Pfc Hidrolisis Etileno
90
Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno MODELADO Y SIMULACIÓN DE UNA PLANTA DE PRODUCCIÓN DE ETANOL POR HIDRATACIÓN DIRECTA DE ETILENO PROYECTO FIN DE CARRERA Autor: Germán González Gil Tutor: Ángel L. Villanueva Perales Departamento de Ingeniería Química y Medioambiental Escuela Técnica Superior de Ingenieros Universidad de Sevilla Sevilla, Abril de 2011
-
Upload
angeles-villarreal -
Category
Documents
-
view
524 -
download
1
Transcript of Pfc Hidrolisis Etileno

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 1
MODELADO Y SIMULACIÓN DE UNA PLANTA DE PRODUCCIÓN DE ETANOL
POR HIDRATACIÓN DIRECTA DE ETILENO
PROYECTO FIN DE CARRERA
Autor: Germán González Gil
Tutor: Ángel L. Villanueva Perales
Departamento de Ingeniería Química y Medioambiental
Escuela Técnica Superior de Ingenieros
Universidad de Sevilla
Sevilla, Abril de 2011

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 2
1.- ÍNDICE
1.-ÍNDICE ..…………………………………………………………………………...........................................2
2.- ANTECEDENTES, ALCANCE Y OBJETIVOS ..…………………………………………………………......4
3.- RESUMEN ………………………………………..………………………………….....................................5
4.- RUTAS DE PRODUCCIÓN DE ETANOL
a. INTRODUCCIÓN ……………………………..……………………………………………….……….....7
b. ESTUDIO DE ALTERNATIVAS ………….……………………………………………….…..……….8
c. PRODUCCIÓN DE ETANOL VÍA HIDRATACIÓN DIRECTA DEL ETILENO ………….13
i. Química del proceso……………………………………………..……………..…..…..13
ii. Catalizadores……………………………………………………………………..….……..15
iii. Cinética de la reacción……………………………………………………..…....…….16
iv. Constantes de equilibrio…………………………………………………...………….17
v. Efectos de las variables del proceso……………………………..…………….…19
vi. Descripción del proceso industrial..…………………………….….……….……20
5.- MODELADO DEL PROCESO DE PRODUCCIÓN DE ETANOL VIA HIDRATACIÓN DIRECTA
DEL ETILENO
a. INTRODUCCIÓN………………………………………………………………………….…….……..23
b. DEFINICIÓN DE LA PLANTA A MODELAR Y SIMULAR
i. Producción a capacidad nominal.………………………..……....................23
ii. Descripción de la planta y diagrama de flujo……………………….……….24
c. DISEÑO DE LA PLANTA PARA LA CAPACIDAD NOMINAL
i. Datos de partida……………………………………………………………….…..……...31
ii. Metodología……………………………………………………...............................31
iii. Diseño de equipos…………………………………………………………………….…..38
iv. Comparativa con datos de referencia……………………….……….…..……..45
d. INTEGRACIÓN ENERGÉTICA DE LA PLANTA ……………………………….……..……...45
e. RESULTADOS DE LA SIMULACIÓN EN RÉGIMEN PERMANENTE…….….……….49
6.- ESTUDIO DE VIABILIDAD ECONÓMICA DE LA PLANTA
a. COSTES DE INVERSIÓN…………………………………………………………………..….……..50
b. COSTES DE OPERACIÓN ANUALES…………………………………………………………....53
c. ESTIMACIÓN DE LOS INGRESOS ANUALES POR VENTAS………………..….……..55
d. ESTIMACIÓN DEL COSTE DE PRODUCCIÓN………………………………….….……....55
e. MODELO FINANCIERO………………………………………..…………………….….………….56
f. RESULTADOS…………………………………………………………………………………………….58
7.- CONCLUSIONES…………………………………………………………………………………………………….61
8.- REFERENCIAS………………………………………………………………………………………………………..62

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 3
9.- ANEXOS
a. ANEXO A: TABLAS DE DATOS DE LAS CORRIENTES EN EL PUNTO DE
DISEÑO…………………………………………………………………………………………………....65
b. ANEXO B: TABLAS DE DATOS DE LOS EQUIPOS DISEÑADOS……………….…….72
c. ANEXO C: TABLAS DE RESULTADOS ECONÓMICOS EN EL PUNTO NOMINAL
DE DISEÑO……………………………………………………………………….………………………82

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 4
2.- ANTECEDENTESS, ALCANCE Y OBJETIVOS
El objetivo del presente proyecto es simular una planta de producción de
etanol mediante hidratación directa del etileno y, a partir de ella, calcular los
requerimientos energéticos que tendría y estudiar su viabilidad económica frente a la
ruta convencional de producción de etanol.
La elección de la vía de hidratación directa del etileno se debe a que el presente
proyecto es parte de uno de mayor envergadura que realiza el Grupo de Bioenergía de
la Universidad de Sevilla cuyo objetivo es el estudio de la producción de etanol por
rutas indirectas a partir de biomasa. Una de las posibles rutas consiste en transformar
la biomasa en gas de síntesis mediante gasificación para, posteriormente, sintetizar
metanol y éste a olefinas (en su inmensa mayoría etileno) que son finalmente
convertidas en etanol. Aún así, se describen y comparan brevemente otras rutas para
la producción de etanol como son la hidratación indirecta del etileno (tecnología
obsoleta que era la anteriormente usada a la propuesta aquí) y la fermentación de
azúcares de plantas (forma de producción de etanol más importante en la actualidad,
concentrando un 95% de la producción mundial). El etanol obtenido ha de poder ser
usado como combustible de vehículos a motor [ACE08].

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 5
3.- RESUMEN
En este capítulo se trata de resumir todo el trabajo realizado a lo largo de la
elaboración del proyecto.
Como punto de partida se estudian las diferentes alternativas posibles para la
producción de etanol deshidratado. Una vez analizadas las distintas alternativas se
decide decantarse por la vía de la hidratación directa del etileno. La descripción
detallada del proceso se realizará en el Capítulo 5, pero a continuación se hará un
breve resumen del mismo.
Una vez elegida la ruta que se desea emplear, se establece que la capacidad
nominal de la planta será de 200.000 toneladas al año de etanol deshidratado. Cuando
se tiene claro el proceso a seguir se comienza implementando en el software Aspen
Plus 2006.5 la planta descrita, que ha de operar con unas condiciones lo más similares
posibles a las de las plantas reales. Apoyándose siempre en Aspen, se realizan los
balances de materia y energía de cada una de las corrientes y equipos que componen
la planta, imprescindibles para un posterior análisis económico
Se estudia también la integración energética de la planta, es decir, las
posibilidades de aprovechamiento energético de las distintas corrientes y las
necesidades de energía extra en forma de calor o electricidad (si las hubiere). El
objetivo ideal sería conseguir que la planta sea autosuficiente, es decir, que no sea
necesario un aporte de energía exterior para que el proceso siga produciéndose
indefinidamente. La aportación de energía térmica extra se valora realizarla mediante
la quema de gas natural o la quema de biomasa.
Además, se calcula la función de beneficio de la planta a partir de las ganancias
producidas por la venta de productos (etanol y corriente de ligeros) y de materias
primas, corrientes de servicio y el gasto eléctrico. Esta función de beneficio se emplea
como factor objetivo a la hora de optimizar la producción.
Los principales resultados obtenidos durante le realización del proyecto
aparecen recogidos en la siguiente tabla:

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 6
Principales resultados obtenidos
Producción de Etanol (kg/h) 22888,29
Producción de ligeros (kg/h) 861,23
Concentración dietiléter en ligeros (%) 62,20
Caudal de purga (kg/h) 545,66
Concentración de etileno en purga (%) 95,60
Agua residual(kg/h) 2344,32
Consumo de Gas natural (Caso 1)(kg/h) 245,45
Consumo de biomasa (Caso 2)(kg/h) 695,01
Tabla 1. Principales resultados obtenidos.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 7
4.- RUTAS DE PRODUCCIÓN DE ETANOL
a. INTRODUCCIÓN
El alcohol etílico, cuya formula es CH3CH2OH, es uno de los compuestos
químicos orgánicos que contienen oxígeno más versátiles, siendo utilizado como
germicida, disolvente, anticongelante, combustible, para la elaboración de fármacos y
como intermedio para la producción de otros productos químicos. Asimismo, es un
componente funcional de las bebidas alcohólicas. La síntesis química del etanol se
realiza normalmente a partir de los recursos petrolíferos por hidratación del etileno
presente en ellos. Este etanol industrial ha encontrado un gran campo de aplicación.
El etanol industrial puede ser producido sintéticamente a partir del etileno o
mediante la fermentación de azúcar, celulosa o almidón. El segundo proceso copa el
95% de la producción mundial de etanol y se espera que su proporción siga creciendo
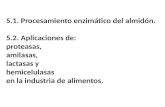
[CHR03]. La siguiente gráfica muestra cómo ha evolucionado con el tiempo esta
proporción (a partir del 2003 los datos son estimaciones):
Figura 1. Distribución de la producción de etanol con el tiempo.
Para la producción de etanol sintético a partir de etileno existen dos vías
alternativas:
-Hidratación indirecta del etileno: Se basa en la absorción de un gran volumen de
etileno en ácido sulfúrico concentrado, formándose etanol y algo de dietiléter (5-
10%) cuando la solución ácida es diluida con agua [COT61].
-Hidratación directa del etileno: Este proceso se creó como alternativa a la
hidratación indirecta del etileno para evitar el uso de ácido sulfúrico. La primera

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 8
planta comercial de etanol por esta vía data del año 1948 y pertenecía a Shell
[NEL54]. La vía hidratación directa del etileno para producir etanol ha desplazado
totalmente al proceso mediante hidratación indirecta desde 1970. Por tanto, el
presente texto se centrará en la producción de etanol sintético por hidratación
directa del etileno.
Las propiedades del etanol, tanto físicas como químicas dependen fuertemente
del grupo hidroxilo que dota de polaridad a la molécula. El alcohol en condiciones
normales es un líquido incoloro, volátil e inflamable. Es miscible en todas proporciones
con agua, acetona, benceno y otros disolventes orgánicos. El alcohol anhidro es
higroscópico, llegando a tomar agua hasta un 0,3-0,4% de su peso. La mezcla
azeotrópica de agua y alcohol se produce cuando hay un 95,57% p/p de alcohol y un
4,43% de agua. Esta es la máxima concentración de alcohol que se podría obtener en
una destilación normal. Para obtener un alcohol anhidro es necesario deshidratar el
azeótropo, cosa que se puede hace por diversos métodos. En los últimos años, el uso
de alcohol deshidratado como combustible ha sufrido un aumento exponencial
[CHR03].
La producción mundial total de etanol en 2008 fue de más de sesenta mil
millones de litros. El mercado del etanol sufre un crecimiento anual del 1,6%. La
producción del mismo por la vía de la deshidratación del etileno se ha vuelto
recientemente menos competitiva debido al aumento de los precios del etileno,
provocando el cierre de muchas instalaciones basadas en este proceso [NEX06].
La producción de alcohol sintético se concentra en las manos de unas pocas
multinacionales, siendo las más importantes Sasol (que opera en Sudáfrica y
Alemania), SADAF (Arabia Saudí), British Petroleum y Equistar (USA) [CHR03].
b. ESTUDIO DE ALTERNATIVAS
Existen dos rutas principales de producción de alcohol sintético a partir de
etileno, la vía mediante hidratación indirecta del etileno y la vía por hidratación directa
del etileno. Además se describe brevemente la ruta de producción de etanol más
usada en la actualidad; la fermentación de azucares procedentes de sustancias
vegetales para dar bioetanol.
-Vía hidratación indirecta del etileno: Se basa en la absorción de un gran volumen de
etileno en ácido sulfúrico concentrado, formándose etanol y algo de dietiléter (5-10%)

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 9
cuando la solución ácida es diluida con agua. La producción de éter se puede controlar
variando las condiciones (proporción etileno/ácido sulfúrico y condiciones de
hidrólisis). Los pasos a seguir en este proceso son las siguientes:
(1) Absorción de etileno en ácido sulfúrico concentrado.
CH2=CH2 + H2SO4 ↔ CH3CH2OSOH
2CH2=CH2 + H2SO4 ↔ (CH3CH2O)2SO2
(2) Hidrólisis.
CH3CH2OSOH + H2O ↔ CH3CH2OH + H2SO4
2CH3CH2O)2SO2 + H2O ↔ 2CH3CH2OH + H2SO4
(3) Reconcentración del ácido sulfúrico diluido.
(4) Deshidratación
TREN DE
ABSROBEDORES
HIDROLIZADORES
PURGA
TREN DE
DESTILACIÓNDESHIDRATADOREtileno
Agua
Gases
Desecho
Etanol
húmedo
Ácido
sulfúrico
Débil (50-60%)
Etanol
seco
EVAPORADORFORTIFICACIÓNÓleum
Ácido
sulfúrico
(96-98%)
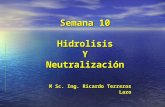
Figura 2. Diagrama de bloques del proceso de hidratación indirecta de etileno
La alimentación contiene entre 35 y 95% de etileno, y el resto de gases son
metano y etano. Algunos hidrocarburos insaturados son indeseables porque su
presencia lleva a la formación de alcoholes secundarios.
La absorción se lleva a cabo haciendo pasar a contracorriente el etileno a través
de ácido sulfúrico (95-98%) en un reactor de columna de borboteo a 80º C y 1,3-1,5
Mpa [BET26]. La absorción es exotérmica y se requiere refrigeración para estar por
debajo del límite a partir del cual se producen corrosiones [MOR51]. La absorción
aumenta cuando esta presente hidrosulfato de etilo [VALL51]. Este incremento se
debe a la mayor solubilidad del etileno en este compuesto que en ácido sulfúrico.
El absorbato que contiene los etilsulfatos mezclados es hidrolizado con agua
suficiente como para producir una solución ácida con un 50-60% de sulfúrico. La

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 10
mezcla de la hidrólisis es separada en una columna de stripping para dar por cola ácido
sulfúrico diluido y por cabeza una mezcla gaseosa de alcohol, éter y agua. Esta mezcla
que sale por cabeza es lavada con agua o hidróxido sódico diluido y posteriormente es
purificada por destilación [SHI37] [MUL57]
El principal subproducto de la reacción entre etanol y dietilsulfato es el
dietiléter. Varios métodos han sido propuestos para disminuir su formación,
incluyendo la separación del dietilsulfato en los productos de reacción [BAN49]. El
dietilsulfato no solo provoca la formación de dietiléter, sino que además hace más
difícil la hidrólisis a alcohol. La constante de equilibrio para la hidrólisis del hidrosulfato
de etilo es muy poco sensible a la temperatura, y el rendimiento de la reacción es
proporcional a la cantidad de ión hidrógeno [KRE10].
La reconcentración de ácido sulfúrico diluido (50-60%) es una de las
operaciones más costosas en la producción de etanol por esta vía. Un reboiler ácido
seguido de un sistema de evaporación a vacío de dos etapas, deja la concentración de
ácido entorno al 90%. Este ácido es luego llevado al 96-98% fortificándolo con 103%
óleum (ácido sulfúrico fumante)
La acumulación de materiales carbónicos en el ácido sulfúrico es uno de los
mayores problemas de la concentración ácida [LEC58]. Otro problema es la corrosión.
Los recipientes son de acero con bajo contenido en carbono y alineados con plomo o
ladrillo. Las tuberías suelen ser de plomo [CAR62].
- Vía hidratación directa del etileno: La hidratación de etileno a etanol es una relación
reversible controlada por el equilibrio:
CH2=CH2 + H2O ↔CH3CH2OH (g) H= -43,4 KJ/mol
Siendo el dietiléter el principal subproducto.
Existen numerosos catalizadores para la hidratación del etileno. La mayoría de
ellos son ácidos porque la reacción conlleva la presencia de carbocationes. De todas
maneras, solo catalizadores de ácido fosfórico soportados por tierras de diatomeas
(Celita), montmorrillonita, bentonita y sílicagel son de importancia industrial.
La conversión esta limitada para bajas temperaturas por el catalizador y para
altas temperaturas por consideraciones de equilibrio. Un aumento en la presión
incrementa la producción de etanol, pero presiones muy altas provocan la
polimerización del etileno.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 11
En el proceso de hidratación directa, un gas rico en etileno es comprimido,
combinado con agua de proceso, calentado hasta la temperatura deseada de reacción
y alimentado a un reactor de lecho catalítico (impregnado en ácido fosfórico) donde se
convierte a etanol.
El producto del reactor es refrigerado mediante un intercambiador de calor con
la corriente de alimentación al reactor y es separado en una corriente de líquido y otra
de gas. La corriente líquida va al sistema de refino del etanol y la corriente vapor es
lavada con agua para quitarle el etanol contenido en ella. Hay una pequeña corriente
de purga del etileno recirculado. El etanol es purificado mediante destilación en dos
etapas seguida de deshidratación.
REACCIÓNEtileno FLASH DESTILACIÓN DESHIDRATACIÓN
Agua
Ligeros
Etanol
Seco
Gases
Agua Etanol
Húmedo
Purga
LAVADORGases
Líquidos
Figura 3. Diagrama de bloques del proceso de hidratación directa de etileno
- Vía fermentación de azúcares: El etanol se produce por la fermentación de los
azúcares contenidos en la materia orgánica de las plantas. En este proceso se obtiene
el alcohol hidratado, con un contenido aproximado del 5% de agua [SHI06], que tras
ser totalmente deshidratado se puede utilizar como combustible.
Este bioetanol se obtiene a partir de la remolacha (u otras plantas ricas en
azúcares), de cereales, de alcohol vínico y de biomasa entre muchas otras materias
primas. En general, se utilizan dos familias de productos para la obtención del alcohol
[ULL07]:
- Azucares, procedentes de la caña (vías más desarrollada y rentable en la
actualidad) o la remolacha.
- Cereales, mediante la fermentación de los azúcares del almidón.
Un esquema general del proceso de producción del de bioetanol, muestra las
siguientes fases:

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 12
- Dilución: Es la adición del agua para ajustar la cantidad de azúcar en la mezcla o
(en última instancia) la cantidad de alcohol en el producto. Es necesaria porque la
levadura, usada más adelante en el proceso de fermentación, puede morir debido
a una concentración demasiado alta del alcohol [GON84].
- Sacarificación: La conversión es el proceso de convertir el almidón/celulosa en
azúcares fermentables. Puede ser lograda por el uso de la malta, extractos de
enzimas contenidas en la malta, o por el tratamiento del almidón (o de la celulosa)
con el ácido en un proceso de hidrólisis ácida [SCH77].
- Fermentación: La fermentación alcohólica es un proceso anaeróbico (en ausencia
de oxígeno) realizado básicamente por levaduras. A partir de la fermentación
alcohólica se obtienen un gran número de productos, entre ellos el alcohol
[AGR50].
- Destilación o deshidratación: Se separa el agua del alcohol mediante columnas de
destilación hasta la composición del azeótropo agua-etanol. Posteriormente se
deshidrata totalmente el etanol mediante tamices moleculares.
MAÍZ
TRIGO
CEBADA
SORGO
REMOLACHA
CAÑA AZÚCAR
MELAZA
MADERA
RSU
RESIDUOS DE
PODAS
ALMIDON
CELULOSAS
HIDRÓLISIS
HIDRÓLISIS
AZÚCARESFERMENTACIÓN
DESTILACIÓN
ETANOL
HIDRATADODESHIDRATACIÓN
ETANOL
DESHIDRATADO
Figura 4. Diagrama de bloques del proceso producción de etanol por fermentación de
azúcares
Otra alternativa a las cosechas dedicadas a fines energéticos, son los materiales
lignocelulósicos que ofrecen un mayor potencial para la producción de bioetanol, el
uso de residuos de procesos agrícolas, forestales o industriales, con alto contenido en
biomasa.
Estos residuos pueden ser residuos sólidos urbanos, paja de cereal, “limpias”
forestales, cáscaras de cereal o de arroz, entre muchos otros. Los residuos tienen la
ventaja de su bajo coste, ya que son la parte no necesaria de otros productos o

