Manual de oper ptar zina
62
1 “PLANTA DE TRATAMIENTO DE AGUAS RESIDUALES DEL MUNICIPIO DE ZINACANTEPEC” CAPACIDAD DE 49 LT/SEG MANUAL DE OPERACIÓN Y MANTENIMIENTO TOLUCA EDO DE MEX. AGOSTO DEL 2016
-
Upload
carlos-rebolledo-santos -
Category
Environment
-
view
147 -
download
7
Transcript of Manual de oper ptar zina

1
“PLANTA DE TRATAMIENTO DE AGUAS
RESIDUALES DEL MUNICIPIO DE ZINACANTEPEC”
CAPACIDAD DE 49 LT/SEG
MANUAL DE OPERACIÓN Y MANTENIMIENTO
TOLUCA EDO DE MEX. AGOSTO DEL 2016

2
CONTENIDO
1. INTRODUCCIÓN ..........................................................................................................5
1.1. Diagrama de tuberías e instrumentación ............................................................ 5 2. COMPONENTES DE LA PLANTA ..............................................................................6
2.1. Caja de derivación .............................................................................................. 7 2.1.1. Compuertas ……………............................................................................. 7 2.1.2. Cribado Grueso (CR-101,103 y 105) ……................................................. 7 2.1.3. Cribado Medio Manual (CR-102 y 104)...................................................... 7 2.1.4. Desarenado de Operación Manual (DS-101 y 102) .................................. 8 2.1.5. Rejilla Media De Operación Mecánica (CR-106) …................................... 8 2.1.6. Medidor de Flujo (FIT-101) ….................................................................... 9 2.1.7. Tanque de Balance ................................................................................... 9
2.2. Desarenado Mecanizado (DS-103/LV-101) ........................................................ 9 2.3. Filtro Percolador (FP-201) ................................................................................. 11 2.4. Reactor Aerobio (RA-301) ................................................................................. 11
2.4.1. Parámetros de diseño ............................................................................. 12 2.4.2. Distribución de difusores en reactores .................................................... 12 2.4.3. Sopladores (S-301 AL 305)...................................................................... 13
2.5. Sedimentador Secundario (SS-401) ................................................................. 13 2.6. Desinfección UV (UV-501) ................................................................................ 14 2.7. Tratamiento de Lodos ...................................................................................... 16
2.7.1. Espesado de Lodos (DAF-801) ............................................................... 16 2.7.2. Parámetros de Diseño ............................................................................. 17
2.8. Digestión Aerobia de Lodos (DL-801) ............................................................... 18 2.9. Deshidratado de Lodos (FB-801) ...................................................................... 18
3. DESCRIPCIÓN DEL PROCESO DE LODOS ACTIVADOS ................................... 19 4. OPERACIÓN DEL PROCESO DE LODOS ACTIVADOS ....................................... 20
4.1. Control del proceso ........................................................................................... 20 4.2. Recirculación de lodos ...................................................................................... 21 4.3. Métodos de control para la recirculación de lodos............................................. 22 4.4. Control del gasto de purga ................................................................................ 26 4.5. Laboratorio para el control del proceso ............................................................. 28
4.5.1. Muestreo .................................................................................................. 28 4.5.2. Programa de laboratorio .......................................................................... 30 4.5.3. Análisis microscópico .............................................................................. 30
5. PROBLEMAS OPERACIONALES ........................................................................... 32 5.1. Sistema de bombeo del cárcamo de agua cruda (BS – 107 A/B) .................... 32 5.2. Desarenado Mecanizado (DS-103/LV-101) ...................................................... 34 5.3. Reactor Aerobio (RA – 301) …………………..................................................... 35
5.3.1. Problemas en el reactor. ......................................................................... 35 5.3.2. Problemas de espumas. .......................................................................... 35
5.4. Sopladores (S – 301/304) ................................................................................. 37

3
5.5. Difusores ........................................................................................................... 38 5.6. Proceso de clarificación .................................................................................... 39
5.6.1. Arrastre de sólidos ................................................................................... 39 5.6.2. Abultamiento de lodo ............................................................................... 40 5.6.3. Flotación de bolas de lodos ..................................................................... 42 5.6.4. Efluente turbio ......................................................................................... 42 5.6.5. Flóculos pequeños distribuidos en la superficie....................................... 44 5.6.6. Fuga de flóculos pequeños por el vertedor ............................................. 44
5.7. Bomba de purga de lodos (BC / 401-402) ........................................................ 45 5.8. Filtro Banda (FB – 801) ..................................................................................... 46
6. MANTENIMIENTO .................................................................................................... 48 6.1. Mantenimiento Preventivo ................................................................................. 48
6.1.1. Compuertas ............................................................................................ 49 6.1.2. Rejilla media de operación mecánica (CR – 106) ................................... 49 6.1.3. Bombas sumergibles del cárcamo de bombeo (BS – 103-104) .............. 49 6.1.4. Desarenado Mecanizado (DS-103/LV-101) ............................................ 50 6.1.5. Sopladores (S-301/305) .......................................................................... 52 6.1.6. Difusores ................................................................................................ 52 6.1.7. Bomba de purga de lodos (BC – 401/402) …......................................... 52 6.1.8. Sistema de desinfección UV (UV – 501) ................................................. 54 6.1.9. Equipo de preparación de polímero ……………….................................. 54 6.1.10. Motores .................................................................................................. 56 6.1.11. Reductor de engranes ........................................................................... 56 6.1.12. Cople e impulsores ................................................................................ 56 6.1.13. Filtro de aire ........................................................................................... 56 6.1.14. Sistema de distribución de aire ............................................................. 57
6.2. Mantenimiento correctivo .................................................................................. 57 7. SEGURIDAD ............................................................................................................. 58
7.1. ¿Por qué la seguridad? ..................................................................................... 58 8. BIBLIOGRAFÍA ......................................................................................................... 60 9. ANEXOS ................................................................................................................... 61
9.1. Instrumentos y materiales de laboratorio .......................................................... 61 9.2. Lista de lubricantes por equipo ......................................................................... 61
9.2.1. Rejilla media de operación mecánica (CR–106) ..................................... 61 9.2.2. Equipo de desarenado mecanizado (DS 103/LV 101) ............................ 61 9.2.3. Sistema de bombeo de agua cruda (BS– 103,104) ................................ 62 9.2.4. Sopladores (S–301/305) .......................................................................... 62 9.2.5. Bomba de purga de lodos (BC-401.402) ................................................. 62

4
LISTA DE TABLAS
Tabla 1. Parámetros de reactor aerobio .........................................................................12
Tabla 2. Parámetros de diseño del espesador de lodos ...............................................17
Tabla 3. Principales parámetros de control.....................................................................30
Tabla 4. Fallos y posible solución en bombas ...............................................................32
Tabla 5. Fallos y posible solución en Desarenado Mecanizado ……..……………........34
Tabla 6. Fallos y posible solución en sopladores ..........................................................37
Tabla 7. Fallos y posible solución en difusores .............................................................39
Tabla 8. Concentraciones permisibles de metales pesados en lodos activados ...........43
Tabla 9. Fallos y posible solución de problemas en bomba de purga ……………….....45
Tabla 10. Fallos y posible solución de problemas en filtro banda ……………...............46
Tabla 11. Mantenimiento de bombas KRT ....................................................................49
Tabla 12. Mantenimiento rutinario de equipo desarenado mecanizado………...............50
Tabla 13. Mantenimiento periódico de equipo desarenado mecanizado ………............51
Tabla 14. Mantenimiento de bomba de purga de lodos caso A …………………...........53
Tabla 15. Mantenimiento de bomba de purga de lodos caso B …………………...........54
Tabla 16. Mantenimiento del sistema de desinfección UV .............................................54
Tabla 17. Mantenimiento de equipo de preparación de polímero .................................55
Tabla 18. Mantenimiento de filtro banda .......................................................................55
Tabla 19. Lista de lubricantes para equipo desarenador mecanizado ...........................62
Tabla 20. Tipo de lubricante para bomba de agua cruda ...............................................62

5
1. INTRODUCCION El Gobierno del Estado de México, con la finalidad de dar cumplimiento a la
normatividad vigente en materia de protección ambiental y de permitir la recuperación
ecológica de las cuencas hidrológicas, ha impulsado el tratamiento de las aguas
residuales generadas en el territorio del Estado de México como una de las acciones
prioritarias con el objetivo de mejorar las condiciones de vida de los habitantes y
proteger ecosistemas vulnerables.
Las aguas residuales generadas en la comunidad de la cabecera municipal de
Zinacantepec son vertidas hacia arroyos y cauces, principalmente los ríos Chiquito y
Tejalpa, afluentes del rio Lerma, provocando la contaminación de los mismos, pudiendo
causar problemas como proliferación de fauna nociva, enfermedades respiratorias o
gastrointestinales en la población, así como deterioro del medio ambiente.
Con la finalidad de favorecer la conservación y recuperación del entorno ambiental, la
Comisión del Agua del Estado de México, ha planeado desarrollar la infraestructura de
saneamiento necesaria para dar tratamiento a las aguas residuales generadas en dicha
localidad, como parte de la misma se diseñó y construyó una planta de tratamiento, la
cual se ubica en la margen derecha del rio chiquito. Siendo estratégica para fortalecer y
consolidar las actividades de saneamiento de la cuenca alta del Rio Lerma.
La PTAR de la Cabecera Municipal de Zinacantepec tendrá una Capacidad de 98 Lt/s, y
se ha diseñado para alcanzar los valores de calidad de agua establecidos por la NOM
003 SEMARNAT 1997; con lo cual podrá ser utilizada en el riego de áreas verdes,
fuentes de ornato y en general en el uso público urbano en la modalidad de contacto
directo u ocasional.
El criterio de diseño de la planta se dividió en 2 Etapas, cada una conformada con un
módulo con capacidad para un caudal medio de 49 l/s. Se realizó el diseño de la planta
en dos módulos secuenciales (Se operara el primero de dichos módulos construidos).
1.1 Diagramas de Tuberías e Instrumentación En los diagramas de tuberías e instrumentación, se esquematiza de manera secuencial el tren de proceso de la planta. Cada componente de la planta se encuentra en éstos y es identificado por nombre y por etiqueta.

