INCINERACIÓN DE COMPUESTOS ORGÁNICOS …148.206.53.84/tesiuami/UAMI12032.pdf · colorante,...
63
1 UNIDAD IZTAPALAPA PROYECTO INCINERACIÓN DE COMPUESTOS ORGÁNICOS VOLÁTILES (COVs) Licenciatura en Ingeniería Química (Div. CBI) ALUMNOS: Rocío Minerva Morales Resendiz Ibis Peña Pérez Ignacio Jaimez Sandoval ASESOR: Dr. Tomás Viveros García LUGAR DE REALIZACION: Universidad Autónoma Metropolitana (Iztapalapa) PERIODO DE REALIZACION: Mayo del 2003 a Mayo del 2004 __________________________ Firma del asesor
Transcript of INCINERACIÓN DE COMPUESTOS ORGÁNICOS …148.206.53.84/tesiuami/UAMI12032.pdf · colorante,...
1
UNIDAD IZTAPALAPA
PROYECTO
INCINERACIÓN DE COMPUESTOS ORGÁNICOS VOLÁTILES (COVs)
Licenciatura en Ingeniería Química (Div. CBI)
ALUMNOS:Rocío Minerva Morales ResendizIbis Peña PérezIgnacio Jaimez Sandoval
ASESOR:Dr. Tomás Viveros García
LUGAR DE REALIZACION:Universidad Autónoma Metropolitana (Iztapalapa)
PERIODO DE REALIZACION:Mayo del 2003 a Mayo del 2004
__________________________Firma del asesor
2
INDICE
Introducción…………………………………………………………………………….. 4
Fundamentos teóricos…………………………………………………………………… 5
Estequimetría de la reacción…………………………………………………………….. 7
Justificación del proyecto…………………………………………………………..…… 8
Tecnologías establecidas……………………………………………………………....…. 9
Antecedentes bibliográficos……………………………………………………………… 11
Localización de la planta…………………………………………………………………. 11
Objetivo General…………………………………………………………….……………. 12
Objetivo particular……………………………………………………………………….... 12
Experimentación
Actividad experimental No. 1 (Deficiencia de O2)……………………………….... 12
Esquema del equipo utilizado……………………………………………..……….. 12
Actividad experimental No. 2 (Exceso de O2)……………………………………... 14
Análisis y discusión de los resultados experimentales………………………………….….. 15
Deficiencia de O2
Contribución del lantano a la actividad del catalizador…………………………..… 16
Variación del tratamiento térmico al catalizador………………………………….... 17
Catalizadores bimetálicos………………………………………………………..…. 19
Utilización de solventes en la preparación del precursor metálico…………………. 19
Exceso de O2.......................................................................................................................... 20
Comparación entre ambas reacciones………………………………………………………. 22
Oxidación de otros hidrocarburos…………………………………………………………… 25
3
Cinética de la reacción……………………………………………………………………. 26
Energía de activación (Ea) y factor pre-exponencial (A)………………………………… 26
Reactor catalítico…………………………………………………………………………. 27
Intercambiador de calor…………………………………………………………..……… 28
Esquema final de la planta………………………………………………………….……. 29
Costo de los equipos……………………………………………………………………. 30
Conclusiones…………………………………………………………………………….. 31
Apéndice 1-8………………………………………………………………………… 31-59
Bibliografía……………………………………………………………………………… 60
4
INTRODUCCION
Durante las últimas décadas se ha incrementado el interés por la protección del medio ambientepor parte de los gobiernos y de las empresas industriales. Dentro de la contaminación del medioambiente, la producida por los compuestos orgánicos volátiles (COVs) es una de las principales.Algunos de estos compuestos son tóxicos en sí mismos, mientras que otros, la mayoría, sonprecursores en la formación de ozono. Bajo la influencia de la luz solar los COVs y los NOxreaccionan formando una mezcla compleja, la cual es referida como smog fotoquímico. Unadisminución de los COVs, puede prever la ocurrencia del smog fotoquímico y la formación delO3 en la atmósfera. Estos compuestos presentan una alta presión de vapor, a temperaturaambiente, mayor de 0,0007 atm y cuyo punto de ebullición es inferiores a 100 ºC. Los materialescon puntos de ebullición más altos se evaporan con bastante lentitud hacia la atmósfera, a menosque se calienten, y por consiguiente, es menos probable que se conviertan en parte de losproblemas referentes a los COVs.
Los COVs forman la mayor parte de las emisiones de los procesos industriales; de los 187compuestos regulados bajo la “Clean Air Act Amendement”, en 1990, 154 son COVs. Los COVsincluyen a muchos tipos de solventes, desengrasadores, limpiadores, lubricantes y combustibleslíquidos. Comúnmente se tienen dos grupos importantes de COVs en las emisiones industriales:los hidrocarburos (incluyendo oxigenados) y los hidrocarburos halogenados.
Algunos de los COVs más comunes son:
Tolueno, benceno, xileno, isopropanol, éteres glicólicos, olefinas, naftas, destilados del petróleo,acetona, parafinas, metil-etil-cetona, aromáticos, y tricloroetileno.
Las principales aplicaciones de COVs industriales son:
♦ Síntesis química como intermediaria para la obtención de plásticos, adhesivos, pinturas,colorante, pigmentos, tintas, barnices, lacas, resinas, fibras, hules, etc.
♦ Formulación de adelgazadores.♦ Desengrasado y limpieza de metales♦ Extracción de aceites, grasas y materiales medicinales a partir de plantas.♦ Limpieza en seco en tintorerías.♦ Limpieza de micro partes en la industria electrónica.♦ Laboratorios como estándares analíticos, reactivos, disolventes, etc.♦ Formulación de plaguicidas.
Las principales fuentes a nivel mundial de COVs son las industrias con 46%, los automóviles con30% y el resto son fuentes naturales.
5
FUNDAMENTOS TEORICOS
Actualmente se ha incrementado el interés por preservar el medio ambiente de parte de losgobiernos y las empresas industriales, por lo que sea han tenido que crear métodos para laeliminación de COVs, los cuales son de tres tipos físicos, biológicos y químicos:
v Físicos (Métodos Recuperadores)
Ø Adsorción en carbón activado: Este método consiste en la retención de los COVs en lasuperficie sólida. Como absorbente generalmente se usa carbón, silica gel o alúmina.Cuando el carbón se satura se puede regenerar con vapor o aire caliente, pero no esposible conseguir una desorción completa después de cada regeneración, por lo que elcarbón debe reemplazarse. El tiempo de duración de un carbón es de cinco años; laeficiencia de este proceso depende de la concentración y composición de COVs en lacorriente de entrada.
Ø Condensación: En este proceso de separación, la corriente gaseosa se lleva a la saturacióny los contaminantes son condensados como líquidos. Los condensadores pueden ser desuperficie o de contacto.
Ø Absorción: En este método de eliminación, se tiene presente la transferencia de materia dealgunos compuestos de una corriente gaseosa a un líquido no volátil. La elección delabsorbente depende de la solubilidad de los compuestos orgánicos gaseosos y del costodel absorbente.
v Químicos (Métodos destructivos)
Ø Incineración Térmica: En este método las emisiones de vapores orgánicos se conviertenen dióxido de carbono y agua, mediante un proceso de combustión total.
