Monografia-proceso de Elaboración de Yogurt Batido Frutado Ok
54
Ley N° 30035 Ley que regula el Repositorio Nacional Digital de Ciencia, Tecnología e Innovación de Acceso Abierto
-
Upload
michaelhuamanlisunde -
Category
Documents
-
view
74 -
download
2
description
elavoracion
Transcript of Monografia-proceso de Elaboración de Yogurt Batido Frutado Ok

Ley N° 30035
Ley que regula el Repositorio Nacional Digital de Ciencia, Tecnología e
Innovación de Acceso Abierto

1
UNIVERSIDAD NACIONAL
JOSÉ FAUSTINO SÁNCHEZ CARRIÓN
FACULTAD INGENIERÍA AGRARIA, INDUSTRIAS
ALIMENTARIAS Y AMBIENTAL
ESCUELA ACADEMICO PROFESIONAL DE INDUSTRIAS ALIMENTARIAS
“PROCESO DE ELABORACIÓN DE YOGURT
BATIDO FRUTADO”
MONOGRAFÍA
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO EN INDUSTRIAS ALIMENTARIAS
PRESENTADO POR EL BACHILLER:
NUÑEZ GOMERO, JOHNNY ALFREDO
ASESOR: Ing. RICARDO ANIBAL ALOR SOLÓRZANO
HUACHO-PERÚ
2012

2
UNIVERSIDAD NACIONAL
JOSÉ FAUSTINO SÁNCHEZ CARRIÓN
FACULTAD INGENIERÍA AGRARIA, INDUSTRIAS
ALIMENTARIAS Y AMBIENTAL
ESCUELA ACADEMICO PROFESIONAL DE INDUSTRIAS ALIMENTARIAS
“PROCESO DE ELABORACIÓN DE YOGURT
BATIDO FRUTADO”
..…..………………………………..……..…… ……..………………………………………….
Dr. JOSÉ LUIS RODRIGUEZ NUÑEZ Lic. ELFER ORLANDO OBISPO GAVINO
PRESIDENTE SECRETARIA
………………………………………………… ……………………………………………
Blgo. JOSÉ. LUIS ROMERO BOZZETTA Ing. RICARDO ANIBAL ALOR SOLÓRZANO
VOCAL ASESOR
HUACHO – PERÚ
2012

3
DEDICATORIA
Dedico este trabajo por la culminación de mi
carrera universitaria a mi madre y a mis
hermanos por su gran apoyo incondicional
tanto en lo moral y ético para cumplir mis
objetivos propuestos.
A mis Profesores quienes estuvieron
siempre enseñándonos sus experiencias
adquiridas en el campo de sus cursos y
otros puntos; también por sus
voluntades, empeño para el trabajo.

4
INDICE
RESUMEN
INTRODUCCIÓN
I. ASPECTOS GENERALES 10
1.1. Definición, composición y propiedades de la leche 10
1.1.1. Definición de la leche 10
1.1.2. Composición de la leche 10
1.1.3. Principales componentes de la leche 11
A. Agua 11
B. Lípidos 12
C. Proteínas 13
D. Glúcidos 14
E. Minerales 15
F. Sustancias Nitrogenadas no proteicas 16
1.2. Factores que influyen en la composición de la leche 16
A. El Clima 17
B. Influencias Alimentarias 18
1.3. La Calidad Higiénica de la Leche 19
A. Higiene Química 20
B. Higiene Microbiana 24
1.4. Orígenes de la Contaminación 25
1.5. Propiedades físicas 27
1.5.1. Densidad 27
1.5.2. pH de la leche 28
1.5.3. Acides de la leche 28
1.5.4. Extracto seco 29
1.6. Propiedades microbiológicas 30
1.6.1. Bacterias lácticas 30
1.6.2. Bacterias propionicas 30
1.6.3. Bacterias butiricas 30
1.6.4. Bacterias patógena 31
1.6.5. Bacterias psicrofilas 31

5
II. EL YOGURT 32
2.1. Información nutricional del yogurt 33
2.2. Modo de hacer el yogurt 33
2.3. Las bacterias en el yogurt 34
2.4. Cualidades del yogurt 36
III. DISEÑO DEL PROCESO 38
3.1. Materiales y procesos de control 38
3.2. Metodología 39
3.2.1. Proceso y descripción de operaciones para la
Elaboración de yogurt 39
3.3. Pruebas de control de calidad 47
3.3.1. En la recepción de la materia prima 47
3.3.2. Pasterización 47
3.3.3. Primer enfriamiento 48
3.3.4. Inoculación 48
3.3.5. Envasado 48
3.3.6. Cámara refrigerada y conservación 48
IV. CONCLUSIONES 49
V. BIBLIOGRAFIA 51
ANEXOS 52

6
ÍNDICE DE CUADROS
Cuadro 01: Leyenda del diagrama de operaciones para el proceso del yogurt. 46
ÍNDICE DA TABLAS
Tabla 01: Composición de la leche 10
Tabla 02: Composición del yogurt de leche 37
Tabla 03. : Equipos y materiales para el proceso del yogurt batido 38
Tabla 04: Equipos y reactivos de control de calidad 39
ÍNDICE DE FIGURAS
Figura 01: Diagrama de flujo para la elaboración de yogurt 44
Figura 02: Diagrama de operaciones del proceso de yogurt 45

7
RESUMEN
El objetivo que se pretende lograr con el trabajo monográfico es de mostrar las
técnicas en la elaboración del yogurt batido frutado, para eso se expone un método
sencillo en pequeña escala a partir de leche entera, por fermentación provocada
por el Streptococcus thermophilus y Lactobacillus bulgaricum. En seguida un
resumen de las etapas de elaboración:
1.-Recepción de la leche cruda: con un PH, entre 6.5 y 6.8, la densidad, de 1.028 a
1.034 g/cm3 y la acidez, debe estar entre 0.15 y 0.16%.
2.-Filtración de la leche para evitar el ingreso de partículas gruesas al proceso.
3.- Estandarización y preparación de la mezcla
4.- Pasteurización: a temperaturas aproximadas de 75 ºC, por 30 minutos Es un
punto crítico de control, pues es el punto donde se eliminan todos los
microorganismos patógenos.
5.-Primer Enfriamiento: asegura la temperatura óptima de inoculación,
permitiendo la supervivencia de las bacterias del inóculo.
6.- Inoculación: en condiciones, de 2 a 3% de cultivo a temperatura de 42 y 45 ºC
7.- Incubación: es la coagulación de la caseína de la leche a tiempo de 2-3 hs.
8.- Homogeneización: se hace para impedir la formación de nata y mejorar el
sabor y la consistencia del producto.
9.- Segundo Enfriamiento: con la mayor rapidez posible se evita que el yogur siga
acidificándose a más de 3.0 pH. En tiempo de 1,5-2,0 horas, a 15°C.
10.- Homogeneización para generar el batido: Se rompe por agitación el coágulo.
11.-Envasado: Un cerrado hermético mantiene la inocuidad del producto.
12.- Cámara refrigerada y conservación: se conserva, a temperaturas de
almacenamiento ≤ 8ºC, por un tiempo aproximado de una semana.
Como todo trabajo monográfico se pretende aportar con los conocimientos
básicos para la elaboración del yogurt, es importante tener en cuneta los
parámetros exactos que se encuentra en todo el diagrama de flujo, así se obtendrá
un yogurt con las características deseadas.

8
INTRODUCCIÓN
En ésta oportunidad se desarrollo el tema, proceso de elaboración de yogurt batido
frutado, con la finalidad de mostrar las técnicas básicas para la elaboración del
yogurt batido.
Es de conocimientos de todos que, en el Perú existen un porcentaje muy
considerable de personas que tienen el problema de estreñimiento y otras
enfermedades relacionado al sistema digestivo, esto es ocasionado por diversos
factores como son, estrés, no se ingiere el agua necesaria, una alimentación
desbalanceada, etc. estos malos hábitos traen como consecuencia el mal
funcionamiento de nuestro sistema digestivo y al tener nuestro sistema digestivo
enfermo, nos da origen a muchas enfermedades en el cuerpo humano.
En principio debemos saber las características que debe tener una buena materia
prima y debemos saber cuales son los factores que influyen directa e
indirectamente en la obtención de una leche de buena calidad que por ende nos
dará como resultado un buen producto.
El incluir el consumo del yogurt en nuestra dieta diaria ayudara
considerablemente a mejorar el funcionamiento de nuestro sistema digestivo.
Los productos lácteos y la leche se han desarrollado históricamente en algunas
comunidades humanas específicas, las cuales han evolucionado para mantener, en
la edad adulta, una mejor capacidad de digestión del principal azúcar de la leche:
la lactosa. En los demás grupos humanos, la secreción de
la lactasa (una enzima esencial para esa digestión) se pierde tras la fase de
lactancia infantil, y por esta razón muchas culturas tienen una «aversión culinaria»
a la leche y sus derivados.
los productos lácteos se consideran uno de los principales logros de la evolución
cultural: la mayor parte de la lactosa de la leche desaparece para ser convertida en
otros compuestos más digeribles tras la fermentación láctica que se produce en su
elaboración. Las razones evolutivas aducidas están ligadas al equilibrio con otro

9
nutriente esencial que, como la lactosa, ayuda a la absorción del calcio:
la vitamina D, que se puede sintetizar por el organismo en presencia de luz solar.
En el Perú la tecnología lechera tiene diversos métodos para obtener muchos
productos con niveles de alta calidad y pureza para tratar un alimento de primera
necesidad como es la leche, utilizando diferentes métodos de procesamientos,
control, conservación y comercialización en condiciones óptimas, las operaciones
necesarias paras separar algunos componentes de la leche y los análisis de su
composición química .
La elaboración de productos lácteos fermentados representa la segunda industria
más importante de fermentación después de la producción de bebidas alcohólicas.
El yogurt es la leche fermentada, el cual es preparado por la acción combinada del
Lactobacillus bulgaricus y Streptococcus thermophilus. Es un producto de alto
valor nutritivo debido a la fácil digestibilidad si se le compara con la leche fresca
o fluida.
El principal problema que enfrenta la industria del yogurt es la producción y
mantenimiento de un producto con óptimas características físico-químicas,
microbiológicas y sensoriales
Últimamente se han incrementado en las diferentes aéreas del mundo plantas
recombinadoras de leche, especialmente en aquellos países donde la producción
no satisface sus requerimientos. En el Perú debido a la baja producción lechera, la
industria se ve obligada al empleo de leche recombinada en la elaboración de
leche fluida y derivados lácteos.
Se desea aprender la tecnología que se emplean empresarialmente para la
elaboración del yogurt y adquirir nuevos conocimientos, para una mejor
formación profesional.

