Torneado ferroviario - sandvik.coromant.com · El torneado de ruedas de ferrocarril se centra en el...
50
GUÍA DE APLICACIÓN Torneado ferroviario Retorneado y torneado de ruedas nuevas SPA
Transcript of Torneado ferroviario - sandvik.coromant.com · El torneado de ruedas de ferrocarril se centra en el...

GUÍA DE APLICACIÓN
Torneado ferroviarioRetorneado y torneado de ruedas nuevas
SPA SPA


3
SPA SPA
CONTENIDO
INTRODUCCIÓN 4
Diferentes tipos de trenes 5
Material de la rueda 6
Dimensiones de la rueda 7
Formas de la rueda 7
Proceso de fabricación de las ruedas 8
TORNEADO DE RUEDAS NUEVAS 10
Consideraciones iniciales 10
Tipos de máquina 10
Información general sobre productos y ruedas 12
Análisis de la situación 15
Mejores prácticas 17
Resolución de problemas 22
RETORNEADO DE RUEDAS DE FERROCARRIL 27
Consideraciones iniciales 27
Tipos de máquina 29
Información general sobre productos y ruedas 34
Análisis de la situación 37
Mejores prácticas 41
Resolución de problemas 48

4
SPA SPA
INTRODUCCIÓN
El torneado de ruedas de ferrocarril se centra en el mecanizado de componentes de gran volumen, con máquinas y profundidades de corte grandes. Estas ruedas tienen características y requisitos diferentes en función del tipo de tren. Para el torneado de ruedas nuevas, hay disponibles portaherramientas, con refrigerante por arriba y por abajo, y plaquitas fiables que ofrecen un mecanizado completo de cualquier rueda ferroviaria. Para el retorneado de ruedas, dispone de mangos y plaquitas específicas que le permiten mecanizar con seguridad cualquier rueda desgastada y dejarla como nueva.
No obstante, para conseguir el mejor resultado posible, deben tenerse en cuenta diferentes factores. Esta guía contiene dos capítulos diferentes dedicados al torneado de ruedas nuevas (primer capítulo) y al retorneado de ruedas (segundo capítulo) con herramientas de Sandvik Coromant. Los capítulos incluyen información general sobre nuestros productos y las características de las ruedas, un análisis de la situación, recomendaciones de mejores prácticas y consejos para la resolución de problemas para las situaciones más habituales.
Información general
Análisis dela situación
Mejoresprácticas
Resolución de problemas

5
SPA SPA
Diferentes tipos de trenes
Esta guía de aplicación se centrará en los tres principales tipos de trenes: trenes de mercancías, metro y trenes de alta velocidad. Estas tres categorías de trenes tienen características y requisitos de rueda diferentes en términos de dimensiones, perfiles, tolerancias y tipos de material.
TREN DE MERCANCÍAS Estos son trenes pesados, por lo que el desgaste (típicamente con materiales excesivamente rodados, pestañas altas, agujeros y puntos planos) de las ruedas es alto. Aquí, las tolerancias son menos importantes. Las marcas de frenado de los vagones de mercancías suelen aparecer en el diámetro exterior de las ruedas.
METRO Las ruedas de metro son de diámetro reducido y algunas tienen capas de goma entre el diámetro exterior de la rueda y el cubo para minimizar el ruido. Se trata de trenes ligeros con discos de freno individuales.
TREN DE ALTA VELOCIDAD Los trenes de alta velocidad tienen las ruedas más grandes de los tres y requieren dimensiones de rueda extremadamente precisas, dado que estas están directamente relacionadas con la comodidad del pasajero. Para garantizar que las ruedas están equilibradas, las tolerancias en los diámetros exteriores son altas. Por esto, las ruedas de los trenes de alta velocidad tienen que retornearse con bastante frecuencia.
6
ER9
ER8
ER7
ER6
SPA SPA
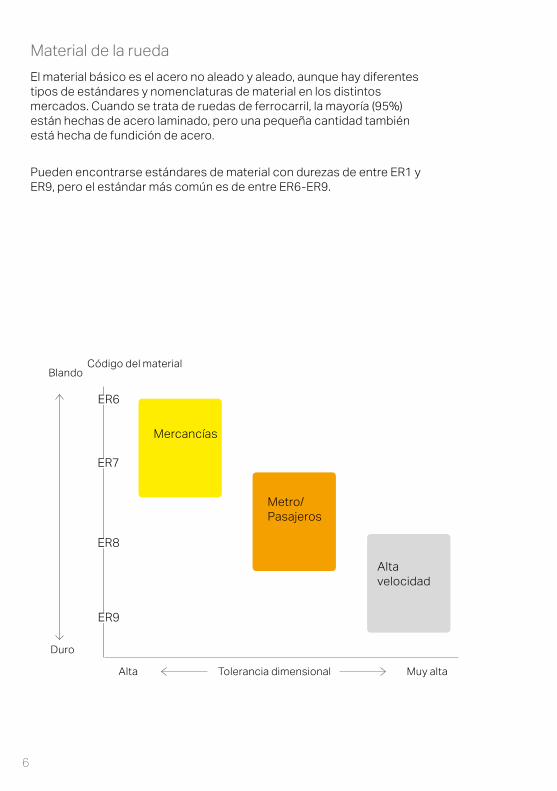
Material de la rueda
El material básico es el acero no aleado y aleado, aunque hay diferentes tipos de estándares y nomenclaturas de material en los distintos mercados. Cuando se trata de ruedas de ferrocarril, la mayoría (95%) están hechas de acero laminado, pero una pequeña cantidad también está hecha de fundición de acero.
Pueden encontrarse estándares de material con durezas de entre ER1 y ER9, pero el estándar más común es de entre ER6-ER9.
Código del materialBlando
Duro
Alta Tolerancia dimensional Muy alta
Mercancías
Metro/Pasajeros
Alta velocidad

7
SPA SPA
Dimensiones de la rueda
Cada tipo de tren tiene un tipo de rueda diferente. Su diámetro suele ser de entre 400-1200 mm aproximadamente:
• Metro: 400 a 650 mm (15.7 a 25.6 pulg.)
• Mercancías: 800 a 900 mm (31.5 a 35.4 pulg.)
• Alta velocidad: entre 900 y 1200 mm (35.4 a 47.2 pulg.)
Nota: El mecanizado de ruedas de diámetro reducido requiere plaquitas más pequeñas. La finalidad es evitar un empañe del filo demasiado grande, ya que este produce unas fuerzas de corte altas.
Formas de la rueda
La forma de la rueda puede ser ondulada o recta. Estas formas pueden verse en todo tipo de trenes y vagones, pero la forma recta es más habitual en los trenes de locomotora y metros, dado que el espacio para las ruedas y los sistemas de frenado es limitado. La forma ondulada es más habitual en vagones. El tipo de forma depende del tamaño de la rueda, del uso y de si se trata de ruedas para vagones, para locomotoras o ruedas con ranuras para reducir el ruido, etc.
Forma de rueda recta: típicas en los trenes de metro y locomotoras.
Forma de rueda ondulada: típicas en los vagones.