Ø Incineración catalítica: Este método es similar al de la incineración térmica pero requiereuna energía de activación menor que el quemado térmico, ya que la oxidación completa seproduce a temperaturas cercanas a 400 °C. La incineración catalítica de COVs se llevaacabo a bajas concentraciones de reactivos y alta concentración de oxigeno. Lasreacciones de oxidación son altamente exotérmicas y cuando se llevan a cabo con altaconcentración de reactivos son generadores de calor.
v Biológicos
Ø Biodegradación: Tanto en condiciones aerobias como anaerobias, se ha demostrado labiodegrabilidad de varios de estos compuestos. Dada la mayor dificultad de cultivarbacterias en condiciones anaerobias en comparación con los métodos aerobios, el númerode etapas aerobias puras aisladas en presencia de organoclorados es mucho más grandeque el número de bacterias anaerobias.
6
Ø Biofiltración: El proceso de la biofiltración del efluente gaseoso, se puede utilizar paratratar los compuestos orgánicos volátiles y halogenados, los hidrocarburos aromáticosmonocíclicos y poli cíclicos y ciertos alcoholes. Es también útil para el control del olor,este método se basa en la alimentación de aire contaminado a biorreactores en los cualesuna flora microbiana convierte los contaminantes orgánicos volátiles en dióxido decarbono, agua y biomasa. Puesto que los microorganismos desarrollan su actividad enmedio líquido, la biodegradación deben tener lugar en fase acuosa. En el caso de labiofiltración, la biodegradación tiene lugar en la biopelícula adherida al soporte. Debeintentarse la biodegradación completa ya que podría producirse productos tóxicos, con locual es importante alcanzar una mineralización total de los contaminantes.
Especificaciones que debe de cumplir el catalizador
1. Actividad a baja temperatura: en algunos casos la mitad de los costos de operación de unsistema de oxidación catalítica corresponden al combustible para precalentar el gas, por lotanto cuanto menor sea la temperatura de operación del catalizador, menores serán los costosde combustible auxiliar y en consecuencia la oxidación catalítica se vuelve más competitiva.
2. Actividad para una amplia gama de COVs: Como la composición química de las emisionesde COVs varía de una fuente a otra, es necesario desarrollar catalizadores que oxiden unaamplia gama de compuestos de forma completa y no selectiva.
3. Diseño de catalizadores que minimicen su desactivación: La desactivación debido aimpurezas o envenenamiento con átomos inorgánicos es inevitable, pero se deben minimizar.
4. Multifuncionalidad. Investigaciones recientes han mostrado que la destrucción de COVssobre ciertos catalizadores no solo ocurre por oxidación sino lo hace por hidrólisis. Sinembargo, actualmente se están llevando a cabo investigaciones hacia el desarrollo decatalizadores multifuncionales para mejorar la destrucción de los COVs hacia productosmenos dañinos.
Los catalizadores podemos clasificarlos en dos tipos: óxidos metálicos y metales nobles. Loscatalizadores de óxidos metálicos se caracterizan por su alta movilidad electrónica y estados deoxidación positivos. Son menos activos que los metales nobles soportados, pero son másresistentes al envenenamiento. Los catalizadores de óxidos más estables son los de metalesalcalinos, alcalino-térreos, tierras raras y actínidos. Los óxidos de estabilidad intermedia incluyenlos de Fe, Co, Ni, Cd, Sb y Pb. Los óxidos que son inestables son los de los metales nobles Ru,Pd, Rh, Pt, Ir, Au y Ag. La ventaja de esta clasificación se debe a que los metales que no formanóxidos estables permanecen como metales reducidos durante las reacciones de oxidación atemperaturas moderadas. Esto sugiere que el mecanismo de oxidación, incluso si estos óxidosestán soportados pueden implicar solamente oxigeno molecular del gas de entrada. Loscatalizadores de metales nobles son a base de Pt, Pd, Ag y Au; los cuales suelen estar soportadossobre óxidos metálicos. Aunque se puede utilizar cualquier metal noble como catalizador en lamayoría de los casos se utiliza Pt y Pd. Se admite comúnmente que los metales nobles como Pt yAu trabajan en condiciones reducidas en cualquier condición.
7
ESTEQUIOMETRIA DE LA REACCION
La degradación completa de los COVs en CO, CO2 y H2O se encuentra fuertemente favorecidatermodinámicamente bajo todas las circunstancias cuando el oxígeno y los hidrocarburos puedenreaccionar. Los catalizadores de oxidación de estos compuestos orgánicos están incluidos deacuerdo a la regla de Roginski en el grupo de la primera clase, incluyendo allí los metales detransición y sus óxidos. El estado de oxidación de estos sólidos es función de la atmósferacircundante del catalizador, y solo los metales nobles (Pt, Au) puede decirse que trabajan en elestado metálico bajo todas las ocasiones. Se encuentra que los óxidos mixtos son más activos yselectivos que los óxidos simples, y los óxidos de metales de transición se encuentran asociadoscon óxidos de los grupos IVB y VB.
A temperaturas por debajo de los 500 ºC se da la combustión completa a CO2 y H2O:
CnH2n+2 + (3n+1)/2 O2 nCO2 + (n+1) H2O
Si el reactante contiene algún heteroátomo (Ej: Cl, Br, I, N, S) se formarán diversos tipos decompuestos como Cl2, HCl, NOx, SOx, Cl2O, etc.
Esta reacción es fuertemente exotérmica e irreversible y tiene grandes aplicaciones enconvertidores catalíticos, muflas catalíticas, celdas de combustible.
La oxidación catalítica completa del benceno es:
C6H6 + 7.5O2 6CO2 + 3H2O
A temperaturas bajas los metales nobles soportados son más activos que los óxidos. Pt y Pdllevan a cabo la oxidación por encima de 150 ºC y Ag y Au por encima de 200 ºC. El CO2 es elproducto principal, sin embargo a temperaturas altas también se forma CO e H2.
8
JUSTIFICACIÓN DEL PROYECTO
Desde nuestro punto de vista los COVs, son los responsables del daño al medio ambiente y a lasalud humana especialmente hablando de los disolventes, ya que son estos los que contribuyen enmayor proporción a la contaminación atmosférica. El consumo de los COVs en México en el añode 1989 fue de 149,474 toneladas de hidrocarburos aromáticos, algo que ha aumentado en laactualidad ocupando el tolueno la cantidad de 108,027 toneladas, esto nos da una clara idea delconsumo de disolventes:
ü Medio ambiente La emisión de COVs a la atmósfera tiene algunos problemas importantespara el medio ambiente; contribuyen a la degradación de la capa de ozono atmosférico;algunas sustancias están prohibidas o existe al menos un calendario de eliminacióncontemplado dentro del marco de protocolo de Montreal. Por otro lado los COVs juntocon los NOx, en presencia de luz solar actúan como precursores de la formación de ozonoambiental. La contaminación por ozono es un problema crónico y de amplia distribuciónen toda la unión europea, hasta el punto de que existe una normativa que limita los nivelesde este.
El efecto del ozono sobre las especies vegetales y los cultivos suele ser más sensibles aeste contaminante que los seres humanos ya que interviene en la actividad fotosintética, enel crecimiento y en el metabolismo general de las plantas, también aumenta la sensibilidadde los árboles a las heladas, al calor y a la sequía.