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 13
procesos, salvo cuando son utilizados en la alimentación del ganado. Los residuos
sólidos urbanos tienen un alto contenido en materia orgánica, como papel o madera,
que los hace una potencial fuente de materia prima, pero debido a su diversa
procedencia pueden muchas veces contener otros materiales cuyo pre-proceso de
separación podría incrementar el precio de la obtención del bioetanol. También
pueden utilizarse residuos generados en algunas industrias, como la papelera, la
hortofrutícola o la fracción orgánica de residuos sólidos industriales.
Los residuos de biomasa contienen mezclas de celulosa, hemicelulosa y lignina.
Así, para obtener los azúcares a partir de la biomasa, ésta es tratada con ácidos o
enzimas que facilitan su obtención. La celulosa y hemicelulosa son hidrolizadas por
enzimas o diluidas por ácidos para obtener glucosa, que es entonces fermentada. Los
principales métodos para extraer estos azúcares son tres: la hidrólisis con ácidos
concentrados [SHE86], la hidrólisis con ácidos diluidos [HAR85] y la hidrólisis
enzimática [WOR09].
El bioetanol obtenido a partir de azucares y almidón es llamado de primera
generación mientras que el alcohol obtenido a partir de lignocelulosa es llamado de
segunda generación.
c. PRODUCCIÓN DE ETANOL POR HIDRATACIÓN DIRECTA DEL ETILENO
En este apartado se describe con detalle cómo se produce la reacción principal
del proceso de hidratación directa del etileno para formar etanol y se nombran
brevemente las reacciones secundarias que este proceso conlleva. A continuación se
describen los distintos catalizadores de uso industrial empleados para producir la
reacción, su cinética (para uno de estos catalizadores), y su constante de equilibrio. Por
último se detallan y discuten los valores de las principales variables del proceso y éste
es ampliamente descrito.
i. Química del proceso
La hidratación de etileno a etanol es una reacción reversible controlada por el
equilibrio:
CH2=CH2 + H2O ↔ CH3CH2OH (g) H= -43,4 KJ/mol
Esta reacción sigue un mecanismo compuesto de cuatro pasos [NEL54]:
1) Formación del complejo mediante la adición de un protón a la molécula de

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 14
etileno.
2) Conversión del complejo a un carbocatión: Este paso es el más lento y por tanto
el que controla la reacción
3) Adición de agua al carbocatión:
4) Extracción de un protón del etanol protonado.
Industrialmente, esta reacción tiene lugar a una presión comprendida entre 6 y
8 Mpa y a unas temperatura de 250-300 ºC, obteniéndose una baja conversión por
paso (entre el 6 y el 8%), y una selectividad a etanol superior al 95%.
En los reactores dedicados a la hidratación directa del etileno se producen
también las siguientes reacciones secundarias de importancia:
- El dietiléter puede formarse a partir de alcohol o, inversamente, el éter puede
hidratarse para formar etanol.
2CH3CH2OH ↔ (CH3CH2)2O +H2O
Esta reacción se ve favorecida a bajas temperaturas. Por evitarla se recomienda una
temperatura mínima de la mezcla a la entrada del reactor de 250 ºC
- Si la alimentación de etileno tiene trazas de acetileno, se forma acetaldehído,
mediante la reacción:
C2H2 + H2O ↔CH3CHO
La formación de acetaldehído es particularmente indeseable porque conlleva la
posterior formación de crotonoaldehído [CAR62], que actúa como un veneno para los
catalizadores usados en la producción de etanol por hidratación directa del etileno. Por
ello que resulta conveniente una concentración máxima de acetileno en el etileno
alimentado del nivel de partes por millón [SMI58].
La reacción de formación del crotonoaldehído es la siguiente:
2CH3CHO ↔ CH3CH(OH)CH2CHO ↔ CH3CH=CHCHO + H2O
Una ppm de crotonoaldehído hace decrecer el tiempo del test del
permanganato de 60 a 30 min. El test del permanganato es un control de calidad
estándar de las impurezas oxidables de productos como el etileno, el etanol, el
metanol, la acetona, etc. Sin embargo, cabe remarcar que para su uso como
combustible, el etanol no tiene limitaciones en lo que a tiempo del test de
permanganato se refiere. Por tanto, los intentos de suprimir la formación de
cortonoaldehído en el proceso que aquí se muestra tienen como único objetivo el
evitar que éste envenene los catalizadores.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 15
Actualmente, los etilenos comerciales suelen tener muy baja concentración de
acetileno (entre 5 y 10 ppm), por lo que la formación de crotonoaldehído no supone
un problema. De todas maneras, ambos aldehídos pueden ser hidrogenados hasta sus
respectivos alcoholes saturados en el caso de que su concentración fuera lo
suficientemente elevada como para resultar perjudicial (lo cual como se verá más
adelante, no ocurre en este proceso).
CH3CHO + H2 ↔ CH3CH2OH
CH3CH(OH)CH2CHO + 2H2 ↔ C4H9OH
Estas reacciones de hidrogenación se ven favorecidas a temperaturas entre
110-210 ºC y altas presiones, aunque por cuestiones económicas se suele operar
alrededor de los 0,5 Mpa.
A altas presiones el etileno puede llegar a polimerizar, formándose
hidrocarburos con cadenas más grandes. Este fenómeno es apreciable a partir de
presiones de operación de más de 8 Mpa. Todos estos hidrocarburos insaturados son
convertidos a su correspondiente alcohol por hidratación.
ii. Catalizadores
A temperatura ambiente, la conversión a etanol por hidratación directa del
etileno es apreciable, pero la velocidad de reacción es extremadamente lenta. Un
incremento de temperatura desfavorece la proporción de alcohol, mientras que un
incremento de presión la favorece debido al menor número de moles en los productos.
Por todo ello es necesario el uso de un catalizador y de temperaturas relativamente
altas (250-300 ºC) para aproximarse al equilibrio en un periodo de tiempo
razonablemente bajo.
Existen numerosos catalizadores para la hidratación del etileno. La mayoría de
ellos son ácidos porque la reacción conlleva la presencia de carbocationes. De todas
maneras, solo catalizadores de ácido fosfórico soportados por tierras de diatomeas
(Celita) [EAS66], montmorrillonita [VEB67], bentonita [HIB68] y sílicagel [BP72] son de
importancia industrial. Hibernia-Chemie y Shell fabrican y suministran catalizadores de
ácido fosfórico que usan Celita (tierra de diatomeas calcinada) como soporte inerte
poroso [NEL51]. El soporte se impregna con una solución de ácido fosfórico de
concentración menor del 70% que luego es secada hasta dar una concentración del
ácido del 75-85 %. De esta manera, no se desprende ácido del soporte. El factor que
más afecta a la actividad catalítica es la concentración del ácido fosfórico (función de la
temperatura de operación y de la presión de vapor) en los poros del soporte. Si la
concentración cae, la conversión baja; si la concentración se vuelve demasiado elevada

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 16
se produce una creciente tendencia a la polimerización del etileno.
Los óxidos de aluminio y hierro presentes en la Celita han de ser eliminados ya
que reaccionan con el ácido fosfórico. Esto conllevaría el cracking del etileno, pérdida
de fuerza del soporte y acumulación de finos que da lugar al taponamiento del reactor.
La eliminación de estos óxidos se realiza pretratando el soporte con ácidos clorhídrico
o sulfúrico [SMI58]. Esto consigue un catalizador que opera a temperaturazas bajas,
proporciona mayores conversiones y tiene una vida más larga. Tratar el soporte
previamente con vapor recalentado a 250-260 ºC mejora las propiedades mecánicas
del catalizador [HAG69]. Calentar el soporte catalítico hasta 700-1000 ºC ha sido
también recomendado ya que aunque perjudica la actividad y la selectividad, asegura
una buena sujeción del ácido fosfórico al soporte.
Para la aplicación comercial del catalizador es igualmente importante la vida de
éste. La disminución de actividad del catalizador se produce por las pérdidas de ácido
que se desprende del soporte debido al movimiento de los fluidos y por las pérdidas de
ácido debido a la volatilización del mismo como trietilfosfato. La bajada de la actividad
puede ser contrarrestada añadiendo ácido fosfórico al catalizador durante su uso. Un
catalizador sujeto periódicamente a una adición de ácido podría permanecer en
servicio indefinidamente [NEL51]. Una reciente patente de Shell establece que se
requiere una completa reimpregnación de ácido fosfórico cada doscientos días
[SMI58].
La longevidad del catalizador requiere también un material soporte que no se
derrumbe o desintegre durante su preparación y uso. Bentonitas y montmorillonitas
extraídas con HCl para reducir su contenido en aluminio tienen mejores propiedades
mecánicas y mayor absortividad del ácido que la celita [RIN72]. El carbón poroso
también es un soporte duradero para el ácido fosfórico [EST66]. Por el contrario, el
sílica gel normal sufre una rápida desintegración y sus propiedades mecánicas no son
buenas, aunque las últimas patentes de silica geles especiales proporcionan mejores
propiedades mecánicas y mayor microporosidad [DAL56].
iii. Cinética de la reacción
La formación del ión carbonio es el paso controlante. La cinética de la reacción
de hidratación del etileno ha sido investigada para un catalizador de oxido de
tungsteno-silica gel, y la energía de activación determinada fue de 125 Kj/mol [ROB56]
[WIN49]. La cinética sobre un catalizador de silica gel y ácido fosfórico se puede
simplificar mediante la siguiente ecuación:

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 17
Vreacc= K1(Pe - Pa/PwKf)
Siendo:
K1: constante cinética de la reacción.
Pe: presión parcial de etileno.
Pa: presión parcial de etanol.
Pw: presión parcial de vapor de agua.
Kf: constante de equilibrio.
iv. Constante de equilibrio
A las presiones usadas en la producción de etanol (6,1-7,1 Mpa), la cantidad de
alcohol por paso está limitada por consideraciones de equilibrio [GEL60]. Este hecho
ha centrado la atención en la determinación de las constantes de equilibrio y la
conversión por paso. Los resultados son los siguientes:
Log Kf= 2132/T - 6,241
Ff=28,6/T - 9,740
Donde:
f: fugacidad
Kf: constante de equilibrio.
Ff: energía libre de Gibbs basada en la fugacidad.
Las siguientes gráficas muestran cual es la conversión de equilibrio de etileno
en función de la temperatura y a distintas presiones. En la primera, los datos que se
observan son los proporcionados por la bibliografía [KIR07], mientras que en la
segunda se reflejan los datos obtenidos en Aspen.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 18
Figura 5. Conversión de equilibrio teórica de etanol
Figura 6. Conversión de equilibrio de etanol en Aspen
Como se puede apreciar, los datos obtenidos en el simulador son muy
similares a los reales.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 19
A continuación se muestran cuales son las selectividades de etileno a etanol
teóricas [KIR07] y las obtenidas con Aspen para una presión de 7,1 Mpa.
Figura 7. Selectividad de etileno a etanol teórica y en Aspen
v. Efecto de las principales variables del proceso
Las principales variables del proceso en plantas de producción reales que
operan con catalizadores de ácido fosfórico quedan resumidas en la siguiente tabla
[ROB56] [MUL57]:
Condición Valor
Temperatura, ºC 265
Presión, Mpa 7,115
Velocidad espacial (en condiciones estándar), h-1 1727
Proporción molar etileno-agua a la entrada del reactor 1,2
Conversión por paso, % 6,18
Selectividad, % 96
Tabla 2. Principales variables del proceso
La temperatura ideal es aquella para la que la producción de etanol es máxima.
La conversión esta limitada para bajas temperaturas por el catalizador y para altas
temperaturas por consideraciones de equilibrio.
Un aumento en la presión incrementa la producción de etanol, pero presiones
muy altas provocan la polimerización del etileno. Por lo tanto hay una ventaja en
aumentar la presión, pero hasta cierto punto.
Incrementar la velocidad espacial aumenta la producción de etanol, pero a

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 20
costa de incrementar también los costes de recirculación.
i. Descripción del proceso industrial.
La producción de etanol por hidratación directa del etileno es un proceso que
se ha realizado a escala industrial durante varias décadas, habiendo sufrido cambios
significativos debido al desarrollo de nuevas tecnologías, materiales y catalizadores, así
como a los bruscos cambios del precio de las materias primas derivadas del petróleo.
Sin embargo, desde la década de 1980, prácticamente todas las industrias de
producción de etanol por esta vía siguen un proceso similar al que se describe a
continuación.
Un gas rico en etileno es comprimido, combinado con agua de proceso
(desionizada), calentado hasta la temperatura deseada de reacción y pasado por un
reactor de lecho catalítico (impregnado en ácido fosfórico) para formar el etanol. Los
reactores utilizados para este proceso son de lecho fijo, a través del cual se hace pasar
la corriente fluida reaccionante. Hay que cuidar especialmente que no haya agua en
forma líquida que pueda arrastrar ácido fosfórico. Como siempre se pierde una
pequeña cantidad de ácido fosfórico, la continua renovación de este es imprescindible.
Esto puede realizarse de manera continua o periódica añadiendo el ácido pulverizado
sobre el lecho fijo. Existen patentes de reactores para el proceso de hidratación directa
del etileno de Eastman Kodac Co. [STA71] y de Hibernia-Chemie [EST75].
El vapor que abandona el reactor está un poco más caliente (de 10 a 20 ºC más)
que el que entró debido a que la reacción es ligeramente exotérmica. Una pequeña
parte del ácido presente en el catalizador sale con la corriente gaseosa, siendo
neutralizado mediante la inyección de una solución diluida de hidróxido sódico.
El producto del reactor es refrigerado mediante un intercambiador de calor con
la corriente de alimentación al reactor y es separado en una corriente de líquido y otra
de gas. La corriente líquida va al sistema de refino del etanol y la corriente vapor es
lavada con agua para quitarle el etanol contenido en ella. El producto crudo se recoge
en el sumidero del lavador y contiene entre un 10 y un 25% en peso de alcohol. Es
descomprimido para recuperar el etileno disuelto, que es recirculado. Hay una
pequeña corriente de purga del etileno recirculado para prevenir la acumulación de
impurezas indeseables en el gas. La corriente de purga es devuelta a la planta de
etileno o quemada.
El etanol es purificado mediante diversas destilaciones para obtener un 95%

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 21
volumétrico de alcohol (azeotrópico). Previamente a la destilación, el etanol puede ser
catalíticamente hidrogenado para convertir acetaldehído y aldehídos más pesados en
sus respectivos alcoholes. Un 2% de dietiléter se forma como subproducto, y puede ser
fácilmente purificado y vendido con la corriente de ligeros de la destilación extractiva,
o puede ser recirculado al reactor.
El azeótropo puede ser deshidratado mediante resinas intercambiadoras de
iones, destilación azeotrópica o tamices moleculares para producir un alcohol anhidro.
La tecnología que se ha impuesto en los últimos años es el uso de tamices moleculares
de 3Å hechos a partir de zeolitas sintéticas (o alúmina activa).
El agua de proceso recuperada en el proceso de refino puede ser recirculada al
sistema de reacción. Esto reduce de agua fresca de alimentación hasta menos de un
quinto del total del agua alimentada al reactor. Recircular el agua de proceso también
reduce la cantidad de agua efluente, disminuyendo así las pérdidas de etanol y la
carga contaminante.
Los recipientes usados como reactores tienen un diámetro de más de 4 metros
y un volumen interno de más de 150 m3. Están cubiertos con cobre para protegerse
del ataque del ácido fosfórico. Los intercambiadores de calor y las tuberías expuestas a
ácido fosfórico están hechas (o recubiertas) con cobre o aleaciones de cobre [EST64].
El resto de los equipos está hecho de acero [HUL70].

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 22
Figura 8. Diagrama básico del proceso industrial

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 23
5.- MODELADO DEL PROCESO DE PRODUCCIÓN DE ETANOL VIA HIDRATACIÓN
DIRECTA DEL ETILENO
a. INTRODUCCIÓN
El proceso de producción de etanol vía hidratación directa de etileno ya se ha
descrito a grandes rasgos en el apartado anterior. En este apartado se procede a
describir detalladamente el proceso, así como su modelado con el simulador Aspen
Plus 6.5.
Los procesos para la obtención de etanol a partir de la hidratación directa del
etileno que se describen en la bibliografía difieren en pequeños detalles, como por
ejemplo, la forma de destilar o el qué hacer con la purga, pero sin embargo todos
siguen un mismo esquema general [TUR07]: Compresión, reacción, descompresión,
gases se purgan y recirculan y líquidos se destilan y deshidratan. El seguimiento de este
esquema básico, implementado con datos reales de plantas que producen este tipo de
etanol y completado con el diseño de equipos auxiliares como bombas, mezcladores,
etc. es el objetivo del modelado realizado.
En Aspen Plus hay que partir de unos datos determinados según el modelo que
proporciona el programa para cada equipo y que serán necesarios para la correcta
simulación de la planta. Los datos que solicita el programa en cada caso se
corresponden con el número de grados de libertad de cada equipo.
Además Aspen cuenta con diversas herramientas de diseño que facilitan los
cálculos de diseño para unas condiciones de entrada y salida determinadas.
d. DEFINICIÓN DE LA PLANTA A MODELAR Y SIMULAR
i Producción a capacidad nominal
La planta se diseña para una cierta capacidad nominal. En este caso, se
determina que la producción anual de etanol ha de ser de 200.000 tn, ya que según la
bibliografía estudiada [CHR03], es el tamaño de planta más rentable para la
producción de etanol por hidratación directa de etileno. Esto implica que, para un
rendimiento global del 92%, hacen falta 131.645 tn/año de etileno. Las otras dos
corrientes de salida son la purga (3793,82 tn/año), que es en su inmensa mayoría
etileno y la corriente de ligeros (7544,37 tn/año) formada principalmente por dietiléter
(principal subproducto en el reactor), etileno y pequeñas cantidades de gases ligeros

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 24
que están presentes en la corriente de entrada de etileno como pueden ser metano,
etano, nitrógeno, etc.
Para obtener esta producción es necesario diseñar los equipos con la capacidad
de tratar la corriente de proceso, así como corrientes de servicio que permitan llevar,
en cada caso, a la corriente principal a las condiciones de presión y temperaturas
necesarias a cada equipo. Estos flujos de corriente se calculan durante el diseño de la
planta para cumplir las condiciones que se fijan en el apartado de las especificaciones.
ii. Descripción de la planta y diagrama de flujo
La planta en la que se va a llevar a cabo el proceso de producción de etanol por
hidratación directa del etileno consta de los equipos necesarios para llevar a cabo los
procesos básicos de reacción y separación que la conforman.
El etileno alimentado a la planta proviene de un proceso criogénico y por ello
se encuentra en estado líquido, a una presión moderada y a baja temperatura. 16 atm
y -35,7 ºC fueron las condiciones usadas, ya que se encuentran dentro de los valores
típicos de salida del etileno en plantas de producción del mismo, que son [AME08]:
Condición Mín. Máx
Presión (atm) 14,6 18
Temperatura (ºC) -40 -28,9
Presión (psig) 200 250
Temperatura (ºF) -40 -20
Tabla 3. Rango de valores típicos de P y T en corriente de etileno.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 25
Las especificaciones del etileno para uso industrial varían muy poco con el
suministrador y pueden resumirse en la siguiente tabla [SAB09]:
Componente Especificación Unidades
Etileno 99.5 %
Oxigeno 20 ppmv
Dióxido de carbono 50 ppmv
Monóxido de carbono 10 ppmv
Etano 1000 ppmv
Metano 500 ppmv
Nitrógeno 80 ppmv
Acetileno 5 ppmv
Humedad 2 ppmv
Tabla 4. Composición del etileno comercial
El oxígeno, nitrógeno, monóxido, dióxido, etano, metano y agua actúan como
inertes en el proceso, mientras que como se comentó anteriormente el acetileno
puede reaccionar formando acetaldehído que puede derivar en la formación de
crotonoaldehído.
Este etileno se comprime y se mezcla con las dos corrientes de recirculación, la
de agua y la de etileno, conformando así la alimentación al reactor, alimentación que
ha de calentarse hasta la temperatura ideal de reacción (265 ºC). Esto se realiza en dos
fases; en la primera mediante un intercambio de calor con la corriente de salida del
reactor y en la segunda mediante un calentador, cuyo aporte de energía proviene o
bien de la quema de gas natural, o de biomasa.
Las condiciones industriales ideales para la operación del reactor son las
siguientes [ULL07] [EST72]:
Condición Valor
Temperatura, ºC 265
Presión, Mpa (atm) 7,115 (70,23)
Velocidad espacial, h-1 1727
Proporción molar etileno-agua a la entrada 1,2
Conversión por paso, % 6,18
Rendimiento por paso 5,98
Tabla 5. Valores de las condiciones ideales de operación
Esto indica que la temperatura del calentador debe fijarse a 265 ºC y que las

