
12.- Avances en El Diseno, Operacion y Caracterizacion de Celdas de Flotacion
36
Juan Yianatos B. Centro de Automatización y Supervisión para la Industria Minera ICM-NEIM Universidad Técnica Federico Santa María SONAMI – EDITEC Santiago, Agosto 6, 2009 AVANCES EN EL DISEÑO, AVANCES EN EL DISEÑO, AVANCES EN EL DISEÑO, AVANCES EN EL DISEÑO, CARACTERIZACION Y OPERACIÓN DE CARACTERIZACION Y OPERACIÓN DE CARACTERIZACION Y OPERACIÓN DE CARACTERIZACION Y OPERACIÓN DE CELDAS DE FLOTACION CELDAS DE FLOTACION CELDAS DE FLOTACION CELDAS DE FLOTACION
-
Upload
felipe-andres-ruminot-ramos -
Category
Documents
-
view
100 -
download
4
Transcript of 12.- Avances en El Diseno, Operacion y Caracterizacion de Celdas de Flotacion

Juan Yianatos B.
Centro de Automatización y Supervisión para la Industria MineraICM-NEIM
Universidad Técnica Federico Santa María
SONAMI – EDITECSantiago, Agosto 6, 2009
AVANCES EN EL DISEÑO, AVANCES EN EL DISEÑO, AVANCES EN EL DISEÑO, AVANCES EN EL DISEÑO, CARACTERIZACION Y OPERACIÓN DE CARACTERIZACION Y OPERACIÓN DE CARACTERIZACION Y OPERACIÓN DE CARACTERIZACION Y OPERACIÓN DE
CELDAS DE FLOTACIONCELDAS DE FLOTACIONCELDAS DE FLOTACIONCELDAS DE FLOTACION
CONTENIDO
• Introducción
• Avances en el Diseño de Equipos
• Avances en el Conocimiento
• Mediciones de Caracterización y Diagnóstico
• Operación de Circuitos de Flotación
• Conclusiones
INTRODUCCION
IMPACTO
Flotación (Mineral Cu mundial) > 1500 MMton/año
DESAFIOS
Aumento demanda (aumento tamaño equipos)
Disminución en calidad del mineral
COMPROMISO
Recuperación y Ley de concentrado
AVANCES EN LA TECNOLOGIA
• Celdas de gran tamaño 100 - 300 m³
• Celdas neumáticas (Columnas, Jameson, Gcell)
• Circuitos simplificados R-C-S
• Instrumentación y control automático
• Escalamiento
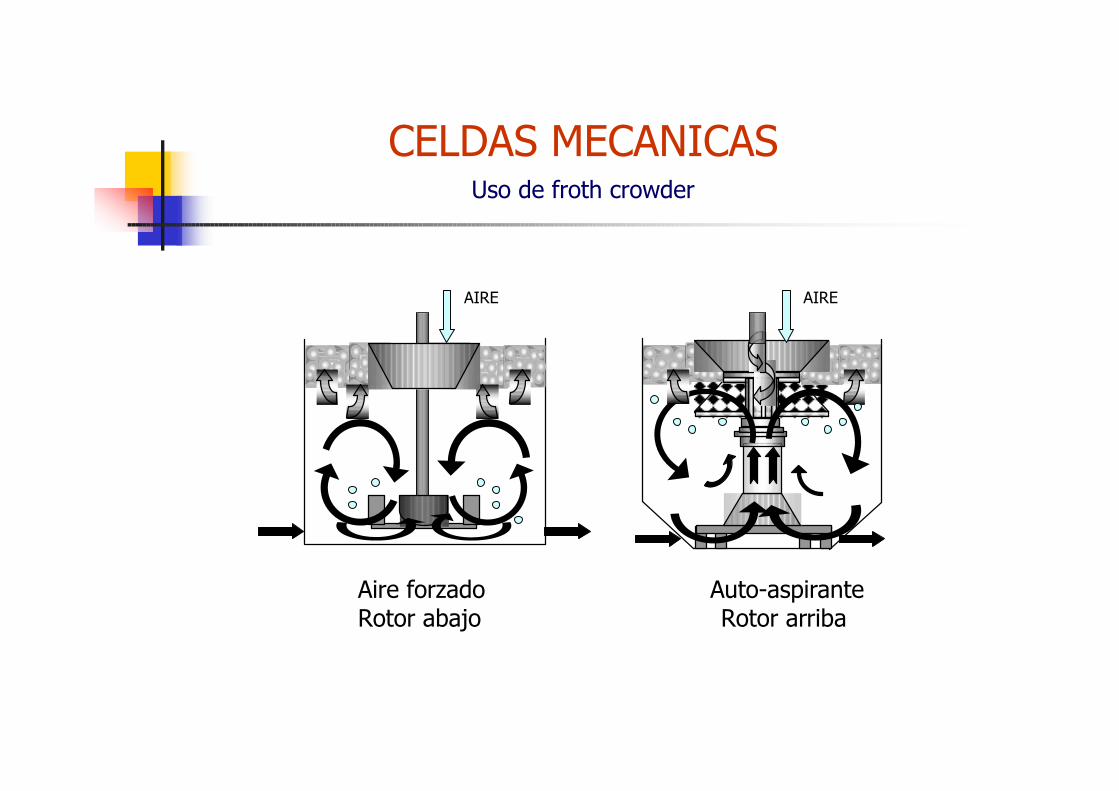
CELDAS MECANICASUso de froth crowder
Aire forzado Auto-aspiranteRotor abajo Rotor arriba
AIRE AIRE

• Celdas de 130 m³
Uso de rebalse internos
• Celdas de 250 m³
CELDAS MECANICAS
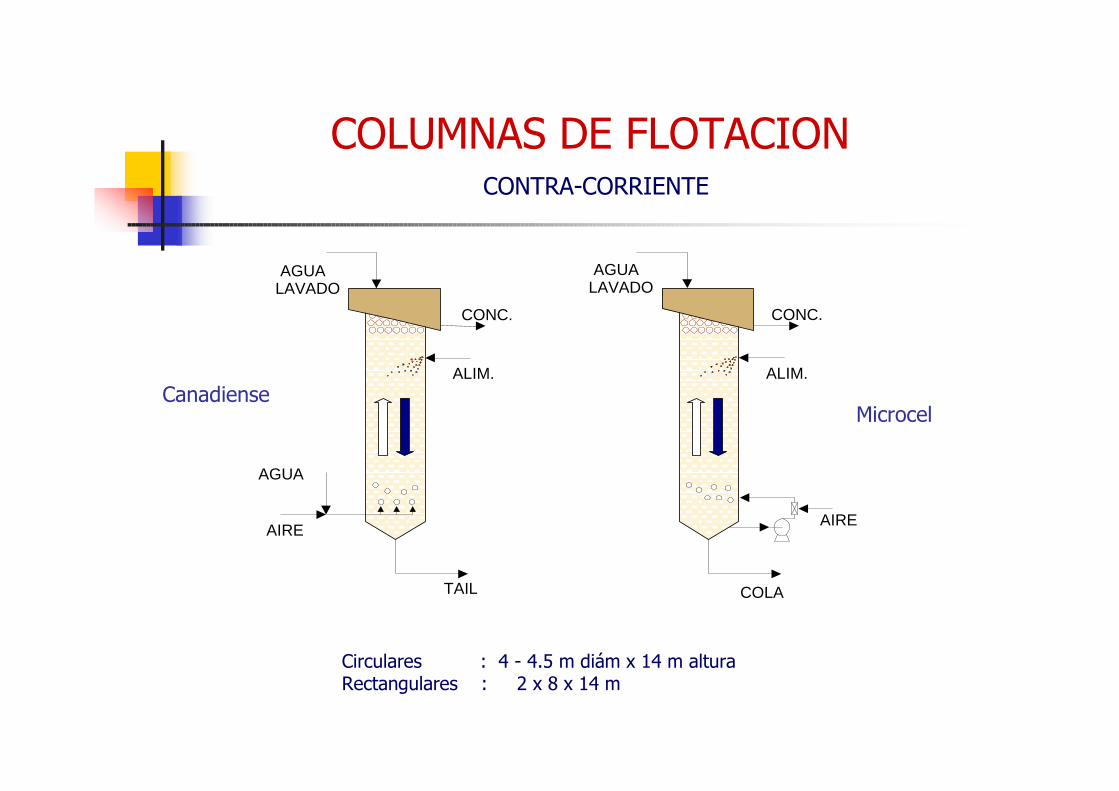
COLUMNAS DE FLOTACIONCONTRA-CORRIENTE
CanadienseMicrocel
TAIL
AGUA
AIRE
ALIM.
CONC.
AGUALAVADO
ALIM.
CONC.
