Tomografía Computarizada en la industria - cenam.mxcenam.mx/ammc/eventos/evento2010/Simposio CENAM...
71
l á s e r Tomografía Computarizada en la industria Ing. Mauricio Rosales
-
Upload
phamnguyet -
Category
Documents
-
view
234 -
download
0
Transcript of Tomografía Computarizada en la industria - cenam.mxcenam.mx/ammc/eventos/evento2010/Simposio CENAM...

l á s e r
Tomografía Computarizada en la industria
Ing. Mauricio Rosales
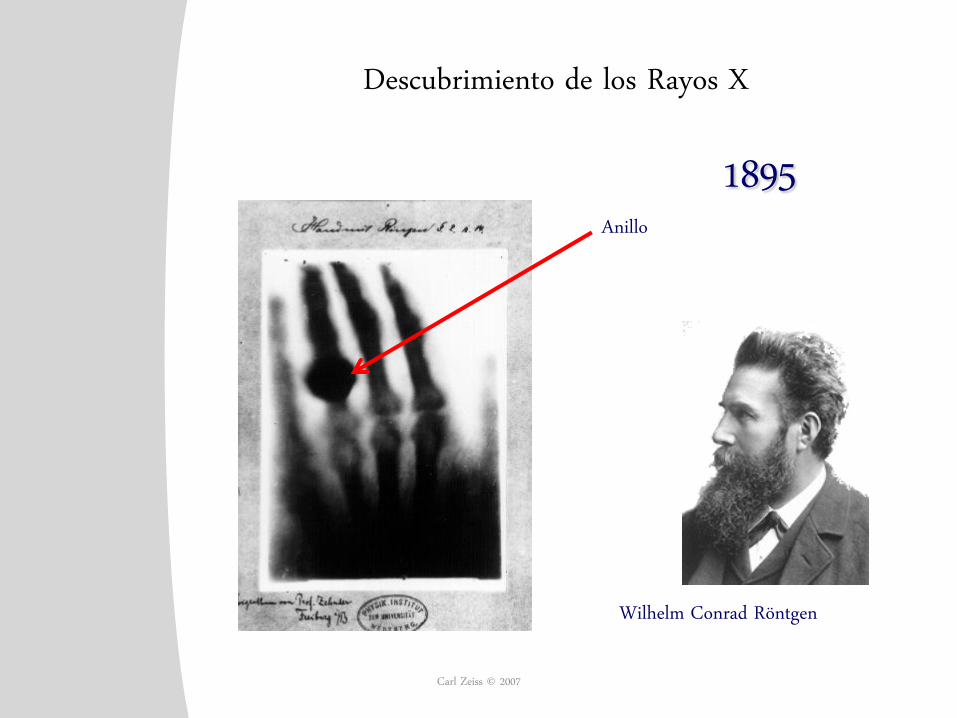
l á s e r Descubrimiento de los Rayos X
Carl Zeiss © 2007
Wilhelm Conrad Röntgen
1895Anillo

l á s e r Principio del tubo de Rx

l á s e r Espectro electromagnético
Láser en procesos de manufactura - 4
0.01 – 10 nm

l á s e r Aplicaciones de Rx en medicina

l á s e r Aplicaciones de Rx investigación
Cristalografía
Astronomía
Microanálisis en SEM
Análisis por Fluorescencia

l á s e r Aplicaciones de Rx en seguridad
Control de aduanas
Seguridad en aeropuertos

l á s e r Uso industrial de los Rx
• Inspección de partes en 2D• Inspección de alimentos y empaque
– En busca de contaminantes • Control de soldadura• Tomografía Computarizada

l á s e r Tomografía
• Del griego tomos – rebanada, sección y grahpos = escribir, imagen• Entendido como radiografía seccional en el caso de Rayos X. Es la
obtención de imágenes o cortes seccionales de un objeto. • Utilizado en medicina desde 1979.

