VII. FASE DE MEDICIÓN · Web viewEl manual MSA de la AIAG proporciona un modelo matemático para...
30
VII. FASE DE MEDICIÓ N 3. Medición y capacidad de procesos Dr. Primitivo Reyes Aguilar / enero 2009 www.icicm.com primitivo_reyes@yaho o.com 04455 52 17 49 12
Transcript of VII. FASE DE MEDICIÓN · Web viewEl manual MSA de la AIAG proporciona un modelo matemático para...

VII. FASE DE MEDICIÓN
3. Medición y capacidad de procesos
Dr. Primitivo Reyes Aguilar / enero 2009 www.icicm.com [email protected] 04455 52 17 49 12

FASE DE MEDICIÓN P. Reyes enero 2009
ContenidoVII. FASE DE MEDICIÓN – MEDICIÓN.................................................................................3
MEDICIÓN..........................................................................................................................3
VII.1 Correlación de mediciones.....................................................................................3
VII.2 Sistemas de medición.............................................................................................3
Sensibilidad.................................................................................................................4
Reproducibilidad.........................................................................................................4
Exactitud (falta de sesgo)............................................................................................4
Precisión......................................................................................................................5
Sesgo (Bias).................................................................................................................5
Linealidad....................................................................................................................5
Porcentaje de acuerdo................................................................................................6
Precisión/ tolerancia (P/T)...........................................................................................6
Precisión/ Variación total (P/VT).................................................................................7
ANOVA........................................................................................................................ 7
Métodos de cartas de control.....................................................................................8
VII.3 Repetibilidad y reproducibilidad.............................................................................8
Método de Medias – rangos........................................................................................9
Método de ANOVA....................................................................................................11
CAPACIDAD DE PROCESO.................................................................................................12
VII.4 Estudios de capacidad de proceso........................................................................12
Identificación de características................................................................................12
Identificación de especificaciones y tolerancias........................................................13
Desarrollo de planes de muestreo............................................................................13
Verificando estabilidad y normalidad........................................................................13
VII.5 Índices de Capacidad y desempeño del proceso..................................................15
Índices de capacidad y desempeño...........................................................................18
VII.6 Capacidad de procesos por atributos...................................................................19
Bibliografía....................................................................................................................20
Página 2 de 23

FASE DE MEDICIÓN P. Reyes enero 2009
VII. FASE DE MEDICIÓN – MEDICIÓN
MEDICIÓN
VII.1 Correlación de mediciones
El término se refiere a la comparación de valores medidos por un sistema de medición con los valores correspondientes reportados por uno o más de los diferentes sistemas de medición. Un sistema de medición también se puede compara contra un estándar conocido (por ejemplo en la calibración de instrumentos de análisis químico).
El sistema o dispositivo de medición se puede comparar contra las medias y desviaciones estándar de otros dispositivos similares reportando mediciones de los mismos artefactos o similares. Esta técnica se denomina prueba de proficiencia o round robin.
La correlación significa también comparación de valores obtenidos usando diferentes métodos de medición usados para medir diferentes propiedades (correlación de durezas y resistencias de un metal, temperatura y expansión lineal de un artículo con tratamiento térmico, etc.).
VII.2 Sistemas de medición
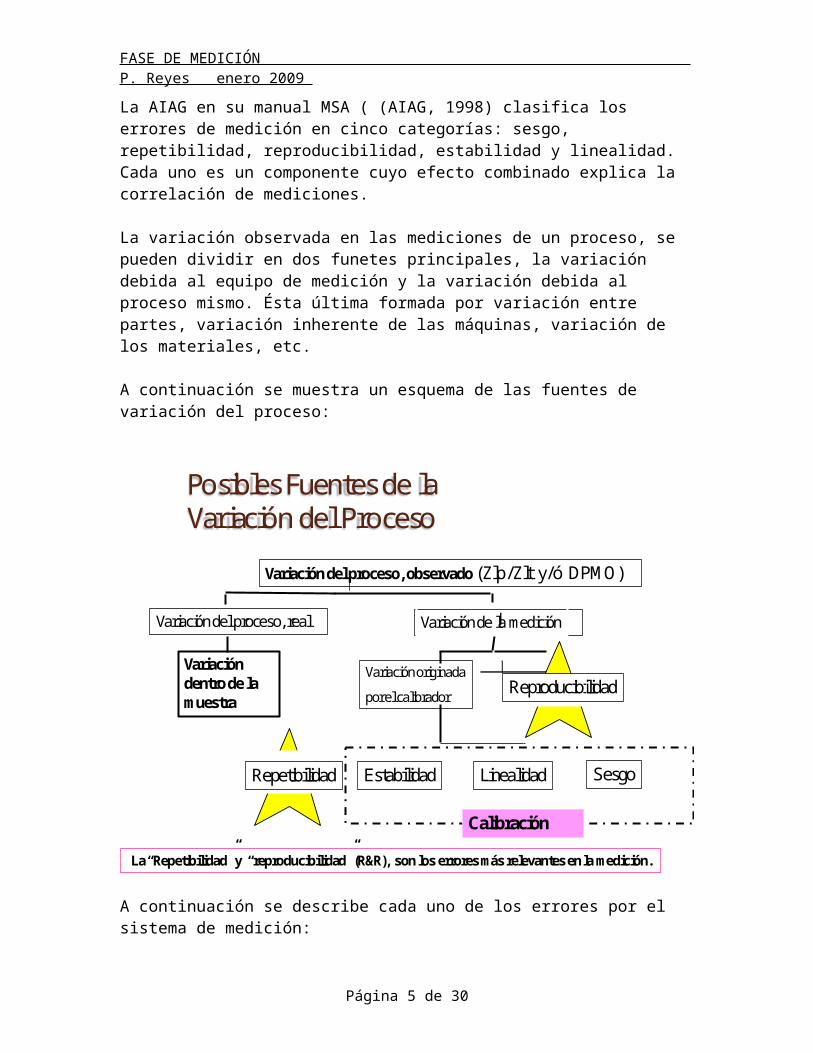
La AIAG en su manual MSA ( (AIAG, 1998) clasifica los errores de medición en cinco categorías: sesgo, repetibilidad, reproducibilidad, estabilidad y linealidad. Cada uno es un componente cuyo efecto combinado explica la correlación de mediciones.
