MANUAL DE INSTRUCCIONES DEL MULTIPROCESADOR 140
32
1 WWW.FORNEYIND.COM REV 20.12.17 CAT. NRO. 271 INCLUYE: Máquina soldadora, adaptador de enchufe de 20 amperios y 15 amperios, pistola MIG, pieza de contacto extra de 0,030” (0,8 mm), portaelectrodo de varilla y abrazadera y cable de descarga a tierra. MANUAL DE INSTRUCCIONES DEL MULTIPROCESADOR 140 ESPAÑOL
Transcript of MANUAL DE INSTRUCCIONES DEL MULTIPROCESADOR 140

1 WWW.FORNEYIND.COM
REV 20.12.17
CAT. NRO. 271
INCLUYE: Máquina soldadora, adaptador de enchufe de 20 amperios y 15 amperios, pistola MIG, pieza de contacto extra de 0,030” (0,8 mm), portaelectrodo de varilla y abrazadera y cable de descarga a tierra.
MANUAL DE INSTRUCCIONES DEL MULTIPROCESADOR 140
ESPAÑOL

2 WWW.FORNEYIND.COM
Compromiso de Forney
Estamos comprometidos con su éxito sin importar la ubicación, el tamaño o las necesidades. Sabemos que su meta es hacer un buen trabajo y estamos listos para ayudarlo a que lo logre.
Mensaje del presidente
Nuestra empresa comercializa herramientas, equipos y accesorios de la más alta calidad para aficionados y profesionales. Nuestra pasión y dedicación para ofrecer nuevos productos al mercado industrial y minorista, combinadas con nuestro servicio personal, son inigualables en nuestra industria. Nuestra capacidad de escuchar las necesidades de nuestros clientes nos permite crear soluciones a sus problemas.
Nuestra dedicación a la atención al cliente de la más alta calidad dentro de nuestras oficinas corporativas y el servicio que prestamos en este campo es incomparable. Nos comprometemos a crear las mejores soluciones para las necesidades de nuestros clientes. Sobre todo, nuestros empleados brindarán la misma actitud respetuosa y atenta dentro de la organización y se espera que la compartan con cada cliente de Forney. Nuestra meta es superar las expectativas de nuestros clientes a través de personas capacitadas, guiadas por valores y compromisos compartidos.
Trabajamos duro para que nuestros clientes confíen en nosotros por nuestra integridad, trabajo en equipo e innovación de los productos Forney, y la calidad inigualable de los productos de Forney a lo largo de 80 años y un compromiso irrenunciable con nuestros clientes.
Cuando a nuestros clientes les va bien, a nosotros nos va bien.
STEVEN G. ANDERSON, Presidente y Director EjecutivoCopyright© 2018 Forney Industries, Inc. Todos los derechos reservados. La reproducción y/o distribución no autorizada está sujeta a las leyes de propiedad intelectual de los EE. UU.
Instalaciones en EE. UU.:- Fort Collins, CO- Tipp City, OH
CINCO MANERAS DE HACER SU PEDIDO
Página web: www.forneyind.com
Teléfono: +1-800-521-6038
Fax: +1-970-498-9505
Correo postal:
Forney Industries 2057 Vermont Drive Fort Collins, CO 80525
Correo electrónico: [email protected]

3WWW.FORNEYIND.COM
Para obtener la información más
actualizada acerca de la garantía, visite www.forneyind.com.
¡DETÉNGASE!NO LA DEVUELVA A LA
TIENDASi tiene preguntas o problemas con su nueva cortadora de plasma,
llame a Atención al Cliente al +1-800-521-6038, de lunes a viernes de 7.00 a 17.00, hora estándar de la montaña
(MST) o ingrese a www.forneyind.com/about-us/contact-us.
Tómese un momento para registrar su producto en www.forneyind.com/support/product-registration.
Gracias y disfrute de su nueva soldadora.

4 WWW.FORNEYIND.COM
GARANTÍA ............................................................................................................................................................... 62
ÍNDICE ..................................................................................................................................................................... 63
LEYENDA DE SÍMBOLOS ........................................................................................................................................... 64
RESUMEN DE SEGURIDAD ......................................................................................................................................... 64NORMAS DE SEGURIDAD PRINCIPALES .............................................................................................................. 64ADVERTENCIA DE LA PROPOSICIÓN 65 DE CALIFORNIA .................................................................................... 65INFORMACIÓN SOBRE EMF (CAMPOS ELECTROMAGNÉTICOS) ......................................................................... 65PROTECCIÓN PERSONAL ................................................................................................................................... 65PREVENCIÓN DE INCENDIOS ............................................................................................................................ 66RADIACIÓN DE ALTA FRECUENCIA .................................................................................................................... 67SOLDADURA POR ARCO .................................................................................................................................... 68DESCARGA ELÉCTRICA ...................................................................................................................................... 68RUIDO ............................................................................................................................................................... 69INFORMACIÓN DE SEGURIDAD ADICIONAL ...................................................................................................... 69
CONTENIDO DE LA CAJA .......................................................................................................................................... 69
INSTALACIÓN ........................................................................................................................................................... 70ESPECIFICACIONES DE LA SOLDADORA ............................................................................................................ 70SELECCIÓN DEL SITIO ........................................................................................................................................ 70CONEXIÓN A LA FUENTE DE ENERGÍA .............................................................................................................. 70CÓMO USAR EL ADAPTADOR DE ENCHUFE DE 20 AMPERIOS Y 15 AMPERIOS .................................................. 71GENERADORES ................................................................................................................................................. 71CABLES DE EXTENSIÓN...................................................................................................................................... 71VENTILACIÓN .................................................................................................................................................... 71ADVERTENCIAS ADICIONALES ........................................................................................................................... 71
CONOZCA SU SOLDADORA PARA PROCESOS MÚLTIPLES .......................................................................................... 72DESCRIPCIÓN .................................................................................................................................................... 72CONTROLES Y DISEÑO DE LA SOLDADORA ....................................................................................................... 72INSTALACIÓN DEL ENSAMBLAJE DE LA PISTOLA MIG ......................................................................................... 74CONEXIÓN DEL CILINDRO DE GAS Y DEL REGULADOR ...................................................................................... 74INSTALACIÓN DEL ALAMBRE PARA SOLDAR ....................................................................................................... 74
FUNCIONAMIENTO .................................................................................................................................................. 76CICLO DE TAREA Y PLACA DE DATOS DE RENDIMIENTO .................................................................................... 76PROTECCIÓN TÉRMICA INTERNA ....................................................................................................................... 77PREPARACIÓN DE LA SOLDADURA .................................................................................................................... 78FACTORES A CONSIDERAR PARA OBTENER LOS MEJORES RESULTADOS DE LA SOLDADURA MIG ...................... 78SELECCIÓN DEL ALAMBRE PARA SOLDAR ........................................................................................................... 79SELECCIÓN DEL GAS ......................................................................................................................................... 79CONFIGURACIÓN PARA LA SOLDADURA MIG, GMAW, ALAMBRE CON NÚCLEO DE FUNDENTE (FCAW) .......... 79CONFIGURACIÓN PARA SOLDADURA STICK (CON VARILLA) (SMAW) ................................................................ 80CONFIGURACIÓN PARA SOLADURA TIG (GTAW) CON ARCO DE ELEVACIÓN ................................................... 80
MANTENIMIENTO Y SERVICIO TÉCNICO .................................................................................................................... 81MANTENIMIENTO GENERAL .............................................................................................................................. 81MANTENIMIENTO DE LOS CONSUMIBLES .......................................................................................................... 82
SOLUCIÓN DE PROBLEMAS ....................................................................................................................................... 83DIAGRAMA DE LAS PIEZAS DE LA MÁQUINA Y LISTADO DE LAS PIEZAS DE RECAMBIO .............................................. 88LISTADO DE LOS CONSUMIBLES DE LA PISTOLA MIG ................................................................................................. 89LISTADO DE LOS CONSUMIBLES TIG Y DE LA ANTORCHA TIG (SE VENDEN POR SEPARADO) ....................................... 89NOTAS DEL USUARIO ............................................................................................................................................... 90
Contenido de la cajaÍndice

5WWW.FORNEYIND.COM
¡PRECAUCIÓN!! ANTES DE INSTALAR, UTILIZAR O REALIZAR EL MANTENIMIENTO EN LA MÁQUINA, LEA EL CONTENIDO DE ESTE
MANUAL DETENIDAMENTE, PRESTANDO ESPECIAL ATENCIÓN A LAS REGLAS DE SEGURIDAD Y PELIGROS.
En el caso de que estas instrucciones no le resulten claras, comuníquese con su vendedor de Forney autorizado o con Atención al cliente de Forney al +1-800-521-6038.
SÍMBOLO SIGNIFICADO SÍMBOLO SIGNIFICADO SÍMBOLO SIGNIFICADO
RIESGO DE RAYOS DE ARCO RIESGO DE INCENDIO RIESGO DE RUIDO
RIESGO DE ENVENENAMIENTO RIESGO ELÉCTRICO ADVERTENCIA/
PRECAUCIÓN
MIG (GMAW) VOLTAJE DE ENTRADA CONEXIÓN DE LÍNEA
STICK (CON VARILLA) (SMAW) TEMPERATURA CORRIENTE ALTERNA (CA)
MONOFÁSICA
TIG (GTAW) VOLTAJE CORRIENTE CONTINUA (CC)
TOMA TIPO DINSE POSITIVA AMPERAJE
IDEAL PARA SOLDAR EN UN ENTORNO CON MAYOR RIESGO DE DESCARGA ELÉCTRICA
TOMA TIPO DINSE NEGATIVA
ALIMENTACIÓN DE ALAMBRE
I ON (ENCENDIDO) O OFF (APAGADO)RECTIFICADOR DEL TRANSFORMADOR DEL CONVERSOR DE FRECUENCIA ESTÁTICA
MONOFÁSICA
Los datos dentro de este resumen de seguridad son los puntos destacados de diversas normas de seguridad. Se recomienda que se familiarice con las normas mencionadas a continuación antes de comenzar a soldar.
• ANSI Z49.1: SEGURIDAD EN SOLDADURAS Y CORTES: se puede obtener en la Asociación Americana de Soldadura (American Welding Society), 550 NW Le Jeune Road, Miami, FL 33126 Teléfono +1 (800) 443-9353, Fax +1 (305) 443-7559 - www.amweld.org o www.aws.org.
• OSHA 29 CFR, Parte 1910, Subparte Q.: SOLDADURA, CORTE Y SOLDADURA FUERTE: se puede obtener en la oficina estatal de la OSHA o en el Departamento de trabajo de EE. UU. OSHA, Oficina de Asuntos Públicos, Sala N3647, 200 Constitution Ave., Washington, DC 20210 - www.osha.gov.
• AWS F4.1: PRÁCTICAS DE SEGURIDAD RECOMENDADAS PARA LA PREPARACIÓN PARA EL SOLDADO Y CORTE DE RECIPIENTES Y TUBERÍAS: se puede obtener en la Asociación Americana de Soldadura (American Welding Society), 550 NW Le Jeune Road, Miami, FL 33126 Teléfono +1 (800) 443-9353, Fax +1 (305) 443-7559 - www.amweld.org o www.aws.org.
• AWS A6.0. RECIPIENTES PARA SOLDAR Y CORTAR QUE HAYAN CONTENIDO MATERIALES COMBUSTIBLES: se puede obtener en la Asociación Americana de Soldadura (American Welding Society), 550 NW Le Jeune Road, Miami, FL 33126 Teléfono +1 (800) 443-9353, Fax +1 (305) 443-7559 - www.amweld.org o www.aws.org.
• NFPA 70: CÓDIGO DE ELECTRICIDAD NACIONAL: se puede obtener en la Asociación Nacional de Protección contra Incendios (National Fire Protection Association), 1 Batterymarch Park, P.O. Box 9101, Quincy, MA 02269-9101 Teléfono +1 (617) 770-3000 Fax +1(617) 770-0700 - www.nfpa.org.
Leyenda de símbolos
Resumen de seguridad
Normas de seguridad principales