l á s e r Tomografo en medicina
Desarrollado 1967 por EMIEn Inglaterra.
Trabajan con rangos de potencia que van desde 30 a 150kV de aceleración en el tubo de Rayos X

l á s e r Principio de funcionamiento

l á s e r Nube de voxel

l á s e r Construcción
Tubo Rx
Mesa rotatoria
Detector
Sistema de ejes

l á s e r Cabina

l á s e r Protección física
Rayos X generados en un pico de voltaje no mayor a: Espesor mínimo de pared de plomo
75 kV 1.0 mm100 kV 1.5 mm125 kV 2.0 mm150 kV 2.5 mm175 kV 3.0 mm200 kV 4.0 mm225 kV 5.0 mm300 kV 9.0 mm400 kV 15.0 mm500 kV 22.0 mm600 kV 34.0 mm900 kV 51.0 mm

l á s e r Proyección cónica – 3D

l á s e r Detector CT – 3D

l á s e r Proyección de sector – 2D

l á s e r Detector para CT 2D

l á s e r Procesador para reconstrucción
Procesador de 450Mflops

l á s e r Cabinas para CT

l á s e r Máquina CT de 9MeV
Pit
Temp Control Unit
RF
Uni t
Modu
la t
o rCa
b in
e t
Motor Power Cabinet
Equipment Room
Linatron, MPC, UPS, etc.
(2.5 x 3.5 m)
Control Room
(4.5 x 3.5 m)
Ope r
a to r
sCo
nso l
e
Shielded Scan Cell (6.5m x
6.5m)
Entrance Labyrinth
Loading
Door

l á s e r Máquina CT de 9MeV
Load/Start
Position
9MV Linac
Detector
Turntable/
Elevator
Pit

l á s e r Máquina CT de 9MeV

l á s e r Acelerador 9MeV

l á s e r Detector CT 9MeV

l á s e r Aplicaciones del CT Industrial
Pruebas no destructivas
Inspección de ensamble
Ingeniería Inversa
Metrología

l á s e r Pruebas no destructivas
• Análisis de porosidad• Investigación interna de partes• Revisión dimensional (cualitativa)
– Espesor de paredes– Revisión de claros (gap)

l á s e r Geometría general
Fundición de aluminio

l á s e r Geometría general
Monoblock de aluminio

l á s e r Análisis de porosidad

l á s e r Análisis de porosidad

l á s e r Análisis interno
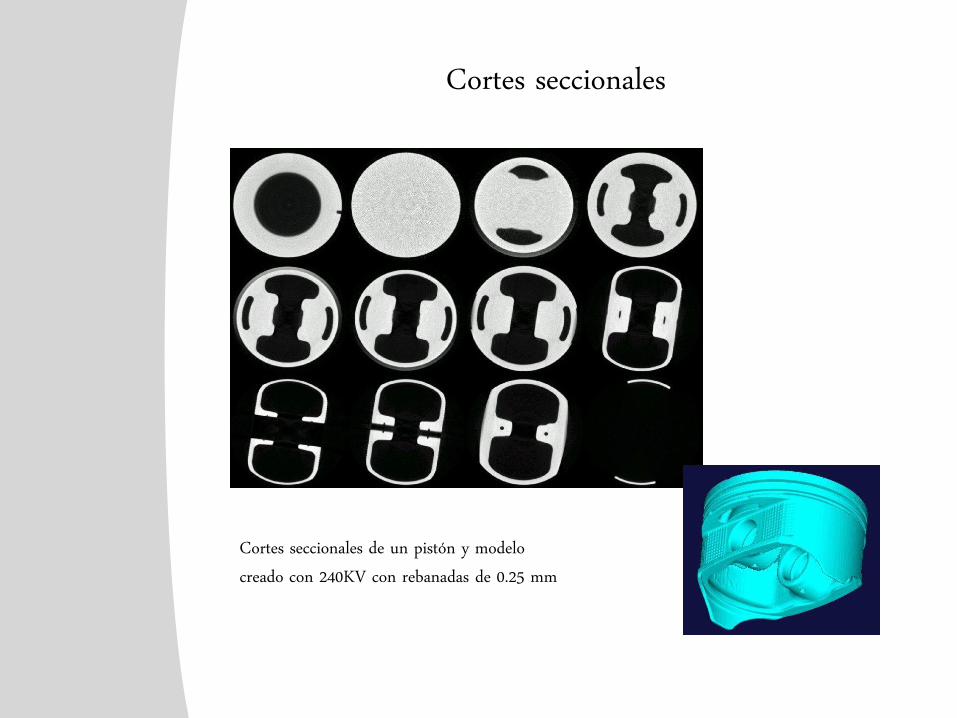
l á s e r Cortes seccionales
Cortes seccionales de un pistón y modelo creado con 240KV con rebanadas de 0.25 mm