6
2. COMPONENTES DE LA PLANTA En la Figura 1 se presenta el Diagrama de Flujo de la PTAR de Zinacantepec Influente
A Rio Chiquito
Caja de Derivación
Cribado Mecánico (medio)
Cribado grueso, medio y
desarenado Manual
Canal Parshall
Tanque de Balance
Desarenado Mecanizado
(separación de arenas)
Filtro
Percolador
Reactor
Biológico
Aerobio
Espesado de Lodos
Sedimentador
Secundario
Tratamiento de Lodos
Rec
ircu
laci
ón
de
Lod
os
Desinfección UV
Canal Parshall
Efluente
Digestor De Lodos
Filtro Banda
Disposición Final

7
2.1 Caja de Derivación
2.1.1 Compuertas La compuerta URAGA modelo VCU SS304C con actuador de volante está diseñada para atender varias necesidades que en éste caso es el permitir o no el flujo de agua cruda hacia la planta.
2.1.2 Cribado Grueso (CR-101,103 y 105)
Esta etapa es común y previa a la etapa de operación manual y a la etapa de
pretratamiento mecanizado y tiene el propósito de separar sólidos mayores a 38 mm
que ocasionarían obstrucción en los equipos de bombeo. Esta etapa representa el
primer tratamiento que se proporciona al agua residual y está representado por un solo
canal con la capacidad de soportar el flujo máximo extraordinario que se presenta en
los meses de alta precipitación pluvial. El flujo que puede aceptar esta etapa es de 600
l/s, que comparado con el flujo promedio considerando la ampliación futura es de más
de cuatro veces, ya que el flujo promedio será de 147 l/s.
El canal de cribado grueso tiene un ancho de 1.5 m y una altura total de 1.0 m y una
longitud de 1.5 m, la criba instalada en este canal se fabrica con soleras de acero al
carbón de 2”x ¼” con un recubrimiento anticorrosivo de alquitrán de hulla. La rejilla tiene
el ancho del canal y se coloca con una inclinación de 60° con respecto a la horizontal.
2.1.3 Cribado Medio de Limpieza Manual (CR-102 y 104)
Como parte de la remoción de sólidos se tendrá una segunda etapa de cribado similar a
la primera criba, cambiando únicamente el paso libre a 25 mm, manteniendo las
características mencionadas para la criba de 38 mm.
Se tienen dos canales de cribado de 1.2 m de ancho, 1.0 m de altura y 1.9 m de
longitud. Estos dos canales tienen la capacidad de tratar el total del agua cuando por
algún motivo no se tenga en operación el cribado y desarenado mecanizado. La
capacidad máxima total de estas dos unidades es de 600 l/s, por lo tanto se tiene la
capacidad de operar con el flujo total de las tres etapas.

8
Para facilitar la separación de los sólidos atrapados, se considera el suministro e
instalación de una placa perforada para favorecer la pérdida de humedad de los sólidos
retirados manualmente por el operador.
Con la remoción de sólidos se protegen los equipos de bombeo y se reduce el riesgo de
atascamiento de tuberías.
2.1.4 Desarenado de Operación Manual (DS-101 y 102)
El desarenado es parte de las etapas de pretratamiento, antes del tratamiento biológico,
se contará con dos canales de desarenado con la finalidad de remover partículas con
densidad similar a la arena y mayores a 200 micras, principalmente arenas o materiales
como cascarillas, vidrio, metales y otros con características similares, para evitar que
estas entren al proceso y puedan dañar tuberías, equipo u ocasionar el azolve de los
tanques.
Cada uno de los canales de desarenado tiene un ancho de 1.2 m, 1.0 m de altura y
10.8 m de longitud; cada canal se opera con 49 l/s en la primera etapa y con 73.5 l/s
cuando se tenga la ampliación a tres módulos de 49 l/s cada uno. La capacidad pico de
cada canal es de 300 l/s.
2.1.5 Rejilla Media de Operación Mecánica (CR-106)
Se tendrán dos canales para rejillas de limpieza mecánica, cada canal tendrá 1.0 m de
ancho, 1.0 m de profundidad y 4 m de longitud. Estos dos canales tienen la capacidad
para tratar un flujo total máximo de 600 l/s, y operarán con 49 l/s en promedio cada uno
para la primera etapa y de 73.5 l/s cuando se tengan las tres etapas operando.
Las dos rejillas serán construidas de acero inoxidable 304, con un paso libre entre
barras de 12 mm. El ancho de la rejilla será de 1.0 m y 7.2 m de altura total; Los
residuos serán elevados y depositados en recipientes a nivel de terreno. Se tendrá un
puente 5.0 m arriba del nivel de terreno, sobre los canales, para soportar las cribas y
colocar los recipientes para el retiro de sólidos.
El sistema motriz de las rejillas de cribado es por medio de un motorreductor con motor
marca Sumitomo de 1.0 HP

9
2.1.6 Medidor de Flujo (FIT-101)
El medidor de flujo consta de tres partes, un canal Parshall (P–101), la unidad de
evaluación ultrasónica y el sensor ultrasónico.
El canal Parshall (P-101) es un aforador que mediante la reducción gradual de una
sección (el valor mínimo de ésta sección se conoce como garganta) obliga al agua a
elevarse o remansarse y volver a caer hasta la elevación que tenía antes, sin la
presencia de la sección de aforo. En este proceso se presenta una aceleración del flujo
que permite establecer una relación matemática entre la elevación del agua y el gasto.
El sensor ultrasónico se sitúa por encima de una zona específica de la garganta del
canal Parshall cuyo ancho es de 9”, a una altura que sea por lo menos de equivalente a
la zona muerta. Éste es conectado a la unidad de evaluación ultrasónica, lo que ofrece
un monitoreo en vivo del flujo entrante a la planta. Para mayor detalle consultar el
manual del sensor y la unidad de evaluación ultrasónica.
2.1.7 Tanque de balance
Se construirá un tanque de balance para colectar el agua residual para alimentar
aproximadamente constante en flujo y calidad a las etapas posteriores. Se consideran
bombas de tipo sumergible marca KSB o similar para alimentación de agua residual,
para que trabajen de manera alternada; Los equipos de bombeo tendrán una capacidad
de 49 l/s y operan alternadamente; se consideran dos bombas para el caso de operar
un módulo y tres equipos para operar con dos módulos; en ambos casos se tendrá una
equipo de respaldo.
El tanque de balance tendrá una capacidad de 222 m³ para dar un tiempo de residencia
de 60 minutos a un flujo medio de 49 l/s.
La operación de las bombas estará regulada mediante un sistema de control de peras
de nivel.
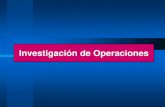
2.2 Desarenado Mecanizado (DS-103/ LV-101) El módulo automatizado de cribado y desarenado será alimentado por los equipos de
bombeo instalados en el tanque de balance. Este módulo es marca Huber (ROTAMAT
Ro 5) y fue construido principalmente en acero inoxidable 304.

10
El paquete completo se compone de los siguientes equipos principales:
Desarenador
Lavador de arena
El módulo tendrá una capacidad para remover el 85% de partículas de arena mayores
de 0.2 mm y 95% de remoción de partículas de arena mayores de 0.3 mm.
1 Horizontal screw drive 5 Discharge 2 Screen 6 Support for grit removal screw 3 Grit removal screw 7 Tank 4 Drive for grit removal screw ROTAMAT® Complete Plant Ro 5

11
2.3 Filtro Percolador (FP-201) El agua residual proveniente de la etapa de pretratamiento, alimenta por diferencia de
nivel a la primera etapa aerobia representada por un reactor de película fija
(percolador).
El filtro percolador recibe el agua efluente del pretratamiento, el agua se alimenta por
medio de un brazo distribuidor que de manera proporcional al área, alimenta el agua
para que tenga contacto con la película que se forma sobre la superficie del empaque
sintético de PVC, que tiene un área específica de 102 m²/m³.
El parámetro de operación de esta etapa, considerando que el flujo y la calidad del
agua sean las especificadas en el diseño, es básicamente la recirculación que permite
mantener un buen contacto del agua con la película biológica.
El equipo de bombeo para la recirculación, tendrá una capacidad para recircular el
mismo flujo de alimentación como máximo, equivalente a 49 l/s.
La velocidad del brazo es una variable operativa, que puede modificarse en campo,
dentro de cierto rango. El filtro percolador se construye de concreto armado y tiene 12
m de diámetro, 4.88 m de altura de empaque y 7.48 m de altura total, con ventanas
inferiores para la entrada de aire.
El flujo de alimentación y el flujo de recirculación se unen en una caja que alimenta por
gravedad al filtro percolador.
2.4 Reactor Aerobio (RA-301) El agua tratada en la etapa biológica de película fija y que alimenta a la etapa aerobia
de mezcla tendrá una carga contaminante reducida en 50%, considerando la carga
inicial del agua cruda; esto permite que la etapa aerobia de lodos activados pueda tener
menor tiempo de residencia al que se requiere cuando se tiene solamente esta etapa
biológica para remover materia orgánica.
El proceso de lodos activados tiene la característica de poder alcanzar eficiencias
cercanas a 100%, con valores típicos de 95-97% para agua municipal. Considerando

12
que con las etapas anteriores y principalmente con en la etapa de filtro percolador, se
ha reducido en aproximadamente 50% la carga orgánica contaminante. El volumen del
reactor propuesto es de 1,000 m³ y equivale a 5.65 horas de tiempo de residencia. El
reactor aerobio es construido en concreto armado y tiene las siguientes dimensiones;
16.0 m de largo, 12.5 m de ancho y 5 m de altura útil y 5.45 m de altura total, con un
volumen útil de 1000 m³ y un tiempo de residencia de 5.66 h.
2.4.1 Parámetros de diseño
Tabla. 1
2.4.2 Distribución de los difusores en los reactores
Un sistema de difusores montados en el fondo del reactor en configuración de
cuadrícula proporcionará el oxígeno necesario para el proceso. El mezclado del licor y
la transferencia de oxígeno al mismo se realizan de forma simultánea. El proceso está
cuidadosamente diseñado con tal de lograr el grado de agitación necesaria con el
Entradas Salidas
Flujo de alimentación, Qo = 4,234.0 m3/d Volumen del reactot, V = 997 m3
DBO de alimentación, So = 106.0 g/m3 Otros parámetros:
SSVLM, X = 1800 g/m3 TRH = 5.7 hr
Carga orgánica, CO = 0.45 Relación F/M = 0.31
(kg BOD/día/m3) (kg BOD/day/kg MLVSS)
% SSV (en SST) = 80%
Equations used for Calculations:
V = (So*Qo/1000)/VL
HRT = 24*V/Qo
F:M = (So*Qo)/(%Vol*X*V)