6 WWW.FORNEYIND.COM
• Publicación CGA P-1: MANEJO SEGURO DE GASES COMPRIMIDOS EN RECIPIENTES: se puede obtener en la Asociación de Gases Comprimidos (Compressed Gas Association), 14501 George Carter Way, Suite 103, Chantilly, VA 20151 Teléfono +1 (703) 788-2700 Fax +1 (703) 961-1831 - www.cganet.com.
• CSA W117.2: Código de SEGURIDAD EN SOLDADURAS Y CORTES: se puede obtener en la Asociación Canadiense de Estándares (Canadian Standards Association), 178 Rexdale Blvd., Etobicoke, Ontario M9W 1R3 - www.csa.ca.
• ANSI Z87.1: PRÁCTICAS SEGURAS PARA LA PROTECCIÓN OCUPACIONAL Y EDUCATIVA DE OJOS Y ROSTRO: se puede obtener en el Instituto Nacional Estadounidense de Estándares (American National Standards Institute), 11 West 42nd St., New York, NY 10036 Teléfono +1 (212) 642-4900, Fax +1 (212) 398-0023 - www.ansi.org.
• NFPA 51B: NORMA PARA LA PREVENCIÓN DE INCENDIOS DURANTE LA SOLDADURA, EL CORTE Y OTROS TRABAJOS EN CALIENTE: se puede obtener en la Asociación Nacional de Protección contra Incendios (National Fire Protection Association), 1 Batterymarch Park, P.O. Box 9101, Quincy, MA 02269-9101 Teléfono +1 (617) 770-3000 Fax +1(617) 770-0700 - www.nfpa.org.
Advertencia de la Proposición 65 de California
ADVERTENCIA: Este producto puede exponerlo a sustancias químicas, incluido el plomo, identificadas por el estado de California como causantes de cáncer, defectos congénitos u otro tipo de daños en la función reproductora. Para obtener más información, visite ww.P65Warnings.ca.gov. P65 detalles en forneyind.com. Lávese las manos después de su uso.
Información sobre EMF (Campos electromagnéticos)
La corriente de soldadura, a medida que fluye a través de los cables de soldado, generará campos electromagnéticos. Ha habido, y aún existe, cierto grado de preocupación acerca de dichos campos. Sin embargo, luego de un análisis, el comité del National Research Council (Consejo Nacional de Investigación) concluyó que: “El cuerpo de la evidencia, a juicio del comité, no ha demostrado que la exposición a un campo de frecuencia eléctrica y magnética constituya una amenaza para la salud humana”. No obstante, los estudios aún se están realizando y se continúa estudiando la evidencia. Hasta arribar a las conclusiones finales de la investigación, sería conveniente que minimice su exposición a campos electromagnéticos al realizar tareas de soldado.Para reducir los campos magnéticos en el lugar de trabajo, ponga en práctica los siguientes procedimientos:1. Mantenga el electrodo y los cables de descarga a tierra juntos trenzándolos o encintándolos, siempre que sea
posible.2. Coloque los cables hacia un lado y lejos del operador.3. No enrolle los cables ni cubra su cuerpo con ellos.4. Mantenga la fuente de energía y los cables de soldado tan lejos del operador como resulte práctico.5. Conecte la abrazadera de conexión a tierra a la pieza tan cerca del corte o la soldadura como sea posible.
ACERCA DE LOS MARCAPASOS Y AUDÍFONOS: Las personas con marcapasos y audífonos deben consultar primero al médico. Si el médico lo autoriza, se recomienda seguir los procedimientos detallados anteriormente.
Protección personal
Los procesos de soldadura de cualquier tipo pueden ser peligrosos no solo para el operador sino también para las personas ubicadas cerca del equipo si no se cumplen con las reglas de operación y seguridad de manera estricta.
EL ARCO DE SOLDADURA PRODUCE LUZ ULTRAVIOLETA E INFRARROJA MUY BRILLANTE. ESTOS RAYOS DEL ARCO DAÑAN LOS OJOS Y QUEMAN LA PIEL SI USTED NO ESTÁ DEBIDAMENTE PROTEGIDO. Para reducir el riesgo de lesiones causadas por los rayos del arco, lea, comprenda y siga las instrucciones de seguridad. Además, asegúrese de que cualquier persona que utiliza este equipo para soldar, o la persona que está presente en el área de soldado, también comprenda y siga estas instrucciones de seguridad. Los cascos y el filtro deben cumplir con las normas ANSI Z87.1.
• No mire un arco eléctrico sin la protección adecuada. Un arco de soldadura es extremadamente brillante e intenso y, con protección ocular inadecuada o sin ella, la retina puede quemarse, dejando un punto oscuro permanente en el campo visual. Debe usarse un protector o casco y lentes con filtro de sombra nro. 10 (como mínimo).
• Proporcione a las personas presentes protectores o cascos que tengan lentes con filtro de sombra adecuados.• No encienda un arco de soldadura hasta que todas las personas presentes y usted (el soldador) tengan puestos
los protectores de soldadura y/o cascos.• No use un casco roto o quebrado y reemplace de inmediato las lentes con filtro quebradas o rotas.

7WWW.FORNEYIND.COM
• No permita que la parte sin aislante de la pistola MIG toque la abrazadera de descarga a tierra o la pieza de trabajo conectada a tierra para evitar que se cree un destello de arco al entrar en contacto.
• Use vestimenta de protección. La luz intensa del arco de soldadura puede quemar la piel del mismo modo que el sol, incluso a través de ropa liviana. Utilice ropa oscura de material grueso. La camisa que use debe ser de manga larga, con el cuello abotonado para proteger el pecho y el cuello.
• Protéjase del reflejo de los rayos del arco. Los rayos del arco pueden reflejarse en superficies brillantes, como una superficie con pintura brillosa, aluminio, acero inoxidable y vidrio. El reflejo de los rayos del arco pueden causar lesiones oculares, incluso cuando se usa un casco protector u otro tipo de protección. Si realiza una soldadura con una superficie reflectante detrás de usted, los rayos del arco pueden rebotar en la superficie y en las lentes con filtro. Pueden ingresar a su casco o protector y a los ojos. Si existe un fondo reflectante en el área de soldado, quítelo o cúbralo con algo que no sea inflamable ni reflectante. Los rayos reflectantes del arco también pueden causar quemaduras en la piel, además de lesiones oculares.
• Las chispas despedidas pueden causar lesiones. Use el equipo de seguridad adecuado para protegerse los ojos y el rostro. Dé forma al electrodo de tungsteno con la amoladora en un lugar seguro y usando la protección adecuada. Manténgalo alejado de los materiales inflamables y evite incendios causados por chispas despedidas.
¡LOS HUMOS, LOS GASES Y LOS VAPORES PUEDEN CAUSAR MALESTAR, ENFERMEDAD Y LA MUERTE! Para reducir los riesgos, lea, comprenda y siga las instrucciones de seguridad. Además, asegúrese de que cualquier persona que utiliza este equipo para soldar, o la persona que está presente en el área de soldado, también comprenda y siga estas instrucciones de seguridad.• Lea y comprenda la hoja de datos de seguridad (SDS) y la hoja de datos de seguridad del material (MSDS) de
los fabricantes.• No suelde en un área hasta que se verifique si existe una ventilación adecuada, como se describe en la norma
ANSI Z49.1. Si la ventilación no es adecuada para el intercambio de todos los humos y gases generados durante el proceso de soldadura con aire fresco, no suelde, salvo que usted (el soldador) y todas personas presentes estén usando respiradores con suministro de aire.
• No caliente metales que contengan o estén recubiertos con materiales que produzcan humos tóxicos (como acero galvanizado), salvo que se retire el revestimiento. Asegúrese de que el área esté bien ventilada y que el operador y todas las personas presentes estén usando respiradores con suministro de aire.
• No suelde, corte ni caliente plomo, zinc, cadmio, mercurio, berilio, antimonio, cobalto, manganeso, selenio, arsénico, cobre, plata, bario, cromo, vanadio, níquel o metales similares sin asesoramiento profesional y una inspección de la ventilación del área de soldado. Estos metales producen humos extremadamente tóxicos que pueden causar malestar, enfermedad o la muerte.
• No suelde ni corte en áreas cercanas a solventes clorados. Los vapores de hidrocarburos clorados, como el tricloroetileno y percloroetileno, se pueden descomponer por acción del calor de un arco eléctrico o su radiación ultravioleta. Estas acciones pueden causar fosgeno, un gas altamente tóxico, además de otros gases que irritan los pulmones y los ojos. No suelde ni corte en lugares donde los vapores solventes puedan llegar al área de trabajo, o en donde la radiación ultravioleta pueda penetrar áreas que contengan incluso pequeñas cantidades de esos vapores.
• No suelde en un espacio cerrado, salvo que esté ventilado o el operador (y cualquier otra persona en el área) esté usando un respirador con suministro de aire.
• Deje de soldar si presenta irritación momentánea en los ojos, nariz o garganta, ya que es una señal de ventilación inadecuada. Detenga la tarea y tome las medidas necesarias para mejorar la ventilación en el área de soldado. No continúe con las tareas de soldado si persiste el malestar físico.
Prevención de incendios
¡LOS INCENDIOS O LAS EXPLOSIONES PUEDEN CAUSAR LA MUERTE, LESIONES Y DAÑOS MATERIALES! Para reducir estos riesgos, lea, comprenda y siga las instrucciones de seguridad. Además, asegúrese de que cualquier persona que utiliza este equipo para soldar, o la persona que está presente en el área de soldado, también comprenda y siga estas instrucciones de seguridad. Recuerde: por naturaleza, la soldadura por arco produce chispas, salpicaduras calientes, gotas de metal fundido, escorias calientes y partes metálicas calientes que pueden iniciar incendios, quemar la piel y dañar los ojos.• No use guantes ni prendas que contengan aceite, grasa u otras sustancias inflamables.• No use productos inflamables en el cabello.• No toque el cordón de soldadura o charco de fusión de soldadura caliente hasta que esté completamente frío.• No suelde en un área hasta que se verifique y se quiten los materiales combustibles y/o inflamables. Tenga
en cuenta que las chispas y la escoria pueden volar 35 pies (10,68 m) y pueden pasar a través de pequeñas grietas y aberturas. Si el trabajo de soldado y los materiales combustibles no pueden estar a una distancia de

8 WWW.FORNEYIND.COM
separación de un mínimo de 35 pies (10,68 m), protéjase de la ignición con cubiertas o protectores adecuados de ajuste ceñido y resistentes al fuego.
• No suelde en paredes hasta verificar y eliminar los materiales combustibles apoyados sobre el otro lado de las paredes.
• Conecte el cable de descarga a tierra a la pieza de trabajo tan cerca del área de soldado como sea posible. No conecte los cables de descarga a tierra a una estructura del edificio ni otro lugar lejos del área de soldado. Esto incrementa la posibilidad de que la corriente de soldadura pase a través de circuitos alternativos, provocando riesgo de incendio y otros riesgos de seguridad.
• No suelde, corte ni realice otro tipo de trabajo en barriles, tambores, tanques u otros recipientes usados que hayan tenido una sustancia inflamable o tóxica. Las técnicas para la eliminación de sustancias y vapores inflamables, a fin de hacer que un recipiente usado sea seguro para soldadura o corte, son muy complejas y requieren de capacitación y entrenamiento especial.
• No encienda un arco sobre un cilindro de gas o de aire comprimido y nunca permita que una pieza eléctricamente “caliente” toque el cilindro. Si lo hace, creará un área frágil que puede dar lugar a una ruptura violenta de inmediato o en un momento posterior, como consecuencia de un mal manejo.
• Asegúrese de que todo cilindro de gas comprimido en el área de trabajo tenga reguladores que estén aprobados para el gas y la presión utilizados y que funcionen correctamente. Todas las mangueras, accesorios, etc. deben estar en buen estado.
• No se pare ni coloque la cabeza ni la cara frente a la salida de la válvula del cilindro cuando abra la válvula.• Si un cilindro no está en uso ni conectado para su uso, coloque un tapón de protección de válvula para proteger la válvula.• Mantenga los cilindros en posición vertical y sujételos firmemente con una cadena a un soporte fijo para evitar
que se volteen.• Mantenga los cilindros lejos de las zonas donde puedan estar sujetos a daños físicos o golpes accidentales.
Manténgalos a una distancia segura de cualquier fuente inflamable, las chispas o el calor.• No suelde ni corte en un área donde el aire puede contener polvo inflamable (como polvo de granos), gas o
vapores de líquidos (como gasolina).• No manipule el metal caliente, como la pieza de trabajo o las colillas de electrodos, con las manos sin protección.• Use guantes de cuero, camisa gruesa de manga larga, pantalones sin dobladillo, calzado de caña alta,
casco y gorra. Si es necesario, use ropa de protección adicional resistente al fuego para cubrir y proteger la parte superior e inferior del cuerpo. Las chispas y las salpicaduras de metal caliente se pueden alojar en las mangas arremangadas, los pantalones con dobladillo o los bolsillos. Las mangas y el cuello deben mantenerse abotonados y se deben quitar los bolsillos del frente de la camisa.
• Tenga a mano el equipo extintor de incendios para que pueda utilizarlo de inmediato. Se recomienda un extintor de incendios de polvo químico portátil de tipo ABC.
• Use tapones para los oídos al soldar por encima de la cabeza a fin de evitar que las salpicaduras o escorias le caigan en los oídos.
• Asegúrese de que el área de soldado tenga un piso bueno, firme y seguro, de preferencia de concreto o mampostería, sin mosaicos, alfombras o materiales inflamables.
• Proteja las paredes, los techos y los pisos inflamables con cubiertas o protectores resistentes al calor.• Verifique el área de soldado, antes de abandonarla, para asegurarse de que no hayan quedado chispas, metal
ardiente o escoria ni llamas.• Use prendas sin derivados del petróleo u otras sustancias inflamables, como guantes de cuero, camisas gruesas
de algodón sin materiales sintéticos, pantalones sin dobladillo, calzado cerrado. Mantenga el cabello largo recogido hacia atrás.
• Quite los materiales combustibles como encendedores y fósforos antes de soldar.• Siga los requisitos de la OSHA y NFPA para trabajos en caliente y tenga un extintor cerca.
Radiación de alta frecuencia
• La alta frecuencia (HF) puede interferir con la radionavegación, servicios de seguridad, computadoras y equipos de comunicación.
• Es responsabilidad del usuario hacer que un electricista calificado resuelva rápidamente cualquier problema de interferencia que pueda derivar de la instalación. El electricista debe verificar regularmente y realizar tareas de mantenimiento en la instalación.
• Deje de usar el equipo si la Comisión Federal de Comunicaciones (FCC) le notifica sobre interferencias.• Mantenga las puertas y paneles de las fuentes de HF completamente cerrados y mantenga la distancia entre
electrodos en el ajuste correcto.

