
adm de ope UNIDAD 1
54
UNIDAD 1 Introducción a los sistemas de producción Sistemas de producción tradicionales Sistemas avanzados de manufactura Actividades en la administración de operaciones Estrategias de operaciones en un entorno global UNIDAD 2 PRONOSTICO DE DEMANDA Características de la demanda Métodos cualitativos para los pronósticos Métodos cuantitativos para los pronósticos Pronósticos en el sector servicios Pronósticos para empresas en creación Uso de software en pronosticos UNIDAD 3 – ADMINISTRACION DE INVENTARIOS Costos involucrados en inventarios Análisis ABC Sistema de inventarios de cantidad fija: Modelo CEP clásico, Modelo CEP se permiten faltantes, Modelo del tamaño de lote de producción ,sin faltantes, Modelo del tamaño de lote de producción faltantes permitidos, Modelo CEP con descuentos por cantidad. Sistemas de inventarios de periodo fijo Modelos probabilísticos en inventarios Precisión de registro de inventarios Uso de software en inventarios UNIDAD 4 – ADMINISTRACION DE ALMACENES Función del almacén Localización Distribución de almacenes Selección de mobiliario y equipo de almacén Sistemas informáticos de administración de inventarios UNIDAD 5 – JUSTO A TIEMPO
-
Upload
jozeph-m-bocarando -
Category
Documents
-
view
251 -
download
9
description
ADO
Transcript of adm de ope UNIDAD 1

UNIDAD 1
Introducción a los sistemas de producción
Sistemas de producción tradicionales
Sistemas avanzados de manufactura
Actividades en la administración de operaciones
Estrategias de operaciones en un entorno global
UNIDAD 2
PRONOSTICO DE DEMANDA
Características de la demanda
Métodos cualitativos para los pronósticos
Métodos cuantitativos para los pronósticos
Pronósticos en el sector servicios
Pronósticos para empresas en creación
Uso de software en pronosticos
UNIDAD 3 – ADMINISTRACION DE INVENTARIOS
Costos involucrados en inventarios
Análisis ABC
Sistema de inventarios de cantidad fija: Modelo CEP clásico, Modelo CEP se permiten faltantes, Modelo del tamaño de lote de producción ,sin faltantes, Modelo del tamaño de lote de producción faltantes permitidos, Modelo CEP con descuentos por cantidad.
Sistemas de inventarios de periodo fijo
Modelos probabilísticos en inventarios
Precisión de registro de inventarios
Uso de software en inventarios
UNIDAD 4 – ADMINISTRACION DE ALMACENES
Función del almacén
Localización Distribución de almacenes
Selección de mobiliario y equipo de almacén
Sistemas informáticos de administración de inventarios
UNIDAD 5 – JUSTO A TIEMPO
Características de los sistemas justo a tiempo
Requisitos de un sistema JIT
Elementos de un sistema JIT
Kankan y su procedimiento
Tipos de kanban
Información de la tarjeta kanban
Calculo del número de kanban
JIT en el sector servicios
Principios de sistema de producción Toyota

INTRODUCCION A LOS SISTEMAS DE PRODUCCION
La administración de las operaciones es el área dentro de la empresa de planificar, producir o fabricar y distribuir, bienes de producción que cumplan las especificaciones, controles y expectativas de: costos, calidad, cantidad y tiempo, mediante el uso sistematizado de técnicas y herramientas de la ingeniería y la administración.
Los recursos son las personas, los materiales y el capital
Los recursos humanos (tanto físicos e intelectuales) son con frecuencia los activos clave.
Los materiales incluyen planta, equipo, inventarios y algunos bienes tales como energía.
El capital , en la forma de acciones deudas, impuestos y contribuciones, es una fuente de valoresque regula el flujo de los otros recursos.
Sistema: Conjunto de elementos que interactúan entre sí, para un fin común.
Producción: Es la suma de esfuerzos sistematizados de ingeniería, que se efectúan sobre una materia prima mediante el uso de diversas técnicas, con objeto de transformarla en un producto terminado de mayor valor .
Sistema de producción: es el esfuerzo de los diferentes entes de una industria para la transformación de la materia prima en un producto con valor.
Un sistema de producción le otorga a un empresario o fabricante una estructura que facilita la descripción y ejecución de un proceso productivo. Un sistema de producción también implica facilidades para la definición de reglas, mecanismos para acceder a una o más bases de conocimientos y datos; especificar una estrategia de control de cómo cada regla debe ser procesada y así resolver conflictos que puedan presentarse. Existen dos tipos de sistemas de producción: la transformación (bienes) y el comercio (servicios).
De bienes. Aquí se transforma la materia prima en un producto terminado.
De servicios. Se trata de empresas que venden bienes o servicios, es decir, compran productos para después comercializarlos.

LA EVOLUCIÓN DE LOS SISTEMAS DE PRODUCCIÓN.
Según la historia, las formas de producción han tenido avances, según el aprovechamiento de sus recursos, como se indica en el punto
La producción artesanal. La producción artesanal –donde la producción la realizaba una sola persona, desde su inicio hasta su final; claro está que eran productos únicos-
La producción en masa. La producción en masa –se origino gracias a la revolución industrial, con los avances tecnológicos de esos tiempos, se pudo dar una producción más continua; generalmente se trabajaba por medio de cierta especialización del trabajo, es decir: se producía en lotes por un grupo de personas
La producción esbelta. Después, la producción esbelta –tuvo su origen al final de la segunda guerra mundial, al perder Japón, en la empresa Toyota surge la necesidad de producir con más agilidad (sin obstrucciones) y con cero desperdicios. Recapitulando lo anterior podemos destacar que los avances en la forma de producir son gracias a la explotación de la tecnología, al trabajo que tiene una mejora continua, a la filosofía de cero desperdicios y al máximo aprovechamiento de todos los dispositivos actuales.
SISTEMAS DE PRODUCCIÓN TRADICIONALES
Se acepta que existen tres tipos tradicionales de sistemas de producción, que son la producción por trabajos o bajo pedido, la producción por lotes y la producción continua, a los cuales se puede agregar un cuarto tipo llamado tecnología de grupos. Estos tipos de sistemas no están necesariamente asociados con el volumen de producción, aunque si es una característica más. Es importante darse cuenta que el tipo de producción dicta el sistema organizativo, y en grado importante la distribución del equipo.
a) PRODUCCIÓN POR TRABAJOS O BAJO PEDIDO
Es el utilizado por la empresa que produce solamente después de haber recibido un encargo o pedido de sus productos. Sólo después del contrato o encargo de un determinado producto, la empresa lo elabora. En primer lugar, el producto se ofrece al mercado. Cuando se recibe el pedido, el plan ofrecido parta la cotización del cliente es utilizado para hacer un análisis más detallado del trabajo que se realizará. Este análisis del trabajo involucra:1) Una lista de todos los materiales necesarios para hacer el trabajo encomendado.2) Una relación completa del trabajo a realizar, dividido en número de horas para cada tipo de trabajo especializado.3) Un plan detallado de secuencia cronológica, que indique cuando deberá trabajar cada tipo de mano de obra y cuándo cada tipo de material deberá estar disponible para poder ser utilizado. El caso mas simple de producción bajo pedido es el del taller o de la producción unitaria. Es el sistema en el cual la producción se hace por unidades o cantidades pequeña, cada producto a su tiempo lo cual se modifica a medida que se realiza el trabajo.
El proceso productivo es poco automatizado y estandarizado. Sin embargo el nivel tecnológico depende del tipo de empresa y a medida que este aumenta, aumentan también los problemas gerenciales, a menos que la fuerza de trabajo y otros recursos se dispersen al término de cada trabajo.