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 26
presiones de salida de bombas y compresor han de ser tales que contando con las
pérdidas de carga la presión de entrada al reactor sea 70,23 atm. Sin embargó, la
relación molar agua-etileno se varió con el objetivo de ahorrar energía (el agua tiene
que ser vaporizada) y se estableció en una proporción 3:1. Esto hace que las otras
variables sufran ligeras modificaciones, quedando las variables del reactor de la
siguiente manera [ULL07]:
Condición Valor
Temperatura, ºC 265
Presión, Mpa (atm) 7,115 (70,23)
Velocidad espacial, h-1 1727
Proporción molar etileno-agua a la entrada 3
Conversión por paso, % 6,18
Rendimiento por paso 5,96
Selectividad a etanol, % 96,6
Selectividad a dietiléter, % 3,4
Tabla 6. Valores de las condiciones escogidas para el reactor
Las reacciones que tienen lugar en el reactor son las siguientes:
CH2=CH2 + H2O ↔CH3CH2OH (1)
2CH3CH2OH ↔CH3CH2)2O +H2O (2)
C2H2 + H2O ↔CH3CHO (3)
2CH3CHO ↔ CH3CH(OH)CH2CHO ↔ CH3CH=CHCHO + H2O (4)
Esto, junto con los datos de conversión y selectividad de la tabla anterior
proporciona la cantidad formada tanto de etanol como de dietiléter. Después de
consultar la bibliografía [LEV98] y de hacer pruebas de equilibrio en Aspen para
determinar la conversión de acetileno a crotonoldehído, se llego a la conclusión de que
a la temperatura y presión de operación del reactor, todo el acetileno se convertía en
acetaldehído pero solo una pequeña parte de éste (un 0,2%) se transformaba en
crotonoaldehído. El crotonoaldehído tiene dos isómeros, pero en su inmensa mayoría
se encuentra siempre en la forma cis-crotonoaldehído.
En el reactor se produce una pérdida de carga de unas 0,8-1 atmósferas. Para el
modelado se estableció en 0,8 atm el valor de esta pérdida de carga
Según datos consultados [ULL07] en la corriente de salida del reactor hay un 2%
p/p de dietiléter formado como subproducto (2% también en el modelado con Aspen).
Además, la corriente gaseosa ha de sufrir un incremento de temperatura de unos 20-
30 ºC [KIR07], que en la simulación fue de 33,3 ºC.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 27
A continuación, la corriente de salida pasa por el intercambiador y luego es
despresurizada por medio de una serie de válvulas hasta llegar al flash. Esta separación
se hace a 54,6º C y 13 atm, para optimizar la recuperación de etanol líquido por fondos
sin que se pierda excesivo etileno por ellos y posibilitando que la energía para
recomprimir más adelante el gas de recirculación sea lo más baja posible. Estas
condiciones se eligieron después de realizar numerosas pruebas con el simulador
Aspen, imponiendo como condición mínima una recuperación de etanol por fondos del
80% con una concentración de entre el 25 y el 35% [ULL07]
Además, la mayor parte del dietiléter ha de irse por cabeza ya que se pretende
recircularlo al reactor para evitar que se forme más. Un 81,77% del etanol de la
corriente de entrada se recupera por fondos con una concentración de alrededor del
32,1% p/p.
La fracción gas, que sale por la parte de arriba del flash, es sometida a un
lavado con agua para recuperar la mayor parte del etanol que queda presente en la
corriente. La recuperación global del alcohol ronda el 99,5%, por lo que de la fracción
de etanol que queda ha de recuperarse en un 97% (0,8177 + 0,1823x0,97 = 0,995). La
concentración de etanol a la salida del lavador puede variar entre el 10 y el 25 %
[ULL07], estando el punto óptimo entre 12 y 14% p/p. Para la simulación se fijó un
13,9% p/p de etanol.
Estos dos datos definen el diseño del lavador, ya que especificando la
recuperación de etanol deseada (97%) variando para ello la cantidad de agua de
entrada, solo queda ir probando con distinto número de etapas hasta que la
concentración de etanol a la salida del lavador sea de un 13,9%.
La corriente gas que sale del lavador (en su mayor parte etileno) es purgada en
una pequeña cantidad para evitar la acumulación de inertes en el reactor,
recomprimida, mezclada con la alimentación fresca y el agua de recirculación e
introducida de nuevo en el reactor. La corriente de recirculación tiene que cumplir dos
condiciones según el proceso descrito en la bibliografía [KIR07]. Su concentración de
etileno no puede bajar del 85% p/p y el porcentaje de inertes a la entrada del reactor
debe ser alrededor del 1% p/p. Estos dos requerimientos llevan a que la purga suponga
un 0,19% del total de la corriente gaseosa de salida del lavador, con una concentración
de etileno en la corriente de recirculación del 95,6% p/p y un porcentaje de inertes a la
entrada del reactor del 1%. La corriente de purga se devuelve a la planta de etileno

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 28
para ser purificada, pero esto está fuera del alcance del proyecto.
La fracción líquida a la salida del lavador se mezcla con la del flash formando
una mezcla con un 26% p/p de etanol y pasan al proceso de purificación del alcohol
que consta de dos etapas, una primera columna en la que se eliminan los ligeros
(principalmente dietiléter) y otra en la que se produce la concentración de etanol.
Ambas columnas son de platos perforados.
En la columna de ligeros se elimina el dietiléter y las cantidades remanentes de
etileno y demás gases que permenecen como inertes en el proceso. La diferencia de
volatilidades entre el dietiléter y el etanol es lo suficientemente grande como para que
se recupere un alto porcentaje de dietiléter sin que salga etanol por la cabeza de la
columna y sin que se dispare el número de etapas o la relación de reflujo en la
columna. Lo que determina la cantidad de dietiléter a eliminar en la columna de ligeros
es la especificación de que la corriente de etanol a la salida de la columna de
concentración ha de tener una pureza mínima del 99,2%. Esto obliga a que la cantidad
de dietiléter mínima eliminada en la primera columna es del 84% perdiéndose
solamente un 0,01% de etanol. La corriente de ligeros compuesta por dietiléter en un
62,2% p/p y etileno en un 32,2% p/p, puede ser vendida ya que el dietiléter tiene
cierto valor en el mercado. La columna de ligeros opera a 1,8 atm (presión del
condensador), debido a que esta presión ha de ser ligeramente mayor que la de la
columna de concentración de alcohol, garantizando a su vez una buena separación
entre el etanol y los compuestos ligeros. El condensador es parcial y el número de
etapas de equilibrio es de 9 (los criterios de diseño se explican en el apartado C.iii),
alimentándose en la segunda etapa.
La segunda columna es la de concentración de etanol previa a la
deshidratación. Esta columna opera a 1,4 atm (en el condensador). Esta presión viene
impuesta a partir de la presión de operación en el tamiz molecular. El número de
etapas de equilibrio es de 39, alimentándose en la etapa 30.
En la columna de concentración la mayor parte del etanol ha de irse por
cabeza, por lo que se especificó que los fondos tuvieran una contenido residual de
alcohol del 0,05% p/p. Más problemático es fijar la concentración ideal de alcohol en
cabeza, ya que es necesario un balance económico que determine que parte del agua
ha de eliminarse en la columna y que parte en la deshidratación con tamices
moleculares. Un estudio [SRI86] demuestra que la concentración ideal de etanol a la
salida de la columna es de 92,4% p/p.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 29
La corriente rica en etanol pasa a ser deshidratada con tamices moleculares de
3 Å de tamaño. Las condiciones ideales para la deshidratación son 1,2 atm y 140 ºC
[KOR08]. El tamaño de la molécula de agua es de 2,8 Å por lo que se retendrá en el
tamiz mientras que el etanol, cuya molécula mide 4,4Å pasará a través de él. El uso de
etanol como combustible necesita de una cantidad de agua máxima en él de 0,3% p/p,
lo que implica que ha de eliminarse el 96% del agua de una corriente al 92,4 % p/p de
etanol para cumplir los requerimientos. Las trazas de sustancias cuya molécula es más
pequeña que la del agua, tales como N2 o CO, también son adsorbidas por los tamices
mientras que las que son más grandes de 3 Å salen con el etanol.
El agua, que sale por fondos de la columna de concentración, se comprime y se
mezcla con las dos corrientes de etileno formando la corriente de entrada al reactor.
Previamente una parte del agua se separa para garantizar a la entrada de reactor una
relación molar etileno/agua de 3 que como se especificó anteriormente es la ideal para
que se produzca la reacción. Por lo tanto, un 21% del agua ha de eliminarse de la
corriente de recirculación al reactor. De este 12,9%, una parte se recircula al lavador y
otra parte se tira. Según la bibliografía [ETH08] se conoce que en este tipo de
instalaciones se consumen alrededor de 0,5 toneladas de agua por tonelada de etanol.
Con esta condición, el porcentaje de agua que se tira es del 5 % de lo separado
anteriormente.
A continuación se muestra el diagrama de flujo de la planta, para una mejor
comprensión de lo anteriormente expuesto en este apartado:

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 30
Figura 9. Diagrama de flujo del proceso

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 31
C.- DISEÑO DE LA PLANTA PARA LA CAPACIDAD NOMINAL
En este apartado se definen primero las condiciones de entrada y salida de las
distintas materias primas secundarias necesarias. Posteriormente se explica cual ha
sido la metodología seguida para implementar la planta con Aspen y se detalla cómo
ha sido el diseño de los distintos equipos. Por último, se comparan los resultados
obtenidos en Aspen con los que proporciona la bibliografía para plantas reales.
i.- Datos de partida
Como ya se ha comentado antes, el principal dato de partida es que la planta se
diseña para una capacidad de producción nominal de 200.000 toneladas al año. Fijado
este caudal de producción y con las especificaciones mencionadas en el apartado
anterior se pueden calcular los caudales de las corrientes de servicio.
- Agua de enfriamiento (CW): es agua a 20º C y 4 bares de presión. Se considera que a
la salida del equipo el agua está a 80º C.
- Gas natural: Se considera un gas que en su totalidad está compuesto por metano y
que entra en la planta a una temperatura de 298º C.
- Biomasa: la biomasa empleada es una madera que entra en la planta a una
temperatura de 298º C, que contiene un 30% de humedad y con la siguiente
composición en base seca:
Elemento %
Carbono 50,93
Hidrógeno 6,05
Oxígeno 41,93
Nitrógeno 0,17
Ceniza 0,92
Tabla 7. Composición de la biomasa escogida
Su poder calorífico inferior es de 14,13 MJ/Kg
- Aire para combustión: Se considera que el aire proviene del ambiente y entra a la
planta a una temperatura de 298º C.
El resto de datos necesarios para los balances de materia y energía los obtiene
directamente el software para las condiciones calculadas y las bases de datos de las
que consta el programa.
ii.- Metodología
En el diseño de la planta se va a emplear una metodología basada en Aspen
Plus. Este programa es capaz de diseñar muchos equipos solo especificando las

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 32
condiciones de las corrientes de entrada y salida de los mismos.
Se pretenden simular, en la medida de lo posible, los equipos de la planta,
utilizando los datos de partida y las suposiciones expuestas. Para equipos más
complejos como pueden ser las torres de destilación, se basarán los cálculos en datos
encontrados en la bibliografía para plantas similares y se analizará como estos se
ajustan a la simulación.
Los equipos se van añadiendo poco a poco, al igual que las corrientes, y la
planta requiere que cada poco pasos la simulación sea corrida para no generar errores
y otros tipos de problemas. Los equipos se irán diseñando en el orden en el que
aparecen en el proceso de producción. Para que el dimensionamiento de la planta sea
correcto se asume una corriente de recirculación de agua de un caudal similar al que
se entiende se producirá a la salida de la segunda torre de destilación.
Los pasos a seguir para la realización del modelado son los siguientes:
1.- Compuestos considerados: hay que indicar en el apartado
Components/Specifications todos los componentes que van a aparecer en la planta en
un momento u otro, que son:
Componente
Etileno
Etano
Metano
Hidrógeno
Nitrógeno
Acetileno
Etanol
Dietiléter
Acetaldehído
Crotonoaldehído
Tabla 8. Sustancias presentes en la simulación
Además, para la simulación con biomasa en vez de gas natural hay que
introducir el componente complejo biomasa (Biomass), con la composición que se
detalló anteriormente y la ceniza (ASH).

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 33
2.- Elección del método termodinámico: Esta elección dependerá de las
sustancias que forman el proceso y de los rangos de presión y temperatura a los que se
trabaja. La elección es crucial, ya que una mala elección del método termodinámico
puede llevar a errores en la estimación de las propiedades de las sustancias que
degeneren en desajustes importantes en el cálculo global del proceso [CAR96]. En este
caso el método termodinámico elegido es el UNIQUAC, método ademado para tratar
mezclas binarias alejadas de la realidad como puede ser la de etanol-agua, cuya
separación es la parte fundamental del proceso. Es un método LACM de interacción
binaria, es decir, un modelo basado en el cálculo de coeficientes de actividad de las
mezclas no ideales de la fase líquida. Sin embargo, este método no es adecuado para
trabajar a altas presiones, y el loop de reacción de la planta diseñada se encuentra a
una presión elevada. Para los equipos contenidos en ese loop, el método
termodinámico específico escogido es el UNIQUAC-RK, que hace uso de las ecuaciones
de estado de Redlich-Kwong y que es apta para presionas más elevadas.
El simulador comercial Aspen Plus dispone de bases de datos de sustancias
puras, de mezclas multicomponentes, así como de métodos estimativos para poder
aplicar el método termodinámico seleccionado y calcular las propiedades necesarias
para llevar a cabo los balances de materia y energía.
Conviene comprobar si el método termodinámico escogido predecirá con
acierto las propiedades y el comportamiento de los componentes en la simulación.
Para ello Aspen contiene una herramienta que calculas las propiedades de sustancias
puras o mezclas (Tools/Análisis/Properties) y en la que se comprobó que el método
escogido era capaz de reconocer el azeótropo que aparece en la mezcla etanol-agua
3.- Especificaciones de equipos: En la siguiente tabla se muestran las principales
especificaciones de los distintos equipos de la planta. Para una explicación más
detallada ellos conviene consultar el apartado 6.C.iii.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 34
Equipo Especificación Notas
Compresor 1
Modelo: COMPRESSOR
Tipo: Isentrópico
Eficiencia mecánica: 100%
Relación de compresión:2,5
Eficiencia Isentrópica: 80%
Compresor 2
Modelo: COMPRESSOR
Tipo: Isentrópico
Eficiencia mecánica: 100%
Presión de descarga: 70,7 atm
Eficiencia Isentrópica: 80%
Adecua la presión a la presión requerida
de entrada al reactor (70,2 atm)
Bomba 1
Modelo: PUMP
Presión de descarga: 70,9 atm
Eficiencia:40%
Adecua la presión a la presión requerida
de entrada al reactor (70,2 atm)
Bomba 2
Modelo: PUMP
Presión de descarga: 13 atm
Eficiencia: 40%
Adecua la presión a la presión requerida
de operación del lavador (12,6 atm)
Bomba 3
Modelo: PUMP
Presión de descarga: 70,7
Eficiencia: 40%
Adecua la presión a la presión requerida
de entrada al reactor
Bomba 4
Modelo: PUMP
Presión de descarga: 5,9
Eficiencia: 40%
Adecua la presión a temperatura
necesaria del vapor
Bomba 5
Modelo: PUMP
Presión de descarga: 2,4
Eficiencia: 40%
Adecua la presión a temperatura
necesaria del vapor
Deshidratador
Modelo: SEP AP:0,07 bar.
Agua por corriente 34: 97% agua
entrada
Adecua concentración de agua en etanol
a las especificaciones (0,03%)
Reactor Modelo: RSTOIC.
AP: 0,8 atm Duty: 0
Columna de
ligeros
Modelo: RADFRAC
Cálculo: Equilibrio
Etapa alimentación: 2
Condensador: Parcial
Número de etapas: 9
Columna de
etanol
Modelo: RADFRAC
Cálculo: Equilibrio
Etapa alimentación: 30 Número
de etapas: 39 Condensador:
Parcial
Saca concentración de etanol ideal
(92,6%)
Lavador
Modelo: RADFRAC
Tipo cálculo: equilibrio Presión
operación: 12,6 atm.
Ajusta recuperación de etanol

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 35
Condensador: No
Equipo Especificación Notas
Flash 1
Modelo: FLASH.
AP:0,2 atm.
Temp:54,6 ºC
Flash2
Modelo: FLASH.
AP:0,2 atm.
Temp: 50 ºC
Intercambiador 1
Modelo: HEATER
AP: -3 psia
Temp corriente 36: 350 K
Intercambiador 2
Modelo: HEATER
AP: -3 psia
Temp corriente 5: 523 K
Intercambiador 3
Modelo: HEATER
AP: -3 psia
Temp corriente 9: 424,8 K
Intercambiador 4
Modelo: HEATER
AP: -3 psia
Temp corriente 17: 323 K
Intercambiador 5
Modelo: HEATER
AP: -3 psia
Temp corriente 19: 313 K
Adecua temperatura a la del agua de
lavado (293 K)
Intercambiador 6
Modelo: HEATER
AP: -3 psia
Temp corriente 33: 412,9 K
Adecua temperatura a la ideal del
deshidratador (413 ºC)
Intercambiador 7
Modelo: HEATE
R AP: -3 psia
Temp corriente 41: 313 K
Adecua temperatura a la del agua de
lavado (293 K)
Intercambiador 8
Modelo: HEATER
AP: -3 psia
Temp corriente 49: 441 K
Intercambiador 9
Modelo: HEATER
AP: -3 psia
Temp corriente 48: 432 K
Intercambiador 10
Modelo: HEATER
AP: -3 psia
Temp corriente 47: 430 K
Calentador
Modelo: HEATER
AP: -3 psia
Temp corriente 6: 538 K
Adecua temperatura a la ideal de
entrada del reactor (538 K)

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 36
Quemador etileno
Modelo: RGIBBS
Presión: 2 atm
Duty:0
Rgibbs considera todos los
componentes de la simulación
como posibles productos
Quemador GN
(Caso 1)
Modelo: RGIBBS
P:1,2 atm.
Duty: 0
Rgibbs considera todos los
componentes de la simulación
como posibles productos
Quemador
biomasa (Caso 2)
Modelo: RGIBBS
P:1,2 atm. Duty: 0
Rgibbs considera todos los
componentes de la simulación
como posibles productos
Elementos auxiliares Especificación Notas
Válvula descompr.
Modelo: Valve.
Tipo de cálculo: flash adiabático
para una presión de descarga
especificada. Presión de
descarga: 13 atm.
Adecua la presión a presión de operación
del lavador (12,6 atm)
Mezclador 1 Modelo: Mixer
AP:0
Mezcla todas las corrientes de entrada al
reactor
Mezclador 2 Modelo: Mixer
AP:0
Mezcla las corrientes de entrada al tren
de destilación
Separador purga
Modelo: Splitter
AP:0
Porcentaje másico por corriente
22(Purga): 0,19%
Adecua la composición de entrada al
reactor (menos 1% inertes)
Separador 1
Modelo: Splitter
AP:0 Caudal molar por corriente
43:2722 Kmol/h
Adecua la relación molar de entrada
etileno/agua al reactor (3:1)
Separador 2
Modelo: Splitter
AP:0
Porcentaje másico en corriente
39: 5%
Adecua la relación kg agua consumida/kg
de etanol producido
Tabla 9. Especificaciones de los equipos

