NT104GNM Parte 3 - gnf.cdn.avanzo.comgnf.cdn.avanzo.com/archivos/resources/2751_es_ES.pdf ·...
20
gas Natural México COPIA NO CONTROLADA DIRECCION TECNICA Normativa Técnica Gas Natural México NT-104-GNM Parte 3 Rev (0) 12/02/01 OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión Pág. 1 de 20 Estado: APROBADA Dirección Técnica INDICE Página 1. OBJETO 2 2. ÁMBITO DE APLICACIÓN 2 3. DOCUMENTOS DE REFERENCIA 2 4. ACCESORIOS PARA ELECTROFUSIÓN 2 5. UNIÓN DE TUBOS 5 6. UNIÓN DE ACCESORIOS DERIVACIÓN DE ELECTROFUSIÓN 12 7. CONTROL VISUAL DE LAS UNIONES POR ELECTROFUSIÓN 15 8. MEDIDAS DE SEGURIDAD Y PROTECCIÓN EN EL TRABAJO 18 ANEXO A: INSTRUCCIONES DE SEGURIDAD Y MEDIDAS DE PROTECCIÓN 19 ANEXO FIRMAS 20
-
Upload
nguyendiep -
Category
Documents
-
view
216 -
download
0
Transcript of NT104GNM Parte 3 - gnf.cdn.avanzo.comgnf.cdn.avanzo.com/archivos/resources/2751_es_ES.pdf ·...

gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 1 de 20
Estado: APROBADA
Dirección Técnica
INDICE
Página
1. OBJETO 2
2. ÁMBITO DE APLICACIÓN 2
3. DOCUMENTOS DE REFERENCIA 2
4. ACCESORIOS PARA ELECTROFUSIÓN 2
5. UNIÓN DE TUBOS 5
6. UNIÓN DE ACCESORIOS DERIVACIÓN DE ELECTROFUSIÓN 12
7. CONTROL VISUAL DE LAS UNIONES POR ELECTROFUSIÓN 15
8. MEDIDAS DE SEGURIDAD Y PROTECCIÓN EN EL TRABAJO 18
ANEXO A: INSTRUCCIONES DE SEGURIDAD Y MEDIDAS DE PROTECCIÓN 19
ANEXO FIRMAS 20
gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 2 de 20
Estado: APROBADA
Dirección Técnica
1. OBJETO
El objeto de la presente norma es establecer la operativa general a seguir para la realización de uniones por electrofusión en redes y acometidas de polietileno con presión de servicio hasta 4 bar.
2. ÁMBITO DE APLICACIÓN
Es de aplicación en todo el ámbito de actuación de Gas Natural México, en adelante denominada GNM.
3. DOCUMENTOS DE REFERENCIA
NT-011-GNM Tubo de polietileno para redes y acometidas hasta 4 bar NT-041-GNM Accesorios de polietileno para electrofusión. NT-042-GNM Accesorios de polietileno polivalentes. NT-044-GNM Maquinaria y utillaje para realizar uniones de tubos y accesorios
de polietileno. NT-135-GNM Procedimiento de realización de la prueba conjunta de resistencia
y estanquidad, del purgado y de la puesta en servicio de canaliza-ciones con presión máxima de servicio hasta 4 bar.
4. ACCESORIOS PARA ELECTROFUSIÓN
La unión por electrofusión consiste en la unión de un accesorio con el tubo, generando el calor necesario para ello mediante el paso de una corriente eléctrica controlada a través de una resistencia incorporada en el mismo accesorio.

gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 3 de 20
Estado: APROBADA
Dirección Técnica
La unión de tubos por este sistema se realizará mediante manguitos para electrofusión (Figura 1) o codos, si son del mismo diámetro, o mediante reducciones si son de diferentes diámetros
Figura 1 Las derivaciones pueden realizarse mediante una toma de derivación simple por electrofusión o una Te de toma en carga por electrofusión, en GNM se preferira siempre la segunda opción. En la parte del accesorio de derivación que se aplica sobre el tubo se encuentra un asiento curvo provisto de la resistencia eléctrica. Existen varios sistemas de fijación de estos accesorios a la tubería. En el accesorio tipo solape o montura (Figuras 2a y 2b), éste se sujeta durante la fusión con una abrazadera de fijación que se retira a la conclusión de la operación, o con un soporte tipo pedestal (ver figura 18) que lo presiona temporalmente contra el tubo. Figura 2a Figura 2b

gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 4 de 20
Estado: APROBADA
Dirección Técnica
En los accesorios tipo envolvente se fija el asiento a la tubería con una media sección que se une por atornillado o encaje, la cual puede o no retirarse al finalizar la operación (Figuras 3a y 3b). En algunos modelos la media sección inferior se sustituye por flejes o bandas que, una vez tensadas, mantienen el accesorio en posición. Figura 3a Figura 3b Un modelo muy empleado ha sido aquel en el que la media sección inferior es solidaria por un lado a la derivación y articulada en este punto gracias a una estrangulación del material (Figuras 4a y 4b). Este diseño está próximo a desaparecer. Figura 4a Figura 4b
gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 5 de 20
Estado: APROBADA
Dirección Técnica
Estas derivaciones, una vez colocadas abrazando al tubo, durante el proceso de fusión se fijan por el lado abierto mediante una mordaza de apriete que se retira a la conclusión de la soldadura. La resistencia eléctrica se prolonga en la mitad inferior del elemento de electrofusión, por lo que ésta permanece unida al tubo al retirar la mordaza.