10
I. ASPECTOS GENERALES.
1. 1. Definición, composición y propiedades de la leche
1.1. 1. Definición de la leche
La leche natural es el producto obtenido higiénicamente por ordeño
regular y completo, debiéndose enfriar inmediatamente después.
Este producto puede proceder de una o varias vacas y resultar de
uno o varios ordeños, no esta permitido agregarle ni sustraerle
nada, la leche puede considerarse en general como un liquido
blanco y opaco, puede ofrecer también una tonalidad ligeramente
amarillenta sobre todo en verano cuando los animales siguen un
régimen de pastoreo.
La leche es la base de numerosos productos lácteos, como la
mantequilla, el queso, el yogur, entre otros. Es muy frecuente el
empleo de los derivados de la leche en las industrias
agroalimentarias, químicas y farmacéuticas en productos como la
leche condensada, leche en polvo, caseína o lactosa. La leche de
vaca se utiliza también en la alimentación animal. (Spreer, 1975)
1.1.2. Composición de la Leche
Tabla 1. COMPOSICIÓN DE LA LECHE
Extracto seco 12.5 %
Extracto seco desengrasado 9 %
Agua 87.5 %
Grasa 3.5 %
proteína 3.5 %
Lactosa 4.7 %
Sales minerales 0.8 %
Total 100 %
Fuente: Berdayes y Col, 1980.

11
La leche se puede considerar como una emulsión de materia grasa
en solución acuosa que contiene numerosos elementos, unos en
disolución y otros en estado coloidal.
Los constituyentes de la leche son:
Agua
Grasas en emulsión
Sustancias en disolución
Sustancias en suspensión coloidal
El agua es el constituyente mayoritario de la leche y se encuentra
en ella en un 87.5%. La grasa se encuentra emulsionada de forma
globular y representa normalmente entre un 3 y un 4% de la leche.
Esta constituida fundamentalmente por triglicérido, al que
acompaña otros lípidos como: fosfolípidos, esteroles, carotenoides,
vitaminas liposolubles y trazas de ácidos grasos libres. La fase
coloidal esta formada principalmente por una suspensión de
partículas de caseína.
La fase hídrica, sustancias en solución, está formada por el
conjunto de las sustancias disueltas en agua, cualquiera que sea su
tamaño de partícula. En este grupo se incluyen los azucares
(fundamentalmente lactosa), las sales, las vitaminas hidrosolubles y
las sustancias nitrogenadas no proteicas. (R. Veisseyre)
1.1.3. Principales componentes de la leche:
A. Agua: el agua es el medio en el que se encuentran disueltos,
suspendidos o emulsionados el resto de los constituyentes de la
leche. Se encuentra en un 87% del peso aproximadamente, y
presenta dos estados:
Agua libre: es la mayor parte del agua y constituye el disolvente de
la lactosa y las sales. Es independiente de las sustancias insolubles.
Agua ligada: supone aproximadamente un 3.1% de la leche y se
encuentra energéticamente retenida por las sustancias insolubles.

12
La proporción del agua ligada no se fija, si no que existe un
equilibrio.
B. Lípidos: la fracción conocida como lípidos lácteos, que
constituyen normalmente entre un 3 y un 4% de la leche, esta
formada por tres tipos de sustancias asociadas:
Materia grasa propiamente dicha, constituida principalmente
por triglicéridos (98% lípidos).
Fosfolípidos que suponen del 0.5 al 1%.
Otras sustancias insaponificables, diferentes químicamente de
las anteriores, pero insolubles en agua y disolventes orgánicos
(1%).
Los lípidos se encuentran en la leche en forma de glóbulos de
diámetro comprendido entre 2 y 10 un, constituyendo una emulsión
del tipo de aceite en agua. En estos glóbulos se pueden diferenciar
las siguientes zonas: una pseudomembrana exterior de naturaleza
proteica, una capa, a continuación de naturaleza fosfolipídica y una
zona interior del glóbulo graso en la que están los glicéridos
distribuidos de fuera a adentro de mayor a menor punto de fusión.
De los lípidos que constituyen la leche los más importantes son los
glicéridos, los fosfolípidos y los esteroles.
Glicéridos: son ésteres de la glicerina y ácidos grasos. Pueden
ser simples mixtos, según que sean iguales o distintos,
respectivamente, los grasos unidos a la glicerina. Concurren más de
60 ácidos grasos en la formación de los triglicéridos siendo el más
abundante el palmítico.
Fosfolípidos: son triglicéridos en los que un radical ácido ha
sido sustituido por una molécula de ácido fosfórico unida a su vez
a un radical nitrogenado. Los más importantes son las lecitinas y
las cefalinas, en los que la base nitrogenada es colina y la
etanolamina respectivamente.

13
Esteroles: son lípidos con un radical común, núcleo esterol, que
contiene una función alcohol. Se encuentran no esterificados y el
más importante es el esterol. Algunos esteroles por acción de
radiaciones UV se transforman en vitaminas D.
C. Proteínas: las proteínas son polímeros de ciertos aminoácidos
que son sintetizados por organismos vivos. Constituyen
normalmente el 3% de la leche y contienen el 95% del nitrógeno de
la leche.
Dado que las caseínas son la fracción proteica más fácilmente
separable, las proteínas de la leche clásicamente en dos fracciones:
caseínas y proteínas del suero.
El grupo de caseínas esta constituido esencialmente por caseínas
S1, S2, B, y X. Estas proteínas se distinguen del resto de las
proteínas de la leche por el hecho de que coagulan por la acción del
cuajo o una edificación próxima a pH 4,6. Las proteínas no
caséicas constituyen un grupo mucho más heterogéneo que el
anterior, tanto desde el punto de vista de su origen, como su
composición química. Son principalmente las proteínas del
lactosuero junto a numerosas enzimas y a las proteínas de la
membrana del glóbulo graso.
Caseína: La Caseína es un heteroproteido ya que su hidrólisis
proporciona, además de aminoácidos, otras sustancias no proteicas.
Concretamente es un fosfoproteico, en el que la fracción no
proteica esta representada por el ácido fosfórico. Dado que la
caseína presenta un carácter anfótero, puede dar sales o caseinatos.
Estos últimos son de gran interés ya que la caseína se encuentra en
forma de caseinato cálcico, que a su vez adsorbe en sus micelas a
las de fosfato cálcico, formando un complejo conocido como
fosfocaseinato.
Proteínas del suero: las proteínas del suelo forman una fracción
muy compleja y se pueden clasificar en tres grupos heterogéneos

14
según la solubilidad: proteasas-peptonasas, globulinas y albúminas.
Las primeras son las únicas que no se desnaturalizan por el calor.
Los otros componentes precipitan al calentar la leche o el
lactosuero. En la leche rica en caseína este efecto no se observa
puesto que quedan en las micelas de caseínas, pero al precipitar la
caseína a pH 4.6 las proteínas del suero desnaturalizadas, lo hacen
con ella.
D. Glúcidos: la leche de vaca contiene tres tipos de glúcidos desde
el punto de vista químico, que son:
Glúcidos neutros: lactosa y poliósidos que contienen lactosa y
fructosa.
Glúcidos nitrogenados
Glúcidos ácidos: ácidos siálicos
Dada la pequeña proporción en que se encuentran estos glúcidos,
excepto la lactosa, solo nos detendremos en este último.
Lactosa: Es un disacárido C12H22O11.H2O esta compuesto de dos
monosacáridos la glucosa y galactosa, tiene gran importancia
tecnológica en todos los procesos de acidificación de la leche
(Leche fermentadas, maduración de la nata) ya que sirve de medio
de cultivo para las bacterias acido lácticas. (Soroa, 1974).
La lactosa es un disacárido presente únicamente en leches,
representando el principal y único hidrato de carbono, sin embargo, se
han identificado pequeñas cantidades de glucosa, galactosa, sacarosa,
cerebrósidos y aminoazúcares derivados de la hexosamina.
(Soroa, 1974).
La lactosa se sintetiza en la glándula mamaria por un sistema
enzimático en el que interviene la α-lactoalbúmina para después
segregarse en la leche. Es un 15% menos edulcorante que la sacarosa
y contribuye, junto con las sales, al sabor global del alimento. Hay
ciertos sectores de la población (sobre todo de raza negra y mestizos
latinoamericanos) que no toleran la leche debido a su contenido de
lactosa. Esto se debe a que la mucosa del intestino delgado no

15
sintetiza la lactasa que es la enzima que hidroliza el enlace glucosídico
y separa el azúcar en glucosa y galactosa.
Cuando la lactosa llega al colon, fermenta y produce hidrógeno,
dióxido de carbono y ácido láctico, que irritan este órgano; además, se
absorbe agua en el intestino para equilibrar la presión osmótica. Todo
esto puede traer como resultado diarrea, flatulencias y calambres
abdominales. Para remediar esta anomalía bioquímica que afecta a
algunos sectores de la población mundial, se tiene una alimento
sustituto que es el yogur (Soroa, 1974).
El contenido de lactosa en la leche de vaca es normalmente
comprendido entre 40 y 50 gr./l. El principal factor de variación de
este contenido es la infección de la mama (mamitis) que produce
un descenso en el contenido de lactosa, al disminuir la capacidad de
síntesis de la mama. Como consecuencia de esto y para mantener el
equilibrio osmótico se produce un incremento en el contenido
salino de la leche, por lo que se puede decir que el contenido en
lactosa de la leche es inversamente proporcional a sus contenidos
en sales. La lactosa es sensible al calor. De especial interés resulta
de la facilidad con la que la lactosa experimenta fermentaciones,
por la acción de determinadas bacterias, siendo la más importante
las que la transforma en ácido láctico.
Sales: las sustancias minerales en la leche se presentan en dos
estados: una en disolución y otras en estado coloidal. La forma
clásica de determinar el contenido en sales de la leche es por
calcinación, o sea, obteniendo las enzimas. Hay que aclarar que el
contenido en sales no coincide con el contenido de enzimas, ya que
al calcinar se producen pérdidas y modificaciones de los
componentes
E. Minerales. El contenido medio de enzimas es del orden de
0.7%, mientras que el contenido en sales es del orden de 0.9%.

