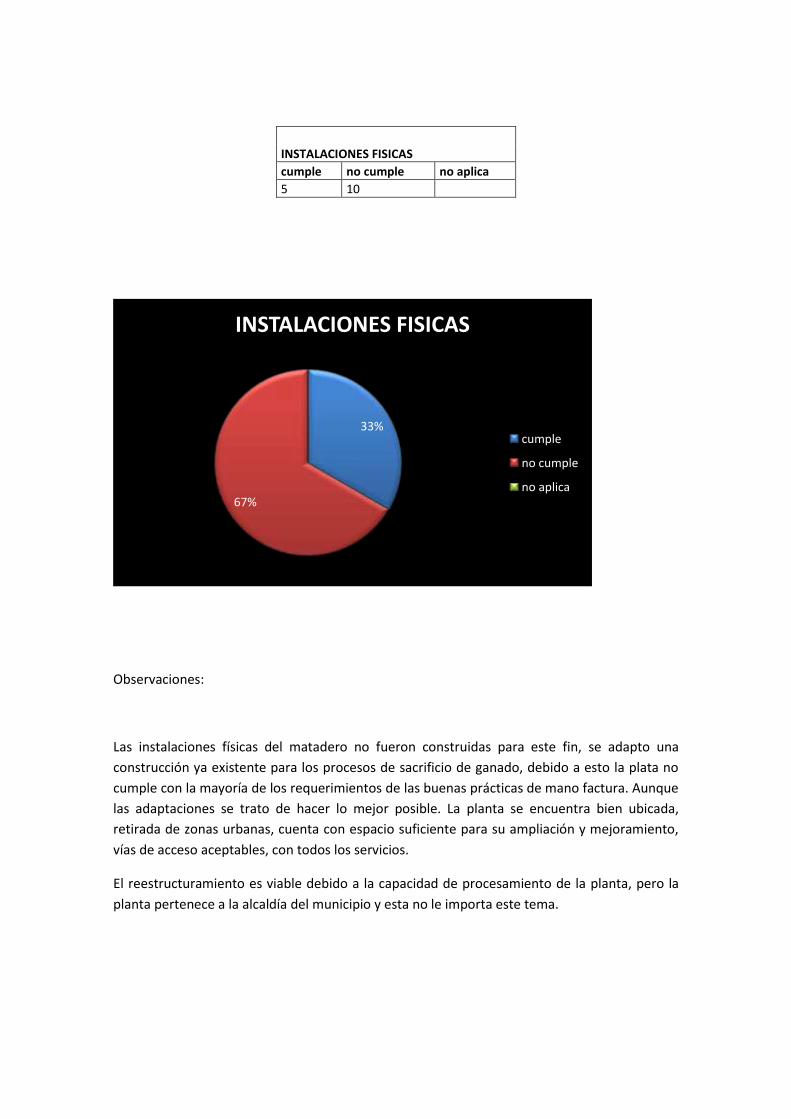
INSTALACIONES FISICAS
cumple no cumple no aplica
5 10
Observaciones:
Las instalaciones físicas del matadero no fueron construidas para este fin, se adapto una
construcción ya existente para los procesos de sacrificio de ganado, debido a esto la plata no
cumple con la mayoría de los requerimientos de las buenas prácticas de mano factura. Aunque
las adaptaciones se trato de hacer lo mejor posible. La planta se encuentra bien ubicada,
retirada de zonas urbanas, cuenta con espacio suficiente para su ampliación y mejoramiento,
vías de acceso aceptables, con todos los servicios.
El reestructuramiento es viable debido a la capacidad de procesamiento de la planta, pero la
planta pertenece a la alcaldía del municipio y esta no le importa este tema.
33%
67%
INSTALACIONES FISICAS
cumple
no cumple
no aplica
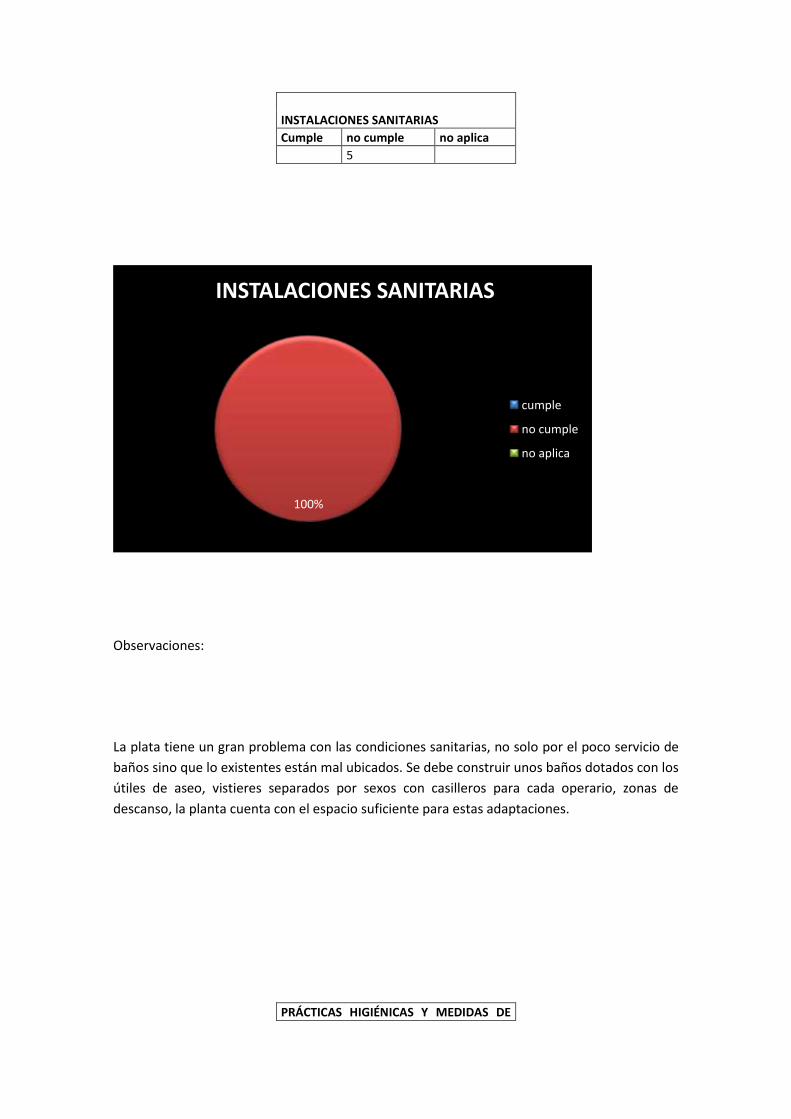
INSTALACIONES SANITARIAS
Cumple no cumple no aplica
5
Observaciones:
La plata tiene un gran problema con las condiciones sanitarias, no solo por el poco servicio de
baños sino que lo existentes están mal ubicados. Se debe construir unos baños dotados con los
útiles de aseo, vistieres separados por sexos con casilleros para cada operario, zonas de
descanso, la planta cuenta con el espacio suficiente para estas adaptaciones.
PRÁCTICAS HIGIÉNICAS Y MEDIDAS DE
100%
INSTALACIONES SANITARIAS
cumple
no cumple
no aplica

PROTECCIÓN
cumple no cumple no aplica
7 4
Observaciones:
En cuanto practicas higiénicas hay ciertas faltas, debido a la falta de capacitaciones de los
operarios, se espera controlar estos problemas con las capacitaciones y con los manuales
diseñados para la planta.
Los operaros cuenta con indumentaria para la protección del alimento y del operario, pero
hay que renovarlos constantemente.
64%
36%
PRÁCTICAS HIGIÉNICAS Y MEDIDAS DE PROTECCIÓN
cumple
no cumple
no aplica
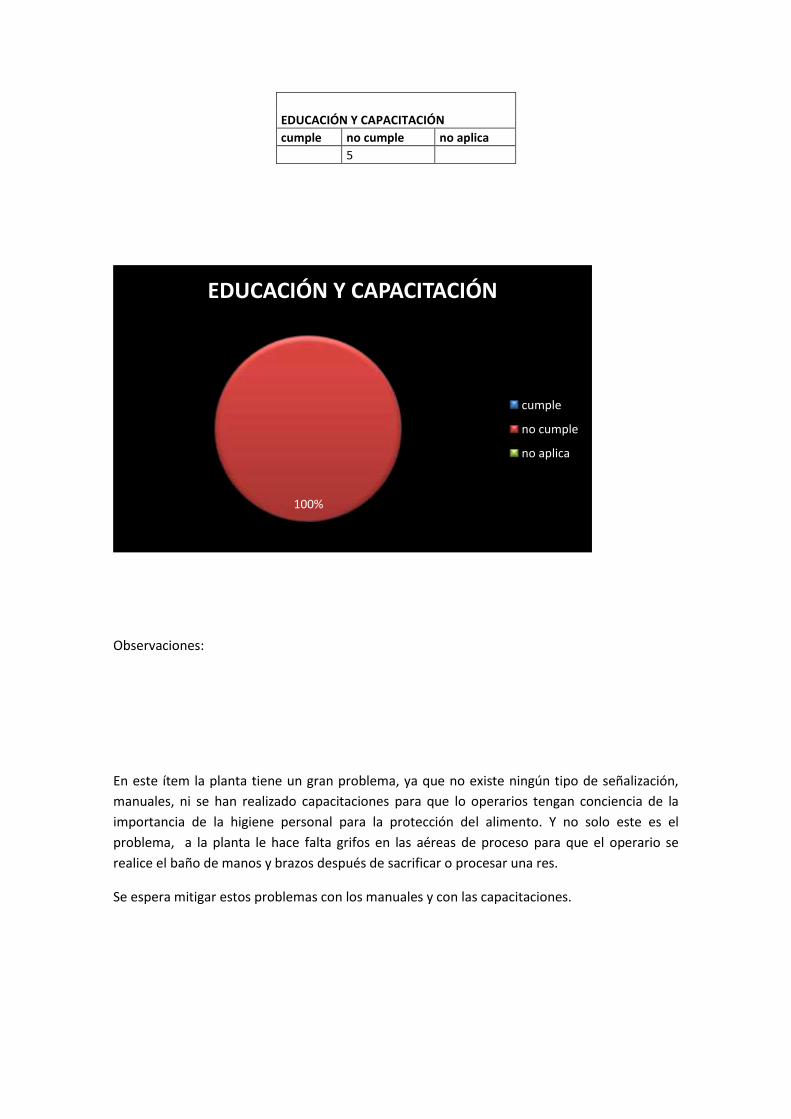
EDUCACIÓN Y CAPACITACIÓN
cumple no cumple no aplica
5
Observaciones:
En este ítem la planta tiene un gran problema, ya que no existe ningún tipo de señalización,
manuales, ni se han realizado capacitaciones para que lo operarios tengan conciencia de la
importancia de la higiene personal para la protección del alimento. Y no solo este es el
problema, a la planta le hace falta grifos en las aéreas de proceso para que el operario se
realice el baño de manos y brazos después de sacrificar o procesar una res.
Se espera mitigar estos problemas con los manuales y con las capacitaciones.
100%
EDUCACIÓN Y CAPACITACIÓN
cumple
no cumple
no aplica

ABASTECIMIENTO DE AGUA
cumple no cumple no aplica
1 6 2
Observaciones:
La planta no cuenta con ningún sistema de potabilización de agua, este es uno de puntos
urgentes en el plan de mejoras, debido a esto la planta no cumple con este ítem.
11%
67%
22%
ABASTECIMIENTO DE AGUA
cumple
no cumple
no aplica

MANEJO DE RESIDUOS LIQUIDOS
cumple no cumple no aplica
1 2
Observaciones:
La plata tiene un sistema de tratamiento de agua residual muy simple que consiste en unas
trampas de grasas y partículas de gran tamaño, se debe aumentar los procesos de
tratamientos de aguas residuales, con sistemas de cribas y tanques con lodos etc., porque se
está devolviendo un agua muy contaminada al medio ambiente, este ítem es otro punto
importante en el plan de mejoras.
MANEJO DE RESIDUOS SÓLIDOS
33%
67%
MANEJO DE RESIDUOS LIQUIDOS
cumple
no cumple
no aplica
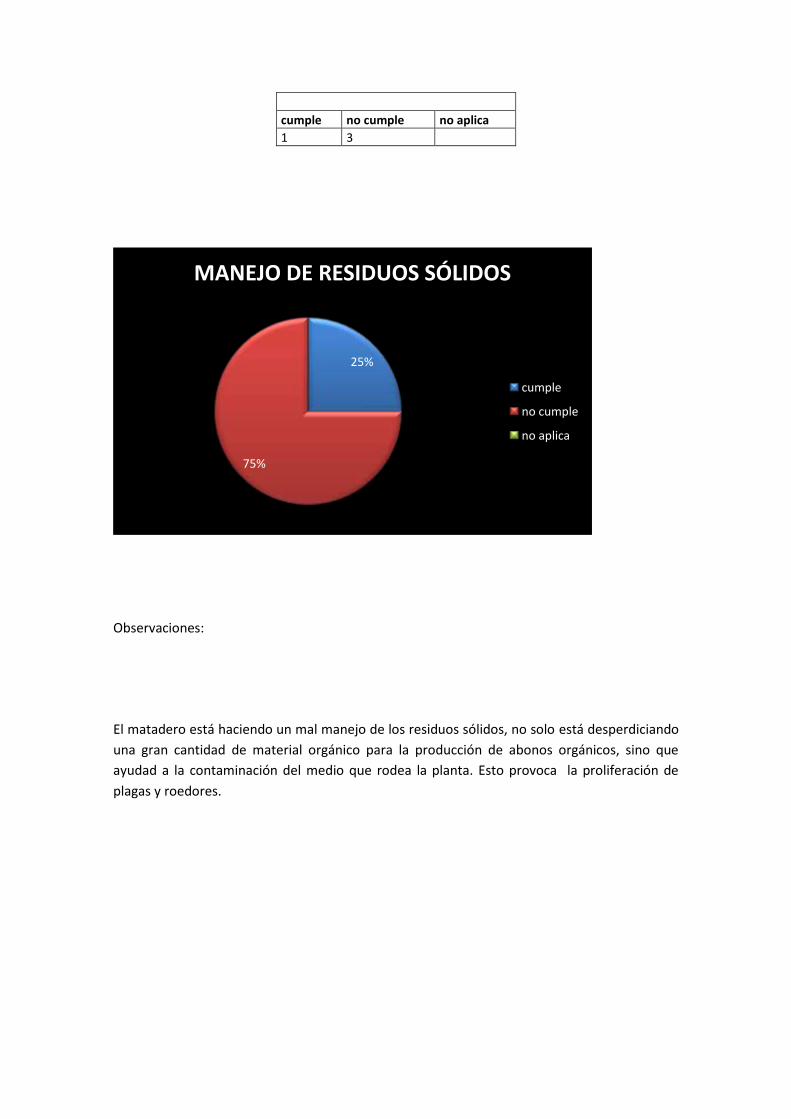
cumple no cumple no aplica
1 3
Observaciones:
El matadero está haciendo un mal manejo de los residuos sólidos, no solo está desperdiciando
una gran cantidad de material orgánico para la producción de abonos orgánicos, sino que
ayudad a la contaminación del medio que rodea la planta. Esto provoca la proliferación de
plagas y roedores.
