
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE CIENCIAS...
129
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE CIENCIAS ADMINISTRATIVAS TESIS PRESENTADA COMO REQUISITO PARA OPTAR POR EL TITULO DE INGENIERO COMERCIAL: TEMA: “PROPUESTA DE MEJORA DE PROCESOS OPERATIVOS EN LA EMPRESA KANGLE ENSAMBLADORA DE ARTEFACTOS ELÉCTRICOS S.A.” AUTORES: YEXY ILIANA ESPINALES BANCHON YAJAIRA LISSETTE PUNINE CENTENO TUTOR: ING. BORIS DELGADO LITARDO MBA. GUAYAQUIL, AGOSTO 2017
Transcript of UNIVERSIDAD DE GUAYAQUIL FACULTAD DE CIENCIAS...
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE CIENCIAS ADMINISTRATIVAS
TESIS PRESENTADA COMO REQUISITO PARA OPTAR POR EL
TITULO DE INGENIERO COMERCIAL:
TEMA:
“PROPUESTA DE MEJORA DE PROCESOS OPERATIVOS EN LA
EMPRESA KANGLE ENSAMBLADORA DE ARTEFACTOS
ELÉCTRICOS S.A.”
AUTORES:
YEXY ILIANA ESPINALES BANCHON
YAJAIRA LISSETTE PUNINE CENTENO
TUTOR:
ING. BORIS DELGADO LITARDO MBA.
GUAYAQUIL, AGOSTO 2017

ii
REPOSITORIO NACIONAL EN CIENCIAS Y TECNOLOGÍA
FICHA DE REGISTRO DE TESIS
TÍTULO: “PROPUESTA DE MEJORA DE PROCESOS OPERATIVOS EN LA EMPRESA
KANGLE ENSAMBLADORA DE ARTEFACTOS ELECTRICOS S.A.”
AUTORES: Yexy Espinales ; Yajaira Punine REVISORES:
INSTITUCIÓN: Universidad de Guayaquil FACULTAD: Ciencias Administrativas
CARRERA: Ingeniería Comercial ESPECIALIZACION: Ingeniería Comercial
FECHA DE PUBLICACIÓN: N° DE PÁGS.: 106
ÁREA TEMÁTICA:
PALABRAS CLAVES.: ensamblaje, procesos operativos, flujograma de procesos
RESUMEN
El presente proyecto de investigación fue realizado bajo el tema de Mejora de procesos en la
empresa Kangle ensambladora de artefactos eléctricos S.A , ubicada en la ciudad de Guayaquil empresa
dedicada a ensamblar artefactos de línea blanca, motos, juguetes e incluso a elaborar las piezas plásticas
para el posterior proceso de ensamblado de los mismos. El objetivo principal fue diseñar una propuesta
para mejorar sus procesos operativos. Los instrumentos de investigación que se utilizaron fueron la
entrevista y la encuesta, la cual se realizó con una muestra de 20 trabajadores del área operativa; las
cuales permitieron recoger la información necesaria para el posterior análisis e interpretación de los
resultados. Se procedió a plantear una propuesta que ayude a la empresa a mejorar su estructura de
procesos operativos y aporte con la optimización de recursos materiales y financieros, a su vez
ofreciendo productos de excelente calidad y precio.
N° DE REGISTRO (en base de datos):
N° DE CLASIFICACIÓN:
DIRECCIÓN URL (tesis en la web):
ADJUNTO PDF
SI
NO
CONTACTO CON AUTORES:
Yexy Espinales, Yajaira Punine Teléfono:
0989778229
0993386868
E-mail:
CONTACTO DE LA INSTITUCIÓN Nombre: ABG. MARIANA ZUÑIGA.
Secretaría de FCA Correo: [email protected]
iii
NATIONAL SCIENCE AND TECHNOLOGY REPOSITORY
THESIS REGISTRATION FORM
TITLE:
AUTHORS: Yexy Espinales ; Yajaira Punine REVIEWERS:
INSTITUTION: University of Guayaquil FACULTY: Administrative Sciences
CAREER: Commercial Engineering SPECIALIZATION: Commercial Engineering
DATE POSTED: N° OF PAGES: 106
SUBJECT AREA:
KEYWORDS.: Assembly , Operating Processes, Flow of processes
ABSTRACT
The present research project was performed out under the theme of Process Improvement in the
company Kangle assembler of electrical artefacts SA, located in the city of Guayaquil company
dedicated to assembling white line artefacts, motorcycles, toys and even to elaborate plastic pieces for
The subsequent process of assembling them. The main objective was to design a proposal to improve its
operational processes. The research instruments used were the interview and the survey, which was
performed with a sample of 20 workers in the operating area; Which allowed to gather the necessary
information for the subsequent analysis and interpretation of the results. A proposal was made to help
the company improve its operational process structure and contribute with the optimization of material
and financial resources, while offering products of excellent quality and price.
REGISTRATION NO. (DATABASE):
N° CLASSIFICATION:
URL (thesis on the web):
PDF ATTACHMENT
YES
NO
AUTHOR CONTACT:
Yexy Espinales ; Yajaira Punine Phone:
0989778229 0993386868
E-mail:
[email protected] [email protected]
CONTACT THE INSTITUTIÓN Name: ABG. MARIANA ZUÑIGA.
Secretaría de FCA E-mail: [email protected]

iv
CERTIFICADO DE ANTIPLAGIO
Para los fines legales pertinentes, certifico que la tesis con tema “PROPUESTA DE
MEJORA DE PROCESOS OPERATIVOS EN LA EMPRESA KANGLE
ENSAMBLADORA DE ARTEFACTOS ELECTRICOS S.A.”, según informe del sistema
antiplagio URKUND ha obtenido un 6%.
______________________________________________
ING. BORIS DELGADO LITARDO, MBA.
C.I. 0910698414
TUTOR DE TESIS

v
CERTIFICACIÓN DEL TUTOR
Habiendo sido nombrado, M.B.A. Boris Delgado Litardo como tutor de tesis de grado como
requisito para optar por título de Ingeniería Comercial presentado por las egresadas:
Yexy Iliana Espinales Banchón con C.C 0950626663
Yajaira Lissette Punine Centeno con C.C 0950443267
TEMA:
“PROPUESTA DE MEJORA DE PROCESOS OPERATIVOS EN LA EMPRESA
KANGLE ENSAMBLADORA DE ARTEFACTOS ELECTRICOS S.A.”,
Certifico que he revisado y aprobado en todas sus partes, encontrándose apto para su
sustentación.
___________________________________________
ING. BORIS DELGADO LITARDO, MBA.
C.I. 0910698414
TUTOR DE TESIS
vi
RENUNCIA DE DERECHOS DE AUTOR
Por medio de la presente certificamos que todos los contenidos desarrollados en esta tesis es
absolutamente propiedad de la Srta. Yexy Iliana Espinales Banchón con C.I. # 095062666-
3 y por la Srta. Yajaira Lissette Punine Centeno con C.I. # 095044326-7.
TEMA:
“PROPUESTA DE MEJORA DE PROCESOS OPERATIVOS EN LA EMPRESA
KANGLE ENSAMBLADORA DE ARTEFACTOS ELECTRICOS S.A.”,
Derechos que renunciamos a favor de la Universidad de Guayaquil, Facultad de Ciencias
Administrativas, para que haga el uso que crea conveniente.
YEXY ILIANA ESPINALES BANCHÓN
C.I. # 095062666-3
YAJAIRA LISSETTE PUNINE CENTENO
C.I. # 095044326-7
vii
DEDICATORIAS
La presente tesis la dedico a Dios, ya que gracias a él hoy logro concluir una meta en
vida profesional. Este logro también lo dedico con todo mi amor y cariño a mis padres,
porque estuvieron a mi lado día a día brindándome apoyo y palabras de aliento para que
siguiera adelante, sea perseverante y cumpla con mis ideales.
A mis amigos presentes y pasados, quienes compartieron sus conocimientos, alegrías
y tristezas, a mi tutor y a todas aquellas personas que durante estos cinco años de una u otra
manera han contribuido para alcanzar mis objetivos.
Yexy Espinales Banchón
Dedico este proyecto a Dios por haberme llenado de fuerzas, sabiduría y haber
permitido lograr esta etapa tan importante de mi vida profesional, a mis padres por su apoyo
incondicional motivándome día a día siendo ellos pilares fundamentales y ejemplo a seguir, a
mis profesores y tutor por compartir sus conocimientos y experiencias profesionales que
durante estos cinco años han sido de mucha ayuda, a mis familiares y amigos que me han
apoyado y han participado directa o indirectamente en el desarrollo de esta tesis.
Yajaira Punine Centeno.

viii
AGRADECIMIENTOS
Estoy inmensamente agradecida con Dios por cada día que me dio la fortaleza y la
sabiduría para culminar con mi carrera profesional. A mis padres; Narcisa y Wilfrido que son
mi soporte y refugio diario, por haberme formado como una persona con principios y valores,
por crear una mujer responsable, que se esforzó y se mantuvo de pie ante las adversidades
que se presentaban en el largo camino para alcanzar mis metas y hoy ser una profesional y su
más grande orgullo. Agradezco a mi compañera y amiga Yajaira Punine con quien hemos
luchado juntas por alcanzar nuestro sueño de ser excelentes profesionales y a mi tutor el
Ingeniero Boris Delgado por su comprensión, su dedicación, por compartir sus conocimientos
y enriquecer nuestro intelecto.
Yexy Espinales Banchón
Mi agradecimiento profundo a Dios ya que gracias a él he podido culminar esta etapa
de mi vida, por haberme dado la fortaleza, empeño y sabiduría para lograr ser una
profesional, a mis padres Martha y Pedro quienes estuvieron presentes a lo largo de esta etapa
apoyándome incondicionalmente con sus palabras de aliento y consejos, gracias a ellos puedo
decir con orgullo que soy una profesional. Agradezco también a mi amiga Yexy Espinales
con quien he desarrollado este trabajo de investigación, la cual ha sido mi compañera y amiga
desde el comienzo de esta hermosa etapa, que con la gracia de Dios hemos podido cumplir
nuestro sueño y al Ingeniero Boris Delgado por su dedicación, paciencia y motivación al
realizar este proyecto ya que con sus conocimientos ha contribuido a la feliz culminación del
mismo.
Yajaira Punine Centeno.
ix
INDICE
1 INTRODUCCIÓN ............................................................................................................. 1
1.1 Diseño Teórico ........................................................................................................... 3
1.1.1 Formulación del problema ....................................................................................... 3
1.1.2 Objetivo General...................................................................................................... 3
1.1.3 Objetivos Específicos .............................................................................................. 3
1.1.4 Planteamiento de la Hipótesis.................................................................................. 3
1.2 Diseño Metodológico ................................................................................................. 4
1.2.1 Métodos de nivel teórico utilizados ......................................................................... 4
1.2.2 Métodos de nivel empírico utilizados ...................................................................... 4
1.2.3 Métodos estadísticos matemáticos........................................................................... 5
1.2.4 Tipo de Investigación .............................................................................................. 5
1.2.5 Alcance de la Investigación ..................................................................................... 5
1.2.6 Población y muestra................................................................................................. 7
1.2.7 Significación social y pertinencia ............................................................................ 8
1.2.8 Significación Práctica .............................................................................................. 8
1.2.9 Breve explicación de la estructura de la tesis .......................................................... 9
2 CAPITULO I .................................................................................................................... 11
2.1 Marco teórico metodológico de la investigación................................................... 11
2.2 Fundamentos teóricos y metodológicos que permiten la sustentación científica
de la problemática que se investiga y la propuesta de solución. .................................... 23
2.3 Identificación y conceptualización de los términos básicos y variables de la
investigación........................................................................................................................ 26

x
2.4 Operacionalización y categorización de variables conceptualizadas ............... 33
3 CAPITULO II .................................................................................................................. 34
3.1 Diagnóstico del estado actual de la problemática que se investiga. .................... 34
3.2 Descripción de los procesos operativos de KANGLE S.A ................................... 52
3.3 Explicación de los resultados obtenidos mediante los métodos aplicados ......... 65
3.3.1 Entrevista al Jefe del Área de Mantenimiento ....................................................... 67
3.3.2 Interpretación de los resultados de la encuesta ...................................................... 70
3.4 Interpretación de los resultados del diagnóstico. ................................................. 85
3.4.1 Diagnóstico de la entrevista ................................................................................... 85
3.4.2 Diagnóstico de la encuesta. .................................................................................... 85
4 CAPITULO III................................................................................................................. 87
4.1 Propuesta de solución.............................................................................................. 87
4.2 Características esenciales de la propuesta ............................................................ 89
5 CONCLUSIONES ......................................................................................................... 104
6 RECOMENDACIONES ................................................................................................ 105
7 ANEXOS ........................................................................................................................ 106
8 BIBLIOGRAFIA ........................................................................................................... 112
xi
INDICE DE TABLAS
Tabla 1 Empresas ensambladoras del Ecuador ...................................................................... 12
Tabla 2 Distribución Provincial de Ensambladoras de vehículos .......................................... 14
Tabla 3 Participación Nacional de ensambladoras de línea blanca por marcas ................... 15
Tabla 4 Distribución provincial de ensambladoras de motocicletas ...................................... 17
Tabla 5 Ensambladoras de celulares....................................................................................... 20
Tabla 6 Ensambladoras de la ciudad de Guayaquil................................................................ 23
Tabla 7 Simbología ANSI......................................................................................................... 29
Tabla 8 Cuadro de variables dependiente e independiente ..................................................... 33
Tabla 9 Productos de la empresa Kangle ................................................................................ 36
Tabla 10 Ventas de la Empresa Kangle S.A ............................................................................ 52
Tabla 11Producción de piezas plásticas.................................................................................. 53
Tabla 12 Sexo........................................................................................................................... 70
Tabla 13 Edades....................................................................................................................... 71
Tabla 14 Tiempo de laborar en la empresa ............................................................................. 72
Tabla 15 Línea de proceso que utiliza mayor capacidad instalada ........................................ 73
Tabla 16 Frecuencia del mantenimiento de la maquinaria ..................................................... 74
Tabla 17 Elaboración de piezas plásticas ............................................................................... 75
Tabla 18 Proceso de ensamblaje de lavadoras ....................................................................... 76
Tabla 19 Proceso de ensamblaje de motos .............................................................................. 77
Tabla 20 Proceso de ensamblaje de ventiladores.................................................................... 78
Tabla 21 Proceso de ensamblaje de juguetes .......................................................................... 79
Tabla 22 Control en el proceso de fabricación ....................................................................... 80
Tabla 23 Proceso de control actualmente ............................................................................... 81
Tabla 24 Implementar un nuevo proceso de control en la fabricación .................................. 82

xii
Tabla 25 Clase de control que se debería implementar .......................................................... 83
Tabla 26 Novedades al utilizar piezas importadas .................................................................. 84
Tabla 27 Costos De La Materia Prima De La Empresa Kangle S.A ...................................... 93
Tabla 28 CIF KANGLE S.A ..................................................................................................... 94
Tabla 29 Costo de Mano de Obra Directa .............................................................................. 94
Tabla 30 Tabla de Depreciación de la maquinaria ................................................................. 95
Tabla 31 Cuadro Comparativo del proceso de elaboración de piezas plásticas .................... 96
Tabla 32 Cuadro Comparativo de Costos ............................................................................... 96
Tabla 33 Precio de venta de la lavadora ................................................................................. 97
Tabla 34 Flujo de caja de la Maquinaria Nueva..................................................................... 98
Tabla 35 Periodo de recuperación de la inversión. ................................................................ 99
Tabla 36 Valor Neto Actual ..................................................................................................... 99
Tabla 37 Tasa Interna de Retorno ......................................................................................... 100
Tabla 38 Resumen de Evaluadores ........................................................................................ 100
Tabla 39 Costo De Mantenimiento Y Reparaciones Proceso anterior.................................. 101
Tabla 40 Costo De Mantenimiento Y Reparaciones Proceso Propuesto .............................. 102
Tabla 41 Cuadro Comparativo de Costos de Mantenimiento y Reparación ......................... 103

xiii
INDICIE DE GRAFICOS
Gráfico 1 Género de los encuestados ...................................................................................... 70
Gráfico 2 Edades de los encuestados ...................................................................................... 71
Gráfico 3 ¿Cuánto tiempo lleva usted laborando en la empresa? .......................................... 72
Gráfico 4 ¿Cuál es la línea de proceso que utiliza la mayor capacidad disponible? ............. 73
Gráfico 5 ¿Cree usted que el mantenimiento de la maquinaria debería realizarse con más
frecuencia?............................................................................................................................... 74
Gráfico 6 ¿Con que frecuencia considera usted que se presentan novedades en el proceso de
elaboración de las piezas plásticas?........................................................................................ 75
Gráfico 7 ¿Con que frecuencia considera usted que se presentan novedades en el proceso de
ensamblaje de las lavadoras? .................................................................................................. 76
Gráfico 8 ¿Con que frecuencia considera usted que se presentan novedades en el proceso de
ensamblaje de las motos? ........................................................................................................ 77
Gráfico 9 ¿Con que frecuencia considera usted que se presentan novedades en el proceso de
ensamblaje de los ventiladores? .............................................................................................. 78
Gráfico 10 ¿Con que frecuencia considera usted que se presentan novedades en el proceso
de ensamblaje de los juguetes? ................................................................................................ 79
Gráfico 11 ¿Con que frecuencia se realiza algún tipo de control en el proceso de
fabricación? ............................................................................................................................. 80
Gráfico 12 ¿Qué clases de control en la fabricación actualmente implementa la empresa? . 81
Gráfico 13 ¿Considera usted que se debería implementar un nuevo sistema de control en la
fabricación? ............................................................................................................................. 82
Gráfico 14 . ¿Qué clase de control se debería implementar? ................................................. 83
Gráfico 15 ¿Con que frecuencia se presentan novedades en el área de ensamblaje al utilizar
las piezas importadas?............................................................................................................. 84
xiv
INDICE DE ILUSTRACIONES
Ilustración 1 Flujograma del proceso de ensamblaje de cocinetas a gas ............................... 55
Ilustración 2 Flujograma del Proceso de ensamblaje de motos............................................ 57
Ilustración 3 Flujo del proceso de ensamblaje de Ventiladores............................................. 59
Ilustración 4 Flujograma del proceso de ensamblaje de Juguetes......................................... 61
Ilustración 5 Flujograma del proceso de ensamblaje de lavadoras........................................ 64
Ilustración 6 Flujograma del proceso de elaboración de piezas plásticas propuesto ............ 92
INDICE DE IMÁGENES
Imagen 1 Logo de la empresa _________________________________________________ 38
Imagen 2 Ubicación en el mapa _______________________________________________ 39
Imagen 3 Fachada de la empresa ______________________________________________ 39
Imagen 4 Fachada de Kangle S.A______________________________________________ 39
Imagen 5 Oficinas - Área Administrativa ________________________________________ 40
Imagen 6 Área administrativa ________________________________________________ 40
Imagen 7 Maquinaria _______________________________________________________ 41
Imagen 8 Cilindros a vapor __________________________________________________ 41
Imagen 9 Maquinaria _______________________________________________________ 42
Imagen 10 Maquina ________________________________________________________ 42
Imagen 11 Maquina de espumafón _____________________________________________ 43
Imagen 12 Trabajador operando la maquina_____________________________________ 43
Imagen 5 Sacos de Polypropylene _______________________________________________
Imagen 6 Sacos de Polimaxx________ _________________________________________ 44
Imagen 15 Materia Prima____________________________________________________ 44

xv
Imagen 16 Almacenamiento de productos terminados ______________________________ 45
Imagen 17 Instalaciones de KANGLE S.A._______________________________________ 45
Imagen 18 Gerente General Sr. Chaffic Chedraui _________________________________ 46
Imagen 19 Ensamblaje de lavadoras ___________________________________________ 46
Imagen 20 Área de ensamblaje de ventiladores ___________________________________ 47
Imagen 21 Área de ensamblaje de motos ________________________________________ 47
Imagen 22 Área de ensamblaje de lavadoras _____________________________________ 48
Imagen 23 Bodega de piezas plásticas __________________________________________ 48
Imagen 24 Piezas plásticas de las lavadoras _____________________________________ 49
Imagen 25 Sala de Exhibición de los productos __________________________________ 50
Imagen 13 Almacenamiento de juguetes_________________________________________ 60
Imagen 14 Ensamblado de la lavadora _________________________________________ 63
Imagen 15 Prueba de control de calidad de la lavadora ____________________________ 63
Imagen 16 Molino __________________________________________________________ 89
Imagen 17 Tepromec Empresa Proveedora ______________________________________ 90

1
1 INTRODUCCIÓN
La industria ensambladora es una de las principales fuentes de ingreso de nuestro país,
también considerada como una amplia fuente de trabajo para personas que no tienen estudios
tecnificados.
Los trabajadores de las líneas de ensamblaje han sido favorecidos por las
comodidades en el uso de herramientas y la división del trabajo, las operaciones que se
realizan tienen secuencia por lo que facilita el ensamble minimizando el esfuerzo corporal.
En la actualidad el sector industrial está tomando fuerza y cubriendo nichos antes
inexplorados por los emprendedores ecuatorianos. La gran mayoría de ensambladoras están
establecidas en la región Sierra y se destaca el sector automotriz. Mientras que en la región
Costa existen muy pocas ensambladoras, entre las que tenemos las dedicadas a la línea
blanca, celulares y motocicletas.
Esta industria requiere de capacidad instalada de alta tecnología que en nuestro país
no se encuentra, la mayoría de las empresas ensambladoras poseen maquinarias importadas
de países asiáticos, y su soporte técnico por consiguiente es costoso.
La empresa que se ha tomado como referencia es la industria ensambladora de
artefactos eléctricos; Kangle dedicada al ensamble y comercialización de diversos productos
a nivel nacional y próximamente a nivel internacional; que presenta ciertas novedades en sus
procesos operativos y que mediante este trabajo investigativo buscamos presentar soluciones
que permitan mejorar y evitar problemas a futuro.
Esta empresa luego de mejorar y perfeccionar sus procesos operativos estaría
afianzada en competir a nivel nacional con las ensambladoras conocidas como Mabe,
Indurama, Durex y Ecogar dedicadas al ensamblaje de línea blanca.

2
El presente estudio investigativo está elaborado enteramente por sus autoras y
estructurado por tres capítulos, el cual se empieza a conformar por los antecedentes del
estudio, la situación que actualmente posee la empresa ensambladora de artefactos eléctricos
antes mencionada y cuáles son las propuestas de solución que facilitaran la mejora de los
procesos operativos de la misma.
En el primer capítulo se establece el entorno de la industria ensambladora a nivel
nacional, las empresas ensambladoras existentes en Ecuador con sus respectivas ventas
anuales, el marco teórico con definiciones teóricas y las variables que se definen mediante lo
expresado anteriormente.
En el segundo capítulo se describe el diagnóstico actual de la empresa Kangle,
políticas de la empresa, ventas en dólares, los procesos operativos y los resultados y análisis
obtenidos mediante la encuesta y la entrevista realizadas.
Como último; el capítulo tres, plantea las propuestas y sus características esenciales
para mejorar los procesos operativos que presenten falencias o novedades. Una de las
soluciones se presenta en un flujograma implementando la mejora y a partir de esto se da la
reducción de costos dentro del proceso de producción de piezas plásticas, mientras que la otra
solución que planteamos es optar por contactar empresas de soporte técnico a nivel nacional.