13
mínimo consumo de energía y transferencia de oxígeno, ya que el proceso también
requiere de cierto grado de anoxia. Los difusores de aire son de 12” de Diam. Mod.
AFD350, Tipo disco de burbuja fina.
2.4.3 Sopladores (S-301al 305)
Se tendrán 2 sopladores de aire para una etapa en operación, y 3 sopladores para
cuando se tengan 2 etapas operando; estos equipos serán, integrados en una cabina
acústica modelo Giisapack H464, tipo lobulares, con una potencia de 50 HP, marca
Gardner Denver o similar, para trabajar alternadamente; estos equipos suministrarán
800 pie³/min de aire y de esta manera, satisfacer la demanda de oxígeno necesario
para llevar a cabo la oxidación de la materia orgánica, en todo momento se tendrá un
equipo fuera de operación . Los equipos estarán dentro de una cabina acústica para
reducir la producción de ruido a niveles máximos de 73 dB.
La operación de los sopladores es controlada por un PLC, donde monitoreamos y
controlamos los principales procesos de la operación.
2.5 Sedimentador Secundario (SS-401) La sedimentación secundaria se le denomina a la que se realiza posterior a un
tratamiento biológico y tiene como propósito remover la mayoría de los sólidos
suspendidos, para dar cumplimiento a la normatividad.
El sedimentador propuesto se construirá en concreto armado con forma cilíndrica. Se
considera una rastra con tracción periférica y puente para inspección. Para el
dimensionamiento del sedimentador se consideró una carga hidráulica superficial (CHS)
de 26 m³/m²-día y una altura útil de 3.5 m. Para cumplir con la carga hidráulica
superficial y para un flujo de 49 l/s, se considera un sedimentador de 14.5 m de
diámetro interno. Con estos parámetros se alcanza una eficiencia mayor a 99% de
remoción de sólidos suspendidos.
El sedimentador secundario se alimenta por la parte superior de una columna central
donde se tiene una mampara de forma cilíndrica construida de acero al carbón A-36,
con recubrimiento en alquitrán de hulla.
Las partes que componen los internos del sedimentador secundario son marca
Hidroequipos o similar y son las siguientes:

14
Puente de acceso
Armadura central
Unidad motríz
Pozo central del influente
Rastras
Desnatador
Placa vertedora de efluente
Mampara perimetral
Columna central
Canaleta perimetral
Pozo de salida de lodo
Los sólidos se asentarán por gravedad si su peso específico es ligeramente superior al
del agua. La sedimentación gravitacional depende de la concentración de SSLM y de la
sedimentabilidad del lodo biológico.
El retiro de sólidos sedimentados se realiza por medio de una bomba centrífuga, la cual
toma dichos lodos del fondo del sedimentador y los regresa hacia el reactor aerobio.
Para esto se tendrán dos bombas centrífugas marca KSB o similar de 6.1 HP de
potencia con una capacidad para recircular 20 l/s cada una; estos equipos se operan
alternadamente.
La purga de lodo se realizará de la línea de recirculación; la purga se hace de manera
continua con un flujo equivalente a 127 m³/d por módulo; enviándose a la etapa de
espesado de lodo, con un flujo de 10.6 m³/h (5.3 m³/h por módulo). Cuando se tenga
operando el tercer módulo, el flujo total será de 15.9 m³/h.
El volumen a purgar se ajusta diariamente de acuerdo al contenido de sólidos
suspendidos en el tanque de aeración.
2.6 Desinfección UV (UV-501)
Para la desinfección se considera un canal de contacto por módulo de desinfección
mediante rayos de luz ultravioleta; cada módulo tiene la capacidad para tratar un
promedio de 49 l/s, quedando el espacio para instalar otro módulo de la misma

15
capacidad cuando se requiera ampliar la planta de tratamiento de agua. El módulo de
desinfección es marca Trojan, modelo UV3000 Plus.La radiación ultravioleta se
caracteriza por longitudes de onda cercanas a las de la luz solar. Los parámetros más
importantes de la radiación UV relacionados con la desinfección del agua son:
Longitud de onda: El rango germicida se encuentra entre 240 y 280 nm,
obteniéndose la máxima eficiencia cerca de 260 nm.
Calidad del agua: La concentración de sólidos suspendidos tiene una afectación
directa en la eficiencia del proceso, se recomienda tener valores de turbiedad
debajo de 5 UTN.
Tipo de microorganismos: La dosis de radiación UV para eliminar los
microorganismos más comunes, como Coliformes y Pseudomonas, varía entre
6,000 y 10,000 µWs/cm²; Los equipos de radiación UV para desinfección,
generalmente operan entre 16,000 y 38,000 µWs/cm², radiación suficiente en la
mayoría de los casos, si se tienen las condiciones adecuadas.
Tiempo de exposición: El tiempo de contacto está relacionado con algunas otras
variables, sin embargo se ha comprobado que un tiempo entre 10 y 20 segundos
es suficiente para obtener los resultados deseados. El tiempo requerido de
exposición del microorganismo a la radiación UV, es inversamente proporcional
a la intensidad de la luz que penetra el agua, considerando la capacidad de
absorción del agua y la dispersión de la luz debido a la distancia.
El agua tratada con menos de 30 mg/l de DBO5 e igual cantidad de sólidos
suspendidos que proviene del sedimentador secundario pasa al canal de 5.0 m de
largo, 20.32 cm de ancho y 1.17 m de altura, donde por exposición a una fuente de
rayos ultravioleta se eliminará hasta 99.99% de la mayoría de microorganismos en el
agua.
La mayoría de los equipos de desinfección utilizados en tratamiento de agua tienen una
capacidad de 30,000 µWs/cm², con esto se tiene la capacidad para cumplir con la
calidad solicitada por la normatividad que es de 1000 coliformes fecales por cada 100
ml.

16
El mecanismo para generar los rayos ultravioleta es el siguiente: dentro de la lámpara,
que es un tubo de cuarzo o sílice, un arco eléctrico golpea una mezcla de vapor de
mercurio y argón que se tiene en el interior, esto ocasiona que los átomos de mercurio
sufran una excitación y los electrones utilizan esta energía para subir a otros niveles y
es cuando estos electrones bajan a su estado inicial que emiten la energía sobrante en
forma de radiación ultravioleta.
Una consideración importante en el diseño del equipo de desinfección por radiación
ultravioleta es asegurar que cada microorganismo será expuesto a la radiación y
recibirá la dosis biocida de radiación en el canal o cámara de contacto. Para esto se
debe determinar el espacio correcto entre las lámparas y las superficies reflectoras del
interior de la cámara, además se deberá tener la agitación necesaria para aumentar la
eficiencia de remoción de microorganismos.
2.7 Tratamiento de Lodos
2.7.1 Espesado de Lodos (DAF-801) El espesado de lodos tiene el propósito de concentrar el lodo recibido del sedimentador
para reducir el tamaño del digestor aerobio. El aumento de la concentración del lodo
purgado del proceso de lodos activados se realizará por medio de flotación por aire
disuelto. El flujo de lodo promedio para una etapa es de 127 m³/d.
La mesa de espesamiento marca EMO Tipo OMEGA 10 MD, ha sido diseñada para la
deshidratación en CONTINUO de los fangos industriales o urbanos (5 hasta 30 g/L), se
construyó en acero inoxidable 304 L y tendrá 3.25 m de largo, 1.5 m de ancho y 1.43 m
de altura total, la capacidad máxima de este equipo es de 15 m³/h. Permite obtener en
salida lodos de sequedad elevada entre 6 y 10%, con una tasa de captura superior o
igual a 96% con un consumo de polímero bajo.
El proceso de deshidratación de la mesa de espesamiento tipo OMEGA serie MD
consta de tres etapas principales:
Floculación y repartición del fango
Filtración por gravedad,
Prensado.
El proceso de espesamiento empieza en primer lugar por la floculación de los lodos.
Ésta primera etapa es especialmente importante para que las materias secas coagulan
en "flóculos", y así obtener una separación líquido/sólido. Se suele inyectar el floculante

17
río arriba de la bomba de fangos, para que se beneficie de una mezcla progresiva
gracias al tornillo de que esta provista esta bomba. Sin embargo, aconsejamos y
realizamos también un punto de inyección río abajo de la bomba. El objetivo de esta
etapa es dar una "estructura" al fango para que las etapas siguientes se realicen
efectivamente. Así, por regla general, un filtro banda no puede funcionar sin adjunto de
polímero.
Luego se vierte el lodo floculado en la tela filtrante y se reparte de manera uniforme
mediante una regla que iguala. El agua liberada durante la floculación fluye libremente a
través de las mallas de las telas filtrantes. Así se nota la importancia primordial de tener
una buena floculación. Sin un previo acondicionamiento, los fangos solamente se
desplegarían sobre la tela sin gotearse y podrían fluir por los lados.
La etapa de prensado y cizallamiento empieza en el punto de convergencia de ambas
bandas filtrantes. El diámetro del primer rodillo es importante (Ø 600) para que el
prensado sea progresivo. El prensado y el cizallamiento ocurren en una longitud de
banda importante (2.50 m), pasando entre 4 rodillos (Ø 200) que están dispuestos de
manera a obtener un prensado del lodo progresivo. Eso permite una deshidratación
máxima de los lodos, conservando al mismo tiempo una tasa de captura óptima.
2.7.2 Parámetros de diseño Tabla.2
Entradas Salidas
Flujo de alimentación 108 m³/d Recirculación 880.69 m³/d
SST influente 10,794 mg/l Area superficial 6.6 m²
SST efluente 39,090 mg/l Carga de sólidos 176.4 kg/m²-d
Relación A/S 0.02 Cálculo de la potencia del compresor de 2 etapas
Carga hidráulica 150 m³/m²-d Flujo másico de aire 23.3 kg/d
Solubilidad de aire 22.000 cm³/litro Flujo volumétrico de aire 4.7 m³/d
Factor 0.50 Relación de compresión 5.6
Presion 4.0 atm Potencia del compresor 0.074 HP
Presión atmosférica 0.7 atm
Constante de gas R 0.00008206 atm-m³/gmol-°K
Temperatura °C 12.0 °C

18
2.8 Digestión aerobia de Lodos (DL-801)
El proceso de digestión aerobia es un proceso mediante el cual los lodos primarios,
secundarios o una combinación de éstos, son sometidos a aeración prolongada en un
tanque similar a los tanques de aeración del proceso de lodos activados. Este proceso
se utiliza para reducir el contenido de sólidos suspendidos volátiles y estabilizar el
residuo para reducir la atracción de vectores y favorecer el manejo seguro de los
mismos.
Uno de los parámetros que se considera para el diseño de la etapa de digestión aerobia
es reducir el contenido de sólidos suspendidos volátiles en 38% como mínimo. Con la
reducción de sólidos volátiles se consigue reducir el contenido de microorganismos
patógenos y facilitar su manejo en la etapa deshidratación.
El tanque digestor tendrá una capacidad útil de 300 m³, con 10.67 m de largo, 5.63 m
de ancho y 5 m de altura útil.
Se tendrán 2 sopladores de aire para una etapa en operación, y 3 sopladores para
cuando se tengan 2 etapas operando; estos equipos serán, integrados en una cabina
acústica modelo Giisapack S6, tipo lobulares, con una potencia de 20 HP, marca
Gardner Denver o similar, para trabajar alternadamente; estos equipos suministrarán
300 pie³/min de aire por equipos y una presión de salida de 8.6 psi. y de esta manera,
satisfacer la demanda de oxígeno necesario para llevar a cabo la oxidación de la
materia orgánica, en todo momento se tendrá un equipo fuera de operación . Los
equipos estarán dentro de una cabina acústica para reducir la producción de ruido a
niveles máximos de 73 dB.
2.9 Deshidratado de lodo (FB-801)
Para la deshidratación de lodo se proponen un filtro banda por módulo, con una
capacidad de 1.8 m³/h cada uno. Estos filtros banda son marca EMO o similar, con 60
cm de ancho de banda.
El lodo se tomará directamente del digestor aerobio por medio de un equipos de
bombeo marca Netzch de 2.55 kW, con una capacidad de 0.9 a 4.0 m³/hora. Previo que
el lodo llegue al filtro banda se le adiciona polímero para facilitar el deshidratado; para
esto se tiene un módulo por equipo, para hacer la preparación y la inyección de
polímero en línea, el preparador de polímero tiene una capacidad para 150 l/h, la