9WWW.FORNEYIND.COM
Soldadura por arco
• Las computadoras y los equipos controlados por computadora pueden dañarse con la energía electromagnética.
• Asegúrese de que todo el equipo sea compatible con la energía electromagnética.• Mantenga los cables de soldar cortos para reducir la interferencia.• Siga el manual para instalar y conectar a tierra la máquina.• Si la interferencia continúa, proteja el área de trabajo o traslade la máquina soldadora.
ADVERTENCIA: ¡LAS DESCARGAS ELÉCTRICAS PUEDEN CAUSAR LA MUERTE! Para reducir el riesgo de muerte o lesiones graves causadas por descarga eléctrica, lea, comprenda y siga las instrucciones de seguridad. Además, asegúrese de que cualquier persona que utiliza este equipo para soldar, o la persona que está presente en el área de soldado, también comprenda y siga estas instrucciones de seguridad.
¡IMPORTANTE! PARA REDUCIR EL RIESGO DE MUERTE, LESIONES O DAÑOS MATERIALES, NO INTENTE UTILIZAR este equipo para soldar hasta que haya leído y comprendido el siguiente resumen de seguridad.• De ninguna manera, entre en contacto físico con alguna pieza del circuito de corriente de soldadura. El circuito
de corriente de soldadura incluye lo siguiente: a. la pieza de trabajo o cualquier material conductor que hace contacto con este,b. la abrazadera de descarga a tierra,c. el electrodo o alambre para soldar,d. cualquier pieza de metal en el portaelectrodo o una pistola MIG.
• No suelde en un lugar húmedo ni entre en contacto con una superficie húmeda o mojada.• No intente soldar si alguna parte de la ropa o el cuerpo está mojado.• No permita que el equipo para soldar entre en contacto con agua o humedad.• No arrastre los cables de soldar, la pistola MIG ni el CABLE DE ENTRADA DE ENERGÍA (12) de la soldadora
por agua o humedad ni permita que entren en contacto con tales elementos.• No toque la soldadora ni intente ENCENDERLA o APAGARLA si alguna parte del cuerpo o la ropa está
húmeda o si usted está en contacto físico con agua o humedad.• No intente enchufar la soldadora en la fuente de energía si alguna parte del cuerpo o la ropa está húmeda o si
usted está en contacto físico con agua o humedad.• No conecte la abrazadera de descarga a tierra a conductos eléctricos ni suelde en estos.• No altere el CABLE DE ENTRADA DE ENERGÍA ni el enchufe de ninguna manera.• No intente conectar la soldadora en la fuente de energía si el terminal de conexión a tierra en el enchufe del
CABLE DE ENTRADA DE ENERGÍA se dobló, está roto o falta.• No permita que la soldadora esté conectada a la fuente de energía ni intente soldar si la soldadora, los cables
de soldar, el sitio para soldar o el CABLE DE ENTRADA DE ENERGÍA de la soldadora están expuestos a cualquier forma de precipitación atmosférica, o si están rociados con agua salada.
• No transporte los cables de soldar enrollados alrededor de los hombros ni en ninguna otra parte del cuerpo, cuando están conectados a la soldadora.
• No modifique el cableado, las conexiones a tierra, los interruptores ni los fusibles en este equipo para soldar.• Use guantes de soldadura para ayudar a proteger las manos del circuito de soldadura.• Mantenga todos los recipientes con líquido lo suficientemente lejos de la soldadora y del área de trabajo para
que en caso de derrame, el líquido no entre en contacto con alguna pieza de la soldadora o el circuito de soldadura eléctrica.
• Reemplace de inmediato las piezas agrietadas o rotas que tienen aislamiento o actúan como aislantes, como los cables de soldar, el CABLE DE ENTRADA DE ENERGÍA o el portaelectrodo.
• Cuando no esté soldando, corte el alambre a la altura de la pieza de contacto o quite el electrodo del portaelectrodo.
Descarga eléctrica

10 WWW.FORNEYIND.COM
Ruido
El ruido puede causar la pérdida permanente de la audición. Los procesos de soldadura pueden causar niveles de ruido que exceden los límites de seguridad. Debe proteger sus oídos del ruido alto a fin de evitar la pérdida permanente de audición.• Para proteger su audición del ruido alto, use tapones de protección para los oídos y/u orejeras.• Los niveles de ruido se deben medir para asegurarse de que los decibeles (ruido) no excedan los niveles de
seguridad.
Información de seguridad adicional
Para obtener más información sobre las medidas de seguridad para soldar, consulte las normas mencionadas al principio en el resumen de seguridad y cumpla con ellas, según corresponda.
Contenido de la caja
ARTÍCULO DESCRIPCIÓN ARTÍCULO DESCRIPCIÓN ARTÍCULO DESCRIPCIÓN
Soldadora 140 MP Forney Easy Weld™
Adaptador de enchufes de 20 amperios y
15 amperiosPistola MIG
Pieza de contacto extra de 0,030” (0,8 mm) Portaelectrodo de varilla Cable y abrazadera
de descarga a tierra
(Consulte la página 88 para obtener más información)

11WWW.FORNEYIND.COM
Voltios primarios (entrada) 120 V CA
Máximo de salida 140 A (solo salida de CC)
Fase Monofásica
Frecuencia 50/60 Hz
Disyuntor recomendado Disyuntor de retardo (retardador) mínimo de 20 A (30 A para un máximo rendimiento)
Recomendaciones sobre los cables de extensión 3 conductores AWG Nro. 12 o superiores hasta 25 ft (7,62 m).
Requisitos del generador Salida continua mínima de 4000 W sin función de ralentí bajo (o apagado de ralentí bajo)
Voltaje nominal y ciclo de tarea según la norma CSA Consulte la placa de datos de su máquina y la sección CICLO DE TAREA de este manual, pág. 76.
Dimensiones 16,75” (425,45mm) X 8,125” (206,38mm) X 12” (304,8mm)
Peso 20,3 lb (9,21 kg)
Rango de diámetro de alambre y electrodo Diámetro del electrodo: hasta 1/8” (3,18 mm)Diámetro de alambre: Hasta 0,030” (0,08 mm)
ASEGÚRESE DE UBICAR LA SOLDADORA DE ACUERDO CON LAS SIGUIENTES PAUTAS:• En áreas libres de humedad y polvo.• En áreas con temperatura ambiente entre 30 y 90 °F (-1 y 32 °C).• En áreas libres de aceite, vapor y gases corrosivos.• En áreas no expuestas a vibraciones o descargas anormales.• En áreas no expuestas a la luz directa del sol o la lluvia.• Colóquela a una distancia de 12” (30,48 cm) o más de las paredes u obstrucciones similares que podrían
limitar el flujo de aire natural para el enfriamiento.
Antes de hacer cualquier conexión eléctrica, asegúrese de que el INTERRUPTOR ON/OFF (Encendido/Apagado) (11) esté en OFF (Apagado), el voltaje de entrada y la frecuencia disponible en el lugar sean los estipulados en la etiqueta de clasificación de su soldadora.El voltaje de entrada principal debe encontrarse dentro de ±10 % del voltaje nominal de entrada principal. Un voltaje de entrada demasiado bajo puede causar un rendimiento de soldadura deficiente. Un voltaje de entrada demasiado alto puede hacer que los componentes se sobrecalienten y posiblemente fallen. La salida de la soldadora debe:• estar instalada correctamente, de ser necesario, por un electricista calificado;• tener la conexión a tierra (eléctrica) correcta de acuerdo con las reglamentaciones locales y nacionales;• estar conectada a un circuito eléctrico que esté aprobado para el amperaje necesario según la etiqueta de
clasificación de su soldadora.Si no está seguro de alguno de los puntos arriba mencionados, haga que un electricista calificado inspeccione el tomacorriente antes de usar la soldadora.NOTA:• Revise el CABLE DE ENTRADA DE ENERGÍA (12) de forma periódica para ver si presenta grietas o alambres
expuestos. Si no se encuentra en buenas condiciones, hágalo reparar en un centro de servicio técnico.• No corte el terminal de conexión a tierra ni altere el enchufe de ningún modo. Solo use el adaptador incluido
entre el CABLE DE ENTRADA DE ENERGÍA del soldador y el receptáculo de la fuente de energía.• No jale del CABLE DE ENTRADA DE ENERGÍA de forma violenta para desconectarlo del tomacorriente.
InstalaciónEspecificaciones de la soldadora
Selección del sitio
Conexión a la fuente de energía

