POLEXPERT@ Optimizacih de procesos con ayuda de … de plantas de... · ello seguir conduciendo el...
16
POLEXPERT@ Optimizacih de procesos con ayuda de modernos sistemas de automatizacih basados en conocimientos adquiridos Dr. Ing RONALD HEPPER KRUPP POLYSIUS AG, Neubeckum Este articulo describe de forma muy generalizada las prestaciones y 10s resultados que pueden esperarse al utilizar sistemas automaticos basados en 10s conocimientos adquiridos, y en particular el sistema POLEXPERTB para la conduction de procesos tecnicos. 1. INTRODUCCION Los procesos tecnicos en general y, especialmente, 10s utilizados en la fabrication de cement0 se vuelven cada dia mas complejos. El proceso de la fabrication de cemento, al igual que otros muchos procesos de fabrica- cion, es, debido al gran numero de factores de influencia casi siempre aco- plados entre si, un fenomeno compuesto de complejos procesos parciales, no lineales y no estacionarios. Para conducir 10s necesarios procesos de coccion y de molienda de forma automatica, se habia intentado en el pasa- do describir el comportamiento de estos procesos con ayuda de modelos matematicos. Pero caracteristicas de material frecuentemente variantes, inestabilidades existentes, desgastes de la instalacion y condiciones de production cambiantes impedian muchas veces que se pudiera controlar suficientemente la calidad a largo plazo con 10s sistemas de regulation desarrollados sobre dicha base. Los operadores de plantas preferian por 1164 CEMENT0 - HORMIGON
Transcript of POLEXPERT@ Optimizacih de procesos con ayuda de … de plantas de... · ello seguir conduciendo el...

POLEXPERT@Optimizacih de procesoscon ayuda de modernos
sistemas de automatizacihbasados en conocimientos
adquiridos
Dr. Ing RONALD HEPPER
KRUPP POLYSIUS AG, Neubeckum
Este articulo describe de forma muy generalizada las prestaciones y 10sresultados que pueden esperarse al utilizar sistemas automaticos basadosen 10s conocimientos adquiridos, y en particular el sistema POLEXPERTBpara la conduction de procesos tecnicos.
1. INTRODUCCION
Los procesos tecnicos en general y, especialmente, 10s utilizados en lafabrication de cement0 se vuelven cada dia mas complejos. El proceso dela fabrication de cemento, al igual que otros muchos procesos de fabrica-cion, es, debido al gran numero de factores de influencia casi siempre aco-plados entre si, un fenomeno compuesto de complejos procesos parciales,no lineales y no estacionarios. Para conducir 10s necesarios procesos decoccion y de molienda de forma automatica, se habia intentado en el pasa-do describir el comportamiento de estos procesos con ayuda de modelosmatematicos. Pero caracteristicas de material frecuentemente variantes,inestabilidades existentes, desgastes de la instalacion y condiciones deproduction cambiantes impedian muchas veces que se pudiera controlarsuficientemente la calidad a largo plazo con 10s sistemas de regulationdesarrollados sobre dicha base. Los operadores de plantas preferian por
1 1 6 4 CEMENT0 - HORMIGON
Ampliacidn de la capacidad
r
y tecnica de control conventional
Estrategias yn A
Tecnica de control conventional
tecnica de control conventional
Figura 1. Desarrollo de la tbcnica de automatizacih
ello seguir conduciendo el proceso de forma manual en lugar de aventurar-se en un “compromise” en materia de “tecnica de regulation”. Esto eraespecialmente valid0 cuando se exigia una marcha al limite de la capaci-dad de 10s grupos instalados o cuando habia que realizar frecuentes proce-SOS de arranque y de parada. Afot-tunadamente, esta situation esta varian-do en 10s ultimos tiempos, gracias a la implantation de sistemas basadosen conocimientos adquiridos.