Acuerdo sobre resultados cuantificables a intervalos especificados .Un comité administrativo que este facultado para tomar decisiones relativas a las necesidades delos trabajos, a la mano de obra y otros recursos .En el caso de la producción de equipos especializados individuales es inevitable recurrir a la producción por trabajos, pero en el caso de la fabricación cuantitativa es concebible, aunque poco probable, que pueda también usarse la producción por trabajos. Sí un trabajo comprende cinco unidades idénticas y se decide producirlas simultáneamente mediante un sistema de producción por trabajos , sed requerirán entonces cinco grupos de trabajo completos, debiendo abarcar cada grupo todas las especialidades necesarias. El valor agregado a cada unidad aumentará entonces en forma continua y en `paralelo', con relación al tiempo.
b) PRODUCCIÓN POR LOTES
Es el sistema de producción que usan las empresas que producen una cantidad limitada de un producto cada vez, al aumentar las cantidades más allá de las pocas que se fabrican al iniciar la compañía, el trabajo puede realizarse de esta manera. Esa cantidad limitada se denomina lote de producción. Estos métodos requieren que el trabajo relacionado con cualquier producto se divida en partes u operaciones, y que cada operación quede terminada para el lote completo antes de emprender la siguiente operación.
Esta técnica es tal ves el tipo de producción más común. Su aplicación permite cierto grado de especialización de la mano de obra, y la inversión de capital se mantiene baja, aunque es considerable la organización y la planeación que se requieren para librarse del tiempo de inactividad o pérdida de tiempo. Es en la producción por lotes donde el departamento de control de producción puede producir los mayores beneficios, pero es también en este tipo de producción donde se encuentran las mayores dificultades para organizar el funcionamiento efectivo del departamento de control de producción. Al hacerse cierto número de productos el trabajo que requiere cada unidad se dividirá en varias operaciones, no necesariamente de igual contenido de trabajo, y los operarios también se dividirán en grupos de trabajo. De manera que al terminar el primer grupo una parte del proceso del producto pasa al siguiente grupo y así sucesivamente hasta terminar la manufactura, el lote no pasa a otro grupo hasta que este terminado todo el trabajo relacionado a esa operación: la transferencia de lotes parciales a menudo puede conducir a considerables dificultades organizativas.
Durante la manufactura por lotes existen siempre materiales en reposo mientras se termina de procesar el lote. Los periodos de reposo de cualquier unidad de un lote de ̀ n' unidades suman (n-1) / n x 100 por ciento del tiempo total de producción por lotes. Esto es característico de la producción por lotes, donde el contenido de trabajo del material aumenta en forma irregular y da origen a una cantidad sustancial de trabajos en proceso. Además del periodo de reposo antes indicado, las dificultades organizativas de la producción por lotes podrían generar otros tiempos de reposo. Cuando hay varios lotes pasando por las mismas etapas de producción y compitiendo por los recursos, es común transferir un lote de un operario o de una máquina o un almacén de `espera' o de `trabajos en proceso', para esperar ahí la disponibilidad del siguiente operador o máquina. Esto es un gran problema para la administración, y no se puede evitar que exista siempre un periodo de reposo por cada unidad del lote, mientras se realiza el trabajo en los demás miembros del lote, y otro periodo de reposo mientras el lote entero está en el almacén de espera. Producción por lotes y distribución funcional .En este sistema existe otro período de demora adicional mucho más serio relacionado con la distribución del equipo. Este sistema , que es con mucho el más común en la industria británica y estadounidense, el equipo se agrupa atendiendo a la función que desempeña en el proceso de transformación del producto. El efecto de este complejo flujo de material: Ocasiona que el material permanezca en la unidad de producción, aunque no esté siendo trabajado, durante un tiempo considerablemente mayor que el que representa el contenido de trabajo. Crea un problema organizacional de gran complejidad. Específicamente por las rutas que deben seguir los lotes en la operación.
Presenta problemas de control muy difíciles, ya que se debe seguir la pista de cada trabajo en su paso por los procesadores. Esto plantea a menudo problemas de recopilación y procesamiento de datos tan grandes, que se abandona la tarea de control y se emprenden todas las acciones con base en `emergencia'. Las ventajas que se aducen a favor de la distribución funcional son: Flexibilidad; se pueden cambiar con facilidad las secuencias y prioridades de los trabajos. La utilización del equipo puede ser elevada. Como los operarios tienden a concentrarse en un solo proceso, su habilidad en dicho proceso puede ser considerable. La supervisión de un grupo de supervisores que desempeñan las mismas o muy similares funciones, dan por resultado un gran conocimiento relativo a dichos procesadores. La descompostura de un procesador no inmoviliza la producción.
C) PRODUCCIÓN CONTINUA
Este sistema es el empleado por las empresas que producen un determinado producto, sin cambios, por un largo período. El ritmo de producción es acelerado y las operaciones se ejecutan sin interrupción. Como el producto es el mismo, el proceso de producción no sufre cambiosseguidos y puede ser perfeccionado continuamente. Este tipo de producción es aquel donde el contenido de trabajo del producto aumenta en forma continua. Es aquella donde el procesamiento de material es continuo y progresivo. Entonces la operación continua significa que al terminar el trabajo determinado en cada operación, la unidad se pasa a la siguiente etapa de trabajo sin esperar todo el trabajo en el lote. Para que el trabajo fluya libremente los tiempos de cada operación deberán de ser de igual longitud y nodeben aparecer movimiento hacia fuera de la línea de producción. Por lo tanto la inspección deberá realizarse dentro de la línea de producción de proceso, no debiendo tomar un tiempo mayor que el de operación de la unidad. Además como el sistema esta balanceado cualquier falla afecta no solo a la etapa donde ocurre, sino también a las demás etapas de la línea de producción. Bajo esas circunstancias la línea se debe considerar en conjunto como una entidad aislada y no permitiéndose su descompostura en ningún punto. Se cree a veces que la producción continua es una técnica reciente , lo cual no es cierto.
Pues en1784 en Pensilvania , se diseñó y opero un molino de granos mecanizado; en 1804 el arsenal británico desarrollo una línea continua con trabajadores dispuestos a lo largo de una máquina amasadora de galletas. Sin embargo el ejemplo más significativo de producción continua se realizó mucho mas tarde en 1914-16, cuando la compañía Ford, instalo una gran planta de producción enserie para fabricar el auto Modelo T. Para que la producción continua pueda funcionar satisfactoriamente hay que considerar los siguientes requisitos: Debe haber una demanda sustancialmente constante. Si la demanda fuera intermitente, originaría una acumulación de trabajo terminado que podría originar dificultades de almacenaje. Alternativamente, si la producción fluctuara debido a la demanda, el establecimiento y balance dela línea continua necesitarían realizarse con cierta frecuencia, lo cual conduce a un costo excesivamente alto. En las industrias que tienen demandas con gran fluctuación, se alcanza la nivelación produciendo más existencias durante los periodos `planos', y de estas existencias se completa la producción corriente durante los periodos `pico'. Por supuesto el costo que se paga por esta simplificación organizacional es el costo de llevar en existencia los productos terminados

Historia de administración de operaciones
EVOLUCIÓN HISTÓRICA DE LA ADMINISTRACIÓN DE LA PRODUCCIÓN Y DE LAS OPERACIONES.
Durante más de dos siglos la administración de las operaciones ha sido reconocida como un
factor importante en nuestro bienestar económico, con un desarrollo progresivo identificado por
una serie de nombres: administración industrial, administración de producción y administración
de operaciones, todos los cuales describen la misma disciplina general, el orden de las
denominaciones refleja la evolución de la moderna administración de operaciones. La visión
tradicional de la administración industrial inició en el siglo XVIII con Adam Smith de que la
subdivisión y la especialización en el trabajo arrojan beneficios económicos. Smith recomendó
dividir los trabajos en subtareas y reasignar a los trabajadores a tareas especializadas en las que
pudiesen volverse sumamente hábiles Y eficientes.
A inicio del siglo XX, Frederick W. Taylor, implantó las teorías de Smith y promovió la
administración científica, a lo ancho y largo del ya vasto complejo industrial de su tiempo. Desde
entonces y hasta 1930 prevaleció el enfoque tradicional, muchas de las técnicas que aún hoy se
utilizan se concibieron en aquellos tiempos. Una breve reseña de estas otras aportaciones a la
administración aparece en la tabla 1.1
La administración de producción fue la denominación más comúnmente aceptada de los años
treinta a los cincuenta, a medida que la obra de Frederick Taylor se difundió con mayor amplitud,
y que otros estudiosos de la administración adoptaron el enfoque científico, se idearon técnicas
que colocaban la eficiencia económica en la esencia misma de las organizaciones industriales. Los
trabajadores fueron puestos bajo el microscopio, a fin de acabar con el desperdicio de esfuerzos y
alcanzar una mayor eficiencia. Los directivos de empresa, descubren que los trabajadores tienen
necesidades de carácter múltiple, y no solo económico cambiaron sus puntos de vista.
Psicólogos, sociólogos y otros científicos sociales, emprendieron el estudio de la gente y su
comportamiento en el medio laboral, además, economistas, matemáticos y científicos en
informática aportaron enfoques analíticos novedosos y de mayor refinamiento técnico.
Ya en la década de 1970, se dieron dos claros cambios metodológicos:
1.- El más evidente fue la nueva denominación: ADMINISTRACIÓN DE OPERACIONES; que
manifestaba naturalmente los cambios ocurridos en los sectores industrial y de servicios en la
economía. A medida que el sector de servicios creció en importancia, el cambio de producción a
operaciones acentúo la ampliación del campo en las organizaciones de servicios así como aquellas
que producían bienes físicos.
2.- Más sutil, fue el inicio del interés de la síntesis y no tan sólo en el análisis, quien destacó en
esta tendencia fue WICKHAM SKINNER la industria estadounidense despertó de su abandono de
la función operacional como arma decisiva en la estrategia competitiva global de toda
organización. Enfrascados antes en una intensa orientación analítica y en un énfasis en la
mercadotecnia y las finanzas, habían dejado de asegurarse de que las actividades de producción
están integradas en los niveles más altos de estrategia y de política organizacional a fin de ofrecer
un liderazgo preciso no diverso y fragmentado, en todas las organizaciones. La función
operacional juega un papel estratégico fundamental para la satisfacción de las necesidades de los
consumidores en todo el mundo.
SISTEMAS AVANZADOS DE MANUFACTURA
La Tecnología avanza cada vez más rápido con el paso del tiempo, y esto nos ayuda a facilitar la vida cotidiana, así como una producción más eficaz y velos en las empresas. Hay aditamentos para maquinas que nos reducen el esfuerzo humano, y también nos ayudan a tener una producción en menor tiempo, lo que nos genera por consiguiente mayores utilidades. Las maquinas nos han facilitado de manera muy amplia al desarrollo industrial y económico de las empresas, por ello se podría decir que juegan un papel muy importante y son un pilar para el desarrollo tecnológico. Un ejemplo de esto, son las maquinas -torno, fresa, etc.- CNC (control numérico por computadora); diseñadas para la producción en masa, además de facilitar algunos trabajos que son casi imposibles de realizar, en algún otro tipo de máquina.
Es una función que lleva acabo el personal técnico, y esta relacionado con la planeación de los procesos de manufactura para la producción económica de productos de alta calidad.
Su propósito general es optimizar la manufactura dentro de la empresa determinada.
Por lo general usan estas 3 actividades:
1) Planeación de los procesos
2) Solución de problemas y mejoramiento continuo.
3) Diseño para capacidad de manufactura.
Existen 5 tipos:
CAD/CAM
MRPJ/MRPII
JITFRM/CJMTQC/TQM