AGUALAVADO
AIRE
COLA
Circulares : 4 - 4.5 m diám x 14 m alturaRectangulares : 2 x 8 x 14 m
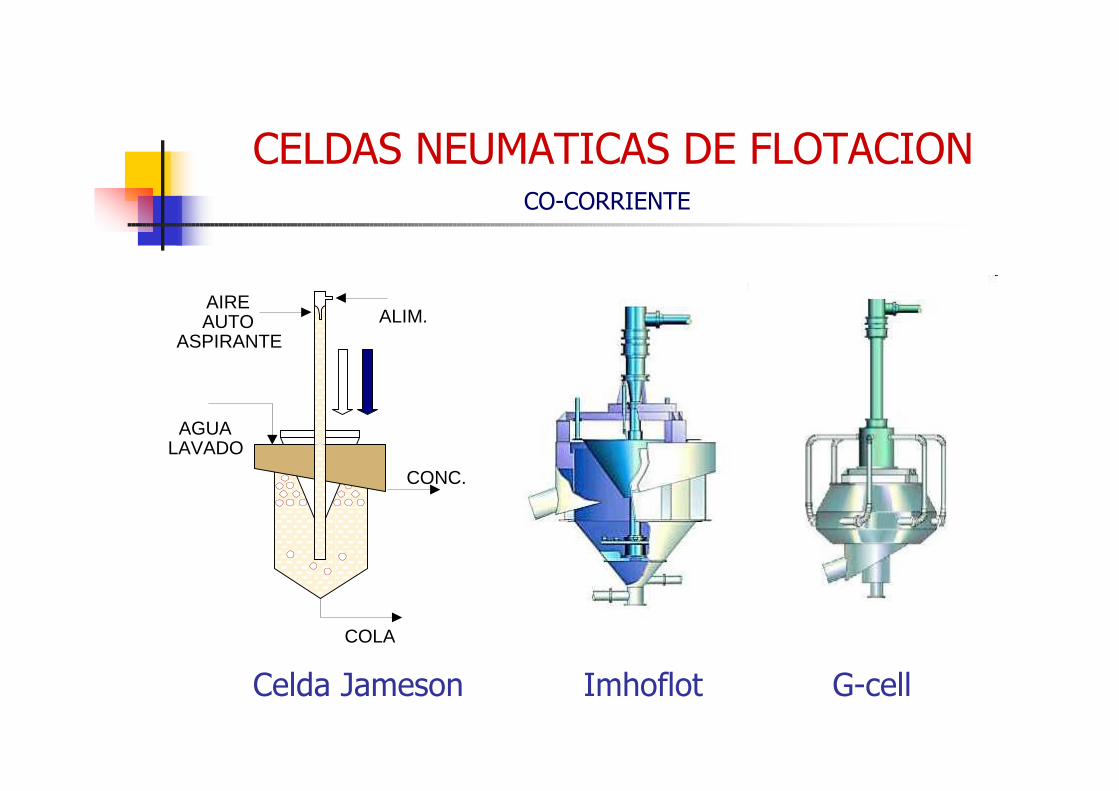
CELDAS NEUMATICAS DE FLOTACIONCO-CORRIENTE
Celda Jameson Imhoflot G-cell
AIREAUTO
ASPIRANTE
COLA
ALIM.
AGUALAVADO
CONC.
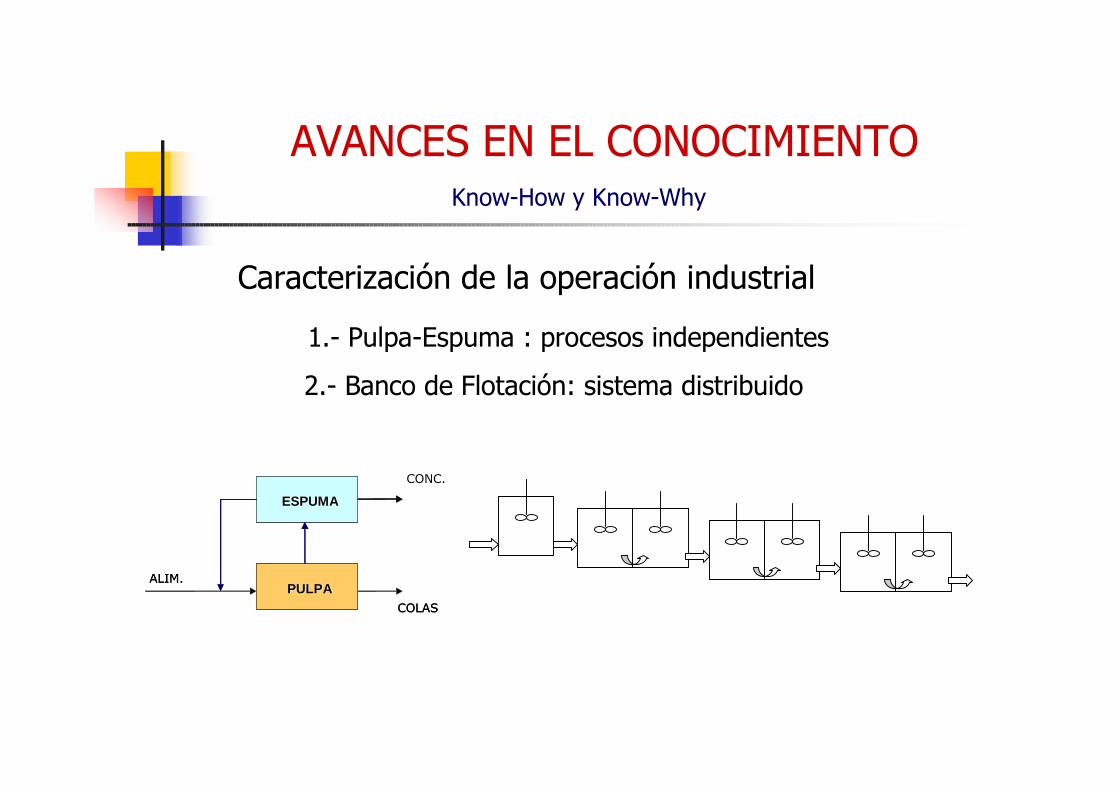
AVANCES EN EL CONOCIMIENTO
Caracterización de la operación industrial
1.- Pulpa-Espuma : procesos independientes
2.- Banco de Flotación: sistema distribuido
ESPUMAESPUMA
PULPAPULPACOLAS
CONC.
ALIM.
ESPUMAESPUMA
PULPAPULPACOLAS
ALIM.
Know-How y Know-Why
MEDICIONES NO CONVENCIONALES
Identificar oportunidades de mejora en la operación y control del proceso
• Medición de régimen de flujo (DTR)
• Medición de tamaño de burbujas (Software UTFSM)
• Medición de carga de burbujas (sensor UTFSM)
• Medición de características de superficie de espuma (VisioFroth) (velocidad y tamaño de burbuja)
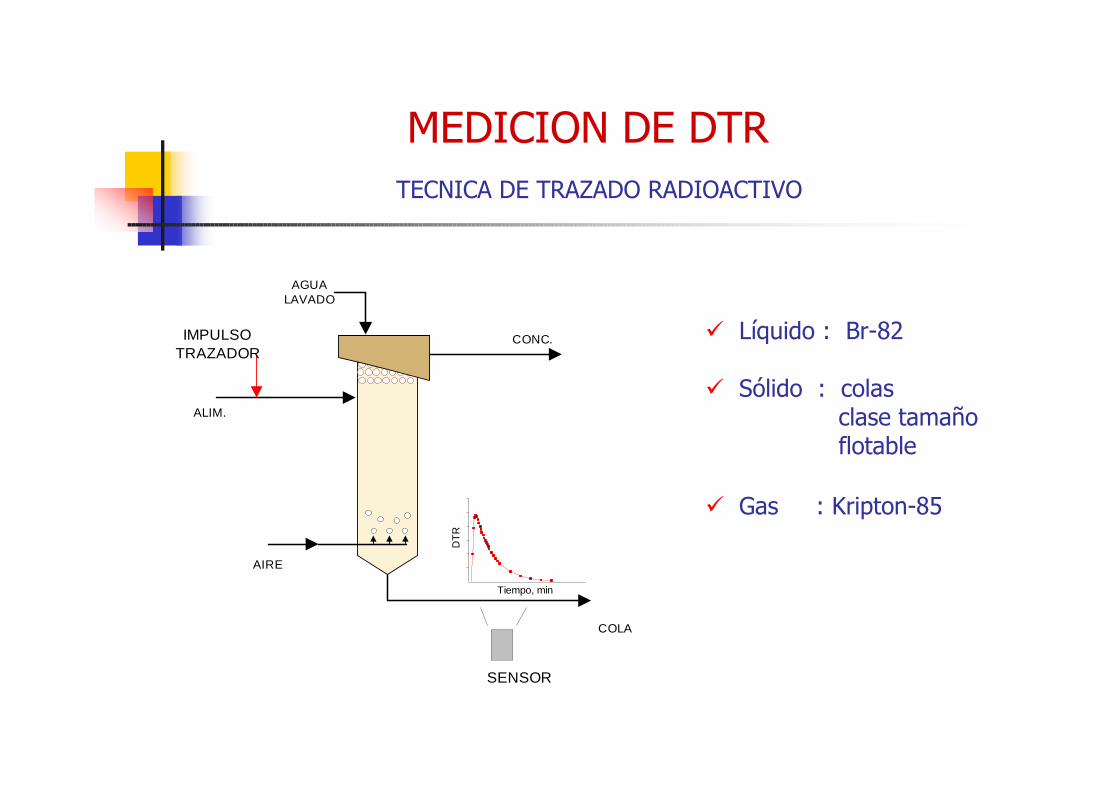
MEDICION DE DTRTECNICA DE TRAZADO RADIOACTIVO
AIRE
COLA
CONC.
AGUA LAVADO
ALIM.