A la hora de automatizar tareas mas complejas de conduction de pro-cesos, deben emplearse nuevas tecnologias de tratamiento de la informa-cion. Es por ello que en el sector de la automatizacion de procesos se estarecurriendo en creciente medida a sistemas basados en conocimientosadquiridos, que ponen a disposition medios y posibilidades para aprove-char las amplias experiencias adquiridas por el personal de servicios eingenieros de proceso y aplicarlas para automatizar complejos procesostecnicos.
Existen multitud de razones para aplicar dichos sistemas automaticosen la industria cementera.
SEPTIEMBRE 1997 N.” 775 1 1 6 5

Figura 2. Esquema de instalacih POLEXPERTB, Sistema KCE
Razones para utilizar sistemas basados en conocimientos adquiridos
1 . Explotar reservas de capacidad de production
2. Reducir 10s costos de production
3. Optimizar y controlar la necesaria calidad del product0
4 Descargar de trabajo al personal de servicio
5. Asegurar el funcionamiento de la instalacion en limites admisibles de marcha
6. Automatizar secciones complicadas del proceso
7 Cumplir con las exigencias en materia de protection ambiental
2. OPTIMIZACION DEL PROCESO CON AYUDA DE MODERNOS SISTEMASDE AUTOMATIZACION
Si se contempla un sistema de proceso desde el punto de vista del res-ponsable de una marcha 6ptima, se observa que todavia, hoy por hoy, unagran cantidad de tareas de conducci6n de proceso no pueden realizarseautomtiticamente o ~610 de una forma deficiente. Si se analiza, por ejem-
1 1 6 6 CEMENT0 - HORMIGON

plo, con detalle el espectro de funciones a cumplir por el personal de servi-cio y/o por 10s ingenieros de proceso en la industria del cemento, se com-prueba que el abanico de prestaciones cubierto hasta ahora solo incluyeuna pequena parte del know-how de proceso necesario para operar unainstalacion de horno y/o de molienda. La mayor parte de las tareas necesa-rias para la compleja conduction de instalaciones de proceso recae hoytodavia sobre el hombre. Una labor importante para mejorar esta situationes, por lo tanto, la reduction de las actividades todavia reservadas al hom-bre. Ello significa en la practica que para mejorar la conduction del proce-so han de utilizarse aquellos sistemas de automatizacion que, manteniendo10s criterios necesarios de tiempo real (tiempos de reaction < 5 seg), asicoma la dimension actual de estabilizacion (regulation) y optimization delproceso en situaciones no criticas, puedan tambien asumir estados de pro-ceso mas problematicos y funciones adicionales de automatizacion, comason, por ejemplo, tareas de control, confection de balances y supervisionde procesos, para conseguir una production mas rentable y una descargade trabajo del personal de servicios en el modo Close-loop, es decir, de for-ma automatica sin intervention del hombre.
Figura 3. Molienda combinada: Automatizackh Polysius, POLEXPERT@ -MCE
Para ilustrar lo que antecede, cabe referirse al POLEXPERTB-MCE, parauna instalacion de molienda compuesta de prensa de cilindros y molino debolas. Con ayuda del MCE se ha conseguido controlar de forma totalmenteautomatica todas las situaciones de servicio (arranque, operation normal,etc.), influir en situaciones criticas sobre el proceso y realizar la mas diver-
SEPTIEMBRE 1997 N.” 775 1 1 6 7

sas regulaciones de calidad. En dependencia de la situation de mercado,10s usuarios pueden incluso decidir si proceden a aumentar la productiono si reducen 10s costos de production . Las estrategias realizadas en elMCE permiten la optimization totalmente automatica de instalaciones, enfuncion de un criteria establecido.