La variación observada en las mediciones de un proceso, se pueden dividir en dos funetes principales, la variación debida al equipo de medición y la variación debida al proceso mismo. Ésta última formada por variación entre partes, variación inherente de las máquinas, variación de los materiales, etc.
Página 3 de 23
MedirMedir AnalizarAnalizar MejorarMejorar ControlarControlarDefinirDefinir
FASE DE MEDICIÓN P. Reyes enero 2009
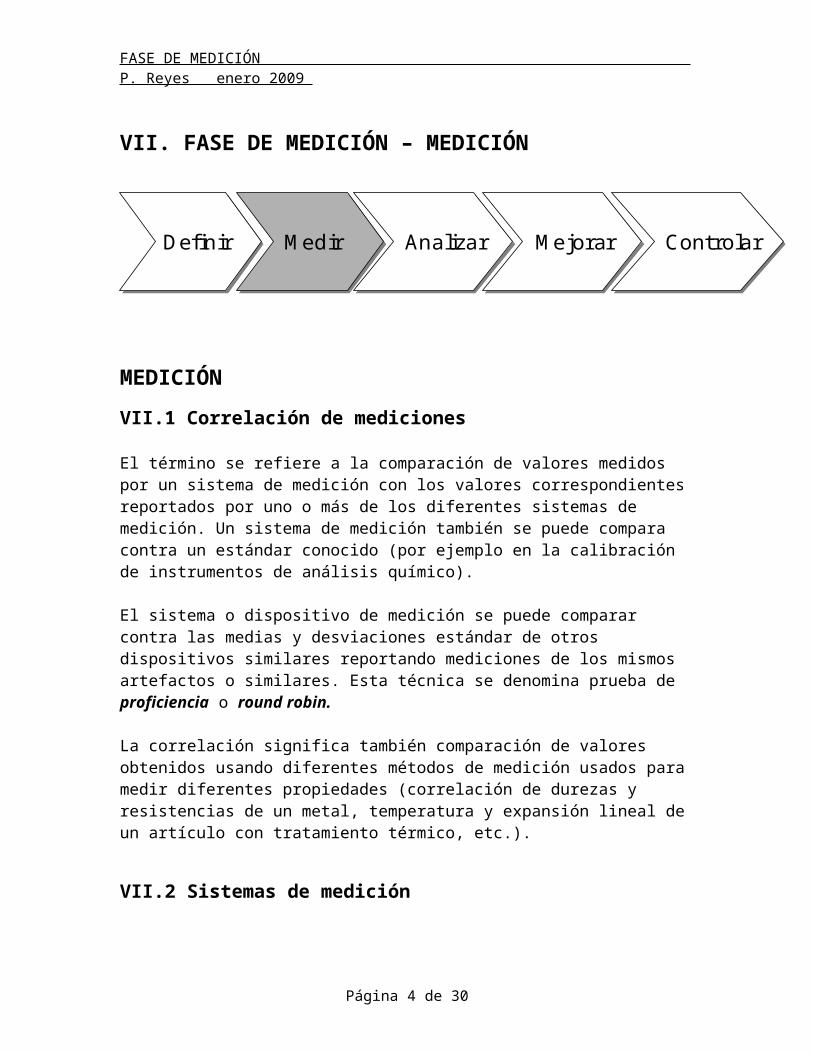
A continuación se muestra un esquema de las fuentes de variación del proceso:
Posibles Fuentes de la Variación del Proceso
La “Repetibilidad” y “reproducibilidad” (R&R), son los errores más relevantes en la medición.
