Tesis de Juan Secador Por Aspersion
136
INTRODUCCIÓN Los procesos industriales están integrados en Operaciones Unitarias que el Ingeniero Químico como tal debe operar, optimizar, planificar, diseñar y construir. Estos procesos con llevan la producción de compuestos y productos que, para elaborarlos se requieren de la transformación física y química de la materia. Por ejemplo, una de las operaciones unitarias utilizadas en la industria es el secado por aspersión, en la cual un líquido o una suspensión se atomizan o se rocían en una corriente de gas caliente para obtener la evaporación de la humedad y como producto un sólido con la menor cantidad de agua posible. El secado es un proceso que consiste en separar por medios físicos, pequeñas cantidades de agua u otro líquido, de un material sólido con el fin de reducir el contenido del líquido residual hasta un valor aceptablemente bajo (Mc Cabe, 2007), o como en el caso de los alimentos, hasta que el nivel de agua sea adecuada para su conservación por largos periodos. Este proceso surge debido a la necesidad de poder consumir alimentos que en cierta época del año no se cosechan o producen y que por su composición química son susceptibles a descomponerse. Además, es uno de los métodos más antiguos que ha utilizado el hombre para conservar sus alimentos y que ha venido practicando durante siglos; literalmente desde la era de la prehistoria donde se 1
-
Upload
joseluisrg92 -
Category
Documents
-
view
448 -
download
6
Transcript of Tesis de Juan Secador Por Aspersion

INTRODUCCIÓN
Los procesos industriales están integrados en Operaciones Unitarias que el Ingeniero Químico como tal
debe operar, optimizar, planificar, diseñar y construir. Estos procesos con llevan la producción de
compuestos y productos que, para elaborarlos se requieren de la transformación física y química de la
materia. Por ejemplo, una de las operaciones unitarias utilizadas en la industria es el secado por
aspersión, en la cual un líquido o una suspensión se atomizan o se rocían en una corriente de gas caliente
para obtener la evaporación de la humedad y como producto un sólido con la menor cantidad de agua
posible.
El secado es un proceso que consiste en separar por medios físicos, pequeñas cantidades de agua u otro
líquido, de un material sólido con el fin de reducir el contenido del líquido residual hasta un valor
aceptablemente bajo (Mc Cabe, 2007), o como en el caso de los alimentos, hasta que el nivel de agua sea
adecuada para su conservación por largos periodos. Este proceso surge debido a la necesidad de poder
consumir alimentos que en cierta época del año no se cosechan o producen y que por su composición
química son susceptibles a descomponerse. Además, es uno de los métodos más antiguos que ha
utilizado el hombre para conservar sus alimentos y que ha venido practicando durante siglos; literalmente
desde la era de la prehistoria donde se percató que los frutos y granos que recogía, prolongaban su vida
de consumo cuando se exponían por un tiempo a los rayos del sol.
Con el descubrimiento del fuego, muchos hombres en el nuevo y el viejo continente, usaron el calor que
éste les proveía para secar sus alimentos en el interior de sus refugios. Pero no fue sino hasta 1795, que
se inventó el primer cuarto de deshidratación que utilizaba un flujo de aire caliente. Fue diseñado por
científicos franceses y su función se limitaba únicamente a las hortalizas. Sin embargo, fue hasta el siglo
XVIII que se trabajó industrialmente, aun cuando se utilizaba las formas de secado más primitivas. La
tecnología de secado siguió avanzando, a pesar de ello, fue a finales del siglo XIX cuando se obtuvieron
los primeros prototipos de secadores que aún se utilizan.
Entre los equipos de secado más comúnmente empleados en la actualidad se encuentran los secadores
de tambor, secadores rotatorios, de túnel, de bandejas, de lecho fluidizado y de aspersión, siendo éstos
últimos los más empleados para el secado de materiales sensibles al calor puesto que en ellos se manejan
tiempos cortos de operación y altas velocidades de evaporación (Geankoplis, 2006).
JUSTIFICACIÓN
1

Con la construcción del secador por aspersión se llevarán a cabo investigaciones en el área de alimentos
que nos permitirán determinar diferentes parámetros que influyen en el secado como la temperatura,
características de la pulverización del fluido, tiempo de residencia del material a secar, entre otros. Así
mismo, se pretende profundizar más en otros ámbitos que cubren asignaturas como operaciones unitarias,
procesos de separación y transferencia de calor y masa.
Los costos de los secadores de rocío de nivel laboratorio que se encuentran en el mercado, fluctúan en el
orden de los $ 300,000.00 M.N., dificultando la adquisición de los mismos por escuelas y pequeñas
industrias, es por ello que en el siguiente trabajo, se construirá el prototipo de un secador por rocío, con el
objeto de reducir sustancialmente los gastos de operación y control generados al momento de realizar
prácticas. El centro universitario ya cuenta con un secador construido en su mayoría en acero al carbón,
susceptible al desgaste y corrosión, donde los polvos producto del proceso de secado, no son de fácil
recuperación. Su funcionamiento se basa en el calentamiento de aire a fuego directo. El nuevo secador
utilizará energía eléctrica para elevar la temperatura del aire; se construirá en acero inoxidable, así mismo,
serán anexados accesorios (abrazaderas y empaques tipo clamp, válvula de mariposa, tornillería no
estándar, cableado eléctrico de uso industrial, entre otros) que, con la correcta instrucción, facilitarán al
lector el uso, limpieza, o en su defecto, al desarmado y armado para una nueva ubicación del secador, si
es necesario. Otro propósito en el siguiente proyecto, es ofrecer una alternativa diferente de construcción,
al secador ya existente en el campus. El prototipo estará disponible para procesar huevo crudo ayudando
de ésta manera a corroborar y reafirmar los conocimientos sobre las operaciones de transferencia de calor
en el área de alimentos. Así mismo, contribuiremos con el equipamiento del Laboratorio de Operaciones
Unitarias y con el conocimiento ilustrativo para generaciones venideras.
OBJETIVO
Construir un prototipo de secador por rocío con fines didácticos.
CAPÍTULO I CONCEPTOS BÁSICOS DE TRANSFERENCIA DE CALOR Y MASA, Y
FUNDAMENTOS DE BALANCES DE MATERIA Y DE ENERGÍA
2
Prácticamente en todas las operaciones unitarias que realiza el ingeniero químico interviene la absorción
de energía en forma de calor. Por lo tanto, las leyes que rigen la transferencia de calor y el tipo de
aparatos, cuyo fin principal es el control del flujo de calor, tienen una gran importancia. A continuación se
describen nociones básicas sobre transferencia de calor y masa.
1.1 Transferencia de calor.
Cuando dos objetos que están a temperaturas diferentes se ponen en contacto térmico, el calor fluye
desde el objeto de temperatura más elevada hacia el de temperatura más baja. El flujo neto se produce
siempre en el sentido de la temperatura decreciente. Los mecanismos por los que fluye el calor son tres:
conducción, convección y radiación, sin embargo, no profundizaremos en el tema sobre los mecanismos
de transferencia de calor debido a que no son el objeto de nuestro estudio (Foust, 2001).
1.1.1 Conducción.
Si existe un gradiente de temperatura en una sustancia, fluido, o cuerpo, el calor fluye a través del
material sin que tenga lugar un movimiento observable de la materia. El flujo de calor de este tipo recibe el
nombre de conducción. En los metales, la conducción térmica resulta del movimiento de los electrones
libres; existe una estrecha relación entre la conductividad térmica y la conductividad eléctrica.
En los sólidos que son malos conductores de la electricidad, y en mayor parte de los líquidos, la
conducción térmica se debe a la transferencia de la cantidad de movimientos entre las moléculas o átomos
adyacentes que vibran. En gases, la conducción se produce por el movimiento al azar de las moléculas, de
forma que el calor se “difunde” desde regiones más calientes hacia otras más frías. (Kern, 2001).
1.1.2 Convección.
La convección se refiere al flujo de calor asociado con el movimiento de un fluido, tal como cuando el aire
caliente de un horno entra en una habitación o a la transferencia de calor de una superficie caliente a un
fluido en movimiento. El segundo significado es más importante para las operaciones unitarias, de forma
que incluye la transferencia de calor a partir de paredes metálicas, partículas sólidas y superficies líquidas.
3
Es un hecho muy conocido que un material se enfría con mucha mayor rapidez cuando se sopla sobre él o
se le aplica una corriente de aire. Cuando las corrientes en un fluido son consecuencia de las fuerzas de
flotación generadas por diferencia de densidad, que a su vez se originan por gradientes de temperatura en
la masa del fluido, la acción recibe el nombre de convección natural. Cuando las corrientes se deben a un
dispositivo mecánico, tal como una bomba o un agitador, el flujo es independiente de las fuerzas de
densidad y recibe el nombre de convección forzada. Las fuerzas de flotación también existen en la
convección forzada, por lo general sólo tienen un pequeño efecto. (Holman, 1998).
1.1.3 Radiación.
Radiación es el término que se emplea para designar a la transferencia de energía a través del espacio
por medio de ondas electromagnéticas. Si la radiación pasa a través de un espacio vacío, no se
transforma en calor ni en otra forma de energía, ni se desvía de su trayectoria. Sin embargo, si en su
trayectoria encuentra algún material, la radiación se transferirá, reflejará o absorberá. Sólo la energía
absorbida es la que aparece como calor y ésta transformación es cuantitativa. Por ejemplo, el cuarzo
fundido transfiere prácticamente toda la radiación que incide sobre él; una superficie opaca pulida o un
espejo reflejan la mayor parte de la radiación incidente; una superficie negra o mate absorbe la mayor
parte de la radiación que recibe y la energía absorbida es transformada cuantitativamente en calor (Mc
Cabe, 2007).
1.2 Transferencia de masa.
Así como la transferencia de calor y momento lineal, otro proceso importante en la industria es la
transferencia de masa, ésta interviene en la destilación, absorción, secado, extracción líquido-líquido,
adsorción, intercambio iónico, cristalización y procesos de membrana. Cuando se transfiere masa de una
fase a otra o a través de una fase, el mecanismo básico es el mismo, ya sea que se trate de gases,
líquidos o sólidos.
4

Los tres procesos de transporte molecular—momento, calor y masa— se caracterizan por utilizar el mismo
tipo de ecuación para su explicación, como se muestra en la figura 1.2-1:
velocidad de transporte= fuerza impulsoraresistencia
(1.2-1)
Esto puede escribirse como la ecuación 1.2-2 para la difusión molecular de las propiedades de momento
lineal, de calor y de masa:
ψ z=−δ dzd Γ (1.2-2)
Donde ψ z se define como el flujo de la propiedad, es decir, como la cantidad de ésta que se transfiere,
por unidad de tiempo, a través de una sección transversal unitaria perpendicular a la dirección z del flujo,
en cantidad de propiedad/s * m2, δ es una constante de proporcionalidad llamada difusividad en m2/s, Γ es
la concentración de la propiedad en cantidad de propiedad/m3, y z es la distancia en la dirección del flujo
en m.
Un grupo de operaciones para la separación de componentes de mezclas está basado en la transferencia
de materia desde una fase homogénea a otra. Contrariamente a las separaciones puramente mecánicas,
estos métodos utilizan diferencias en la presión de vapor, solubilidad, difusividad y no en el tamaño o la
densidad de las partículas. La fuerza impulsora es una transferencia en una diferencia de concentración o
una diferencia en actividad, de la misma forma que una diferencia de temperatura o un gradiente de
temperatura constituye la fuerza impulsora para la transferencia de calor. Estos métodos están agrupados
bajo la denominación de operaciones de transferencia de masa. La transferencia de masa se verifica
cuando el componente de una mezcla emigra en una misma fase o de una fase a otra, a causa de la
diferencia de concentración entre dos puntos.
Muchos de los fenómenos comunes implican una transferencia de masa, por ejemplo,
5

1. el líquido de un recipiente abierto lleno de agua se evapora en el aire estacionario debido a la diferencia
de concentración del vapor de agua entre la superficie del líquido y el aire que lo rodea. Existe una “fuerza
impulsora” de la superficie al aire.
2. Un trozo de azúcar sumergido en una taza de café se disuelve y se difunde, sin agitación, en la solución
que lo rodea. Cuando la madera verde recién cortada se expone a la acción atmosférica, se seca
parcialmente a medida que el agua de la madera se difunde hasta la superficie cortada y después, a la
atmósfera circundante.
La transferencia de masa puede considerarse de forma similar a la aplicación de la ley de conducción de
Fourier a la transferencia de calor. Sin embargo una de las diferencias importantes es que en la
transferencia molecular de masa, uno o más de los componentes del medio se desplaza. En la
transferencia de calor por conducción, el medio suele ser estacionario y sólo transporta energía en forma
de calor. Esto introduce algunas diferencias entre las transferencias de calor y la transferencia de masa
(Foust, 2001).
1.2.1 Ley de Fick para la difusión molecular.
La difusión molecular (o transporte molecular) puede definirse como la transferencia (o desplazamiento) de
moléculas individuales a través de un fluido por medio de los desplazamientos individuales y
desordenados de más moléculas.
Podemos imaginar las moléculas desplazándose en línea recta y cambiando su dirección al rebotar otras
moléculas cuando chocan. Puesto que las moléculas se desplazan en trayectorias al azar, la difusión
molecular a veces se llama también proceso con trayectoria aleatoria.
En la Figura 1.1 se muestra esquemáticamente el proceso de difusión molecular. Se ilustra la trayectoria
desordenada que la molécula “A” puede seguir al difundirse del punto (1) al (2) a través de las moléculas
de “B”. Si hay un mayor de “A“ cerca del punto (1) respecto al punto (2), entonces, y puesto que las
moléculas se difunden de manera desordenada en ambas direcciones, habrá más moléculas de A
difundiéndose de (1) a (2) que de (2) a (1). La difusión neta de A va de una región de alta concentración a
otra de baja concentración.
6
Figura 1.1 Diagrama esquemático del proceso de difusión molecular.Fuente: Tomada de Geankoplis, 2006.
Considérese otro ejemplo, en el que se añade una gota de tinta azul a una tasa de agua. Las moléculas de
la tinta se difundirán con lentitud en todas las partes del agua por difusión molecular. Para incrementar
esta velocidad de mezclado de la tinta, se puede agitar el líquido por medios mecánicos, como una
cuchara, con lo cual se verifica una transferencia convectiva de masa. Los dos mecanismos de
transferencia de calor, esto es, la conducción y la convección, son análogos a la difusión molecular y a la
transferencia convectiva de masa.
Tómese en cuenta la difusión de moléculas cuando la totalidad del fluido está inmóvil, es decir,
estacionario. La difusión de las moléculas se debe a un gradiente de concentración. La ecuación de la ley
general de Fick puede escribirse como sigue para una mezcla binaria de A y B:
J Az¿ =−c DAB
dX A
dz(1.2-3)
7

Donde: J Az¿ es el flujo molar del componente A en la dirección z,DABes la difusividad molecular de la
molécula A en B, C es la concentración total de A y B en kg mol A + B/m3 y xA es la fracción mol de A en la
mezcla de A y B. Si c es constante, entonces, puesto que c A=¿ cxA ¿.
cdx A=d (cxA )dcA (1.2-4)
Sustituyendo en la ecuación (2.3-3) se obtiene la siguiente para una concentración total constante.
J Az¿ =−D AB
dc Adz
(1.2-5)
Esta ecuación es la de uso más común en muchos procesos de difusión molecular (Geankoplis, 2006).
1.3 Balances de Materia (De la sección 1.3 a la 1.4.2 es un recopilado tomado de Felder, 2010).
Al diseñar un nuevo proceso o analizar uno ya existente, es necesario tener en cuenta ciertas restricciones
impuestas por la naturaleza. por ejemplo, no es posible especificar que se alimenten 1000 gramos de
plomo a un reactor y produzca 2000 gramos de plomo, de oro o de cualquier otro material.
De igual manera, si se sabe que el carbón que se quema a diario en la caldera de una planta de energía
contiene 1500 lbm de azufre, no necesita analizar las cenizas y los gases de combustión para saber que se
desprenden, en promedio, 1500 lbm de azufre por día de la caldera, de una u otra forma.
La base de ambas observaciones es la ley de conservación de la masa, la cual establece que la masa no
se crea ni se destruye. Las relaciones basadas en la ley de conservación de la masa como "entrada total
de masa = salida total de masa", por ejemplo, "(lbm de azufre/día)"entrada = (lbm de azufre/día)salida" son
ejemplos de balances de masa o balances de materia. El diseño de un nuevo proceso o el análisis de
uno ya existente no está completo hasta que se establece que las entradas y salidas de todo el proceso, y
de cada unidad por separado, satisfacen las ecuaciones de balance.
8

1.3.1 Clasificación de los procesos.
Los procesos químicos pueden clasificarse como intermitentes o por lotes, continuos o semicontinuos y en
estado estacionario o transitorios. Antes de escribir el balance de materia para un sistema de proceso, es
necesario saber a cuál de estas categorías pertenece.
1. Proceso intermitente o por lotes. La alimentación se carga (se introduce) a un recipiente al
comienzo del proceso y, transcurrido cierto tiempo, se retira el contenido de dicho recipiente. No
hay transferencia de masa más allá de los límites del sistema desde el momento en que se carga
la alimentación hasta que se retira el producto. Ejemplo: agregar con rapidez reactivos a un
tanque y retirar los productos y los reactivos no consumidos transcurridos determinado período,
cuando el sistema haya alcanzado el equilibrio.
2. Proceso continuo. Las corrientes de alimentación y descarga fluyen de manera continua durante
todo el proceso. Ejemplo: bombear una mezcla de líquidos a velocidad constante hacia una
columna de destilación y retirar de manera uniforme las corrientes de producto por las partes
superior e inferior de la columna.
3. Proceso semicontinuo. Cualquier proceso que no sea intermitente o por lotes ni continuo.
Ejemplo: permitir que el contenido de un recipiente con gas presionizado escape a la atmósfera;
mezclar poco a poco varios líquidos en un tanque del cual no se retira nada.
Si los valores de todas las variables del proceso (por ejemplo, todas las temperaturas, presiones,
volúmenes, velocidades de flujo) no cambian con el tiempo, exceptuando, quizá las fluctuaciones menores
en torno a los valores medios constantes, se dice que el proceso opera en estado estacionario. si
cualquiera de las variables de proceso cambia con el tiempo, se dice que la operación es transitoria o de
estado no estacionario. Los procesos por lotes y semicontinuos son operaciones en estado no
estacionario, mientras que los procesos continuos pueden ser de estado estacionario o transitorio.
Es común utilizar el procesamiento intermitente o por lotes cuando se van a producir cantidades muy
pequeñas de algún compuesto de una sola vez, mientras que los procesos continuos son más adecuados
para mayores velocidades de producción. Los procesos continuos por lo general se llevan a cabo lo más
cerca posible del estado estacionario; las condiciones de estado no estacionario (transitorias) se dan
9