12 WWW.FORNEYIND.COM
• No coloque materiales ni herramientas sobre el CABLE DE ENTRADA DE ENERGÍA. El CABLE DE ENTRADA DE ENERGÍA puede estar dañado y producir una descarga eléctrica.
• Mantenga el CABLE DE ENTRADA DE ENERGÍA alejado de fuentes de calor, aceites, solventes o bordes filosos.• No utilice esta soldadora en un circuito con interruptor de circuito diferencial conectado a tierra (GFCI). Los
GFCI se disparan mediante arcos de soldadura y se interrumpirán las funciones de soldadura con regularidad.
Cómo usar el adaptador de enchufe de 20 amperios y 15 amperios
Si no hay disponible un tomacorriente de 20 A (con un disyuntor de 30 A), puede conectar su soldadora 140 MP Forney Easy Weld™ a un tomacorriente de 15 A (con un disyuntor de 20 A) utilizando un adaptador de enchufe. Si utiliza un adaptador de enchufe, utilice parámetros de potencia más bajos en la máquina para evitar los disparos frecuentes del disyuntor. En los parámetros máximos, la máquina consumirá más de 20 amperios regularmente.
Tomacorriente de 20 A (Disyuntor de 30 A)
Tomacorriente de 15 A (Disyuntor de 20 A)
Generadores
Esta soldadora se puede hacer funcionar desde un generador de CA. Asegúrese de que el generador pueda suministrar un mínimo de 4000 vatios de salida continua. El generador no debe tener una función de ralentí automático que ahorra combustible o debe tener la opción de apagar el ralentí automático. El generador debe funcionar a máxima velocidad en todo momento mientras su soldadora está enchufada en él; de lo contrario, corre riesgo de dañar su soldadora. Cualquier otro consumo de corriente en el generador o cualquier cosa que reduzca las rpm del generador pueden dañar su soldadora.
Cables de extensión
Para obtener un óptimo rendimiento de la soldadora, no se debe utilizar un cable de extensión, salvo que sea absolutamente necesario. Si fuera necesario, se debe tener cuidado en la selección de un cable de extensión adecuado para su uso con la soldadora específica.Seleccione un cable de extensión debidamente conectado a tierra que se acople directamente al receptáculo de fuente de energía de CA y al CABLE DE ENTRADA DE ENERGÍA del soldador (12). Solo use el adaptador incluido entre el CABLE DE ENTRADA DE ENERGÍA del soldador y el cable de extensión. Asegúrese de que el cable de extensión se encuentre debidamente conectado y en buenas condiciones eléctricas. Los cables de extensión deben ajustarse a las siguientes pautas de tamaño de cable:• Cable AWG nro.12 o superior.• No use un cable de extensión de más de 25 pies (7,62 m) de largo.
Dado que la inhalación de vapores de soldadura puede resultar nociva, asegúrese de que el área de soldado esté correctamente ventilada. Consulte el “Resumen de seguridad” para obtener más información (páginas 64 a 69).
PARA SU SEGURIDAD, ANTES DE CONECTAR LA FUENTE DE ENERGÍA A LA LÍNEA, SIGA ESTAS INSTRUCCIONES CUIDADOSAMENTE:• Se debe insertar un disyuntor de dos polos adecuado antes del tomacorriente principal. Este interruptor debe
contar con fusibles de retardo.• Cuando se trabaja en un espacio cerrado, la soldadora debe mantenerse fuera del área de soldado y el cable
de descargar a tierra debe estar sujeto a la pieza de trabajo. Nunca trabaje en espacios confinados húmedos o mojados.
• No use un CABLE DE ENTRADA DE ENERGÍA (12) o cables de soldar dañados.• La pistola/la antorcha/el electrodo para soldar nunca deben apuntar hacia el operador u otras personas.• La soldadora nunca debe operarse sin sus paneles adosados. Esto podría causar lesiones graves al operador y
podría dañar el equipo.
Ventilación
Advertencias adicionales

13WWW.FORNEYIND.COM
Descripción
La nueva soldadora inversora para procesos múltiples monofásica ofrece tres procesos de soldadura en la misma fuente de energía. Estos procesos pueden seleccionarse con el INTERRUPTOR SELECTOR DE PROCESOS (1) ubicado en el panel frontal de la unidad.
Soldadura de alambre con núcleo de fundente, “FCAW” y MIG, “GMAW”El operador debe fijar la velocidad del alambre (PERILLA DERECHA) (5) y el voltaje de soldadura (PERILLA IZQUIERDA) (4).
Soldadura Stick (Con varilla), “SMAW”Se pueden soldar electrodos básicos y de rutilo. La corriente de soldadura se ajusta con la PERILLA IZQUIERDA.
Soldadura TIG, “GTAW”En la posición TIG, se requiere una antorcha TIG con una válvula de gas en el asa. La válvula del gas debe abrirse de forma manual antes de soldar y cerrarse, también de forma manual, una vez finalizada la soldadura. El arco se activa usando la técnica de arco de elevación. Con la PERILLA IZQUIERDA, puede ajustarse la corriente de soldadura.
Controles y diseño de la soldadora
1. INTERRUPTOR SELECTOR para la selección de procesos de soldadura: a. MIG (“GMAW”)b. STICK (Con varilla) (“SMAW”) MIG
(“GMAW”)STICK (Con varilla) (“SMAW”)
TIG (“GTAW”)
c. TIG (“GTAW”)2. El INDICADOR LED DE VOLTAJE DE ENTRADA se iluminará cuando haya voltaje de entrada en la
máquina y el INTERRUPTOR ON/OFF (Encendido/Apagado) (11) esté en la posición ON (Encendido).3. El INDICADOR LED DE SOBRECARGA TÉRMICA/FALLA se iluminará en las siguientes
condiciones:a. El ciclo de tarea de la máquina se ha excedido o el flujo de aire está bloqueado. El ventilador seguirá
funcionando hasta que la máquina se haya enfriado, pero la potencia de salida estará deshabilitada. Asegúrese de que el ventilador de enfriamiento esté funcionando y de que haya 12 pulgadas (30,48 cm) de espacio libre alrededor de todas las ventilaciones. Cuando el led se apaga, la potencia de soldadura se deshabilitará de nuevo.
b. El voltaje de entrada está fuera del rango admisible. Si este indicador permanece iluminado por más de 10 minutos, es probable que haya un problema con el voltaje de entrada.
4. La PERILLA IZQUIERDA se usa para ajustar los siguientes parámetros de soldadura:a. En el modo MIG (“GMAW”), ajusta el voltaje de arco de 1 a 10. NOTA: Esto es una escala, no el voltaje
real.b. En el modo STICK (Con varilla) (“SMAW”), ajusta la corriente de soldadura (amperaje) de 1 a 10. NOTA:
Esto es una escala, no el amperaje real.b. En el modo TIG (“GTAW”), ajusta la corriente de soldadura (amperaje) de 1 a 10. NOTA: Esto es una
escala, no el amperaje real.5. La PERILLA DERECHA se usa para ajustar los siguientes parámetros de soldadura:
a. En el modo MIG (“GMAW”), ajusta la velocidad de alimentación del alambre de 1 a 10. NOTA: Esto es una escala, no la velocidad real de alimentación del alambre.
b. En el modo STICK (Con varilla) (“SMAW”), no está activa.c. En el modo TIG “GTAW”, no está activa.
6. TOMA DE CONEXIÓN TIPO EUROPEA7. TOMA TIPO DINSE NEGATIVA (-)8. TOMA TIPO DINSE POSITIVA (+)9. PUENTE DE POLARIDAD DEL ELECTRODO MIG
10. ENTRADA DE GAS11. INTERRUPTOR ON/OFF (ENCENDIDO/APAGADO)12. CABLE DE ENTRADA DE ENERGÍA13. HUSO DE LA BOBINA DE ALAMBRE14. ALIMENTADOR DE ALAMBRE DE DOS RODILLOS DE ALUMINIO ESTAMPADO
Conozca su soldadora para procesos múltiples

14 WWW.FORNEYIND.COM
10
11
12
13 14
1 2
3
4
5
6
7
8
9

15WWW.FORNEYIND.COM
• Conecte la pistola para soldar MIG estándar a la conexión roscada del frente de la soldadora.
Conexión del cilindro de gas y del regulador
El cilindro de gas (no provisto) debe estar ubicado cerca de la parte trasera de la soldadora, en un área bien ventilada y sujeto con firmeza al banco de trabajo o a la pared para asegurarse de que no se caiga.Por razones de seguridad y economía, asegúrese de que el regulador esté completamente cerrado (girado en sentido antihorario) cuando no esté soldando y cuando coloque o quite el cilindro de gas.• Gire la perilla de ajuste del regulador en sentido antihorario para asegurarse de que la válvula esté
completamente cerrada.• Atornille el regulador de gas hacia abajo en la válvula de la botella de gas y ajústelo.• Conecte la manguera de gas al regulador asegurándola con la abrazadera/tuerca provista.• Conecte el otro extremo a la ENTRADA DE GAS (10) en la parte trasera de la máquina.• Abra la válvula del cilindro y luego fije el flujo de gas en aproximadamente 20 a 35 pies cúbicos por hora
(0,6 a 1 metro cúbico por hora) en el regulador.• Oprima el gatillo de la pistola para asegurarse de que el gas fluya por esta.
ADVERTENCIA: Los cilindros están altamente presurizados. Manipúlelos con cuidado. La manipulación inapropiada o el uso indebido de los cilindros de gas comprimido pueden causar accidentes graves. No deje caer, tire ni exponga el cilindro al calor excesivo, llamas o chispas. No lo golpee contra otros cilindros ni encienda un arco en estos.
Instalación del alambre para soldar
ASEGÚRESE DE QUE EL SUMINISTRO ELÉCTRICO Y EL SUMINISTRO DE GAS ESTÉN DESCONECTADOS. Antes de proceder, quite la boquilla y la pieza de contacto de la pistola.
ADVERTENCIA: ¡LAS DESCARGAS ELÉCTRICAS PUEDEN CAUSAR LA MUERTE! El INTERRUPTOR ON/OFF (Encendido/Apagado) (11) debe estar siempre en la posición OFF (Apagado) y el CABLE DE ENTRADA DE ENERGÍA (12) de la soldadora debe estar desenchufado de la fuente de energía de CA antes de instalar el alambre. Cuando se oprime el gatillo de la pistola, los rodillos impulsores, la bobina de alambre, el alambre alimentado y el electrodo, todos tienen energía eléctrica (caliente).
Instalación del ensamblaje de la pistola MIG
48

16 WWW.FORNEYIND.COM
INSTALACIÓN DE LA BOBINA DE 4 PULGADAS (10,16 CM) (CONSULTE LA FIGURA PARA IDENTIFICAR LAS PIEZAS):1. Abra el panel de acceso.2. Desenrosque y retire el tapón de retención de la bobina de alambre utilizado para bobinas de 8 pulgadas
(20,32 cm) (A) y guárdelo en un lugar seguro.3. Retire el adaptador del huso para las bobinas de 8 pulgadas (20,32 cm) (B) y guárdelo en un lugar seguro.4. Retire la tuerca (C), el resorte (D) y las arandelas (E).5. Retire la envoltura externa de la bobina de alambre incluida y, a continuación, busque el extremo inicial del
alambre (que pasa a través de un orificio en el borde externo de la bobina y se dobla sobre el borde de la bobina para evitar que el alambre se desenrolle), pero no lo desenganche todavía.
6. Coloque la bobina en el HUSO DE LA BOBINA DE ALAMBRE (13) de manera tal que cuando el alambre salga de la bobina, se vea como en la ilustración de más arriba. El alambre debe desenrollarse desde el fondo y, de este modo, la bobina girará en sentido antihorario.
7. Vuelva a colocar la arandela, el casquillo de bloqueo de la bobina de alambre, el resorte y la tuerca.8. Siga con las instrucciones de “ALIMENTACIÓN DEL ALAMBRE A TRAVÉS DE LA PISTOLA MIG” a continuación.INSTALACIÓN DE LA BOBINA DE 8 PULGADAS (20,32 CM) (CONSULTE LA FIGURA PARA IDENTIFICAR LAS PIEZAS):1. Abra el panel de acceso.2. Desenrosque y retire el tapón de retención de la bobina de alambre (A).
a. NOTA: Si la máquina no tiene el tapón de retención de la bobina de alambre ni el adaptador del huso para las bobinas de 8 pulgadas (20,32 cm) (B) (la máquina se usó por última vez con una bobina de 4 pulgadas [10,16 cm]), vuelva a colocar el huso para las bobinas de 8 pulgadas (20,32 cm) en su lugar.
3. Asegúrese de que todos los componentes utilizados para la bobina de 4 pulgadas (10,16 cm) aún estén en su lugar. También son necesarios para las bobinas de 8 pulgadas (20,32 cm) (la tuerca [C], el resorte [D], y las arandelas [E]).
4. Retire la envoltura externa de la bobina de alambre y, a continuación, busque el extremo inicial del alambre (que pasa a través de un orificio en el borde externo de la bobina y se dobla sobre el borde de la bobina para evitar que el alambre se desenrolle), pero no lo desenganche todavía.
5. Coloque la bobina en el adaptador del huso para las bobinas de 8 pulgadas (20,32 cm) de manera tal que cuando el alambre salga de la bobina, se vea como en la ilustración de más arriba. El alambre debe desenrollarse desde el fondo y, de este modo, la bobina girará en sentido antihorario.a. NOTA: Asegúrese de que la clavija de alineación cerca de la base del adaptador del huso para las
bobinas de 8 pulgadas (20,32 cm) esté insertada en el orificio correspondiente de la bobina.6. Vuelva a enroscar el tapón de retención de la bobina en su lugar.ALIMENTACIÓN DEL ALAMBRE A TRAVÉS DE LA PISTOLA MIG:1. Desenganche el alambre y sostenga el extremo y la bobina con una mano. Con la otra mano, ajuste la tuerca
(C) solo lo necesario para que cuando la bobina se libere no gire libremente y desenrolle el alambre. Si la tuerca se ajusta demasiado, puede ocasionar una alimentación del alambre irregular. Si se deja demasiado floja, el alambre se desenrollará libremente de la bobina, dejando una gran cantidad de alambre en el gabinete.
2. Mientras sostiene el alambre en su lugar, utilice un cortador para cortar el extremo doblado del alambre de modo que quede solamente un extremo recto.
3. Siga sosteniendo el extremo del alambre con una mano y libere el brazo de presión del rodillo impulsor (I) jalando de la perilla de ajuste del brazo de presión (G) hacia usted. Sostenga el brazo de presión del rodillo impulsor levantado de este último e inserte el extremo inicial del alambre en el tubo de la guía de entrada (H). Empuje el alambre por el rodillo impulsor (J), insertándolo en el ensamblaje de la pistola unas 6 pulgadas (15,24 cm).
4. Alinee el alambre en la ranura exterior del rodillo impulsor y permita que el brazo de presión impulsor se coloque en el rodillo impulsor. Vuelva a empujar la perilla de ajuste del brazo de presión sobre el brazo de presión y ajuste (gire en sentido horario) la perilla de ajuste de presión hasta que el rodillo de presión aplique la fuerza suficiente en el alambre para evitar que se salga del ensamblaje impulsor. NOTA: Demasiada presión puede ocasionar problemas en la alimentación del alambre y se puede quemar el motor de alimentación de alambre.
5. Suelte el alambre.6. Quite la boquilla (K) y la pieza de contacto (L) del extremo del ensamblaje de la pistola (M).