3
1.1 Diseño Teórico
1.1.1 Formulación del problema
¿De qué manera se pueden mejorar los procesos operativos de la empresa Kangle
S.A.?
1.1.2 Objetivo General
Presentar una propuesta para mejorar los procesos operativos de mayor trascendencia
de la empresa Kangle S.A, para obtener eficiencia, productividad y calidad en la operación de
la misma.
1.1.3 Objetivos Específicos
Identificar y analizar los procesos operativos de mayor incidencia para la mejora de su
funcionamiento.
Identificar la línea de negocio que presente mayores novedades en su proceso.
Evaluar la posibilidad de adquirir nueva maquinaria para la reutilización de
materiales.
1.1.4 Planteamiento de la Hipótesis
Si proponemos mejoras a los procesos operativos de la empresa Kangle S.A, entonces
se logrará con mayor eficiencia y productividad un ahorro representativo de recursos
materiales y financieros.
4
1.2 Diseño Metodológico
1.2.1 Métodos de nivel teórico utilizados
Histórico: Permite establecer los antecedentes del objeto de estudio en este caso la
historia y evolución de la Industria ensambladora y sus diferentes ramas, tomando en
cuenta la evolución que ha tenido dentro del mercado nacional e internacional, de esta
manera podemos detectar los problemas actuales que se presentan en la industria.
Analítico- sintético: Esta metodología nos ayuda a estudiar los hechos pasados
partiendo desde el objeto de investigación se podrá comenzar a determinar las causas y
consecuencias de los problemas que se presentan actualmente en la industria, con la
finalidad de determinar todos los elementos para establecer una solución.
Inductivo- deductivo: Se plantea la propuesta más adecuada para este proyecto de
investigación obteniendo conclusiones que mediante la observación se pudieron
determinar.
1.2.2 Métodos de nivel empírico utilizados
Los métodos de investigación empírica implican una serie de procedimientos
prácticos que permiten revelar las características fundamentales y esenciales del objeto de
estudio, cuyo contenido se obtiene principalmente de la experiencia, aplicando diferentes
técnicas que permitan recopilar datos e información para mejorar el problema que se
investiga.
Observación: Como método científico, nos permite obtener conocimiento acerca del
comportamiento del objeto de estudio, en este caso es la Ensambladora Kangle S.A,
es una manera de acceder a la información directa e inmediata de los procesos que se
están investigando. Mediante este tipo de investigación empírica podemos visualizar

5
la infraestructura de la empresa, área operativa, maquinarias, los procesos de
producción, para posteriormente hacer la búsqueda nuevas mejoras.
Entrevista: Es una técnica de recopilación de datos mediante la conversación formal
y profesional ya sea con el gerente de la empresa o con los trabajadores del área
operativa con el fin de obtener la información acerca de las variables de estudio y de
la empresa en general.
Encuesta: Técnica de adquisición de información mediante un cuestionario
previamente elaborado con preguntas abiertas y cerradas permitirá conocer la opinión
del sujeto que ha sido escogido de una muestra sobre un asunto establecido.
1.2.3 Métodos estadísticos matemáticos
Se aplicó este método mediante la fórmula de población finita para determinar la
muestra representativa de los trabajadores operativos de la empresa para poder obtener
resultados, mediante la encuesta establecida.
1.2.4 Tipo de Investigación
Esta metodología permite determinar el enfoque de la investigación, incluyendo los
instrumentos, técnicas y métodos que se van a utilizar con el fin de determinar el objetivo
principal.
1.2.5 Alcance de la Investigación
Se utilizó cuatro tipos de investigación que permitirán establecer contacto con la realidad con
el fin llegar a la solución del problema.
6
Investigación Exploratoria
Este tipo de investigación nos permite tener una visión general con el fin de ver la
realidad relacionando las variables del tema que se estudia, es decir, la situación actual de la
Ensambladora Kangle S.A.
Según (Sampieri, Metodologia de la Investigación Sexta Edición, 2014, pág. 91) “Los
estudios exploratorios se realizan cuando el objetivo es examinar un tema o problema de
investigación poco estudiado, del cual se tienen muchas dudas o no se ha abordado antes”.
Investigación Descriptiva
El objetivo de este tipo de investigación consiste en llegar a conocer las situaciones,
costumbres y actitudes a través de la descripción exacta de procesos, actividades y objetos, su
meta no se limita a la recolección de datos sino a la identificación de la relación entre las
variables, respondiendo a las siguientes preguntas ¿Qué? , ¿Cómo? , ¿Dónde?
Según (Sampieri, 2014, pág. 92) “Con los estudios descriptivos se busca especificar
las propiedades, las características y los perfiles de personas, grupos, comunidades, procesos,
objetos o cualquier otro fenómeno que se someta a un análisis”.
Investigación Bibliográfica
Este tipo de investigación es muy importante ya que facilita una amplia búsqueda de
información acerca de un tema de terminado que el investigador desea resolver. Para este
proyecto de investigación se emplean varios libros, sitios web, diarios, artículos de revistas
relacionados con el tema de estudio.
Según (Porre, 2013) “Una investigación bibliográfica es el conjunto de saberes y
técnicas que el estudiante, profesional o investigador deben poseer para usar con mayor

7
frecuencia la biblioteca y sus fuentes, hacer pesquisas bibliográficas y escribir documentos
científicos”.
Investigación de Campo
La investigación de este proyecto se realizó en las instalaciones de la empresa Kangle
ensambladora de artefactos eléctricos S.A, ya que permite obtener la mejor calidad de
información verídica de la investigación.
Según (Santa Palella, Feliberto Martins, 2012)“La investigación de campo consiste en
la recopilación de datos directamente de la realidad donde ocurren los hechos, sin manipular
o controlar las variables. Se estudia los fenómenos sociales en su ambiente natural. El
investigador no manipula las variables puesto que pierde el ambiente de naturalidad en el cual
se manifiesta”.
1.2.6 Población y muestra
La población está constituida dentro de la empresa donde se tomó en cuenta a los
trabajadores internos que forman parte de los procesos operativos la cual está conformado por
20 trabajadores.
Cálculo y tamaño de la muestra
Para el cálculo de la muestra se utilizó la fórmula de población finita. Como la
fórmula de población finita es aplicada para un universo de 30 personas y la empresa cuenta
con 20 trabajadores operativos, en este proyecto de investigación no se aplicó ya que el
universo es igual a la muestra, es decir 20 personas.
𝒏 =𝑵
𝒆𝟐(𝑵− 𝟏) + 𝟏

8
Donde:
n= tamaño de la muestra
N= población
p= probabilidad de éxito
q= probabilidad de fracaso
z= nivel de confianza
e= nivel de error
1.2.7 Significación social y pertinencia
La pertinencia social depende de la conciencia de los individuos involucrados como
del aprovechamiento de los recursos de que disponen. Dicha pertinencia depende también de
la experiencia colectiva y la inteligencia creativa que permite tomar conciencia de la
situación y superar la misma. (Carlos Garrocho Rangel, 2012)
El presente proyecto de investigación es de gran importancia para la empresa Kangle
S.A ya que en varios aspectos tanto económico y social, busca potenciarse como empresa
orientada siempre al trabajo en equipo con sus accionistas, trabajadores y sus clientes con el
objetivo de crecer como empresa, tener mayor participación en el mercado y crear nuevas
fuentes de empleo.
1.2.8 Significación Práctica
El presente proyecto es práctico ya que con planteamiento de las nuevas propuestas
puede mejorar sus procesos operativos y optimizar recursos materiales y económicos los
cuales ayudará a obtener mayor rentabilidad a la empresa.
9
1.2.9 Breve explicación de la estructura de la tesis
En la introducción se plantea el problema que originó el tema de tesis, la delimitación
del problema propuesto, la situación actual en la que se encuentra la industria, se establecen
los objetivos de la investigación, el diseño metodológico utilizado con los respectivos
métodos de investigación; también se determina la población de la empresa y la muestra que
se utilizó en la realización de la encuesta.
En el capítulo uno se establece el entorno de la industria ensambladora seguido del
enfoque nacional de las empresas ensambladoras con su respectiva producción y ventas en
dólares tomando como fuente la revista EKOS la cual ayudó a conocer más a fondo este
sector. También se presentó todos los tipos de ensambladoras con su actividad principal y
mostrando su participación porcentual en el mercado ecuatoriano. Determinaremos la
industria ensambladora en la ciudad de Guayaquil, se presenta el marco teórico que se usó en
el proyecto de investigación citando necesariamente el INEN y las normas ISO.
En el capítulo dos se desarrolla el diagnóstico actual de la empresa Kangle, el perfil
del propietario, la ubicación de la empresa, instalaciones, materiales y productos que se
elaboran; se muestra la información de la empresa con las ventas de los últimos 5 años
respectivamente y los procesos operativos que se llevan a cabo. Para esto se aplicó los tres
instrumentos de investigación: observación, entrevista y encuesta con la finalidad de
interpretar los resultados e identificar las deficiencias.
En el capítulo tres se plantea la propuesta solución ante las deficiencias encontradas
en los resultados de las investigaciones realizadas anteriormente, la misma que contribuirá a
la mejora de los procesos operativos; el proceso de elaboración de las piezas plásticas y la
búsqueda de proveedores de servicio de mantenimiento y soporte técnico. La propuesta se
presentó mediante un flujograma implementando la adquisición de una maquinaria nueva al

10
proceso de la elaboración de las piezas plásticas y para el segundo problema se proveerá una
empresa de servicio técnico que pueda ser de soluciones inmediatas.
Para finalizar, presentamos las conclusiones junto con las recomendaciones de este
proyecto, dirigidas a la empresa Kangle para que puedan ser integradas de mejor forma a sus
necesidades conociendo los resultados de este trabajo de investigación.
La información utilizada y proporcionada en este trabajo de titulación es total y
expresamente basada en criterios de sus autoras junto con las respectivas bibliografías y
anexos agregados al final de este trabajo.
11
2 CAPITULO I
2.1 Marco teórico metodológico de la investigación
Entorno de la industria
En el Ecuador con base en el (Acuerdo Ministerial , 2012) No. 12 392, publicado en el
Registro Oficial No. 777 de 29 de agosto de 2012, el Ministerio de Industrias y Productividad
(MIPRO) otorgó 90 registros como ensambladores a 64 empresas, de los cuales 55 registros
se encuentran activos, 5 registros están suspendidos y 30 registros fueron cancelados por no
cumplir con la normativa legal vigente.
Las empresas registradas se encuentran en las provincias de Azuay, Guayas,
Imbabura, Manabí, Pichincha, Tungurahua. El registro de personas naturales y jurídicas que
se dediquen a la actividad de ensamblaje en el país, es a partir de la importación de material
CKD1 para productos que sean susceptibles de procesos de ensamblaje.
El registro de las ensambladoras en el MIPRO se da bajo los siguientes objetivos:
Mantener un registro o base de datos de personas naturales y jurídicas que se
dediquen a la actividad de ensamblaje.
Regular la actividad de ensamblaje a partir de CKD en el país.
Incentivar la incorporación de materiales fabricados en Ecuador en los procesos de
ensamblaje, sustituyéndolos en los CKD importados.
Regular la incorporación de proveedores extranjeros de CKD.
En el Ecuador, al avanzar la industria del ensamblaje se crean condiciones favorables
para el desarrollo de productores nacionales de autopartes. El MIPRO busca la generación de
1 CKD: El Kit para ensamblaje/Kit de montaje, Completely Knock Down (CKD), en inglés, es un sistema logístico mediante el cual se consolidan en un almacén todas las piezas necesarias para armar un aparato funcional.

12
encadenamientos productivos y el desarrollo de nuevos proveedores, aspirando que se
incorporen mayor cantidad de componentes nacionales dentro de los procesos de ensamblaje.
Dentro del ensamblaje de vehículos se ha implementado un nuevo sistema llamado
ELPO, el cual consiste en utilizar un proceso de cataforesis y aplicar pintura a través de un
campo eléctrico. Este sistema es un gran aporte tecnológico que promueve la producción de
productos nacionales y fomenta las exportaciones.
Tabla 1
Empresas ensambladoras del Ecuador y sus ventas.
N° EMPRESA PROVINCIA PRODUCTO 2012 2013 2014 2015
1 SUDAMERICANA DE MOTORES
MOTSUR CIA. LTDA AZUAY
RADIOS PARA
VEHICULOS Y
TV
$ 16.216.979 $ 21.017.370 $ 30.653.961
2 OXITANE GLOBAL CIA. LTDA. PICHINCHA CELULARES $ 7.471.130 $ 3.267.958
3 CIUDAD DEL AUTO CIAUTO
CIA. LTDA. TUNGURAHUA
CHASIS DE
CAMIONETAS Y
SUVS
$ 8.876.355
$ 41.990.706
4 NEGOCIOS AUTOMOTRICES
NEOHYUNDAI S.A AZUAY
CAMIONES MEDIANOS
$ 324.480.500 $ 275.651.140 $ 271.318.826 $ 161.088.587
5 DUKARE CIA. LTDA. AZUAY MOTOCICLETAS $ 3.309.423 $ 3.755.020 $ 3.528.165 $ 3.883.162
6 PRIMA ELECTRONICORP S.A GUAYAS TELEVISORES Y
DVD $ 5.595.999 $ 7.813.951 $ 12.867.904 $ 6.393.020
7 OMNIBUS BB TRANSPORTES
S.A PICHINCHA VEHICULOS $ 809.435.574 $ 657.001.157 $ 759.686.841 $ 583.186.304
8
MANUFACTURAS,
ARMADURIAS Y REPUESTOS ECUATORIANOS S.A MARESA
PICHINCHA VEHICULOS $ 8.786.456 $ 9.648.861 $ 11.416.932 $ 10.377.403
9
MOTORCYCLE
ASSEMBLYLINE OF ECUADOR
S.A. MASSLINE
GUAYAS MOTOCICLETAS $ 8.786.456 $ 9.648.861 $ 11.416.932 $ 10.377.403
10 AYMESA S.A PICHINCHA VEHICULOS $ 297.363.880 $ 196.123.315 $ 182.502.529 $ 113.094.540
11 KANGLE ENSAMBLADORA DE
ARTEFACTOS ELECTRICOS S.A GUAYAS
LINEA BLANCA, MOTOS,
JUGUETES
$ 3.237.701 $ 4.394.180 $ 8.562.007 $ 9.532.020
12 UNNOMOTORS CIA. LTDA. PICHINCHA MOTOCICLETAS $ 18.766.166 $ 18.678.516 $ 20.346.857
13 METALTRONIC S.A. PICHINCHA MOTOCICLETAS $ 23.364.694 $ 16.071.546 $ 24.689.207 $ 16.384.320
14 MUNDY HOME MUNME CIA.
LTDA. PICHINCHA
RADIOS PARA
VEHICULOS $ 12.939.168 $ 11.154.138 $ 13.787.046 $ 14.025.677
15 MOTOSA S.A. GUAYAS MOTOCICLETAS $ 8.568.391 $ 8.349.139 $ 6.169.947 $ 5.303.882
16 INDIAN MOTOS INMOT S.A. AZUAY MOTOCICLETAS $ 4.524.098 $ 16.804.985 $ 3.271.223 $ 18.550.720
17 ALPHACELL S.A. GUAYAS CELULARES $ 25.337.305 $ 27.019.256 $ 31.186.429 $ 30.953.879
18 MABE ECUADOR S.A. GUAYAS LINEA BLANCA $ 145.902.769 $ 156.741.865 $ 134.238.174 $ 115.459.174
Fuente: Revista EKOS.
13
Ensambladoras de vehículos
En febrero 2012 se instaló la ensambladora Ciudad del Auto (Ciauto) en Ambato, en
este lugar se producen los modelos Haval H5 y la camioneta Wingle de la empresa Great
Wall. Por otro lado, la empresa Thunder Cycles en el 2012 se convirtió en la primera y única
marca de motos ensambladas 100% en Ecuador. La alianza estratégica entre Metraltronic
(fabricante de autopartes para la industria automotriz) y Thunder Cycles en Ecuador
(ensambladora de motocicletas).7 Las ensambladoras presentes en el país, General Motors
Ómnibus BB GM-OBB, MARESA, AYMESA, y CIAUTO productoras de vehículos de las
marcas Chevrolet, Mazda, Kia y Great Wall respectivamente, debido a su alto grado de
tecnificación, han logrado ser reconocidos por sus productos de alta calidad, reconocida en el
mercado nacional e inclusive en sus destinos de exportación: Colombia, Venezuela, Perú,
Centro América y el Caribe.
Las empresas dedicadas a ensamblar y producir autopartes han logrado ser
reconocidas principalmente por la calidad de sus productos; las cuales están calificadas con
normas internacionales de calidad especiales para la industria automotriz como la QS 9000 y
la norma ISO TS 16949:2002, también aplican otras normas como la ISO 14000 sobre medio
ambiente y la 18000 sobre ergonomía, entre otras.
En Ecuador el sector automotriz se concentra en la región sierra, conformado
principalmente por 3 ensambladoras (AYMESA, OMNIBUS BB, MARESA), las cuales
producen automóviles, camionetas a todo terreno, los mismos que están clasificados como
vehículos destinados al transporte de personas y mercancías. Estas empresas tienen sus
plantas de ensamblaje en la Ciudad de Quito. De igual forma, las empresas de autopartes,
están localizadas en la Provincia de Pichincha, concentradas en su mayoría en la ciudad de
Quito. La ubicación estratégica tanto de las ensambladoras como de las empresas
14
autopartistas se debe básicamente a la reducción en los costos de logística. Una pequeña parte
de los proveedores de autopartes están ubicados en la Provincia de Tungurahua, gracias a la
mano de obra calificada y de bajo costo del lugar.
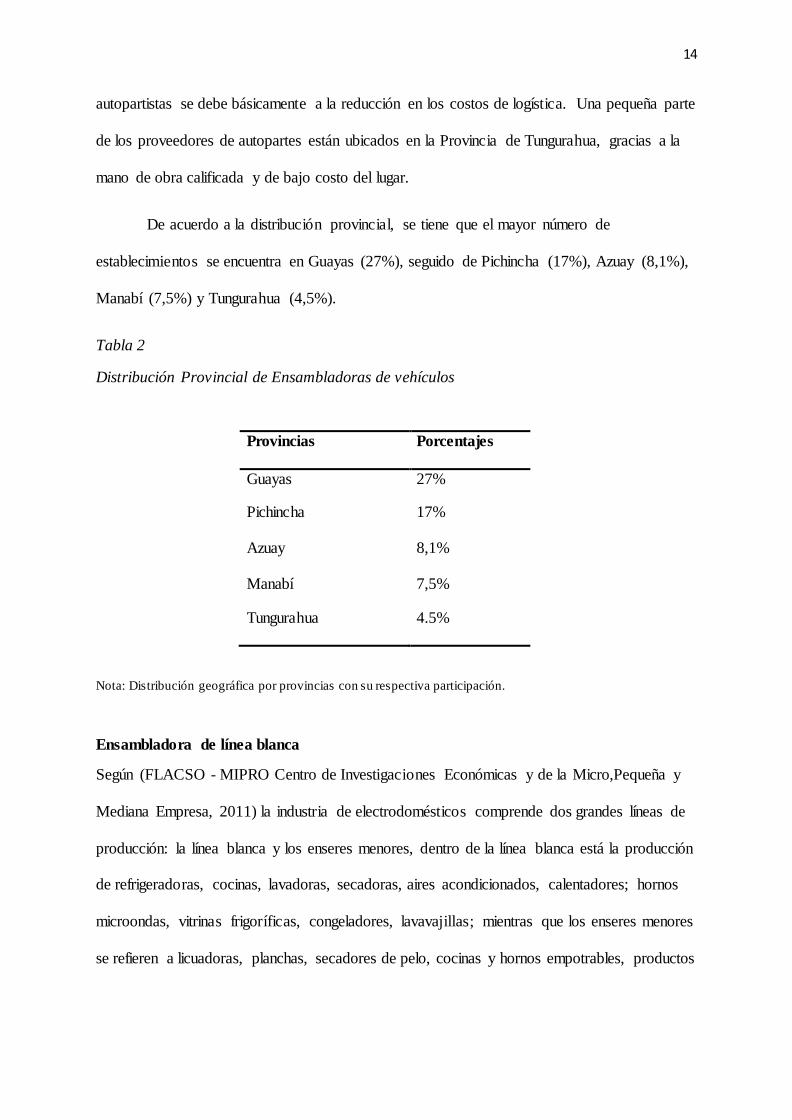
De acuerdo a la distribución provincial, se tiene que el mayor número de
establecimientos se encuentra en Guayas (27%), seguido de Pichincha (17%), Azuay (8,1%),
Manabí (7,5%) y Tungurahua (4,5%).
Tabla 2
Distribución Provincial de Ensambladoras de vehículos
Provincias Porcentajes
Guayas 27%
Pichincha 17%
Azuay 8,1%
Manabí 7,5%
Tungurahua 4.5%
Nota: Distribución geográfica por provincias con su respectiva participación.
Ensambladora de línea blanca
Según (FLACSO - MIPRO Centro de Investigaciones Económicas y de la Micro,Pequeña y
Mediana Empresa, 2011) la industria de electrodomésticos comprende dos grandes líneas de
producción: la línea blanca y los enseres menores, dentro de la línea blanca está la producción
de refrigeradoras, cocinas, lavadoras, secadoras, aires acondicionados, calentadores; hornos
microondas, vitrinas frigoríficas, congeladores, lavavajillas; mientras que los enseres menores
se refieren a licuadoras, planchas, secadores de pelo, cocinas y hornos empotrables, productos

15
de cocinas como campanas extractoras, cocinetas, así como productos de limpieza general,
aspiradoras, abrillantadoras.
En el país, la mayor producción de línea blanca involucra la fabricación y ensamblaje de
productos de refrigeración comercial y doméstica, enseres menores de cocina, enseres
menores y mayores de hogar, enseres menores personales, enseres menores y mayores de
calefacción y cocinas y hornos.
De acuerdo a la (Asociación de industriales de línea blanca, 2011): “La industria
nacional de línea blanca se abastece en alrededor del 50% con partes y piezas que se fabrican
en el país. El resto se importa, sin embargo, el sector considera que un 30% de lo que se
compra al exterior se podría sustituir con la producción local”.
En relación a la producción nacional, este sector está conformado por empresas
ensambladoras, empresas de elaboración de autopartes para el sector automotor y las
empresas distribuidoras.
En Ecuador son cuatro empresas las que lideran el ensamblaje de artículos de línea
blanca las cuales son Mabe, Indurama, Durex y Ecogar.
Además, se estima que existirían alrededor de 200 pequeñas y medianas empresas
fabricantes de partes y piezas que abastecen a esta industria, estadísticas reportadas de
acuerdo al número de empresas que participaron en una feria organizada por el MIPRO, la
cual convocó a productores y proveedores, en donde se expusieron los tipos de repuestos que
necesita la industria. Mientras que las cadenas de distribución grandes son más de 101 y las
pequeñas sobrepasarían las 200 en todo el país (FLACSO - MIPRO Centro de
Investigaciones Económicas y de la Micro,Pequeña y Mediana Empresa, 2011).
16
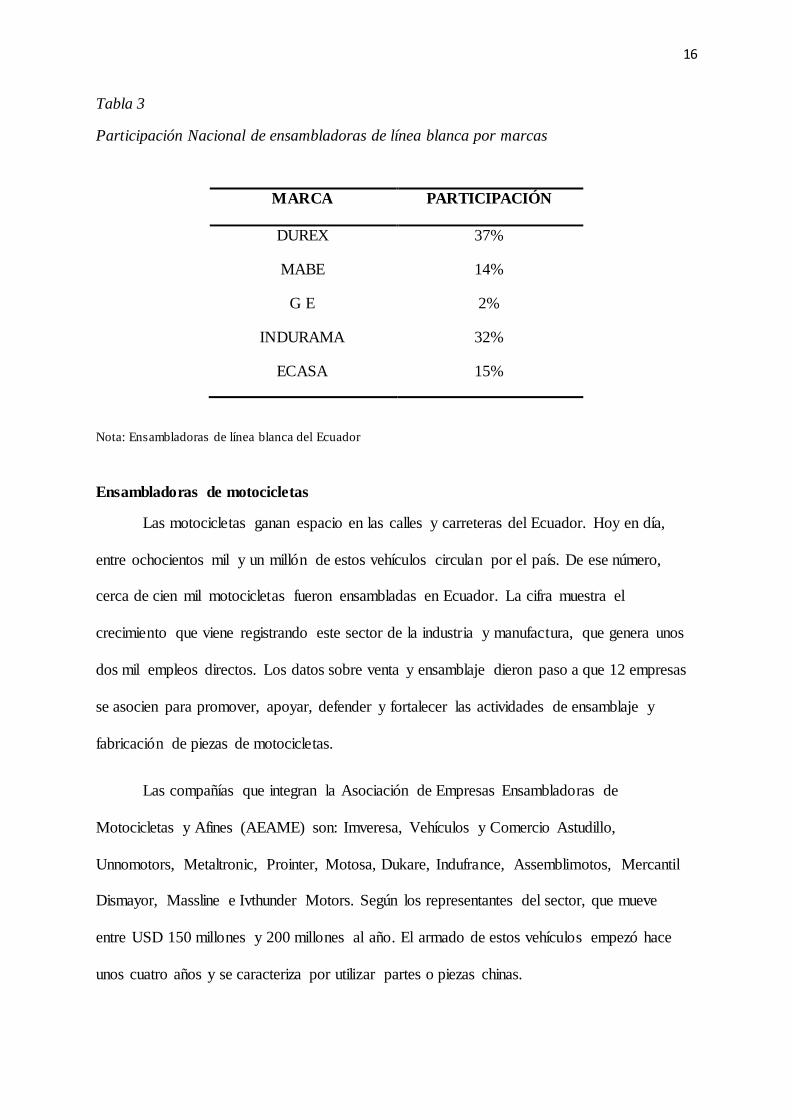
Tabla 3
Participación Nacional de ensambladoras de línea blanca por marcas
MARCA PARTICIPACIÓN
DUREX 37%
MABE 14%
G E 2%
INDURAMA 32%
ECASA 15%
Nota: Ensambladoras de línea blanca del Ecuador
Ensambladoras de motocicletas
Las motocicletas ganan espacio en las calles y carreteras del Ecuador. Hoy en día,
entre ochocientos mil y un millón de estos vehículos circulan por el país. De ese número,
cerca de cien mil motocicletas fueron ensambladas en Ecuador. La cifra muestra el
crecimiento que viene registrando este sector de la industria y manufactura, que genera unos
dos mil empleos directos. Los datos sobre venta y ensamblaje dieron paso a que 12 empresas
se asocien para promover, apoyar, defender y fortalecer las actividades de ensamblaje y
fabricación de piezas de motocicletas.
Las compañías que integran la Asociación de Empresas Ensambladoras de
Motocicletas y Afines (AEAME) son: Imveresa, Vehículos y Comercio Astudillo,
Unnomotors, Metaltronic, Prointer, Motosa, Dukare, Indufrance, Assemblimotos, Mercantil
Dismayor, Massline e Ivthunder Motors. Según los representantes del sector, que mueve
entre USD 150 millones y 200 millones al año. El armado de estos vehículos empezó hace
unos cuatro años y se caracteriza por utilizar partes o piezas chinas.
17
(Velez & Landazuri, 2015) “Casi el 100% de CKD viene de China. Solo marcas como
Motor Uno o Thunder incluyen partes nacionales, pero en no más del 3% de las piezas
utilizadas.”
En la actualidad, según los representantes de la AEAME fabricar una pieza para
motocicletas cuesta dos o tres veces más que una extranjera. En el país se fabrican partes
como parrillas, volantes, etc (Revista Lideres, 2015).
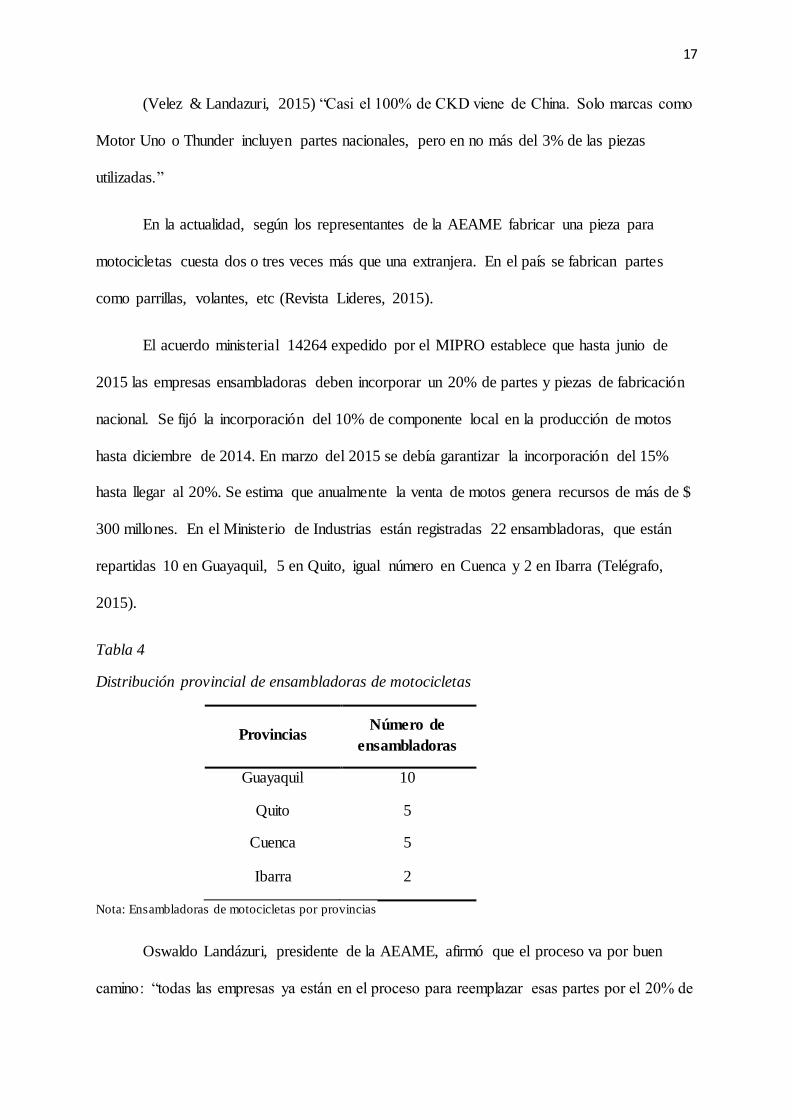
El acuerdo ministerial 14264 expedido por el MIPRO establece que hasta junio de
2015 las empresas ensambladoras deben incorporar un 20% de partes y piezas de fabricación
nacional. Se fijó la incorporación del 10% de componente local en la producción de motos
hasta diciembre de 2014. En marzo del 2015 se debía garantizar la incorporación del 15%
hasta llegar al 20%. Se estima que anualmente la venta de motos genera recursos de más de $
300 millones. En el Ministerio de Industrias están registradas 22 ensambladoras, que están
repartidas 10 en Guayaquil, 5 en Quito, igual número en Cuenca y 2 en Ibarra (Telégrafo,
2015).
Tabla 4
Distribución provincial de ensambladoras de motocicletas
Provincias Número de
ensambladoras
Guayaquil 10
Quito 5
Cuenca 5
Ibarra 2
Nota: Ensambladoras de motocicletas por provincias
Oswaldo Landázuri, presidente de la AEAME, afirmó que el proceso va por buen
camino: “todas las empresas ya están en el proceso para reemplazar esas partes por el 20% de