8
1
2
3
4
5 7
8
9
10
6
SPA SPA
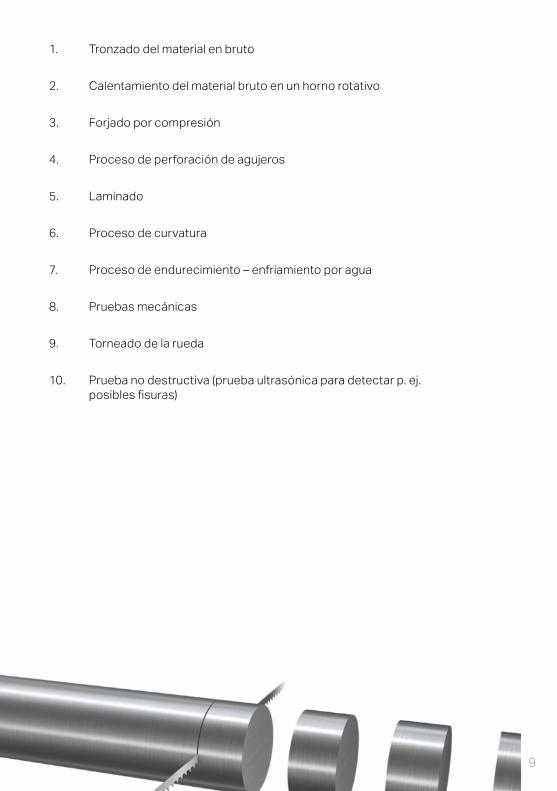
Proceso de fabricación de las ruedas
La imagen muestra un ejemplo de cómo se fabrica una rueda de ferrocarril.
9
SPA SPA
1. Tronzado del material en bruto
2. Calentamiento del material bruto en un horno rotativo
3. Forjado por compresión
4. Proceso de perforación de agujeros
5. Laminado
6. Proceso de curvatura
7. Proceso de endurecimiento – enfriamiento por agua
8. Pruebas mecánicas
9. Torneado de la rueda
10. Prueba no destructiva (prueba ultrasónica para detectar p. ej. posibles fisuras)

10
SPA SPA
TORNEADO DE RUEDAS NUEVAS
Tipos de máquina
Las ruedas de ferrocarril nuevas se mecanizan en tornos verticales. El proceso puede variar en cuanto al uso de 1 o 2 torretas, pero el reglaje de la herramienta suele ser siempre el mismo. Las máquinas nuevas permiten utilizar refrigerante y los modelos más antiguos suelen mecanizar sin refrigerante.
Torno vertical
Consideraciones iniciales
Antes de empezar a mecanizar la rueda, deben tenerse en cuenta diferentes factores relativos al componente o la máquina:
• Qué perfil mecanizar (p. ej. un perfil estrecho requiere plaquitas más pequeñas que un perfil ancho)
• Dureza y calidad superficial del componente
• Voladizo - un voladizo largo requiere una herramienta más estable
• Suministro de refrigerante o mecanizado sin refrigerante
• Estabilidad, potencia de la máquina, par y sujeción

11
SPA SPA
MÁQUINAS MODERNAS • Para mecanizar diámetros de rueda de hasta 1200 mm (47.2
pulg.)
• La potencia para la doble torreta o RAM es de ~150 kW
• Portaherramientas: Coromant Capto® C10 o mangos 5050
• Plaquitas: habitualmente 32 plaquitas redondas
• Las máquinas se cargan con robots y las RPM máx. son de entre 150 y 200 min aprox.
• Sujeción: Una sujeción con «garras» para el material en bruto y una segunda sujeción para la rueda acabada, tras la primera operación
MÁQUINAS MÁS ANTIGUAS • Para mecanizar diámetros de rueda de hasta 1200 mm
(47.2 pulg.)
• Normalmente solo una torreta, que requiere menos potencia, aproximadamente 60kW
• Herramientas utilizadas: Habitualmente re-estructuradas para portaherramientas con mangos o adaptadores Coromant Capto®. Suelen tener 32 plaquitas redondas
• Mecanizado auténtico, ruidoso, caluroso y polvoriento
• La máquina está abierta, lo que implica que las virutas salen volando durante la operación
• Menos potencia: mecanizado con velocidad baja, avance bajo y plaquitas más pequeñas
OTROS CONCEPTOS • Máquina colectora
• Nuevo tipo de máquina con una o dos torretas
• Ruedas recogidas del husillo principal y herramientas que trabajan desde abajo

12
1
3 2
SPA SPA
Información general sobre productos y ruedas
Aquí le mostramos la oferta de productos de Sandvik Coromant y las herramientas que debe utilizar para tornear una rueda de ferrocarril nueva.
CARACTERÍSTICAS DE LA RUEDA La rueda está dividida en tres áreas:
1. La llanta: incluye el mecanizado de la superficie de contacto y el refrentado del exterior de la rueda.
2. El velo: es la parte mecanizada entre la llanta y el cubo.
3. El cubo: incluye el mecanizado del diámetro interior y el refrentado del exterior de la rueda.