ü Riesgos a la salud humana: Los riesgos para la salud asociados a la emisión de COVs, apartir del uso de disolventes orgánicos se derivan de sus propiedades volátiles,liposolubles, toxicas e inflamables. El carácter volátil de los disolventes hace que estos seevaporen rápidamente en el aire, alcanzando concentraciones importantes en espaciosconfinados. Los riesgos mayores para el ser humano se producen por la absorción de estosa través de la piel y por inhalación. El contacto directo con la piel permite que eldisolvente pase por la sangre, causando efectos inmediatos y a largo plazo. La inhalaciónconstituye la vía de exposición más peligrosa, intoxicando todo el organismo, siendo estavía particularmente difícil de controlar puesto que se inhalan elevadas concentraciones deestas sustancias en breve plazo.
La mayoría de los disolventes son inflamables y explosivos, algunos no arden confacilidad, pero si tienden a descomponerse a altas temperaturas dando lugar a otroscompuestos altamente tóxicos, tal es el caso de los disolventes halogenados que seconvierten en fosgeno, ácido clorhídrico, ácido fluorhídrico, etc.
9
TECNOLOGIAS ESTABLECIDAS
Tecnologías para el tratamiento de los COVs que tienen una amplia utilización en la actualidad,por ejemplo:
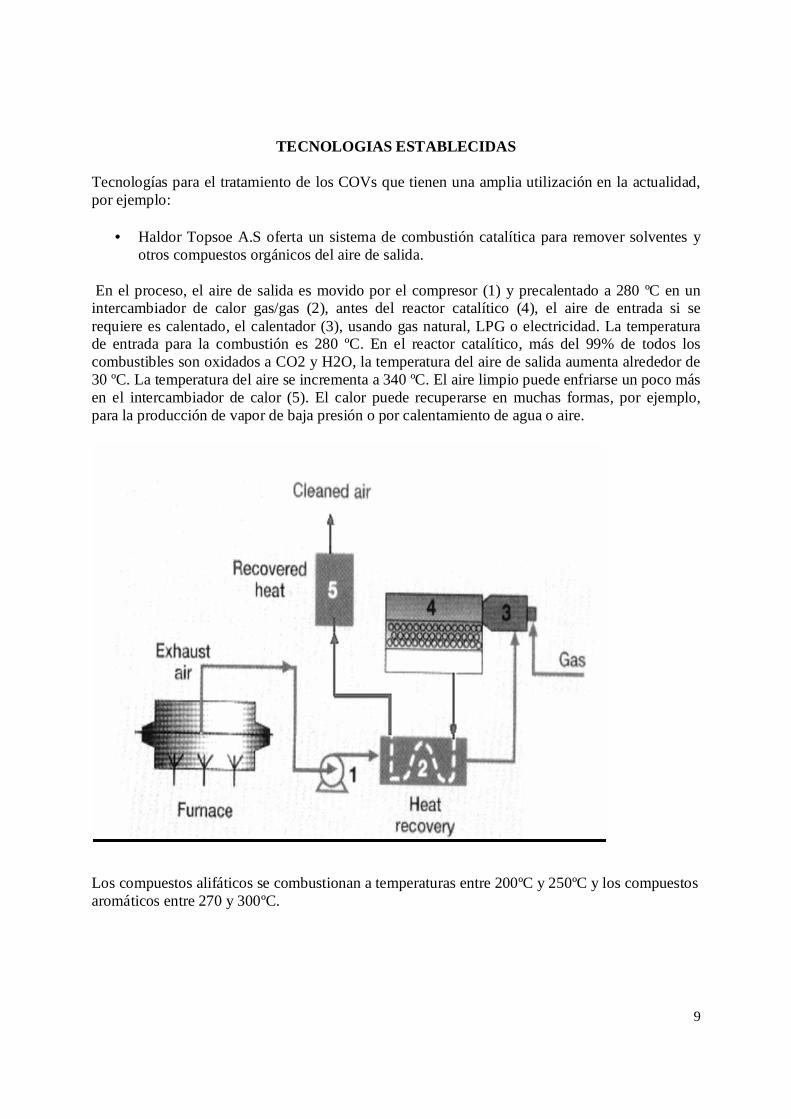
• Haldor Topsoe A.S oferta un sistema de combustión catalítica para remover solventes yotros compuestos orgánicos del aire de salida.
En el proceso, el aire de salida es movido por el compresor (1) y precalentado a 280 ºC en unintercambiador de calor gas/gas (2), antes del reactor catalítico (4), el aire de entrada si serequiere es calentado, el calentador (3), usando gas natural, LPG o electricidad. La temperaturade entrada para la combustión es 280 ºC. En el reactor catalítico, más del 99% de todos loscombustibles son oxidados a CO2 y H2O, la temperatura del aire de salida aumenta alrededor de30 ºC. La temperatura del aire se incrementa a 340 ºC. El aire limpio puede enfriarse un poco másen el intercambiador de calor (5). El calor puede recuperarse en muchas formas, por ejemplo,para la producción de vapor de baja presión o por calentamiento de agua o aire.
Los compuestos alifáticos se combustionan a temperaturas entre 200ºC y 250ºC y los compuestosaromáticos entre 270 y 300ºC.
10
• Johnson Matthey, Inc., Environmental Products, se refieren a un sistema para laeliminación de los COVs, mediante la oxidación catalítica tanto para fuentes conproductos halogenados como no-halogenados.
Dependiendo del COVs a destruir, el sistema catalítico puede operar entre 205 ºC a 482 ºC y conun tiempo de residencia de 0.1 s, lo que contrasta con los sistemas térmicos que operaran a 980ºC para un tiempo de residencia tope de 2 s. La eficiencia de la destrucción alcanza el 99.9 %.
• Wheelabrator Clean Air Systems Inc. La unidad tiene un lecho fluidizado de pelletscubiertos por un óxido metálico barato; naturalmente, resistente a venenos tales comohalógenos, compuestos orgánicos halogenados, metales pesados, y compuestos quecontienen azufre. El sistema catalítico provee un control continuo de las emisiones deCOVs.
El gas de proceso se introduce en el sistema por un ventilador centrífugo. Cuando la temperaturade entrada es menor que la temperatura normal de operación, se puede usar un intercambiador decalor auto recuperativo para reducir el uso del quemador de precalentamiento de combustible.Cuando la concentración del material a oxidar se aproxima o excede en 25 % de LEL (limite deexplosibidad inferior) se usa un baypass alrededor del intercambiador de calor para evitar el sobrecalentamiento del lecho catalítico.
Dado que la máxima temperatura continua permisible para operar el catalizador es de 677 ºC, elsistema se puede diseñar para operar hasta un 25 % LEL, que hace el equipo menor y más barato.
11
• CSM Environmemtal Systems. El sistema fue diseñado para la destrucción desde el 95 %hasta 99 % de los COVs, CO y pude usarse para sistema con aire de salida de alta y bajapresión. El sistema fue diseñado para operar entre 315 ºC y 650 ºC, pero en algunasaplicaciones se puede utilizar con temperaturas del gas de entrada menores. Utiliza comocatalizador un metal precioso dispersado sobre un recubrimiento con alta área superficialel cual está depositado sobre un soporte catalítico.
ANTECEDENTES BIBLIOGRAFICOS
• Los catalizadores de metales nobles son la especie mas activa para la oxidación completade los hidrocarburos [1].
• El Pd es mas activo para la oxidación de hidrocarburos cortos mientras que el Pt exhibeuna alta actividad para hidrocarburos grandes y aromáticos [1].