CAD – CAM(Diseño y Manufactura asistido por computadora).
-Sistema que provee de información e instrucciones para la automatización de máquinas en la creación de partes, ensambles, y circuitos; utilizando como punto de partida la información de la geometría creada por el CAD. (anterior concepto de CAM)
De una manera más global es el uso efectivo de las tecnologías de cómputo en la planeación, administración y control de la producción en una empresa.
MRPJ/MRPII (Planificación de Requerimientos Materiales/Planificación de los Re-cursos de Manufactura).
Es un sistema para planear y programar los requerimientos de los materiales en el tiempo para las operaciones de producción finales que aparecen en el programa maestro de producción. También proporciona resultados, tales como las fechas límite para los componentes, las que posteriormente se utilizan para el control de taller. Una vez que estos productos del MRP están disponibles, permiten calcular los requerimientos de capacidad detallada para los centros de trabajo en el área de producción.
TCQ/TQM (Control Total de la Calidad/Gestión Total por la Calidad)
Se dice que la calidad es total, porque comprende todos y cada uno de los aspectos de la organización, porque involucra y compromete a todas y cada una de las personas de la organización. La calidad tradicional trataba de arreglar la calidad después de cometer errores; pero la Calidad Total se centra en conseguir que las cosas se hagan bien a la primera. Japón ha hecho de la Calidad Total, uno de los pilares de su renacimiento industrial, definiéndola en función del cliente.
FMS/CJM(Sistemas Flexibles de Manufactura/Manufactura Integrada por Computadora)
Una computadora central envía instrucciones a cada estación de trabajo y al equipo de manejo de materiales. Flexible porque es capaz de procesar varios productos y cantidades de producción que pueden ser ajustadas en respuesta a los comportamientos de la demanda.
ACTIVIDADES EN LA ADMINISTRACION DE OPERACIONES
Los Administradores de Operaciones (ADO) son los responsables de la producción de bienes o servicios de las organizaciones.
Los Administradores de Operaciones toman decisiones que se relacionan con la función de operaciones y los sistemas de transformación que se utilizan. La administración de operaciones es el estudio de la toma de decisiones en la función de operaciones.
Función
Sistemas
Decisiones
Planeación de la producción consiste en decidir las cantidades de mano de obra: materias primas, maquinaria y equipo, para realizar la fabricación que esta determinada por anticipado con respecto a capacidad y facilidades dela planta , demanda del mercado, utilidades que dessen lograr, puestos laborales que se crean.
Planeación de los inventarios: tener materiales requeridos en el momento oportuno, sugiere una lista de órdenes de compra programa las adquisiciones a proveedores en función de la producción programada
Control de calidad: son todos los mecanismos, acciones, herramientas realizadas para detectar la presencia de errores. La función del control de calidad existe primordialmente como una organización de servicio, para conocer las especificaciones establecidas por la ingeniería del producto y proporcionar asistencia al departamento de fabricación, para que la producción alcance estas especificaciones. Como tal, la función consiste en la recolección y análisis de grandes cantidades de datos que después se presentan a diferentes departamentos para iniciar una acción correctiva adecuada. on todos los mecanismos, acciones, herramientas realizadas para detectar la presencia de errores. La función del control de calidad existe primordialmente como una organización de servicio, para conocer las especificaciones establecidas por la ingeniería del producto y proporcionar asistencia al departamento de fabricación, para que la producción alcance estas especificaciones. Como tal, la función consiste en la recolección y análisis de grandes cantidades de datos que después se presentan a diferentes departamentos para iniciar una acción correctiva adecuada.
Distribución del producto: hace referencia a la forma en que los productos son distribuidos hacia la plaza o punto de venta en donde estarán a disposición, serán ofrecidos o serán vendidos a los consumidores; así como a la selección de estas plazas o puntos de venta. hace referencia a la forma en que los productos son distribuidos hacia la plaza o punto de venta en donde estarán a disposición, serán ofrecidos o serán vendidos a los consumidores; así como a la selección de estas plazas o puntos de venta. Manejo de almacenes: El almacén es una unidad de servicio en la estructura orgánica y funcional de una empresa comercial o industrial con objetivos bien definidos de resguardo, custodia, control y abastecimiento de materiales y productos. La manera de organizar u administrar el departamento de almacenes depende de varios factores tales como el tamaño y el plano de organización de la empresa, el grado de descentralización deseado, la variedad de productos fabricados, la flexibilidad relativa de los equipos y facilidades de manufactura y de la programación de la producción.
FUNCIÓN
Los ADO son responsables del manejo de aquellos departamentos, áreas, etc. (funciones) de la Organización que producen bienes y servicios. Otras funciones de la Organización: marketing, finanzas, garantía de la calidad, recursos humanos
SISTEMAS
Información para el diseño y administración de los procesos productivos en todas las áreas funcionales de Operaciones. Integración de todas las actividades necesarias para la producción de bienes y servicios. Políticas, procedimientos, especificaciones, fórmulas, licencias, métodos de manufactura y de control, normas, legislación vigente.
DECISIONESToma permanente de decisiones en 5 áreas, como mínimo: Procesos, Capacidad, Inventarios, Mano de Obra, Calidad.
ESTRATEGIA DE OPERACIONES EN UN ENTORNO GLOBAL
¿Qué es una Estrategia Global?
Es convertir una colección de negocios nacionales en un solo negocio mundial con una estrategia global integrada, es uno de los retos más serios para los administradores de hoy.
Una Estrategia es Global en el grado en que está integrada entre diversos países.
Existen nuevos estándares de competitividad global que incluyen calidad, variedad, personalización, conveniencia, fechas de entrega y costo. Esta globalización de la estrategia aporta eficiencia y agrega valor a los productos y servicios que se ofrecen en el mundo, pero también complica la tarea del administrador de operaciones.
Una estrategia global puede reducir los costos mundiales en diferentes formas:
1. Economías de Escala: se pueden realizar aunando la producción u otras actividades para dos o más pases.
2. Costos más bajo de factores: se puede lograr llevando la manufactura u otras actividades a países de bajo costo.
3. Producción concentrada: significa reducir el número de productos que se fabrican, de muchos modelos locales a unos pocos globales.
4. Flexibilidad: aquella en que se puede explotar pasando la producción de un sitio a otro en breve plazo, a fin de aprovechar el costo más bajo en un momento dado.
5. Aumento del poder negociador: con una estrategia que permita trasladar la producción entre múltiples sitios de manufactura en diferentes países.
VISIÓN GLOBAL DE LAS OPERACIONES.
Busca aprovechar las oportunidades tangibles para disminuir costos.
Muchas operaciones internacionales buscan aprovechar las oportunidades tangibles para disminuir sus costos. Una localización en el extranjero con salarios más bajos puede ayudar a disminuir los costos directos e indirectos.
Mejorar la cadena de suministro. La cadena de suministro a menudo puede mejorarse al localizar instalaciones en países donde se puede disponer de recursos únicos. Estos recursos pueden ser experiencia, mano de obra o materias primas.
Atraer nuevos mercados. Debido a que las operaciones internacionales requieren la interacción con clientes, proveedores y otros negocios competitivos extranjeros, las empresas internacionales aprenden, inevitablemente, cuales son las oportunidades para los nuevos productos y servicios
UNIDAD 1
Ejercicio 1
Cierta empresa utiliza los siguientes factores de producción en su proceso productivo: trabajo: 1.200 horas; capital tipo A: 30 unidades; capital tipo B: 5 unidades; circulante clase 1: 500 unidades,
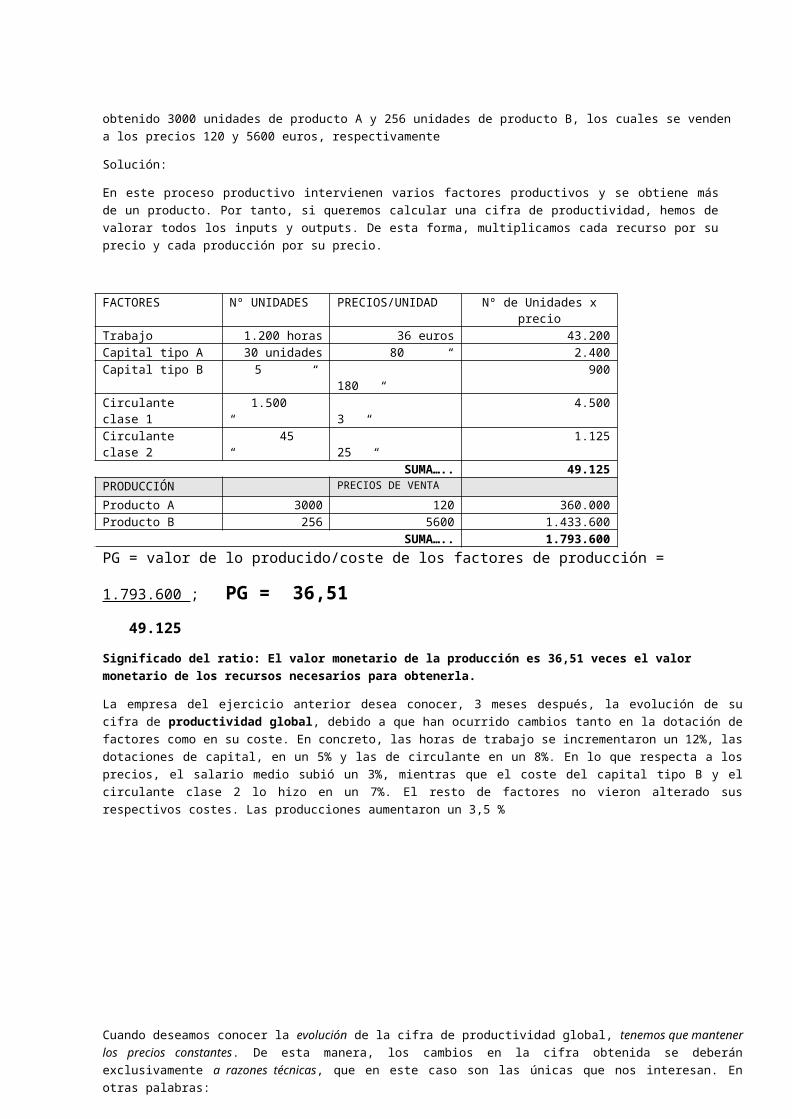
circulante clase 2: 45 unidades. Se conocen los precios unitarios de estos factores. Concretamente, trabajo: 36 euros; capital tipo A: 80 euros; capital tipo B: 180 euros; circulante clase 1: 3 euros; circulante clase 2: 25 euros. Con estos datos se pide calcular la productividad global, sabiendo que se han obtenido 3000 unidades de producto A y 256 unidades de producto B, los cuales se venden a los precios 120 y 5600 euros, respectivamente
Solución:
En este proceso productivo intervienen varios factores productivos y se obtiene más de un producto. Por tanto, si queremos calcular una cifra de productividad, hemos de valorar todos los inputs y outputs. De esta forma, multiplicamos cada recurso por su precio y cada producción por su precio.
FACTORES Nº UNIDADES PRECIOS/UNIDAD Nº de Unidades x precio
Trabajo 1.200 horas 36 euros 43.200Capital tipo A 30 unidades 80 “ 2.400Capital tipo B 5 “ 180 “ 900Circulante clase 1 1.500 “ 3 “ 4.500Circulante clase 2 45 “ 25 “ 1.125
SUMA….. 49.125PRODUCCIÓN PRECIOS DE VENTA
Producto A 3000 120 360.000Producto B 256 5600 1.433.600
SUMA….. 1.793.600PG = valor de lo producido/coste de los factores de producción =
1.793.600 ; PG = 36,51
49.125
Significado del ratio: El valor monetario de la producción es 36,51 veces el valor monetario de los recursos necesarios para obtenerla.
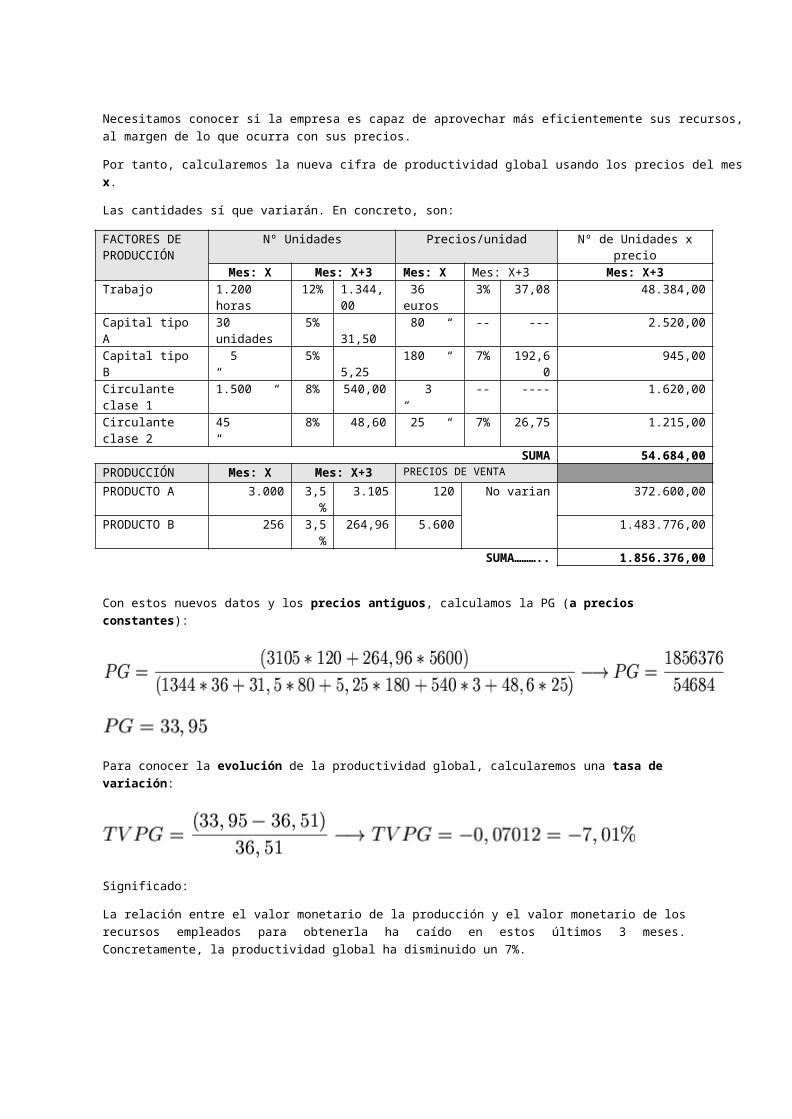
La empresa del ejercicio anterior desea conocer, 3 meses después, la evolución de su cifra de productividad global, debido a que han ocurrido cambios tanto en la dotación de factores como en su coste. En concreto, las horas de trabajo se incrementaron un 12%, las dotaciones de capital, en un 5% y las de circulante en un 8%. En lo que respecta a los precios, el salario medio subió un 3%, mientras que el coste del capital tipo B y el circulante clase 2 lo hizo en un 7%. El resto de factores no vieron alterado sus respectivos costes. Las producciones aumentaron un 3,5 %
Cuando deseamos conocer la evolución de la cifra de productividad global, tenemos que mantener los precios constantes. De esta manera, los cambios en la cifra obtenida se deberán exclusivamente a razones técnicas, que en este caso son las únicas que nos interesan. En otras palabras:
Necesitamos conocer si la empresa es capaz de aprovechar más eficientemente sus recursos, al margen de lo que ocurra con sus precios.
Por tanto, calcularemos la nueva cifra de productividad global usando los precios del mes x.
Las cantidades sí que variarán. En concreto, son:
FACTORES DE PRODUCCIÓN
Nº Unidades Precios/unidad Nº de Unidades x precio
Mes: X Mes: X+3 Mes: X Mes: X+3 Mes: X+3Trabajo 1.200 12% 1.344,0 36 3% 37,08 48.384,00