13
SPA SPA
INFORMACIÓN GENERAL SOBRE PRODUCTOS Portaherramientas T-Max P Los portaherramientas T-Max P ofrecen una sujeción estable y están disponibles con refrigerante por arriba y por abajo de gran precisión y con adaptador Coromant Capto®, optimizado para el mecanizado de ruedas de ferrocarril nuevas.
Plaquitas Las plaquitas redondas y cuadradas están disponibles en diferentes tipos de calidades y geometrías. En combinación con los portaherramientas, hay disponible una oferta estándar para el mecanizado de la rueda de ferrocarril completa.
Sujeción de la herramienta Plaquita
- Coromant Capto, tamaño 10- Mangos de herramienta - Refrigerante por arriba y por abajo
como opción
- Plaquitas redondas de tamaño 32 mm- Plaquitas cuadradas de tamaño 25 mm- Geometrías para desbaste y acabado
Nota: Recuerde buscar siempre la gama más actual en nuestra página web www.sandvik.coromant.com/es. Hay disponible una oferta completa para el torneado de ruedas de ferrocarril. Para obtener más información, póngase en contacto con su representante de Sandvik Coromant local.

14
SPA SPA
REFRIGERANTE DE GRAN PRECISIÓN Todos los portaherramientas nuevos están equipados con boquillas de gran precisión y ofrecen refrigerante tanto por arriba como por abajo.
• Los efectos del refrigerante de gran precisión: El refrigerante dirigido al punto correcto de la zona de corte tiene un gran impacto en el control de la viruta y en la vida útil de la herramienta, optimizando así la seguridad del proceso.
• Los efectos del refrigerante por abajo: Al mecanizar con los mismos datos de corte, ofrece un aumento de la vida útil de la herramienta del 67% y ayuda a combatir el efecto negativo de las fisuras térmicas.

15
SPA SPA
Análisis de la situación
El objetivo principal del análisis de la situación es garantizar que disponemos de la estabilidad necesaria para contar con la mejor seguridad del proceso. Utilice la siguiente lista de comprobación.
Además, hable con el cliente para identificar los retos y las limitaciones, y explíquele que crear una rutina de mantenimiento de herramientas en el taller, prevendrá posibles problemas.
LISTA DE COMPROBACIÓN PARA ANÁLISIS DE LA SITUACIÓN 1. Compruebe la sujeción de la rueda
• La sujeción está en la parte exterior de la rueda, lo que implica que hay una gran distancia entre los puntos de sujeción. Si se producen vibraciones, esta puede ser la razón
• Ruedas de menor tamaño: la rueda en sí es más estable. Ruedas de gran tamaño: el riesgo de vibraciones es alto
- Compare la diferencia que hay al aplicar fuerza a 400 mm y al aplicarla a 1200 mm
• A partir de 950 mm (37.4 pulg.) – suele ser necesario algún tipo de soporte
• Los datos de corte deben modificarse (avance y velocidad)
16
SPA SPA
2. Compruebe el portaherramientas
• Para garantizar la mejor estabilidad, el voladizo de la sujeción debe ser lo más corto posible
• Compruebe la placa de apoyo, la palanca de sujeción, la cavidad de la plaquita y si la plaquita está desgastada o dañada
• Si es necesario, aumente el tamaño del mango
• Compruebe el alojamiento de la plaquita, busque señales de deformación plástica. Si el alojamiento está dañado, la única solución es adquirir un portaherramientas nuevo
3. Compruebe el suministro de refrigerante
• Si la máquina tiene refrigerante, asegúrese de que el refrigerante esté bien dirigido
• El refrigerante tiene que ser puro (filtrado) si la herramienta tiene boquillas
4. Compruebe la rueda
• Compruebe la calidad del material en bruto
• Si hay una dureza irregular, los errores en el laminado de la rueda pueden afectar negativamente a la vida útil de la herramienta

17
SPA SPA
Mejores prácticas
En este capítulo encontrará las mejores prácticas para tornear una rueda de ferrocarril de 900 mm (35.4 pulg.) de acero laminado. El mecanizado de la rueda se realiza en la misma máquina, en dos posiciones y cuatro series, con herramientas de Sandvik Coromant estándar.
Tipo de rueda: 900 mm (35.4 pulg.)
Material: Acero laminado
Condiciones de mecanizado: Buenas
OPERACIÓN DE DESBASTE En esta operación de desbaste del perfil de la llanta, el mecanizado de la pestaña y la superficie de contacto se realiza en un corte.
Herramientas utilizadas • Portaherramientas: C10-PRDCL-35134-32 • Plaquita: RCMX 320900
1. Mecanizado de la llanta
Pestaña
Superficie decontacto
vc m/min (pies/min) fn mm/rev (pulg./min)Operación
90 (295) 1.2 (0.047)Superficie de contacto
90 (295) 1.4 (0.06)Pestaña
Datos de corte