Todos estos accesorios para electrofusión han de conservar su embalaje original hasta el momento de su utilización.
La maquinaria a utilizar para efectuar todas las operaciones deberá cumplir con los requisitos que establece la NT-044-GNM Parte 2.
En los siguientes apartados se describe el procedimiento general a seguir para la unión por electrofusión.
5. UNIÓN DE TUBOS
La unión en obra de dos tubos de polietileno por electrofusión seguirá las fases siguientes:
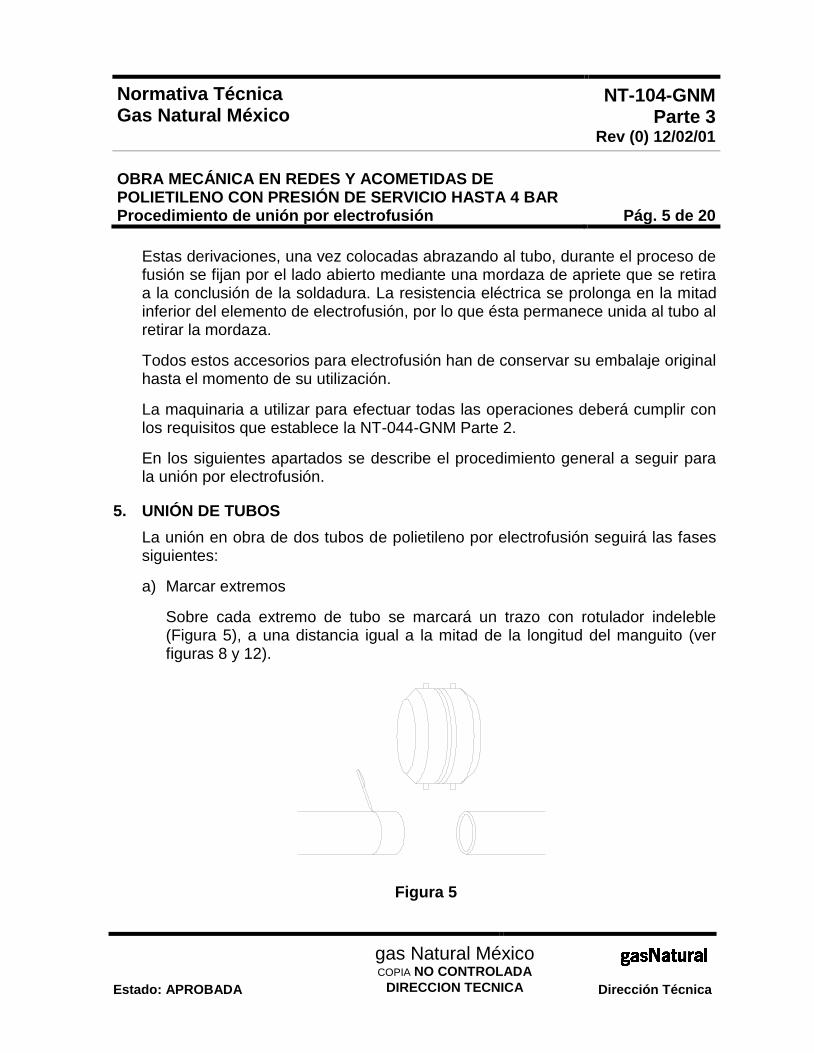
a) Marcar extremos
Sobre cada extremo de tubo se marcará un trazo con rotulador indeleble (Figura 5), a una distancia igual a la mitad de la longitud del manguito (ver figuras 8 y 12).
Figura 5

gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 6 de 20
Estado: APROBADA
Dirección Técnica
b) Pelar extremos y achaflanar
Con un útil adecuado, se pelarán los extremos de los tubos en la longitud marcada previamente (Figura 6), que quedará luego introducida en el manguito para electrofusión. También se eliminará la arista externa del extremo del tubo mediante un ligero achaflanado.