horas 0 eurosCapital tipo A 30
unidades5%
31,50 80 “ -- --- 2.520,00
Capital tipo B 5 “ 5% 5,25 180 “ 7% 192,60 945,00Circulante clase 1
1.500 “ 8% 540,00 3 “ -- ---- 1.620,00
Circulante clase 2
45 “ 8% 48,60 25 “ 7% 26,75 1.215,00
SUMA 54.684,00PRODUCCIÓN Mes: X Mes: X+3 PRECIOS DE VENTA
PRODUCTO A 3.000 3,5%
3.105 120 No varian 372.600,00
PRODUCTO B 256 3,5%
264,96 5.600 1.483.776,00
SUMA……….. 1.856.376,00
Con estos nuevos datos y los precios antiguos, calculamos la PG (a precios constantes):
Para conocer la evolución de la productividad global, calcularemos una tasa de variación:
Significado:
La relación entre el valor monetario de la producción y el valor monetario de los recursos empleados para obtenerla ha caído en estos últimos 3 meses. Concretamente, la productividad global ha disminuido un 7%.
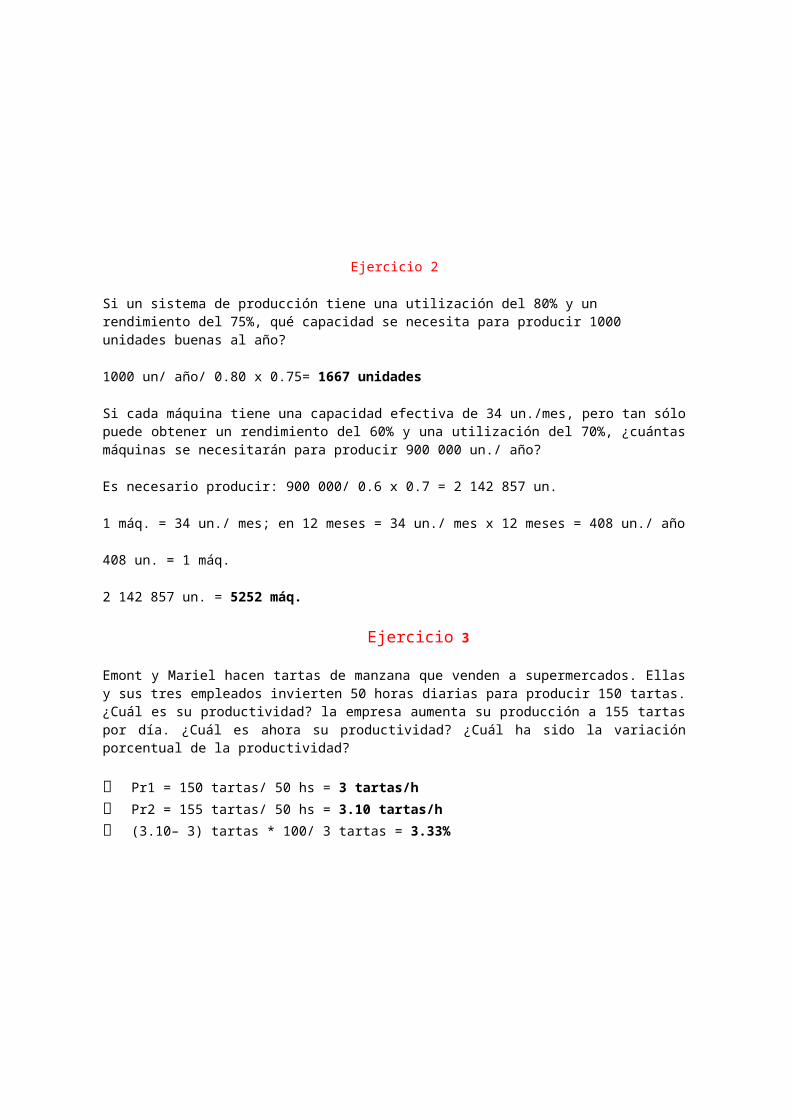
Ejercicio 2
Si un sistema de producción tiene una utilización del 80% y un rendimiento del 75%, qué capacidad se necesita para producir 1000 unidades buenas al año?
1000 un/ año/ 0.80 x 0.75= 1667 unidades
Si cada máquina tiene una capacidad efectiva de 34 un./mes, pero tan sólo puede obtener un rendimiento del 60% y una utilización del 70%, ¿cuántas máquinas se necesitarán para producir 900 000 un./ año?
Es necesario producir: 900 000/ 0.6 x 0.7 = 2 142 857 un.
1 máq. = 34 un./ mes; en 12 meses = 34 un./ mes x 12 meses = 408 un./ año
408 un. = 1 máq.
2 142 857 un. = 5252 máq.
Ejercicio 3
Emont y Mariel hacen tartas de manzana que venden a supermercados. Ellas y sus tres empleados invierten 50 horas diarias para producir 150 tartas. ¿Cuál es su productividad? la empresa aumenta su producción a 155 tartas por día. ¿Cuál es ahora su productividad? ¿Cuál ha sido la variación porcentual de la productividad?
Pr1 = 150 tartas/ 50 hs = 3 tartas/h Pr2 = 155 tartas/ 50 hs = 3.10 tartas/h (3.10– 3) tartas * 100/ 3 tartas = 3.33%
EJERCICIO 4
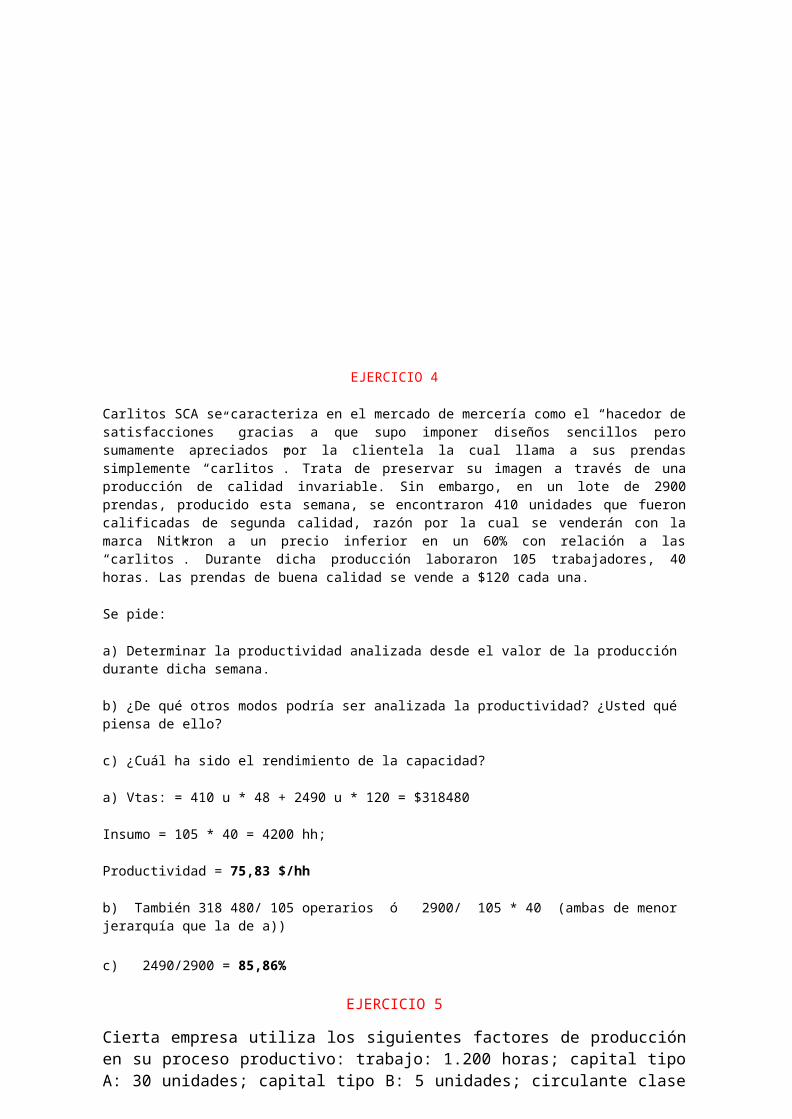
Carlitos SCA se caracteriza en el mercado de mercería como el “hacedor de satisfacciones” gracias a que supo imponer diseños sencillos pero sumamente apreciados por la clientela la cual llama a sus prendas simplemente “carlitos”. Trata de preservar su imagen a través de una producción de calidad invariable. Sin embargo, en un lote de 2900 prendas, producido esta semana, se encontraron 410 unidades que fueron calificadas de segunda calidad, razón por la cual se venderán con la marca Nitkron a un precio inferior en un 60% con relación a las “carlitos”. Durante dicha producción laboraron 105 trabajadores, 40 horas. Las prendas de buena calidad se vende a $120 cada una.
Se pide:

a) Determinar la productividad analizada desde el valor de la producción durante dicha semana.
b) ¿De qué otros modos podría ser analizada la productividad? ¿Usted qué piensa de ello?
c) ¿Cuál ha sido el rendimiento de la capacidad?
a) Vtas: = 410 u * 48 + 2490 u * 120 = $318480
Insumo = 105 * 40 = 4200 hh;
Productividad = 75,83 $/hh
b) También 318 480/ 105 operarios ó 2900/ 105 * 40 (ambas de menor jerarquía que la de a))
c) 2490/2900 = 85,86%
EJERCICIO 5
Cierta empresa utiliza los siguientes factores de producción en su proceso productivo: trabajo: 1.200 horas; capital tipo A: 30 unidades; capital tipo B: 5 unidades; circulante clase 1: 500 unidades, circulante clase 2: 45 unidades. Se conocen los precios unitarios de estos factores. Concretamente, trabajo: 36 euros; capital tipo A: 80 euros; capital tipo B: 180 euros; circulante clase 1: 3 euros; circulante clase 2: 25 euros. Con estos datos se pide calcular la productividad global, sabiendo que se han obtenido 3000 unidades de producto A y 256 unidades de producto B, los cuales se venden a los precios 120 y 5600 euros, respectivamente
SoluciónEn este proceso productivo intervienen varios factores productivos y se obtiene más de un producto. Por tanto, si queremos calcular una cifra de productividad, .De esta forma, multiplicamos cada recurso por su precio y cada producción por su precio.
Productividad= (300∗120+256∗5600)
(1200∗36+30∗80+500∗3+45∗25)=36.51 veces el valor monetario de
los recursos necesarios para obtenerla
EJERCICIO 6
Una empresa que fabrica un solo producto, obtiene 523 unidades diarias del mismo, que vende a 3 euros la unidad. Para su fabricación consume diariamente 175 Kg de materiales, cuyo precio es de 2 euros el Kg, y emplea a 12 trabajadores cuyo coste es de 58 euros diarios por trabajador. Calcular la productividad global de la empresa, la productividad de la mano de obra, y comparar la productividad global de la empresa con la del sector, comentando alguna posible causa de dicha diferencia. La productividad media del sector es de 1,35.
a) Productividad global:
b) Productividad de la mano de obra:
UNIDADES
EJERCICIO 7
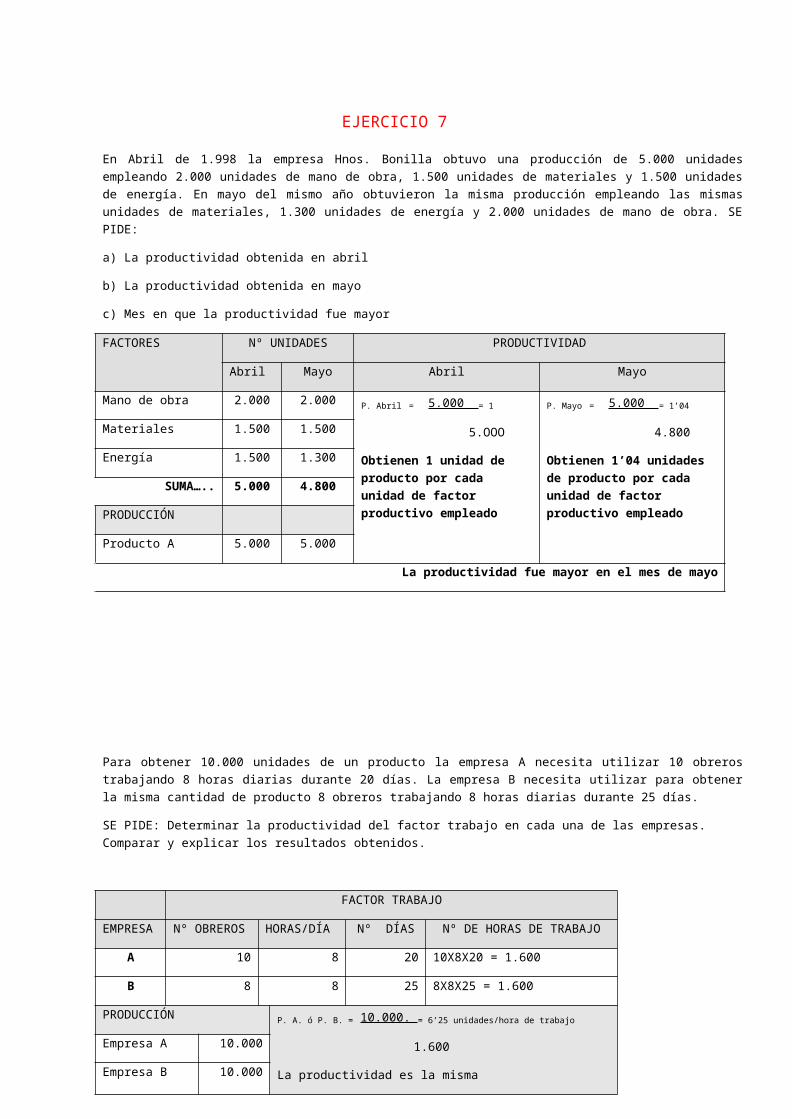
En Abril de 1.998 la empresa Hnos. Bonilla obtuvo una producción de 5.000 unidades empleando 2.000 unidades de mano de obra, 1.500 unidades de materiales y 1.500 unidades de energía. En mayo del mismo año obtuvieron la misma producción empleando las mismas unidades de materiales, 1.300 unidades de energía y 2.000 unidades de mano de obra. SE PIDE:
a) La productividad obtenida en abril
b) La productividad obtenida en mayo
c) Mes en que la productividad fue mayor
FACTORES Nº UNIDADES PRODUCTIVIDAD
Abril Mayo Abril Mayo
Mano de obra 2.000 2.000 P. Abril = 5.000 = 1
5.OOO
Obtienen 1 unidad de producto por cada unidad de factor productivo empleado
P. Mayo = 5.000 = 1’04
4.800
Obtienen 1’04 unidades de producto por cada unidad de factor productivo empleado
Materiales 1.500 1.500
Energía 1.500 1.300
SUMA….. 5.000 4.800
PRODUCCIÓN
Producto A 5.000 5.000
La productividad fue mayor en el mes de mayo
Para obtener 10.000 unidades de un producto la empresa A necesita utilizar 10 obreros trabajando 8 horas diarias durante 20 días. La empresa B necesita utilizar para obtener la misma cantidad de producto 8 obreros trabajando 8 horas diarias durante 25 días.
SE PIDE: Determinar la productividad del factor trabajo en cada una de las empresas. Comparar y explicar los resultados obtenidos.
FACTOR TRABAJO
EMPRESA
Nº OBREROS HORAS/DÍA Nº DÍAS Nº DE HORAS DE TRABAJO
A 10 8 20 10X8X20 = 1.600
B 8 8 25 8X8X25 = 1.600
PRODUCCIÓN P. A. ó P. B. = 10.000. = 6’25 unidades/hora de trabajo
1.600
La productividad es la misma
Empresa A 10.000
Empresa B 10.000
EJERCICIO 8
Una fábrica produce 132 prendas de vestir en 360hr de trabajo de los empleados, 52 prendas tienen defectos y se venderán a $90 cada una, las otras 80 se venderán a su precio normal de $200 cada una cual es la productividad
Venta= 52*90+80*200=4680+16000=20680
Hrs de trabajo= 360
Productividad de mano de obra= 20680/360=57.44$/hr