17WWW.FORNEYIND.COM
7. Enchufe el CABLE DE ENTRADA DE ENERGÍA de la soldadora a una fuente de energía de CA. Fije los ajustes en el panel frontal según la tabla de configuración en la puerta del panel interior de la máquina soldadora, según el tamaño del alambre y de la pieza de trabajo.
8. Jale el gatillo de la pistola MIG para alimentar el alambre a través del ensamblaje de la pistola. Verifique si el rodillo impulsor se sale del alambre y aumente la presión de la perilla de ajuste del brazo de presión, si es necesario.
9. Cuando al menos 1 pulgada (2,54 cm) de alambre sobresale pasando el extremo de la pistola, suelte el gatillo.10. Deslice la pieza de contacto (L) sobre el alambre que sobresale del extremo de la pistola (M). Atornille la pieza
de contacto en el extremo de la pistola y ajuste firmemente con la mano. 11. Instale la boquilla (K) en el ensamblaje de la pistola.12. Corte el exceso de alambre que sobresale del extremo de la boquilla.13. Ajuste la presión impulsora del alambre con la perilla de ajuste del brazo de presión (G).
a. Gire la perilla de ajuste de presión impulsora del alambre en sentido horario, aumentando la presión impulsora hasta que el alambre parezca entrar suavemente sin salirse de lugar. NOTA: Si se aplica DEMASIADA presión, puede aplastar el alambre y crear problemas de alimentación de alambre. Si se aplica MUY POCA presión, el alambre se deslizará sobre los rodillos impulsores y no habrá alimentación de alambre.
b. Cuando la presión impulsora se fija de manera correcta, no debe haber deslizamientos entre el alambre y el rodillo impulsor. Pero si se produce una obstrucción a lo largo del trayecto de alimentación de alambre, el alambre se deslizará sobre el rodillo impulsor. Esto se puede controlar apretando el alambre entre los dedos con una fuerza moderada a medida que sale de la pistola. Si esto detiene la alimentación de alambre, incremente la presión hasta que el cable se alimente a través de sus dedos sin problemas.
14. Controle minuciosamente la tensión de su bobina: Después de la alimentación del alambre y de liberar el gatillo, el alambre que sale de la bobina no debería permanecer bajo tensión (en una línea recta de la bobina al ALIMENTADOR DE ALAMBRE [14]). Se debería aflojar un poco y tomar la curvatura que el alambre enrollado naturalmente retorna. Tampoco debería aflojarse demasiado, de manera que el alambre comience a aflojarse de la bobina.
CORRECTO INCORRECTO
MANTENGA LA PISTOLA RECTA. AL INSERTAR UN NUEVO ALAMBRE A TRAVÉS DEL REVESTIMIENTO, ASEGÚRESE DE QUE EL ALAMBRE TENGA UN CORTE LIMPIO (SIN REBABAS NI ÁNGULOS) Y QUE AL MENOS 1” (2,54 CM) DEL EXTREMO ESTÉ RECTO (SIN CURVAS). NO SEGUIR ESTAS INSTRUCCIONES PUEDE CAUSAR DAÑOS EN EL REVESTIMIENTO.
MIENTRAS VERIFICA QUE EL ALAMBRE SALGA CORRECTAMENTE DE LA PISTOLA, NO ACERQUE LA CARA A ESTA. PUEDE CORRER EL RIESGO DE SUFRIR LESIONES DEBIDO AL ALAMBRE SALIENTE. ¡NO ACERQUE LOS DEDOS AL MECANISMO DE ALIMENTACIÓN MIENTRAS TRABAJA! LOS RODILLOS EN MOVIMIENTO PUEDEN APLASTAR LOS DEDOS. REVISE LOS RODILLOS DE FORMA PERIÓDICA. REEMPLÁCELOS CUANDO ESTÉN GASTADOS Y COMPROMETAN LA ALIMENTACIÓN NORMAL DEL ALAMBRE.
CONFIGURE LA POLARIDAD PARA MIG (ALAMBRE SÓLIDO) O NÚCLEO DE FUNDENTE
Alambre sólido
Núcleo de fundente

18 WWW.FORNEYIND.COM
Ciclo de tarea y placa de datos de rendimiento
En la máquina, hay una placa que tiene todas las especificaciones operativas de su nueva unidad. En esa placa, también se indica el número de serie del producto.
La calificación del ciclo de tarea de una soldadora define cuánto tiempo el operador puede soldar y cuánto tiempo la soldadora debe reposar y enfriarse. El ciclo de tarea se expresa como un porcentaje de 10 minutos y representa el tiempo máximo permitido de soldadura. El equilibrio del ciclo de 10 minutos se requiere para el enfriamiento.
Por ejemplo, una soldadora tiene una calificación del ciclo de tarea del 30 % en el voltaje nominal de 90 A. Esto significa que con esa máquina, se puede soldar a un voltaje de 90 A durante tres (3) minutos de los 10 con los siete (7) minutos restantes requeridos para el enfriamiento. El ciclo de tarea de su nueva soldadora se puede encontrar en la placa de datos fijada a la máquina. Se ve como en el diagrama a continuación. En referencia a la muestra a continuación, la fila “X” enumera los porcentajes del ciclo de tarea mientras que la fila “I2” enumera el amperaje consumido correspondiente al ciclo de tarea. Varios ciclos de tareas en otros amperajes se enumeran en la placa de datos.
X 100%
I2 ##A
U2 ##.#V
X 100%
I2 ##A
U2 ##.#V
X 100%
I2 ##A
U2 ##.#V
min #A/min #V – max #A/max #V
Y% Z%
140 MP SER #:CSA-C22.2 NO 60-M1990UL551 (8 Ed.)
Uo=##.#V##A ##A
##.#V ##.#V
U1=120V I1max=##.#A I1eff=##.#A
min #A/min #V – max #A/max #V
Y% Z%
Uo=##.#V##A ##A
##.#V ##.#V
U1=120V I1max=##.#A I1eff=##.#A
min #A/min #V – max #A/max #V
Y% Z%
Uo=##.#V##A ##A
##.#V ##.#V
U1=120V I1max=##.#A I1eff=##.#A
IP21S
(Placa de datos de ejemplo)
Si se excede el ciclo de tarea de la soldadora, se activará el sistema de protección térmica y se apagarán todas las funciones de la soldadora. Después de enfriarse, el protector térmico se reiniciará automáticamente y se pueden reanudar las funciones de la soldadora. Este es un comportamiento normal y automático de la máquina y no requiere de ninguna acción del usuario. Sin embargo, debe esperar por lo menos diez minutos después de que se
Funcionamiento
Protección térmica interna

19WWW.FORNEYIND.COM
active el protector térmico antes de continuar con la soldadura. Debe hacer esto incluso si el protector térmico se reinicia solo antes de que pasen los diez minutos o puede experimentar un rendimiento inferior al ciclo de tarea especificado.
PRECAUCIÓN: NO EXCEDA REGULARMENTE EL CICLO DE TAREA; DE LO CONTRARIO, CAUSARÁ DAÑOS A LA SOLDADORA.
Un factor importante en la realización de una soldadura satisfactoria es la preparación. Esto incluye el estudio del proceso y los equipos y, a continuación, la práctica de la soldadura antes de intentar soldar un producto terminado. Debe haber un área de trabajo ordenada, segura, ergonómica, cómoda y bien iluminada a disposición del operador. El área de trabajo debe estar específicamente libre de todos los materiales inflamables y contar con un extintor de incendios y un cubo de arena.
Con el objetivo de prepararse de forma adecuada para la soldadura con su nueva soldadora, es necesario que realice lo siguiente:
• Lea las precauciones de seguridad al principio de este manual.
• Prepare un área de trabajo ordenada y bien iluminada.
• Proporcione una protección para los ojos y la piel del operador y las personas presentes en el área.
• Coloque la abrazadera de descarga a tierra en el metal sin recubrimiento a soldar, asegurándose de que haga buen contacto.
• Asegúrese de que la ranura del rodillo de alambre en el rodillo se corresponda con el diámetro y el tipo de alambre que usará.
• Enchufe la máquina a un tomacorriente adecuado.
• Abra por completo la válvula del cilindro de gas. Ajuste el regulador de presión de gas al caudal correcto. (No es aplicable para el proceso Stick [Con varilla] “SMAW”).
LA EXPOSICIÓN A UN ARCO DE SOLDADURA ES EXTREMADAMENTE PERJUDICIAL PARA LOS OJOS Y LA PIEL. LA EXPOSICIÓN PROLONGADA A UN ARCO DE SOLDADURA PUEDE CAUSAR CEGUERA Y QUEMADURAS. NUNCA ENCIENDA UN ARCO NI COMIENCE LA SOLDADURA, SALVO QUE ESTÉ DEBIDAMENTE PROTEGIDO. USE GUANTES DE SOLDADURA IGNÍFUGOS, CAMISA GRUESA DE MANGA LARGA, PANTALONES SIN DOBLADILLO, CALZADO DE CAÑA ALTA Y UN CASCO DE SOLDAR.
Se debe contar con algo de experiencia para ajustar y usar una soldadora MIG. Para soldar con una MIG, hay dos parámetros que resultan fundamentales: el voltaje de soldado y la velocidad de alimentación del alambre. La corriente de soldadura es el resultado de estos dos ajustes, pero está más directamente relacionado con la velocidad de alimentación del alambre.
• Configure el voltaje (PERILLA IZQUIERDA) (4) y la velocidad del alambre (PERILLA DERECHA) (5) en posiciones adecuadas según el espesor del material a soldar (Consulte “Cuadro de configuraciones de MIG”, página 79). La corriente de soldadura varía en función de la velocidad de alimentación del alambre. Para una velocidad del alambre baja (PERILLA DERECHA), la salida de corriente de soldadura será baja. Si se gira el control de velocidad de alimentación del alambre en sentido horario, esto aumentará la velocidad de alimentación del alambre y la corriente de soldadura. El voltaje de soldado se debería ajustar para que coincida con la velocidad de alimentación del alambre/la corriente de soldadura. Progresivamente seleccione posiciones de voltaje más alto a medida que incrementa la velocidad del alambre.
El aumento del voltaje de soldado conduce a un arco más largo (sin afectar la corriente significativamente). Por el contrario, un voltaje de soldado menor resulta en un arco más corto (nuevamente, la corriente no cambia significativamente). Un cambio en el diámetro del alambre deriva en parámetros distintos. Un alambre de diámetro más grande consumirá mayor corriente que un alambre de diámetro más pequeño a la misma velocidad de alimentación del alambre. Si se exceden determinados límites, no se podrá obtener una soldadura satisfactoria. Estos son:
1. Alimentar el cable demasiado rápido (velocidad demasiado alta con respecto al voltaje de soldado) ocasiona vibraciones en la pistola. Esto se debe a que el electrodo de alambre se sumerge en el charco de fusión y no puede derretirse lo suficientemente rápido.
2. Fijar el voltaje demasiado alto (demasiado alto con respecto a la velocidad de alimentación del alambre) provocará un arco excesivo e inestable. Si aumenta el voltaje aún más, la pieza de contacto se quemará.
Preparación de la soldadura
Factores a considerar para obtener los mejores resultados de la soldadura MIG