18
SPA SPA
OPERACIÓN DE ACABADO Antes de girar la rueda, se realiza la operación de acabado de la superficie de contacto.
Herramientas utilizadas • Portaherramientas: C10-PRSCL-70130-16 • Plaquita: RCMX 160900
Nota: La operación de desbaste/acabado del diámetro interior debe realizarse preferiblemente en este reglaje para conservar las tolerancias (garantizar que el diámetro interior está centrado).
Aquí, la operación A dura más y es la «herramienta dirigente». Cuando la herramienta A está mecanizando el diámetro exterior del velo (A1), la herramienta B realiza a la vez el refrentado del cubo (B2). Cuando A realiza el segundo corte (A2), la herramienta B se dedica al refrentado de la llanta (B1).
En el mecanizado del velo (A), es indispensable contar con un buen acabado superficial y eliminar la cantidad de material correcta. Podría decirse que se trata de una operación de desbaste y acabado simultáneamente.
2. Mecanizado del velo
100 (328) 1.25 (0.05)Superficie de contacto
Datos de corte
vc m/min (pies/min) fn mm/rev (pulg./min)Operación
19
A2 A1
B2
B1A
SPA SPA
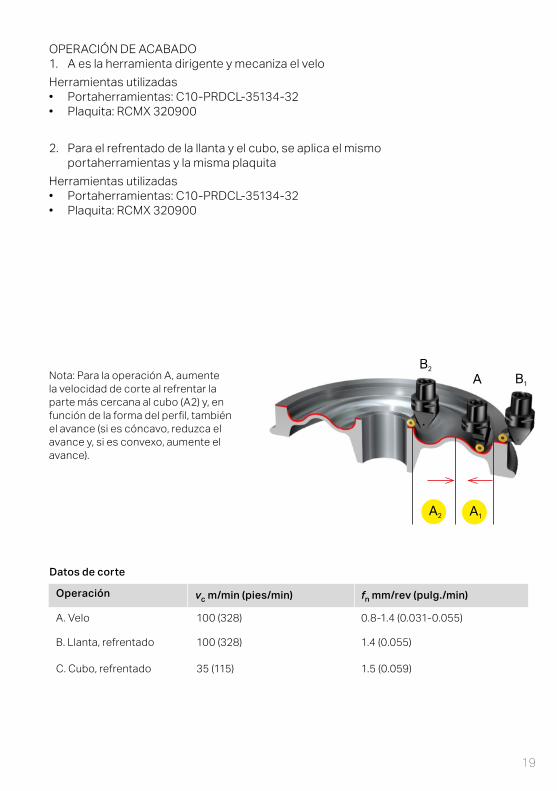
OPERACIÓN DE ACABADO 1. A es la herramienta dirigente y mecaniza el velo
Herramientas utilizadas • Portaherramientas: C10-PRDCL-35134-32 • Plaquita: RCMX 320900
2. Para el refrentado de la llanta y el cubo, se aplica el mismo portaherramientas y la misma plaquita
Herramientas utilizadas • Portaherramientas: C10-PRDCL-35134-32 • Plaquita: RCMX 320900
Nota: Para la operación A, aumente la velocidad de corte al refrentar la parte más cercana al cubo (A2) y, en función de la forma del perfil, también el avance (si es cóncavo, reduzca el avance y, si es convexo, aumente el avance).
100 (328) 0.8-1.4 (0.031-0.055)A. Velo
100 (328) 1.4 (0.055)B. Llanta, refrentado
Datos de corte
35 (115) 1.5 (0.059)C. Cubo, refrentado
vc m/min (pies/min) fn mm/rev (pulg./min)Operación

20
B2
B1
A
A1 A2
SPA SPA
La rueda se gira verticalmente y se aplican las mismas herramientas y los mismos datos de corte que al mecanizar el lado opuesto.
• Además, aquí también es importante conseguir un grosor de rueda correcto y, a su vez, un buen acabado superficial
• Las dos operaciones se producen secuencialmente, una tras otra, siendo la operación A1 la herramienta dirigente

21
SPA SPA
Nota: Tras la operación de desbaste, se realiza una ranura en el diámetro interior. La última fase del mecanizado del cubo es la operación de acabado del diámetro interior, aquí realizada en otra máquina.
En el torneado de ruedas, la última etapa es el mecanizado del cubo.
OPERACIÓN DE DESBASTE Dependiendo de la cantidad de material excedente, es posible que tenga que realizar la operación en dos cortes, pero, en este caso, se realiza el mecanizado completo en un corte.
Herramientas utilizadas • Portaherramientas: C10-PSKNR-68110-25 • Adaptador: C10-391.01-100 140 • Plaquita: SNMM 250724
3. Mecanizado del cubo
115 (377) 1.2 (0.047)A. Cubo interior
Datos de corte
vc m/min (pies/min) fn mm/rev (pulg./min)Operación

22
SPA SPA
Resolución de problemas
Esta sección cubre los retos más habituales del torneado de ruedas de ferrocarril y cómo superarlos. Los retos habituales son:
• Control de la viruta
• Desgaste de la plaquita
• Acabado superficial deficiente debido a la vibración
• Rotura del portaherramientas
Control de la viruta
RETO En la operación de mecanizado del perfil del velo, una longitud de contacto larga puede resultar en una mala rotura de la viruta (virutas largas).
SOLUCIÓN - MODIFICAR LA VELOCIDAD DE AVANCE • Ajuste la velocidad de avance a la
geometría utilizada

23
SPA SPA
RETO El exceso de material en bruto al mecanizar las llantas pone mucha presión en la plaquita, ya que el filo presenta un gran empañe en el corte. Esto crea una fuerza de corte elevada y vibraciones que pueden resultar en la rotura de la plaquita.
SOLUCIÓN - RE-PROGRAMACIÓN Re-programe para realizar una operación de «entrada radial» para eliminar la cantidad adicional de material excedente (1), antes de realizar el corte final completo (2).
Deformación plástica
Fisuras térmicas
Desgaste de la plaquita
RETO La rotura de la plaquita es un problema habitual, pero suele ser el resultado de la deformación plástica o de las fisuras térmicas en la plaquita.
SOLUCIÓN • Si hay fisuras térmicas: Aumente el caudal de
refrigerante todo lo posible y asegúrese de que el chorro está correctamente dirigido: impactando en la plaquita
• Si hay deformación plástica: Modifique el avance y utilice una calidad más resistente al desgaste (P25 → P15 → K15)
• Cambie a una calidad más resistente al desgaste

24
SPA SPA
Acabado superficial deficiente debido a la vibración
RETO El acabado superficial deficiente se produce por la vibración y suele tener lugar en el velo y el cubo.
SOLUCIÓN • Compruebe la sujeción de la plaquita
• Intente mejorar la estabilidad de la herramienta
• Utilice un tamaño de mango más grande y un portaherramientas Coromant Capto más grande (asegúrese de que la fuerza de tracción es correcta)
• Re-programe para que el avance se produzca hacia la sujeción de la rueda, empujando la rueda hacia abajo
• Reduzca la velocidad y/o aumente el avance
• Cambie a una plaquita o radio de punta más pequeños