Polysius ha desarrollado el sistema de automatizacion POLEXPERTBbasado en conocimientos adquiridos, que ademas de ofrecer regulacionesclaramente mejoradas de 10s procesos tecnicos, puede cubrir un abanicode funciones considerablemente amplio. Muchas tareas de conduccidn deproceso de un nivel superior, que no podian automatizarse y hasta la fechaestaban reservadas casi exclusivamente al hombre, pueden realizarse aho-ra de forma automatica por POLEXPERTB. Los conceptos basicos de laestrategia estan basados esencialmente sobre el modo de actuation deingenieros especializados en tecnicas de proceso y personal expert0 enfabrica.
Figura 4. Tecnologias utilizables en POLEXPERT@
Para poder archivar estos conocimientos de forma estructurada en elPOLEXPERTB y hacerlos accesibles a 10s propios expertos, es decir, a 10sespecialistas de proceso y electricos, hubo de diseriarse un concept0 querefleja la realidad desde el punto de vista de 10s expertos. Como resultadode ello se ha creado un metodo basado en la estructura del sistema de pro-ceso, que permite archivar las labores de automatizacion a cumplir de unaforma modularizada, sinoptica y reutilizable mediante una programaciongrafica. Los modelos de information se han estructurado de forma que secorresponden con el esquema de pensamiento de 10s expertos, con lo queestos pueden familiarizarse con 10s problemas planteados y el esquema deinformation presentado.
1 1 6 8 CEMENT0 - HORMIGON

Figura 5. Integracibn del conocimiento en POLEXPERT@
Gracias a sus caracteristicas especificas y gran versatilidad, POLEX-PERT@ ha conquistado rapidamente una gran cantidad de campos de apli-cation. Los sistemas POLEXPERTB se utilizan actualmente en casi todos10s procesos parciales de production de cement0 (automatizacion de insta-laciones de horno { KCE, Kiln Control Expert} e instalaciones de molienda{MCE, Mill Control Expert). Para conducir 10s procesos de instalacionde molienda existen actualmente sistemas para el control de molinos debolas, molinos verticales, prensas de cilindros, asi coma combinaciones deprensas de cilindros y molinos de bolas. La optimization de instalacionesde horno se viene hacienda desde hate tiempo para las mas diversas con-figuraciones.
enfriador i Molino de bolas con
L POLYCOMMolino vertical
Figura 6. Campos de aplicacibn
SEPTIEMBRE 1997 N.” 775 1 1 6 9

Para ilustrar al volumen de prestaciones actualmente realizables enmodernos sistemas de automatizacion basados en conocimientos adquiri-dos, se describen a continuation sus caracteristicas mas esenciales,tomando coma ejemplo el sistema POLEXPERTB. Uno de 10s rasgos dife-renciadores mas importantes es, seguramente, su conformation, que seorienta estrictamente en el esquema de pensamiento de 10s expertos enprocesos. Por ello, todos 10s “modules inteligentes” son archivados en elsistema perfectamente ordenados segun funciones de automatizacion(supervision del proceso, confection de balances, estabilizacion, optimiza-cion y control del mismo).
~n~~i~11;‘L’-1---7/
i Manten de areas dePrefi] valores conslg i R@acl,jn de I
/ de trabayz no crltlcaS- Representacme~ en manques.paradas.-
magmtudes deL Reconocmw?nto
/ Estudm d e a r e a s
de tendenclas
I 1
procesos mtermedw i de estado
Keglstros! Husqueda automatlcn deproceco
-de trabajo Protocolo, puntos optmms de operacmn c Prono?tlcoc
senslblesL
! Estudio dc punto, optlmos41 ISOS r d e trabalo
! Dlagnoctxo deureguiarldade\
_ _ Funcvmamiento hajo dlferentes
crlterlw de I,llt1”1I/aclon
Figura 7. POLEXPERT63. Optima funcionalidad
2. I. 1. Control del proceso
Control del proceso significa la valoracidn del estado actual de la ope-racich, para lo que se registran y evallian /as variaciones que se producenen sus magnitudes.