19
mezcla de lodo-polímero se realiza con la ayuda de un mezclador hidrodinámico en
línea.
Parte del proceso necesario para mantener operando los filtros banda es el lavado
continuo de la banda filtrante, y esto se hace mediante el bombeo de agua tratada por
medio de una bomba marca Grundfos o similar, modelo CR5-9 con capacidad para 6
m³/h y una presión de descarga de 7 bars, esta agua se filtra previamente, mediante en
un filtro marca Amiad o similar, modelo Brushaway 2”T-S. Para la operación y control se
considera un tablero eléctrico para cada módulo.
El lodo generado tendrá una concentración de 18-20% de materia seca. Los lodos
biológicos generados deberán cumplir con la NOM-004-SEMARNAT-2002 que
establece las especificaciones y límites máximos permisibles de contaminantes en
lodos y biosólidos para su aprovechamiento y disposición final.
3. DESCRIPCION DEL PROCESO DE LODOS ACTIVADOS
En el proceso de lodos activados, los microorganismos son completamente mezclados
con la materia orgánica presente en el agua residual, de tal manera que la empleen
como fuente de alimento y así desarrollen su metabolismo. A medida que los
microorganismos crecen, se agrupan y van formando flóculos hasta producir una masa
activa de microorganismos llamada “lodo activado”. El agua residual alimenta
continuamente al tanque de aireación, donde el aire es introducido para mezclar el lodo
activado (en sistemas de difusión de aire) y proporcionar el oxígeno necesario para que
los microorganismos remuevan (consuman) con mayor rapidez la materia orgánica
presente en el agua residual cruda.
El aire es introducido al reactor mediante difusores que se colocan en el fondo del
tanque de aireación.
La mezcla de lodo activado y agua residual en el tanque de aireación es llamada “licor
mezclado”. El licor mezclado circula del tanque de aireación al clarificador secundario
donde el lodo activado sedimenta. La mayor parte del lodo sedimentado es regresado
al tanque de aireación para mantener una alta población de microorganismos y una
remoción optima de contaminantes. El volumen del lodo recirculado al tanque de
aireación es típicamente del 75 al 150% del gasto del influente.

20
Debido a que el lodo que se produce en el proceso es mayor que el requerido, se
desecha (purga) una determinada cantidad al sistema de manejo de lodos para su
tratamiento y disposición.
4. OPERACIÓN DEL PROCESO DE LODOS ACTIVADOS
4.1 Control del Proceso
El proceso de lodos activados puede convertir casi toda la materia orgánica del
influente a sólidos. Los sólidos tienen que ser removidos de tal manera que se obtenga
un efluente de alta calidad en términos de materia orgánica. Desafortunadamente, la
sedimentación de sólidos floculentos no es fácil de predecir cuándo hay grandes
cantidades de sólidos, corrientes por diferencia de densidad en el agua, y
consideraciones de espesamiento. Se requiere un control de operación cuidadoso de
sólidos para producir un efluente de buena calidad.
Los siguientes términos son importantes en la evaluación del sistema de lodos
activados:
Sólidos suspendidos en el licor mezclado (SSLM). Esta es una medida muy
importante y muestra la cantidad de lodo en el tanque de aireación. En plantas grandes
se determina varias veces al día y en plantas pequeñas sólo una vez.
Sólidos suspendidos volátiles en el licor mezclado (SSVLM). Este análisis
indirectamente muestra la fracción de masa activa biológica de sólidos en el licor
mezclado y directamente nos dice la cantidad inerte de sólidos. Por ejemplo, la cantidad
de SSVLM está entre 70-80% de los SSLM. Sin embargo, cuando hay fuertes
infiltraciones en el drenaje o la presencia de agua de lluvia, el acarreo de arcilla y arena
puede disminuir los SSVLM de 55 a 60%. Cuando el porcentaje de SSVLM disminuye
hay que aumentar los SSLM para mantener el mismo nivel de microorganismos activos.
Índice de densidad de lodos (IDL). La velocidad a la que los sólidos del lodo
activado sedimentan en el clarificador secundario depende de las características de
sedimentabilidad del lodo. Estas características se determinan mediante una prueba
muy sencilla de sedimentabilidad, cuyos resultados pueden ser usados para determinar
el IDL. Se toman 1000 mL de muestra del tanque de aireación y se dejan sedimentar en

21
un cilindro de 1000 mL de capacidad y graduado. Se lee el volumen de lodo al final de
30 minutos.
Un buen índice de densidad de lodo es de alrededor de 1.0. Un lodo con un IDL de 1.5,
es denso y sedimenta rápidamente. Un IDL < 1.0 significa un lodo ligero el cual
sedimenta despacio.
Índice volumétrico de lodos. El IVL también se usa para indicar las características
de sedimentabilidad de lodo activado, y se define como
En este caso, un IVL de 100 o menos se considera que el lodo tiene buena
sedimentabilidad. Entre más bajo sea el IVL el lodo es más denso.
4.2 Recirculación de Lodos Control mediante recirculación de lodos. Para una buena operación del proceso de
lodos activados, se debe alcanzar una buena sedimentabilidad de los SSLM. Los SSLM
sedimentan durante la etapa de clarificación y se regresan a la cabeza del reactor. La
recirculación hace posible que los microorganismos estén en el sistema de tratamiento
más tiempo que el agua que está siendo tratada. El intervalo de recirculación para un
proceso convencional de lodos activados es entre 20 y 40 % del efluente del clarificador
primario; mientras que para el caso de aireación extendida varia del 50 al 200%.
Cuando hay variaciones en la calidad del lodo activado se requiere que haya cambios
en el gasto de recirculación debido a las características de sedimentación del lodo.
Hay dos criterios básicos que pueden ser usados para controlar el gasto de
recirculación, éstos son:
Gasto constante de recirculación (independientemente del influente al tanque reactor)

22
Porcentaje constante del influente al reactor
1. Gasto constante de recirculación. Cuando se controla el proceso de lodos
activados con un gasto constante de recirculación, hay una variación continua en
la concentración de SSLM, la cual será mínima durante los gastos pico del
influente al reactor y máxima durante los gastos mínimos. Lo anterior se debe a
que los SSLM fluyen al clarificador secundario a una velocidad o tasa, más alta
durante los gastos máximos que cuando están siendo transportados a una tasa
constante. De igual manera, cuando el gasto del influente es mínimo los SSLM
están siendo regresados al reactor biológico a una tasa mayor a la cual están
entrando al clarificador. El reactor biológico trabaja como tanque de
almacenamiento de SSLM durante gastos mínimos en el influente y son
transferidos al clarificador secundario cuando se inicia el aumento del gasto del
influente, actuando como almacén, donde el colchón de lodos está variando
constantemente la altura.
2. Porcentaje constante del influente al reactor. Este criterio para controlar la tasa
de recirculación requiere un método programado para mantener un porcentaje
constante del influente al reactor biológico. El programa puede consistir de un
instrumento automático que mida el gasto y mande una señal a la válvula
automática de la recirculación para que la abra o la cierre de acuerdo a la
variación del gasto, con el objeto de mantener un gasto constante del gasto del
influente. También, puede controlarse por ajustes periódicos manuales. Este
método mantiene más constante los SSLM durante flujos altos y bajos.
4.3 Métodos de control para la recirculación Lodos
Para cualquiera de los criterios de control discutidos existen algunas técnicas las cuales
pueden ser usadas para ajustar el gasto de recirculación. Las técnicas más comunes
son:
a. Colchón de lodos
b. Balance de masa
c. Sedimentabilidad
d. Índice volumétrico de lodos
a. Colchón de lodos. El método más directo para ajustar el gasto de recirculación
es el del colchón de lodos en el clarificador secundario. El colcho de lodos debe

23
ser controlado a menos de ¼ de la altura efectiva del clarificador. Si se observa
que el colchón de lodos está aumentando, un aumento en el gasto de
recirculación puede únicamente resolver por un periodo corto. El aumento en el
colchón de lodo puede deberse a que se tiene mucho lodo activado en el sistema
de tratamiento y/o a características de sedimentación pobres de lodo. Si la
sedimentación del lodo es pobre, aumentar el gasto de recirculación puede
causar aún más problemas debido al aumento de flujo en el clarificador. Si la
sedimentación del lodo es muy pobre por abultamiento hay que mejorar las
condiciones ambientales para los microorganismos. Si hay mucho lodo en el
sistema, el exceso tiene que ser desechado.
La altura de lodo debe revisarse diariamente y durante el periodo de gasto
máximo, ya que de esta forma el clarificador está operando bajo la carga de
lodos más alta. Los ajustes en la recirculación serán ocasionales si el proceso
está trabajando apropiadamente.
b. Balance de masa. El balance de masa es una herramienta útil para el cálculo del
gasto de recirculación; sin embargo, considera que el colchón de lodo en el
clarificador es constante. A continuación se presenta un balance de materia:

24
Los datos requeridos para realizar el balance de masa son: a) gasto del influente (Q,
m3/d = 274 m3/d); concentración de SSLM (mg/L = 2,500 mg/L); concentración del lodo
(SS, mg/L = 8,000 mg/L). Con la información anterior, es posible realizar el cálculo del
porcentaje de recirculación:
c. Sedimentabilidad. Otro método para calcular el gasto de recirculación se basa en
el resultado de una prueba de sedimentación de lodo, llamada sedimentabilidad,
la cual se define como el porcentaje de volumen ocupado por el lodo del tanque
de aireación después de un tiempo de 30 minutos de sedimentación.
I. Datos
a. Gasto influente al reactor: 274 m3/d
b. Volumen del lodo sedimentado, SV = 275 mL en 30 minutos
II. Determinación del gasto de purga en m3/d

25
d. Índice volumétrico de lodos. Otra manera de calcular el gasto de recirculación es
usando el índice volumétrico de lodos (IVL), para lo cual se combina el balance
de masa y el método de sedimentabilidad. Este método se basa en el uso del IVL
para estimar la concentración de sólidos suspendidos en el gasto de
recirculación (SSr). Después el valor de SSr se emplea para calcular el gasto de
recirculación.
Ejemplo:
i. Datos requeridos
1. IVL = 120
2. Gasto del influente, Q = 274 m3/d
3. Concentración de SSLM = 2,000 mg/L
ii. Determinación de la concentración de SS en el gasto de recirculación (SSr)
iii. Determinación del gasto de recirculación basado en el IVL
En realidad el uso del IVL no es para calcular el gasto de recirculación, si no que usa
como un índice de estabilidad del proceso. No se puede comparar el IVL de una planta
a otra, ya que si el valor de IVL puede indicar una buena operación para una planta,
para otra puede que no.