25
SPA SPA
Rotura del portaherramientas
RETO Si se rompe el portaherramientas, puede deberse a diferentes motivos:
• Rotura de la plaquita
• Sobrecarga debido al exceso de material excedente
• Profundidad de corte demasiado grande
• Cavidades de plaquita desgastadas
SOLUCIÓN Si el problema son las cavidades de plaquita desgastadas, establecer una rutina para el mantenimiento de las herramientas en el taller le evitará problemas y le ayudará a ahorrar mucho dinero.
• Llave dinamométrica
– Para obtener el mayor rendimiento posible de cada sistema de sujeción de plaquita, deberá utilizarse una llave dinamométrica para apretar correctamente la plaquita
– Consulte el marcado láser de cada portaherramientas en el Catálogo principal/Herramientas de torneado para conocer el par de apriete (Nm) correcto de la plaquita
26
SPA SPA
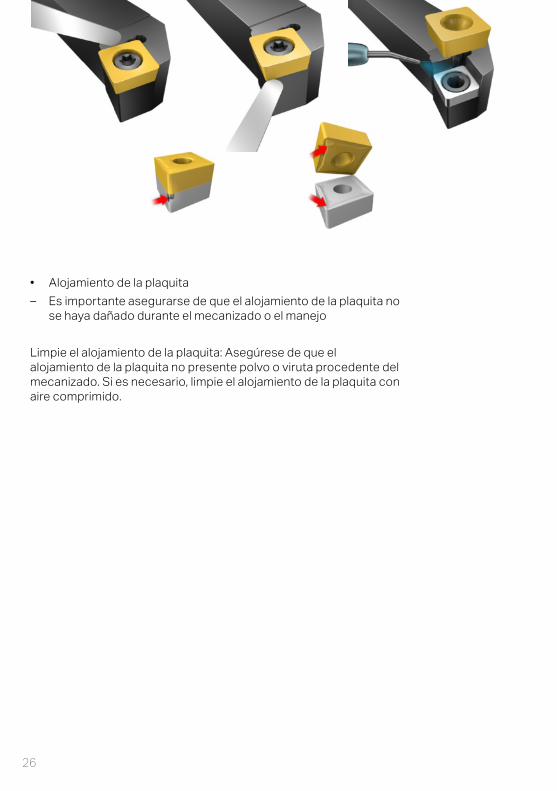
• Alojamiento de la plaquita
– Es importante asegurarse de que el alojamiento de la plaquita no se haya dañado durante el mecanizado o el manejo
Limpie el alojamiento de la plaquita: Asegúrese de que el alojamiento de la plaquita no presente polvo o viruta procedente del mecanizado. Si es necesario, limpie el alojamiento de la plaquita con aire comprimido.

27
SPA SPA
RETORNEADO DE RUEDAS DE FERROCARRIL
Consideraciones iniciales
Al retornear, es preferible seleccionar una profundidad de corte lo más grande posible para conseguir tiempos de mecanizado cortos. Esto, no obstante, depende mucho del estado de deterioro de la parte predominante de la rueda desgastada.
Al elegir las herramientas y las plaquitas, tenga en cuenta lo siguiente:
• Qué tipo de rueda va a retornear
• La condición de deterioro de la parte predominante de la rueda desgastada
• La potencia de máquina disponible
• Endeterminadoscasos,elperfilpuedetornearseenunasola pasada. En otras máquinas y circunstancias, puede ser necesario dividir el mecanizado en varias fases para poder producirelperfilydiámetroderuedacorrectos
Dividir el mecanizado en varias fases es habitual en los tornos de foso, que utilizan la fuerza de fricción para dirigir la rueda.

28
SPA SPA
Para evitar el riesgo de mecanizar fuera de la zona endurecida, el diámetro mínimo suele estar marcado con una ranura en el diámetro exterior. Si no existe esta ranura, debe medirse.
¿Cuándo retornear?
La frecuencia a la que se somete a retorneado una rueda depende de cómo se utilizan los juegos de ruedas. Por motivos de seguridad y comodidad, las ruedas de los trenes de alta velocidad se retornean con más frecuencia que las ruedas de los trenes de mercancías, aunque las ruedas de los trenes de mercancías se mecanizan con profundidades de corte más profundas.
• Mercancías: Retorneado poco frecuente (cada 5–10 años)
• Trenes regionales/Metro: Retorneado al menos una vez al año
• Alta velocidad: Retorneado frecuente, cada 5-8 semanas, (cada 90-100.000 km)

29
SPA SPA
Tipos de máquina
El retorneado de ruedas de ferrocarril suele realizarse sin refrigerante. Según el tipo de tren, la máquina debe cumplir diferentes requisitos que determinarán si utilizar una máquina de foso o una máquina de pórtico. También existen otras alternativas de máquina menos comunes, pero no las describiremos en esta guía.
TORNO DE FOSO • Metro/Trenes de pasajeros (los vagones y los coches van
unidos)
• Locomotoras
• Alta velocidad
MÁQUINA DE PÓRTICO • Mercancías
• Vagones de pasajeros (los vagones pueden separarse)
OTROS CONCEPTOS • Máquina portátil
- Normalmente alquilada para utilizarla en el taller - Habitual en las empresas de mantenimiento privadas

30
SPA SPA
Vagones
Trenes

31
SPA SPA
Consideraciones en función del tipo de la máquina
TORNO DE FOSO Enestamáquina,sere-mecanizaelperfildelasruedasdelaslocomotoras, los trenes de alta velocidad y los trenes de metro.
Características de sujeción • Carga de cilindros hidráulicos en rodamientos del eje
Limitaciones • Profundidad de corte máxima
Método de sujeción El conjunto de ruedas que va a mecanizarse es elevado y dirigido por cuatro rodamientos cónicos en la periferia. Para aumentar la fuerza en el accionamiento de fricción, la solución más actual es añadir la carga de los cilindros hidráulicos a los rodamientos del eje.

32
SPA SPA
SUJECIÓN ANTIGUA Características de la sujeción
• Conjuntosderueda,locualsignificaquelosdiscosdelejeylarueda se separan del vehículo
Limitaciones • Deformación de la rueda (diámetro interior)
Método de sujeción • Conjuntosderueda,locualsignificaquelosdiscosdelejeyla
rueda se separan del vehículo (desmontados de la locomotora o el tren)
• El eje es sostenido por dos manguitos centrales, desde los extremos derecho e izquierdo, en los diámetros interiores centrales. Para mover el conjunto de la rueda, hay un adaptador portapinzas que sujeta el diámetro interior de la pestaña de la rueda. Otra alternativa es el accionamiento de fricción
• El diámetro interior de la rueda siempre está dañado (deformación)
Máquina de pórtico
En esta máquina, básicamente, se re-mecanizan las ruedas de los trenes de mercancías y de los vagones de pasajeros. Hay dos formas diferentes de sujetar la rueda: un método antiguo y otro más moderno.

