
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA...
106
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL TRABAJO DE TITULACIÓN PREVIO A LA OBTENCION DEL TÍTULO DE INGENIERO INDUSTRIAL ÁREA SISTEMAS PRODUCTIVOS TEMA “ESTUDIO Y PROPUESTA DEL SISTEMA DE SEGURIDAD INDUSTRIAL EN MÁQUINAS INYECTORAS” AUTOR ALEJANDRO PERALTA RONNY ALBERTO DIRECTOR DEL TRABAJO ING. IND. MENOSCAL BARCIA HECTOR ENRIQUE, MSc. GUAYAQUIL, SEPTIEMBRE 2018
Transcript of UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA...
i
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL
TRABAJO DE TITULACIÓN
PREVIO A LA OBTENCION DEL TÍTULO
DE INGENIERO INDUSTRIAL
ÁREA
SISTEMAS PRODUCTIVOS
TEMA
“ESTUDIO Y PROPUESTA DEL SISTEMA DE SEGURIDAD
INDUSTRIAL EN MÁQUINAS INYECTORAS”
AUTOR
ALEJANDRO PERALTA RONNY ALBERTO
DIRECTOR DEL TRABAJO
ING. IND. MENOSCAL BARCIA HECTOR ENRIQUE, MSc.
GUAYAQUIL, SEPTIEMBRE 2018
i
FACULTAD DE INGENIERÍA INDUSTRIAL
ESCUELA/CARRERA DE INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
CERTIFICADO PORCENTAJE DE SIMILITUD
Habiendo sido nombrado ING. IND MENOSCAL BARCIA HECTOR ENRIQUE,
MSc, tutor del trabajo de titulación certifico que el presente trabajo de titulación ha sido
elaborado por Alejandro Peralta Ronny Alberto, C.C.:0924860802, con mi respectiva
supervisión como requerimiento parcial para la obtención del título de INGENIERIA
INDUSTRIAL
Se infor
ma que el trabajo de titulación: “ESTUDIO Y PROPUESTA DEL SISTEMA DE
SEGURIDAD INDUSTRIAL EN MAQUINAS INYECTORAS” ha sido
orientado durante todo el periodo de ejecución en el programa antiplagio (indicar el
nombre del programa antiplagio empleado) quedando el 7 % de coincidencia.
https://secure.urkund.com/view/16964445-251036-988649#DccxDglxDADBv6
ING. IND MENOSCAL BARCIA HECTOR ENRIQUE, MSc
C.C. 0915380117

iii
Declaración de autoría
“La responsabilidad del contenido de este trabajo de Titulación, me corresponde
exclusivamente; y el patrimonio intelectual del mismo a la Facultad de Ingeniería
Industrial de la Universidad de Guayaquil”
ALEJANDRO PERALTA RONNY ALBERTO
CC. 0924860802

iv
Dedicatoria
Mi tesis se la dedico a mi familia por que fue el motor por el cual me motivo a seguir
adelante, algunos con mensajes positivos de superación para no rendirme y otros que me
dieron mensajes negativos pero el cual me sirvió para seguir adelante, esforzarme y
demostrar que no debo rendirme por los comentarios de los demás.
A mi madre por ser una mujer luchadora que supo suplir las necesidades que tuve en algún
momento, por sus sabios consejos y por su directriz de ser el mejor en todo lo que me
emprenda desde la escuela a este proceso que finalice
A mi esposa por la tolerancia y el amor que tuvo, por brindarme su apoyo incondicional
por sus consejos de superación para crecer como familia que somos y demostrar que juntos
somos mas
A mi preciosa hija demostrándole que con esfuerzo y perseverancia se puede obtener lo
anhelado no habrá muro que te detengas mientras sueñes, todo acabará cuando dejes de
soñar.

v
Agradecimiento
En primera instancia agradezco a dios y mi familia por darme el entusiasmo necesario para
sobresalir y alcanzar este triunfo que era un sueño anhelado para todos.
A los docentes que estuvieron con todo el afán de impartir sus conocimientos, la
responsabilidad la puntualidad que tuvieron. No ha sido fácil el proceso, pero tampoco
imposible,
Agradezco a mi institución y a mis compañeros de aula porque con ellos fue que se venció
el gigante y así poder graduarme como un profesional.
vi
Índice general
N° Descripción Pág.
Introducción 1
Capítulo I
Diseño de la investigación
N° Descripción Pág.
1.1. Antecedentes de la investigación 3
1.2. Problema de la investigación 4
1.2.1. Planteamiento del problema 4
1.2.2. Formulación del problema de investigación 5
1.2.3. Sistematización del problema 5
1.3. Justificativos 6
1.4. Objetivos de la investigación 6
1.4.1. Objetivo general 6
1.4.2. Objetivos Específicos 6
1.5. Marco de referencia de la investigación 6
1.5.1. Marco Teórico 6
1.5.2. Marco Histórico 7
1.5.3. Marco Legal 8
1.5.4. Marco conceptual 11
1.6. Aspectos metodológicos de la investigación 14
1.6.1. Tipo de estudio 14
1.6.2. Método de investigación 14
1.6.3. Fuentes y técnicas para la recolección de información 14
1.6.4. Tratamiento de la información 14
1.6.4.1. Población 14
1.6.4.2. Tamaño de la muestra 14
1.6.4.3. Tipo de muestreo 14
1.6.4.4. Tipo de observación 14
1.6.5. Resultados e impactos esperados 15
Capítulo II
Anàlisis, presentación de resultados y diagnóstico
N° Descripción Pág.
2.1. Caracterización de la empresa departamento en estudio 16

vii
N° Descripción Pág.
2.1.1. Actividad económica-CIIU4 Ecuador 16
2.1.2. Ubicación geográfica 16
2.1.3. Recursos 16
2.1.3.1. Organización 16
2.1.3.2. Fuerza laboral 18
2.1.3.3. Proceso de selección y contratación 18
2.1.3.4. Productos 19
2.1.3.5. Recursos Tecnológicos 19
2.1.3.6. Distribución de planta 20
2.1.3.7. Diagrama de recorrido 21
2.1.3.8. Capacidad instalada 22
2.1.4. Procesos 24
2.1.4.1. Mapa de procesos 24
2.1.4.2. Procesos operativos 25
2.1.4.3. Requisitos técnicos legales (RTL-MT) 31
2.1.5. Auditoria Ministerio del Trabajo (M.T. Cumplimiento) 32
2.1.6. Indicadores de gestión seguridad y salud ocupacional (SSO) 34
2.1.7. Indices de reactivos 34
2.1.8. Matriz del riesgo 36
2.1.9. Puntos críticos de liberación de energías peligrosas (LEP) 38
2.1.10. Registro de problemas 41
2.1.11. Análisis causal 44
2.1.12. Diagnostico situacional 47
Capítulo III
Propuesta, conclusiones y recomendaciones
N° Descripción Pág.
3.1. Diseño de la propuesta 48
3.1.1. Gestión preventiva. 48
3.1.1.1. Formación del equipo estratégico para la implementación de la mejora 49
3.1.1.2. Tratamiento de mitigación de riesgos 49
3.1.1.3. Gestionar la implementación del sistema seguridad industrial en máquinas
inyectoras. 54
viii
N° Descripción Pág.
3.1.1.4. Manual de sistema de Etiquetado y Bloqueo LOTO 55
3.1.1.5. Plan de capacitación a técnicos y operadores 55
3.2. Evaluación de los Costos 55
3.2.1. Plan de inversión y financiamiento 56
3.2.2. Evaluación Financiera 56
3.2.3. Resultados 57
3.3. Conclusiones y Recomendaciones 57
3.3.1. Conclusiones 57
3.3.2. Recomendaciones 57
Anexos 77
Bibliografía 110

ix
Índice de tablas
N° Descripción pág.
1. Índice de cumplimiento RTL 11
2. Datos generales de la empresa 16
3. Distribución del personal 18
4. Resumen del proceso de contratación 19
5. Productos 19
6. Capacidad instalada por día 22
7. Capacidad instalada mensual y anual 23
8. Flujograma analítico 25
9. Diagrama de flujo 25
10. Ficha técnica del proceso de recepción de materia prima 27
11. Ficha técnica del proceso carga de resina 28
12. Ficha técnica del proceso moldeado de preformas 29
13. Ficha técnica de almacenado de producto terminado 30
14. Requisitos técnicos legales (rtl-m.t.) 31
15. Auditoria requisitos técnicos legales (rtl-m.t.) 32
16. Resumen de cumplimiento de gestión 2017-2018 34
17. Indices reactivos 35
18. Índice de morbilidad 35
19. Probabilidad de incidencia 36
20. Frecuencia de exposición 36
21. Impacto 36
22. Evaluación del riesgo 37
23. Ficha técnica operativo de mantenimiento 37
24. Matriz de riesgo sin medidas de mitigación 39
25. Check list general de seguridad industrial en máquinas inyectoras 41
26. Resumen de checklist de inspección de seguridad insdustria en
maquina inyectora 42
27. Resumen de la matriz de riesgo 43
28. Análisis causal 44
29. Equipo estratégico de implementación de la mejora 49
30. Medidas preventivas. 49

x
N° Descripción pág.
31. Tratamiento y mitigación de riesgos 50
32. Costos por accidentes y ausentismo laboral 55
33. Costo por implementación del sistema loto 56

xi
Índice de figuras
N° Descripción pág.
1. Arbol del problema. Información adapatada a la línea de inyección 5
2. Organigrama de la empresa san miguel s.a 17
3. Distribución de planta área de inyección de la empresa plastica 20
4. Diagrama de recorrido 21
5. Capacidad instalada (día) 22
6. Capacidad instalada mensual/anual 23
7. Mapa de procesos. Información adaptada a la empresa plástica. 24
8. Diagrama de flujo de operaciones 27
9. % cumplimiento rtl-m.t. 34
10. Balance morbilidad 2018. 35
11. Inspección de máquinas inyectoras 42
12. Balance según factores de riesgos 43
13. Ponderación de los riesgos encontrados 44
14. Diagrama causal 44
15. Ishikawa 45
16. Ishikawa causales de la problemática. 46
17. Ciclo deming 48
18. Gantt de actividades adaptada a la empresa plástica 54
xii
Índice de anexos
N° Descripción pág.
1. Ubicación geográfica. 60
2. Proceso de reclutamiento 61
3. Programa de gestión de seguridad industrial y salud ocupacional 66
4 Requisitos técnicos legales (rtl-m.t) 76
5. Mantenimiento por inyección-2 77
6. Mantenimiento por inyección-3 78
7. Mantenimiento por inyección-5 79
8. Mantenimiento por inyección-8 80
9. Procedimiento loto 81
10. Manual de capacitación sistema loto 86
11. Jornadas perdidas según la naturaleza de la lesiones 89
12. Criterio de relación beneficio- costo 90
xiii
FACULTAD DE INGENIERÍA INDUSTRIAL
ESCUELA/CARRERA DE INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
“ESTUDIO Y PROPUESTA DEL SISTEMA DE SEGURIDAD
INDUSTRIAL EN MAQUINAS INYECTORAS”
Autor: Alejandro Peralta Ronny Alberto
Tutor: Ing. Ind. Menoscal Barcia Hector Enrique, MSc.
Resumen
En el presente trabajo investigativo, propone un sistema adicional de seguridad industrial
en máquinas inyectoras, como apalancamiento y mitigación de riesgos que están expuestos
los trabajadores que realizan las actividades operativas o de mantenimiento, con la
finalidad de evitar la elevación de índices de morbilidad en la línea de inyección, cuyo
aporte técnico se enfoca en materia de seguridad y salud ocupacional para beneficio de los
departamento de producción y mantenimiento en la empresa “SAN MIGUEL S.A por
medio del método KINNEY se evalúo los riesgos mecánicos determinando un 20%, como
críticos. Por medio del método antes mencionado siguiendo el “ciclo Deming” (PHVA)
como herramienta de mejoramiento se propone la gestión preventiva, con la cual se da
inicio a las actividades de mejora, resaltando la aplicación de un sistema LOTO (Lock Out
Tag Out).
Palabras Claves: Sistema, Seguridad, Máquinas, Inyectoras, Mitigación.

xiv
FACULTAD DE INGENIERÍA INDUSTRIAL
ESCUELA/CARRERA DE INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
"STUDY AND PROPOSAL OF THE INDUSTRIAL SAFETY SYSTEM IN
INJECTOR MACHINES”
Author: Alejandro Peralta Ronny Alberto
Advisor: IND. ENG. Menoscal Barcia Hector Enrique, MSc.
ABSTRACT
In the present investigation work, it proposes an additional system of industrial safety in
injection machines, leverage and mitigation of risks that are exposed the workers who
carry out the operative or maintenance activities, with the purpose of avoiding the
elevation of morbidity indexes in the injection line, which technical contribution focuses
on safety and occupational health for the benefit of the department of production and
maintenance in the company San Miguel SA” By means of the method KINNEY, the
mechanical risk was evaluated determining a 20% as critical.
By means of the aforementioned method is giving the respective treatment of the risk
found whose preventive management will be carried out by means of the cycle Deming”
(PHVA), with which it gives way to the activities of improvement highlighting the
application of a system LOTO (lock out tag out)
Key words: System, Safety, Machines, Inyectoras, Mitigation.

Diseño de la investigación 2
INTRODUCCIÓN
La producción de plásticos y sus derivados ha venido en auge esta última década, según
la revista productores de materias plásticas “PlasticEurope”, menciona que hubo una
producción mundial de 322 millones de TM en el año 2015 y 335 millones de TM en el
año 2016. La producción mundial sigue siendo dominada por china seguida por Europa
Norte América y Asia, la mayor parte de la producción se la utiliza para la fabricación de
envases plásticos. (Plasticseurope, 2017)
Según revista de la cumbre latinoamericana “Innovación”, el 44% de envases generado
en América latina están hechos de plástico, el cual se vendió 144.000 millones de
unidades. (INNOVACIÓN, 2018)
Según los resultados de los índices de producción manufacturera, hasta Marzo del 2018
en Ecuador, los Artículos para el envasado de mercancías que son hechos de materiales
plásticos, tuvieron una incidencia de producción, con respecto al mes de febrero de
0,209% con una variación del 12,33%. (INEC, 2018)
La industria “San Miguel PET-SMI”, es una Multinacional que se dedica a la
fabricación de productos plásticos desde el año 1995, posee una cartera de clientes en la
región Andina, Centroamérica y el caribe. Cuenta con una sucursal en el cantón Duran-
Ecuador la cual se ha convertido el líder en el mercado interno Ecuatoriano. (SMI, 2016)
Según la clasificación industrial internacional uniforme (CIIU4 Ecuador), dado por el
Instituto Nacional de Estadísticas y Censos (INEC), la empresa “SAN MIGUEL S.A.”, se
ubica en la categoría CIIU: C2220.91. Fabricación de artículos de plástico para el
envasado de productos: bolsas, sacos, cajones, cajas, botellas... etc.
Mediante el estudio tecnico se pretende valorizar el nivel de incidencia del plan de
prevención imitigación de riesgos en la maquina de inyección en la empresa plastica en
estudio, actualmente la linea de inyección no cuenta con un sistema adicional de seguridad
industrial que garantice las actividades de mantenimiento operativas. Con el fin de evitar
incidentes y accidentes laborales en los colaboradores.
Se presume que con un diagnostico que se va a realizar en la linea de inyección de la
empresa plastica en estudio se determine el nivel de cumplimientos de requisitos tecnicos
legales, y asi preservar la seguridad de los colaboradores. Por medio de la evaluación de
riesgo se podrá ponderar los riesgos mecanicos en las maquinas inyectoras de acuerdo a las
actividades de mantenimiento.
Con el fin de proponer un sistema de seguridad industrial en la maquina inyectora.

Diseño de la investigación 3
Capítulo I
1. Diseño de la investigación
1.1. Antecedentes de la investigación
La firma estadounidense consultora en asuntos de protección de máquinas y prevención
de lesiones y muertes de trabajadores en ocupaciones de alto riesgo, Rockford Systems
describe que:
La industrialización ha impulsado la demanda de protección de las máquinas y
economías en desarrollo como la de China e India están adoptando técnicas modernas de
protección de las máquinas. Así, los objetivos comerciales de las empresas se han alineado
con factores como una administración más sofisticada y reglamentaciones más estrictas en
cuanto a la protección de los equipos industriales.
No en vano, estándares como el 29 Code of Federal Regulation (CFR)
1910.147 de Occupational Safety and Health Administration (OSHA), se han concentrado
en la importancia de controlar la energía peligrosa, pues esto se ha convertido en un gran
desafío de seguridad. Pero con esto, hacer el mantenimiento de máquinas empieza a
requerir más tiempo del habitual, lo cual implica detener la producción y, por ende, una
disminución de las tasas de productividad, motivo por el cual muchos fabricantes evaden
el mantenimiento continuo.
Para esto, han surgido medidas de protección alternativas diseñadas para emplear en
tareas repetitivas de la máquina, las cuales permiten una mayor eficiencia sin que la
seguridad de la operación se vea comprometida. Entre dichas medidas se
incluyen bloqueos controlados por clave, interruptores de control y dispositivos remotos,
entre otros (Rockford Systems, 2018).
La empresa “BRADY” ubicada en Wisconsin, Estados Unidos (dedicada a dar
Soluciones de identificación, Bloqueo/Etiquetado, control de derrames, productos de
seguridad industrial, marcaje de tubería y válvulas), en su revista virtual describe que: el
Bloqueo - Etiquetado (LOTO) es un importante procedimiento de seguridad - crítico para
salvaguardar a los trabajadores y empleados alrededor de la maquinaria y equipo que
operan, dan servicio y mantenimiento (BRADY, 2015).
La universidad Tecnológica Nacional Posgrado en Ingeniería Laboral, ubicada en la
ciudad La Plata capital de la provincia de Buenos Aires en Argentina; publica un artículo
de trabajo integrador en la Industria de Inyección Plástica (investigación de campo
empresa “InyecPlast“), describe que “La accesibilidad necesaria en muchas ocasiones al
punto de operación de las máquinas, unido a deficiencias en el estado de los sistemas de

Diseño de la investigación 4
seguridad incrementa el nivel del riesgo”. Si bien, las máquinas en la actualidad al ser
adquiridas disponen de adecuados sistemas de seguridad, éstos pierden sus funciones si no
son debidamente mantenidos y controlados (Ing.Collinet, Ing.Urrutigoity, & Ing.Vazquez,
2018, pág. 30).
En un artículo publicado por la Universidad Tecnológica de Pereira en Colombia
(redalyc.erg), sobre el “Principio de la conservación de la energía mecánica…”, describe
que la energía mecánica es la suma de la energía cinética y la energía potencial: donde la
energía cinética es el Trabajo que puede realizar un objeto por su movimiento (Para un
objeto de masa m y que se mueve con velocidad v) y energía potencial gravitacional es el
Trabajo que un objeto puede realizar debido a su posición (altura), (Carmona Franco,
Amaya Diaz, & Salcedo Rodríguez, 2006)
En el Ecuador la Dirección de Seguridad y Salud en el Trabajo surge como parte de los
derechos del trabajo y su protección. El programa existe desde que la ley determinara que
“los riesgos del trabajo son de cuenta del empleador”, (Art. 326, numeral 5 de la
Constitución del Ecuador) publicado en el Registro Oficial N°249, donde indica que
existen obligaciones, derechos y deberes que cumplir en cuanto a la prevención de riesgos
laborales (Ministerio del Trabajo, 2008).
1.2. Problema de la investigación
1.2.1. Planteamiento del problema.
Las empresas “SAN MIGUEL S.A.”, actualmente se encuentran en constantes
innovaciones y expansiones, tales como las implementaciones de máquinas hidráulicas
(inyectoras), donde existen diferentes tipos de abastecimiento y mantenimiento para su
funcionamiento.
Toda máquina nueva viene con sus manuales de seguridad la cual ofrece más
confiabilidad, pero en las repotenciadas (antiguas), es donde se ha notado la problemática
y el presente análisis va de acuerdo a la generación de las maquinas antiguas replicando en
las nuevas, entonces se ha detectado la liberación de energía peligrosa cinética en la
maquinas inyectoras marca Husky N°300, 400, 500 y 600 cuyo esfuerzo de compresión va
desde 180 hasta 600 toneladas fuerza al molde (la máquina realiza procesos de
plastificación y moldeado de manera horizontal, donde existe movimiento o
desplazamiento en X, dicho molde realiza trabajo de compresión a gran velocidad), que al
no contar con tablero metálico protector en el panel principal, resulta ser un peligro en el
momento de realizar actividades de mantenimientos, para los colaboradores, los cuales
Diseño de la investigación 5
estarían expuesto en el momento que una persona ajena a dichas actividades manipule de
manera improvista el panel de control
También se ha detectado liberación de energía peligrosa potencial, además de las
actividades de mantenimientos realizados por los técnicos, se suma la actividades diarias
de los operadores al momento de retirar residuos de preformas, en la maquina inyectora
Sipa PPS400 la cual demanda 400 toneladas fuerza al molde (la máquina realiza procesos
de plastificación y moldeado de manera vertical, donde existe movimiento o
desplazamiento en Y, cuyo molde realiza trabajo de compresión a gran velocidad),
también estarían expuestos los colaboradores, por las circunstancias ya mencionas en el
anterior párrafo, por la falta del sistema adicional de seguridad de las maquinas, como
complemento o fortalecimiento de las mismas en sus instructivos de fábrica.
Falta de un sistema
adicional de
seguridad en la
maquinas
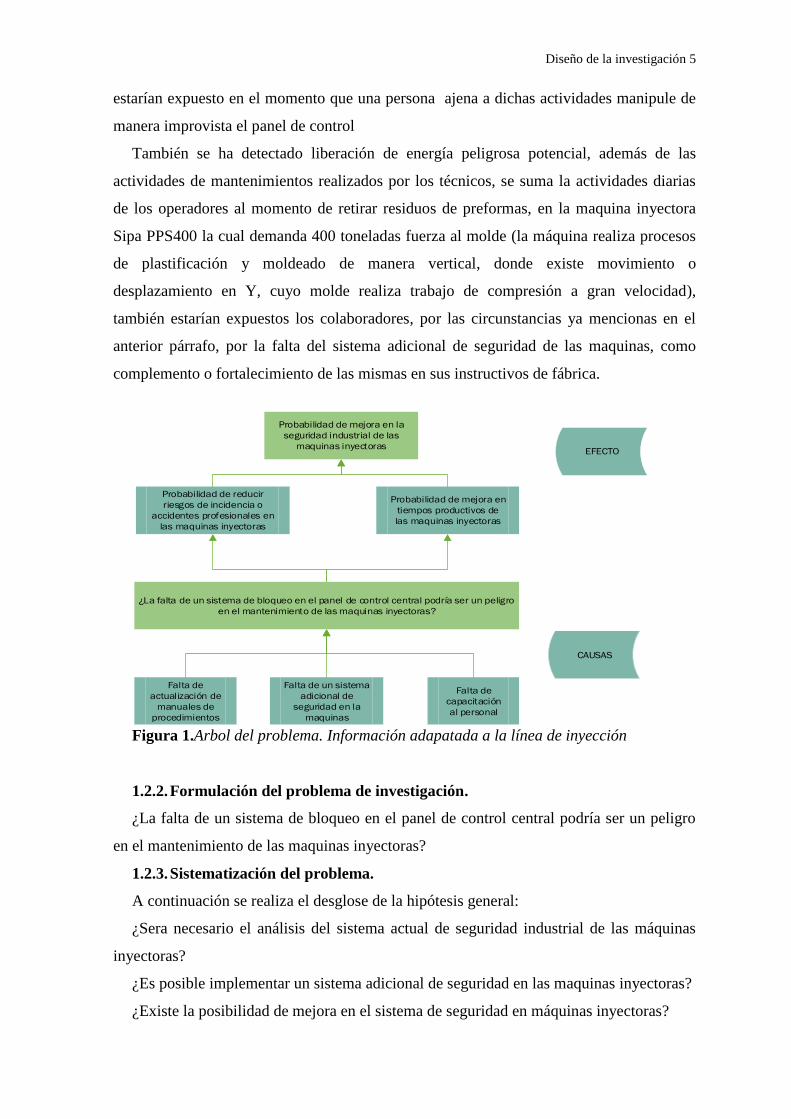
¿La falta de un sistema de bloqueo en el panel de control central podría ser un peligro
en el mantenimiento de las maquinas inyectoras?
Falta de
actualización de
manuales de
procedimientos
Falta de
capacitación
al personal
Probabilidad de reducir
riesgos de incidencia o
accidentes profesionales en
las maquinas inyectoras
Probabilidad de mejora en
tiempos productivos de
las maquinas inyectoras
Probabilidad de mejora en la
seguridad industrial de las
maquinas inyectoras
CAUSAS
EFECTO
Figura 1.Arbol del problema. Información adapatada a la línea de inyección
1.2.2. Formulación del problema de investigación.
¿La falta de un sistema de bloqueo en el panel de control central podría ser un peligro
en el mantenimiento de las maquinas inyectoras?
1.2.3. Sistematización del problema.
A continuación se realiza el desglose de la hipótesis general:
¿Sera necesario el análisis del sistema actual de seguridad industrial de las máquinas
inyectoras?
¿Es posible implementar un sistema adicional de seguridad en las maquinas inyectoras?
¿Existe la posibilidad de mejora en el sistema de seguridad en máquinas inyectoras?