IMPULSOTRAZADOR
SENSOR
Tiempo, min
DT
R
� Líquido : Br-82
� Sólido : colasclase tamañoflotable
� Gas : Kripton-85
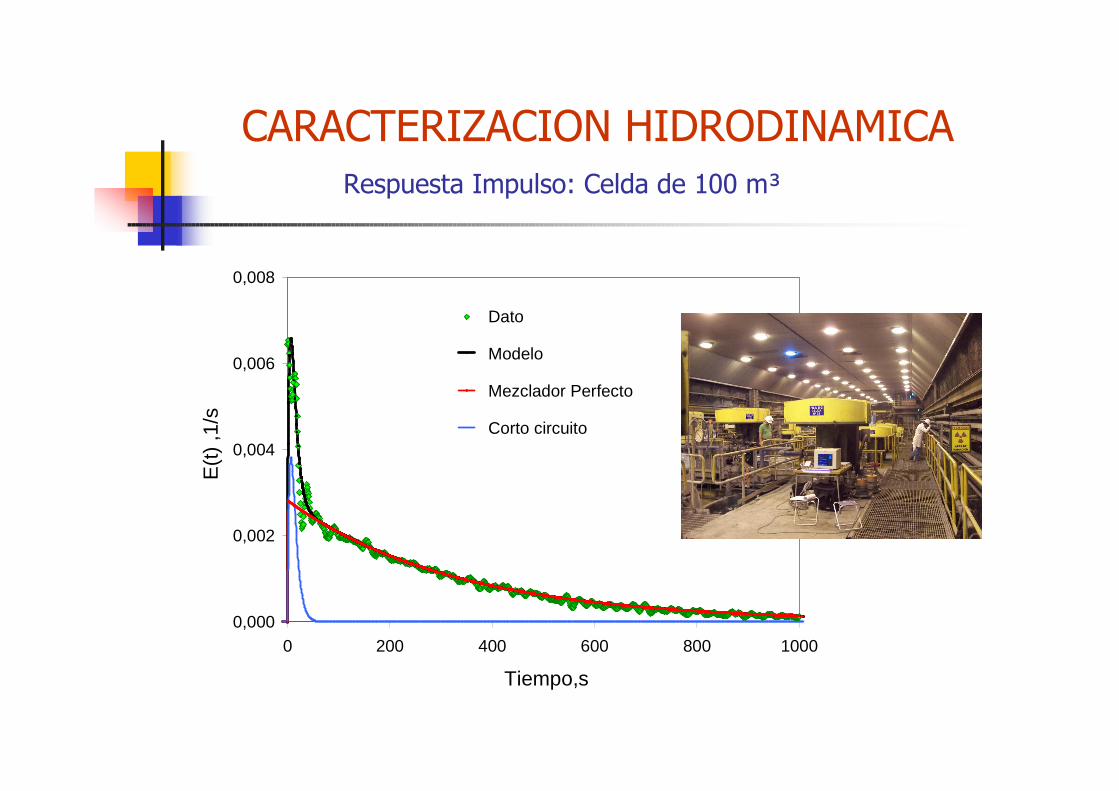
Respuesta Impulso: Celda de 100 m³
CARACTERIZACION HIDRODINAMICA
0,000
0,002
0,004
0,006
0,008
0 200 400 600 800 1000
Tiempo,s
E(t
) ,1
/s
Dato
Modelo
Mezclador Perfecto
Corto circuito
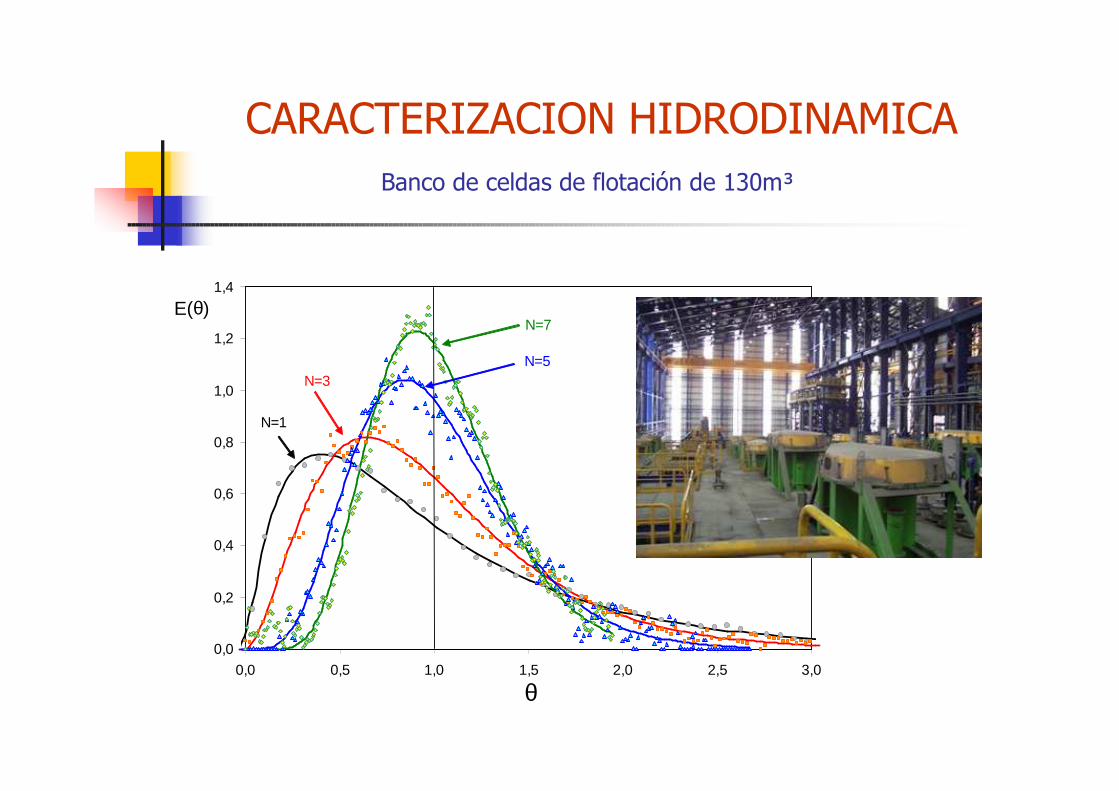
Banco de celdas de flotación de 130m³
CARACTERIZACION HIDRODINAMICA
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
0,0 0,5 1,0 1,5 2,0 2,5 3,0
θ
E(θ) 1 celda
3 celdas
5 celdas
7 celdas
N=1
N=3N=5
N=7

BANCOS DE FLOTACIONARREGLOS Y PUNTOS DE CONTROL
COMPANY VOLUME m3
N Control Points LINE DIAGRAM
Teniente 130 7
4 1-2-2-2
Candelaria 130
10
5 2-2-2-2-2
130 9
5 1-2-2-2-2
Pelambre 250
5
5 1-1-1-1-1
Chuquicamata 160 8
4 2-2-2-2
160 9
7 1-1-1-1-2-2-1
Escondida
100
10
4 2-2-3-3
Collahuasi 160
9
5 1-2-2-2-2
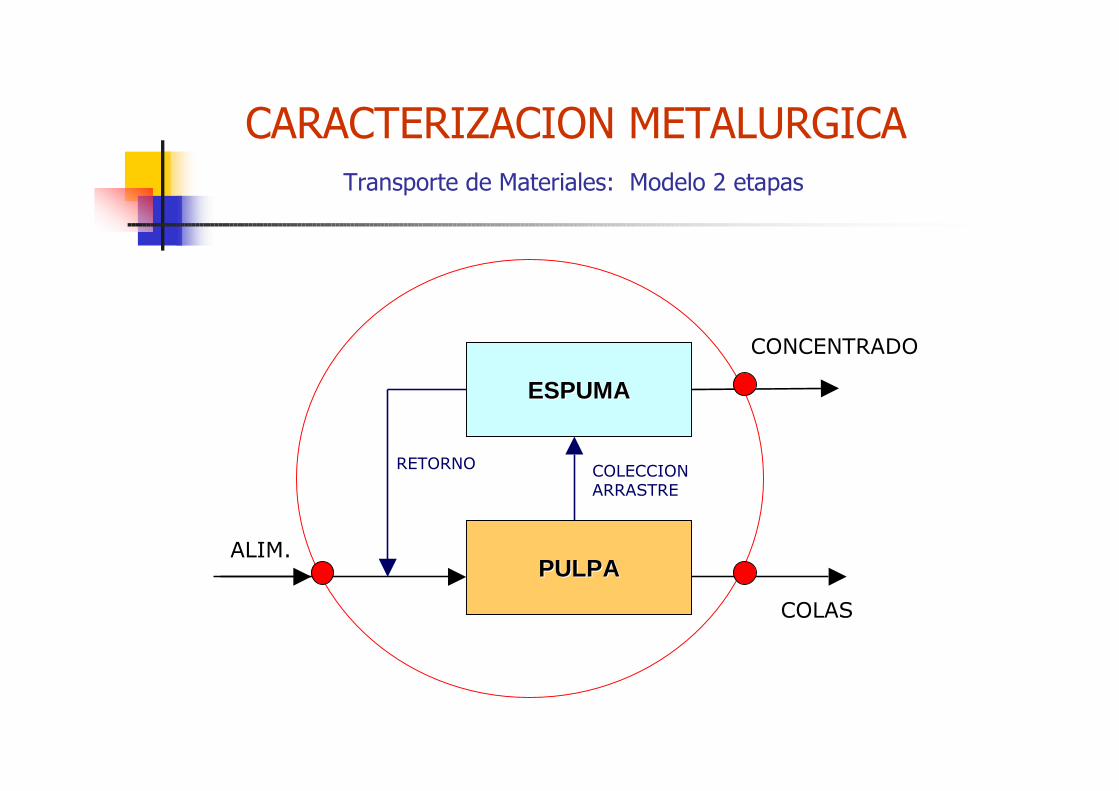
CARACTERIZACION METALURGICATransporte de Materiales: Modelo 2 etapas
ESPUMAESPUMA
PULPAPULPA
COLAS
COLECCIONARRASTRE
CONCENTRADO
RETORNO
ALIM.