16
Dentro de la fase de disolución, la parte más importante la
componen los cloruros, que expresados en cloruro sódico
comportan el 0.18%, aproximadamente, de la leche. Los fosfatos
solubles representan únicamente el 33% del fósforo total, siendo el
más abundante el fosfato disocio. Hay indicios de sulfatos, yoduro,
bromuros y fluoruros. El citrato cálcico es muy poco soluble y está
poco disociado todo el sodio y el potasio se encuentran en
disolución iónica.
Dentro de la fase coloidal, los componentes más abundantes son el
calcio y es el fósforo. Van acompañados de pequeñas cantidades
de magnesio y ácido cítrico. El fósforo y el calcio formando
principalmente las micelas de fosfocaseinato, siendo un factor
determinante de la estabilidad de la leche.
F. Sustancias nitrogenadas no proteicas: se trata de pequeñas
moléculas pertenecientes a diferentes familias químicas, que se
solubilizan en ácido tricloracético al 12%. El contenido es estas
sustancias varía con la alimentación.
El componente más abundante es la urea, que se halla en una
proporción media de 0.52gr. /l. Además se detectan aminoácidos
libres nucleótidos, bases nitrogenadas, ácido órtico, vitaminas
nitrogenadas...
El contenido en sustancias nitrogenadas no proteicas aumenta en
leches sometidas a fuertes calentamientos debidos
fundamentalmente a la degradación de las proteínas.
1.2. Factores que influyen en la composición de la leche
Los factores que influyen sobre la secreción láctea, tanto en cantidad como
en calidad, son muy diversos, y así se puede estudiar la influencia de los
factores genéticos, ambientales, fisiológicos de manejo o sanitarios entre
otros, existiendo siempre en la practica grandes dificultades para el estudio
por separado de cada uno, a causa de las interacciones que existen entre
ellos, ya que no actúan de forma individual, sino en conjunto sobre la vaca.

17
Por tanto hay que tener siempre en cuenta que la composición de un animal,
o rebaño, más o menos numeroso, será consecuencia de un conjunto de
factores y no de uno aislado.
A. El clima:
Temperatura: es el factor climático de mayor influencia en la
producción de la leche; por regla general, las temperaturas altas o bajas
disminuyen la cantidad de leche y alteran su composición.
La temperatura óptima para la producción de la leche ronda los 10ºC,
considerándose que las temperaturas ente 4.5 y 24ºC no influyen
marcadamente sobre la producción de la mayoría de los lecheros.
Cuando las temperaturas son inferiores a los 4.5ºC, la cantidad de leche
no decrece si se les suministra una alimentación capaz de equilibrar el
exceso de energía necesaria para luchar contra el frío; solamente cuando
las temperaturas descienden a –15ºC las vacas sufren estrés del frío y la
producción decrece, aunque el consumo de alimentos se incremente.
Efecto del calor: el efecto de las altas temperaturas, más de 30ºC, se
traduce en la vaca por:
Un descenso en el consumo, para que su organismo produzca menos
calorías.
Un aumento en la respiración, para eliminar más calor.
Un aumento en la ingestión de agua para compensar la pérdida de
líquidos
Un aumento de la temperatura corporal para favorecer el intercambio
de calor.
Esto que se representa conduce a:
Un descenso de peso corporal.
Descenso de producción de leche con aumento de porcentaje graso un
descenso del contenido en proteínas.
Un aumento del nitrógeno no proteico.
Un descenso del contenido de lactosa.
La humedad: en general, los países húmedos son más apropiados
para la producción lechera que los secos; en estos la perdida de agua

18
debido a la respiración, evaporación, sudoración, etc., por el organismo
animal es mayor que en los húmedos, por lo que se da una disminución
del rendimiento lechero. Los efectos perjudiciales de la humedad
empiezan a sentirse cuando la temperatura alcanza más de 24ºC, en estos
casos, a igualdad de temperatura, si la humedad aumenta, el consumo y
la producción disminuyen.
Altitud y presión atmosférica: la altitud actúa más bien
indirectamente, por acción de la presión atmosférica y otros factores. Es
difícil separar la influencia de la propia altitud de las condiciones de
explotación, tal como el clima o la alimentación. La altitud presenta las
siguientes alteraciones.
Sobre el organismo animal:
Se produce un aumento en la actividad cardiaca y respiratoria,
disminuyendo el apetito y la ingestión de agua, con la consiguiente
perdida de peso.
Aumento en el contenido en grasa, calcio, y magnesio.
Disminución en el contenido de proteínas y de la conductividad
eléctrica.
Otros factores: la iluminación puede influir sobre la composición de
la leche.
B. Influencias Alimentarías:
El último origen de los materiales utilizados para la formación de la leche
es la dieta que la vaca recibe y la cual ya ha pasado por los distintos
procesos de digestión hasta llegar a la glándula mamaria donde se
produce la síntesis de la leche. La cantidad y proporción en la que los
distintos componentes llegan a la ubre están regulados por un conjunto de
factores entre los que la alimentación puede ser uno de los que limite,
cambie o modifique alguno de ellos o sus precursores, pero la medida en
que afecta a la secreción es aún poco conocida en ciertos aspectos.
Estudio de algunas raciones y alimentos:

19
Variaciones en los ácidos grasos: la influencia de distintos alimentos
forrajeros tienen sobre la composición de los ácidos grasos de la grasa
láctea ha sido estudiado, encontrándose que la situación de un régimen a
base de heno o ensilado aumenta algo la producción de ácidos grasos de
cadena larga, a expensas de los de cadena corta, lo contrario ocurre con
las raciones ricas en remolacha.
Efectos de la salida al pasto: la salida de los animales al pasto en
primavera o el consumo de forrajes verdes en esta época va a originar
variaciones tanto en la cantidad como en la calidad de la leche, ajenas a
las propias causas estacionales. Estas variaciones no van a depender solo
del régimen alimentario que han estado sometidas durante la época
invernal y de la calidad de la hierba sino también de la forma en que este
cambio se realice. Comúnmente las vacas van a realizar de una
alimentación con henos y ensilados ricos en fibra a otra con la hierba
pobre en ella y de alta digestibilidad, produciéndose entonces una
disminución en el contenido de grasa, que será tanto más importante
cuanto más bruscos se realicen los cambios de dieta.
1.3. La Calidad Higiénica de la Leche
Las cualidades nutritivas de la leche y sus derivados la sitúan entre los
alimentos básicos por excelencia, pero su secreción en el interior de la ubre
hasta su llegada al consumidor, camino más o menos largo según los casos,
se ve sometida a un elevado número de riesgos, como son: el desarrollo
incontrolado de microorganismos, infecciones patógenas de las vacas
productoras, absorción de olores extraños, producción de malos sabores, la
presencia de sustancias químicas extrañas; todo ello va a afectar de una
forma negativa a la calidad higiénica del producto.
Esta calidad higiénica la podemos observar desde tres aspectos diferentes:
higiene química, microbiana y estética

20
A. Higiene química:
Consiste en la ausencia de contaminación por antibióticos, antisépticos,
pesticidas, sustancias químicas indeseables y de todo fenómeno de
lipólisis y proteólisis.
Las necesidades crecientes de la agricultura y ganadería hacen
indispensable el empleo de determinados productos para incrementar los
rendimientos de las cosechas y las producciones animales, pero no es
menos cierto, que el abuso o mal uso de los mismos puede llevar a
contaminar este gran producto que nos ocupa. Esta contaminación a
veces llega por otras vías como el empleo de materiales y productos
inadecuados en la obtención, transporte o manipulación de la misma así
como el empleo de aditivos encaminados a prolongar su almacenaje o
ayudar a su comercialización La insuficiencia en la higiene química de la
leche puede influir gravemente sobre las propiedades tecnológicas de la
leche, principalmente en caso de procesos industriales basados en la
actividad bacteriana, por ejemplo el queso, el yogur.
La contaminación puede ser indirecta, proviniendo del medio ambiente,
de la alimentación que pueda tener pesticidas, pero también puede
provenir de tratamientos que se dan en la lucha contra enfermedades
infecciosas o parasitarias cuando no se respeten los márgenes de
seguridad adecuados.
Las sustancias químicas que contaminan la leche podemos incluirlas en
los siguientes grupos:
Metales y Plásticos:
Detergentes y Desinfectantes
Pesticidas y Fertilizantes
Micotoxinas
Antibióticos y Quimioterápicos
Residuos radiactivos
Metales y Plásticos:
La contaminación por metales y plásticos se produce esencialmente por
el equipo utilizado en la explotación o en la central lechera durante las