Variación del proceso, real Variación de la medición
Variación del proceso, observado (Zlp/Zlt y/ó DPMO)
Reproducibilidad
Repetibilidad
Variación dentro de la muestra
Estabilidad Linealidad Sesgo
Variación originada
por el calibrador
Calibración
A continuación se describe cada uno de los errores por el sistema de medición:
Sensibilidad
Un gage o instrumento de medición debe ser lo suficientemente sensible para detectar diferencias en mediciones tan pequeñas como un décimo de la tolerancia total o variación del proceso, la que sea más pequeña. Una discriminación inadecuada afecta tanto a la exactitud como a la precisión de los valores reportados por el operador.
Reproducibilidad La “confiabilidad” de un sistema de medición es la habilidad de reproducir las mediciones. La reproducibilidad de un gage se verifica checando por comparación los resultados de diferentes operadores tomados en diferentes tiempos.
Exactitud (falta de sesgo)
Página 4 de 23
FASE DE MEDICIÓN P. Reyes enero 2009
La exactitud es un valor verdadero y se reporta como la diferencia entre la media de un número de mediciones y el valor verdadero. Por ejemplo al checar un micrómetro con un block patrón.
Precisión
La “repetibilidad” es similar a la precisión. La repetibilidad es la habilidad para repetir la misma medición por el mismo operador o cerca del mismo tiempo.
Preciso pero Exacto pero Exacto yNo exacto no preciso preciso
La calibración de los instrumentos de medición es necesaria para mantener la exactitud, pero no incrementa la precisión, para mejorar la exactitud y precisión de un sistema de medición, debe tener un método de prueba definido y ser estadísticamente estable.
Sesgo (Bias)
Sesgo es la diferencia entre el promedio observado de las mediciones y el valor verdadero. Se reporta como porcentaje de la variación del proceso o de la tolerancia, puede ser positivo o negativo.
La falta de sesgo o bias se refiere a la exactitud. Donde n es un número de veces que se mide el estándar (de preferencia mayor a 30), Xi es i-ésima medición y que es el valor del estándar. La significancia se prueba con una prueba t.
Linealidad
La linealidad del sistema de medición se determina con los valores de las mediciones en todo el rango de la escala del instrumento, y graficando el sesgo contra los valores de
Página 5 de 23

FASE DE MEDICIÓN P. Reyes enero 2009
referencia. Se miden 10 partes 5 veces cada una. El porcentaje de linealidad es igual a la pendiente, b, de la mejor línea de ajuste a través de los puntos, y la linealidad es igual a la pendiente por la variación del proceso (dispersión del proceso o tolerancia).
L = bVp
El sesgo (bias) en cualquier punto se puede estimar a partir de la pendiente y la intersección y (yo) de la línea de ajuste:
B = Yo + bx
Porcentaje de acuerdo
Porcentaje de acuerdo entre el sistema de medición y ya sea los valores de referencia o el valor verdadero de la variable que está siendo medida, puede ser estimada con el coeficiente de correlación, “r”. Si X es el valor verdadero y Y la variable del sistema de medición, entonces el coeficiente de correlación es un indicador de la proporción de cambio en la variable dependiente que es debida al cambio en la variable independiente. Si r = ± 1.0, entonces hay un 100% de acuerdo y si r = 0, hay 0% de acuerdo entre las variables del sistema de medición y los valores de referencia o verdaderos.
Precisión/ tolerancia (P/T)
La razón precisión / tolerancia (P/T) es la razón entre el error estimado de las mediciones (precisión) y la tolerancia de la característica que se está midiendo. La razón es:
Razón PT
=6σ E
Toleranciatotal
6e es la desviación estándar debida a la variabilidad de la medición. Los supuestos son: Los errores de medición son independientes Los errores de medición son normalmente distribuidos Los errores de medición son independientes de la magnitud de las mediciones
Es deseable que el error (P/T) sea pequeño para minimizar el efecto del error de medición. La AIAG define el error de medición como un término estadístico que
Página 6 de 23
FASE DE MEDICIÓN P. Reyes enero 2009
representa el efecto neto de todas las fuentes de variabilidad de la medición que causa una desviación del valor observado del valor real.
Precisión/ Variación total (P/VT)
Está dada por (AIAG, 1998):
Es deseable minimizar esta razón para reducir el efecto de la variación de la medición en la evaluación de la evaluación del proceso.
Tanto la razón P/T como la P/VT son medidas diferentes para evaluar la aceptabilidad del sistema de medición. Conforme se incrementan, la habilidad de discriminar un cambio se reducen. Si el proceso de medición es inadecuado para detectar variaciones entre partes y debe cambiase por un sistema de medición con una variación más pequeña. (AIAG, 1998)
ANOVA
El MSA de la AIAG (AIAG, 1998) proporciona las fórmulas para el estudio por variables con ANOVA:
Valor observado = Media de partes + Sesgo + Efecto dela parte + Efecto del evaluador + Error de réplica
Yijm es la medición m-ésima, tomada por operador j en la parte i-ésima. Asumiendo que Xi son independiente y distribuidos normalmente con media y varianza 2, la varianza total es:
Donde 2, 2, 2 son las varianzas de las partes, evaluador y error de réplica respectivamente.
