1 membranas y_su_uso
25
TRABAJO: MEMBRANAS Y SU USO Autores: Antonio Adame Santana, Pedro Caraballo Bello y Patricia Palmero Lay. En este trabajo, dedicado a las MEMBRANAS Y SU USO nos centraremos en la aplicación concreta de la ÓSMOSIS INVERSA, viendo en el tanto conceptos generales sobre membranas como de ósmosis, aplicaciones, comparaciones del proceso, consideraciones sobre el agua, pretratamientos, operaciones y limpieza, así como criterios de selección tanto de membranas como de equipos completos para su correcta aplicación. CONCEPTOS GENERALES DE LA ÓSMOSIS El concepto de la ósmosis inversa es muy sencillo: se toma agua que contiene sales disueltas u otros contaminantes y al aplicársele presión, el agua queda prácticamente libre de toda impureza cuando esta pasa a través de una membrana sintética. Debido a que la membrana no está dotada de poros, el agua tiene que disolverse en la membrana y pasar por difusión a través de ésta. Al permear el agua por la membrana, el líquido deja atrás casi todas sus sales, y otras impurezas tales como materia orgánica, coloides, organismos microbiológicos y sílices. La membrana produce una hiperfiltración del agua que se le alimenta a presión. El agua que ha permeado a través de la membrana es altamente pura y esta prácticamente libre de bacterias, virus, pirógenos, patógenos, larvas, esporas, quistes algas y otras muchas impurezas que pueden afectar a la salud humana. Hay otra corriente de agua en un aparato de ósmosis inversa la cual posiblemente sea mas crítica: “el rechazo ó concentrado”. Así la ósmosis es también un concentrador de sales. Además de las sales, el rechazo contiene en suspensión concentrada casi toda la sílice, materia orgánica, virus bacterias, algas y demás impurezas que contaminaban el agua de alimentación. El hombre no ha podido fabricar una membrana que sea perfectamente selectiva cuya estructura molecular deje pasar solamente agua y rechace 100% de todas las sales disueltas. - Ósmosis como suavizador Calcio y Magnesio pasan con mas dificultad y el agua queda suavizada. El contaminante principal del producto de ósmosis inversa es el cloruro de sodio. La eficiencia de eliminación del cloruro de sodio en las mejores membranas que se fabrican hoy en día es del 99.5%. 300mg/l (ppm) de cloruro de sodio partiendo de agua de mar con 30000mg/l, en una sola etapa de ósmosis. - Proceso continuo Las sales se van extrayendo continuamente del sistema. Si dentro del aparato se opera debidamente, no ocurre acumulación de sales, ni en las membranas ni en el
-
Upload
christianalberto2015 -
Category
Design
-
view
43 -
download
1
Transcript of 1 membranas y_su_uso
TRABAJO: MEMBRANAS Y SU USO Autores: Antonio Adame Santana, Pedro Caraballo Bello y Patricia Palmero Lay.
En este trabajo, dedicado a las MEMBRANAS Y SU USO nos centraremos en la aplicación concreta de la ÓSMOSIS INVERSA, viendo en el tanto conceptos generales sobre membranas como de ósmosis, aplicaciones, comparaciones del proceso, consideraciones sobre el agua, pretratamientos, operaciones y limpieza, así como criterios de selección tanto de membranas como de equipos completos para su correcta aplicación.
CONCEPTOS GENERALES DE LA ÓSMOSIS El concepto de la ósmosis inversa es muy sencillo: se toma agua que contiene sales disueltas u otros contaminantes y al aplicársele presión, el agua queda prácticamente libre de toda impureza cuando esta pasa a través de una membrana sintética. Debido a que la membrana no está dotada de poros, el agua tiene que disolverse en la membrana y pasar por difusión a través de ésta. Al permear el agua por la membrana, el líquido deja atrás casi todas sus sales, y otras impurezas tales como materia orgánica, coloides, organismos microbiológicos y sílices. La membrana produce una hiperfiltración del agua que se le alimenta a presión. El agua que ha permeado a través de la membrana es altamente pura y esta prácticamente libre de bacterias, virus, pirógenos, patógenos, larvas, esporas, quistes algas y otras muchas impurezas que pueden afectar a la salud humana. Hay otra corriente de agua en un aparato de ósmosis inversa la cual posiblemente sea mas crítica: “el rechazo ó concentrado”. Así la ósmosis es también un concentrador de sales. Además de las sales, el rechazo contiene en suspensión concentrada casi toda la sílice, materia orgánica, virus bacterias, algas y demás impurezas que contaminaban el agua de alimentación. El hombre no ha podido fabricar una membrana que sea perfectamente selectiva cuya estructura molecular deje pasar solamente agua y rechace 100% de todas las sales disueltas. - Ósmosis como suavizador Calcio y Magnesio pasan con mas dificultad y el agua queda suavizada. El contaminante principal del producto de ósmosis inversa es el cloruro de sodio. La eficiencia de eliminación del cloruro de sodio en las mejores membranas que se fabrican hoy en día es del 99.5%. 300mg/l (ppm) de cloruro de sodio partiendo de agua de mar con 30000mg/l, en una sola etapa de ósmosis. - Proceso continuo Las sales se van extrayendo continuamente del sistema. Si dentro del aparato se opera debidamente, no ocurre acumulación de sales, ni en las membranas ni en el
sistema, y y nunca necesita regenerarse. El proceso no se perturba en forma grave por cambios moderados en la salinidad del agua. APLICACIONES DE LA ÓSMOSIS INVERSA - Producción de agua ultrapura en calderas de alta presión Si su proceso requiere mas calidad de lo que producen las membranas convencionales, una solución es instalar membranas de alto rechazo. Otra solución más común es alimentar el producto de la ósmosis inversa a otro paso de membranas y/o a un pulidor de intercambio iónico para eliminar el resto de sales. La instalación de ósmosis inversa como pretratamiento delante de resinas de intercambio iónico disminuye considerablemente el costo global de la operación. Cualquier agua que contenga mas de 85 micromohs de conductividad, la combinación ósmosis inversa/intercambio iónico es más rentable que utilizar intercambio iónico solamente. - Agua ultrapura para microcircuitos y pintura En la fabricación de microcircuitos, las impurezas del agua de enjuague causan defectos notables. Se sigue un proceso similar al que se efectúa en termoeléctricas, refinerías y otras industrias que utilizan calderas de alta presión. La diferencia es que la industria microeléctrica después de las resinas de intercambio, normalmente, instala otro sistema de membranas para poder capturar cualquier partícula fina. - Agua ultrapura para productos farmacéuticos y cosméticos Se instalan columnas de carbón activado después de la ósmosis para eliminar cualquier residuo de cloro o solvente orgánico que logre traspasar las membranas. - Producción de agua potable para consumo humano Pueden ser tan pequeñas como de 4 l/día ó 300000 l/día. Dicho sistema no solo puede potabilizar agua de mar o solamente salobre a un coste muy razonable, sino que remueve el arsénico, flúor, plaguicidas, fertilizantes y otros compuestos que hacen el agua peligrosa para la salud humana. - Elaboración de cervezas y refrescos Se utiliza en la elaboración de estos productos cuando el agua disponible tiene un contenido tan alto en dureza o en cloruros que no puede llenar las especificaciones de calidad. - Fabricación de barras y cubitos de hielo - Producción de agua de riego - Otras aplicaciones ( nuevas cada año) CRITERIOS DE COMPARACIÓN Y SELECCION DE ÓSMOSIS INVERSA - Flexibilidad del proceso. - Pureza del producto.