21
manipulaciones, el transporte y el acondicionamiento de los productos
lecheros; este equipo es el responsable de la presencia del Cu el Fe en la
leche.
Los plásticos empleados generalmente en tuberías o envases, están
considerados como no tóxicos, pero pueden contener en sus materias
primas pequeñas moléculas, plastificantes, estabilizantes u otros aditivos
que no son inertes, y por su solubilidad en agua y en materias grasas
pueden penetrar en la leche. Es necesario en este aspecto conocer las
sustancias y combinaciones utilizables en los plásticos destinados a estar
en contacto de los alimentos.
Detergentes y Desinfectantes:
En cuanto al grupo de detergentes y desinfectantes utilizados en la
limpieza y desinfección del material que se pone en contacto con la
leche, su uso está más que justificado ya que el agua es incapaz por si
sola de arrastrar los restos de materia orgánica y destruir las bacterias que
contaminan las instalaciones. Todos los equipos deben de limpiarse y
desinfectarse cada vez que se usan. Después de la utilización del equipo
de ordeño está sucio de residuos de leche líquida, que al secarse forma
una fina capa integradas por grasa, proteínas, azucares y materias
minerales principalmente, pero además puede haber en el exterior de la
máquina suciedad del medio ambiente, partículas de estiércol o polvo,
por esto la limpieza es la parte más importante del proceso de extracción
de la leche y si no se realiza bien es poco probable la efectividad de los
productos desinfectantes.
Los agentes químicos son imprescindibles en las explotaciones lecheras,
agentes como el calor o el vapor están totalmente en desuso, su acción va
siempre encaminada al control de microorganismos que puedan
contaminar la leche. Dentro de los compuestos más empleados está el
hipoclorito sódico, hipoclorito cálcico, formol, etc. En la práctica se
pueden formular productos combinados detergente-desinfectante que
facilitan enormemente el trabajo. Estos detergentes y desinfectantes mal
manejados, pueden dar lugar a alteraciones de la leche o ser su contenido

22
perjudicial para la salud publica, por lo que en algunos países existe una
lista de estos agentes químicos clasificados de acuerdo con el tipo y
dando la concentración de uso aprobada.
Todo el equipo debe ser cuidadosamente aclarado después de la limpieza
y desinfección no permitiéndose jamás la adición intencionada de
antisépticos u oxidantes.
En cuanto a los aspectos toxicológicos hay que considerarlos de acuerdo
con el producto de que se trate:
Ácidos y álcalis: pueden producir irritaciones locales y efectos
corrosivos en caso de accidente.
Agentes tensoactivos: su toxicidad es relativamente baja, pero en
pieles delicadas pueden producir irritaciones. Algunos compuestos
aniónicos, cuando se utilizan con detergentes ácidos aumentan su
poder de irritabilidad.
Derivados del cloro: la acción tóxica del cloro e hipocloritos se debe a
su poder de desnaturalización de las proteínas celulares.
Derivados del yodo: la acción tóxica del yodo es similar a la del cloro.
Por último decir que utilizando los detergentes y desinfectantes en
buenas condiciones, instalaciones, con adecuado mantenimiento de
máquinas, tubos y juntas, eligiendo correctamente los productos,
utilizándolos a la concentración adecuada y con un aclarado eficaz, con
agua potable, las proporciones que pueden pasar a la leche son de muy
poco significado, no ocurriendo así cuando se producen operaciones
descuidadas, o se hace un mal uso de los equipos, pudiendo transferir así
un mal sabor a la leche, influir sobre las salubridad e interferir procesos
de fermentación. Sobre los efectos negativos, hay que subrayar también
que los riesgos son mucho más elevados para los desinfectantes que para
los detergentes. A pesar de esto, ya que el descuido o adición
intencionada es siempre posible, se recomienda que además de pruebas
periódicas debería preferirse el uso de productos inofensivos.
Pesticidas y fertilizantes: En este grupo se incluyen una gran variedad de
compuestos químicos encaminados tanto al crecimiento de las cosechas

23
como a favorecer la conservación de las mismas; en este grupo hay que
incluir a las:
Acaricidas, nematicidas, fungicidas, todenticidas, y herbicidas. Los
alimentos tratados con pesticidas no pueden suministrarse a los animales
sin que haya transcurrido un el plazo de seguridad necesario y los
insecticidas no pueden ser utilizados en el establo más que cuando se
haya puesto todas las precauciones necesarias para que el animal no los
absorba. Muchos de estos productos se unen a las grasas de la leche para
su eliminación alterando su sabor y pudiendo originar un problema de
salud publica al ser ingeridos incluso a concentraciones débiles durante
períodos largos. La peligrosidad de los pesticidas viene dada en función
de su DOSIS LETAL MEDIA, que es la dosis capaz de matar al 50% de
los animales de laboratorio y expresa el grado de toxicidad aguda, pero
en nuestro caso tiene mucha más importancia el caso de toxicidad crónica
o efectos que tiene cuando se ingieren pequeñas dosis en un prolongado
tiempo. Bajo este punto de vista es necesario saber la „‟ingestión media
diaria‟‟ y los niveles de residuos tolerables en alimentos en alimentos,
que nos permitan, teniendo en cuenta los estudios de degradación del
producto, determinar los plazos de seguridad que deben transcurrir entre
el tratamiento la recolección o consumo para evitar riesgos que
contaminen la leche.
Micotoxinas: Las micotoxinas presentes en la leche proceden de
alimentos contaminados por mohos y muy especialmente por
„‟Aspergillus flavus‟‟. Las micotoxinas son unas sustancias muy tóxicas
y carcinogenéticas para el hombre y los animales, de ahí el que en los
últimos años se haya desarrollado una intensa investigación para la
detección y su prevención. Aunque si existe una gran diversidad de
micotoxinas solamente se han investigado extensamente en su relación
con la leche y productos lácteos, las aflatoxinas, debido a su mayor
importancia y a su gran toxicidad. Químicamente las anflotoxinas son
cumarinas sustituidas, conteniendo el núcleo del bifurano y configuración
lactónica. El hecho que los niños, principales consumidores de leche,

24
sean aún más sensibles que los adultos a los efectos de las aflatoxinas, ha
extremado aún más si cabe el interés del conocimiento de la incidencia
de las aflatoxinas en la leche y sus derivados. La formación de
aflatoxinas esta asociado a mohos. Esto significa que solamente son de
interés para la industria lechera aquellos mohos que producen aflatoxinas
y que son capaces de crecer en leche y productos lácteos. El Aspergillus
flavus, moho que produce la anflatoxina, está muy extendido en el suelo,
particularmente en climas cálidos y húmedos. Es fácil que en estas
condiciones las plantas como el trigo y el maíz, y consecuentemente los
alimentos preparados a partir de estas plantas, sean contaminados por sus
esporas.
B. Higiene Microbiana:
La necesidad de obtener una leche que reúna todas las condiciones
higiénicas adecuadas hace que la preocupación por el control de
microorganismos existentes en la misma sea cada vez mayor, más aun en
la época en que por motivos económicos, técnicos por mano de obra, se
va ampliando el tiempo que transcurre entre obtención e industrialización
mediante el empleo del frío
Recordamos la importancia que tiene la calidad microbiana de la leche
bajo sus tres aspectos: sanitarios, al poder ser vehículo de transmisión de
enfermedades zoonósicas.
La actividad metabólica de las bacterias puede producir cambios en la
composición y sabor de la leche, al mismo tiempo que las enzimas
estables al calor continúan actuando sobre el producto elaborado,
afectando negativamente la estabilidad y características de la leche. El
grado de alteración en función del número y especies que componen la
microflora, pero por debajo de 1.000.000 colonias/ml en el momento de
la fabricación no son detectables estos efectos metabólicos.
Para obtener una leche de buena calidad microbiana debe prestarse
atención tanto a los procesos de producción como mantener a las vacas

25
en un buen estado de salud, con una especial atención a la mamitis, por
ser un padecimiento muy extendido en el ganado vacuno lechero.
1.4. Orígenes de la contaminación.
La contaminación microbiana es por lo general el resultado de muchas
causas:
Interior de la ubre: aún en el caso que la glándula mamaria este sana, el
canal del pezón se encuentra poblado por un gran numero de
microorganismos, siendo semejante esta flora a la que se encuentra en la
superficie del pezón, por lo que son frecuentes los recuentos de 1.000
gérmenes/ml. Esta contaminación se ve ayudada por la circunstancia que la
punta del pezón se inunda durante el ordeño, debido al flujo contrario
producido por las ordeñadoras actuales, arrastrándose así gérmenes que
pueblan la punta del pezón.
Se ha preparado una lista de agentes que transmitidos por la leche pueden
originar enfermedades en el hombre, siendo los más importantes el bacilo
tuberculoso Gram + que puede vivir en la ubre produciendo lesiones
granulomatosas de tipo crónico, enfermedad que en la actualidad ya está
erradicada en muchas naciones. Brucella abortus, gérmenes gran – que
pueden asentarse en los ganglios linfáticos mamarios excretándose por la
leche durante meses o aún años pudiendo pasar al hombre. Listaría, Cxiella
burnetti, Pseudomona auroginosa, Staphylococos aureus...
Exterior de la ubre: en el exterior de la ubre y pezones, de las vacas de
ordeño, puede encontrarse suciedad por estiércol, barro, y materiales de
cama, tales como paja o arena, principalmente. En el ordeño mecánico la
microflora de los pezones es de más importancia para la contaminación de la
leche que el resto de la superficie de la ubre y proviene de las heces, cama,
suelo y agua.
El número de bacterias es muy variable estando en función del grado y tipo
de suciedad, es decir, está relacionado con la flora de las camas; las vacas

26
con pezones no lavados pueden contribuir hasta con 100.000 bacterias/ml, y
los pezones de vacas aparentemente limpias que descansan sobre arena
pueden contribuir con más de 10.000 bacterias/ml.
Medio ambiente: en la contaminación por el medio ambiente debe
tenerse en cuenta al ordeñador, al aire, al agua y a los mismos alimentos. El
ordeñador con sus manos no limpias y en menor proporción con sus ropas,
favorece la contaminación por determinados estreptococos y staphylococos.
Esta contaminación es favorecida por malas técnicas de ordeño, como el
humedecimiento de las manos con los primeros chorros de leche, la caída de
las pezoneras al suelo y no lavarlas antes de su colocación, o el tocar las
superficies de tanques, ollas de ordeño y otros componentes de la
instalación, que entran en contacto con la leche, después la desinfección de
las mismas. El aporte microbiano que proviene del aire, al entrar en contacto
con la leche durante el ordeño, es muy pequeño, prácticamente despreciable
en términos de número. Puede tener importancia alguna determinada
bacteria cuando se trata de aerobios esporoformantes; Bacilos cereus,
Staphylococos aureus El agua de la explotación puede ser causa de
contaminación de la leche, principalmente en dos casos: cuando es agregada
directamente a ella, o el agua residual que queda en la instalación después de
la limpieza.
Equipo de ordeño: el equipo de ordeño, en unas condiciones adecuadas
de diseño y limpieza, presenta una contribución bacteriana baja, no superior
a los 1.000/ml. En este tipo de microflora que existe en el equipo de ordeño
es variable, estando relacionada con la clase de detergente-desinfectante,
método de limpieza, temperatura de la solución, estado de las gomas, y nivel
del contenido microbiano. (Spreer, 1975)