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 37
4.- Especificaciones de diseño y calculadoras:
Las especificaciones de diseño aplicadas en la simulación han sido las
siguientes:
- Columna de lavado: Se especificó que, por cabeza, la recuperación másica de
etanol con respecto del que entra a la torre fuera de un 97%, para así fijar una
recuperación total del etanol entre la destilación flash y el lavador del 99,5%.
Esto se logra haciendo cambiar el caudal de entrada de agua al lavador
(Corriente 13)
- Columna de ligeros: Se impuso que, por cabeza, la recuperación másica de
dietiléter con respecto a lo que entra en la columna fuera del 84%, valor que
proporciona que el etanol a la salida del deshidratador tenga la pureza
requerida. Esto se logra variando la relación destilado alimentado.
- Columna de destilación de etanol: Este equipo cuenta con dos Design
Specifications. Primero se impuso que la pureza másica del etanol en la salida
por cabeza fuera del 92,4%, porcentaje óptimo económico según la bibliografía
estudiada [SRI86]. Esto se logra variando el ratio destilado/alimentación.
Después, para garantizar escasas pérdidas de etanol por fondos, se especificó
una recuperación másica por ellos del 0,05%. Esto se logra variando la relación
de reflujo.
Para cada caso estudiado, (Gas natural y biomasa), la simulación tiene una
calculadora. En ella, y a partir tan solo de datos de corrientes y equipos del
proceso importadas de Aspen tales como caudales, temperaturas, presiones,
potencias, etc. y algunos datos que proporciona la bibliografía, se procede al
diseño de todos los equipos que componen la planta. A partir de este
dimensionamiento, se calcula el coste base de cada uno de ellos. Una vez que
se conoce el coste base de los equipos que conforman la planta se puede llegar
a estimar el coste total de inversión de la misma, así como los costes de
operación fijos. Los costes de operación variables y los ingresos dependen
directamente de las entradas y salidas de materias primas y productos de la
planta (para lo cuál también se hace uso de la importación de variables de la
simulación en Aspen). Todo ello permite hacer el cálculo del coste de
producción.
Cuando se ha realizado todo lo descrito anteriormente se procede a
implementar el modelo financiero, que incluye el cálculo de la anualidad a
devolver, el análisis de la deuda y el análisis de flujos de caja.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 38
iii.- Diseño de los equipos
A continuación se van a describir los modelos utilizados para simular los
equipos en el simulador comercial Aspen Plus, explicando las opciones utilizadas,
los cálculos realizados y los resultados obtenidos para cada tipo de equipo.
Se comienza describiendo el diseño de los equipos más simples, como
bombas, mezcladores y divisores; y paulatinamente de equipos más complejos
hasta llegar a las torres de destilación y el reactor.
Los resultados finales del diseño de equipos, así como los datos de
partida están recogidos de forma detallad en el Anexo.
- Bombas de impulsión. PUMP
En este tipo de equipos se puede especificar el incremento de
presión, la presión de salida, el ratio del incremento de presión o la
potencia consumida por el equipo. También existe la opción de
introducir en el programa una curva de funcionamiento del equipo. En
caso contrario Aspen Plus toma una curva de su base de datos que se
adapte a las condiciones fijadas.
El dato del rendimiento proporcionado por la bomba es opcional, pero
para la planta modelada, y después de consultar la bibliografía [BAN94],
se estimó en un 40% el rendimiento de todas las bombas de la planta.
Esto proporciona un dato del consumo eléctrico más acorde con la
realidad.
- Equipos de mezclado. MIXER
En estos equipos no es necesario aportar ningún dato adicional,
aunque se pueden especificar pérdida de carga, y calor de mezclado.
- Equipos de división. SPLITTER
En este equipo se puede especificar el porcentaje (másico,
volumétrico o molar) de la corriente de entrada que sale por las de salida
o la cantidad total (másica, molar o volumétrica) que sale por estas
corrientes. Si el divisor tiene n salidas habrá que especificar n-1
corrientes.
Como dato adicional (aunque no obligatorio) se puede

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 39
especificar también la pérdida de carga.
- Válvulas de control. VALVE
Las válvulas son los elementos encargados de introducir
pérdidas de carga. En ellas se puede especificar la presión de salida o la
caída de presión producida. Para el caso que nos atañe, se consideran
adiabáticas todas las válvulas. La pérdida de carga estará delimitada por
la exigencia del proceso aguas arriba y aguas abajo.
- Compresor. COMPRESSOR
En este tipo de equipos se puede especificar el incremento de
presión, la presión de salida, el ratio del incremento de presión o la
potencia consumida por el equipo. También existe la opción de
introducir en el programa una curva de funcionamiento del equipo. En
caso contrario Aspen Plus toma una curva de su base de datos que se
adapte a las condiciones fijadas.
El dato del rendimiento proporcionado por el compresor es
opcional, pero para la planta modelada, y después de consultar la
bibliografía, se estimó en un 80% [SAI07] el rendimiento de todos los
compresores de la planta. Esto proporciona un dato del consumo
eléctrico más acorde con la realidad.
- Intercambiadores de calor. HEATER
En general, los datos de partida de los intercambiadores de calor
son las corrientes de proceso (o una de proceso y una de servicio) y el
objetivo buscado. Según el tipo de intercambiador de calor y si va a
haber o no cambio de fase, se determina para cada intercambiador el
coeficiente global de transferencia de calor U, según la bibliografía y los
valores típicos.
Para el caso del uso de corrientes de servicio, el calor a
intercambiar por las corrientes se puede calcular con un equipo HEATER,
y a partir de este dato, se puede estimar el flujo necesario de las
corrientes de servicio en cada caso.
Para el caso de intercambio de calor entre dos corrientes de
proceso, se colocan dos HEATERS (uno en cada corriente), desde uno de

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 40
los cuales sale una corriente de calor, debiendo de especificar en este
dos de los tres parámetros siguientes: Temperatura, presión y duty. Por
el contrario, en el HEATER al que le llega la corriente de calor solo es
necesario especificar una de las tres.
- Reactor. RSTOIC
Este equipo es un modelo de reactor de lecho fijo en el que se
producen unas reacciones levemente exotérmicas que aumentan
ligeramente la temperatura pero no tanto como para hacer necesaria la
refrigeración.
En los reactores RSTOIC se pueden especificar caída de presión,
temperatura de salida y el duty. En este caso conviene especificar el
duty y la caida de presión producida en el reactor, calculando Aspen la
temperatura de salida, que sufrirá un ligero incremento debido a la
exotermicidad.
Este tipo de reactores también requieren que se especifiquen las
distintas reacciones ocurrentes en ellos (especificando para ello su
estequimoetría), así como su extensión, pudiendo esta definirse como
una cantidad total de moles formados por unidad de tiempo o como un
conversión fraccional de los reactivos. Además, hay que especificar si las
reacciones que se producen en el reactor ocurren en serie o no.
Las reacciones implementadas en el reactor son las siguientes:
(1) CH2=CH2 + H2O ↔ CH3CH2OH
(2) 2CH3CH2OH ↔(CH3CH2)2O +H2O
(3) C2H2 + H2O ↔CH3CHO
(4) 2CH3CHO ↔ CH3CH(OH)CH2CHO ↔ CH3CH=CHCHO + H2O
Las conversiones por paso y las selectividades que se impusieron son las
correspondientes a la tabla 6. Las reacciones 1 y 2, y 3 y 4, ocurren en
serie.
Además, como datos opcionales a introducir se puede habilitar
una opción para que el reactor genere reacciones de combustión, se
puede pedir al programa que calcule el calor de reacción (así como este
puede ser introducido por el usuario) y también existe la posibilidad de
especificar la selectividad de los componentes para las distintas
reacciones.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 41
- Quemador purga. RGIBBS
Este equipo es un modelo de un quemador al que se le alimenta
una corriente que es en su mayoría etileno y otros compuestos,
identificando y calculando Aspen Plus los productos de esta combustión
y las propiedades físicas (como la temperatura) de la mezcla resultante.
El RGIBBS hace uso de la energía libre de Gibbs para identificar estos
posibles productos.
Para este tipo de reactores, es necesario especificar dos de los
siguientes parámetros: temperatura, presión y duty, habiéndose
especificado para este caso la presión de salida de la mezcla gaseosa (2
atm) y un duty de 0.
Si no se especifica lo contrario, el RGIBBS identificara como
posibles productos todos los componentes, pero también se puede
identificar posibles productos manualmente y especificar en que fase
aparece cada uno de ellos. En este caso se especificó que Aspen Plus
identificara a todos los componentes como posibles productos.
- Quemador gas natural y biomasa. RGIBBS
Este equipo es un modelo de un quemador al que se le alimenta
una corriente o bien de gas natural, o bien de biomasa, identificando y
calculando Aspen Plus los productos de esta combustión y las
propiedades físicas (como la temperatura) de la mezcla resultante. El
RGIBBS hace uso de la energía libre de Gibbs para identificar estos
posibles productos.
Para este tipo de reactores, es necesario especificar dos de los
siguientes parámetros: temperatura, presión y duty, habiéndose
especificado para este caso la presión de salida de la mezcla gaseosa
(1,2 atm) y un duty de 0.
Si no se especifica lo contrario, el RGIBBS identificara como
posibles productos todos los componentes, pero también se puede
identificar posibles productos manualmente y especificar en que fase

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 42
aparece cada uno de ellos. En este caso se especificó que Aspen Plus
identificara a todos los componentes como posibles productos para el
caso del gas natural, mientras que para el caso de biomasa se le
introdujo manualmente cuales eran los posibles productos.
- Deshidratador. SEP.
Este equipo es un modelo de un tamiz molecular de 3
armstrongs cuyo objetivo es retener el agua mientras deja pasar el
etanol. Se considerará que todo el etanol pasa por el deshidratador, y
que el 97% del agua es retenida. Para los compuestos cuyas moléculas
tienen un diámetro más pequeño que el del etanol, se considerara que
pasan en su totalidad por el tamiz, mientras que para los compuestos
con un diámetro mayor que el del agua, se supone que quedan
retenidos en su totalidad.
En el SEP, hay que especificar que porcentaje de cada
componente de entrada sale por cada corriente de la salida, o bien que
cantidad total sale por cada una de estas corrientes. También es
necesario introducir la presión resultante, o la caída de presión en el
equipo. Además, se pueden introducir muchos datos sobre cada una de
las corrientes, como su temperatura, fracción de vapor, etc.
- Separador. FLASH
El separador flash tiene como objetivo separar los componentes
más volátiles de una mezcla. Para ello se despresuriza la mezcla, y por
equilibrio, se produce la separación. Los parámetros que definen al
separador son dos, a especificar entre temperatura, presión y duty. Para
el caso que atañe se especifican temperatura (54,6 ºC) y caída de
presión (0,2 atm). De esta forma la corriente de proceso queda entorno
a las 12,8 atm.
Para estas condiciones, casi todo el etanol y el agua están en fase líquida
y el resto de los componentes se encuentran en su mayoría en estado
gaseoso.
- Lavador. RADFRAC
El lavador se modela como una torre de destilación, pero
especificando que tanto el condensador como el reboiler no están

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 43
incluidos. Es imprescindible especificar el número de etapas, en cual de
ellas entra cada corriente y las fases admitidas.
Tal y como se explicó en el apartado anterior, el número de
etapas se determina con los condicionantes de la recuperación global de
etanol y la concentración de éste a la salida del lavador. Así se llega a la
conclusión de que el número de etapas es de trece. En la etapa 1
(cabeza) se introduce el agua de proceso y se obtiene la corriente
gaseosa de producto. En la etapa 13 se introduce la corriente gaseosa
que proviene del separador flash y se obtiene la corriente de agua con el
etanol y pequeñas cantidades del resto de componentes.
En este caso el lavador es una torre de platos. Se definieron los
platos como platos perforados (Sieve) [PET91], con un espacio entre
ellos de 0,5 metros y con un porcentaje de flujo sobre el de inundación
del 80% . El diámetro de la torre se calcula mediante la herramienta
Tray Sizing , proporcionada por Aspen. Esta herramienta proporciona un
diámetro para el lavador de 3,24 m.
El lavador posee además una especificación de diseño, que es una
herramienta que proporciona Aspen para facilitar el cálculo de algunos
parámetros cuando se esta en la etapa de diseño del equipo, en la que
se impone que la recuperación de etanol en el equipo ha de ser del 97%,
modificando para ellos según sea necesario, la cantidad de agua de
proceso que entra en el lavador.
- Torres de destilación. RADFRAC
Las torres de destilación son un modelo RADFRAC (el más
detallado y realista que ofrece Aspen). En ambas se optó por un modelo
con condensador parcial, ya que se desea que la corriente de salida la
torre se encuentre en fase vapor y, así, ofrece mejores resultados desde
un punto de vista energético.
Como primer paso se deben especificar, el número de platos, el
tipo de condensador y el reboiler (que se eligió de tipo Kettle), así como
dos de los parámetros que nos exige el programa (en este caso relación
de reflujo y relación destilado/alimentación). Sin embargo, este último

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 44
parámetro, se variará para hacer cumplir la condición de recuperación
de dietiléter por cabeza.
Para calcular el número de etapas que debe de tener una
columna de destilación para obtener el resultado deseado Aspen cuenta
con le módulo DSTWU. En este modelo se indica la fracción del
componente llave ligero y llave pesado que se quiere recuperar en el
destilado. Sin embargo, los resultados obtenidos por este método no
proporcionan resultados satisfactorios al implementar una columna de
tipo RADFRAC con ellos, ya que la demandas energéticas se disparaban.
Al final, se llegó a una solución de compromiso según la cual e la
torre de destilación de ligeros debe tener 9 etapas y alimentarse en el
segundo plato, mientras que la torre de destilación de etanol ha de
tener 39 etapas, produciéndose la alimentación en la número 30.
También es necesario especificar la presión de la etapa de colas
(presión del condensador), que en ambos casos está ligeramente por
encima de la atmosférica (1-2 atm)
Ambas torres son de platos, por lo que hay que indicar el tipo de
platos, el espaciamiento entre ellos, el diámetro y la altura de la torre,
etc.
Tal y como ocurría con el lavador, Aspen Plus presenta un
apartado denominado Tray Sizing en el que, introduciendo el tipo de
platos y el espaciado entre ellos calcula el diámetro óptimo de la torre.
Ambas torres estarán compuestas por platos Sieve (perforados) [PET91].
En ambas torres el espacio entre platos será de 0,5 metros
obteniéndose un diámetro de 1,81 y 3,18 m respectivamente para la
columna de ligeros y la de destilación de etanol.
En la torre de destilación de ligeros hay una especificación de
diseño, que es que el dietiléter recuperado sea un 84% del que entre.
Para ello se varía la relación destilado/alimentación.
La torre de destilación de etanol posee dos especificaciones de
diseño; una indica que la fracción másica de etanol por cabeza ha de ser

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 45
del 92,4 %, variando para ello la relación Destilado/alimentación y otra
impone una concentración de etanol por fondos del 0,05% variando la
relación de reflujo.
iv. Comparativa con datos de referencia.
La bibliografía ha sido de mucha utilidad a la hora de diseñar la
planta. Este diseño se ha realizado intentando seguir unas premisas
principales que a continuación se describen y se comparan con los
resultados obtenidos.
- El rendimiento global de la planta con respecto al etileno
es de un 92% [ETH08]. Después del diseño de la planta se
obtiene un rendimiento con respecto al etileno del 92,56%.
- La planta debe autosatisfacer todas necesidades caloríficas
si la purga es quemada, excepto las referentes al
calentador previo al reactor, para lo que se usa o bien gas
natural, o bien biomasa [KIR07]. Esto se consigue en
la simulación de la planta.
- Se consumen 0,5 toneladas de agua por tonelada de etanol
producido [ETH08]. Al realizar la simulación se comprobó
que la cantidad de agua consumida era menor, por lo que
se introdujo un separador que purga una parte del agua
que podría se recirculada al lavador.
d. INTEGRACIÓN ENERGÉTICA DE LA PLANTA
El aprovechamiento de energía térmica en una planta,
poniendo en contacto corrientes calientes que se desean enfriar (o que
no importa cual sea su temperatura) con corrientes que han de ser
calentadas, ha de ser uno de los principales objetivos en cualquier
industria, minimizando así costes tanto de operación (harían falta
combustibles para calentar) como los de inversión (necesidad de menos
equipos e instalaciones). Para ello, es necesario un estudio detallado de
las necesidades caloríficas, el rango de temperatura en el que se
mueven tanto la corriente caliente como la fría, y la posibilidad de
cruzamiento de la misma debido a condensaciones o evaporaciones.
Para la simulación propuesta, hay varias necesidades
caloríficas de distinta magnitud y rango de temperatura. Estas son:
- La alimentación de etileno (Corriente 2) proviene de un proceso

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 46
criogénico y se encuentra a temperaturas muy bajas (-28,6º C). Esta
corriente se calienta poniéndola en contacto con la corriente de salida del
deshidratador (Corriente 35) que se encuentra a 140º C, consiguiendo la
evaporación del etileno y una apreciable elevación en su temperatura.
- La corriente de alimentación que entra al reactor ha de estar a 265º C
para que la reacción se produzca según las condiciones de reacción. Se
requieren para ello 51,62 MW de potencia calorífica (suponiendo que la
temperatura de la que parte es la que proporciona la simulación, 115,6º C).
Esto se realiza en dos pasos. En una primera etapa, y tal y como indica la
bibliografía, la alimentación (Crriente 4) se pone en contacto con la salida
del reactor (Corriente 7) que se encuentra a 298,3ºC. Obviamente las dos
corrientes tienen el mismo caudal másico. Aunque en un principio se
pudiera pensar que el calentamiento hasta 265º C puede realizarse
completamente en esta etapa, se producen cruces de temperatura, que
fueron estudiados para distintas temperaturas de salida de la correinte a
calentar, determinándose que para que no exista cruzamiento y la fuerza
impulsora de transmisión de calor tenga un valor apreciable, la
temperatura máxima a la que se puede calentar la alimentación en esta
primera etapa es de 250ºC.
En una segunda etapa, la alimentación (Corriente 5) se calienta hasta los
265º C poniéndola en contacto con la corriente de salida de un quemador
de gas natural (Corriente 57) (caso 1) o de biomasa (caso 2).
- La torre de ligeros tiene una necesidad calorífica en el reboiler que
asciende a los 4,88 MW. Según la bibliografía, la corriente de gases de
purga se devuelve a la planta de etileno con la que esta concatenada la
planta aquí descrita, para proceder a su re purificación. Sin embargo, el
objetivo de este proyecto en particular es satisfacer las necesidades, dentro
de lo posible, con recursos propios. Así, se decidió quemar esa corriente
rica en etileno y el calor en ella (Corriente 49) generado es suficiente para
producir un vapor de media presión (concretamente a 5,3 bares) que
satisfaga las necesidades caloríficas del rebolier). Sin embargo, cabe
reseñar que esta opción es tremendamente desacertada desde el punto de
vista económico, dado el alto precio del etileno como materia prima.
- El vapor anteriormente producido por la quema de la corriente de purga

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 47
(Corriente 49), es más que suficiente para cubrir las necesidades del
reboiler, haciendo falta solamente el 88,5% de este para la torre. El resto es
capaz de calentar hasta la temperatura requerida (140º C) la mezcla de
etanol y agua que entra en el deshidratador (corriente 32), produciéndose
así la deshidratación en las condiciones idóneas de temperatura.
- La corriente de salida del reactor, como se explicó anteriormente, se
pone en contacto con la alimentación enfriándose hasta los 183,5º C. El
destilador flash funciona a 54,6º C, por lo que es posible aprovechar más
calor de esta corriente. Ello se hace generando vapor a baja presión
(Corriente 53) (2,2 atm), haciendo bajar la temperatura de la corriente
desde los 183,5 (Corriente 8) hasta 151,7 º C (Corriente 9). Así, se consigue
producir vapor en una cantidad suficiente como para cubrir las necesidades
caloríficas de la torre de destilación de etanol, que son 17,91 MW.
La energía eléctrica requerida en la planta, que sumando bombas y
compresores asciende a 14,71 MW, se considerará que es suministrada por la red
principal.
La siguiente tabla recoge las temperaturas y la energía intercambiada en los
distintos intercambiadores de calor de la planta:
Corriente caliente Corriente fría Q(MW)
Ent Sal Ent Sal
Intercambiador 1 Nº corriente 2 3 35 36 2,41
Temp (K) 244,5 401 412,9 350
Intercambiador 2 Nº corriente 4 5 7 8 48,6
Temp (K) 392,7 523 571,4 456,5
Calentador (Caso GN) Nº corriente 5 6 57 58 3,04
Temp (K) 523 538,1 1497,2 535,3
Calentador(Caso biomasa) Nº corriente 5 6 58 59 3,04
Temp (K) 523 538,1 1499,7 429,5
Intercambiador 3 Nº corriente 8 9 52 53 17,87
Temp (K) 456,5 424,8 392,2 413,8
Intercambiador 4 Nº corriente 16 17 Refrigerado por agua 9,15
Temp (K) 397 323,2 293 353,15
Intercambiador 5 Nº corriente 18 19 Refrigerado por agua 0,02
Temp (K) 323,2 313,2 293 313,15
Intercambiador 6 Nº corriente 32 33 49 50 0,62
Temp (K) 360,1 412,9 442 423
Intercambiador 7 Nº corriente 40 41 Refrigerado por agua 1,01
Temp (K) 382,8 313,2 293 353,15