Diseño de la investigación 6
1.3. Justificativos
La industria plástica está constantemente innovándose, de acuerdo al aumento de las
actividades que se desarrollan, la empresa “SAN MIGUEL S.A.”, ha implementado nuevas
maquinarias inyectoras, la cual no se ha considerado las normas de seguridad industrial,
incurriendo en probabilidad de incidentes laborales al momento de realizar los
mantenimientos de estas máquinas.
La empresa “SAN MIGUEL S.A.”, tiene el interés de implementar dispositivos que
ayuden a que los trabajadores realicen sus labores de mantenimiento de manera segura.
1.4. Objetivos de la investigación.
1.4.1. Objetivo general.
Elaborar y proponer una mejora del sistema de seguridad industrial en máquinas
inyectoras del área de producción de la empresa “SAN MIGUEL S.A.”.
1.4.2. Objetivos Específicos.
Documentar la gestión técnica operativa en el área de inyección.
Análisis técnico del cumplimiento de normas.
Diagnostico situacional.
Proponer y establecer un plan de seguridad e implementación de resguardos para la
seguridad industrial de las maquinas inyectoras.
1.5. Marco de referencia de la investigación
1.5.1. Marco Teórico.
En un informe publicado por el Banco Interamericano de Desarrollo (BID), donde
reconoce que el beneficio, de la reducción de pérdidas de energía se enfoca en el aumento
de la facturación, que se realiza a partir de la regularización del servicio. Con el índice de
recuperación en efectivo (CRI) por sus siglas en inglés, es un indicador que correlación la
energía facturada sobre energía ingresada al sistema de distribución, es decir energía
facturada sobre energía ingresada al sistema de distribución, con este indicativo podemos
determinar si existe una rentabilidad o beneficio económico por la distribución del
servicio. (Tejeda, Durán, Jiménez, & Doyle, 2017)
Según un estudio técnico indica que “El control de las pérdidas de energía eléctrica no
han sido suficientes y actualmente representan un serio problema para la rentabilidad de
las empresas proveedoras de energía eléctrica”, entonces cualquier porcentaje de ingreso

Diseño de la investigación 7
por valor recaudado, por el servicio de energía eléctrica, resulta de vital importancia para
su rentabilidad económica de las empresas distribuidoras de la misma, mediante la
aplicación de la infraestructura de medición avanzada (AMI por sus siglas en inglés:
Advanced Metering Infrastructur), se sistematizo el control de la misma, pudiendo
controlar las pérdidas técnicas, pero falta mayor énfasis en las perdidas no técnicas (
consumo clandestino o hurto de energía eléctrica). (Gómez López, Castán Luna, Montero
Cervantes, Meneses Ruíz, & García Hernández, 2015)
En un caso de estudio de “La gestión por procesos: un enfoque de gestión eficiente”,
afirma que la aplicación de la gestión basada en los procesos, en una organización
cualquiera que sea su actividad, esta se presenta como una adecuada herramienta, que
puede considerarse como fundamental para orientar a una entidad hacia el logro de sus
objetivos. Se tomará parte de los principios conceptuales de la gestión de procesos para el
presente trabajo investigativo. (Mallar, 2010)
En un estudio realizado en Cundinamarca, Colombia sobre “El hurto de energía
eléctrica y cambios regulatorios…”, donde se resalta que la fragilidad sancionatoria, fallas
técnicas en medición y falta de técnicas administrativas para recuperar el valor monetario
por el expendio de este servicio, son las fuentes recurrentes que acrecienta este hecho
delictivo por los usuarios. (Avendaño Ordóñez & Pulido Castrillón , 2014)
1.5.2. Marco Histórico.
A partir de la primera revolución industrial (1760-1840), catalogado así por la
invención del motor a vapor, construcción de ferrocarriles entre otras, dando posibilidad a
obtener economía a gran escala, debido a la producción en masa, las dos industrias típicas
que predominaron en esa era fueron la textil algodonero y la siderurgia, las fábricas y su
producción comienza prosperar debido a la gran demanda de grandes granjas. (San Juan,
1993, pág. 16)
La segunda revolución (1870-1914), se enfoca en los cambios organizativos-
financieros, en esta segunda etapa técnica-científica, se inclinó el esfuerzo y el estudio
para abaratar la producción en masa. Las innovaciones técnicas en base a la explotación de
las fuentes de energía (gas, el petróleo o la electricidad), tuvieron un papel importante para
las transformaciones de la organización del trabajo. (Silva Otero & Mata de Grossi, 2005,
pág. 208)
La tercera revolución se da a inicios de 1960 (Revolución científica y tecnológica), se la
relaciona a la tecnología con el progreso y desarrollo de varios países en el mundo, cuya
detonante surgió en 1973 con el alza del crudo de petróleo dio lugar a la aparición de tres

Diseño de la investigación 8
grupos tecnológicos; la robótica, la ingeniería genética (Bioingeniería) y la
telecomunicación, fueron sin duda la que marcaron el camino hacia una nueva era a nivel
mundial dando lugar hacia la era digital con la informática personal y el internet en 1990.
(Roel, 1997, pág. 47)
La cuarta revolución se da en el siglo XX, conocida como la revolución digital, dando
paso a la inteligencia artificial y el aprendizaje de la máquina, donde se crea sistemas de
fabricación virtuales y físicos, que han permitido un gran desarrollo industrial. (Schwab,
2016)
Con el pasar de los años y con el desarrollo de nuevas tecnologías como la
automatización, con estas modificaciones también viene enrolada la falta de seguridad en
sus operaciones de las mismas. (Silva Otero & Mata de Grossi, 2005)
La Organización Internacional del Trabajo (OIT), en el 2003 “pedía la revisión la
Convenio sobre la protección de la maquinaria de 1963 numeral 118”, donde pedía la
incorporación de un nuevo instrumento de seguridad, en la utilización de las maquinarias
tanto en su mantenimiento como en la seguridad en su sistema de mando entre otras. (OIT,
2014)
1.5.3. Marco Legal.
Constitución política de la republica del ecuador.
La nueva asamblea constituyente del 2008, sustituye la anterior constitución de 1998,
actualizando y ratificando varios artículos.
Sección VII: Salud.
En su art. 32; Menciona los derechos económicos, sociales, culturales, seguridad social
y salud. El estado se compromete a garantizar estos derechos al ciudadano ecuatoriano.
Sección VIII: Trabajo.
En el art. 35; Declara que el estado brindara protección al trabajador y resalta al trabajo
como un derecho y un deber social con una remuneración justa.
Sección III: De la seguridad social.
En el art. 369; Menciona que el seguro general obligatorio para toda la población
urbana y rural, con relación de dependencia laboral o sin ella. La cual será un derecho
irrenunciable e imprescriptible de todos trabajadores y cubrirá las contingencias en
enfermedad, maternidad, riesgo del trabajo, cesantías entre otros.
Sección III: Formas de trabajo y su retribución.

Diseño de la investigación 9
En el art. 325. Donde el estado reconoce distintas modalidades de trabajo, garantiza su
pleno derecho a ejercerla y recibir una contribución por realizarlo.
Convenios internacionales.
Acuerdo Básico entre Ecuador y la OIT (1951).
En el área de salud en el trabajo designa servicios en materia de prevención y
asesoramiento a trabajadores y sus representantes en temas siguientes:
Requerimientos en seguridad y salud ambiental, para conservar un trabajo seguro y
sano en relación con el trabajo.
Adaptabilidad del trabajador de acuerdo a su capacidad física y a su estado de salud.
Acuerdo 29 OIT; Trabajo forzoso u obligatorio. (1930; R: 1954)
Donde menciona que todo trabajo exigido a un individuo estará bajo la amenaza de una
pena cualquiera si no es ejercido por voluntad propia.
Convenio N°105 (R: 1962), abolición de trabajo forzoso.
Adicional a este convenio se adjuntan otros, en ayuda al bienestar del trabajador:
• N°174 (R: 1993), Prevención de accidentes industriales mayores.
Instrumento Andino de Seguridad y Salud en el Trabajo resolución 957.
Según el instrumento andino de seguridad y salud en el trabajo en su decisión 584,
establece lo siguiente en el marco de la Seguridad y Salud en el Trabajo.
Art.9.- Los Países Miembros deberán propiciar e implementar sistema de gestión en
seguridad y salud del trabajo.
CAPÍTULO II.- Trata de la implementación de la Política de prevención de riesgos
laborales, artículos del 4 al 10. Cuyas especificaciones trata de las resoluciones de salud y
políticas.
En el art. 8, destaca las acciones destinadas a lograr un bienestar laboral para quienes
diseñan, fabrican, importan, suministran o ceden máquinas, equipos, sustancias, productos
o útiles de trabajo. Se presenta varios literales donde se mencionan procedimientos a
realizarse (a-e).
Código del trabajo.
En su capítulo III: De los efectos del contrato de trabajo.
En el art. 38; Menciona la responsabilidad del empleador sobre los riesgos laborales y
si estos se concretan en algún daño al trabajador estará en la obligación de
indemnizarle.
Capítulo II: De los accidentes.
Diseño de la investigación 10
Se especifica los diferentes tipos de accidentes y las indemnizaciones de acuerdo a sus
consecuencias o discapacidades adquiridas. (art.359 al 362).
Capítulo III: De las enfermedades profesionales.
Menciona las diferentes clasificaciones de las enfermedades profesionales. (art.363 y
364)
Capítulo V: De la prevención de riesgos.
Todos estos artículos se encuentran actualmente vigentes en el código de trabajo.
(Ministerio del trabajo, 2015)
Reglamento de la seguridad y salud.
Según resolución C.D. 513 expedida el 4 de marzo del 2016, menciona en sus
diferentes capítulos y artículos lo referente a seguridad y salud de los trabajadores y
mediante decreto 2393, art.5 numeral señala que será función del instituto Ecuatoriano de
seguridad social (IESS), Vigilar el mejoramiento del medio ambiente laboral y de la
legislación relativa a prevención de riesgos profesionales.
Capítulo II: De las enfermedades profesionales u ocupacionales.
Donde se considera las enfermedades profesionales, criterios para calificarlos factores
de riesgos a considerar (Del art.6 al 10).
Capítulo III: Del accidente de trabajo.
Este capítulo hace referencia, las consideraciones y criterios de los accidentes de
trabajo, así como también lo que no se considera como accidente (Del art.11 al 14).
Desde el capítulo IV hasta el VIII, hace referencia de las prestaciones del seguro
general de riesgos del trabajo, a los derechos del trabajador por accidentes de trabajo.
Capítulo XI: De la prevención de riesgos del trabajo.
El cual prioriza la prevención de riesgos y dirige lineamientos a seguir, como
mecanismo para un ambiente laboral seguro. También considera el índice de reactivos y su
cálculo, el cual el empleador deberá entregar anualmente al seguro general de riesgo del
trabajo, complementado con los indicadores proactivos.
Instituto Ecuatoriano de seguridad Social (IESS)
En materia de seguridad y salud de los trabajadores y mejoramiento del medio ambiente
se menciona el Decreto ejecutivo N°2393. Teniendo como objetivo la disminución y
prevención de riesgos ocupacionales y mejoramiento del medio ambiente del trabajo.
Resolución 172 vigente desde 1975; el IESS es un instrumento guía para los empleados
en lo relacionado a normativas básicas de higiene industrial.
Requisitos técnicos legales.

Diseño de la investigación 11
El 10 de agosto del 2011el instituto Ecuatoriano de Seguridad y Salud Ocupacional,
describe un Check de auditoria en cuanto Requisitos Técnicos Legales que deben ser
cumplidas las organizaciones según el número de trabajadores.
A continuación en el cuadro N°1 se describe de manera general el porcentual de
cumplimiento de la empresa “SAN MIGUEL S.A.”.
Tabla 1. Índice de cumplimiento RTL
No. Trabajadores CLASIFICACIÓN ORGANIZACIÓN EJECUCION
100 o más Gran empresa Sistema de Gestión
de Seguridad y
Salud
70%
- Comité paritario
de Seguridad e
Higiene
100%
4Unidad de
Seguridad e
Higiene
100%
5 Servicio Médico
de Empresa
100%
Liderazgo
gerencial
100%
Información tomada de la empresa plástica. Elaborado por el autor.
1.5.4. Marco conceptual.
Plástico: Es un término general la cual “describe una variedad de materiales cual se
distinguen por su estructura, propiedades y composición”, se genera a partir de tres fuentes
principales naturales; el petróleo, el gas natural y el carbón. (APQUA, 1994)
Polipropileno: Es el polímero con una tendencia a la cristalización, que se obtiene del
proceso de la polimerización. (Ernesto Pérez, 2016)
Moldeo por inyección: Es un proceso en que el polímero, se calienta hasta alcanzar
un estado altamente plástico y se hace fluir bajo alta presión dentro de la cavidad de un
molde donde solidifica. (Groover, 1997, pág. 328)
Máquinas de moldeo por inyección: Se basa en el tipo de inyección que se utiliza,
cuales presentan dos partes mencionadas a continuación:
La unidad de inyección del plástico; se encarga de mezclar y fundir el plástico, también
sirve como embolo para empujar el plástico fundido hacia adelante para inyectarlo al
molde.
La unidad de sujeción; consiste en dos placas una fija y otra móvil con dispositivo para
accionar la placa móvil. (Groover, 1997, pág. 330)

Diseño de la investigación 12
Industrias plásticas: “Cuando la escala de producción es alta, con respeto a las empresas
pequeñas o medianas”, entre ellas está la industria de productos plásticos moldeados.
(Dichiara, 2005)
Prevención de riesgos: Según el reglamento de seguridad y salud de los trabajadores y
mejoramiento del medio ambiente de trabajo (CD 2393), en su art.11 obligaciones de
empleadores, se deben adoptar las medidas necesarias para la prevención de los riesgos
que puedan afectar a la salud y al bienestar de los trabajadores en los lugares de trabajo de
su responsabilidad (http://www.trabajo.gob.ec, 2014).
Artículo 51.- De la Prevención de Riesgos.- El Seguro General de Riesgos del Trabajo
(CD.513), protege al asegurado y al empleador mediante programas de prevención de los
riesgos derivados del trabajo. (IESS, 2014)
Salud en el trabajo: Según el reglamento del instrumento andino de seguridad y salud en
el trabajo resolución N°957, redacta en su capítulo uno art.1, que los países miembros
desarrollarán los Sistemas de Gestión de Seguridad y Salud en el Trabajo
(Comunidadadandina, 2014)
Seguridad e higiene del trabajo: Este concepto fue inicialmente aceptado por el Instituto
Nacional de Seguridad e Higiene del Trabajo (INSHT), donde se encarga de promover la
prevención del riesgo del trabajo. (INSHT, 2015)
Educación y formación en seguridad y salud en trabajo: “La integración de la seguridad
y salud en el trabajo en la educación es una necesidad prioritaria para consolidar una
auténtica cultura preventiva”. La mejor manera de reducir los riesgos y que se cristalicen
en incidentes o accidentes laborales, es la prevención por tal motivo es necesario
educarnos para una cultura preventiva. (INSHT, 2015, pág. 27)
Gestión de la seguridad según el instrumento andino resolución n°957
CAPÍTULO III.- Gestión de la seguridad y salud en los centros de trabajo- obligación
de los empleadores, artículos del 11 al 17. Donde se especifica las obligaciones del
empleador para minimizar riesgos laborales en las distintas actividades que realicen
considerándose como una responsabilidad social y empresarial. (ILA, 2005)
Accidente de trabajo: Según el seguro general de riesgos del trabajo (Resolución No.
C.D. 513) capitulo III, en su art.11 lo describe como “suceso imprevisto y repentino que
ocasione al trabajador lesión corporal o perturbación funcional, o la muerte inmediata o
posterior al realizar la tarea”. Es el resultado inminente de un riesgo crítico no corregido.
(IESS, 2014, pág. 5 art.6)

Diseño de la investigación 13
Seguridad del Trabajo: Es el conjunto de técnicas y procedimientos que tienen como
objetivo principal la prevención y protección contra los factores de riesgo que pueden
ocasionar accidentes de trabajo. (LEY GENERAL DE HIGIENE Y SEGURIDAD DEL
TRABAJO, 2007).
Condición Insegura o Peligrosa: Es todo factor de riesgo que depende única y
exclusivamente de las condiciones existentes en el ambiente de trabajo. Son las causas
técnicas; mecánicas; físicas y organizativas del lugar de trabajo (máquinas, resguardos,
órdenes de trabajo, procedimientos entre otros). (LEY GENERAL DE HIGIENE Y
SEGURIDAD DEL TRABAJO, 2007).
Condiciones de Trabajo: Conjunto de factores del ambiente de trabajo que influyen
sobre el estado funcional del trabajador, sobre su capacidad de trabajo, salud o actitud
durante la actividad laboral. (LEY GENERAL DE HIGIENE Y SEGURIDAD DEL
TRABAJO, 2007).
Actos Inseguros: Es la violación de un procedimiento comúnmente aceptado como
seguro, motivado por prácticas incorrectas que ocasionan el accidente en cuestión. Los
actos inseguros pueden derivarse a la violación de normas, reglamentos, disposiciones
técnicas de seguridad establecidas en el puesto de trabajo o actividad que se realiza, es la
causa humana o lo referido al comportamiento del trabajador. (LEY GENERAL DE
HIGIENE Y SEGURIDAD DEL TRABAJO, 2007).
Enfermedad profesional: Artículo 6, Enfermedades Profesionales u Ocupacionales.-
Son afecciones crónicas, causadas de una manera directa por el ejercicio de la profesión u
ocupación que realiza el trabajador y como resultado de la exposición a factores de riesgo,
que producen o no incapacidad laboral.. (IESS, 2014, pág. 5 art.6)
System safety: La seguridad del sistema “Es un esfuerzo organizado para identificar y
evaluar riesgo y para encontrar una solución optimizada para resolver el riesgo mientras
satisfaciendo varias restricciones”. Las condiciones que conducen a un percance también
son mesurables. (AF System Safety Handbook, 2000, pág. 20)
Seguridad de la Maquinaria/Planta: Existen maquinas o partes de ellas representan un
verdadero peligro, no solo en su mantenimiento, también en su funcionamiento cotidiano.
“Cuando la operación de la maquina o un contacto accidental represente un peligro al
operario o personas en su alrededor debe de ser controlado o eliminado”, por tal motivo es
de alta relevancia contar con un sistema de bloqueo, para evitar incidentes o accidentes
laborales en plantas o fabricas industriales. (Hengstmann & Justice , 2014, pág. 59)
Diseño de la investigación 14
Bloqueo y Etiquetado (Lock Out Tag Out): Conocido en Latinoamérica como “LOTO
por sus siglas en Ingles, Lock Out Tag Out”, trata del cierre y la desconexión de los
equipos energizados, evitando así la reactivación inesperada de los equipos o maquinarias
durante el mantenimiento o en su habitual funcionamiento. (Hengstmann & Justice , 2014,
pág. 60)
1.6. Aspectos metodológicos de la investigación
1.6.1. Tipo de estudio.
La presente propuesta de trabajo de titulación será una investigación de campo, de tipo
descriptiva, cualitativa y cuantitativa.
Descriptiva: Este método proporciona ideas e información permitiendo identificar el
problema de los tiempos muertos y los costos que existen en el proceso.
Cualitativa: es la recolección información basada en la observación de comportamientos
naturales, discursos, respuestas abiertas para la posterior interpretación de significados.
Cuantitativo: Es cuantitativo por que se obtendrá información numérica, de manera
directa de los registros estadísticos.
1.6.2. Método de investigación.
Se lo realizara por el método sistemático (las actividades de mantenimiento son
programadas)
1.6.3. Fuentes y técnicas para la recolección de información.
Las entrevistas, revisiones de registro y por contacto directo con el jefe de la agencia
san Eduardo y colaboradores que están inmersos en la problemática.
1.6.4. Tratamiento de la información.
1.6.4.1. Población.
La población está enfocada, para el área de manufactura, mantenimiento y el área de
seguridad y salud.
1.6.4.2. Tamaño de la muestra.
El tamaño de la muestra aplicada se la obtiene, de la media de los datos o registros de
mantenimiento en el mes.
1.6.4.3. Tipo de muestreo
El tipo de muestreo será sistematizado, porque existe reportes de anomalías en las
actividades de mantenimiento en las maquinas inyectoras.
1.6.4.4. Tipo de observación.

Diseño de la investigación 15
La técnica de observación es directa, ya que los registros son generados y
sistematizados por el encargado de seguridad y salud ocupacional.
1.6.5. Resultados e impactos esperados
Mediante la realización del presente estudio de la implementación del sistema de
seguridad industrial en máquinas inyectoras, se lograr maximizar la productividad de
máquinas sin que esto represente un peligro para sus colaboradores.

Análisis, presentación de resultados y diagnóstico 16
Capítulo II
2. Anàlisis, presentación de resultados y diagnóstico
2.1. Caracterización de la empresa departamento en estudio.
La empresa “San Miguel S.A.”, inicia sus actividades comerciales en el año de 1995, es
una Multinacional que se dedica a la fabricación de productos plásticos.
Tabla 2.Datos generales de la empresa
DATOS DE LA EMPRESA
RAZON SOCIAL ECSANMINDEC S.A.
DIRECCION
KM 6.5 VIA DURAN
TAMBO
REPRESENTANTE
LEGAL ING. BRUNO MONASIS
RUC 0992865768001
Sitio WED http://www.smi.com.pe/es
Teléfono 26052207
Información tomada de la empresa plástica. Elaborado por el autor.
En la tabla N°2, se registra los datos generales de la empresa “San Miguel S.A.”, donde
realiza sus actividades.
2.1.1. Actividad económica-CIIU4 Ecuador.
La clasificación industrial internacional uniforme, dada por el Instituto Nacional de
Estadísticas y Censos (INEC), la empresa “SAN MIGUEL S.A.”, está en la categoría
CIIU: C2220.91. Fabricación de artículos de plástico para el envasado de productos:
bolsas, sacos, cajones, cajas, botellas... etc.
2.1.2. Ubicación geográfica.
La empresa “SAN MIGUEL S.A.”, está ubicada en la: Provincia del Guayas, KM 6 1/2
VIA Duran Tambo, Solar Parque Industrial Duran.
2.1.3. Recursos.
Dentro de los recursos productivos podemos destacar: organización y tecnológicos.
2.1.3.1. Organización.
La empresa “San Miguel S.A.”, en cuanto a su estructura organizacional es jerárquica
cuyas órdenes y controles es lineal o piramidal.

Análisis, presentación de resultados y diagnóstico 17
RECURSOS HUMANOS
GERENCIA GENERAL
DPTO.
ADMINISTRATIVO
DPTO.COMERCIAL SERVICIO AL CLIENTE
DPTO.PRODUCCIÓN
DPTO.FINANCIERO SUPERVISORES
OPERADORES
DPTO.LOGÍSTICA
DPTO.BODEGA DPTO.COMPRAS
DPTO.SIG SEG. SALUD OCUP. DPTO.CALIDAD DPTO.CALIDAD
TRANSPORTE
Figura 2. Organigrama de la empresa san miguel s.a
La organización de la empresa está conformada por:
Gerente General: Es el responsable legal de la empresa encargado de velar por la buena
gestión de la empresa y de sus negocios.
Recursos Humanos: se encarga de gestionar el reclutamiento del personal requerido por
la empresa bajo dos formalidades directas y por medio de consultoras.
Departamento Administrativo: Está compuesto de tres departamentos (Comercial,
Financiero y servicio al cliente), quienes llevan la dirección contable, financiera de la
gestión de la empresa, además de interrelacionarse con los clientes.
Departamento de SIG: Es el departamento de sistema de gestiones integradas quienes
tienen la labor de interrelacionar la gestión interna de la empresa.
Departamento de Logística: este departamento se encarga de las respectivas gestiones
de compras, almacenamiento y transporte (requisición de materiales para toda la planta),
de todo lo necesario para lograr los objetivos de producción.
Departamento de Seguridad y salud Ocupacional: Se encarga de verificar todo en
cuanto seguridad industrial en el entorno laboral y la salud de los colaboradores.
Departamento de Producción: se encarga de la fabricación de los diferentes productos,
que a través del supervisor encomienda las labores diarias a sus colaboradores.
Colaboradores u Operadores: Son parte fundamental para realizar las diferentes
actividades productivas por la empresa.
Departamento de mantenimiento; La ejerce un técnico mecánico en maquinarias
industriales quien se encarga del mantenimiento predictivo, preventivo y correctivo de las
mismas colaborando así con el sistema productivo de la empresa.

Análisis, presentación de resultados y diagnóstico 18
Departamento de calidad; este departamento lleva registros y control de parámetros
internos para brindar las garantías del producto terminado.
2.1.3.2. Fuerza laboral.
Actualmente la distribución de la fuerza laboral de la empresa “San Miguel S.A.”, se
desglosa en la tabla N°3.
Tabla 3.Distribución del personal
DEPARTAMENTO PERSONAL TOTAL
HOMBRES MUJERES
ADMINISTRATIVOS 8 12 20
DPTO.COMERCIAL 4 5
DPTO.FINANCIERO 2 4
SERVICIO AL CLIENTE 2 3
PRODUCCIÓN 33 0 33
LOGISTICA 21 3 24
BODEGA 2 1
COMPRAS 2 1
TRANSPORTE 17 1
SIG (Sistema de Gestión Integrados) 0 2 2
SEGURIDAD Y SALUD
OCUPACIONAL 2 2
SEGURIDAD INDUSTRIAL 1
SALUD OCUPACIONAL 1
CALIDAD 11 4 15
MANTENIMIENTO 17 17
TOTAL 113
Información tomada de la empresa plástica. Elaborado por el autor.
En la tabla N°3, se describe la distribución del personal (hombre y mujeres), el cual
refleja un total 113 colaboradores de la empresa (fuerza laboral).
2.1.3.3. Proceso de selección y contratación.
Se evaluará la posición a cubrir y se determinará si se realiza directamente o es
encargada a una consultora Ver anexo N°1. A continuación en la tabla N°4, se describe el
resumen del proceso de contratación.