25%
75%
MANEJO DE RESIDUOS SÓLIDOS
cumple
no cumple
no aplica
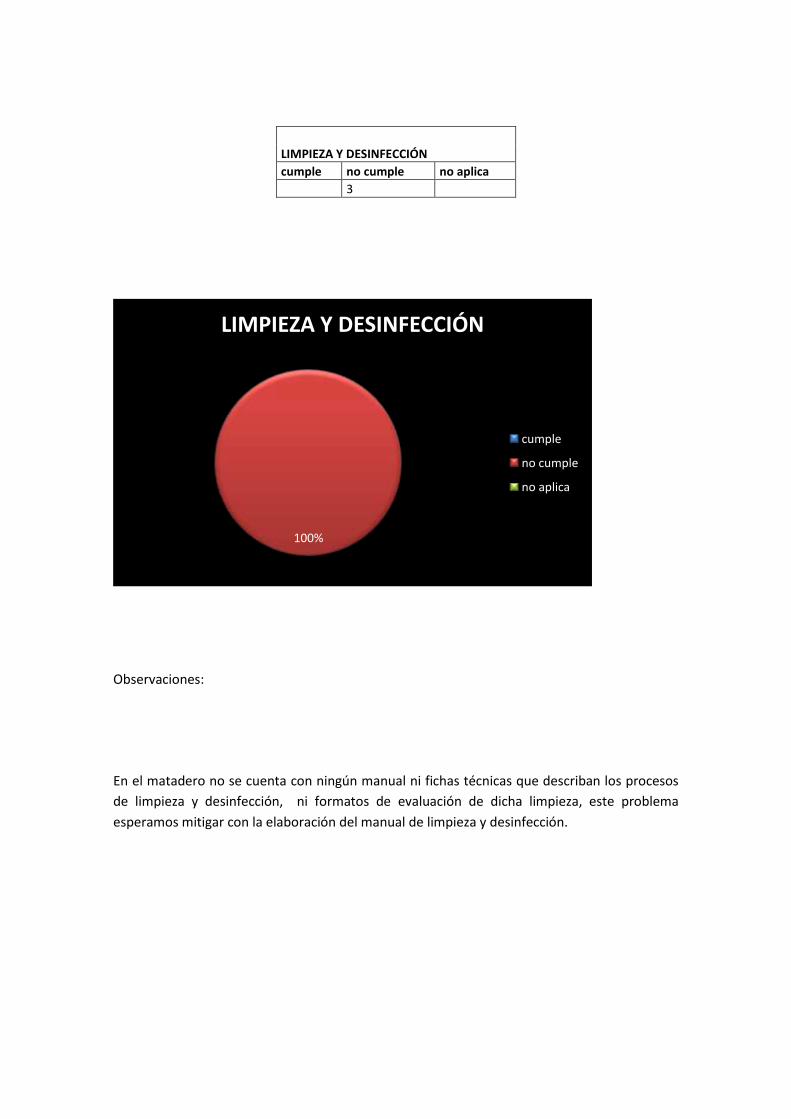
LIMPIEZA Y DESINFECCIÓN
cumple no cumple no aplica
3
Observaciones:
En el matadero no se cuenta con ningún manual ni fichas técnicas que describan los procesos
de limpieza y desinfección, ni formatos de evaluación de dicha limpieza, este problema
esperamos mitigar con la elaboración del manual de limpieza y desinfección.
100%
LIMPIEZA Y DESINFECCIÓN
cumple
no cumple
no aplica

CONTROL DE PLAGAS
cumple no cumple no aplica
1 4
Observaciones:
La planta no tiene muchos problemas con las plagas, no se visualizan daños ni evidencia de
ataques de plagas, pero si se hace necesario la creación de un manual para el control de
plagas, y la instalación de trampas, para no correr riesgos en el futuro.
20%
80%
CONTROL DE PLAGAS
cumple
no cumple
no aplica

EQUIPOS Y UTENSILIOS
cumple no cumple no aplica
7 6 3
Observaciones:
En cuanto equipos y utensilios la planta cuenta con herramientas para agilizar el sacrificio,
pero le hacen falta algunos equipos como por ejemplo la pistola neumática, la sierra para rajar
el pecho, y las algunas herramienta no son las apropiadas para estar en contacto con el
alimento, por que no están fabricados de materiales inoxidables, se aprecian herramientas
oxidadas y en mal estado que hacen contacto con el alimento, estas equipos esta en listado del
plan de mejoras a mediano plazo.
44%
37%
19%
EQUIPOS Y UTENSILIOS
cumple
no cumple
no aplica
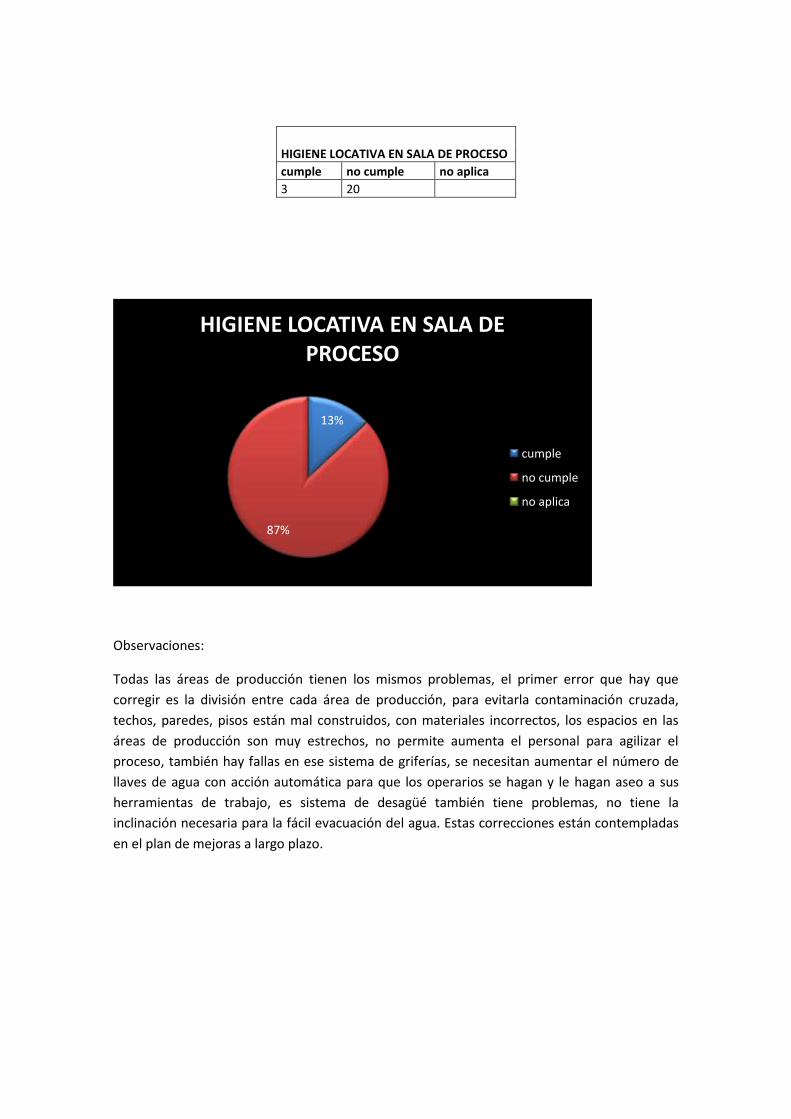
HIGIENE LOCATIVA EN SALA DE PROCESO
cumple no cumple no aplica
3 20
Observaciones:
Todas las áreas de producción tienen los mismos problemas, el primer error que hay que
corregir es la división entre cada área de producción, para evitarla contaminación cruzada,
techos, paredes, pisos están mal construidos, con materiales incorrectos, los espacios en las
áreas de producción son muy estrechos, no permite aumenta el personal para agilizar el
proceso, también hay fallas en ese sistema de griferías, se necesitan aumentar el número de
llaves de agua con acción automática para que los operarios se hagan y le hagan aseo a sus
herramientas de trabajo, es sistema de desagüé también tiene problemas, no tiene la
inclinación necesaria para la fácil evacuación del agua. Estas correcciones están contempladas
en el plan de mejoras a largo plazo.
13%
87%
HIGIENE LOCATIVA EN SALA DE PROCESO
cumple
no cumple
no aplica
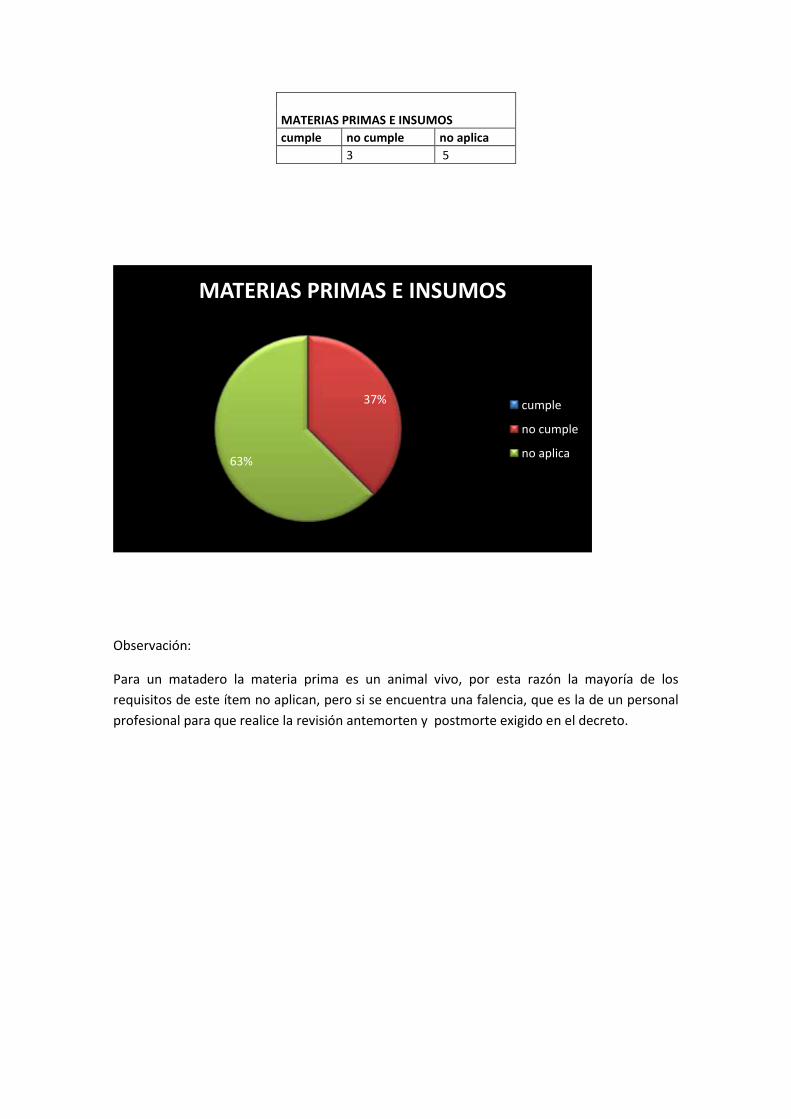
MATERIAS PRIMAS E INSUMOS
cumple no cumple no aplica
3 5
Observación:
Para un matadero la materia prima es un animal vivo, por esta razón la mayoría de los
requisitos de este ítem no aplican, pero si se encuentra una falencia, que es la de un personal
profesional para que realice la revisión antemorten y postmorte exigido en el decreto.
37%
63%
MATERIAS PRIMAS E INSUMOS
cumple
no cumple
no aplica

ENVASES
cumple no cumple no aplica
3
Observaciones:
Este ítem no aplica, por que el producto se entrega en medias canales, no se realiza desposte
ni transformación a la carne. Y por ende no se usan ningún tipo de envase.