• La adición de iones largos como los del lantano, permiten la estabilización del soporte [2].• La actividad del catalizador de Pd soportado en alúmina-lantana, se ve afectada por la
posible interacción con el lantano presente [1].• La reacción de oxidación se ve favorecida con el tamaño de partícula del metal [3].
LOCALIZACION DE LA PLANTA
Las empresas responsables de las emisiones de los COVs que actualmente se arrojan hacia laatmósfera en México tienen diferentes giros industriales como son: química, derivados delpetróleo, plásticos, productos metálicos, etc.
Por tal motivo se ha determinado buscar una fuente de COVs perteneciente a unos de estos girosllegando a la conclusión que la empresa que nos interesa para el tratamiento de sus emisioneshacia la atmósfera es la petroquímica La Cangrejera ubicada en el estado de Veracruz, ya que apartir de los anuarios publicados en la red se sabe que arroja de manera anual 1079 toneladas deCOVs además de que esta planta se ha escogido ya que dentro de su complejo se localiza elproceso conocido como BTX ( producción de benceno, tolueno y xileno) además por suantigüedad este complejo ya presenta problemas de eficiencia por lo que grandes cantidades degases son mandados a incineradores térmicos, y dichos incineradores tienen bajas conversionesde los COVs y altos costos de producción.
12
OBJETIVO GEBERAL
Diseño de un reactor catalítico para la eliminación de orgánicos volátiles y su acoplamiento alcomplejo La Cangrejera.
OBJETIVO PARTICULAR
• Sintetizar catalizadores de Pt, Pd y Pt-Pd (20-80) % mol respectivamente, soportadossobre alúmina y alúmina-lantano (2,5 y 10) % en peso.
• Variar el proceso de síntesis de los catalizadores (solvente utilizado en la impregnación yla modificación del tratamiento térmico).
• Determinar el catalizador que nos de una mayor conversión a bajas temperaturas.• Obtención de la cinética, energía de activación y factor pre-exponencial.• Dimensionamiento de:
v Intercambiadores de calorv Reactor catalíticov Ventiladoresv Compresores
• Cotización de la planta.
EXPERIMENTACION
Actividad experimental No. 1 (Deficiencia de O2)
Condiciones bajo las que se efectuaron las reacciones:
1. En el reactor se cargan 50 mg de catalizador (Ver apéndice 1).2. A través del reactor se hace pasar una mezcla cuyo volumen es de 60 cc/min siendo el
17.5% oxígeno, 16% benceno y el resto nitrógeno.3. El saturador se mantiene a temperatura ambiente (25 ºC aproximadamente) colocando lo
dentro de un recipiente con agua para evitar fluctuaciones de temperatura durante laexperimentación. El aire se burbujea dentro del saturador para saturarlo con benceno ydespués la mezcla sale del saturador y es conducida hacia la parte superior del reactor.
4. Se maneja una rampa de calentamiento dentro del intervalo de 20 a 440 ºC con lafinalidad de ir observando la actividad del catalizador, esta actividad se refleja en ladisminución del oxígeno en los productos de reacción a la salida del reactor. Ver apéndice2.
Habrá que mencionar que debido a la exotermicidad de la reacción, una vez que este alcanza latemperatura de encendido (salto de la conversión), la temperatura del sistema aumentarápidamente, por lo que se utiliza un flujo de aire para eliminar el calor liberado de la reacción yasí evitar que el sistema aumente rápidamente su temperatura.
13
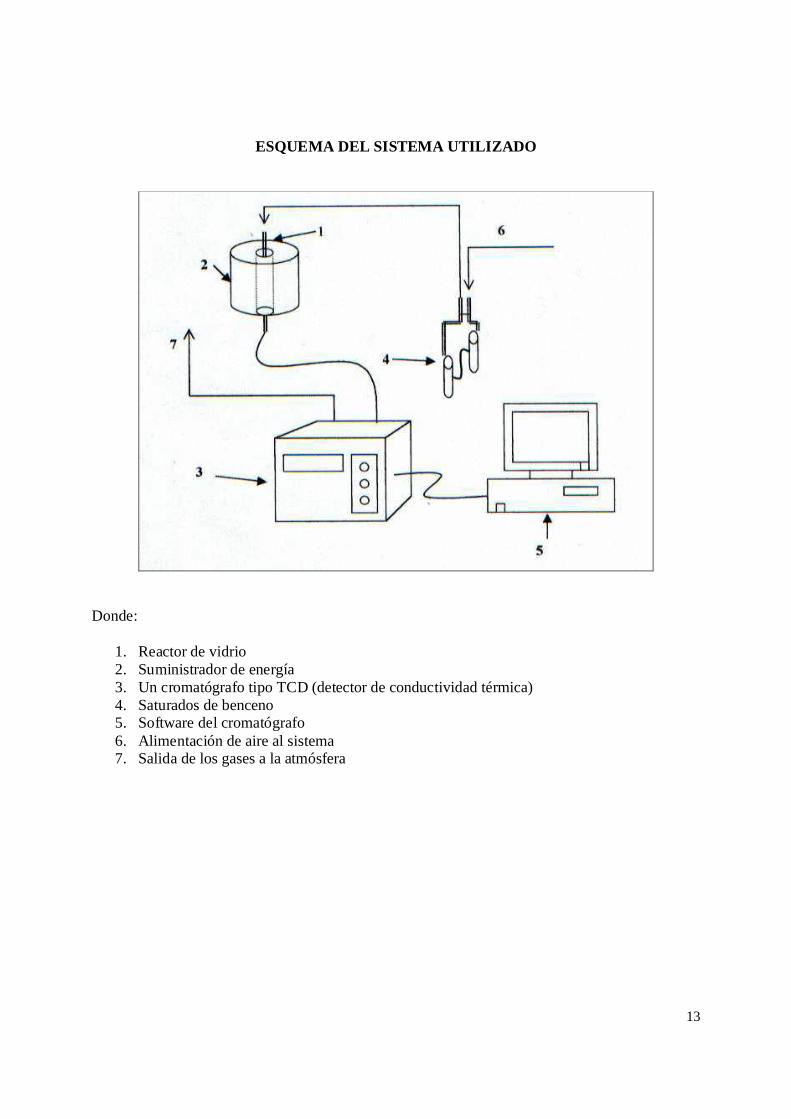
ESQUEMA DEL SISTEMA UTILIZADO
Donde:
1. Reactor de vidrio2. Suministrador de energía3. Un cromatógrafo tipo TCD (detector de conductividad térmica)4. Saturados de benceno5. Software del cromatógrafo6. Alimentación de aire al sistema7. Salida de los gases a la atmósfera
14
Actividad experimental No. 2 (Exceso de O2)
Para estas reacciones se ocupo un sistema similar al anterior con la excepción que elcromatógrafo utilizado fue un FID (detector de ionizador de flama), la temperatura del saturadorse mantuvo en el intervalo de 1 a 3 ºC, se adiciona al sistema una corriente extra de oxígeno unavez que el aire pasa a través del saturador.
Condiciones bajo las que se efectuaron las reacciones:
1. En el reactor se cargan 50 mg de catalizador.2. El flujo de entrada de la mezcla fue de 58.3 cc/min, de los cuales el 15.7 % es oxígeno,
0.152 % de benceno y el resto nitrógeno.3. La temperatura del saturador se mantuvo alrededor de los 2 ºC empleando un sistema de
refrigeración, mientras que la temperatura ambiente era de 19 ºC.4. Se manejo una rampa de calentamiento dentro del intervalo de 20 a 440 ºC para observar
la conversión del reactivo limitante (benceno) en función de la temperatura. Ver apéndice3.