Análisis, presentación de resultados y diagnóstico 19
Tabla 4.Resumen del proceso de contratación EMPRESA CONSULTORA
Cuando el reclutamiento es realizado por la
empresa se publicarán las posiciones vacantes
mediante avisos en los diarios, bolsas de empleo
y/o redes de contacto.
Cuando el reclutamiento es realizado por la
consultora, se procederá a realizar la solicitud de
pedido la cual será autorizada por la Gerencia de
RRHH, de ser necesario requerirá la aprobación
de la Dirección de la empresa.
La revisión curricular y se procederá a llamar a los candidatos cuyos CV’s se ajusten más con el
perfil requerido:
1. Entrevista por Competencias.
2. Evaluación Psicológica.
3. Entrevista Técnica.
4. Evaluación Médica.
5. Cierre y Requerimiento de documentos.
6. Contratación.
Información tomada de la empresa plástica. Elaborado por el autor.
El desglose de los parámetros del proceso de contratación mencionados en el cuadro
N°3, se encuentran en el anexo N°1.
2.1.3.4. Productos.
La empresa elabora productos plásticos para varias industrias.
Envases plásticos.
Botellas plásticas
Preformas.
Tabla 5.Productos
DESCRIPCIÓN IMAGEN
PREFORMAS
BOTELLAS
Información tomada de la empresa plástica. Elaborado por el autor.
Variedad de producto la cual puede verificar en la página web de la empresa
http://www.smi.com.pe/es
2.1.3.5. Recursos Tecnológicos.
La empresa dispone de recursos tecnológicos (máquinas inyectoras), para mayor
información pueden visitar la página web http://www.smi.com.pe/es. En este trabajo
investigativo se resaltara la línea de inyección.
Análisis, presentación de resultados y diagnóstico 20
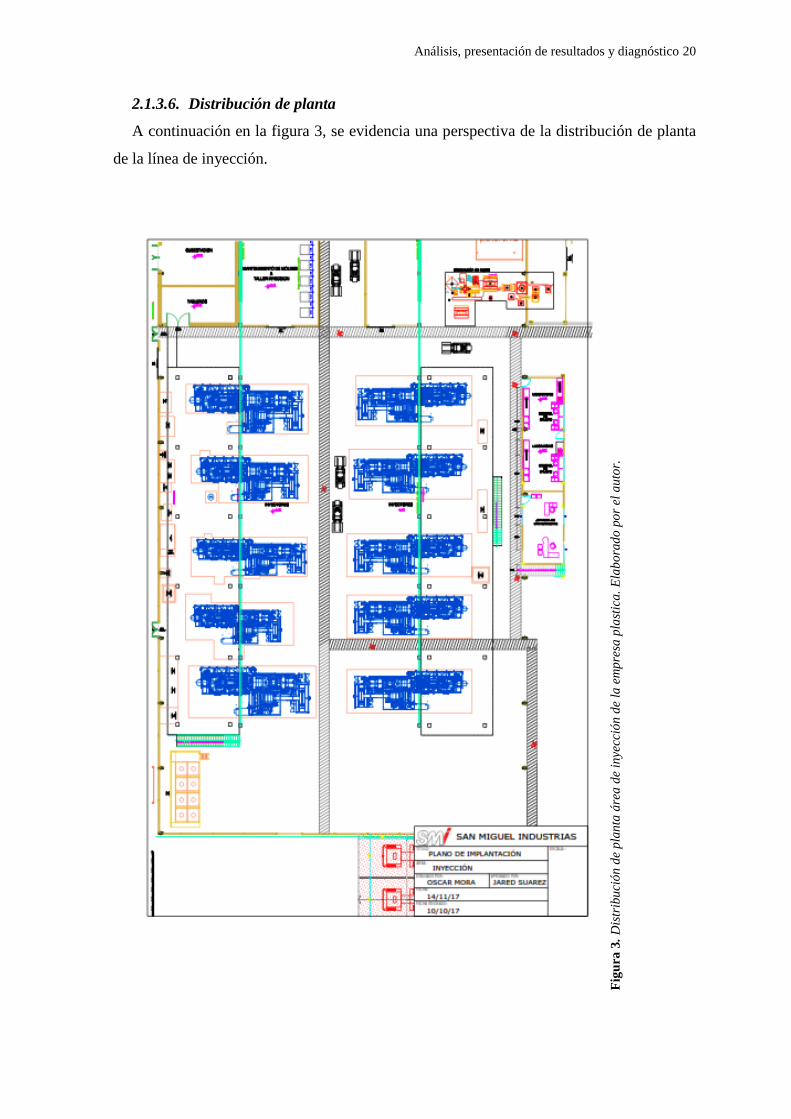
2.1.3.6. Distribución de planta
A continuación en la figura 3, se evidencia una perspectiva de la distribución de planta
de la línea de inyección.
Fig
ura
3.
Dis
trib
uci
ón
de
pla
nta
áre
a d
e in
yecc
ión
de
la e
mp
resa
pla
stic
a.
Ela
bo
rad
o p
or
el a
uto
r.

Análisis, presentación de resultados y diagnóstico 21
2.1.3.7. Diagrama de recorrido.
Actualmente la empresa consta de 10 máquinas inyectoras, cuyo diagrama de recorrido
se evidencia en la figura N°4.
Figura 4. Diagrama de recorrido
En la figura N°4, se evidencia cada máquina inyectora con su debida producción y el
recorrido que se realiza para el pesado del producto elaborado.

Análisis, presentación de resultados y diagnóstico 22
2.1.3.8. Capacidad instalada
Actualmente la planta tiene una capacidad instalada de 153TN, de productos de
plásticos para la distribución del mercado interno (clientes).
Tabla 6.Capacidad instalada por día
CAPACIDAD INSTALADA EN PLANTA (INYECCIÓN)
LINE
AS /
INY
TIEM
PO
CICL
O /
SEG
GRAM
AJE
MOLDE/CAVID
ADES
GRAM
OS X
CICLO
1
HORA/S
EG
CICL
OS X
HOR
A
GRAM
OS X
HORA
TON
X
HOR
A
TON
X
TUR
NO
12 H
TO
N
X
DI
A
LN 1 10,3 17,7 144 2548,8 3600 350 890843 0,9 11 21
LN 2 11,4 16,2 56 907,2 3600 316 286484 0,3 3 7
LN 3 17,4 24,2 60 1452 3600 207 300414 0,3 4 7
LN 4 8,3 19 96 1824 3600 434 791133 0,8 9 19
LN 7 17,65 30,5 72 2196 3600 204 447909 0,4 5 11
LN 8 19 52,7 56 2951,2 3600 189 559175 0,6 7 13
LN 9 12,3 33,5 96 3216 3600 293 941268 0,9 11 23
LN 10 44,85 107 32 3424 3600 80 274836 0,3 3 7
LN 11 9,05 15,6 144 2246,4 3600 398 893596 0,9 11 21
LN 12 14,75 43 96 4128 3600 244 100751
2 1,0 12 24
TOTA
L 153
Información tomada de la empresa plástica. Elaborado por el autor.
Figura 5. Capacidad instalada (día)
0,90,3 0,3 0,8 0,4 0,6 0,9
0,30,9 1,0
11
3 4
9
57
11
3
1112
21
7 7
19
11
13
23
7
21
24
0,0
5,0
10,0
15,0
20,0
25,0
30,0
LN 1 LN 2 LN 3 LN 4 LN 7 LN 8 LN 9 LN 10 LN 11 LN 12
CAPACIDAD INSTALADA INYECCIÓN
TON X HORA TON X TURNO 12 H TON X DIA
Análisis, presentación de resultados y diagnóstico 23
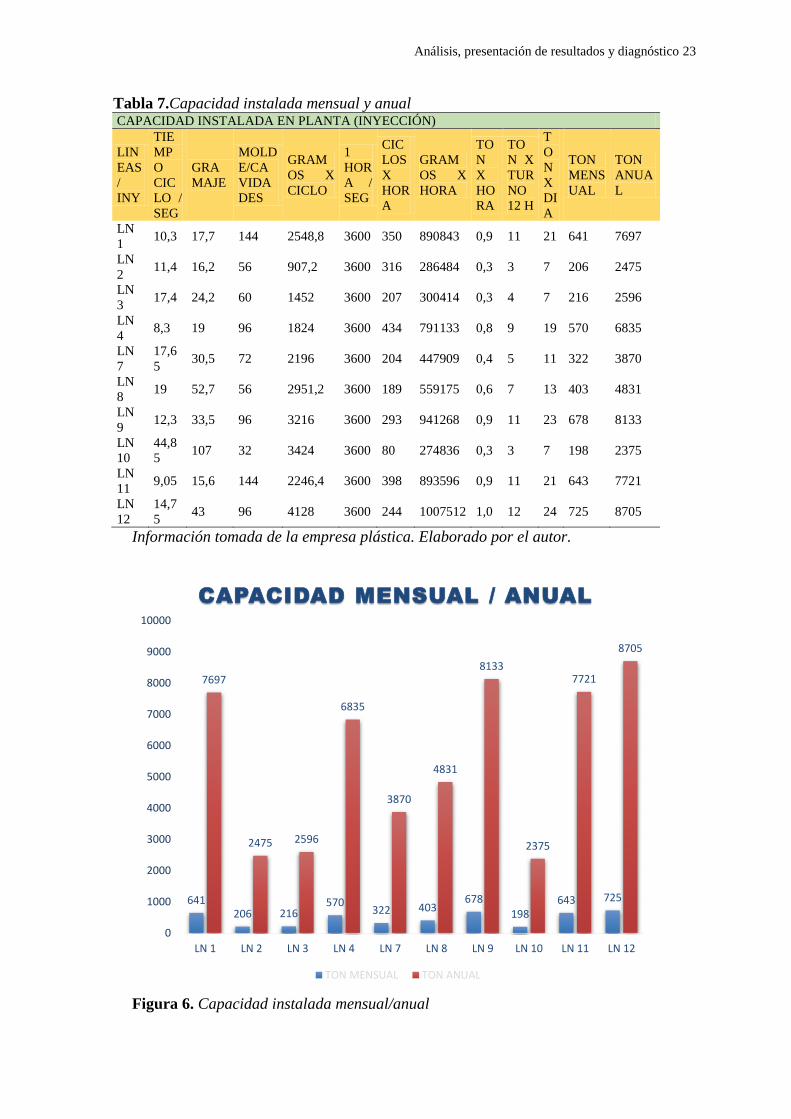
Tabla 7.Capacidad instalada mensual y anual CAPACIDAD INSTALADA EN PLANTA (INYECCIÓN)
LIN
EAS
/
INY
TIE
MP
O
CIC
LO /
SEG
GRA
MAJE
MOLD
E/CA
VIDA
DES
GRAM
OS X
CICLO
1
HOR
A /
SEG
CIC
LOS
X
HOR
A
GRAM
OS X
HORA
TO
N
X
HO
RA
TO
N X
TUR
NO
12 H
T
O
N
X
DI
A
TON
MENS
UAL
TON
ANUA
L
LN
1 10,3 17,7 144 2548,8 3600 350 890843 0,9 11 21 641 7697
LN
2 11,4 16,2 56 907,2 3600 316 286484 0,3 3 7 206 2475
LN
3 17,4 24,2 60 1452 3600 207 300414 0,3 4 7 216 2596
LN
4 8,3 19 96 1824 3600 434 791133 0,8 9 19 570 6835
LN
7
17,6
5 30,5 72 2196 3600 204 447909 0,4 5 11 322 3870
LN
8 19 52,7 56 2951,2 3600 189 559175 0,6 7 13 403 4831
LN
9 12,3 33,5 96 3216 3600 293 941268 0,9 11 23 678 8133
LN
10
44,8
5 107 32 3424 3600 80 274836 0,3 3 7 198 2375
LN
11 9,05 15,6 144 2246,4 3600 398 893596 0,9 11 21 643 7721
LN
12
14,7
5 43 96 4128 3600 244 1007512 1,0 12 24 725 8705
Información tomada de la empresa plástica. Elaborado por el autor.
Figura 6. Capacidad instalada mensual/anual
641206 216
570322 403
678
198643 725
7697
2475 2596
6835
3870
4831
8133
2375
7721
8705
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
LN 1 LN 2 LN 3 LN 4 LN 7 LN 8 LN 9 LN 10 LN 11 LN 12
CAPACIDAD MENSUAL / ANUAL
TON MENSUAL TON ANUAL

Análisis, presentación de resultados y diagnóstico 24
Según la tabla N°7 y la figura N°6, se tiene un promedio 5.524 TN, de capacidad
mensual.
2.1.4. Procesos
2.1.4.1. Mapa de procesos.
En los recursos productivos se destaca el mapa de procesos. A continuación en la figura
N°7
PLANIFICACIÓN GESTIÓNMEJORAMIENTO
CONTINUO
Elaboración y gestión de documentos
Planificación y ejecución de mejoras continuas
PROCESOS GERENCIALES
OP
ER
AT
IV
OS
CLIE
NT
E
RECEP.M.P.
ASPIRADO
PRODUCCIÓN
CLIE
NT
E
ESTRATEGICOS
EN
TR
EG
A D
E
PE
DID
OS
APOYO
GESTIONES INTEGRADAS
Mantenimiento, Calidad, Seguridad y salud ocupacional.
Recursos HumanosATENCIÓN AL
CLIENTE
Selección y contratación de personal
Satisfacción del cliente
SECADO MOLDEADODISTRIBUCIÓN
Y ALMACENADO
Figura 7. Mapa de procesos. Información adaptada a la empresa plástica.

Análisis, presentación de resultados y diagnóstico 25
2.1.4.2. Procesos operativos.
Para presente el presente trabajo investigativo se realizará el desarrollo del proceso
mediante un diagrama de flujo analítico ubicado en la tabla N°8, se hace referencia al
proceso de la fabricación de productos plásticos.
Tabla 8.Flujograma analítico
ACTIVIDAD
DIS
T
TIEMP
O SIMBOLOS
OBSERVACION MTS Minutos
RECEPCIÓN DE MATERIA
PRIMA 10 30
Tiempo reducible
ALMACENADO (big bag) 15 15
Tiempo reducible
(Acumulación de
trabajo)
ASPIRADO
(BLOWER) 10 5
Tiempo reducible
ALMACENADO
GENERAL
(SILOS SECADORES) 10 5
Tiempo reducible
(disponibilidad del
puente grúa)
PROCESO
(TORNILLO DE
CIZALLAMIENTO) 5 3
Tiempo reducible
INYECCIÓN
(MOLDEADO
PREFORMA) 20 10
Tiempo reducible
(calentamiento de
viga)
REFRIGERACIÓ
(ROBOT) 20 10
Tiempo reducible
BANDA
TRANSPORTADORA 5 10
DISTRIBUCIÓN
BIFULCADORA
Almacenado 5 5
TIEMPO NORMAL 80 93 5
1
3 1
Información tomada de la empresa plástica. Elaborado por el autor.
A continuación en la tabla N°9, se describe el diagrama de flujo del proceso.
Tabla 9.Diagrama de flujo
TARE
A: Elaboración de Preformas (plásticas)
PERS
ONA:
Sr. Franklin
Cedeño DOCUMENTO:00355
MATE
RIAL: Resina PRODUCTO: Preforma
V
V

Análisis, presentación de resultados y diagnóstico 26
EL DIAGRAMA EMPIEZA:
EL DIAGRAMA TERMINA:
DIAGRAMADO POR: Alejandro Ronny FECHA: 15/05/2018
REVISADO POR: Ing. Juan Pérez FECHA: 16 /05/2018
Diagrama de flujo
Información tomada de la empresa plástica. Elaborado por el autor.
Análisis, presentación de resultados y diagnóstico 27
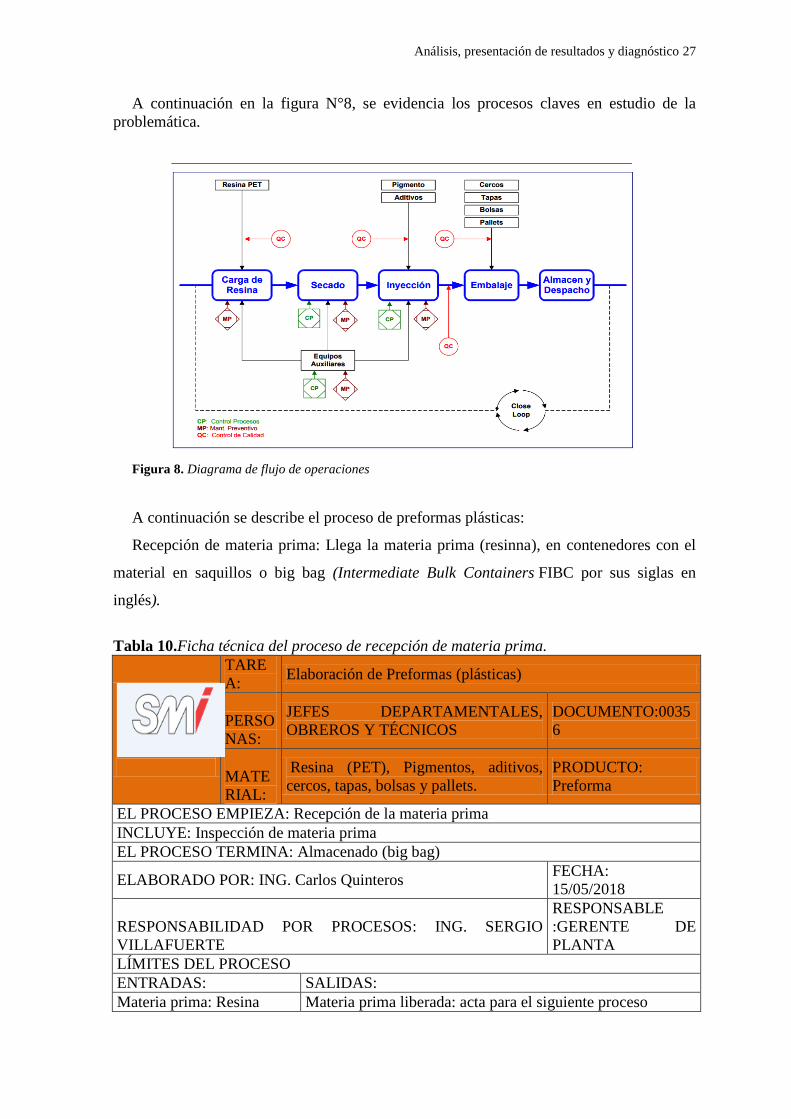
A continuación en la figura N°8, se evidencia los procesos claves en estudio de la
problemática.
Figura 8. Diagrama de flujo de operaciones
A continuación se describe el proceso de preformas plásticas:
Recepción de materia prima: Llega la materia prima (resinna), en contenedores con el
material en saquillos o big bag (Intermediate Bulk Containers FIBC por sus siglas en
inglés).
Tabla 10.Ficha técnica del proceso de recepción de materia prima.
TARE
A: Elaboración de Preformas (plásticas)
PERSO
NAS:
JEFES DEPARTAMENTALES,
OBREROS Y TÉCNICOS
DOCUMENTO:0035
6
MATE
RIAL:
Resina (PET), Pigmentos, aditivos,
cercos, tapas, bolsas y pallets.
PRODUCTO:
Preforma
EL PROCESO EMPIEZA: Recepción de la materia prima
INCLUYE: Inspección de materia prima
EL PROCESO TERMINA: Almacenado (big bag)
ELABORADO POR: ING. Carlos Quinteros FECHA:
15/05/2018
RESPONSABILIDAD POR PROCESOS: ING. SERGIO
VILLAFUERTE
RESPONSABLE
:GERENTE DE
PLANTA
LÍMITES DEL PROCESO
ENTRADAS: SALIDAS:
Materia prima: Resina Materia prima liberada: acta para el siguiente proceso