- Ahorro de energía. - Costo de inversión. - Como evaluar si la ósmosis es el proceso mas indicado para nuestra agua 1 . Que calidad y cantidad de producto quiere en su proceso. 2 .Que clase de agua bruta tiene usted para procesar. A. Agua ultrapura. El agua bruta tiene una salinidad mayor de 60 ppm, el uso de la ósmosis inversa es muy indicado para ahorrar costos de regeneración de resinas. B. Aguas de ríos tropicales. Idónea si tiene alto contenido de compuestos orgánicos o de sílice. C. Desalación por etapas. Si es o no factible instalar una segunda etapa de ósmosis y/o un pulidor de resinas después de la ósmosis. DEFINICIONES Y CONCEPTOS BÁSICOS DE ÓSMOSIS INVERSA - Ósmosis ( directa) Inducir el agua a que fluya por difusión desde zonas donde se encuentra relativamente pura, con baja concentración de sales, a zonas donde se encuentra con alta concentración a través de una membrana semipermeable. - Membrana semipermeable Es cualquier membrana animal, vegetal o sintética en la que el agua puede penetrar o traspasar con mucha más facilidad que los otros componentes que se encuentran en solución en la misma. - Osmosis inversa La ósmosis inversa es un proceso inventado o creado por el hombre que invierte el fenómeno de la ósmosis natural. El objetivo de la ósmosis inversa es obtener agua purificada partiendo de un caudal de agua que esta relativamente impurificada o salada. - Flujo de agua. Qa = A x a x ( Ptot- DP- Pi ) donde A es la cte. De permeabilidad del agua de la membrana. TEORÍA DE ÓSMOSIS APLICADA A LA PRÁCTICA - Area superficial para efectuar la separación Es el factor de diseño y operación más importante. Existen membranas ultradelgadas y polímeros tan eficientes que permiten tener un factor GFD (Galones/pie2/Dia) enorme a bajas presiones. Es posible abusar del factor GFD, por ejemplo, partimos de que tenemos una planta con membranas diseñadas para rendir su caudal de especificación 20 GFD a 225 PSI y 25 ºC de temperatura. Se opera con aguas termales duras que llegan a la planta a 42ºC. A una presión cte, el agua pasa mas fácilmente por la membrana, el
factor GFD real de la operación se ha multiplicado por dos a casi 40 GFD. Con este tipo de agua, un pie cuadrado de membrana puede filtrar 3600 Galones. La planta que opera a 40 GFD va a producir 3600 Galonones en tres meses. Si operase a 20 GFD seria de seis meses. En otras palabras, a una presión fija y para cada tipo de agua, una membrana va a dejar un nº determinado de metros cúbicos de producto antes de ensuciarse. Si se aumenta la productividad por metro cuadrado, va a acortarse proporcionalmente el tiempo entre limpiezas. Abusando se corren dos peligros: 1. Limpiezas mas frecuentes y acortar la vida útil. 2. Ensuciamiento mas intenso, la suciedad se acumula hasta obstruir. - Efecto de la capa límite La otra razón por la que se puede exceder el factor GFD ocurre a nivel microscópico en la superficie de la membrana. Cuando el operador decide incrementar la capacidad de las membranas, los iones de sales, y partículas en solución que cargaba el agua son atropelladas por las que vienen por detrás. Se empieza a formar una alta concentración de sales y de impurezas localmente. - Factor Beta Cuando existe flujo laminar, tiende a precipitar sales sobre la superficie de las membranas, hay un factor de concentración denominado por la letra griega Beta. - Porcentaje de conversión La conversión o recuperación se define como el porcentaje de alimentación que se extrae como producto. RECUPERACION = ( flujo prod. / flujo alim.) x 100 - Recuperación excesiva Si alimentamos agua natural a una planta de ósmosis y la operamos al 100% de recuperación, a corto plazo comenzarían a precipitar sales poco solubles como sulfatos y carbonatos de Calcio y Magnesio, que bajarían notablemente la eficiencia y productividad en la planta de ósmosis. - Limites de diseño La conversión de una unidad no debe exceder del 55% para las membranas estandard y un 65% para las Mágnum. Hay membranas tipo espiral hasta de un 90%. “La conversión no debe ser tan alta que el caudal de descarga del rechazo sea inferior al caudal mínimo de los elementos.” “La conversión no debe superar el límite de precipitación de las sales.”
- Nº de pasos adecuado Para un caso en que se necesita un 87% de conversión por ejemplo, se necesitan tres pasos. El primero recupera un 50%, de un total de 100 litros, este separa 50. El segundo recupera otro 50%, por tanto 25 litros mas. En el tercer paso se recupera otro 50%, lo que son 12,5 litros, el total recuperado son 50+25+12,5 litros, lo que son 87 litros de 100. “La presión osmótica del rechazo puede ser un factor limitante de la conversión.” “La calidad del producto puede también ser factor limitante de la recuperación.” - Rechazo de sales La característica más importante de una membrana de ósmosis inversa es tener alto índice de rechazo. Esto lo enfatizamos porque a veces los ingenieros a cargo de seleccionar membranas de ósmosis inversa se aturden con la propaganda de diferentes configuraciones, y tipos de polímero y se les olvida que el propósito de este proceso es rechazar sales. El rechazo de sales es aun mas fundamental cuando su meta final es producir agua ultradepurada para calderas de alta presión, seguida de un pulidor de resinas para terminar de desionizar el agua. Una membrana que tiene alto rechazo intrínseco de sales que opera pretratando agua de alimentación a un pulidor de resinas, puede beneficiarse de ahorros importantes en regeneración y recomposición de resinas. - Rechazo de sales y ahorro de Kw por baja presión en agua salobre Ahorrar energía es un concepto nítido. Debe tenerse en cuenta que los consumos de energía cuando se desala agua de mar con ósmosis son cuatro veces mas ineficientes que cuando se desala agua salobre. El consumo de energía de una planta de ósmosis de agua de mar, típicamente es 7,3 Kwh por metro cúbico de producto. Esto justifica tomar medidas para reducirlo un 40-50% utilizando membranas de baja presión y turbinas de recuperación de energía. Existen plantas donde el consumo energético es de 4,8 Kwh/M3. - Rechazo de sales-membranas disponibles en el mercado El objetivo de le ósmosis inversa es obtener la calidad de agua más pura que se pueda a un costo lo mas bajo posible, no existe la membrana perfecta. Las membranas comerciales de agua salobre obtienen un rechazo de sales entre 90 y 99% y las de agua de mar, de entre 98 y 99,7%. A mas alto rechazo de sales, mejor es la calidad del producto. El rechazo de sales responde a la presión de trabajo. Al aumentar la presión de trabajo, el paso de sales sigue igual, pero se incrementa el flujo de agua. Esto produce un aumento apreciable en la calidad del agua al aumentar la presión. - Estabilidad del rechazo de sales El alto rechazo de sales de las membranas se obtiene naturalmente por su
superficie homogénea y libre de poros. Otras obtienen su alto rechazo a fuerza de cerrarle los poros con polímeros ( PTA) o ácido tánico ( PTB). La gran desventaja de estas últimas es que los restauradores no son estables y tienen que ser aplicados de nuevo cada vez que ocurre contaminación del agua de alimentación con metales pesados. - Salinidad promedio La salinidad que detectan las membranas de un sistema de ósmosis inversa no es ni la de entrada ni la de salida, es un promedio entre las dos. La salinidad promedio que detecta una membrana varía no solo con la salinidad del agua de alimentación, sino con la recuperación de la planta, y la posición que ocupan elementos de membranas dentro del recipiente a presión. - Paso de sales PASO DE SALES = SALINIDAD PROD / SALINIDAD PROMEDIO - Rechazo de sales RECHAZO SALES = 100% - PASO SALES TRANSPORTE DE SALES A TRAVÉS DE UNA MEMBRANA Podemos ver el paso de sales a través de la membrana (Qs) es una función directa de la superficie de la membrana instalada (a), y del diferencial promedio de concentración de sales de una cara de la membrana a la otra. También influye el factor B, que es una constante para cada membrana, y es una propiedad del tipo de polímero que se utiliza para fabricar la membrana y de su homogeneidad. Ecuación 7: Transportes de sales = Qs = B x a x C El paso de las sales es totalmente independiente de la presión. Al aumentar la presión de operación el paso del agua se incrementa, pero el transporte de las sales se mantiene igual. Este hecho permite al diseñador mejorar simultáneamente la calidad del producto y aumentar la productividad(hasta cierto punto), aumentando la presión de operación. Hoy día, existen membranas en el mercado que pueden obtener un rechazo de sales del 99,5% y, una productividad aceptable a 420PSI con agua salobre. También hay otras de baja presión las cuales operando a 225PSI pueden obtener un rechazo de sales del 97% a es presión relativamente baja. El primer tipo es indicado para producir agua ultra pura y el segundo separa l apotabilización con bajo costo de energía. - Como obtener una membrana de mayor rechazo de sales Hay varios métodos, algunos de ellos para obtener mejor rechazo de sales. Son los siguientes: CONTROL DE CALIDAD: Una forma de obtener un producto con menos sales es utilizar una membrana más selectiva; que intrínsecamente tenga un mayor rechazo de las mismas. La manera