26
4.4. Control del gasto de purga
El proceso de lodos activados se controla básicamente por la cantidad de lodo que es
desechado. La cantidad de lodo desechado del proceso tiene las siguientes
afectaciones:
Calidad del efluente La tasa de crecimiento de los microorganismos El consumo de oxígeno Sedimentabilidad del lodo Cantidad de nutrientes requerida Formación de espuma La posibilidad de nitrificación El objetivo de desechar lodo activado es el de mantener un balance entre los
microorganismos y la carga orgánica medida como DBO o DQO. Es sabido que cuando
los microorganismos remueven la DBO5 del agua residual, la cantidad de lodo activado
aumenta (los microorganismos crecen y se multiplican). La velocidad a la que estos
microorganismos crecen se le denomina tasa de crecimiento, y es medida como la
cantidad de lodo activado que aumenta en un día. El objetivo de desechar lodo activado
es remover justo la cantidad de microorganismos del sistema. El objetivo del control del
proceso es llegar a este balance controlando cualquiera de los siguientes parámetros
de control:
a. Sólidos suspendidos volátiles en el licor mezclado (SSVLM)
b. Carga orgánica
c. Tiempo medio de retención celular (TMRC)
Los parámetros mencionados son los que más se usan. Los métodos para desecho de
lodo activado son: intermitente o continuo. Cuando se hace la purga de lodo activado
continuamente el operador debe revisar la concentración de los sólidos suspendidos
volátiles en la recirculación y hacer los ajustes necesarios.
Cálculo del ajuste del gasto de purga de lodo
Datos requeridos Gasto de purga, Qp = 3.0 m3/d
Concentración del primer día SSV = 6,000 mg/L
Concentración del segundo día SSV = 7,500 mg/L

27
Determinación del gasto de purga tomando como base el incremento de los SSV de un día a otro.
Cuando la purga se hace de forma intermitente, el operador tiene que revisar la
concentración de SSV en la recirculación para calcular el gasto de purga. Este cálculo
tiene que ser reajustado por el tiempo reducido de desecho:
Datos requeridos Gasto de purga ajustado 2.4 m3/d Período de desecho @ 4 horas
Determinación del gasto de purga a cada 4 horas
El operador deberá repetir el cálculo del gasto de purga para cada periodo de purga
tomando en cuenta las variaciones en la concentración de la recirculación. Un control
apropiado de la purga de lodos producirá un efluente de alta calidad con un mínimo de
problemas operacionales.
a. Control constante de los sólidos suspendidos en el licor mezclado. Esta
técnica para controlar el proceso es usada por muchos operadores, debido a
que es simple de entender y requiere un mínimo control de laboratorio. Con
esta técnica se obtiene una buena calidad del efluente, en tanto las
características del influente sean más o menos constantes con pequeñas
variaciones en el gasto influente.

28
En esta técnica el operador trata de mantener constante la concentración de los SSVLM
en el reactor; por ejemplo, si se ha encontrado que con 2,000 mg/L de SSVLM se
obtiene una buena calidad en el efluente, el operador tiene que desechar lodo del
proceso para mantener esta concentración. Si los SSVLM aumentan, hay que desechar
más lodo hasta alcanzar el nivel.
Datos requeridos Sólidos que se requieren en el tanque de aireación; SSVLM1 = 9,000 kg Sólidos encontrados en el tanque de aireación; SSVLM2 = 10,000 kg Concentración de SS en el gasto de recirculación; SSr = 6,200 mg/L Determinación del volumen de lodo a ser purgado
4.5. Laboratorio para el control del proceso
Una herramienta indispensable para el control del proceso de lodos activados es una
muestra confiable para efectuar un análisis de laboratorio. Cuando el operador
relaciona los análisis de laboratorio en la operación de la planta, puede seleccionar los
parámetros operacionales más efectivos, determinar la eficiencia de las unidades de
tratamiento, e identificar cuando un problema se está desarrollando antes de que pueda
afectar la calidad del efluente. Por lo tanto, el laboratorio juega un papel muy importante
en el control de una planta de tratamiento biológico.
4.5.1. Muestreo
Un buen procedimiento de muestreo es fundamental para obtener resultados de
laboratorio que tengan sentido o que sean confiables. Una muestra representa
únicamente una pequeña fracción del gasto total, y hay que tener cuidado para
asegurar que la muestra sea representativa, de otra manera los datos analíticos no
tienen utilidad en el control del proceso. Por consiguiente, se deben seguir buenas
técnicas de muestreo. No se puede especificar el punto exacto de muestreo en una
planta de tratamiento, debido a las condiciones tan variables y al diseño; sin embargo,
es posible presentar ciertas recomendaciones generales:

29
El punto de muestreo debe ser seguro y accesible Las muestras de SSLM deben ser tomadas a una distancia conveniente aguas Arriba del punto de descarga. Evitar que durante el muestreo se tomen depósitos de las paredes o superficie Del agua Las muestras deben ser tomadas en un punto donde se observe un mezclado uniforme Cuidar que la muestra no tenga partículas mayores a las comunes La muestra tiene que ser entregada y analizada tan rápido como sea posible. Las muestras que vayan a ser almacenadas deben estar a una temperatura Entre 3 y 4°C.
En el muestreo, hay dos tipos de muestras, dependiendo del propósito del muestreo. La
primera es una muestra individual que consiste en una porción tomada a cualquier hora.
La segunda, es una muestra “compuesta” que consiste, en porciones tomadas a
intervalos de tiempo conocido y luego combinado en volumen que son proporcionales al
gasto. Al mismo tiempo se toma cada porción. Esta muestra es representativa de las
características del agua residual en todo el periodo de muestreo.
El procedimiento de muestreo que se prefiere, a excepción de ciertos análisis que se
tienen que efectuar inmediatamente (temperatura, OD, pH), es la obtención de
muestras compuestas de 24 horas a intervalos de cada hora.
Para llevar a cabo este muestreo, se requieren muestreadores automáticos. Estas
muestras deben ser preservadas entre 3 y 4 °C para prevenir la descomposición por
bacterias. Una muestra compuesta de 2 a 3 litros, es normalmente suficiente para
análisis de rutina. Cuando no sea posible un muestreo a cada hora, entonces la
siguiente mejor alternativa es de 2 a 3 horas.
4.5.1.1. Muestras individuales
Las muestras individuales son representativas de las características instantáneas del
agua residual. Si únicamente pueden recolectarse muestras instantáneas, éstas deben
ser cuando la planta está trabajando a gasto máximo.
La toma de muestras debe ser escalonada tomando en cuenta el tiempo de retención
de cada unidad del proceso; por ejemplo, si el tiempo de retención de una unidad de
tratamiento es de 2 horas, entonces la muestra individual del efluente debe tomarse 2
horas después de haber tomado la muestra del influente, de esta manera las muestras

30
pueden ser consideradas representativas del agua residual antes y después del
tratamiento.
4.5.1.2. Muestras compuestas
Las muestras compuestas representan las características del agua residual en un
periodo de tiempo específico. El procedimiento ideal es un muestreo de 24 horas con
intervalos de tiempo de una hora para toma de muestras individuales y proporcionales
al gasto y al tiempo de muestreo. Sin embargo, se puede tener resultados adecuados
con periodos más cortos; por ejemplo, una muestra por turno sería suficiente, en tanto
se cubran los gastos pico o máximos.
4.5.2. Programa de laboratorio
Los análisis específicos y su frecuencia para control del proceso varían de planta a
planta, dependiendo de la variación del proceso de lodos activados, su tamaño, equipo
de laboratorio, el método de control usado, personal y técnicos entrenados. El operador
tiene que determinar cuáles análisis requiere para obtener información suficiente para el
control del proceso.
Dentro de la Tabla 3. Principales parámetros de control se muestran los principales
parámetros de control empleados en la operación de una planta, mientras que dentro
del Anexo 1 se muestra el listado de instrumentos y materiales requeridos para su
realización.
4.5.3. Análisis microscópico
El análisis microscópico de los SSLM puede ser de gran ayuda en la evolución del
proceso de lodos activados. La presencia de ciertos microorganismos en el licor
mezclado del reactor puede rápidamente indicarnos un tratamiento pobre o uno bueno.

31
Los microorganismos más importantes son las bacterias autótrofas y heterótrofas, las
cuales son responsables de la purificación del agua residual. Los protozoarios juegan
un papel importante en la clarificación del agua residual y actúan como un indicador del
grado de tratamiento. La presencia de rotíferos, es también un indicador de la
estabilidad del efluente.
La predominancia de protozoarios (ciliados) y rotíferos en los SSLM es signo de una
buena calidad del lodo. El tratamiento bajo estas condiciones, con tasas de
recirculación, desecho y aireación apropiada, puede esperarse que se tuviera una
buena calidad en el efluente. Por otro lado, la predominancia de organismos
filamentosos y un número limitado de ciliados es característica de una pobre calidad del
lodo. Esta condición es asociada con un lodo que tiene malas características de
sedimentación.
Los microorganismos que son importantes para el operador son los protozoarios y los
rotíferos. Como se mencionó anteriormente, los protozoarios se comen a las bacterias y
ayudan a generar un efluente claro. Básicamente, el operador debe estar familiarizado
con tres grupos de protozoarios, los cuales tienen un significado en el tratamiento de
aguas residuales. Estos grupos incluyen lo siguiente:
Amibas Flagelados Ciliados
Las amibas pueden predominar en flóculo de los SSLM durante los periodos de
arranque del proceso de lodos activados, o cuando el proceso se está recuperando de
una condición de mala operación. La predominancia de flagelados puede ser asociada
con un flóculo disperso y ligero, una población baja de bacterias y una alta carga
orgánica. Entre más denso se convierta el flóculo, la predominancia de flagelados
disminuirá con un aumento de bacterias. Los ciliados pueden predominar durante el
período de buenas características de sedimentabilidad. Los ciliados pueden ser
clasificados en dos grupos básicos, ciliados fijos y ciliados móviles. La presencia de
ciliados móviles es indicativo que el tratamiento tiende a un grado óptimo. La
predominancia relativa de estos microorganismos junto con los rotíferos indicara un
proceso de operación eficiente y estable.
La observación de la actividad de los microorganismos y su predominancia puede
proporcionar una guía para realizar ajustes al proceso.