Reacción
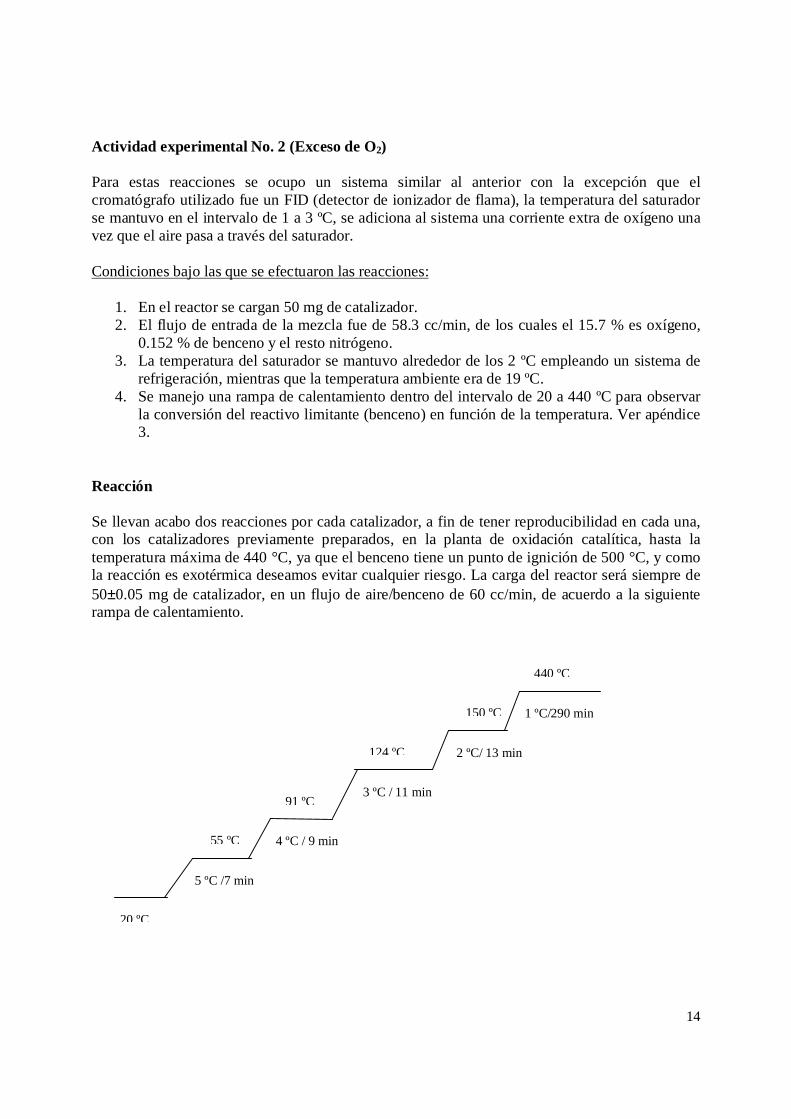
Se llevan acabo dos reacciones por cada catalizador, a fin de tener reproducibilidad en cada una,con los catalizadores previamente preparados, en la planta de oxidación catalítica, hasta latemperatura máxima de 440 °C, ya que el benceno tiene un punto de ignición de 500 °C, y comola reacción es exotérmica deseamos evitar cualquier riesgo. La carga del reactor será siempre de50±0.05 mg de catalizador, en un flujo de aire/benceno de 60 cc/min, de acuerdo a la siguienterampa de calentamiento.
20 ºC
5 ºC /7 min
55 ºC 4 ºC / 9 min
91 ºC3 ºC / 11 min
124 ºC 2 ºC/ 13 min
150 ºC 1 ºC/290 min
440 ºC
15
ANALISIS Y DISCUSION DE LOS RESULTADOS EXPERIMENTALES
Cabe aclarar que la interpretación de resultados se dará de la siguiente manera:
v Deficiencia de oxígeno. Primero se presentan estos resultados ya que bajo estascondiciones se efectuaron el mayor número de experimentos y cuyos resultados sonreportados en relación al reactivo limitante (oxígeno) aunque pueden ser reportados enbase a cualquiera de los compuestos presentes en la reacción
v Exceso de oxígeno. Para estas reacciones los datos obtenidos son graficados en función dela conversión del benceno siendo este el reactivo limitante.
v Comparación entre ambas reacciones.
v Deficiencia de oxígeno
Estos resultados son presentados en varias secciones:
ü Contribución del lantano a la actividad del catalizador.ü Variación del tratamiento térmico al catalizador.ü Catalizadores bimetálicos.ü Utilización de solventes en la preparación del precursor metálico.
Se tiene que mencionar que las curvas de encendido de la reacción se comportan de manerasimilar si se grafica la conversión de oxigeno, la del benceno o la de cualquier otro compuestopresente en la reacción de oxidación, aunque la conversión del benceno es muy pequeña encomparación a la del oxígeno.
16
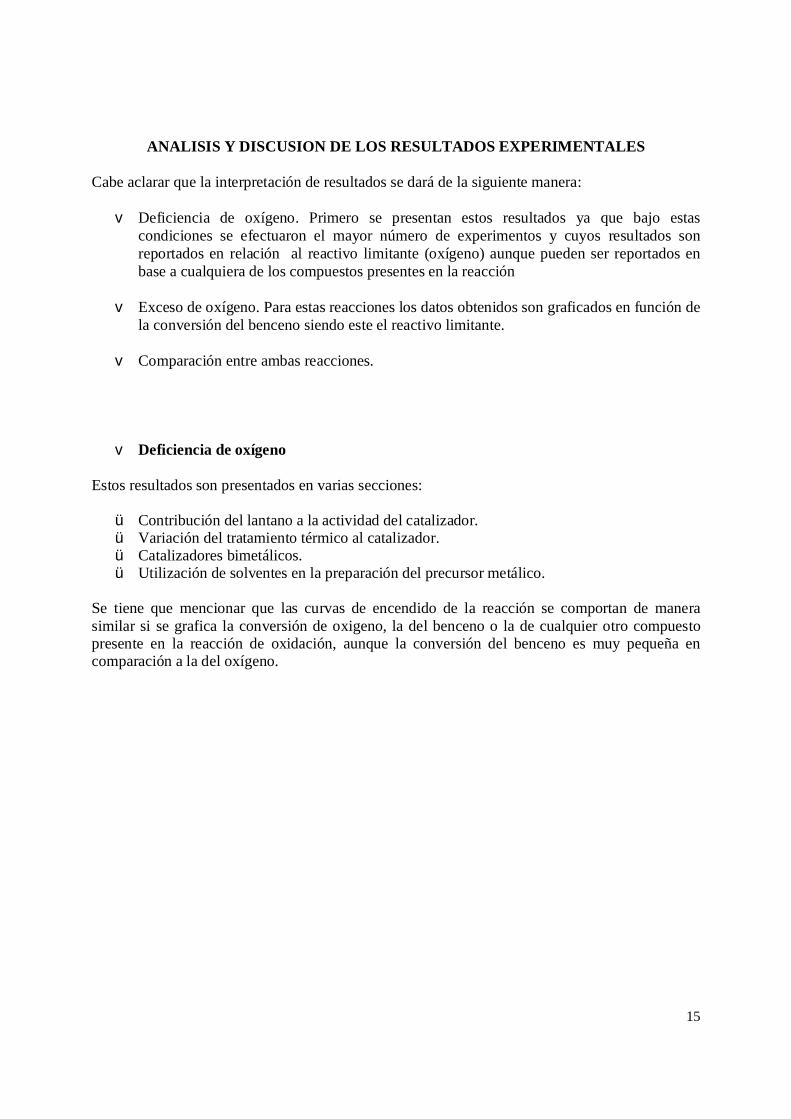
ü Contribución del lantano a la actividad del catalizador.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
140 180 220 260 300 340 380 420
T( °C)
XO
2 Pt/Al2O3(imp-red)
Pt/Al2O3-La2O3(10%)(imp-cal-red)
Pt/Al2O3-La2O3 (5%) (Imp-Cal-Red)
Pt/Al2O3 solvente acetona(imp-red)
Gráfico 1. Catalizadores de Pt