27
1.5. Propiedades Físicas:
1.5.1. Densidad:
La densidad de la leche puede fluctuar entre 1.028 a 1.034 g/cm3 a una
temperatura de 15ºC; su variación con la temperatura es 0.0002 g/cm3
por cada grado de temperatura.
La densidad de la leche varía entre los valores dados según sea la
composición de la leche, pues depende de la combinación de
densidades de sus componentes,
La densidad mencionada (entre 1.028 y 1.034 g/cm3 ) es para una
leche entera, pues la leche descremada esta por encima de esos valores
(alrededor de 1.036 g/cm3), mientras que una leche aguada tendrá
valores menores de 1.028 g/cm3.
Es una mezcla compleja y heterogénea compuesta por un sistema
coloidal de tres fases:
Solución: los minerales así como los hidratos de carbono se
encuentran disueltos en el agua.
Suspensión: las sustancias proteicas se encuentran con el agua en
suspensión.
Emulsión: la grasa en agua se presenta como emulsión.
Contiene una proporción importante de agua (cerca del 87%). El resto
constituye el extracto seco que representa 130 gramos (g) por l y en el
que hay de 35 a 45 g de materia grasa. Otros (Mg, Cl). La leche
contiene diferentes grupos de nutrientes. Las sustancias orgánicas
(glúcidos, lípidos, proteínas) están presentes en cantidades más o
menos iguales y constituyen la principal fuente de energía. Estos
nutrientes se reparten en elementos constructores, las proteínas, y en
compuestos energéticos, los glúcidos y los lípidos. La densidad es
importante tecnológicamente para determinar el peso de la leche
(sprrer 1975). Los componentes principales son los glúcidos lactosa,
las proteínas y los lípidos. Los componentes orgánicos (glúcidos,

28
lípidos, proteínas, vitaminas), y los componentes minerales (Ca, Na,)
(Spreer, 1975).
1.5.2. pH de la leche
La leche es de característica cercana a la neutra. Su pH puede variar
entre 6.5 y 6.8 como consecuencia de la presencia de caseína.
Valores distintos de pH se producen por deficiente estado sanitario de
la glándula mamaria, por la cantidad de CO2 disuelto; por el desarrollo
de microorganismos, que desdoblan o convierten la lactosa en ácido
láctico o por la acción de microorganismos alcalinizantes.
El pH representa la acidez actual de la leche; de el dependen
propiedades tan importantes como la estabilidad de la caseina.
(Spreer, 1975).
1.5.3. Acidez de la leche
La leche de vaca presenta un pH comprendido entre 6,6 y 6,8, siendo
la acidez total debida a una suma de tres reacciones fundamentales y a
una cuarta de carácter eventual. Estas son:
1. Acidez proveniente de la caseína.
2. Acidez debida a las sustancias minerales y a la presencia de ácidos
orgánicos.
3. Reacciones secundarias debidas a los fosfatos presentes en la leche.
4. “Acidez desarrollada”, debida al ácido láctico y a otros ácidos
procedentes de la degradación microbiana de la lactosa en las
leches en proceso de alteración.
Las tres primeras representan la “acidez natural” de la leche. La cuarta
puede existir debido a condiciones higiénico-sanitarias no adecuadas.
En general, la determinación de la acidez de la leche es una medida
indirecta de su calidad sanitaria. Este análisis es aplicado de forma
habitual a la leche cruda, como así también a la leche tratada
térmicamente. El primer caso, reviste particular importancia
económica, puesto que la tendencia a nivel mundial es fijar el precio

29
de la compra de leche a los productores por su calidad, valorando no
solo el volumen o masa de leche, sino también la calidad
fisicoquímica y sanitaria de la misma.
Una leche fresca posee una acidez de 0.15 a 0.16%. Esta acidez se
debe en un 40% a la anfoterica, otro 40% al aporte de la acidez de las
sustancias minerales, CO2 disuelto y acidez orgánica, el 20% restante
se deben a las reacciones secundarias de los fosfatos presentes.
Una acidez menor al 15% puede ser debido a la mastitis, al aguado de
la leche o bien por la alteración provocada con algún producto
alcalinizante.
Una acidez superior al 16% es producida por la acción de
contaminantes microbiológicos. (La acidez de la leche puede
determinarse por titulación con Na OH 10 N o 9N).
La acidez es el resultado de una valoraci6n. La valoración
acidimetrica de la leche fresca es una medida indirecta de su riqueza
en caseina y fosfatos.
La acidez desarrollada por la fermentación láctica baja el pH entre 4 y
5.
La medición de la acidez se expresa: (Spreer, 1975)
Grados Dornic (ºD)
l°D = 1 mg. de acido láctico en 10cc de leche.
Grados soxhlet-wenkel(S.H.)
1ºSH =2.25ºD (spreer, 1975)
1.5.4. Extracto seco:
Es el conjunto de sustancias que componen la leche con exclusión del
agua. La leche de vaca presenta un extracto seco total medio de 125-
130 g/L también al extracto seco se le conoce como residuo seco,
materia seca (Charles Alais, 1988)
D = Valor leído de la densidad.

30
1.6. Propiedades microbiológicas:
La leche recién obtenida es un sustrato ideal para un gran número de
géneros bacterianos, algunos beneficiosos y otros perjudiciales, que
provocan alteraciones diversas del alimento y sus propiedades.
(Alais morales 1988)
1.6.1. Bacterias Lácticas
• Efectos sobre el alimento
Son las bacterias que convierten mediante la fermentación la
lactosa en ácido láctico. Pueden generar una alteración en la
consistencia, como Lactobacillus bulgaricus, que puede hacer
espesar la leche, paso principal para elaborar yogurt. Genera que el
porcentaje de acidez suba y el pH baje a 4,5.
• Condiciones necesarias para su activación o desarrollo
Se requiere de temperaturas ya sea ambiental o superior. A
temperaturas ambientales se genera un cultivo láctico y puede
tardar hasta 2 días, aplicando calentamiento el proceso se hace
menos lento.
1.6.2. Bacterias Propiónicas
• Efectos sobre el alimento
Generan liberación de dióxido de carbono (CO2). Actúan sobre las
trazas de ácido propiónico de la leche para generar ácido acético.
Pueden generar un exceso burbujeante sobre la leche y dar un olor
excesivamente ácido.
• Condiciones necesarias para su activación o desarrollo
Requieren de temperaturas de 24°C para comenzar a actuar.
1.6.3. Bacterias Butíricas
• Efectos sobre el alimento
Generan coágulos grasos en la leche no acidificada. La alteración
de la grasa puede generar un espesor muy poco deseado.
• Condiciones necesarias para su activación o desarrollo
Requieren de poca acidez y de un pH superior a 6,8.

31
1.6.4. Bacterias Patógenas
• Efectos sobre el alimento
Alteran todas las propiedades. La acidez disminuye, el pH
comienza a hacerse básico, existe una separación irregular de las
grasas y la caseína (se "corta") y el olor se hace pútrido. Su
presencia, como la de coliformes, puede indicar contaminación
fecal. Producen liberación de CO2 y dióxido de nitrógeno (NO2).
Generan burbujas grandes y pareciera efervescer.
• Condiciones necesarias para su activación o desarrollo
Requieren de temperaturas de 37°C y de acidez baja. Usualmente,
la leche fuera de refrigeración experimenta estos cambios.
1.6.5. Bacterias Psicrófilas
• Efectos sobre el alimento
Este tipo de bacterias aparecen después del esterilizado de la leche
y resisten las bajas temperaturas pudiendo incluso manifestar
crecimiento bacteriano entre 0° y 10° Celsius. Aunque en el
esterilizado se eliminan la mayor cantidad de este tipo de
gérmenes, estos dejan una huella enzimática (proteasa) que resiste
las altas temperaturas provocando en las leches un amargor
característico cumplido el 50% del tiempo de su caducidad. En la
industria láctea, este tipo de bacterias (Familia pseudomonas) son
responsables de conferir un sabor amargo a cremas y leches
blancas.
• Condiciones necesarias para su activación o desarrollo
Requieren un grado de acidez y valor de pH menor a 6.6. No son
inhibidas por congelamiento y generan una persistente actividad
enzimática. Como control de calidad, la leche cruda o leche bronca
(sin pasteurizar) se analiza antes de determinar el destino como
producto terminado, si el recuento de gérmenes es mayor que
100.000 UFC (Unidades Formadoras de Colonias).