33
MobiTurn/ Hegenscheidt
SPA SPA
Método de sujeción moderno
En este tipo de máquina, se re-mecanizan, principalmente, ruedas de vagones de mercancías. Las ruedas de los vagones de mercancías suelen ser muy duras y estar muy deterioradas, por lo que se requiere una mayor profundidad decorteparaconseguirelperfilcorrecto.
Características de la sujeción • Se requiere una sujeción rígida: Para conseguir esta gran
profundidad de corte (hasta 12 mm), necesitamos una sujeción estable que resista las altas fuerzas de corte
Limitaciones • Las virutas largas suelen provocar problemas con los
dispositivos de sujeción y las mangueras hidráulicas
Máquina portátil
Este tipo de máquina suele alquilarse para utilizarla en el taller. Es una alternativa barata de uso puntual.
• Habitualmente disponible en las empresas de mantenimiento privadas
• También hay un tipo de máquina portátil que puede llevarse a las vías
Sujeción • Como la máquina de foso, pero con condiciones menos
estables/menos fricción
• Datos de corte más bajos
34
2
3
1
SPA SPA
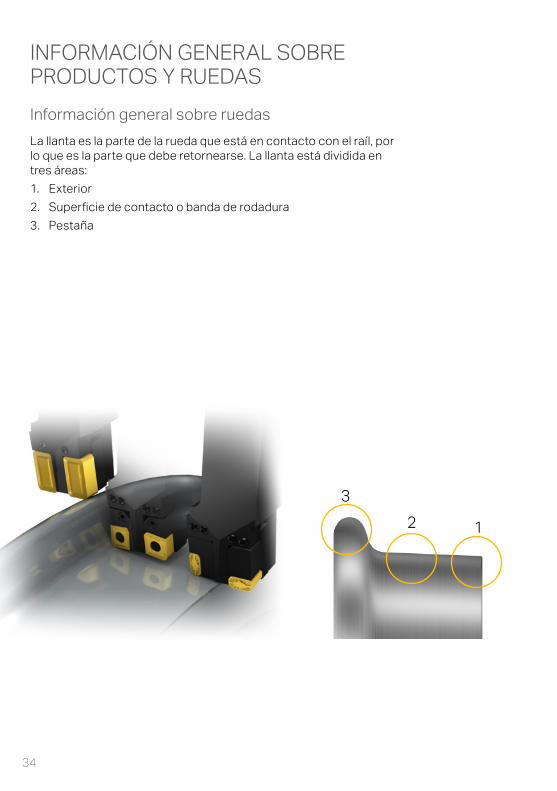
INFORMACIÓN GENERAL SOBRE PRODUCTOS Y RUEDAS
Información general sobre ruedas
La llanta es la parte de la rueda que está en contacto con el raíl, por lo que es la parte que debe retornearse. La llanta está dividida en tres áreas:
1. Exterior
2. Superficiedecontactoobandaderodadura
3. Pestaña

35
SPA SPA
Información general del producto
PORTAHERRAMIENTAS Y PLAQUITAS Hay portaherramientas T-Max P® optimizados para el mecanizado de ruedas de ferrocarril. Las plaquitas están disponibles en diferentes calidades y geometrías para desbaste y acabado.
Nota: Recuerde buscar siempre la gama más actual en nuestra página web www.sandvik.coromant.com/es. Hay disponible una oferta completa para el torneado de ruedas de ferrocarril. Para obtener más información, póngase en contacto con su representante de Sandvik Coromant local.
Sujeción de la herramienta Plaquitas
- Tamaños de 19, 30 y 32 mm - Calidades GC4325 y GC4215- Geometrías para desbaste y acabado (-PR, -PM, -PF)
Mangos para cartuchos

36
SPA SPA
CALIDADES PARA RETORNEADO DE RUEDAS DE FERROCARRIL En esta tabla encontrará recomendaciones de calidades en función del estado de la rueda.
La elección de la velocidad de corte siempre depende de la combinación del tipo de calidad con la que decide trabajar y el estado de la rueda. En general, se recomienda utilizar una velocidad de corte más baja al tornear ruedas duras con discos de frenado y similares, y una velocidad de corte más alta al tornear ruedas más blandas en mejores condiciones.
Estado de la rueda 1:Lasruedasconperfilesmenosdesgastadossemecanizancondatos de corte más elevados para conseguir una productividad máxima. Utilice la calidad más dura GC3015.
Estado de la rueda 2:La mayoría de las ruedas desgastadas con planos, llantas desgastadasofisurastérmicassemecanizanconlacalidaduniversal de primera elección GC4215.
Estado de la rueda 3:Las ruedas más deterioradas, mecanizadas con máquinas de baja velocidad, que requieran una herramienta más robusta deberán mecanizarse con la nueva calidad GC4325.
Estado de la rueda 4:Las ruedas muy dañadas se mecanizan a una velocidad de corte baja. Utilice la calidad sin recubrimiento SH.
Desgaste reducido
Muy desgastada
Est
ado
de
la r
ue
da
ISO P Estado de la rueda
GC3015
GC4215
GC4325
SH
Nota: Todas las calidades de plaquita están disponibles en los tamaños y tipos más habituales en nuestra oferta estándar. Dentro de nuestra oferta estándar, hay más opciones disponibles.

37
SPA SPA
ANÁLISIS DE LA SITUACIÓN
El objetivo principal del análisis de la situación es garantizar que disponemos de la estabilidad necesaria. Dependiendo de si se trata de una máquina de foso o de pórtico, deben tenerse en consideración diferentes factores:
• Las plaquitas tipo L no tienen placas de apoyo. Compruebe que la plaquita, el cartucho y el mango no están dañados (se vuelve azul con el calor)
• Cartucho (protege el mango)
• Sobrecalentamiento, plaquita rota
• Deformación plástica, roturas
• Mango básico, suele ser especial
Consideraciones
MÁQUINA DE PÓRTICO • Profundidades de corte
- Una sujeción estable permite mecanizar con profundidades de corte elevadas
- Normalmente, se requiere más de una pasada paraelacabadosuperficialyelajustedelasdimensiones
• Elección de plaquitas
- Las diferentes calidades de plaquita son compatibles con diferentes profundidades de corte (vea la tabla de la página 36)