Análisis, presentación de resultados y diagnóstico 28
PROVEEDORES EXTERIORES DEL PROCESO
ARCA
CONTINENT
AL
HUSKI HU
SKI FEPROVINT PROCARSA
GERENTE DE
COMPRAS
JADE SIPA SIP
A PLUBLIGEN
ELSTLON PIOVA
N
CHENG AQUA
TECH
PROCESOS RELACIONADOS
PROCESO
Anterior Transporte de Materia prima
Incluye Inspección de calidad
Siguiente Carga de resina
COMPETENCIAS
Perfil del personal producción, calidad, mantenimiento y logística
SEGUIMIENTO
Inspecciones
Internas
control de calidad; reportes de desviaciones de pesado, características
técnicas estándares de la resina
Inspecciones
Externas
Legales
British Retail Consortium (BRC); toda la estructura del proceso.
Variables de
control
CHECKLIST: Tiempo ciclo de máquinas; mantenimiento (preventivo)
CHECKLIST; Parametrias
Información tomada de la empresa plástica. Elaborado por el autor.
Almacenamiento: La materia prima es almacenada en bodega hasta ser liberada, para su
respectivo proceso.
Aspirado y Almacenado: Una vez liberada la materia prima es aspirada, por el blower
(maquina succionadora), hasta el almacenamiento general (silos secadores), que extrae la
humedad de la resina a 180° centígrados.
Tabla 11.Ficha técnica del proceso carga de resina
TAR
EA: Elaboración de Preformas (plásticas)
PERSON
AS:
JEFES DEPARTAMENTALES,
OBREROS Y TÉCNICOS DOCUMENTO:00357
MATERI
AL:
Resina (PET), Pigmentos, aditivos, cercos,
tapas, bolsas y pallets.
PRODUCTO:
Preforma
EL PROCESO EMPIEZA: Aspirado (resina)
INCLUYE: secado
EL PROCESO TERMINA: Almacenado General
ELABORADO POR: ING. PABLO CONTRERAS FECHA:
15/05/2018
RESPONSABILIDAD POR PROCESOS: ING. PEDRO SALAZAR
RESPONSABLE
:GERENTE DE PLANTA
LÍMITES DEL PROCESO
Análisis, presentación de resultados y diagnóstico 29
ENTRADAS: SALIDAS:
Materia prima: Carga de
resina Material acto para el siguiente proceso (PET)
PROVEEDORES EXTERIORES DEL PROCESO
ARCA
CONTINENTAL
HUS
KI
H
USK
I
FEPROVINT PROCARSA
GERENTE DE
COMPRAS
JADE SIPA S
IPA PLUBLIGEN
ELSTLON PIOV
AN
CHENG AQU
ATECH
PROCESOS RELACIONADOS
PROCESO
Anterior Recepción de materia prima
Incluye Inspección de calidad
Siguiente INYECCIÓN
COMPETENCIAS
Perfil del personal producción, calidad, mantenimiento y logística
SEGUIMIENTO
Inspecciones
Internas
control de calidad; reportes de desviaciones de pesado, características técnicas
estándares de la resina
Inspecciones
Externas Legales British Retail Consortium (BRC); toda la estructura del proceso.
Variables de
control
CHECKLIST: Tiempo ciclo de máquinas; mantenimiento (preventivo)
CHECKLIST; Parametrias
Información tomada de la empresa plástica. Elaborado por el autor.
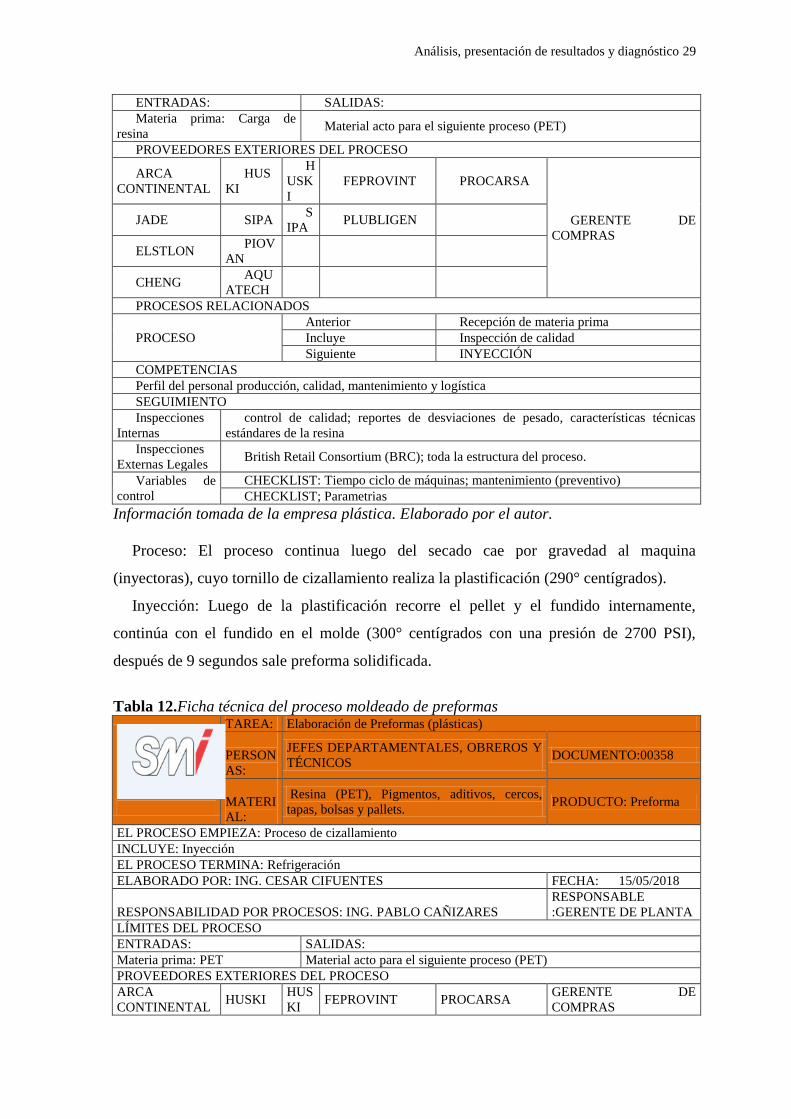
Proceso: El proceso continua luego del secado cae por gravedad al maquina
(inyectoras), cuyo tornillo de cizallamiento realiza la plastificación (290° centígrados).
Inyección: Luego de la plastificación recorre el pellet y el fundido internamente,
continúa con el fundido en el molde (300° centígrados con una presión de 2700 PSI),
después de 9 segundos sale preforma solidificada.
Tabla 12.Ficha técnica del proceso moldeado de preformas
TAREA: Elaboración de Preformas (plásticas)
PERSON
AS:
JEFES DEPARTAMENTALES, OBREROS Y
TÉCNICOS DOCUMENTO:00358
MATERI
AL:
Resina (PET), Pigmentos, aditivos, cercos,
tapas, bolsas y pallets. PRODUCTO: Preforma
EL PROCESO EMPIEZA: Proceso de cizallamiento
INCLUYE: Inyección
EL PROCESO TERMINA: Refrigeración
ELABORADO POR: ING. CESAR CIFUENTES FECHA: 15/05/2018
RESPONSABILIDAD POR PROCESOS: ING. PABLO CAÑIZARES
RESPONSABLE
:GERENTE DE PLANTA
LÍMITES DEL PROCESO
ENTRADAS: SALIDAS:
Materia prima: PET Material acto para el siguiente proceso (PET)
PROVEEDORES EXTERIORES DEL PROCESO
ARCA
CONTINENTAL HUSKI
HUS
KI FEPROVINT PROCARSA
GERENTE DE
COMPRAS
Análisis, presentación de resultados y diagnóstico 30
JADE SIPA SIP
A PLUBLIGEN
ELSTLON PIOVAN
CHENG AQUAT
ECH
PROCESOS RELACIONADOS
PROCESO
Anterior Aspirado de resina
Incluye Carga de resina
Siguiente Embalaje
COMPETENCIAS
Perfil del personal producción, calidad, mantenimiento y logística
SEGUIMIENTO
Inspecciones
Internas
control de calidad; reportes de desviaciones de pesado, características técnicas
estándares de la resina
Inspecciones
Externas Legales British Retail Consortium (BRC); toda la estructura del proceso.
Variables de
control
CHECKLIST: Tiempo ciclo de máquinas; mantenimiento (preventivo)
CHECKLIST; Parametrias
Información tomada de la empresa plástica. Elaborado por el autor.
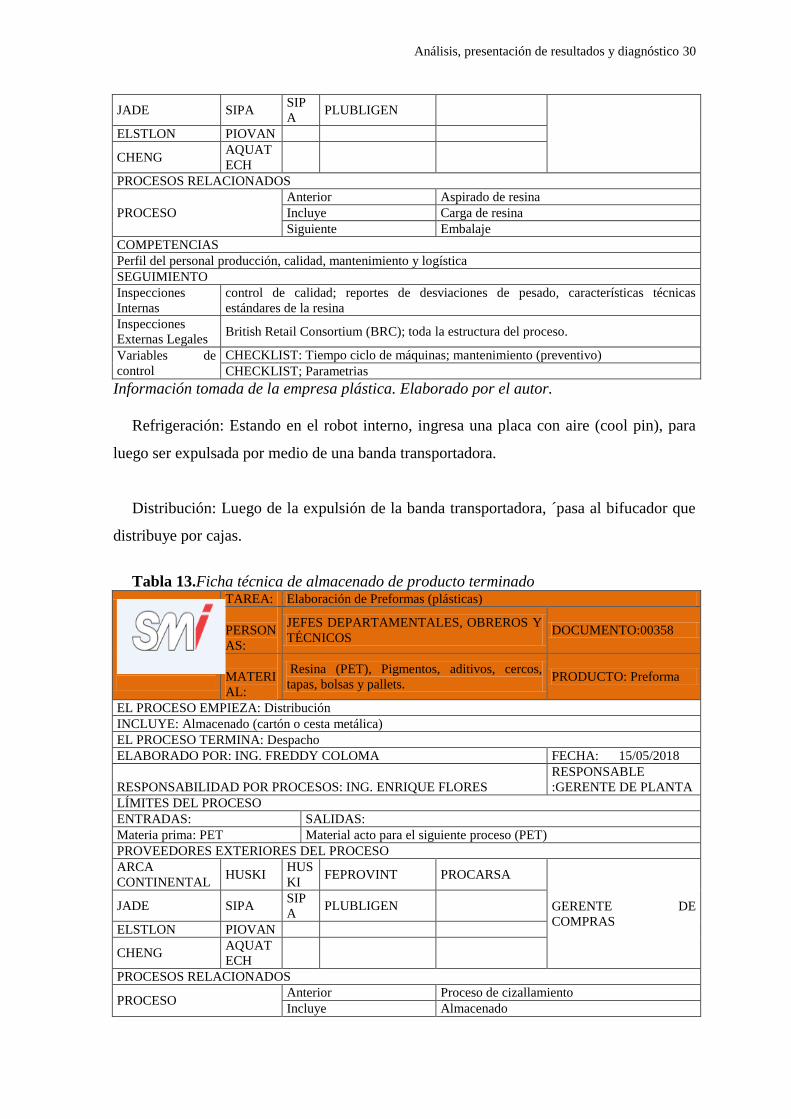
Refrigeración: Estando en el robot interno, ingresa una placa con aire (cool pin), para
luego ser expulsada por medio de una banda transportadora.
Distribución: Luego de la expulsión de la banda transportadora, ´pasa al bifucador que
distribuye por cajas.
Tabla 13.Ficha técnica de almacenado de producto terminado
TAREA: Elaboración de Preformas (plásticas)
PERSON
AS:
JEFES DEPARTAMENTALES, OBREROS Y
TÉCNICOS DOCUMENTO:00358
MATERI
AL:
Resina (PET), Pigmentos, aditivos, cercos,
tapas, bolsas y pallets. PRODUCTO: Preforma
EL PROCESO EMPIEZA: Distribución
INCLUYE: Almacenado (cartón o cesta metálica)
EL PROCESO TERMINA: Despacho
ELABORADO POR: ING. FREDDY COLOMA FECHA: 15/05/2018
RESPONSABILIDAD POR PROCESOS: ING. ENRIQUE FLORES
RESPONSABLE
:GERENTE DE PLANTA
LÍMITES DEL PROCESO
ENTRADAS: SALIDAS:
Materia prima: PET Material acto para el siguiente proceso (PET)
PROVEEDORES EXTERIORES DEL PROCESO
ARCA
CONTINENTAL HUSKI
HUS
KI FEPROVINT PROCARSA
GERENTE DE
COMPRAS
JADE SIPA SIP
A PLUBLIGEN
ELSTLON PIOVAN
CHENG AQUAT
ECH
PROCESOS RELACIONADOS
PROCESO Anterior Proceso de cizallamiento
Incluye Almacenado

Análisis, presentación de resultados y diagnóstico 31
Siguiente Despacho
COMPETENCIAS
Perfil del personal producción, calidad, mantenimiento y logística
SEGUIMIENTO
Inspecciones
Internas
control de calidad; reportes de desviaciones de pesado, características técnicas
estándares de la resina
Inspecciones
Externas Legales British Retail Consortium (BRC); toda la estructura del proceso.
Variables de
control
CHECKLIST: Tiempo ciclo de máquinas; mantenimiento (preventivo)
CHECKLIST; Parametrias
Información tomada de la empresa plástica. Elaborado por el autor.
Almacenado: Una vez distribuida es almacenada en cajas de cartón o cestas metálicas.
2.1.4.3. Requisitos técnicos legales (RTL-MT).
A continuación en la tabla N°14, se evidencia los requisitos técnicos legales y la última
auditoría realizada por el ministerio del trabajo.
Tabla 14. Requisitos técnicos legales (rtl-m.t.) N°
Trabajad
ores
Clasific
ación
Organización Legislación Vigente CUM
PLE
NO
CUMPL
E
NO
APLIC
A
100 O
MÁS
GRAN
EMPR
ESA
Servicio Médico de
empresa
Código del trabajo
Art.430/Acuerdo Ministerial
059
X
Comité de seguridad y
salud
Decreto Ejecutivo 2393 Art. 14 X
Unidad de seguridad y
salud
Decreto Ejecutivo 2393 Art. 15 X
Reglamento de seguridad
(11 trabajadores)
Código de trabajo 2393 X
Sistema de Gestión de
seguridad y salud
Decisión 584 Instrumento
Andino de seguridad y salud
en el trabajo resolución 513
Art. 53, 54, 55 y 56 IESS
X

Análisis, presentación de resultados y diagnóstico 32
Resolución 957 Reglamento
del Instrumento Andino de
seguridad y salud art. 1
literales a, b, c, d
X
Información tomada de la empresa plástica. Elaborado por el autor.
Según el cuadro N°10, se cumple con un 100% de los requisitos técnicos legales de
acuerdo al tamaño de la empresa en estudio.
2.1.5. Auditoria Ministerio del Trabajo (M.T. Cumplimiento).
Según la tabla N°15, se registra también la auditoría realizada por el ministerio del
trabajo.
Tabla 15. Auditoria requisitos técnicos legales (rtl-m.t.)
INSPECCIÓN ESPECIALIZADA EN SEGURIDAD Y SALUD
MDT‐DSSTGIR‐2018‐010
DATOS GENERALES DE LA EMPRESA FECHA DE
INSPECCIÓN: 10/03/2018
REINSPECCIÓN:
TIPO DE EMPRESA: EMPRESA PRIVADA
REPRESENTANTE LEGAL: ING.BRUNO MONASIS
TELÉFONO: 26052207
RAZÓN SOCIAL: ECSANMINDE
C S.A. RUC: 0992865768001
PÁGINA WED: http://www.smi.com.pe/es
ACTIVIDAD ECONÓMICA: . Fabricación de artículos de plástico para el envasado de productos: bolsas, sacos, cajones,
cajas, botellas... etc.
TAMAÑO DE EMPRESA GRANDE EMPRESA
MEDIANA EMPRESA PEQUEÑA EMPRESA MICRO EMPRESA
TIPO DE CENTRO DE TRABAJO: MATRIZ SUCURSAL
DIRECCIÓN DEL CENTRO DE TRABAJO DE LA EMPRESA INSPECCIONADA: KM 6.5 VIA DURAN TAMBO
Nro. TOTAL DE TRABAJADORES A LA FECHA: 70 CONSOLIDADO DE PLANILLA DE
TRABAJADORES IESS
SI NO
HOMBRES: 92 MUJERES: 19 DISCAPACIDAD: 2
Nro. DE CENTROS DE TRABAJO:1 Adolecentes
/Niños (NNA)) HORARIO DE TRABAJO: ROTATIVO
NOMBRE DE LOS ENTREVISTADOS INSPECCIÓN
ING. RICHAR MOSQUERA
GESTIÓN DE SEGURIDAD Y SALUD EN EL
TRABAJO INSPECCIÓN
ITEM ASPECTO A SOLICITAR NORMATIVA CUMPLE NO
CUMPLE
NO
APLICA
PERSONAL DE SSO
EMPRESAS E
INSTITUCIONES
1. Cuenta con Técnico de Seguridad e Higiene en el
Trabajo.
Decreto Ejecutivo
2393 Art. 15 X
2. Cuenta con responsable de Seguridad e Higiene en el
Trabajo
Decisión 584
Instrumento Andino de Seguridad y Salud en el
Trabajo
Capítulo III Art. 11 literal a
Decreto Ejecutivo 2393.
Art. 15. numeral 1
X

Análisis, presentación de resultados y diagnóstico 33
3. Cuenta con médico o
servicio médico de empresa contratado (aplica para
empresas con más de 100
trabajadores)
Decreto Ejecutivo
2393 Art. 15. Numeral 1
Decisión 584 Capítulo
III Artículo 11, literal a
Reglamento General a la LOSEP; Título IV,
Capítulo VIII, Art. 228
Código de Trabajo; Art 430, numeral 2 Acuerdo
Ministerial 1404. Art 4
Acuerdo Ministerial 135
X
4. El médico cumple con el horario establecido en la
relación contractual o médico
de visita periódica 100 a 200 trabajadores 3 horas día
médico
201 a 400 trabajadores 4 horas día médico
401 a 600 trabajadores 5 horas
día médico 601 a 800 trabajadores 6 horas
día médico
801 a 1000 trabajadores 8 horas día médico
Acuerdo 1404, Art 7
X
5. Cuenta con médico
para la vigilancia de la salud
(aplica para empresas que tengan de 1 a 99 trabajadores)
Acuerdo Ministerial
0174 Acuerdo Ministerial 013
Acuerdo de reforma 067
, 068.
X
6. El personal del sector
de la construcción y del sector
eléctrico cuenta con la certificación de competencias
y/o licencia de prevención de
riesgos laborales
Acuerdo Ministerial 0174
Acuerdo Ministerial 013
Acuerdo de reforma 067, 068
X
ORGANISMOS
PARITARIOS
7. Registro del Comité Paritario en el SUT
Decreto Ejecutivo 2393, ART 14. Numeral
1
Acuerdo ministerial 135 Resolución 957, Art 10
X
8. Registro del Subcomité
en el SUT
Decreto Ejecutivo
2393, Art 14, numeral 12
Acuerdo Ministerial 135
X
9. Registro del delegado de Seguridad y salud
ocupacional en el SUT
Acuerdo ministerial
135
Resolución 957. Art 13, 14
X
10. Registro del Informe anual de la gestión
Decreto Ejecutivo
2393. Art 14 numeral 7 Acuerdo Ministerial 135,
Art 10
X
11. Actas de constitución del organismo paritario
Decreto Ejecutivo 2393, Art 14
Acuerdo Ministerial 125
Resolución 957. Art 10, 11
X
12. Actas de reuniones del
organismo paritario
Decreto Ejecutivo
2393 Art 14, numeral 8
Acuerdo Ministerial 135 Resolución 957, Art
10,11
X
REGLAMENTO DE
HIGIENE Y
SEGURIDAD EN
13. Resolución de
aprobación del Reglamento de
Higiene y Seguridad en el
SUT
Código del Trabajo
Art 434 Acuerdo Ministerial No 135
X
14. Reglamento de Higiene y Seguridad con
código
QR
Código del Trabajo Art 434
Acuerdo Ministerial No
135
X
Información tomada de la empresa plástica. Elaborado por el autor.
Análisis, presentación de resultados y diagnóstico 34
67%
30%
3%
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
CUMPLE NO CUMPLE NO APLICA
CUMPLE
NO CUMPLE
NO APLICA
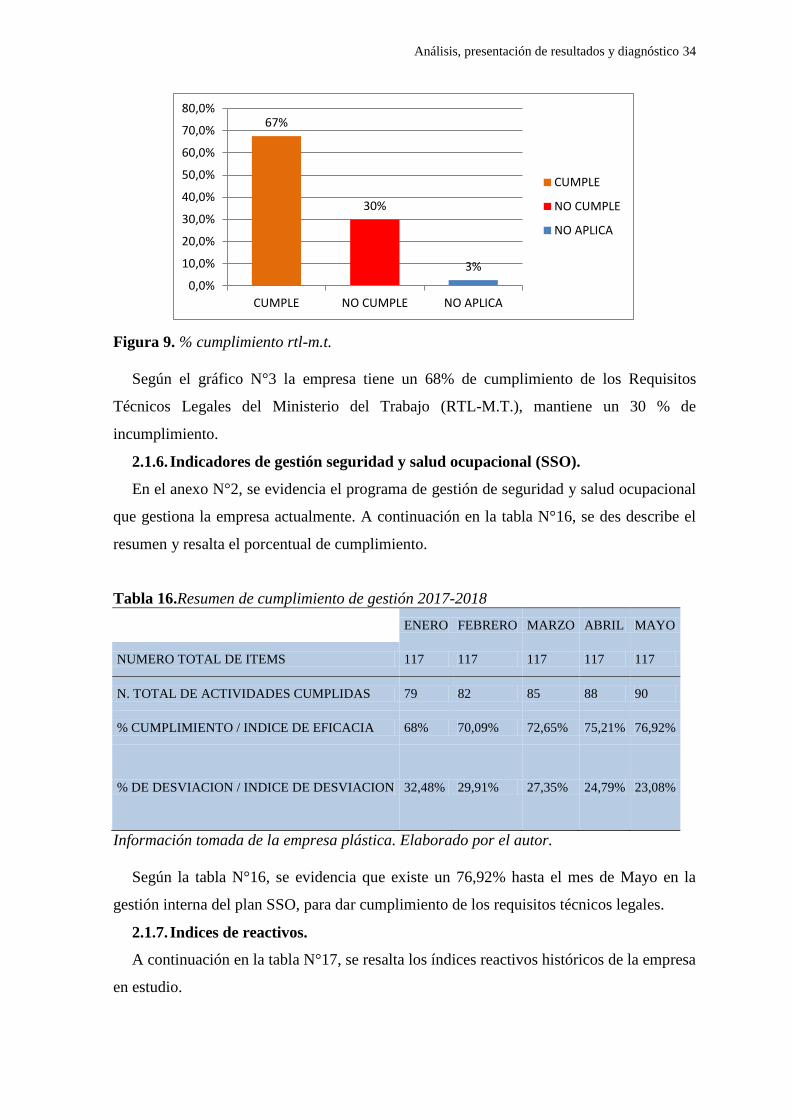
Figura 9. % cumplimiento rtl-m.t.
Según el gráfico N°3 la empresa tiene un 68% de cumplimiento de los Requisitos
Técnicos Legales del Ministerio del Trabajo (RTL-M.T.), mantiene un 30 % de
incumplimiento.
2.1.6. Indicadores de gestión seguridad y salud ocupacional (SSO).
En el anexo N°2, se evidencia el programa de gestión de seguridad y salud ocupacional
que gestiona la empresa actualmente. A continuación en la tabla N°16, se des describe el
resumen y resalta el porcentual de cumplimiento.
Tabla 16.Resumen de cumplimiento de gestión 2017-2018
ENERO FEBRERO MARZO ABRIL MAYO
NUMERO TOTAL DE ITEMS 117 117 117 117 117
N. TOTAL DE ACTIVIDADES CUMPLIDAS 79 82 85 88 90
% CUMPLIMIENTO / INDICE DE EFICACIA 68% 70,09% 72,65% 75,21% 76,92%
% DE DESVIACION / INDICE DE DESVIACION 32,48% 29,91% 27,35% 24,79% 23,08%
Información tomada de la empresa plástica. Elaborado por el autor.
Según la tabla N°16, se evidencia que existe un 76,92% hasta el mes de Mayo en la
gestión interna del plan SSO, para dar cumplimiento de los requisitos técnicos legales.
2.1.7. Indices de reactivos.
A continuación en la tabla N°17, se resalta los índices reactivos históricos de la empresa
en estudio.
Análisis, presentación de resultados y diagnóstico 35
Tabla 17.Indices reactivos
Periodo
Horas-
Hombres # Accidentes
# Enfermedades
Profesionales
# Días
Perdidos
# Días
de
Cargo IF IG TR
2012 8600 2 1 1 69,77 348,84 5,00
2013 8600 1 0 1 23,26 348,84 15,00
2014 8600 1 0 1 23,26 348,84 15,00
2015 8600 1 1 1 46,51 348,84 7,50
2016 8600 1 0 2 23,26 116,28 5,00
2017 8600 1 0 3 23,26 232,56 10,00
Total Manufactura 34400 7 2 9 0 52,33 436,05 8,33
Información tomada de la empresa plástica. Elaborado por el autor.
Según la tabla N°17, se evidencia una tasa del riesgo de 8,33%, datos históricos desde
2012 hasta la fecha actual.
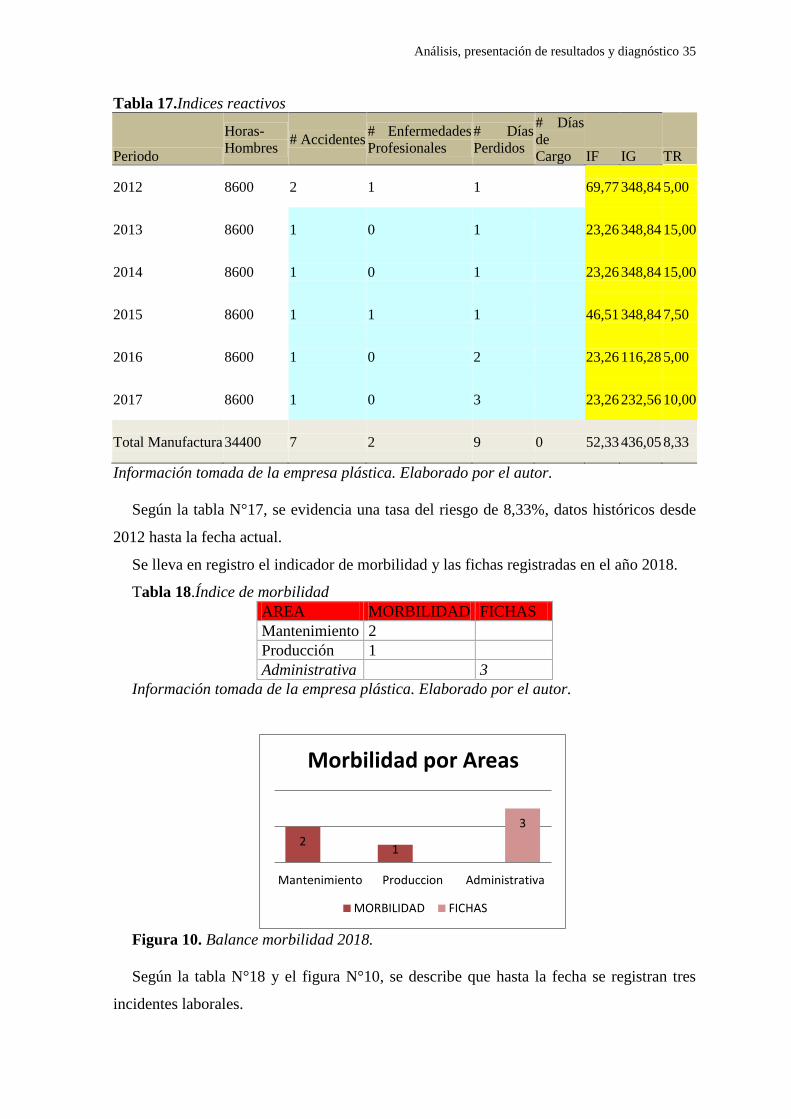
Se lleva en registro el indicador de morbilidad y las fichas registradas en el año 2018.
Tabla 18.Índice de morbilidad
AREA MORBILIDAD FICHAS
Mantenimiento 2
Producción 1
Administrativa 3
Información tomada de la empresa plástica. Elaborado por el autor.
Figura 10. Balance morbilidad 2018.
Según la tabla N°18 y el figura N°10, se describe que hasta la fecha se registran tres
incidentes laborales.
21
3
Mantenimiento Produccion Administrativa
Morbilidad por Areas
MORBILIDAD FICHAS
Análisis, presentación de resultados y diagnóstico 36
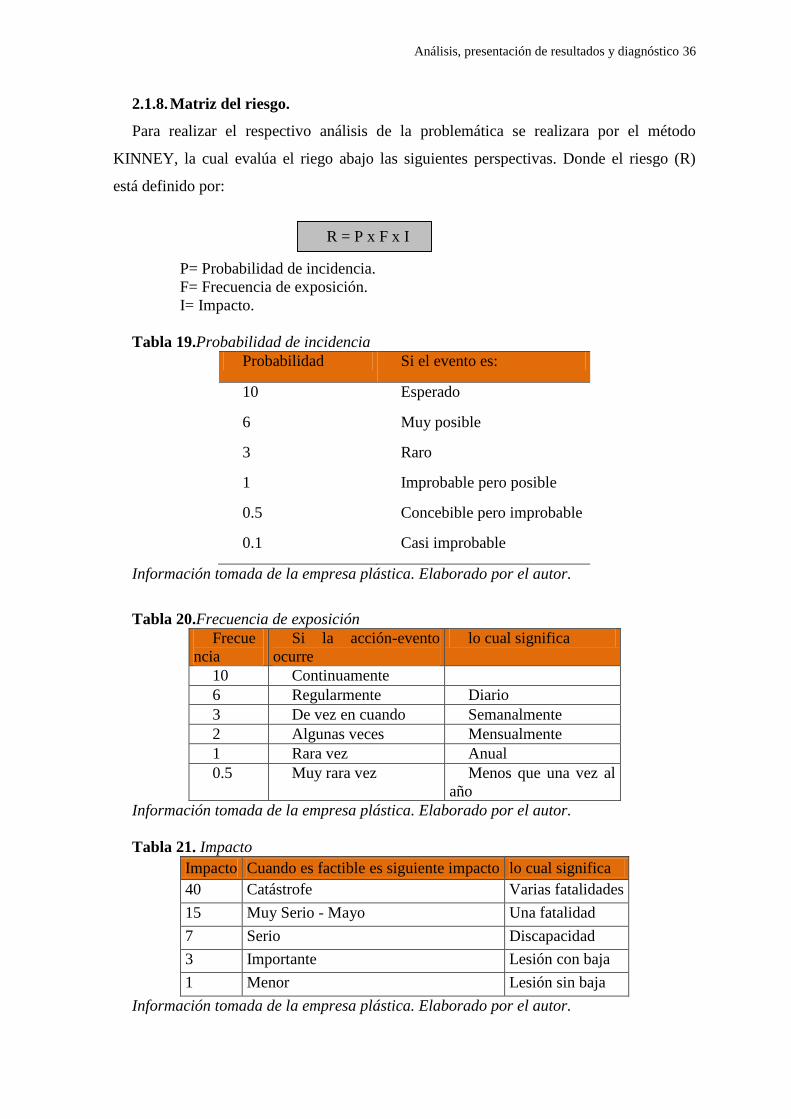
2.1.8. Matriz del riesgo.
Para realizar el respectivo análisis de la problemática se realizara por el método
KINNEY, la cual evalúa el riego abajo las siguientes perspectivas. Donde el riesgo (R)
está definido por:
P= Probabilidad de incidencia.
F= Frecuencia de exposición.
I= Impacto.
Tabla 19.Probabilidad de incidencia
Probabilidad Si el evento es:
10 Esperado
6 Muy posible
3 Raro
1 Improbable pero posible
0.5 Concebible pero improbable
0.1 Casi improbable
Información tomada de la empresa plástica. Elaborado por el autor.
Tabla 20.Frecuencia de exposición
Frecue
ncia
Si la acción-evento
ocurre
lo cual significa
10 Continuamente
6 Regularmente Diario
3 De vez en cuando Semanalmente
2 Algunas veces Mensualmente
1 Rara vez Anual
0.5 Muy rara vez Menos que una vez al
año
Información tomada de la empresa plástica. Elaborado por el autor.
Tabla 21. Impacto
Impacto Cuando es factible es siguiente impacto lo cual significa
40 Catástrofe Varias fatalidades
15 Muy Serio - Mayo Una fatalidad
7 Serio Discapacidad
3 Importante Lesión con baja
1 Menor Lesión sin baja
Información tomada de la empresa plástica. Elaborado por el autor.
R = P x F x I