Entrada (entra a través de las fronteras del sistema)
Generación (se produce dentro del sistema)
Salida (sale a través de las fronteras del sistema)
Consumo (entra a través de las fronteras del sistema)
Acumulación (se acumula dentro del sistema)
+ –‒
–‒
=
durante el arranque del proceso y cuando hay cambios (intencionales o no) en las condiciones de
operación de éste.
1.3.2 Ecuación general de balance.
El balance de una cantidad que se conserva (masa total, masa de una especie determinada, energía,
momentum) en un sistema (una sola unidad de proceso, un conjunto de unidades o un proceso completo)
se puede escribir de manera general como se muestra la ecuación 1.3-1:
(1.3-1)
Las reglas siguientes pueden aplicarse para simplificar la ecuación de balance de materia:
Si la cantidad balanceada es la masa total, establecer que generación = 0 y consumo = 0. excepto
en las reacciones nucleares, es imposible crear o destruir la masa.
Si la sustancia balanceada es una especie no reactiva (ni reactivo ni producto), establecer que
generación = 0 y consumo = 0.
Si un sistema se encuentra en estado estacionario, establecer que acumulación = 0, sin importar
lo que se esté balanceando. Por definición, en un sistema en estado estacionario nada cambia
con el tiempo, incluyendo la cantidad de la variable que se balancea.
1.4 Balances de Energía.
Una de las tareas del ingeniero al diseñar un proceso consiste en justificar con cuidado la energía que
entra y sale de cada unidad de proceso y determinar los requerimientos energéticos totales de éste. Para
10

ello recurre a escribir los balances de energía de manera muy similar a los balances de materia que se
describen para explicar los flujos de masa que entran y salen del proceso y de sus unidades.
El principio básico de todos los balances de energía es la ley de conservación de la energía, la cual dice
que la energía no se crea ni se destruye. Esta ley también se conoce como primera ley de la
termodinámica. En su forma más general, la primera ley señala que la velocidad a la cual las corrientes
de entrada llevan energía (cinética + potencial + interna) a un sistema, más la velocidad a la cual dicha
energía entra a éste último como calor, menos la velocidad a la cual la energía sale del sistema a través
de las corrientes de salida, menos la velocidad a la cual sale a manera de trabajo, es igual a la velocidad
de acumulación de energía en dicho sistema. (Es decir: acumulación = entradas - salidas, como sería de
esperarse.)
1.4.1 Balances de energía en sistemas cerrados.
Se dice que un sistema es abierto o cerrado dependiendo de que la masa cruce o no las fronteras del
sistema durante el tiempo cubierto por el balance de energía. Por definición, un sistema de proceso por
lotes es cerrado, y los sistemas semicontinuos y continuos son abiertos.
Es posible escribir el balance de energía integral para un sistema cerrado entre dos instantes dados.
Como la energía no puede crearse ni destruirse, los términos de generación y consumo del balance
general (1.3-1) se cancelan, lo cual se ve en la ecuación 1.4-1:
Acumulación = Entradas - Salidas (1.4-1)
Al derivar el balance integral de masa para un sistema cerrado, se eliminan los términos de entrada y
salida, ya que, por definición, la masa no atraviesa las fronteras de un sistema cerrado. Sin embargo, es
posible que se transfiera energía a través de las fronteras como calor o trabajo, de manera que es
imposible eliminar de forma automática el lado derecho de la ecuación 1.4-1 igual que en los balances de
masa, no obstante, el término de acumulación es igual al valor final de la cantidad balanceada (en este
caso, la energía del sistema), menos el valor inicial de esta cantidad. Por tanto, la ecuación 1.4-1 puede
escribirse como la ecuación 1.4-2:
11

(Energía finaldel sistema )−(Energía inicaldel sistema )=( Energíaneta transferidaalsistema(entradas−salidas)) (1.4-2)
Ahora:
Energía inicial del sistema=U i+Eki+E pi
Energía final del sistema=U f +Ekf +Epf
Energía transferida=Q−W
Donde los subíndices "i" y "f" se refieren a los estados inicial y final del sistema y U, E k, Ep, Q y W
representan la energía interna, la energía cinética, la energía potencial, el calor transferido al sistema
procedente de sus alrededores y el trabajo realizado por el sistema sobre sus alrededores
(respectivamente). En consecuencia, la ecuación 1.4-2 se transforma en la ecuación 1.4-3:
(U f−U i )+(Ekf−Eki )+(E pf−Epi )=Q−W (1.4-3)
Ó, si se usa el símbolo Δ para representar (final - inicial),
ΔU +ΔEk+ΔE p=Q−W (1.4-4)
La ecuación 1.4-4 es la forma básica de la primera ley de la termodinámica para un sistema cerrado.
1.4.2 Balances de energía en sistemas abiertos.
12
Para introducir masa a un sistema es necesario realizar trabajo sobre el mismo y cuando emerge masa del
sistema se lleva a cabo sobre los alrededores. Ambos términos de trabajo deben incluirse en el balance de
energía. La velocidad neta de trabajo por un sistema abierto sobre sus alrededores se expresa como:
Ẇ=W s+Ẇ fl (1.4-5)
Donde:
Ẇ=¿ Trabajo realizado en, o sobre el sistema.
W s=¿ Trabajo de flecha o velocidad de flecha realizada por el fluido del proceso sobre alguna parte
móvil dentro del sistema (por ejemplo, el rotor de una bomba).
Ẇ fl=¿ Trabajo de flujo o velocidad de trabajo realizado por el fluido en la salida del sistema, menos la
velocidad de trabajo realizada sobre el fluido en la entrada del sistema.
La primera ley de la termodinámica para un sistema abierto en estado estacionario tiene la forma:
Entrada = Salida (1.4-6)
En este caso, "entrada" significa la velocidad total de transporte de energías cinética, potencial e interna
por todas las corrientes de entrada al proceso, más la velocidad de transferencia de energía en la entrada
en forma de calor y "salida" es la velocidad total de transporte de energía por las corrientes de salida, más
la velocidad de transferencia de energía hacia afuera en forma de trabajo.
La ecuación 1.4-7 también expresa la primera ley de la termodinámica utilizada como punto inicial para la
mayoría de los cálculos de balance energético en sistemas abiertos en estado estacionario:
ΔḢ+ΔĖk+ΔĖp=Q−W s (1.4-7)
Donde:
13

ΔḢ=¿ Entalpía
ΔĖk=¿ Energía potencial
ΔĖ p=¿ Energía cinética
la expresión anterior indica que la velocidad neta a la que se transfiere energía al sistema como calor y/o
trabajo de flecha (Q−W s ), es igual a la diferencia entre las velocidades a las cuales la cantidad
(entalp í a+energ í acin é tica+energí a potencial ) se transporta hacia dentro y hacia fuera del
sistema (Δ Ḣ+ΔĖk+ΔĖp ).
CAPÍTULO II SECADO Y CONCEPTOS BÁSICOS SOBRE HUMEDAD
En diversas operaciones unitarias, así como en los procesos de transporte, es necesario efectuar cálculos
que se basan en las propiedades de mezcla de vapor de agua y aire. Para estos cálculos se requiere
conocer la concentración del vapor de agua en el aire en diversas condiciones de temperatura y presión,
las propiedades térmicas de estas mezclas y los cambios que se verifican cuando la mezcla se pone en
contacto con agua o con sólidos húmedos para secarla, por ejemplo, el proceso de humidificación.
La humidificación implica la transferencia de agua de una fase líquida a una mezcla gaseosa de aire y
vapor de agua. La deshumidificación implica una transferencia inversa, esto es, el vapor de agua se
transfiere del estado gaseoso al estado líquido. La humidificación y la deshumidificación pueden referirse a
mezclas de vapor de otros materiales, como el benceno, pero la gran mayoría de las aplicaciones
prácticas se refieren al agua (Perry, 2010).
2.1 Presión de vapor del agua y humedad.
El agua tiene tres estados físicos: sólido, líquido y vapor. Su estado físico depende de la temperatura y la
presión. La Figura 2.1 ilustra los diferentes estados físicos del agua y las relaciones presión-temperatura
en equilibrio. En la figura aparecen las regiones de los estados sólido, líquido y vapor. A lo largo de la línea
AB, coexisten la fase líquida y vapor. En la línea AC, las fases que lo hacen son el hielo y la líquida. A lo
largo de la línea AD, coexisten el hielo y el vapor. Si el hielo en el punto (1) se calienta a presión
14

constante, la temperatura se eleva y la condición física se desplaza horizontalmente. En cuanto la línea
cruza AC, el sólido se funde, y al cruzar AB, el líquido se evapora. Al desplazarse del punto (2) al (4), el
hielo se sublima (se evapora) para formar vapor sin pasar por el estado líquido. El líquido y el vapor
coexisten en equilibrio a lo largo de la línea AB, que es la línea de presión de vapor del agua. La ebullición
se presenta cuando la presión de vapor del agua es igual a la presión total por encima de su superficie.
15

C
A
B
(2)(1)
(4)(3)
Región del líquido
Región de vapor
Región del sólido
Temperatura
Presión
D
Figura 2.1 Diagrama de fases del agua. Fuente: Tomada de Geankoplis, 2006.
Por ejemplo, a 100 °C (212 °F), la presión de vapor del agua es 101.3 kPa (1.0 atm) y por tanto hervirá a
1 atm de presión. A 65.5 °C (150 °F), las tablas de vapor del apéndice A.2 (Geankoplis, 2006), indican
que la presión de vapor del agua es 25.7 kPa (3.72 lb/pulg2abs). Por consiguiente, el agua también hierve
a 25.7 kPa y 65.6 °C. Si un balde de agua se mantiene a 65.6 °C en una habitación a 101.3 kPa de
presión absoluta, la presión de vapor del agua también será 25.7 kPa. Esto ilustra una propiedad muy
importante de la presión de vapor del agua, en cuanto a que no le afecta la presencia de un gas inerte
como el aire; esto es, la presión de vapor del agua es esencialmente independiente de la presión total del
sistema (Geankoplis, 2006).
2.2 Humedad.
La humedad H de una mezcla de aire-vapor de agua se define como los kilogramos de vapor de agua por
kilogramos de aire seco. Esta definición de la humedad sólo depende de la presión parcial P A del vapor de
agua en el aire y de la presión total P (para éste trabajo supondremos que siempre será igual a 101.325
kPa, 1 atm abs. o 760 mm Hg). Si el peso molecular del agua (A) es de 18.02 y del aire es de 28.97, la
16

humedad H en kg H2O/kg aire seco, o en unidades del sistema inglés como lb H2O/lb aire seco, se obtiene
con la ecuación 2.2-1:
H=kg H2O
kg aire seco=
pAP−pA
kgmol H 2O
kgmol aire×
18.02kg H 2O
kgmol H 2O×
128.97kgaire /kgmol aire
(2.2-1)
H=18.02 pA
28.97 (P−p A )
El aire saturado es aquel en el cual el vapor de agua está en equilibrio con el agua líquida en las
condiciones dadas de presión y temperatura. En esta mezcla, la presión parcial del vapor del agua en la
mezcla aire-agua es igual a la presión de vapor PA del agua pura a la temperatura establecida. Por
consiguiente, la humedad de saturación Hs es:
H (s)=18.02PA (s)
28.97 (P−P A (s)) (2.2-2)
El porcentaje de humedad HP se define como 100 multiplicado por la humedad H del aire, dividida entre la
humedad H s que tendría el aire si estuviera saturado a esa misma temperatura y presión:
H P=100H
H (S¿)¿ (2.2-3)
La cantidad de saturación de una mezcla de aire-vapor de agua también puede expresarse como el
porcentaje de humedad relativa H R usando presiones parciales:
17

H R=100PAP AS
(2.2-4)
Adviértase que H R≠ H P, puesto que H P se expresa en presiones parciales al combinar las ecuaciones
(2.2-1) (2.2-2) y (2.2-3) obteniendo:
H P=100HH S
=(100 )18.02 p A
28.97 (P−pA )/
18.02 pAS28.97 (P−pAS )
=PAPAS
P−pASP−p A
(100 ) (2.2-5)
2.3 Contenido de humedad de equilibrio de los materiales.
Al igual que en otros procesos de transferencia, como la transferencia de masa, el secado de materiales
se debe considerar desde el punto de vista de las relaciones de equilibrio y además, de las de rapidez. En
la mayoría de los equipos de secado descritos con anterioridad, el material se seca al entrar en contacto
con una mezcla de aire y vapor de agua. Una variable importante en el secado de materiales es la
humedad del aire en contacto con un sólido de determinada humedad, supóngase que un sólido húmedo
se pone en contacto con una corriente de aire con humedad “H” y temperaturas constantes. Se usa un
gran exceso de aire por lo que las condiciones permanecen invariables. Después de haber expuesto el
sólido un tiempo suficiente para alcanzar el equilibrio, llega un momento en que dicho sólido tiene un
contenido de humedad definido. El valor se conoce como contenido de humedad de equilibrio del material
en las condiciones especificadas de humedad y temperatura del aire.
En general, el contenido de humedad se expresa en base seca como kilogramo de agua por kilogramo de
sólido sin humedad (completamente seco) o kg H2O/100 kg de sólido seco; en unidades del sistema inglés
se expresa como lb H2O/100 lb sólido seco. Para algunos sólidos, el valor del contenido de humedad de
equilibrio depende de la dirección en la que se alcance el equilibrio. Los valores de contenido de humedad
de equilibrio varían de acuerdo con que una muestra húmeda se seque por desorción o bien una muestra
seca absorba humedad por adsorción. En los cálculos de secado, se usa un valor de equilibrio por
desorción, puesto que tiene un mayor valor y tiene un interés particular (Martínez, 2004).
18

Contenido de agua en equilibrio
2.4 Datos experimentales para el contenido de humedad de equilibrio de materiales inorgánicos y
biológicos.
1. Datos típicos para diversos materiales. Si el material contiene más humedad que su valor de equilibrio
en contacto con un gas a determinada humedad y temperatura, se caerá hasta alcanzar su valor de
equilibrio, adsorberá agua hasta alcanzar dicho valor de equilibrio. Cuando el aire contiene 0% de
humedad, el valor de la humedad de equilibrio de todos los materiales es cero.
Figura 2.2 Contenidos típicos de humedad en equilibrio para algunos sólidos aproximadamente a 298 ºK Fuente: Tomada de Geankoplis, 2006.
El contenido de humedad de equilibrio varía notablemente con el tipo de material para cualquier porcentaje
de humedad relativa, tal como se muestra en la Figura 2.2 para diversos materiales típicos a temperatura
ambiente.
19
Contenido de agua en equilibrio
Los sólidos insolubles no porosos suelen tener contenidos de humedad de equilibrio bastante bajos, tal
como lo ilustran los casos de la lana de vidrio y caolín. Ciertos materiales esponjosos de tipo celular y de
origen orgánico y biológico suelen presentar valores altos del contenido de humedad de equilibrio. Entre
los ejemplos que se muestran en la Figura 2.2 están la lana, el cuero y la madera.
2. Materiales alimenticios típicos. En la Figura 2.3 se han gratificado los contenidos de humedad de
equilibrio de algunos materiales alimenticios típicos en función del porcentaje de humedad relativa. Estos
materiales biológicos también muestras valores altos del contenido de humedad en equilibrio.
Figura 2.3 Contenidos típicos de humedad en equilibrio para algunos materiales alimenticios a aproximadamente 298 ºK, 1) macarrones, 2) harina, 3) pan, 4) galletas, 5) albúmina de huevo.Fuente: Tomada de Geankoplis, 2006.
Los datos de esta figura anterior indican que con valores altos de porcentaje de humedad relativa de
aproximadamente 60 a 80%, el contenido de humedad de equilibrio aumenta con gran rapidez al
aumentarse la humedad relativa (Geankoplis, 2006).
En general cuando las humedades relativas son bajas, el contenido de humedad de equilibrio es mayor
para materiales alimenticios con alto porcentaje de proteínas, almidones u otros polímeros de alto peso
20

molecular, y más bajo para los materiales alimenticios con gran cantidad de sólidos solubles. Las sales
cristalinas y los azúcares, así como las grasas, generalmente adsorben cantidades pequeñas de agua.
3. Efecto de la temperatura. El contenido de humedad de equilibrio de un sólido disminuye al aumentar la
temperatura. Por ejemplo, para algodón crudo con humedad relativa de 50%, el contenido de humedad de
equilibrio disminuye desde 7.3 kg a 37.8 ºC (311 ºK) hasta aproximadamente 5.3 a 93.3ºC (366.5 ºK), esto
es, una disminución de casi el 25%. Con frecuencia, para intervalos de temperatura moderados, se supone
que el contenido de humedad de equilibrio es constante cuando no se dispone de datos experimentales a
diferentes temperaturas.
En la actualidad, las teorías de la estructura de sólidos y de los fenómenos superficiales no permiten
predecir la variación del contenido de humedad de equilibrio de diversos materiales con base en principios
fundamentales. En general no hay relaciones empíricas para la mayoría de los materiales, y los contenidos
de humedad de equilibrio se deben determinar experimentalmente (Mc Cabe, 2007).
Generalmente, el secado consiste en separar pequeñas cantidades de agua u otro líquido de un material
con el fin de reducir el contenido de líquido residual hasta un valor aceptablemente bajo. El secado es por
lo común la etapa final de una serie de operaciones y con frecuencia, el producto que se extrae de un
secador está listo para ser empaquetado. El agua u otros líquidos pueden separarse de los sólidos de
manera mecánica mediante prensas o centrífugas, o bien, de modo térmico mediante evaporación. Por lo
general resulta más barato eliminar líquidos por medios mecánicos que por medios térmicos, y es por esta
razón que es aconsejable reducir el contenido de líquido tanto como sea posible antes de alimentar el
material a un secador térmico. Los métodos y procesos de secado se clasifican de diferentes maneras; se
dividen en procesos por lotes, cuando el material se introduce en el equipo de secado y el proceso se
verifica por un período; o continuos, si el material se añade sin interrupción en el equipo de secado y se
obtiene material seco en régimen continuo (Geankoplis, 2006).
No existe una forma sencilla de clasificar el equipo de secado. Algunos secadores son continuos, mientras
que otros operan de manera discontinua o por cargas; algunos mantienen en agitación los sólidos y otros
no. Para reducir la temperatura de secado puede operarse con vacío. Existen secadores que pueden
operar con cualquier tipo de material, mientras que otros presentan limitaciones debido a la clase de
alimentación que pueden aceptar.
Los equipos de secado se clasifican en: 1) secadores en los que el sólido se encuentra directamente
expuesto a un gas caliente “por lo general aire”; 2) secadores en los que el calor es transferido al sólido
desde un medio externo tal como el vapor de agua condensante, generalmente a través de una superficie
21