100%
ENVASES
cumple
no cumple
no aplica
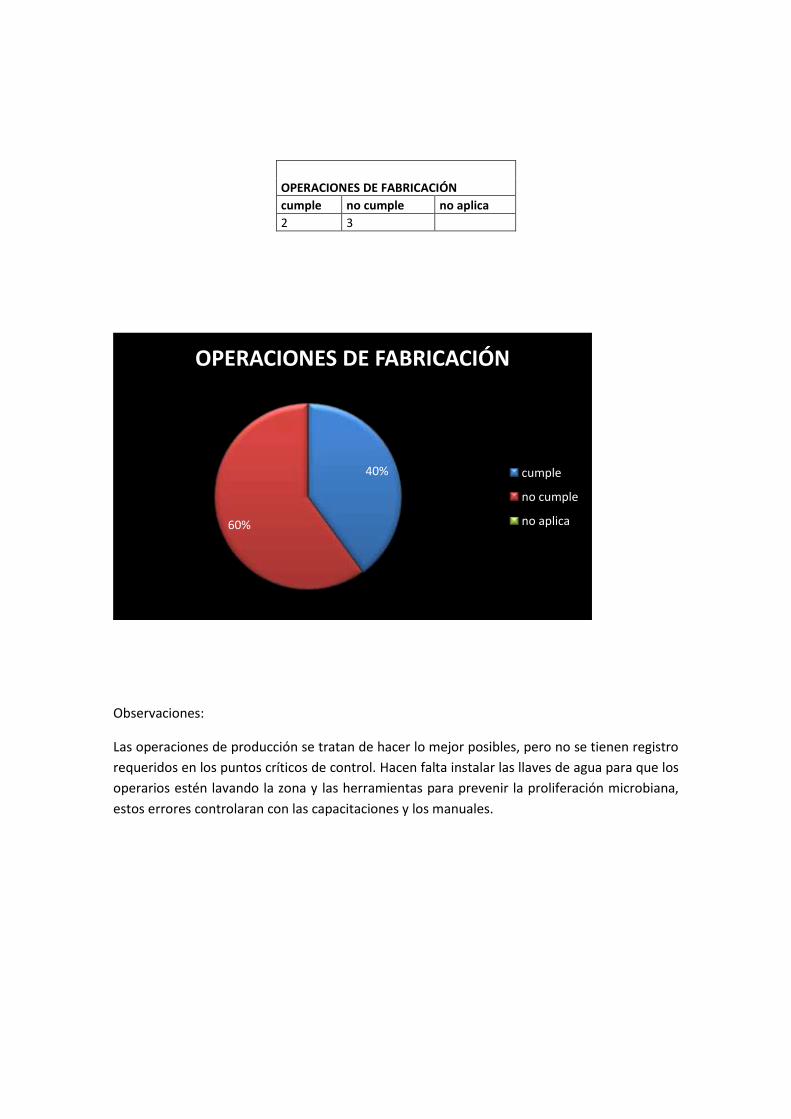
OPERACIONES DE FABRICACIÓN
cumple no cumple no aplica
2 3
Observaciones:
Las operaciones de producción se tratan de hacer lo mejor posibles, pero no se tienen registro
requeridos en los puntos críticos de control. Hacen falta instalar las llaves de agua para que los
operarios estén lavando la zona y las herramientas para prevenir la proliferación microbiana,
estos errores controlaran con las capacitaciones y los manuales.
40%
60%
OPERACIONES DE FABRICACIÓN
cumple
no cumple
no aplica

OPERACIONES DE ENVASADO Y EMPAQUE
cumple no cumple no aplica
3
Observaciones:
No se realiza ninguna operación de empaque por lo tanto este ítem no aplica en él la planta de
sacrificio.
100%
OPERACIONES DE ENVASADO Y EMPAQUE
cumple
no cumple
no aplica
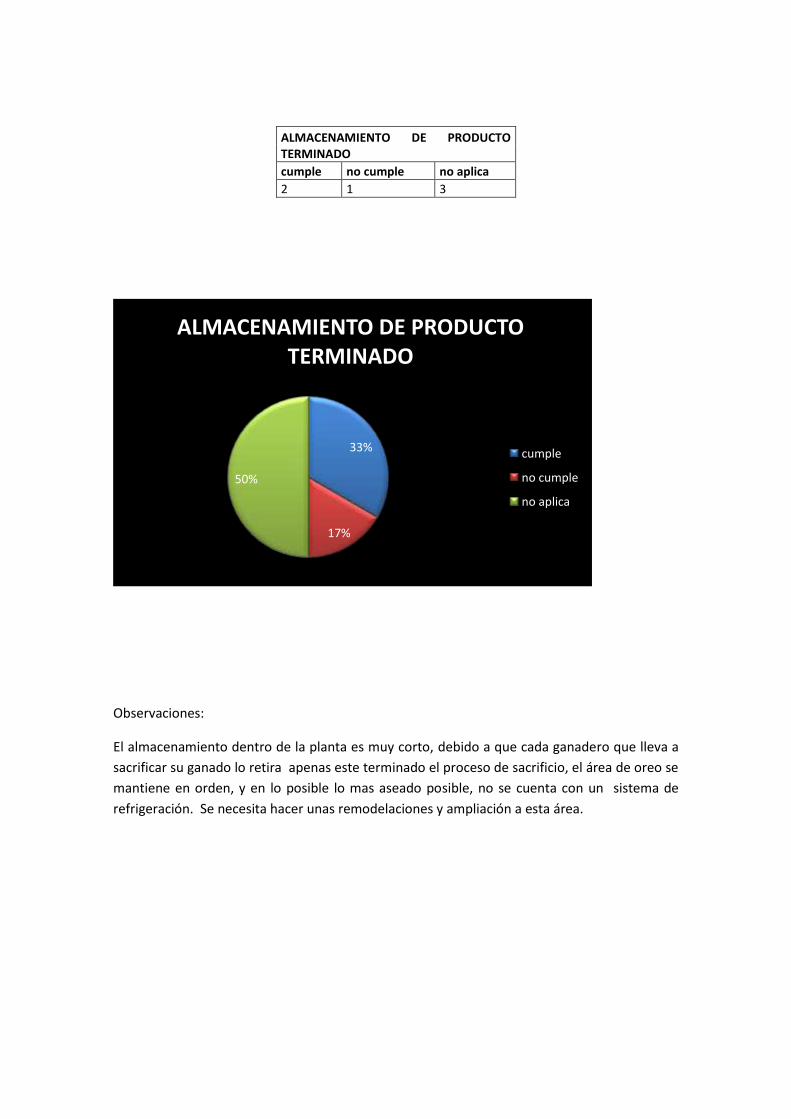
ALMACENAMIENTO DE PRODUCTO TERMINADO
cumple no cumple no aplica
2 1 3
Observaciones:
El almacenamiento dentro de la planta es muy corto, debido a que cada ganadero que lleva a
sacrificar su ganado lo retira apenas este terminado el proceso de sacrificio, el área de oreo se
mantiene en orden, y en lo posible lo mas aseado posible, no se cuenta con un sistema de
refrigeración. Se necesita hacer unas remodelaciones y ampliación a esta área.
33%
17%
50%
ALMACENAMIENTO DE PRODUCTO TERMINADO
cumple
no cumple
no aplica
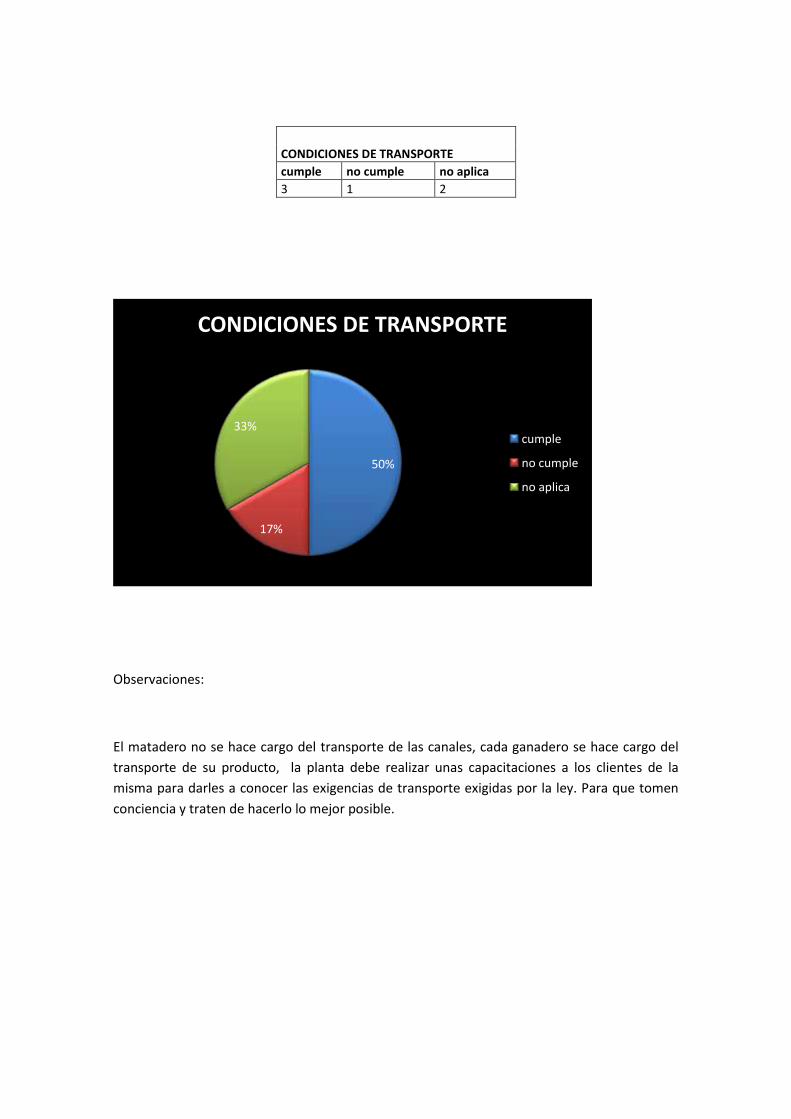
CONDICIONES DE TRANSPORTE
cumple no cumple no aplica
3 1 2
Observaciones:
El matadero no se hace cargo del transporte de las canales, cada ganadero se hace cargo del
transporte de su producto, la planta debe realizar unas capacitaciones a los clientes de la
misma para darles a conocer las exigencias de transporte exigidas por la ley. Para que tomen
conciencia y traten de hacerlo lo mejor posible.
50%
17%
33%
CONDICIONES DE TRANSPORTE
cumple
no cumple
no aplica

SALUD OCUPACIONAL
cumple no cumple no aplica
4
Observaciones:
La planta no cuenta con ningún programa de salud ocupacional, no existen los equipos y
elementos de seguridad industrial como tampoco un botiquín. A los operarios hace falta
hacerles la dotación de los elemento de seguridad personal y los pocos que hay no se usan.
Este programa de salud ocupacional está contemplado en el plan de mejoras a corto plazo.
100%
SALUD OCUPACIONAL
cumple
no cumple
no aplica

VERIFICACIÓN Y DOCUMENTACIÓN DE PROCESOS
cumple no cumple no aplica
1 6 2
Observaciones:
La planta no cuenta con ningún manual de verificación y documentación de procesos, no se
tienen estipulados los estándares de calidad, y por ende no da ningún tipo de garantía al
consumidor.
11%
67%
22%
VERIFICACIÓN Y DOCUMENTACIÓN DE PROCESOS
cumple
no cumple
no aplica
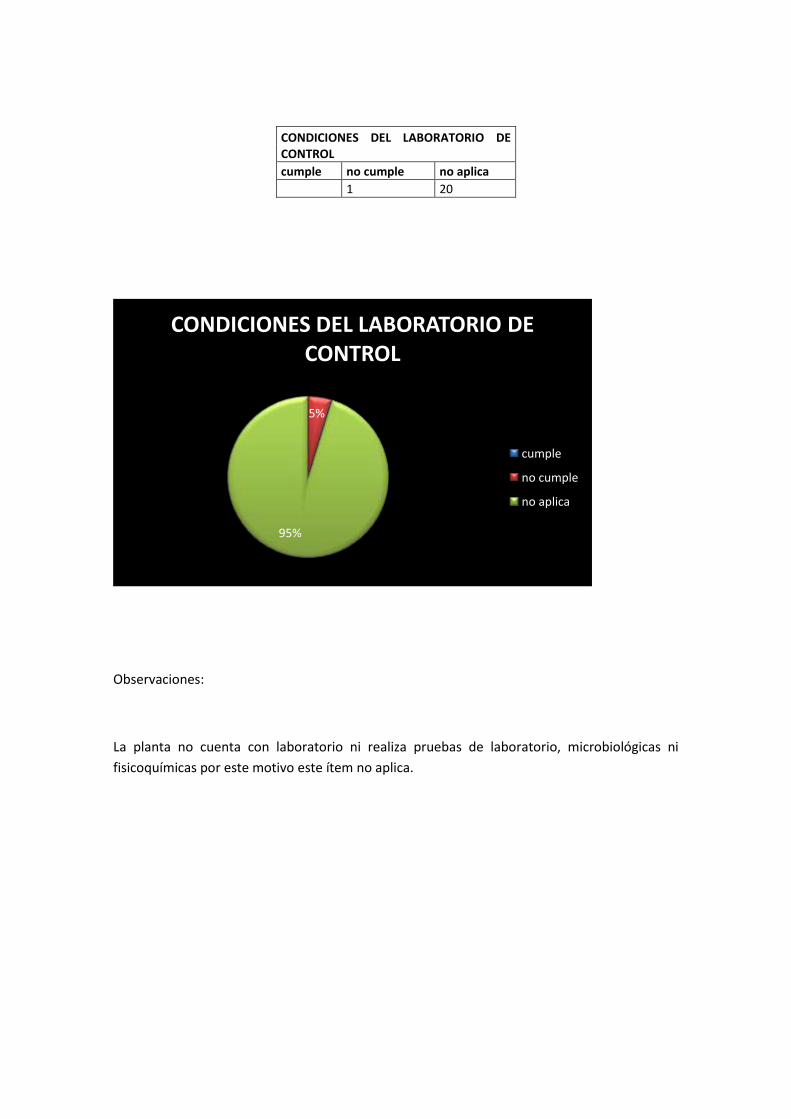
CONDICIONES DEL LABORATORIO DE CONTROL
cumple no cumple no aplica
1 20
Observaciones:
La planta no cuenta con laboratorio ni realiza pruebas de laboratorio, microbiológicas ni
fisicoquímicas por este motivo este ítem no aplica.