más confiable de esta membrana es como lo ha logrado Fluid Systems mejorando su control de calidad en el proceso de fabricación des sus membranas. Así se ha podido controlar la homogeneidad de la capa de rechazo de la membrana, de manera que no tenga imperfecciones. MEMBRANA DINÁMICA: Otra manera de obtener alto rechazo de sales es fabricar una membrana que no sea tan perfecta, pero adicionándoles un polímero para taponar las imperfecciones. La técnica es que, si no se puede hacer una membrana perfecta, se les apliquen parches químicos; que se caen a los días de uso , no siendo un problema para el fabricante. El problema de las membranas dinámicas es que cuando el agua contiene hierro u otros metales pesados, o en cambio el pH, estos polímeros que están actuando como tapones, se predisuelve en el agua, se pierde con el rechazo, y aumenta la salinidad del producto. En las nuevas membranas de fibra hueca con fibra T de alta presión (1200 PSI) este problema es particularmente oneroso. El fabricante ha introducido un proceso de limpieza con ácido acético para que se adhiera mejor el PTB. En Europa, se ha logrado más estabilidad del ácido tánico, pero así todo hay que renovarlo cada dos o tres meses. Fluid Systems no usa estos polímeros en sus membranas tipo TFC porque considera que es inconveniente para un cliente. - Aumentar presión de operación y disminuir el área de membranas Esta es una manera obvia de mejorar la calidad, porque el paso del agua aumentan cuando se incrementa la presión y no así el paso de sales. Faltándole control de calidad en la fabricación así como los buenos polímeros , al aumentar la presión de operación es una buena manera de mejorar simultáneamente la calidad y la cantidad de producto. Los sistemas promovidos por los fabricantes de membranas de fibra hueca, tiene un consumo de energía de casi 6,2 kWh/ M 3 , aunque se opere la planta al 45% de conversión y se le instale una turbina para recuperarle la energía a la alta presión del rechazo. Esto obliga al fabricante de plantas de alta presión a diseñarlas con la conversión mas alta posible y con el costo y mantenimiento adicional de los aparatos de recuperación de energía. Parte del problema de los ciclos de alta presión es que para que el consumo energético no se torne oneroso, lo que obligan a uno a operar la planta de ósmosis a alta recuperación. Lo que ocurre es que entonces a una recuperación alta, la salinidad de la salmuera es mayor, y por ende, la presión osmótica de la salmuera dentro de la planta de ósmosis inversa aumenta proporcionalmente. IMPORTANCIA DE LOS FLUIJOS TURBULENTOS-FACTOR BETA: El factor beta es uno de los parámetros de diseño que son totalmente diferente entre las membranas de fibra hueca delgada y de espirales. Si una membrana que operase a bajo GFD fuese automáticamente mejor que una que operase a mas alto GFD, las membranas de fibra hueca delgada tendrían mas de 90% del mercado, cuando lo contrario es la realidad. El resultado es que las de fibras hueca delgada operan en el rango de 1-3GFD.Las
limpiezas de este tipo de membranas se da en días. La razón es el factor BETA y la TURBULENCIA con que se diseñan los sistemas con membranas con este tipo de espiral, pero no así los de fibra hueca , para romper la capa BETA. Los sistemas equipados con membrana en espiral se diseñan con flujos turbulentos para que el factor BETA no exceda 1.13.Quiere decir que bajo todas las condiciones normales de operación, la concentración de sales en la capa límite no va exceder en mas de 13% la concentración promedio en el caudal del agua. Los perneadores de fibra hueca delgada con sus flujos laminares y puntos muertos hidráulicos tienen un factor BETA de mas de 2 en algunas partes. Es decir las membranas están expuestas a concentraciones locales altísimas de sales incrustantes. Como el hexametafosfato de sodio, muy comúnmente usado como inhibidor de incrustación, protege sólo a dos veces el límite de saturación de las sales, se explica la alta tendencia a incrustarse de la membranas de fibra hueca. La tendencia incrustante de la membrana de fibra hueca delgada de acetato de celulosa es muy peligrosa. Cuando se efectúa la limpieza de la membrana, la incrustación se quita pero queda la perforación causada por la hidrólisis. La solución es bajar el factor BETA con velocidades altas y flujos turbulentos. CARGA ELECTROFORETICA: Las membranas de ósmosis inversa pueden tener carga eléctrica en su superficie, según el tipo y composición química de los polímeros utilizados por el fabricante por su elaboración. Por ende, la superficie de rechazo de sales de la membrana suele tener carga aniónica o catiónica dependiendo del pH de operación. Por ejemplo, la membrana TCF tiene una ligera carga catiónica a pH alto, lo cual se vuelve neutral a pH de 6 a 7 y ligeramente aniónica a pH bajo. Es importante incidir en que todas las membranas de poliamida como son la FT-30, la TFCL, y la A-15 las cuales tienen carga electroforética negativa muy fuerte en su superficie. Hay que tener mucho cuidado diseñando el pretratamiento para estas membranas. Algunas empresas fabrican un solo tipo de membrana. No existe una membrana que sea idónea para todas las variantes de agua natural que hay en el mundo. El cliente la puede especificar, pero esto repercute en alta frecuencia e intensidad de limpiezas. La UOP Fluid Systems fabrica tres tipos de poliamida y dos de acetato de celulosa. Siempre se trata de verificar que la membrana seleccionada sea congruente con las peculiaridades de su agua. En resumen, la ósmosis es un proceso que utiliza la fuerza de la presión para vencer la presión osmótica de un agua que sea relativamente salina, y purificarla al pasarla por una membrana semipermeable. El paso del agua es proporcional a la presión neta de trabajo, y no así el paso de sales, el cual es relativamente constante. CONSIDERACIONES SOBRE SU AGUA DISPONIBLE PARA ALIMENTAR AL PROCESO DE OSMOSIS INVERSA. - Minimice la turbidez del agua con la naturaleza como aliada