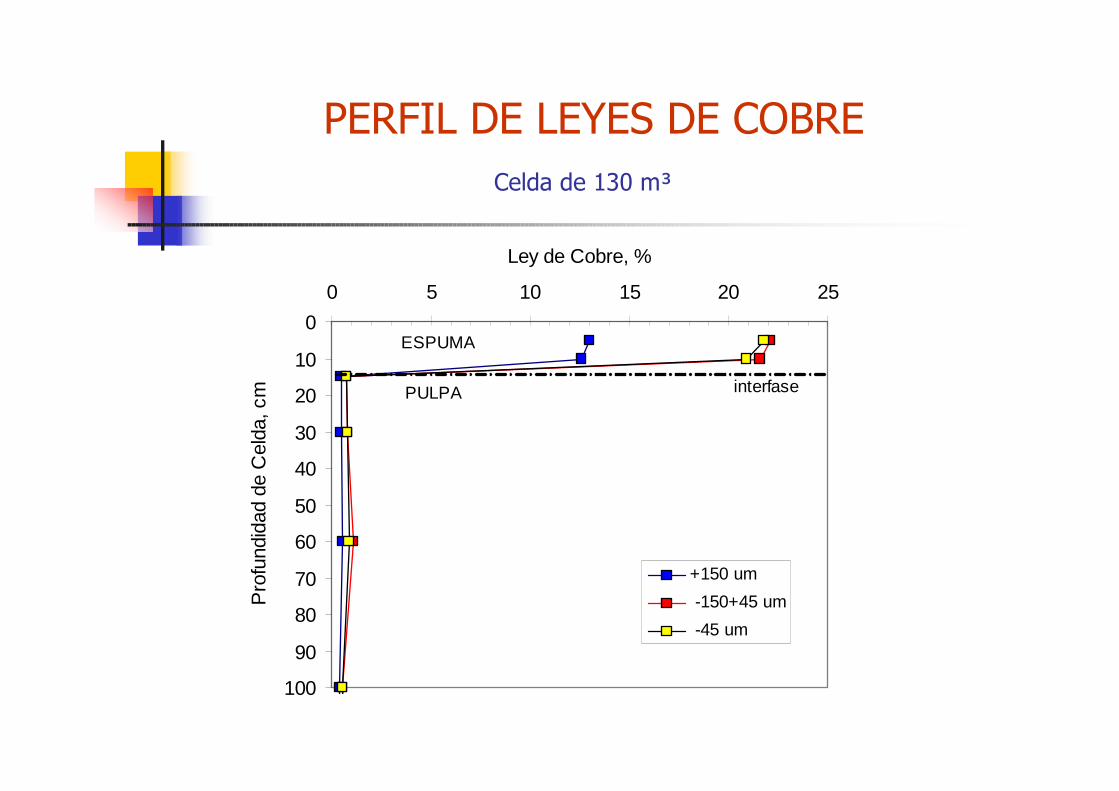
PERFIL DE LEYES DE COBRECelda de 130 m³
0
10
20
30
40
50
60
70
80
90
100
0 5 10 15 20 25
Ley de Cobre, %P
rofu
ndid
ad d
e C
elda
, cm
+150 um
-150+45 um
-45 um
interfase
ESPUMA
PULPA
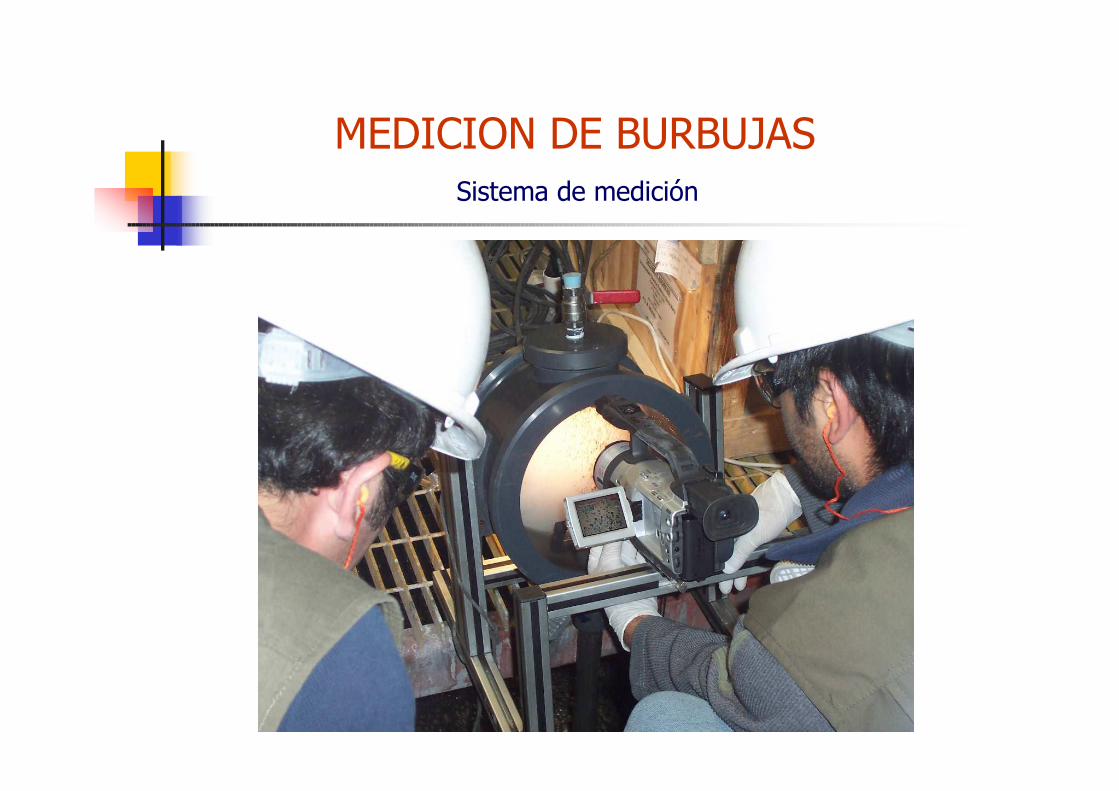
MEDICION DE BURBUJASSistema de medición
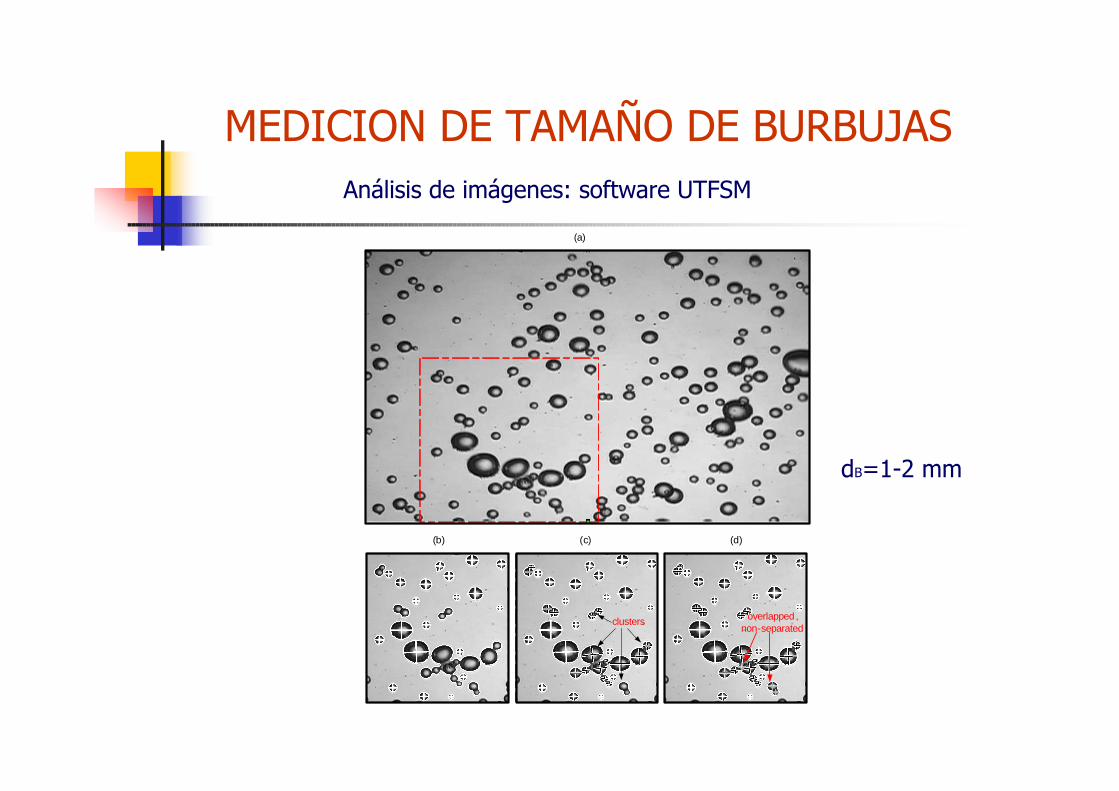
MEDICION DE TAMAÑO DE BURBUJAS
(b) (c) (d)
clusters overlapped , non-separated
(a)
Análisis de imágenes: software UTFSM
dB=1-2 mm

MEDICION DE CARGA DE BURBUJA
Espuma
Pulpa
BGas enascenso
Interfase
A
D
C
Recuperación de espuma

MEDICION DE VELOCIDAD ESPUMASistema de medición VisioFroth
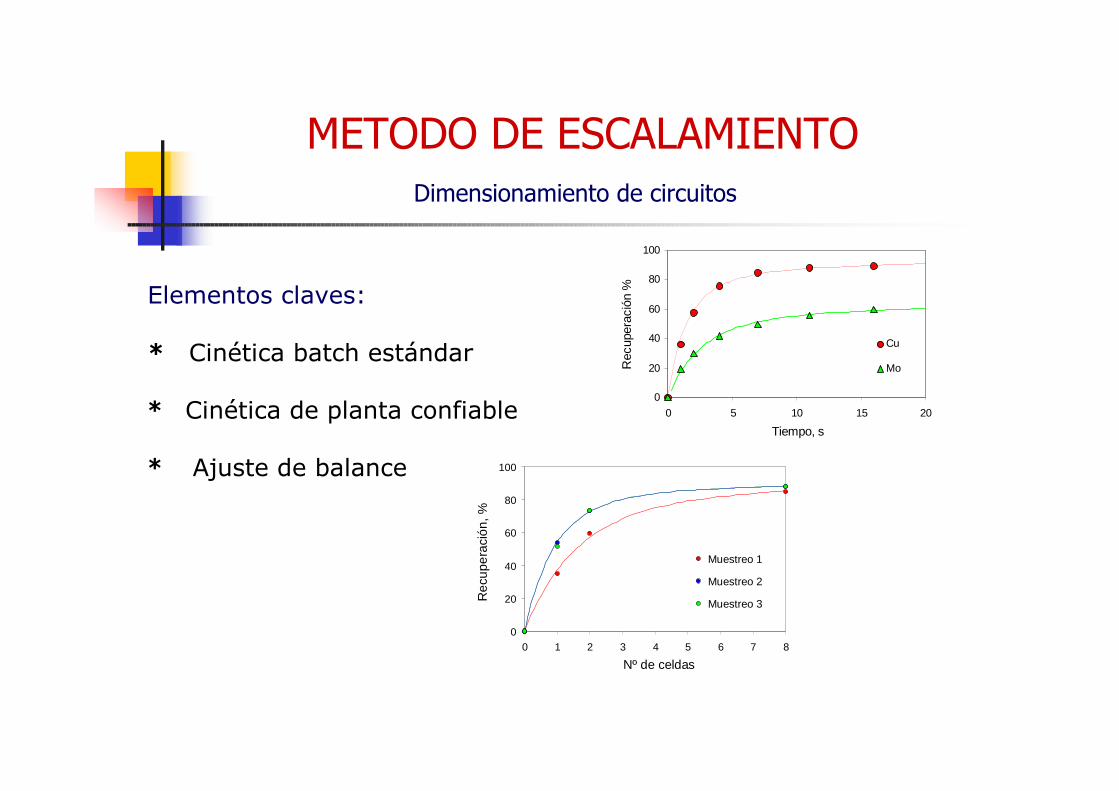
Elementos claves:
* Cinética batch estándar
* Cinética de planta confiable
* Ajuste de balance
METODO DE ESCALAMIENTODimensionamiento de circuitos
0
20
40
60
80
100
0 1 2 3 4 5 6 7 8
Nº de celdas
Rec
uper
ació