Salida aire
Calentador
Persiana
Entrada
Bandejaaas
Salida
Bandejas
Ventilador
Calentador
aire aire
metálica con la que el sólido está en contacto, y 3) secadores que son calentados por energía eléctrica,
radiante o de microondas. Los secadores que exponen los sólidos a un gas caliente se llaman secadores
directos o adiabáticos; aquellos en los que el calor es transferido desde un medio externo reciben el
nombre de secadores indirectos o no adiabáticos. Algunas unidades combinan el secado adiabático y no
adiabático, y se denominan secadores directo-indirectos. Algunas unidades tienen más de un medio de
transferencia de calor, como gas caliente mas una superficie calentada o un gas caliente más radiación
(Martínez, 2004). Algunos de los equipos de secado más comunes se describen a continuación.
2.5 Secado en bandejas.
En el secador de bandejas, que también se llama secador de anaqueles, de gabinete, o de
compartimentos, el material que puede ser un sólido en forma de terrones o una pasta, se esparce
uniformemente en una bandeja de metal de 10 a 100 mm de profundidad. Un secador de bandejas típico,
tal como el que se muestra en la Figura 2.4 tiene bandejas que se cargan y se descargan de un gabinete.
En dicha figura, un ventilador recircula aire calentado con vapor paralelamente sobre las superficies de la
bandejas. También se usa el calor eléctrico, en especial cuando el calentamiento es más bajo. Más o
menos del 10 al 20% del aire que pasa sobre las bandejas es nuevo, y el resto es aire recirculado.
Después del secado, se abre el gabinete y las bandejas se remplazan por otras con más material para
secado. Una de las modificaciones de este tipo de secadores es el de las bandejas con carretillas, donde
las bandejas se colocan en carretillas rodantes que se introducen en el secador. Esto significa un
considerable ahorro de tiempo, puesto que las carretillas pueden cargarse y descargarse fuera del
secador.
22

Figura 2.4 Secador de bandejas o anaqueles. Fuente: Tomada de Geankoplis, 2006.
En el caso de materiales granulares, el material se puede colocar sobre las bandejas cuyo fondo es un
tamiz. Entonces, con este secador de circulación cruzada, el aire pasa por un lecho permeable y se
obtienen tiempos de secado más cortos, debido a la mayor área superficial expuesta al aire. Las bandejas
que tienen los sólidos mojados se colocan sobre los anaqueles huecos. El calor se conduce a través de las
paredes metálicas y por radiación entre los anaqueles. Para operaciones a temperaturas más bajas, se
usa circulación de agua caliente en lugar de vapor para suministrar el calor que vaporiza la humedad. Los
vapores se colectan en un condensador. Estos secadores se usan para secar materiales costosos o
sensibles a la temperatura, o bien que se oxiden fácilmente. Son muy útiles para manejar materiales con
disolventes tóxicos o valiosos (Geankoplis, 2006).
2.6 Secadores continuos de túnel.
Los secadores continuos de túnel suelen ser compartimentos de bandejas o de carretillas que operan en
serie. Los sólidos se colocan sobre bandejas o en carretillas que se desplazan continuamente por un túnel
con gases calientes que pasan sobre la superficie de cada bandeja. El flujo de aire caliente puede ser a
contracorriente, en paralelo, o una combinación de ambos. Muchos alimentos se secan por este
procedimiento. Cuando se desea secar partículas sólidas granulares, pueden utilizarse transportadores
perforados o de fondo de tamiz. Los sólidos granulares húmedos se transportan en forma de una capa que
tiene entre 25 y 150 mm de profundidad, sobre una superficie de tamiz perforada a través de la cual se
fuerza el paso de aire caliente, ya sea hacia arriba o hacia abajo.
El secador consta de diversas secciones en serie; cada una con un ventilador y serpentines de
calentamiento. Un ventilador adicional extrae cierta cantidad de aire hacia la atmósfera. En algunos casos,
los materiales en forma de pasta pueden preformarse en cilindros y colocarse sobre el transportador para
secarse (Mc Cabe, 2007).
2.7 Secadores rotatorios.
23
Serpentines de calentamiento
Aire
Alimentación
Sólidos secos
Vista frontal
Sólidos secos
Aire
Un secador rotatorio consta de un cilindro hueco que gira por lo general, sobre un eje, con una ligera
inclinación hacia la salida. Los sólidos granulares húmedos se alimentan por la parte superior, tal como se
muestra en la Figura 2.5 y se desplazan por el cilindro a medida que éste gira.
Figura 2.5 Diagrama esquemático de un secador rotatorio con calentamiento directo. Fuente: Tomada de Geankoplis, 2006.
En algunos casos, el calentamiento es por contacto indirecto a través de la pared calentada del cilindro.
Las partículas granulares se desplazan hacia adelante con lentitud y una distancia corta antes de caer a
través de los gases calientes, como se observa radiación (Geankoplis, 2006).
2.8 Secadores de tambor.
Este tipo de secador consta de un tambor de metal calentado, como se indica en la Figura 2.6, en cuyo
exterior se evapora una capa delgada de un líquido o una suspensión hasta que se seca. El sólido seco
final se le raspa al tambor, que gira lentamente.
Otras variaciones del secador de tambor son los tambores rotarios dobles con eliminación por inmersión, o
bien con alimentación superior en el espacio entre los dos tambores. Los secadores de tambor son
adecuados para secar suspensiones o pastas de sólidos finos. El tambor funciona en parte como
evaporador y en parte como secador (Mc Cabe, 2007).
24

Tambor calentado internamente con vapor de agua.
Aplanador
Película
Material seco
Raspador de cuchilla
Alimentación suspensión
Alimentación del líquido
Cámara de aspersión
Separador de ciclónGotas
Aire caliente
Figura 2.6 Secador de tambor rotatorio. Fuente: Tomada de Geankoplis, 2006.
2.9 Secadores por aspersión.
En un secador por aspersión, un líquido o una suspensión se atomizan o se rocía en una corriente de gas
caliente para obtener una lluvia de gotas finas. El agua se evapora de dichas gotas con rapidez y se
obtienen partículas secas de la corriente del sólido que se separan de la corriente del gas. El flujo de gas y
el líquido de la cámara de aspersión pueden ser a contracorriente, en paralelo, o una combinación de
ambos. Las gotas finas se forman al introducir el líquido en toberas de atomización o discos giratorios de
rociado de alta velocidad, en el interior de una cámara cilíndrica (ver Figura 2.7). Es necesario asegurarse
de que las gotas o partículas húmedas del sólido, no choquen ni se adhieran a las superficies sólidas
antes de que se hayan secado.
25
Líquida o
suspensión

Malla de alambre
Entrada de granos
Aire caliente para el secado
Aire de enfriamiento
Figura 2.7 Diagrama de flujo para una unidad de secado por aspersiónFuente: Tomada de Geankoplis, 2006.Por consiguiente, se emplean cámaras bastante grandes. Los sólidos secos pueden salir por la cámara a
través de un transportador de tornillo, una válvula de descarga o cualquier otro accesorio que funcione
como recolector del producto terminado del proceso. Los gases de escape fluyen hacia un separador de
ciclón para filtrar las partículas muy finas. Las partículas que se obtienen son muy ligeras y bastante
porosas. La leche en polvo se obtiene mediante este proceso (Perry, 2010).
2.10 Secado de cosechas y granos.
Los granos de una cosecha contienen aproximadamente de 30 a 50% de humedad y para poder
almacenarlos sin problemas durante un año deben secarse hasta un 13% de humedad en peso. En la
Figura 2.8 se muestra el esquema de un secador de flujo típico para este tipo de proceso.
26
Figura 2.8 Secador vertical de flujo continuo para granos. Fuente: Tomada de Geankoplis, 2006.
En la tolva de secado, el espesor de la capa de granos, a través de la cual pasa el aire caliente, es 0.5
metros o menos. Una corriente de aire (sin calentar) en la sección del fondo, enfría los granos secos antes
de la salida (Geankoplis, 2006).
2.11 Secado por Aspersión.
Por lo general, las sustancias que pueden ser manipuladas como líquidos mediante tuberías, pueden ser
alimentadas y secadas en los secadores de aspersión. Es decir, que pueden ser secadas las soluciones,
emulsiones, suspensiones y pastas que no se depositen. Por lo común, son adecuados los sistemas de
alimentación por gravedad, el tanque que contiene la alimentación estará agitado si es necesario; de otra
manera, el líquido de alimentación puede ser bombeado al atomizador.
Como se menciono con anterioridad, el secador de rocío consta de una cámara cilíndrica grande, casi
siempre vertical, en la cual el material que se va a secar, se atomiza en forma de pequeñas gotitas, dentro
de la cual se alimenta un volumen grande de gas caliente suficiente para proporcionar el calor necesario
para completar la evaporación del líquido. La transferencia de calor y la transferencia de masa se logran
mediante el contacto directo del gas caliente con las gotitas dispersadas. Después de concluir el secado,
el gas enfriado y los sólidos se separan. Esto se logra de un modo parcial en la base de la cámara de
secado, clasificando y separando las partículas secas de mayor tamaño. Las partículas finas se separan
del gas en ciclones externos o recolectores de bolsa (Perry, 2010).
27

El producto siempre se presenta en forma de polvo, pero la forma de las partículas depende de la
sustancia a secar. En el caso de soluciones o emulsiones, las partículas obtenidas son esféricas o
aproximadamente esféricas y frecuentemente son huecas; estas esferas huecas son de mucho mayor
tamaño que las partículas primarias y presentan un orificio en su pared por donde ha escapado el agua
evaporada.
El secado por rocío comprende tres procesos fundamentales:
1. La atomización del líquido.
2. La mezcla de gotitas y gas.
3. El secado de las gotitas del líquido.
La atomización se logra casi siempre por cualquiera de los tres dispositivos siguientes:
1. Boquillas de alta presión.
2. Boquillas de dos fluidos.
3. Discos centrífugos de alta velocidad.
Con estos atomizadores se pueden dispersar soluciones delgadas en gotitas que llegan a tener tamaños
del orden de 1 µm. El tamaño de las gotas mayores raramente excede los 500 µm (malla 35). Debido a la
gran superficie de secado total y a los tamaños pequeñísimos de las gotitas creadas, el tiempo de secado
real en un secador de rocío se mide en segundos. La residencia total de una partícula dentro del sistema
rara vez sobrepasa un promedio de 30 segundos (Marshall, 1954).
2.11.1 Boquillas de presión.
Con las boquillas de presión, se efectúa la atomización forzando el líquido bajo una presión elevada y con
un grado alto de rotación, a través de un pequeño orificio. Las presiones oscilan entre 2,700 a 69,000
kPa/m2, según el grado de atomización, la capacidad y las propiedades físicas. El tamaño de los orificios
de las boquillas varía de 0.25 a 4 mm de diámetro, según la presión deseada para una capacidad en
particular y el grado de atomización requerido. Para presiones elevadas y cuando los sólidos están en
suspensión en el líquido, el orificio de la boquilla está sujeto a desgaste por erosión por lo que debe
fabricarse con una aleación dura, del tipo de carbono de tungsteno o estelita.
28

2.11.2 Boquillas de dos fluidos.
Las boquillas de dos fluidos son accesorios que no operan con eficacia a grandes capacidades y, en
consecuencia, no se emplean muy a menudo en secadores de rocío de tamaño comercial. Su principal
ventaja es que operan a presiones relativamente bajas, del orden de 0 a 400 kPa/m 2, en tanto que el fluido
atomizante rara vez sobre pasa una presión de 700 kPa/m2. El fluido atomizante puede ser vapor o aire.
Las boquillas de dos fluidos se han utilizado para la dispersión de pastas espesas y tortas de filtro que no
se podían manejar anteriormente en atomizadores ordinarios.
2.11.3 Discos centrífugos.
Los discos centrífugos atomizan líquidos diseminándolos en láminas delgadas. Las cuales se descargan a
alta velocidad desde la periferia de un disco especialmente diseñado que gira con gran rapidez. El
diámetro de un disco oscila de 5 cm en los modelos pequeños de laboratorio hasta 35 cm para secadores
de tamaño de fábrica o comerciales. Las velocidades oscilan entre 3,000 y 50,000 rpm, empleándose las
altas velocidades, por lo común, en los de diámetros pequeños. Las velocidades habituales de los
secadores de tamaño comercial varían de 4,000 a 20,000 rpm, según el diámetro del disco y el grado de
atomización deseado. Este último aspecto es una función de la velocidad del disco y se ve afectado por el
producto de su diámetro por la velocidad, es decir, la velocidad periférica en contraposición a la velocidad
angular. Por tanto, un disco de 13 cm que funciona a 30,000 rpm se espera que atomice con mayor finura
que un disco de 5 cm del mismo diseño que gira a 50,000 rpm.
La distribución de los tamaños de partículas obtenida por cualquiera de los tres métodos de atomización
depende de varios factores. En general la distribución de tamaños depende del diseño del atomizador, las
propiedades del líquido y el grado de atomización. Si se intenta la atomización más fina posible, se está
cerca de una condición limitante, y el intervalo de los tamaños de partículas, sea cual fuere el método de
atomización será muy reducido. Esto se aplica a las boquillas de presión, en las que la uniformidad del
tamaño aumenta con la presión.
Por otro lado, para obtener un producto con un alto porcentaje de partículas grandes, el método de
atomización tendrá un efecto notable en la distribución de los tamaños de partículas. La producción de
partículas gruesas y uniformes con discos centrífugos se logra por lo común gracias a un diseño cuidadoso
(Perry, 2010).
29

2.12 Consideraciones del secado por aspersión.
Una de las ventajas principales del secado por rocío es que se generan partículas esféricas, lo cual rara
vez se puede obtener por cualquier otro método de secado. Esta partícula esférica puede ser sólida o
hueca según el material, la condición de la alimentación y las condiciones que prevalecen durante el
secado.
Así como la anterior, existen varias consideraciones que deben tenerse en cuenta al utilizar el secado por
aspersión (Howard, 1988). A continuación se describen las principales ventajas y desventajas de este
proceso.
2.12.1 Ventajas del secado por aspersión.
1. Puesto que los tiempos de secado son muy cortos, muchos materiales termo sensibles pueden ser
secados satisfactoriamente, mientras que los otros equipos de secado resultarían inadecuados.
2. En este tipo de secado el material no está en contacto con las paredes del equipo hasta que está
seco y además, las paredes se encuentran aproximadamente a la temperatura del aire de salida;
por lo tanto, se reducen los problemas de pegado y corrosión en el equipo.
3. El producto es obtenido como un polvo fluido finamente dividido y en forma fácilmente soluble en
un disolvente adecuado.
4. El tamaño de partícula de algunos productos es ajustable dentro de ciertos límites, variando las
condiciones de atomización.
5. El proceso es adecuado para el secado continuo de cantidades relativamente grandes de material.
6. En ciertos casos el proceso puede eliminar la necesidad de filtración o molturación, aunque en
forma alternativa éstos pueden resultar necesarios.
7. En ciertos casos, donde es conveniente obtener una baja densidad aparente del producto, es
ventajoso el secado por aspersión.
8. Las condiciones de limpieza y semi-esterilidad son más fácilmente obtenidas que en la mayoría
de los otros equipos de secado.
2.12.2 Desventajas del secado por aspersión.
1. El calor requerido por unidad de peso del producto es alto, debido a:
30

a) El contenido de humedad en la alimentación puedes ser grande comparado con la mayor
parte de los otros tipos de secadores.
b) El rendimiento térmico es bajo debido de la temperatura de entrada del aire y a la
temperatura relativamente alta del aire de salida.
2. En algunos casos la baja densidad aparente del producto puede ser una desventaja (sin embargo,
el secado por aspersión no produce un producto necesariamente con densidad aparente y no se
debe suponer que en todos los casos ocurre así).
3. El costo del equipo es alto respecto al tonelaje anual de producto secado particularmente en el
caso de equipos de pequeña capacidad.
4. El equipo requiere mucho espacio.
5. La recuperación de los gases de salida del producto que forman polvo puede ser problemática o
necesitar un equipo auxiliar costoso.
6. No se puede usar el secador por aspersión con productos tóxicos a menos que se tomen
precauciones especiales.
7. Todas las impurezas de la alimentación quedan retenidas en el producto.
(Nonhebel, 1979).
31