Página 7 de 23
FASE DE MEDICIÓN P. Reyes enero 2009
Métodos de cartas de control
El manual MSA de la AIAG proporciona un modelo matemático para el estudio por variables usando la media y el rango. El método requiere dos o tres réplicas, r, por dos o tres operadores, k, en 10 partes, n. El promedio de los rangos está dado por:
El valor del rango promedio es proporcional a la desviación estándar y usa una constante de proporcionalidad, puede usarse para estimar la desviación estándar del proceso. (Duncan, 1986)
VII.3 Repetibilidad y reproducibilidad
Asumiendo que se asegura la exactitud y la sensibilidad, es deseable determinar los componentes de la varianza de un sistema de medición: repetibildiad, reproducibilidad y proceso. Se tienen tres métodos para esto: método del rango, método de medias rangos, y método de ANOVA, como sigue:
Método del rango: Este método no cuantifica la repetibilidad y la reproducibilidad por separado, más bien los evalúa en forma combinada, sin embargo es un método rápido.
Método de medias rango: Calcula la variabilidad toral del sistema de medición y permite separar las variabilidades de repetibilidad, reproducibilidad y de las partes.
Método de ANOVA: Es le método más exacto, calcula la variabilidad toral del sistema de medición y permite separar las variabilidades de repetibilidad, reproducibilidad y de las partes. En adición, permite determinar la variabilidad de la interacción entre partes y evaluadores.
Preparación Seleccionar 5 partes al azar y seleccionar una característica de calidad a medir Identificar las partes numerándolas de 1 a 5 Seleccionar a tres técnicos e identificarlos como A, B y C Hacer que los técnicos midan las partes usando el mismo equipo de medición
Página 8 de 23
FASE DE MEDICIÓN P. Reyes enero 2009
Repetir las mediciones de modo que haya dos réplicas para cada técnico
Método de Medias – rangos
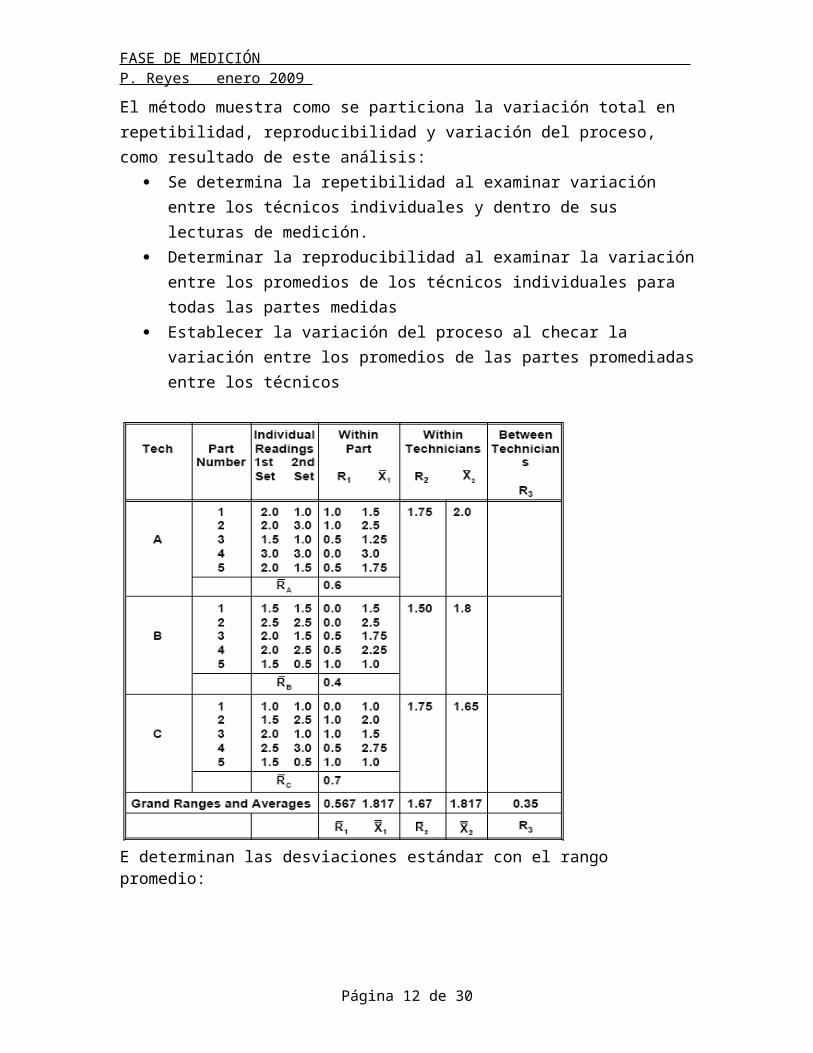
El método muestra como se particiona la variación total en repetibilidad, reproducibilidad y variación del proceso, como resultado de este análisis:
Se determina la repetibilidad al examinar variación entre los técnicos individuales y dentro de sus lecturas de medición.