Para poder regular procesos tecnicos de forma optima en dependen-cia de la situation, es necesario conocer el estado y/o regimen del proce-so. Esto se realiza evaluando 10s valores actuales del proceso y vinculandoen las senales de estado de 10s accionamientos principales existentes.Enfuncion de las situaciones de proceso detectadas se activan 10s modulesinteligentes o de regulation necesarios. De especial importancia en este
1170 CEMENT0 - HORMIGON

context0 es la puntual y detallada information del personal de servicios,que deben poder entender en todo moment0 las intervenciones que el sis-tema de automatizacion realiza en el proceso. Por esta razon, POLEXPERTBemite mensajes (en el idioma del pais) para informar al personal de servi-cios en case de alteraciones del proceso, de operaciones de ajuste ejecuta-das o para iniciar acciones del personal de servicios. Las informacionesemitidas son almacenadas en paralelo en un archive del disco duro delordenador, con lo que todas las acciones y el desarrollo del proceso pue-den ser controlados tambien a largo plazo, incluso mediante la transmisionremota de datos.
2.1.2. Balance del proceso
El balance del proceso representa el establecimiento de /OS balancesenerghkos del proceso, en tiempo y espacio.
Para poder valorar procesos tecnicos, es necesario examinar 10s valo-res absolutos y el desarrollo en el tiempo de las magnitudes de procesoexistentes. POLEXPERTB pone a disposition del personal de servicio repre-sentaciones de tendencias y tablas de valores, con las que este puede juz-gar el proceso e informarse sobre 10s valores caracteristicos calculados y/o10s estados de proceso observados. Con ayuda del balance se registran,diferenciadas segun 10s tipos de cementos producidos, las magnitudes tipi-cas importantes referidas al flujo maxim0 de la instalacion, por ejemplo, elrendimiento o el consume especifico de energia. POLEXPERTB tambienpermite, naturalmente, coma ampliacion de 10s registros realizados, laobservation a largo plazo de 10s datos tipicos de importantes grupos espe-cificos, coma son el consume de energia electrica, el rendimiento, la cali-dad o el consume especifico de energia. Esto permite observar no solo eldesarrollo de las magnitudes importantes del proceso durante un brevelapso de tiempo o a largo plazo, sino tambien pronunciarse sobre cambioshabidos en las condiciones del proceso o modificaciones mecanicas.
2.1.3. Estabilizacidn del proceso
La estabilizacidn del proceso permite mantener de forma automBtica10s puntos de trabajo y tolerancias preestablecidas del proceso, compen-sando las influencias perturbadoras.
Operaciones tipicas de las tareas a realizar en el area de la estabiliza-cion del proceso es la regulation. Frente a la tecnica conventional de auto-matizacion, 10s sistemas basados en conocimientos adquiridos permitenincluir un gran numero de magnitudes de proceso, con lo cual puede inter-venirse en el mismo de forma mucho mas Clara y precisa.
SEPTIEMBRE 1997 N.” 775 1171

Alimentacidn estabde materialfj *esco
lilizada
i fcomportamientorre de1 material
Fuerte reduccidn de lasIjluctuaciones de agarre
P I D R.&r MCE System*
Figura 8. Tendencia: Alimentacih material fresco al POLICOM
Para garantizar de la mejor forma posible el mantenimiento de 10srequerimientos de calidad a cumplir en las fabricas de cemento, 10s siste-mas modernos, ademas de regular 10s caudales, temperaturas y rendi-miento, evaluan 10s resultados actuales de 10s analisis de calidad. Al recibirnuevos analisis se comprueba automaticamente si se han producido des-viaciones frente al valor consigna y si deben modificarse magnitudesimportantes de ajuste.
2.1.4. Optimizacidn de/ proceso
La optimizacidn de/ proceso in&ye el reconocimiento y el ajuste de/OS puntos de servicio dptimos para el funcionamiento de una instalacidn.Esta pude realizarse bajo criterios econdmicos o de tknicas de proceso.