32
5. PROBLEMAS OPERACIONALES En esta sección se describen los problemas operaciones más comunes que se
presentan en el tren de proceso de la planta de tratamiento.
5.1. Sistema de bombeo del cárcamo de agua cruda (BS – 103-104)
Los problemas más comunes son descritos en la Tabla 4. Si surgen problemas no
descritos en ella, deberá ponerse en contacto con el servicio de atención al cliente de
KSB.
Tabla 4. Fallos y Posibles soluciones en Bombas

33

34
5.2. Desarenado Mecanizado (DS-103/ LV-101)
Los problemas de menor importancia pueden ser resueltos por el operador de la planta.
La Tabla 5 contiene una lista de los problemas más comunes, de las posibles causas y
reparaciones por efectuar. Si surgen problemas no descritos en ella póngase en
contacto con el Fabricante.
Tabla 5. Fallos y Posibles soluciones en el Desarenado Mecanizado

35
5.3. Reactor Aerobio (RA–301)
La aireación y el mezclado de los SSLM es esencial para mantener el ambiente
adecuado para que los microorganismos permanezcan activos y saludables. El
mezclado en el tanque de aireación puede checarse observando la turbulencia en la
superficie del reactor. Áreas muertas indicaran un difusor tapado o una mala
distribución del aire.
5.3.1. Problemas en el reactor.
Algunas causas probables de una aireación des-uniforme incluyen las siguientes:
Las tasas de aire son muy altas o muy bajas para que el difusor trabaje
apropiadamente
Los difusores necesitan repararse y/o limpiarse
Limitaciones de capacidad del equipo mecánico
Las siguientes medidas aplicables deben ser implementadas para corregir los
problemas de aireación:
Ajustar la tasa de aire para mantener el oxígeno disuelto (OD) en el rango
apropiado (de 1 a 3 mg/L).
Limpiar y checar los difusores (normalmente cada 6 meses)
5.3.2. Problemas de espumas.
La presencia de espuma en el tanque de aireación es normal para el proceso de lodos
activados. Frecuentemente del 10 al 25% de la superficie del tanque de aireación está
cubierta con una película de espuma. Bajo ciertas condiciones de operación, la espuma
puede convertirse en excesiva y puede afectar la operación del proceso. Hay dos tipos

36
de espuma normalmente: espuma color café espesa y de consistencia grasosa y
espuma blanca típica de detergentes.
Espuma blanca
La espuma blanca es indicativo de una planta sobrecargada o cuando se arranca por
primera vez (o arranque después de un paro largo). Lo anterior significa que la
concentración de SSLM es muy baja y la carga orgánica es alta. La espuma puede ser
por detergentes o proteínas las cuales no pueden ser convertidas a comida por los
microorganismos jóvenes que crecen en SSLM a una carga orgánica alta.
Algunas causas probables de esta espuma son:
Baja concentración de SSLM debido al arranque de la planta
Exceso de purga en lodos ocasionando una disminución de los SSLM y una alta
carga orgánica
Presencia de condiciones desfavorables tales como:
Sustancias tóxicas o material inhibidor
Variaciones de pH (bajo o alto). Rango normal de 6.5 a 8.5
Bajo nivel de oxígeno disuelto
Deficiencia de nutrientes
Temperaturas bajas o altas
Cargas repentinas de Materia orgánica. Perturbación biológica Colchón de lodos alto
Las siguientes medidas deben ser implementadas para corregir el problema de
espuma:
Reducir la purga de lodos para aumentar la concentración de SSLM. La
disminución de la purga debe ser lenta y gradual
Mantener la recirculación suficiente
Controlar la tasa de aire, para mantener una concentración de oxígeno disuelto
entre 1 y 3 mg/L en el tanque de aireación
Vigilar las descargas de tóxicos y evitar que se presenten
• Exceso de espuma color café, espesa y de consistencia grasosa

37
Este tipo de espuma es asociada con plantas que están operando entre los rangos convencionales y de aireación extendida en cuanto a cargas orgánicas. La nitrificación y los microorganismos filamentosos son con frecuencia asociados con este tipo de espuma. Algunas causas probables de este tipo de problemas son los siguientes:
El tanque de aireación está operando a baja carga orgánica, pues requiere
nitrificación para eliminar nitrógeno en el efluente
Formación de una alta concentración de SSLM debido a una insuficiente purga
de lodos. Esto puede ocurrir en los cambios estaciónales por cambio de
temperatura, resultando de invierno a verano mayor temperatura; por tanto más
actividad microbiana y consecuentemente mayor cantidad de lodos.
Purga de lodos en forma inadecuada
Las siguientes medidas deben ser aplicads para corregir el problema de espuma:
Si no requiere nitrificar, aumentar gradualmente la carga orgánica
Ante la presencia de microorganismos filamentosos, estos pueden ser
eliminados con la adición de cloro en la recirculación de lodos. La adición de
cloro debe ser de 2 a 3 kg por cada 1000 kg de SSVLM por día. Debe tenerse
mucho cuidado en la dosis, pueden eliminarse microorganismos deseables
Optimizar el programa de purga de lodos
5.4. Sopladores (S – 301/304)
La Tabla 6 contiene una lista de los problemas más comunes, de las posibles causas y
reparaciones. Si surgen problemas no descritos en ella póngase en contacto con el
departamento de Atención al Cliente del Fabricante.
Tabla 6 Fallos y Posibles soluciones en Sopladores

38
5.5. Difusores
La Tabla 7 contiene una lista de los problemas más comunes, de las posibles causas y reparaciones. Si surgen problemas no descritos en ella póngase en contacto con el departamento de Atención al Cliente del Fabricante.

39
Tabla 7. Fallos y posibles soluciones en Difusores
5.6. Proceso de clarificación
Los problemas que más se presentan en el proceso de clarificación son los siguientes:
Arrastre de sólidos Lodo abultado Bolas de lodo flotado Efluente turbio Flóculos pequeños en la superficie Fuga de flóculos pequeños por el vertedor
5.6.1. Arrastre de sólidos
En algunas ocasiones esta condición puede detectarse rápidamente cuando la
sedimentación es buena, con una prueba de sedimentación de 30 minutos pero una
cantidad homogénea de lodo en forma de ondas, se eleva a la superficie, aun cuando el
colchón de lodos está debajo de la segunda mitad del reactor o a un tercio del fondo.
Algunas causas probables del acarreo de lodo son las siguientes:
El equipo está operando mal El tanque esta sobrecargado hidráulicamente Tanque sobrecargado de sólidos

40
Corrientes de temperatura
Las siguientes medidas deben ser implementadas para corregir el arrastre de lodos.
El equipo operando mal
Revisión del sistema de recolección de sólidos
Sobrecarga de sólidos en el proceso de clarificación
La sobrecarga de sólidos se relaciona con el influente del reactor, el gasto de
recirculación y la concentración de SSLM. Reduciendo la concentración de
SSLM o el gasto de recirculación puede eliminar la sedimentación en el reactor.
Para reducir la concentración de SSLM en el tanque de aireación la mejor
manera es aumentar la purga de lodos, esté consciente que está aumentando la
carga orgánica. Una experiencia práctica es aumentar en un 10% la purga de
lodo en una semana de forma gradual.
Corriente de temperatura
El arrastre de lodos también se debe a corrientes de temperatura de arriba hacia
abajo y viceversa del reactor, y esto se debe a diferencias de temperatura entre
la superficie y el fondo del mismo. Si la superficie del fondo es 1.2°C más fría
habrá corrientes de temperatura
5.6.2. Abultamiento de lodo
Este tipo de lodo, ocupa mucho volumen después que el licor ha sedimentado en un
periodo normal de tiempo. El abultamiento de lodo se debe a microorganismos
filamentosos o a un flóculo disperso. El abultamiento se ha asociado con
microorganismos que parecen cabellos.
Algunas causas probables del abultamiento de lodo son las siguientes:
Microorganismos filamentosos presentes
Bajo nivel de OD en el tanque de aireación
Insuficiencia de nutrientes
Bajo pH

41
Temperatura caliente
Descargas industriales
Ausencia de microorganismos filamentosos
Reactor sobrecargado (alta carga orgánica)
Sobre aireación
Lo primero que hay que hacer es realizar un examen microscopio de los SSLM, para
determinar si hay o no microorganismos.
Cuando hay presencia de microorganismos filamentosos, se recomienda realizar las
siguientes actividades:
Determinar el nivel de oxígeno disuelto (OD) en el tanque de aireación, si el nivel
es menor a 0.5 mg/L aumentar de 1 a 3 mg/L.
Calcular la relación entre DBO/N/F, ésta debe ser de: 100/5/1. En general, se
agrega nitrato de amonio, superfosfato y cloruro férrico, para adicionar nutrientes
tales como nitrógeno, hierro y fósforo.
Si el pH del tanque de aireación es menor a 6.5, elevar el pH a 7
aproximadamente con sosa cáustica, aunque la mejor manera es identificar el
origen en la baja del pH; casi seguro se deba a la descarga de algún tóxico ácido
o bien el proceso de lodos activados está nitrificando (disminución de la
alcalinidad).
Si la presencia de microorganismos es muy frecuente, el operador debe pedir la
asistencia de un microbiólogo para que identifique el tipo de microorganismos
filamentoso, la fuente de desecho que favorece su crecimiento y la manera de
eliminarlo.
Cuando hay ausencia de microorganismos filamentosos.
Revisar la carga orgánica en comparación con la que se usa normalmente. Una
alta carga orgánica produce flóculo disperso. Aumentar 10% el gasto de purga, el
flóculo disperso deberá desaparecer aproximadamente en una semana.
Revisar el nivel de OD en el tanque de aireación, concentraciones arriba de 3
mg/L indican exceso de aire.
Una turbulencia excesiva rompe el flóculo y produce transporte de sólidos en los
vertedores del tanque.

42
5.6.3. Flotación de bolas de lodos
Cuando el lodo sedimenta inicialmente durante 30 minutos y después de
aproximadamente 2 horas flota a la superficie, el problema es que está ocurriendo una
desnitrificación durante el proceso de clarificación. Los iones de nitrato son reducidos a
nitrógeno gas y las burbujas se forman en las burbujas del floculo de lodo haciéndolo
elevarse a la superficie en bolas de 20 a 30 centímetros aproximadamente.
Algunas causas de elevación de bolas de lodo pueden ser las siguientes:
Operación de la planta a baja carga orgánica produciendo nitrificación.
El lodo permanece mucho tiempo en el reactor y los microorganismos usan todo
el oxígeno disponible y por lo tanto se produce la desnitrificación.
Alta temperatura superior a la normal, lo que genera mayor actividad microbiana
y por tanto desnitrificación, debido a que la cantidad de O2 disminuye y los
microorganismos toman los nitratos y los convierten a nitrógeno gas.
Las medidas para corregir la elevación de lodo deben ser implementadas, a continuación se describen algunas de ellas:
Aumentar el gasto de purga para reducir el tiempo de retención en el reactor.
Si no se requiere nitrificación, gradualmente aumentar el gasto de purga. Un 10%
de disminución gradual en una semana será suficiente, observe en dos semanas
para verificar los resultados.
5.6.4. Efluente turbio
Durante periodos de alta concentración de sólidos en el efluente, realizarse pruebas de
sedimentabilidad en el licor mezclado. Si después de una prueba de sedimentación,
ésta es pobre y el sobrenadante turbio, la siguiente etapa es realizar un examen
microscópico para ver si hay o no protozoarios.
Protozoarios presentes
Cuando los protozoarios encontrados se ven inactivos, indica que una carga repentina
de material tóxico está presente. El operador debe suspender el gasto de purga hasta
que pase esa sustancia tóxica pase a través de la planta. Si el protozoario se observa
activo y la turbiedad del efluente continúa, es indicativo que hay una sobre aireación en
el reactor y el flóculo se dispersa.