Determinar la reproducibilidad al examinar la variación entre los promedios de los técnicos individuales para todas las partes medidas
Establecer la variación del proceso al checar la variación entre los promedios de las partes promediadas entre los técnicos
E determinan las desviaciones estándar con el rango promedio:
El factor d2 depende del tamaño de muestra (n) y el número de muestras (k)
Página 9 de 23

FASE DE MEDICIÓN P. Reyes enero 2009
Para el cálculo de la repetibilidad se tiene:1/d2* = 0.885 se basa en K =15 muestras y n=2 tomando R1 el rango general promedio dentro de las partes
La reproducibilidad es:1/d2* = 0.524 se basa en K =1 muestras y n=3 y R2 el rango entre medias las lecturas tomadas por cada técnico
El error de medición R&R es:
La desviación estándar del proceso de producción es:Con 1/d2* = 0.420 se basa en K = 3 muestras y un tamaño de muestra de tamaño n=5. El rango R3 es el rango entre las medias de todas las mediciones tomadas por cada técnico.
La desviación estándar total observada por la ley aditiva de la variación
El error que se permite es del 10% de la tolerancia de la parte. Tiene un 88% por lo ques debe tomar acción.
Página 10 de 23

FASE DE MEDICIÓN P. Reyes enero 2009
La precisión de las mediciones puede mejorarse corrigiendo las causas de variación en el proceso de medición. Se pueden tomar varias mediciones para reducir el error, se usa la relación siguiente:
Por lo anterior para reducir el error de medición, se requiere cuadruplicar el número de mediciones.
Método de ANOVA
A continuación se muestra el método de ANOVA donde se particiona el error total de medición en error del equipo (repetibilidad), error del operador (reproducibildiad) y variación entre las partes (proceso).
De la tabla se observa la contribución a la variación de cada elemento: los técnicos contribuyen con 1.08% aunque de acuerdo a las pruebas F de hipótesis no es significativo (1.28 < 3.68) al 95% de nivel de confianza.
La variación del proceso es de 59.89% de la variación total en los datos, como Fc (10.21) es mayor a Falfa (3.06) si hay diferencia entre las partes medidas.
Página 11 de 23
FASE DE MEDICIÓN P. Reyes enero 2009
Página 12 de 23

FASE DE MEDICIÓN P. Reyes enero 2009
CAPACIDAD DE PROCESO
VII.4 Estudios de capacidad de proceso
La capacidad de proceso es un patrón predecible de comportamiento estable donde las causas comunes se comparan a las especificaciones de Ingeniería (USL y LSL).
El estudio comprende tres pasos: Planeación de la colección de datos Colección de los datos Graficar y analizar los resultados
El objetivo de un estudio de capacidad de proceso, es establecer un estado de control en el proceso de manufactura y mantener ese estado de control en el tiempo.
Cuando se comparan los límites naturales del proceso con el rango de especificaciones, surgen los siguientes cursos de acción:
No hacer nada Cambiar las especificaciones Centrar el proceso Reducir la variabilidad Aceptar las pérdidas
Identificación de características
Las características a ser medidas deben cumplir los siguientes requisitos:
Deben ser indicativas de un factor clave para la calidad del producto o proceso Debe ser posible ajustar su valor
Página 13 de 23

FASE DE MEDICIÓN P. Reyes enero 2009
Las condiciones de operación que afecten la característica medida debe ser definida y controlada
El manual PPAP (muestra iniciales de producción) establece que “Un nivel aceptable de capacidad del proceso preliminar debe ser determinada antes del envío de muestras con las características designadas por el cliente o proveedor tales como: seguridad, clave, o significativas que puedan evaluarse con mediciones por datos variables” (AIAG, 1995)
Identificación de especificaciones y tolerancias
Son determinadas por los requisitos del cliente, estándares de la industria o el departamento de ingeniería. El estudio de capacidad se hace para demostrar que el proceso es capaz de producir partes dentro de los límites de especificaciones. Si se muestra que el proceso no es capaz, se usa la información para mejorar el proceso, mientras tanto se puede inspeccionar al 100%.
Desarrollo de planes de muestreo
El PPAP establece una corrida de producción mínima de 300 piezas consecutivas. Si el proceso está corriendo normalmente, se pueden usar cartas de control para calcular los índices de capacidad. Si el proceso está en control, la desviación estándar se puede estimar como:
En un proyecto, se puede correr una producción piloto, sin embargo la variabilidad que se obtenga será menor que para la producción normal. Para reducir la variabilidad se puede aplicar un Diseño de experimentos (DOE) para encontrar los valores óptimos de las variables del proceso que minimicen la variación.
Página 14 de 23

FASE DE MEDICIÓN P. Reyes enero 2009
Verificando estabilidad y normalidadSi el proceso tiene solo causas comunes, su salida forma una distribución estable y repetible en el tiempo, se dice que está en control estadístico y su salida es predecible. Si tiene causas especiales de variación presentes, su salida es inestable en el tiempo, haciendo que la media o el rango salgan de los límites de control. La falta de estabilidad se puede observar con varios tipos de patrones incluyendo: puntos fuera de los límites de control, puntos formando tendencias ascendentes o descendentes, varios puntos por arriba o por debajo de la línea central, etc.