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 48
Intercambiador 8 Nº corriente 24 25 48 49 0,05
Temp (K) 1495 1486,4 432 442
Intercambiador 9 Nº corriente 25 26 47 48 5,31
Temp (K) 1486,4 462,3 430 432
Intercambiador 10 Nº corriente 26 27 46 47 0,31
Temp (K) 462,3 442,8 423,1 430
Tabla 10. Temperatura y calor intercambiado en los distintos intercambiadores.
En la siguiente tabla se incluyen los consumos eléctricos de bombas y
compresores, así como la energía aportada a las torres por las distintas corrientes en
forma de vapor:
Potencia (Kw)
Compresor 1 7611,37
Compresor 2 6569,21
Bomba 1 126,30
Bomba 2 10,45
Bomba 3 263,34
Bomba 4 0,66
Bomba 5 0,97
Energía a torre ligeros 4880,00
Energía a torre destilación 17910,00
Tabla 11. Energía consumida por bombas y compresores y energía aportada a
las torres en forma de vapor

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 49
e. RESULTADOS DE LA SIMULACIÓN EN RÉGIMEN PERMANENTE
Para una producción anual de 200.000 toneladas, los resultados obtenidos
fueron:
Resultados
Entradas Corriente Caudal (Kg/hr)
Etileno 1 15051,5
Agua 13 11472,6
Salidas Corriente Caudal (Kg/hr)
Etanol 36 22887,9
Agua 34 y 39 2344,1
Corriente purga 22 433,1
Corriente ligeros 30 861,1
Utilities Corriente Caudal (Kg/hr)
Gas natural 55 245,5
Biomasa 55 695
Rendimiento global de etileno a etanol (%) 92,6%
Tabla 12. Resultados
El balance global de materia revela que se forman 1,52 toneladas de etanol por
cada tonelada de alimentación de etileno, con una conversión de etileno a etanol del
92,56 %. Estos datos casan con los proporcionados por la bibliografía que revelan una
conversión global de más del 92% [ETH08]. Además, hay que añadir que por tonelada
de alimentación de etileno se consumen 0,76 toneladas de agua y se producen 0,029
toneladas de purga y 0,057 toneladas de corriente de ligeros.
Para tener una visión más detallada de los resultados, en el Anexo se
encuentran las tablas con todos los detalles referentes a cada corriente. Como se
puede apreciar en ellas, la diferencias entre el caso de gas natural y el de biomasa son
inapreciables más allá de que la diferencia de poder calorífico de ambos combustibles
implica distinto caudal de aire para su combustión y ello conlleva un tamaño de
quemador diferente.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 50
6.- ESTUDIO DE LA VIABLIDAD ECONÓMICA DE LA PLANTA
En este capítulo se va a analizar la viabilidad económica de la obtención
de etanol a partir de hidratación directa del etileno para los dos casos anteriormente
descritos (gas natural y biomasa)
a. COSTES DE INVERSIÓN
Según la metodología empleada para el cálculo del coste de inversión
total, éste puede hallarse a partir del cálculo del coste total de equipos. Este coste se
calcula a partir de un parámetro que define el tamaño del equipo (potencia, caudal
que pasa a través de él, presión, etc.) y a partir de él, se emplean las ecuaciones para
cada equipo que aparecen en la bibliografía [SEI03] proporcionando el coste de
compra del equipo a año 2000. Posteriormente, este precio se actualiza mediante la
ecuación:
Siendo:
C1: coste en año 2000
C2: coste a año 2010
I1: índice de coste a año 2000
I2: índice de coste a año 2010
Existen varios índices de costes para la industria química para compensar el
efecto de la inflación, en este caso los usados son los CEPCI (Índice de Costes de
Plantas de Ingeniería Química).
Además, el coste del equipo ha de ser multiplicado por un factor (factor de
instalación) [LAN48] que contabiliza el coste directo total del equipo. Aplicando esta
metodología y con un factor de instalación de 2,47 se obtiene que el coste directo total
de los equipos. Los distintos componentes del factor de instalación son los siguientes:
Componentes del factor de instalación Importancia
Equipo fabricado 0,91
Maquinaria del proceso 0,35
Tuberías, válvulas y ajustes 0,5
Instrumentos de proceso y control 0,17
Bombas y compresores 0,17
Equipo eléctrico y materiales 0,12
Soportes, aislamiento y pinturas 0,25
Total 2,47

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 51
Tabla 13. Desglose del factor de instalación para costes directos
El coste directo de los equipos, para el caso de uso de gas natural y de biomasa
queda recogido en las siguientes tablas:
Coste equipos Caso GN
Equipo Año 2000 ($) Año 2010 ($) Coste equipo instalado 2010($)
Compresor 1 2206574 5012394 13733960
Compresor 2 1961365 4455385 12207756
Bomba 1 11233 25516 69915
Bomba 2 2760 6269 17178
Bomba 3 19408 44086 120795
Bomba 4 2142 4865 13331
Bomba 5 2181 4954 13575
Deshidratador 146530 332854 912019
Reactor 443857 1008254 2762616
Columna de ligeros 47888 108782 298062
Columna de etanol 248379 564211 1545939
Lavador 207978 472436 1294475
Flash 1 162529 369196 1011598
Flash 2 126661 287719 788351
Intercambiador 1 20411 46365 127040
Intercambiador 2 140403 318935 873882
Intercambiador 3 48060 109172 299131
Intercambiador 4 26714 60682 166269
Intercambiador 5 12139 27576 75557
Intercambiador 6 8176 18572 50887
Intercambiador 7 10223 23223 63630
Intercambiador 8 24462 55568 152256
Intercambiador 9 553258 1256766 3443539
Intercambiador 10 8095 18388 50382
Calentador 377483 857481 2349499
Quemador etileno 33423 33423
Quemador GN 23963 23963
Carga inicial catalizador 879669 879669
Carga inicial tamiz 10597 10597
Coste total equipos 43389294
Tabla 14. Coste directo de equipos para el caso gas natural.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 52
Coste equipos Caso Biomasa
Equipo Año 2000 ($) Año 2010 ($) Coste equipo instalado 2010 ($)
Compresor 1 2206574 5012394 13733960
Compresor 2 1961365 4455385 12207756
Bomba 1 11233 25516 69915
Bomba 2 2760 6269 17178
Bomba 3 19408 44086 120795
Bomba 4 2142 4865 13331
Bomba 5 2181 4954 13575
Deshidratador 146530 332854 912019
Reactor 443857 1008254 2762616
Columna de ligeros 47888 108782 298062
Columna de etanol 248379 564211 1545939
Lavador 207978 472436 1294475
Flash 1 162529 369196 1011598
Flash 2 126661 287719 788351
Intercambiador 1 20411 46365 127040
Intercambiador 2 140403 318935 873882
Intercambiador 3 48060 109172 299131
Intercambiador 4 26714 60682 166269
Intercambiador 5 12139 27576 75557
Intercambiador 6 8176 18572 50887
Intercambiador 7 10223 23223 63630
Intercambiador 8 24462 55568 152256
Intercambiador 9 553258 1256766 3443539
Intercambiador 10 8095 18388 50382
Calentador 377483 857481 2349499
Quemador etileno 33423 33423
Quemador Biomasa 91545 91545
Carga inicial catalizador 879669 879669
Carga inicial tamiz 10597 10597
Coste total equipos 43456875
Tabla 15. Coste directo de equipos para el caso biomasa.
El diseño de los equipos y las cargas iniciales, a partir de los cuales (mediante
correlaciones) se puede calcular el precio base de cada uno de ellos se explica
detalladamente en el Anexo.
A partir del coste directo de los equipos (TIC de aquí en adelante) se pueden
calcular los costes indirectos con ecuaciones que proporciona la bibliografía

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 53
[CHI49] [MCO03]. La suma de los costes directos y los indirectos proporciona el
coste total de inversión (TPI). La siguiente tabla recoge cada uno de estos costes
indirectos (en $) para el caso de gas natural y de biomasa:
Coste total inversion % TIC Caso GN Caso Biomasa
TIC 43389294 43456875
Instalación y prestaciones laborales 22% 9545645 9560513
Construcción, materiales y prestaciones laborales 7% 3037251 3041981
Ingeniería y supervisión 10% 4338929 4345688
Honorarios del contratista 2% 867786 869138
Contingencias e imprevistos 15% 6508394 6518531
Coste total Inversión 67687298 67792725
Tabla 16. Costes indirectos y coste total de inversión
El apartado de contingencias e imprevistos se refiere a cambios en los
presupuestos, demoras temporales, huelgas y desastres naturales.
En los gastos de construcción se engloban todos los costes para la realización
física de la planta, incluyendo los servicios temporales y abastecimientos que sean
necesarios, y la ingeniería de campo (inspección de los equipos su ubicación y conexión
entre los mismos)
b COSTES DE OPERACIÓN ANUALES
Los costes de operación considerados en la evaluación económica de cada una
de las alternativas se dividen en costes variables y costes fijos de operación. Los costes
variables son aquellos que dependen directamente del nivel de producción de la
planta, como son la necesidad de materias primas y servicios. Mientras, los costes fijos
son aquellos que no dependen de la cantidad que la planta produzca en un
determinado momento, como pueden ser los impuestos, o el mantenimiento de la
planta. Todos los costes fijos se pueden calcular a partir del coste total de los equipos,
siguiendo las siguientes ecuaciones [SEI03]:
- Mano de obra: 2% TIC
- Mantenimiento: 3% TIC
- General overhead: 65% de la suma de los costos por mano de obra y
mantenimiento (MOM). Incluye gastos de seguros médicos, seguridad de la
planta y otros gastos como pueden ser el comedor y la cafetería de los
empleados, etc.
- Direct overhead: 45% del costo de la mano de obra (MO). Incluye costes
asociados a los trabajadores: subsidios, cursos, pensiones, vacaciones, etc.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 54
- Seguros: 0,5% TIC
El coste de las materias primas será el correspondiente al etileno, al agua, al
catalizador empleado y a las demás sutancias necesarias para operar en la planta. El
catalizador escogido para la planta es de ácido fosfórico en un soporte inerte de celita.
La siguientes tablas recogen los costes de producción fijos y variables para las
dos posibilidades estudiadas:
COSTES VARIABLES
Caso Gas Natural Caso Biomasa
Consumo Precio Costes Op Consumo Precio Costes Op
Materias primas Tn/año ($/tn) ($/año) Tn/año ($/tn) ($/año)
Etileno 131851,02 950[1]
125258466 131851,02 950 125258466
Agua 100499,71 1,548[2]
155574 100499,71 1,548 155574
Utilidades Tn/año ($/tn) Tn/año ($/tn)
Catalizador (tn/año) 16,76 10500[3]
175934 16,76 10500 175934
Combustible (tn/año) 2150,18 400[1]
860072 6088,2 80[4]
487056
Tamiz Molecular 0,47 4500[5]
2119 0,47 4500 2119
Electricidad GJ/año ($/GJ) GJ/año ($/GJ)
Compresores 447198,75 18,41[6]
8232929 447198,75 18,41 8232929
Bombas 12668,47 18,41[6]
233226 12668,47 18,41 233226
Agua y ácido Tn/año $/Tn Tn/año $/Tn
Agua refrigeración 356480,40 4[2]
1425922 356480,40 4 1425922
Trat. agua residual 14852,29 0,85 12624 14852,29 0,85 12624
Acido fosfórico 497,95 100,8[7]
50193 497,95 100,8 50193
Total 136356866 Total 135983850
Tabla 17. Costes variables anuales
Caso GN Caso Biomasa
Mano de obra 2% TIC 867786 869138
Mantenimiento 3% TIC 1301679 1303706
Seguros 0,5% TIC 216946 217284
General overhead 65% MOM 1410152 1412348
Direct overhead 45% MO 390504 391112
Total 4187067 4193588
Tabla 18. Costes fijos anuales
Fuentes:
[1]: www.icis.com
[2]: [TUR07]
[3]: [SRI69]
[4]: [BUR03]

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 55
[5]: www.nkchem.en
[6]: www.ine.es
[7]: www.chemindustry.com
Es remarcable el gran peso que tiene en los costes de operación el precio del
etileno (representando más del 91,8% de los mismos). La incertidumbre en su
precio (como la de todos los productos derivados del petróleo) y las nuevas rutas
de producción de etanol, es lo que está haciendo que la tecnología empleada en
este proyecto este cayendo en desuso. Los costes fijos son sensiblemente menores
que los variables, representando sólo un 3% del coste total de operación.
c. ESTIMACIÓN DE LOS INGRESOS ANUALES POR VENTAS
Suponiendo que el mercado es infinito, esto es, que todo lo que se produce
puede ser vendido al precio establecido, los beneficios anuales serían (para ambas
posibilidades tratadas):
Gas Natural
Ingresos Producción (tn/año) Precio($/ton) Ingresos($)
Etanol 200497,92 750 150373437
Corriente ligeros 7543,2 700[8] 5280240
Total 153390718
Tabla 19. Estimación de los ingresos anuales por ventas
[8]: el precio de la corriente de ligeros se ha equiparado al que tendría la corriente si
estuviera compuesta sólo de dietiléter (su componente mayoritario). Fuente:
www.tcieurope.eu
d. ESTIMACIÓN DEL COSTE DE PRODUCCIÓN.
El coste de producción es un parámetro que tiene en cuenta, el coste de
operación, el de inversión (introduciendo el concepto de amortización de la planta) y
los beneficios anuales debido a las ventas. Representa el coste de producción de un
kilogramo de producto (incluyendo subproductos) durante el período de amortización
de la planta. La amortización se supone constante durante siete años y su cálculo se
realiza en el Anexo. La venta de subproductos (corriente de ligeros) se supondrá como
un coste negativo ya que genera beneficio por ventas. La siguiente tabla recoge el
coste de producción para los dos casos estudiados y que porcentaje de este coste se
debe a cada uno de sus componentes.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 56
Caso GN Caso Biomasa
Costes de produccion $/kg producido % $/kg producido %
Materias primas
Etileno (tn/año) 0,6247 89,61 0,6251 89,87
Agua (tn/año) 0,0008 0,11 0,0007 0,11
Utilidades
Catalizador (tn/año) 0,0009 0,13 0,0009 0,13
Gas natural (tn/año) 0,0043 0,62 0,0024 0,35
Tamiz molecular 0,00001 0,0015 0,00001 0,0015
Electricidad
Compresores 0,0411 5,89 0,0408 5,86
Bombas 0,0012 0,17 0,0012 0,17
Agua
Agua refrigeración 0,0071 1,02 0,0079 1,14
Tratamiento agua residual 0,0001 0,01 0,0001 0,01
Costes fijos
Mano de obra 0,0041 0,62 0,0042 0,62
Mantenimiento 0,0062 0,89 0,0062 0,93
Seguros 0,0010 0,16 0,0010 0,16
General overhead 0,0067 1,01 0,0068 1,01
Direct overhead 0,0019 0,28 0,0019 0,28
Otros
Acido fosfórico 0,0003 0,04 0,0003 0,04
Venta ligeros -0,0263 -3,78 -0,0266 -3,83
Amortización 0,0225 3,23 0,0225 3,11
TOTAL 0,697 0,696
Tabla 20. Costes de producción
Se vuelve a poner de manifiesto la gran dependencia del etileno y su precio que tiene
este proceso de producción (alrededor del 90% del coste de producción en ambos
casos). Como se puede ver, la diferencia entre los costes de producción es mínima
pero favorable a la vía con biomasa.
e. MODELO FINANCIERO
La principal herramienta para el estudio de la viabilidad económica y
rentabilidad de la planta simulada es el valor actual neto (VAN). Para que el proyecto
sea rentable, el VAN ha de ser positivo. Se calcula según la siguiente ecuación [SAP89]:

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 57
Donde:
Vt: flujo de caja en el año t.
I0: Coste total de inversión.
n: Número de años de vida de la planta.
K: tipo de interés aplicado.
La expresión que permita hacer el cálculo de los flujos de caja para cada año es:
Flujo neto de caja = Ventas + Préstamos – Costes de producción – Impuestos –
Inversiones con capital propio – pago de la deuda. FNC = V + P-CP- Im -I-A.
Siendo:
Impuestos = (Ingresos gravables)*(Tasa impositiva); Im=IG*t
Ingresos Gravables = Ventas – Costes producción – Depreciación – intereses deuda;
(IG=V-CP-D-id)
Para realizar el cálculo de los flujos de caja necesitamos conocer las
anualidades de la deuda y los intereses asociados a cada una de ellas. La siguiente
fórmula permite el cálculo de las anualidades cuando se recibe un préstamo P a
devolver en n años a interés i con una carencia de j años:
Para realizar estos cálculos, es necesario hacer una serie de suposiciones que
ayudan a completar el modelo financiero, que son las siguientes:
- El capital circulante del proyecto será de siete millones de dólares, que es
aproximadamente un 10% del coste total de inversión. [HAP81].
- La tasa impositiva asciende al 35%.
- La vida útil de la planta se fija en 15 años.
- Al final de la vida útil de la planta se recupera el capital circulante La
depreciación de la planta se considera lineal con el tiempo.
- El período de devolución del préstamo asciende a 15 años, iniciándose esta
devolución con una demora de 2 años ya que es el período de construcción de
la planta.
- El interés aplicable será del 6%.
- La tasa interna de rentabilidad mínima exigida por la empresa se fija en el 10%.
- De la inversión total, el 35% del dinero será puesto por los accionistas, mientras
que el 65% restante se pedirá a préstamo. Si asumimos que la financiación se
obtiene a partir de dos clases de inversores, accionistas (aportan capital propio

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 58
de la empresa, equity en inglés) y acreedores (aportan deuda, debt en inglés),
podemos hablar de tres flujos de caja [ROD01]:
1.- Flujo de caja de capital (capital cash flow): Flujos de caja generados
(o demandados) por las actividades operativas de la empresa y que pertenecen a
todos sus inversores en conjunto, accionistas y acreedores.
2.- Flujo de caja de la deuda (debt cash flow): Flujos de caja generados
por el proyecto que pertenecen a sus acreedores
3.- Flujo de caja del accionista (equity cash flow): Flujo de caja que
corresponde a aquellos que aportan recursos propios de la empresa una vez
cubierta las obligaciones financieras (devolución deuda).
En el caso de financiación con parte de recursos propios y deuda está claro
que:
Flujo de caja de capital = Flujo de caja accionistas + Flujo de caja de la deuda
- Del importa total del capital fijo, el 60% se gastará en el año uno de
construcción de la planta, mientras que el 40% restante se gastará en el
segundo y último año de construcción de la misma.
Otra herramienta útil para el estudio económico, sobre todo a la hora de
comparar proyectos distintos es el índice de rentabilidad (IR), que se puede calcular
como:
f. RESULTADOS
En la siguiente tabla se muestran los resultados obtenidos del modelo
financiero durante los dos años de construcción de la misma y los diez años
posteriores (periodo de actividad de la planta) para los dos casos estudiados.
Resultados Gas Natural Biomasa
VAN (M$) 25,02 26,02
TIR (%) 31 32
IR (%) 37 38
Anualidad (M$) 5,09 5,10
Amortización (M$) 4,51 4,52
Tabla 21. Principales resultados financieros

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 59
El VAN es positivo y ligeramente superior para el caso de biomasa, debido al
menor precio de esta materia prima que compensa una mayor inversión. Esto indica
que la planta tendrá una rentabilidad por encima del nivel exigido, y que para ambos
casos, ésta será similar. Por lo tanto, y según este estudio, se puede recomendar la
construcción de la planta [ROD01]. Sin embargo, como se explicó anteriormente,
muchas de estas plantas están cerrando. Esto se debe a la volatilidad del precio tanto
del etanol, como del etileno, que puede hacer que en un corto espacio de tiempo la
rentabilidad de este tipo de proyectos cambie sustancialmente. Por eso están
cogiendo peso en el mercado del etanol, las industrias que lo fabrican a partir de
materias primas más baratas y con menos volubilidad en sus precios, como puede ser
la caña de azúcar, aún siendo el proceso en estos casos más complejo y costoso.
En las siguientes gráficas se muestra como varía el TIR en función del precio del
etileno y del etanol (para el caso GN, aunque obviamente, dados los datos recogidos
en la tabla 14, los resultados para biomasa son muy similares).