UNIDAD 2
CONCEPTOS GENERALES
Pronosticar. Es el arte y la ciencia de predecir los eventos del futuro, es emitir un enunciado sobre lo que es probable que ocurra en e l futuro, basándose en análisis y en consideraciones de juicio.
Ciencia. Métodos con bases estadísticas.
Arte. Juicio e intuición sobre el marco metodológico que se va a emplear. Implica, conocer el ambiente, la selección de la mejor técnica, el número de datos históricos que debe incluirse, etc.
Hacer un pronóstico es obtener conocimiento sobre eventos inciertos que son importantes en la toma de decisiones presentes.
Las técnicas de pronósticos disminuyen la incertidumbre sobre el futuro, permitiendo estructurar planes y acciones congruentes con los objetivos de la organización y permiten también tomar acciones correctivas apropiadas y a tiempo cuando ocurren situaciones fuera de lo pronosticado.
El pronóstico es una estimación anticipada del valor de una variable, por ejemplo: la demanda de un producto.
El presupuesto es el Valor anticipado de la variable que una compañía está en posibilidad de concretizar, por ejemplo: la cantidad de producto que la compañía decide fabricar en función de la demanda y de la capacidad instalada.
El conocimiento de las técnicas de pronósticos es de poco valor a menos que puedan aplicarse efectivamente en el proceso de planeación de la organización.
CARACTERÍSTICAS DE LA DEMANDA
Demanda: Cantidad de un bien de consumo que se desea comprar por un mercado.
Existen dos tipos de demanda: 1. Demanda dependiente: Es la demanda de un producto o servicio que se deriva de la demanda de otros productos o servicios.
Demanda independiente: Esta demanda no se deriva directamente de la de otros productos.
Los pronósticos de la demanda pueden ser crecientes o decrecientes, y tener naturaleza lineal o no lineal.
Métodos Cualitativos
Estos métodos reciben también el nombre de tecnológicos, porque históricamente se usaron primero para pronosticar cambios tecnológicos.
La posición central en estos métodos no la tienen los datos pasados, sino la experiencia de las personas. Frecuentemente se usa la experiencia y buen juicio de varios expertos.
Estas técnicas usan el criterio de la persona y ciertas relacio nes para transformar información cualitativa en estimados cuantitativos.
Usos de estos métodos. Las técnicas cualitativas se usan cuando los datos son escasos, y son útiles para
pronósticos a largo plazo, pronósticos de ventas y desarrollo de nuevos productos, inversiones de capital, planeación estratégica y pronósticos tecnológicos. Dentro de estos métodos tenemos:
El Método Delphi . Este trata de obtener un consenso confiable entre diversos expertos para
usarlo como base para pronosticar. Esta técnica necesita un grupo de expertos que estén
dispuestos a contestar una serie de preguntas, y exponer sus razones, respecto a algún
desarrollo tecnológico, a donde no hubo consenso indicándoles las medianas de los tiempos
para los avances en que no hubo acuerdo. Su objetivo es la consecución de un consenso basado
en la discusión entre expertos. Es un proceso repetitivo. Su funcionamiento se basa en la
elaboración de un cuestionario que ha de ser contestado por los expertos. Una vez recibida la
información, se vuelve a realizar otro cuestionario basado en el anterior para ser contestado de
nuevo.
Finalmente el responsable del estudio elaborará sus conclusiones a partir de la explotación
estadística de los datos obtenidos.
La metodología de previsión Delphi utiliza juicios de expertos en tecnología o procesos sociales
considerando las respuestas a un cuestionario para examinar las probables orientaciones del
desarrollo de tecnologías específicas, meta-tipos de tecnologías o diferentes procesos de cambio
social. El resumen de los juicios de los expertos (en las formas de evaluaciones cuantitativas y
comentarios escritos) son provistos como retroalimentación a los mismos expertos como partes
de una ronda siguiente de cuestionario (next-round). A continuación, los expertos revalúan sus
opiniones a la luz de esta información, y un consenso de grupo tiende a emerger. Bright cree que
la previsión tecnológica, incluyendo previsión Delphi, es una forma de análisis lógico que conduce
a conclusiones sobre el futuro de atributos tecnológicos (Scott, 2001). La técnica delphi se basa en
conceptos firmes para sacar conclusiones con argumentos soportados
Investigación de Mercados. Esta técnica identifica a la población de compradores prospectivos basados previa selección representativa, de tamaño n, en la recolección de información mediante cuestionarios, entrevistas o estudios, etc., para obtener información o probar hipótesis acerca de mercados reales.
Consenso de un Panel . Supone que la organización o empresa tiene expertos que poseen conocimientos o experiencia que les permite evaluar efectivamente los eventos inciertos del futuro. Se supone además que cada uno de los expertos reconoce la capacidad de los otros en su área y suplementando el conocimiento de cada uno se llega a un consenso acerca del pronóstico apropiado de las ventas de la empresa. El problema que en un momento puede existir al hacer uso de éste procedimiento de predicción es que puede existir al hacer uso de este procedimiento de predicción es que puede existir un sesgo en los resultados, debido a las jerarquías dentro del grupo causando que los expertos con menor rango se muestren renuentes en sus críticas a sus superiores aunque sientan que sus opiniones sean de mas valor que las emitidas por sus superiores.
Analogía Histórica . Se usa para productos nuevos, basándose en el análisis comparativo de la introducción y crecimiento de productos similares.
El método supone que pueden usarse la historia de las ventas de un producto introducido en el pasado para evaluar el posible éxito del producto actual. Una suposición natural en este enfoque es que los ambientes del
mercado son similares para ambos productos.
METODOS CUANTITATIVOS
Los métodos cuantitativos se basan en datos históricos. Esta información pasada se encuentra en forma numérica. Las fuentes usuales son los registros de la propia empresa o información oficial de diverso origen: gobierno, asociaciones de empresarios o profesionistas, organismos internacionales.
Se debe tener cuidado, sobre todo cuando la información proviene de la propia empresa (aunque en la proveniente de otras fuentes también hay que cuidarse), que haya sido cuantificada de manera uniforme.
Para información sobre costos, por ejemplo, hay que asegurarse que los costos incluyan los mismos conceptos en todos los años que vamos a utilizar; de no ser así es preciso tratar previamente los datos.
Para aplicar los métodos cuantitativos es preciso convencernos, razonablemente, de que se cumple la
llamada Hipótesis de Continuidad. Este supuesto es que los factores externos en los que se dieron los datos históricos no cambiarán en el futuro para el que estamos pronosticando. Estos factores son, en forma destacada:
Economía en general.
Competencia en el mercado (oferta).
Estado del mercado (demanda).
Estado tecnológico del producto (``ciclo de vida del producto'').
Esta continuidad del ambiente nunca se da en forma perfecta, sino en forma gradual. Se requiere buen juicio para suponer que las violaciones a la continuidad no van a afectar a los resultados de la aplicación del método de pronóstico.
Dentro de los métodos cuantitativos tenemos los siguientes :
Análisis de series de tiempo . Se llama serie de tiempo a cualquier sucesión de observaciones de un fenómeno que es variable con respecto al tiempo.
Estos métodos suponen que la variable pronosticada tiene información útil para el desarrollo del pronóstico sobre su comportamiento anterior , considerando probable que lo que sucedió en el pasado continúe ocurriendo en el futuro.
Es común representar a las series de tiempo por medio de una ecuación matemática que describa los valores
de la variable observada como una función del tiempo o equivalentemente como una curva en una gráfica en la que la coordenada vertical representa la variable Y y la coordenada horizontal representa el tiempo.
El análisis consiste en encontrar el patrón del pasado y proyectarlo al futuro.

Patrones o componentes de una serie de tiempo
Cuando se tienen datos para hacer un pronóstico, la herramienta mas útil es g¡ raficarlos! La gráfica que queremos es la de los datos contra el tiempo. En el eje horizontal ponemos los tiempos y en el sentido vertical señalamos el punto cuya altura corresponda a la magnitud de la observación que tengamos para cada tiempo. Por regla general, los datos se encuentran equiespaciados en el tiempo. Las diferentes formas que toma el arreglo de los datos en la gráfica nos indican como debemos proceder en el pronóstico.
Las características que, de manera primordial, buscamos en la gráfica son las regularidades que permitan la
proyección del comportamiento observado en el pasado hacia el futuro. Los patrones regulares que nos son útiles son de varios tipos.
Patrón horizontal o estacionario . Se presentan como un valor constante (recta horizo ntal) alrededor del cual los datos oscilan de forma irregular. Es el patrón de datos mas simple, la mejor manera de pronosticar en una situación como ésta es estimar la altura de la línea horizontal y usar ese valor como pronóstico.
Datos con tendencia. Se presentan como una línea lisa (una recta o una curva suave) que sube o baja monotonamente y los datos oscilan erráticamente alrededor de ella. La manera de pronosticar que se ocurre primero, en este caso, es la de calcular una ecuación para la línea y usar ese valor para pronóstico.
Datos estacionales. Muchas series de datos presentan este tipo de comportamiento repetitivo. La componente estacional refleja cambios hacia arriba y hacia abajo en puntos fijos en el tiempo.
MÉTODOS PARA SERIES DE DATOS HORIZONTALES.
Métodos de suavizamiento o alisamiento.- Son técnicas de pronósticos que son apropiadas para series de tiempo mas o menos estables y que presentan un patrón horizontal, es decir, las que no muestran efectos importantes de tendencia , cíclicos o estaciónales.
Dentro de éstas té cnicas de pronósticos tenemos los siguientes métodos .
Promedio Móvil simple
Este consiste en promediar sólo las últimas observaciones. Conforme avanza el tiempo dejamos fuera del promedio a los datos más viejos y vamos incorporando datos nuevos. Por eso recibe el nombre de promedio móvil.
Un promedio móvil tiene un parámetro que es la amplitud del promedio, es decir, cuántos datos ponemos en el promedio.
Si el valor de este parámetro es grande, el suavizado es mayor; si es pequeño el suavizado es menor.
En términos matemáticos, el cálculo de los promedios móviles se realiza de la siguiente manera:
Se considera que:
X t = F t + 1
Donde :

X t = Es el promedio móvil de n términos de x calculados hasta el período t
F t + 1 = representa el pronóstico de x en el período t + 1
X i = valor real de x ( accidentes, ventas, demanda, etc. ) en el período i


Nathan manofacturing produce y vende tapones espaciales para el mercado de refacciones de carros. El pronostico de Nathan para su tampón de rueda con alambre es de 1000 unidades para el próximo año con una demanda promedio de 4 unidades por dia. Sin embargo como el proceso de producciones mas eficiente en 8 unidades por dia, la compañia produce 8 unidades diarias pero solo uriliza cuatro. La compañía quiere determinar el numero optimo de unidades por lote (Nota: esta planta programa la producción de los tapones solo cuando se necesitan el taller opera 250 dias al año)
METODO:
Demanda anual: D=1000 unidades
Costos de preparación: S = $10
Costo de mantener= H= $0.50 por unidad por año
MEDEL BOCARANDO JOSE HUMBERTO
Tasa de producción diaria= p= 8 unidades al dia
Tasa de demanda diaria=d= 4 unidades diarias
SOLUCION:
Q=√ 2DS
H [1−( DP )]
Q=√ 2(1000)(10)
0.50[1−( 48 )]
Q=√ 20000
0.50( 12) =√80000)= 282.8 o 283 tapones.
UNIDAD 4
Administración de Almacenes.
Contrario a lo que parece, el almacén ocupa un lugar muy importante dentro de la empresa y es un área no muy sencilla de manejar. El almacén es un lugar en donde existemucho movimiento y debido a esto, puede ser un tanto difícil darse cuenta realmente de loque sucede dentro de él. Establecer un control de los artículos y registrar los datospertinentes a sus movimientos es de gran importancia, pues así se tiene una mejor idea de cómo funciona, pudiendo realizar análisis estadísticos concernientes a su desempeño. Los principales tipos de datos necesarios para mejorar el control de los materialesson los datos relacionados con cada tipo de artículo, los datos relacionados con la entrada ysalida de estos artículos y los datos relacionados con la ubicación de los artículos dentro delalmacén.
MEDEL BOCARANDO JOSE HUMBERTO