20 WWW.FORNEYIND.COM
3. La velocidad excesiva del alambre puede corregirse por medio del aumento del voltaje del arco. El límite de este ajuste depende del espesor del material que se va a soldar (sobrepasar determinado límite hará que se queme).
Coloque la pistola en la junta que desea soldar: el ángulo entre la pistola y la pieza de trabajo debe ser de aproximadamente 45º. La distancia entre la pistola y la pieza de trabajo debe ser entre 1/2” y 5/8” (1,27 cm y 1,59 cm). Baje la máscara protectora y presione el gatillo de la pistola para iniciar el arco. Una vez logrado el arco, mueva la boquilla lentamente de izquierda a derecha a lo largo de la junta. Ajuste la velocidad de alimentación del alambre hasta que el arco emita un sonido “crujiente” (la experiencia le ayudará a reconocer el sonido correcto).
Esta soldadora puede trabajar con alambre de acero sólido de 0,023” a 0,030” (0,6 a 0,8 mm) de diámetro; alambre de acero inoxidable de 0,023” a 0,030” (0,6 a 0,8 mm) de diámetro (soldadura MIG, “GMAW”) y alambre con núcleo de fundente de 0,030” (0,8 mm) de diámetro (alambre con núcleo de fundente, “FCAW”). Para FCAW, se recomienda ENFÁTICAMENTE el alambre de 0,030” (0,8 mm).
Seleccione el gas de protección adecuado según el material a soldar y el alambre utilizado. La siguiente tabla puede brindarle algunas indicaciones útiles:
METAL GAS NOTAAcero suave CO2
Argón + CO2Argón + CO2 + Oxígeno
El argón controla las salpicaduras.El oxígeno mejora la estabilidad del arco.
Acero inoxidable Argón + CO2 + Oxígeno Argón + Oxígeno
Estabilidad del arco. Salpicaduras mínimas.
Cobre, níquel y aleaciones Argón
Argón + Helio
Apropiado para calibres bajos debido a la baja fluidez del baño de fusión de soldadura.Entrada de mayor calor apropiada para secciones gruesas
NOTA: ESTA MÁQUINA NO ES UNA FUENTE DE ENERGÍA ADECUADA PARA SOLDAR ALUMINIO.
• Coloque el INTERRUPTOR SELECTOR (1) de procesos ubicado en el panel delantero en la primera posición.
• Enrosque la pistola MIG en la TOMA DE CONEXIÓN TIPO EUROPEA (6).
• Conecte el PUENTE DE POLARIDAD DEL ELECTRODO MIG (9) al ENCHUFE DINSE apropiado: o Soldadura de alambre con núcleo fundente (FCAW): Puente a ENCHUFE DINSE NEGATIVO (-) (7). o Soldadura MIG (GMAW): Puente a ENCHUFE DINSE POSITIVO (+) (8).
• Conecte el cable de conexión a tierra en la TOMA TIPO DINSE: o Soldadura con alambre con núcleo de fundente (FCAW): cable de descarga a tierra a la TOMA TIPO DINSE POSITIVA (+) (8). o Soldadura MIG (GMAW): cable de descarga a tierra a la TOMA TIPO DINSE NEGATIVA (-) (7).
• Asegúrese de que la abrazadera de descarga a tierra tenga una buena conexión con la pieza de trabajo y que esté conectada a un metal limpio y sin recubrimiento (ni oxidado ni pintado).
• Cargue la bobina de alambre dentro del gabinete y aliméntelo a través del ALIMENTADOR DE ALAMBRE (14) a la pistola (consulte “Instalación del alambre para soldar”, página 74).
• Encienda la unidad con el INTERRUPTOR ON/OFF (ENCENDIDO/APAGADO) (11).
• Presione el gatillo de la pistola para cargar el alambre a través de esta.
• Ajuste los parámetros de soldadura: 1. Ajuste la velocidad de alimentación del alambre con la PERILLA DERECHA (5). 2. Ajuste el voltaje de arco con la PERILLA IZQUIERDA (4).
• (Solo GMAW) Encienda el cilindro de gas, jale del gatillo para verificar el flujo de gas y ajuste la velocidad de flujo.
• Acerque la pistola a la pieza de trabajo y presione el gatillo.
Selección del alambre para soldar
Selección del gas
Configuración para la soldadura MIG (GMAW) y alambre con núcleo de fundente (FCAW)

21WWW.FORNEYIND.COM
Perilla de regulación Perilla izquierda
Perilla derecha
Perilla izquierda
Perilla derecha
Perilla izquierda
Perilla derecha
Perilla izquierda
Perilla derecha
Perilla izquierda
Perilla derecha
Acero suave
75 % Ar + 25 % CO2
0,23” (0,6 mm) ER70S-6 3 4 8 9 10 10 10 10 – –
0,030” (0,8 mm) ER70S-6 1 2 3 4 6 7 8 9 10 9
Sin gas (Alambre con
núcleo de fundente)
0,030” (0,8 mm) E71T-GS
1 1 3 3 5 5 7 7 10 10
Acero
inoxidable
90 % He + 7,5 % Ar
+ 2,5 % CO2
0,030” (0,8 mm) ER308L
7 6 8 9 10 10 – – – –
NO PUEDE SOLDAR ALUMINIO
MATERIAL(Alambre) GAS ALAMBRE ø
ESPESOR DEL MATERIAL
Calibre 220,030” (0,8 mm)
Calibre 161/16” (1,6 mm)
1/8” (3 mm) 3/16” (5 mm) 1/4” (6 mm)
CUADRO DE CONFIGURACIONES DE MIG DE 140 MP
• Coloque el INTERRUPTOR SELECTOR (1) de procesos ubicado en el panel delantero en la posición media.
• Retire el PUENTE DE POLARIDAD DEL ELECTRODO MIG (9) de las tomas tipo Dinse POSITIVA (+) y NEGATIVA (-) (8 y 7).
• Revise el embalaje del electrodo para determinar si la polaridad es la recomendada y conecte el portaelectrodo y la abrazadera de descarga a tierra a las tomas tipo Dinse POSITIVA (+) y NEGATIVA (8 y 7), respectivamente.
• Asegúrese de que la abrazadera de descarga a tierra tenga una buena conexión con la pieza de trabajo y que esté conectada a un metal limpio y sin recubrimiento (ni oxidado ni pintado).
• Encienda la unidad con el INTERRUPTOR ON/OFF (ENCENDIDO/APAGADO) (11).
• Configure el amperaje con la PERILLA IZQUIERDA (4).
Perilla de regulación Perilla izquierda Perilla izquierda Perilla izquierda Perilla izquierda
Acero suave
E6010 – – 6 a 9 10
E6011, E6013, E6014
2 a 5 5 a 8 6 a 9 10
E7018 – – 8 a 10 10
Acero inoxidable E308L – – 7 a 10 8 a 10
NO PUEDE SOLDAR ALUMINIO
MATERIAL(Alambre)
TIPO DE ELECTRODO
DIÁMETRO DEL ELECTRODO
1/16” (1,6 mm) 5/64” (2 mm) 3/32” (2,4 mm) 1/8” (3 mm)
CUADRO DE CONFIGURACIONES DE STICK (CON VARILLA) DE 140 MP
Configuración del equipo para soldadura TIG (GTAW):
Se recomienda utilizar Lanthanated Tungsten 1/16” o 3/32” (1,59 mm o 2,38 mm) (como máximo).
ADVERTENCIA: LA PISTOLA TIG SIEMPRE TIENE ENERGÍA ELÉCTRICA (CALIENTE). Tenga cuidado y asegúrese de que la pistola TIG no esté en contacto con o cerca de materiales conductores o conectados a tierra.
• Coloque el INTERRUPTOR SELECTOR (1) de procesos ubicado en el panel delantero a la última posición.• Retire el PUENTE DE POLARIDAD DEL ELECTRODO MIG (9) de las tomas tipo Dinse POSITIVA (+) y NEGATIVA
(-) (8 y 7).• Conecte el cable de la antorcha TIG al TOMA TIPO DINSE NEGATIVA (-) (7) de la soldadora.• Conecte el conector del cable de descarga a tierra al TOMA TIPO DINSE POSITIVA (+) (8) de la soldadora.
Configuración para soldadura STICK (Con varilla) (SMAW)
Configuración para soladura TIG (GTAW) con arco de elevación

22 WWW.FORNEYIND.COM
• Asegúrese de que la abrazadera de descarga a tierra tenga una buena conexión con la pieza de trabajo y que esté conectada a un metal limpio y sin recubrimiento (ni oxidado ni pintado).
• Conecte la línea de gas de la antorcha TIG al regulador de gas (gas de argón únicamente).
EL FLUJO DE GAS SE CONTROLA DE FORMA MANUAL CON LA PERILLA DE LA ANTORCHA TIG. USE ÚNICAMENTE GAS INERTE (ARGÓN).ENCIENDA EL GAS DEL REGULADOR DE GAS, ABRA LA VÁLVULA DEL MANGO DE LA ANTORCHA Y VERIFIQUE EL FLUJO DE GAS Y AJUSTE LA VELOCIDAD DE FLUJO SEGÚN SEA NECESARIO.• Fije el electrodo de tungsteno para que sobresalga aproximadamente ¼ de pulgada (6,35 mm) de la boquilla
de la antorcha.
• Asegúrese de que la antorcha TIG no esté en contacto con materiales conductores.
• Encienda la unidad con el INTERRUPTOR ON/OFF (ENCENDIDO/APAGADO) (11).
• Configure el amperaje con la PERILLA IZQUIERDA (4).
• Abra la válvula de gas del mango de la antorcha.
• Inicie el arco de soldadura con una técnica de arco de elevación.
• Cierre la válvula de gas del mango de la antorcha una vez que se haya completado el flujo posterior a la soldadura.
RECUERDE CERRAR LA VÁLVULA DEL CILINDRO DE GAS INMEDIATAMENTE DESPUÉS DE TERMINAR CON LA SOLDADURA.
Perilla de regulación Perilla izquierda Perilla izquierda Perilla izquierda Perilla izquierda
Acero suave 100 % argón 1/16” (1,6 mm) 1 a 3 4 a 6 6 a 8 8 a 10
NO PUEDE SOLDAR ALUMINIO
MATERIAL(Alambre) GAS
ELECTRODO DE TUNGSTENO
ø
ESPESOR DEL MATERIAL
Calibre 220,030” (0,8 mm)
Calibre 161/16” (1,6 mm) 1/8” (3 mm) 3/16” (5 mm)
CUADRO DE CONFIGURACIONES DE TIG DE 140 MP
Consejos para soldar:• Siempre suelde material limpio, seco y bien preparado.
• Sostenga la pistola en un ángulo de 45° con respecto a la pieza de trabajo con la boquilla a aproximadamente 1/2” (1,27 mm) de la superficie.
• Mueva la pistola en forma pareja y constante a medida que suelda.
• Evite soldar en áreas muy expuestas a corrientes de aire. Si el aire sopla el gas protector para soldar, se obtendrá una soldadura débil, picada y porosa.
• Mantenga el alambre y el revestimiento limpios. No use alambre oxidado.
• Se debe evitar que el alambre para soldar se doble o tuerza mientras suelda.
Esta soldadora requiere un servicio mínimo, siempre y cuando se sigan unos pasos muy simples para mantenerla adecuadamente.1. Mantenga la tapa del gabinete cerrada en todo momento, salvo que se necesite cambiar el alambre o la
presión impulsora necesite ajuste.2. Mantenga todos los consumibles (piezas de contacto, boquillas y revestimiento) limpios y reemplácelos cuando
sea necesario. Consulte “Mantenimiento de los consumibles” (a continuación) y “Solución de problemas” (página 83) para obtener información detallada.
3. Reemplace el CABLE DE ENTRADA DE ENERGÍA (12), el cable de descarga a tierra, la abrazadera de descarga a tierra o el ensamblaje de la pistola cuando estén dañados o desgastados.
4. Evite direccionar partículas molidas hacia la soldadora. Estas partículas conductoras se pueden acumular dentro de la máquina y ocasionar daños severos.
Mantenimiento y servicio técnicoMantenimiento general