l á s e r Corte seccional de cabeza de aluminio

l á s e r Medición de claros (gap)
Carcaza de aluminio inspeccionada a 450kV

l á s e r Inspección de ensambles
Ensamble de turbina @ 9MeV

l á s e r Inspección de ensambles
Ensamble de turbina @ 9MeV

l á s e r Inspección general de un motor

l á s e r Ensamble de equipo eléctrico

l á s e r Ingeniería inversa

l á s e r Ingeniería inversa

l á s e r Metrología
Reportes
Ejecución de plan de medición
Comparación
Alineación de la parte “escaneada” vs CAD
Importación en software de metrología
Obtención de nube de puntos (voxel)

l á s e r Proceso con CMM vs CT
Requerimiento:
Inspección de
parteReporte de
medición
Medición
Evaluación
Extracción de las
características a
medir
Tomografía
volumétrica de
todo el objeto
Evaluación
Programación
Automatizado
CMM
CT
Prüfplanung - Merkmalsliste
40.
0
+0.01
-0.02

l á s e r Preparación de la pieza

l á s e r Importación del modelo

l á s e rAlineación
(con método best-fit)

l á s e r Rutina de medición

l á s e r Reportes

l á s e r Medición de conector

l á s e r
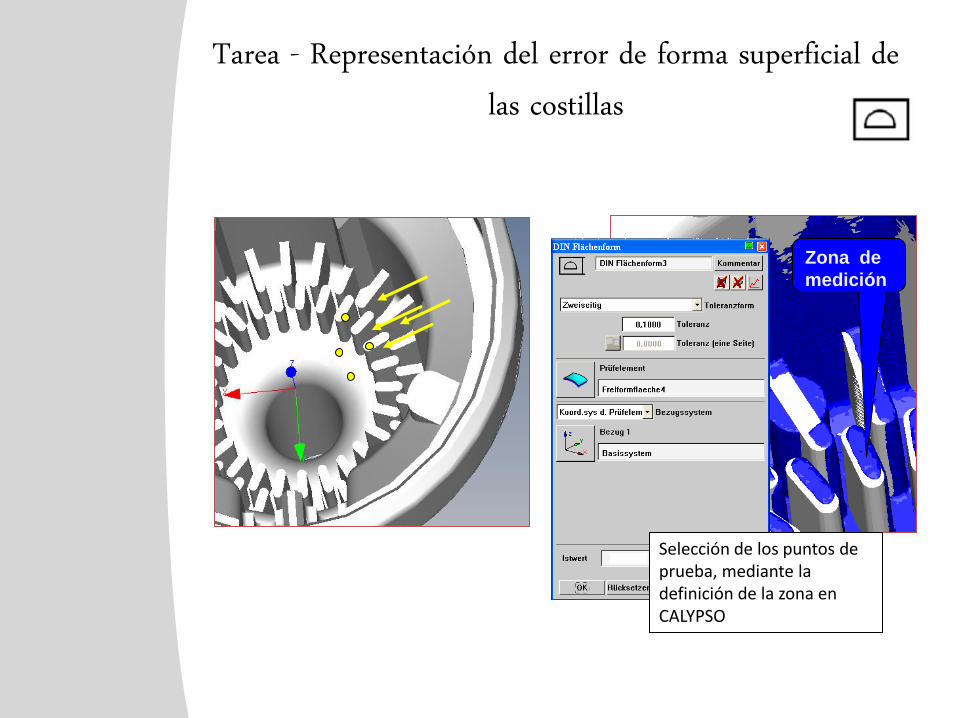
Determinar la forma superficial de las costillas en una pieza de plástico
Page 51
l á s e r
Tarea - Representación del error de forma superficial de las costillas
Zona de
medición
Selección de los puntos de prueba, mediante la definición de la zona en CALYPSO