Debido a que en las fabricas de cement0 las condiciones de operationvarian con frecuencia, el POLEXPERTB concibe la optimization del procesono coma una selection de valores consigna fijos, sino coma una busquedaconstante del area optima de trabajo actual. El modo de trabajo de lasregulaciones integradas esta disenado de forma que las mismas puedanadaptar su conducta de regulation al punto de servicio de la instalacion.Comparandolo con un regulador PID normal, significa que la estructura y10s parametros de regulation de este ultimo deberian de ser modrficadosconstantemente en funcion del proceso para alcanzar la misma calidad deregulation que la conseguida por el sistema POLEXPERTB.
1 1 7 2 CEMENT0 - HORMIGON

Como si de una buena operation de la instalacion se tratara, 10s siste-mas reconocen 10s puntos criticos de operation y evitan la marcha de lainstalacion en esta zona. Para ello pueden archivar automaticamente lasmagnitudes variables en un archive de parametros, teniendo en cuenta 10scriterios de calidad a mantener. Para la regulation de calidad significa esto,por ejemplo, que las intervenciones en el proceso efectuadas por POLEX-PERT@ son valoradas, y aquellos ajustes reconocidos coma “optimos” sonaprendidos y utilizados automaticamente para la operation.
Presion enfriador ccimara I:Indicio de un nivel constante
-de la cupa:presidn estable de la ccimarade1 enffiador
Buenos resultados de usevor:temperatura de1 clinker quegae en el horno, en jiincidn de1ns tado
Figura 9. Tendencia: Enfriador de parrilla
2.1.5. Seguridad del proceso
La seguridad del proceso representa la totalidad de /as medidas aplica-das para evitar estados peligrosos para la instalacidn y/o para el desarrollodel proceso, a fin de proteger hombres e instalaciones.
Durante la marcha diaria de la instalacion no siempre existen condicio-nes ideales de funcionamiento. Al contrario, por regla general suelen pre-sentarse con mayor 0 menor frecuencia situaciones relativamente criticas.Es por ello que 10s sistemas modernos de conduction de proceso incluyenmodules que se encargan de funciones importantes en el area de la seguri-dad del proceso. Estas funciones no deben ni pueden compararse con lasde un sistema de mando. Frente a este, 10s sistemas de automatizacion nosolo observan las seriales de proceso para, en case necesario, realizar des-conexiones de seguridad, sino que intervienen en el proceso con tanta
SEPTIEMBRE 1997 N.” 775 1173
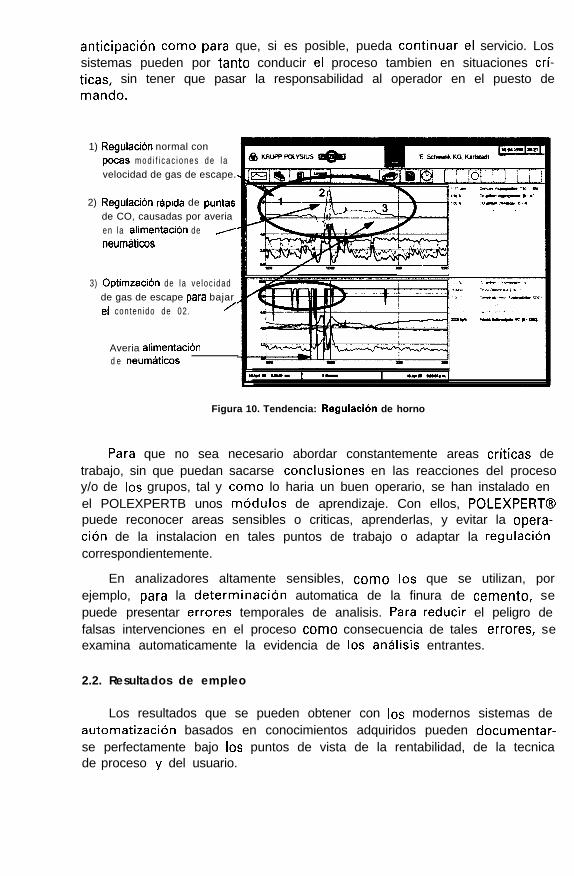
anticipation coma para que, si es posible, pueda continuar el servicio. Lossistemas pueden por tanto conducir el proceso tambien en situaciones cri-ticas, sin tener que pasar la responsabilidad al operador en el puesto demando.