Análisis, presentación de resultados y diagnóstico 37
Tabla 22. Evaluación del riesgo
Puntaje Resultado de la evaluación: Acción:
Más de 400 Riegos muy alto Detener esta actividad específica
200-400 Riesgo alto Requiere acción inmediata
70-200 Riesgo considerable Requiere corrección
20-70 Riesgos Posible Requiere supervisión-atención
menos de 20 Riesgo bajo Riesgos aceptable
Información adaptada a la empresa plástica. Elaborado por el autor.
En la tabla n°19, se pondera la probabilidad de ocurrencia (desde 0,1 al 10), en la tabla
n°20, se indica la frecuencia (0,5 al 10) a que está expuesto el individuo en dicha
actividad, en la tabla n°21, se valora el impacto (desde 1 a 40), cuando es factible el
siguiente impacto y el grado de repercusión que este ocasiona, finalmente en la tabla n°22,
se da una escala de valorización del riesgo hallado.
En la tabla n°23, se describe las actividades de mantenimiento (correctivo, preventivo y
predictivo).
Tabla 23. Ficha técnica operativo de mantenimiento
ITE
M
DESCRIPCION DE LA INTERVENCION
DIARI
O
SEMAN
AL
2 SEMANA
S
MESU
AL
3 MESE
S
6 MESE
S
1
AÑO
50
Comprobación del nivel del aceite del
tanque hidráulico ●
60
Comprobación de la presión de precarga del
acumulador
●
130
Comprobación de la presión del sistema
hidráulico
●
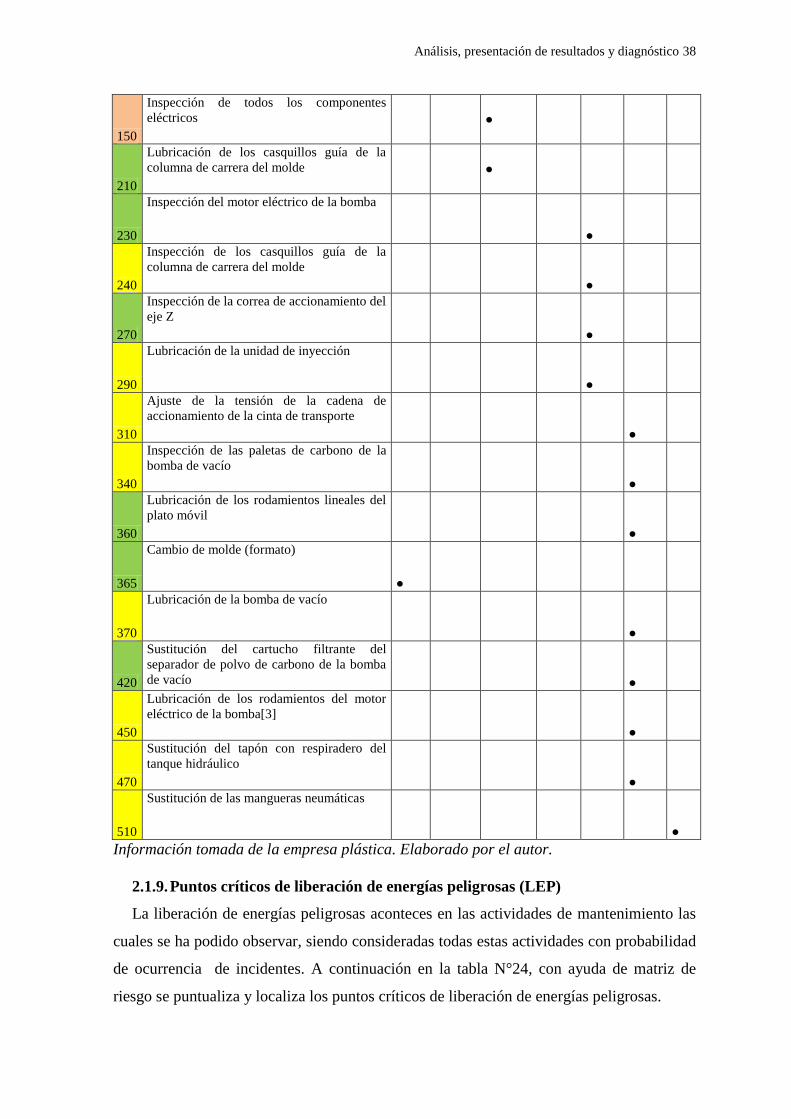
Análisis, presentación de resultados y diagnóstico 38
150
Inspección de todos los componentes
eléctricos
●
210
Lubricación de los casquillos guía de la
columna de carrera del molde
●
230
Inspección del motor eléctrico de la bomba
●
240
Inspección de los casquillos guía de la
columna de carrera del molde
●
270
Inspección de la correa de accionamiento del
eje Z
●
290
Lubricación de la unidad de inyección
●
310
Ajuste de la tensión de la cadena de
accionamiento de la cinta de transporte
●
340
Inspección de las paletas de carbono de la
bomba de vacío
●
360
Lubricación de los rodamientos lineales del
plato móvil
●
365
Cambio de molde (formato)
●
370
Lubricación de la bomba de vacío
●
420
Sustitución del cartucho filtrante del
separador de polvo de carbono de la bomba
de vacío ●
450
Lubricación de los rodamientos del motor
eléctrico de la bomba[3]
●
470
Sustitución del tapón con respiradero del
tanque hidráulico
●
510
Sustitución de las mangueras neumáticas
●
Información tomada de la empresa plástica. Elaborado por el autor.
2.1.9. Puntos críticos de liberación de energías peligrosas (LEP)
La liberación de energías peligrosas aconteces en las actividades de mantenimiento las
cuales se ha podido observar, siendo consideradas todas estas actividades con probabilidad
de ocurrencia de incidentes. A continuación en la tabla N°24, con ayuda de matriz de
riesgo se puntualiza y localiza los puntos críticos de liberación de energías peligrosas.

Análisis, presentación de resultados y diagnóstico 39
Tab
la 2
4. M
atr
iz d
e ri
esgo s
in m
edid
as
de
mit
igaci
ón
Info
rmaci
ón a
dapta
da a
la
em
pre
sa p
lást
ica.. E
labora
do p
or
el a
uto
r.
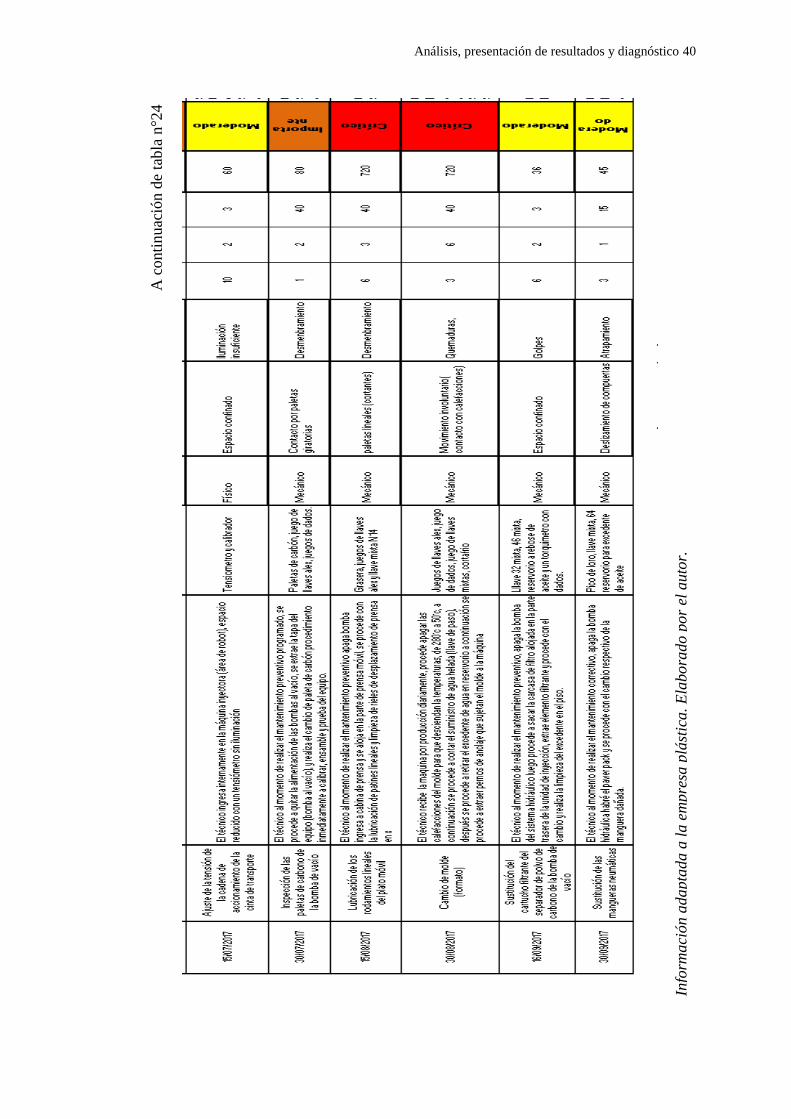
Análisis, presentación de resultados y diagnóstico 40
Info
rmaci
ón a
dapta
da a
la e
mpre
sa p
lást
ica. E
labora
do p
or
el a
uto
r.
A c
onti
nuac
ión d
e ta
bla
n°2
4

Análisis, presentación de resultados y diagnóstico 41
2.1.10. Registro de problemas.
Problema 1.-Incumplimiento de requisitos técnicos legales el cual determino un 30% de
incumplimiento.
Problema 2.-Gestión (SSO), no existe una rápida atención en dar cumplimiento de los
requisitos técnicos legales la cual se refleja hasta la fecha un restante del 23,08% de
cumplimiento.
Problema 3.- Inspección técnica de seguridad en máquinas inyectoras se considera el
cuadro N°25, donde se evidencia las inconformidades que tienen actualmente las maquinas
inyectoras.
Tabla 25. Check list general de seguridad industrial en máquinas inyectoras
REGISTRO DE
CHEQUEOS DIARIOS
MÁQUINAS
INYECTORAS
ECU-MY-R-033
Versión: 01
Lista de Chequeo de Inyectora Husky G-LINE -- HYPET
CUMPL
E C NO CUMOLE N/A NO APLICA N/A
MARQUE CON X EL
ESTADO
ITEM C N/C N/A OBSERVACIÓN
PISOS
01 LIMPIOS Y ORDENADOS X
02 LIBRE DE PELIGROS EN SU
ENTORNO X
03 ABERTURAS CUBIERTAS O
CON BARRERAS X
PASILLOS Y PAZADISOS
04 SEÑALIZACIÓN PEATONAL X
05 BARANDAS X
06 ESCALERAS CON RODAPIES
X
Falta de rodapiés
cerca de la unidad
extrusora
07 SEÑALIZACIÓN DE
TRANSITO VEHICULAR X
MAQUINA
08 SEGURIDAD DE FABRICA
(Protección interna de seguridad X
09
MECANISMO DE
SEGURIDAD Y GUARDAS
(Protección se seguridad externa
de la maquina)
X
Falta de seguridad
micros de seguridad
, guardas IHM
(interfaz hombre
maquina)
10
CONDICIONES PARA
REALIZAR
MANTENIMIENTO
X
No existe la
suficientes garantías
para realizar los
respectivos
mantenimiento
11 OPERADOR CERTIFICADO X
12 CONDICIONES GENERALES X

Análisis, presentación de resultados y diagnóstico 42
75%
25%
0%
10%
20%
30%
40%
50%
60%
70%
80%
CUMPLEN NO CUMPLEN
CUMPLEN
NO CUMPLEN
DE CABLES ELÉCTRICOS
13
SEGUROS DE MANGUERAS
HIDRÁULICAS DE
EXTRUSOR E INYECCIÓN EN
POSICIÓN
X
Falta bridas de
seguridad en
mangueras
hidráulicas de
alimentación
principal
14
AUSENCIA DE FUGAS DE
ACEITE EN MÁQUINA Y
EXTRUSOR
X
15
SUMINISTRO DE ENERGIA A
LA MAQUINA EN BUEN
ESTADO
X
16 SISTEMA DE VENTILACIÓN
EN BUEN ESTADO X
Información adaptada a la empresa plástica.. Elaborado por el autor.
Según la tabla N°25, donde resalta la falta de mecanismo dando como resultado la falta
de garantías para realizar actividades de mantenimiento en la máquina inyectora.
Tabla 26.Resumen de checklist de inspección de seguridad insdustrial en máquina
inyectora
ITEM O CATEGORIAS C N/C N/A
PISOS 3
PASILLOS Y PAZADISOS 3 1
MÁQUINA 6 3
SUMAN (ITEMS REVISADOS)
TOTALES 12 4 0 16
Información adaptada a la empresa plástica. Elaborado por el autor.
En la tabla N°25, detalla que existe 4 incumplimiento de seguridad industrial en la
máquina inyectora y uno en cuanto su entorno (pasillo y pisos).
Figura 11. Inspección de máquinas inyectoras

Análisis, presentación de resultados y diagnóstico 43
80%
13%
7%
FRECUENCIA
MECÁNICOS
FÍSICOS
QUÍMICOS
En la tabla N°27, se detalla la cantidad de riesgos encontrados y el estatus de cada una
de ellas. A continuación se detalla el resumen de la matriz de riesgo.
Tabla 27.Resumen de la matriz de riesgo
TIPO DE
RIESGO BAJO MODERADO IMPORTANTE CRITICO CANTIDAD FRECUENCIA
MECÁNICOS
2 7 3 12 80%
FÍSICOS 2 2 13%
QUÍMICOS
1 1 7%
TOTAL
4 8 3 15
Información adaptada a la empresa plástica. Elaborado por el autor.
Figura 12.Balance según factores de riesgos
Según la figura N°12, se estimó un 80% de riesgos mecánicos y un 13% de riesgos
físicos.
A continuación en la figura N°13, se presentan los resultados encontrados mediante el
análisis de la problemática y la evaluación de los riesgos hallados en la línea de inyección
en la empresa de plástico en estudio.

Análisis, presentación de resultados y diagnóstico 44
27%
53%
20%MODERADO
IMPORTANTE
CRITICO
80%
13%7%
0%
20%
40%
60%
80%
100%
120%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
FRECUENCIA
%ACUMULADO
80-20
Figura 13.Ponderación de los riesgos encontrados
Según el gráfico N°13, se estimó que el 20% de los riesgos son críticos, 27% son
moderados y el 53% son importantes de los cuales debe ser atendido según escala de
prioridades.
2.1.11. Análisis causal.
Para el análisis causal se utiliza el método paretal (80-20).
Tabla 28. Análisis causal TIPO DE
RIESGO CANTIDAD FRECUENCIA %ACUMULADO
MECÁNICOS 12 80% 80%
FÍSICOS 2 13% 93%
QUÍMICOS 1 7% 100%
TOTAL 15
Información adaptada a la empresa plástica.. Elaborado por el autor.
Figura 14. Diagrama causal
Según la tabla N°28 y la figura N°14, se determina que el 80% de incidencias son los
riesgos mecánicos. A continuación en el figura N°15, se presenta las causas de la
problemática del estudio actual.

Análisis, presentación de resultados y diagnóstico 45
Figura 15.Ishikawa
MÁQ
UIN
AS
INYE
CTOR
AS
SIN
PR
OTE
CCIÓ
N
ADIC
IONA
L
RIES
GOS
EXI
STEN
TES
EN L
A M
ÁQU
INAS
INYE
CTO
RAS
RIES
GO
MEC
ÁNIC
O
RIES
GO
FÍSI
CO
CAUS
ASEF
ECTO
FALT
A DE
IL
UM
INAC
IÓN
DEN
TRO
LAS
MAQ
UIN
AS
INYE
CTOR
AS
RIES
GO
QU
ÍMIC
O
FALT
A DE
PR
OCE
DIM
IEN
TOS
PARA
M
ANIP
ULA
CIÓ
N D
E Q
UÍM
ICO
S
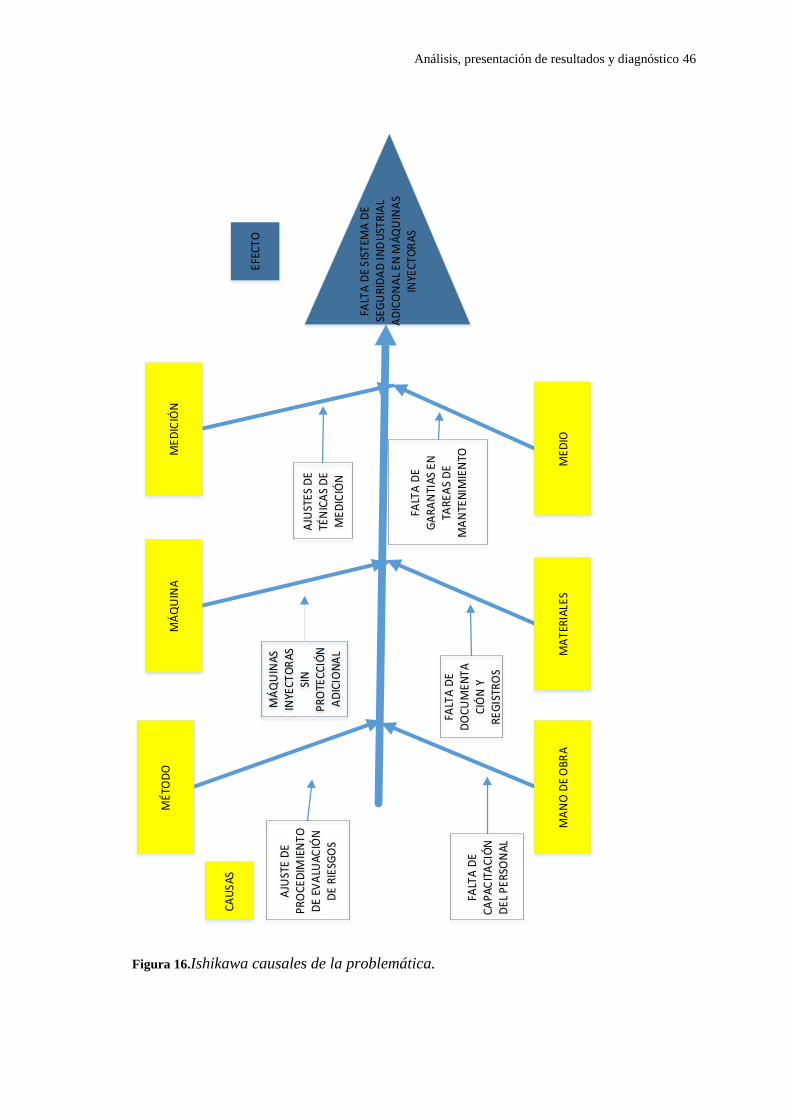
Análisis, presentación de resultados y diagnóstico 46
MÁ
QU
INA
S IN
YEC
TO
RA
S SI
N
PR
OTE
CC
IÓN
A
DIC
ION
AL
FALT
A D
E S
IST
EMA
DE
SE
GU
RID
AD
IN
DU
STR
IAL
AD
ICO
NA
L E
N M
ÁQ
UIN
AS
INYE
CT
OR
AS
MÉ
TOD
OM
ÁQ
UIN
AM
ED
ICIÓ
N
MA
NO
DE
OB
RA
MA
TER
IALE
SM
ED
IO
AJU
STE
S D
E
TÉN
ICA
S D
E
ME
DIC
IÓN
FALT
A D
E C
AP
AC
ITA
CIÓ
N
DE
L P
ER
SON
AL
FALT
A D
E G
AR
AN
TIA
S E
N
TAR
EA
S D
E
MA
NTE
NIM
IEN
TO
CA
US
AS
EFE
CT
O
FALT
A D
E D
OC
UM
EN
TA
CIÓ
N Y
R
EG
ISTR
OS
AJU
STE
DE
PR
OC
ED
IMIE
NT
O
DE
EV
ALU
AC
IÓN
D
E R
IESG
OS
Figura 16.Ishikawa causales de la problemática.
Análisis, presentación de resultados y diagnóstico 47
2.1.12. Diagnostico situacional.
En la imagen N°7, se evidencias las causas de la problemática del estudio de la falta de
un sistema de protección adicional para las máquinas inyectoras:
Incumplimiento RTL-M.T: se estimó un 30% de incumplimiento de en los requisitos
técnicos legales, la cual incide por no tener las bases legales para preparar un plan de
prevención y mitigación de los riesgos.
Incumplimiento de la gestión SSO: la empresa tiene falencias internas en cumplimiento
en gestión de seguridad y salud ocupacional en un 23,08%, porque no ha puesto en marcha
un Plan de mantenimiento preventivo de equipos, máquinas y sistemas.
Inspección de seguridad industrial: En las inspecciones regulares se ha detectado un
incumplimiento 25%, resaltando que no existe las garantías suficientes para realizar las
actividades de mantenimiento, por falta de protección adicional externa en paneles de
control eléctrico en las máquinas inyectoras.
Riesgos hallados: En el análisis causal se determina una mayor incidencias de los
riesgos mecánicos con el 80%, de los cuales según el grafico N°5, el 20% son críticos.
Tasa de Riesgos: Se estimó una tasa de riesgo histórica (2012-2017), el 8,3% este
índice nos indica que se tiene una tasa recurrente de incidentes.
Morbilidad.- Hasta la fecha han ocurrido 3 incidentes en el año 2018.

Propuesta, Conclusiones y Recomendaciones 48
Capítulo III
3. Propuesta, conclusiones y recomendaciones
3.1. Diseño de la propuesta
En el presente trabajo, pretende realizar la gestión preventiva a través de un sistema
adicional de seguridad industrial en máquinas inyectoras, el cual es el sistema de bloqueo y
etiquetado LOTO (por sus siglas en inglés Lock Out Tag Out), para las diferentes
actividades de mantenimiento ver anexo N°4, 5, 6 y 7.
3.1.1. Gestión preventiva.
La planificación e implementación de la gestión preventiva está basado en el “ciclo
PHVA” o “ciclo Deming”, se deberá realizar la implementación del sistema de seguridad
industrial en las máquinas inyectoras bajo la siguiente programación: Planear, hacer,
verificar y actuar.
SEGURIDAD INDUSTRIAL EN MÁQUINAS INYECTORAS
AC
TU
AR
(A
)V
ER
IFIC
AR
(V
)PLA
NEA
R (
P)
HA
CER
(H
)
Inicio
(Actividades a
realizar)
Análisis actual de
las actividades
Actividades
operativas (personal
de mantenimiento)
Evaluación de riesgos
de actividades en el
área de estudio
Ponderación
de los riesgos
Requisitos Técnicos
Legales (RTL)Auditoria
(RTL-M.T)Análisis Paretal (causas de
la problemática)
Formación del equipo
estratégico para la
implementación de la
mejora
Gestionar la
implementación del
sistema seguridad
industrial en
maquinas
inyectoras
Capacitación
del personal de
elementos
adquiridos
(Dispositivos
LOTO)
Tratamiento
de
mitigación de
riesgos
Seguimiento del
sistema
implementado en
máquinas
inyectoras
Figura 17.Ciclo deming
Las primeras programaciones; planear, hacer y verificar se desarrolló en el primer y
segundo capítulo del presente trabajo investigativo. El último ciclo (Actuar), se le desglosa
a continuación.