18
componente nacional, no es una tarea fácil porque se necesita una inversión fuerte”. Pese a
que fabricar este tipo de partes es más costoso que en otros países, las regulaciones de
Ecuador permiten que sea un negocio rentable para la industria nacional.
Según cifras que maneja la AEAME anualmente se venden en promedio ochenta mil
motos, lo que además genera seis mil empleos en la fabricación y ensamblaje. De su parte, la
industria de ensamblaje de motocicletas ha tenido un crecimiento importante, ya que a inicios
de 2013 el componente nacional no alcanzaba el 5%, pero en los 2 últimos años las empresas
invirtieron bastante para cumplir con la norma.
En países vecinos la agregación de piezas nacionales no supera el 18%, pese a que son
industrias con más de veinte años de experiencia. “Este es un aporte importante para el
cambio de la matriz productiva porque es un tema de encadenamiento; las empresas
ensambladoras compran a proveedores locales y se generan más plazas de trabajo” (Telégrafo,
2015).
Ensambladoras de celulares
La industria nacional de ensambladoras de teléfonos celulares muestra crecimiento y
nuevas inversiones; por lo que prevén que se duplicará su producción, señaló Henry Aguilar,
vocero de la Asociación de Ensambladores Eléctricos y Electrónicos del Ecuador (AEDE2).
Existen siete ensambladoras que integran el mercado local, DDM en Quito,
Goldentech, en Durán; y FactoryTech en Guayaquil, Audioelec (Durán), Hipertronics
(Cuenca), Betelasa (Quito) y Motsur (Cuenca).
DDM que produce los celulares de marca estadounidense Yezz, presentó sus modelos,
básicos y smartphones, a inicios de este mes, cuyos precios van desde $ 40 hasta $ 200.
19
Mientras, que con una inversión de alrededor de un millón, FactoryTech, del grupo El
Juri, produce tres modelos de equipos de alta gama.
En el mercado local provee a la operadora Claro con celulares cuyos precios de venta
al público van desde los $ 146 hasta los $ 303; y a la vez distribuye aparatos a la empresa
Tigo de Bolivia; y proyectan exportar desde Ecuador a Centroamérica.
Los aparatos, que se comercializan bajo la marca ZTE, cuentan con acceso a redes
sociales, cámara, sistema Android, entre otras ventajas como procesadores Quad-Core y
memoria de 4 gigas expandible hasta 36.
Las piezas son importadas desde China, pero el software es hecho en Ecuador. “Eso
representa el 50% del celular”. Actualmente el 30% de los celulares que se utilizan en el país
son ensamblados por empresas nacionales y está en proceso adquirir, por 4,5 millones, la
maquinaria para fabricar en el país las tarjetas principales de los celulares. De esta forma, el
componente nacional se incrementaría del 15% al 70%.
La industria de ensamblaje y producción de electrónicos y eléctricos del Ecuador, que
incluye la telefonía celular en Ecuador, nace de una normativa creada en el año 2010 por el
Presidente Econ. Rafael Correa y la Ministra Coordinadora de Producción de ese entonces,
Nathalie Cely. Con afán de dar impulso y confianza para inversión en este sector el 11 de
Junio del 2012, el Ministerio de Comercio Exterior (COMEX), impone cupos a la
importación de celulares (AEDE2, 2015).
A raíz de estos hechos varios grupos de industriales ecuatorianos de Quito, Guayaquil
y Cuenca creyendo en el Gobierno del Ecuador deciden invertir más de 20 millones de
dólares en el montaje de sus plantas de ensamblaje que al día de hoy cuentan con estándares
internacionales de calidad.

20
En la actualidad, Ecuador cuenta con siete plantas operativas más ocho plantas
adicionales calificadas ante el MIPRO. Todas las plantas están obligadas a un cumplimiento
mínimo del 24% de integración de partes nacionales.
Las plantas que están produciendo teléfonos celulares son:
Tabla 5
Ensambladoras de celulares
ENSAMBLADORA CIUDAD
AUDIOELEC Guayaquil
MOTSUR S.A. Cuenca
Telecomunicaciones Latinoamérica
S.A. Btelasa
Quito
Desarrollo y Manufacturas
Electrónicas Ecuatorianas DME S.A
Quito
HIPERTRONICS Cuenca
Diseño, Desarrollo y Manufactura
DDM del Ecuador S.A.
Quito
GOLDENTECH Guayaquil
Nota: Distribución geográfica por provincias de ensambladoras de celulares
Estas plantas de ensamblaje reportan una capacidad de producción anual de 4.1
millones de unidades para teléfonos inteligentes 4G LTE, 3G y básicos que pueden abastecer
la demanda nacional y a las tres operadoras de esta telefonía. La generación de plazas de
trabajo de este sector asciende a 790 empleos directos y más de 3000 empleos indirectos.

21
Adicionalmente, el ensamblaje de teléfonos celulares genera industrias intermedias y
conexas en los ámbitos de producción de placas electrónicas por robot, cargadores de
corriente, baterías de litio, programas de software, sistemas operativos Android y Windows,
cables de datos USB, carcasas plásticas, estuches de cuero y tela, impresión digital, cajas de
cartón entre otros productos. Todas estas industrias complementarias ya están en el mercado
nacional y existen gracias a este sector.
Finalmente, esta industria está requerida por el MIPRO a cumplir con normativas de
calidad ISO, normativas de medio ambiente y de Salud y Seguridad Ocupacional muy
rigurosas.Si bien se mantuvo el status-quo de la normativa, una industria seria y formal no
puede (ni debe) programar sus operaciones por menos de seis meses ya que la simple
planificación y calificación de un nuevo modelo de celular a ensamblar requiere mínimo
noventa días.
A pesar de que el MIPRO ha puesto todo su esfuerzo en apoyarnos, parece que el
resto de integrantes del COMEX no puede apoyar una decisión que soporte el desarrollo de
este sector industrial, mientras tanto, esta industria ya está parada, no integra todos los
componentes de la industria complementaria y estanca sus inversiones y empleo (AEDE2,
2015).
Industria ensambladora en la ciudad de Guayaquil
La industria ensambladora se ha desarrollado en gran potencial en la ciudad de
Guayaquil, abriendo amplias plazas de trabajo para la población desempleada y con poco
estudio. Los emprendedores de las ensambladoras establecidas en el puerto principal son
22
personas que están dispuestos a enfrentar el riesgo y los malos comentarios de la producción
nacional.
A esto se suma la salvaguardia que estableció en ese entonces el presidente, Eco.
Rafael Correa Delgado; que limitaba la importación de piezas que no se elaboran en nuestro
país y son necesarias para el ensamblaje de diferentes aparatos eléctricos.
Luego de esta regulación la industria tuvo una baja producción que hizo dudar a los
empresarios de su trabajo y buscar otros campos laborables donde no existan limitaciones
arancelarias.
Esto duró más de un año pero en la actualidad las importaciones son permitidas y
reguladas normalmente, gracias a este inconveniente, algunas de las empresas ensambladoras
que están ubicadas en la ciudad de Guayaquil decidieron empezar con la fabricación de
piezas que antes no podían fabricar. Para aquello tuvieron que implementar a sus plantas
maquinarias que elaboren piezas plásticas, metálicas y en otros casos piezas eléctricas, siendo
muy complicado este proceso.
En la actualidad las ensambladoras de Guayaquil y del resto del país ensamblan sus
artefactos eléctricos con piezas totalmente nacionales y lo poco que se importa son las piezas
eléctricas que a nivel nacional e internacional es un complico obtenerlas.
En la ciudad de Guayaquil se encuentran registradas seis ensambladoras distribuidas
en diferentes sectores; motocicletas, celulares, artefactos eléctricos y línea blanca.

23
Tabla 6
Ensambladoras de la ciudad de Guayaquil y sus ventas
Fuente: Revista EKOS.
2.2 Fundamentos teóricos y metodológicos que permiten la sustentación científica de
la problemática que se investiga y la propuesta de solución.
Para el desarrollo de este trabajo de investigación es muy importante conocer la
definición de administración, la cual (Stroner & Freeman, 1995) definen como: "el proceso
de planear, organizar, liderar y controlar el trabajo de los miembros de la organización y de
utilizar todos los recursos disponibles de la empresa para alcanzar los objetivos
organizacionales establecidos".
Por su parte la administración de empresas tiene un compromiso muy grande con la
organización ya que “es una actividad destinada a organizar los recursos empresariales,
humanos y materiales, en vistas a la consecución de sus objetivos” (Conceptos.com, s.f.)
6 PRIMA ELECTRONICORP S.A GUAYAQUIL TELEVISORES Y DVD
$ 5.595.999
$ 7.813.951 $ 12.867.904 $ 6.393.020
9 MOTORCYCLE
ASSEMBLYLINE OF ECUADOR S.A. MASSLINE
GUAYAQUIL MOTOCICLETAS $
8.786.456
$ 9.648.861 $ 11.416.932 $ 10.377.403
11 KANGLE ENSAMBLADORA DE ARTEFACTOS
ELECTRICOS S.A
GUAYAQUIL LINEA BLANCA, MOTOS,
JUGUETES
$ 3.237.701
$ 4.394.180 $ 8.562.007 $ 9.532.020
15 MOTOSA S.A. GUAYAQUIL MOTOCICLETAS $ 8.568.391
$ 8.349.139 $ 6.169.947 $ 5.303.882
17 ALPHACELL S.A. GUAYAQUIL CELULARES $
25.337.305
$ 27.019.256 $ 31.186.429 $ 30.953.879
18 MABE ECUADOR S.A. GUAYAQUIL LINEA BLANCA $ 145.902.769 $ 156.741.865 $ 134.238.174 $ 115.459.174

24
Para ello se elabora un plan estratégico en miras a la misión o fin a largo plazo que
la organización se propone. Para planificar se deben tomar en cuenta las fortalezas y
debilidades del emprendimiento, y su relación con otras empresas, en cuanto a su
posicionamiento relativo, para lo que se requiere una investigación del mercado del que se
trate.
La Administración de Operaciones es una forma de aplicar la ciencia administrativa,
existe una variada gama de tareas, actividades, procesos y problemas para los cuales se debe
aplicar la administración de operaciones, y para su mejor objeto de estudio (Heizer & Render ,
2009|) Indican que:
Administración de operaciones (AO) es el conjunto de actividades que crean
valor en forma de bienes y servicios al transformar los insumos en productos
terminados. Las actividades que crean bienes y servicios se realizan en todas las
organizaciones. En las empresas de manufactura, las actividades de producción que
crean bienes usualmente son bastante evidentes.
La administración de operaciones se enfoca en la dirección y control de los procesos
dentro de la organización con el fin de cumplir con los objetivos planteados, (Heizer &
Render , 2009|) nos indican que “Un proceso es un conjunto de actividades planificadas que
implican la participación de un número de personas y de recursos materiales coordinados
para conseguir un objetivo previamente identificado”.
Se estudia la forma en que el Servicio diseña, gestiona y mejora sus procesos
(acciones) para apoyar su política y estrategia y para satisfacer plenamente a sus clientes y
otros grupos de interés.
Para el correcto cumplimiento de los procesos se debe seguir una secuencia de tareas
y (Heizer & Render , 2009|) Definen que:

25
Una tarea es una actividad que debe ser completada dentro de un período de
tiempo definido. Una asignación o encargo es una tarea bajo la responsabilidad de un
encargado o assignee, la cual tiene una fecha definida de inicio y finalización.
Existen diferentes tipos de procesos de acuerdo al rol que desempeñan, como Macro
procesos se comprende que es el conjunto de procesos interrelacionados que tiene un objetivo
común, ya sean procesos estratégicos que son los destinados a cumplir las metas de la
empresa llamados también visionarios, los procesos primarios u operativos que se enfocan
directamente en la satisfacción del cliente por ejemplo el servicio post-venta, también
llamados procesos misionales, y por último los procesos de soporte que están ligados
directamente con los procesos primarios y estratégicos para que puedan cumplir con sus
objetivos.
La administración de las operaciones representa un desarrollo de las técnicas de
administración con los métodos estadísticos que permiten mejoras continuas en los procesos
de producción en los sectores industriales, comerciales y de servicios. Esta ciencia representa
al conjunto de actividades que crean valor en forma de bienes y servicios al transformar los
insumos en productos terminados
La industria fue el sector motor de la economía desde el siglo XIX y, hasta la Segunda
Guerra Mundial, la industria era el sector económico que más aportaba al Producto Interior
Bruto (PIB), y el que más mano de obra ocupaba. Desde entonces, y con el aumento de la
productividad por la mejora de las máquinas y el desarrollo de los servicios, ha pasado a un
segundo término. Sin embargo, continúa siendo esencial, puesto que no puede haber servicios
sin desarrollo industrial.
(Española, s.f.) El concepto de industria hace referencia al grupo de operaciones que
se desarrollan para obtener, transformar o transportar productos naturales. El término también
26
se aprovecha para nombrar la instalación que se reserva a esta clase de operaciones y al
conjunto de las fábricas de un mismo género o de una misma región
La industria de ensamble es un proceso de manufactura (la mayoría del tiempo
llamado ensamble progresivo) en donde las partes (comúnmente partes intercambiables) son
añadidas conforme el ensamble semi-terminado se mueve de la estación de trabajo a la
estación de trabajo en donde las partes son agregadas en secuencia hasta que se produce el
ensamble final.
El establecimiento formal de los procesos, procedimientos de una organización se
representan por medio de flujogramas o diagramas de flujo que forman parte de las
herramientas, pues que permiten direccionar las actividades organizacionales para el
cumplimiento de los objetivos tal y como fueron planteados en la planificación
organizacional, según (Gomez Cejas, 1997) define “El Flujograma o Fluxograma, como un
diagrama que expresa gráficamente las distintas operaciones que componen
un procedimiento o parte de este, estableciendo su secuencia cronológica”.
Según su formato o propósito, puede contener información adicional sobre
el método de ejecución de las operaciones, el itinerario de las personas, las formas, la
distancia recorrida el tiempo empleado, etc.
2.3 Identificación y conceptualización de los términos básicos y variables de la
investigación
Tipos de Diagramas
Diagrama de flujo vertical:
También denominado gráfico de análisis del proceso. Es un gráfico en donde existen
columnas y líneas. En las columnas están los símbolos (de operación, transporte, control,

27
espera y archivo), el espacio recorrido para la ejecución y el tiempo invertido, estas dos
últimas son opcionales de inclusión en el diagrama de flujo. (Chiavenato, 1993, pág. 187)
Diagrama de flujo horizontal:
Según (Chiavenato, 1993) define que:
En este diagrama de flujo se utilizan los mismos símbolos que en el diagrama
de flujo vertical, sin embargo la secuencia de información se presenta de forma
horizontal. Este diagrama sirve para destacar a las personas, unidades u organismos
que participan en un determinado procedimiento o rutina, y es bastante común que sea
utilizado para visualizar las actividades y responsabilidades asignadas a cada uno de
estos actores y así poder comparar la distribución de tareas y racionalizar o
redistribuir el trabajo (pág. 189).
Diagrama de flujo de bloques:
(Chiavenato, 1993) lo define como:
Un diagrama de flujo que representa la rutina a través de una secuencia de
bloques encadenados entre sí, cada cual con su significado. Utiliza una simbología
mucho más rica y variada que los diagramas anteriores, y no se restringe a líneas y
columnas preestablecidas en el gráfico (pág. 190).
American Society of Mechanical Enginners (ASME)
(AEI SEMINARIO, s.f.) La Sociedad Americana de Ingenieros Mecánicos –ASME
por sus siglas en inglés-, fue fundada en 1880 como una organización profesional sin fines de
lucro que promueve el arte, la ciencia, la práctica de la ingeniería mecánica y
multidisciplinaria y las ciencias relacionadas en todo el mundo. Los principales valores de
28
ASME están arraigados en su misión de posibilitar a los profesionales de la ingeniería
mecánica a que contribuyan al bienestar de la humanidad.
La ASME ha desarrollado signos convencionales, a pesar de la amplia aceptación que
ha tenido esta simbología, en el trabajo de diagramación administrativa es limitada, porque
no ha surgido algún símbolo convencional que satisfaga mejor todas las necesidades.
International Organization for Standardization (ISO)
(International Organization Standarization , 2015) La Organización Internacional para
la Normalización –ISO por sus siglas en inglés- es el organismo encargado de promover el
desarrollo de normas internacionales de fabricación, comercio y comunicación para todas las
ramas industriales a excepción de la eléctrica y la electrónica.
Las normas desarrolladas por ISO son voluntarias, comprendiendo que ISO es un
organismo no gubernamental y no depende de ningún otro organismo internacional, por lo
tanto, no tiene autoridad para imponer sus normas a ningún país. La Norma ISO 9000
establece otro tipo de simbología necesaria para diseñar un diagrama de flujo, siempre
enfocada a la Gestión de la Calidad Institucional, son normas de "calidad" y "gestión
continua de calidad", que se pueden aplicar en cualquier tipo de organización o actividad
sistemática, que esté orientada a la producción de bienes o servicios. Se componen de
estándares y guías relacionados con sistemas de gestión y de herramientas específicas como
los métodos de auditoría.
American National Standard Institute (ANSI)
Según (American National Standards Institute, 2008):
El ANSI ha desarrollado una simbología para que sea empleada en los
diagramas orientados al Procesamiento electrónico de datos –EDP- con el propósito
29
de representar los flujos de Información, de la cual se han adoptado ampliamente
algunos símbolos para la elaboración de Los diagramas de flujo dentro del trabajo de
diagramación administrativa.
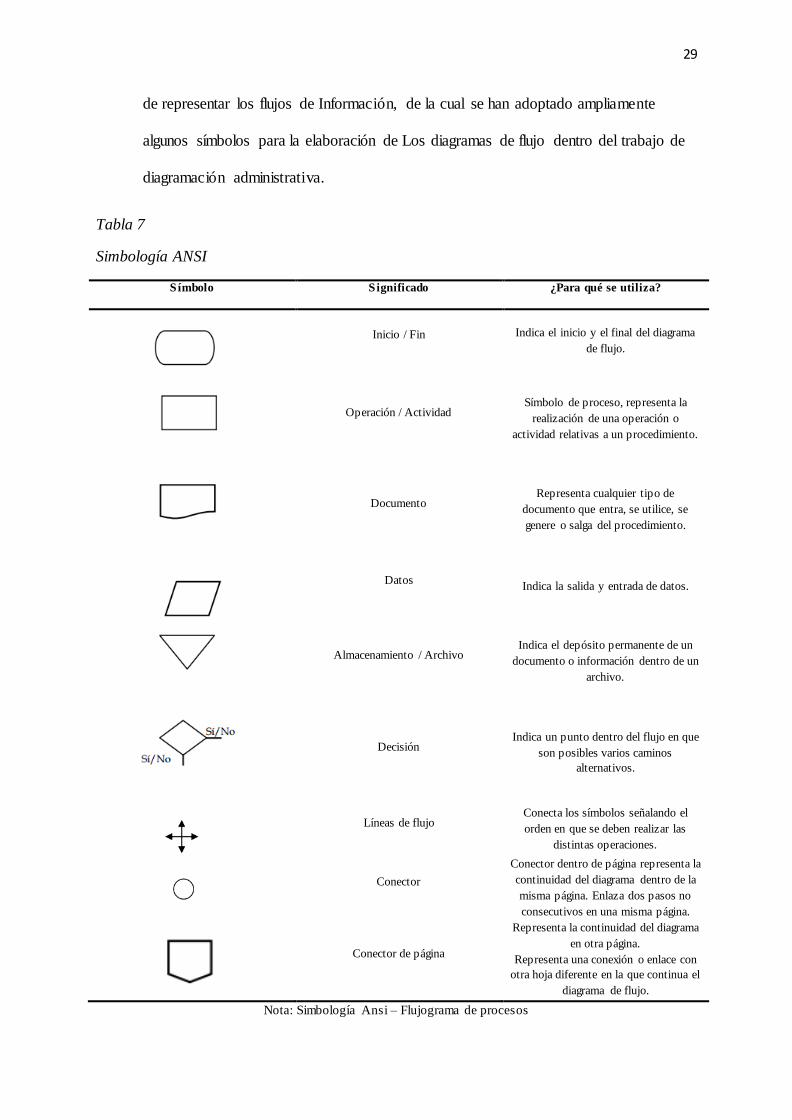
Tabla 7
Simbología ANSI
Símbolo S ignificado ¿Para qué se utiliza?
Inicio / Fin Indica el inicio y el final del diagrama
de flujo.
Operación / Actividad Símbolo de proceso, representa la
realización de una operación o
actividad relativas a un procedimiento.
Documento Representa cualquier tipo de
documento que entra, se utilice, se
genere o salga del procedimiento.
Datos Indica la salida y entrada de datos.
Almacenamiento / Archivo Indica el depósito permanente de un
documento o información dentro de un
archivo.
Decisión Indica un punto dentro del flujo en que
son posibles varios caminos
alternativos.
Líneas de flujo Conecta los símbolos señalando el
orden en que se deben realizar las
distintas operaciones.
Conector
Conector dentro de página representa la
continuidad del diagrama dentro de la
misma página. Enlaza dos pasos no
consecutivos en una misma página.
Conector de página
Representa la continuidad del diagrama
en otra página.
Representa una conexión o enlace con
otra hoja diferente en la que continua el
diagrama de flujo.
Nota: Simbología Ansi – Flujograma de procesos
30
Servicio Ecuatoriano de Normalización – INEN
El Instituto Ecuatoriano de Normalización, INEN, fue creado el 28 de agosto de 1970,
mediante Decreto Supremo No. 357 publicado en el Registro Oficial No. 54 del 7 de
septiembre de 1970 y desde su inicio ha venido actuando como la entidad nacional encargada
de formular las Normas Técnicas Ecuatorianas teniendo como concepto básico satisfacer las
necesidades locales y facilitar el comercio nacional e internacional.
Se encarga de mejorar continuamente la calidad del sistema productivo nacional, así
como la competitividad, confianza y satisfacción de la sociedad ecuatoriana, mediante
procesos de normalización, reglamentación técnica, evaluación de la conformidad y
metrología, generando valor agregado con nuestro talento humano, cumpliendo los requisitos
legales y regulatorios.
INEN reconocido internacionalmente en el 2016
Según el (Servicio Ecuatoriano de Normalización , 2017) la gestión realizada en el
año 2016, con su representante el Ing. César Díaz, ha permitido significativos resultados no
sólo para el Servicio Ecuatoriano de Normalización (INEN), sino también, para el país.
Acciones que han sido coordinadas con el Ministerio de Industrias y Productividad,
entidad rectora del Sistema Ecuatoriano de la Calidad.
El INEN, ha logrado particularmente en el año 2016, un posicionamiento
internacional trascendental, imponente a lo largo de sus 46 años de vida institucional,
fortaleciendo la infraestructura de calidad en el país, en el marco de la Política Industrial.
Sin duda, una parte importante de la realidad del INEN es su dimensión internacional.
En normalización representando al Ecuador en organismos internacionales y regionales; así
como la firma de varios convenios de cooperación. En certificación apoyando a industrias
31
ecuatorianas con la obtención del Sello de Calidad INEN, y en el caso de las Mipymes, la
“Primera; evidenciando seguridad y confianza de los productos que consumen los
ecuatorianos.
El INEN asumió la representación ecuatoriana ante las organizaciones de
normalización internacionales ISO e IEC; americana COPANT, entre otras.
El trabajo del INEN ha hecho que el país tenga una destacada relevancia en el ámbito
de la normalización, con una presencia creciente en puestos de responsabilidad.
Un trabajo en pro de los ecuatorianos, que a través del apoyo de organismos
internacionales, el INEN ha logrado una mayor presencia, participación e influencia a nivel
internacional. “Trabajamos para construir un país de calidad, haciendo más, con menos
recursos, para más personas”
Normas ISO
ISO es la Organización Internacional para la Estandarización, que regula una serie de
normas para fabricación, comercio y comunicación, en todas las ramas industriales.
Se conoce por ISO tanto a la organización como a las normas establecidas por la misma para
estandarizar los procesos de producción y control en empresas y organizaciones
internacionales.
ISO (que en griego significa "igual") fue creada en 1947, luego de la Segunda Guerra
Mundial y se convirtió en un organismo dedicado a promover el desarrollo de normas y
regulaciones internacionales para la fabricación de todos los productos, exceptuando los que
pertenecen a la rama de la eléctrica y la electrónica. Así, se garantiza calidad y seguridad en
todos los productos, a la vez que se respetan criterios de protección ambiental (ISO Tools
Excellence, 2015).
Las normas ISO atienden a distintos aspectos de la producción y el comercio, pero entre
32
algunas de ellas se encuentran las que regulan la medida del papel, el nombre de las lenguas,
las citas bibliográficas, códigos de países y de divisas, representación del tiempo y la fecha,
sistemas de gestión de calidad, lenguajes de programación C y BASIC, ciclo de vida del
software, requisitos respecto de competencia en laboratorios de ensayo y calbración,
documentos en .odf, documentos en .pdf, garantías de fallos en CD-ROMs, sistemas de
gestión de seguridad de la información, y muchas otras (International Organization
Standarization , 2015).
Estas normas están tan difundidas que podemos hallarlas en prácticamente todos los aspectos
de la vida cotidiana, protegiendo al consumidor y usuario de productos y servicios.
Sistemas de Gestión de Calidad
(International Organization Standarization , 2015)
La ISO 9001 es una norma internacional elaborada por la Organización
Internacional para la Estandarización que se aplica a los Sistemas de Gestión de
Calidad de organizaciones públicas y privadas, independientemente de su tamaño o
actividad empresarial. Se trata de un método de trabajo excelente para la mejora de la
calidad de los productos y servicios, así como de la satisfacción del cliente.
El sistema de gestión de calidad se basa en la norma ISO 9001, las empresas se
interesan por obtener esta certificación para garantizar a sus clientes la mejora de sus
productos o servicios y estos a su vez prefieren empresas comprometidas con la calidad. Por
lo tanto, las normas como la ISO 9001 se convierten en una ventaja competitiva para las
organizaciones (ISO Tools Excellence, 2015).