Funciones del almacén
El almacén es un espacio del que disponen casi todas las empresas, ya sea de mayor o menor tamaño, contenido y complejidad. Es un área desconocida dentro de la empresa, pero muy importante en el desarrollo de la organización. En el ámbito de la gestión empresarial, el almacén se define como el lugar donde se guardan las existencias, materiales y herramientas. Los materiales guardados se refieren tanto a necesidades productivas y comerciales como a elementos que garanticen el funcionamiento de la organización (mantenimiento, servicios generales, materiales diversos, etc.). En su aplicación comercial, el almacén puede ser utilizado como establecimiento al por mayor o como distribuidor para repartir al detallista. Su función básica es la de “almacenamiento”, entendiendo como tal la introducción de datos o productos en un archivo o lugar físico para ser guardados allí hasta el momento de suutilización. Por tanto, el almacén se utiliza, en primer lugar, para guardar y conservar existencias, materiales y herramientas de una forma ordenada, manteniendo siempre una cantidad mínima que asegure la comercialización de los productos y el consumo y uso de los materiales y herramientas allí depositadas. TESOEM ADMINISTRACIÓN DE OPERACIONES I 71 Los siguientes puntos resumen algunas de las principales características de los almacenes: Constituyen los puntos fijos del sistema logístico. Entre ellos se mueven los elementos de transporte. El almacén absorbe un % del costo logístico. Son básicos para una buena calidad de servicio. Una acertada gestión de almacén permite eliminar las fluctuaciones de demanda haciendo posible la realización de una programación en lotes económicamente variables. De cara al cliente disminuye el plazo de entrega y garantiza su existencia, liberándole de tener sus propios stocks. Un nivel de almacenamiento acertado permite conseguir mejor precio de compra (mayores lotes) y reducir los costos de transporte.
Localización y distribución de los almacenes
. La localización y distribución que debe obedecerse en un almacén debe de tener los siguientes principios: Mínimos recorridos (clasificar nuestras existencias según el método ABC). Facilidad de acceso al stock: Modulación ubicaciones. Facilidad de recuento. Minimizar: espacio, tráfico, movimientos, riesgos. La estructura e implantación deben ser flexibles para adaptarse a futuras necesidades. Aprovechamiento del espacio: Superficie y volumetría. Mínima manipulación: unidades de almacenaje, unidades de manipulación. Flexibilidad en la colocación: Espacios libres, previsión de espacios. Las cantidades almacenadas se calcularán para que los costos que se originen sean mínimos,siempre que se mantengan los niveles de servicio
MEDEL BOCARANDO JOSE HUMBERTO

Selección de Mobiliario y Equipo de almacén.
Seleccionar el sistema de almacenamiento apropiado para una aplicación implica compaginar las necesidades de movimiento y almacén con las características de equipamiento. Esto implica compaginar dos objetivos contrapuestos que son: Maximizar el uso del volumen, y permitir un fácil y rápido acceso a los productos almacenados. En general se puede admitir que un sistema de almacén bien diseñado debería: Usar adecuadamente el volumen construido Facilitar el acceso a los productos, minimizar las distancias recorridas y favorecer el flujo de bienes. Favorecer el movimiento y el control de stocks. Proteger contra incendios, daños y robos. Prevenir el deterioro y/o la contaminación del stock. La selección del equipamiento debería tener en cuenta la siguiente información: Características físicas de los bienes almacenados. Contaminación-olores que pueden afectar a los bienes. TESOEM ADMINISTRACIÓN DE OPERACIONES I 75 Riesgos asociados a los bienes: Incendios, gases... Factores de deterioro, obsolescencia y caducidad. Valor de los bienes. Número de líneas en los pedidos. Número de referencias. Niveles mínimos, máximos y medios de stock. Disponibilidad de capital. Características del equipamiento disponible.
Sistemas informáticos de administración de inventarios.
Los sistemas informáticos deben de permitir la alta precisión y velocidad en la captura de datos (por ejemplo a través de códigos de barras),facilitar la consignación de entrada y salida de materiales y la toma física de inventarios y; generalmente hacen uso de ERP (Enterprise Resource Planning).
Existen varias empresas desarrolladoras de software en la industria a nivel comercial, se mencionan los siguientes solo por mencionar algunas: Control de Activos Fijoswww.ConsultoriayAvaluos.com.mx Inventario,Valuación, Emplacado con código de barras y Conciliación. StockWare SA de CV Desarrollo, comercialización y puesta en operación de sistemas para el control de inventario de negociosde compra y venta.» Categoría: Software de gestión | Rubros: control del inventario, tiendas de abarrotes, comercial abarrotera | Estado: Distrito Federal ERP Objects Software administrativo para el manejo de negocios de comercialización, distribución y mayoreo. Control de inventario, cotizaciones, sucursales y puntos de venta. Tijuana. Categoría: Software de gestión | Estado: Baja California XpertMart Software de puntos de venta y control de inventario para cadenas de tienda de moda. Consultoría, capacitación e implementación del producto. Categoría: Sistemas de Facturación | Rubros: point of sale, office system, last minute | Estado: Distrito Federal
MEDEL BOCARANDO JOSE HUMBERTO

MEDEL BOCARANDO JOSE HUMBERTO

Unidad 5
Justo a tiempo
¿QUÉ ES? “Just in time” (que también se usa con sus siglas JIT), literalmente quiere decir “Justo a tiempo”. Es una filosofía que define la forma en que debería optimizarse un sistema de
producción. Se trata de entregar materias primas o componentes a la línea de fabricación de forma que lleguen “justo a tiempo” a medida que son necesarios. El JIT no es un medio para
conseguir que los proveedores hagan muchas entregas y con absoluta puntualidad para no tener que manejar grandes volúmenes de existencia o componentes comprados, sino que es una
filosofía de producción que se orienta a la demanda. La ventaja competitiva ganada deriva de la capacidad que adquiere la empresa para entregar al mercado el producto solicitado, en un tiempo
breve, en la cantidad requerida. Evitando los costes que no producen valor añadido también se obtendrán precios competitivos. Con el concepto de empresa ajustada hay que aplicar unos
cuantos principios directamente relacionados con la Calidad Total. El concepto parece sencillo. Sin embargo, su aplicación es compleja, y sus implicaciones son muchas y de gran alcance.
. CARACTERÍSTICAS PRINCIPALES
El JIT tiene 4 objetivos esenciales: Poner en evidencia los problemas fundamentales. Eliminar despilfarros. Buscar la simplicidad. Diseñar sistemas para identificar problemas.
Los Elementos de un Sistema JIT
Los elementos básicos de la filosofía Just in Time JIT se pueden resumir de la siguiente manera: •Reducción de inventarios
• Sistema pull (jalar el producto)
• Minimizar tiempos de preparación
• Velocidad óptima de producción
• Creación de células de producción
• Optimización de la distribución de planta
• Tamaño de lotes pequeños
La técnica denominada "justo a tiempo" (JAT) es mucho más que un sistema que pretende disminuir o eliminar inventarios, es una filosofía que rige las operaciones de una organización. Su fin es el mejoramiento continuo, para así obtener la máxima eficiencia y eliminar a su vez el gasto
MEDEL BOCARANDO JOSE HUMBERTO

excesivo de cualquier forma en todas y cada una de áreas de la organización, sus proveedores y clientes. La política de eliminación del desperdicio se ha traducido en una serie de elementos básicos, que configuran el ambiente necesario para que la producción justo a tiempo pueda
aplicarse con éxito. Los elementos más importantes de una política encaminada al Sistema JIT son los siguientes:
• Recursos flexibles. La flexibilidad en los recursos, materializada en el empleo de trabajadores versátiles y de máquinas multiuso.
• Distribución en planta celular: las células agrupan máquinas de diversos tipos para elaborar piezas de forma similar o con requerimientos de procesamiento parecidos.
• Sistema pull o "de tirón". Es la coordinación entre la producción y entrega de materiales y partes con la elaboración de ensamblados parciales y las necesidades de la cadena de montaje.
• Sistema kanban de control de la producción. Kanban es una palabra japonesa que significa tarjeta, y que representa una orden relacionada con la producción o el desplazamiento de una
cantidad estándar de materiales o productos.
• Forzar la evolución del sistema hacia la Mejora Continua.
• Producción en pequeños lotes. Producir en lotes pequeños es la reducción de los niveles de inventario.
• El tiempo de terminación (lead time) está integrado por cuatro componentes.
• Adaptación rápida de la maquinaria. El tiempo de adaptación se calcula a través del sistema S.M.E.D. (Single Minute Exchange of Dies).
• Producción uniforme. Para eliminar el desperdicio, los sistemas productivos justo a tiempo tratan de mantener un flujo de producción uniforme.
• Calidad en la fuente, para que el sistema JIT funcione adecuadamente, es preciso alcanzar niveles muy elevados de calidad.
• Redes de proveedores. Disponer de una red de proveedores dignos de confianza es vital para el sistema JIT. Actividades Complementarias.
MEDEL BOCARANDO JOSE HUMBERTO