32
II. EL YOGURT
El yogur es un producto popular entre los consumidores, que se obtiene de la
fermentación de la leche por microorganismos específicos (streptococcus,
thermophilus y lactobacillus bulgaricus). Tiene la característica de ser altamente
nutritivo sabroso y fácil digestión. Su consumo en la actualidad se ha llevado en
aumento por lo que el mercado lo demanda. Las bacterias ácido-lácticas
constituyen un vasto conjunto de microorganismos benignos, dotados de
propiedades similares, que fabrican ácido láctico como producto final del proceso
de fermentación. Gracias a la elaboración del yogur y otros productos lácteos
fermentados, las bacterias ácido-lácticas seguirán representando un filón de
explotación como cultivos probióticos. Éstas se complementan con las bacterias
presentes en nuestra flora intestinal y contribuyen al buen funcionamiento del
aparato digestivo. Ante la creciente demanda de los consumidores, cada día más
preocupados por la salud, el mercado internacional de estos productos no cesa de
incrementarse.
La acción de estas bacterias desencadena un proceso microbiano por el cual la
lactosa (el azúcar de la leche) se transforma en ácido láctico. A medida que el
ácido se acumula, la estructura de las proteínas de la leche va modificándose (van
cuajando), y lo mismo ocurre con la textura del producto. Existen otras variables,
como la temperatura y la composición de la leche, que influyen en las cualidades
particulares de los distintos productos resultantes.
Una de las propiedades más restacables del yogur es su capacidad de regenerar la
flora intestinal, la cual se ve muy afectada por una mala alimentación y sobre
todo, por infecciones y abuso de medicamentos como los antibióticos.
El yogur es el producto obtenido mediante la coagulación por fermentación de la
leche entera, total o parcial descremada, provocada por streptococcus,
thermophilus y lactobacillus bulgaricum, las cualidades nutritivas del yogur
provienen no solo de la presencia de los compuestos de la leche, sino también de
la transformación de estos como resultado de fermentación acido láctica causada
por los microorganismos. La ingestión de este producto es representable en todas
las edades. Para la mayor parte de los consumidores intolerante a la lactosa
constituye un magnifico alimento. Pues la reducción moderada de su contenido

33
de lactosa, en comparación con la leche, lo hace mas apropiado para los
pacientes con deficiencia de lactasa, las propiedades bacteriostáticas del yogurt
contribuyen a la resistencia a las infecciones.
En efecto, este producto contiene bacteria activada que forma parte de nuestra
flora intestinal indispensable, las cuales participan en la descomposición de los
alimento en el proceso digestivo, el yogur es catalogado como un producto de alta
digestibilidad, que aumenta el coeficiente de absorción de numerosas sustancias,
tales como proteína y grasa. El consumo de fósforo, calcio y hierro en
comparación con la leche; también cabe destacar su participación en la
disminución de los problemas alérgicos, además de consumir el yogur en formas
natural, este se puede integrar a múltiples preparaciones culinarias. (PAMELA
RUEGG, DVM, MPVM, 1999).
2.1.- Información nutricional del yogur
El yogur hace la leche más digestiva y así, encontraremos personas que no
pudiendo tolerar la leche de vaca, pueden tomarse un yogur tranquilamente,
sin que les afecte.
El yogur es una buena fuente de calcio, magnesio y fósforo que son los
minerales más importantes para nuestros huesos, lo curioso es que estos
minerales están en mayor cantidad en el yogur que en la leche. Es como si
los microorganismos que fermentan la leche para convertirla en yogur
además de hacerla más digestiva nos aumentan la cantidad de algunos
minerales, el yogur disminuye la proporción de colesterol que contiene la
leche antes de la fermentación. Por cada 100 gr. de yogur obtenemos 180 mg
de calcio, 17 de magnesio, 240 de potasio y 7140 mg de fósforo, (ROSSEL
MONTIGNAC BARCELONA: ARTULEN, SA, 1982:25-6)
2.2.- Modo de hacer el yogurt
Es importante considerar una ordeña higiénica de la leche, para Controlar la
proliferación de las bacterias. Se recomiendan las siguientes prácticas, para
manejo de la leche para yogur, enfriar la leche en forma inmediata, después
de la ordeña, no conservar la leche en una habitación cerrada. No mezclar

34
leche enfriada con leche tibia. No enviar calostro, ya que éste no es apto para
industrialización.
El yogur es un producto que se puede elaborar, tanto a nivel industrial, como
a nivel casero, aquí se tratara ambos para que, de cuerdo a los recursos
disponibles selecciones una manera de llevarlo a práctica. De hecho el
proceso es el mismo, únicamente cambia el equipo en el cual se elabora.
(ROSSEL MONTIGNAC BARCELONA: ARTULEN, SA, 1982:25-6)
2.3 Las bacterias en el yogur
Las bacterias ácido-lácticas se han empleado para fermentar o crear cultivos
de alimentos durante al menos 4 milenios. Su uso más corriente se ha
aplicado en todo el mundo a los productos lácteos fermentados, como el
yogur, el queso, la mantequilla, el kéfir y el koumiss, constituyen un vasto
conjunto de microorganismos benignos, dotados de propiedades similares,
que fabrican ácido láctico como producto final del proceso de fermentación.
Se encuentran en grandes cantidades en la naturaleza, así como en nuestro
aparato digestivo.
La acción de estas bacterias desencadena un proceso microbiano por el cual
la lactosa (el azúcar de la leche) se transforma en ácido láctico. A medida
que el ácido se acumula, la estructura de las proteínas de la leche va
modificándose (van cuajando), y lo mismo ocurre con la textura del
producto. Existen otras variables, como la temperatura y la composición de
la leche, que influyen en las cualidades particulares de los distintos
productos resultantes.
El ácido láctico es también el que confiere a la leche fermentada ese sabor
ligeramente acidulado. Los elementos derivados de las bacterias ácido-
lácticas producen a menudo otros sabores o aromas característicos. El
acetaldehído, por ejemplo, da al yogur su aroma característico, mientras que
el diacetilo confiere un sabor de mantequilla a la leche fermentada. Pueden
añadirse asimismo al cultivo de microorganismos, como las levaduras, a fin
de obtener sabores particulares.

35
El alcohol y el dióxido de carbono producidos por la levadura, por ejemplo,
dan al kefir, al koumiss y leben (variedades de yogur líquido) una frescura y
una esponjosidad características. Entre otras técnicas empleadas cabe
mencionar las que consisten en eliminar el suero o añadir sabores, que
permiten crear una variada gama de productos.
En lo que concierne al yogur, su elaboración deriva de la simbiosis entre dos
bacterias, el streptococcus thermophilus y el lactobacillus bulgaricus, que se
caracterizan porque cada una estimula el desarrollo de la otra. Cualquier
yogur comercial también puede llevar aunque no es necesario Streptococcus
lactis. Esta interacción reduce considerablemente el tiempo de fermentación
y el producto resultante tiene peculiaridades que lo distinguen de los
fermentados mediante una sola cepa de bacteria.
Los lactobacilos son bacilos microaerófilos, grampositivos y catalasa
negativos, estos organismos forman ácido láctico como producto principal
de la fermentación de los azúcares. Los Lactobacilos homofermentativos dan
lugar a ácido láctico como producto principal de fermentación. Este grupo
está integrado por lactobacillus caucasicus, lactobacillus bulgaricus,
lactobacillus lactis, lactobacillus acidophilus y lactobacillus del brueckü, los
lactobacilos heterofermentativos producen además de ácido láctico, dióxido
de carbono, etanol y otros productos volátiles, lactobacillus fermenti es
heterofermentativo y es capaz además, de tomar buen crecimiento a
temperaturas elevadas.
De sobre 45 ºC a 113 ºF, morfológicamente, algunos bacilos son bastones
delgados y largos, otros son algo parecido al colibacilo, pero, al contrario de
este, todos son grampositivos. Casi todos son inmóviles, pero se han
señalado excepciones. Muchos cultivos muestran una forma diplobacilar
característica, a menudo reniforme.
Los Lactobacilos, son microaerófilos o anaerobios, pero después de cultivos
continuos, algunas cepas pueden desarrollarse en presencia de aire. Sus
necesidades nutritivas son complejas, y la mayor parte de las cepas no puede
cultivarse en los medios nutritivos ordinarios, a menos que se enriquezcan
con glucosa y suero.

36
Las necesidades individuales de aminoácidos varían de 2 a 15, además, en
general se requiere piridoxina, tiamina, riboflavina, biotina, ácido fólico y
ácido nicotínico, variando las necesidades en cada caso. Estos
requerimientos nutritivos variados tienen aplicación práctica en técnicas de
dosificación microbiológica de vitaminas y de algunos aminoácidos, para los
cuales son más sensibles que los métodos químicos disponibles. En
concentración adecuada, hay cierta relación definida, incluso lineal, entre la
concentración de vitamina en un medio de cultivo adecuado, pero exento de
vitamina, y el desarrollo o la cantidad de ácido producidos.
Lactobacilus bulgaris, es una bacteria láctea homo fermentativa. Se
desarrolla muy bien entre 42 y 45ºC, produce disminución del pH, puede
producir hasta un 2,7% de ácido láctico, es proteo lítica, produce hidrolasas
que hidrolizan las proteínas. Esta es la razón por la que se liberan
aminoácidos como la valina, la cual tiene interés porque favorece el
desarrollo del streptococcus thermophilus.
Los estreptococos son un género de bacterias gram - positivas y catalasa
negativos, esféricas pertenecientes al filo firmicutes. Observadas bajo el
microscopio, se ve que streptococcus thermophilus crece formando pares
(diplococos) o cadenas medianamente largas de células esféricas o
elipsoides de un diámetro aproximado de 0,7-0,9 flm. Dentro de ésta familia
también se encuentran otras especies que son causantes de enfermedades
como, estreptococos del grupo A: streptococcus pyogenes producen
amigdalitis e impétigo; estreptococos del grupo B: streptococcus agalactiae
producen meningitis en neonatos y trastornos del embarazo en la mujer,
neumococo: streptococcus pneumoniae es la principal causa de neumonía
adquirida en la comunidad, streptococcus viridans es una causa importante
de endocarditis y de abscesos dentales. (Spreer, E y Sutherland, 1991).
2.4.- Cualidades del yogur
Diversos estudios reportan que el yogur tiene la propiedad de auxiliar en la
digestión porque durante la fermentación de la leche se originan
compuestos que son absorbidos por el intestino. También se considera que

37
por las bacterias lácticas que contiene el yogur éste se digiere más
rápidamente que otros productos lácteos. También se le atribuye la
propiedad de mejorar la flora intestinal, de acuerdo al reglamento de
control sanitario de productos y servicios.
NMX-F-444-1983. Alimentos- yogur o leche búlgara.
NOM-002-SCFI-1993. Contenido neto, tolerancias y métodos de prueba.
Recomendaciones de compra y consumo
El yogur debe ser de color uniforme y olor agradable de sabor ácido y con
la consistencia característica del producto.
En la etiqueta identifique el producto; tener en cuenta que el yogur se
comercializa con diversos contenidos de grasa y que algunos contienen
edulcorantes sintéticos como el espártame y el acelsulfame k.
Algunos de los beneficios que ofrece el yogur se deben a la presencia de
bacterias lácticas vivas. Cuando el producto no se refrigera adecuadamente
estas bacterias mueren. Por ello, al adquirir este producto observe que esté
refrigerado y consérvelo así hasta consumirlo.
Observe que el yogur tenga su consistencia característica y que no haya
separación del suero de la leche. (ROBINSÓN M. RECETTES Y TAMINE
GARDES ARMAND COLIN, 1990)
Tabla Nº 02: composición del yogurt de leche.
COMPOSICIÓN DEL YOGURT DE LECHE VACUNA ENTERA
CONTENIDO PORCENTAJE
Agua 87 %
Proteínas 3.5 %
Lípido 3.9 %
Glucidos 3.6 %
Ácidos orgánicos 1.30 %
Cenizas 0.7 %
Fibras 0 %
Parte digerida después de 1 hora 91 %
Fermento Láctico vivo (mínimo) = 23 millones de bacterias
Contenido energético cada 100gr = 63 kcal
Fuente: (Littell y Col, 1998).