1) Regulacih normal conpocas m o d i f i c a c i o n e s d e l avelocidad de gas de escape.
2) Regulacih rapida de puntasde CO, causadas por averiaen la alimentacih de Hneumtiticos
3) Optimzacibn de la ve loc idadde gas de escape para bajarel con ten ido de 02 . /
Averia alimentacihd e neumhticos
Figura 10. Tendencia: Regulaci6t-t de horno
Para que no sea necesario abordar constantemente areas criticas detrabajo, sin que puedan sacarse conclusiones en las reacciones del procesoy/o de 10s grupos, tal y coma lo haria un buen operario, se han instalado enel POLEXPERTB unos modules de aprendizaje. Con ellos, POLEXPERTBpuede reconocer areas sensibles o criticas, aprenderlas, y evitar la opera-cion de la instalacion en tales puntos de trabajo o adaptar la regulationcorrespondientemente.
En analizadores altamente sensibles, coma 10s que se utilizan, porejemplo, para la determination automatica de la finura de cemento, sepuede presentar errores temporales de analisis. Para reducir el peligro defalsas intervenciones en el proceso coma consecuencia de tales errores, seexamina automaticamente la evidencia de 10s analisis entrantes.
2.2. Resultados de empleo
Los resultados que se pueden obtener con 10s modernos sistemas deautomatizacion basados en conocimientos adquiridos pueden documentar-se perfectamente bajo 10s puntos de vista de la rentabilidad, de la tecnicade proceso y del usuario.

2.2.7. Rentabilidad
En cuanto a la rentabilidad obtenida en las aplicaciones POLEXPERTBse han alcanzado considerables potenciales por increment0 de 10s rendi-mientos y/o por reduction de 10s consumes especificos de energia.
HornoAumento de produccih en un 2.5% a 5%Ahorro de combustible en un 2.5% a 5%Aumento duraci6n refract. en un 25% a 1009
MolinoAumento de produccih en un 2.5% a 109Reduccih consume esp.energia 2.5% a 109Reduccih desv.standard calidad 25% a 509
)I1
mix.
g&y(200;
t15%)13%)
(100%
Figura 11. Resultados del empleo (generales)
El grafico publicado a continuation muestra mas detalladamente 10srangos en 10s que se mueven, por ejemplo, 10s aumentos de production deinstalaciones de molienda. Las mejoras alcanzadas dependen del nivel deautomatizacion existente y del estado de la instalacion.
‘*I1 0
8
6
4
2
0
I Instaladn 1 Instalaci6n 2 Instalaci6n 3 Instalaci6n 4lnstalacb.k 51
0%H 5,o 4,5 8 , 0 10,o 5,5
Figura 12. Resultados del empleo: Ejemplos
SEPTIEMBRE 1997 N.” 775 1 1 7 5

Las figuras dadas a continuation muestran resultados del empleo, evi-denciando una disminucion del consume especifico de energia en unaprensa de cilindros (izquierda) y en un molino de bolas (derecha). Lasvariaciones registradas son facilmente reconocibles, no obstante que 10sahorros obtenidos difieren en funcion de 10s tipos de cement0 producidos.