Figura 6 c) Limpiar superficies
Se limpiarán las superficies a soldar, tanto en la parte exterior del tubo como en la interior del accesorio, con papel celulósico e isopropanol (Figura 7). El isopropanol no es sustituible ni por etanol ni por metanol, por lo que deberá tenerse especial cuidado en utilizar concretamente este producto.
Figura 7
gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 7 de 20
Estado: APROBADA
Dirección Técnica
Figura 8
Figura 1 0
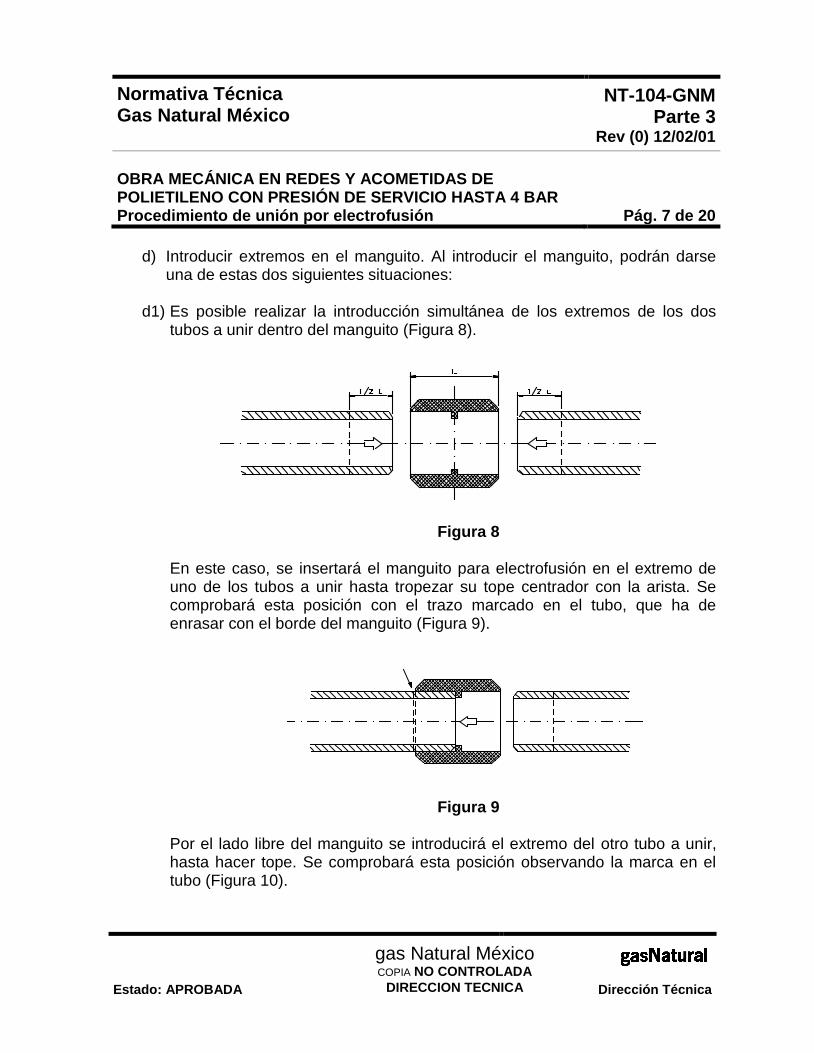
d) Introducir extremos en el manguito. Al introducir el manguito, podrán darse una de estas dos siguientes situaciones:
d1) Es posible realizar la introducción simultánea de los extremos de los dos
tubos a unir dentro del manguito (Figura 8).
Figura 8
En este caso, se insertará el manguito para electrofusión en el extremo de uno de los tubos a unir hasta tropezar su tope centrador con la arista. Se comprobará esta posición con el trazo marcado en el tubo, que ha de enrasar con el borde del manguito (Figura 9).