Para validar el supuesto de normalidad de un proceso estable, se puede hacer una prueba de hipótesis usando la Chi cuadrada. Para la prueba, los datos se dividen en rangos de datos. Se compara el número de puntos que hay en cada rango con el número pronosticado por la distribución normal. Usando una prueba de hipótesis con un nivel de confianza seleccionado, se puede obtener una conclusión en relación con que los datos sigan una distribución normal.
La hipótesis de la hipótesis Chi cuadrada es:
Ho: Los datos siguen una distribución especificadaHa: Los datos no siguen la distribución especificada
Para el número de grupos se sugiere que cada grupo (k) tenga al menos 5 puntos o establecer el número de grupos (k) con la regla 2n2 /5.
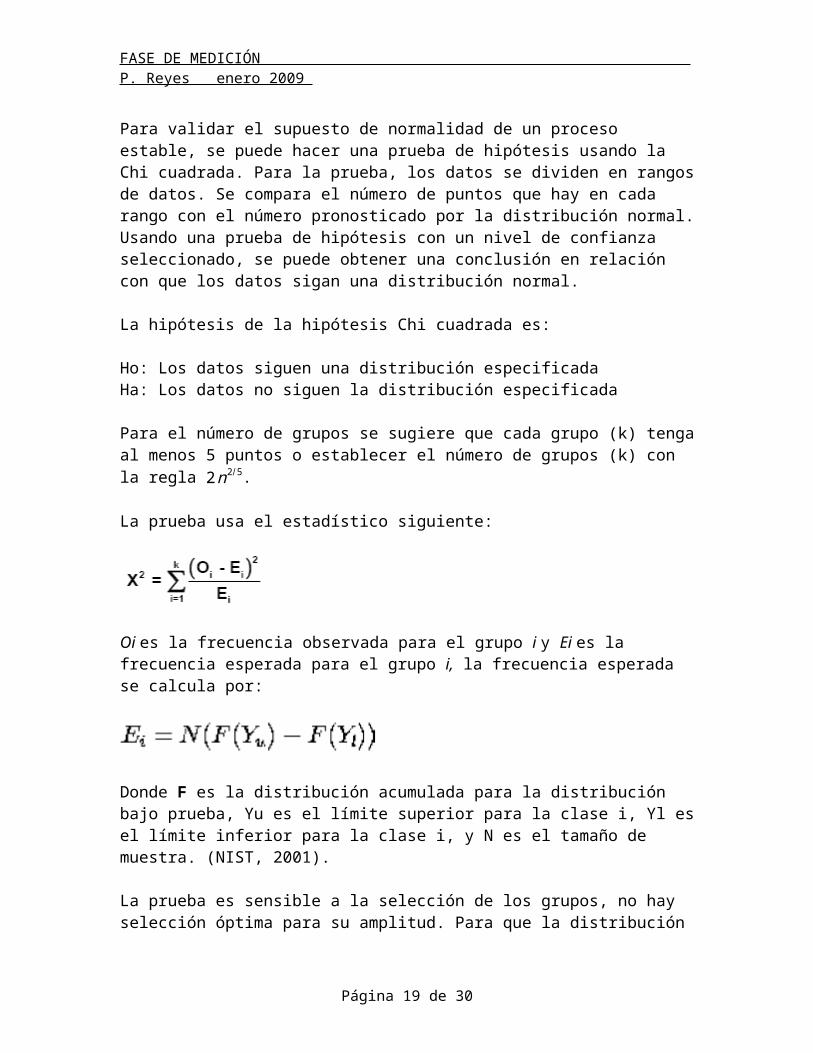
La prueba usa el estadístico siguiente:
Página 15 de 23

FASE DE MEDICIÓN P. Reyes enero 2009
Oi es la frecuencia observada para el grupo i y Ei es la frecuencia esperada para el grupo i, la frecuencia esperada se calcula por:
Donde F es la distribución acumulada para la distribución bajo prueba, Yu es el límite superior para la clase i, Yl es el límite inferior para la clase i, y N es el tamaño de muestra. (NIST, 2001).
La prueba es sensible a la selección de los grupos, no hay selección óptima para su amplitud. Para que la distribución Chi cuadrada sea válida, la frecuencia esperada debe ser al menos 5.
La hipótesis se rechaza si:
El valor crítico de Chi cuadrada tiene (k-c) grados de libertad, con k número de celdas no vacías y c número de parámetros estimados para la distribución +1.
Para datos continuos se puede usar la prueba de bondad de ajuste de Komogorov Simirnov en forma similar a la prueba Chi cuadrada, es necesario tener completamente especificados los parámetros de la distribución continua como son: localización, escala y factor de forma, no deben ser estimados de los datos.
Si los datos no se ajustan a una distribución normal, se puede usar la misma prueba para probar el ajuste con otras distribuciones tales como la exponencial o la binomial.
D es el estadístico de prueba y F es la distribución teórica de la distribución a probar. Se rechaza la Hipótesis nula si D es mayor al valor crítico obtenido de una tabla.