5%
95%
CONDICIONES DEL LABORATORIO DE CONTROL
cumple
no cumple
no aplica
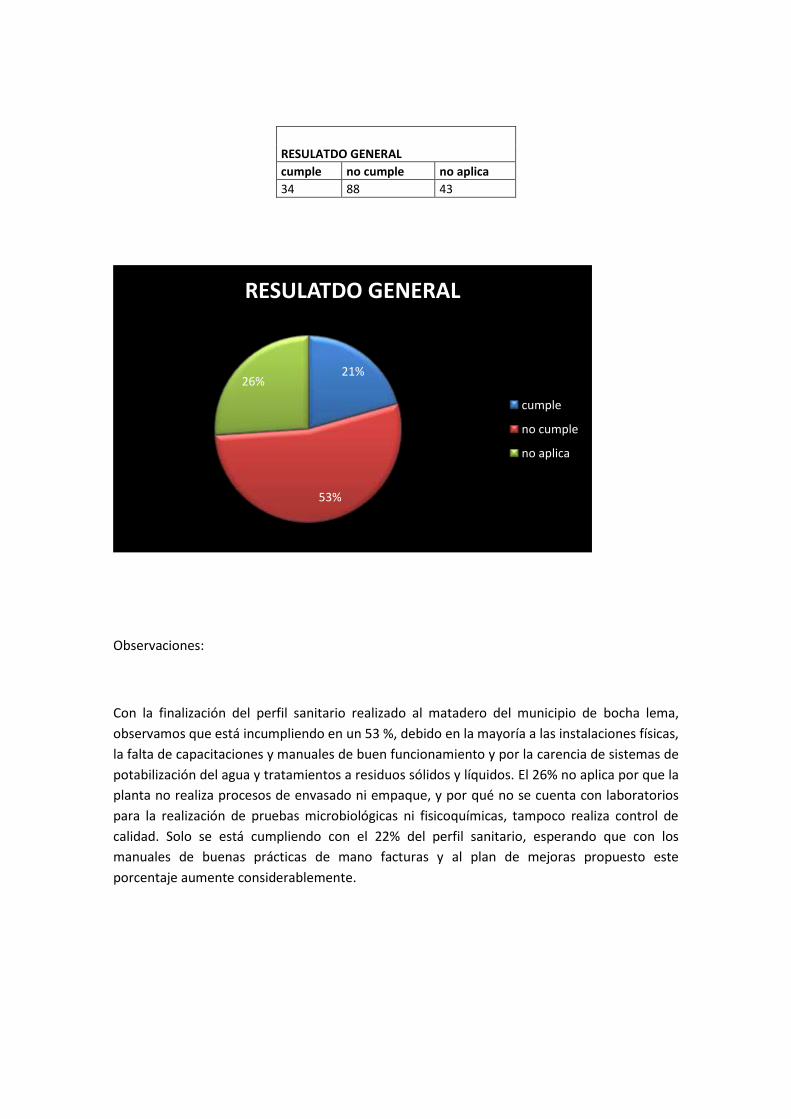
RESULATDO GENERAL
cumple no cumple no aplica
34 88 43
Observaciones:
Con la finalización del perfil sanitario realizado al matadero del municipio de bocha lema,
observamos que está incumpliendo en un 53 %, debido en la mayoría a las instalaciones físicas,
la falta de capacitaciones y manuales de buen funcionamiento y por la carencia de sistemas de
potabilización del agua y tratamientos a residuos sólidos y líquidos. El 26% no aplica por que la
planta no realiza procesos de envasado ni empaque, y por qué no se cuenta con laboratorios
para la realización de pruebas microbiológicas ni fisicoquímicas, tampoco realiza control de
calidad. Solo se está cumpliendo con el 22% del perfil sanitario, esperando que con los
manuales de buenas prácticas de mano facturas y al plan de mejoras propuesto este
porcentaje aumente considerablemente.
21%
53%
26%
RESULATDO GENERAL
cumple
no cumple
no aplica
CAPITULO III
PROGRAMA PRERREQUISITOS. HACCP es un sistema de gestión de aseguramiento de la inocuidad de los alimentos propuesto por la comisión FAO/OMS del Codex alimentarius, a los países miembros de la OMC, Este sistema está enfocado a la prevención y al control de la inocuidad de los alimentos, opera mediante un sistema de registros o documentación verificable, bajo los principios de: Análisis de peligros, identificación de Puntos de Control Críticos (PCC) del proceso, Límites Críticos para las medidas preventivas asociadas a cada PCC, sistema de monitoreo, acciones correctivas y procedimientos para la verificación. El Análisis de Peligros y Puntos de Control Críticos conocido como HACCP es un método sistemático, dirigido a la identificación, evaluación y control de los peligros asociados con las materias primas, ingredientes, procesos, ambiente, comercialización, transporte y su uso por el consumidor, a fin de garantizar la inocuidad del alimento. Para que una empresa agroindustrial o alimentaria sea certificado con el sistema de gestión de calidad debe tener aprobado los prerrequisitos acorde al aseguramiento de calidad de la empresa los cuales han sido documentados en el presente trabajo para el matadero municipal de Bóchamela en Norte De Santander.
LISTADO MAESTRO
1. PROGRAMA DE LIMPIEZA Y DESENFECCION ( P-LD)
2. PROGRAMA DE RESIDUOS SOLIDOS Y LIQUIDOS ( P-RSL)
3. PROGRAMA DE CONTROL DEL AGUA POTABLE (P- AP)
4. PROGAMA DE MANTENIMIENTO DE EQUIPOS (P-ME)
5. PLAN DE SEGUIMIENTO Y EVALUACION (M-SE)
6. PROGRAMA DE CONTROL DE PLAGAS (P- CP)
7. PROCEDIMIENTO PARA DETERMINAR NECESIDADES DE
ENTRENAMIENTO Y CAPACITACION. (P- EC)
8. CURSO DE CAPACITACION EN SANIDAD E HIGIENE (C-CS)
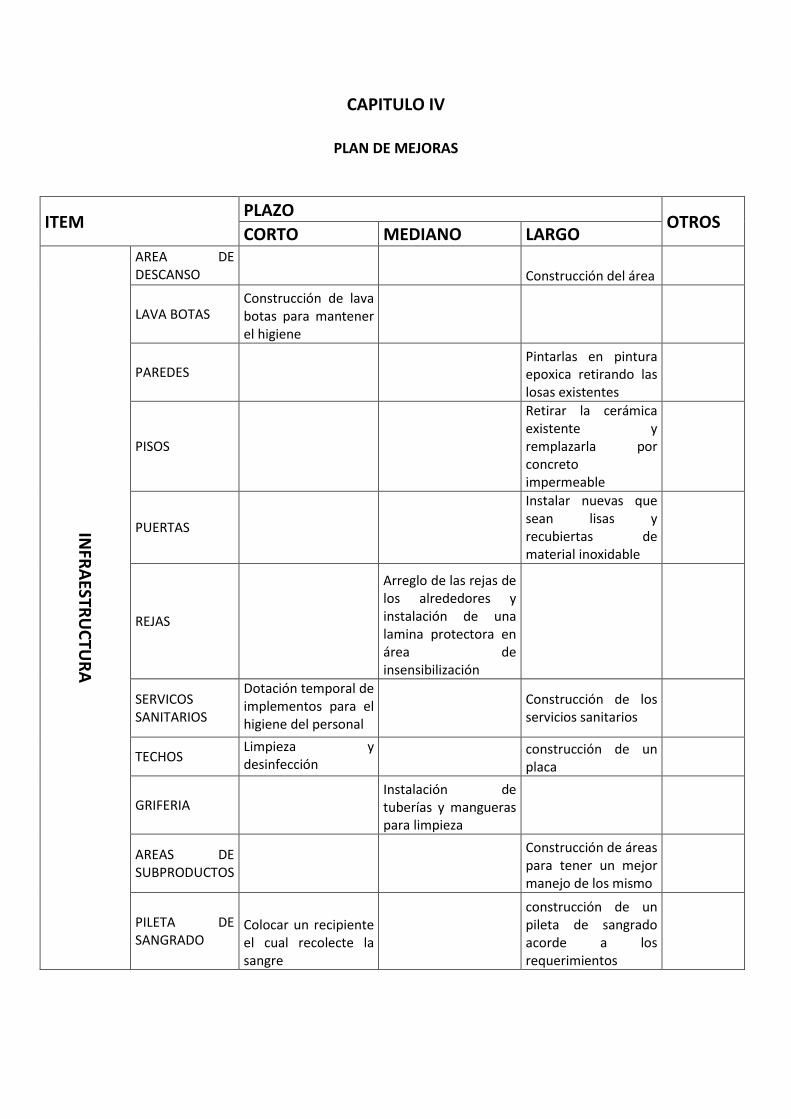
CAPITULO IV
PLAN DE MEJORAS
ITEM PLAZO
OTROS CORTO MEDIANO LARGO
INFR
AESTR
UC
TUR
A
AREA DE DESCANSO Construcción del área
LAVA BOTAS Construcción de lava botas para mantener el higiene
PAREDES
Pintarlas en pintura epoxica retirando las losas existentes
PISOS
Retirar la cerámica existente y remplazarla por concreto impermeable
PUERTAS
Instalar nuevas que sean lisas y recubiertas de material inoxidable
REJAS
Arreglo de las rejas de los alrededores y instalación de una lamina protectora en área de insensibilización
SERVICOS SANITARIOS
Dotación temporal de implementos para el higiene del personal
Construcción de los servicios sanitarios
TECHOS Limpieza y desinfección
construcción de un placa
GRIFERIA
Instalación de tuberías y mangueras para limpieza
AREAS DE SUBPRODUCTOS
Construcción de áreas para tener un mejor manejo de los mismo
PILETA DE SANGRADO
Colocar un recipiente el cual recolecte la sangre
construcción de un pileta de sangrado acorde a los requerimientos
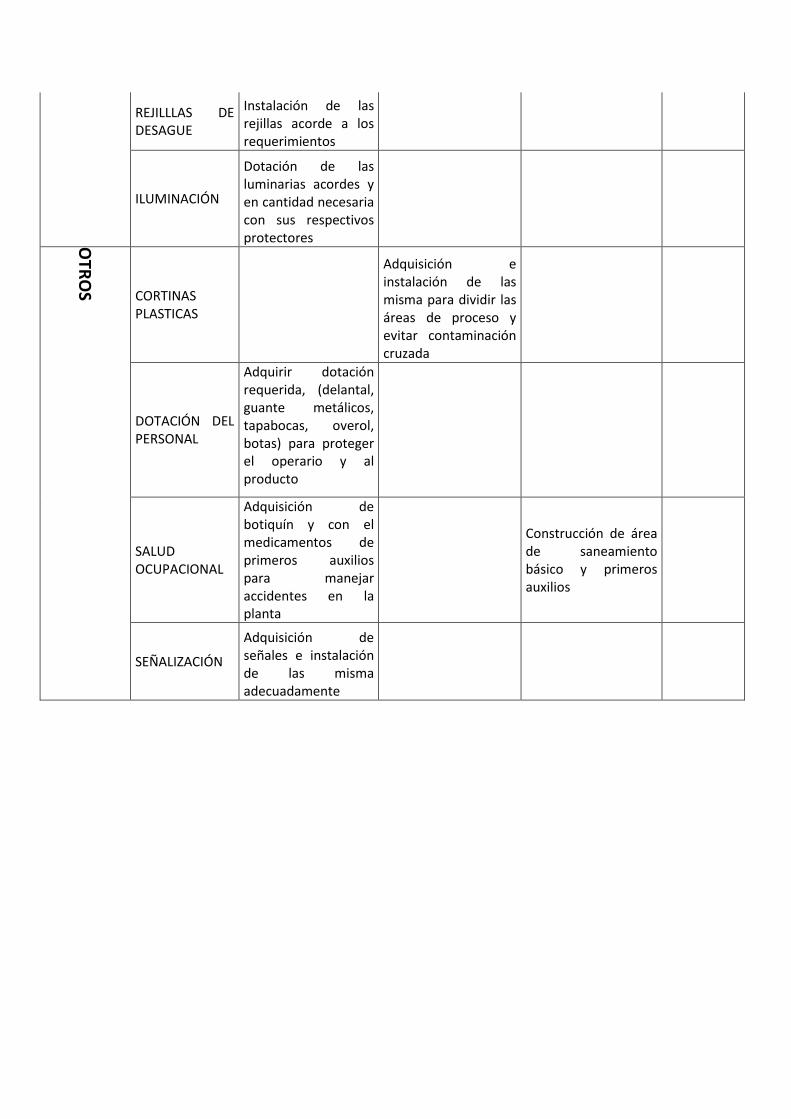
REJILLLAS DE DESAGUE
Instalación de las rejillas acorde a los requerimientos
ILUMINACIÓN
Dotación de las luminarias acordes y en cantidad necesaria con sus respectivos protectores O
TRO
S CORTINAS PLASTICAS
Adquisición e instalación de las misma para dividir las áreas de proceso y evitar contaminación cruzada
DOTACIÓN DEL PERSONAL
Adquirir dotación requerida, (delantal, guante metálicos, tapabocas, overol, botas) para proteger el operario y al producto
SALUD OCUPACIONAL
Adquisición de botiquín y con el medicamentos de primeros auxilios para manejar accidentes en la planta
Construcción de área de saneamiento básico y primeros auxilios
SEÑALIZACIÓN
Adquisición de señales e instalación de las misma adecuadamente
CAPITULO V
APLICACIÓN DE HACCP
INTRODUCCIÓN El HACCP es una norma que tiene por objeto promover la aplicación del sistema de análisis de peligros y puntos de control crítico HACCP, como sistema o método de aseguramiento de la inocuidad de los alimentos y establecer el procedimiento de certificación al respecto.
Se aplican a las fábricas existentes en el territorio nacional que implementan el sistema de Análisis de peligros y puntos de control crítico, HACCP, como sistema o método de aseguramiento de la inocuidad de los alimentos.