38
III.- DISEÑO DE PROCESO
3.1.-Materiales y proceso de control
Tabla Nº 03. Equipo y materiales para el proceso de yogurt .
Cantidad Equipos y Materiales Características
3 Refrigerador Con regulador de la temperatura, para
almacenar el yogurt terminado, fermento y
las mermeladas de frutas
4 Cocina a gas Industrial, para hacer las mermeladas de
frutas.
1 Incubadora: Una incubadora casera confeccionada con
un cajón recubierto de tecnoport que logre
mantener una temperatura constante de 40 a
45ºC. con una capacidad de 150lt
2 Jarra graduada de litro Para medir la materia prima
3 Cucharas graduadas de
plástico
Para medir pasta de frutas
2 Agitador de acero
inoxidable.
Es para homogenizar la masa compactada
del yogurt
2 Marmita enchaquetada de
150lt
Marca Vulcano
De acero inoxidable con tapa, para
pasteurizar el yogurt
Envases de 1 y ½ lt con su
respectiva etiqueta.
De preferencia con tapa rosca,
1 Termómetro con rejilla, Medición de temperatura en marmita
1 Balón de gas Para la cocina
1 Balanza electrónica, marca
“electronic scale”
Para pesar los insumos
2 Paleta de plástico Grande ( o mediana) para homogenizar la
pasta de fruta
1 Cronometro Digital, para el control de la pasteurización
y fermentación.
1 Cedazo para filtrar la leche Limpio, grande de 120cm2
de material yute

39
kl Fruta fresca guanábana,
lúcuma, fresa, mango,
durazno
Se elabora mermelada de las frutas y se
agrega en la homogenización final
L Leche fresca de vaca De buena calidad
Bacterias Para la fermentación con la leche
kl Azúcar Las bacterias necesitan azúcar para su
metabolismo.
Fuente: elaboración Propia.
Tabla Nº 04. Equipos y reactivos de control de calidad
Cantidad Equipos y materiales Características
1 Potenciómetro Se utiliza para medir el PH de la leche
fresca y del yogur terminado.
1 Densímetro Se utiliza para medir la densidad de la
leche fresca.
NaOH 0,1 Normal Para la titulación
fenloftaleina Se utiliza como indicador en solución
alcohólica
Fuente: Elaboración Propia.
3.2.- METODOLOGÍA
3.2.1 Proceso y Descripción de Operaciones para la elaboración de
yogurt.
1.-Recepción en usina de la leche cruda: En este proceso se debe
tener en cuenta los controles para verificar la buena calidad de la
leche recepcionada, dichos controles son: el PH, la densidad y la
acidez.
El método mas adecuado para determinar el PH de la leche es el
electrométrico empleando un electrodo de vidrio en combinación con
un electrodo de referencia. El potencial se mide directamente en
términos de PH en la escala de un potenciómetro calibrado con una

40
solución buffer de PH conocido, el PH de la leche esta en el rango
6.5 y 6.8.
Existen diversos métodos para determinar la acidez en la leche,
generalmente en industrias medianas, se realiza por titilación con
NaOH 0,1 N usando fenloftaleina en solución alcohólica como
indicador y el resultado se expresa en términos de ml de leche NaOH
0,1 N requeridos para neutralizar 100ml de leche. La acidez debe
estar entre 0.15 y 0.16%.
Para determinar la densidad se usa un densímetro, algunos de estos
aparatos presentan termómetros incorporados que miden la
temperatura a la cual se hace la lectura lacto métrica, facilitando así
la correspondiente corrección de la temperatura mediante tablas o
gráficos especiales, la densidad oscila entre 1.028 a 1.034 g/cm3
2.-Filtración: la leche se filtra con un cedazo de yute limpio para
evitar el ingreso de partículas gruesas al proceso, como cabellos,
pelos de la vaca, pajilla etc.
3.- Estandarización y preparación de la mezcla: Se agrega azúcar de
acuerdo al tipo de producto a elaborar, y se regula el contenido de
extracto seco mediante el agregado de leche en polvo,
4.- Pasteurización: La mezcla para el yogurt se pasteuriza para que
adquiera su consistencia no sólo es importante que tenga lugar la
coagulación ácida, sino que también se produce la desnaturalización
de las proteínas del suero, en especial de la b-lactoglobulina, esto se
produce a temperaturas aproximadas de 75 ºC, consiguiéndose los
mejores resultados de consistencia en las leches fermentadas y luego
se continua asta temperaturas entre 85 y 95 ºC llegando al óptimo
que es 90 ºC y mantener esta temperatura durante 15 minutos.
Esta relación temperatura/tiempo también se emplea en la
preparación del cultivo y es muy habitual en los procedimientos
discontinuos de fabricación de yogur. En los procedimientos de
fabricación continua se suele mantener esta temperatura de 95/96 ºC

41
sólo durante un tiempo de 5 minutos con el fin de conseguir un mejor
aprovechamiento tecnológico de la instalación.
Muchas fábricas aplican temperaturas mayores a 100 ºC. Esta
práctica no es aconsejable debido a que no consigue incrementar el
efecto, pero puede provocar la desnaturalización de la caseína, lo que
se traduce en una reducción de la estabilidad del gel ácido.
Las proteínas desnaturalizadas del suero, por el contrario, limitan la
sinéresis del coágulo y reducen por tanto la exudación de suero. Es
un punto crítico de control, pues es el punto donde se eliminan todos
los microorganismos patógenos siendo indispensable para asegurar la
calidad sanitaria e inocuidad del producto.
5.- Primer Enfriamiento: Esta etapa es importante por que asegura la
temperatura óptima de inoculación, permitiendo la supervivencia de
las bacterias del inóculo, luego, se enfría hasta la temperatura óptima
de inoculación (42-45ºC) y enviada a los tanques de mezcla.
6.- Inoculación: se debe tener en cuenta que la cantidad de inóculo
agregado determina el tiempo de fermentación y con ello la calidad
del producto, buscando las características óptimas para el agregado
de manera de obtener un producto de alta calidad en condiciones, de
2 a 3% de cultivo, 42 y 45 ºC, y un tiempo de incubación de 2 - 3 hs.
7.- Incubación: El proceso de incubación se caracteriza por provocar
en el proceso de fermentación láctica, la coagulación de la caseína de
la leche. El proceso de formación del gel se produce unido a
modificaciones de la viscosidad y es especialmente sensible a las
influencias mecánicas. En este proceso se intenta siempre conseguir
una viscosidad elevada para impedir que el gel pierda suero por
exudación y para que adquiera su típica consistencia. Se desarrolla
de forma óptima cuando la leche permanece en reposo total durante
la fermentación.
La mayoría de las operaciones de elaboración de yogurt son, por esta
razón, de tipo discontinuo en cuanto al proceso de fermentación.

42
Según el producto a elaborar y el tipo de instalación se van a poder
realizar la incubación y la fermentación en la siguiente manera.
En los envases de venta, en tanques de fermentación, se debe tener
en cuenta ya que, determinada la cantidad de inóculo y la
temperatura óptima de crecimiento, queda determinado el tiempo y
se debe controlar junto con la temperatura para no generar un exceso
de ácido láctico.
8.- Homogeneización: En la elaboración del yogur se homogeneiza la
leche con el objeto de impedir la formación de nata y mejorar el
sabor y la consistencia del producto.
La homogeneización reduce el tamaño de los glóbulos grasos, pero
aumenta el volumen de las partículas de caseína. A consecuencia de
esto se produce un menor acercamiento entre las partículas, en el
proceso de coagulación, lo que se traduce en la formación de un
coágulo más blando. Para. Evitar este fenómeno se suele realizar la
homogeneización de la nata; técnicas éstas que no alteran la
estructura de la caseína.
9.- Segundo Enfriamiento: El enfriamiento se ha de realizar con la
mayor rapidez posible para evitar que el yogur siga acidificándose en
más de 3.0 pH. Se ha de alcanzar, por lo mucho en 1,5-2,0 horas, a
temperatura de 15°C. Este parámetro es fácil de cumplir cuando se
elabora yogur batido o yogur para beber, por poderse realizar, en
estos casos, la refrigeración empleando cambiadores de placas se
pueden enfriar rápidamente, una vez incubados, y de una forma
energéticamente más rentable.
Si la incubación se desarrolla dentro del envase, se inicia el
enfriamiento en la cámara de incubación mediante la introducción de
aire frío, continuándose después en cámaras de refrigeración. Una
vez realizada la pre refrigeración, se deja reposar el yogur durante
aproximadamente 2 horas para que se desarrolle la formación del
aroma. A continuación se almacena en condiciones de refrigeración
profunda a 5°- 6°C.