n, %
Muestreo 1
Muestreo 2
Muestreo 3
0
20
40
60
80
100
0 5 10 15 20
Tiempo, s
Rec
uper
ació
n %
Cu
Mo
FACTOR DE ESCALAMIENTO
pulpa
b
ap b
k
k
k k
ξ
ξ α β γ
=
= ⋅ ⋅ ⋅ ⋅
MEZCLADO ESPUMA SEGREGACION
NUEVA METODOLOGIA
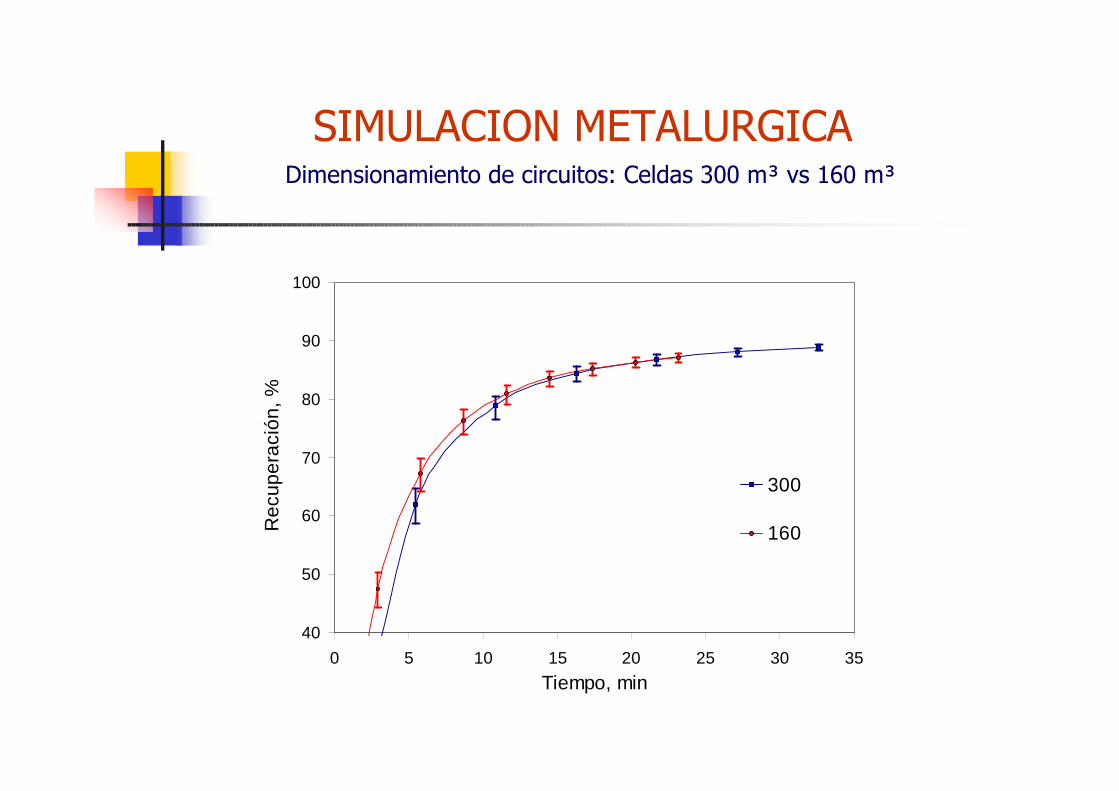
SIMULACION METALURGICADimensionamiento de circuitos: Celdas 300 m³ vs 160 m³
40
50
60
70
80
90
100
0 5 10 15 20 25 30 35
Tiempo, min
Rec
uper
ació
n, %
300
160
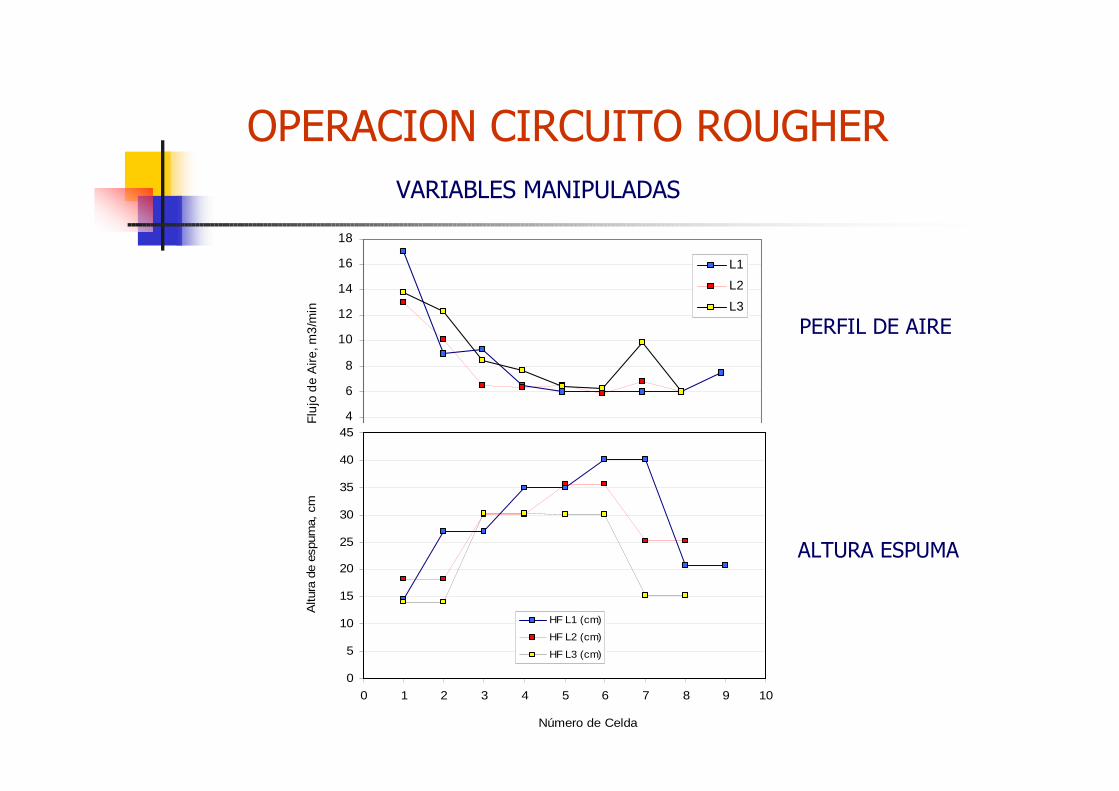
OPERACION CIRCUITO ROUGHER
0
2
4
6
8
10
12
14
16
18
0 1 2 3 4 5 6 7 8 9 10
Número de Celda
Flu
jo d
e A
ire
, m3
/min
L1
L2
L3
0
5
10
15
20
25
30
35
40
45
0 1 2 3 4 5 6 7 8 9 10
Número de Celda
Altu
ra d
e es
pum
a, c
m
HF L1 (cm)
HF L2 (cm)
HF L3 (cm)
PERFIL DE AIRE
ALTURA ESPUMA
VARIABLES MANIPULADAS
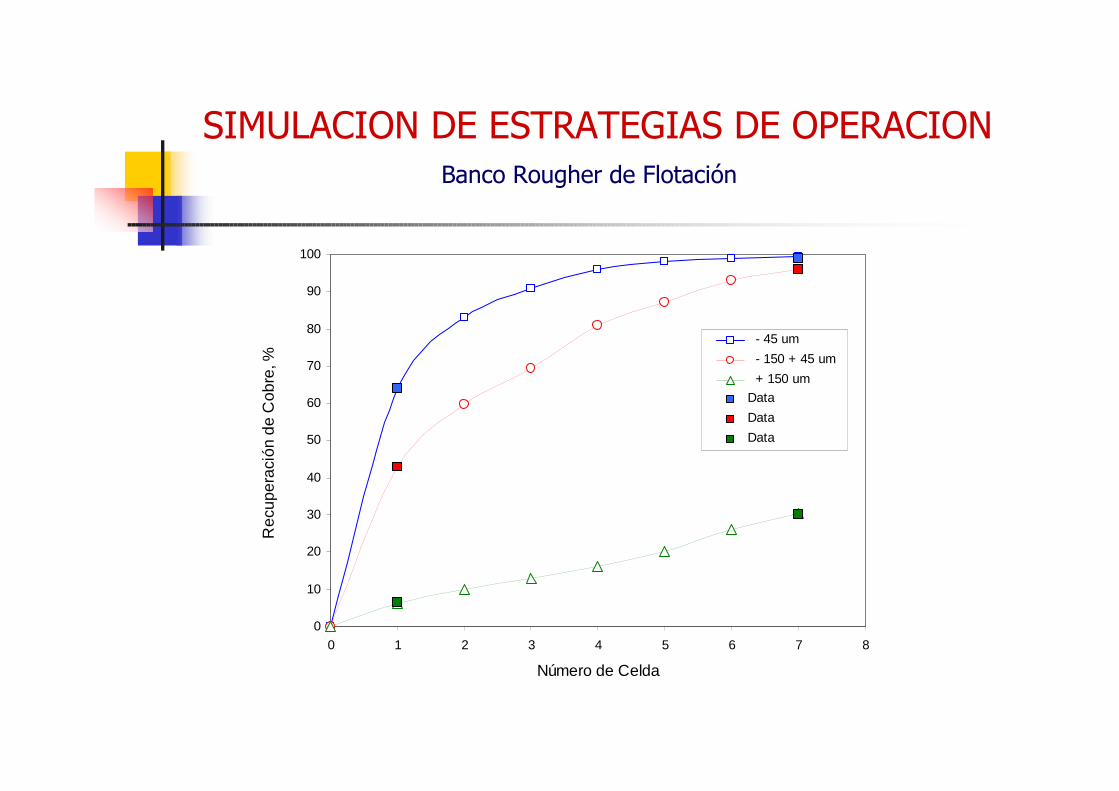
Banco Rougher de Flotación
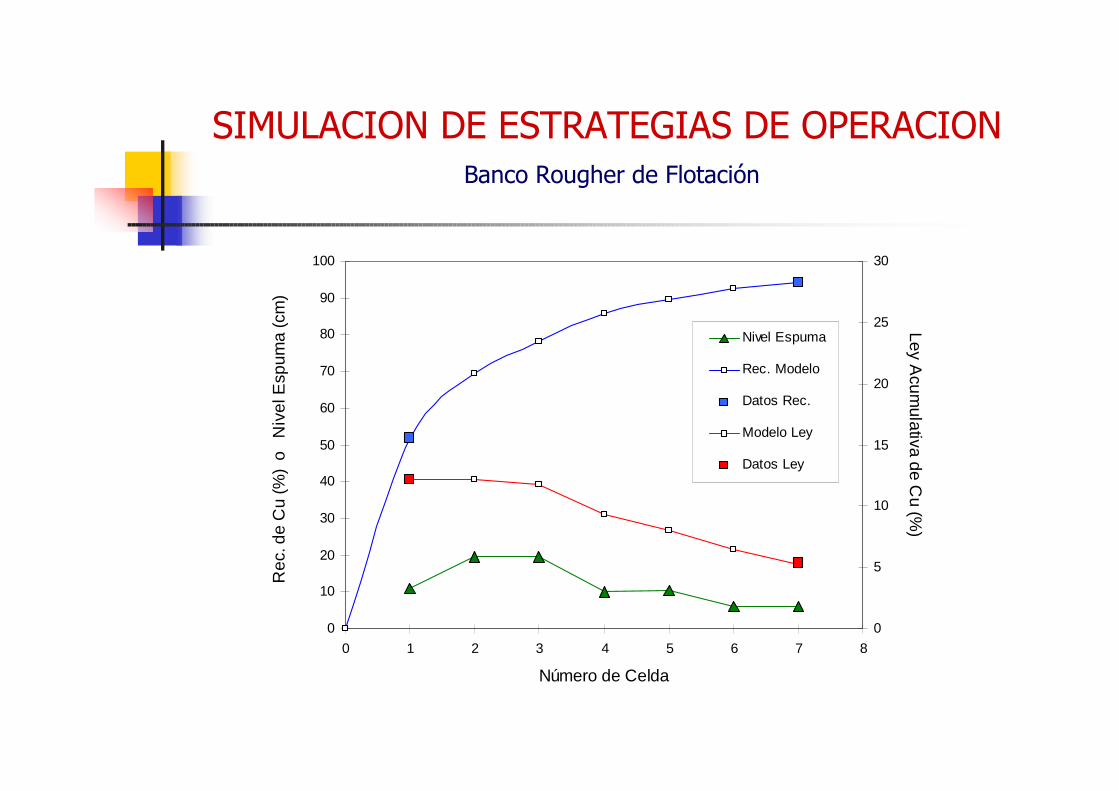