La prueba de Anderson Darling es una modificación de la prueba de Kolmogorov Smirnov y da más peso a las colas de la distribución (NIST, 2001)
VII.5 Índices de Capacidad y desempeño del proceso
Página 16 de 23
FASE DE MEDICIÓN P. Reyes enero 2009
Los clientes están interesados en conocer si el proceso cumple con las especificaciones a través del Cpk.
Ppm para un proceso centrado con fracción defectiva en dos colas
El área fuera de especificaciones se determina con el valor Z
Página 17 de 23
FASE DE MEDICIÓN P. Reyes enero 2009
Buscando el valor de Z en la tabla de distribución normal, Excel o Minitab se determina el área fuera de especificaciones. Por ejemplo si Zsuperior = 1, se tendrá el 15.9% de producto fuera de especificaciones.
1. Para Z < 1 P(- < z < 1) = 0.8413
2. Para Z > 1 P( 1 < z < ) = 0.1567
3. Para Z entre 0 a 1 P(0 < z < 1) = 0.3413
Página 18 de 23
FASE DE MEDICIÓN P. Reyes enero 2009
Variación del sistema
Las causas comunes ocurren en muchos procesos, el 85% de todos los problemas se deben a estas causas y requieren acción de la dirección para removerlas. La dirección no debe incurrir en hacer sobreajustes al proceso.
Índices de capacidad y desempeño
Para determinar la capacidad del proceso se requiere hacer una estimación de sigma:
Las tasas de capacidad y desempeño potencial son:
Los índices de capacidad y desempeño potencial son:
Los índices de capacidad y desempeño real son (escoger el más pequeño):
Si los valores son:
1.33 es proceso es capaz 1.0 a 1.33 el proceso requiere un control estricto < 1.00 el proceso es inaceptable
Página 19 de 23

FASE DE MEDICIÓN P. Reyes enero 2009
Capacidad a corto y largo plazo
Cuando la capacidad del proceso se determina con un operador, una máquina y materiales homogéneos, la variación del proceso es relativamente pequeña, con límites de control más reducidos que con los datos a largo plazo.
Se pueden determinar límites preliminares con cartas I-MR y pocos datos para estimar el Cpk preliminar. Si se hace con cartas X-R se requieren 25 a 30 subgrupos, en el caso de atributos se requieren 25 de 50 muestras cada uno.
Capacidad de la máquina
Es una medida de la mejor capacidad inherente a corto plazo de la máquina o proceso. Si se usan varias máquinas para el mismo producto, se debe evaluar la capacidad de cada una, con la medición de 20 a 40 partes consecutivas.
VII.6 Capacidad de procesos por atributos
La carta de control representa la capacidad del proceso, una vez que se han eliminado las causas especiales, la capacidad se define como la proporción promedio o tasa de producto no conforme.
Para cartas p, la capacidad del proceso es el promedio de la fracción no conforme del proceso p ( se puede reportar en ppm ). Si se desea la proporción que cumple especificaciones se puede usar 1-p.
Para cartas np, también se usa la p promedio con 25 o más periodos en control Para cartas c, la capacidad del proceso es el número promedio de no
conformidades o defectos, c, en una muestra fija de tamaño n
Página 20 de 23

FASE DE MEDICIÓN P. Reyes enero 2009
Para cartas u, la capacidad del proceso es el número promedio de no conformidades por unidad, u, en muestras variables.
Bibliografía
Referencias (Breyfogle, 2003) (Omdahl, 1997) (Triola, 1994) (Wortman, 2001) (Smith, 1987) (Duncan, 1986) (Grant, 1988) (Lapin, 1992)
[En línea] / aut. Network The Gilbreth. - 30 de 11 de 2006. - http://gilbrethnetwork.tripod.com/therbligs.html."Kaizen events - 5Ss", Lean Six Sigma [Libro] / aut. Davidson P.. - VIllanova : Bisk Education, Inc. and Villanova University, 2006."The 5S Philosophy", Matalteck Mfg, Inc. Papa Kaizen [En línea] / aut. Skaggs T.. - 1 de 11 de 2006. - http://www.tpmonline.com/papakaizen/articlsa_on_lean_manufacturing_strategies/5s.htm.A study of the Toyota Production System from an industrial engineering view point [Libro] / aut. Shingo S.. - Cambridge, MA : Productivity Press, 1989.A study of the Toyota production system from an industrial engineering viewpoint [Libro] / aut. Shingo S.. - Cambridge, MA : Productivity Press, 1989.Advancing Quality Planning (APQP) and Control Plan Reference Manual [Libro] / aut. AIAG. - Southfield, Michigan EUA : AIAG, 2000.Becoming Lean: Inside stories of U.S. manufactiurers [Libro] / aut. Liker J.. - Portland, OR : Productivity Press, 1997.Business Statistics [Libro] / aut. Triola M.F. & FRanklin L.A.. - Reading : Addison Wesley, 1994.Business Statistics [Libro] / aut. Triola M.F. & Franklin, L.A.. - Reading : Addison Wesley, 1994.CSSGB Primer [Libro] / aut. Wortman B.L.. - Terre Haute, IN : Quality Council of Indiana, 2001.Engineering statistics handbook [Libro] / aut. NIST. - [s.l.] : NIST, 2001.Engineering Statistics Handbook [En línea] / aut. NIST. - Information Technology Laboratory, Statistical Engineering Division, 2001. - 21 de 9 de 2001.Examining Just in Time and Theory of Constraints. Lean Directions [En línea] / aut. Pitcher M.. - 13 de 03 de 2003. - 29 de 11 de 2006. - http://www.sme.org/cgi-bin/get-newsletter.pl?lean&2003013&1.Gemba Kaizen: A common sense, low cost aproach to management [Libro] / aut. Imai M.. - Nueva York : McGraw Hill, 1997.How to be an effective trainer [Libro] / aut. Smith B. & Delahaye, B.. - Nueva York : Wiley professionmal Development Programs, 2nd. edition, 1987.Implementing Sis Sigma [Libro] / aut. Breyfogle F., III. - Nueva York : John Wiley and Sons, 2nd. edition, 2003.Implementing six sigma: Smarter solutions using statistical methods [Libro] / aut. Breyfogle F.W. III. - Nueva York : John Wiley and Sons, 2003. - Vol. 5th edition.