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
140 180 220 260 300 340 380 420
T(°C)
XO
2
Pd/Al2O3 (Imp-red)
Pd/Al2O3-La2O3 (10%) (Imp-Red)
Pd/Al2O3-La2O3 (2%) (imp-Red)
Pd/Al2O3-La2O3 (2%) (Imp-Red) en acetona
Pd/Al2O3-La2O3 (10%) (Imp-Red) en acetona
Gráfico 2. Catalizadores de Pd
17
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
140 180 220 260 300 340 380 420T (°C)
XO
2
Pt-Pd/Al2O3-La2O3 (10%)(Imp-Red) en acetona
Pt-Pd/Al2O3-la2O3 (2%)(Imp-Red) en acetona
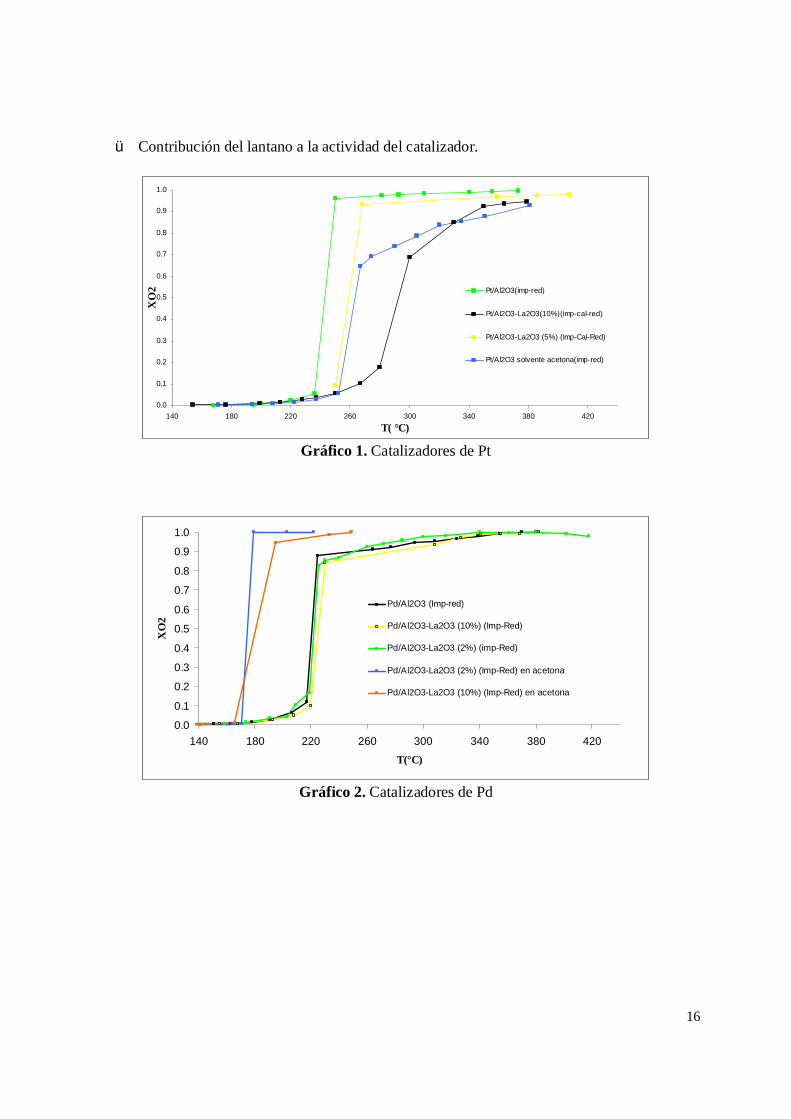
Gráfico 3. Catalizadores de lantano
Al analizar los 3 gráficos anteriores se puede observar que al adicionar lantano en cualquierrelación másica la reacción de oxidación se ve desfavorecida esto se debe a que la temperatura deencendido de la reacción aumenta conforme se incrementa el porcentaje en peso de lantanopresente en el catalizador excepto en el catalizador de Pd. Este catalizador esta impregnado conacetona como solvente y reducido; se observa que al adicionar pequeñas cantidades de lantano,por ejemplo 2%, existe una mayor actividad; lo que implica una disminución en la temperatura deencendido; también alcanza conversiones mayores a menores temperaturas que aquelloscatalizadores donde se utiliza agua como solvente.
ü Variación del tratamiento térmico al catalizador.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
140 180 220 260 300 340 380 420T (°C)
XO
2
Pt-Pd/Al2O3(imp-red)
Pt-Pd/Al2O3(imp-cal-red)
Gráfico 4. Catalizadores de Pd-Pt
18
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
140 170 200 230 260 290 320 350 380 410T( °C)
XO
2
Pt/Al2O3 (Imp-Red)
Pt/Al2O3 (Imp-Cal-Red)
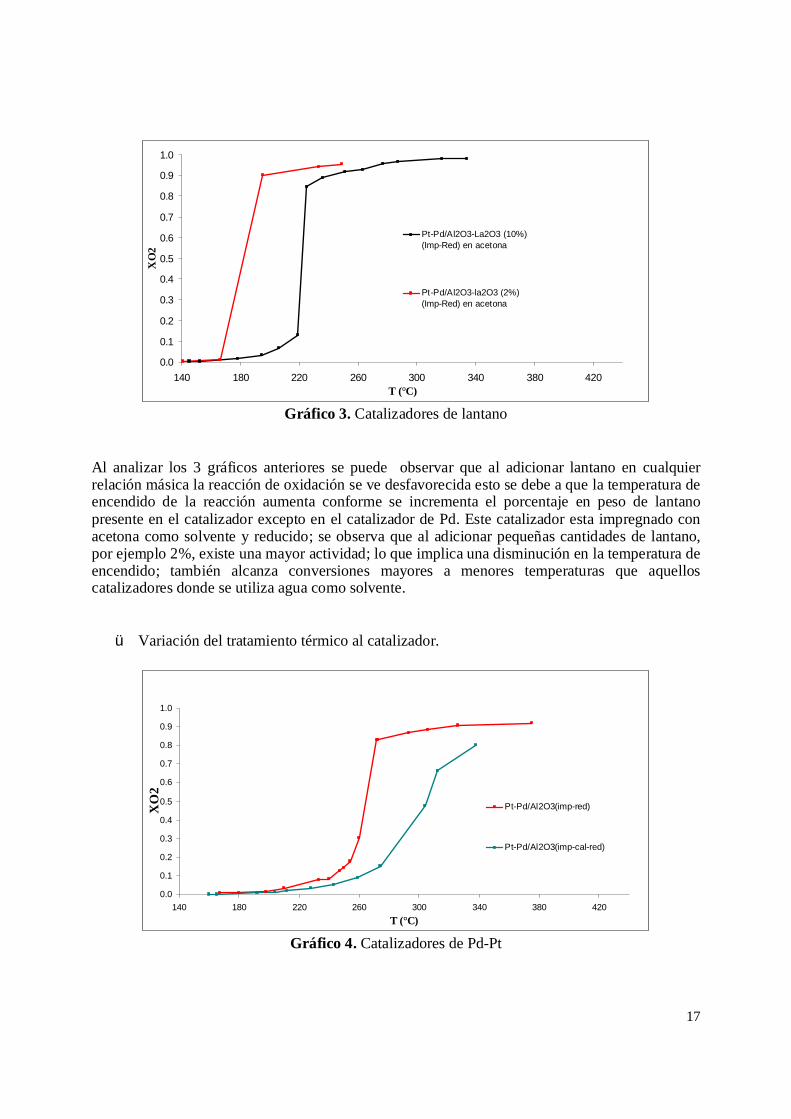
Gráfico 5. Catalizadores de Pt
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
140 180 220 260 300 340 380 420
T(°C)
XO
2
Pd/Al2O3 (Imp-Red)
Pd/ Al2O3 (Imp-Cal-Red)
Grafico 6. Catalizadores de Pd
Observando el comportamiento de los catalizadores presentados en los 3 gráficos anteriores a loscuales se les ha modificado el tratamiento térmico, se ve que los catalizadores reducidos sin anteshaber sido calcinados presentan una menor temperatura para el encendido de la reacción que paraaquellos catalizadores que se les calcino y posteriormente se les redujo.