SIMULACION DE ESTRATEGIAS DE OPERACION
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5 6 7 8
Número de Celda
Rec
. de
Cu
(%)
o N
ivel
Esp
uma
(cm
).
0
5
10
15
20
25
30
Ley Acum
ulativa de Cu (%
).
Nivel Espuma
Rec. Modelo
Datos Rec.
Modelo Ley
Datos Ley
Banco Rougher de Flotación
SIMULACION DE ESTRATEGIAS DE OPERACION
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5 6 7 8
Número de Celda
Rec
uper
ació
n de
Cob
re, %
. - 45 um
- 150 + 45 um
+ 150 um
Data
Data
Data
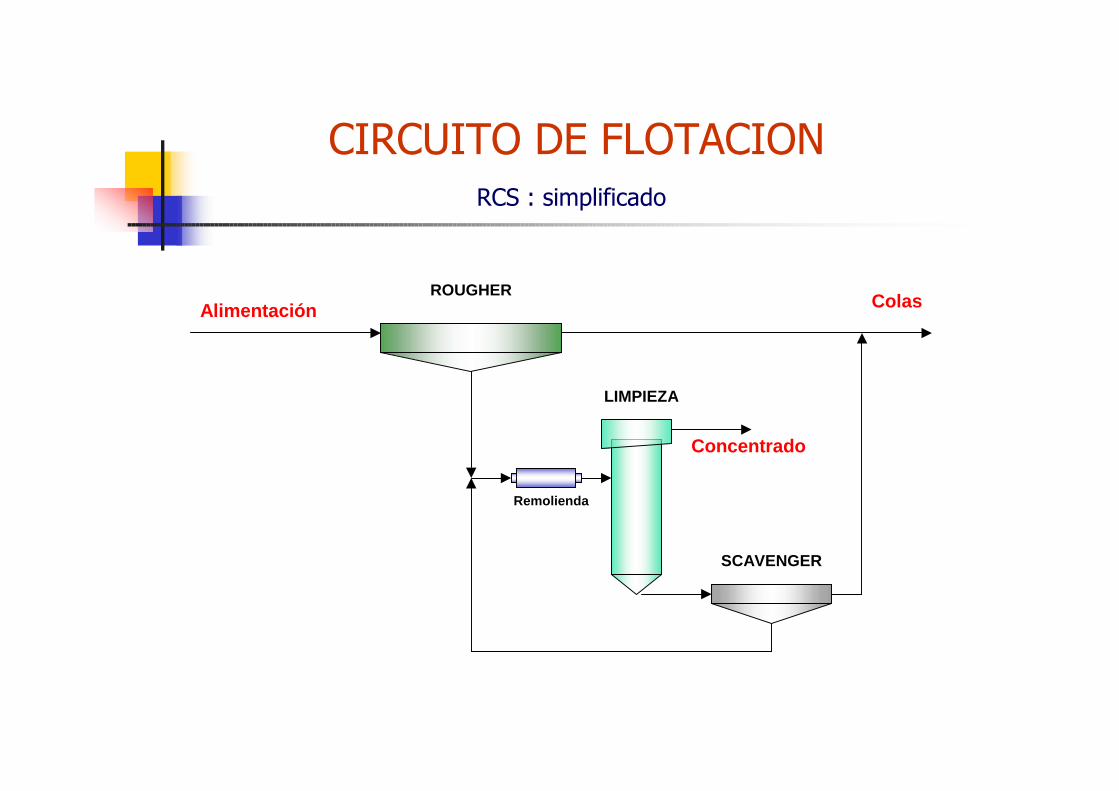
CIRCUITO DE FLOTACION
ROUGHER
LIMPIEZA
SCAVENGER
Remolienda
Alimentación Colas
Concentrado
RCS : simplificado
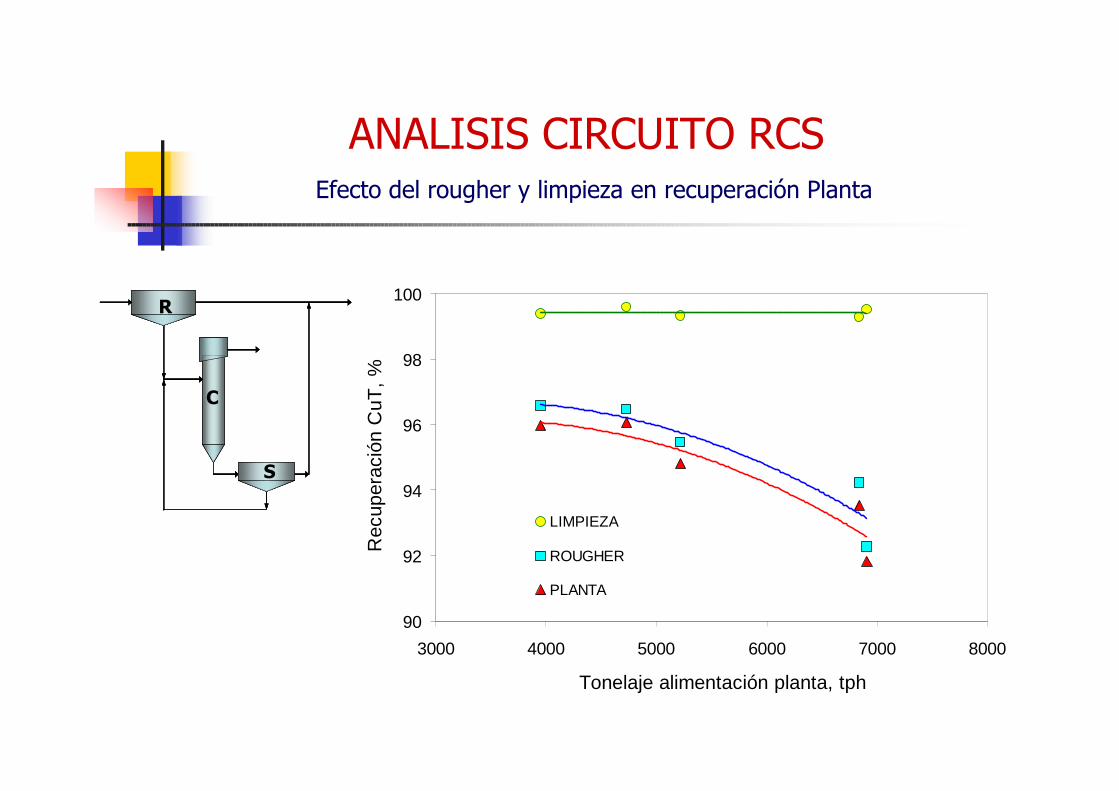
ANALISIS CIRCUITO RCSEfecto del rougher y limpieza en recuperación Planta
90
92
94
96
98
100
3000 4000 5000 6000 7000 8000
Tonelaje alimentación planta, tph
Rec
uper
ació
n C
uT,
%
LIMPIEZA
ROUGHER
PLANTA
S
R
C
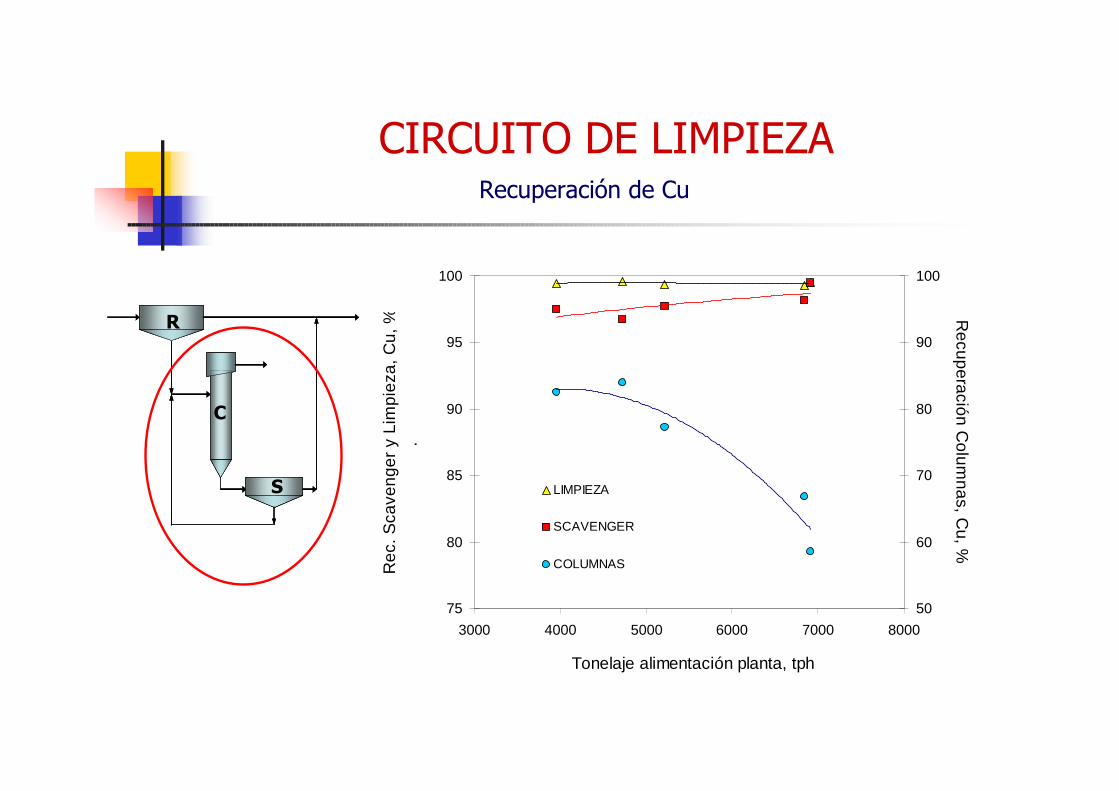