Figura 9
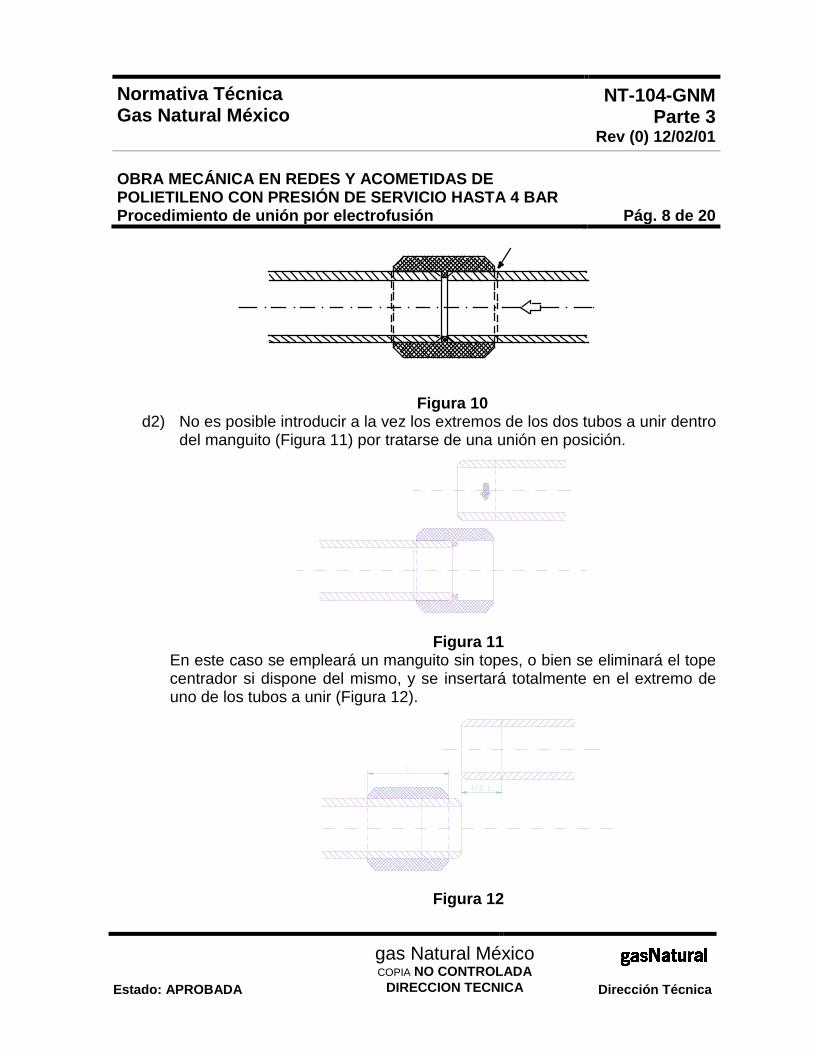
Por el lado libre del manguito se introducirá el extremo del otro tubo a unir, hasta hacer tope. Se comprobará esta posición observando la marca en el tubo (Figura 10).
gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 8 de 20
Estado: APROBADA
Dirección Técnica
Figura 1 1
Figura 10 d2) No es posible introducir a la vez los extremos de los dos tubos a unir dentro
del manguito (Figura 11) por tratarse de una unión en posición.
Figura 11 En este caso se empleará un manguito sin topes, o bien se eliminará el tope centrador si dispone del mismo, y se insertará totalmente en el extremo de uno de los tubos a unir (Figura 12).
Figura 12
gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 9 de 20
Estado: APROBADA
Dirección Técnica
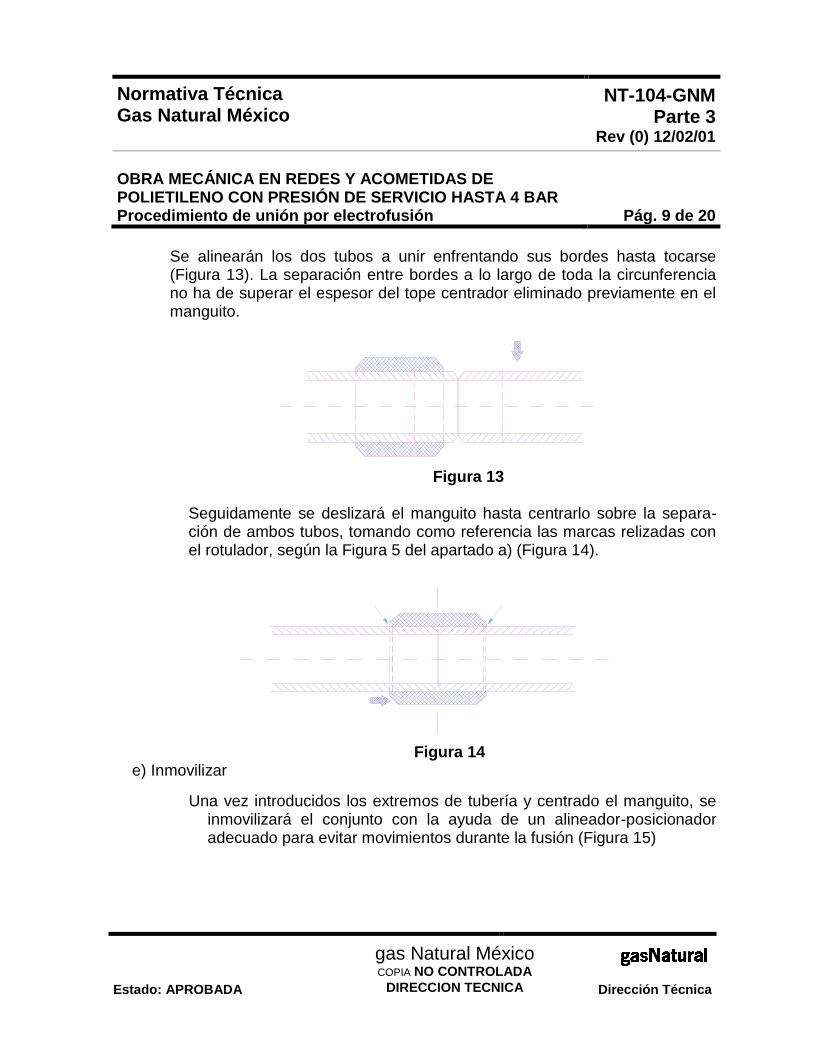
Se alinearán los dos tubos a unir enfrentando sus bordes hasta tocarse (Figura 13). La separación entre bordes a lo largo de toda la circunferencia no ha de superar el espesor del tope centrador eliminado previamente en el manguito.