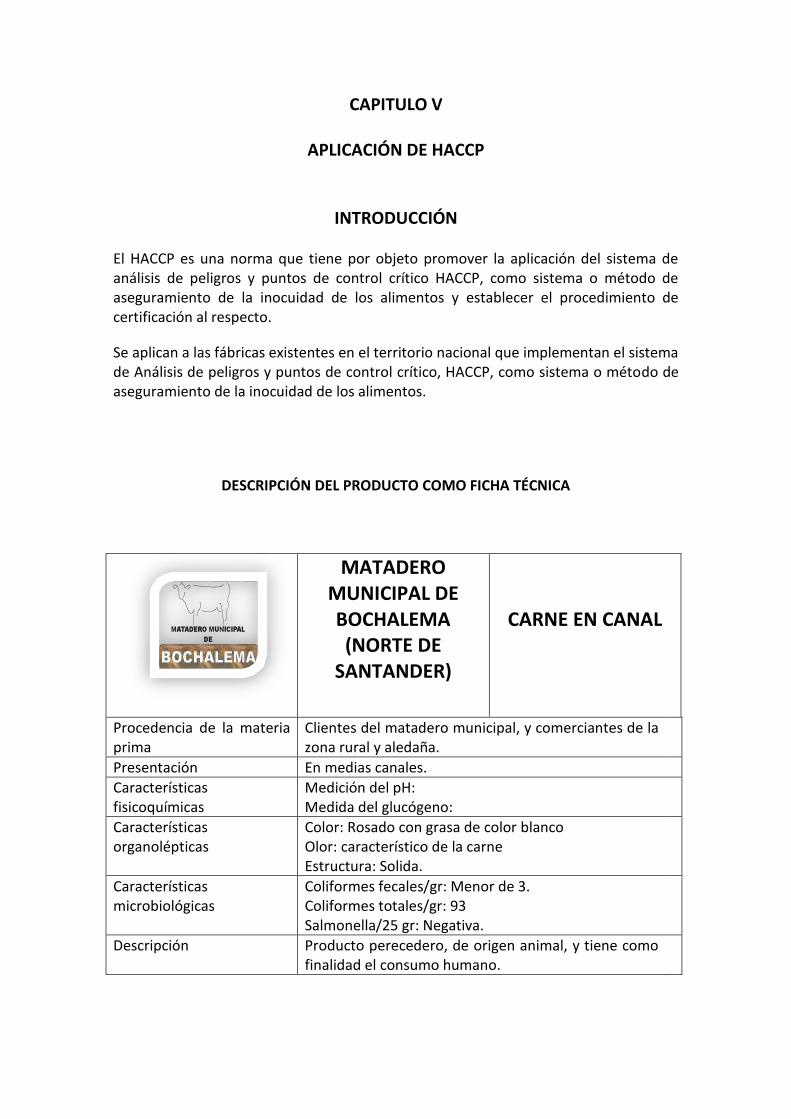
DESCRIPCIÓN DEL PRODUCTO COMO FICHA TÉCNICA
MATADERO MUNICIPAL DE BOCHALEMA (NORTE DE
SANTANDER)
CARNE EN CANAL
Procedencia de la materia prima
Clientes del matadero municipal, y comerciantes de la zona rural y aledaña.
Presentación En medias canales.
Características fisicoquímicas
Medición del pH: Medida del glucógeno:
Características organolépticas
Color: Rosado con grasa de color blanco Olor: característico de la carne Estructura: Solida.
Características microbiológicas
Coliformes fecales/gr: Menor de 3. Coliformes totales/gr: 93 Salmonella/25 gr: Negativa.
Descripción Producto perecedero, de origen animal, y tiene como finalidad el consumo humano.

DETERMINAR EL USO PARA EL CONSUMO La obtención de carne para el consumo humano se realiza a través del sacrificio de ganado bovino en plantas de beneficio certificadas por el INVIMA con el fin de obtener una carne en canal, vísceras y subproductos en condiciones óptimas las cuales han de ser transformadas y procesadas para su consumo humano.
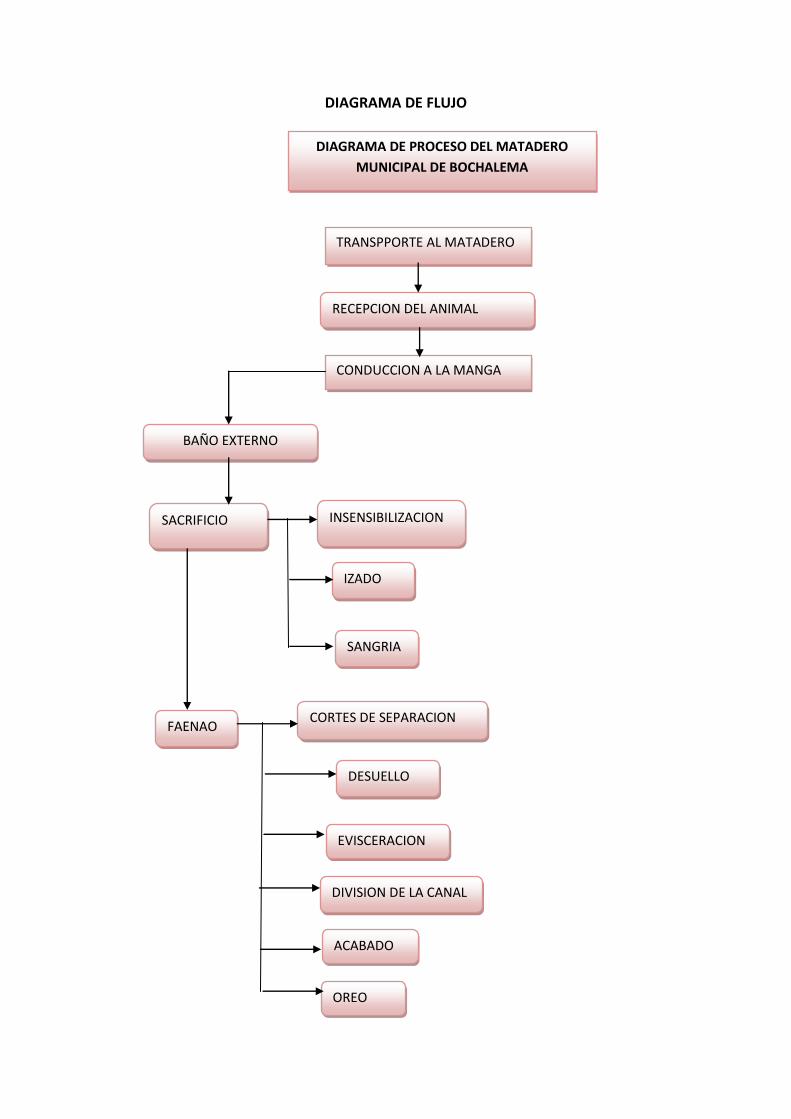
DIAGRAMA DE FLUJO
DIAGRAMA DE PROCESO DEL MATADERO
MUNICIPAL DE BOCHALEMA
RECEPCION DEL ANIMAL
BAÑO EXTERNO
SACRIFICIO INSENSIBILIZACION
IZADO
SANGRIA
CORTES DE SEPARACION
TRANSPPORTE AL MATADERO
CONDUCCION A LA MANGA
FAENAO
DESUELLO
ACABADO
EVISCERACION
DIVISION DE LA CANAL
OREO

DESCRIPCION DEL PROCESO
1. LA RECEPCIÓN Y CONDUCCIÓN DE LOS BOVINOS A SACRIFICAR.
Ampliar la manga de conducción, evitar los ruidos producidos por los operarios
no golpear las reces en la manga de conducción y realizar limpieza a la trampa
de insensibilización.
2. LA SANGRÍA DE LOS BOVINOS.
Instalar un recipiente con suficiente capacidad para la recolección de la sangre
producida por las reces y lavar con mayor frecuencia el área de sangría.
3. LA TEMPERATURA DE LAS AREAS DE PROCESO Y EN ESPECIAL EL AREA DE OREO
Instalación de un sistema de refrigeración para las áreas de proceso para
mantener la temperatura baja.
4. LA INOCUIDAD DE TODAS LAS AREAS DE PROCESO.
Ampliar la frecuencia de limpieza y aplicar las operaciones de desinfección en
toda la planta.
5. LA CONTAMINACIÓN CRUZADA.
Evitar que los operarios se movilicen en la planta, designado personal para cada
proceso determinado.
6. EL MANEJO DE LAS VISERAS BLANCAS Y ROJAS.
Acondicionar el área de proceso y la implementación de equipos para el
proceso de escaldado y adecuado proceso para garantizar la inocuidad del
producto.
7. LA EXTRACION DE GRASA DE LAS MEDIAS CANALES.
Realizar el proceso de extracción para que las condiciones físicas sean
adecuadas.
8. EL MANEJO DE LAS PIELES COMO SUBPRODUCTO.
Retirar la piel de área de proceso y realizar de inmediato el proceso de salación
para evitar su deterioro microbiológico.
ANÁLISIS DE PELIGROS
La primera etapa del HACCP es analizar los peligros que puede tener el producto en la cadena de transformación, transporte y comercialización, se enfoca en tres riesgos principales como los microbiológicos, físicos y químicos.
Los riesgos microbiológicos son los producidos por bacterias hongos y protozoos los cuales atacan el alimento para su supervivencia estos problemas se controlan manejando temperaturas, adecuados procesos de limpieza y desinfección y a su vez un eficiente programa de control de plagas.
Los riesgos considerables también son los físicos, los cuales son ocasionados por golpees mecánicos producidos por el mal transporte y por las inadecuadas practicas de manufactura.
Los riesgos químicos son altamente peligrosos para el producto con destino final del consumo humano es producido por metales pesados los cuales el cuerpo humano no puede digerir ni expulsar del organismo.
ANALISIS DE PELIGROS Se define límite critico como criterio que separa lo aceptable de lo inaceptable, es
decir, sirve para juzgar si se están produciendo alimentos seguros, estos son
parámetros medibles en (temperatura pH, AW dimensiones del producto) o estar
objetivados para aspectos como el color, sabor olor, etc.
Es necesario que los responsables de fijar los límites críticos conozcan el proceso y
exigencias legales y comerciales del producto.
Puntos críticos de control dentro de las áreas de proceso:
1. La recepción y conducción de los bovinos a sacrificar.
2. La sangría de los bovinos.
3. La temperatura de las áreas de proceso y en especial el área de oreo
4. La inocuidad de todas las áreas de proceso.
5. La contaminación cruzada.
6. El manejo de las viseras blancas y rojas.
7. La extracción de grasa de las medias canales.
8. El manejo de las pieles como subproducto.
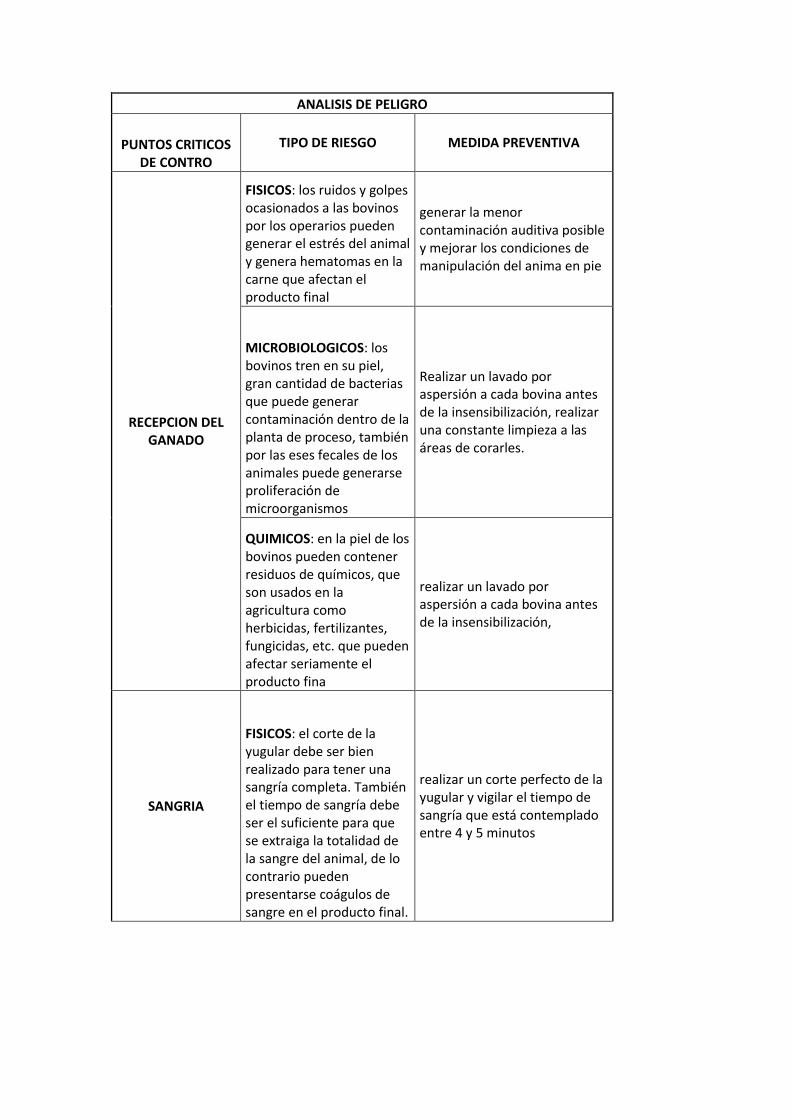
ANALISIS DE PELIGRO
PUNTOS CRITICOS DE CONTRO
TIPO DE RIESGO MEDIDA PREVENTIVA
RECEPCION DEL GANADO
FISICOS: los ruidos y golpes ocasionados a las bovinos por los operarios pueden generar el estrés del animal y genera hematomas en la carne que afectan el producto final
generar la menor contaminación auditiva posible y mejorar los condiciones de manipulación del anima en pie
MICROBIOLOGICOS: los bovinos tren en su piel, gran cantidad de bacterias que puede generar contaminación dentro de la planta de proceso, también por las eses fecales de los animales puede generarse proliferación de microorganismos
Realizar un lavado por aspersión a cada bovina antes de la insensibilización, realizar una constante limpieza a las áreas de corarles.