43
Ausencia de protozoarios
Si no hay protozoarios presentes, puede ocurrir lo siguiente:
Carga orgánica alta y el sistema sobrecargado
Primero:
Calcular la carga orgánica
Comparar la carga orgánica presente con la carga orgánica de diseño
Si la carga orgánica presente es mayor, disminuir la purga de lodos
Aumentar el gasto de recirculación
Segundo: Si la carga orgánica presente es menor a la carga orgánica de diseño, entonces:
Disminuir la concentración de oxígeno disuelto en el tanque de aireación. Si el
promedio es menor de 0.5 mg/L, aumentar entre 1 y 3 mg/L.
Una sustancia tóxica entro a la planta y destruyó el lodo activado. Volver a
inocular el sistema con lodo de otra planta.
Identificar la sustancia tóxica
La Tabla 8 indica los niveles de toxicidad de metales pesados que pueden ser tolerados por el proceso de lodos activados.

44
5.6.5. Flóculos pequeños distribuidos en la superficie
La presencia de pequeños flóculos distribuidos uniformemente en la superficie del
reactor, se conoce como “ashing” palabra en inglés que significa ceniza.
Algunas causas probables de esta condición son:
El inicio de la desnitrificación está ocurriendo en el proceso de clarificación.
El licor mezclado durante el proceso de clarificación tiene una cantidad anormal
de grasa.
El problema puede resolverse de la siguiente manera:
Si el lodo sedimenta, la desnitrificación inicia, aplicar las soluciones técnicas
mencionados con el problema de lodo abultado.
Si no sedimenta el lodo, entonces hay grasa en el tanque de aireación, hay que
realizar una determinación de la concentración de grasas y aceites. Si éste
excede del 15% en peso a la cantidad de SSLM puede que la grasa provenga
de:
El equipo desengrasador del pre-tratamiento no opera. Las natas del proceso de clarificación se están recirculando en el influente.
5.6.6. Fuga de flóculos pequeños por el vertedor
La aparición de pequeños flóculos densos en la superficie durante el proceso de
clarificación es un problema común en plantas que operan bajo la modalidad de
aireación extendida. Este problema está relacionado con un lodo viejo que sedimenta
rápidamente, pero que carece de buenas características de sedimentación; es decir, al
sedimentar deja flóculos densos pequeños que llegan hasta la superficie de los
clarificadores secundarios.
Algunas causas probables de esta condición son:
La planta está siendo operada a una carga orgánica baja, produciendo un lodo
viejo, con malas características de formación de flóculos.
Hay un exceso de aireación y/o mucho mezclado en el reactor biológico, lo cual
rompe el flóculo.
Para abatir el problema mencionado, deben tomarse las siguientes medidas de control:

45
Si el lodo tiene una sedimentación muy rápida en la prueba de 30 minutos con
una formación pobre de lodos, el efluente puede ser mejorado aumentando la
purga de lodos. Si se requiere nitrificación, hay que tener cuidado de no purgar
de más.
Si se obtiene buena sedimentación y el sobrenadante es claro en la prueba
correspondiente, entonces hay que revisar que la aireación sea la adecuada y la
mezcla en el reactor sea suficiente.
5.7. Bomba de purga de lodos (BC – 401/402)
La Tabla 9 contiene una lista de los problemas más comunes y de las posibles causas y
reparaciones. Si surgen problemas no descritos en ella póngase en contacto con el
departamento de Atención al Cliente del Fabricante.
Tabla 9. Fallos y posibles soluciones de problemas en Bomba de Purga

46
5.8. Filtro Banda (FB – 801)
La Tabla 10 contiene una lista de los problemas más comunes, de las posibles causas y
reparaciones. Si surgen problemas no descritos en ella póngase en contacto con el
Fabricante.
Tabla 10. Fallos y posibles soluciones en problemas en Filtro Banda

47

48
6. MANTENIMIENTO El operador de la planta de tratamiento tiene muchas actividades, la mayoría tiene que
ver con la operación eficiente de la planta. Un operador tiene la responsabilidad de
descargar un efluente que cumpla con los requerimientos establecidos en la norma
correspondiente.
Otra actividad importante que el operador tiene a su cargo, es el mantenimiento de la
planta. Para mantener una planta en óptimas condiciones de operación, se requiere
contar con un buen programa de mantenimiento preventivo. El programa cubrirá todo,
desde el equipo mecánico hasta las estructuras, tanques y edificios.
El mantenimiento mecánico es de primera importancia. El equipo tiene que ser
mantenido en buenas condiciones de operación para poder alcanzar su óptima
eficiencia.
Cada uno de los fabricantes de equipos instalados dentro de la planta, proporcionan
información sobre el mantenimiento mecánico de sus propios equipos. El operador
deberá tener toda la literatura del equipo en su planta y entender los procedimientos.
De igual forma, el operador deberá ponerse en contacto con el fabricante o el
representante local para cualquier duda o aclaración.
Deberá seguir cuidadosamente las instrucciones cuando realice el mantenimiento de un
equipo reconociendo cuando no pueda efectuar él mismo la reparación y requiera
ayuda de un tercero.
Para llevar a cabo con éxito un programa de mantenimiento, sus supervisores tienen
que entender la necesidad y los beneficios que proporciona el equipo que está en
operación continua. Cualquier equipo que trabaje mal va a afectar la calidad del
efluente y los costos de reparación serán muy altos debido a un mantenimiento
deficiente.
6.1. Mantenimiento Preventivo
Los programas de mantenimiento preventivo ayudan al personal de operación a tener el
equipo en condiciones satisfactorias de operación y ayudan a detectar y corregir
pequeños detalles operativos antes de que se conviertan en problemas mayores.
En la actualidad, toda la información del equipo es introducida a computadoras y éstas
indican a cuál equipo se le dará mantenimiento y a cual ya se le dio.

49
Una falla que ocurre con frecuencia en los programas de mantenimiento, es el olvido de
registrar el trabajo o reparación después de que se terminó. Conforme pasan los días y
semanas, el programa de mantenimiento preventivo se pierde.
La única manera de mantener el “record” del mantenimiento preventivo es llevando
“registros”, cualquiera que sea el tipo de registro usado, debe llevar al día todas las
actividades efectuadas.
Un programa bien claro y definido sobre mantenimiento preventivo es una parte
esencial de las operaciones de la planta. Un mantenimiento preventivo asegurará y
alargará la vida del equipo, además de garantizar una mejor operación.
Toda la información sobre el mantenimiento presentada en este manual es expedita, para
pronta referencia, por lo que es de suma importancia consultar el manual suministrado
por el proveedor del equipo ante cualquier duda o problema mayor.
6.1.1. Compuerta
Espacio dedicado al mantenimiento de la compuerta URAGA consultar manual.
6.1.2. Rejilla Media de Operación Mecánica (CR-106)
El mantenimiento se limita a un cambio de aceite cada 2000 – 3000 horas de
funcionamiento. Es recomendable controlar el nivel de aceite cada 700 – 800 horas;
rellenando si es necesario, con aceite del mismo tipo.
6.1.3. Bombas sumergibles del cárcamo de bombeo (BS – 103/104)
El mantenimiento regular consta del plan presentado en la Tabla 11.
Tabla 11. Mantenimiento de Bombas KRT 100-251/194 UG-S

50
6.1.4. Desarenado Mecanizado (DS-103/ LV-101) 6.1.4.1. Mantenimiento rutinario
Presentado en la Tabla 12, incluye las operaciones de mantenimiento que se pueden
llevar a cabo directamente por el operador del equipo o por el personal de
mantenimiento calificado y que no requiere el uso de herramientas o equipos
especiales.
Tabla 12. Mantenimiento rutinario de Equipo Desarenador Mecanizado

51
6.1.4.2. Mantenimiento periódico
Presentado en la Tabla 13, incluye las labores a realizar dentro del periodo de tiempo
indicado.
Tabla 13. Mantenimiento periódico de equipo de Desarenado Mecanizado.

52
6.1.5. Sopladores
Hay que verificar diariamente el nivel de aceite de los engranes y rodamientos. Si el
nivel de aceite no está a la mitad de la mirilla NO OPERAR EL SOPLADOR.
Es necesario agregar aceite nuevo cada vez que sea necesario. Si el aceite usado fue
el AEON PD realizar un cambio de aceite después de 4500 – 7500 horas.
El motor de inducción se necesita lubricar cada 7000 h con grasa MOBIL POLYREX
EM.
El mantenimiento que se le tiene que dar a los filtro de aire no es predecible. Colocando
un medidor de presión diferencial en el filtro de entrada y realizando lecturas
constantes, determinará el tiempo en el que el filtro de aire debe ser limpiado.
Para una mayor información sobre el mantenimiento de todas las partes del soplador
véase el manual de operación y mantenimiento del mismo.
6.1.6. Difusores
Consultar el manual de mantenimiento en planta así como su ficha técnica de los
accesorios y equipos periféricos usados.
6.1.7. Bomba de purga de lodos
El siguiente mantenimiento es necesario con la frecuencia dictada según las condiciones de uso y características del equipo: Cada año, como máximo, para aplicaciones en condiciones normales con
temperaturas del líquido menores a 40°C. Descrito en la Tabla 14.
Cada cinco años para aplicaciones con impulsor M con un uso menor a 10 minutos por día y aproximadamente 10 arranques por día. Descrito en la Tabla 16.

53
Tabla 14. Mantenimiento de Bomba de Purga de Lodos. Caso A
El siguiente mantenimiento es necesario con la frecuencia dictada según las
condiciones de uso y características del equipo:
- Cada tres años, como máximo, para aplicaciones en condiciones normales con
temperaturas del líquido menores a 40°C.

54
- Hasta 20,000 horas para aplicaciones con impulsor M con un uso menor a 10 minutos
por día y aproximadamente 10 arranques por día.
Tabla 15. Mantenimiento de Bomba de Purga de Lodos. Caso B
6.1.8. Sistema de desinfección UV El mantenimiento del sistema de desinfección es el descrito en la Tabla 16 y Manual.
Tabla 16. Mantenimiento del Sistema de luz UV
6.1.9. Equipo de preparación de polímero
Dado que el equipo está diseñado para funcionar en continuo, éste necesita un mínimo
de mantenimiento, descrito en la Tabla 17, así como su consulta directa en el manual
del equipo.