Figura 13 Seguidamente se deslizará el manguito hasta centrarlo sobre la separa-ción de ambos tubos, tomando como referencia las marcas relizadas con el rotulador, según la Figura 5 del apartado a) (Figura 14).
Figura 14 e) Inmovilizar
Una vez introducidos los extremos de tubería y centrado el manguito, se inmovilizará el conjunto con la ayuda de un alineador-posicionador adecuado para evitar movimientos durante la fusión (Figura 15)

gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 10 de 20
Estado: APROBADA
Dirección Técnica
Figura 15
Para tubos de DN 315 SDR 26, se instalará en el interior de ambos extremos unos casquillos metálicos de refuerzo.
f) Proceso de unión por electrofusión
Se conectarán los bornes del manguito al aparato alimentador de corriente regulada y se efectuará la electrofusión, ateniéndose a las instrucciones (Figura 16). Los parámetros de fusión intrínsecos del manguito se intro-ducirán en la máquina empleando exclusivamente la etiqueta del código de barras, adherida al mismo accesorio o a la tarjeta incluida en el envoltorio.
Figura 16 Si el manguito es de doble resistencia (bifilar), se tendrá que realizar dos veces esta operación, actuando primero en los bornes de una de las resistencias y, una vez realizada la fusión, en los bornes de la otra.
gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 11 de 20
Estado: APROBADA
Dirección Técnica
g) Comprobación de la unión Concluida la unión, comprobar visualmente o manualmente que los testigos de fusión muestran que se ha producido la fusión, así como que no hay derrame de material por los bordes del manguito. Para manguitos de electrofusión bifilares se comprobará la soldadura en las dos partes.
h) Enfriamiento y marcado Una vez transcurrido el tiempo fijado por el fabricante para que la unión se haya enfriado al aire por su natural, a temperatura ambiente, se retirará el posicionador. No se permite ningún procedimiento de enfriado de la unión mediante agua o aire que acelere el proceso de enfriamiento natural de la unión, ya que puede provocar grietas en la misma. Siempre se marcará sobre el tubo, con tinta indeleble, el código de identi-ficación del soldador y la fecha de la soldadura con formato día/mes/año, aunque éste ya se haya introducido previamente en la máquina, junto con los datos de la fusión. La operativa descrita en los apartados anteriores para unir tubos con un manguito, es directamente aplicable a la soldadura de tubo con cualquier accesorio electrosoldable (Tes, codos, reducciones, tapones de cierre, portabridas, etc.)
gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 12 de 20
Estado: APROBADA
Dirección Técnica
Figura 1 7
6. UNIÓN DE ACCESORIOS DERIVACIÓN DE ELECTROFUSIÓN
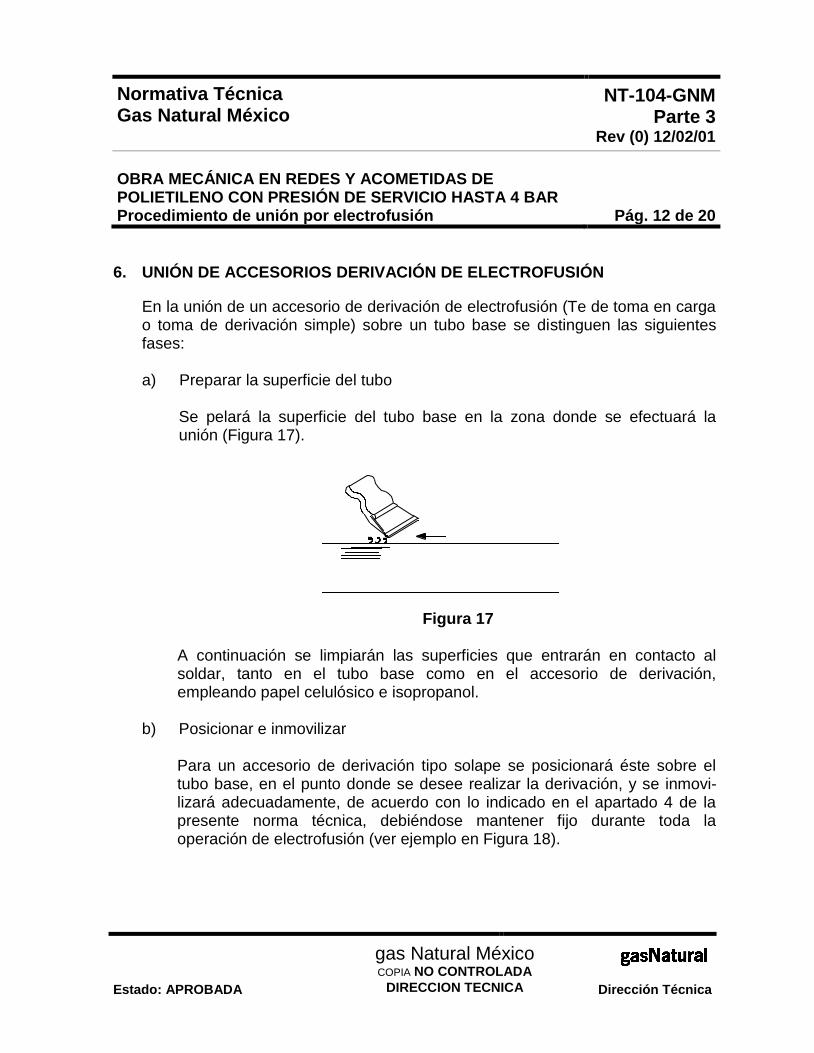
En la unión de un accesorio de derivación de electrofusión (Te de toma en carga o toma de derivación simple) sobre un tubo base se distinguen las siguientes fases: a) Preparar la superficie del tubo
Se pelará la superficie del tubo base en la zona donde se efectuará la unión (Figura 17).
Figura 17 A continuación se limpiarán las superficies que entrarán en contacto al soldar, tanto en el tubo base como en el accesorio de derivación, empleando papel celulósico e isopropanol.
b) Posicionar e inmovilizar Para un accesorio de derivación tipo solape se posicionará éste sobre el tubo base, en el punto donde se desee realizar la derivación, y se inmovi-lizará adecuadamente, de acuerdo con lo indicado en el apartado 4 de la presente norma técnica, debiéndose mantener fijo durante toda la operación de electrofusión (ver ejemplo en Figura 18).

gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 13 de 20
Estado: APROBADA
Dirección Técnica
Figura 1 8
Figura 18
c) Procedimiento de unión por electrofusión.
Se conectarán los bornes de la toma de derivación simple (Figura 19), o de la Te de toma en carga de electrofusión (Figura 20), al aparato alimentador de corriente regulada y se efectuará la electrofusión, ateniéndose a las instrucciones.
Figura 19 Figura 20

gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 14 de 20
Estado: APROBADA
Dirección Técnica
Los parámetros de fusión intrínsecos del accesorio para electrofusión se introducirán en la máquina empleando exclusivamente la etiqueta del código de barras, adherida al mismo accesorio o a la tarjeta incluida en el envoltorio.
Si el accesorio de derivación de electrofusión es bifilar se tendrá que realizar esta operación en los bornes de ambas resistencias.
d) Comprobación de la unión
Concluida la fusión, se comprobará por inspección visual que los testigos de soldadura muestran que se ha producido la fusión, y que no hay derrame de material por los bordes del accesorio.
Para accesorios de derivación bifilares se comprobará la fusión en las dos partes.
e) Enfriamiento y marcado
Se dejará enfriar la unión al aire por su natural, a temperatura ambiente, durante un tiempo fijado por el fabricante, antes de proceder a retirar el posicionador o iniciar cualquier otra operación en el accesorio.
No se permite ningún procedimiento de enfriado de la unión mediante agua o aire que acelere el proceso de enfriamiento natural de la unión, ya que puede provocar grietas en la misma.
Siempre se marcará sobre el tubo, con tinta indeleble, el código de identi-ficación del soldador y la fecha de la soldadura con formato día/mes/año, aunque ya se haya introducido previamente en la máquina, junto con los datos de la fusión.
f) Prueba de hermeticidad
Antes de proceder a la perforación del tubo base a través del accesorio de derivación, se realizará la prueba de hermeticidad correspondiente según especifica la NT-135-GNM, para comprobar la ausencia de fugas en la unión (Figura 21).

gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 15 de 20
Estado: APROBADA
Dirección Técnica
Figura 2 1
En el caso de tratarse de una Te de toma en carga, necesariamente deberá estar cerrada la salida de derivación, o concluida la obra de derivación o acometida, para poder realizar la prueba de estanquidad.
Figura 21
7. CONTROL VISUAL DE LAS UNIONES POR ELECTROFUSIÓN
Un procedimiento usual de control de la construcción de conducciones de polietileno es la inspección visual de las uniones, debiendo realizarse este control, por su sencillez, en todas y cada una de las uniones. Los requisitos que deberá cumplir una unión por electrofusión bien ejecutada y que deben controlarse son: - Los testigos de fusión. Debe aparecer material fundido en cada uno de ellos,
debiendo ser similares sus tamaños. - Material fundido en los bordes del accesorio.

gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 16 de 20
Estado: APROBADA
Dirección Técnica
Los defectos más usuales que pueden encontrarse son: Contaminación :
Presencia en la unión de cuerpos extraños o suciedad, como tierra, grasa, etc., o falta de raspado superficial. Para evitar tal defecto es preciso prestar atención a las fases b y c de 5, y a de 6.
Descentrado :
Consecuencia de una desigual distribución de la zona de fusión de un manguito, al no haberse colocado éste entre los trazos de centrado. Para evitar el descentrado se atenderá a lo indicado en las fases a y d de 5.
Desalineación:
Debida generalmente a la no utilización de posicionadores durante la fusión, la utilización de posicionadores no adecuados o por retirar el posicionador antes de dejar enfriar la soldadura de forma natural. Se produce una deformación remanente del accesorio. Se deberá, por tanto, seguir lo indicado en las fases e y h de 5.
Falta de fusión:
Producida normalmente por una falta de calentamiento como consecuencia de una selección inadecuada de los parámetros de fusión en el equipo de electrofusión. También puede ocurrir por presencia de humedad y por falta de contacto entre las superficies a unir. Este defecto se evitará siguiendo las indicaciones de las fases f de 5 y b, c de 6.

gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 17 de 20
Estado: APROBADA
Dirección Técnica
Derrame de material por los bordes:
Producido normalmente por un sobrecalentamiento como consecuencia de una selección inadecuada o introducción errónea de los parámetros de fusión en el equipo de electrofusión. También puede ocurrir por presencia de humedad, por la no utilización de posicionadores durante la unión, o estos no son los adecuados o por retirar el mismo antes de dejar enfriar la soldadura de forma natural, o bien por deficiente colocación del accesorio. Para evitar este defecto se seguirá lo indicado en las fases d, e, f, g, h de 5 y en las fases b, c, d, e de 6.
Deformación remanente:
Producida por una falta de paralelismo entre las caras de los tubos a unir, por hueco entre tubo y tubo, por la no utilización de posicionadores o utilizar unos incorrectos, o por retirarlo antes de dejar enfriar la unión de forma natural. Para evitar este defecto se prestará atención a lo indicado en la fase d, e y h de 5.
Deformación de las superficies internas del tubo:
Producida como consecuencia de un exceso de energía aportada durante el proceso de fusión, pueden presentarse deformaciones permanentes acompañadas de pliegues en la superficie interna de la tubería de polietileno, localizadas en las zonas de fusión. Generalmente se produce en accesorios con embocaduras, por ejemplo en los manguitos. Para evitar este fenómeno no deseado se atenderá con sumo detalle a lo indicado en las fases f de 5 y c de 6.

gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 18 de 20
Estado: APROBADA
Dirección Técnica
Grietas:
Producidas generalmente como consecuencia de un mal proceso de enfriamiento. A fin de que este defecto no se produzca se seguirá lo indicado en h de 5 y e de 6.
Poros :
Producidos por la presencia de una presión interior elevada en los tramos de tubería a unir en el momento de la fusión (obturación aguas arriba incorrecta). Este defecto se produce por la utilización incorrecta de los dispositivos de obturación (pinzado, balonamiento, etc.) durante una intervención en carga.