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 60
Figuras 10 y 11. TIR en función del precio de etileno y etanol
Además se calcularan el índice de rendimiento de la inversión, que indica la
proporción de beneficio sobre la inversión una vez que se ha recuperado la inversión
con la tasa de rendimiento exigida [VEL03] y la tasa interna de retorno (TIR), que es la
tasa de interés que hace que el Valor Actual Neto (VAN) de una inversión sea cero
[SAP89]. Se debe determinar si el TIR del proyecto supera o no el coste de los recursos
financieros puestos a disposición del proyecto. Como se dijo antes, la tasa de
rentabilidad mínima exigida por la empresa es de un 10%, por lo que en lo que
respecta al TIR, la planta resultaría como una inversión rentable para ambos casos
estudiados.
También se incluyeron en la tabla el índice de rendimiento de la inversión (IR),
la anualidad a pagar al banco en concepto de devolución del préstamo y el valor de la
amortización de la planta, suponiendo como ya se dijo antes, una vida media para la
planta de diez años.
Para una visión más profunda sobre los flujos de caja y el análisis de la deuda,
estos estudios se muestran con más detalle y profundidad en el Anexo.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 61
7.- CONCLUSIONES
A lo largo del proyecto se ha llevado a cabo el modelado y simulación en
régimen permanente de una planta de producción de etanol mediante hidratación
directa del etileno.
Dentro de lo posible, se intentó durante la simulación congeniar los datos
reales obtenidos por la bibliografía con la maximización de los beneficios y la reducción
máxima posible de costes. Hay que señalar que en la mayoría de los casos, los
resultados señalados por la literatura especializada y los obtenidos mediante
simulación con Aspen Plus fueron muy similares. Para los escasos casos en los que los
resultados eran contradictorios entre sí, se optó por la opción más conservadora. Un
ejemplo de ello fue el gasto del agua, menor en una primera simulación que en los
datos reflejados en la bibliografía, con lo que al final se optó por los datos que en ella
aparecen. Según la bibliografía [ETH08], se consumen 0,5 toneladas de agua por
tonelada de etanol producido. Al realizar la simulación se comprobó que la cantidad de
agua consumida era sensiblemente más pequeña (0,41 ton agua/ton etanol), por lo
que se decidió introducir un separador para purgar una parte del agua que podría ser
recirculada al lavador con el objetivo de cumplir con el valor de referencia.
El trabajo desarrollado es una parte de un proceso más amplio en el que se
pretende transformar biomasa en etanol que realiza el Grupo de Bioenergía de la
Universidad de Sevilla cuyo objetivo es la producción de etanol a partir de biomasa.
Esta biomasa se consigue convertir en olefinas (en su inmensa mayoría etileno) que
han de ser transformadas en etanol. Como siguiente paso a este proyecto, cabría la
posibilidad de seguir profundizando en el proceso global, integrando la parte aquí
realizada con el resto, lo que llevaría a ligeras modificaciones de lo expuesto aquí,
sobre todo en lo referente al aprovechamiento del etileno y a la integración
energética. Esto dotaría al proyecto completo de una mayor concordancia con la
realidad de las industrias que se dedican a la producción de etanol mediante esta vía.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 62
8.- REFERENCIAS.
[ACE08]: ACEA. Worlwide fuel charter. Ethanol guidelines. (2008)
[AGR50]: U.S. Department of Agriculture. Industrial alcohol (1950)
[AME08]: American Chemistry. Ethylene
[BAN49]: L. A. Bannon (to Standard Oil Development Co.). U.S. Pat. 2,474,569 (1949)
[BAN94]: J. David Bankston, Jr., and Fred Eugene Baker. Selecting the proper pump.
(1994)
[BET26]: Compagnie de Bethune. Brit. Pat. 273,263 (1926)
[BUR03]: Burton C. English. The economics of biomass. (2003)
[CAR62]: T. C. Carle and D. M. Stewart. Chem. Ind. (London) (1962).
[CAR96]: Eric C. Clarson. Succeeding at simulation (1996)
[CHI49]: C. H. Chilton, Cost Data Correlated, Chem. Eng.1949
[CHR03]: Dr. Christoph Berg, F.O. Licht, 2003. World fuel ethanol, análisis and outlook.
[COT61]: E. A. Cotelle, US 41 685, (1861)
[DAL56]: M. A. Dalin, Khem. Nauka i Promy (1956).
[EAS66]: Eastman Kodak Co., GB, (1966).
[ERE10]: Eremo. Biomasa, calderas (2010)
[EST64]: W. Ester (to Bergwerksgesellschaft Hibernia). U.S. Pat. 3,156,629 (1964)
[EST66]: W. Ester (to Hibernia-Chemie Gesellschaft nit beschrankter Hafting). U.S. Pat.
3,232,997 (1966).
[EST72]: Whilhelm Ester (to Hibernia-Chemie). U.S Patent 3,862,249
[EST75]: Ester, Wilhelm (Herne, DT), Heitmann, Wilhelm (Herne, DT)(to Hibernia-
Chemie) (1975). U.S Patent 3,862,249.
[ETH08]: Ethanol market, Ethanol. (2008)
[GEL60]: A. I. Gel’bshtein, Yu. M. Bakshi, and M. I. Temkin, Dokl. Akad. Nauk (1960).
[GON84]: C. S. Gong, L. F. Chen, Biotechnol. Bioeng. (1984)
[HAG69]: H.G Hagemeyer and M. Statman. U.S Pat. 3,554,926 (to Eastman Kodak Co.)
(1969).
[HAP81] : J. Happel. Chemical Process Economics. (1981)
[HAR85]: J.F. Harris. Two-Stage Dilute Sulfuric Acid Hydrolysis of Wood: An
Investigation of Fundamentals.(1985)
[HIB68]: Hibernia-Chemie, BE 715907, 1968.
[HUL70]: D. C. Hull and G. I. LeMaster (to Eastman Kodak Co.). Can. Pat. 859,781 (1970)
[KIR07]: Kir-Othmer Encyclopedia of Chemical Technology, Ethanol.
[KOR08]: Korean Journal of Chemical Engineering (Production of dehydrated fuel
ethanol by pressure swing adsorption process; 2008)
[KRE10]: R. Kremann, Monatsh. Chem.( 1910)

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 63
[LAN48] H. J. Lang, Simplified Approach to Preliminary Cost Estimates, Chem,
Eng., 1948.
[LEC58]: G. A. Lescisin (to Union Carbide Corp.). U.S. Pat. 2,856,265 (1958)
[LEV98]: O. Levenspiel, Ingeniería de las reacciones químicas, Cap 14. Reacciones
catalizadas por sólidos. (1998) [MOR51]: E. C. Morrell and R. F. Robey (to Standard Oil
Development Co.). U.S. Pat. 2,545,161 (1951)
[MCO03]: M. Coronado. Estimación de costos de capital.(2003)
[MUL57]: Muller and F. D. Miller (to National Petroleum Chemicals Corp.). U.S. Pat.
2,792,432 (1957)
[MUL57]: J. Muller and H. I. Waterman, Brennst. Chem. (1957).
[NEL51]: C. R. Nelson and co-workers. U.S. Pat. 2,579,601 (1951)
[NEL54]: C. R. Nelson, M. L. Courter, Chem. Eng. Prog. (1954)
[NEX06]: Nexant Chem Systems. Perp program, Etanol. (2006)
[ONT07]: Jesús F. Ontiveros. Dimensionamiento de Equipos de Transferencia de Calor
[PET91]: Peters & Timmerhaus. Plant design and economics for chemical engineers.
(1991)
[PRA90]: Miguel Prado, James Fair. Fundamental model for the prediction of sieve tray
efficiency
[REP05 ]: Repsol. Deshidratación por tamices moleculares. (2005)
[RIN72]: E. Rindtorff and W. Ester (to Veba-Chemnie Aktiengesellschaft). U.S. Pat.
3,704,329 (1972).
[ROB56]: R. L. Robinson (to Imperial Chemical Industries, Ltd.). U.S. Pat. 2,769,847
(1956).
[ROD01]: Rodríguez Sandiás, A: " La construcción de flujos de caja y la valoración".
(2001)
[SAB09]: Saudi Basic Industries Corporation, Products & Services, Chemicals: Ethylene
[SAI07]: SA Instrumentation & Control. Compressor efficiency and variable speed
drives (2007)
[SAP89]: Nassir Sapag Chain y Reinaldo Sapag Chain: Preparación y evaluación de
proyectos. Editorial McGraw-Hill (1989)
[SCH77]: W. A. Scheller and B. J. Mohr, Chemtech (1977)
[SEI03]: Warren D. Seider; J. D. Seider; Daniel R. Lewin. Product & process design
principles.(2003)
[SHE86]: Michael I. Sherman. U.S. Pat. 4,612,286. (1986)
[SHI37]: W. H. Shiffler and M. M. Holm (to Standard Oil of California). U.S. Pat.
2,061,810. (1937)

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 64
[SHI06]: Shinnosuke Onuki. Bioethanol : Industrial production process and recent
studies
[SMI58]: W. C. Smith, C. A. MacMurray, and W. L. Holmes (to Shell Oil Co.). U.S. Pat.
2,960,477. (1958)
[SRI69]: SRI CONSULTING. (Ethanol and isopropanol. Synthetic. October 1969)
[SRI86]:SRI CONSULTING (Review 85-2-3, Molecular Sieve Drying of 190 proof ethanol;
1986)
[STA71]: M. Statman and D.S. Martin (to Eastman Kodak Co.) (1971) U.S Patent
3,554,926.
[STA90]: Stanley M. Wallas. Chemical Process Equipment. (1990)
[TUR07]: Richard Turton; Richard C. Bailie; Wallace B. Whiting; Joseph A. Shaewititz.
Analysis, synthesis and design of chemical proces. (2007)
[ULL07]: Ullman´s Encyclopedia of Industrial Chemistry. Ethanol (2007)
[VALL51]: F. Vallette, Chim. Ind. (1951).
[VEB67]: Veba Chemie, GB, (1967).
[VEL03]: Ignacio Vélez Pareja: Decisiones empresariales bajo riesgo e incertidumbre.
Grupo Norma (2003)
[WIN49]: Winkler, Ind. Agr. Aliment ( 1949).
[WOR09]: Worcester Polytechnic Institute. Enzymatic Hydrolysis of Cellulosic Biomass
for the Production of Second Generation Biofuels (2009)
[ZIN10]: John Zink Company LLC. Products. (2010)

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 65
ANEXO A:
TABLAS DE DATOS DE LAS CORRIENTES EN
EL PUNTO DE DISEÑO

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 66
1 2 3 4 5 6 7
Temperature K 237,5 244,5 401,4 392,7 523,0 538,2 571,4
Pressure atm 16,8 70,9 70,7 70,7 70,5 70,2 69,4
Vapor Frac 0,00 0,00 1,00 0,79 1,00 1,00 1,00
Mole Flow kmol/hr 536,58 536,58 536,58 11235,60 11235,60 11235,60 10724,55
Mass Flow kg/hr 15051,49 15051,49 15051,49 289519,53 289519,53 289519,53 289519,53
Volume Flow l/min 553,35 573,46 4168,59 55635,69 103879,93 108315,82 112644,16
Enthalpy MMBtu/hr 20,45 20,88 29,12 -307,84 -142,02 -131,66 -131,66
Mass Flow kg/hr
AGUA 0,019 0,019 0,019 49493,894 49493,894 49493,894 40444,815
ETILENO 15028,003 15028,003 15028,003 231984,916 231984,916 231984,916 217648,248
ETANO 16,189 16,189 16,189 293,381 293,381 293,381 293,381
METANO 4,319 4,319 4,319 1934,186 1934,186 1934,186 1934,186
ETANOL 0,000 0,000 0,000 155,486 155,486 155,486 22892,974
DIETILET 0,000 0,000 0,000 5205,838 5205,838 5205,838 5854,050
NITROGEN 1,207 1,207 1,207 192,226 192,226 192,226 192,226
OXIGENO 0,345 0,345 0,345 158,854 158,854 158,854 158,854
MONOXIDO 0,151 0,151 0,151 71,226 71,226 71,226 71,226
DIOXIDO 1,185 1,185 1,185 29,261 29,261 29,261 29,261
ACETILEN 0,070 0,070 0,070 0,070 0,070 0,070 0,000
ACETALDE 0,000 0,000 0,000 0,144 0,144 0,144 0,262
CROTONOA 0,000 0,000 0,000 0,050 0,050 0,050 0,051
8 9 10 11 12 13 14
Temperature K 456,5 424,8 339,6 327,8 327,8 293,2 328,9
Pressure atm 69,2 69,0 13,0 12,8 12,8 13,0 12,6
Vapor Frac 0,52 0,18 0,69 1,00 0,00 0,00 1,00
Mole Flow kmol/hr 10724,55 10724,55 10724,55 8144,54 2580,01 636,82 8091,62
Mass Flow kg/hr 289519,53 289519,53 289519,53 231176,42 58343,11 11472,57 227939,29
Volume Flow l/min 53393,25 30814,33 252778,75 285206,03 1096,64 191,45 288847,35
Enthalpy MMBtu/hr -297,48 -358,45 -358,45 328,98 -687,46 -172,64 345,78
Mass Flow kg/hr
AGUA 40444,815 40444,815 40444,815 1560,422 38884,393 11472,570 1854,407
ETILENO 217648,248 217648,248 217648,248 217421,825 226,423 0,000 217920,367
ETANO 293,381 293,381 293,381 282,259 11,122 0,000 278,844
METANO 1934,186 1934,186 1934,186 1933,666 0,520 0,000 1934,849
ETANOL 22892,974 22892,974 22892,974 4172,599 18720,375 0,000 201,073
DIETILET 5854,050 5854,050 5854,050 5355,317 498,733 0,000 5299,843
NITROGEN 192,226 192,226 192,226 191,652 0,575 0,000 191,438
OXIGENO 158,854 158,854 158,854 158,820 0,033 0,000 158,871
MONOXIDO 71,226 71,226 71,226 71,213 0,012 0,000 71,232
DIOXIDO 29,261 29,261 29,261 28,474 0,787 0,000 28,209
ACETILEN 0,000 0,000 0,000 0,000 0,000 0,000 0,000
ACETALDE 0,262 0,262 0,262 0,170 0,092 0,000 0,150
CROTONOA 0,051 0,051 0,051 0,005 0,046 0,000 0,008

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 67
15 16 17 18 19 20 21
Temperature K 328,9 397,0 323,2 323,2 313,2 323,2 383,6
Pressure atm 12,6 31,5 31,3 31,1 30,9 31,1 70,7
Vapor Frac 1,00 1,00 0,99 0,00 0,00 1,00 1,00
Mole Flow kmol/hr 8076,25 8076,25 8076,25 99,23 99,23 7977,01 7977,01
Mass Flow kg/hr 227506,21 227506,21 227506,21 2090,73 2090,73 225415,48 225415,48
Volume Flow l/min 288297,88 139185,93 112684,46 46,09 45,28 113385,90 59229,68
Enthalpy MMBtu/hr 345,12 371,09 339,87 -20,39 -20,46 360,27 382,69
Mass Flow kg/hr
AGUA 1850,884 1850,884 1850,884 1384,998 1384,998 465,885 465,885
ETILENO 217506,319 217506,319 217506,319 549,405 549,405 216956,914 216956,914
ETANO 278,314 278,314 278,314 1,122 1,122 277,192 277,192
METANO 1931,173 1931,173 1931,173 1,306 1,306 1929,867 1929,867
ETANOL 200,691 200,691 200,691 69,731 69,731 130,960 130,960
DIETILET 5289,773 5289,773 5289,773 83,935 83,935 5205,838 5205,838
NITROGEN 191,075 191,075 191,075 0,055 0,055 191,020 191,020
OXIGENO 158,570 158,570 158,570 0,061 0,061 158,509 158,509
MONOXIDO 71,096 71,096 71,096 0,022 0,022 71,075 71,075
DIOXIDO 28,156 28,156 28,156 0,079 0,079 28,076 28,076
ACETILEN 0,000 0,000 0,000 0,000 0,000 0,000 0,000
ACETALDE 0,150 0,150 0,150 0,007 0,007 0,143 0,143
CROTONOA 0,008 0,008 0,008 0,004 0,004 0,004 0,004
22 23 24 25 26 27 28
Temperature K 328,9 420,0 1495,0 1486,4 462,3 442,8 329,8
Pressure atm 12,6 1,0 2,0 1,8 1,6 1,4 12,6
Vapor Frac 1,00 1,00 1,00 1,00 1,00 1,00 0,00
Mole Flow kmol/hr 15,37 530,00 545,66 545,66 545,66 545,66 1472,81
Mass Flow kg/hr 433,08 15290,71 15723,80 15723,80 15723,80 15723,80 29123,53
Volume Flow l/min 548,81 304427,97 557829,28 617646,36 216736,67 238124,94 523,41
Enthalpy MMBtu/hr 0,66 1,79 2,45 2,29 -15,84 -16,15 -394,34
Mass Flow kg/hr
AGUA 3,523 0,000 557,197 557,197 557,197 557,197 24880,456
ETILENO 414,049 0,000 0,000 0,000 0,000 0,000 50,983
ETANO 0,530 0,000 0,000 0,000 0,000 0,000 4,536
METANO 3,676 0,000 0,000 0,000 0,000 0,000 0,132
ETANOL 0,382 0,000 0,000 0,000 0,000 0,000 4047,414
DIETILET 10,070 0,000 0,000 0,000 0,000 0,000 139,347
NITROGEN 0,364 11729,244 11729,608 11729,608 11729,608 11729,608 0,267
OXIGENO 0,302 3561,466 2101,356 2101,356 2101,356 2101,356 0,010
MONOXIDO 0,135 0,000 0,008 0,008 0,008 0,008 0,003
DIOXIDO 0,054 0,000 1335,627 1335,627 1335,627 1335,627 0,344
ACETILEN 0,000 0,000 0,000 0,000 0,000 0,000 0,000
ACETALDE 0,000 0,000 0,000 0,000 0,000 0,000 0,026
CROTONOA 0,000 0,000 0,000 0,000 0,000 0,000 0,013