Existen plantas en México y Argentina, que trabajan con agua que alimentan directamente de un pozo salobre a la planta de ósmosis inversa, sin el pretatamiento previo alguno. Lo más interesante es que no sólo lo hacen así, operado exitosamente de esta manera por muchos años. El secreto es saber usar la ósmosis para hacer lo solamente lo que ésta puede hacer más eficientemente desalar agua. El conflicto con la realidad práctica en la industria de tratamiento de agua se origina por el hecho de que la ósmosis remueve todo tipo de orgánicos, no significa que se debe alimentar a la planta de ósmosis un agua sin pretratar que contenga todo tipo de impurezas y de materia en suspensión. Si su fuente es superficial (lago, río, canal o mar), y no se le da un pretratamiento adecuado al agua antes de la alimentación a la ósmosis, hay una gran probabilidad de que la limpieza de las membranas de ósmosis se vuelva una labor muy costosa, y se acorte la vida de las membranas. Lo anterior, no impide que con un buen pretratamiento, no se le pueda alimentar a la ósmosis hasta agua cloacal, lo que se hace en tres grandes plantas en los Estados Unidos. - Por donde comenzar Primero, muestra representativa del agua a tratar. Si se tiene un pozo debe ser bombeado por varios días antes de tomar la muestra. Si es una toma abierta, debe tomar la muestra a la profundidad y condiciones de ubicación y /o marea proyectada para su toma. En la selección de su proceso de purificación, el factor fundamental es el tipo de sales y contaminantes disueltos en el agua que tiene disponible para tratar, con el fin de establecer los parámetros del proceso. Este análisis debe considerar lo siguientes factores: TEMPERATURA: La temperatura es el dato mas importante para predecir correctamente la presión de operación de diseño de una planta de ósmosis inversa. Según aumenta la temperatura, el paso del agua puede pernear a través de la membrana mas fácilmente. La presión de operación disminuye un 4% por cada grado centígrado que aumenta la temperatura. Un equivocación de varios grados centígrados resultaría en un error enorme en la selección de la bomba para el proceso y en el diseño general de su planta de ósmosis. CLORACION DE SU FUENTE DE AGUA: El fabricante de membranas tiene que saber si su agua es de pozo y nunca ha sido clorada, o si es municipal y ha sido clorada. Esto es fundamental porque la cloración de agua forma cloraminas y otros oxidantes secundarios que se retiran muy difícilmente y atacan a todas las membranas de poliamida. EL FACTOR DETERMINANTE DEL DISEÑO PUEDE SER LA TENDENCIA INCRUSTANTE DEL AGUA: Muchas impurezas, al concentrarse en el rechazo, pueden causar problemas de incrustación si el diseño no se efectúa correctamente. Por esto, es indispensable saber el contenido en su agua de los siguientes iones:
>> Calcio (Ca) >> Magnesio (Mg) >> Carbonato (CO3) *AVISO IMPORTANTE: Si se sospecha que en las membranas hay incrustaciones con carbonatos debido a una falla en la dosificación de ácido o por otro motivo, no se puede poner a funcionar la bomba de ácido. Hay que parar la planta y enjuagar las membranas con la solución de ácido orgánico recomendada por el fabricante, y así se reiteran los carbonatos como citratos. >> Bicarbonatos (HCO3) >> Sulfatos (SO4) >> Sílice (SIO2) >> Hierro (Fe) >> Estroncio (Sr) >> Bario (Ba) OTROS COMPONENTES INCRUSTANTES EN EL AGUA QUE PUEDEN AFECTAR AL COMPORATMIENTO DE LA OSMOSIS: >> Ácido sulfúrico (H2S) >> Oxidantes >> Cloruros (Cl) >> Flúor (F) >>pH: Las aguas con alto pH son incrustantes, las de bajo pH son corrosivas. Existen dos razones para cuidar el pH; las aguas con mucha dureza de carbonato de cálcio requieren que se baje el pH con ácido, para evitar que las membranas se incrusten con carbonatos, a medida que estos se concentran en la salmuera. El efecto de acidificar el agua para llevarla desde condiciones normalmente incrustantes hasta condiciones ligeramente corrosivas, se logra dosificando una cantidad suficiente de ácido que baje el pH a alrededor de 6,5, lo que normalmente es suficiente para las membranas de poliamida como TFC. - Hidrólisis y pH En el caso que se utilice membranas de acetato de celulosa, es recomendable dosificar el agua con una cantidad adicional de ácido para bajar el pH 5,6 y, así retardar la hidrólisis de las membranas y extender su vida útil. La cantidad necesaria de ácido para cada caso y el pH óptimo de operación pueden ser fácilmente calculados por el distribuidor de membranas, utilizando su análisis de agua y un programa de computadora. La hidrólisis es un proceso que deteriora a las membranas de acetato de celulosa y no a las de poliamida. El efecto de la misma se manifiesta en un aumento de la
conductividad del producto de ósmosis inversa y una caída en la presión de operación de la planta. El efecto de la temperatura sobre las membranas de acetato es también un problema serio durante el almacenaje - Sólidos disueltos totales (SDT) Nos indica la cantidad de sales disueltas en el agua y determina para verificar el análisis de las sales individuales. - Turbiedad La determinación de la turbiedad del agua es fundamental para poder diseñar un pretratamiento adecuado. La aplicación correcta de la ósmosis es cuando se utiliza como un hiperfiltro de sales. Aunque la ósmosis también filtra materia en suspensión en agua, es muy caro hacerlos con las membranas. La turbiedad se mide de dos formas distintas: utilizando el Índice de Densidad de Ensuciamiento (SDI) o el Índice de Turbiedad (JTU). Si se mide el SDI, (se necesita un filtro millipore de 0,45 micra un regulador de presión, un recipiente para medir el volumen y un reloj tipo cronómetro) no debe exceder de un valor de 5 para las membranas del tipo espiral o de un valor de 3 para las de fibra hueca delgada. Si se mide el JTU, éste de debe excederse de 1 para las membranas espirales. Si el agua es turbia o cambia en la claridad según la estación, es preciso instalar filtros como parte del pretratamiento. PRETRATAMIENTO - Objetivos del pretratamiento Tres son las principales razones: incrustación, ensuciamiento ( Fouling) y ataque a las membranas. Cuando cualquiera de los primeros fenómenos ocurre, se traduce en una disminución en el rendimiento de la planta, o en un aumento en la presión de operación. También puede ser acompañado por un aumento en la presión diferencial y en la salinidad del producto. - Incrustación Este fenómeno de sales incrustantes ocurre en todos los procesos desalación de agua como puede ser en una caldera, una cafetera o una planta de ósmosis. La tendencia incrustante del agua se agrava notablemente por la alta concentración de sales en la capa límite, los flujos se tornan laminares. Si existe un descuido en el pretratamiento se comienza a formar una capa ultra delgada de incrustación sobre las membranas. Si el problema ocasionado por las membranas no se detecta y se resuelve oportunamente, la presión diferencial sube notablemente y se corre el peligro de dañar notablemente los elementos. Ésta se detecta abriendo la tapa de los tubos a presión en la salida del sistema, e inspeccionando y pesando los elementos en una báscula. Una vez que se obtiene
el peso, se compara con el peso original del elemento húmedo y drenado con otros valores tabulados. - Ensuciamiento El ensuciamiento con arena, materia orgánica, o materia coloidal también puede repercutir en la obstrucción física de los canales hidráulicos de los elementos. Éste comienza normalmente por el extremo de la alimentación y progresa hacia la parte posterior del sistema; se puede detectar inspeccionando y determinando el peso de la primeras membranas del sistema. El ensuciamiento afecta en especial a las membranas de fibra hueca , y a las nuevas de poliamida como TFLC y la FT-30. - Ataque bacteriano o químico a las membranas Estos ataques dañan irreversiblemente a la capa de rechazo de la sales de la membrana y permiten el paso relativamente de sales y agua. El ataque en membranas ocurre normalmente en las primeras capas del sistema, empeora, gradualmente y uniformen et en todos los tubos de un mismo paso, y se va propagando hacia las membranas ubicadas en la descarga del sistema. Otro factor es la presión de operación normalizada del sistema. La manera de confirmar que se trata de un problema, es hacer un análisis de dureza del producto. El problema se soluciona retirando la manguera de producto e introduciendo un tubito sonda. Lo fundamental es que los daños químicos o bacterianos son normalmente irreversibles y hay que detectarlos, diagnosticarlos y atacarlos antes de que se deterioren las membranas. - Turbidez Se mide utilizando Índice de taponamiento (SDI) e Índice de turbidez-Jackson. Para las membranas espiral el Jackson no debe excederse en la unidad y para las de fibra hueca SDI =3. - Ataque bacteriano Las membranas de poliamida no sufren años por estos ataques. Las bacteria se pegan a las membranas, pero se quitan con detergente y no dañan a éstas. Las membranas de acetato de celulosa si sufren daño por las bacterias - Hidrólisis Es un ataque químico por cambio de pH y temperatura que afectan exclusivamente a las membranas de acetato de celulosa, las de poliamida no la sufren. - Oxidación Todas las membranas de ósmosis inversa están sujetas a oxidación pero alguna son mas resistentes que otras. La dosis de cloro (medido en partes por millón) comenzaría a dañar a las membranas TFC en menos de tres días, la TFCL en tres