¿Cómo funciona el Kanban?
Es un sistema para controlar el flujo de material y la producción de acuerdo con el
principio "pull". Los llamados circuitos de control de autorregulación se aplican
para garantizar el suministro de material. En Kanban, el orden material es
impulsado por el consumo, esto significa sólo el consumo de la producción y el
proceso de logística activan los puntos de reorden.
Tipos de Kanban
Se establecen principalmente dos tipos te tarjetas Kanban:
Kanban de producción: Contiene la orden de producción.
Kanban de transporte: Utilizado cuando se traslada un producto.Pero existen otros tres tipos:
- Kanban urgente: Emitido en caso de escasez de un componente.
- Kanban de emergencia: Cuando a causa de componentes defectuosos, averías en las máquinas, trabajos especiales o
MEDEL BOCARANDO JOSE HUMBERTO

trabajo extraordinario en fin de semana se producen circunstancias insólitas.
- Kanban de proveedor: Se utiliza cuando la distancia de la planta al proveedor es considerable, por lo que el plazo de transporte es un término importante a tener en cuenta.
Tarjetas de transporte
Transmiten de una estación a la predecesora las necesidades de material de la estación
sucesora. La información que contienen es la siguiente:
Ítem transportado
Número de piezas por contenedor
Número de orden de la tarjeta
Número de órdenes por pedido
Tarjetas de fabricación
Se desplazan dentro de la misma estación, como órdenes de fabricación para la misma. La
información que contienen es la siguiente:
Centro de trabajo
Ítem a fabricar
Número de piezas por contenedor
Punto de almacenamiento de salida
Identificación y punto de recogida de los componentes necesarios
Kanban de proveedores
Es una clase adicional de tarjetas que relacionan el centro de recepción de materia prima R,
con el centro de fabricación F.
Para conseguir implantar un sistema Kanban de manera eficiente y que no genere posibles problemas o deficiencias futuras se debe respetar las siguientes reglas:
Regla 1: No se debe mandar producto defectuoso a los procesos sucesivos.
MEDEL BOCARANDO JOSE HUMBERTO
La producción de productos defectuosos implica costos tales en materiales, equipo y mano de obra.
Regla 2: Los procesos siguientes requerirán sólo lo necesario.
Esto significa que un proceso pedirá el material que necesita al proceso anterior, en la cantidad necesaria y en el momento adecuado.
Regla 3. Producir solamente la cantidad exacta requerida por el proceso subsecuente.
Esta regla se establece con la condición de que el mismo proceso debe restringir su inventario al mínimo.
Regla 4. Balancear la producción.
Es necesario para todos los procesos, mantener al equipo y a los trabajadores de tal manera que puedan producir materiales en el momento necesario y en la cantidad necesaria.
Si el proceso siguiente pide material de una manera no continua con respecto al tiempo y a la cantidad, el proceso anterior requerirá personal y máquinas en exceso para satisfacer esa necesidad.
Regla 5. Kanban es un medio para evitar especulacionesPara los trabajadores, Kanban se convierte en su fuente de información para producción y transportación y ya que los trabajadores dependerán de Kanban para llevar a cabo su trabajo; el balance del sistema de producción se convierte en gran importancia.
Regla 6. Estabilizar y racionalizar el proceso.
INFORMACION DE LA TARJETA KANBAN
MEDEL BOCARANDO JOSE HUMBERTO

Todos los detalles de la orden, se describen en la tarjeta, como por ejemplo:• el número de parte y descripción• el número de piezas en el recipiente,• el consumidor (sumidero) y el proveedor (fuente).Además, la tarjeta Kanban puede incluir otra información importante que se almacena en el sistema.
MEDEL BOCARANDO JOSE HUMBERTO

MEDEL BOCARANDO JOSE HUMBERTO

MEDEL BOCARANDO JOSE HUMBERTO

CALCULO DEL NUMERO DE KANBAN
El número de piezas de la mantequilla depende del consumo, en el momento cuánto tiempo que se necesita para adquirir nueva mantequilla y en el tamaño de las piezas de la mantequilla.Esto corresponde a la fórmula clásica de Kanban:
Estos principios fundamentales generan las formulas conceptuales siguientes:
K=Dd * Tr * (MAD+1)Tamaño del kanban = demanda promedia diaria x tiempo de reposición x (MAD+1)
#tarjetas = Dpd * Trct * (SS+1) / Knumero de tarjetas = demanda promedia diaria x tiempo de reposición de un contenedor x safety stock +1 / tamaño del kanban
Ejermplos:
Un hospital quiere establecer un sistema de kanbanes para administrar su suministro de sangre de un banco de sangre. Este ultimo entrega la sangre al hospital todos los días, con un tiempo de entrega de pedidios de un dia (un pedido colocado a las 6 de la tarde de hoy será entregado mañana por la tarde) . Internamente el grupo de adquisiciones del hospital coloca los pedidos de sangre todos los días a las 5 de la tarde. La sangre es medida por pintas y embarcada en contenedores de 6 pintas. Para el caso de un tipo particular de sangre , el hospital usa un promedio de 12 pintas al dia. Debido a la tradicional escasez de sangre, el hospital quiere tener inventarios de reserva en caso de urgencias para un suministró esperado de 2 días ¿Cuántos pares de tarjetas kanban debe preparar el hospital?
D=12 pintas por dia (demanda promedio)
L= 1 dia (tiempo de entrega)
S= 200 por ciento (inventarios de resera, como fracción esto es 2.0
C= 6 pintas (tamaño del contenedor)
K=DL(1+S)C
= 12(1+2)
6=6
MEDEL BOCARANDO JOSE HUMBERTO

Ejercicio Kanban nº 1 Un proveedor de aireadores para un fabricante de automóviles tiene las siguientes exigencias de su cliente:
El cliente hará pedidos a lo largo del año, comprometiéndose a completar 125.000 uds. al cabo del año. La demanda es aproximadamente constante a lo largo del año (que tiene 250 días laborables).
Cada pedido del cliente debe ser entregado en un plazo máximo de 2 días por el proveedor.
El cliente obliga al proveedor a mantener un stock de seguridad de 0,5 días de demanda.
La capacidad de los contenedores de aireadores fabricados por el proveedor es de 250 uds.
Determine el número de tarjetas mínimo necesario para gestionar los suministros entre proveedor y cliente a través de un sistema kanban.
SOLUCIÓN Plazo de entrega: 2 días. Demanda media: 125.000 uds / 250 días/año = 500 uds/día.
Demanda en el plazo de entrega: 2 días * 500 uds/día = 1.000 uds.
Stock de seguridad: 0,5 días de demanda = 0,5 días * 500 uds/día = 250 uds.
Capacidad del contenedor = 250 uds. Por tanto, Nº mínimo de kanbans = (Dpe + SS)/CC = (1.000 + 250)/250 = 5 kanbans
Ejercicio
Una empresa fabricante de compresores quiere implantar un sistema kanban entre la fase de mecanizado y la fase siguiente, pintado (que es la última del proceso productivo). Determine el número mínimo de tarjetas que serán necesarias, sabiendo los siguientes datos:
El coste de emisión de una orden de producción emitida de pintado a mecanizado se estima en 10 euros.
El coste de almacenamiento de un compresor pintado se estima en 100 euros anuales.
La capacidad de producción diaria de ambas secciones es de 200 uds.
La demanda media diaria es de 100 uds.
Los días laborables del año son 250.
El plazo de entrega de una orden de producción por mecanizado a pintado es el tiempo de producción de la misma incrementado en 0,5 días para inspecciones, transportes, etc. •
MEDEL BOCARANDO JOSE HUMBERTO

Las existencias de seguridad se han estableado en 0,5 días de demanda, para cubrirse ante variaciones aleatorias de la misma.
La capacidad máxima de los carros en los que se transportan los compresores es de 50 compresores.
SOLUCIÓN
En primer lugar, calcularemos el tamaño óptimo de la orden de producción: EOQ = √ ((2 * D * Ce) / r*c * (1- (D/P))) = √ ((2 * 100 * 250 * 10) / 100 (1 – (100/200))) = 100 uds.
Por tanto, la sección de pintado emitirá órdenes de producción a mecanizado por 100 compresores.
Esto significa 0,5 días de producción en mecanizado, y un plazo de entrega a pintado de 0,5 días + 0,5 días = 1 día.
Por tanto, para calcular el número mínimo de kanbans: Demanda en el plazo de entrega (Dpe) = Demanda media diaria (Dm) * plazo de entrega (p.e.) = 100 uds/día * 1 día = 100 uds.
Existencias de seguridad (SS) = 0,5 días de demanda = 0,5 días * 100 uds/día = 50 uds. Capacidad del contenedor (CC) = 50 uds. Nº mínimo de kanbans = (Dpe + SS)/CC = (100 + 50)/ 50 = 3 kanbans. O también: Nº mínimo de kanbans = (Dm * p.e. * (1+CS)) / CC = (100 * 1 * (1+0,50)) / 50 = 3 kanbans.
Donde CS es el coeficiente de seguridad = 50% (es decir, 0,5 días de demanda sobre 1 día de plazo de entrega).
PROBLEMA 1 Sabiendo que la tasa de producción de un centro es de 100 partes la hora, el tiempo medio en realizar un ciclo (T) es de 30 minutos, la capacidad de cada contenedor de 80 unidades y existen 2 contenedores entre los dos centros adyacentes. ¿Cuál sería el valor de la tasa de eficiencia del sistema?
SOLUCIÓN
Aplicando la fórmula que nos permite calcular el número de tarjetas kanban (contenedores) del sistema tendríamos: N = P x T x (1 + E) / C 2 = 100 x 0,5 x (1 + E) / 50 1 + E = 2 x 50 / 80 = 1,25 E = 0,25 Por tanto, la tasa de eficiencia del sistema sería de 0,25.
La empresa Voltares, S.A se dedica a la fabricación y comercialización aparatos de aire acondicionado. El coste de preparación de cada pedido se estima en 200 euros y el coste de almacenamiento anual por unidad almacenada en 400 euros. La producción diaria se estima en 60 unidades y la demanda diaria en 20 unidades. Sabiendo que el plazo de entrega de cada lote de productos se estima en 3 días, se pide:
a) Determinar el tamaño del lote (contenedor) empleando la expresión correspondiente a un modelo de inventario con producción y consumo simultáneo. Suponer 300 días laborables anuales.
MEDEL BOCARANDO JOSE HUMBERTO

b) Calcular el número de contenedores (kanban) necesarios, si tenemos en cuenta que la empresa desea unas existencias de seguridad de 100 unidades.
SOLUCIÓN
a) Para determinar el tamaño del lote empleamos la expresión correspondiente al modelo de cantidad económica de pedido con suministro gradual, de donde obtenemos que: Q* = 94,86 unidades Por tanto, cada contenedor tendrá una capacidad de 95 unidades.
b) A continuación calcularemos el número de kanban necesarios: Demanda durante el plazo de entrega = 3 días x 20 ud./día = 60 unidades Número de kanbans = Demanda durante el plazo de entrega + Stock de seguridad / Tamaño del contendor = 60 + 100 / 95 = 1,68
Por tanto, la empresa deberá utilizar 2 contenedores para conseguir sus objetivos.
MEDEL BOCARANDO JOSE HUMBERTO


