QUIMICOS: en la piel de los bovinos pueden contener residuos de químicos, que son usados en la agricultura como herbicidas, fertilizantes, fungicidas, etc. que pueden afectar seriamente el producto fina
realizar un lavado por aspersión a cada bovina antes de la insensibilización,
SANGRIA
FISICOS: el corte de la yugular debe ser bien realizado para tener una sangría completa. También el tiempo de sangría debe ser el suficiente para que se extraiga la totalidad de la sangre del animal, de lo contrario pueden presentarse coágulos de sangre en el producto final.
realizar un corte perfecto de la yugular y vigilar el tiempo de sangría que está contemplado entre 4 y 5 minutos
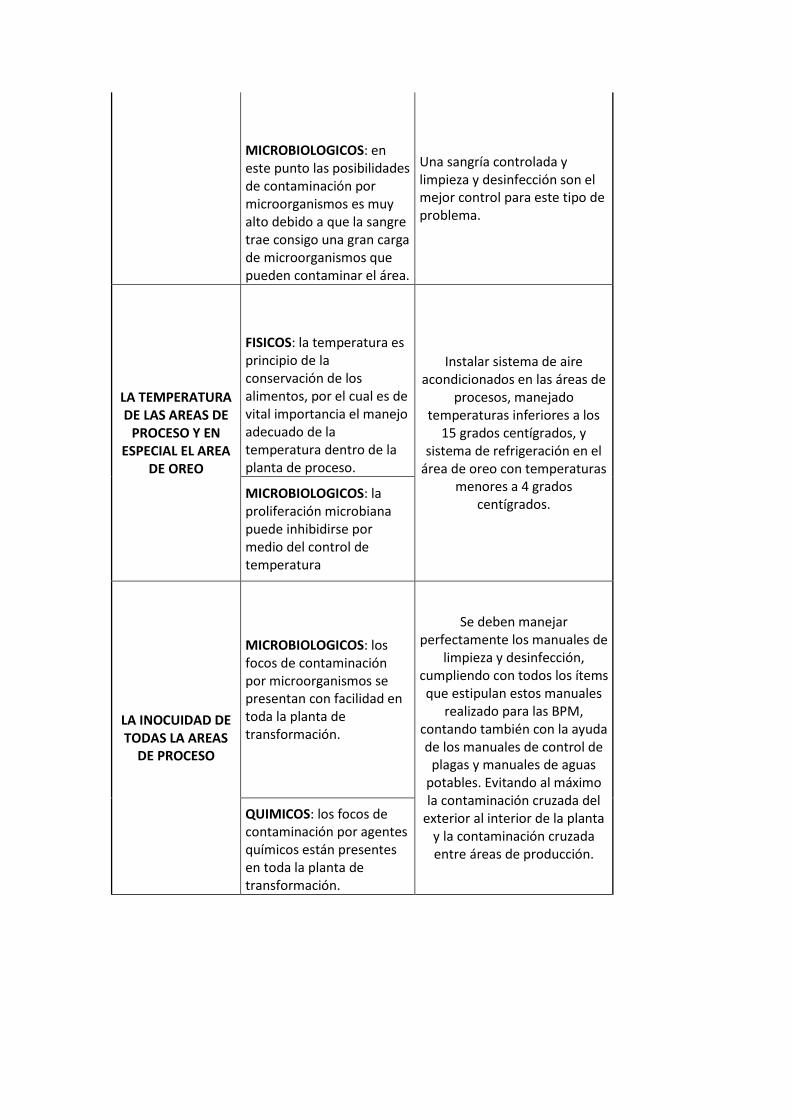
MICROBIOLOGICOS: en este punto las posibilidades de contaminación por microorganismos es muy alto debido a que la sangre trae consigo una gran carga de microorganismos que pueden contaminar el área.
Una sangría controlada y limpieza y desinfección son el mejor control para este tipo de problema.
LA TEMPERATURA DE LAS AREAS DE
PROCESO Y EN ESPECIAL EL AREA
DE OREO
FISICOS: la temperatura es principio de la conservación de los alimentos, por el cual es de vital importancia el manejo adecuado de la temperatura dentro de la planta de proceso.
Instalar sistema de aire acondicionados en las áreas de
procesos, manejado temperaturas inferiores a los
15 grados centígrados, y sistema de refrigeración en el
área de oreo con temperaturas menores a 4 grados
centígrados. MICROBIOLOGICOS: la proliferación microbiana puede inhibidirse por medio del control de temperatura
LA INOCUIDAD DE TODAS LA AREAS
DE PROCESO
MICROBIOLOGICOS: los focos de contaminación por microorganismos se presentan con facilidad en toda la planta de transformación.
Se deben manejar perfectamente los manuales de
limpieza y desinfección, cumpliendo con todos los ítems que estipulan estos manuales
realizado para las BPM, contando también con la ayuda de los manuales de control de
plagas y manuales de aguas potables. Evitando al máximo la contaminación cruzada del
exterior al interior de la planta y la contaminación cruzada entre áreas de producción.
QUIMICOS: los focos de contaminación por agentes químicos están presentes en toda la planta de transformación.
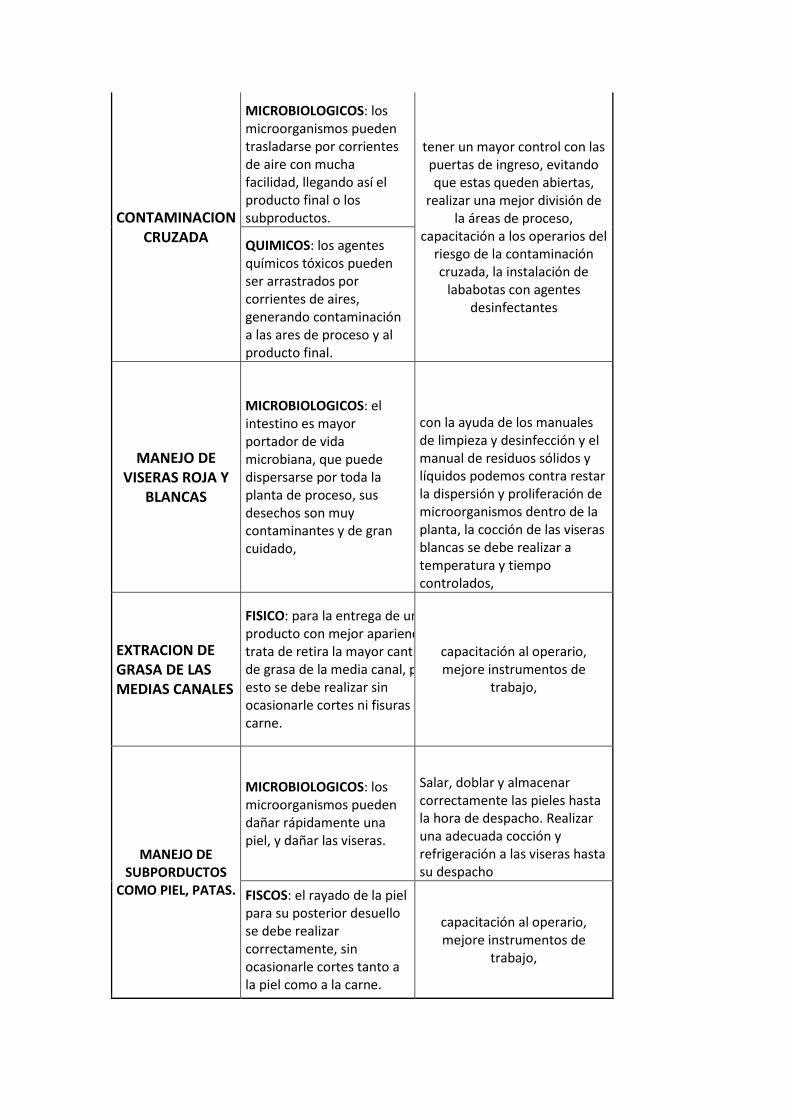
CONTAMINACION CRUZADA
MICROBIOLOGICOS: los microorganismos pueden trasladarse por corrientes de aire con mucha facilidad, llegando así el producto final o los subproductos.
tener un mayor control con las puertas de ingreso, evitando que estas queden abiertas,
realizar una mejor división de la áreas de proceso,
capacitación a los operarios del riesgo de la contaminación cruzada, la instalación de
lababotas con agentes desinfectantes
QUIMICOS: los agentes químicos tóxicos pueden ser arrastrados por corrientes de aires, generando contaminación a las ares de proceso y al producto final.
MANEJO DE VISERAS ROJA Y
BLANCAS
MICROBIOLOGICOS: el intestino es mayor portador de vida microbiana, que puede dispersarse por toda la planta de proceso, sus desechos son muy contaminantes y de gran cuidado,
con la ayuda de los manuales de limpieza y desinfección y el manual de residuos sólidos y líquidos podemos contra restar la dispersión y proliferación de microorganismos dentro de la planta, la cocción de las viseras blancas se debe realizar a temperatura y tiempo controlados,
EXTRACION DE GRASA DE LAS MEDIAS CANALES
FISICO: para la entrega de un producto con mejor apariencia se trata de retira la mayor cantidad de grasa de la media canal, pero esto se debe realizar sin ocasionarle cortes ni fisuras a la carne.
capacitación al operario, mejore instrumentos de
trabajo,
MANEJO DE SUBPORDUCTOS
COMO PIEL, PATAS.
MICROBIOLOGICOS: los microorganismos pueden dañar rápidamente una piel, y dañar las viseras.
Salar, doblar y almacenar correctamente las pieles hasta la hora de despacho. Realizar una adecuada cocción y refrigeración a las viseras hasta su despacho
FISCOS: el rayado de la piel para su posterior desuello se debe realizar correctamente, sin ocasionarle cortes tanto a la piel como a la carne.
capacitación al operario, mejore instrumentos de
trabajo,
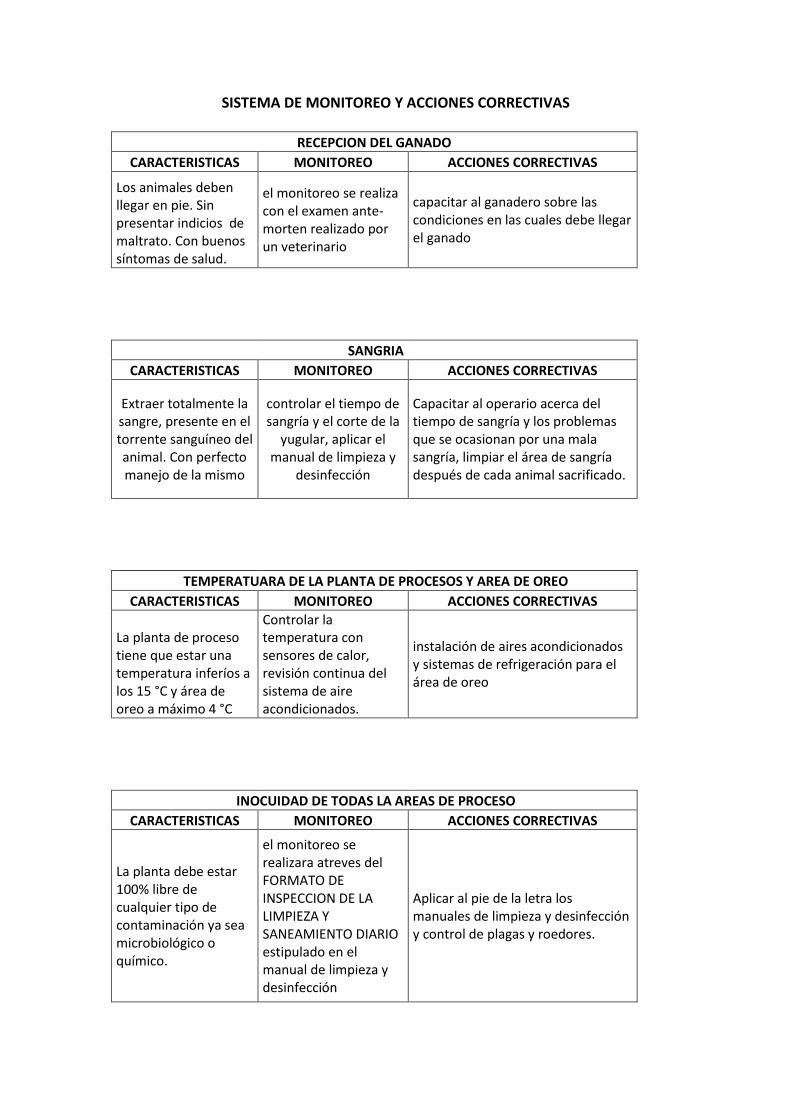
SISTEMA DE MONITOREO Y ACCIONES CORRECTIVAS
RECEPCION DEL GANADO
CARACTERISTICAS MONITOREO ACCIONES CORRECTIVAS
Los animales deben llegar en pie. Sin presentar indicios de maltrato. Con buenos síntomas de salud.
el monitoreo se realiza con el examen ante-morten realizado por un veterinario
capacitar al ganadero sobre las condiciones en las cuales debe llegar el ganado
SANGRIA
CARACTERISTICAS MONITOREO ACCIONES CORRECTIVAS
Extraer totalmente la sangre, presente en el torrente sanguíneo del animal. Con perfecto manejo de la mismo
controlar el tiempo de sangría y el corte de la
yugular, aplicar el manual de limpieza y
desinfección
Capacitar al operario acerca del tiempo de sangría y los problemas que se ocasionan por una mala sangría, limpiar el área de sangría después de cada animal sacrificado.
TEMPERATUARA DE LA PLANTA DE PROCESOS Y AREA DE OREO
CARACTERISTICAS MONITOREO ACCIONES CORRECTIVAS
La planta de proceso tiene que estar una temperatura inferíos a los 15 °C y área de oreo a máximo 4 °C
Controlar la temperatura con sensores de calor, revisión continua del sistema de aire acondicionados.
instalación de aires acondicionados y sistemas de refrigeración para el área de oreo
INOCUIDAD DE TODAS LA AREAS DE PROCESO
CARACTERISTICAS MONITOREO ACCIONES CORRECTIVAS
La planta debe estar 100% libre de cualquier tipo de contaminación ya sea microbiológico o químico.
el monitoreo se realizara atreves del FORMATO DE INSPECCION DE LA LIMPIEZA Y SANEAMIENTO DIARIO estipulado en el manual de limpieza y desinfección
Aplicar al pie de la letra los manuales de limpieza y desinfección y control de plagas y roedores.