CAPÍTULO III DESCRIPCIÓN Y CONSTRUCCIÓN DEL SECADOR POR ASPERSIÓN
Actualmente, aun cuando los conceptos comunes de resistencia a la transferencia de calor y materia son
aplicables al secado por aspersión, son de aplicación limitada debido a que sería necesario efectuar una
suposición de estado estacionario del sistema. Una buena teoría del secado por rocío necesita tener en
cuenta una cantidad de problemas interconectados a saber, por ejemplo:
1. La atomización del líquido de alimentación en gotitas, se lleva a cabo mediante una boquilla o un
disco giratorio.
2. El tiempo necesario para evaporar una gota de superficie decreciente y velocidad relativa
decreciente, en un medio cuya humedad aumenta mientras disminuye su temperatura, tanto en el
período de secado a velocidad constante como en el período de secado a velocidad decreciente.
3. La trayectoria de una gotita de masa decreciente.
No se ha deducido hasta ahora un tratamiento teórico satisfactorio y el desarrollo del secado por aspersión
para un determinado propósito está por lo tanto, basado en experiencias anteriores. Se han propuesto
muchas correlaciones empíricas, sin embargo, debido a su limitada base teórica, no es posible utilizarlas
como estándar a los propósitos del secado (Nonhebel, 1979). En el anexo al final de éste documento, se
ilustra el plano de la unidad de secado con sus respectivos accesorios y dimensiones.
3.1 Aspectos a considerar para la construcción de un secador por aspersión.
Las variables de diseño se deben establecer por medio de pruebas experimentales antes de efectuar el
diseño final de una cámara. En general el tamaño de la cámara, la selección del atomizador y los medios
auxiliares de separación se determinan de acuerdo a las características físicas deseadas del producto
final.
Un secador de rocío instalado es relativamente inflexible para satisfacer requisitos de cambios en las
variables de operación al mismo tiempo que mantiene una velocidad de producción constante. Entre las
variables más sobresalientes que se deben fijar antes de diseñar un secador comercial, están las
siguientes:
1. La forma y el tamaño de las partículas que se busca obtener en el producto terminado.
2. Las propiedades físicas de la alimentación: humedad, viscosidad, densidad, etc.
32

3. Las temperaturas máximas del gas de entrada y del producto (Walas, 1990).
El tamaño de la cámara de secado está determinando principalmente por la necesidad de que las
partículas deben estar prácticamente secas antes de tocar las paredes de la cámara. Por la misma razón
la forma de la cámara debe corresponder aproximadamente a la forma del rocío. Como el atomizador del
disco giratorio produce un rocío con forma de paraguas, requiere una cámara de gran diámetro, pero no
necesariamente alta, mientras que las boquillas de presión, requieren una cámara alta pero de diámetro
moderado. Por ésta razón el producto obtenido en un secador por aspersión pequeño, puede ser distinto
del que se obtendría en un secador de tamaño industrial, puesto que en el secador pequeño, con objeto de
que las partículas no toquen las paredes, las gotas deben ser más pequeñas.
En la actualidad no hay información fiable que permita correlacionar los resultados obtenidos en un
secador pequeño, en el diseño de un equipo grande. También es dudoso que los fabricantes de equipos
patentados de secado por aspersión tengan métodos con garantías para el cambio de escala de los
equipos en un factor lo suficientemente grande como para pasar de pruebas de laboratorio al diseño de un
equipo de tamaño industrial y viceversa.
Por ello aunque la experiencia en los secadores de laboratorio puede ser comúnmente hecha para indicar
la posibilidad de secar por aspersión una sustancia determinada, siempre se recomienda que antes de
tomar una decisión acerca de una instalación de secado por rocío deben llevarse a cabo experiencias en
un equipo de secado de tamaño lo más parecido posible al del futuro secador industrial (Nonhebel, 1979).
En la sección 3.4 se describen los factores que se tomaron en cuenta al momento de dimensionar la
cámara de secado del prototipo referente a este proyecto. Asimismo, en el anexo al final de éste
documento, se ilustra el plano completo de la unidad de secado con sus accesorios y cada una de las
medidas correspondientes.
3.2 Estructura de Soporte.
En la industria es común encontrar que los equipos industriales cuenten con estructuras metálicas que
sirven de soporte o fijación para los mismos. Dependiendo de las necesidades y características de los
33

procesos, se construye o adapta para tal efecto un armazón que brinde sostén, seguridad y estabilidad
principalmente en el diseño industrial.
El equipo de secado por aspersión que se construyó cuenta con una estructura de soporte adaptaba al
mismo y que reúne las características fundamentales de sostén y seguridad que requiere la unidad de
secado, la cual se describe a continuación:
Figura 3.1 Parrilla Irving.
El piso de la estructura está conformado por tres piezas de parrilla industrial Irving con una longitud total
de 102 in. (2.6 m.), por 22.6 in. (0.55 m.), de ancho y 1.25 in. (3.3 cm.) de espesor. Pintada en
combinaciones amarillo y negro para marcar las áreas de alto y bajo riesgo, la estructura se divide en
cinco secciones completamente desarmables incluida la escalera, sin embargo, los soportes que sostienen
la cámara de secado, serán descritas en la sección “Cámara de secado y accesorios”. La parte media de
la parrilla es completamente removible como se aprecia en la Figura 3.1.
En la parte superior, soldado a la parrilla y haciendo la función de barandal fue colocada tubería de acero
al carbón de una pulgada, mismo que cuenta con una altura de 40 in. (1 m.) como lo muestra la Figura 3.2
34

Figura 3.2 Estructura de soporte.
Por la parte inferior a las parrillas Irving se soldaron piezas metálicas de PTR de 2 in. (5 cm.) de ancho por
47 in. (1.2 m.) de largo mismas que sirven de soportes y que a un pie (30 cm.) del suelo se encuentran
reforzadas por varilla de acero al carbón de media pulgada.
La Figura 3.3 muestra en vista de perfil, la parte central de la estructura donde se encuentra anclada a la
parrilla, una escalera con 24 in (60 cm.) de ancho, 60 in. (1.53 m.) de largo y que con un ángulo de 50º,
proporcionan una altura de 47 in. (1.2 m.) dividida en 5 escalones con 8.75 in. (22 cm.) de distancia entre
sí.
35

Figura 3.3 Escalera anclada.
Por la parte anterior de la estructura se colocó una solera de 29 in. (74 cm.) por 1.25 in. (3 cm.) de ancho
(ver Figura 3.4), que sirve de muestra para ubicar la distancia a la cual deben colocarse las secciones de
la armazón en caso de armado o desarmado de la misma.
36

Figura 3.4 Solera metálica.
Por último, también por la parte anterior de uno de los extremos de la estructura, se encuentra soldada a la
parrilla Irving y al barandal en su parte media, una base que sirve de descanso para el motor que
proporciona el flujo de entrada a la cámara de secado, como se muestra en la Figura 3.5.
Figura 3.5 Descanso para motor de flujo de entrada.
37

a) b)
3.3 Motores y sistema eléctrico.
3.3.1 Motores.
Para proporcionar el flujo de entrada de aire a la cámara de secado, se utiliza un motor monofásico de 110
V., a 3450 rpm., 0.25 hp. de potencia, 60 Hz. y 6.2 amperes, mismo que se observa en la Figura 3.6. Este
es un motor de uso continuo que en condiciones normales proporciona un volumen de aire superior a los
200 m3/h. En la salida del mismo se adecuó una malla de acero para eliminar impurezas en el aire y
disminuir la velocidad de flujo de entrada al secador, hasta 12.58 m/s.
Figura 3.6 Motor de flujo de entrada: a) vista lateral; b) vista aérea
El motor se fijó a la base de descanso con tornillería no estándar de 11 mm., de ésta manera se asegura
que el motor no se mueva de su lugar con la vibración
provocada por el funcionamiento del mismo (ver Figura 3.7).
38

Figura: 3.7 Atornillado de motor
En el lado opuesto e inferior del tanque, se encuentra posicionado un segundo motor ilustrado en la Figura
3.8 que hace la función de succión en la parte inferior de la cámara, una pulgada por debajo de la junta
inicial del cono, con las siguientes características (únicas visibles en la etiqueta): bifásico de 110 V., a
3450 rpm., 1.75 hp. de potencia, 60 Hz. de uso continuo y succión del flujo del aire, superior a 670m3/hr
a) b)
Figura 3.8 Motor de succión: a) vista frontal; b) vista anterior.
39

a) b)
A dicho motor se le construyó una carcasa cubierta con cuatro capas de pintura amartillada, usada en las
baterías de cocina de uso doméstico. Cuenta con una succión de entrada con diámetro de 4.25 in. y una
salida de 3 in. de diámetro conectada a un ciclón de separación de polvos.
3.3.2 Calentamiento del aire.
Para incrementar la temperatura del flujo de entrada de aire proveniente del motor de alimentación, se
agregaron dos resistencias eléctricas de uso industrial (ver Figura 3.9), una pequeña de 1000 watts de una
sola línea, y una segunda en forma de “S” de 3000 watts, ambas trabajan a 220 V.
Figura 3.9 Resistencias eléctricas: respecto a la cámara, a) vista externa; b) vista interna.
La primera y más pequeña de las resistencias mostrada en la figura 3.10, tiene un longitud total de 3.8 in.
(35 cm.). En ambos extremos posee un área denominada zona fría de una pulgada de longitud arqueada
con un ángulo de 90º, posteriormente y en una pulgada más de longitud, se encuentran ubicadas la
tuercas, que sirven de empotramiento y sostén a cada lado de la resistencia. Al final de los extremos se
sitúan las terminales donde se conectan con el cableado a la corriente eléctrica.
40
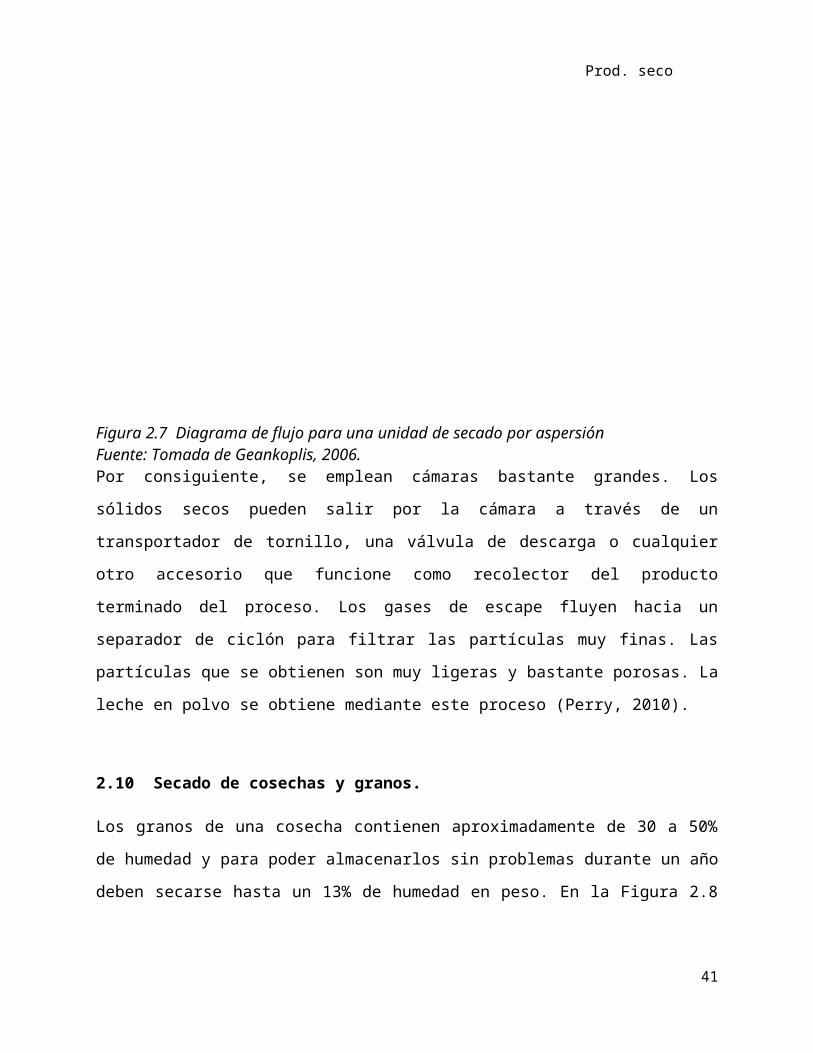
Figura 3.10 Resistencia eléctrica de 1000 watts.
La segunda resistencia tiene forma de “S” y cuenta con las siguientes dimensiones: 1 in. de diámetro por
71 in. (180 cm.) de longitud, 5.5 in. de ancho total y 1.5 in. más que incluyen la zona fría en cada extremo,
iniciando al final de la espiral anillada y culminando en la contratuerca de sujeción. Cada uno de los dos
polos están desfasados 15 grados hacia afuera de la perpendicular tal y como se aprecia en la Figura 3.11
Figura 3.11 Resistencia eléctrica de 3000 watts.
3.3.3 Cableado eléctrico.
41

Para hacer las conexiones entre las resistencias y el suministro eléctrico, se utilizó cable bifásico calibre 12
y 16, clavijas de uso industrial e interruptores tipo cola de rata, como se muestra en la Figura 3.12.
Figura
3.12 Cableado eléctrico.
42

3.4 Cámara de secado y accesorios.
Técnicamente el dimensionamiento de la cámara de secado fue basado en el escalado, que para efectos
del presente proyecto, implica la construcción de un nuevo secador, que deba satisfacer en la medida de
lo posible, ciertas especificaciones establecidas en otro secador industrial tomado como referencia, o en
otros casos, satisfacer los resultados previamente obtenidos en las pruebas de una planta piloto si es
factible obtenerlas de ésta manera.
En el presente proyecto, el escalado de la cámara guarda una relación 13:1 respecto al modelo de
referencia, el cual fue tomado de un equipo comercial utilizado en la industria alimenticia, es decir, la
cámara de secado por aspersión del equipo original, es 13 veces mayor que la construida para este
proyecto, esto es, diámetro, altura y fondo cónico. Existen algunas variantes en el diseño original que
fueron consideradas para su modificación en la construcción de la nueva cámara, por ejemplo, el modelo
de referencia utiliza un juego de boquillas de aspersión para la pulverización de la solución a atomizar; en
la nueva cámara fue adaptada una pistola de atomización para el pintado automotriz, situada al centro de
la tapa en la parte superior de la cámara.
Antes de considerar el uso de una pistola de este tipo se tomó en cuenta lo siguiente, actualmente existen
en el mercado agrícola, boquillas o espréas de aspersión en cono y abanico con diferentes calibres y
diámetros de orificio, las cuales se tomaron en cuenta debido a que dicha aspersión, provee un flujo en
forma de lluvia de gotas finas, bastante similar a los sistemas de atomización de uso industrial y que
siendo de fácil adquisición, podrían ser adaptados en el secador prototipo.
a) b)
Figura 3.13 Pruebas de atomización: a) a 80 cm de altura; b) en interior de recipiente de 50 cm. de diámetro.
43
Inicialmente, se realizaron pruebas utilizando diferentes boquillas de este tipo sobre recipientes cilíndricos
de 50 cm. de diámetro (remitirse a la Figura 3.13) hasta llegar a la boquilla más pequeña en el mercado,
con numeración 8001 que ofrecía un diámetro máximo manipulable igual al diámetro del recipiente
utilizado en dicha prueba, a una altura de 80 cm. como se ilustra en la Figura 3.14 (para llevar a cabo las
pruebas de atomización fueron utilizadas diferentes tipos de pulverizadoras de uso agrícola, las cuales,
son mostradas en la Figura 3.15). Al término de las pruebas se llegó concluyó de que si un accesorio de
este tipo provee tal control sobre las dimensiones del cono atomizado, una pistola de pulverización siendo
mucho más precisa en el control de los flujos en aspersión, proporcionará mejores resultados, lo cual
ayudó en la determinación del diámetro de la futura cámara mediante el escalado.
Figura 3.14 Boquilla o espréa de atomización No. 8001 seleccionada para dimensionamiento de cámara de secado.
La pistola, al ofrecer rangos de manipulación para los flujos atomizados, provee el control necesario para
ajustar el ancho del abanico pulverizado, así como la cantidad de producto que sale de ella, evitando que
el espray entre en contacto con las paredes de la cámara produciendo escurrimiento sobre las mismas. El
diseño original de la pistola ofrece diámetros de partícula pulverizada que oscilan (según datos del
proveedor) alrededor de los 500 micrómetros (µm), necesarios para la adecuada atomización de los
barnices automotrices.
En la industria del ramo alimenticio, los polvos obtenidos del proceso de secado son de la más alta calidad
en el mercado y cuyo diámetro de partícula se ubica sobre los 200 µm. Durante las pruebas previamente
44

realizadas para la determinación de los parámetros óptimos de trabajo para la unidad de secado, se
obtuvieron diámetros de partícula entre los 400 y los 600 µm que si bien no son de las mismas
dimensiones que los polvos de alta calidad, son suficientes para cubrir los objetivos de las practicas en el
laboratorio de operaciones unitarias.
Figura 3.15 Pulverizadoras agrícolas utilizadas en pruebas para dimensionamiento de cámara de secado. De derecha a izquierda: pulverizadora de turbina para polvos y líquidos, pulverizadora con motor de doble descarga, pulverizadora de mano.
Otra variante del diseño original sobre la nueva cámara, fue el uso de resistencias eléctricas, para proveer
el calor suficiente a la corriente de aire y de ésta manera llevar a cabo el proceso de secado, en contraste
con el modelo de referencia, que utiliza secado de aire a presión en flujo a contracorriente, para la
eliminación de agua del producto a procesar. Las resistencias eléctricas fueron adaptadas
estratégicamente en el interior de un brazo conectado de forma tangencial a la cámara de secado, el cual
fue construido específicamente para ello. De esta manera y de acuerdo a sus características físicas
(proporcionadas por el fabricante), las resistencias eléctricas transfieran energía calorífica al medio
circundante, a razón de 4 KJ/s suficientes para proveer la temperatura necesaria para llevar a cabo el
proceso.
En general las principales variables que se analizaron para el dimensionamiento de la unidad de secado
fueron:
1. Propiedades físicas de la alimentación: humedad, viscosidad, densidad, tamaño de partícula del
producto final.
45