43
Transcurridas de 10 a 12 horas de almacenamiento, el yogur estará
listo para la venta. Para esto se debe controlar la temperatura de
enfriamiento para detener la fermentación.
10.- Homogeneización para generar el batido: En la
homogeneización se rompe por agitación el coágulo formado en la
etapa previa y se agregan edulcorantes, estabilizantes, zumos de
frutas, según corresponda la variedad del producto (la
homogeneización sólo es para el yogurt batido).
11.- Envasado: Se controla el cerrado hermético del envase para
mantener la inocuidad del producto. Se debe tener en cuenta que el
envase este esterilizado y también el lugar donde se elabora el
yogurt debe estar estrictamente hijienico. En el producto se envasa
antes de la fermentación o luego de una pre-fermentación y en la
misma envasadora se realizan los agregados de fruta según
corresponda, en el batido se envasa luego de elaborado el producto.
12.- Cámara refrigerada y conservación: La refrigeración adecuada y
a la vez la conservación de la cadena de frío aseguran la calidad
sanitaria desde la obtención del producto final hasta colocarlo en el
consumidor. El yogur elaborado bajo condiciones óptimas de
producción se conserva, a temperaturas de almacenamiento ≤ 8ºC,
por un tiempo aproximado de una semana.
La tendencia a concentrar la producción, requisito indispensable de
las instalaciones modernas de producción, la creciente variedad de
productos y el cada vez mayor ámbito de distribución de los mismos
hacen necesario alargar el tiempo de conservación a 3-4 semanas, el
yogur conservado, denominación genérica para los productos
fermentados conservados, puede producirse por dos procedimientos.
(Maria A. 1998).

44
Figura 1: diagrama de flujo para la Elaboración de Yogurt.
Filtración
Homogenización
Segundo enfriado
Recepción de la materia
prima.
Estandarización y preparación
de la mezcla.
Incubación.
Inoculación
Primer enfriamiento.
Homogenización para generar
el batido.
Envasado
Cámara refrigerada y
conservación.
Pasterización
Fuente: MARIA A. HERNÁNDEZ LOZANO, 1998

45
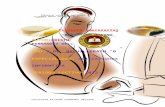
Figura Nº 2 Diagrama de Operaciones del proceso de
Yogurt
1 1 2 2 3 3
4
5
6
7
7
8
9
10
11
11
11
10
12
12
FUENTE: MARIA A. HERNÁNDEZ LOZANO, 1998

46
Cuadro Nº 1: Leyenda de diagrama de operaciones para el proceso del yogurt
1.- Recepción De materia
prima
1.- Recepción De
materia prima
4.- Pasterización 2.- Filtración 12.- Cámara
refrigerada y
conservación
11.- Envasado
2.- Filtración 3.-Estandarización y
Preparación de
mezcla
7.- Incubación 10.- Homogenización
para generar batido
3.-Estandarización y
Preparación de mezcla
5.- Primer enfriamiento 9.- Segundo
enfriado
11.- Envasado
9.-Segundo enfriado 6.- Inoculación
10.-Homogenización
para generar batido
7.- Incubación
11.- Envasado 8.-Homogenización
12.-Cámara refrigerada
y conservación
Fuente: MARIA A. HERNÁNDEZ LOZANO, 1998
Traslado Actividades
combinadas Espera Operación
n Almacenaje Verificación

47
3.3. Pruebas De Control De Calidad
3.3.1.- En la recepción de la materia prima.
En la recepción de la leche se controla el PH, acidez y la densidad,
enseguida se explica los métodos para los controles:
Ph- El método mas adecuado para determinar el ph de la leche es el
electrométrico empleando un electrodo de vidrio en combinación con
un electrodo de referencia. El potencial se mide directamente en
términos de ph en la escala de un potenciómetro calibrado con una
solución buffer de ph conocido.
Acidez. Existen diversos métodos para determinar la acides en la
leche, generalmente en industrias medianas, se realiza por titilación
con NaOH 0,1 N usando fenloftaleina en solución alcohólica como
indicador y el resultado se expresa en términos de ml de leche NaOH
0,1 N requeridos para neutralizar 100ml de leche.
Densidad. Para determinar la densidad se usa un densímetro,
algunos de estos aparatos presentan termómetros incorporados que
miden la temperatura a la cual se hace la lectura lacto métrica,
facilitando así la correspondiente corrección de la temperatura
mediante tablas o gráficos especiales.
3.3.2. Pasterización.
Es el punto donde se eliminan todos los microorganismos patógenos
siendo indispensable para asegurar la calidad sanitaria e inocuidad
del producto.
Para conseguir la pasterización de la leche utilizamos una olla
enchaquetada, la cual se llena de agua el espacio interno de la olla
(chaqueta) y se coloca una estufa de bajo de ella, a medida que va
subiendo la temperatura tenemos que controlar con un termómetro
con rejilla introducido dentro de la olla y dejamos que llegue a 90ºC
y mantenemos esa misma temperatura durante 15 min.

48
3.3.3. Primer Enfriamiento.
Es importante este control porque asegura la temperatura óptima de
inoculación 45 Cº, permitiendo la supervivencia de las bacterias del
inóculo. Para conseguir el enfriamiento debemos sacar el agua
caliente de la chaqueta e introducimos agua fría en circulación
constante, veremos q la temperatura va descendiendo y al llegar a
45 Cº dejamos circular el agua fría..
3.3.4. Inoculación:
Es importante tener en cuenta la cantidad de inóculo agregado ya que
determinara el tiempo de fermentación y con ello la calidad del
producto, se vierte el inoculo en la leche a 45 Cº y se homogeniza la
mezcla, tiempo de incubación de 2 - 3 hs.
3.3.5. Envasado:
Se controla el cerrado hermético ya que la tapa tiene rosca y asegura
el sellado del envase, para mantener la inocuidad del producto se
debe controlar que el envase y la atmósfera durante el envasado sean
estériles.
3.3.6. Cámara refrigerada y conservación:
Una refrigeración adecuada manteniendo la cadena de frío aseguran
la calidad sanitaria. El yogur elaborado bajo condiciones normales de
producción se conserva, a temperaturas de almacenamiento ≤ 8ºC,
por un tiempo aproximado de una semana.

49
IV. CONCLUSIONES
Se ha concluido la monografía y se llegaron a las siguientes conclusiones:
1. con el desarrollo de esta monografía se esta aportando con el conocimiento
de la elaboración del yogurt por lo tanto se aconseja al lector aplicarlo en
que crea conveniente.
2. El yogur, a trabes de los microorganismos responsables de la fermentación
produce, una leche fermentada por bacterias lácticas termófilas
(principalmente por cepas de Streptococcus thermophilus y Lactobacillus
delbrueckii subsp bulgaricus).
3. Tras una rigurosa selección de la materia prima, la producción de yogur
comprende principalmente cuatro fases: tratamientos previos de la leche
(normalización, filtración, homogeneización, tratamientos térmicos 80ºC
por 30 m y siembra del cultivo iniciador), incubación( 42ºC por 4 horas)
enfriamiento y envasado( 5ºC )
4. La temperatura óptima de incubación del yogur es de 42ºC durante 4
horas. En estas condiciones se conserva, a temperaturas de
almacenamiento menores o iguales a 8 ºC, por un tiempo de 7 días.
5. Los ingredientes no lácteos adicionados al yogur pueden ser muy variados:
cacao, cereales, frutas, colorantes, conservantes, aromatizantes, etc. y se
añaden antes (yogur preparado en el envase definitivo) o tras la
incubación.
6. El desarrollo del cultivo iniciador del proceso de obtención del yogurt es
simbiótico, es decir, St. thermophilus favorece el crecimiento de
Lactobacillus. delbrueckii. Subespecie bulgaricus y viceversa.

50
7. El catabolismo microbiano libera sustancias que determinan el aroma y
sabor del yogur; la principal es el ácido láctico, responsable de la acidez
característica de estos productos, aunque otras muchas sustancias matizan
el sabor y aroma como son el diacetilo, la acetona y el acetaldehído.

51
V. BIBLIOGRAFIA
1. MORALES J, ALAIS 1970 1988; 11:3-11.departamento de tecnología de
alimento, laboratorio de industrialización de productos lácteos,
Monterrey N,L,.México
2. BERDAYES H. AMITO, 1980; 13; 26-31. YOGHURT alimento
indiscutible. Rev Ind. Aliment (la habana)
3. BAUMAN BERDAYES – LONGO EMILIANO, junio del 1980 Revista
del Consumidor No. 304, el laboratorio profeco reporta, el yogurt, un
alimento esencial.
4. HERNÁNDEZ LOZANO MARIA A.. 1998,12 Elaboración de yogurt
batido, aliment nutr./ vol.43,
5. RUEGG PAMELA, DVM, MPVM, 1999 Taller de Capacitación para
microempresarios rurales “Tecnologías Básicas de Aprovecha Miento de
la Leche en el Área Rural” centro nacional de ciencia y tecnología,
6. RECETTES ROBINSÓN M. Y TAMINE GARDES ARMAND COLIN,
1990.el ministerio de salud a través de digesa; (dirección general de salud
ambiental).servicio nacional de adiestramiento en trabajo industrial
7. MONTIGNAC BARCELONA ROSSEL: 1982:25-6 ARTULEN, SA, lo
que siempre quiso saber sobre el yogurt. Cuaderno de Nutrición,
8. VARNAM, A.H SPREER, E.., SUTHERLAND, J. P. – 1991, 1995.
productos lácteos fermentados – yogurt pag: 432 lactología industrial. ed.
acribia,. Leche y productos lácteos. ed. acribia,
9. SPREER, E. 1991. Libro lacto logia industrial - capitulo: productos lácteos
fermentados – yogurtpag: 432Ed.Acribia.
10. http://es.wikipedia.org/wiki/Lactobacillus_bulgaricus
11. http://www.textoscientificos.com/alimentos/yogur
12. http://es.wikipedia.org/wiki/Yogur
13. http://www.zonadiet.com/bebidas/yogurt.htm
14. http://intranet.senati.edu.pe/Dox/Ipace/DescargasWeb/Lacteos/Forme_su_
pequena_empresa_de_Produccion_de_Yogurt.pdf
15. http://www.laanunciataikerketa.com/trabajos/yogur/yogur.pdf
16. http://es.wikipedia.org/wiki/L%C3%A1cteo

52
ANEXOS
Anexo: fotografías de planta
Foto Nº 1: Acopio de leche
Foto Nº 2: Planta de procesamiento

53
Foto Nº 3: Preparación del fermento de yogur batido