38
SPA SPA
MÁQUINA DE FOSO • Rotura de la viruta
- Una buena rotura de la viruta es indispensable para la seguridad el operario y también para la máquina
- Si hay virutas largas, dañarán el cableado y los tubos hidráulicos, si se enrollan alrededor de los ejes son peligrosas y difíciles de eliminar
• Profundidades de corte
- Se recomiendan profundidades de corte reducidas para evitar unas fuerzas de corte demasiado altas
Condiciones de desgaste típicas
1. Exterior
El mecanizado empieza desde aquí. El deterioro en esta parte solo suele producirse en los vagones de mercancías en forma de material excesivamente desgastado por el rodamiento, lo cual es muy exigente con las herramientas debido a la intermitencia y la dureza. La dureza puede ser de hasta 45 HRC y debe mecanizarse con datos de corte bajos.
El material excesivamente desgastado por el rodamiento se produce en el exterior

39
SPA SPA
2.Superficiedecontactoobandaderodadura
Un desgaste habitual son los planos. Los planos se producen cuando se bloquean las ruedas, debido a las hojas mojadas en las vías, y son habituales en otoño. Estos planos son muy duros y pueden resultar en un corte interrumpido. Los planos, lasfisurasylasinclusionessontresdelostiposdedesgastemás típicos para los que el primer paso de la solución es aplicar una profundidad de corte reducida.
Nota: En los trenes modernos, este tipo de desgaste es menos común, gracias a los sistemas de frenado electrónicos (ABS) y a los sistemas de control de potencia electrónicos.
3. Pestaña
La pestaña disminuye en anchura y, con un diámetro de rueda reducido, puede aumentar. La dimensión «h» es normalmente de 26 mm, pero puede superar los 30 mm en ruedas muy duras y muy desgastadas. Algunas veces, debe cortarse antesdere-mecanizarelperfil.
Dado que los frenos de las ruedas de los vagones de mercancías se encuentran en el diámetro exterior de la rueda, estas se endurecen con frecuencia. Si los frenos se usan mucho (trayectos en montañas), las ruedas se calientan y enfríanamenudo.Estoaumentaladurezasuperficialdelasruedas.
Deformación en la pestaña
h
Planos Fisuras Inclusiones
40
SPA SPA
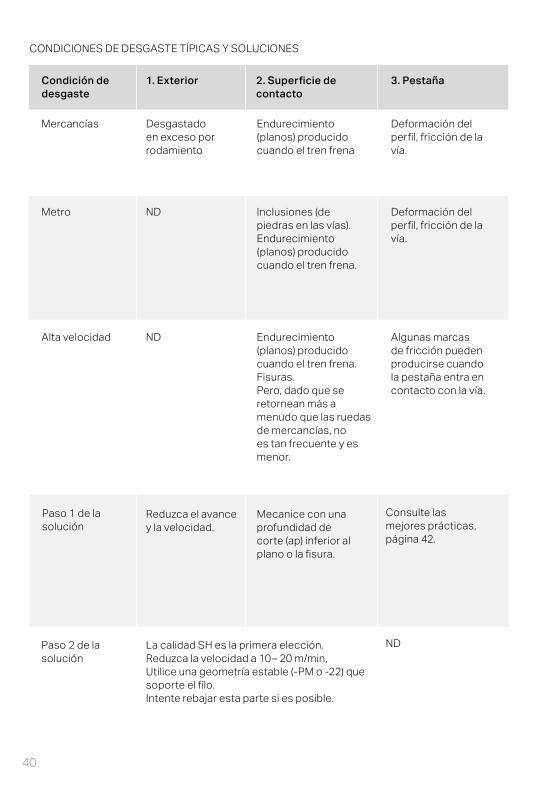
CONDICIONES DE DESGASTE TÍPICAS Y SOLUCIONES
1. Exterior 2. Superficie de contacto
Condición de desgaste
3. Pestaña
Desgastado en exceso por rodamiento
Mercancías Endurecimiento (planos) producido cuando el tren frena
Deformación del perfil,friccióndelavía.
NDMetro Inclusiones (de piedras en las vías).Endurecimiento (planos) producido cuando el tren frena.
Deformación del perfil,friccióndelavía.
NDAlta velocidad Endurecimiento (planos) producido cuando el tren frena.Fisuras.Pero, dado que se retornean más a menudo que las ruedas de mercancías, no es tan frecuente y es menor.
Algunas marcas de fricción pueden producirse cuando la pestaña entra en contacto con la vía.
Paso 1 de la solución
Reduzca el avance y la velocidad.
Mecanice con una profundidad de corte (ap) inferior al planoolafisura.
Paso 2 de la solución
La calidad SH es la primera elección.Reduzca la velocidad a 10– 20 m/min, Utilice una geometría estable (-PM o -22) que soporteelfilo.Intente rebajar esta parte si es posible.
Consulte las mejores prácticas, página 42.
ND

41
SPA SPA
MEJORES PRÁCTICAS
Máquina de foso
En las siguientes páginas encontrará mejores prácticas sobre cómo retornear una rueda de ferrocarril de acero laminado.
MECANIZADO EN CONDICIONES NORMALES Si la profundidad de corte es pequeña, la primera elección son las plaquitas del tipo C. Debido al ángulo de posición, estas plaquitas ofrecen una rotura y un control de la viruta buenos al mecanizar la pestaña. La calidad de primera elección es GC4215.
Nota: A veces, cuando no se requiere una ap grande, estas herramientas también pueden aplicarse a máquinas de pórtico.
Herramientas utilizadas
Portaherramientas: R175.33-5050Unidad de corte: R175.32-3223-1911Plaquita: CNMX 19 11 40 -PF
Portaherramientas: R175.33-5050Unidad de corte: R177.32-3219-1911Plaquita: CNMX 19 11 40 -PF
Datos de corte
0.5-1.5 (0.02-0.059)70-80 (230-300)
fn mm/rev (pulg./min)vc m/min (pies/min)