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 68
29 30 31 32 33 34 35
Temperature K 328,4 306,0 374,2 360,1 412,9 412,9 412,9
Pressure atm 12,6 1,8 1,8 1,4 1,2 1,1 1,1
Vapor Frac 0,00 1,00 0,00 1,00 1,00 1,00 1,00
Mole Flow kmol/hr 4052,82 18,63 4034,18 592,48 592,48 94,11 498,37
Mass Flow kg/hr 87466,64 861,10 86605,54 24583,36 24583,36 1695,47 22887,89
Volume Flow l/min 1619,84 4331,39 1694,49 208440,35 279800,32 47170,19 249785,07
Enthalpy MMBtu/hr -1081,80 -1,48 -1063,84 -130,36 -128,22 -21,22 -107,00
Mass Flow kg/hr
AGUA 63764,849 7,619 63757,230 1766,118 1766,118 1695,474 70,645
ETILENO 277,406 277,406 0,000 0,000 0,000 0,000 0,000
ETANO 15,658 15,649 0,009 0,009 0,009 0,000 0,009
METANO 0,652 0,652 0,000 0,000 0,000 0,000 0,000
ETANOL 22767,789 21,750 22746,039 22715,028 22715,028 0,000 22715,028
DIETILET 638,079 535,987 102,093 102,093 102,093 0,000 102,093
NITROGEN 0,842 0,842 0,000 0,000 0,000 0,000 0,000
OXIGENO 0,043 0,043 0,000 0,000 0,000 0,000 0,000
MONOXIDO 0,016 0,016 0,000 0,000 0,000 0,000 0,000
DIOXIDO 1,131 1,131 0,000 0,000 0,000 0,000 0,000
ACETILEN 0,000 0,000 0,000 0,000 0,000 0,000 0,000
ACETALDE 0,118 0,003 0,115 0,115 0,115 0,000 0,115
CROTONOA 0,058 0,000 0,058 0,000 0,000 0,000 0,000
36 37 38 39 40 41 42
Temperature K 350,0 382,8 382,8 382,8 382,8 313,2 313,9
Pressure atm 1,0 1,4 1,4 1,4 1,4 1,2 13,0
Vapor Frac 0,00 0,00 0,00 0,00 0,00 0,00 0,00
Mole Flow kmol/hr 498,37 3441,81 719,81 35,99 683,82 683,82 683,82
Mass Flow kg/hr 22887,89 62024,17 12971,61 648,58 12323,03 12323,03 12323,03
Volume Flow l/min 518,61 1138,67 238,14 11,91 226,23 209,74 209,90
Enthalpy MMBtu/hr -127,74 -911,09 -190,54 -9,53 -181,02 -184,48 -184,44
Mass Flow kg/hr
AGUA 70,645 61993,101 12965,112 648,256 12316,856 12316,856 12316,856
ETILENO 0,000 0,000 0,000 0,000 0,000 0,000 0,000
ETANO 0,009 0,000 0,000 0,000 0,000 0,000 0,000
METANO 0,000 0,000 0,000 0,000 0,000 0,000 0,000
ETANOL 22715,028 31,012 6,486 0,324 6,162 6,162 6,162
DIETILET 102,093 0,000 0,000 0,000 0,000 0,000 0,000
NITROGEN 0,000 0,000 0,000 0,000 0,000 0,000 0,000
OXIGENO 0,000 0,000 0,000 0,000 0,000 0,000 0,000
MONOXIDO 0,000 0,000 0,000 0,000 0,000 0,000 0,000
DIOXIDO 0,000 0,000 0,000 0,000 0,000 0,000 0,000
ACETILEN 0,000 0,000 0,000 0,000 0,000 0,000 0,000
ACETALDE 0,115 0,000 0,000 0,000 0,000 0,000 0,000
CROTONOA 0,000 0,058 0,012 0,001 0,012 0,012 0,012

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 69
43 44 45 46 47 48 49
Temperature K 382,8 387,0 423,0 423,1 430,0 432,0 442,0
Pressure atm 1,4 70,7 5,0 5,9 5,7 5,5 5,3
Vapor Frac 0,00 0,00 0,00 0,00 0,00 1,00 1,00
Mole Flow kmol/hr 2722,00 2722,00 505,00 505,00 505,00 505,00 505,00
Mass Flow kg/hr 49052,56 49052,56 9097,72 9097,72 9097,72 9097,72 9097,72
Volume Flow l/min 900,53 905,03 175,63 175,64 177,29 54116,01 57497,64
Enthalpy MMBtu/hr -720,54 -719,64 -132,00 -132,00 -131,69 -113,57 -113,40
Mass Flow kg/hr
AGUA 49027,989 49027,989 9097,716 9097,716 9097,716 9097,716 9097,716
ETILENO 0,000 0,000 0,000 0,000 0,000 0,000 0,000
ETANO 0,000 0,000 0,000 0,000 0,000 0,000 0,000
METANO 0,000 0,000 0,000 0,000 0,000 0,000 0,000
ETANOL 24,526 24,526 0,000 0,000 0,000 0,000 0,000
DIETILET 0,000 0,000 0,000 0,000 0,000 0,000 0,000
NITROGEN 0,000 0,000 0,000 0,000 0,000 0,000 0,000
OXIGENO 0,000 0,000 0,000 0,000 0,000 0,000 0,000
MONOXIDO 0,000 0,000 0,000 0,000 0,000 0,000 0,000
DIOXIDO 0,000 0,000 0,000 0,000 0,000 0,000 0,000
ACETILEN 0,000 0,000 0,000 0,000 0,000 0,000 0,000
ACETALDE 0,000 0,000 0,000 0,000 0,000 0,000 0,000
CROTONOA 0,046 0,046 0,000 0,000 0,000 0,000 0,000
50 51 52 53 54 55 56
Temperature K 423,0 392,2 392,2 413,8 392,2 298,0 410,0
Pressure atm 5,1 1,9 2,4 2,2 2,0 1,2 1,4
Vapor Frac 0,00 0,00 0,00 1,00 0,00 1,00 1,00
Mole Flow kmol/hr 505,00 1584,00 1584,00 1584,00 1584,00 15,30 313,00
Mass Flow kg/hr 9097,72 28536,20 28536,20 28536,20 28536,20 245,45 9030,17
Volume Flow l/min 175,63 529,70 529,72 414147,51 529,70 5196,20 125360,16
Enthalpy MMBtu/hr -132,00 -418,13 -418,13 -357,15 -418,13 -1,08 0,97
Mass Flow kg/hr
AGUA 9097,716 28536,204 28536,204 28536,204 28536,204 0,000 0,000
ETILENO 0,000 0,000 0,000 0,000 0,000 0,000 0,000
ETANO 0,000 0,000 0,000 0,000 0,000 0,000 0,000
METANO 0,000 0,000 0,000 0,000 0,000 245,454 0,000
ETANOL 0,000 0,000 0,000 0,000 0,000 0,000 0,000
DIETILET 0,000 0,000 0,000 0,000 0,000 0,000 0,000
NITROGEN 0,000 0,000 0,000 0,000 0,000 0,000 6926,893
OXIGENO 0,000 0,000 0,000 0,000 0,000 0,000 2103,281
MONOXIDO 0,000 0,000 0,000 0,000 0,000 0,000 0,000
DIOXIDO 0,000 0,000 0,000 0,000 0,000 0,000 0,000
ACETILEN 0,000 0,000 0,000 0,000 0,000 0,000 0,000
ACETALDE 0,000 0,000 0,000 0,000 0,000 0,000 0,000
CROTONOA 0,000 0,000 0,000 0,000 0,000 0,000 0,000

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 70
57 58
Temperature K 1497,2 535,3
Pressure atm 1,2 1,0
Vapor Frac 1,00 1,00
Mole Flow kmol/hr 328,30 328,30
Mass Flow kg/hr 9275,63 9275,63
Volume Flow l/min 560181,91 241330,21
Enthalpy MMBtu/hr -0,11 -10,47
Mass Flow kg/hr
AGUA 551,268 551,268
ETILENO 0,000 0,000
ETANO 0,000 0,000
METANO 0,000 0,000
ETANOL 0,000 0,000
DIETILET 0,000 0,000
NITROGEN 6926,893 6926,893
OXIGENO 1124,121 1124,121
MONOXIDO 0,006 0,006
DIOXIDO 673,341 673,341
ACETILEN 0,000 0,000
ACETALDE 0,000 0,000
CROTONOA 0,000 0,000
Las corrientes serán iguales para el segundo caso, excepto las que incumben a la
biomasa que son:
55 56 57 58 59
Temperature K 298,0 410,0 1499,7 429,5
Pressure atm 1,2 1,2 1,2 1,0
Vapor Frac 0,66 1,00 1,00 1,00
Mole Flow kmol/hr 0 32,72 151,92 177,45 177,45
Mass Flow kg/hr 0 447,58 4382,95 5077,95 5077,95
Volume Flow l/min 0 7372,51 70986,69 417553,92 104228,37
Enthalpy MMBtu/hr -3,11 0,51 -2,61 -12,93
Mass Flow kg/hr
AGUA 0,000 208,500 0,000 470,419 470,419
ETILENO 0,000 0,000 0,000 0,000 0,000
ETANO 0,000 0,000 0,000 0,000 0,000
METANO 0,000 0,000 0,000 0,000 0,000
ETANOL 0,000 0,000 0,000 0,000 0,000
DIETILET 0,000 0,000 0,000 0,000 0,000
NITROGEN 0,000 1,390 3362,088 3363,478 3363,478
OXIGENO 0,000 208,292 1020,864 340,067 340,067
MONOXIDO 0,000 0,000 0,000 4,692 4,692
DIOXIDO 0,000 0,000 0,000 899,206 899,206
ACETILEN 0,000 0,000 0,000 0,000 0,000
ACETALDE 0,000 0,000 0,000 0,000 0,000
CROTONOA 0,000 0,000 0,000 0,000 0,000
CARBONO 0,000 0,000 0,000 0,000 0,000
HIDROGEN 0,000 29,399 0,000 0,090 0,090
Mass Flow kg/hr 695,00 695,00 4382,95 5077,95 5077,95
Enthalpy MMBtu/hr -14,79 -3,11 0,51 -2,61 -12,93
Temperature K 298,00
Pressure atm 1,20 1,00

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 71
Vapor Frac 0,00
Mole Flow kmol/hr 0,00 20,60 0,00 0,00 0,00
Mass Flow kg/hr 0,00 247,42 0,00 0,00 0,00
Volume Flow l/min 0,00 1,83 0,00 0,00 0,00
Enthalpy MMBtu/hr 0,00
Mass Flow kg/hr
AGUA 0,000 0,000 0,000 0,000 0,000
ETILENO 0,000 0,000 0,000 0,000 0,000
ETANO 0,000 0,000 0,000 0,000 0,000
METANO 0,000 0,000 0,000 0,000 0,000
ETANOL 0,000 0,000 0,000 0,000 0,000
DIETILET 0,000 0,000 0,000 0,000 0,000
NITROGEN 0,000 0,000 0,000 0,000 0,000
OXIGENO 0,000 0,000 0,000 0,000 0,000
MONOXIDO 0,000 0,000 0,000 0,000 0,000
DIOXIDO 0,000 0,000 0,000 0,000 0,000
ACETILEN 0,000 0,000 0,000 0,000 0,000
ACETALDE 0,000 0,000 0,000 0,000 0,000
CROTONOA 0,000 0,000 0,000 0,000 0,000
CARBONO 0,000 247,420 0,000 0,000 0,000
HIDROGEN 0,000 0,000 0,000 0,000 0,000
Mass Flow kg/hr 695,00 0,00 0,00 0,00 0,00
Enthalpy MMBtu/hr -14,79
Mass Flow kg/hr
BIOMASS 0,000 0,000 0,000 0,000 0,000
ASH 0,000 0,000 0,000 0,000 0,000
CHAR 0,000 0,000 0,000 0,000 0,000
SAND 0,000 0,000 0,000 0,000 0,000
BIOMAHUM 695,000 0,000 0,000 0,000 0,000
Mass Frac
BIOMASS 0,000 0,000 0,000 0,000 0,000
ASH 0,000 0,000 0,000 0,000 0,000
CHAR 0,000 0,000 0,000 0,000 0,000
SAND 0,000 0,000 0,000 0,000 0,000
BIOMAHUM 1,000 0,000 0,000 0,000 0,000

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 72
ANEXO B:
TABLAS DE DATOS DE LOS EQUIPOS
DISEÑADOS

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 73
Todas las corrrelaciones para el cálculo del coste base de los equipos a año
2000 han sido sacadas de [PET91], excepto las que atañen a los quemadores de GN y
biomasa que se han calculado a partir de datos de referencia del 2010.
-Compresores.
La potencia de los compresores viene definida por Aspen. Para calcular su coste base
se aplicó la siguiente fórmula: Coste base ($)=EXP(7,2223+0,8*LN(Potencia en HP))
Potencia (Kw) Potencia (HP) Precio base($) (2000)
Compresor 1 7611 10207 2206574
Compresor 2 6569 8809 1961365
-Bombas.
El caudal que suministra la bomba, la altura que es proporciona y la potencia
consumida por el motor son proporcionados por Aspen. El precio de la bomba puede
calcularse mediante la siguiente fórmula:
Coste base ($)=EXP(9,2951-0,6019*LN(Factor de tamaño(S)) +0,0519*(LN(Factor de
tamaño(S)))2)
Siendo el factor de tamaño S: Caudal (gal/min)*(Altura (ft)0,5)
El coste del motor asociado a la bomba responde a la siguiente ecuación:
Coste base motor: = EXP (5,4866+0,13141*LN(Potencia motor en HP))
+0,053255*(LN(Potencia motor en HP))^2 +0,028628*(LN(Potencia motor en HP))^3-
0,0035549*(LN(Potencia motor en HP))^4)
Caudal(l/min) Altura (m) Caudal(gal/min) Altura(ft) Size Factor (S)
Bomba 1 553,35 1232,12 146,39 4042,38 9307,37
Bomba 2 209,74 124,55 55,49 408,62 1121,61
Bomba 3 900,53 788,30 238,24 2586,28 12115,62
Bomba 4 175,63 10,63 46,46 34,88 274,38
Bomba 5 529,70 5,00 140,13 16,39 567,40
Potencia Motor
(Kw)
Potencia
Motor (Hp)
Coste bomba
($)
Coste Motor
($)
Precio base
($) (2000)
Bomba 1 126,30 169,36 3391,20 7841,73 11232,94
Bomba 2 10,45 14,02 2054,39 705,52 2759,91
Bomba 3 263,34 353,13 3729,26 15678,28 19407,54
Bomba 4 0,66 0,88 1904,08 237,71 2141,79
Bomba 5 0,97 1,30 1929,98 251,02 2181,00

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 74
-Reactor.
El caudal másico y la densidad de la corriente de entrada al reactor son
proporcionados por Aspen. A partir de ellos se puede conocer el caudal volumétrico y
para una velocidad de paso determinada [SRI69], el área y el volumen del reactor. El
coste base de este es:
Coste base ($)= 60* Volumen (ft)
Reactor
Caudal (kg/hr) 289519,53
Densidad(gm/cc) 0,04
Caudal (m3/min) 108,32
Caudal (ft3/min) 3855,42
Velocidad de paso (ft/min) 30
Área(ft2) 128,51
Diámetro(ft) 12,79
Longitud(ft) 38,38
Volumen(ft3) 4931,75
Coste $ (2000) 443857,08
-Deshidratador
El caudal másico y la densidad de la corriente de entrada al reactor son
proporcionados por Aspen. A partir de ellos se puede conocer el caudal volumétrico y
para una velocidad de paso determinada [REP05], el área y el volumen del reactor. El
coste base de este es:
Coste base ($)= 60* Volumen (ft)
Deshidratador
Caudal (kg/hr) 24583,36
Densidad(gm/cc) 0,0015
Caudal (m3/min) 279,80
Caudal (ft3/min) 9959,27
Velocidad de paso (ft/min) 100
Área(ft2) 99,59
Diámetro(ft) 11,26
Longitud(ft) 24,52
Volumen(ft3) 2442,17
Coste $ (2000) 146530,02

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 75
-Quemadores.
Estos equipos se diseñaron a partir de datos de referencia de 2010, que nos dicen que
un quemador para gas natural (Caso 1) y otros gases como el etileno con una
capacidad de 500.000 MMBtu/año cuesta 75.000 $ [ZIN10].
A partir del dato del caudal másico que entra a estos quemadores (proporcionado por
la simulación en Aspen), y sabiendo el poder calorífico de los componentes, se puede
hallar la capacidad de los quemadores. Para hallar su precio se escaló respecto del
dato de referencia del párrafo anterior, con un factor de escala de 0,75. El quemador
de biomasa (Caso 2) se calculó de la misma manera con la salvedad de que su precio
para una referencia de 500.000 MMBtu/año es de 355700 $ [ERE10].
Quemador
Etileno
Quemador
GN(Caso1)
Quemador
Biomasa(Caso 2)
Caudal (kg/hr) 433,08 245,45 695
Pc (Kcal/Kg) 11305 12800 3388
Calor (Kcal/h) 4896022 3141814 2354660
Calor (Kcal/año) 4,29E+10 2,75E+10 2,76E+10
Calor (MMBtu/año) 170195 109215 81852
Referencia(Calor MMBtu/año) 500000 500000 500000
Referancia ($)(2010) 75000 75000 355703
Factor de Escala 0,75 0,75 0,75
Precio ($)(2010) 33422,89 23963,31 91544,84
-Destiladores flash.
Los datos del caudal másico y densidad de alimentación a las torres de destilación flash
pueden ser importados por Aspen, así como las presiones a las que trabajan. A partir
de ellos se puede calcular el caudal volumétrico de entrada a las torres y para una
velocidad de paso definida (que suele ser de unos 100 ft/min [STA90] para este tipo de
equipos), se puede calcular el área y el diámetro de la torre. Siguiendo las
recomendaciones que dicen que para una torre flash la altura ha de ser tres veces el
diámetro, se halla la longitud de la misma.
Es necesario conocer la presión a la que trabaja el destilador flash para calcular el
espesor de la misma. A partir de ella se calcula la presión de diseño de la misma que se
halla mediante la siguiente expresión:
Pdiseño(psig)= =EXP(0,60608+0,91615*LN(Poper(psig))+0,0015655*(LN(Poper(psig))2))
El espesor se halla mediante la siguiente ecuación:
Espesor (in) = (Pdis(psig) *D(in))/(2*0,85*13750-1,2* Pdis(psig))

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 76
En caso de que el espesor mínimo fuera de 0,25 pulgadas, se emplearía un espesor de
0,25 pulgadas.
Sabiendo lo anterior se puede calcular el peso de la torre mediante la siguiente
fórmula:
Peso (lb)=3,1416*( D(in)+ Espesor(in)*(O48+0,8* D(in))*0,284* Espesor(in)
y a partir de él el coste del recipiente:
Coste recipiente $ (2000)= =EXP(7,0374+0,18255*LN(Peso (lb))+0,02297*(LN(Peso
(lb)))2)
El coste de las plataformas y escalas que acompañan a toda columna se puede hallar a
partir de la siguiente expresión:
Coste plataformas y escalas ($)=231,1*D(ft)0,63316*H(ft)0,80161
Flash1 Flash2
Q másico(kg/hr) 289519,53 227506,21
Densidad (gm/cc) 0,02 0,03
Qvol(m3/min) 252,78 112,68
Qvol(ft3/min) 8997,46 4010,91
Velocidad de paso(ft/min) 100 100
Área(ft2) 89,97 40,11
Diámetro(ft) 10,71 7,15
Altura(ft) 32,12 21,44
Presión (atm) 13,00 31,30
Presion(Psig) 170,20 430,43
Presíon de diseño(psig) 211,38 502,65
Diámetro (inch) 128,13 85,55
Espesor(in) 1,17 1,89
Altura(inch) 384,40 256,65
Peso(lb) 65802,66 47894,37
Coste Recipiente($) 145797,25 117288,93
Coste de plataformas y escalas($) 16731,71 9371,88
Coste total ($) 2000 162528,96 126660,81

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 77
-Columnas de destilación y lavador.
La presión a la que trabajan se puede importar de la simulación en Aspen. También se
puede hacer lo mismo con el diámetro, usando la herramienta Tray Sizing que
proporciona el programa. Todas las torres se suponen de platos perforados y con una
distancia entre ellos de 0,5 m. La eficacia del plato para cada una de ellas fue de 0,75
para la de ligeros, 0,73 para la de etanol y 0,65 para el lavador [PRA90]. A partir de
aquí se puede calcular el número de etapas reales (las ideales se pueden importar
desde Aspen), y por tanto la altura de la torre.
Es necesario conocer la presión a la que trabajan las torres para calcular su espesor. A
partir de ella se calcula la presión de diseño de la misma que se halla mediante la
siguiente expresión:
Pdiseño(psig)= =EXP(0,60608+0,91615*LN(Poper(psig))+0,0015655*(LN(Poper(psig))2))
El espesor se halla mediante la siguiente ecuación:
Espesor (in) = (Pdis(psig) *D(in))/(2*0,85*13750-1,2* Pdis(psig))
En caso de que el espesor mínimo fuera de 0,25 pulgadas, se emplearía un espesor de
0,25 pulgadas.
Sabiendo lo anterior se puede calcular el peso de la torre mediante la siguiente
fórmula:
Peso (lb)=3,1416*( D(in)+ Espesor(in)*(O48+0,8* D(in))*0,284* Espesor(in)
y a partir de él el coste del recipiente:
Coste recipiente $ (2000)= =EXP(7,0374+0,18255*LN(Peso (lb))+0,02297*(LN(Peso
(lb)))2)
El coste de las plataformas y escalas que acompañan a toda columna se puede hallar a
partir de la siguiente expresión:
Coste plataformas y escalas ($) (2000)=231,1*D(ft)0,63316*H(ft)0,80161
El coste de los platos asociados a las columnas sigue la siguiente expresión:
Coste de platos =369*EXP(0,1739* D(in))*Fmaterial*Ftt*Fp
Siendo:
Fmaterial: Factor material. Para acero al carbono es 1.
Ftt: Factor tipo de plato. Para platos perforados es 1
Fp: Factor de platos: se puede calcular de la siguiente manera:
Fp= 2,25/1,0414Efplato. El valor mínimo aceptado es de 1.
Efplato: Eficacia de plato.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 78
Columna de ligeros Columna de etanol Lavador
Presión(atm) 1,8 1,4 12,6
Diámetro(m) 1,82 3,18 3,24
Presión (psig) 10,91 10,00 164,51
Presión de Diseño (psig) 16,51 15,24 204,78
Diámetro (inches) 71,56 125,15 127,72
Espesor (inca) 0,25 0,25 1,13
Etapas Ideales 9 39 13
Eficacia de plato 0,75 0,73 0,65
Etapas reales 12,00 53,42 (54) 20,00
Distancia entre platos(m) 0,5 0,5 0,5
Longitud de la torre(m) 6 27 10
Longitud de la torre(inch) 236,22 1051,66 393,70
Peso(lb) 4700,35 32215,35 64469,57
Precio Torre ($) 27533,03 89975,14 143747,58
Diám int (ft) 5,98 10,46 10,67
Altura (ft) 19,74 87,87 32,89
Coste($) plataformas y escaleras 7831,16 36934,26 17020,83
Factor de platos 1,38 1 1
Factor tipo plato (Ftt) 1 1 1
Factor Material 1 1 1
Coste plato 1043,67 2273,66 2360,45
Coste platos($) 12524,09 121469,61 47209,10
Coste total $ (2000) 47888,28 248379,02 207977,50
-Intercambiadores de calor a alta Temperatura.
Se considera así a todos los intercambiadores en contacto con gases de combustión a
temperaturas elevadas, esto es, el calentador de la alimentación al reactor (tanto para
el caso de gas natural como el de biomasa) y los intercambiadores 8 y 9. La potencia
intercambiada por ellos es un dato que se puede importar de Aspen y a partir de ella,
el precio del intercambiador se puede calcular mediante la siguiente fórmula:
Precio base= =EXP(0,08505+0,766*ln(Potencia(BTU/hr))
Este precio base ha de ser multiplicado por un factor material, que para el caso del
acero al carbono es de 1,4 y por un factor de presión, que puede hallarse de la
siguiente manera:
Fp= =0,986-0,0035*(Presión(psig)/500)+0,0175*( Presión(psig)/500)2
La presión es otro dato que puede importarse de Aspen.