0
- 24a
a- 1 0
- 1 2
-14
-1-Z-3-4-5-6-7-8
4
-10'-7,l - 1 3 6 46 - 1 4 3 4,3 476 45 46 Normahl-Mehl ti64ehl Kalk-t&h, Gllredwll
I%W -7.00 830 4.90 -1,25
Figura 13. Resultados del empleo: Ejemplos
Regulaciones implementadas de calidad han llevado a una evidentereduction de las fluctuaciones de calidad y abren mayores potenciales parauna nueva adecuacion de las especificaciones de calidad.
Muchas veces no es posible expresar en costo una reduction de des-gaste general. Estimaciones prudentes parten de ahorro de alrededor dealgunos miles hasta 100.000 US $ aiio coma consecuencia de un funciona-miento mas uniforme y menos propenso a averias. Considerando exclusi-vamente estos parametros economicos, el tiempo de amortization de 10ssistemas se situa entre uno a dos arias.
Paralelamente a las cifras caracteristicas economicas clave, se puedenobservar notables mejoras en la tecnica de proceso, es decir, en el compor-tamiento de marcha de las instalaciones. Ademas de una mayor regulari-dad en la operation y en la reincorporation automatica de la instalacionesdesde areas criticas, se han alcanzado muy buenos resultados con el arran-que automatico de 10s diferentes grupos principales, asi coma incrementosalcanzables en funcionamiento permanente.
2.2.3. Usuarios
En cuanto a 10s usuarios, cabe constatar que la instalacion adicionaldel sistema POLEXPERTO en un sistema de mando ya existente no necesi-to de un extenso entrenamiento suplementario del personal de servicios,
1 1 7 6 CEMENT0 - HORMIGON
gracias a su gran facilidad de manejo. Muy al contrario, se puede observaruna descarga de trabajo del mismo, debido a la funcionalidad que ofreceen temas coma la conduction automatica del proceso en todas las situacio-nes de servicio. la capacidad de adaptation a modificaciones del proceso,la ampliacion real de la capacidad de regulation estandar, la busqueda y elajuste automatic0 de puntos optimos de servicio y la reincorporation auto-matica de la instalacion desde puntos criticos de servicio. El tratamientosinoptico de la information, unido a un increment0 en la transparencia de10s procesos tecnicos, coma consecuencia de poder calcular on-line lasmagnitudes teoricas importantes del proceso, contribuye a un mejor enten-dimiento de 10s procesos. Todas estas caracteristicas, en suma, han contri-buido a la excelente acogida dispensada tanto por el personal de serviciocoma por 10s operadores de planta.
M C E
Figura 14. POLEXPERT-KCEIMCE: Lugar de aplicacih
RESUMEN
Par-tiendo de la situation real en el ambito de la conduction automaticade procesos, hemos presentado el sistema de automatizacion POLEX-PERT@ para mostrar el volumen de prestaciones actualmente disponiblesen 10s modernos sistemas de conduction de proceso basados en conoci-mientos. Este sistema se caracteriza por ofrecer las mas avanzadas tecni-cas de lnteligencia Artificial y 10s algoritmos de la tecnica de regulationconventional, con lo que todas las funciones de conduction del procesonecesarias para el mando pleno de instalaciones pueden ejecutarse de for-ma sencilla y facilmente comprensibles para 10s usuarios. Los modernossistemas de automatizacion, coma POLEXPERTB, se diferencian considera-blemente de 10s mandos SPS, de 10s sistemas Fuzzy y de 10s reguladores
SEPTIEMBRE 1997 N.” 775 1 1 7 7

convencionales o de las aplicaciones de sistemas expertos hasta ahoraconocidas, por su filosofia de automatizacion implementada, que se expre-sa tanto en el volumen de funcionamiento coma en su estructura, manejoy mantenimiento. POLEXPERTB permite, por tener en cuenta el esquemade pensamiento de 10s expertos, la creation de un archive de informationuniversalmente valido, reproducible, ampliable y de facil mantenimiento,asi coma la integration de todos 10s parametros relevantes que se puedenpresentar en el area de la conduction de procesos.