CIRCUITO DE LIMPIEZARecuperación de Cu
S
R
C
75
80
85
90
95
100
3000 4000 5000 6000 7000 8000
Tonelaje alimentación planta, tph
Rec
. Sca
veng
er y
Lim
piez
a, C
u, %
.
50
60
70
80
90
100
Recuperación C
olumnas, C
u, % .
LIMPIEZA
SCAVENGER
COLUMNAS
CONCLUSIONES
Avances en la TecnologíaCeldas de mayor tamaño (economía de escala)Mejoras en diseñoCircuitos simplificados
Mediciones no ConvencionalesMejoras Diagnóstico y Control de la Operación
Nuevos ModelosDimensionamiento de circuitosEvaluación de Estrategias de Operación
FIN
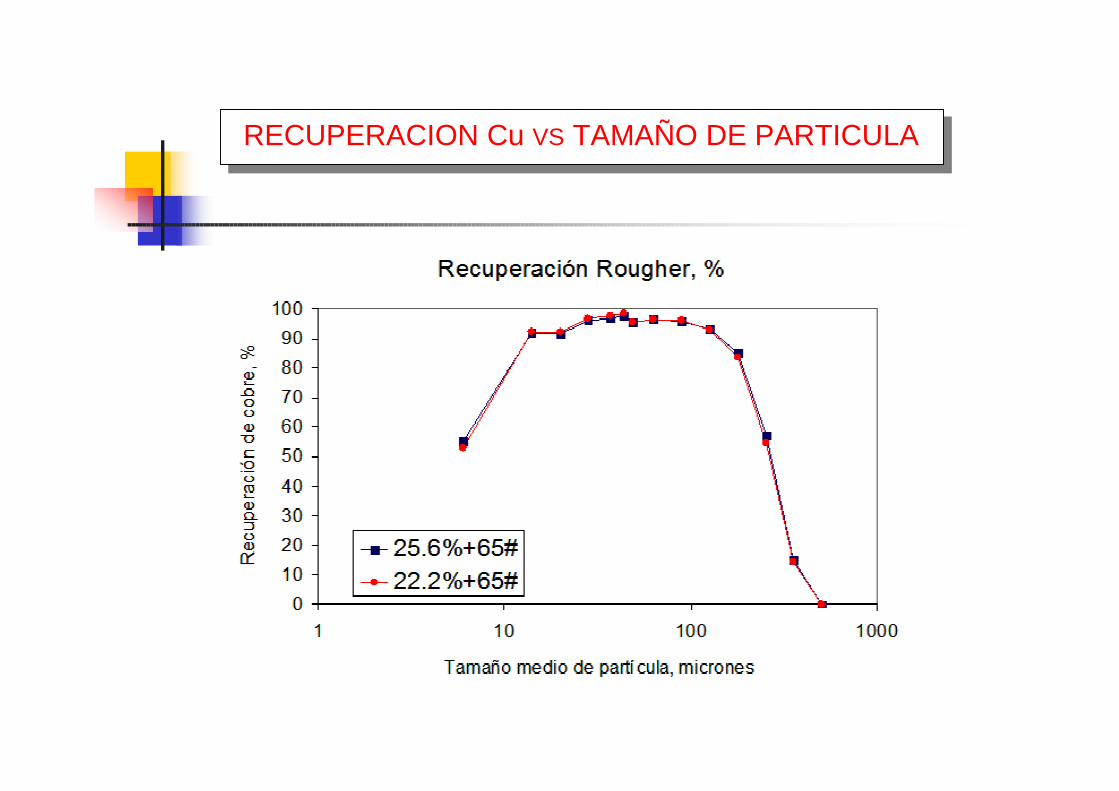
RECUPERACION Cu VS TAMAÑO DE PARTICULA
0
1
2
3
4
5
6
7
8
9P
érdi
das
Cu,
%
65#150#325#CY 1 2 3CY 4 5CY - 5Clase de tamaño
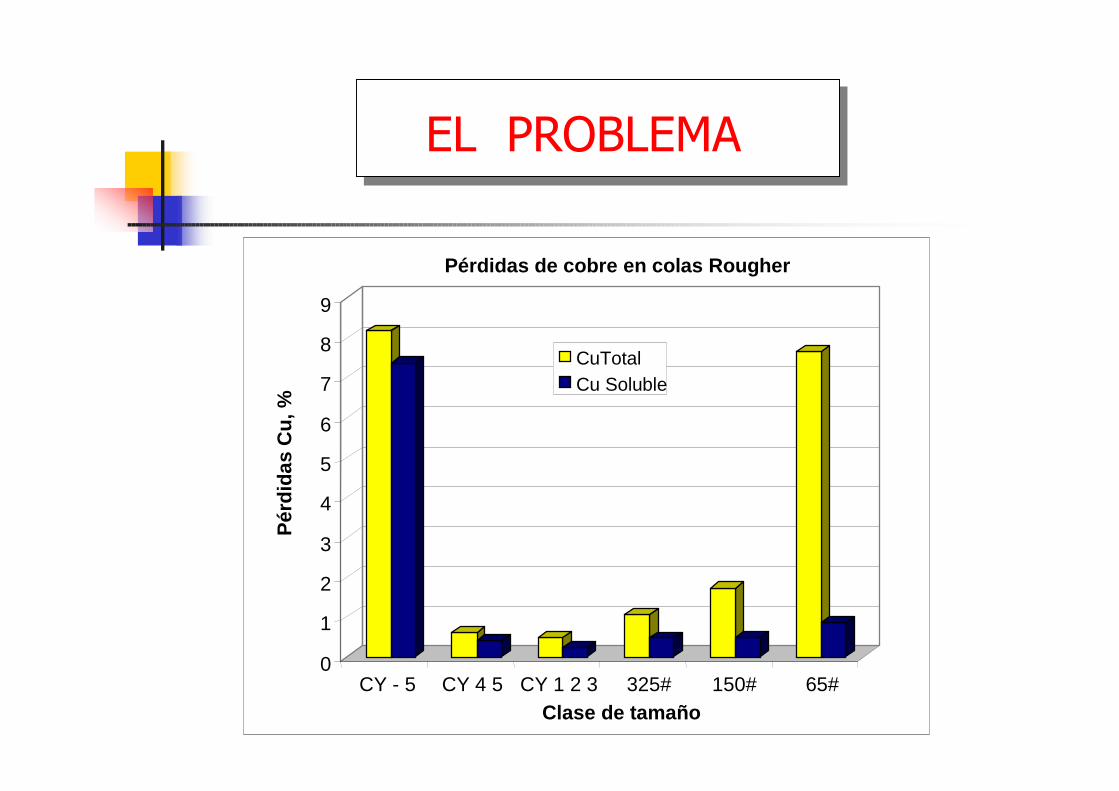
Pérdidas de cobre en colas Rougher
CuTotalCu Soluble
EL PROBLEMA
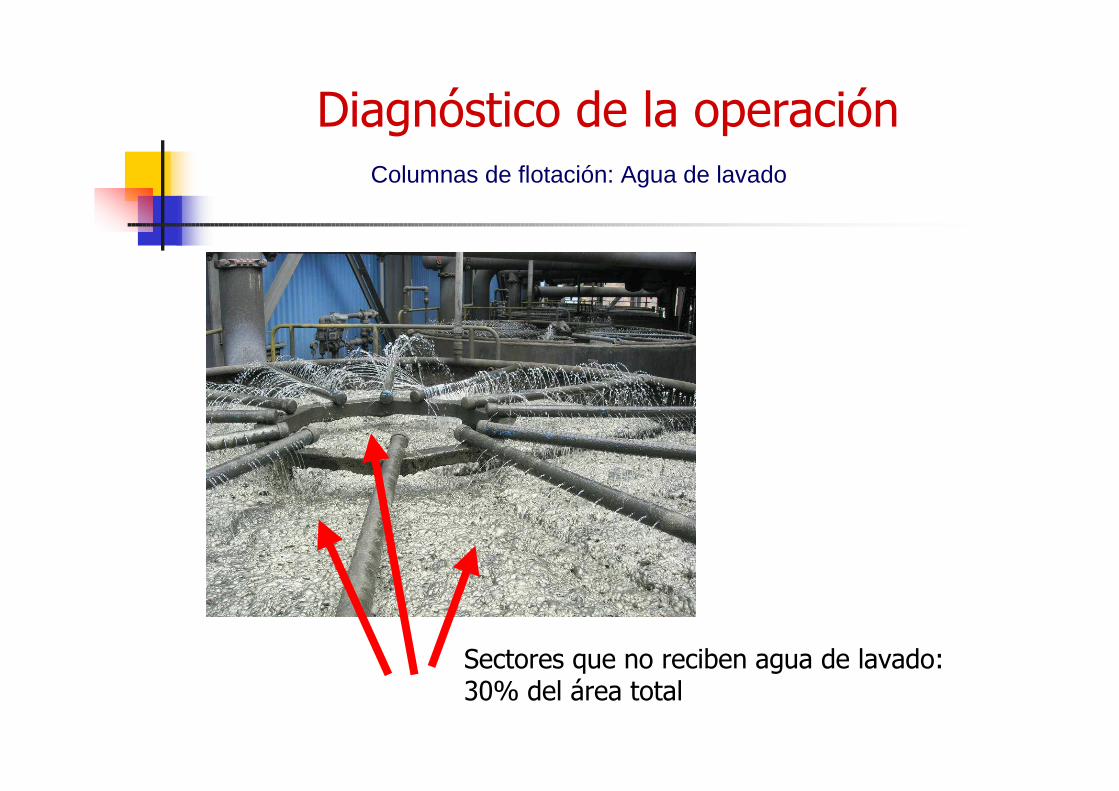
Columnas de flotación: Agua de lavado