2. Temperaturas del gas de entrada y del producto inicial.
3. Dimensiones del cono o abanico atomizado.
La Figura 3.16 ilustra la cámara de secado, con fabricación en acero inoxidable comercial 304 calibre 12,
dicha cámara, es un recipiente cilíndrico vertical con 26 in. (66 cm.) de diámetro y una altura de 48 in.
(1.22 m.). Posee un fondo cónico de 21 in. (53 cm.) de altura, adicionales a la cámara, y en su parte
inferior, desemboque para descarga en la punta del mismo, con férula clamp.
Figura 3.16 Cámara de secado.
En la parte inferior del cono a la salida del mismo, se colocó una válvula de mariposa con terminaciones y
empaque clamp en sus extremos, para facilitar la descarga del producto como se aprecia en la figura
anterior. La cámara se aisló con una cubierta de fieltro blanco reforzado de doble capa, desde la tapa
hasta 40 in. (1 m.) hacia abajo, con la finalidad de evitar pérdidas de calor hacia el exterior.
En la parte superior de la cámara 10 in. (25 cm.) por debajo de la tapa y tangente a la misma, se anexó un
tubo de 6 in. (15.24 cm.) de diámetro y 31.5 in. (80 cm.) de longitud, con cuatro perforaciones de media
46

b)a)
pulgada realizadas por la parte de abajo en el tubo para el atornillado de las resistencias eléctricas (ver
Figura 3.17).
Figura 3.17 a) Brazo de seis pulgadas; b) Perforaciones para conexión de las resistencias eléctricas.
Dicho brazo fue aislado con un recubrimiento de lana mineral de 1.5 in. (3.8 cm.) de espesor y está
conectado al motor que proporciona el flujo de aire de entrada, mediante una tolva en forma de cono (ver
Figura 3.18), acoplado justo a la salida del flujo en el motor, con tornillería no estándar de 11 mm.
Figura 3.18 Tolva de conexión.
47

a) b)
Esta tolva tiene un diámetro inicial de dos pulgadas y se expande a lo largo de 19.7 in. (50 cm.) hasta
empotrar al tubo de seis pulgadas. Tal unión se fijó con láminas flexibles de acero inoxidable, cuatro
abrazaderas, dos de tres pulgadas y dos abrazaderas más de seis pulgadas de diámetro (ver Figura 3.19).
Figura 3.19 Fijado
de la tolva.
Siete pulgadas por debajo de la tapa, y seis pulgadas a la derecha del termómetro, se colocó una mirilla
de aluminio con lente de mica de pulgada y media de diámetro, para observar el rociado de la boquilla de
aspersión como se aprecia en la Figura 3.20.
Figura 3.20 Termómetro y mirilla: a) vista interna; b) vista externa.
48

También se atornillo a la altura del brazo y justamente frente a él en las paredes de la cámara, un
termómetro analógico de uso industrial con lectura máxima de 500 ºC.
En la parte inferior de la cámara y a una pulgada por debajo de la junta entre el cono y la cámara de
secado, se anexó un tubo de 12 in. (30 cm.) de longitud y 2.5 in. de diámetro con terminación en férula
clamp, el cual se une a un segundo tubo en forma de “S” también con 2.5 pulgadas de diámetro y una
longitud total de 31.5 in. (80 cm.), mediante una abrazadera y empaque tipo clamp (ver Figura 3.21).
Figura 3.21 Tubo
externo de succión.
Ésta tubería se conecta al motor que hace la función de succión, mediante una segunda tolva cónica con
diámetro inicial de 2.5 in. expandido a lo largo de 8 in. (20 cm.) hasta empotrar con la entrada de la
carcasa del motor, con 4.25 in. de diámetro, como se observa en la Figura 3.22.
49

a) b)
Figura 3.22 Tubería de succión completa.
Dichas uniones también se fijaron con láminas de acero inoxidable y cuatro abrazaderas: dos de 3.25 in.
situadas al inicio de la tolva, y dos más de 6 in. para sujetarla con la carcasa del motor.
El succionador conecta su flujo de salida con un ciclón de separación de polvos, mediante una abrazadera
y empaque tipo clamp de 3 in. de diámetro. No fue necesario fijar el ciclón de separación a la estructura de
soporte, debido a que la abrazadera clamp provee la presión suficiente para mantenerlo en su lugar como
se observa en la Figura 3.23.
Figura 3.23 Ciclón de separación de polvos: a) vista aérea; b) vista frontal.
50

a) b)
La Figura 3.24 ilustra como en la paredes exteriores de la cámara, a cuatro pulgadas de por encima del
cono, fueron soldadas ocho aletas ó placas también en acero inoxidable, dividas en pares en los cuatro
cuadrantes.
Figura 3.24 Estructuras de soporte: a) aletas soldadas; b) ensamblado de patas.
Dichas placas tienen un área de 16 in2 cada una, y están perforadas en su centro con un barreno de media
pulgada, esto con la finalidad de acoplar y sujetar las patas en el interior de los pares de aletas, y de ésta
manera, soportar el cilindro manteniéndolo en posición vertical. Las patas son de acero PTR (perfil
rectangular tubular) de dos pulgadas de acero al carbón, con una longitud total de 47 in. (120 cm). En los
extremos de los PTR en contacto con el suelo, les fueron soldadas placas de 36 in 2 (225 cm2) a cada pata,
mismas que le confieren estabilidad al equipo (ver Figura 3.25).
Figura 3.25 Soporte
inferior de PTR.
51

a) b)
En el otro extremo se hicieron tres barrenos de media pulgada con una distancia entre ellos de 1 pulgada.
Iniciando la primera perforación a 2 pulgadas del límite del tubular. Esto con la finalidad de nivelar altura de
la cámara al momento de instalarla.
Figura 3.26 Válvula de mariposa: a) adaptada el tanque; b) vista aérea.
En la descarga del cono en la parte baja de la cámara, se encuentra adaptada la válvula de mariposa
(remitirse a Figura 3.26) en forma individual al igual que las abrazaderas tipo clamp como se aprecia en la
Figura 3.27.
Figura 3.27 Abrazadera y empaque tipo clamp.
52

a) b)
3.5 Tapa y alimentación.
La cubierta de la cámara, es una placa calibre 12 con fabricación en acero inoxidable (ver Figura 3.28).
Posee 26 in. (66 cm.) de diámetro y cerca de los bordes se le añadieron ocho barrenos calibre 9/16
repartidos en los cuadrantes, que sirven para fijarla a la cámara con tornillería estándar en acero
inoxidable.
Figura 3.28 a) Tapa y conexiones; b) Pistola de atomización.
En el centro de la tapa se hizo otra perforación con un diámetro de 3.3 cm y se le soldó a unos centímetros
del centro una base metálica que sirve para empotrar una pistola de atomización. En dicha tapa, también
fueron añadidos un termómetro analógico y una mirilla que proporcionan visión y permiten el registro de la
temperatura interna de la cámara durante el proceso.
Para la pulverización del líquido dentro de la cámara de secado, se utilizó una pistola de atomización por
gravedad, comúnmente utilizada en el repintado automotriz, así como en la ebanistería y el ámbito
industrial. Dicha pistola, puede alcanzar una presión máxima de 85 psi con una boquilla de 1.4 mm. que
rocía en forma de cono o abanico, pudiendo controlar las dimensiones de los mismos, así como la entrada
de la alimentación y la presión de aire. El funcionamiento óptimo promedio es de 40 psi. Cuenta con un
recipiente plástico de 600 centímetros cúbicos para alojar el material a pulverizar y una conexión de ¼ de
pulgada para la entrada del flujo de aire que es proporcionado por el compresor del laboratorio de
Operaciones Unitarias del campus.
53
CAPÍTULO IV MANUAL DE OPERACIÓN PARA EL SECADOR POR ASPERSIÓN Y EJEMPLO
PRÁCTICO
Todo equipo industrial requiere un procedimiento claro y ordenado para operarlo de manera eficiente. A
continuación se muestra el manual de operación, mismo que los usuarios deben seguir al momento de
operar un secador por aspersión.
4.1 Procedimiento para operar un secador por aspersión.
1. Verificar que la cámara de secado y demás conductos estén completamente cerrados.
2. Conectar a la corriente eléctrica los dispositivos del secador que así lo requieran y encenderlos.
3. Permitir que la cámara de secado alcance los parámetros óptimos de operación.
4. Mientras el secador adquiere las condiciones de operación, preparar la solución a secar y el
sistema de atomización.
5. Considerando los rangos de manipulación del sistema de atomización (flujo de alimentación, flujo
de aire y tamaño del abanico), ajustar la espréa de atomización de acuerdo a las dimensiones de
la cámara de secado.
6. Atomizar la solución a secar durante el tiempo requerido para el proceso.
7. Continuar con la atomización hasta terminar completamente la solución.
8. Una vez concluida la atomización, por seguridad, apagar y desconectar de la corriente eléctrica los
dispositivos que así lo requieran.
9. Recolectar los polvos obtenidos del proceso de secado.
10. Al término del proceso asear completamente el secador por aspersión.
4.2 Manual de operación del secador por aspersión para solución de huevo.
54

1. Cerrar la cámara con la tapa usando la tornillería, asegurándose que las muescas o marcas en la
tapa coincidan con las del borde de la cámara como se ilustra en la Figura 4.1
Figura 4.1 Marcas de referencia en tapa y cámara.
2. Conectar a la corriente eléctrica los ventiladores y resistencias eléctricas, a 110V y 220V
respectivamente.
3. Revisar que la válvula de mariposa en la parte inferior de la cámara, esté completamente cerrada.
4. Encender ventilador y resistencias eléctricas. Checar el funcionamiento de éstas últimas con un
voltímetro a 220 V (ver Figura 4.3).
5. Revisar que la conexión entre las clavijas de las resistencias eléctricas y la toma de suministro de
la corriente eléctrica, sea la correcta para evitar percances.
55

Termómetro en Pared
Termómetro en Tapa
Mirillas
a) b)
Figura 4.2 Encendido y chequeo eléctrico: a) tablero de control; b) revisión de voltaje.
6. Encender el compresor y esperar a que la lectura del manómetro nos indique una presión de 4 a 6
kg/cm2.
7. Esperar a que la cámara de secado alcance una temperatura óptima de 81 ºC termómetro en tapa
y 105 ºC termómetro en la pared de la cámara (ver Figura 4.3).
Figura 4.3
Ubicación de accesorios en cámara de secado.
56

8. Conectar la línea de aire a la pistola y preparar el huevo a pulverizar como se ilustra en la Figura
4.4.
Figura 4.4 Accesorios y parámetros listos para iniciar aspersión.
9. Ajustar los parámetros de atomización, para ello la pistola ofrece tres rangos de manipulación:
flujo de alimentación, flujo de aire y tamaño del abanico, lo que permite controlar los flujos
atomizados en forma combinada (ver Figura 4.5). Para este caso se utilizó una velocidad de
atomización de solución de huevo de 2.1 ml/s. Para ello los controles de la pistola deben estar en
posición de medio giro, es decir, colocar los tres controles al 50 % de la capacidad total de
atomización, que ofrece dicha pistola.
10. Atomizar la solución de huevo en intervalos de 30 segundos.
11. Dejar que la temperatura en la cámara se recupere después del choque térmico por intervalo de
dos a tres minutos entre cada atomización. Es posible que al inicio la cámara necesite un poco
más de tiempo para recuperarse.
12. Volver a atomizar hasta concluir con la muestra a secar.
13. Una vez concluida la atomización, apagar las resistencias.
57

Control del Abanico
Figura 4.5 Sistema de atomización o pistola, y controles.
14. Encender el ventilador No. 2 (extractor) y esperar a que descienda la temperatura para evitar
accidentes. Transcurridos 5 minutos apagar los ventiladores.
15. Desconectar los equipos de la corriente eléctrica.
16. Abrir la cámara, desconectar la tubería en forma de “S” que conecta la cámara con el extractor
(ver Figura 4.6) y recolectar todas las muestras incluyendo la tapa y el ciclón de separación de
polvos.
a) b)
Figura 4.6 Tubería en forma de “S”: a) conectada; b) desconectada.
17. Al término de la práctica limpiar completamente la unidad de secado y accesorios; la pistola de
pulverizar y su recipiente deben enjuagarse con agua limpia, atomizándola, removiendo de ésta
58

forma los residuos y material sobrante en su interior. Las paredes del secador pueden rasparse
con una espátula.
18. Guardar accesorios y material utilizado. La tapa del secador deberá quedar abierta y sobrepuesta
en la cámara de secado para prácticas futuras (ver Figura 4.7). Tener especial cuidado al guardar
la tornillería.
Figura 4.7 Cámara
de secado abierta con tapa sobrepuesta.
59

4.3 Ejemplo práctico sobre el uso del secador por aspersión.
Una vez concluido el armado y eliminados los detalles que surgieron para la puesta en marcha del equipo,
se llevaron a cabo pruebas que consistían en secar solución de huevo y determinar de manera práctica los
parámetros dentro de los cuales el secador por aspersión trabaja en forma eficiente. A continuación se
ilustra un ejemplo práctico sobre cómo se debe utilizar dicho secador:
1. Se cerró la cámara fijando la tapa con la tornillería en la parte superior.
2. Se conectaron los ventiladores y las resistencias a la red eléctrica para iniciar el proceso.
3. Usando un multímetro, se verificó el flujo de la corriente eléctrica a través de las resistencias
durante el proceso, revisando que las lecturas estuviesen alrededor de los 220 volts.
4. Simultáneamente a las resistencias desde el tablero de control, se encendió el ventilador número
uno, que provee el flujo de entrada de aire, esto para evitar que las resistencias eléctricas
contenidas en el tubo tangencial a la cámara de secado, se quemen debido al incremento tan
brusco de temperatura en ausencia de corrientes de aire. Además, el flujo de aire re-direccionará
el calor hacia la cámara de secado, propiciando la formación del vórtice en el interior de la misma.
5. Mientras la cámara alcanza la temperatura óptima para el proceso (80 ºC en 30 minutos en
promedio), se carga el compresor (de 4 a 6 kg/cm2 de presión sin olvidar apagarlo al alcanzar la
presión requerida para la práctica).
6. Se conectó la manguera a la línea de aire y se colocó el recipiente de plástico en la pistola.
7. La solución, constituida de 305 mL de huevo batido (equivalentes a 310.032 gr.), fue vertida en el
recipiente de la pistola de pulverización, que posteriormente se cerró y se conectó a la manguera
de aire.
8. Una vez listo el sistema de pulverización (pistola, recipiente plástico y línea de aire), se colocó
sobre la tapa de la cámara de secado, para iniciar con el atomizado de la solución.
9. Se realizaron atomizaciones con duración de 15 segundos, cada una, con un lapso entre ellas de
2 a 3 minutos, esto, con la finalidad de que la cámara se recuperará del choque térmico en su
60

interior, como se observa en la Figura 4.7. Preferentemente, se recomienda sólo una persona
sobre la estructura de soporte al momento de realizar las atomizaciones para evitar accidentes.
Figura 4.7 Atomizado.
10. De acuerdo a los rangos de manipulación que ofrece la pistola para el pulverizado, se utilizó una
velocidad de atomización de solución de huevo de 2.1 mL/s.
11. Durante el desarrollo de la práctica y preferentemente al momento de pulverizar, se tomaron
lecturas de temperatura, humedad relativa y velocidad de los flujos en puntos específicos del
equipo de secado, por ejemplo, a la entrada y a la salida de las corrientes de aire.
12. Una vez terminado el material a secar, se apagaron las resistencias y se encendió el extractor
para que trabajando simultáneamente al ventilador, disminuya la temperatura de la cámara más
rápidamente.
13. Descendida la temperatura en el interior de la cámara, se retiró la tornillería que sujeta la tapa,
para abrirla y obtener los polvos acumulados en las paredes, así como en la tubería, en forma de
“S”, que conecta al extractor.
61