l á s e r
Page 53
Sombreado en pantalla Representación en wireframe
Solución - representación de las formas superficiales de todo el grupo

l á s e r Comparación cromática

l á s e r Comparación cromática

l á s e r ¿Qué tan precisos son los resultados?
Tamaño de voxel
Tamaño delPunto focal
Nivel de detalles
Resolución delas escalas Análisis de Sub-
voxel
?Resolución del
detector

l á s e r Desempeño del CT
La precisión depende principalmente de la correcta calibración de la geometría proyectada.
xD
yD
zD
plane of detector(normal to z axis)
projected source
detectorpixel grid
tODcone ofX-radiation
objectcoordinatesystem
devicecoordinatesystem
yOxO
zO
object
X-ray
distance source-detector

l á s e r Corrección geométrica
• La distorsión geométrica es determinada con artefactos dedicados y compensados por software
• La calibración del eje se realiza en el eje rotatorio a lo largo de toda el rango del eje X por medio de un artefacto lineal.
• La calibración del detector homogeniza el campo o zona activa del mismo.
• La cualificación geométrica se usa para verificar y alinear la geometría al equipo CT por medio de un “fantasma geométrico” ortogonal.
Fantasma lineal
Fantasma ortogonal

l á s e r Atenuación de la señal
Umbral de error global 40 µm
„Beam Hardening“
Diferentes espesores causan diferentes niveles de atenuación.
La variación global causa altas desviaciones en la definición de superficies externas e internas.

l á s e r Corrección de umbral por medio de algoritmos
Umbral de error global 5 µm

l á s e r Uso de artefactos

l á s e r Métodos de calibración
• Medición del objeto previo al CT
• Calibración con artefactos trazables

l á s e r Análisis de incertidumbre

l á s e r Criterios para evaluación de sistemas CT
1. Precisión y repetibilidad2. Uso por cualquier operador3. Incertidumbre de medición4. Medición cromática comparable5. Resultados comparables con otras técnicas

l á s e r Precisión y repetibilidad
• Se utiliza un artefacto de referencia de 27 esferas de rubí
• Deben medirse distancias entre pares de esferas, 50 veces
• La desviación obtenida debe ser menor a 5+L50 µm
• Para el total de mediciones la desviación no debe exceder el límite establecido (Cg y Cgk > 1.33)

l á s e r Uso por cualquier operador
• Tres diferentes operadores de Bosch y uno del fabricante
• Medición en dos corridas cada uno de 10 mediciones
• Cada operador realizó el arreglo de carga de la pieza
• Resultado debe ser menor al establecido GR&R < 10%

l á s e r Incertidumbre de medición
• A determinarse de acuerdo a estándar de Bosch.
• Realizar 20 mediciones de características específicas.
• La incertidumbre debe ser menor a 0.005 mm de la pieza volumétrica

l á s e r Medición cromática comparable
• Evalúa la factibilidad de la máquina para recalificación
• Se comparan mediciones en la máquina CT de dos lotes distintos
• Ambas corridas son comparadas con el modelo CAD

l á s e r
Resultados comparablescon otras técnicas
• Comparación contra técnicas de contacto y visual• 3 características representativas fueron seleccionadas:
Características RequerimientoMedición de curva ΔCMM-CT ≤ 0.01 mm
Diámetro interno/externo ΔCMM-CT ≤ 0.01 mmPosición XY de círculo ΔOPT-CT ≤ 0.01 mm

l á s e r Perspectiva del CT
Definición de los parámetros para las especificaciones de la uso y aplicación:
VDI/VDE-GMA-FA 3.33
“La tomografía computarizada en metrología industrial “
Page 70

l á s e r Conclusiones
• La técnica CT ofrece características únicas el análisis de detalles de difícil o imposible acceso al tratarse de una prueba no destructiva.
• Particularmente útil en la medición de piezas complejas donde las técnicas tradicionales no pueden resolver la tarea.
• Ofrece un potencial para la reducción de tiempos de inspección al obtener la totalidad del volumen en una corrida.
• Usando la técnica correcta, puede dar el salto de análisis cualitativo a cuantitativo.