Propuesta, Conclusiones y Recomendaciones 49
3.1.1.1. Formación del equipo estratégico para la implementación de la mejora
Este equipo tiene el objetivo de implementar el sistema de seguridad adicional, en la
cual cada uno de los integrantes tiene responsabilidades específicas en concordancia con el
ciclo PHVA.
Tabla 29. Equipo estratégico de implementación de la mejora
N° FUNCIÓN NOMBRE ESPECIALIDAD FIRMA
1
Responsable de Aplicación del
sistema de seguridad para
máquinas inyectoras
Ing. Dennis
Garcia
Técnico en seguridad de
Industrial
2
Responsable de Actividades y
planificación de operaciones de
mantenimiento.
Ing. Jorge
verdezoto
Técnico en actividades de
mantenimiento en
máquinas inyectoras
3
Responsable de Actividades y
planificación de Producción
Ing. Carlos
Quinteros Técnico en producción y
fabricación de preformas
y envases plásticos
4
Responsable de levantamiento
de información y recopilación
de datos
Sr. Ronny
Alejandro
Asistente Técnico de
seguridad industrial
Información adaptada a la empresa plástica.. Elaborado por el autor.
3.1.1.2. Tratamiento de mitigación de riesgos
Como medida preventiva se plantea, mediante la aplicación de bases evidenciadas en la
tabla N°29. Se efectuará el tratamiento de cada uno de los riesgos hallados según la tabla
N°30.
Tabla 30. Medidas preventivas
PELIGRO FUENTES GENERADORAS
DEL PELIGRO
MEDIDAS DE
PREVENCIÓN Y
MITIGACIÓN
Golpeado por o contra Equipos (máquinas inyectoras)
Señalización. Elementos
de protección adicional.
Manipulación de
materiales
Materiales utilizados en el
mantenimiento de máquinas
inyectoras (líquidos de
limpieza)
Elementos de protección
adicional
Contacto con objetos Herramientas Capacitaciones
Electrocutamiento Actividades de mantenimiento
en máquinas inyectoras
Manual de procedimientos
e instructivos de trabajo
(manejo de máquinas
fijas)
Información adaptada a la empresa plástica.. Elaborado por el autor.

Propuesta, Conclusiones y Recomendaciones 50
Tab
la 3
1. T
rata
mie
nto
y m
itig
aci
ón d
e ri
esgos
Info
rmaci
ón a
dapta
da a
la e
mpre
sa p
lást
ica. E
labora
do p
or
el a
uto
r.

Propuesta, Conclusiones y Recomendaciones 51
Info
rmaci
ón a
dapta
da a
la e
mpre
sa p
lást
ica. E
labora
do p
or
el a
uto
r.
Conti
nuaci
ón d
e la
tabla
n°
31T
rata
mie
nto
y m
itig
aci
ón d
e ri
esgos

Propuesta, Conclusiones y Recomendaciones 52
Conti
nu
aci
ón d
e la
tabla
n°
31T
rata
mie
nto
y m
itig
aci
ón d
e ri
esgos
Info
rmaci
ón a
dapta
da a
la e
mpre
sa p
lást
ica. E
labora
do p
or
el a
uto
r.
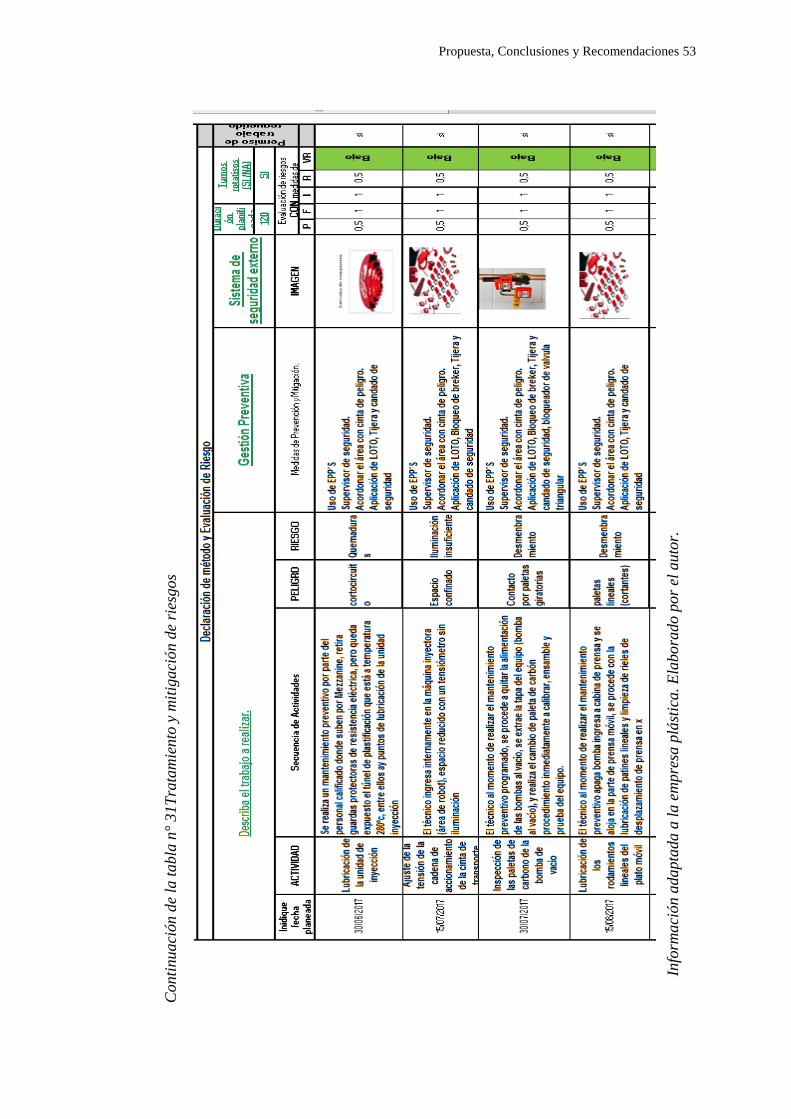
Propuesta, Conclusiones y Recomendaciones 53
Conti
nua
ción d
e la
tabla
n°
31T
rata
mie
nto
y m
itig
aci
ón d
e ri
esgos
Info
rmaci
ón a
dapta
da a
la e
mpre
sa p
lást
ica. E
labora
do p
or
el a
uto
r.

Propuesta, Conclusiones y Recomendaciones 54
3.1.1.3. Gestionar la implementación del sistema seguridad industrial en máquinas
inyectoras.
Una vez determinado el tratamiento de mitigación se procede a gestionar la adquisición,
de los dispositivos recomendados (sistema LOTO), y de las demás actividades que se
describen en el siguiente cronograma en la imagen N°9
Fig
ura
18. G
antt
de
act
ivid
ades
adapta
da a
la e
mpre
sa p
lást
ica
. E
labora
do p
or
el a
uto
r.

Propuesta, Conclusiones y Recomendaciones 55
3.1.1.4. Manual de sistema de Etiquetado y Bloqueo LOTO.
En la propuesta se plantea aplicar el sistema de etiquetado y bloqueo LOTO, cuyo
objetivo principal es salvaguardar a los operadores y técnicos de mantenimientos y su
entorno laboral, mejorando así la productividad de la empresa evitando incidentes y
accidentes profesionales para mayor desglose del sistema LOTO ver anexo N°8.
Se resalta del manual las diferentes opciones de equipos a implementar así como
también los parámetros (ficha técnica), para la toma de decisión de equipos más óptimos,
además de ciertas conceptualizaciones que se debe considerar en la implementación del
sistema LOTO.
3.1.1.5. Plan de capacitación a técnicos y operadores.
Dentro de la propuesta de mitigación de riesgos, se considera tener un plan de
capacitación e instrucción del sistema LOTO, para operadores y técnicos, concientizando
de esta manera la importancia de llevar a cabo estos procedimientos de seguridad industrial
adicional, en la máquinas inyectoras ver anexo N°9.
En la guía de capacitaciones se resalta el reconocimiento de las fuentes de energía
peligrosas de acuerdo a las diferentes actividades en estudio (actividades de mantenimiento
en máquinas inyectoras), y los procedimientos tomando en consideración los equipos
LOTO.
3.2. Evaluación de los Costos
En la evaluación económica se considera los costos incurridos por no contar con un
sistema y los costos que se derivan de la implementación del sistema adicional de
seguridad industrial (sistema LOTO, en máquinas inyectoras).
Se estima los costos por ausencia laboral, la cual se lo realiza con referencia C.D. 513
en su art. 57, donde especifica las jornadas de trabajo perdido ver anexo N°10. A
continuación en la tabla N°19, se detalla los costos por accidentes y ausentismo laboral.
Tabla 32.Costos por accidentes y ausentismo laboral
Costo por accidentes y ausentismo laboral
NATURALE
ZA
RESOLUCCÓN C.D. 513
(Jornada de dias
perdidos)
AUSENTISMO CONT
RATOS
PERDIDOS
(MULTAS)
SU
EL
DO
VALOR DE LA
JORNADA DE
TRABAJO
(SUELDO/20 DIAS
DE TRABAJO)
COSTO DE
PERDIDAS DIAS
AUSENTES
N° DE
ACCIDENTES
Perdida o invalidez
permanente de un
dedo cualquiera
300
$375,
00 $ 18,75
$
5.625,00
Golpes y
contusiones 60 3
$375,
00 $ 18,75
$
1.125,00
TOTAL
$
6.750,00
Información adaptada a la empresa plástica. Elaborado por el autor.

Propuesta, Conclusiones y Recomendaciones 56
En la tabla N°19, se evidencia un costo incurrido por accidentes y ausentismo laboral en
$ 6.750,00 dólares.
A continuación en la tabla N°20, se estima el costo incurrido por la implementación de
los dispositivos o equipos LOTO. Para ver referencias de las estimación del costo general
ver orden de compra en el anexo N°11
Tabla 33.Costo por implementación del sistema loto
DESTALLE COSTO
Equipos LOTO $ 2.095,64
Capacitación Sistema LOTO $ 1.600,00
Consultor (Analista investigador) $ 1.400,00
TOTAL $ 5.095,64
Información adaptada a la empresa plástica. Elaborado por el autor.
En la tabla N°20, se evidencia el costo incurrido por aplicación del sistema adicional de
seguridad industrial en máquinas inyectoras (LOTO), estimado en $ 5.095,64 dólares.
3.2.1. Plan de inversión y financiamiento.
La empresa en estudio cuenta con un departamento de innovación y desarrollo que
cuenta con un presupuesto anual, la cual son destinados en los diferentes proyectos
generados por los departamentos en el presente estudio está direccionado por el
departamento de seguridad y salud ocupacional cuyo beneficio enmarca los departamentos
de mantenimiento y producción.
Entonces el capital de inversión lo asumirá directamente la empresa por medio del
departamento de innovación y desarrollo.
3.2.2. Evaluación Financiera.
En la evaluación financiera, se utilizará el método de evaluación de Beneficio / Costo
para evaluar si un proyecto es rentable. El criterio de la relación se evidencia en el anexo
N°12.
Entonces:
Costo del proyecto: $ 5.095,64 dólares.
Beneficio del proyecto: $ 6.750,00 dólares.
Coeficiente Beneficio/ Costo =6.750,00
5.095,64
Coeficiente Beneficio/ Costo= 1,34

Propuesta, Conclusiones y Recomendaciones 57
En el presente trabajo investigativo se cumple el criterio de decisión del Beneficio /
Costo, por lo tanto es rentable la cual se evidencia su viabilidad para su implementación.
3.2.3. Resultados.
Los resultados están dados en función del segundo capítulo del presente trabajo
investigativo descritos a continuación:
El factor de riesgo es el de mayor incidencia en la problemática del estudio
(seguridad industrial en máquinas inyectoras).
Con la evaluación de riesgos se priorizara los correctivos necesarios en los
riesgos hallados.
Ausencia de equipos complementarios de seguridad industrial (sistema
LOTO).
Ausencia de registros de capacitación de los riegos en la máquinas
inyectoras.
Escaso control de riesgos existentes en el área de estudio.
3.3. Conclusiones y Recomendaciones.
3.3.1. Conclusiones.
La conclusión está en función del tercer capítulo del presente trabajo investigativo:
El mejor método de la prevención de incidentes y accidentes es la mitigación
o apalancamiento de los riesgos, con la gestión preventiva (tratamiento de los
riesgos), se estima alcanzar este objetivo.
Con la perspectiva del manual de implementación del sistema Loto, se
dispondrá de los dispositivos de control de energías peligrosas, para poder
garantizar las actividades y el entorno laboral de operadores en las máquinas
inyectoras.
Con la perspectiva del manual de capacitación del sistema Loto, se
concientizara la aplicación del sistema Loto, así como su práctica cotidiana
en las diferentes actividades del personal operativo y técnicos de
mantenimiento.
En la evaluación financiera se determinó la viabilidad del trabajo
investigativo por lo tanto cumple con las perspectiva de sus desarrollo.
3.3.2. Recomendaciones.
Se deja a consideración las siguientes recomendaciones:

Propuesta, Conclusiones y Recomendaciones 58
Implementar el sistema de seguridad industrial en las máquinas inyectoras
(sistema LOTO).
Implementar programas de capacitación constantes de riesgos tanto de
operativo como los técnicos de mantenimiento.
Hacer efectivo la orden de compra de los dispositivos y equipos
complementarios de seguridad anexo N°11.
Continuar con los estudios e investigaciones para la mejora e innovación de
las diferentes áreas donde existe debilidad en la empresa por falta de control
y mitigación riesgos para evitar incidentes y accidentes laborales.

Anexos 59
ANEXOS

Anexos 60
ANEXO N° 1. Ubicación geográfica.

Anexos 61
ANEXO N° 2. Proceso de reclutamiento
RECURSOS HUMANOS SMI-RH-P-
001
PROCEDIMIENTO DE RECLUTAMIENTO Y
SELECCIÓN
Versión:04
Página 61 de
106
1. OBJETIVO:
Establecer los lineamientos para una adecuada incorporación de trabajadores
competentes que puedan cumplir con las funciones de las diversas posiciones
asignadas.
2. ALCANCE:
Este procedimiento se aplica a todos los niveles de la organización, siendo
responsable de la gestión la Gerencia de Recursos Humanos.
3. TÉRMINOS Y DEFINICIONES:
3.1 Reclutamiento: Es un conjunto de procedimientos orientados a atraer e
identificar candidatos potencialmente calificados y capaces de ocupar cargos
dentro de la organización, de los cuales se seleccionará a alguno para
efectuarle el ofrecimiento de empleo. Actualmente existen dos tipos de
reclutamiento:
3.1.1 Reclutamiento en la Empresa: Cuando se decide hacer la búsqueda
utilizando las herramientas de la empresa.
3.1.2 Reclutamiento por Consultora: Cuando se decide hacer la búsqueda
utilizando la ayuda de una consultora externa.
3.2 Selección: Es una actividad de clasificación donde se identifica a aquellos
candidatos que tengan mayor probabilidad de adaptarse al cargo ofrecido
para satisfacer las necesidades de la organización y el perfil, generando los
mecanismos para hacer posible la incorporación a la organización de quien
resultara elegido.
3.3 Entrevista por Competencias: Es un diálogo que se sostiene con el propósito
de poder conocer a profundidad la experiencia del postulante, así como otros
aspectos de la vida del postulante que nos permitirán tomar una decisión
sobre su continuación en el proceso. Esta entrevista será fundamental para
poder identificar y validar las competencias que la posición requiere.
3.4 Evaluación Psicológica: Constituye un elemento informativo y se utilizará
como elemento de contraste de las impresiones generadas en las entrevistas.
3.5 Entrevista Técnica: Esta evaluación definida por cada responsable del
proceso permite revisar el cumplimiento de las habilidades, destrezas
técnicas y el grado de competencia para la puesta en práctica de los
conocimientos teóricos y experiencia que el candidato posee.
3.6 Evaluación Médica: Los postulantes aprobados deben acudir a una
evaluación médica cuyos procedimientos están pre-estipulados.
3.7 Requerimiento de Documentos: Serie de documentos que se les solicita a
todos los postulantes ingresantes a la empresa.
3.8 Contratación: Proceso de vinculación laboral con la empresa.
3.9 S: Coordinador de Selección – Perú
3.10 ASDP: Asistente de Selección y Desarrollo – Perú
3.11 ASDE: Analista de Selección y Desarrollo – Ecuador
Anexos 62
3.12 ARHC: Analista de RRHH – Colombia
3.13 ARHM: Asistente de RRHH - México
3.14 CV: Currículum Vitae, documento que comprende información escrita y
sintetizada de estudios y experiencia laboral del candidato.
3.15 RD: Regla de Decisión.
4. DOCUMENTOS DE REFERENCIA:
4.1 SMI-SG-M-001 Manual del Sistema de Gestión Integrado
4.2 ISO 9001: 2015 Sistema de Gestión de Calidad – Requisitos
5. RESPONSABILIDADES:
Gerente de Recursos Humanos Responsable de aprobar los ingresos del personal.
Coordinador de Selección -Perú Responsable de la supervisión de los procesos de
reclutamiento y selección.
Asistente de Selección y
Desarrollo – Perú / Analista de Selección y Desarrollo – Ecuador /
Analista de RRHH – Colombia /
Asistente de RRHH – México
Es responsable del reclutamiento del personal y
del desarrollo de la selección del candidato hasta su
contratación.
Gerencias y/o Jefaturas
Es responsable de comunicar al área de
reclutamiento de personal, cualquier modificación o
variación de requisitos, actividades, funciones y/o
competencias que se requiere para cada puesto, aún
cuando no hubiere alguna posición vacante.
Participar en la actualización de los documentos
según se requiera y colaborar con los perfiles
actualizados y establecidos por la empresa.
Ser parte del proceso de selección del personal,
definir al candidato elegido y formalizar su elección.
6. DESARROLLO:
6.1 Requerimiento de Personal
N
º ACTIVIDADES RESPONSABLE
1
El proceso de reclutamiento y selección utiliza
como fuente de información el número de personal
programado en los organigramas de la empresa y el
personal vigente en la planilla de la empresa. De
existir personal faltante en esta relación iniciará el
reclutamiento y selección para cubrir los puestos
vacantes en coordinación con el área cliente.
Las áreas clientes podrán definir dejar stand by
contrataciones aprobadas por motivos internos o
externos a sus procesos y serán comunicadas a S.
En los casos de cese o promoción del personal, S
recibirá información vía mail.
Gerencias y/o
Jefaturas
6.2 Reclutamiento y Selección de Personal

Anexos 63
R
D
Se evaluará la posición a cubrir y se determinará si se realiza
directamente o es encargada a una consultora.
1
Cuando el
reclutamiento es
realizado por la
empresa se
publicarán las
posiciones vacantes
mediante avisos en
los diarios, bolsas
de empleo y/o redes
de contacto.
Se realizará la
revisión curricular y
se procederá a llamar
a los candidatos
cuyos CV’s se
ajusten más con el
perfil requerido.
Durante la etapa de
selección, cada fase
es eliminatoria.
Asistente de Selección y Desarrollo – Perú /
Analista de Selección y Desarrollo – Ecuador /
Analista de RRHH – Colombia / Asistente de
RRHH – México
2
Cuando el
reclutamiento es
realizado por la
consultora, se
procederá a realizar
la solicitud de
pedido la cual será
autorizada por la
Gerencia de RRHH,
de ser necesario
requerirá la
aprobación de la
Dirección de la
empresa.
Coordinador de Selección - Perú
6.3 Entrevista por Competencias
1
Se realiza la entrevista al candidato y se
valida las competencias genéricas y
específicas para el puesto, mediante la
identificación de evidencias acerca de sus
competencias, por medio de preguntas sobre
eventos pasados de su desempeño y
trayectoria laboral.
De esta entrevista se obtienen
conclusiones que son insumos para los
resultados finales que son presentados en el
Informe por competencias del candidato
Coordinador de Selección-
Perú/
Asistente de Selección y
Desarrollo-Perú / Analista de
Selección y Desarrollo –
Ecuador / Analista de RRHH
– Colombia / Asistente de
RRHH – México

Anexos 64
elegido.
6.4 Evaluación Psicológica
1
A todos los postulantes que hayan sido
aprobados se les aplica una batería de
pruebas, de tal forma que permitan contar
con información adicional de refuerzo a las
conclusiones obtenidas en la entrevista.
Las pruebas gráficas, pruebas de elección
forzada, cuestionarios, listas de chequeo y
test de desarrollo en general utilizados en esta
etapa del proceso, sumada a la experiencia
del profesional en recursos humanos
permiten explorar factores de personalidad
asociados a las competencias genéricas y
específicas, que pueden ser de aplicación
operativa como la habilidad numérica, la de
aplicación intermedia como la tolerancia a la
presión o de aplicación estratégica como el
enpowerment.
Coordinador de
Selección- Perú /
Asistente de Selección y
Desarrollo – Perú / Analista
de Selección y Desarrollo –
Ecuador / Analista de
Recursos Humanos –
Colombia / Asistente de
Recursos Humanos – México
6.5 Entrevista Técnica
1
El postulante aprobado o la terna aprobada serán
presentados a la Gerencia y/o Jefatura del área solicitante,
quien se encargará de verificar las destrezas, técnicas y
habilidades del(los) candidato(s) y elegir al candidato idóneo
para dicha posición.
La elección será confirmada en el SMI-RH-R-013
Informe por Competencias del candidato elegido.
Gerenci
a y/o
Jefatura
2
La gerencia y/o Jefatura solicitante, comunicará al área de
selección para que se tramite su ingreso y se coordine su
examen médico.
Gerenci
a y/o
Jefatura
R
D
Si en el proceso por motivos diversos se tuviera que elegir a un
trabajador que no cumple el perfil solicitado con el V°B° del área
solicitante, se deberá monitorear al ingresante en base a un plan de
entrenamiento que permita pueda mejorar su competencia y será revisada
en la evaluación de desempeño más próxima.
Si ninguna de las personas cubre con el perfil requerido y el área
solicitante no apruebe a ningún postulante, se empezará nuevamente todo
el proceso de reclutamiento.
6.6 Evaluación Médica
1
El postulante aprobado debe acudir a
las instalaciones del proveedor de
exámenes médicos, previa coordinación
del área de selección, para tener una
evaluación médica que vaya de acuerdo
Asistente de Selección y
Desarrollo – Perú / Analista de
Selección y Desarrollo –
Ecuador / Analista de Recursos
Humanos – Colombia /
Anexos 65
con los protocolos pre-establecidos. Asistente de Recursos Humanos
– México
R
D
Los resultados del examen médico serán comunicados al área de
selección, quien validará los resultados, cada postulante será calificado
como Apto, apto con observaciones, apto con restricciones o no apto. Si la
persona es considerada como no apta ya no continuará en el proceso de
selección.
6.7 Cierre y Requerimiento de documentos
1
Cuando el postulante es aprobado en el
examen médico, se establecerá
comunicación para coordinar su ingreso a la
empresa, dependiendo del puesto se
procederá a realizar la oferta económica
para la posición en proceso. De contar con
aceptación del postulante, se le informará de
los documentos que se requieren para su
ingreso.
Coordinador de
Selección
Asistente de Selección y
Desarrollo – Perú / Analista
de Selección y Desarrollo –
Ecuador / Analista de
Recursos Humanos –
Colombia / Asistente de
Recursos Humanos –
México
2
Se hará el seguimiento a la
documentación requerida de acuerdo a lo
establecido por la organización.
Los documentos solicitados al trabajador
se conservarán en el file de personal.
Se agregará a la documentación del
trabajador los formatos SMI-RH-R-011
Listado de Documentos de Ingreso / ECU-
RH-R-001 Lista de Documentos de Ingreso
y SMI-RH-R-003 Hoja de Ingreso del
Personal para el registro respectivo, así
como, los documentos que resultaron del
proceso de selección.
Coordinador de
Selección
Asistente de Selección y
Desarrollo – Perú / Analista
de Selección y Desarrollo –
Ecuador / Analista de
Recursos Humanos –
Colombia / Asistente de
Recursos Humanos –
México
R
D
Cuando existan documentos que falten entregar, es responsabilidad del
ASDE hacer el seguimiento para completar el file.
6.8 Contratación
1
Una vez que el postulante haya
entregado toda la documentación
correspondiente, se consolidará y
pasarán los documentos para la
contratación del personal.
La Gerencia de RR.HH. -
CORPORATIVO autorizará mediante
un correo el sueldo y contratación de
personal por motivo de incremento de
estructura en el organigrama.
Coordinador de Selección
Asistente de Selección y
Desarrollo – Perú / Analista de
Selección y Desarrollo – Ecuador /
Analista de Recursos Humanos –
Colombia / Asistente de Recursos
Humanos – México