14. Se recolectaron las muestras obtenidas en el ciclón, válvula de mariposa, tubería que conecta al
extractor y tapa (remitirse a la Figura 4.8).
a) b)
Figura 4.8 Polvo incrustado: a) paredes del tanque; b) tubería.
15. Se registraron los datos obtenidos y se procedió con la limpieza total del equipo así como sus
accesorios.
16. Una vez terminada la práctica y realizado las labores de limpieza respectivas, se colocan todos los
materiales y accesorios utilizados, en los estantes correspondientes de donde fueron tomados al
inicio de la práctica, dejando la tapa sobrepuesta sobre la cámara.
62
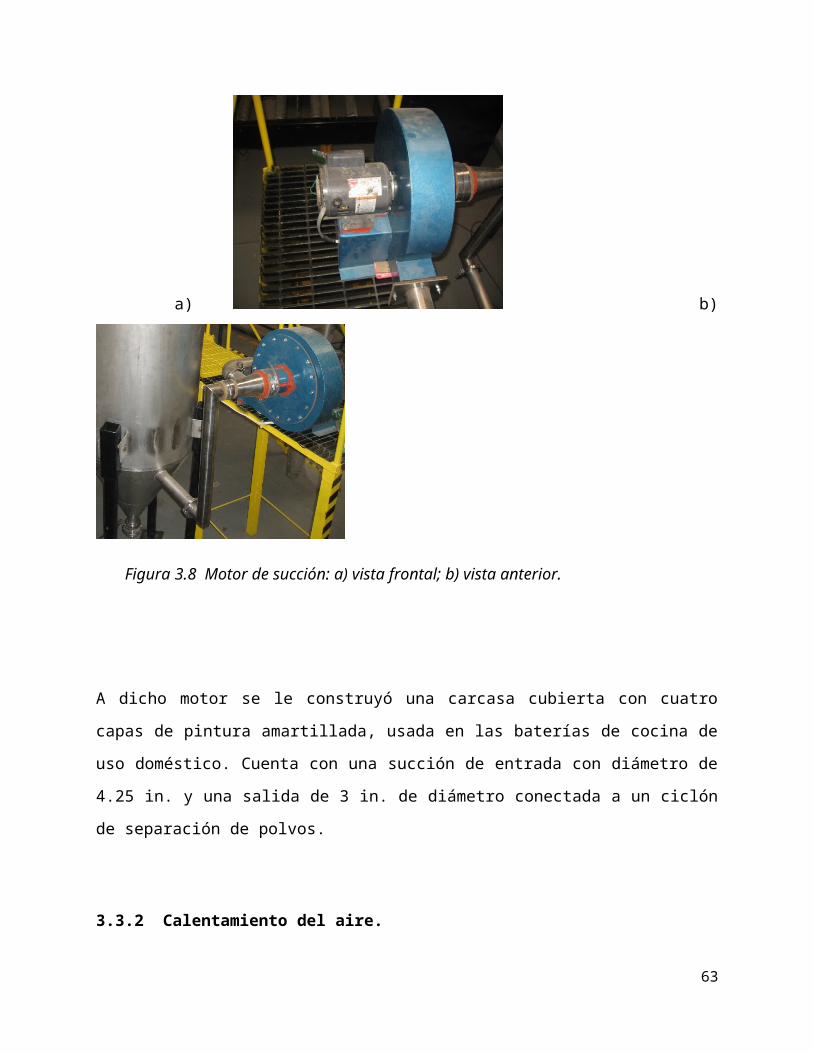
CAPÍTULO V OBSERVACIONES, RESULTADOS, BALANCES DE MATERIA Y DE ENERGÍA
5.1 Observaciones y resultados.
1. Durante la práctica, la solución de huevo se atomizó a los 80 ºC mostrados en tapa y, a los 105 ºC
mostrados en el termómetro de la pared del secador, temperaturas alcanzadas a los 30 minutos
de haber encendido las resistencias y el ventilador, y que después de varias pruebas que
consistían en la medición de parámetros como los intervalos de atomización, intervalos de
recuperación de la cámara tras el choque térmico, dimensiones del abanico atomizado, flujo de
alimentación de solución, temperatura y velocidad de los flujos de aire de entrada y de salida; sólo
después de dichas pruebas, se determinó que los parámetros adecuados para iniciar el proceso
son los que aparecen en la Tabla 5.1 ilustrada a continuación:
Tabla 5.1 Condiciones óptimas de operación del secador por aspersión.
2. La solución a atomizar consistió en 305mL. de huevo batido, equivalentes 310.032gr . con
densidad de la solución ¿1.0165 gr /mL determinada mediante el proceso de peso seco.
3. Debido al carácter térmico, se realizaron atomizaciones intermitentes de 15 segundos para dar
tiempo a que la cámara se recuperara del choque térmico en su interior y de esta manera
asegurar que el producto final tuviese la menor cantidad de humedad posible.
63
Variable Valor
Temperatura de Aire de Entrada 105 °C
Temperatura en Tapa 80 °C
Temperatura de Aire de Salida 80 °C
Flujo de Alimentación de Huevo 2.1 ml/s
Presión del Compresor 4 a 6 Kg/cm2
Intervalos de Atomización 15 s
Intervalos de Recuperación 2 a 3 min.

Figura 5.1
Huevo en polvo obtenido del proceso sin sufrir calcinación.
4. Los polvos recuperados no sufren calcinación alguna. La evaporación del agua contenida en el
huevo, es instantánea con lo que se evita la desnaturalización de las proteínas, debido a un
período largo de exposición a una alta temperatura (remitirse a Figura 5.1).
Figura 5.2
Huevo en polvo, obtenido del proceso
de secado.
5. Al final se obtuvieron 63.5 gr. de producto procesado (remitirse a Figura 5.2) de los cuales 60 gr.
son sólidos y el resto es agua, la cual fue determinada utilizando el proceso de peso seco con la
ayuda de una mufla marca Lab Line Instruments, modelo: 3608-5 (ver Figura 5.3).
64

Figura 5.3
Determinación humedad en mufla Lab Line Instruments.
6. Con base en los datos los obtenidos del proceso de secado, la solución atomizada contenía: 20 %
de sólidos (60 gr) y 80 % de agua (250.032 gr), 5 % de diferencia en comparación con la
bibliografía, donde los valores para el agua y los sólidos, oscilan alrededor del 75 % y 25%
respectivamente, con base en éste último dato, el secador mostró una eficiencia del 98.6% en
remoción de agua y 77.4 % en recuperación de sólidos.
7. Para recuperar los polvos acumulados en la tubería en forma de “S” que conecta la cámara con el
extractor, es necesario retirar dicha tubería desconectando la abrazadera tipo clamp como se
ilustró en la Figura 4.6. Tener cuidado de no extraviar los accesorios.
8. La mayoría de los polvos obtenidos del proceso se recuperan de las paredes de la cámara hasta
un 70%, 25% de la tubería y 5% del ciclón.
9. El ventilador 1 es suficiente para generar la corriente de aire necesaria para la formación del
vórtice, incluso para llevar los finos hasta el ciclón de separación de polvos, por lo que no es
necesario el uso del extractor.
10. El extractor o ventilador 2, se utiliza hasta el final del proceso para ayudar en el descenso rápido
de la temperatura de la cámara antes de abrirla. Proporciona un flujo de succión ¿675.936m3/hr
2.8 veces mayor que el proporcionado por el ventilador de alimentación.
65
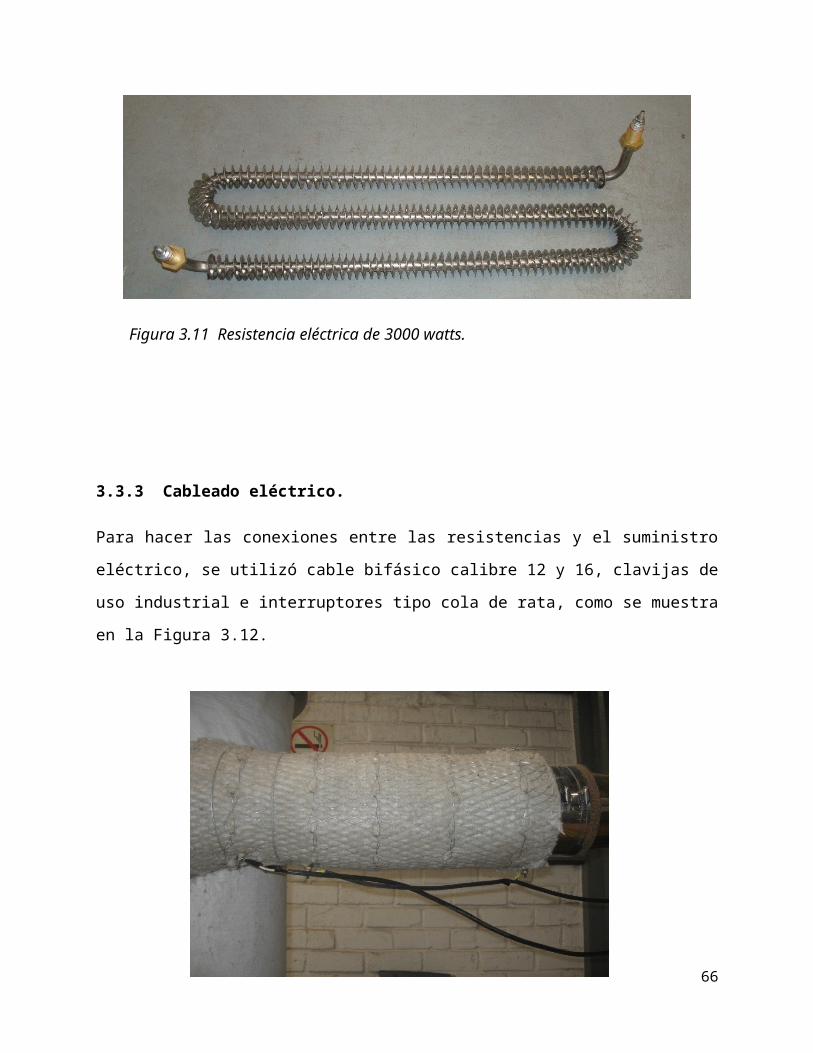
11. Finalmente, se sometió a tamizado los polvos obtenidos durante el proceso. Los valores arrojados
mostraron que el diámetro de partícula presente con mayor frecuencia en los polvos o producto
terminado, osciló entre los 425 µm y los 600 µm (ver Gráfico 5.1). En la industria alimenticia, los
valores para los diámetros de partícula del producto obtenido en el proceso de secado, oscilan
sobre los 400 µm y para polvos de alta calidad sobre los 200 µm como es el caso de la leche para
bebés.
Gráfico 5.1 Tamizado de huevo en polvo.
2000 850 600 425 300 250 212 1800
5
10
15
20
25
Tamizado de Polvos ObtenidosCantidad (gr.)
12. De los cálculos obtenidos en el balance de energía, se determinó que para el ejemplo práctico,
son necesarios 1618 Watts para remover el agua en la solución inicial de huevo, por lo que el
conjunto de las dos resistencias está sobre diseñado.
66
A
Corriente de Aire
B
C
Solución de huevo atomizada
Aire caliente y sólidos
Secador por Aspersión
Salida de material seco y Aire húmedoAcumulaciónConsumo de ReactivosGeneración de ProductosEntrada de material húmedo y Aire seco
Entrada de material húmedo y Aire secoSalida de material seco y Aire húmedo Acumulación
5.2 Balance de materia del proceso realizado.
Para realizar los cálculos, considerar el diagrama de flujo que aparece más abajo y los datos del anexo I,
al final de este documento.
5.2.1 Ecuación general del balance de materia:
(5.2-1)
En el proceso de secado, la remoción del agente líquido es por evaporación, por lo tanto, si en el proceso
no suceden transformaciones químicas de materia, es decir, no hay reacciones químicas involucradas (el
proceso no es reactivo), los términos de generación de productos y consumo de reactivos son nulos. En
ese caso la expresión se simplifica a la ecuación 5.2-2:
(5.2-2)
Y suponiendo que este proceso ocurre en estado estacionario la ecuación queda como 5.2-3:
67
Determinar:* Cantidad de agua, aire seco y sólidos en el flujo "C"* Cantidad de agua removida de la solución de huevo
Base de Cálculo: 145 segundos

Entrada de material húmedo y Aire secoSalida de material seco y Aire húmedo (5.2-3)
A+B=C (5.2-4)
Calculando parámetros necesarios en B:
Radio(B )=(2.75 ) left ({0.0254 m} over {1 ¿¿)/2=0.034925m
(5.2-5)
˙Aire(B)=(12.58ms )[π (0.034925 )2 ] (145 seg . )=6.9899m3 (5.2-6)
H 2O(B )=¿
(5.2-7)
Calculando flujo total de A:
A=Flujoaire+solucióndehuevo
(5.2-8)
852.614 gr+310.032 gr=1162.646 gr
Ahora:
H 2O(A )=¿
(5.2-9)
68

Balance General:
Partiendo de 5.2-4 tenemos:
A+B=C
1162.646 gr+6535 gr=C (5.2-10)
C=7697.646 gr (5.2-11)
Balance para Aire Seco:
A x A. S (A )+B x A. S (B)=C x A. S(C) (5.2-12)
1162.646 gr (0.702 )+6535 gr (0.963 )=7697.646 gr (x A. S(C)) (5.2-13)
X A .S (C)=0.924 (5.2-14)
Balance para Sólidos:
A xSol(A )=C xSol(C) (5.2-15)
1162.646 gr (xSol (A ) )=7697.646 gr (0.0077) (5.2-16)
xSol( A )=0.052 (5.2-17)
Por lo tanto, de los cálculos anteriores se deduce la Tabla 5.2 y la cantidad de agua removida de la
solución de huevo ¿250.032gr .
Tabla 5.2 Fracciones y cantidades másicas en las flujos.
Corriente o FlujoFracción másica A Cantidad (gr) B Cantidad (gr) C Cantidad (gr)
XAS 0.702 816.581 0.963 6295 0.9240 7111.9
69
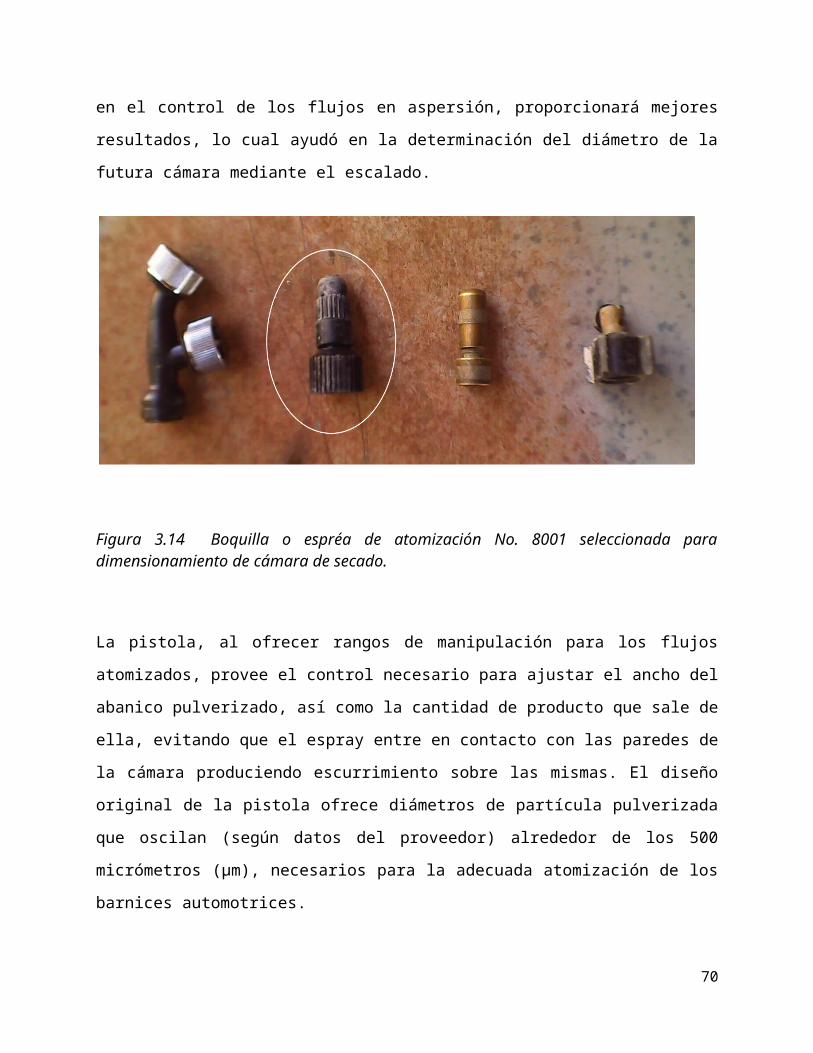
XH2O 0.246 286.065 0.037 240 0.0683 525.75XSOL 0.052 59.99 0.000 0.000 0.0077 60
5.3 Cálculos de energía del proceso realizado.
5.3.1 Cálculo de la transferencia de calor de las resistencias.
Se utilizaron dos resistencias, la primera de 1000 W con una medida en zona caliente (longitud del área de
transferencia de calor) de 0.35 mts., la segunda de 3000 W y 1.8 mts. en zona caliente.
Figura 5.4 Curvas para la determinación de la eficiencia térmica en aletas.
Se realizó el cálculo de la transferencia de calor conforme a la figura de la resistencia que básicamente
son resistencias con aletas (remitirse a Figura 5.4), y estas son del tipo circular de acuerdo a Incropera , et
al 2007, para el cálculo se partió de lo propuesto por el mismo autor y se inicó calculando la eficiencia de
la aleta como se detalla:
Primeramente se calcula la eficiencia de la aleta (η f ) de acuerdo con la figura 5.4, tomando en cuenta que:
70
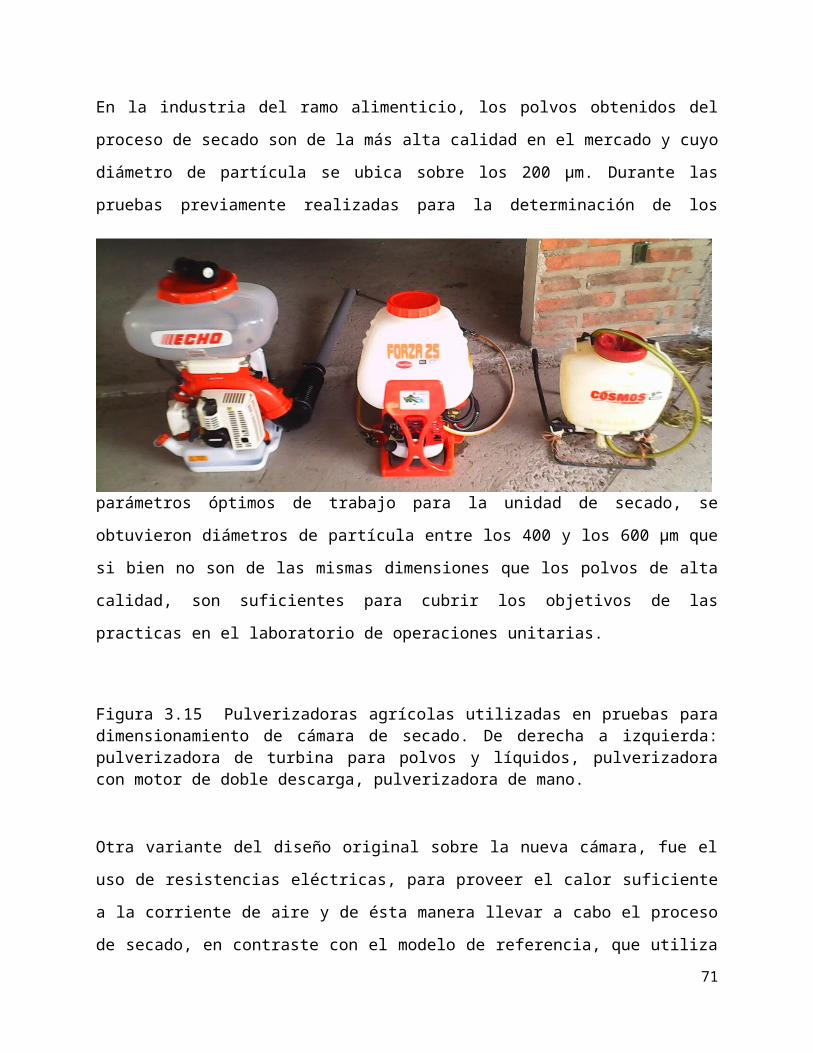
r2c=r2+t2
(5.2-18)
Y Lc3/2( hKA p )
3 /2
(5.2-19)
Donde:
t=espesor de la aleta=0.007m. Lc=L+t2
r1=radiodel tubo=0.00635m. Ap=Lc t
r2=radiototal tubo y aleta=0.0127m . Ap=6.895 x10−5
r2c
r1
=curvade eficiencia t é rmica=255 L=radio de laaleta=0.00635m.
h=50W
° Km2=¿ Coeficiente de transferencia de calor por convección del aire, tomado
de la Tabla 15.1 de Welty (2010).
K=conductividad termicadel acero inoxidable304=14.9Wm° K
de Tabla A1, Incropera, et al.
(2007).
Por lo tanto, de la figura 5.3 se lee: η f=0.943=correspondiente al 94.3% de eficiencia de las aletas
respecto a la transferencia de calor.
De Incropera, et al. (2007), se menciona que para calcular el calor total transferido se puede expresar de la
siguiente manera:
q t=h A t[1− NA fA t
(1−N f )] (T ∞−Tb ) (5.2-20)
Donde:
71