19
ü Catalizadores bimetálicos.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
140 180 220 260 300 340 380 420
T(°C)
XO
2
Pt/AL2O3 (Imp-Red)
Pd/Al2O3 (Imp-Red)
Pt-Pd/Al2O3 (Imp-Red)
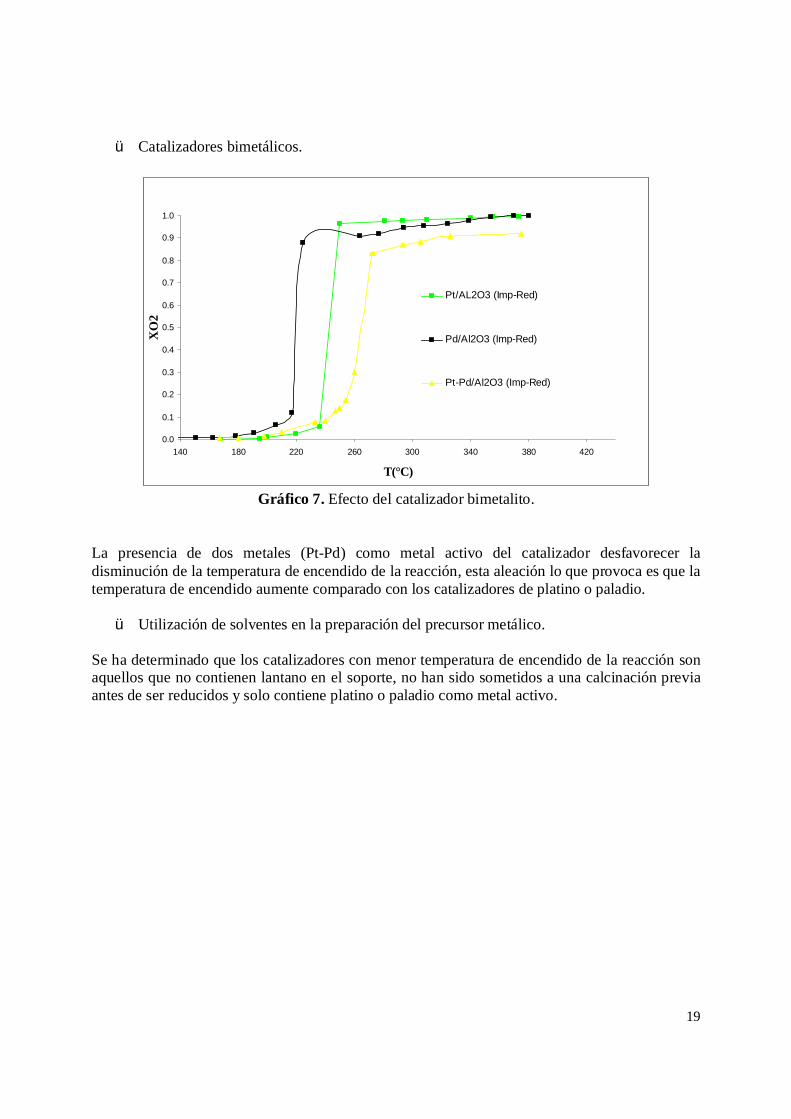
Gráfico 7. Efecto del catalizador bimetalito.
La presencia de dos metales (Pt-Pd) como metal activo del catalizador desfavorecer ladisminución de la temperatura de encendido de la reacción, esta aleación lo que provoca es que latemperatura de encendido aumente comparado con los catalizadores de platino o paladio.
ü Utilización de solventes en la preparación del precursor metálico.
Se ha determinado que los catalizadores con menor temperatura de encendido de la reacción sonaquellos que no contienen lantano en el soporte, no han sido sometidos a una calcinación previaantes de ser reducidos y solo contiene platino o paladio como metal activo.
20
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
140 180 220 260 300 340 380 420
T(°C)
XO
2
Pd/Al2O3 (Imp-Red) en agua
Pd/Al2O3 (Imp-Red) en acetona
Pt/Al2O3 (Imp-Red) en agua
Pt/Al2O3 (Imp-Red) en acetona
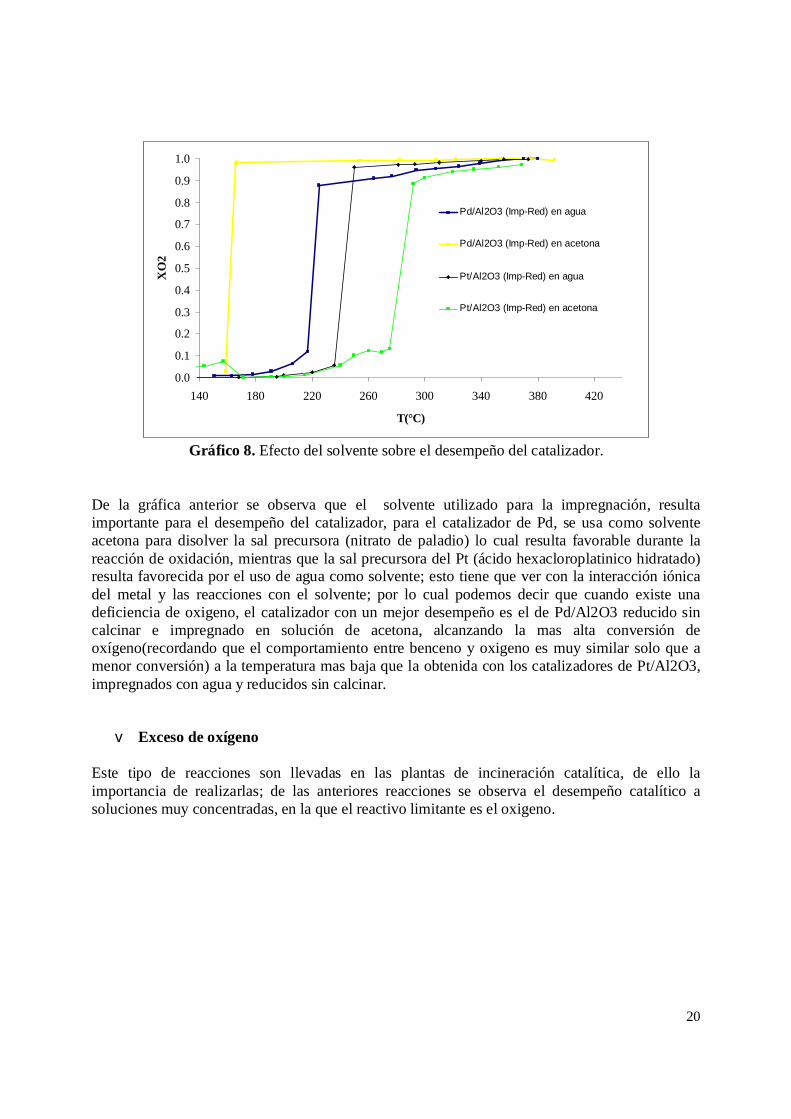
Gráfico 8. Efecto del solvente sobre el desempeño del catalizador.