33
Sistemas de Gestión Ambiental
Según (International Organization for Standardization , 2015) la ISO 14001 es una
norma internacional que contiene los requisitos necesarios para implantar un Sistema de
Gestión de Medioambiental. Proporciona a las organizaciones la posibilidad de instaurar
un SGMA que demuestre un desempeño ambiental válido.
La norma ISO-14001 para la Gestión Ambiental es certificable y se puede aplicar a
cualquier organización, independientemente del tamaño o sector, que busque en su trabajo
diario la minimización de los impactos sobre el entorno y el cumplimiento con la legislación
ambiental vigente (ISO Tools, 2015).
2.4 Operacionalización y categorización de variables conceptualizadas
Tabla 8
Cuadro de variables dependiente e independiente
VARIABLES
CONCEPTUALES DIMENSIONES INDICADORES INSTRUMENTOS
Variable
Independiente:
Propuesta de mejora de Procesos Operativos
Procesos Operativos
Numero de procesos
operativos identificados
Entrevista al jefe de
mantenimiento y encuestas a los obreros
Variable
Dependiente:
Ahorrar recursos
materiales y financieros
Piezas defectuosas
Número de procesos operativos
mejorados
Informe del área de ensamblaje
Nota: Operacionalidad de las variables conceptualizadas

34
3 CAPITULO II
3.1 Diagnóstico del estado actual de la problemática que se investiga.
La industria ensambladora de artefactos eléctricos Kangle fue fundada en el año 1991
en la ciudad de Guayaquil, cuando el actual propietario; el señor Chaffick Chedraui Salomón
decidió independizarse de la empresa familiar a la cual pertenecía y que se dedicaba a la
fabricación de artículos plásticos. Formó parte de esta empresa 22 años de su vida
descubriendo que su capacidad de innovar, crear y emprender era su mayor potencial.
El guayaquileño de 62 años y de raíces libanesas emprendió su actividad importando
ropa desde América Central, Panamá, país que es muy concurrido por sus bajos precios en
las prendas de vestir. Este país le abrió las puertas sin conocerlo, brindándole un crédito de
una alta suma de dinero (un millón de dólares) que fue utilizado en la adquisición de
mercadería que diversificaría en su momento la línea de productos que ofrecía en el mercado
ecuatoriano.
Luego de realizar negocios con empresarios extranjeros fue mostrando interés en
importar otro tipo de productos, como juguetes y artículos de línea blanca. Esta actividad lo
incentivó a profundizar en la industria de ensamblaje a la cual se dedica actualmente.
En el 2007, la empresa dio un giro a su actividad principal. Pasó de importar y
comercializar electrodomésticos de la firma alemana Bosch a crear sus propias marcas,
Magic Queen (artefactos de línea blanca), y Omega (ventiladores).
Su progreso ha sido constante gracias a su perseverancia y esfuerzo. Posee grandes
capacidades al momento de realizar negocios que han proporcionado utilidades para su
empresa siendo invertidas en infraestructura y maquinarias que hoy en día son su mayor
capital al momento de producir artefactos de calidad.

35
En el 2014, la noticia de sustituir las cocinas a gas por las cocinas de induccion por el
cambio de la matriz energética fue una oportunidad para el empresario, tomando la decision
de importar desde China cocinas de induccion para comercializarlas en el mercado
ecuatoriano. Fue parte de las 12 empresas que fabricarian y comercializarian las cocinas de
induccion apartir de mediados del año; las empresas son DME, Ecasa, Electrococ S.A.,
Enerinteco, Ferromédica, Fibroacero, Goldenage, Haceb, Induglob, Kangle, Meb y Motsur.
La disposicion del ministro de Industrias y Productividad, Ramiro González, fue que
el gas licuado de petróleo (GLP) no desaparecería del medio y se continuaría produciendo e
importando con normalidad para aquellas personas que no pudieran adquirir las cocinas de
inducción, sino que el subsidio ahora sería trasladado a la electricidad.
Nuestro país importa el 78 % de gas licuado mientras que el 22% se produce en
petroleras ecuatorianas. El consumo de gas licuado de Ecuador, representa un porcentaje del
92% en los hogares, y gracias al cambio de matriz energética estos índices disminuirían
ahorrando $800 millones de dólares al año.
Este comunicado permitiría que el empresario Chaffick Chedraui Salomón continúe
con el ensamblaje de cocinas, cocinetas a gas y a su vez importar y comercializar las cocinas
de inducción cubriendo las necesidades y expectativas del mercado.
En el 2015, Kangle incursiona en la línea de ensamblaje de bicicletas, motos y
lavadoras de ropa semiautomáticas cada artefacto bajo su marca respectiva.
36
Tabla 9
Productos de la empresa Kangle
Artefacto Marca
Motos Kingdom
Bicicletas Omega
Lavadoras de ropa Magic Queen
Nota: Productos que ensambla la empresa Kangle y sus respectivas marcas.
Kangle tambien se ha vuelto en una empresa familiar, el empresario Chaffick
Chedraui posee una familia conformada de cuatro hijos, él se desenvuelve como gerente
general en la empresa apoyado de su hija Tatiana Chedraui, la tercera de sus hijos quien
labora hace 3 años como gerente comercial. La señorita Chedraui tiene la misma pasion de
innovar y emprender nuevos proyectos; por lo que esta segura del exito de la nueva
generacion de su familia que esta incursionando en la industria del ensamblaje.
A finales del año 2015, ella invirtió $ 6’000.000 en una nueva planta para ensamblar
lavadoras plásticas, esta área fue conformada de maquinaria de origen chino y manejada por
personal totalmente capacitado; para lo cual se trajo al país desde China técnicos
especializados y traductores que faciliten el entendimiento por la diferencia de idiomas.
En esta área se fabrican las piezas plásticas que serán utilizadas junto con motores y
cables importados para el ensamblaje de las lavadoras; la lavadora cuenta con un 80% de
piezas nacionales y el 20% restante es importado.
Gracias a la fabricación nacional el precio de $200 es bajo en relación a otras
lavadoras y permite a las personas adquirir a mejor precio, este producto se desarrolló en
nuestro país con la idea de ofrecer calidad, economía y fácil manejo. Y a los fabricantes
evitarles costos de aranceles.

37
La proyección que mantenía la empresa era fabricar 3 000 lavadoras mensuales; es
decir, 36 000 al año, para esto Kangle requirió una inversión de USD 6 millones provenientes
de capital privado.
La presentación de la nueva lavadora ante el mercado tuvo acogida por los medios de
prensa (televisión, radio y periódico), el Ministro de Industrias y Productividad, Eduardo
Egas; personajes mediáticos y un sacerdote que bendijo el lanzamiento de este
electrodoméstico.
Kangle a partir de este lanzamiento cuenta con el respaldo del MIPRO para las
gestiones respectivas al exportar sus productos. Su gerente comercial apunta exportar las
primeras lavadoras a Perú y Bolivia.
Chaffick Chedraui, titular de Kangle a fines del 2016 llevó a cabo otra línea de
negocio, el ensamblaje de una bicicleta ecológica. La materia prima de las bicicletas es
material de reciclaje que se trata en las mismas máquinas donde se producen las piezas de las
lavadoras. Sus partes y piezas son hechas de material reciclado; es decir, tienen un 55% de
componente nacional y su mayor reto es introducir esta bicicleta al mercado nacional e
internacional.
Según reportes de ventas los artículos con más salidas (120 000 unidades) son los
ventiladores Omega, esto responde al clima caluroso que posee nuestro país y al bajo costo
del artículo. La empresa cuenta con centro que le asegura competitividad en el mercado, un
laboratorio comprobado y certificado por las normas INEN que ayudan a mejorar
continuamente la calidad del producto nacional y la eficiencia energética, mostrando
seguridad y confianza en los artefactos que se elaboran.
Una de las fortalezas que posee la industria ensambladora de artefactos eléctricos,
Kangle es que sus marcas Omega y Magic Queen son líderes en el mercado nacional.

38
Magic Queen fue fundada en Venezuela en1991, siendo marca de electrodomésticos
reconocida que cumplen con los más altos niveles de calidad y aceptación en el mercado.
El empresario Chaffick presidente de esta empresa espera que a largo plazo el
Gobierno cree políticas que ayuden a crecer la economía del país ya que esta sería la manera
en la cual las empresas privadas inviertan su dinero y brinden al país la oportunidad de creer
y como empresa recuperar su inversión en unos años.
Desde el 2013 hasta la actualidad, Kangle ha obtenido un importante crecimiento en
las ventas de sus artefactos eléctricos de un 60% en relación a los años anteriores, este índice
está directamente relacionado con la diversificación de artículos que ofertan en el mercado.
Finalmente Kangle después de estar vigente 25 años en el mercado ecuatoriano, el
empresario Chaffick Chedraui asegura que su empresa especializada en el ensamblaje de
artefactos eléctricos, está lista y preparada para exportar.
Fotos de las Instalaciones de la empresa KANGLE S.A
Imagen 1 Logo de la empresa

39
Ubicación
La empresa KANGLE se encuentra ubicada en Mirtus Km10 vía a Daule 101 y Solar
7 (Higuerilla) – Lotización Inmaconsa Diagonal al Colegio Leonidas García.
Imagen 2 Ubicación en el mapa
Imagen 3 Fachada de la empresa
Fuente: KANGLE S.A.
Imagen 4 Fachada de Kangle S.A

40
Instalaciones
La infraestructura de la empresa ensambladora esta adecuadamente distribuida en
áreas de trabajo; área administrativa, planta de plástico, planta de ensamblaje y bodegas.
La empresa da gran importante a su componente social, siendo la mayoría de sus
trabajadores personal femenino que se desenvuelven en las áreas de ensamblaje. Estas áreas
han sido instaladas con indicaciones de precaución, espacios para movilizarse, ventilación e
iluminación necesaria.
Área Administrativa
Imagen 5 Oficinas - Área Administrativa
Fuente: KANGLE S.A.
Imagen 6 Área administrativa

41
Planta de elaboración de plásticos
Esta es el área donde se encuentras las maquinas procesadoras de cada una de las
piezas de las lavadoras.
Imagen 7 Maquinaria
Fuente: KANGLE S.A.
Imagen 8 Cilindros a vapor
Fuente: KANGLE S.A.
Fuente: KANGLE S.A.

42
Imagen 9 Maquinaria
Fuente: KANGLE S.A.
Imagen 10 Maquina
Fuente: KANGLE S.A.

43
Imagen 11 Maquina de espumafón
Fuente: KANGLE S.A.
Imagen 12 Trabajador operando la maquina
Fuente: KANGLE S.A.

44
Materia Prima
El material con el que se elaboran las piezas plásticas se llama POLIMAXX y
POLYPROPYLENE los cuales la empresa los importa de India, Korea y Thailand.
Imagen 13 Sacos de Polypropylene Imagen 14 Sacos de Polimaxx
Fuente: KANGLE S.A.
Imagen 15 Materia Prima
Fuente: KANGLE S.A.
45
Imagen 16 Almacenamiento de productos terminados
Fuente: KANGLE S.A.
Imagen 17 Instalaciones de KANGLE S.A.
Fuente: KANGLE S.A.

46
Imagen 18 Gerente General Sr. Chaffic Chedraui
Fuente: KANGLE S.A.
Áreas de ensamblaje
Imagen 19 Ensamblaje de lavadoras
Fuente: KANGLE S.A.
47
Imagen 20 Área de ensamblaje de ventiladores
Fuente: KANGLE S.A.
Motos y bicicletas
Imagen 21 Área de ensamblaje de motos
Fuente: KANGLE S.A.

48
Lavadoras
Imagen 22 Área de ensamblaje de lavadoras
Fuente: KANGLE S.A.
Bodegas
Imagen 23 Bodega de piezas plásticas
Fuente: KANGLE S.A.
49
Imagen 24 Piezas plásticas de las lavadoras
Fuente: KANGLE S.A.
Productos
Kangle tiene una extensa línea de productos, desde artículos importados y otros
ensamblados en su fábrica bajo las marca MAGIC QUEEN en los que corresponde a
artefactos de línea blanca, bicicletas y ventiladores marca OMEGA, motocicletas marca
KINGDOM y juguetes marca MAGIC TOYS.
Cocinas
Motos
Juguetes
Lavadoras
Ventiladores
Televisores
Refrigeradoras
Aires acondicionados
Bicicletas

50
Imagen 25 Sala de Exhibición de los productos
Fuente: KANGLE S.A.
51
Políticas de calidad de KANGLE
KANGLE ENSAMBLADORA DE ARTEFACTOS ELETRICOS S.A. es una
empresa ensambladores y comercializadora cuya política de Gestión de Calidad se
fundamenta en las siguientes directrices:
Llevar a cabo las actividades de ensamblaje y distribución, garantizando el
cumplimiento de los requisitos de los clientes, así como de las normas legales y
reglamentarias aplicables sus productos y empresa.
Mejorar continuamente el desempeño, así como la satisfacción de los clientes por
medio de implantar y mantener un sistema de Gestión de la Calidad bajo los requisitos
de la Norma ISO 9001:2008.
Contribuye al desarrollo de su personal de trabajo, para su crecimiento personal y así
impulsar la satisfacción de los clientes.
Ventas Anuales
La empresa KANGLE S.A. distribuye sus productos a diferentes casas comerciales de
todo el país, que se dedican a la venta de artefactos para el hogar como Comandato, Créditos
Económicos, Orve Hogar, Comisariato entre otros.
Otra forma que Kangle comercializa sus productos es a través de agentes vendedores
que ofertan estos productos mediante ventas puerta a puerta. Los ingresos anuales que ha
obtenido la empresa durante los últimos 4 años son:

52
Tabla 10
Ventas de la Empresa Kangle S.A
EMPRESA PRODUCTO 2012 2013 2014 2015
KANGLE ENSAMBLADORA DE
ARTEFACTOS ELECTRICOS
S.A
LINEA BLANCA,
MOTOS,
JUGUETES
$ 3.237.701 $ 4.394.180 $ 8.562.007 $ 9.532.020
Nota: Ingresos de la empresa Kangle S.A. obtenidos de la revista EKOS.
3.2 Descripción de los procesos operativos de KANGLE S.A
En Kangle los procesos operativos que se llevan acabo son:
Proceso de Compras
Procesos de Producción
Procesos de venta
Los procesos de producción se realizan bajo las normas ISO 9001 (normas de calidad)
para obtener artículos de máxima calidad; muchos de los productos que se ensamblan en
Kangle estan conformados por piezas que han sido importadas desde paises asiáticos como
China, Japon y La India.
Entre estas piezas importadas se encuentran:
Motores
Chasis
Cuadrantes de bicicletas
Bombas de gasolina
Fusibles
Faroles
Cables
Neumáticos de motos y bicicletas

53
La capacidad instalada maniobrada por el personal respectivamente capacitado por
extranjeros (técnicos asiáticos) en la empresa producen piezas plásticas que son usadas en el
ensamblaje de bicicletas, juguetes y lavadoras.
Proceso de Produccián de Piezas Plásticas
Este proceso es sencillo ya que las máquinas tienen configurados los diferentes
moldes de las piezas que se requieren para el ensamblaje de las lavadoras, bicicletas y
juguetes. Cada máquina esta a cargo de un operador que programa en tiempo y cantidades la
máquina respectivas para su correcto funcionamiento .
Los artículos antes mencionados tienen partes plásticas, por lo que la empresa se
abastece en grandes cantidades de materia prima; polimaxx y polypropylene.
Cada máquina según su molde es cargada por 2 o 3 sacas de materia prima que
producen una cantidad determinada de piezas.
Tabla 11
Producción de piezas plásticas
Producción de piezas plásticas por saco
Piezas # de piezas Sacos Piezas en total
Bases de la lavadoras 20 3 60
Tanque de lavado 25 2 50
Tanque de centrifugado 25 2 50
Tapa de lavado 50 2 100
Tapa de centrifugado 40 2 80
Disco de lavado 80 2 160
Disco de centrifugado 200 2 400
TOTAL 900
Nota: Producción de piezas plásticas por día

54
Proceso de producción de cocinetas a gas
Tarea 1: Desempacar piezas a utilizarse en el ensamblaje
Tarea 2: Encender compresor para uso de destornilladores
Tarea 3: Colocar los laterales
Tarea 4: Ubicar parte frentera donde van las perillas e indicaciones
Tarea 5: Colocar la ensimera
Tarea 6: Colocar las cañerias
Tarea 7: Situar bisagras para la tapa de vidrio
Tarea 8: Acoplar las perillas (botones)
Tarea 9: Control de calidad de la cañeria (prueba con una maquina respectiva)
Tarea 10: Colocar quemadores y accesorios
Tarea 11: Ubicar cauchos para la base
Tarea 12: Etiquetado y encartonado

55
Ilustración 1 Flujograma del proceso de ensamblaje de cocinetas a gas
NO
SI
Ensamblaje de las
cocinetas a gas
Encender compresor para uso de destornilladores
Control de calidad de
la cañeria (prueba
con una máquina
respectiva)
Colocar los laterales y parte frentera donde van las perillas
e indicaciones
Situar bisagras para la tapa de vidrio
Colocar las cañerias
Colocar la ensimera
Reparación
de
desperfecto
s de la
Acoplar las perillas (botones)
Colocar quemadores y accesorios
Desempacar piezas a utilizarse en el ensamblaje
Ubicar cauchos para la base
Etiquetado y encartonado

56
Proceso de produccion de motos
Tarea 1: Desempacar piezas a utilizarse en el ensamblaje
Tarea 2: Encender compresor para uso de destornilladores
Tarea 3: Montaje del chasis
Tarea 4: Montaje del motor
Tarea 5: Colocar neumatico trasero
Tarea 6: Montaje de base y manubrio
Tarea 7: Colocar guardabarro trasero
Tarea 8: Ubicar tanque de gasolina
Tarea 9: Montaje del cableado electrico
Tarea 10: Colocar velocimetro
Tarea 11: Instalar acelerador y frenos
Tarea 12: Montaje de guantera y porta casco
Tarea 13: Colocar luces delanteras y traseras (direccionales)
Tarea 14: Colocar guardabarro delantero
Tarea 15: Ubicar neumatico delantero
Tarea 16: Control de calidad (se realiza con maquina respectiva)
Tarea 17: Colocar accesorios
Tarea 18: Etiquetado

57
Ilustración 2 Flujograma del Proceso de ensamblaje de motos
Ensamblaje de
Motos
Encender compresor para uso de destornilladores
Montaje del chasis, motor y neumatico trasero
Montaje del cableado electrico, velocimetro e instalar acelerador y frenos
Colocar guardabarro trasero y ubicar tanque de gasolina
Montaje de base y manubrio
Colocar luces delanteras y traseras (direccionales)
Colocar accesorios
Desempacar piezas a utilizarse en el ensamblaje
Colocar guardabarro delantero y ubicar neumatico delantero
Control de calidad
(se realiza con máquina respectiva)
Etiquetado
58
Proceso de produccion de ventiladores
Tarea 1: Desempacar piezas a utilizarse en el ensamblaje
Tarea 2: Ubicar base plastica (parte trasera)
Tarea 3: Insertar el motor
Tarea 4: Encender compresor para uso de destornilladores
Tarea 5: Colocar cabezal metalico circular
Tarea 6: Ajustar pernos o tuercas a la base
Tarea 7: Acoplar helices (plasticas o metalicas)
Tarea 8: Conectar el cableado electrico
Tarea 9: Colocar cubierta delantera del cabezal circular
Tarea 10: Colocar el cabezal a la barra metalica de soporte
Tarea 11: Anexar al cabezal un soporte de uso opcional
Tarea 12: Control de calidad (se realiza con maquina respectiva)
Tarea 13: Etiquetado
Tarea 14: Empaquetado

59
Ilustración 3 Flujo del proceso de ensamblaje de Ventiladores
Ensamblaje de
Ventiladores
Ubicar base plastica (parte trasera)
Insertar el motor
Acoplar helices (plásticas o metálicas)
Colocar cabezal metalico circular
Encender compresor para uso de destornilladores
Conectar el cableado eléctrico
Colocar el cabezal a la barra metálica de soporte o un soporte opcional
Desempacar piezas a utilizarse en el ensamblaje
Colocar cubierta delantera del cabezal circular
Control de calidad
(se realiza con máquina respectiva)
Etiquetado y encartonado

60
Proceso de producción de juguetes
Tarea 1: Obtener piezas para el ensamblaje de los carritos
Tarea 2: Colocar los ejes a las llantas
Tarea 3: Encender compresor para uso de destornilladores
Tarea 4: Atornillar el volante a la pieza tubular que va con las llantas delanteras
Tarea 5: Colocar el asiento
Tarea 6: Colocar el espaldar o soporte trasero
Tarea 7: Insertar el pito en el volante
Tarea 8: Colocar etiquetas decorativas
Tarea 9: Empaquetado
Imagen 26 Almacenamiento de juguetes
Fuente: KANGLE S.A
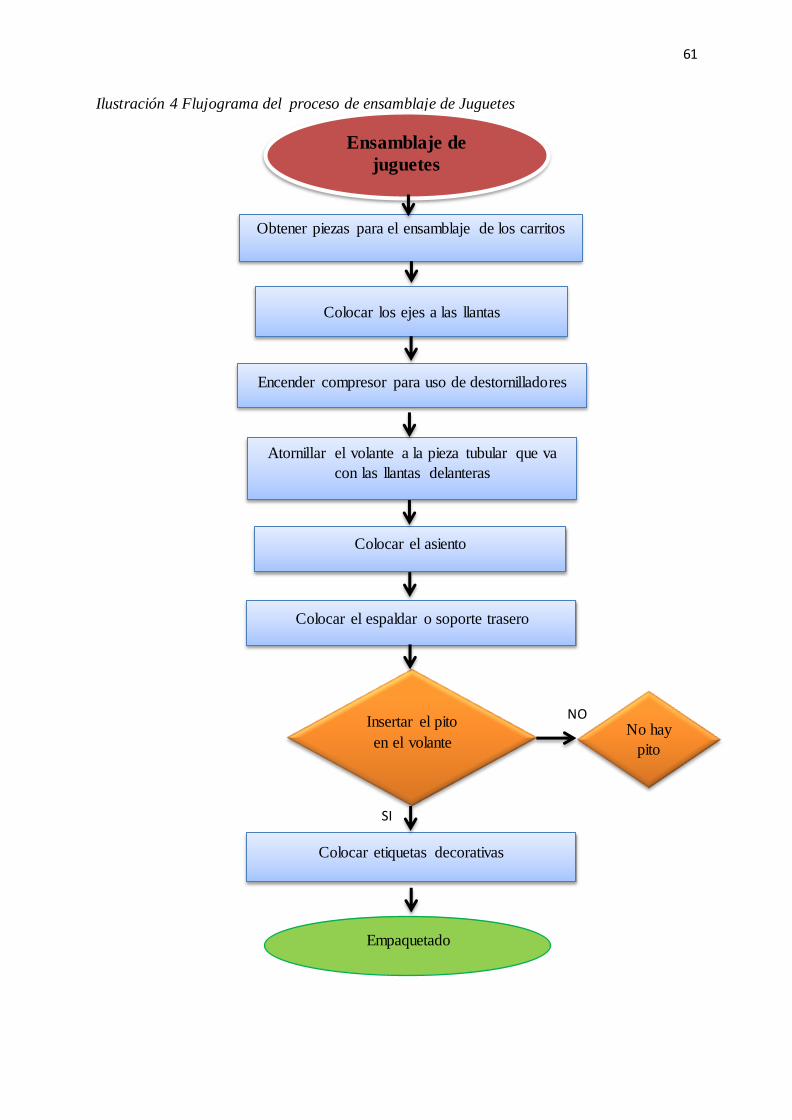
61
Ilustración 4 Flujograma del proceso de ensamblaje de Juguetes
NO
SI
Colocar los ejes a las llantas
Insertar el pito
en el volante
Encender compresor para uso de destornilladores
Colocar el asiento
Atornillar el volante a la pieza tubular que va
con las llantas delanteras
No hay
pito
Colocar el espaldar o soporte trasero
Colocar etiquetas decorativas
Obtener piezas para el ensamblaje de los carritos
Ensamblaje de
juguetes
Empaquetado