55
Tabla 17. Mantenimiento del Equipo de Preparación de Polímero
6.1.10 .Mantenimiento de filtro banda
El mantenimiento necesario para el correcto funcionamiento del filtro banda es el
descrito en la Tabla 18.
Tabla 18. Mantenimiento del Filtro Banda

56
6.1.11.Motores
Los motores deben ser engrasados después de 2,000 horas de operación. Después de
cinco años de operación el embobinado del motor puede tender a deteriorarse debido a
la humedad y el calor.
6.1.12. Reductor de engranes
Normalmente el aceite de lubricación tiene una vida útil de 400 horas. Después de
estas horas de trabajo el aceite debe ser drenado del reductor de velocidad, y reponer
el volumen. Este procedimiento remueve partículas finas de metal que se han
desprendido de los componentes internos debidos al uso. Si se encuentran grandes
cantidades de metal después de un paro, hay que llamar y consultar al fabricante de
equipo.
Al realizar un cambio de aceite en el reductor de engranes hay que emplear un aceite
para turbina de alta calidad. Después de un cambio de aceite debe de inspeccionar que
los engranes trabajen bien y que el aceite lubrique.
Los baleros deben ser engrasados cada 500 horas de operación, dependiendo de las
condiciones de servicio. Se dañan más a los baleros cuando se sobre engrasan que
cuando les falta un poco.
El aceite para engranes y baleros debe cambiarse cada 400 horas de operación, bajo
servicio normal.
Debe emplearse el aceite adecuado, un aceite muy delgado o muy espeso, impedirá
una operación adecuada de los baleros y engranes.
6.1.13. Cople e impulsores
Entre cada 6 y 12 meses el soplador debe ser detenido para reajustar pernos y tuercas
del impulsor y cople de acuerdo a las recomendaciones del fabricante. Es también
tiempo de inspeccionar las superficies de metal y buscar algún deterioro, tal como
grietas o componentes usados; mientras la unidad está apagada revisar la alineación
de la flecha y el impulsor.
Después de realizar la rutina de mantenimiento, la periferia de la unidad tiene que ser
barrida y lavada. Debe de asegurarse no dejar grasa ni aceite tirado.
6.1.14. Filtro de aire
Durante la limpieza de filtros de aire, hay que remover los filtros de la cámara de
filtración y revisar la cámara interna. Remover cualquier tipo de tierra, arena, papeles,

57
agua o trapos. Normalmente los filtros pueden limpiarse usando agua a presión o con
vapor. Hay que consultar el manual del fabricante para saber cuál es el método
recomendado. Debe secar los filtros, instalarlos adecuadamente en la cámara de
filtración y asegurar el no dejar herramientas o algún objeto en la cámara.
6.1.15. Sistema de distribución de aire
Dependiendo del ambiente que rodea a las tuberías de distribución, se debe programar
inspecciones para todo el sistema de tuberías una vez por mes o al menos cada seis
meses. Durante la inspección hay que buscar fugas, conexiones flojas, abrazaderas o
soportes en mal estado, corrosión de tuberías y válvulas difíciles de operar.
Si hay corrosión en el exterior de las tuberías, éstas deben limpiarse con cepillo de
alambre hasta alcanzar el blanco metálico característico de este tipo de limpieza, luego
aplicar un primer y una mano de pintura anticorrosiva.
Medidores de flujo y equipo de instrumentación deben ser calibrados cuando menos
cada seis meses, a fin de asegurar lecturas confiables. Todas las válvulas del sistema
de distribución deben ser completamente abiertas y cerradas una vez por mes (con los
sopladores fuera de servicio), esto asegura una operación libre.
6.1.16. Conservación de edificios y tanques El mantenimiento de edificios es otro programa que debe ser llevado a cabo con
regularidad. Los edificios de una planta de tratamiento son construidos normalmente de
materiales resistentes. Los edificios deben mantenerse en buenas condiciones, cuando
se vayan a pintar los edificios, se recomienda llamar a un experto y pedirle la pintura
más adecuada.
Edificios viejos requieren observaciones cuidadosas y una rápida atención por fugas,
equipos descompuestos y reposición de accesorios.
Los tanques de la planta y canales, tales como clarificadores y cárcamos de bombeo,
deben ser drenados o vaciados para inspección cuando menos una vez cada dos año.
6.2. Mantenimiento correctivo
Este tipo de mantenimiento es muy común en las plantas y no se lleva programa
alguno. Consiste únicamente en olvidarse por completo del equipo una vez que fue
reparado y lubricado y repararlo nuevamente cuando éste deje de operar. En algunas
ocasiones ya se quisiera un mantenimiento correctivo, ya que el mantenimiento que se

58
lleva es de “emergencia”; por ejemplo: cuando se tienen tres bombas de aguas negras,
de las cuales dos se usan para operación normal y una bomba está en turno o stand-by
por si se descompone alguna. Cuando se descompone alguna, la bomba de stand-by
entra en operación a sustituir la descompuesta, mientras que es reparada: esto es
mantenimiento correctivo; ahora, si la bomba descompuesta no se repara, y se
descompone otra bomba, entonces hay que reparar inmediatamente alguna de las dos
descompuestas, para poder trabajar a la capacidad de operación. Este último es
mantenimiento correctivo pero de emergencia.
Este tipo de mantenimiento es indeseable, ya que produce una vida corta del equipo, es
costoso y produce problemas operacionales.
7. SEGURIDAD Una planta de tratamiento que trabaja sin seguridad, no tiene razón de ser. Reconocer
condiciones de inseguridad y corregirlas es de vital importancia. El operador tiene que
tomar muy enserio la seguridad de la planta. Recuerde siempre lo siguiente:
“LOS ACCIDENTES NO SUCEDEN, SON CAUSADOS”
7.1. ¿Por qué la seguridad?
El gerente o supervisor de la planta debe preocuparse por proporcionar un lugar de
trabajo seguro. Pero el operador que tiene bajo su responsabilidad la operación de la
planta tiene que aceptar la tarea de ver que su planta se siga manteniendo de tal
manera, de que siempre sea un lugar seguro para trabajar. Lo anterior únicamente
puede llevarse a cabo.
“PENSANDO Y ACTUANDO CON SEGURIDAD”
El operador tiene la responsabilidad de protegerse a sí mismo, a su personal y
visitantes, estableciendo procedimientos de seguridad y vigilar que se lleven a cabo.
El operador debe de ser autocrítico, debe de entrenarse a sí mismo analizando sus
actividades, áreas de trabajo y procedimientos desde el punto de vista de la seguridad.
Debe aprender a reconocer acciones potencialmente peligrosas.
Debe aprender a reconocer acciones potencialmente peligrosas. Cuando sepa
reconocer un riesgo, debe tomar una acción inmediata para corregirlo o eliminarlo, si no
es posible eliminarlo, debe realizar actividades que eviten accidentes.

59
Los accidentes pueden ser prevenidos usando el sentido común, aplicando unas pocas
reglas básicas y adquiriendo un buen conocimiento de cuáles son los riesgos en la
planta. El operador siempre debe de recordar que:
“NO HAY TRABAJO TAN IMPORTANTE NI EMERGENCIA TAN GRANDE, QUE NO SE
TENGA EL TIEMPO PARA TRABAJAR CON SEGURIDAD”

60
8. BIBLIOGRAFÍA
8.1 AWWA. “Basic Science Concept and Applications for Wastewater”. First Edition.
2003
8.2 Eckenfelder, Wesley. “Industrial Water Pollution Control”. Second Edition. Mc Graw
Hill 1989
8.3 Jenkis, D., Richard, M. G. and Daigger, G. T. “Manual on the Causes and Control of
Activated Sludge Bulking and Foaming”. Second Edition. Lewis Publisher. 1993
8.4 Metcalf and Eddy. Wastewater Engineer Treatment and Disposal. Fourd Edition. Mc
Graw Hill, 2003.
8.5 Ramalho, R.S. Tratamiento de Aguas Residuales. Segunda Edición. Editorial
Reverté. S.A. 1991
8.6 Richard, M.G. “Activated Sludge Microbiology”. First Edition. WEF. 1989
8.7 SEDUE. Elementos para operación de plantas de tratamiento. Programa de
capacitación para operadores de plantas de tratamiento. 1985
8.8 SEDUE. Operación y mantenimiento de sistemas de lodos activados. Programa de
capacitación para operadores de plantas de tratamiento. 1985.
8.9 Water Environment Federation. “Wastewater Treatment Plant Design, a Manual of
Practice. MOP-08”, 2000
8.10 Water Environment Federation. “Pretreatment of Industrial Waste. Manual of
Practice. MOP FD-3”. 1994
8.11 Water Environment Federation. “Aeration A Wastewater Treatment Process”,
Manual of Practice. MOP FD-13”. 2001
8.12 Water Environment Federation. “Activated Sludge, Manual of Practice OM-9”.
Second Edition. 2002

61
9. ANEXOS
9.1 Instrumentos y materiales de Laboratorio
Oximetro Portátil de uso rudo con sonda, hanna H19146 (R. 0-1000MG/L)
PH Metro Portátil de uso rudo con sonda, hanna H18424 (R. 1-14)
Conos Imhoff de plástico Langene 1000 ml
Gradilla para 2 conos Imhoff
Probeta de plástico de 1000 ml
Vaso de plástico de 1000 ml
Solución 500 ml de PH4,PH7 Y PH10
Hidrolavadora Karcher
Polímero Catiónico para deshidratado de lodos
Caja de Herramientas
Rastrillos para limpieza de rejillas manuales
Guantes de carnasa
Guantes de Hule (Neopreno)
Botas de Hule
Pala cucharuda
Carretillas
9.2. Lista de lubricantes por equipo 9.2.1. Rejilla Media de Operación Mecánica (CR-106)
Consulte el manual del equipo para seleccionar el lubricante según la temperatura ambiente.
9.2.2. Desarenador Mecanizado (DS-103/ LV-101)
La lista de lubricantes que pueden usarse en el equipo de pretratamiento es la provista en la Tabla 19.

62
Tabla 19. Lista de Lubricantes para Equipo Desarenador Mecánico
Aceite Mineral Marca
Blasia 220 Agip
Degol BG220 Aral
Enelgor GR – XP220 BP
NL Gear Compound 220 Chevron
Spartan EP 220 ESSO
Reductor CLP 220 (aceite del primer relleno) Gazpromneft
Mobilgear 630 Mobil Oil 69
Ripress EP 220 Nils
Omala 220 Shell
Meropa 220 Texaco
9.2.3. Sistema de bombeo de agua cruda (BS – 103/104)
Las características del lubricante recomendado por el fabricante son las descritas en la Tabla 20.
Tabla 20. Tipo de Lubricante para Bomba de agua cruda
Aceite de parafina o Viscosidad cinemática a 40 °C <20 mm²/s
aceite blanco
Punto de inflamación (según Cleveland)
(+ 160 °C) Alternativo: Aceites de
motor de las clases SAE
Punto de fluidez (Pourpoint) (-15°C) 10W a SAE 20W
9.2.4. Sopladores (S– 301 al 305)
El aceite recomendado por el fabricante es la línea de lubricantes sintéticos AEON PD. 9.2.5. Bomba de purga de lodos (BC–401.402)
El aceite debe ser aceite blanco médico de tipo parafina conforme a DEA. Por Merck No. 7174. una viscosidad próxima a VG32.