meses,... La vida útil de la membrana se alarga reduciendo el nivel residual de cloro en el agua . Esta reducción normalmente te efectúa con filtros de carbón o con exceso de meta sulfito de sodio. El efecto de la oxidación se manifiesta en un aumento considerable e la salinidad del producto y una disminución de la presión de operación a un caudal constante del producto. - Pretratamiento-Prefiltración natural de aguas superficiales En el caso de fuentes superficiales (lagos, ríos, o mar) la perforación de un pozo playero puede simplificar tremendamente el costo de inversión y operación del sistema del pretratamiento. El pretratamiento para una planta piloto consiste nada mas que en un filtro de cartucho para proteger la bomba, y en la inyección de un poco de ácido para bajar el pH a aproximadamente 7,0. Para sistemas grandes, se utiliza una serie de punteras conectadas con mangueras a un cabezal de bombeo. Normalmente te recomienda, hacer el pozo lo más profundo posible para minimizar posible incrustación de oxidantes. - Para aguas superficiales con alto SDI la configuración idónea de membrana es la espiral Para cualquier membrana que tenga alto índice de taponamiento (SDI) superior a 3, la configuración espiral es idónea. - La configuración espiral es idónea para aguas incrustantes Si el agua es alta en carbonatos, sulfatos, sílice, estroncio, bario o calcio, se recomienda la membrana espiral. - La membrana tipo espiral casi nunca requiere suavización previa Si el agua es superficial se considera seriamente un pozo playero, si el agua tiene alta turbidez, es dura e incrustante, hay que considerar seriamente la membrana tipo espiral. - Filtros de cartucho Los filtros de cartucho deben ponerse antes de la bomba de alta presión, protegen a ésta contra cualquier partícula abrasiva proveniente del pozo o la línea que pueda ocasionar daños a los impelentes. También protege a las membranas contra el taponamiento u obstrucción de los canales hidráulicos. El tamaño de los cartuchos que se debe utilizar depende la calidad de agua, y del tipo de membrana. - Rejillas de arena

Si hay problema de exceso de alimentación se debe considerar instalar rejillas o trampas para retirarla. También se ha utilizado con éxito hidrociclones, y filtros lavables del tipo calcetín. La idea es minimizar el consumo de filtros de cartucho. - Filtros de materia coloidal Con aguas superficiales, se recomiendan instalar filtros de arena (o mejor arena/ antracita) antes de los cartucho. - Coagulación En el caso de tener materia muy fina en suspensión, o trazas de aceite mineral, o en el caso de tener mucho hierro oxidado en el agua, se recomienda inyectar un reactivo flocuolante, como son los polielectrolitos, antes de los filtros de materia cicloidal. Esto ayuda a que las partículas se aglomeren. En algunos casos, se utiliza alumbre como coagulante en procesos de clarificación antes de la ósmosis inversa. - Anti-Incrustante. (Inhibidor) Todas las plantas de ósmosis inversa deben operarse con adición continua de antiincrustante. La única excepción es el caso de plantas que operen a baja presión. El hexametafosfato de sodio es el mas importante y mas económico de los reactivos. Es importantes que se obtenga comercialmente esté fresco, seco en envase sellado, ya que la humedad del ambiente lo convierte en ortofosfato. El hexametafosfato no detiene el proceso de cristalización, sino que solamente lo hace mas lento. Por eso es conveniente enjuagar las plantas a baja presión con agua de alimentación o con producto, cada vez que se pare la planta por mas de una hora. - Hidrólisis La composición de las membranas de acetato de celulosa requiere un pH entre 5 y 6 en todo momento durante su vida útil incluyendo operación, paros, y almacenaje. De lo contrario la membrana se hidroliza. La hidrólisis convierte el acetato de celulosa en celulosa. Para poder operar a lata presión y evitar incrustaciones de carbonato cálcico como grutas, es recomendable dosificar una cantidad relativamente pequeña de ácido. - Desinfectantes Si hay problemas con bacterias y se utiliza membranas de acetato, se recomienda que se inyecte cloro o hipoclorito con el fin de obtener un residual de cloro de 0.2 - 0.5 mg/L antes de alimentar la ómosis inversa. Es importante saber que los golpes de alta concentración de cloro dañan a las membranas de acetato. También, para aguas muy contaminadas se puede utilizar adicionalmente lámparas ultravioleta.
- Cloración / Descloración El apretamiento de agua de mar promueve el uso de la cloración para controlar la vida biológica seguida por desfloración par evitar que el cloro dañe a las membranas. - Alguicidas En algunas plantas, a veces se dosifica 1 ppm de solución de sulfato de cobre para controlar el crecimiento de algas u moluscos. El metasulfato aplicado incorrectamente puede destruir a todas las membranas. - Pretratamiento mínimo en agua de mar En otras plantas se está incluyendo pretratamiento mínimo lo que incluye poco o ningún pretratamiento químico. - Aceites y grasas Los aceites y la grasas forman una capa hidrofóbica sobre las membranas. Dicha capa repele el agua y disminuye notablemente la productividad de la planta de ósmosis inversa. El ensuciamiento con aceite y grasa normalmente es irreversible con lavado con detergente. A veces, si el ensuciamiento ha sido muy grave, se necesita efectuar un enjuague con disolvente, éstos son potencialmente eficaces pero dañinos para las membranas. - Postratamiento La reacción del ácido sulfúrico con los carbonatos del agua forma el gas carbónico, el cual se disuelve en el agua como ácido carbónico, esto le imparte un agradable sabor al agua similar al del agua mineral. Para aguas potables, se recomienda utilizar columnas empacadas con piedras de roca caliza tamizada por malla de ¾ de pulgada. Estas se van consumiendo con el tiempo y le imparten al agua un sabor muy agradable. - Aparatos de luz ultravioleta A veces, se utilizan antes de la ósmosis y a veces después, para controlar el crecimiento de bacterias. - Retropresión en el perneado Las membranas de ósmosis inversa no toleran ninguna retrogresión estática en el perneado. Aunque en algunas ocasiones se utiliza la presión para bombearlo a un tanque elevado, no suele ser muy recomendable. SELECCIÓN DE LA MEMBRANA CORRECTA PARA SU APLICACIÓN - Configuración
Los dos tipos de configuración son la de espiral y la de fibra hueca. También existen aparatos de membrana plana y en configuración tubular. 1.- Membrana en espiral Por sus caudales altos y turbulentos, se deben usar con todo tipo de agua difícil, superficial, o incrustante. Las membranas tipo espiral fueron inventadas y perfeccionadas por la UOP-Fluid Systems hace mas de veinte años. 2.- Membranas de fibra hueca Los perneadores de fibra hueca delgada tienen la única ventaja de ocupar menor espacio. Y l desventaja es a la hora de reponer membranas. 3.- Membranas planas: Las del tipo de filtro prensa se emplean en la industria alimenticia y en la farmacéutica por ser muy fáciles de lavar. También se usan en electrodiálisis. 4.- Membranas tubulares Éstas ocupan un punto intermedio en costo por metro cuadrado entre las planas y las espirales. Se usan para aplicaciones de ósmosis, ultra filtración, industria alimenticia (concentrar jugos con pulpa). - Selección de membranas Una vez definida la aplicación de la membrana, hay que elegir el tipo de material para la fabricación. - Rechazo de sales Si la meta es obtener agua ultra pura, la decisión mas acertada es la membrana que tenga mayor rechazo de sales a una presión razonable. - Presión de trabajo Con el fin de lograr buena productividad a través de la membrana, la presión de trabajo debe ser superior a la presión osmótica. - Diseños con membranas de baja presión Si el objetivo es producir agua ultra pura se debe considerar la membrana de baja presión. La TFCL goza de un rechazo de sílice del 98%, lo cual permite hacer idónea para calderas de alta presión. - Temperatura-Precalentamiento del agua para obtener mejor operación La opción es precalentar el agua antes de alimentarla a la ósmosis. El agua tendrá un disminución de la presión de operación al precalentamiento.