Anexos 66
ANEXO N° 3. Programa de gestión de seguridad industrial y salud ocupacional
PROCESO/AREA CUMPL
E
ITEM REVISADO OBSERVACIONES ACCIONES A TOMAR
PRIORIDA
D Plazos
Responsabl
es
GESTION
ADMINISTRATI
VA
100% #¡DIV/
0!
Política
100% Existe política Existe política de
Seguridad
Revisar política en octubre
2017 2 Octubre 31.2017
Alta
dirección
100% Difusión política
Revisar difusión de política
por parte de los jefes ,
entregando política impresa
, explicando y luego
realizando la evaluación de
comprensión a cada
persona.
1 Junio 30.2017
Talento
Humano y
jefes de área
100% Evaluación de
comprensión
Técnico de SSO entregó
evaluación de comprensión 1 No cumplido
Talento
Humano y
jefes de área
Organigrama
100% Existe organigrama Está en digital e
impreso
Se exhibirá en cartelera y se
socializará en conjunto con
la política actualizada
2
cumplido Gerente
General
100% Exhibición
Se exhibe en carterlera
y enviado a los jefes por
NO cumplido TTHH
100% Difusión
organigrama En ejecución N o cumplido
Talento
Humano y
jefes de área
Manual de
funciones
100% Existe manual de
funciones actualizado Está en digital
Con la matriz de riesgos se
incorporarán funciones de
seguridad y salud
ocupacional para el manual
2
No (junio
30.2107)
TTHH/Ases
ores
100%
Inclusión de
responsabilidades de
seguridad
ocupacional
No está incluído en
manual de funciones
junio 30.2017
Asesores
Anexo
s 66

Anexos 67
100%
Cambios de cargos –
recepción de nuevas
funciones
Realizan entrenamiento
por parte del Jefe
inmediato, luego el jefe
entrega informe a
Talento Humano
Aplica el manual de
funciones actualizado 2 No cumplido TTHH
Reglamento de
seguridad e
Higiene
100% Existe reglamento
Impreso en papel y
gigantografía en el
comedor Técnico presentará los
cambios al Reglamento 1
cumplido
Asesores
100% Actualizar
Reglamento Vigente desde el 2016 En proceso
100% Fue entregado a
trabajadores
Se entregó folleto.
Personal si conoce
donde está ubicado,
aunque el título está
intercambiado
Corregir nombre en el
documento expuesto 2 No cumplido TTHH
100% Está subido a
plataforma 1 cumplido TTHH
GESTION
TECNICA 43%
#¡DIV/
0!
Matriz de riesgo 100% Existe matriz de
riesgo de los puestos Realizada en 201
Revisar 1 a 1 los riesgos de
cada cargo. Revisar su
evaluación y las medidas a
tomar. Socializar y entregar
la matriz a quienes
correspondan. Incorporar en
los planes los resultados de
este trabajo.
RECOMENDACIÓN :
Iniciar esta actividad con
carácter de prioritario. De
este trabajo se actualizan
planes de vigilancia de la
salud, plan de
capacitación,plan de
1 cumplido Asesores /
TTHH
Anexo
s 67

Anexos 68
prevención de riesgos
mediciones,manual de
funciones y el trabajo del
Dpto.Médico, Talento
Humano, responsables del
sistema, responsables de
área.
Plan de
prevención de
riesgos
50% Existe plan de
prevención
Revisar si tienen plan
de prevención de
riesgos?
cumplido Asesores
20%
El plan de prevención
de riesgos es el plan
de seguridad y salud
ocupacional. Tiene
como insumo este
documento de
diagnóstico-avance.
Está en ejecución
Con la matriz de riesgos se
actualiza el plan de de
prevención de riesgos
2 junio 29.2017 Asesores
Medición de
riesgos 0%
Existen mediciones
de riesgos?
Revisar si hay ?
Monitoreo de gases
Monitoreo de estrés
térmico
Monitoreo de Ruido
Monitoreo de mat.
particulado
Monitoreo de
luminosidad
Monitoreo de
ergonomía
Obtener 2 cotizaciones 1 junio 30.2017 Ambimag
Aplicación de
resultados de
mediciones
0%
Deben realizarse plan
de acción sobre
resultados de
mediciones
Agillitar cotización y
aprobación de mediciones 1 agosto 31.2017 Asesores
GESTION DEL
TALENTO 95%
#¡DIV/
0!
Anexo
s 68

Anexos 69
HUMANO
Selección del
talento humano
100%
Requisitos –
certificados
necesarios
Se presentan evidencias
de certificados de
comprobación de estado
civil, estudios y
capacitaciones
* Se debe realizar una
nueva revisión en base al
nuevo Manual de Funciones
y solicitar información
actualizada a los
empleados.
1 ´julio 15.2017 TTHH
100% Exámenes de pruebas
de drogas
En ejecución. Coordinar
con TTHH la ejecución
en la primera semana de
agosto 2017
Seleccionar trabajadores
para prueba de drogas 2 agosto 31.2017
Médico
Ocupaciona
l/TTHH
PROGRAMA DE
PREVENCION Y
REDUCCION
DEL USO Y
CONSUMO DE
DROGAS
100%
Acuerdo
Interinstitucional # 1
de junio 15.2016
Controlar la
implementación del
Programa por parte de
TTHH
1 junio 30.2017
Médico
Ocupaciona
l
Información a los
trabajadores 100%
Existencia de
carteleras
Mantener actualizada la
cartelera
Talento Humano publica
periódicamente temas de
SSO de interés para el
personal
1 junio 30.2017 TTHH
Comunicación a
los trabajadores
100% Evidencia de charlas Mantener registros
Elaborar plan 1
cumplido TTHH
100%
Evidencia de
evaluación de
comprensión
Tener evaluación de
comprensión de las
charlas
juLio 30.2017 TTHH
Formación
100%
Evidencia de
programa de
formación brigadistas
hay un programa de
formación de
brigadistas Nombrar los brigadistas de
prevención y programar y
ejecutar entrenamiento.
1 juLio 15.2017
Asesores/T
THH/Super
visor de
seguridad 100%
Nómina de los
brigadistas
Están definidos los
brigadistas cumplido
Capacitación 100%
Evidencia de plan de
capacitación en
seguridad
No presenta plan
Revisar y está elaborado
plan y Realizar inducción a
todo el personal enfocado
1
juLio 13.2017
Anexo
s 69

Anexos 70
100% Evidencia de registro
de capacitación Mantener evidencias
en identificación y
evaluación de riesgos Agosto 30.2017
Adiestramiento
100% Evidencia de talleres
de uso extintores Verificar evidencias Realizar taller 1 cumplido
100% Evidencia de talleres
de primeros auxilios Verificar evidencias Fijar fecha de capacitación 1 cumplido
100%
Evidencia de taller de
técnicas de
evacuación
Verificar evidencias Fijar fecha de capacitación 1 Agosto 30.2017
100%
Reunirse con
brigadistas para
programar simulacro
2 primera semana
de julio
100%
Evidencia de
simulacros de
evacuación
Simulacro de
Noviembre 2015 y
Noviembre 2016
Programar simulacros con
nuevos escenarios 1
agosto 2017
Incentivos,
motivación,
estímulos a los
trabajadores
20%
Evidencia de
estímulos (diplomas,
premios,reconocimie
ntos públicos,
eventos)
Verificar si hay plan
Luego de la capacitación
de identificación y
evaluación de riesgos a todo
el personal, lanzar un
concurso específico en
materia de seguridad y
salud ocupacional
enfocado en la transmisión
de INCIDENTES ,
propuestas de prevención,
propuestas a ejecutarse.
1
Septiembre
31.2017
Asesores
/TTHH /
Presidente
entrrega manual
de funcions y
profesiograma al
personal
100% Verificar evidencas de
entrega
Si no hay evidencia generar
documento de entrega
Septimebre
31.2017
TTHH/RN
Profesiogramas 100% Actualizarlos con la
matriz de riesgos
Verificar s han
levantado
profesiogramas
septiembre
30.2017 Asesores
PROCESOS 90% !
Anexo
s 70

Anexos 71
OPERATIVOS
BASICOS
Inspecciones
planeadas
100% Plan de inspecciones
Verificar plan de
inspecciones
(COPASO) Seguir ejecutándolos 1
Octubre 12-16 Comité de
Segurridad
e Higiene 100%
Evidencia de
inspecciones
realizadas
Verific ar evidencias
Octubre 12-16
Departamento
Médico
100% Existe Dpto. Médico Ya hay evidencias Contratar médico
ocupacional y preparar plan
de vigilancia ambiental y
salud de los trabajadores.
1
Cumplido
Alta
Gerencia
100%
Programa de
vigilancia ambiental
y salud de
trabajadores
Impreso y firmado por
Presidente y médico
ocupacional
Noviembre
30.2017
Médico
Ocupaciona
l
Fichas médicas 100% Existen fichas
médicas de personal
Iniciar actualización de
fichas Clasificar fichas por fecha 1
Noviembre
31.2017
Médico
Ocupaciona
l
Exámenes pre-
ocupacionales
100% Se realizan exámenes
pre-ocupacionales?
Se mantienen
evidencias Comunicar al médico quien
entra y sale de la empresa
para hacer los exámenes
que correspondan.
1 Enero 31.2018
TTHH/médi
co
ocupacional
100% Últimos ingresos
tienen exámenes?
Se mantienen
evidencias 1 Enero 31.2018
Exámenes de
reintegro 100%
Se realizan exámenes
de reintegro No hay evidencias 1 Enero 31.2018
Exámenes post-
ocupacionales
100% Se realizan exámenes
post ocupacionales Revisar Evidencias
Revisar
1 Enero 31.2018
100% Evidencia de citación
a exámenes
Se mantienen
evidencias 1 Febrero 13-18
Exámenes
periódicos 100%
Evidencia de
exámenes periódicos
por puesto de trabajo
Revisar Evidencias
Revisar
1 Febrero 13-18
Investigación de
accidentes de
trabajo
100%
Evidencia de
investigaciones de
accidentes
Solo hasta Julio de 2015
se evidencia
investigación de
1 Febrero 13-18 TTHH/Técn
ico
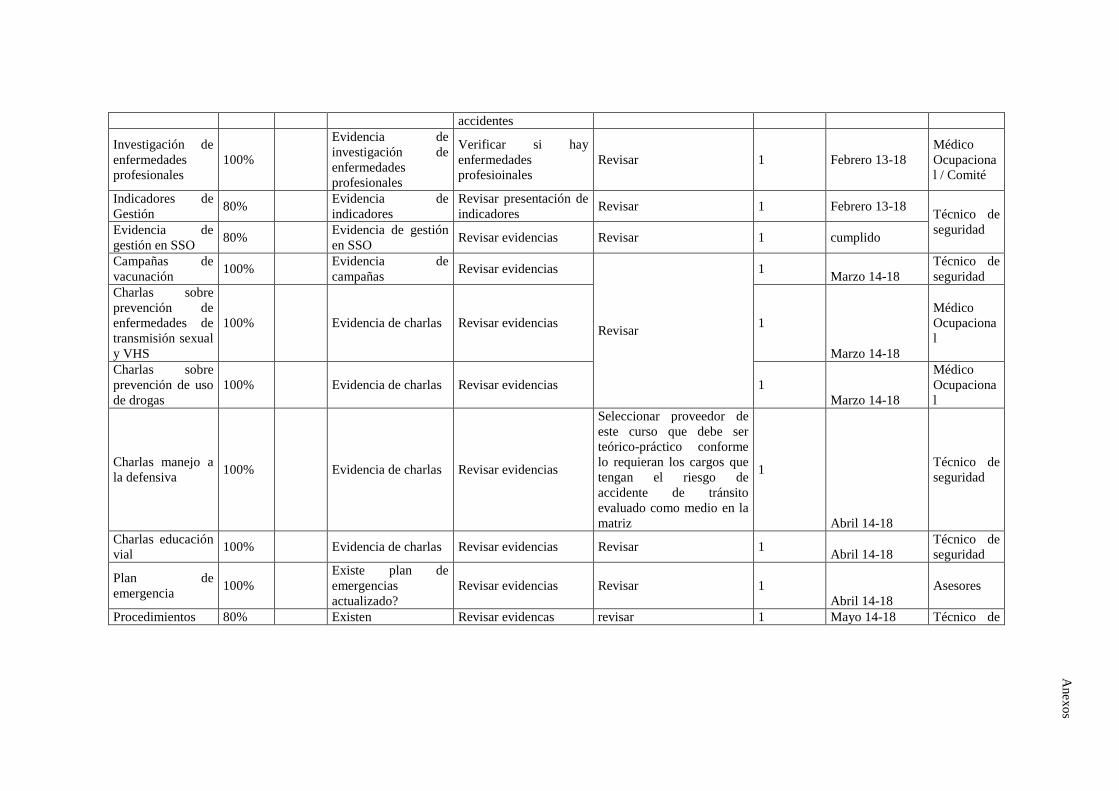
Anexos 72
accidentes
Investigación de
enfermedades
profesionales
100%
Evidencia de
investigación de
enfermedades
profesionales
Verificar si hay
enfermedades
profesioinales
Revisar 1 Febrero 13-18
Médico
Ocupaciona
l / Comité
Indicadores de
Gestión 80%
Evidencia de
indicadores
Revisar presentación de
indicadores Revisar 1 Febrero 13-18
Técnico de
seguridad Evidencia de
gestión en SSO 80%
Evidencia de gestión
en SSO Revisar evidencias Revisar 1 cumplido
Campañas de
vacunación 100%
Evidencia de
campañas Revisar evidencias
Revisar
1 Marzo 14-18
Técnico de
seguridad
Charlas sobre
prevención de
enfermedades de
transmisión sexual
y VHS
100% Evidencia de charlas Revisar evidencias 1
Marzo 14-18
Médico
Ocupaciona
l
Charlas sobre
prevención de uso
de drogas
100% Evidencia de charlas Revisar evidencias 1
Marzo 14-18
Médico
Ocupaciona
l
Charlas manejo a
la defensiva 100% Evidencia de charlas Revisar evidencias
Seleccionar proveedor de
este curso que debe ser
teórico-práctico conforme
lo requieran los cargos que
tengan el riesgo de
accidente de tránsito
evaluado como medio en la
matriz
1
Abril 14-18
Técnico de
seguridad
Charlas educación
vial 100% Evidencia de charlas Revisar evidencias Revisar 1
Abril 14-18
Técnico de
seguridad
Plan de
emergencia 100%
Existe plan de
emergencias
actualizado?
Revisar evidencias Revisar 1
Abril 14-18
Asesores
Procedimientos 80% Existen Revisar evidencas revisar 1 Mayo 14-18 Técnico de
Anexo
s
72
72
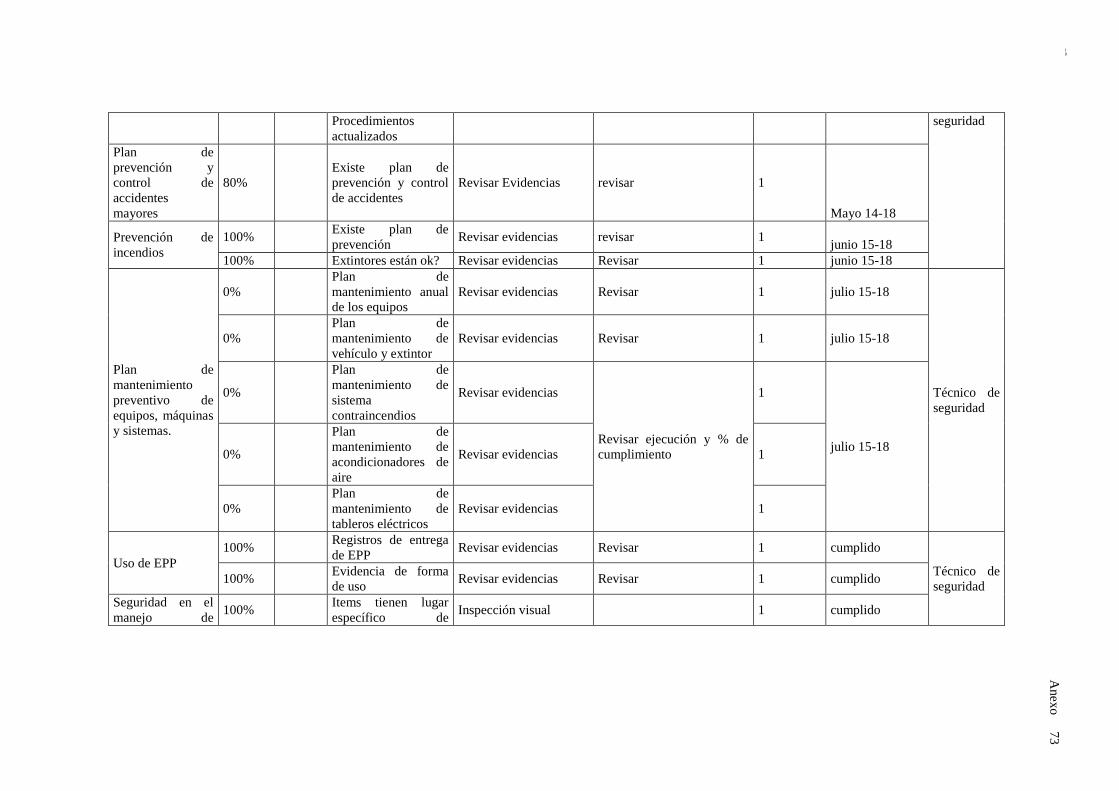
Anexos 73
Procedimientos
actualizados
seguridad
Plan de
prevención y
control de
accidentes
mayores
80%
Existe plan de
prevención y control
de accidentes
Revisar Evidencias revisar 1
Mayo 14-18
Prevención de
incendios
100% Existe plan de
prevención Revisar evidencias revisar 1
junio 15-18
100% Extintores están ok? Revisar evidencias Revisar 1 junio 15-18
Plan de
mantenimiento
preventivo de
equipos, máquinas
y sistemas.
0%
Plan de
mantenimiento anual
de los equipos
Revisar evidencias Revisar 1 julio 15-18
Técnico de
seguridad
0%
Plan de
mantenimiento de
vehículo y extintor
Revisar evidencias Revisar 1 julio 15-18
0%
Plan de
mantenimiento de
sistema
contraincendios
Revisar evidencias
Revisar ejecución y % de
cumplimiento
1
julio 15-18 0%
Plan de
mantenimiento de
acondicionadores de
aire
Revisar evidencias 1
0%
Plan de
mantenimiento de
tableros eléctricos
Revisar evidencias 1
Uso de EPP
100% Registros de entrega
de EPP Revisar evidencias Revisar 1 cumplido
Técnico de
seguridad 100%
Evidencia de forma
de uso Revisar evidencias Revisar 1 cumplido
Seguridad en el
manejo de 100%
Items tienen lugar
específico de Inspección visual 1 cumplido
Anexo
7
3

Anexos 74
insumos
comprados
almacenamiento
100% Procedimiento de
manejo de insumos Revisar evidencias Revisar 1 cumplido
Lámparas de
emergencia 50%
Comprobación de
lámparas de
emergencia
Inspección visual inspeccionar 1 Agosto 15-18
Técnico de
seguridad
Baños / vestidores
100% Lugar despejado? Inspección visual inspeccionar 1 cumplido
100% Orden de objetos Inspección visual inspeccionar 1 cumplido
100% Casilleros en buen
estado Inspección visual inspeccionar 1 cumplido
Cocina
100% Lugar despejado? Inspección visual inspeccionar 1 cumplido
100% Limpieza de piso Inspección visual inspeccionar 1 cumplido
100% desagues Inspección visual inspeccionar 1 cumplido
100% Orden de objetos Inspección visual inspeccionar 1 cumplido
100%
Señalización de
seguridad equipos
peligrosos
Inspección visual inspeccionar 1 cumplido
100%
Instructivos de
operación de equipos
peligrosos
revisar evidencias inspeccionar 1 cumplido
100%
Acceso a válvula de
bloqueo de paso de
gas
Inspección visual inspeccionar 1 cumplido
100% Cableados con
protección Inspección visual inspeccionar 1 cumplido
100%
Fundas de
recolección de basura
orgánicas y de otros
materiales
Inspección visual
inspeccionar
1 cumplido
100% Leyendas de evitar
desperdicios de agua Inspección visual 1 cumplido
100% Leyendas de no
fumar Inspección visual 1 cumplido
Anexo
s 74

Anexos 75
Envases con la
debida
identificación
100% productos en planta Inspección visual
inspeccioar
1 cumplido
100% Cocina Inspección visual 1 cumplido
Señalética
100% Plano de evacuación Inspección visual Inspeccionar 1 cumplido
Técnico de
seguridad
100% Letrero no fumar Inspección visual inspeccionar 1 cumplido
100% Salidas Inspección visual inspeccionar 1 cumplido
100% Extintores Inspección visual inspeccionar 1 cumplido
100% Uso obligatorio de
EPP Inspección visual
Iniciamos revisión de
estado y existencias de EPP 1 cumplido
Exteriores 100% Estado de
instalaciones Inspección visual inspeccionar 1 cumplido
Instalaciones 100% Colocar seguridad en
paneles eléctricos Inspección visual Inspeccionar 1 cumplido
Técnico de
seguridad
Alarmas 100% Actualizar lista de
áreas Lista borrosa Imprimir nueva lista 1 cumplido
Técnico de
seguridad
Salidas de
emergencia 100%
Paso libre –
señalizado Inspección visual Inspeccionar cumplido
Técnico de
seguridad
PORCENTAJE
DE
CUMPLIMIENT
O 2016
89,89%
PORCENTAJE
DE
CUMPLIMIENT
O 2017
100,00%
Anexo
s 75
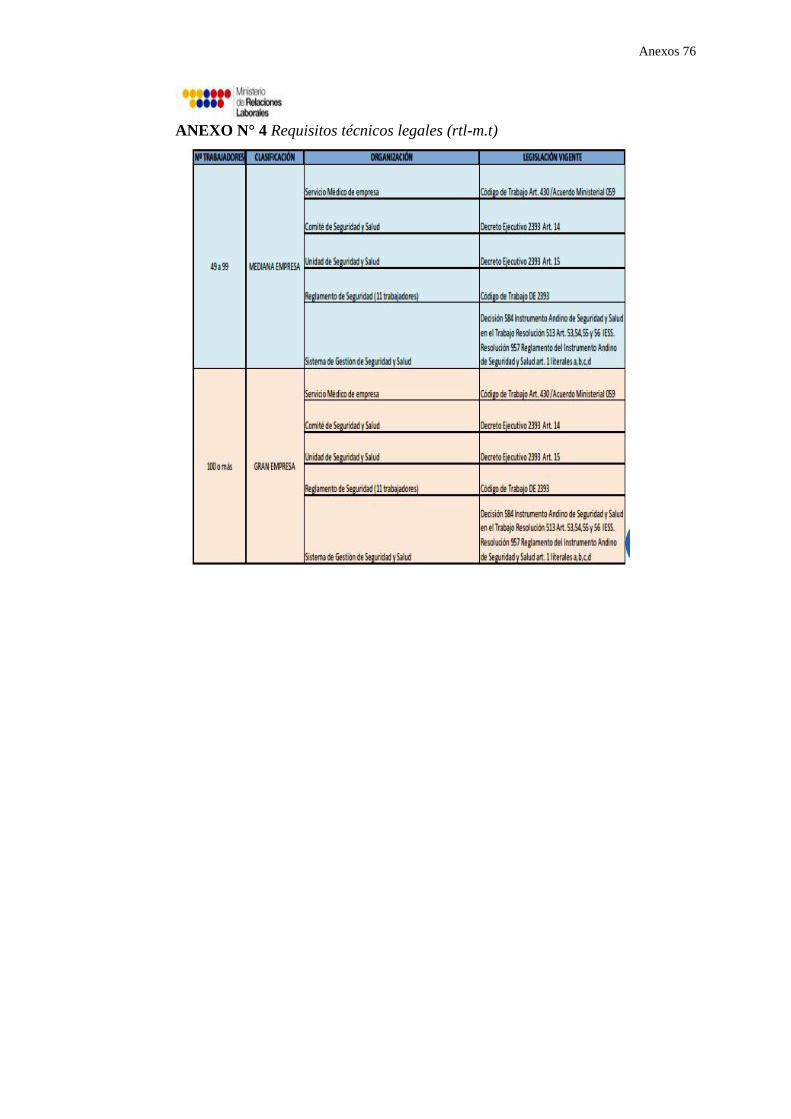
Anexos 76
ANEXO N° 4 Requisitos técnicos legales (rtl-m.t)