Diagnóstico de la operación
Sectores que no reciben agua de lavado: 30% del área total

Diagnóstico de la operaciónColumnas de Flotación
HF = 90–100 cm
Hundimiento de la espuma
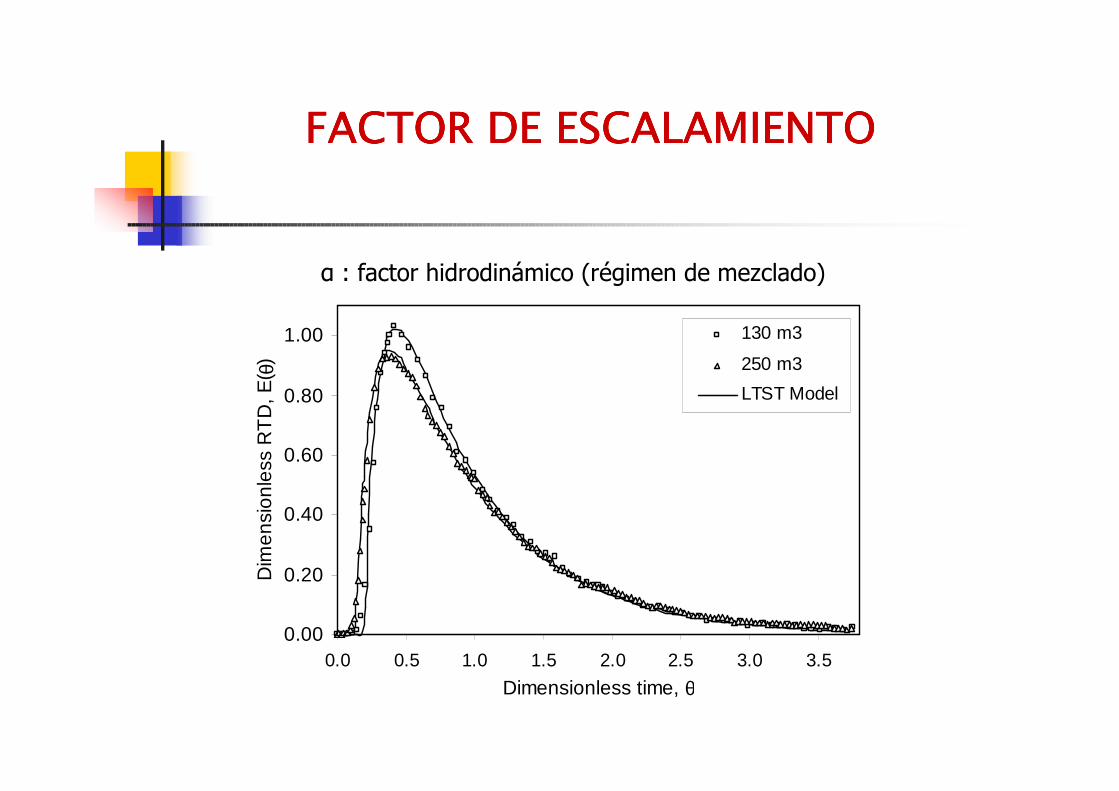
FACTOR DE ESCALAMIENTOFACTOR DE ESCALAMIENTOFACTOR DE ESCALAMIENTOFACTOR DE ESCALAMIENTO
α : factor hidrodinámico (régimen de mezclado)
0.00
0.20
0.40
0.60
0.80
1.00
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5
Dimensionless time, θ
Dim
ensi
onle
ss R
TD
, E( θ
)
130 m3
250 m3
LTST Model






![Celda de flotacion de Laboratorio EDEMETid85]1.pdf · Title: Celda de flotacion de Laboratorio EDEMET Author: EDEMET Subject: Celda de flotacion Keywords: celda de flotacion; concentracion](https://static.fdocuments.ec/doc/165x107/5ba4202109d3f2c0278ce248/celda-de-flotacion-de-laboratorio-id851pdf-title-celda-de-flotacion-de-laboratorio.jpg)