La razón para precalentar el agua es la solubilidad de sílice. Se sabe que a pH de 6 y a una temperatura de 45 grados centígrados pede llevar la sílice al doble de concentración en la salmuera de lo que es posible a 20 grados sin que la sílice precipite. La membrana idónea para operar a alta temperatura es la que tenga el mayor rechazo de sales, ya que a alta temperatura baja la presión de operación, y el paso de las sales aumenta, y esto empeora la calidad del agua. Si la temperatura de su agua es mayor que 45 ºC existe una membrana utilizada para concentrar jugo de azúcar a 88 ºC y 800 PSI en la industria azucarera. - Resistencia al cloro Los elementos de acetato de celulosa tienen la resistencia más alta al cloro residual de las membranas disponibles en el mercado para procesar aguas reales. Si su agua ha sido clorada y contiene oxidantes secundarios, la membrana de acetato de celulosa puede ser su mejor decisión, ya que estas membranas tienen muy baja tendencia a ensuciarse y cuando se efectúa una limpieza, se recupera fácilmente. Estas membranas de acetato de celulosa han demostrado alta resistencia a niveles de cloro residual de más de 0.5 ppm y de hasta 2 ppm. Si tiene un agua nítida y cristalina que haya sido clorada y pueda contener cloraminas, esta puede ser la aplicación correcta para membranas de poliamida aromática que toleran algo de cloro residual y algo más de oxidantes secundarios. - Durabilidad comprobada y resistencia al ensuciamiento con hierro y coloides Las membranas de poliamida son las más rudas y resistentes al ensuciamiento con hierro y con coloides. Estos elementos fueros desarrollados en 1977 y tienen más de diez años de estar operando en todo el mundo con resultados incomparables. El hecho es que estas membranas se recomiendan cuando se requiere rechazo de sales más alto de lo que se puede obtener a baja presión. Normalmente, las plantas existentes están equipadas para operar con bombas de alta presión las cuales descargan su caudal entre 300 PSI y 500 PSI. La calidad de estas membranas ha ido mejorando con los años. Hoy día, el rechazo de sales de los elementos de este tipo para agua salobre es del orden del 99%. La operación con este tipo de membranas demuestra que, fácilmente pueden operar mucho más tiempo que el periodo de garantía de 3 años. - Desalación de agua de mar A finales de la década de los 70, el gobierno Estadounidense se percató de la necesidad de construir plantas que pudieran potabilizar cualquier tipo de agua de charco, o de mar disponible durante esfuerzos bélicos, incluso aquellas contaminadas con elementos radiactivos, o con toxinas y gérmenes. Se probaron varios tipos de membrana. Al final de las pruebas surgió la membrana espiral modelo 1501 TFC como la única y exclusiva membrana aprobada por el ejército, lo suficientemente ruda como para potabilizar todo tipo de aguas.
De esta membrana militar, surgió la tercera generación de membranas para potabilizar agua de mar. El avance consiste en tomar la misma membrana y adaptarla a elementos de 8” de diámetro y que requiere el mercado de osmosis a nivel industrial. El resultado de esta adaptación, fue el desarrollo de elementos que han establecido la pauta de alto rechazo de sales a menor presión, lo cual permite potabilizar aun más económicamente agua de mar en una sola etapa. Si se tiene una membrana selectiva y de alta calidad se puede potabilizar agua de mar en una sola etapa a presiones de operación que oscilan entre 750 PSI y 950 PSI. Esto se ha repercutido en un ahorro muy grande en la energía eléctrica que se requiere para potabilizar el agua de mar. Estas membranas son capaces de desalar agua de mar con 36.000 mg/l o mas, y producir agua potable con menos de 300 mg/L en una sola etapa de bombeo a 750-950 PSI. Estas membranas de nueva generación de agua de mar no solo tiene la ventaja de ahorrar energía eléctrica, sino que además necesita menos pretratamiento y es mas fácil de limpiar. Reiteramos que estas membranas no necesitan que se las esté lavando y reacondicionando constantemente con productos químicos para cerrar los poros y los defectos. El tiempo entre limpieza de estas membranas es en promedio de una vez por año en plantas instaladas con tomas de agua superficial. Otra aplicación, es en plantas que quieran obtener agua ultra pura para calderas o para proceso, partiendo de agua de mar. Para ello, debemos pasar el agua procedente de la primera etapa por una segunda obteniendo así aguas de ósmosis con menos de 10 mg/l y prácticamente sin sílice. OPERACIÓN - Verificación de la instalación mecánica Si la planta es nueva, el operador debe cerciorarse que la instalación mecánica y eléctrica este efectuado correctamente antes de arrancar el sistema. En todos los casos, se deben guiar por los instructivos del fabricante del equipo; de no hacerlo, pondría en grave riesgo la vida útil de sus membranas y de su planta. - Protección contra la hidrólisis Es fundamental que los elementos de acetato de celulosa se conserven en lugar fresco hasta que los instale en su planta. De lo contrario, el deterioro por hidrólisis, puede dañarlos y disminuirles el rechazo de sales. Los elementos tipo espiral deben de venir en su caja y empaque de fábrica. Los elementos deben de venir aparte, y no cargados en los recipientes de presión. Los elementos de acetato deben ser guardados en lugares frescos, a pH de 4.9 y estar siempre húmedos, hasta su instalación. La hidrólisis se aumenta en un factor de diez al aumentar la temperatura en diez grados. Tampoco se han de congelar los elementos de acetato, ya que la expansión del hielo los dañaría irreversiblemente. Los elementos TFC no sufren hidrólisis por lo que no hay que refrigerarlos.

Aparte, también se debe revisar la caja con los elementos de ósmosis inversa y comprobar que el contenido no haya sufrido ningún daño físico. También se ha de revisar que la caja contenga un interconector y las dos juntas tóricas para cada uno de los elementos de ósmosis inversa. - Cómo cargar los elementos de tipo espiral La operación la puede hacer una persona pero será más seguro si lo hacen entre dos. Habrá que proceder paso a paso como se indica a continuación: 1. Limpie bien el interior del recipiente de presión agua, para que no queden
escombros ni polvo. Después cerciórese de que las dos ranuras internas de los extremos no tengan arena, sales u otra materia extraña.
2. Saque un elemento de su caja. Abra la bolsa de plástico y remueva el elemento espiral de la bolsa. Si no lo ha hecho todavía anote el número de serie de cada elemento y la posición que ocupa en cada recipiente de presión.
3. Coloque un solo sello “U” en la ranura del extremo de alimentación del elemento espiral. Hay que cerciorarse que la pestaña del sello “U” apunte en dirección contraria al flujo de manera que el flujo la selle contra la pared del tubo de presión.
4. Insertar ¾ partes del primer elemento en el recipiente de presión. Siempre se insertan por el extremo de alimentación y remueven por el otro. Coloque el anillo de polietileno en la ranura del recipiente de presión para que no se atore el sello en esta ranura.
5. Lubricar el sello “U” (sello de salmuera) con glicerina o lubricante de silicona (se recomienda por ser más resistente) sin abusar para no ensuciar las membranas.
6. Colocar y empacar tipo “O” (arosellos) en cada extremo de un interconectador. Lubricar los arosellos e inserte el interconectador en el elemento que ya está presentado en el tubo
7. Tomar un segundo elemento y mientras una persona aguanta el primero, la segunda persona inserta el segundo elemento en el interconectador, alineándolo.
8. Empujar el conjunto de elementos hacia adentro con cuidado, mientras que el ayudante alce ligeramente la parte anterior de la segunda membrana para que no se atore el sello “U” (sello de salmuera) en la ranura del recipiente de presión.
9. Continuar con el procedimiento anterior hasta que se cargue el tubo al completo. Si tiene membranas tipo “closed coupled”, el anillo de empuje va en el extremo de descarga del recipiente.
10. Determinar que tipo de tapa va en cada extremo del tubo. Presentar con tubo abierto en el extremo donde tenga el cabezal de descarga de producto y remover. Ahora colocar un empaque “O” grande en la ranura de la tapa y lubricar con silicona o glicerina. Insertar un adaptador en el elemento. La tapa que se coloca primero es siempre la que va en el extremo de descarga de salmuera.
11. Quitar el anillo de Polietileno y colocar dos de las piezas del anillo segmentado que tengan el corte de 90º primero. Colocar el segmento/s que tiene los dos cortes de media luna. Girar el anillo para que las dos piezas con corte de 90º queden hacia arriba y las ranuras entre las piezas queden arriba en posición vertical. Colocar ahora el anillo de retén.