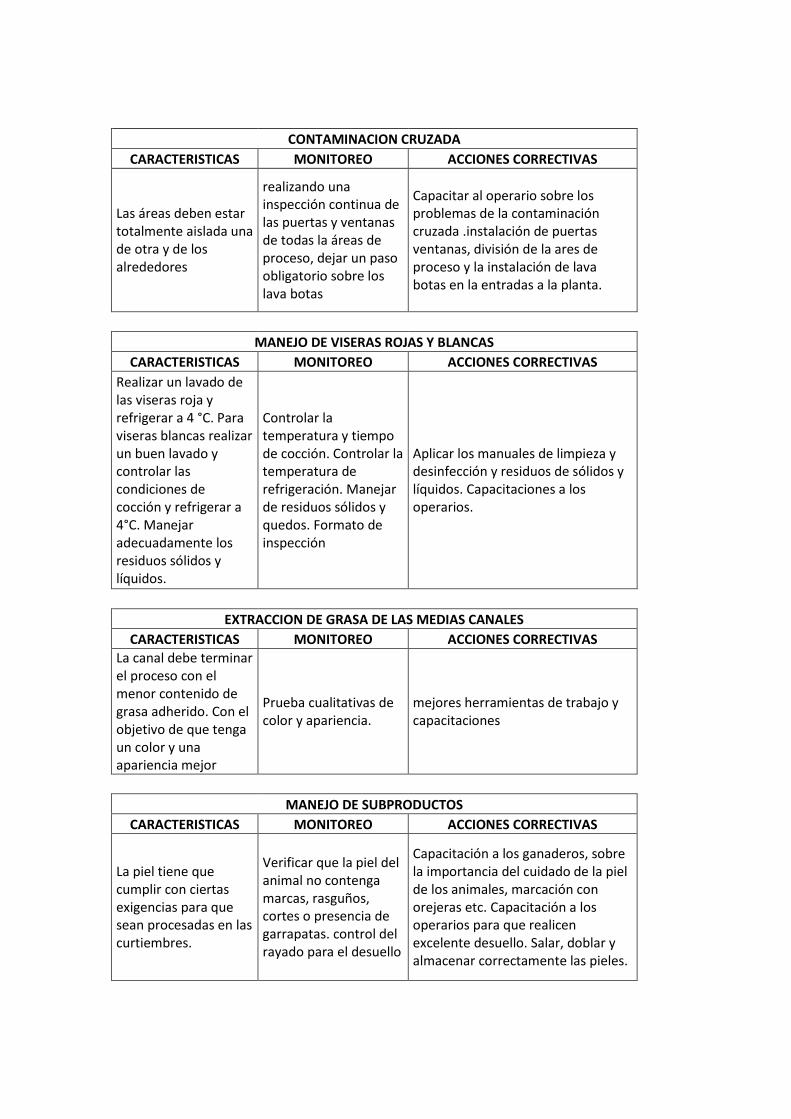
CONTAMINACION CRUZADA
CARACTERISTICAS MONITOREO ACCIONES CORRECTIVAS
Las áreas deben estar totalmente aislada una de otra y de los alrededores
realizando una inspección continua de las puertas y ventanas de todas la áreas de proceso, dejar un paso obligatorio sobre los lava botas
Capacitar al operario sobre los problemas de la contaminación cruzada .instalación de puertas ventanas, división de la ares de proceso y la instalación de lava botas en la entradas a la planta.
MANEJO DE VISERAS ROJAS Y BLANCAS
CARACTERISTICAS MONITOREO ACCIONES CORRECTIVAS
Realizar un lavado de las viseras roja y refrigerar a 4 °C. Para viseras blancas realizar un buen lavado y controlar las condiciones de cocción y refrigerar a 4°C. Manejar adecuadamente los residuos sólidos y líquidos.
Controlar la temperatura y tiempo de cocción. Controlar la temperatura de refrigeración. Manejar de residuos sólidos y quedos. Formato de inspección
Aplicar los manuales de limpieza y desinfección y residuos de sólidos y líquidos. Capacitaciones a los operarios.
EXTRACCION DE GRASA DE LAS MEDIAS CANALES
CARACTERISTICAS MONITOREO ACCIONES CORRECTIVAS
La canal debe terminar el proceso con el menor contenido de grasa adherido. Con el objetivo de que tenga un color y una apariencia mejor
Prueba cualitativas de color y apariencia.
mejores herramientas de trabajo y capacitaciones
MANEJO DE SUBPRODUCTOS
CARACTERISTICAS MONITOREO ACCIONES CORRECTIVAS
La piel tiene que cumplir con ciertas exigencias para que sean procesadas en las curtiembres.
Verificar que la piel del animal no contenga marcas, rasguños, cortes o presencia de garrapatas. control del rayado para el desuello
Capacitación a los ganaderos, sobre la importancia del cuidado de la piel de los animales, marcación con orejeras etc. Capacitación a los operarios para que realicen excelente desuello. Salar, doblar y almacenar correctamente las pieles.

PCC PCC PCC PCC TEMPERATURA INOCUIDAD CONTAMINACION CRUZADA
PCC PCC
DIAGRAMA DE PROCESO DEL MATADERO
MUNICIPAL DE BOCHALEMA
RECEPCION DEL ANIMAL
BAÑO EXTERNO
SACRIFICIO INSENSIBILIZACION
IZADO
SANGRIA
CORTES DE SEPARACION
TRANSPPORTE AL MATADERO
CONDUCCION A LA MANGA
FAENAO
DESUELLO
ACABADO
EVISCERACION
DIVISION DE LA CANAL
OREO
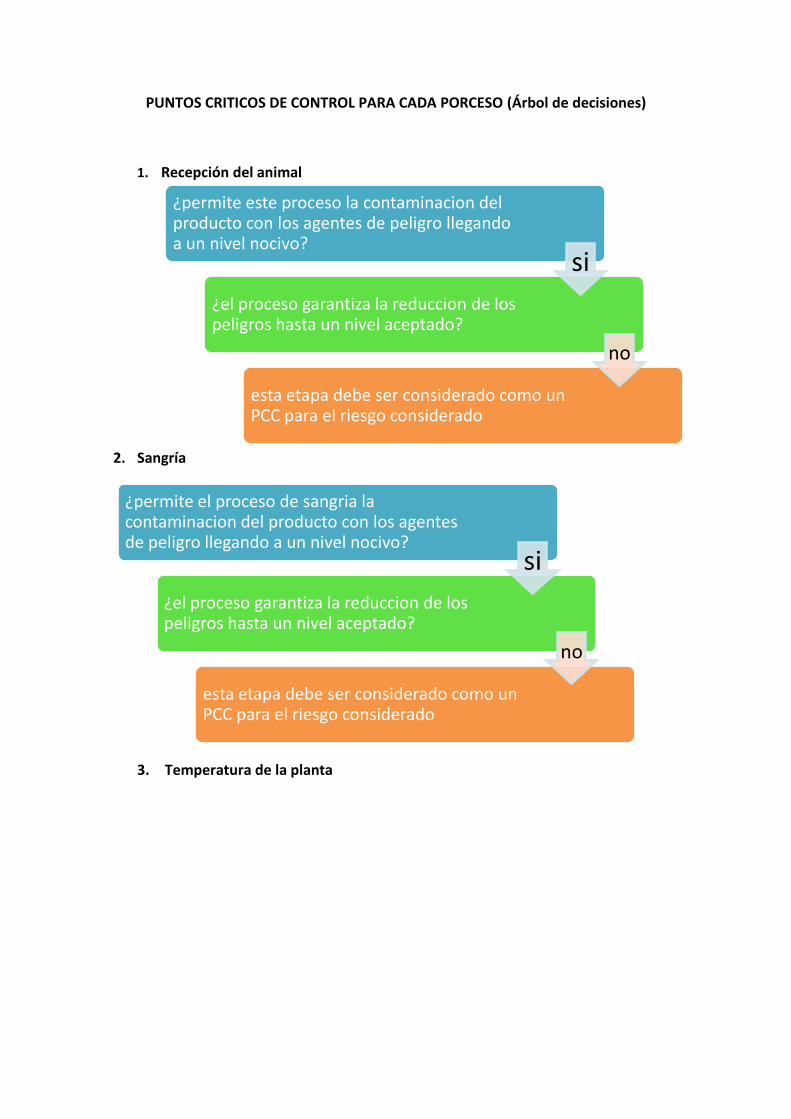
PUNTOS CRITICOS DE CONTROL PARA CADA PORCESO (Árbol de decisiones)
1. Recepción del animal
2. Sangría
3. Temperatura de la planta
¿permite este proceso la contaminacion del producto con los agentes de peligro llegando a un nivel nocivo?
¿el proceso garantiza la reduccion de los peligros hasta un nivel aceptado?
esta etapa debe ser considerado como un PCC para el riesgo considerado
si
no
¿permite el proceso de sangria la contaminacion del producto con los agentes de peligro llegando a un nivel nocivo?
¿el proceso garantiza la reduccion de los peligros hasta un nivel aceptado?
esta etapa debe ser considerado como un PCC para el riesgo considerado
si
no
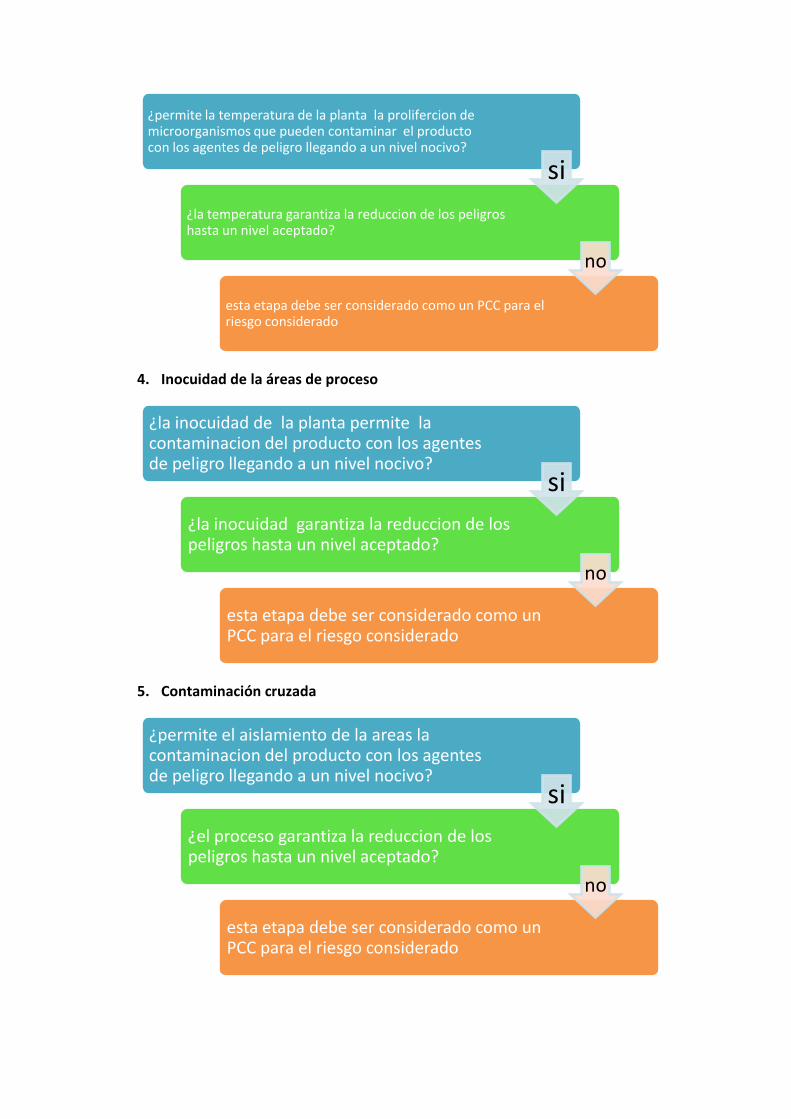
4. Inocuidad de la áreas de proceso
5. Contaminación cruzada
¿permite la temperatura de la planta la prolifercion de microorganismos que pueden contaminar el producto con los agentes de peligro llegando a un nivel nocivo?
¿la temperatura garantiza la reduccion de los peligros hasta un nivel aceptado?
esta etapa debe ser considerado como un PCC para el riesgo considerado
si
no
¿la inocuidad de la planta permite la contaminacion del producto con los agentes de peligro llegando a un nivel nocivo?
¿la inocuidad garantiza la reduccion de los peligros hasta un nivel aceptado?
esta etapa debe ser considerado como un PCC para el riesgo considerado
si
no
¿permite el aislamiento de la areas la contaminacion del producto con los agentes de peligro llegando a un nivel nocivo?