B
CASecador por Aspersión
h=35W
m2ᵒ K=Coheficiente de transferencia decalor por convecció ndel aire
(tomadode Tabla15.1deWelty ,2010) .
At=areade transferencia de calor=NAf+2πr1 (H−Nt )
N=nú merototal dealetas=255
A f=áreade laaleta=1.55 x10−3m2
H=longitud deárea caliente=215m.
T b=temperaturade labasetubular de la resistencia=634 ᵒ K
T ∞=temperaturadel aire de salida=378 ᵒ K
Por lo tanto el área de transferencia de calor total, At=0 .41m2 y q t=3471 .73W éste último valor, es el
calor transferido de las resistencias al medio circundante, en éste caso, a la corriente de aire en
convección forzada. El resto, es decir, la diferencia entre los 4000 watts proporcionados por las
resistencias y el calor transferido (reportado arriba por los cálculos), son disipados por transferencia
conductiva a través de las paredes de la tubería, donde se alojan las resistencias y, debido a que la
corriente en convección forzada no es capaz de absorber en su totalidad la cantidad de calor que se
transfiere al medio.
5.3.2 Balance de energía del proceso realizado.
Considérese el siguiente diagrama de flujo para la ecuación de balance de energía:
72

Se tomará como base la nomenclatura del anexo I. Considerando que H=entalp í aespecífica y
partiendo de la primera de ley de la termodinámica, tenemos:
ΔU +ΔEk+ΔE p=Q−W (5.2-21)
En este caso, el sistema no tiene aceleración, entonces ΔEk=0. El sistema no se eleva ni cae, con lo
que ΔE p=0. El sistema no tiene partes móviles, por lo tanto, W=0 y debido a que la energía interna del
sistema serán los calores específicos de salida menos los calores específicos de entrada, es decir,
ΔU=ΔH , se tiene:
ΔH=Q (5.2-22)
ΔH=H salida−H entrada (5.2-23)
ΔH=¿
(5.2-24)
Considerando los valores de las Tablas 5.2 y del anexo I, se tiene:
73

ΔH=3997.73Kj−3763.21Kj=234.52Kj (5.2-25)
Q=234.52Kj /145 s=1.618Kj/ s (2.2-26)
Por lo tanto, la energía necesaria para remover el agua de los sólidos en la solución de huevo, a las
condiciones descritas en el proceso, es de 1618 watts.
74

CAPÍTULO VI PRÁCTICA PROPUESTA PARA EL SECADOR POR ASPERSIÓN.
Introducción
Hace miles de años que el huevo de gallina forma parte de la alimentación humana y actualmente se
emplean sus subproductos procesados como ingredientes. Está constituido por 10.5% de cáscara la parte
comestible formada por 58.5% de albumen o clara y 31.0% de yema cuyos componentes son lípidos y
proteínas que les confieran alto valor nutritivo. La composición detallada de la clara de huevo aún no está
del todo definida, no obstante, en las Tablas 6.1, 6.2 y 6.3 muestran la composición el huevo, principales
proteínas del albumen, así como las proteínas y lipoproteínas de la yema, respectivamente (Badui, 2006).
Tabla 6.1 Composición global del huevo (excluyendo cáscara).
Tabla 6.2 Principales proteínas del albumen del huevo.
Tabla 6.3 Proteínas y lipoproteínas de la yema de huevo.
PRÁCTICA PROPUESTA
SECADO DE SOLUCION DE HUEVO POR ASPERSIÓN
75
Componente Huevo entero (%) Yema (%) Clara (%)Agua 75.0 50.0 87.8Proteínas 12.9 16.0 10.9Hidratos de carbono 0.4 0.6 0.2Lípidos 11.5 30.6 0.2Cenizas 0.7 2.0 0.3
Componente% Albumen Peso Molecular(base seca) (x 103)
Ovoalbúmina 54.0 4.45Ovotransferina 13.0 76Ovomucoide 11.0 28Ovomucina 3.5 110Globulinas 11.4 3.43
Componente %
Fosfovitina 4Lipovitelinas 84Livitelinas 10Ovovitelina 2

Objetivo:
En base al producto obtenido y las condiciones de operación del sistema para un secador por aspersión,
determinar:
1. Los valores de los componentes: aire, agua y sólidos, en los flujos de entrada y salida.
2. La cantidad total de agua removida en el producto final.
3. El porcentaje de eficiencia del secador respecto a remoción de agua, en la solución inicial de
huevo.
4. El porcentaje de eficiencia del secador en recuperación de sólidos, en relación con los sólidos de
entrada.
5. La cantidad de energía necesaria para remover el agua de la solución inicial
76
B = (Kg/hr)?A = (Kg/hr)?
T C (° K )=? X H 2O(C)=? X Sol(C)=? X AS (C)=?
C = (Kg/hr)?
T (A )(° K )=? X H 2O(A )=? X Sol(A)=? X AS ( A)=?
T B (° K )=? X H 2O(B )=? X AS (B)=?

Fórmulas a utilizar:
Balance de Materia
Balance de energía
Nomenclatura:
n=Flujo A , BóC
T (n ) (° K )=Temperaturaen grados kelvin , del componenten
X H 2O(n)=Fracciónmásicadel agua , enel componente n
X A .S( n)=¿ Fracciónmásica del aire seco, enel componente n
X Sol(n)=Fracciónmásicadel sólido , enel componente n
H .R .(n)=Humedad relativadel aire , enel componenten
ρ x (°K )=¿ Densidad de un fluido x a cierta temperatura en grados kelvinFlujo A = aire + agua + solución de huevoFlujo B = aire + aguaFlujo C = aire + agua + sólidos de huevoProcedimiento:
1. Conectar a la corriente eléctrica los ventiladores y resistencias eléctricas.
2. Encender ventilador y resistencias eléctricas. Checar el funcionamiento de éstas últimas con el
multímetro.
3. Revisar que la válvula de mariposa en la parte inferior del tanque este completamente cerrada.
4. Cargar el compresor de 4 a 6 kg/cm2.
5. Esperar a que la cámara de secado alcance en temperatura óptima (81 ºC termómetro en tapa y
105 ºC termómetro en la pared de la cámara).
6. Conectar la línea de aire a la pistola y preparar la solución huevo a pulverizar.
7. Colocar la pistola de atomización en el lugar adecuado para ella sobre la tapa.
8. Atomizar el huevo en intervalos de 30 segundos.
9. Dejar que la temperatura en la cámara se recupere después del choque térmico por intervalo de
dos a tres minutos entre cada atomización. Es posible que al inicio la cámara necesite un poco
más de tiempo para recuperarse.
77

10. Volver a atomizar hasta concluir con la muestra a secar.
11. Una vez concluida la atomización apagar las resistencias.
12. Encender el ventilador No. 2 (extractor) y esperar a que descienda la temperatura para evitar
accidentes. Transcurridos 5 minutos apagar los ventiladores.
13. Desconectar los equipos de la corriente eléctrica.
14. Abrir la cámara, desconectar la tubería en forma de “S” que conecta la cámara con el extractor y
recolectar todas las muestras incluyendo la tapa y el ciclón de separación de polvos.
15. Al término de la práctica limpiar completamente la unidad de secado así como la pistola de
atomización, accesorios y demás material utilizado. Enjuagar el recipiente de la pistola y verter un
poco de agua limpia en él para atomizarla removiendo de ésta forma los residuos de huevo en
ella.
16. Guardar accesorios y material utilizado en el lugar correspondiente.
17. La tapa del secador deberá quedar abierta y sobrepuesta en la cámara de secado para prácticas
futuras. Tener especial cuidado al guardar la tornillería.
Reportar:
1. Balance de materia.
2. Balance de energía.
3. Valores calculados del objetivo de la práctica.
Material y equipo a utilizar en el secador por aspersión:
Pistola de aspersión
Termómetros para la medición de Temperaturas: bulbo húmedo y bulbo seco
Anemómetro
300 ml de solución de huevo o huevo batido
Báscula Analítica o Granataria.
CAPÍTULO VII SEGURIDAD E HIGIENE
La seguridad es una parte fundamental y de vital importancia en todos los rubros, tanto en el ámbito
industrial como en la vida cotidiana del ser humano. Personas en el mundo definen que la seguridad no es
78

negociable y que debe ser lo más primordial, ya que sin ellas no se puede tener Calidad, Inocuidad y
Producción.
7.1 Recomendaciones de seguridad en el área de trabajo y en el equipo.
La seguridad en los equipos de secado también es importante, ya que dependiendo de su diseño, estos
trabajan con temperaturas elevadas, con presiones negativas y con otros factores que pueden poner en
peligro la integridad física de las personas y de las instalaciones.
Por tanto, favor de tomar en cuenta las siguientes indicaciones para la estancia en el Laboratorio de
Operaciones Unitarias:
1. Los alumnos que trabajen en el laboratorio deberán portar en todo momento bata blanca que llegue a la
rodilla, de manga larga, limpia y en buen estado, calzado cerrado, pantalón largo y lentes de seguridad,
durante el desarrollo de la práctica.
2. No se permiten faldas, shorts, zapatos descubiertos ni zapatillas. Esto se aplica en cualquier actividad
experimental que se ejecute en el laboratorio.
3. Queda estrictamente prohibido fumar dentro del laboratorio e ingerir alimentos y/o bebidas en las áreas
de trabajo.
4. Al terminar cada experimento cada grupo de trabajo, deberá dejar perfectamente limpio y seco el
equipo, material utilizado y su área de trabajo, independientemente del estado en que lo encontró al inicio
de la práctica.
5. Entregar el material prestado, limpio, seco y sin daños.
7.2 Aspectos de higiene a cuidar en el secador por aspersión.
El equipo de trabajo que realice su práctica, al término de ésta se encargara de limpiar el Secador y los
accesorios que lo componen, empleando agua y jabón y si es posible una concentración de Sosa Cáustica
diluida (de 1 a 2 % en volumen) en agua para lavar el interior del Secador.
79
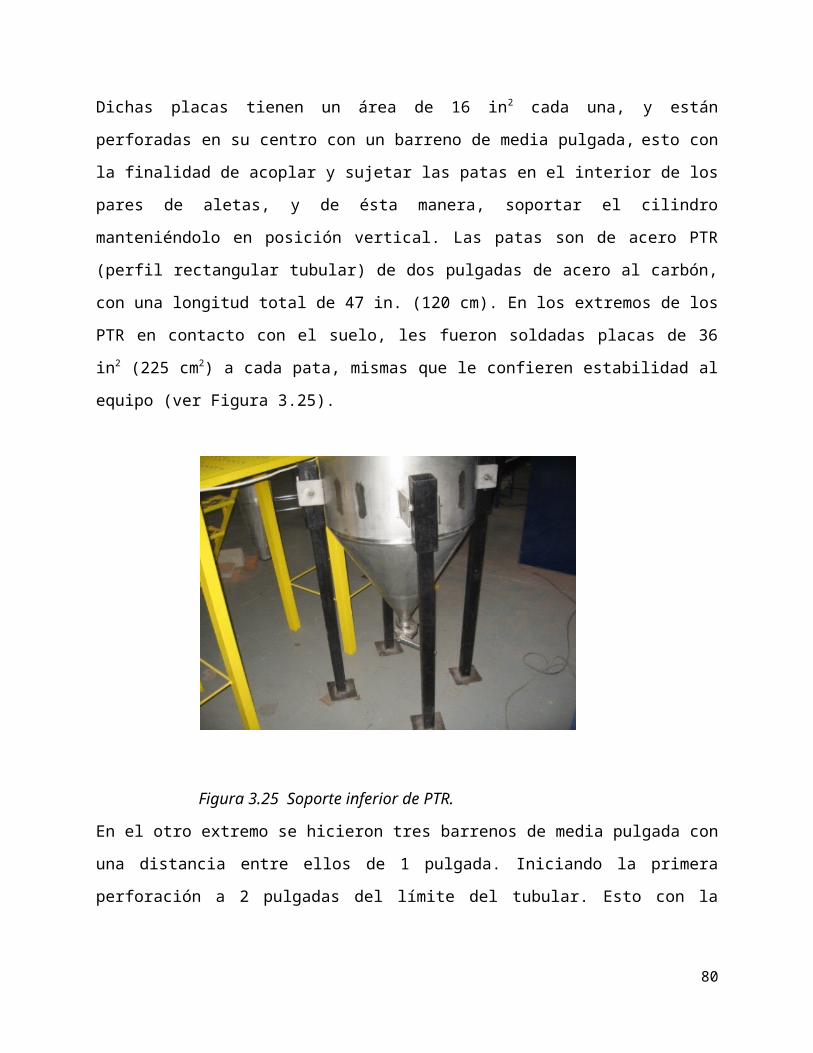
Los accesorios (pistola, tubería conectada al extractor, válvula de mariposa y tapa) también serán aseados
ya sea mediante aire comprimido o con agua (solo el material que pueda ser limpiado) para retirar
cualquier objeto extraño y de ésta forma dejarlo en condiciones de trabajo para prácticas posteriores.
7.3 Aspectos de seguridad en el Laboratorio de Operaciones Unitarias.
Existen normas básicas de seguridad las cuales son claves para tener una correcta actitud frente a un
incidente inesperado o situación en la que se vea inmersa una situación de emergencia, por tal motivo es
motivo de aprendizaje saber las siguientes recomendaciones:
1. Se deberá conocer la ubicación de los elementos de seguridad en el lugar de trabajo, tales como:
extintores, salidas de emergencia, mangueras contra incendio, etc.
2. Por ningún motivo se deben bloquear las rutas de escape o pasillos con equipos, mesas, máquinas u
otros elementos que entorpezcan la correcta circulación, así como los materiales contra incendio.
3. Es indispensable recalcar la prudencia, el cuidado y la manipulación de todo equipo que funcione con
corriente eléctrica, con temperaturas elevadas, partes en movimiento, presiones.
4. No se permitirán instalaciones eléctricas precarias o provisorias. Se tendrá que dar aviso inmediato en
caso de filtraciones o goteras que puedan afectar las instalaciones o equipos y puedan provocar incendios
por cortocircuitos.
5. Es imprescindible mantener el orden y la limpieza, ya que esto nos conlleva a detectar con oportunidad
una falla en un equipo o un material combustible el cual ser iniciador de un conato de incendio o explosión.
80

7.4 Acciones a aplicar en caso de primeros auxilios.
1. Llevar al accidentado a un lugar despejado (en caso de que pueda ser trasladado).
2. Si el accidentando presenta algún daño por contacto con material peligroso, tomar en cuenta las
consideraciones mostradas en las Hojas de Seguridad del Material utilizado.
3. Dar aviso al personal encargado del Laboratorio de Operaciones Unitarias.
4. Llamar al Servicio Médico o de Emergencias correspondiente.
Cruz Roja Tel. 9221141 / 9221201
Instituto Mexicano del Seguro Social Tel. 9221276
Bomberos Tel. 9220020 / 9221975
7.5 Higiene en el área de trabajo y en el equipo.
La Higiene es una disciplina la cual se encarga de evaluar, identificar y controlar agentes contaminantes.
Para ellos existen tres tipos de contaminantes:
1. Contaminantes Físicos.
2. Contaminantes Químicos.
3. Contaminantes Biológicos.
Por tanto antes y después de cualquier práctica en el Laboratorio, cada grupo deberá limpiar su lugar de
trabajo, retirando herramientas, aseando y recogiendo el material utilizado y colocándolo en los estantes o
el lugar correspondiente de donde fue tomado.
81