12. Regresar al lado de alimentación, y empujar fuertemente los elementos de membrana, para que se asienten firmemente contra la tapa que se acaba de colocar.
13. Si se tienen elementos MAGNUN o membranas de acoplamiento contiguo (closed clouped) e interconectores internos, ya se puede cerrar la tapa igual que la del otro lado.
14. Terminar de ensamblar todos los tubos de presión del sistema repitiendo el mismo procedimiento.
15. Verificar que todas las tapas están colocadas, todos los anillos segmentados, en su lugar, y todos los retenes en su posición correcta en la ranura del anillo segmentado.
16. Ahora se puede arrancar el sistema como se indica en el manual de operación, y si no posee tal manual, se puede hacer como sigue.
- Puesta en marcha de los elementos Después de que el sistema esté correctamente instalado y no posee otra instrucción se puede arrancar como sigue: 1. Eliminar el aire del sistema. Con la bomba de ayuda, o con la presión de
línea, abra completamente todas las válvulas de alimentación y de rechazo para inundar el sistema y barrer el aire de éste.
Durante la purga de aire, la presión de entrada debe ser de 30 a 50 PSI. Si se tienen membranas de acetato es recomendable comenzar a controlar el
pH durante esta purga. 2. Ajustar las válvulas de control de manera que durante el arranque no se
puedan dar golpes de ariete. 3. Dar varios golpes de arranque a la bomba de alta presión por unos segundos
para eliminar posibles bolsas de aire y dejar que el sistema se asiente por un minuto. Si sigue saliendo aire, continuar con los golpes de arranque.
4. Cerciorarse que la válvula de rechazo esté a la mitad de su paso. 5. Arrancar la bomba de alta presión y ajustar inmediatamente la presión de
alimentación a las membranas de ósmosis abriendo o cerrando la válvula de descarga de la bomba, según presiones de operación indicadas para cada tipo de membrana.
6. Ajustar la válvula de rechazo para obtener la recuperación correcta de diseño, parámetro clave de la operación de la ósmosis inversa.
7. Manteniendo la bomba de alta presión en funcionamiento, volver a repetir los ajustes de válvula afinándolos hasta que la planta quede en sus condiciones de diseño.
8. Ajustar las bombas dosificadoras de ácido lentamente hasta obtener el pH correcto. Ajustar la bomba de anti-incrustante hasta obtener la dosificación correcta.
9. Si las membranas son nuevas o han estado largo tiempo guardadas en formol, se deberá tirar el producto que salga del sistema durante las dos primeras horas.
10. Después que el sistema esté en operación una hora, tome nota de los parámetros de operación. Durante las primeras 24 horas, sobre todo después de una limpieza, las membranas necesitan estabilizarse (periodo de asentamiento).
11. Durante éste periodo de asentamiento, es primordial tomar lecturas completas de todos los datos de operación, ya que esto establece las condiciones base del sistema.
12. Tomar los datos de operación al menos una vez al día. Es importante tener buenos datos de la evolución de la operación, para poder analizar problemas.
13. No cerrar nunca la válvula de rechazo para tratar de compensar por pérdidas de productividad, ya que puede ocasionar daños irreparables a las membranas
14. Paradas. Si se va a parar la planta por más de una hora se recomienda que haga un “flushing” (arrastre de alta velocidad, para limpiar membranas).
- Problemas de operación SÍNTOMA: disminución en la presión de operación normalizada, conductividad alta. Las membranas de acetato pueden perder su habilidad de rechazar sales si se hidrolizan al exponerse a pH o temperatura incorrectas, o si sufren ataques por bacterias. Esto normalmente se refleja en un aumento de productividad, disminución de la presión de operación, y en una calidad de producto que empeora rápidamente. Si se sospecha un ataque bacteriano a membranas de acetato, tomar medidas inmediatas para esterilizar el sistema, y verificar la dosificación y existencia de residual de cloro. No esperar a que el daño sea irreparable. Las membranas de poliamida no sufren ataque bacteriano: ensuciamiento bacteriano reversible, si, ataque bacteriano irreversible, no. SÍNTOMA: aumento de la presión de operación y aumento de la conductividad. Esto, normalmente se debe a taponamiento o incrustación de las membranas con las impurezas del agua. - ¿Cuándo limpiar las membranas?
Cuando la presión de entrada aumente 10% o la productividad baje 10% a una temperatura constante, o cuando la presión diferencial de las membranas aumente más de 10% sobre las originales, o sobre las de iniciación de operación estabilizada después de lavados o arranques por mantenimiento, se debe parar la planta y lavar las membranas. Al mismo tiempo debe tratar de corregir cualquier fallo en el pretratamiento o en la operación, que esté ocasionando el ensuciamiento. Las membranas se deben limpiar lo menos posible, porque los lavados representan condiciones agresivas que a la larga, las envejecen y desgastan.. sin embargo, es fundamental limpiarlas antes de que el ensuciamiento obstruya los canales hidráulicos. LIMPIEZA EFICAZ DE MEMBRANAS - Cómo limpiar Se necesita un equipo de limpieza. Este consiste en un tanque de fibra de vidrio, un filtro de cartucho de plástico de 25 micras, una bomba centrífuga de plástico o inoxidable, una válvula de control, un rotámetro de plástico, una manguera para aumentar a las membranas y otra de retorno. Lo más importante de una limpieza es tener el caudal correcto para barrer las impurezas. Dependiendo de la capacidad de la bomba podrá lavar un banco completo, o tubo por tubo. Con membranas espiral, por cada tubo de 8” necesita un caudal de 35 a 40 GPM, mientras que por cada tubo de 4” necesita un caudal de 8 GPM. La presión de lavado no debe ser menor de 60 PSI. - Temperatura de limpieza Lo segundo más importante es la temperatura de lavado. Los lavados son más eficaces a temperaturas elevadas. Notar la temperatura máxima de lavado para las distintas membranas en el instructivo del fabricante, y caliente el agua a la temperatura máxima que estas toleran. Después de esto, es fundamental ajustar el pH de la solución de lavado al nivel correcto. - Con qué limpiar Cada planta tiene que encontrar su solución de lavado más óptima, ya que literalmente no existen dos aguas con condiciones idénticas, y la disponibilidad de reactivos varía en cada caso. Sin embargo, la experiencia establece ciertas reglas generales que pueden acortar la búsqueda de la solución óptima. - Preparación de la solución de limpieza La solución de limpieza se prepara con agua producto (permeado) y la cantidad de reactivos que indique el fabricante. Nunca utilice agua de mar para preparar solución de limpieza. La solución más común que se utiliza para limpiar membranas es la solución tipo detergente universal, para materia orgánica y materia coloidal. Esta se puede preparar como sigue: Un metro cúbico de permeado. 20 Kg de fosfato trisódico o hexametafosfato (detergente).