Base importante del exito de estos sistemas son las experiencias, pre-paradas, estructuradas y sancionadas correspondientemente por muchoscompetentes expertos, que estan memorizadas en 10s “archives inteligen-tes” sobre situaciones concretas y sobre las correcciones existentes en 10sprocesos importantes, asi coma sobre formas de actuation y comporta-mientos concretes en estados de proceso. Estas funciones permiten valorar,frente a las soluciones convencionales existentes, el estado de la instalacionde una forma segura y garantizan un funcionamiento de la misma al limitede su capacidad.
El POLEXPERTB permite una conduction del proceso en todos 10sregimenes de funcionamiento (arranque, marcha normal, parada, cambiode tipo de cemento, etc.) y distingue considerablemente por su funcionali-dad de 10s sistemas conocidos. Esta afirmacion es igualmente valida para10s modules inteligentes implementados para asegurar el funcionamientode la instalacion. Por vez primera es, por ejemplo, posible, sin necesidadde intervention por parte del personal de servicio , sacar las instalacionesautomaticamente de situaciones criticas (puntas de CO, vibraciones, sobre-cargas de grupos, etc.) y devolverlas a zonas de trabajo no criticas. Estoinfluye muy ventajosamente en la disponibilidad de las instalaciones, en elrendimiento, en el desgaste especifico y en el tiempo necesario que seinvierte en la vigilancia.
En relation al volumen de prestaciones realizado, el tiempo necesarioen el entrenamiento, asi coma en el mantenimiento y cuidado del software,es reducido. Los trabajos necesarios pueden realizarse por ingenieros opor tecnicos con conocimientos electronicos y/o de proceso.
Si valoramos el funcionamiento de largo plazo, hay que constatar que10s sistemas mantienen su plena capacidad, aun despues de varios anos deservicio. El tiempo necesario para mantener el sistema‘ es extremadamentereducido, limitandose en algunas aplicaciones a solo 10 a 40 horas poratio.
Un factor significante es el interrogante sobre la rentabilidad efectivade 10s modernos sistemas de conduction de procesos, pues sin la posibili-dad de obtener beneficios economicos es muy dificil que innovaciones
1 1 7 8 CEMENT0 - HORMIGON

tecnicas puedan prosperar en la practica. Los resultados de aplicaciondemuestran que, coma consecuencia de 10s aumentos de production y lasreducciones del consume especifico de energia conseguidos, el tiempo deamortization de estos sistemas es, por regla general, de tan solo uno a dosatios.
Finalmente, puede resumirse que con el desarrollo del POLEXPERTBse ha creado la base para continuar aumentando 10s niveles de automatiza-cion. En el recorrido hacia la meta pretendida por muchos operadores deinstalaciones de poder manejar la instalacion con solo apretar un baton,estos sistemas representan un paso de gigante. De ello dan fe 10s mas de40 sistemas vendidos a nivel mundial en un cortisimo espacio de tiempo.
BIBLIOGRAFIA
1. CLEMENS, P; HEPPER, R. Experiencias adquiridas con una instalacion de molienda combi-nada. Empleo de un sistema expert0 MCE, de Polysius. Conferencia ofrecida en las Jornadassobre Investigation y Desarrollo de Krupp Polysius AG, 1994.
2. HEPPER, R. Disetio de sistemas expertos para la conduction de procesos tecnicos toman-do coma ejemplo instalaciones de molienda en la industria del cemento. Disertacion, Univer-sidad Tecnica de Clausthal, 1995.
3. ALBERT 0. Solution de automatizacion de gran capacidad, basada en la experiencia parauna conduction inteligente de procesos. Reunion de la Asociacion de Productores de Cemen-to Alemanes, Leimen, abril de 1996.
4. HEPPER, Ft. Conduction inteligente de procesos en instalaciones de tecnicas de proceso.lnformes Tecnicos Krupp l/1996.
SEPTIEMBRE 1997 N.” 775 1 1 7 9