CAPÍTULO VIII CONCLUSIONES Y RECOMENDACIONES
Si bien es cierto que la unidad de secado por aspersión trabaja en forma eficiente, también es posible
realizar algunos cambios sobre ella para mejorar dicha eficiencia. A continuación se detallan algunas
características útiles a éste propósito, así como algunas conclusiones derivadas de la realización del
presente trabajo.
1. Independientemente del ramo o área de aplicación, para llevar a cabo la realización de un
proyecto es indispensable la ejecución de un procedimiento o plan de trabajo. Durante la
realización del presente secador prototipo, se trabajó con el siguiente proceso:
I) Una vez fijado el objetivo a trabajar, se buscó una gran cantidad de información al
respecto sobre el uso y funcionamiento de las unidades de secado por aspersión de uso
industrial, así como de los materiales y formas geométricas adecuados para la cámara,
dependiendo de la manera en que trabaja el secador y las características del producto a
procesar, diferentes tipos de atomización, accesorios mecánicos y eléctricos, conexiones,
motores y bombas utilizados en alimentación, secado y extracción del producto, opciones
para eliminación del agua en el sólido a utilizar, alternativas para calentamiento del gas (si
fuera el caso), así como diferentes tipos de estructuras de soporte para el equipo, etc.
II) Se busco la asesoría con los especialistas en el área y con las empresas dedicadas al
diseño de equipo industrial lo cual fue de gran ayuda en cuanto a la futura elección de los
materiales, calibres y geometría adecuados para el secador, pero no así para el diseño
del mismo.
III) Para proseguir se determino cambiar de estrategia utilizando esta vez el escalado como
técnica para el dimensionamiento de la unidad, combinándolo con practicas a prueba y
error utilizando herramientas y accesorios que simulaban el proceso lo más cercano
posible a la realidad.
IV) Una vez establecidas las dimensiones y el tipo de espréa para el pulverizado y la cámara
de secado, se determinó la opción para el calentamiento del aire (resistencias eléctricas
en este caso) adaptándolas estratégicamente en el brazo tangencial a la cámara de
82

secado, simultáneamente y de acuerdo a sus características y las de los resistores
eléctricos, se instaló el motor de aireación (proporcionado por el Laboratorio de
Operaciones Unitarias).
V) Posteriormente y acorde a las necesidades de la cámara de secado, se dimensionó la
estructura de soporte y la correcta ubicación para el motor de extracción, así como las
conexiones, el cición de separación de polvos (proporcionado por el Laboratorio de
Operaciones Unitarias) y demás accesorios mecánicos y eléctricos.
VI) Una vez terminado el esbozo, se realizó el plano completo de la unidad de secado por
aspersión con las características necesarias para enviarlo al fabricante e iniciar con el
armado una vez entregadas las piezas. En términos generales, dicho plano no solo ofrece
una visión más detallada del secador, sino que favorece una mejor comprensión sobre su
construcción y funcionamiento.
2. Aun cuando varias empresas y expertos en el área brindaron cierta asesoría al respecto, las
patentes de diseño industrial por parte de las empresas y la escasa información empírica con la
cual se contaba referente al tema, limitaban la investigación y con ello la posibilidad de avanzar
con el objetivo planteado inicialmente, motivo por el cual se optó por cambiar de estrategia y
continuar con el proyecto, para tal efecto la alternativa siguiente sería el escalado.
3. La escala 13:1 fue considerada como la mejor opción para su construcción, debido a que esta
relación resultaba la más viable respecto al costo de los materiales y accesorios presentes en el
mercado en ese momento. Además de ofrecer las dimensiones apropiadas para su operación, así
como la manipulación en cuanto al ensamblado y transporte en caso de ser necesario.
4. En la construcción de la cámara referente a éste proyecto se utilizó acero inoxidable 304 calibre
12, no obstante, para la construcción de futuras cámaras prototipo puede utilizarse un calibre más
pequeño, por ejemplo, calibre 14 ó 16 también funcionarán de manera eficiente.
5. La unidad de secado fue construida y adaptados los parámetros, según las pruebas realizadas,
para trabajar específicamente en el secado de huevo con una eficiencia superior al 93%, sin
embrago, para comparar la eficiencia del equipo en diferentes materiales, se realizaron pruebas
83

con leche en polvo y almidón, mostrando eficiencias del 52% y 80% respectivamente. También es
posible utilizar el secador por aspersión, para la deshidratación de otros materiales, investigando
para ellos, los parámetros adecuados mediante las pruebas mencionadas en la sección 5.1 sin
embargo, no se profundizó en el tema debido a que ese no era el propósito del proyecto.
6. Aun en la actualidad no es posible construir una unidad de secado por aspersión con el propósito
de secar diferentes tipos de materiales funcionando de manera óptima para cada uno de ellos.
Esto se debe a que las propiedades fisicoquímicas, son diferentes en cada uno y son
específicamente éstas propiedades, las que se toman en cuenta para la construcción de la
cámara, sin tal consideración, las características de construcción variaran significativamente, sin
importar si dicha cámara será para un modelo prototipo, o para uno a gran escala. Motivo por el
cual se recomienda tolerancia ante los resultados obtenidos, en caso de utilizar un material a
secar, diferente al recomendado en el proyecto.
7. La tubería para obtención de polvos en la parte baja de la cámara, se conecta al motor que hace
la función de succión, mediante una segunda tolva cónica y el motor a su vez al ciclón de
separación de polvos como lo ilustra la Figura 8.1.
8. Una manera de reducir los choques térmicos en la cámara de secado, seria disminuir la cantidad
de flujo atomizado, posiblemente con una boquilla con diámetro de orificio más pequeño,
incrementando con ello los tiempos de atomización, y ayudando con de esta manera a establecer
el proceso de secado en régimen mas continuo.
a) b)
Figura 8.1 Conexiones: a) vista anterior. b) vista aérea
84

9. El ciclón de separación puede adaptarse para conectarlo directamente a la salida inferior donde se
ubica la válvula de mariposa y la tubería lateral cancelarse o en su defecto utilizarla para
obtención de muestras.
10. Se recomienda cubrir con una tela protectora el recubrimiento de lana mineral para evitar el
contacto con el operador del secador, debido a las molestias que provoca en la piel.
11. Es necesario aislar completamente las conexiones de los polos en las resistencias eléctricas como
se muestra en el recuadro de la Figura 8.2.
Figura 8.2 Ilustración de las terminales eléctricas en las resistencias en la parte inferior del brazo tangencial con recubrimiento de lana mineral.
BIBLIOGRAFÍA
1. Badui, D. S., (2006) Química de los alimentos, Editorial PEARSON, México.
2. Felder, R., Rousseau, I., (2010) Principios Elementales de los Procesos químicos, Editorial
Limusa Wiley, México.
3. Foust, A. S., (2001) Principios de Operaciones Unitarias, Editorial CECSA, México.
4. Geankoplis, C. J., (2006) Procesos de Transporte y Operaciones Unitarias, Editorial CECSA,
México.
5. Holman, P. J., (1998) Transferencia de Calor, Editorial Mc Graw Hill, México.
6. Howard, F. R., (1988) Ingeniería de Proyectos, Editorial Continental S.A de C.V, México.
85

7. Incropera, P. F., Dewitt, P. D., Bergman, L. T., Lavine, S. A., (2007) Fundamentals of Heat and
Mass Transfer, Editorial John Wiley and Sons, U.S.A.
8. Kern, D., (2001) Procesos de Transferencia de Calor, Editorial CECSA, México.
9. Marshall, W., (1954) Atomization and Spray Drying (Chem. Eng. Monograph), Editorial Butterworth
Heinemann, U.S.A.
10. Martínez de la C. P., (2004) Operaciones de Separación en Ingeniería Química (Métodos de
Cálculo), Editorial Pearson (Prentice Hall), España.
11. Mc Cabe W. L., (2007) Operaciones Unitarias en Ingeniería Química, Editorial Mc Graw Hill,
España.
12. Nonhebel, G., (1979) El Secado de Sólidos en la Industria Química, Editorial Reverté S. A.,
España.
13. Perry, H. R., (2010) Manual del Ingeniero Químico, Editorial Mc Graw Hill, España.
14. Walas, M. S., (1990) Chemical Process Equipment, Editorial Butterworth Heinemann, U.S.A.
15. Welty, R. J., Wicks, E. CH., Wilson, E. R., (2010) Fundamentos de Transferencia de Momento,
Calor y Masa, Editorial Limusa Wiley, España.
86
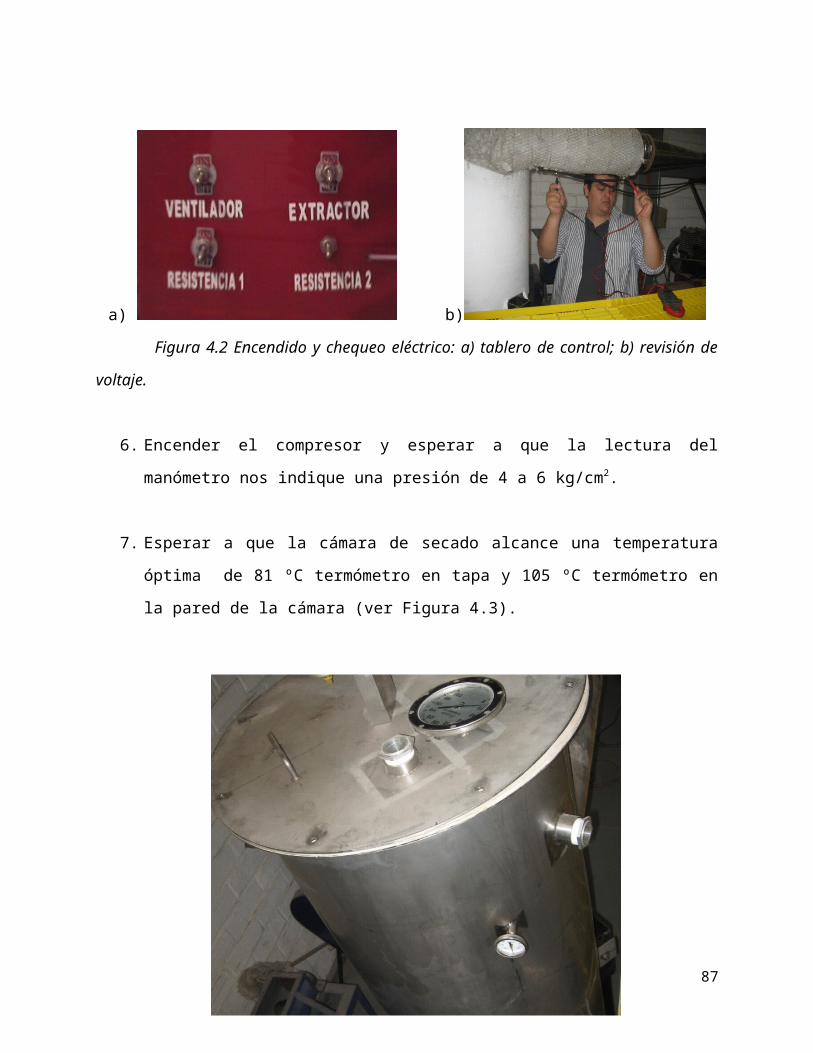
ANEXO
87

ANEXO I
DATOS Y NOMENCLATURA PARA LA SECCIÓN 5.2
Flujo AT ( A )(° K )=298 X H 2O(A)
=? X A .S( A)
=? X Sol (A)
=?
Flujo Aire( A )=4.953 ¿s
Volumensolución=305mlMasasolución=310.032gr
ρ solución=1.0165grml
P|(A )|=6.608 atmFlujo BT (B )(° K )=378 X H 2O(B)
=?X A .S( B)
=?
ρAire 378° K=0.93496gr¿
H .R .(B )=5% Velocidad del Aire(B )=12.58
ms
Diámetro tubería=2.75Pvap H 2O (378 °K )=1.2 ¿
Atomizadode solución=2.1mls
H .R .( A)=33 %
Flujo CT (C) (° K )=354.15X H 2O(C)
=? X A .S(C)
=? X Sol(C )
=?
ρAire 354°K=0.99982
gr¿
H .R .(C)=35.22 % Nomenclatura:
n=Flujo A , BóCT (n ) (° K )=Temperaturaen grados kelvin , del componentenX H 2O(n)
=Fracciónmásicadel agua , enel componente nX A .S( n)
=¿ Fracciónmásica del aire seco, enel componente nX Sol(n)
=Fracciónmásicadel sólido , enel componente nH .R .(n)=Humedad relativadel aire , enel componentenρ x (°K )=¿ Densidad de un fluido x a cierta temperatura en grados kelvinPvap H 2O (° K )=Presionvapor del aguaacierta temperaturaengrados kelvinP|(n)|=Presiónabsolutaenel componente nFlujo A=aire+agua+solución dehuevo
88
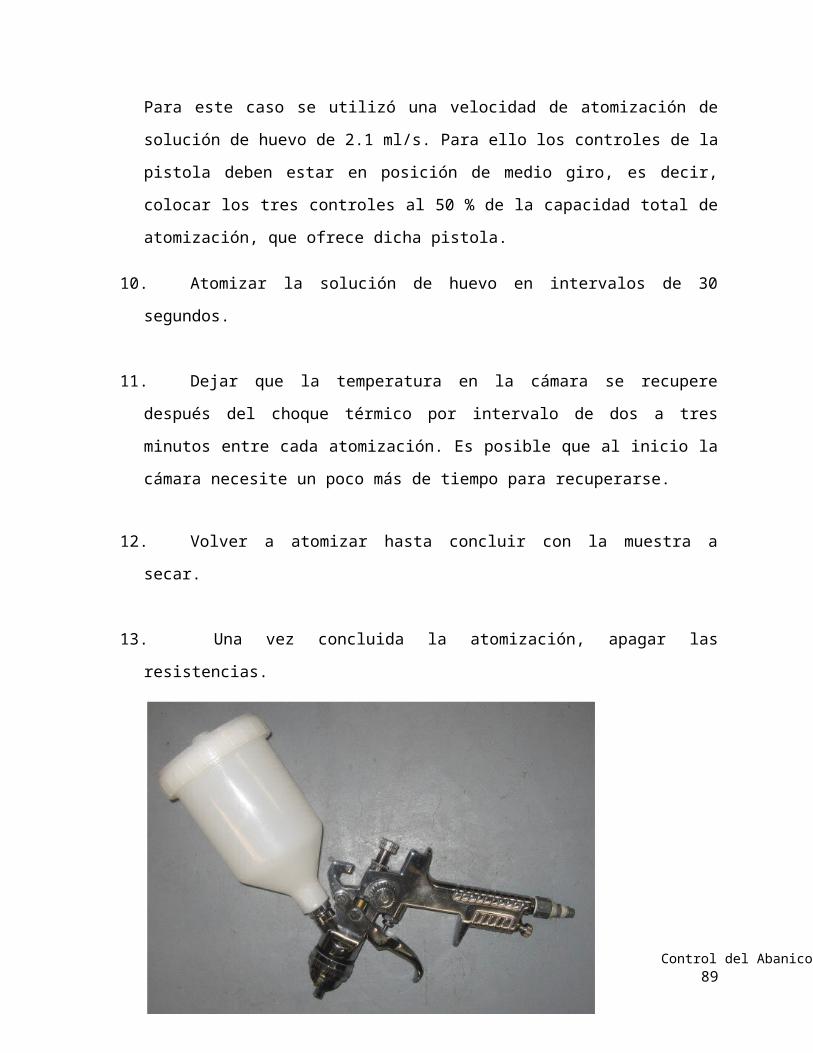
FlujoB=aire+aguaFlujoC=aire+agua+sólidosde huevoANEXO I (CONTINUACIÓN)
ΔU=Energía interna;ΔEk=Energía cinética; ΔE p=Energía potencial;ΔH=Entalpía; Q=Calor transferido;W=Trabajorealizado;
Tabla de capacidades caloríficas de los componentes, en los flujos A,B y C.
Material C p(C)354 ᵒKKJ /Kg C p( A )298ᵒK KJ /Kg C p(B )378ᵒK KJ /Kg
Aire 357.186 299.430 299.430
Agua 2643.700 2547.200 2547.200
Solución de huevo 1125.720 947.64
89
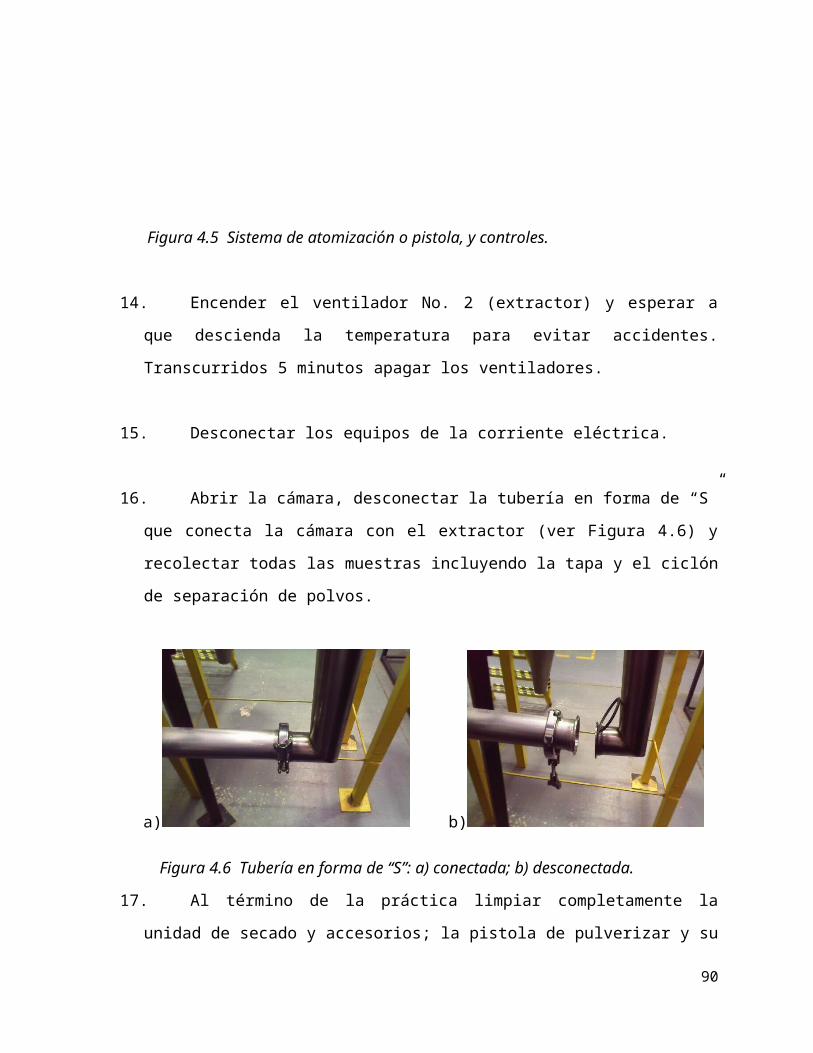
ANEXO II
PLANO DEL SECADOR
POR ASPERSIÓN
90