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 79
Calentador (Caso
GN)
Calentador (Caso
biomasa)
Intercambiador
8
Intercambiador
9
Q(Cal/s) 725189,9681 725189,9681 21638,05621 1268833,578
Energia (Btu/hr) 10359856,69 10359856,69 309115,0887 18126193,96
Precio base ($) 257452,8574 257452,8574 17473,05414 395184,2421
Factor Corrección Mat 1,4 1,4 1,4 1,4
Presión 70,45281477 70,45281477 5,9215396 5,7215396
Presión (Psig) 987,149026 987,149026 69,51429312 66,67029312
Fp 1,047302381 1,047302381 1 1
Precio compra 2000($) 377483,3867 377483,3867 24462,27579 553257,939
-Intercambiadores de calor.
Las datos de las temperaturas de entrada y salida de las corrientes al intercambiador,
la potencia intercambiada en los mismos, y la presión a la que trabajan son
suministrados por la simulación en Aspen. A partir de estos datos se puede calcular la
temperatura logarítmica media, según la siguiente ecuación.
LMTD(k) = (Tce-Tfe)-(Tcs-Tfs)/ln((Tce-Tfe)-(Tcs-Tfs))
Refiriéndose los sufijos e y s a corrientes de entrada y salida y c y f a la corriente
caliente y fría respectivamente.
El área del intercambiador se halla con la siguiente expresión:
Área (m2)= =Q(Watt)/(U*LTMD(K))
Donde U es el coeficiente global de transferencia de calor. Este coeficiente se estimó a
partir de los datos que aparecen en la bibliografía [ONT07]
A partir del área se puede calcular el precio base mediante la siguiente ecuación:
Precio base $= =EXP(11,147-0,9186*LN(Área(ft2))+0,0979*(LN(Área(ft2)))2)
Sin embargo, este precio base ha de ser corregido con un factor que es dependiente de
la presión a la que trabaja el intercambiador. Este factor Fp se puede hallar de la
siguiente manera.
Fp= =0,9803+0,018*(Presión(Psig))/100)+0,0017*(( Presión(Psig)/100)2)

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 80
Intercambiador
1
Intercambiador
2
Intercambiador
3
Intercambiador
4
T1a(K) 244,50 392,70 456,50 397,00
T1b(K) 401,00 523,00 424,80 323,20
T2a(K) 412,90 571,40 392,20 293,00
T2b(K) 350,00 456,50 413,80 313,15
ATlog media(K) 42,89 55,75 37,42 36,60
U (w/m2*K) 425,00 511,00 928,00 850,00
Q (Watt) 2410000 48600000 17870000 9150000
A (m2) 132,20 1706,09 514,56 294,10
A(ft2) 1430,52 18460,99 5567,87 3182,39
Precio base ($) 15382,03 105927,55 36561,06 24503,62
Presión(Atm) 70,90 70,70 69,20 31,50
Presión(Psig) 993,51 990,66 969,33 433,24
Fp 1,33 1,33 1,31 1,09
Precio 2000($) 20410,90 140402,74 48060,01 26713,64
Intercambiador
5
Intercambiador
6
Intercambiador
7
Intercambiador
10
T1a(K) 323,20 360,10 382,80 462,30
T1b(K) 313,20 412,90 313,20 442,80
T2a(K) 293,00 442,00 293,00 423,10
T2b(K) 313,15 423,00 313,15 430,00
ATlog media(K) 14,54 43,85 24,62 25,48
U (w/m2*K) 850,00 928,00 850,00 928,00
Q (Watt) 20000 620000 1010000 310000
A (m2) 1,62 15,24 48,26 13,11
A(ft2) 17,51 164,86 522,16 141,85
Precio base U-Tube($) 11154,12 8175,78 10223,14 8094,72
Presión(Atm) 31,10 1,40 1,40 1,60
Presión(Psig) 427,55 5,22 5,22 8,06
Fp 1,09 1,00 1,00 1,00
Precio 2000($) 12139,42 8175,78 10223,14 8094,72

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 81
-Cargas iniciales
a) Carga inicial de catalizador en el reactor.
La bibliografía [SRI69] nos dice que la cantidad de catalizador en el reactor es de 37,5
lb/ft3 de reactor. A partir de ahí, y sabiendo el volumen del reactor, calculado antes, se
puede hallar la cantidad total de catalizador necesario al principio.
Carga inicial reactor
Volumen reactor(ft3) 4931,75
Catalizador (lb/ft3) 37,50
Cantidad celita(lb) 184940,45
b) Carga inicial de tamiz molecular.
Según la bibliografía [REP05], el modelo usado para la deshidratación consta de dos
equipos en paralelo que deshidratan en ciclos de 5 minutos cada uno (10 min el ciclo
completo). La cantidad de tamiz molecular a emplear es de 8,333 kg Tamiz/kg agua
absorbida. Sabiendo el agua que se absorbe por hora (dato que se puede importar de
Aspen), se puede calcular la carga inicial de tamiz molecular a emplear.
Carga inicial
deshidratador
Q másico agua a absorber (Kg/hr) 1695,473693
Q másico agua a absorber en cada ciclo completo 282,5789489
Cantidad necesaria absorbente (Kg/Kg agua absorbida) 8,33
Cantidad inicial absorbente (Kg) 2354,824574

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 82
ANEXO C: TABLAS DE RESULTADOS
ECONÓMICOS EN EL PUNTO
NOMINAL DE DISEÑO

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 83
1.- TABLA DE COSTES DE EQUIPOS
1.1.- TABLA DE COSTES DE EQUIPOS PARA CASO GAS NATURAL
Coste equipos Caso GN
Equipo Año 2000 ($) Año 2010 ($) Coste equipo instalado 2010 ($)
Compresor 1 2206574 5012394 13733960
Compresor 2 1961365 4455385 12207756
Bomba 1 11233 25516 69915
Bomba 2 2760 6269 17178
Bomba 3 19408 44086 120795
Bomba 4 2142 4865 13331
Bomba 5 2181 4954 13575
Deshidratador 146530 332854 912019
Reactor 443857 1008254 2762616
Columna de ligeros 47888 108782 298062
Columna de etanol 248379 564211 1545939
Lavador 207978 472436 1294475
Flash 1 162529 369196 1011598
Flash 2 126661 287719 788351
Intercambiador 1 20411 46365 127040
Intercambiador 2 140403 318935 873882
Intercambiador 3 48060 109172 299131
Intercambiador 4 26714 60682 166269
Intercambiador 5 12139 27576 75557
Intercambiador 6 8176 18572 50887
Intercambiador 7 10223 23223 63630
Intercambiador 8 24462 55568 152256
Intercambiador 9 553258 1256766 3443539
Intercambiador 10 8095 18388 50382
Calentador 377483 857481 2349499
Quemador etileno 33423 33423
Quemador GN 23963 23963
Carga inicial catalizador 879669 879669
Carga inicial absorbedor 10597 10597
Coste total equipos 43389294

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 84
1.2.- TABLA DE COSTES DE EQUIPOS PARA CASO BIOMASA
Coste equipos Caso Biomasa
Equipo Año 2000 ($) Año 2010 ($) Coste equipo instalado 2010 ($)
Compresor 1 2206574 5012394 13733960
Compresor 2 1961365 4455385 12207756
Bomba 1 11233 25516 69915
Bomba 2 2760 6269 17178
Bomba 3 19408 44086 120795
Bomba 4 2142 4865 13331
Bomba 5 2181 4954 13575
Deshidratador 146530 332854 912019
Reactor 443857 1008254 2762616
Columna de ligeros 47888 108782 298062
Columna de etanol 248379 564211 1545939
Lavador 207978 472436 1294475
Flash 1 162529 369196 1011598
Flash 2 126661 287719 788351
Intercambiador 1 20411 46365 127040
Intercambiador 2 140403 318935 873882
Intercambiador 3 48060 109172 299131
Intercambiador 4 26714 60682 166269
Intercambiador 5 12139 27576 75557
Intercambiador 6 8176 18572 50887
Intercambiador 7 10223 23223 63630
Intercambiador 8 24462 55568 152256
Intercambiador 9 553258 1256766 3443539
Intercambiador 10 8095 18388 50382
Calentador 377483 857481 2349499
Quemador etileno 33423 33423
Quemador Biomasa 91545 91545
Carga inicial catalizador 879669 879669
Carga inicial absorbedor 10597 10597
Coste total equipos 43456875

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 85
2.-TABLA RESUMEN DE HIPÓTESIS ASUMIDAS
Hipótesis asumidas
Capital circulante ($) 7000000
Fondos deuda (%) 35
Fondos accionista (%) 65
Tasa impositiva (%) 35
Vida de la planta (años) 15
Devolución de prestamo (años) 15
Demora en devolución préstamo (años) 2
Interes (%) 6
Tasa interna de rentabilidad minima exigida (%) 10
Además, se considera que la depreciación de la planta es lineal y que al final de su vida
se recupera el capital circulante.
3.- TABLA DE CÁLCULOS AUXILIARES
3.1 TABLA DE CÁLCULOS AUXILIARES CASO GAS NATURAL
Caso GN
Intereses deuda ($) 5089938
Ingresos gravables ($) 5507321
Impuestos ($) 1927562
Beneficio despues de impuestos ($) 3579759
Flujo neto de caja ($) 8092245
3.2 TABLA DE CÁLCULOS AUXILIARES CASO BIOMASA
Caso Biomasa
Intereses deuda ($) 5097865
Ingresos gravables ($) 5752294
Impuestos ($) 2013303
Beneficio después de impuestos ($) 3738991
Flujo neto de caja ($) 8258506

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 86
4- TABLA DE ANÁLISIS DE LA DEUDA
4.1.- ANÁLISIS DE LA DEUDA CASO GAS NATURAL
Año Deuda pendiente a pcpio. de año Intereses Anualidad Devolución principal
1 43996744 2639805 0 0
2 46636548 2798193 0 0
3 49434741 2966084 5089938 2123853
4 47310888 2838653 5089938 2251284
5 45059604 2703576 5089938 2386361
6 42673243 2560395 5089938 2529543
7 40143699 2408622 5089938 2681316
8 37462384 2247743 5089938 2842195
9 34620189 2077211 5089938 3012726
10 31607463 1896448 5089938 3193490
11 28413973 1704838 5089938 3385099
12 25028874 1501732 5089938 3588205
13 21440669 1286440 5089938 3803497
14 17637171 1058230 5089938 4031707
15 13605464 816328 5089938 4273610
16 9331854 559911 5089938 4530026
17 4801828 288110 5089938 4801828
18 0
4.2.- ANÁLISIS DE LA DEUDA CASO BIOMASA
Año Deuda pendiente a pcpio. de año Intereses Anualidad Devolución principal
1 44065271 2643916 0 0
2 46709188 2802551 0 0
3 49511739 2970704 5097865 2127161
4 47384578 2843075 5097865 2254791
5 45129787 2707787 5097865 2390078
6 42739709 2564383 5097865 2533483
7 40206226 2412374 5097865 2685492
8 37520734 2251244 5097865 2846621
9 34674112 2080447 5097865 3017419
10 31656694 1899402 5097865 3198464
11 28458230 1707494 5097865 3390372
12 25067858 1504071 5097865 3593794
13 21474064 1288444 5097865 3809422
14 17664642 1059879 5097865 4037987
15 13626655 817599 5097865 4280266
16 9346389 560783 5097865 4537082
17 4809307 288558 5097865 4809307
18 0

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 87
5.- TABLA DE CALCULO DE VAN, TIR, IR Y FLUJOS DE CAJA
5.1.-CASO GAS NATURAL
Fin de año 0 1 2 3 4 5 6 7 8 9
Préstamo 43996744
Inversión 0 -40612379 -27074919
Costes de producción 140543933 140543933 140543933 140543933 140543933 140543933 140543933
Ventas 155653678 155653678 155653678 155653678 155653678 155653678 155653678
Depreciación 4512487 4512487 4512487 4512487 4512487 4512487 4512487
Intereses deuda 2966084 2838653 2703576 2560395 2408622 2247743 2077211
Ingresos gravables 7631174 7758605 7893682 8036864 8188637 8349516 8520047
Impuestos 2670911 2715512 2762789 2812902 2866023 2922330 2982017
Anualidad 5089938 5089938 5089938 5089938 5089938 5089938 5089938
Flujo de caja neto 0 3384365 -27074919 7348897 7304296 7257019 7206905 7153785 7097477 7037791
FCN actualizado 0 3076695 -22375966 5521335 4988932 4506038 4068110 3671023 3311025 2984710
FCN actualizado acumulado 0 3076695 -19299271 -13777936 -8789004 -4282966 -214856 3456166 6767192 9751902
Flujo de caja del capital 0 3384365 -27074919 12438834 12394233 12346956 12296843 12243722 12187415 12127729
Flujo de caja de la deuda 0 -43996744 0 5089938 5089938 5089938 5089938 5089938 5089938 5089938
Flujo de caja del accionista 0 3384365 -27074919 7348897 7304296 7257019 7206905 7153785 7097477 7037791

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 88
Fin de año 10 11 12 13 14 15 16 17
Préstamo
Inversión
Costes de producción 140543933 140543933 140543933 140543933 140543933 140543933 140543933 140543933
Ventas 155653678 155653678 155653678 155653678 155653678 155653678 155653678 155653678
Depreciación 4512487 4512487 4512487 4512487 4512487 4512487 4512487 4512487
Intereses deuda 1896448 1704838 1501732 1286440 1058230 816328 559911 288110
Ingresos gravables 8700811 8892420 9095526 9310818 9539028 9780931 10037347 10309149
Impuestos 3045284 3112347 3183434 3258786 3338660 3423326 3513072 3608202
Anualidad 5089938 5089938 5089938 5089938 5089938 5089938 5089938 5089938
Flujo de caja neto 6974524 6907460 6836373 6761021 6681148 6596482 6506736 6411605
FCN actualizado 2688981 2421023 2178279 1958427 1759355 1579145 1416055 1268502
FCN actualizado acumulado 12440883 14861906 17040185 18998612 20757967 22337112 23753168 25021670
Flujo de caja del capital 12064461 11997398 11926311 11850959 11771085 11686419 11596674 11501543
Flujo de caja de la deuda 5089938 5089938 5089938 5089938 5089938 5089938 5089938 5089938
Flujo de caja del accionista 6974524 6907460 6836373 6761021 6681148 6596482 6506736 6411605
Incide de rendimiento 37%
Tasa interna de retorno 31%

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 89
5.2.-CASO BIOMASA
Fin de año 0 1 2 3 4 5 6 7 8 9
Préstamo 44065271
Inversión 0 -40675635 -27117090
Costes de producción 140284003 140284003 140284003 140284003 140284003 140284003 140284003
Ventas 155653678 155653678 155653678 155653678 155653678 155653678 155653678
Depreciación 4519515 4519515 4519515 4519515 4519515 4519515 4519515
Intereses deuda 2970704 2843075 2707787 2564383 2412374 2251244 2080447
Ingresos gravables 7879455 8007085 8142372 8285777 8437786 8598915 8769713
Impuestos 2757809 2802480 2849830 2900022 2953225 3009620 3069399
Anualidad 5097865 5097865 5097865 5097865 5097865 5097865 5097865
Flujo de caja neto 0 3389636 -27117090 7514000 7469329 7421979 7371787 7318584 7262188 7202409
FCN actualizado 0 3081488 -22410818 5645379 5101652 4608465 4161182 3755591 3387865 3054525
FCN actualizado
acumulado 0 3081488 -19329331 -13683952 -8582299 -3973835 187347 3942938 7330802 10385327
Flujo de caja del capital 0 3389636 -27117090 12611865 12567195 12519844 12469652 12416449 12360054 12300275
Flujo de caja de la deuda 0 -44065271 0 5097865 5097865 5097865 5097865 5097865 5097865 5097865
Flujo de caja del accionista 0 3389636 -27117090 7514000 7469329 7421979 7371787 7318584 7262188 7202409

Modelado y simulación de una planta de producción de etanol por hidratación directa de etileno 90
Fin de año 10 11 12 13 14 15 16 17
Préstamo
Inversión
Costes de producción 140284003 140284003 140284003 140284003 140284003 140284003 140284003 140284003
Ventas 155653678 155653678 155653678 155653678 155653678 155653678 155653678 155653678
Depreciación 4519515 4519515 4519515 4519515 4519515 4519515 4519515 4519515
Intereses deuda 1899402 1707494 1504071 1288444 1059879 817599 560783 288558
Ingresos gravables 8950758 9142666 9346088 9561715 9790281 10032560 10289376 10561601
Impuestos 3132765 3199933 3271131 3346600 3426598 3511396 3601282 3696560
Anualidad 5097865 5097865 5097865 5097865 5097865 5097865 5097865 5097865
Flujo de caja neto 7139044 7071876 7000678 6925208 6845211 6760413 6670527 6575249
FCN actualizado 2752410 2478649 2230632 2005986 1802558 1618389 1451701 1300878
FCN actualizado acumulado 13137737 15616387 17847018 19853005 21655563 23273952 24725653 26026531
Flujo de caja del capital 12236909 12169741 12098544 12023074 11943076 11858278 11768393 11673114
Flujo de caja de la deuda 5097865 5097865 5097865 5097865 5097865 5097865 5097865 5097865
Flujo de caja del accionista 7139044 7071876 7000678 6925208 6845211 6760413 6670527 6575249
Incide de rendimiento 38%
Tasa interna de retorno 32%