¿el proceso garantiza la reduccion de los peligros hasta un nivel aceptado?
esta etapa debe ser considerado como un PCC para el riesgo considerado
si
no
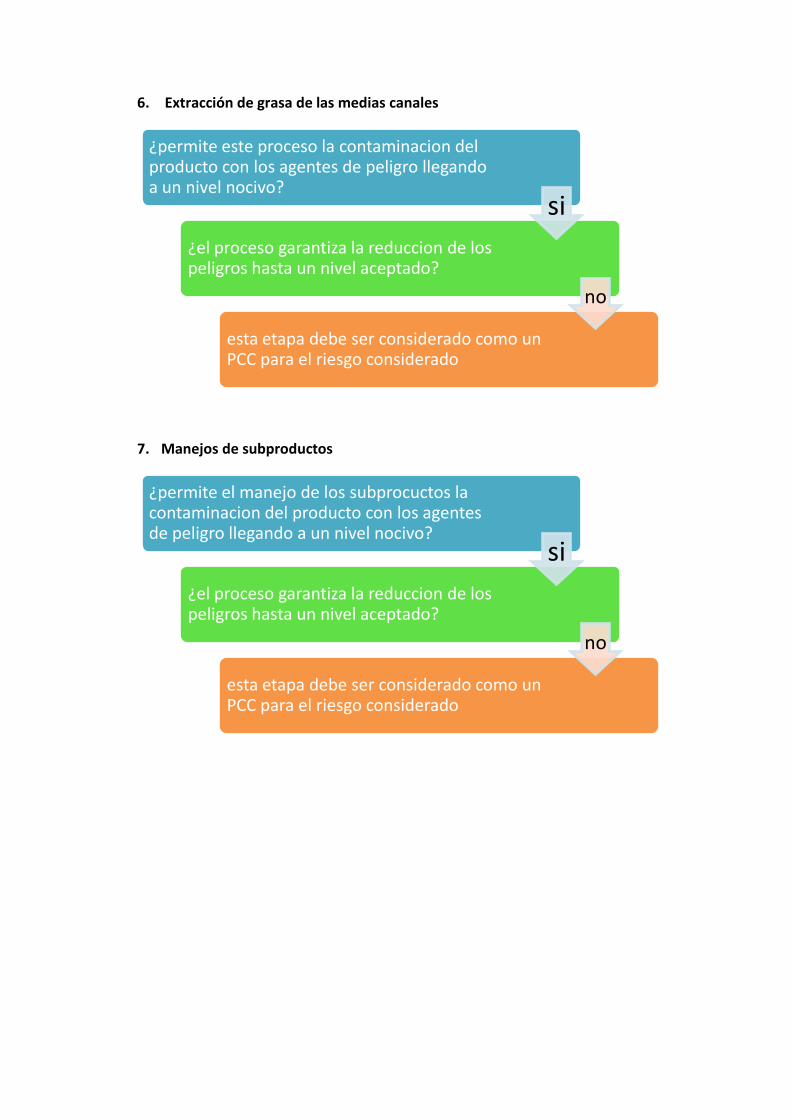
6. Extracción de grasa de las medias canales
7. Manejos de subproductos
¿permite este proceso la contaminacion del producto con los agentes de peligro llegando a un nivel nocivo?
¿el proceso garantiza la reduccion de los peligros hasta un nivel aceptado?
esta etapa debe ser considerado como un PCC para el riesgo considerado
si
no
¿permite el manejo de los subprocuctos la contaminacion del producto con los agentes de peligro llegando a un nivel nocivo?
¿el proceso garantiza la reduccion de los peligros hasta un nivel aceptado?
esta etapa debe ser considerado como un PCC para el riesgo considerado
si
no
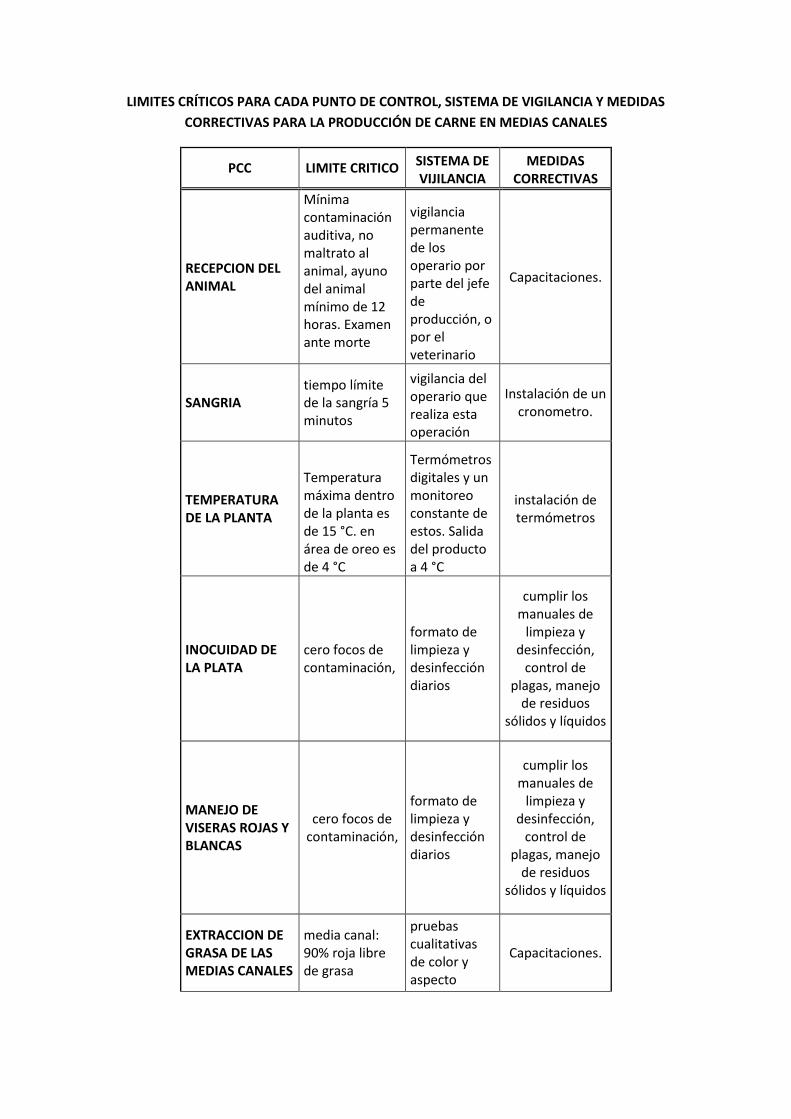
LIMITES CRÍTICOS PARA CADA PUNTO DE CONTROL, SISTEMA DE VIGILANCIA Y MEDIDAS
CORRECTIVAS PARA LA PRODUCCIÓN DE CARNE EN MEDIAS CANALES
PCC LIMITE CRITICO SISTEMA DE VIJILANCIA
MEDIDAS CORRECTIVAS
RECEPCION DEL ANIMAL
Mínima contaminación auditiva, no maltrato al animal, ayuno del animal mínimo de 12 horas. Examen ante morte
vigilancia permanente de los operario por parte del jefe de producción, o por el veterinario
Capacitaciones.
SANGRIA tiempo límite de la sangría 5 minutos
vigilancia del operario que realiza esta operación
Instalación de un cronometro.
TEMPERATURA DE LA PLANTA
Temperatura máxima dentro de la planta es de 15 °C. en área de oreo es de 4 °C
Termómetros digitales y un monitoreo constante de estos. Salida del producto a 4 °C
instalación de termómetros
INOCUIDAD DE LA PLATA
cero focos de contaminación,
formato de limpieza y desinfección diarios
cumplir los manuales de
limpieza y desinfección,
control de plagas, manejo
de residuos sólidos y líquidos
MANEJO DE VISERAS ROJAS Y BLANCAS
cero focos de contaminación,
formato de limpieza y desinfección diarios
cumplir los manuales de
limpieza y desinfección,
control de plagas, manejo
de residuos sólidos y líquidos
EXTRACCION DE GRASA DE LAS MEDIAS CANALES
media canal: 90% roja libre de grasa
pruebas cualitativas de color y aspecto
Capacitaciones.
MANEJO DE SUBPRODUCCTOS COMO PIEL,PATAS
cero focos de contaminación,
formato de limpieza y desinfección diarios
cumplir los manuales de
limpieza y desinfección,
control de plagas, manejo
de residuos sólidos y líquidos
PROCEDIMIENTO DE VERIFICACIÓN
1. Registro de confiabilidad
RECEPCION DE ANIMALES
Fecha de recepción:
Nombre la finca
Dirección: Ciudad:
Nombre del ganadero
N° de orejera
Peso del animal
Observaciones
Firma operario
2. Formato de limpieza y desinfección
LIMPIEZA Y DESINFECCION
FECHA ASPECTO SI
NO
OBSERVACIONES
LIMPIEZA Y DESINFECCION DE EQUIPOS
Se remueven los residuos de cada una de
las superficies internas.
Los equipos quedaron completamente
MATADERO MUNICIPAL
DE
MATADERO MUNICIPAL
DE
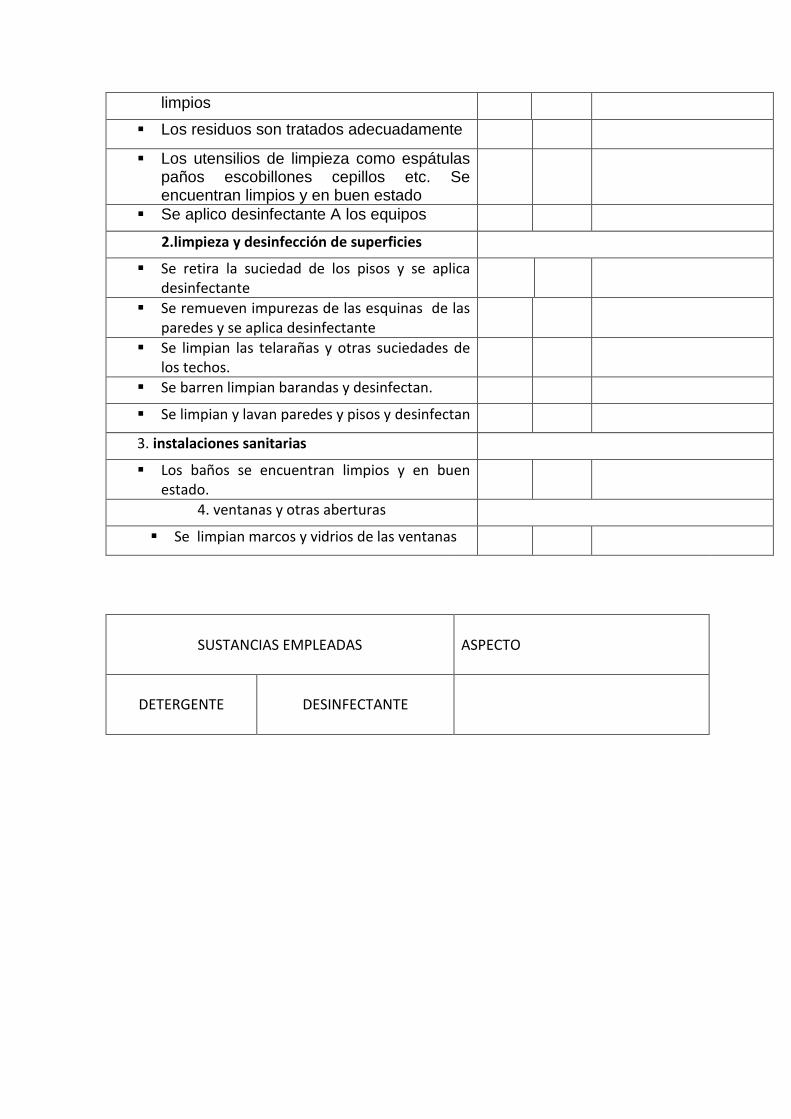
limpios
Los residuos son tratados adecuadamente
Los utensilios de limpieza como espátulas paños escobillones cepillos etc. Se encuentran limpios y en buen estado
Se aplico desinfectante A los equipos
2.limpieza y desinfección de superficies
Se retira la suciedad de los pisos y se aplica desinfectante
Se remueven impurezas de las esquinas de las paredes y se aplica desinfectante
Se limpian las telarañas y otras suciedades de los techos.
Se barren limpian barandas y desinfectan.
Se limpian y lavan paredes y pisos y desinfectan
3. instalaciones sanitarias
Los baños se encuentran limpios y en buen estado.
4. ventanas y otras aberturas
Se limpian marcos y vidrios de las ventanas
SUSTANCIAS EMPLEADAS
ASPECTO
DETERGENTE
DESINFECTANTE
3. Registros de control de quipos
REGISTRO DE CONTRO DE EQUIPOS
Fecha de control:
Equipo
ref:
limpieza: tipo y calidad de
desinféctate: fecha del último
mantenimiento
Observaciones
Firma operario
4. Registro evaluación del producto final.
REGISTRO EVALUCION DEL PRODUCTO FINAL
Fecha de evaluación:
Producto: N°
Lote:
Color
Temperatura de salida.
Observaciones
Firma operario
MATADERO MUNICIPAL
DE
MATADERO MUNICIPAL
DE
5. Registro de no conformidad del producto terminado
REGISTRO DE NO CONFORMIDADES DEL PRODUCTO FINAL
Fecha de evaluación:
Producto: N°
Lote:
Color
Temperatura de salida.
Observaciones de la no conformidad
Firma
Cuando el sistema de análisis de peligros y puntos críticos de control para el proceso de
producción de carne en media canales sea implementado, deberá someterse a una verificación
para corroborar que funciona correctamente, también debe realizarse una verificación de los
puntos críticos de control rutinariamente por lotes de producción, y una verificación del
programa HACCP cada tres meses o cuando ocurran cambios en el producto o el proceso.
MATADERO MUNICIPAL
DE
CONCLUSIONES
Al culminar los 7 principios de sistema HACCP se realizo el diseño del programa
HACPP para la producción de carne en medias canales, brinda un producto de alta
calidad e inocuidad, en base al control, prevención y vigilancia de factores que
puedan afectar al producto.
Gracias a la BPM y a los manuales prerrequisito, facilita la aplicación del programa
HACCP.
Cada manual tiene una gran importancia fundamental, para la obtención de un
producto inocuo de gran calidad.
Se encontraron 3 puntos críticos que afectan toda la planta de procesamiento, hay
que tenerlos en cuenta en todas las área de procesamiento, y que son
fundamentales para la inocuidad del producto, que son:
o la temperatura de toda la planta como método de inhibición de
microorganismos patógenos.
o La inocuidad de la planta para eliminar cualquier tipo de contaminación ya
sea microbiológico o químico.
o La contaminación cruzada problema de todas las áreas de procesamiento
como método de prevención de contaminaciones futuras.
Los restantes cuatro PCC son de áreas especificas con un determinado fin.
El monitoreo es de vital importancia para que el programa HCCP tenga excelentes
resultados, los formatos y la vigilancia continua de los operarios son el éxito de
programa