Página 21 de 23

FASE DE MEDICIÓN P. Reyes enero 2009
iSizSigma [En línea] / aut. Isixsigma. - 14 de 11 de 2006. - http://www.isizsigma.com/dictionary/5S-486.htm.ISO /TS 16949:2002 Quality Management Systems [Libro]. - Genova, Suiza : ISO, 2002.Lean Kaizen. A simplified approach to process improvements [Libro] / aut. Alukai G. & Manos A.. - Milwaukee WI : ASQ Qaulity Press, 2006.Measurement system analysis reference manual [Sección del libro] / aut. MSA / aut. libro AIAG. - [s.l.] : Automotive Industry Action Group, 1998.Measuring systema analysis [Libro] / aut. AIAG. - [s.l.] : AIAG, 1998.Moder approaches to manufacturing improvement: The Shingo System [Libro] / aut. Robinson A.. - Portland, OR : Productivity Press, 1990.Practical statistics: Simply explained [Libro] / aut. Langley R.. - Nueva York : Dover publications, 1971.Product part approval process (PPAP) [Libro] / aut. AIAG. - [s.l.] : AIAG, 1995.Quality control and industrial statistics [Libro] / aut. Duncan A.J.. - Homewood, IL : Richard D. Irwin, 1986. - Vol. 5th. edition.Quality dicitonary [Libro] / aut. Omdahl. - Terre Haute IN : Quality Council of Indiana, 1997.Quality management: introduction to total quality management for production, processing and services, 3rd. edition [Libro] / aut. Goestsch D.L. & Davis, S.B.. - Nueva York : Upper Saddle River, Prentice Hall, 2000.Reading Statistics and Research [Libro] / aut. Huck S. & Cormier, W.. - Nueva york : HerperCollins, 1996. - Vol. 2a. edición.Satistical quality control [Libro] / aut. Grant E.L. & Leavenworth, R. - Nueva York : McGraw Hill, 1988. - Vol. 6th. edition.Simon [En línea] / aut. Simon K. // Sample SIPOC Diagram. - 2001. - 19 de 08 de 2001. - http://www.sixsigma.com/library/content/c010429b.asp.Statistics for the modern business decisions [Libro] / aut. Lapin L.L.. - Nueva York : Harcourt, 1992. - Vol. 3rd. edition.The 5S's¨five keys to a total quality improvement [Libro] / aut. Osada T.. - Tokio : Asian Productivity Organziation, 1991.The Black Belt Memory Jogger: A pocket guide for Six Sigma success [Libro] / aut. Sigma Academy Six. - Salem, NH : GOAL/QPC, 2002.The forgotten C in DMAIC [Publicación periódica] / aut. Rybarczyk P // Quality Progress, 38 . - [s.l.] : Milwa, November 2005. - pág. (11).The Goal: a process of ongoing improvement [Libro] / aut. Goldatt E. & Cox J.. - Nueva York : North River Press, 1986.The new shop floor management: Empowering people fro continuous improvement [Libro] / aut. Susaki K.. - Nueva York : The Free Press, 1993.The perfect engine: how to win in the new demand economy by building to order with fewer resources [Libro] / aut. Sharma A. & Moody, P. - Nueva York : The Free Press, 2001.Theory of Constraints [Libro] / aut. Goldratt E.. - Great Barribgton, MA : North River Press, 1990.Waste elimination [Libro] / aut. Metcalf M.D.. - Sullivan, IN : Metcalf Publishing, 1997.
Página 22 de 23

FASE DE MEDICIÓN P. Reyes enero 2009
Why Doers Do [Libro] / aut. Wile D.. - [s.l.] : P&I - 35 (2), 1996 Febrero.Zero quality control: Source inspection and the Poka Yokes system [Libro] / aut. Shingo S.. - Stamford, CT : Productivity Press, 1986.
Página 23 de 23