8 Kg de AEDT en polvo. - Recomendaciones generales sobre limpieza de membranas Limpiar las membranas lo menos posible. Si se está lavando a mas de 4 veces por año, tratar de mejorar el pretratamiento, ya que cuestan dinero, interrumpen la producción y acortan la vida útil de las membranas. Seguir las recomendaciones del fabricante de las membranas. - Ensuciamiento con hierro o manganeso Se recomienda un lavado con solución al 1% de ácido cítrico, la cual se le ajusta el pH a 4.0 con amoniaco. El lavado cítrico siempre se sigue inmediatamente con un lavado con detergente. - Incrustación de sulfatos de estroncio, calcio, o poliacrilatos Lavar con la misma solución de 2% de ácido cítrico, pero ajuste el pH a 8.0 con amoniaco. Otra manera de quitar estas incrustaciones es circulando permesdo o agua destilada por las membranas durante semanas para disolver las incrustaciones lentamente. - Materia coloidal Materia coloidal en membranas de acetato. Si no encuentra los reactivos recomendados por el, fabricante, estas se pueden lavar con una solución 1% de detergente que no tenga blanqueador de hipoclorito, u otro tipo de clorado. Materia coloidal en membranas de TFC. No se recomienda que se utilice detergente comercial, ya que pueden contener blanqueantes que dañen las membranas. Lavar con solución de hexametafosfato al 1%. - Ensuciamiento con bacterias Para lavar cada 24 horas, con una solución 1-1-1 la cual consiste en 1% de fosfato trisódico, 1% de tripolifosfato y 1% de AEDT. Bacterias con membranas de acetato. Se puede esterilizar con 0.5 mg7l de cloro o de yodo. Con cualquier tipo de membrana puede esterilizar con 1% de formol. Después de lavar con formol es conveniente lavar inmediatamente con detergente fosfatado. - Sílice Con membranas de TFC, la sílice se puede lavar con hidróxido de sodio a pH 11 al cual se le añade 0.5% de haxametafosfato. Con membranas de acetato el pH no puede ser tal alto, sino sobre un pH de 7.5. - Rejuvenecedor de membranas de acetato de celulosa (coloide 189)
Si se tienen membranas de acetato de celulosa que tengan más de un año, y cuyo paso de sales se haya doblado, pero que tengan rechazo superior al 85%, se pueden restaurar si se añade un polímero coloidal parecido al que se usa en los radiadores de los coches, coloide 189. Este coloide debe utilizarse con las membranas bien limpias para que se pegue. El coloide 189 se debe utilizar en línea con las membranas limpias, dosificándolo con la bomba de ácido a razón de 15 ppm, por media hora hasta que se estabilice el rechazo a sales. NORMALIZACIÓN DE DATOS Este simple procedimiento es como sigue: 1. Asegurarse de que los instrumentos estén funcionando y calibrados. Verificar
caudales. 2. Establecer una ruta diaria de recolección y registro de datos de cada sistema.
Si el sistema está dividido en secciones, se deben tomar datos de todas las secciones.
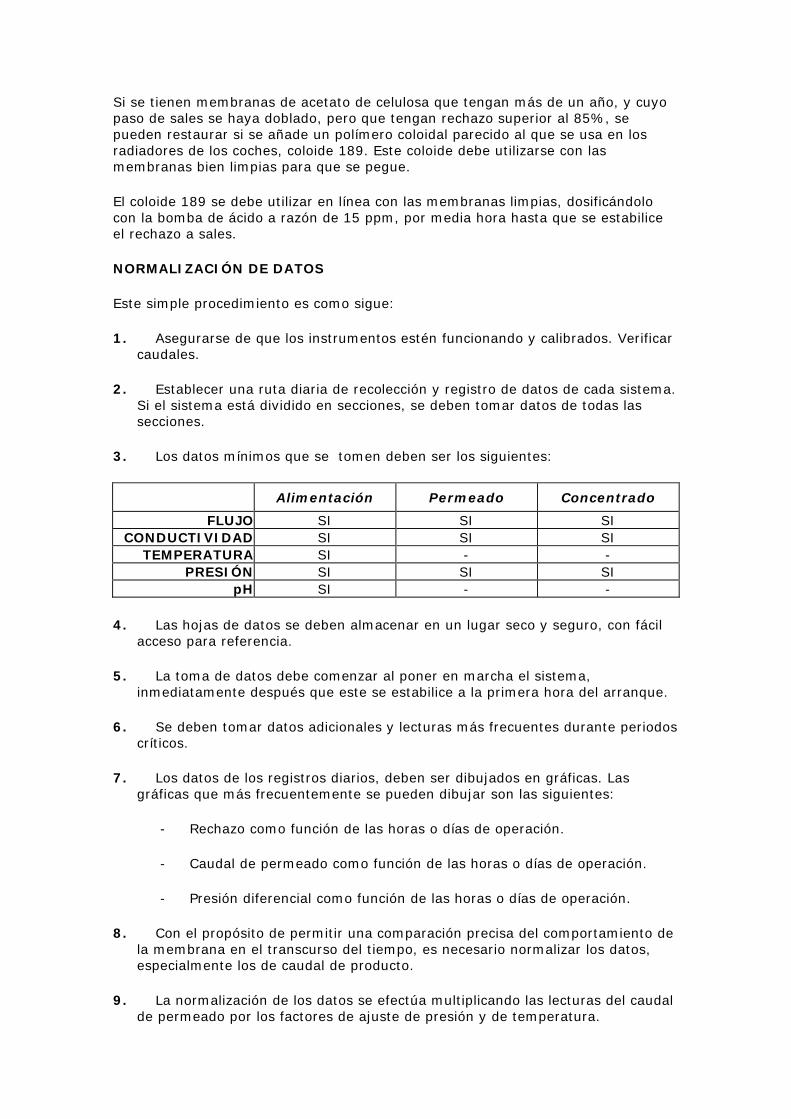
3. Los datos mínimos que se tomen deben ser los siguientes:
Alimentación Permeado Concentrado
FLUJO SI SI SI CONDUCTIVIDAD SI SI SI
TEMPERATURA SI - - PRESIÓN SI SI SI
pH SI - - 4. Las hojas de datos se deben almacenar en un lugar seco y seguro, con fácil
acceso para referencia. 5. La toma de datos debe comenzar al poner en marcha el sistema,
inmediatamente después que este se estabilice a la primera hora del arranque. 6. Se deben tomar datos adicionales y lecturas más frecuentes durante periodos
críticos. 7. Los datos de los registros diarios, deben ser dibujados en gráficas. Las
gráficas que más frecuentemente se pueden dibujar son las siguientes: - Rechazo como función de las horas o días de operación. - Caudal de permeado como función de las horas o días de operación. - Presión diferencial como función de las horas o días de operación.
8. Con el propósito de permitir una comparación precisa del comportamiento de la membrana en el transcurso del tiempo, es necesario normalizar los datos, especialmente los de caudal de producto.
9. La normalización de los datos se efectúa multiplicando las lecturas del caudal de permeado por los factores de ajuste de presión y de temperatura.
SELECCIÓN DE EQUIPO Los equipos principales del módulo de ósmosis inversa son los siguientes: - Bomba de alta presión Es el corazón de la ósmosis inversa. Una bomba bien seleccionada puede durar mucho más de diez años durante su vida útil con escaso mantenimiento. Para plantas de ósmosis inversa de agua salobre a las presiones convencionales de 400-500 PSI, las bombas Goulds y Sunflo han dado buenos resultados. - Elementos de membranas de ósmosis inversa A no ser que se tenga un agua insólitamente pura, se recomienda que se seleccionen membranas del tipo espiral por las razones técnicas que se han dado, y porque su costo es normalmente inferior a las de fibra hueca delgada. Si tiene agua municipal o agua contaminadas con aguas negras, la membrana espiral de acetato de celulosa es idonea. Las de poliamida son recomendables para aguas en que por sus impurezas, se consideren difíciles, ya que estas pueden limpiar en condiciones extremas de pH y temperatura. - Arreglo de membranas La alta recuperación no solo ocasiona problemas de alta concentración de sales en la capa límite, sino que puede disminuir el caudal de rechazo por debajo de los límites hidráulicos de diseño. Si se excede el caudal máximo de operación, el problema principal es que la presión diferencial a lo largo del tubo sube exponencialmente con el caudal. Cuando esto ocurre se rompen los tubos centrales y telescopean los elementos. - Tuberías de alta presión En las plantas convencionales, las tuberías y cabezales normalmente son de acero inoxidable 316. - Válvulas Las plantas se diseñan con una válvula de retención en la descarga de la bomba de alta presión para evitar que cualquier retropresión pueda reventar los filtros de cartucho o la tubería de PVC de alimentación. Si la bomba es de tipo centrífuga, se coloca una válvula de control en la descarga de la bomba de alta presión. La válvula de rechazo es la más importante en todo el sistema ya que controla la recuperación del sistema, y por consiguiente la concentración y saturación de sales en la salmuera concentrada que sale por el rechazo. - Instrumentación y control La instrumentación de una planta de ósmosis varía desde instrumentación y control con microprocesadora, como en las plantas termo eléctricas y refinerías, hasta plantas que tienen dos válvulas manuales, 2 rotámetros, y un manómetro de presión.