23WWW.FORNEYIND.COM
5. Limpie periódicamente el polvo, la suciedad, la grasa, etc. de su soldadora. Cada seis meses o cuando sea necesario, quite los paneles laterales de la soldadora y utilice aire comprimido para soplar el polvo y la suciedad que se haya acumulado en el interior de la soldadora.
6. De ser posible, utilice aire comprimido para limpiar el revestimiento en forma periódica, en especial al cambiar las bobinas de alambre.
ADVERTENCIA: DESCONECTE LA FUENTE DE ENERGÍA CUANDO LLEVA A CABO ESTA OPERACIÓN.7. El rodillo impulsor de alimentación de alambre, con el tiempo, se desgastará durante el uso normal. Con la
presión correcta, el rodillo de conducción debe alimentar el cable sin salirse de lugar. Si las ranuras en el rodillo impulsor de alimentación de alambre están lo suficientemente desgastadas como para que el rodillo de conducción y el rodillo impulsor de alimentación de alambre hagan contacto cuando el alambre está entre estos, se debe reemplazar el rodillo impulsor de alimentación de alambre.
8. Revise todos los cables en forma periódica. Estos deben estar en buenas condiciones y sin quebraduras.
ADVERTENCIA: ¡LAS DESCARGAS ELÉCTRICAS PUEDEN CAUSAR LA MUERTE! Tenga en cuenta que cuando el INTERRUPTOR ON/OFF (ENCENDIDO/APAGADO) (11) está apagado, este no desconecta la energía eléctrica de todos los circuitos internos de la soldadora. Para reducir el riesgo de descarga eléctrica, siempre desenchufe la soldadora de la fuente de energía de CA antes de quitar los paneles laterales y espere varios minutos para que la energía eléctrica se descargue.
ES MUY IMPORTANTE REALIZAR TAREAS DE MANTENIMIENTO EN LOS CONSUMIBLES PARA EVITAR LA NECESIDAD DE REEMPLAZO PREMATURO DEL ENSAMBLAJE DE LA PISTOLA.MANTENIMIENTO DE LA PIEZA DE CONTACTO:La PIEZA DE CONTACTO se utiliza para la transferencia de corriente de soldadura al alambre para soldar mientras que permite que el alambre pase a través de ella sin problemas.Siempre utilice una pieza de contacto estampada con el mismo diámetro que el alambre que se usará. 1. Si el alambre se quema en la punta, quite la punta de la pistola y limpie el orificio que lo atraviesa con una
broca o un limpiador de puntas de antorchas de oxígeno-acetileno. Si el alambre quemado no se puede quitar, se deberá reemplazar la punta.
2. Con el uso prolongado en el tiempo, este orificio se desgastará. Un mayor desgaste del orificio ocasiona una mayor resistencia en la transferencia de corriente desde la pieza de contacto al alambre. Esto dará lugar a un arco menos estable y su encendido se dificultará.
PRECAUCIÓN: ¡MANTENGA LA BOQUILLA LIMPIA!Durante el proceso de soldadura, se acumulan salpicaduras y escoria dentro de la boquilla y deben limpiarse periódicamente. La falta de limpieza o el reemplazo de la boquilla de manera oportuna causarán daños en el extremo frontal del ensamblaje de la pistola, y eso no se puede reemplazar. Como consecuencia de este descuido, se podría tener que reemplazar todo el ensamblaje de la pistola.Si no se mantiene la boquilla limpia de forma adecuada, puede dar lugar a los siguientes problemas:Hay cortocircuito en una boquilla cuando la acumulación de salpicaduras abarca el aislamiento de la boquilla permitiendo que la corriente de soldadura fluya a través de ella, así como también la pieza de contacto. Cuando esto sucede, la boquilla extraerá corriente de soldadura del alambre cada vez que haga contacto con la pieza de trabajo con conexión a tierra. Esto produce soldaduras erráticas y menor penetración. Además, una boquilla en cortocircuito recalienta el extremo de la pistola lo que puede dañar el extremo frontal de la pistola.PRUEBA DE CORTOCIRCUITO EN LA BOQUILLACuando se forma un arco eléctrico entre la boquilla y la pieza de trabajo, siempre significa que hay cortocircuito en la boquilla, pero esto puede ser difícil de detectar a través de la lente de un casco de soldar. El siguiente método de prueba es otra forma de saber si hay cortocircuito en la boquilla.Con la soldadora desconectada de la fuente de energía de CA, toque con las sondas de un ohmímetro o comprobador de continuidad el extremo de la pieza de contacto y el exterior de la boquilla. Si hay alguna indicación de continuidad, hay cortocircuito en la boquilla. Limpie o reemplace la boquilla, según sea necesario.
Mantenimiento de los consumibles

24 WWW.FORNEYIND.COM
La siguiente es una tabla de solución de problemas proporcionada para ayudarle a determinar una posible reparación cuando tenga un problema con su soldadora.Esta tabla no proporciona todas las soluciones posibles, solamente se han considerado las fallas más comunes.
PROBLEMA CAUSA POSIBLE SOLUCIÓN POSIBLE
Hay alimentación de alambre, pero no hay arco.
Conexión débil o mala conexión a tierra. Verifique la conexión del cable de descarga a tierra con la abrazadera de descarga a tierra. De ser necesario, ajuste la conexión del cable a la abrazadera de descarga a tierra. Asegúrese de que la conexión entre la abrazadera de descarga a tierra y la pieza de trabajo sea buena y que esté conectada a un metal limpio y sin recubrimiento (ni oxidado ni pintado).
El gatillo no se dispara mientras el alambre está en contacto con la pieza de trabajo.
Jale del gatillo mientras está en contacto con la pieza de trabajo. La máquina no realiza el arco, salvo que se haya jalado el gatillo.
El arco funciona, pero no hay alimentación de alambre.
No hay presión en el rodillo impulsor; presión excesiva o insuficiente en el rodillo impulsor.
Ajuste la presión impulsora. Consulte “Instalación del alambre para soldar”, página 74.
La bobina de alambre está vacía. Verifique si el cable está en su lugar y, de ser necesario, reemplácelo.
No hay arco ni alimentación de alambre. El ventilador funciona normalmente (se puede escuchar).
El gatillo de la pistola no se está jalando o no está haciendo contacto.
Jale del gatillo mientras está en contacto con la pieza de trabajo. La máquina no realiza el arco, salvo que se haya jalado el gatillo. Oprima el gatillo POR COMPLETO hasta que se deje de mover en la pistola.
Se excedió el ciclo de tarea, se activó el protector térmico.
Permita que la soldadora se enfríe al menos 10 minutos con la máquina en la posición ON (Encendido) (observe y mantenga el ciclo de tarea correcto).
Flujo de aire insuficiente que hace que la máquina se sobrecaliente antes de alcanzar el ciclo de tarea.
Verifique que no haya obstrucciones que bloqueen el flujo de aire y asegúrese de que haya 12 pulgadas (30,48 cm) de espacio libre entre cualquier obstáculo y las ventilaciones en todos los lados de la máquina.
No hay arco ni alimentación de alambre. El ventilador NO funciona (no se puede escuchar).
No hay voltaje o el suministro de voltaje a la soldadora es incorrecto.
Asegúrese de que la máquina esté enchufada. Verifique el estado del INDICADOR LED DE VOLTAJE DE ENTRADA (2). Debería estar iluminado. Verifique el voltaje de su tomacorriente. Si es un 10 % inferior o superior a 120 V, llame a un electricista calificado.
El INTERRUPTOR ON/OFF (ENCENDIDO/APAGADO) (11) está en la posición OFF (APAGADO).
Lleve el INTERRUPTOR ON/OFF (ENCENDIDO/APAGADO) a la posición ON (ENCENDIDO).
El disyuntor se disparó. Asegúrese de reiniciar el disyuntor. No utilice la máquina en un tomacorriente GFI.
Solución de problemas

25WWW.FORNEYIND.COM
PROBLEMA CAUSA POSIBLE SOLUCIÓN POSIBLE
La soldadura no penetra o la salida es baja.
Los parámetros de soldadura son muy bajos.
Ajuste los parámetros de soldadura.
Cable de extensión muy largo o inadecuado.
Utilice un cable de extensión adecuado (cable AWG Nro.12 o más denso, no más de 25 pies (7,62 m) de largo. Consulte “Cables de extensión”, página 71.
Alambre de tamaño o tipo incorrecto. Utilice un alambre de 0,023 pulgadas (0,6 mm) o 0,030 pulgadas (0,8 mm). Consulte “Selección del alambre para soldar”, página 79. Utilice un alambre de ER70S-6 o un alambre con núcleo de fundente autoprotegido E71T-GS.
Una mala conexión a tierra o una mala conexión de la pistola.
Vuelva a colocar la abrazadera y verifique la conexión del cable a la abrazadera. Verifique la conexión del cable de descarga a tierra, la pistola y el PUENTE DE POLARIDAD DEL ELECTRODO MIG (9).
Pieza de contacto de tamaño incorrecto o desgastada.
Utilice una pieza de contacto con el alambre correspondiente de 0,023 pulgadas (0,6 mm) o 0,030 pulgadas (0,8 mm). Reemplace la pieza de contacto si está desgastada.
Entrada de energía demasiado baja. Que un electricista calificado verifique el voltaje de su tomacorriente. Si el voltaje es el adecuado, verifique que el cableado del circuito sea suficiente para 20 A.
El alambre sobresale demasiado. Disminuya el sobresaliente (la cantidad de alambre que sobresale de la pieza de contacto).
El motor de alimentación funciona, pero no hay alimentación de alambre.
Presión insuficiente en el rodillo impulsor de alimentación.
Reemplace el motor de alimentación de alambre.
Rebaba en el extremo del alambre. Vuelva a cortar el alambre para que quede en recto sin dejar rebabas.
Revestimiento bloqueado o dañado. Limpie con aire comprimido o reemplace el revestimiento.
El alambre se atasca o se “enreda” en el rodillo impulsor.
Demasiada presión en el rodillo impulsor. Ajuste la presión impulsora. Consulte “Instalación del alambre para soldar”, página 74.
Pieza de contacto obstruida o dañada. Reemplace la pieza de contacto.
Retroceso del alambre hacia la pieza de contacto.
La velocidad de alimentación del alambre está configurada demasiado baja para la configuración de voltaje que se está utilizando.
Incremente la velocidad de alimentación del alambre (gire la PERILLA DERECHA [5] en sentido horario).
El alambre sobresale muy poco. Incremente el sobresaliente (la cantidad de alambre que sobresale de la pieza de contacto).
Pieza de contacto de tamaño incorrecto. Use la pieza de contacto del tamaño correcto.
Pieza de contacto obstruida o dañada. Reemplace la pieza de contacto.

26 WWW.FORNEYIND.COM
PROBLEMA CAUSA POSIBLE SOLUCIÓN POSIBLE
La abrazadera de descarga a tierra, el cable de descarga a tierra o el alambre para soldar se calientan.
Conexión débil o mala conexión a tierra. Verifique la conexión de la abrazadera de descarga a tierra y de la pistola a la máquina.
Verifique la conexión del PUENTE DE POLARIDAD DEL ELECTRODO MIG (9).
Verifique la conexión del cable de descarga a tierra con la abrazadera de descarga a tierra. De ser necesario, ajuste la conexión del cable a la abrazadera de descarga a tierra.
Asegúrese de que la conexión entre la abrazadera de descarga a tierra y la pieza de trabajo sea buena y que esté conectada a un metal limpio y sin recubrimiento (ni oxidado ni pintado).
La boquilla de la pistola se arquea en la superficie de trabajo.
Acumulación de escoria dentro de la boquilla o la boquilla está obstruida.
Limpie o reemplace la boquilla, según sea necesario.
Disparos frecuentes del disyuntor.
La máquina está consumiendo demasiado amperaje debido al uso de un tamaño de alambre más grande.
Utilice el alambre más pequeño posible para esta soldadora. Se recomienda enfáticamente un alambre de 0,030 pulgadas (0,8 mm).
La máquina no es la única pieza del equipamiento eléctrico en el circuito.
Asegúrese de que la soldadora esté en un circuito específico o que sea lo único enchufado en el circuito.
El disyuntor no es el correcto o no es suficiente para utilizar con esta máquina.
Verifique que el disyuntor para el circuito es un disyuntor de retardo (retardador) de 20 A. De no ser así, que un electricista calificado le instale los disyuntores adecuados.
El alambre hace que la pistola se retraiga de la pieza de trabajo.
Está sosteniendo la pistola demasiado lejos de la pieza de trabajo.
Sostenga la pistola a la distancia correcta.