8. MEDIDAS DE SEGURIDAD Y PROTECCIÓN EN EL TRABAJO
Se proporcionará al personal de la obra todos aquellos elementos de protección y seguridad que sean requeridos, y se tendrán en cuenta las medidas de protección individuales y colectivas. En el Anexo A de la presente norma se relacionan algunos de los posibles riesgos y las medidas de protección individuales y colectivas a tener en cuenta.
gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 19 de 20
Estado: APROBADA
Dirección Técnica
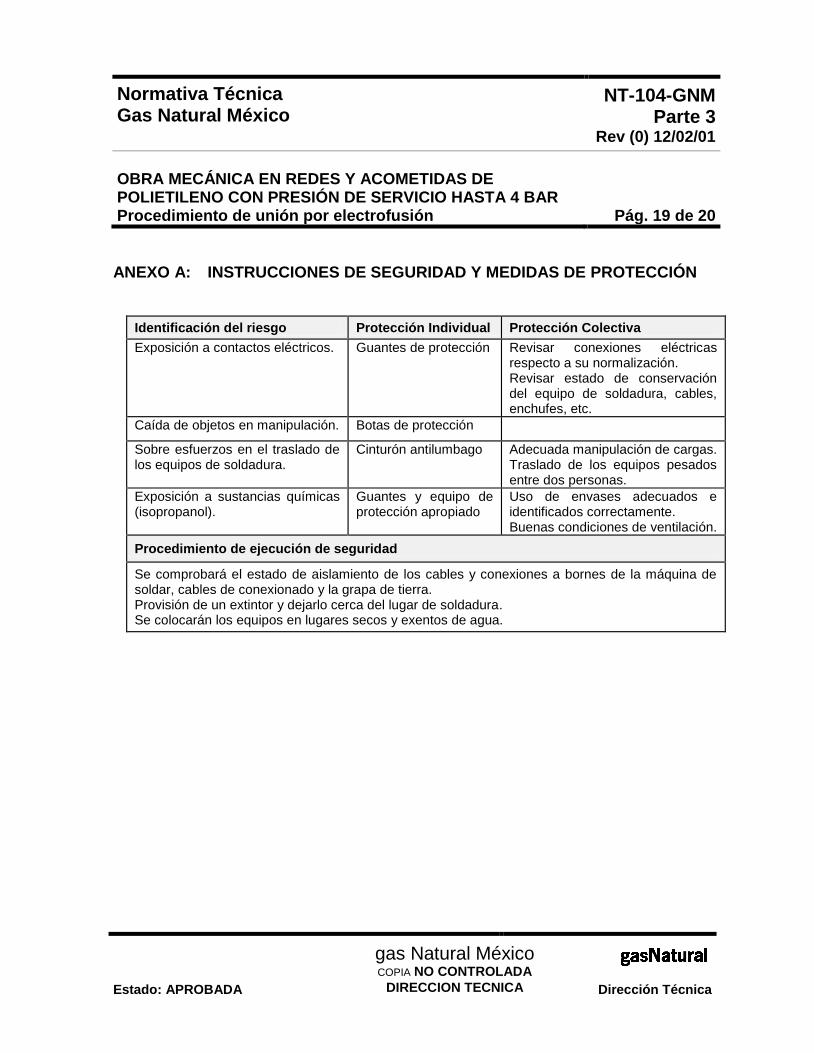
ANEXO A: INSTRUCCIONES DE SEGURIDAD Y MEDIDAS DE PROTECCIÓN
Identificación del riesgo Protección Individual Protección Colectiva
Exposición a contactos eléctricos. Guantes de protección Revisar conexiones eléctricas respecto a su normalización. Revisar estado de conservación del equipo de soldadura, cables, enchufes, etc.
Caída de objetos en manipulación. Botas de protección
Sobre esfuerzos en el traslado de los equipos de soldadura.
Cinturón antilumbago Adecuada manipulación de cargas. Traslado de los equipos pesados entre dos personas.
Exposición a sustancias químicas (isopropanol).
Guantes y equipo de protección apropiado
Uso de envases adecuados e identificados correctamente. Buenas condiciones de ventilación.
Procedimiento de ejecución de seguridad
Se comprobará el estado de aislamiento de los cables y conexiones a bornes de la máquina de soldar, cables de conexionado y la grapa de tierra. Provisión de un extintor y dejarlo cerca del lugar de soldadura. Se colocarán los equipos en lugares secos y exentos de agua.

gas Natural México COPIA NO CONTROLADA
DIRECCION TECNICA
Normativa Técnica Gas Natural México
NT-104-GNM Parte 3
Rev (0) 12/02/01
OBRA MECÁNICA EN REDES Y ACOMETIDAS DE POLIETILENO CON PRESIÓN DE SERVICIO HASTA 4 BAR Procedimiento de unión por electrofusión
Pág. 20 de 20
Estado: APROBADA
Dirección Técnica
ANEXO FIRMAS
Responsable
Dirección/Nombre
Fecha
Firma
Elaboración
Normativa
Revisión
Seguridad y Calidad Técnica
Aprobación
Dirección Técnica