62
Proceso de produccion de lavadoras
Tarea 1: Colocar base plástica de la lavadora
Tarea 2: Colocar dos motores
Tarea 3: Encender compresor para uso de destornilladores
Tarea 4: Colocar el freno del tanque de centrifugado
Tarea 5: Instalar capacitor (aranque de la máquina)
Tarea 6: Colocar cable de poder
Tarea 7: Colocar disco de centrifugado
Tarea 8: Ubicamos banda en el tanque de lavado
Tarea 9: Colocar tubo del agua
Tarea 10: Colocar laterales de los tanques
Tarea 11: Ubicar disco de lavado
Tarea 12: Adaptar el filtro
Tarea 13: Colocar tanque de centrifugado
Tarea 14: Colocar varilla de freno
Tarea 15: Colocar tapa de lavado y centrifugado de la lavadora
Tarea 16: Ubicamos perillas de control
Tarea 17: Sellado del cableado eléctrico
Tarea 18: Prueba de encendido
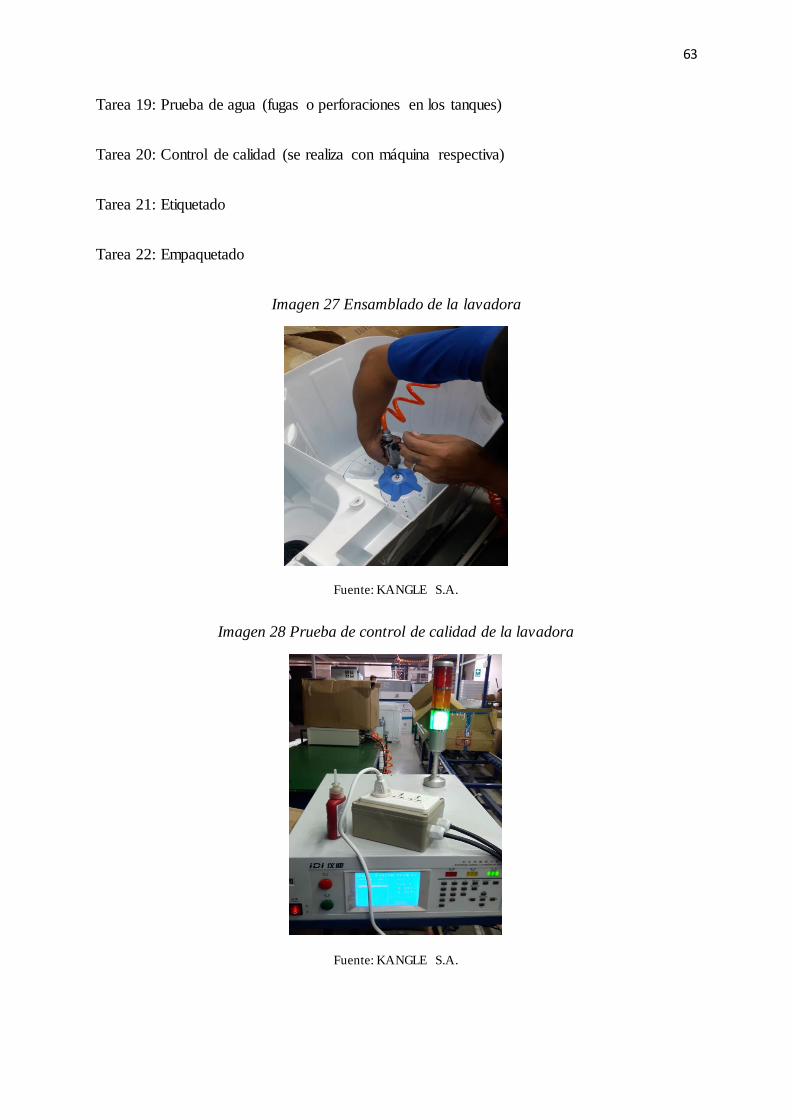
63
Tarea 19: Prueba de agua (fugas o perforaciones en los tanques)
Tarea 20: Control de calidad (se realiza con máquina respectiva)
Tarea 21: Etiquetado
Tarea 22: Empaquetado
Imagen 27 Ensamblado de la lavadora
Fuente: KANGLE S.A.
Imagen 28 Prueba de control de calidad de la lavadora
Fuente: KANGLE S.A.

64
Prueba de encendido
Ilustración 5 Flujograma del proceso de ensamblaje de lavadoras
NO
SI
Etiquetado y encartonado
Ensamblaje de
Lavadoras
Colocar dos motores
Control de calidad
(prueba con una
máquina respectiva)
Encender compresor para uso de destornilladores
Colocar cable de poder y disco de centrifugado
Instalar capacitor (aranque de la máquina)
Colocar el freno del tanque de centrifugado
Reparación
de
desperfecto
s de la
Ubicamos banda en el tanque de lavado
Prueba de agua (fugas o perforaciones en los tanques)
Colocar base plástica de la lavadora
Colocar tubo del agua y laterales de los tanques
Ubicar disco de lavado, filtro y tanque de centrifugado
Colocar varilla de freno, tapa de lavado y centrifugado
Ubicar perillas de control
Sellado del cableado eléctrico

65
3.3 Explicación de los resultados obtenidos mediante los métodos aplicados
La metodología que se utilizó en el presente trabajo de investigación se realizó
mediante tres instrumentos de recolección de datos: la observación, la entrevista y la
encuesta, mediante un cuestionarios de preguntas abiertas y cerradas que permitieron
recolectar toda la información necesaria para el análisis e interpretación del problema que se
investiga.
Observación
Dentro de la investigación se aplicó la observación directa, de la cual (Bernal, 2010)
afirma que “permite obtener información confiable y directa, siempre y cuando se haga
mediante un procedimiento sistematizado y controlado.” (pág. 194).
La técnica de observación directa se realizó en la empresa Kangle ensambladora de
artefactos eléctricos S.A la cual se encuentra ubicada en la ciudad de Guayaquil en Mirtus
Km10 vía a Daule N°101 y Solar 7 (Higuerilla) - Lotización Inmaconsa Diagonal al Colegio
Leonidas García, la cual se llevo a cabo el Viernes 13 de enero del 2017 siendo las 14:00 pm,
dentro de la cual se pudo evidenciar que la empresa cuenta con buena infraestructura, algunas
máquinas aptas la elaboración de las piezas plásticas que posteriormente se proceden a
ensamblar y demás máquinas que son utilizadas para emsamblar los otros productos que
vende la empresa. También se pudo constatar los procesos de control de calidad que se llevan
a cabo en los productos antes de salir a la venta.
La empresa cuenta también con el departamento administrativo, bodegas para los
productos terminados y materia prima, area de recepción del producto, planta procesadora de
las piezas plásticas, areas de ensamblaje de cada uno de los productos, tres camiones.
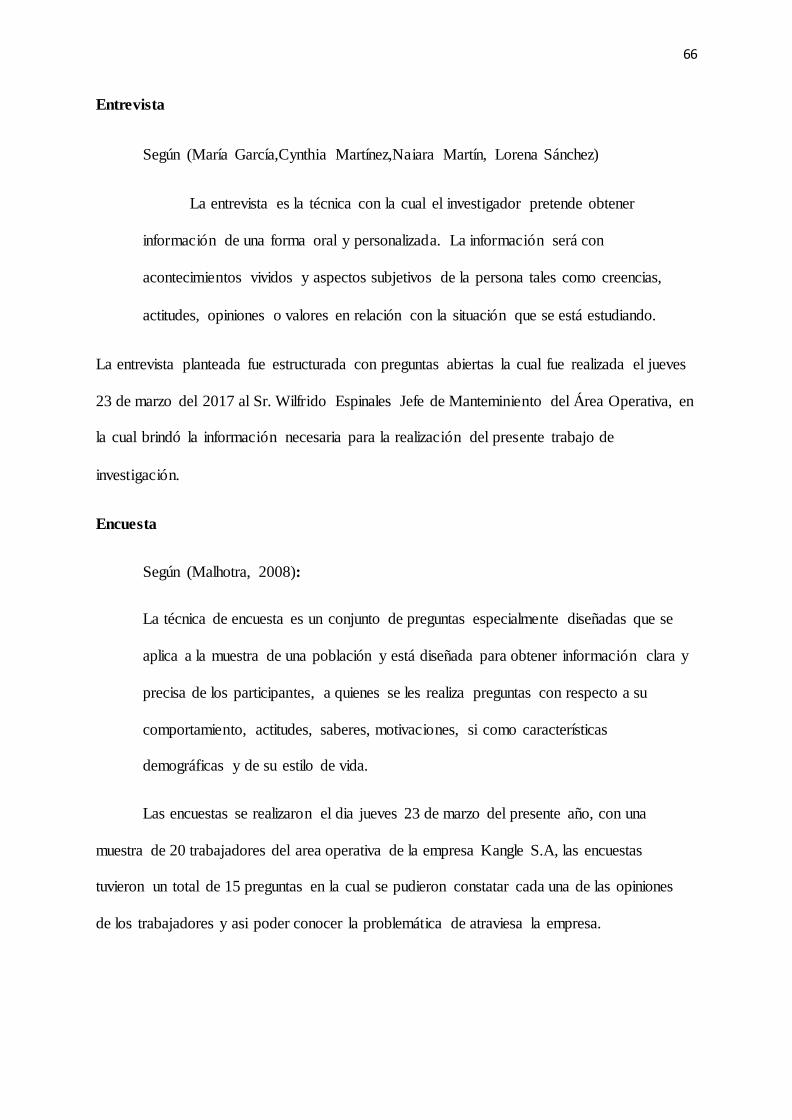
66
Entrevista
Según (María García,Cynthia Martínez,Naiara Martín, Lorena Sánchez)
La entrevista es la técnica con la cual el investigador pretende obtener
información de una forma oral y personalizada. La información será con
acontecimientos vividos y aspectos subjetivos de la persona tales como creencias,
actitudes, opiniones o valores en relación con la situación que se está estudiando.
La entrevista planteada fue estructurada con preguntas abiertas la cual fue realizada el jueves
23 de marzo del 2017 al Sr. Wilfrido Espinales Jefe de Manteminiento del Área Operativa, en
la cual brindó la información necesaria para la realización del presente trabajo de
investigación.
Encuesta
Según (Malhotra, 2008):
La técnica de encuesta es un conjunto de preguntas especialmente diseñadas que se
aplica a la muestra de una población y está diseñada para obtener información clara y
precisa de los participantes, a quienes se les realiza preguntas con respecto a su
comportamiento, actitudes, saberes, motivaciones, si como características
demográficas y de su estilo de vida.
Las encuestas se realizaron el dia jueves 23 de marzo del presente año, con una
muestra de 20 trabajadores del area operativa de la empresa Kangle S.A, las encuestas
tuvieron un total de 15 preguntas en la cual se pudieron constatar cada una de las opiniones
de los trabajadores y asi poder conocer la problemática de atraviesa la empresa.
67
3.3.1 Entrevista al Jefe del Área de Mantenimiento
Sr. Wilfrido Espinales
1. ¿En qué área de la empresa labora usted?
En el área de mantenimiento de la empresa Kangle- Mecánica industrial
2. ¿Cuánto tiempo tiene usted laborando en la empresa?
Tengo 2 años y medio trabajando en la empresa en la misma área desde que fui
contratado.
3. ¿Cuántas personas están bajo su dirección?
A mi cargo se encuentran 2 personas que realizan y complementan el mantenimiento
de la maquinaria.
1) Leonidas Ruiz
2) Rony Espinales
4. ¿A cuántas máquinas se les da mantenimiento?
Nosotros damos mantenimiento a 13 máquinas
5 máquinas que elaboran piezas plásticas para los artefactos
5 máquinas que procesan el espumafón
3 máquinas de línea de ensamblaje
5. ¿Fue usted capacitado para el correcto manejo de la maquinaria?
Sí, mi equipo de trabajo y yo fuimos capacitados durante tres meses por siete
personas. Los técnicos que nos indujeron a la manipulación de las maquinas viajaron

68
desde Asia; China, a enseñarnos las técnicas de trabajo, limpieza y mantenimiento de
las máquinas para su correcto funcionamiento.
6. ¿Cada cuánto tiempo se realiza el mantenimiento de la maquinaria?
Se realiza 1 vez cada mes. Consiste en:
Limpieza
Engrasado
Cambio de aceite
Cambio de rulimanes
Cambio de bandas
Cambio de poleas
Bombas hidráulicas
Mangueras hidráulicas
7. ¿Qué día en particular realizan el mantenimiento?
El mantenimiento general paraliza la empresa por un día, se cita al personal un sábado
así no se interrumpe la producción semanal.
Durante la semana brindamos soporte a algún inconveniente o desperfecto que ocurra.
8. ¿Con qué frecuencia las máquinas presentan problemas en su funcionamiento?
No es muy frecuente. Pero se presentan problemas en una máquina cada dos o tres
meses.
9. ¿Qué acción realizan cuando alguna parte de las maquinas presenta graves
problemas?
Se pide asistencia a los técnicos de China, y si fuese necesario que viajen al país para
que presencien el desperfecto y malestar que se está ocasionando.
69
10. ¿Cuánto tiempo tomaría importar un repuesto si una máquina presentara
problemas en su estructura?
El repuesto vendría desde China, origen de las máquinas de la empresa. El medio que
se utiliza es avión directo y el tiempo que tomaría seria mínimo 15 días y máximo 30
días.
11. ¿Qué sucede con la producción si se presentan problemas en una máquina que
produce piezas del proceso de ensamblaje de “x” artefacto?
La producción se detiene hasta arreglar la máquina o el molde que presenta
desperfectos.
12. ¿Ha presentado fallas el funcionamiento de las líneas de ensamblaje?
No han presentado problemas, están funcionando con normalidad desde su instalación
en la planta.

UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
3.3.2 Interpretación de los resultados de la encuesta
ENCUESTA REALIZADA A LOS TRABAJADORES OPERATIVOS DE LA
EMPRESA KANGLE S.A.
Pregunta 1. Sexo
Tabla 12
Sexo
Descripción Frecuencia
Masculino 15 75%
Femenino 5 25%
Totales 20 100%
Elaborado por: Autoras
Gráfico 1 Género de los encuestados
Elaborado por: Autoras
Análisis e Interpretación
Del total de encuestados el 75% son hombres y el 25% son mujeres, que forman parte
del área operativa de la empresa KANGLE S.A.
Masculino75%
Femenino25%
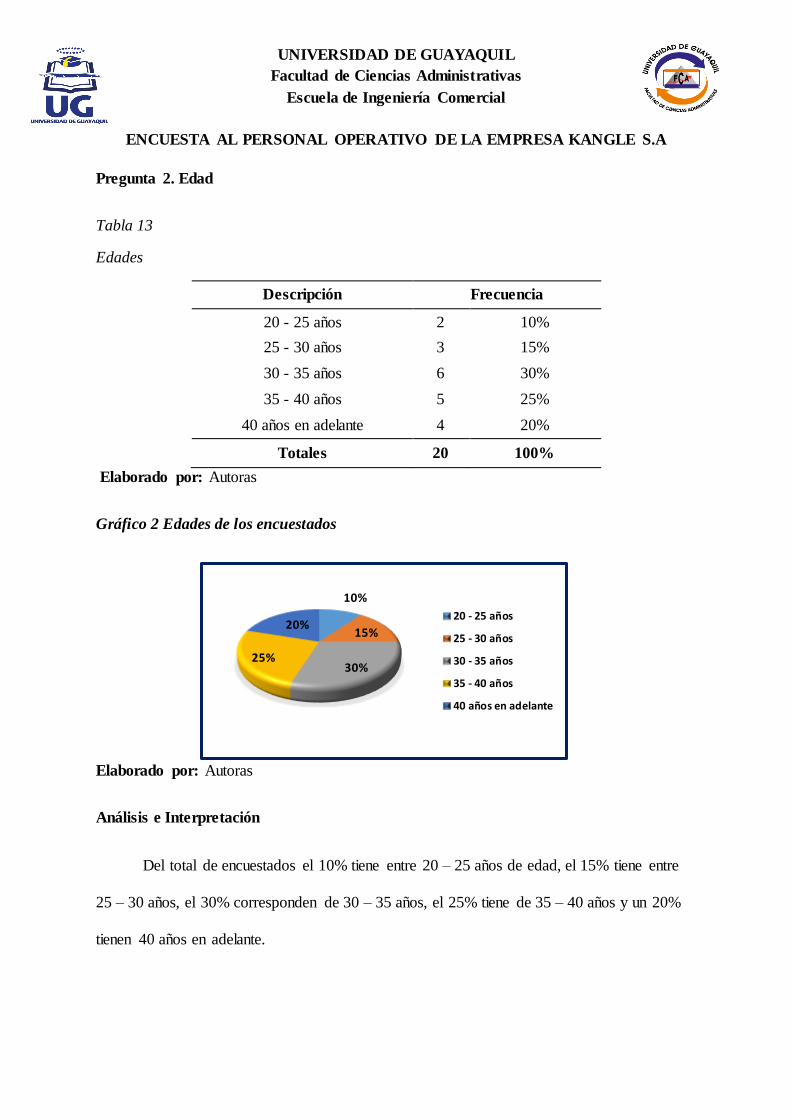
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
Pregunta 2. Edad
Tabla 13
Edades
Descripción Frecuencia
20 - 25 años 2 10%
25 - 30 años 3 15%
30 - 35 años 6 30%
35 - 40 años 5 25%
40 años en adelante 4 20%
Totales 20 100%
Elaborado por: Autoras
Gráfico 2 Edades de los encuestados
Elaborado por: Autoras
Análisis e Interpretación
Del total de encuestados el 10% tiene entre 20 – 25 años de edad, el 15% tiene entre
25 – 30 años, el 30% corresponden de 30 – 35 años, el 25% tiene de 35 – 40 años y un 20%
tienen 40 años en adelante.
10%
15%
30%25%
20%20 - 25 años
25 - 30 años
30 - 35 años
35 - 40 años
40 años en adelante
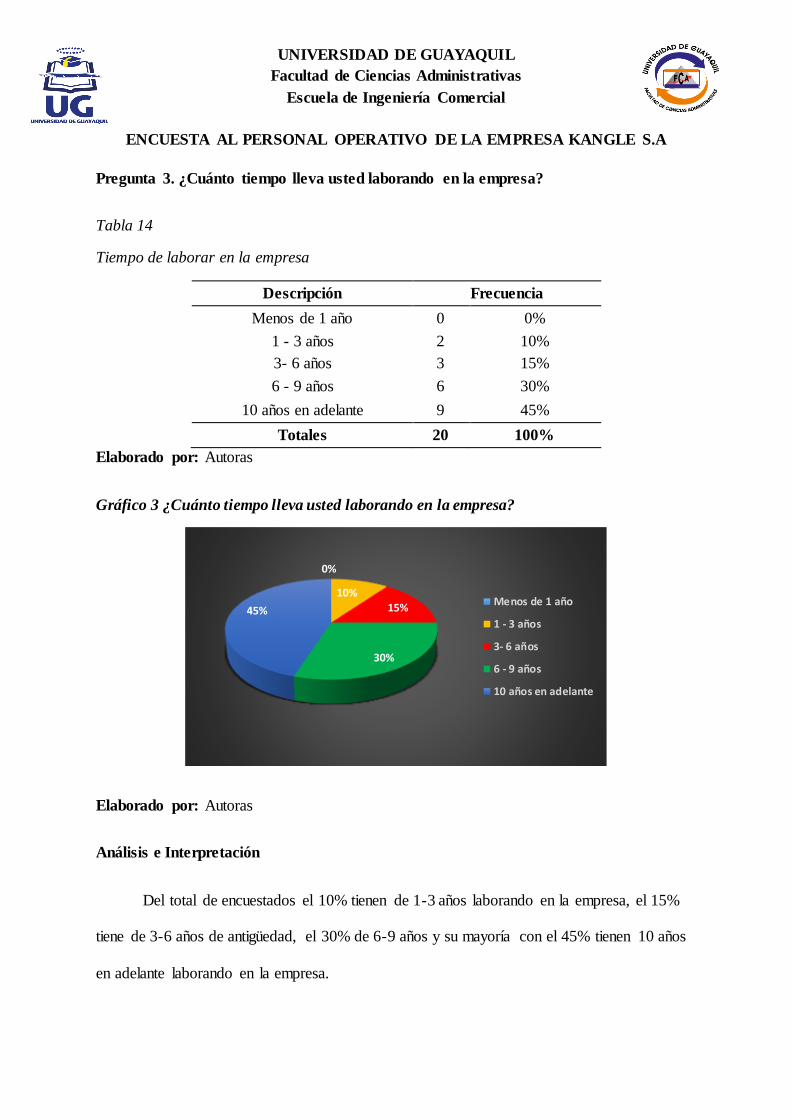
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
Pregunta 3. ¿Cuánto tiempo lleva usted laborando en la empresa?
Tabla 14
Tiempo de laborar en la empresa
Descripción Frecuencia
Menos de 1 año 0 0%
1 - 3 años 2 10%
3- 6 años 3 15%
6 - 9 años 6 30%
10 años en adelante 9 45%
Totales 20 100%
Elaborado por: Autoras
Gráfico 3 ¿Cuánto tiempo lleva usted laborando en la empresa?
Elaborado por: Autoras
Análisis e Interpretación
Del total de encuestados el 10% tienen de 1-3 años laborando en la empresa, el 15%
tiene de 3-6 años de antigüedad, el 30% de 6-9 años y su mayoría con el 45% tienen 10 años
en adelante laborando en la empresa.
0%
10%15%
30%
45%Menos de 1 año
1 - 3 años
3- 6 años
6 - 9 años
10 años en adelante

UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
Pregunta 4. ¿Cuál es la línea de proceso que utiliza la mayor capacidad disponible?
Tabla 15
Línea de proceso que utiliza mayor capacidad instalada
Descripción Frecuencia
Ensamblaje de juguetes 2 10%
Ensamblaje de motos 3 15%
Ensamblaje de lavadoras 12 60%
Ensamblaje de cocinas 3 15%
Totales 20 100%
Elaborado por: Autoras
Gráfico 4 ¿Cuál es la línea de proceso que utiliza la mayor capacidad disponible?
Elaborado por: Autoras
Análisis e Interpretación
Según los encuestados el 10% indica que el ensamblaje de juguetes es la línea de
proceso que utiliza mayor capacidad disponible, el 15% indica que el ensamblaje de motos, el
60% dice el ensamblaje de las lavadoras y por último el 15% aseguran que el ensamblaje de
cocinas utiliza la mayor capacidad instalada.
10%
15%
60%
15% Ensamblaje de juguetes
Ensamblaje de motos
Ensamblaje delavadoras
Ensamblaje de cocinas

UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
Pregunta 5. ¿Cree usted que el mantenimiento de la maquinaria debería realizarse con
más frecuencia?
Tabla 16
Frecuencia del mantenimiento de la maquinaria
Descripción Frecuencia
Totalmente en desacuerdo 0 0%
En desacuerdo 1 5%
Ni de acuerdo ni en desacuerdo 2 10% De acuerdo 5 25%
Totalmente de acuerdo 12 60%
Totales 20 100%
Elaborado por: Autoras
Gráfico 5 ¿Cree usted que el mantenimiento de la maquinaria debería realizarse con más
frecuencia?
Elaborado por: Autoras
Análisis e Interpretación
Del total de encuestados, el 60% está totalmente de acuerdo que el mantenimiento de
la maquinaria debería realizarse con más frecuencia, mientras que el 25% está de acuerdo, el
10% se muestran indiferentes y el 5% está en desacuerdo con que se debería realizar con más
frecuencia el mantenimiento de la maquinaria.
0% 5%10%
25%60%
Totalmente en desacuerdo
En desacuerdo
Ni de acuerdo ni endesacuerdo
De acuerdo
Totalmente de acuerdo
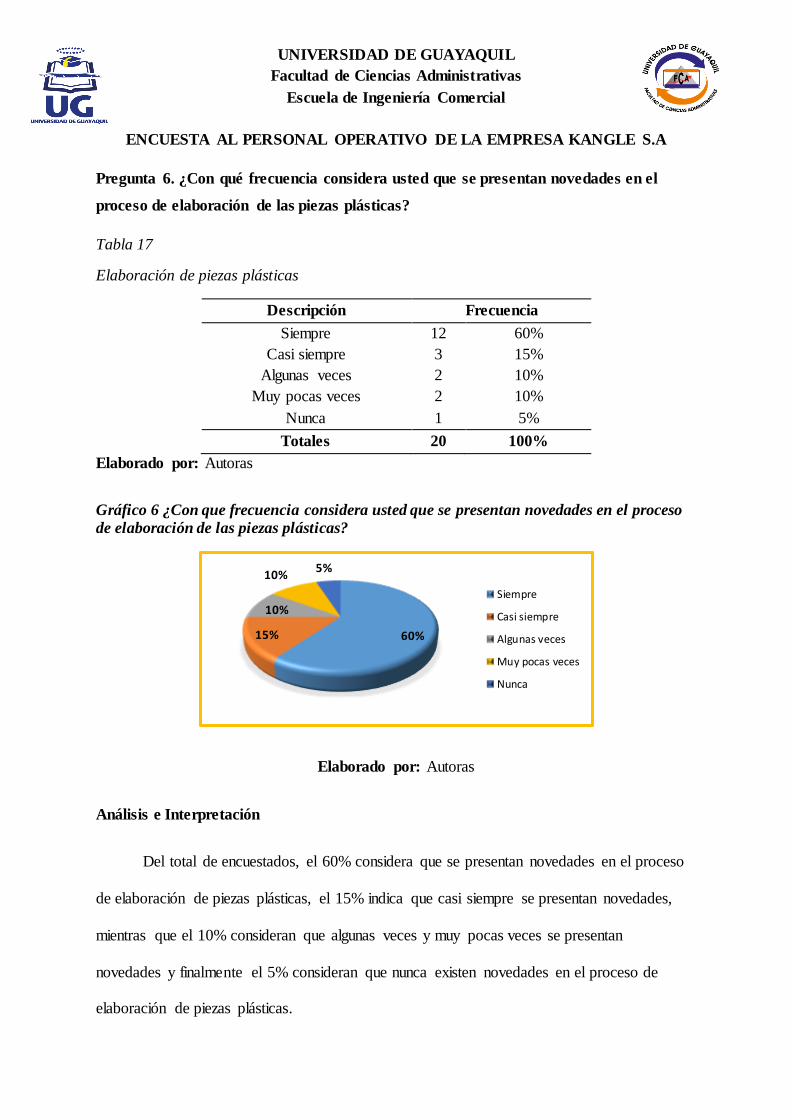
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
Pregunta 6. ¿Con qué frecuencia considera usted que se presentan novedades en el
proceso de elaboración de las piezas plásticas?
Tabla 17
Elaboración de piezas plásticas
Descripción Frecuencia
Siempre 12 60%
Casi siempre 3 15%
Algunas veces 2 10%
Muy pocas veces 2 10%
Nunca 1 5%
Totales 20 100%
Elaborado por: Autoras
Gráfico 6 ¿Con que frecuencia considera usted que se presentan novedades en el proceso
de elaboración de las piezas plásticas?
Elaborado por: Autoras
Análisis e Interpretación
Del total de encuestados, el 60% considera que se presentan novedades en el proceso
de elaboración de piezas plásticas, el 15% indica que casi siempre se presentan novedades,
mientras que el 10% consideran que algunas veces y muy pocas veces se presentan
novedades y finalmente el 5% consideran que nunca existen novedades en el proceso de
elaboración de piezas plásticas.
60%15%
10%
10%5%
Siempre
Casi siempre
Algunas veces
Muy pocas veces
Nunca
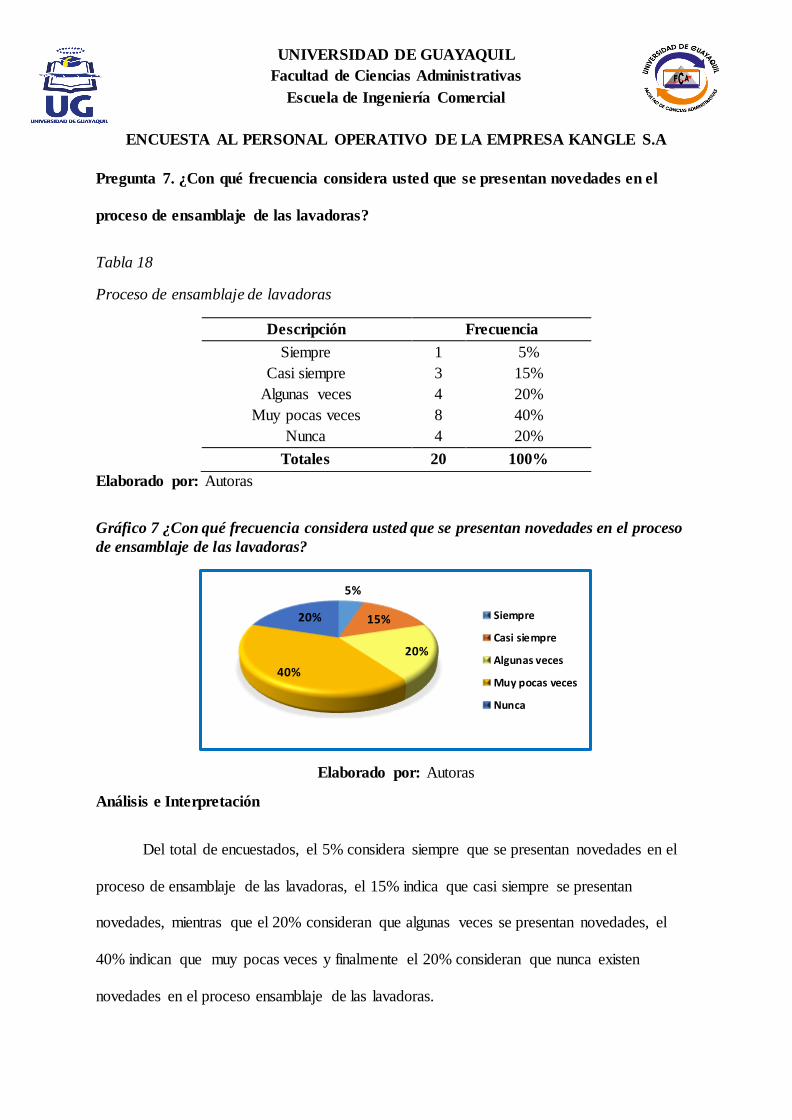
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
Pregunta 7. ¿Con qué frecuencia considera usted que se presentan novedades en el
proceso de ensamblaje de las lavadoras?
Tabla 18
Proceso de ensamblaje de lavadoras
Descripción Frecuencia
Siempre 1 5%
Casi siempre 3 15%
Algunas veces 4 20%
Muy pocas veces 8 40%
Nunca 4 20%
Totales 20 100%
Elaborado por: Autoras
Gráfico 7 ¿Con qué frecuencia considera usted que se presentan novedades en el proceso
de ensamblaje de las lavadoras?
Elaborado por: Autoras
Análisis e Interpretación
Del total de encuestados, el 5% considera siempre que se presentan novedades en el
proceso de ensamblaje de las lavadoras, el 15% indica que casi siempre se presentan
novedades, mientras que el 20% consideran que algunas veces se presentan novedades, el
40% indican que muy pocas veces y finalmente el 20% consideran que nunca existen
novedades en el proceso ensamblaje de las lavadoras.
5%
15%
20%
40%
20% Siempre
Casi siempre
Algunas veces
Muy pocas veces
Nunca

UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
Pregunta 8. ¿Con qué frecuencia considera usted que se presentan novedades en el
proceso de ensamblaje de las motos?
Tabla 19
Proceso de ensamblaje de motos
Descripción Frecuencia
Siempre 1 5%
Casi siempre 1 5%
Algunas veces 4 20%
Muy pocas veces 8 40%
Nunca 6 30%
Totales 20 100%
Elaborado por: Autoras
Gráfico 8 ¿Con qué frecuencia considera usted que se presentan novedades en el proceso
de ensamblaje de las motos?
Elaborado por: Autoras
Análisis e Interpretación
Del total de encuestados, el 5% consideran que siempre se presentan novedades en el
proceso de ensamblaje de las motos, el 5% indica que casi siempre se presentan novedades,
mientras que el 20% consideran que algunas veces se presentan novedades, el 40% indican
que muy pocas veces y finalmente el 30% consideran que nunca existen novedades en el
proceso ensamblaje de las motos.
5% 5%
20%
40%
30% Siempre
Casi siempre
Algunas veces
Muy pocas veces
Nunca
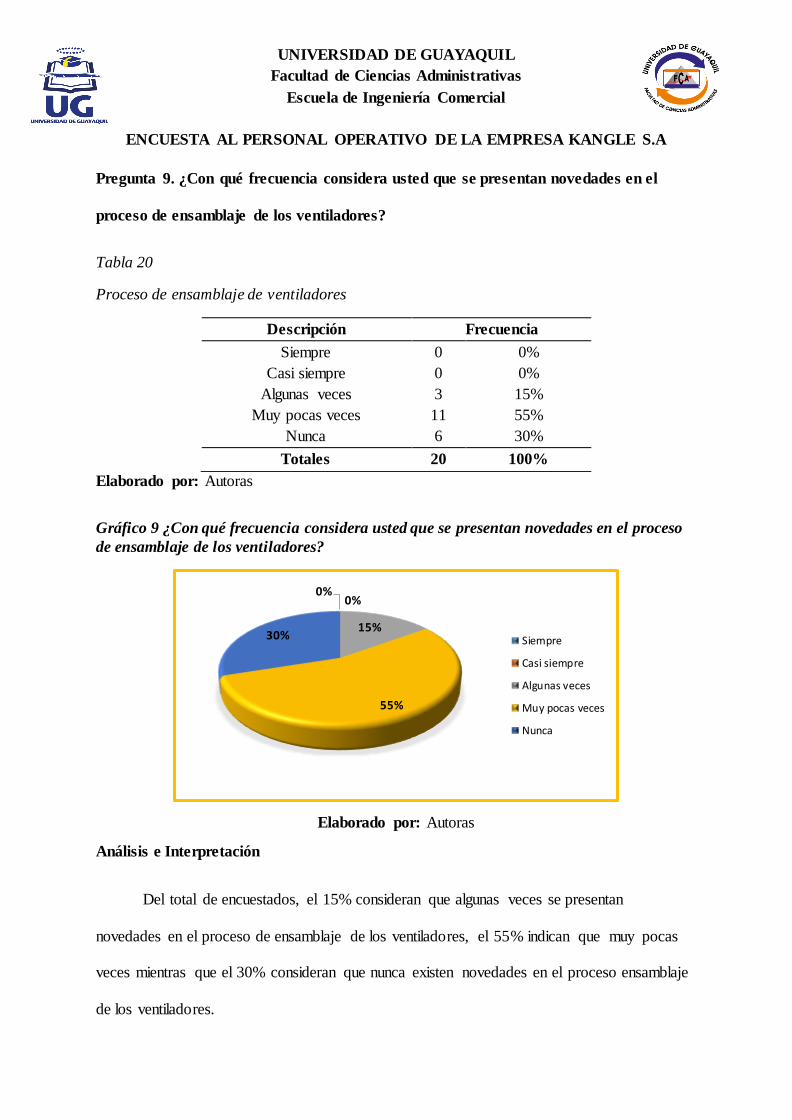
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
Pregunta 9. ¿Con qué frecuencia considera usted que se presentan novedades en el
proceso de ensamblaje de los ventiladores?
Tabla 20
Proceso de ensamblaje de ventiladores
Descripción Frecuencia
Siempre 0 0%
Casi siempre 0 0%
Algunas veces 3 15%
Muy pocas veces 11 55%
Nunca 6 30%
Totales 20 100%
Elaborado por: Autoras
Gráfico 9 ¿Con qué frecuencia considera usted que se presentan novedades en el proceso
de ensamblaje de los ventiladores?
Elaborado por: Autoras
Análisis e Interpretación
Del total de encuestados, el 15% consideran que algunas veces se presentan
novedades en el proceso de ensamblaje de los ventiladores, el 55% indican que muy pocas
veces mientras que el 30% consideran que nunca existen novedades en el proceso ensamblaje
de los ventiladores.
0%0%
15%
55%
30% Siempre
Casi siempre
Algunas veces
Muy pocas veces
Nunca

UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
Pregunta 10. ¿Con qué frecuencia considera usted que se presentan novedades en el
proceso de ensamblaje de los juguetes?
Tabla 21
Proceso de ensamblaje de juguetes
Descripción Frecuencia
Siempre 0 0%
Casi siempre 1 5%
Algunas veces 5 25%
Muy pocas veces 10 50%
Nunca 4 20%
Totales 20 100%
Elaborado por: Autoras
Gráfico 10 ¿Con qué frecuencia considera usted que se presentan novedades en el proceso
de ensamblaje de los juguetes?
Elaborado por: Autoras
Análisis e Interpretación
Del total de encuestados, el 5% considera que casi siempre se presentan novedades en
el proceso de ensamblaje de los juguetes, mientras que el 25% consideran que algunas veces
se presentan novedades, el 50% indican que muy pocas veces y finalmente el 20%
consideran que nunca existen novedades en el proceso ensamblaje de los juguetes.
0% 5%
25%
50%
20%Siempre
Casi siempre
Algunas veces
Muy pocas veces
Nunca
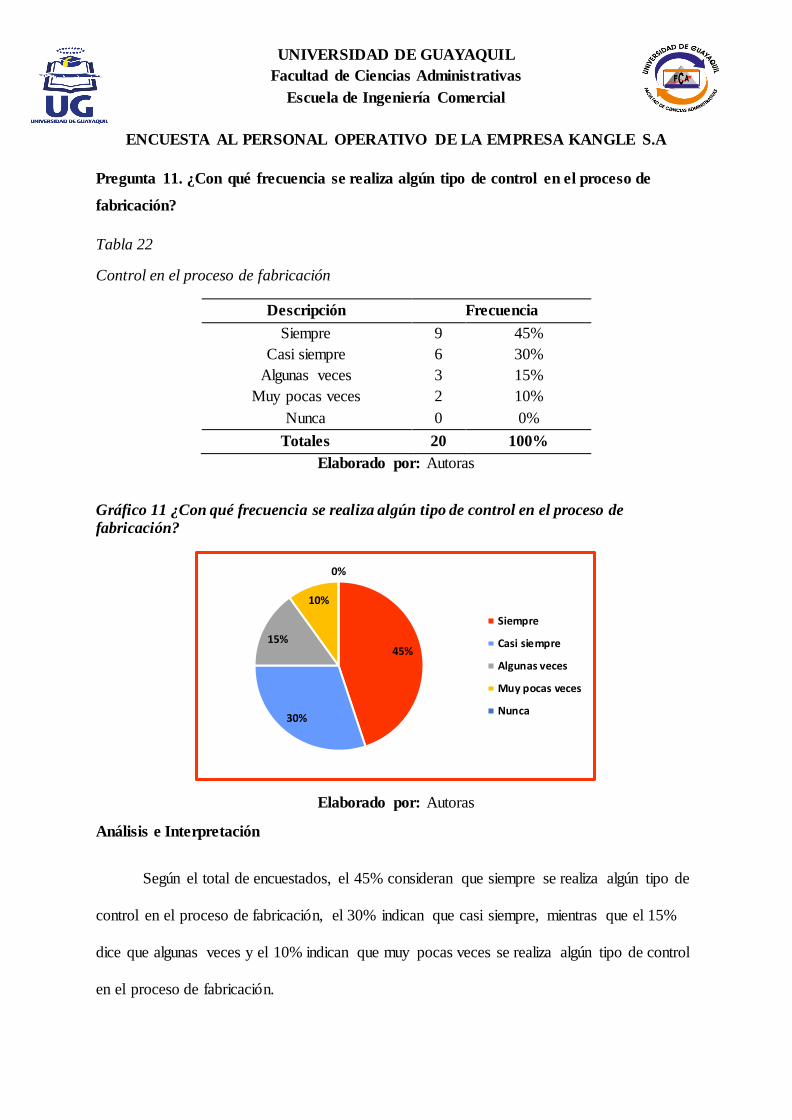
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
Pregunta 11. ¿Con qué frecuencia se realiza algún tipo de control en el proceso de
fabricación?
Tabla 22
Control en el proceso de fabricación
Descripción Frecuencia
Siempre 9 45%
Casi siempre 6 30%
Algunas veces 3 15%
Muy pocas veces 2 10%
Nunca 0 0%
Totales 20 100%
Elaborado por: Autoras
Gráfico 11 ¿Con qué frecuencia se realiza algún tipo de control en el proceso de
fabricación?
Elaborado por: Autoras
Análisis e Interpretación
Según el total de encuestados, el 45% consideran que siempre se realiza algún tipo de
control en el proceso de fabricación, el 30% indican que casi siempre, mientras que el 15%
dice que algunas veces y el 10% indican que muy pocas veces se realiza algún tipo de control
en el proceso de fabricación.
45%
30%
15%
10%
0%
Siempre
Casi siempre
Algunas veces
Muy pocas veces
Nunca
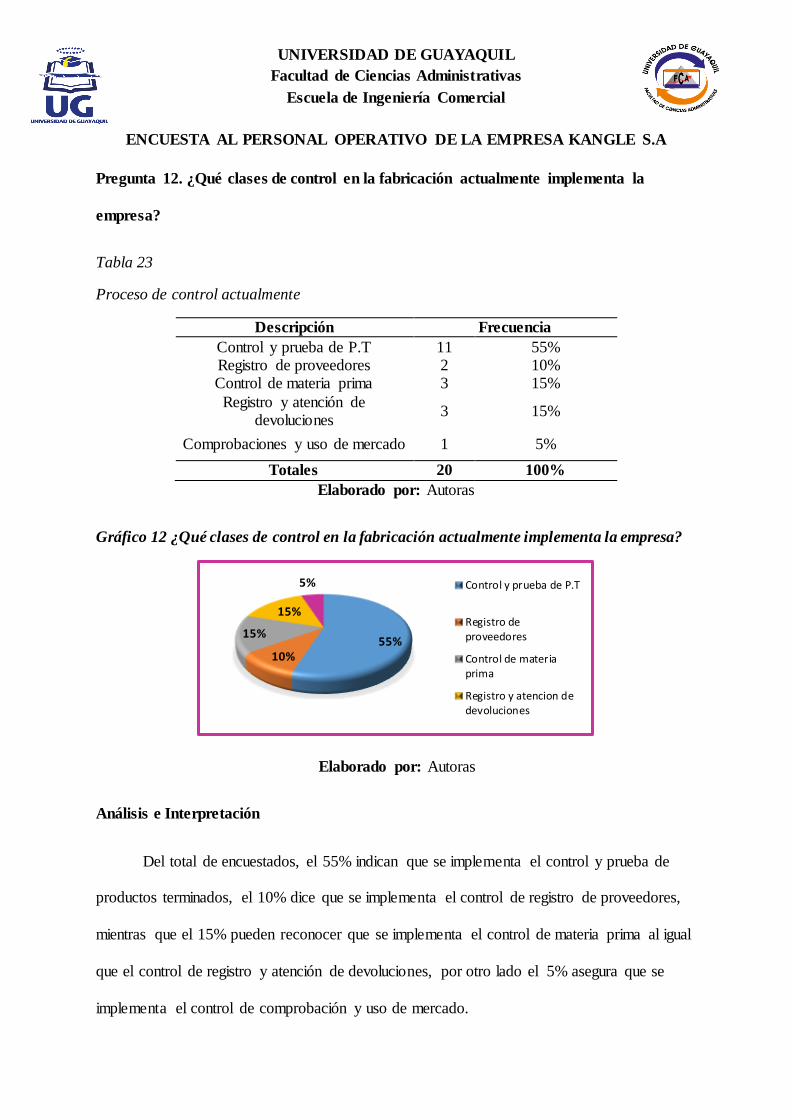
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
Pregunta 12. ¿Qué clases de control en la fabricación actualmente implementa la
empresa?
Tabla 23
Proceso de control actualmente
Descripción Frecuencia
Control y prueba de P.T 11 55% Registro de proveedores 2 10% Control de materia prima 3 15%
Registro y atención de devoluciones
3 15%
Comprobaciones y uso de mercado 1 5%
Totales 20 100%
Elaborado por: Autoras
Gráfico 12 ¿Qué clases de control en la fabricación actualmente implementa la empresa?
Elaborado por: Autoras
Análisis e Interpretación
Del total de encuestados, el 55% indican que se implementa el control y prueba de
productos terminados, el 10% dice que se implementa el control de registro de proveedores,
mientras que el 15% pueden reconocer que se implementa el control de materia prima al igual
que el control de registro y atención de devoluciones, por otro lado el 5% asegura que se
implementa el control de comprobación y uso de mercado.
55%10%
15%
15%
5% Control y prueba de P.T
Registro deproveedores
Control de materiaprima
Registro y atencion dedevoluciones

UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
Pregunta 13. ¿Considera usted qué se debería implementar un nuevo sistema de control
en la fabricación?
Tabla 24
Implementar un nuevo proceso de control en la fabricación
Descripción Frecuencia
Totalmente en desacuerdo 0 0%
En desacuerdo 0 0%
Ni de acuerdo ni en desacuerdo 0 0%
De acuerdo 6 30%
Totalmente de acuerdo 14 70%
Totales 20 100%
Elaborado por: Autoras
Gráfico 13 ¿Considera usted qué se debería implementar un nuevo sistema de control en la
fabricación?
Elaborado por: Autoras
Análisis e Interpretación
Del total de encuestados, el 30% está de acuerdo con la implementación de un nuevo
sistema de control en el proceso de fabricación, mientras que el 70% está totalmente de
acuerdo con la implementación de un nuevo sistema de control que favorezca en el proceso
de fabricación y también en los demás procesos operativos de la empresa.
0% 0% 0%
30%
70%
Totalmente endesacuerdo
En desacuerdo
Ni de acuerdo ni endesacuerdo
De acuerdo
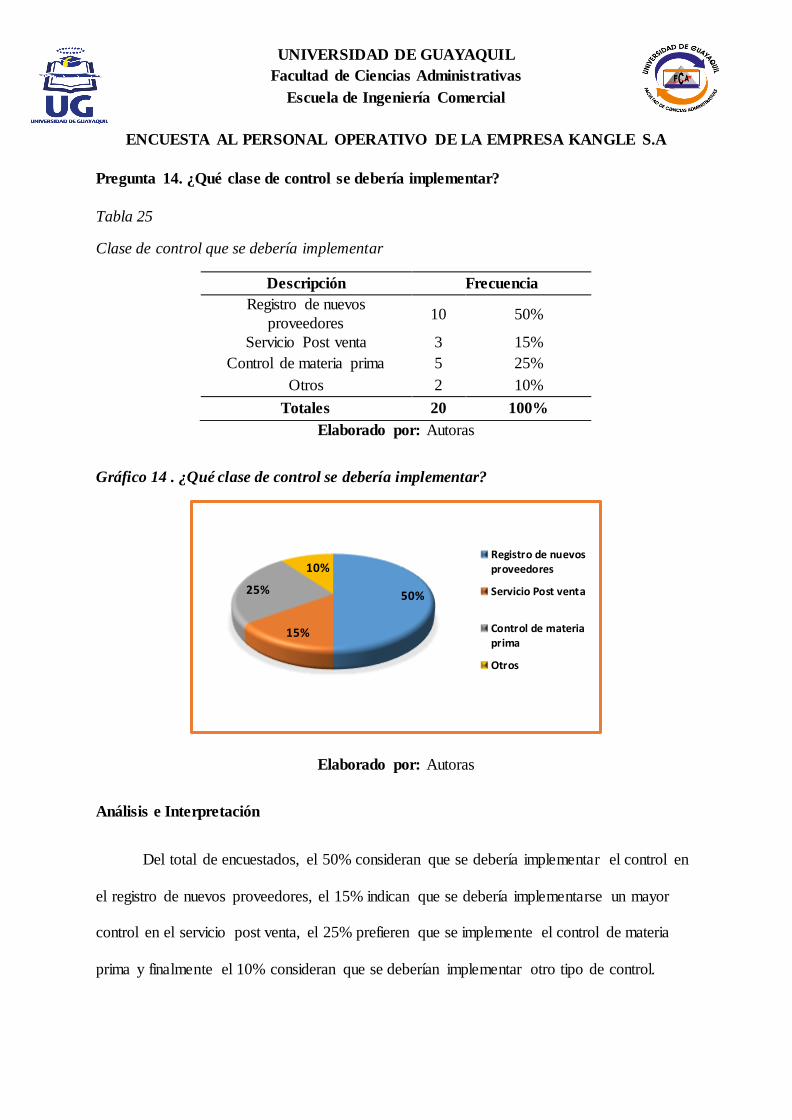
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
Pregunta 14. ¿Qué clase de control se debería implementar?
Tabla 25
Clase de control que se debería implementar
Elaborado por: Autoras
Gráfico 14 . ¿Qué clase de control se debería implementar?
Elaborado por: Autoras
Análisis e Interpretación
Del total de encuestados, el 50% consideran que se debería implementar el control en
el registro de nuevos proveedores, el 15% indican que se debería implementarse un mayor
control en el servicio post venta, el 25% prefieren que se implemente el control de materia
prima y finalmente el 10% consideran que se deberían implementar otro tipo de control.
50%
15%
25%
10%Registro de nuevosproveedores
Servicio Post venta
Control de materiaprima
Otros
Descripción Frecuencia
Registro de nuevos
proveedores 10 50%
Servicio Post venta 3 15%
Control de materia prima 5 25%
Otros 2 10%
Totales 20 100%
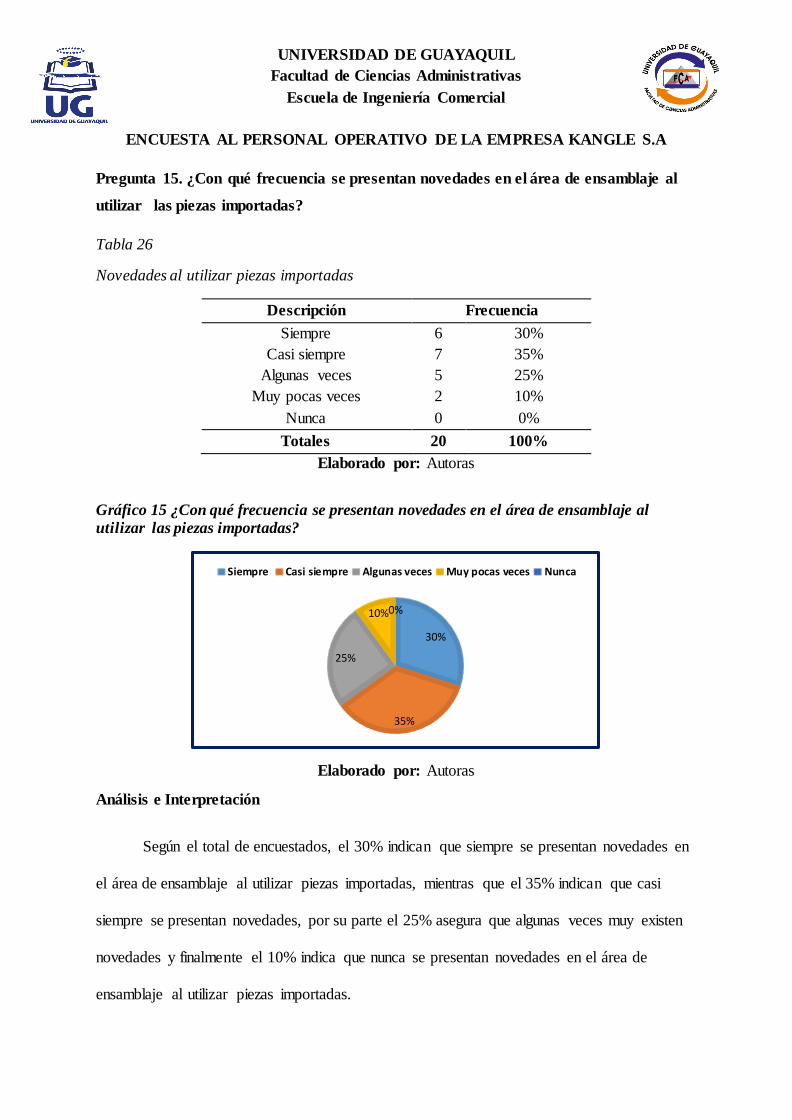
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
Pregunta 15. ¿Con qué frecuencia se presentan novedades en el área de ensamblaje al
utilizar las piezas importadas?
Tabla 26
Novedades al utilizar piezas importadas
Descripción Frecuencia
Siempre 6 30%
Casi siempre 7 35%
Algunas veces 5 25%
Muy pocas veces 2 10%
Nunca 0 0%
Totales 20 100%
Elaborado por: Autoras
Gráfico 15 ¿Con qué frecuencia se presentan novedades en el área de ensamblaje al
utilizar las piezas importadas?
Elaborado por: Autoras
Análisis e Interpretación
Según el total de encuestados, el 30% indican que siempre se presentan novedades en
el área de ensamblaje al utilizar piezas importadas, mientras que el 35% indican que casi
siempre se presentan novedades, por su parte el 25% asegura que algunas veces muy existen
novedades y finalmente el 10% indica que nunca se presentan novedades en el área de
ensamblaje al utilizar piezas importadas.
30%
35%
25%
10%0%
Siempre Casi siempre Algunas veces Muy pocas veces Nunca
85
3.4 Interpretación de los resultados del diagnóstico.
3.4.1 Diagnóstico de la entrevista
Los problemas que se perciben después de la entrevista al señor Wilfrido Espinales;
jefe del área de mantenimiento, son leves pues la maquinaria no presenta mayores
inconvenientes en su funcionamiento por su constante revisión y soporte. Un problema mayor
seria el costo que ocasiona traer un repuesto o un técnico desde el exterior para que brinde
soporte en algún desperfecto de la maquinaria, por esto la producción se detendría y
presentaría perdida en ventas.
Debido a esto una de las propuestas que brindaremos es buscar repuestos y técnicos
nacionales que ofrezcan servicios inmediatos.
3.4.2 Diagnóstico de la encuesta.
Del total de encuestados el 60% afirma que el proceso que utiliza la mayor capacidad
disponible e instalada es el proceso de ensamblaje de las lavadoras ya que es uno de sus
principales productos y el que tiene mayor salida al mercado, el cual también es el que
producen en mayores cantidades.
En cuanto al mantenimiento de la maquinaria que cubre el proceso de elaboración de
las piezas plásticas los empleados consideran que se debería realizar con más frecuencia ya
que siempre se presentan novedades en esta área de la planta.
Por su parte en los demás procesos operativos con los que cuenta la empresa, que
corresponde a sus otros productos como son el ensamblaje de las motos, juguetes, cocinas y
ventiladores muy pocas veces se presentan novedades.
86
Así mismo, en el caso de la fabricación de dichos productos de deben implementar
diferentes tipos de control, el cual los encuestados afirman que el control y prueba de los
productos terminados es el que más se aplica en la empresa actualmente, a su vez están
totalmente de acuerdo que se deberían implementar nuevos procesos de control en la
fabricación.
Uno de los tipos de control que consideran que se debería implementar es el control
en el registro de nuevos proveedores de materia prima y de repuestos para las maquinarias, ya
que con frecuencia existen novedades en esta área. La producción se detiene cuando se
necesita un repuesto de una máquina y sería factible conseguirlo en nuestro país y optimizar
tiempo y dinero al traerlo del extranjero.
Para concluir los encuestados están totalmente de acuerdo con la implementación de
nuevos sistemas de control con el fin de mejorar los procesos operativos de la empresa y por
ende la calidad de sus productos.
87
4 CAPITULO III
4.1 Propuesta de solución
El tema de estudio fue la industria ensambladora porque en los países como Estados
Unidos y China que son potencias mundiales esta industria genera millones de dólares e
impulsa el progreso nacional y nuestro país necesita proveer fuentes de trabajo e inyectar
ingresos a la economía.
Desde tiempos remotos se tiene conocimiento de la actividad de ensamblar artefacto o
artículos, para este entonces se realizaba de una manera rústica e inexperta. En la actualidad
se estima que existen más de 200 pequeñas y medianas empresas dedicadas a la fabricación
de diversas partes o piezas plásticas o eléctricas que se proveen a las ensambladoras
facilitando sus procesos; complementándose con la capacidad instalada de la industria.
Es necesario citar que la industria automotriz fue la primera en innovar y mejorar las
líneas de ensamblaje que existían en Ecuador, la empresa Aymesa; en 1970 instaló en
Ecuador la primera ensambladora de vehículos siendo un éxito total, tomando como ejemplo
la Ford, empresa multinacional estadounidense fabricante de vehículos, que es la primera
ensambladora a nivel mundial que adopto cintas transportadores a sus instalaciones haciendo
más fácil el traslado del vehículo en su proceso.
Esta nueva línea de ensamblaje que se había perfeccionado permitía a los operadores a
trabajar de una manera segura y con un ritmo de movimientos repetitivos que generaba una
mayor producción.
Luego de esto; las cintas transportadoras fueron implementadas en todas las
industrias ensambladoras a nivel nacional; ahorran tiempo, los trabajadores no deben cargar
cosas pesadas, permiten buenas posturas a sus obreros y el trabajo no es especializado por lo
que puede ser realizado por una persona sin necesidad de estudios en materia.
88
Como fuente de estudio se eligió a Kangle, Ensambladora de artefactos eléctricos S.A.
ubicada en Mirtus Km10 vía a Daule 101 y Solar 7 (Higuerilla) - Lotización Inmaconsa
Diagonal al Colegio Leonidas García, en Guayaquil dedicada a la fabricación de partes
plásticas de línea blanca, ensamble y venta de artículos varios como juguetes, lavadoras,
cocinetas y bicicletas; en la cual mediante la visita realizada, la encuesta y la entrevista
realizada se reflejaron dos problemas.
El primer problema que detectamos fue el mal uso de la materia prima al ser
desechado sin opción a ser reutilizado, esto por la ausencia de una máquina que pueda
demoler los desperdicios plásticos o piezas con defectos para obtener nuevamente la materia
prima.
El segundo problema se encuentra al momento en que la maquinaria no pueda ser
reparada inmediatamente por la ausencia de repuestos, la producción se debe detener
afectando directamente los ingresos de la empresa.
La propuesta que ofrecemos para mejorar los procesos operativos de la empresa
Kangle, luego de observar, ser parte de la elaboración y ensamblaje de los artefactos
eléctricos es, adquirir una máquina que ayude a no perder materiales y poder reutilizarlos.
Buscar proveedores de mantenimiento y soporte técnico que puedan brindar sus servicios de
inmediato y de manera presencial. En conjunto también cambiar y adicionar tareas necesarias
para un mejor funcionamiento de las áreas que presentan inconvenientes.
Globalmente el objetivo de nuestra propuesta es disminuir el desperdicio de los
recursos materiales, mejorando los procesos y logrando mayor eficiencia, productividad y
calidad en los artefactos eléctricos que provee la empresa Kangle.

89
4.2 Características esenciales de la propuesta
Adquisición de un molino triturador de plástico
Para la optimización de la materia prima que utiliza la empresa, se requiere
que el gerente general de Kangle, Chaffic Chedraui tome la decisión de adquirir un
molino triturador de plástico que de un mejor uso a los desechos plásticos y a las
piezas plásticas con desperfectos.
En una empresa industrial donde el polimaxx y polypropylene (polietileno
extranjero) es el material primordial al elaborar partes plásticas para luego ser
utilizadas en el ensamblaje de lavadoras y juguetes es indispensable que todo esté en
perfecto estado. Mejorar este proceso operativo ahorrara costos adicionales en compra
de materia prima y generara productos de excelente calidad.
Imagen 29 Molino
Fuente: Internet

90
Búsqueda de proveedores de servicio de mantenimiento y soporte técnico
La capacidad instalada de la empresa Kangle es totalmente de extranjera y su
mantenimiento es riguroso debido al uso de nueva tecnología. El soporte técnico es
brindado por el personal que labora en la empresa pero si el problema se agudiza se
requeriría de los técnicos extranjeros causando inconvenientes como generar gastos y
detener la producción dependiendo de la maquinaria. Por esto es más factible que se
busque a nivel nacional una empresa que pueda brindar los servicios de soporte
técnico y que también pueda proveer de repuestos personalizados dependiendo de los
requerimientos.
Esta mejora nos brindará eficiencia en los procesos operativos que se realizan
en la empresa y además ahorro de tiempo en el arreglo de algún desperfecto que se
presente.
En la región sierra podemos encontrar un sin número de empresas industriales
que proveen mantenimiento de excelente calidad especializadas en maquinarias
extranjeras y de alta tecnología. Una de estas es TEPROMEC CIA. LTD. disponible
para brindar sus servicios
Imagen 30 Tepromec Empresa Proveedora

91
Proceso de Producción de Piezas Plásticas Propuesto
Tarea 1: Encender la máquina
Tarea 2: Verificar el funcionamiento antes de cargar la máquina
Tarea 3: Colocar la materia prima
Tarea 3: Programar la máquina para iniciar el proceso
Tarea 4: Obtener la pieza manualmente
Tarea 5: Revisar el buen estado de la pieza
Tarea 6: Colocar la pieza en el molino triturador para volverla materia prima (si la pieza esta
en mal estado o no tiene el molde correspondiente)
Tarea 7: Colocar nuevamente la materia prima recuperada en la torba de la máquina
Tarea 8: Continuar con la elaboración de las piezas
Tarea 9: Apagar la máquina
Tarea 10: Almacenar las piezas
A continuación el flujograma que presenta la implementación del uso de la nueva
maquinaria requerida para la mejora en el proceso de producir las piezas plásticas que
permitirá priorizar costos y ofrecer calidad en los artefactos posteriormente ensamblados.

92
Ilustración 6 Flujograma del proceso de elaboración de piezas plásticas propuesto
Almacenar las piezas
Produccion de piezas
plásticas
Verificar el funcionamiento antes de cargar la máquina
Colocar la materia prima
Programar la maquina para iniciar el proceso de elaboración
Continuar con la elaboración de las piezas
Encender la máquina
Obtener la pieza manualmente y revisar el buen estado de la pieza
Colocar la pieza en el molino triturador para volverla materia prima
Colocar nuevamente la materia prima recuperada en la torba de la máquina
Si la pieza plástica
esta defectuosa
Apagar la máquina

93
El flujograma presentado muestra el mismo proceso de elaboración de piezas plásticas
de la empresa con la adaptación de la propuesta, que la revisión de las piezas plásticas esten
en buen estado y si presentan alguna novedad son colocadas en el molino triturador de
plástico, el cual nos va a permitir reutilizar la materia prima de esa pieza en mal estado.
La finalidad de esta propuesta es que la elaboración de piezas plásticas sea mas
óptima obteniendo un total del 100% de las piezas plásticas en excelente estado y
optimizando el uso de la materia prima.
Priorizacion de Costos
La propuesta de adquirir un molino triturador de plástico ayudará a mejorar la
estructura de costos de los procesos operativos optimizando la calidad del producto, para esto
se toma como base los tres principales costos que intervienen en la elaboración de las piezas
plasticas que son: la materia prima, la mano de obra directa y los costos indirectos de
fabricación, estos valores fueron escogidos de los documentos subidos en la pagina de la
Superintendencia de Compañías.
Se hará un análisis mensual de estos costos para poder llegar a la respectiva
comparación e identificar los beneficios de esta propuesta.
Tabla 27
Costos De La Materia Prima De La Empresa Kangle S.A
ANUAL O POR CONTAINER
POR TONELADA POR SACO 25 KG
$ 22.185,00 $ 1.275,00 $ 31,78
Fuente: KANGLE S.A

94
El costo de adquisición de la materia se basa en la adquisición anual que realiza la empresa
Kangle S.A. La cual realiza la compra de un conteiner de 20´ que contiene 17.4 toneladas, los
cuales representar un costo de $22.185,00 anualmente.
Tabla 28
CIF KANGLE S.A
CONCEPTO COSTO MENSUAL
Servicios Públicos (Luz-Agua) $ 852,74
Combustibles y Lubricantes $ 125,02
Suministros, Materiales y Repuestos $ 2.986,76
Mantenimiento y Reparaciones $ 15.586,20
Depreciaciones $ 12.976,66
TOTAL COSTOS MENSUAL $ 32.527,38
Fuente: KANGLE S.A
Los costos indirectos de fabricación son aquellos que se involucran de forma directa
en el proceso de elaboración de las piezas plásticas y para ellos es fundamental contar con las
maquinarias debidas y en buen estado.
Tabla 29
Costo de Mano de Obra Directa
N° Trabajador Sueldo Individual Sueldo Total
Mensual
1 Jefe de mantenimiento $ 700,00 $ 700,00
2 Técnicos $ 600,00 $ 1.200,00
7 Operador de maquinas $ 375,00 $ 2.625,00
5 Ensambladores $ 375,00 $ 1.875,00
3 Transportistas de Traslado $ 375,00 $ 1.125,00
2 Montacarguista $ 375,00 $ 750,00
20 TOTAL $ 2.800,00 $ 8.275,00
Fuente: Ministerio de Relaciones Laborales
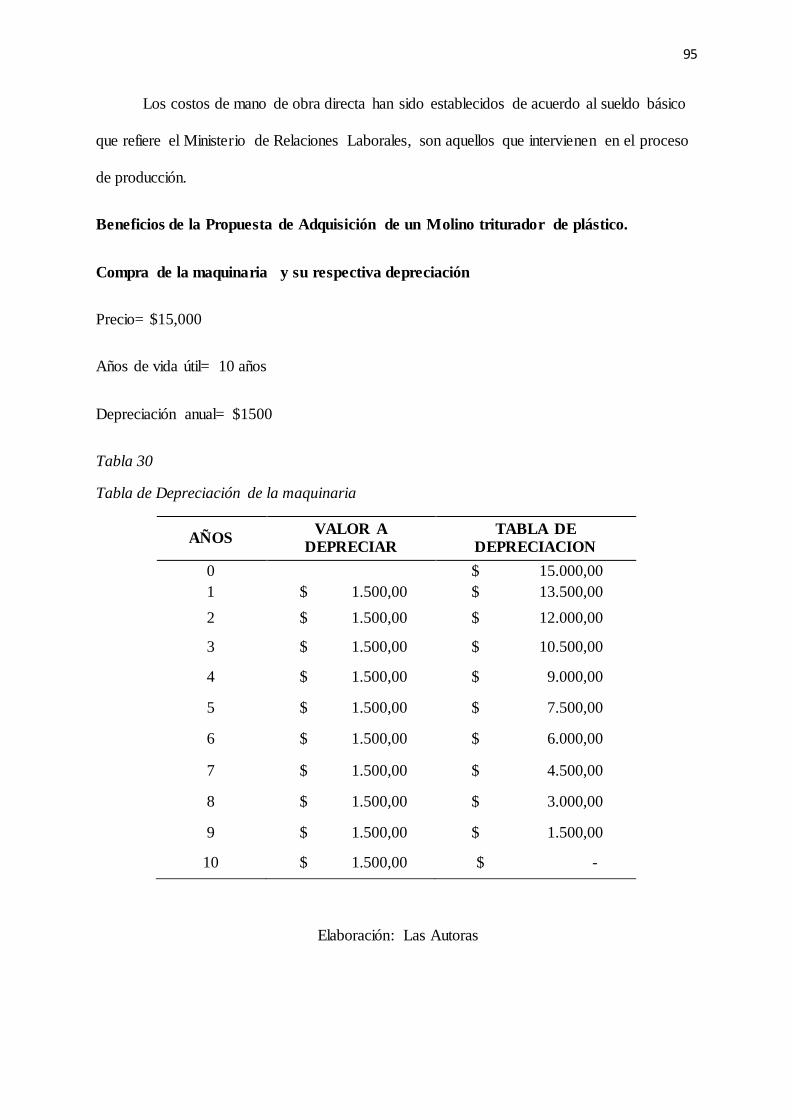
95
Los costos de mano de obra directa han sido establecidos de acuerdo al sueldo básico
que refiere el Ministerio de Relaciones Laborales, son aquellos que intervienen en el proceso
de producción.
Beneficios de la Propuesta de Adquisición de un Molino triturador de plástico.
Compra de la maquinaria y su respectiva depreciación
Precio= $15,000
Años de vida útil= 10 años
Depreciación anual= $1500
Tabla 30
Tabla de Depreciación de la maquinaria
AÑOS VALOR A
DEPRECIAR
TABLA DE
DEPRECIACION
0
$ 15.000,00
1 $ 1.500,00 $ 13.500,00
2 $ 1.500,00 $ 12.000,00
3 $ 1.500,00 $ 10.500,00
4 $ 1.500,00 $ 9.000,00
5 $ 1.500,00 $ 7.500,00
6 $ 1.500,00 $ 6.000,00
7 $ 1.500,00 $ 4.500,00
8 $ 1.500,00 $ 3.000,00
9 $ 1.500,00 $ 1.500,00
10 $ 1.500,00 $ -
Elaboración: Las Autoras
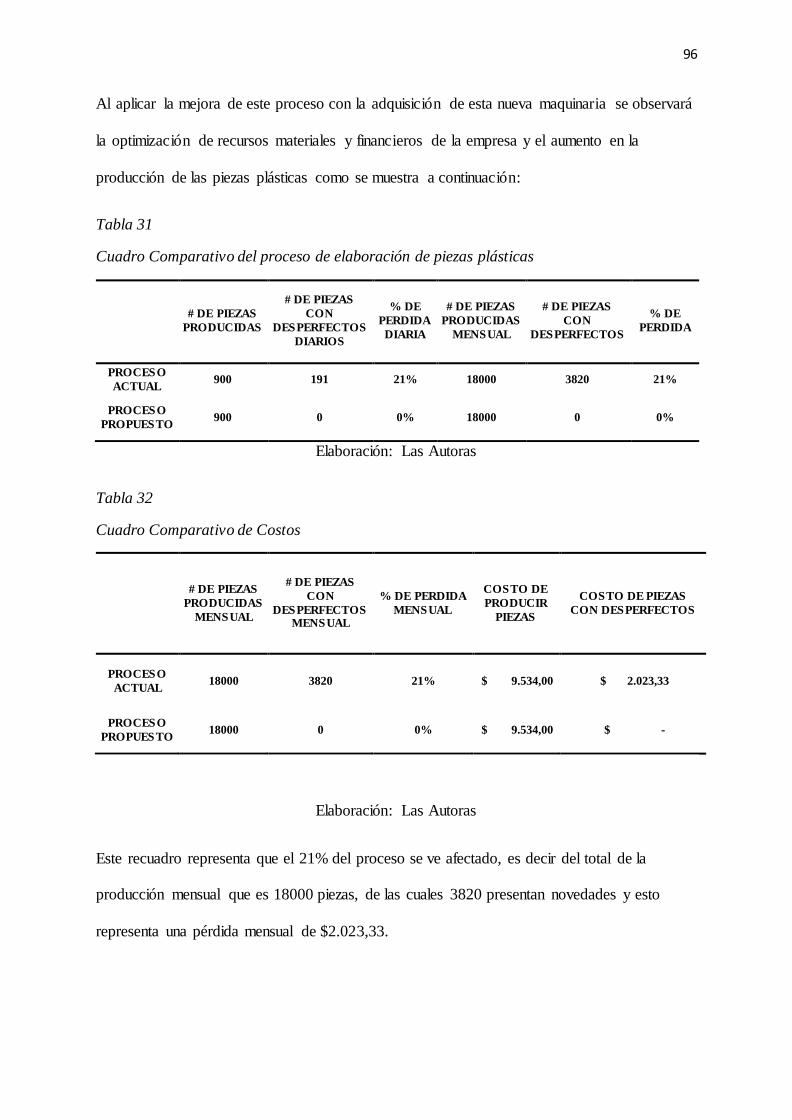
96
Al aplicar la mejora de este proceso con la adquisición de esta nueva maquinaria se observará
la optimización de recursos materiales y financieros de la empresa y el aumento en la
producción de las piezas plásticas como se muestra a continuación:
Tabla 31
Cuadro Comparativo del proceso de elaboración de piezas plásticas
# DE PIEZAS
PRODUCIDAS
# DE PIEZAS
CON
DESPERFECTOS
DIARIOS
% DE
PERDIDA
DIARIA
# DE PIEZAS
PRODUCIDAS
MENSUAL
# DE PIEZAS
CON
DESPERFECTOS
% DE
PERDIDA
PROCESO
ACTUAL 900 191 21% 18000 3820 21%
PROCESO
PROPUESTO 900 0 0% 18000 0 0%
Elaboración: Las Autoras
Tabla 32
Cuadro Comparativo de Costos
# DE PIEZAS
PRODUCIDAS
MENSUAL
# DE PIEZAS
CON
DESPERFECTOS MENSUAL
% DE PERDIDA
MENSUAL
COSTO DE
PRODUCIR
PIEZAS
COSTO DE PIEZAS
CON DESPERFECTOS
PROCESO
ACTUAL 18000 3820 21% $ 9.534,00 $ 2.023,33
PROCESO
PROPUESTO 18000 0 0% $ 9.534,00 $ -
Elaboración: Las Autoras
Este recuadro representa que el 21% del proceso se ve afectado, es decir del total de la
producción mensual que es 18000 piezas, de las cuales 3820 presentan novedades y esto
representa una pérdida mensual de $2.023,33.