Anexos 77
ANEXO N° 5. Mantenimiento por inyección-2

Anexos 78
ANEXO N° 6. Mantenimiento por inyección-3

Anexos 79
ANEXO N° 7. Mantenimiento por inyección-5

Anexos 80
ANEXO N° 8. Mantenimiento por inyección-8

Anexos 81
ANEXO N° 9. Procedimiento loto
Catálogo de Bloqueo - Etiquetado
Una solución completa para Bloqueo - Etiquetado
¿Por qué Bloqueo - Etiquetado?
Bloqueo - Etiquetado (LOTO) es un importante procedimiento de seguridad -
crítico para salvaguardar a los trabajadores y empleados alrededor de la
máquinaria y equipo que operan, dan servicio y mantenimiento. También es uno
de los principales enfoques de inspección de OSHA. De hecho, sigue siendo una
de las violaciones más citadas en la industria general incluso después de 20 años
de haber entrado en vigor. Pero en lugar de enfocarse en el aspecto negativo de
no estar en cumplimiento,
y en las multas, enfóquese en los beneficios que brinda un programa bien
desarrollado para bloqueo - etiquetado.
•SALVE VIDAS – previniendo aproximadamente 250,000 incidentes, 50,000
lesiones y 120 muertes al año.
•REDUZCA COSTOS – de forma significativa; tanto en el tiempo de los
empleados como en costos de aseguranza.
•MEJORE LA PRODUCTIVIDAD – minimizando el tiempo muerto en
equipo.
•BUENA PRÁCTICA – que está siendo ampliamente adoptada en la industria
y en los países industrializados.
Reglamentos de OSHA para bloqueo/etiquetado
da servicio o mantenimiento a equipo.
•(1) Alcance. (i) Esta norma cubre el servicio y mantenimiento de máquinas y
equipo en el que la activación o arranque inesperados de máquinas o equipo, o la
liberación de energía almacenada pueda causar lesiones a los empleados. Esta
norma establece los requermientos mínimos de desempeño para el control de
dicha energía peligrosa.
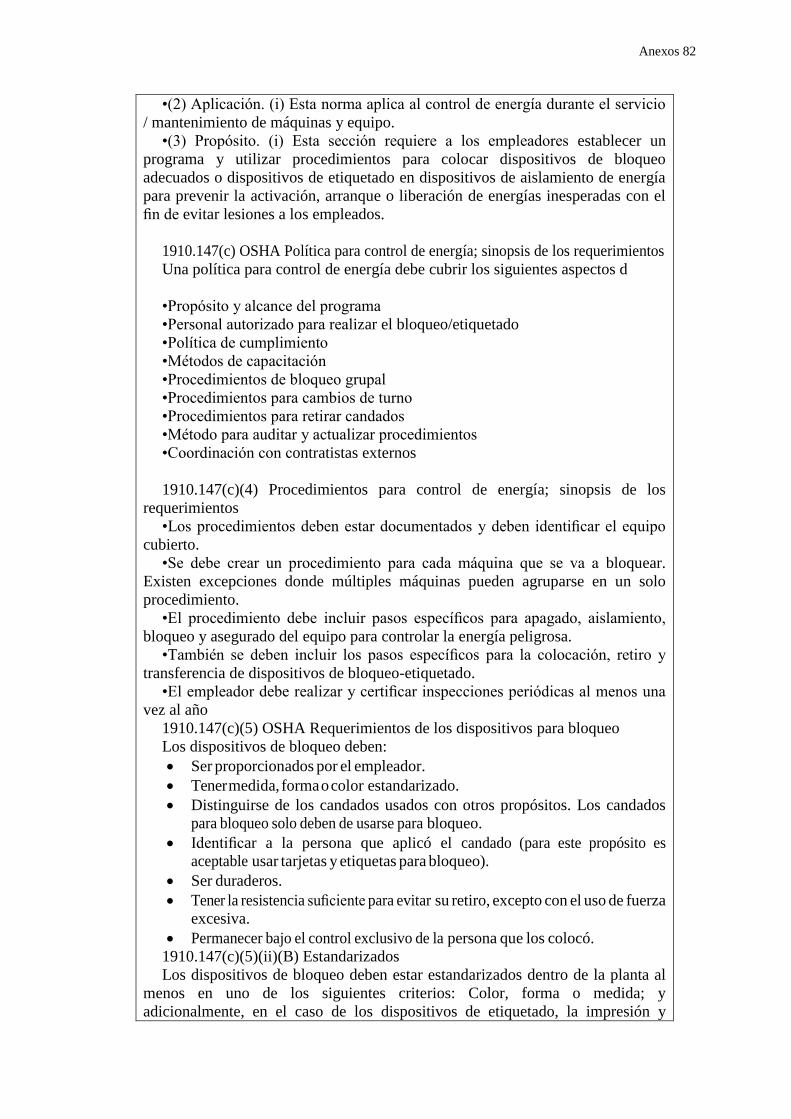
Anexos 82
•(2) Aplicación. (i) Esta norma aplica al control de energía durante el servicio
/ mantenimiento de máquinas y equipo.
•(3) Propósito. (i) Esta sección requiere a los empleadores establecer un
programa y utilizar procedimientos para colocar dispositivos de bloqueo
adecuados o dispositivos de etiquetado en dispositivos de aislamiento de energía
para prevenir la activación, arranque o liberación de energías inesperadas con el
fin de evitar lesiones a los empleados.
1910.147(c) OSHA Política para control de energía; sinopsis de los requerimientos
Una política para control de energía debe cubrir los siguientes aspectos d
•Propósito y alcance del programa
•Personal autorizado para realizar el bloqueo/etiquetado
•Política de cumplimiento
•Métodos de capacitación
•Procedimientos de bloqueo grupal
•Procedimientos para cambios de turno
•Procedimientos para retirar candados
•Método para auditar y actualizar procedimientos
•Coordinación con contratistas externos
1910.147(c)(4) Procedimientos para control de energía; sinopsis de los
requerimientos
•Los procedimientos deben estar documentados y deben identificar el equipo
cubierto.
•Se debe crear un procedimiento para cada máquina que se va a bloquear.
Existen excepciones donde múltiples máquinas pueden agruparse en un solo
procedimiento.
•El procedimiento debe incluir pasos específicos para apagado, aislamiento,
bloqueo y asegurado del equipo para controlar la energía peligrosa.
•También se deben incluir los pasos específicos para la colocación, retiro y
transferencia de dispositivos de bloqueo-etiquetado.
•El empleador debe realizar y certificar inspecciones periódicas al menos una
vez al año
1910.147(c)(5) OSHA Requerimientos de los dispositivos para bloqueo
Los dispositivos de bloqueo deben:
Ser proporcionados por el empleador.
Tener medida, forma o color estandarizado.
Distinguirse de los candados usados con otros propósitos. Los candados
para bloqueo solo deben de usarse para bloqueo.
Identificar a la persona que aplicó el candado (para este propósito es
aceptable usar tarjetas y etiquetas para bloqueo).
Ser duraderos.
Tener la resistencia suficiente para evitar su retiro, excepto con el uso de fuerza
excesiva.
Permanecer bajo el control exclusivo de la persona que los colocó.
1910.147(c)(5)(ii)(B) Estandarizados
Los dispositivos de bloqueo deben estar estandarizados dentro de la planta al
menos en uno de los siguientes criterios: Color, forma o medida; y
adicionalmente, en el caso de los dispositivos de etiquetado, la impresión y

Anexos 83
formato deben estar estandarizados.
1910.147(c)(5)(ii)(A) Duraderos
Los dispositivos de bloqueo y etiquetado deben ser capaces de resistir el
Ambiente a donde son expuestos por el periodo máximo de tiempo esperado
de exposición.
Kits personales para bloqueo
Los kits personales para bloqueo están equipados con candados de
llaves iguales, permitiendo que todos los candados del kit se puedan abrir con
una sola llave. Esto simplifica la administración de llaves y asegura que los
empleados puedan encontrar la llave correcta fácil y rápidamente. Para kits que
contienen candados de llaves diferentes (cada candado tiene una llave única), ver
los kits estándares para bloqueo en las páginas anteriores. O seleccione un kit
personal para bloqueo sin candados, y adquiera los candados por separado.
Los siguientes requerimientos aplican solo a tarjetas usadas como dispositivos
de etiquetado (por ejemplo tarjetas usadas sin candados). Las tarjetas usadas en
conjunto con candados no tienen que cumplir con las mismas restricciones que
los dispositivos de etiquetado.
Tarjetas estándar para bloqueo
Comunique la información de seguridad y bloqueo en los lugares necesarios
con la amplia selección de tarjetas de bloqueo/etiquetado de Brady que cumplen
con las normas de OSHA / STPS. Las tarjetas de bloqueo de Brady vienen en una
gran variedad de materiales y leyendas que se ajustan a sus necesidades.

Anexos 84
Cómo pedir sus tarjetas
1.Selecciones uno de los materiales siguientes, en base a su necesidad.
2.Elija la leyenda para su tarjeta.
3.Ordene por número de parte para la leyenda lateral reversa deseada.
El más resistente a la corrosión
Candados:
Puede que los candados parezcan ser dispositivos comunes en su planta, pero
el hecho es que la confiabilidad y durabilidad de sus candados es un componente
crítico para la seguridad. Usted necesita candados que resistan condiciones
extremas, manejos rudos y que funcionen correctamente por muchos años.
Los candados de llave mantendrán bloqueados importantes puntos y
mejorarán la seguridad. Estos candados están disponibles en una gama de
materiales y también están disponibles en varias medidas para adaptarse a
situaciones específicas de bloqueo.

Anexos 85
Ca
ndad
Ca
ndad
Candado
de C
ndad
C
andaCo
Requisitos de OSHA sobre
capacitación:
•Las personas que vayan a dar servicio o mantenimiento (empleados
autorizados) deben estar capacitados para:
-Reconocer fuentes de energía peligrosa y comprender el tipo de energía y
msu magnitud
-Identificar y operar de forma adecuada los dispositivos correspondientes para
aislamiento de energía
-Aplicar y retirar de forma segura los dispositivos de bloqueo-etiquetado
•Los trabajadores que operan la maquinaria o que trabajan en el área donde se
realiza el bloqueo- etiquetado (empleados afectados) deben estar capacitados
para:
-Recoconocer cuando se están realizando actividades de bloqueo-etiquetado
-Comprender el propósito del programa para control de energía y la
importancia de no manipular los dispositivos de bloqueo-etiquetado cuando se les
vea en el área de trabajo
Anexos 86
ANEXO N° 10. Manual de capacitación sistema loto
Manual de capacitación sobre bloqueo/etiquetado
Desde el campo
Por Joe Bateman, director de Compromiso con la Seguridad
El BLOQUEO incorrecto fue una de las causas más comunes de muerte en la
operación de reciclaje el año pasado, después de los golpes recibidos por equipos
móviles. A diferencia de los golpes recibidos por equipos con ruedas, el proceso
de BLOQUEO está bajo el control exclusivo de la persona que realiza el bloqueo.
Al menos, debería estarlo.
El BLOQUEO incorrecto también ha provocado una de las multas de la
OSHA más altas de nuestra industria: $497,000. El BLOQUEO fue la segunda
norma OSHA citada con más frecuencia dos años atrás. Es probable que los
resultados fatales del año pasado aumenten la importancia de esta norma.
El BLOQUEO es uno de los procesos de seguridad más importantes que
usamos en las operaciones de reciclaje. Puede y debe ser un procedimiento
sencillo y directo. Con este fin:
1.Capacite a su personal anualmente sobre los detalles del BLOQUEO. Esta
capacitación debe realizarse EN LA MÁQUINA y no en una sala. ¡Todos tienen
que practicar el bloqueo!
2.Vuelva a capacitar a los trabajadores sobre el BLOQUEO cuando:
a.Adquiera una máquina nueva.
b.Incorpore a un empleado nuevo.
c.Observe que el personal no realiza el bloqueo como debería hacerlo.
3.Determine pasos sencillos para el BLOQUEO de cada máquina. Asegúrese
de incluir la PRUEBA como uno de sus pasos. Imprímalos, plastifíquelos y
cuélguelos en la máquina. Recuerde que las imágenes añadidas a estos pasos
sencillos superan las barreras idiomáticas y lingüísticas, y realmente transmiten la
idea. Garantice que sus imágenes coincidan con la máquina e indiquen qué hacer
a la persona que realiza el bloqueo.
4.META: Salir y mirar. Salga y observe si su personal realmente realiza el
bloqueo.
5.Tome medidas disciplinarias si ve a un trabajador en una máquina que no
está bloqueada.
¿Cuándo se requiere el proceso de bloqueo/etiquetado?
Al realizar tareas de reparación o mantenimiento, o al liberar un atascamiento
en un equipo si:
•Existe energía peligrosa.
•Puede ocurrir una puesta en marcha inesperada.
•Cualquiera de estas situaciones puede lesionar a un trabajador.
¿Cuándo se debe seguir el proceso de bloqueo/etiquetado?
•Los empleados deben retirar o pasar por alto un dispositivo de seguridad.
•Los empleados deben colocar cualquier parte del cuerpo en situación de
peligro.
Anexos 87
•Los empleados están expuestos a energías peligrosas.
¿Qué debe recordar?
1.El bloqueo no se debe realizar solo cuando hay un problema.
2.El bloqueo no se debe realizar solo para los trabajadores de mantenimiento.
3.Asegúrese de que las personas lo comprendan Y lo realicen.
4. Ejemplos de fuentes de energía
Energía mecánica
Energía térmica
Energía hidráulica
Energía neumática
Energía magnética
Energía gravitacional
Energía eléctrica
Gas
Agua
Otro tipo de energía almacenada (es decir, resortes, condensadores)
5. Por dónde comenzar
1. En primer lugar, realice una EVALUACIÓN DE RIESGO identificando cada pieza
del equipo que se utiliza o a la que se realiza mantenimiento.
a. Incluya el equipo roto o guardado.
2. Luego, determine los requisitos para el bloqueo.
a. Si existe más de una fuente de energía primaria para el equipo,
documente cada fuente.
3. Documente todas las fuentes de energía.
a. Oculta
b. Directa
4. El peligro supuesto.
5. La magnitud o el grado medible de peligro.
6. Condiciones especiales o poco usuales.
7. Desconexiones y dispositivos adecuados.
6. Tipos de dispositivo de bloqueo
Candados
Bloqueos
Cadenas
Pestillos de bloqueo múltiple
Tapas para la válvula de la rueda
Tapas para la válvula de escape
Candados para el conector neumático
Enchufes/controles de la grúa aérea
Interruptores
Interruptores de pared
Líneas aéreas
Cilindros de gas

Anexos 88
7. Requisitos para los dispositivos de bloqueo/etiquetado
Durables
Estandarizados
Resistentes
Identificables
8. Procedimiento de bloqueo típico
1. Notifique a los empleados afectados.
2. Siga los pasos específicos que se detallan en su propio manual de procedimiento.
3. Apague las fuentes de energía que alimentan el equipo afectado.
- Siga los procedimientos normales de detención o funcionamiento para la
máquina.
4. Desconecte el equipo de la fuente de energía.
5. Fije bloqueos y etiquetas en cada dispositivo que controla la fuente de energía.
6. Libere toda la energía almacenada en las baterías de los condensadores, los resortes, el
aire comprimido, las fuentes hidráulicas, etc.
8.1.1. Verifique que se haya desconectado la energía intentando encender el
equipo.
Eliminación del bloqueo/etiquetado y procedimientos de puesta en marcha
1. Asegúrese que se hayan retirado los artículos no esenciales del equipo.
2. Asegúrese de que los componentes del equipo estén intactos.
3. Verifique el área para garantizar que todos los empleados afectados estén posicionados o
alejados del área de manera segura.
4. Notifique a todos los empleados afectados y al supervisor del sitio antes de volver a
activar el equipo.
5. Retire los dispositivos de bloqueo/etiquetado.
6. Vuelva a activar el equipo para garantizar que el funcionamiento sea seguro.

Anexos 89
ANEXO N° 11. Jornadas perdidas según la naturaleza de la lesiones
NATURALEZA DE LAS LESIONES JORNADAS TRABAJO
PERDIDO
Muerte: 6.000
Incapacidad permanente absoluta (I.P.A.) 6.000
Incapacidad permanente total (I.P.T.) 4.500
Pérdida del brazo por encima del codo 4.500
Pérdida del brazo por el codo o debajo 3.600
Pérdida de la mano 3.000
Pérdida o invalidez permanente del pulgar 600
Pérdida o invalidez permanente de un dedo
cualquiera
300
Pérdida o invalidez permanente de dos dedos 750
Pérdida o invalidez permanente de tres dedos 1.200
Pérdida o invalidez permanente de cuatro
dedos
1.800
Pérdida o invalidez permanente del pulgar y
un dedo
1.200
Pérdida o invalidez permanente del pulgar y
dos dedos
1.500
Pérdida o invalidez permanente del pulgar y
tres dedos
2.000
Pérdida o invalidez permanente del pulgar y
cuatro dedos
2.400
Pérdida de una pierna por encima de la rodilla 4.500
Pérdida de una pierna por la rodilla o debajo 3.000
Pérdida del pie 2.400
Pérdida o invalidez permanente de dedo gordo
o de dos o más dedos del pie
300
Pérdida de la visión de un ojo 1.800
Ceguera total 6.000
Pérdida de un oído (uno sólo) 600
Sordera total 30

Anexos 90
Relación Criterio
B/C > 1Indica que los beneficios superan los costes, por
consiguiente el proyecto debe ser considerado .
B/C = 1Aquí no hay ganancias, pues los beneficios son iguales a
los costes.
B/C < 1Muestra que los costes son mayores que los beneficios,
no se debe considerar.
ANEXO N° 12. Criterio de relación beneficio- costo
Anexos 91
Bibliografía
AF System Safety Handbook. (30 de Julio de 2000). www.system-safety.org. (Kirtland
AFB,) Recuperado el 24 de Mayo de 2018, de https://www.system-
safety.org/Documents/AF_System-Safety-HNDBK.pdf
APQUA. (1994). Los plásticos en nuestra sociedad: guía del profesor. Barcelona, España:
Reverte S.A.
Avendaño Ordóñez , K. M., & Pulido Castrillón , Á. A. (30 de Abril de 2014). Google
Académico. Recuperado el 3 de Junio de 2018, de repository.javeriana.edu.co:
https://repository.javeriana.edu.co/bitstream/handle/10554/14851/AvendanoOrdone
zKatherineMayerly2014.pdf?sequence=1&isAllowed=y
BRADY. (13 de Noviembre de 2015). http://www.melcsa.com. Recuperado el 21 de Junio
de 2018, de http://www.melcsa.com/public/frontend/images/products/SIBRLOT0
01/Catalogo%20de%20Bloqueo%20y%20Etiquetado.pdf
Carmona Franco, J. E., Amaya Diaz, J. A., & Salcedo Rodríguez, K. L. (31 de Agosto de
2006). redalyc.org. Recuperado el 21 de Junio de 2018, de
http://www.redalyc.org/pdf/849/84934087.pdf
Comunidadadandina. (21 de Marzo de 2014). http://www.ins.gob.pe. Recuperado el 21 de
Junio de 2018, de http://www.ins.gob.pe/repositorioaps/0/0/jer/comite_sst/R%20Nr
o97%20REGLAMENTO%20INSTRUMENTO%20ANDINO%20DE%20SST.pdf
Dichiara, R. O. (2005). Economía Industrial. Conceptos y aplicaciones. Bahia Blanca,
Argentina: Reun.
Ernesto Pérez, R. B. (2016). Desarrollo sostenible de la industria del Polipropileno.
Madrid, España: Cyted.
Gómez López, J. M., Castán Luna, R., Montero Cervantes, J. C., Meneses Ruíz, J., &
García Hernández, J. (19 de Octubre de 2015). Google Académico. Recuperado el
2 de Junio de 2018, de researchgate.net: https://scholar.google.es/scholar?hl=es&as
_sdt=0%2C5&q=Aplicaci%C3%B3n+de+tecnolog%C3%ADas+de+medici%C3%
B3n+avanzada+%28AMI%29+como+instrumento+para+reducci%C3%B3n+de+p
%C3%A9rdidas&btnG=
Groover, M. (1997). Fundamentos de manufactura moderna: materiales, procesos y
sistemas. México, México: Pearso Prentice Hall.
Groover, M. (1997). Fundamentos de manufactura moderna: materiales, procesos y
sistemas. Estado de México, México: Pearson Prentice Hall.
Hengstmann , R., & Justice , S. (11 de Septiembre de 2014). http://about.puma.com.
Recuperado el 25 de Mayo de 2018, de http://about.puma.com/damfiles/default
/sustainability/standards/PUMA-shandbooks/HS_New_Version_Manual_2013_SP-
330cfc3d0fa328460474f41a92cdc6cd.pdf

Anexos 92
http://www.trabajo.gob.ec. (30 de Junio de 2014). Obtenido de
http://www.trabajo.gob.ec/wp-content/uploads/downloads/2012/12/Reglamento-
de-Seguridad-y-Salud-de-los-Trabajadores-y-Mejoramiento-del-Medio-Ambiente-
de-Trabajo-Decreto-Ejecutivo-2393.pdf
IESS. (30 de Enero de 2014). http://sart.iess.gob.ec. Obtenido de http://sart.iess.gob.ec
/DSGRT/portal/norma_interactiva/IESS_Normativa.pdf
IESS. (05 de Junio de 2014). www.iess.gob.ec. Recuperado el 25 de Mayo de 2018, de
https://guiaosc.org/wp-content/uploads/2013/08/IESSResolucion390.pdf
ILA. (12 de Diciembre de 2005). INSTITUTO LABORAL ANDINO, 1. (D. G. E.I.R.L,
Editor) Recuperado el 27 de Junio de 2017, de http://www.bvsde.paho.org:
http://www.bvsde.paho.org/bvsacd/cd46/decision584.pdf
INEC. (30 de Marzo de 2018). www.ecuadorencifras.gob.ec. Recuperado el 22 de Mayo
de 2018, de http://www.ecuadorencifras.gob.ec/documentos/web-inec/Estadisticas
_Economicas/IPI-M/2018/Marzo-2018/PRESENTACION_RESULTADOS_IPI-
M_2018_03.pdf
Ing.Collinet, A., Ing.Urrutigoity, S., & Ing.Vazquez, G. (30 de Marzo de 2018). Google
Académico. Recuperado el 21 de Junio de 2018, de http://ria.utn.edu.ar/handle/12
3456789/2914:http://ria.utn.edu.ar/bitstream/handle/123456789/2914/Industria%20
de%20inyecci%C3%B3n%20pl%C3%A1stica.pdf?sequence=1&isAllowed=y
INNOVACIÓN. (02 de Febrero de 2018). cumbreenvases.com. Recuperado el 22 de Mayo
de 2018, de http://cumbreenvases.com/wp-content/uploads/2018/02/Brochure
ExpositoresFeb09-esp.pdf
INSHT. (24 de Abril de 2015). www.insht.es. Recuperado el 24 de Mayo de 2018, de
http://www.insht.es/InshtWeb/Contenidos/Documentacion/ESTRATEGIA%20SST
%2015_20.pdf
LEY GENERAL DE HIGIENE Y SEGURIDAD DEL TRABAJO. (19 de 4 de 2007).
Obtenido de http://www.ilo.org/dyn/travail/docs/2219/OSH%20LAW.pdf
Mallar, M. Á. (30 de Junio de 2010). www.scielo.org.ar. Recuperado el 02 de Junio de
2018, de http://www.scielo.org.ar/scielo.php?script=sci_arttext&pid=S1668-
87082010000100004
Ministerio del Trabajo. (10 de Enero de 2008). http://www.trabajo.gob.ec. Recuperado el
21 de Junio de 2018, de http://www.trabajo.gob.ec/wp-content/uploads/downloads
/2012/12/Reglamento-de-Seguridad-y-Salud-para-la-Construcci%C3%B3n-y-
Obras-P%C3%BAblicas.pdf
OIT. (10 de Junio de 2014). www.ilo.org/. Recuperado el 25 de Mayo de 2018, de
http://www.ilo.org/wcmsp5/groups/public/@ed_protect/@protrav/@safework/docu
ments/normativeinstrument/wcms_164658.pdf

Anexos 93
Plasticseurope. (30 de Diciembre de 2017). www.plasticseurope.org. Recuperado el 22 de
Mayo de 2018, de https://www.plasticseurope.org/es/resources/publications/363-
plasticos-situacion-en-2017
Rockford Systems. (30 de Abril de 2018). http://www.reporteroindustrial.com.
Recuperado el 20 de Junio de 2018, de
http://www.reporteroindustrial.com/temas/Cinco-tendencias-para-proteccion-de-
maquinas-en-2018+124867
Roel, V. (30 de Mayo de 1997). Google Libros. Recuperado el 7 de Junio de 2018, de
books.google.com.ec: https://books.google.com.ec/books?id=o9j37L4-
IEsC&printsec=frontcover&dq=revolucion+industrial&hl=es-
419&sa=X&ved=0ahUKEwjmk8TIpMXbAhVMuVMKHRayBXAQ6AEIRTAG#
v=onepage&q&f=false
San Juan, C. (30 de Noviembre de 1993). Google Libros. Recuperado el 7 de Junio de
2018, de books.google.com.ec: https://books.google.com.ec/books?id=9o0K-
qs_MvsC&printsec=frontcover&dq=la+primera+revoluci%C3%B3n+industrial&hl
=es-
419&sa=X&ved=0ahUKEwjg_OuNr8XbAhXOxlkKHTjyAYEQ6AEIUzAI#v=on
epage&q=la%20primera%20revoluci%C3%B3n%20industrial&f=false
Schwab, K. (1 de Noviembre de 2016). Google Libros. Recuperado el 22 de Mayo de
2018, de
https://books.google.com.ec/books?id=BRonDQAAQBAJ&printsec=frontcover&d
q=revolucion+industrial&hl=es-
419&sa=X&ved=0ahUKEwjd99Wu4ZzbAhXBuVMKHQpgB_kQ6AEIPzAF#v=o
nepage&q&f=false
Silva Otero, A., & Mata de Grossi, M. (2005). La llamada Revolución Industrial. (U. C.
Bello, Ed.) Caracas, Venezuela: Publicaciones UCAB.
Silva Otero, A., & Mata de Grossi, M. (2005). La llamada Revolución Industrial. Caracas,
Venezuela: Universidad Católica Andrés Bello. Obtenido de books.google.com.ec.
SMI. (30 de Marzo de 2016). www.smi.com.pe/. Recuperado el 22 de Mayo de 2018, de
http://www.smi.com.pe/es
Tejeda, J., Durán, G., Jiménez, R., & Doyle, M. (30 de Septiembre de 2017). Google
Académico. Recuperado el 1 de Junio de 2018, de publications.iadb.org:
https://publications.iadb.org/bitstream/handle/11319/8525/Incrementando_la_eficie
ncia_del_sector_electrico.pdf?sequence=1&isAllowed=y


