42
SPA SPA
Portaherramientas: R175.32-5050MUnidad de corte: R175.32-3223-19Plaquita: LNMX 19 19 40 -PM
Portaherramientas: R175.32-5050MUnidad de corte: R175.32-3223-19Plaquita: LNMX 19 19 40 -PM
Portaherramientas: R175.32-5050MUnidad de corte: R177.32-3219-19Plaquita: LNMX 19 19 40 -PM
fn mm /rev (pulg./min)vc m/min (pies/min)
0.5-1.5 (0.02-0.059)70-80 (230-300)
Datos de corte
MECANIZADO EN CONDICIONES EXIGENTES - RUEDAS MUY DETERIORADAS
Al mecanizar una llanta muy deteriorada, normalmente es necesario reducir la velocidad de corte a la mitad. También debe ajustar el avance a las condiciones de corte.
Herramientas utilizadas

43
SPA SPA
Máquina de pórtico
CONDICIONES EXIGENTES - RUEDAS MUY DETERIORADAS
Mecanizar una pestaña larga – alternativa 1 Este es un ejemplo de retorneado de una rueda desgastada con planos de deslizamiento,bandasderodaduradesconchadasofisurastérmicas.Silasujeciónesestableysedisponedeunamáquinaconlapotenciasuficiente,puedemecanizarlapestañaylasuperficiedecontactoenelmismopaso.
Portaherramientas: R175.32-5050MUnidad de corte: R175.32-3223-30Plaquita: LNMX 30 19 40 -PR
Portaherramientas: R175.32-5047MUnidad de corte: R175.32-3223-30Plaquita: LNMX 30 19 40 -PR
Herramientas utilizadas
Portaherramientas: R175.32-5050MUnidad de corte: R175.32-3223-30Plaquita: LNMX 30 19 40 -PR
Portaherramientas: R175.32-5050MUnidad de corte: R177.32-3219-19Plaquita: LNMX 19 19 40 -PR
Avance fn mm/rev (pulg./rev)Velocidad de corte vc m/min (pies/min)
0.3-1.5 (0.012-0.059)40 (130)
Datos de corte
OPTIMIZACIÓN • Para una mayor vida útil de la herramienta: cambie a una calidad más resistente al
calor (consulte la tabla de recomendación de plaquitas, página 36)

44
SPA SPA
OPTIMIZACIÓN Para una mayor rotura de la viruta LNUX –PF, CNMX –PF
SH es la calidad alternativa para ruedas gravemente deterioradas
Avance fn mm/rev (pulg./rev)Velocidad de corte vc m/min (pies/min)
0.3-1.5 (0.012-0.059)40 (130)
Datos de corte
Portaherramientas: R175.32-5050MUnidad de corte: R175.32-3223-30Plaquita: LNMX 30 19 40 -PM
Portaherramientas: R175.32-5050MUnidad de corte: R175.32-3223-30Plaquita: LNMX 19 19 40 -PM
Portaherramientas: R175.32-5050MUnidad de corte: R177.32-3219-19Plaquita: LNMX 19 19 40 -PM
Herramientas utilizadas
Mecanizar una pestaña larga – alternativa 2 Silasujeciónesinestableylamáquinanodisponedelapotenciasuficiente,este es un método alternativo para mecanizar la pestaña. Puede realizar un corte de desbaste de la pestaña en el primer paso. En el siguiente paso, mecanicelasuperficiedecontactoyacabelapestaña.

45
SPA SPA
Un componente típico que encontrará bajo los trenes es el disco de freno. El disco de freno se mecaniza bajo demanda con dos herramientas montadas en dispositivos separados en la máquina. Para este mecanizado, recomendamos utilizar la oferta de portaherramientas especiales de Sandvik Coromant (longitud de 130 mm) en combinación con plaquitas tipo D wiper estándar (-WMX). Esta combinación es excelente a bajas profundidades de corte y altas velocidades, y aporta un buen control de la viruta. Las plaquitas tipo D también son buenas para disponer de incidencia entre los discos de freno.
El disco de freno

46
SPA SPA
RESOLUCIÓN DE PROBLEMAS
Los retos típicos del retorneado de ruedas son:
• Rotura de la plaquita
• Virutas cortas y calientes
• Vibración debido al cartucho desgastado
Rotura de la plaquita
RETO La rotura de la plaquita hace que el metal duro se pegue a la rueda.
CAUSA PRINCIPAL • Plaquita sobrecargada
• Puntosendurecidos,fisuras,planosenlarueda
SOLUCIÓN • Inspeccione la plaquita a tiempo para evitar la rotura
• Reduzca el avance y la velocidad drásticamente y luego intente aumentarlas poco a poco
• Intenteeliminarlosuavemente(orectifiquelaruedaparaeliminarlo)
Nota: Ocurre tanto en máquinas de foso como en máquinas de pórtico.
Planos

47
SPA SPA
Vibración debido al cartucho desgastado o a la sujeción por palancaRETO • Marcas de compresión en el cartucho que resultan en
vibraciones
CAUSA PRINCIPAL • Las altas fuerzas en la geometría de la plaquita provocan estas marcas de compresión
• Movimiento de la plaquita debido a una fuerza de sujeción incorrecta
SOLUCIÓN • Compruebe y cambie el cartucho con más frecuencia
• Compruebe que la sujeción por palanca no está dañada

48
SPA SPA
Virutas calientes (operación de acabado)
RETO • Las virutas calientes en la máquina y el componente
sobrecalentarán la máquina. Además, también pueden golpear al operario
SOLUCIÓN • Asegúrese de que las virutas se evacuan de la máquina de forma
segura
• Reduzca el avance o cambie a una geometría intermedia, –PM
Nota: Se produce solo en las máquinas de foso.

49
SPA SPA
Fuerzas de corte demasiado altas debido a una velocidad de avance excesiva
RETO • Un avance excesivo provoca fuerzas de corte más altas que la
fuerza del accionamiento por fricción. Esto hace que la rueda se detenga, lo cual suele resultar en la rotura de la plaquita, cortes grandes en la rueda y, a veces, trozos de plaquita atascados o pegados a la rueda
SOLUCIÓN • Use una velocidad de avance adecuada
• Use otra plaquita, con una profundidad de corte que elimine materialsuficientecomopararetirarlosrestosdelaplaquitarota con un avance muy bajo
• Es posible que a veces sean necesarios métodos más drásticos,conunaherramientaderectificado
Nota: Se produce solo en las máquinas de foso.

50
SPA SPA
Notas