97
Con el proceso propuesto se mejorara aumentando la calidad del proceso contribuyendo a la
empresa de la siguiente manera:
Evitar costos de materia prima adicionales
Mejor uso de recursos materiales
Mejora la productividad
Mejora de la producción
Satisfacción de los cliente
Evaluación Financiera
Para recuperar la inversión de la maquinaria adquirida, lo haremos con la venta de las
lavadoras porque este es el artículo que en la etapa de ensamblaje usa el 80% de piezas
plásticas que son elaboradas en la empresa.
Tabla 33
Precio de venta de la lavadora
Precio de Venta $ 200,00
14 lavadoras 16 lavadoras 20 lavadoras 15 lavadoras
$ 2.800,00 $ 3.200,00 $ 4.000,00 $ 3.000,00
Elaboración: Las Autoras
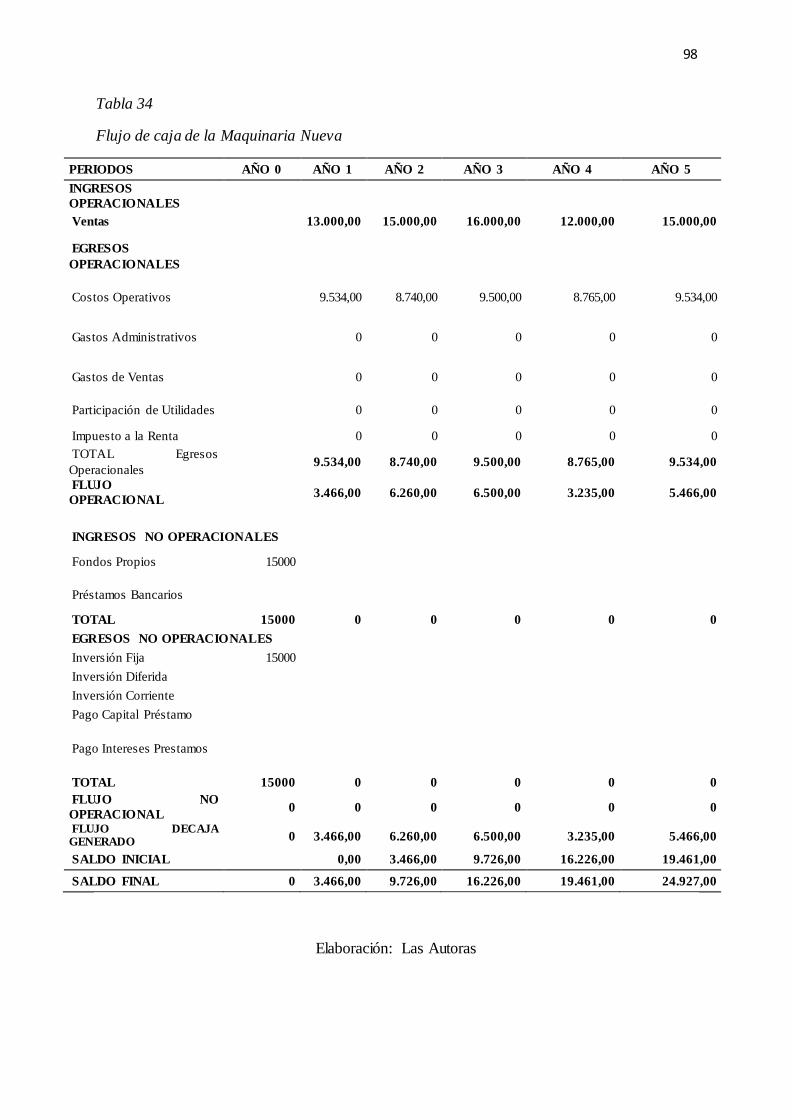
98
Tabla 34
Flujo de caja de la Maquinaria Nueva
PERIODOS AÑO 0 AÑO 1 AÑO 2 AÑO 3 AÑO 4 AÑO 5
INGRESOS
OPERACIONALES
Ventas 13.000,00 15.000,00 16.000,00 12.000,00 15.000,00
EGRESOS
OPERACIONALES
Costos Operativos 9.534,00 8.740,00 9.500,00 8.765,00 9.534,00
Gastos Administrativos 0 0 0 0 0
Gastos de Ventas 0 0 0 0 0
Participación de Utilidades 0 0 0 0 0
Impuesto a la Renta 0 0 0 0 0
TOTAL Egresos
Operacionales 9.534,00 8.740,00 9.500,00 8.765,00 9.534,00
FLUJO
OPERACIONAL 3.466,00 6.260,00 6.500,00 3.235,00 5.466,00
INGRESOS NO OPERACIONALES
Fondos Propios 15000
Préstamos Bancarios
TOTAL 15000 0 0 0 0 0
EGRESOS NO OPERACIONALES
Inversión Fija 15000
Inversión Diferida
Inversión Corriente
Pago Capital Préstamo
Pago Intereses Prestamos
TOTAL 15000 0 0 0 0 0
FLUJO NO
OPERACIONAL 0 0 0 0 0 0
FLUJO DECAJA GENERADO 0 3.466,00 6.260,00 6.500,00 3.235,00 5.466,00
SALDO INICIAL 0,00 3.466,00 9.726,00 16.226,00 19.461,00
SALDO FINAL 0 3.466,00 9.726,00 16.226,00 19.461,00 24.927,00
Elaboración: Las Autoras
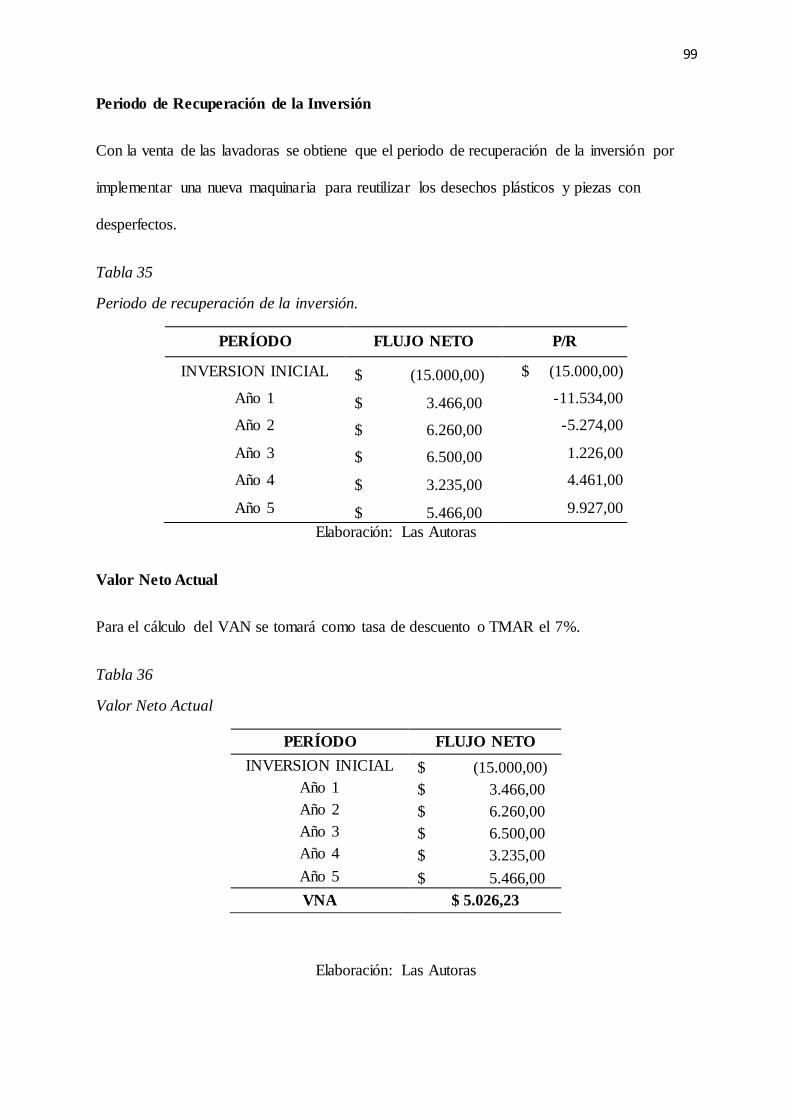
99
Periodo de Recuperación de la Inversión
Con la venta de las lavadoras se obtiene que el periodo de recuperación de la inversión por
implementar una nueva maquinaria para reutilizar los desechos plásticos y piezas con
desperfectos.
Tabla 35
Periodo de recuperación de la inversión.
PERÍODO FLUJO NETO P/R
INVERSION INICIAL $ (15.000,00) $ (15.000,00)
Año 1 $ 3.466,00 -11.534,00
Año 2 $ 6.260,00 -5.274,00
Año 3 $ 6.500,00 1.226,00
Año 4 $ 3.235,00 4.461,00
Año 5 $ 5.466,00 9.927,00
Elaboración: Las Autoras
Valor Neto Actual
Para el cálculo del VAN se tomará como tasa de descuento o TMAR el 7%.
Tabla 36
Valor Neto Actual
PERÍODO FLUJO NETO
INVERSION INICIAL $ (15.000,00)
Año 1 $ 3.466,00
Año 2 $ 6.260,00
Año 3 $ 6.500,00
Año 4 $ 3.235,00
Año 5 $ 5.466,00
VNA $ 5.026,23
Elaboración: Las Autoras

100
Tasa de Interna de Retorno
La Tasa interna de retorno es aquella que define la rentabilidad real que genera el
proyecto. En este caso, supera por mucho a la tasa mínima atractiva de rendimiento.
Tabla 37
Tasa Interna de Retorno
PERÍODO FLUJO NETO
INVERSION INICIAL $ (15.000,00)
Año 1 $ 3.466,00
Año 2 $ 6.260,00
Año 3 $ 6.500,00
Año 4 $ 3.235,00
Año 5 $ 5.466,00
TIR 19%
Elaboración: Las Autoras
Tabla 38
Resumen de Evaluadores
INDICADOR CONDICION VALOR CONCLUSIÓN
VAN >0 5.026,23 VIABLE
TIR >=TMAR(7%) 19% VIABLE
P/R A partir del 3er año VIABLE
Elaboración: Las Autoras
Como se puede observar en la tabla 38 el resumen de evaluadores indica que la
compra del molino triturador de plástico para la reutilización de la materia prima es una
actividad rentable para la empresa KANGLE S.A, lo más importante es que la recuperación
de la inversión se genera dentro de tres años de la puesta en marcha del proyecto, esto se debe

101
a que se está proponiendo reutilizar los desechos de la materia prima, al que ahora se le da
mayor valor por su recolección y reutilización.
Empresa de mantenimiento y soporte técnico nacional propuesta.
TEPROMEC CIA. LTD.
Es una empresa ubicada en la ciudad de Quito la cual tiene como propósito proveer a
la industria ecuatoriana la más alta tecnología en maquinaria, manteniendo siempre precios
asequibles y ajustados al mercado.
Brinda un servicio técnico permanente, con los más altos estándares de calidad y
financiamiento, es un proveedor de marcas internacionales de amplia trayectoria, está en la
capacidad de proveer repuestos y servicio técnico a todo tipo de maquina industrial brindando
atención personalizada acorde a las especificaciones de sus clientes.
Presentaremos dos cuadros con los costos de mantenimiento y reparación que se le da
a la maquinaria de la empresa Kangle S.A.
Tabla 39
Costo De Mantenimiento Y Reparaciones Proceso anterior
Fuente: KANGLE S.A
CONCEPTO COSTO
Mantenimiento y reparaciones $ 9.000,00
Repuestos y materiales $ 2.586,00
Honorarios extranjeros $ 5.000,00
Repuestos extranjeros $ -
Viáticos $ 5.000,00
TOTAL $ 21.586,00
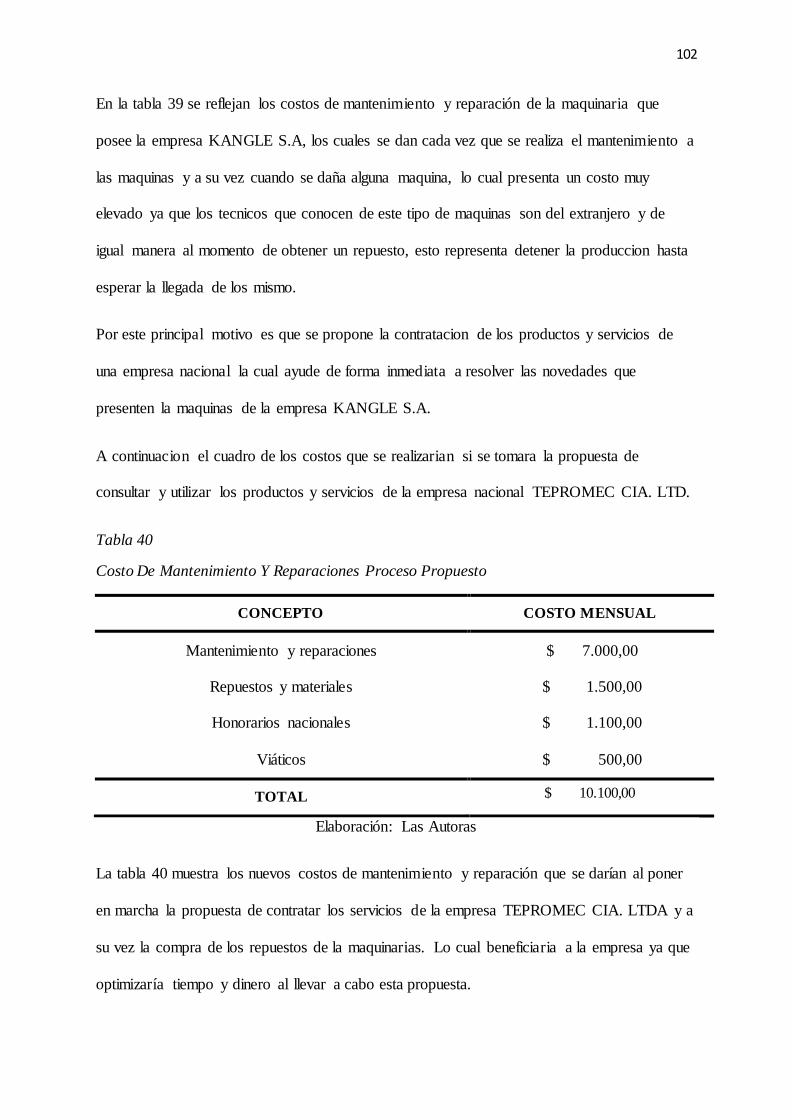
102
En la tabla 39 se reflejan los costos de mantenimiento y reparación de la maquinaria que
posee la empresa KANGLE S.A, los cuales se dan cada vez que se realiza el mantenimiento a
las maquinas y a su vez cuando se daña alguna maquina, lo cual presenta un costo muy
elevado ya que los tecnicos que conocen de este tipo de maquinas son del extranjero y de
igual manera al momento de obtener un repuesto, esto representa detener la produccion hasta
esperar la llegada de los mismo.
Por este principal motivo es que se propone la contratacion de los productos y servicios de
una empresa nacional la cual ayude de forma inmediata a resolver las novedades que
presenten la maquinas de la empresa KANGLE S.A.
A continuacion el cuadro de los costos que se realizarian si se tomara la propuesta de
consultar y utilizar los productos y servicios de la empresa nacional TEPROMEC CIA. LTD.
Tabla 40
Costo De Mantenimiento Y Reparaciones Proceso Propuesto
CONCEPTO COSTO MENSUAL
Mantenimiento y reparaciones $ 7.000,00
Repuestos y materiales $ 1.500,00
Honorarios nacionales $ 1.100,00
Viáticos $ 500,00
TOTAL $ 10.100,00
Elaboración: Las Autoras
La tabla 40 muestra los nuevos costos de mantenimiento y reparación que se darían al poner
en marcha la propuesta de contratar los servicios de la empresa TEPROMEC CIA. LTDA y a
su vez la compra de los repuestos de la maquinarias. Lo cual beneficiaria a la empresa ya que
optimizaría tiempo y dinero al llevar a cabo esta propuesta.

103
Se realizó una intensa búsqueda utilizando como principal recurso el Internet, consultando
con varias empresas mediante correo electrónico y llamadas telefónicas. Para lo cual después
de analizar las diferentes propuestas nos acogimos a esta empresa TEPROMEC CIA. LTDA
ubicada en la ciudad de Quito.
Tabla 41
Cuadro Comparativo de Costos de Mantenimiento y Reparación
COSTOS PORCENTAJES
Proceso Actual $ 21.586,00
Proceso Propuesto $ 10.100,00
Ahorro $ 11.486,00 46,79%
Elaboración: Las Autoras
Al establecer esta propuesta se mejoraría la calidad del proceso beneficiando a la empresa en
ahorrar tiempos en la producción, mejorar la productividad, un ahorro financiero del 46,76%
en comparación del proceso anterior y contribuyendo al desarrollo de una empresa nacional.

104
5 CONCLUSIONES
Luego de realizado el presente estudio para brindar una mejora a los procesos
operativos de la empresa Kangle, se concluye que durante las investigaciones respectivas se
identificaron en los actuales procesos operativos que realiza la empresa, una significativa
pérdida de materia prima y hasta la posible paralización de la producción causando
directamente un déficit en los ingresos de la empresa.
El análisis determinó la ausencia de maquinaria necesaria y de proveedores que
solvente a los técnicos extranjeros en casos críticos, mostrando una de sus debilidades al
momento de priorizar costos en la producción de los artefactos eléctricos que esta empresa
comercializa en el mercado.
La gestión que se realiza en la empresa en el proceso de la elaboración de las piezas
plásticas utilizadas en el ensamblaje de lavadoras semiautomáticas, requiere la
implementación de un molino triturador de plástico para reutilizar los desperdicios que se
generen en su producción y de una empresa nacional que provea servicio de mantenimiento
y técnico en el momento que lo necesite la ensambladora Kangle, para evitar costos, ahorrar
tiempo y elaborar productos en tiempos establecidos y de buena calidad.

105
6 RECOMENDACIONES
Después de haber observado los procesos operativos que se realizan en Kangle desde
la importación de la materia prima hasta el almacenamiento de los artefactos eléctricos se
recomienda al gerente general asumir los resultados de este trabajo y realizar un análisis
exhaustivo en los procesos que presentan novedades con la finalidad de mejorarlos.
Para mejorar el proceso operativo que mayor novedades presenta, siendo este la
producción de piezas plásticas que corresponde a la línea de ensamblaje de lavadoras; es muy
conveniente realizar la adquisición de un molino triturador de plástico que realizaría la acción
de demoler todo desecho plástico volviéndolo nuevamente materia prima dando la opción a
reutilizar el material; realizando una inversión en la compra de la maquinaria y evitando un
gasto innecesario de materia prima cada que lo requiera la producción.
Es factible contratar los servicios de una empresa nacional como lo es TEPROMEC
MAQUINARIA INDUSTRIAL que provee servicio técnico y de mantenimiento a
maquinarias de marcas internacionales y de última tecnología.
En el momento de ser considerada la propuesta realizada a la gerencia, los procesos
reflejarán eficiencia en la producción, principalmente se evitará la realización de gastos en
materia prima y en viáticos de técnicos asiáticos o de repuestos extranjeros, al realizar estos
cambios se demostrara un beneficio a la empresa.
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
7 ANEXOS
1. Sexo
___ Masculino
___ Femenino
2. Edad
____ 20 – 25 años
____ 25 – 30años
____ 30 – 35 años
____ 35 – 40 años
____ 40 años en adelante
3. ¿Cuánto tiempo lleva usted laborando en la empresa?
____ Menos de 1 año
____ 1 – 3 años
____ 3 – 6 años
____ 6 – 9 años
____ 10 años en adelante
4. ¿Cuál es la línea de proceso que utiliza la mayor capacidad disponible?
____ Ensamblaje de juguetes
____ Ensamblaje de motos
____ Ensamblaje de cocinas
____ Ensamblaje de lavadoras
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
5. ¿Cree usted que el mantenimiento de la maquinaria debería realizarse con más
frecuencia?
____ Totalmente en desacuerdo
____ En desacuerdo
____ Ni de acuerdo ni en desacuerdo
____ De acuerdo
____ Totalmente de acuerdo
6. ¿Con que frecuencia considera usted que se presentan novedades en el proceso
de elaboración de las piezas plásticas?
____ Siempre
____ Casi Siempre
____ Algunas veces
____ Muy pocas veces
____ Nunca
7. ¿Con que frecuencia considera usted que se presentan novedades en el proceso
de ensamblaje de las lavadoras?
____ Siempre
____ Casi Siempre
____ Algunas veces
____ Muy pocas veces
____ Nunca
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
8. ¿Con que frecuencia considera usted que se presentan novedades en el proceso
de ensamblaje de las motos?
____ Siempre
____ Casi Siempre
____ Algunas veces
____ Muy pocas veces
____ Nunca
9. ¿Con que frecuencia considera usted que se presentan novedades en el proceso
de ensamblaje de los ventiladores?
____ Siempre
____ Casi Siempre
____ Algunas veces
____ Muy pocas veces
____ Nunca
10. ¿Con que frecuencia considera usted que se presentan novedades en el proceso
de ensamblaje de los juguetes?
____ Siempre
____ Casi Siempre
____ Algunas veces
____ Muy pocas veces
____ Nunca

UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
11. ¿Con que frecuencia se realiza algún tipo de control en el proceso de
fabricación?
____ Siempre
____ Casi Siempre
____ Algunas veces
____ Muy pocas veces
____ Nunca
12. ¿Qué clases de control en la fabricación actualmente implementa la empresa?
____ Control y prueba de Producto Terminada
____ Registro de proveedores – existencia
____ Control y pruebas de las materias primas
____ Registro y atención de devoluciones
____ Comprobaciones de uso y de mercado
____ Ninguna de las anteriores.
13. ¿Considera usted que se debería implementar un nuevo sistema de control en la
fabricación?
____ Totalmente en desacuerdo
____ En desacuerdo
____ Ni de acuerdo ni en desacuerdo
____ De acuerdo
____ Totalmente de acuerdo
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENCUESTA AL PERSONAL OPERATIVO DE LA EMPRESA KANGLE S.A
14. ¿Qué clase de control se debería implementar?
____ Registro de nuevos proveedores
____ Servicio Post venta
____ Control de materia prima
Otro: _____________________
15. ¿Con que frecuencia se presentan novedades en el área de ensamblaje al utilizar
las piezas importadas?
____ Siempre
____ Casi Siempre
____ Algunas veces
____ Muy pocas veces
____ Nunca

UNIVERSIDAD DE GUAYAQUIL
Facultad de Ciencias Administrativas
Escuela de Ingeniería Comercial
ENTREVISTA AL JEFE DEL AREA DE MANTENIMIENTO
Entrevista al Jefe del Área de Mantenimiento
Sr. Wilfrido Espinales
1. ¿En qué área de la empresa labora usted?
2. ¿Cuánto tiempo tiene usted laborando en la empresa?
3. ¿Cuántas personas están bajo su dirección?
4. ¿A cuántas máquinas se les da mantenimiento?
5. ¿Fue usted capacitado para el correcto manejo de la maquinaria?
6. ¿Cada cuánto tiempo se realiza el mantenimiento de la maquinaria?
7. ¿Qué día en particular realizan el mantenimiento?
8. ¿Con qué frecuencia las máquinas presentan problemas en su funcionamiento?
9. ¿Qué acción realizan cuando alguna parte de las maquinas presenta graves
problemas?
10. ¿Cuánto tiempo tomaría importar un repuesto si una máquina presentara
problemas en su estructura?
11. ¿Qué sucede con la producción si se presentan problemas en una máquina que
produce piezas del proceso de ensamblaje de “x” artefacto?
12. ¿Ha presentado fallas el funcionamiento de las líneas de ensamblaje?
112
8 BIBLIOGRAFIA
Acuerdo Ministerial , 12392 (Registro Oficial 29 de 08 de 2012).
ADEDE2. (10 de Abril de 2015). Las empresas ensambladoras de celulares del Ecuador están
al borde de la quiebra. AEDE2. Obtenido de
https://aede2ecuador.wordpress.com/2015/04/10/las-empresas-ensambladoras-de-
celulares-del-ecuador-estan-al-borde-de-la-quiebra/
AEI SEMINARIO. (s.f.). Introduccion a la Automatizacion Industrial. Obtenido de
https://sites.google.com/site/webplcc4/in-the-
news/introduccionalaautomatizacionindustrial/american-society-of-mechanical-
enginners-asme-standards
ANSI (American National Standards Institute). (2008). ANSI (American National Standards
Institute). Obtenido de https://www.ansi.org/
Asociación de industriales de línea blanca. (2011). Obtenido de
https://www.flacso.edu.ec/portal/pnTemp/PageMaster/9p6suz41iwop5nwho5md09dz
z7jkps.pdf
Bernal, C. A. (2010). Metodología de la Investigación (Tercera ed.). Colombia : Pearson
Educación.
Carlos Garrocho Rangel, G. S. (2012). La pertinencia social y la investigación cientifica en la
universidad publica mexicana. CIENCIA ergo-sum, 11.
Chiavenato, I. (1993). ADMINISTRACION Teoria, Proceso y Practica Tercera Edicion .
Mexico : Mc Graw Hill.
113
Conceptos.com. (s.f.). Conceptos.com. Obtenido de Concepto de administración de empresas
- Definición en DeConceptos.com http://deconceptos.com/ciencias-
juridicas/administracion-de-empresas#ixzz4YnXta5YT
ECUADOR, A. (10 de ABRIL de 2015). WORDPRESS.COM. Obtenido de
https://aede2ecuador.wordpress.com/2015/04/10/las-empresas-ensambladoras-de-
celulares-del-ecuador-estan-al-borde-de-la-quiebra/
Española, R. A. (s.f.). Española, Real Academia. Obtenido de http://www.rae.es/
FLACSO. (17 de Septiembre de 2011). Ministerio de Industrias y Productividad. Obtenido
de:https://www.flacso.edu.ec/portal/pnTemp/PageMaster/9p6suz41iwop5nwho5md09
dzz7jkps.pdf
Gomez Cejas, G. (1997).
Guevara, J. (27 de Mayo de 2015). La venta de motos genera $ 300 millones al año. El
Telegrafo. Obtenido de http://www.eltelegrafo.com.ec/noticias/economia/8/la-venta-
de-motos-genera-300-millones-al-ano
Heizer, J., & Render , B. (2009|). Administración de Operaciones 7ma Edicion. Mexico :
Pearson Education.
International Organization for Standardization . (2015). Obtenido de
https://www.iso.org/iso-14001-environmental-management.html
International Organization for Standardization. (2015). International Organization for
Standardization. Obtenido de https://www.iso.org/about-us.html
International Organization Standarization . (2015). Obtenido de https://www.iso.org/iso-
9001-quality-management.html
114
ISO Tools. (2015). Obtenido de https://www.isotools.org/normas/medio-ambiente/iso-14001
ISO Tools Excellence. (2015). Obtenido de https://www.isotools.org/normas/calidad/iso-9001
Krajewski, & Ritzman. (2000).
Líderes, R. (2014). Revista Líderes. Obtenido de http://www.revistalideres.ec/lideres/12-
ensambladoras-motos-asocian-velocidad.html
Malhotra, N. (2008). Investigacion de Mercado. Mexico: Pearson.
Porre, J. (1 de Julio de 2013). Metodologia del Trabajo Universitario. Recuperado el Mayo
de 2017, de http://mtu-pnp.blogspot.com/2013/07/la- investigacion-bibliografica.html
Revista Lideres. (2015). 12 ensambladoras de motos se asocian para tomar velocidad. Revista
Lideres. Obtenido de http://www.revistalideres.ec/lideres/12-ensambladoras-motos-
asocian-velocidad.html
Sampieri, R. H. (2014). Metodología de la Investigación Sexta Edición (Sexta Edición ed.).
Mexico: Mc Graw Hill.
Santa Palella, Feliberto Martins. (2012). Metodologia de Investigacion Cuantitativa. Caracas:
FEDUPEL.
Servicio Ecuatoriano de Normalización . (4 de Enero de 2017). INEN ECUADOR . Obtenido
de http://inenec.blogspot.com/search/label/Noticias?max-results=10000
Stroner, J., & Freeman, R. (1995).
Velez, J. P., & Landazuri, O. (2015). Lideres .


