27WWW.FORNEYIND.COM
PROBLEMA CAUSA POSIBLE SOLUCIÓN POSIBLE
Soldaduras de baja calidad.
Gas insuficiente en el área de soldado. Verifique que no haya corrientes de aire que estén soplando el gas y, de ser el caso, trasládese a un área de soldado más resguardada. De otro modo, verifique el medidor de contenidos del cilindro de gas, la configuración del regulador y el funcionamiento de la válvula de gas.
Pieza de trabajo oxidada, pintada, con aceite o grasa.
Cerciórese de que la pieza de trabajo esté limpia y seca.
Alambre oxidado o sucio. Cerciórese de que el alambre esté limpio y seco.
Contacto a tierra o con la pistola deficiente.
Verifique la conexión de la abrazadera de descarga a tierra/pieza de trabajo y todas las conexiones a la máquina, incluida la conexión del PUENTE DE POLARIDAD DEL ELECTRODO MIG (9).
Combinación gas/alambre incorrecta. Revise “Selección del gas”, página 79 y los Cuadros de configuraciones en la cubierta del gabinete de la soldadora o en las páginas 79 a 81 para una correcta combinación.
Depósito de soldadura “delgado” e incompleto.
Se movió la pistola sobre la pieza de trabajo demasiado rápido.
Mueva la pistola más despacio.
Mezcla de gases incorrecta. Consulte “Selección del gas”, página 79.
Depósito de soldadura demasiado espeso.
Se movió la pistola sobre la pieza de trabajo demasiado lento.
Mueva la pistola más rápido.
Voltaje/amperaje de soldadura demasiado bajo.
Aumente el voltaje/amperaje de soldadura.
Se dificulta el encendido del arco (TIG/STICK [Con varilla]).
El amperaje es muy bajo. Incremente los parámetros de amperaje.
El arco es errante (TIG). El electrodo de tungsteno es demasiado largo.
Utilice un electrodo de tungsteno más pequeño.
Ningún INDICADOR led se ilumina y nada funciona en la soldadora.
La máquina no está ENCENDIDA. ENCIENDA la máquina con el INTERRUPTOR ON/OFF (ENCENDIDO/APAGADO).
No hay entrada de energía. Asegúrese de que la máquina esté enchufada.
Verifique que no se haya disparado el interruptor. Reinicie la máquina, de ser necesario.
Verifique la potencia de salida desde el tomacorriente.

28 WWW.FORNEYIND.COM
PROBLEMA CAUSA POSIBLE SOLUCIÓN POSIBLE
Ambos INDICADORES DE LED están iluminados y no hay potencia de salida desde la soldadora.
Se excedió el ciclo de tarea, se activó el protector térmico.
Permita que la soldadora se enfríe al menos 10 minutos con la máquina en la posición ON (Encendido) (observe y mantenga el ciclo de tarea correcto). El INDICADOR LED DE SOBRECARGA TÉRMICA/FALLA (3) se debería apagar una vez que la máquina se haya enfriado.
Flujo de aire insuficiente que hace que la máquina se sobrecaliente antes de alcanzar el ciclo de tarea.
Verifique que no haya obstrucciones que bloqueen el flujo de aire y asegúrese de que haya 12 pulgadas (30,48 cm) de espacio libre entre cualquier obstáculo y las ventilaciones en todos los lados de la máquina.
El suministro de voltaje a la máquina es incorrecto.
Verifique el voltaje de su tomacorriente. Si es un 10 % inferior o superior a 120 V, llame a un electricista calificado.
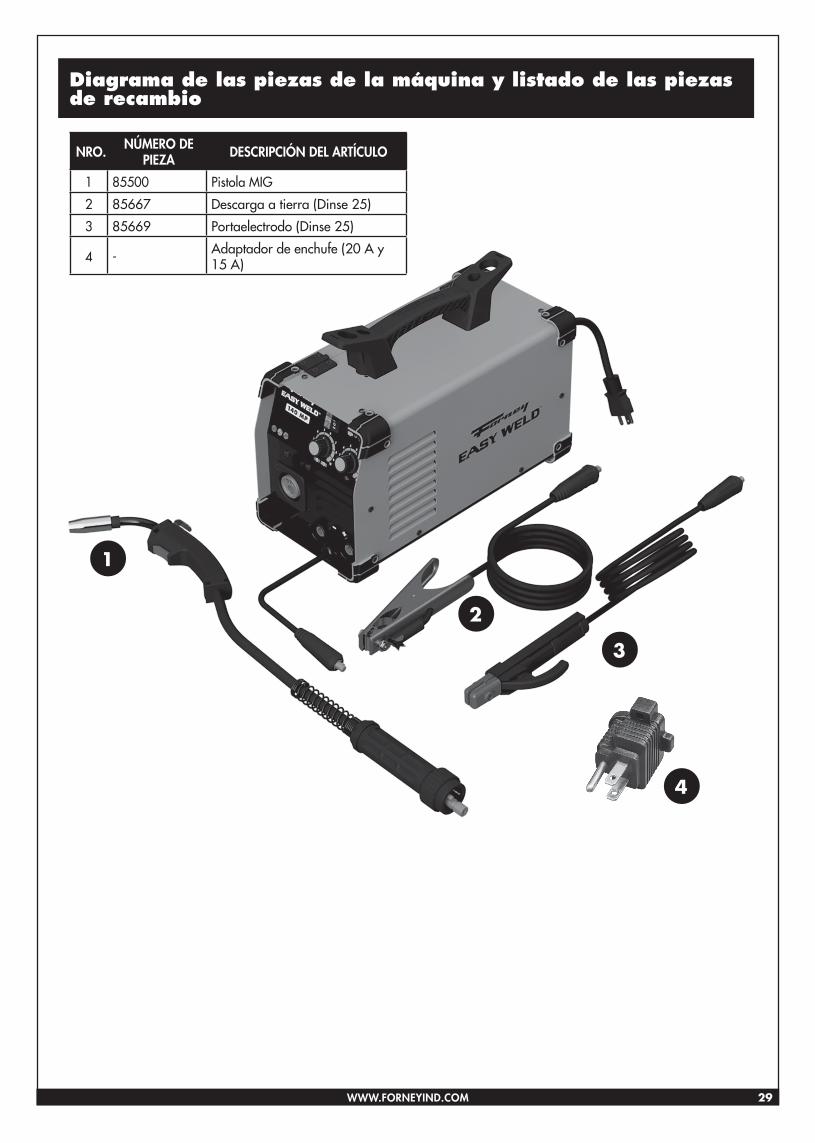
29WWW.FORNEYIND.COM
NRO. NÚMERO DE PIEZA DESCRIPCIÓN DEL ARTÍCULO
1 85500 Pistola MIG
2 85667 Descarga a tierra (Dinse 25)
3 85669 Portaelectrodo (Dinse 25)
4 - Adaptador de enchufe (20 A y 15 A)
Diagrama de las piezas de la máquina y listado de las piezas de recambio
1
2
3
4
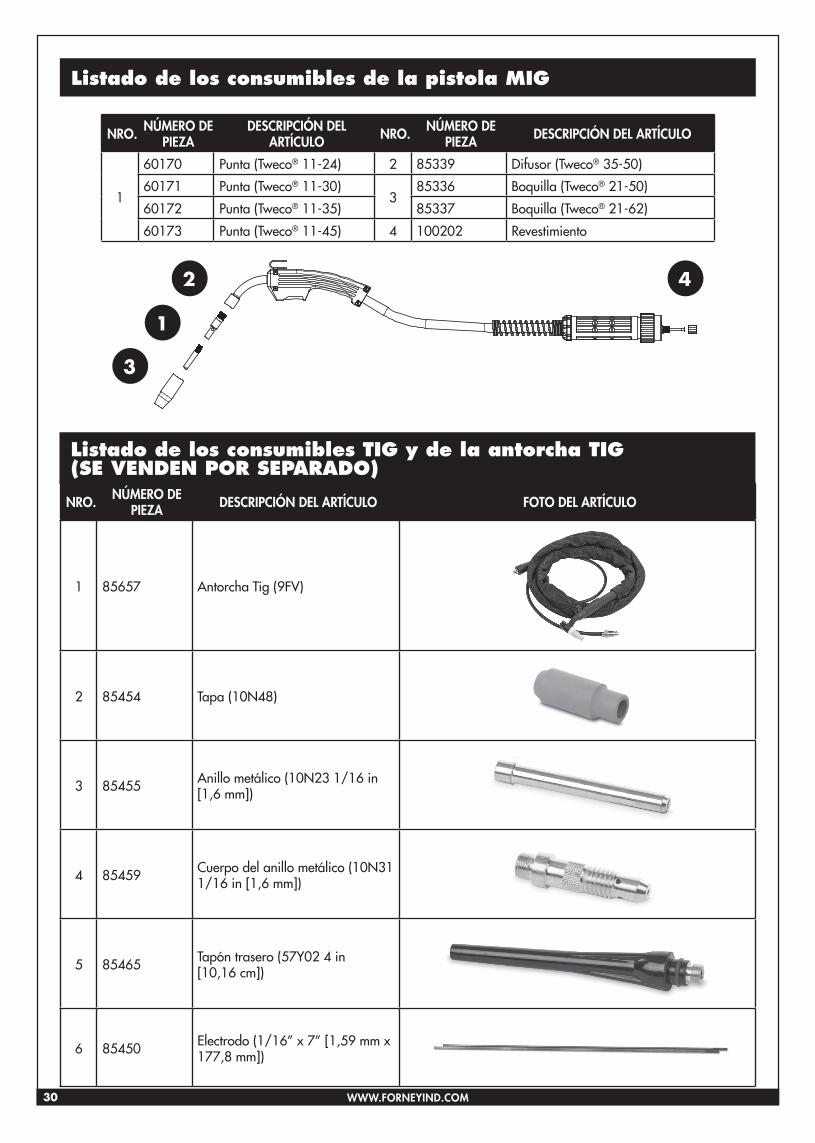
30 WWW.FORNEYIND.COM
NRO. NÚMERO DE PIEZA
DESCRIPCIÓN DEL ARTÍCULO NRO. NÚMERO DE
PIEZA DESCRIPCIÓN DEL ARTÍCULO
1
60170 Punta (Tweco® 11-24) 2 85339 Difusor (Tweco® 35-50)
60171 Punta (Tweco® 11-30)3
85336 Boquilla (Tweco® 21-50)
60172 Punta (Tweco® 11-35) 85337 Boquilla (Tweco® 21-62)
60173 Punta (Tweco® 11-45) 4 100202 Revestimiento
3
1
2 4
Listado de los consumibles de la pistola MIG
NRO. NÚMERO DE PIEZA DESCRIPCIÓN DEL ARTÍCULO FOTO DEL ARTÍCULO
1 85657 Antorcha Tig (9FV)
2 85454 Tapa (10N48)
3 85455 Anillo metálico (10N23 1/16 in [1,6 mm])
4 85459 Cuerpo del anillo metálico (10N31 1/16 in [1,6 mm])
5 85465 Tapón trasero (57Y02 4 in [10,16 cm])
6 85450 Electrodo (1/16” x 7” [1,59 mm x 177,8 mm])
Listado de los consumibles TIG y de la antorcha TIG (SE VENDEN POR SEPARADO)

31WWW.FORNEYIND.COM
_______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Notas del usuario

Forney Industries, Inc.2057 Vermont Drive
Fort Collins, CO 80525800-521-6038
www.forneyind.com






![ÁCIDO ÚRICO Liquiform 140 Instrucciones de Uso · reacción del punto final en muestras de sangre, orina y líquidos (amnióticoysinovial). [Sol parausodiagnósticoinvitro]amente](https://static.fdocuments.ec/doc/165x107/5ba8fa4109d3f2f51d8b7743/acido-urico-liquiform-140-instrucciones-de-uso-reaccion-del-punto-final-en.jpg)