De la gráfica anterior se observa que el solvente utilizado para la impregnación, resultaimportante para el desempeño del catalizador, para el catalizador de Pd, se usa como solventeacetona para disolver la sal precursora (nitrato de paladio) lo cual resulta favorable durante lareacción de oxidación, mientras que la sal precursora del Pt (ácido hexacloroplatinico hidratado)resulta favorecida por el uso de agua como solvente; esto tiene que ver con la interacción iónicadel metal y las reacciones con el solvente; por lo cual podemos decir que cuando existe unadeficiencia de oxigeno, el catalizador con un mejor desempeño es el de Pd/Al2O3 reducido sincalcinar e impregnado en solución de acetona, alcanzando la mas alta conversión deoxígeno(recordando que el comportamiento entre benceno y oxigeno es muy similar solo que amenor conversión) a la temperatura mas baja que la obtenida con los catalizadores de Pt/Al2O3,impregnados con agua y reducidos sin calcinar.
v Exceso de oxígeno
Este tipo de reacciones son llevadas en las plantas de incineración catalítica, de ello laimportancia de realizarlas; de las anteriores reacciones se observa el desempeño catalítico asoluciones muy concentradas, en la que el reactivo limitante es el oxigeno.
21
00.10.20.30.40.50.60.70.80.9
1
140 180 220 260 300 340 380 420
T (°C)
Xb
Pt/Al2O3-La2O3 (10%) (Imp-Cal-Red)
Pt/Al2O3 (Imp-Cal-Red)
Pt/Al2O3 (Imp-Red) en acetona
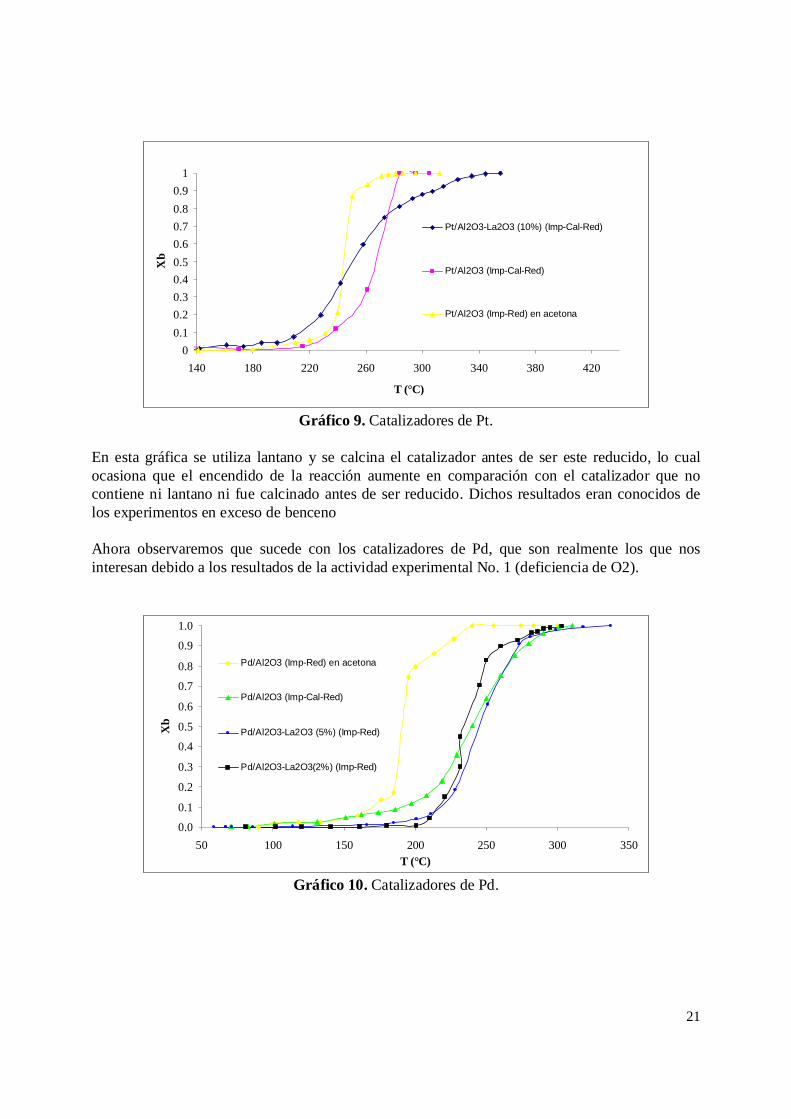
Gráfico 9. Catalizadores de Pt.
En esta gráfica se utiliza lantano y se calcina el catalizador antes de ser este reducido, lo cualocasiona que el encendido de la reacción aumente en comparación con el catalizador que nocontiene ni lantano ni fue calcinado antes de ser reducido. Dichos resultados eran conocidos delos experimentos en exceso de benceno
Ahora observaremos que sucede con los catalizadores de Pd, que son realmente los que nosinteresan debido a los resultados de la actividad experimental No. 1 (deficiencia de O2).
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
50 100 150 200 250 300 350T (°C)
Xb
Pd/Al2O3 (Imp-Red) en acetona
Pd/Al2O3 (Imp-Cal-Red)
Pd/Al2O3-La2O3 (5%) (Imp-Red)
Pd/Al2O3-La2O3(2%) (Imp-Red)
Gráfico 10. Catalizadores de Pd.
22
De la gráfica anterior observamos que el catalizador con mejores resultados es el de Pd/Al2O3.Este catalizador fue impregnado utilizando como solvente acetona, no se calcino y se redujo. Conrespecto a los otros catalizadores de Pd, se observa el mismo comportamiento que el de laactividad experimental No. 1 (ver grafica 2). Por lo que podemos decir que en ambas reacciones(concentradas y diluidas) el no calcinar y el utilizar como solvente acetona en la sal precursoradel metal; nos favorece el encendido de la reacción a temperaturas bajas en comparación con losotros catalizadores, alcanzamos conversiones cercanas al 100 % a la temperatura de 250 ºC.
v Comparación entre ambas reacciones
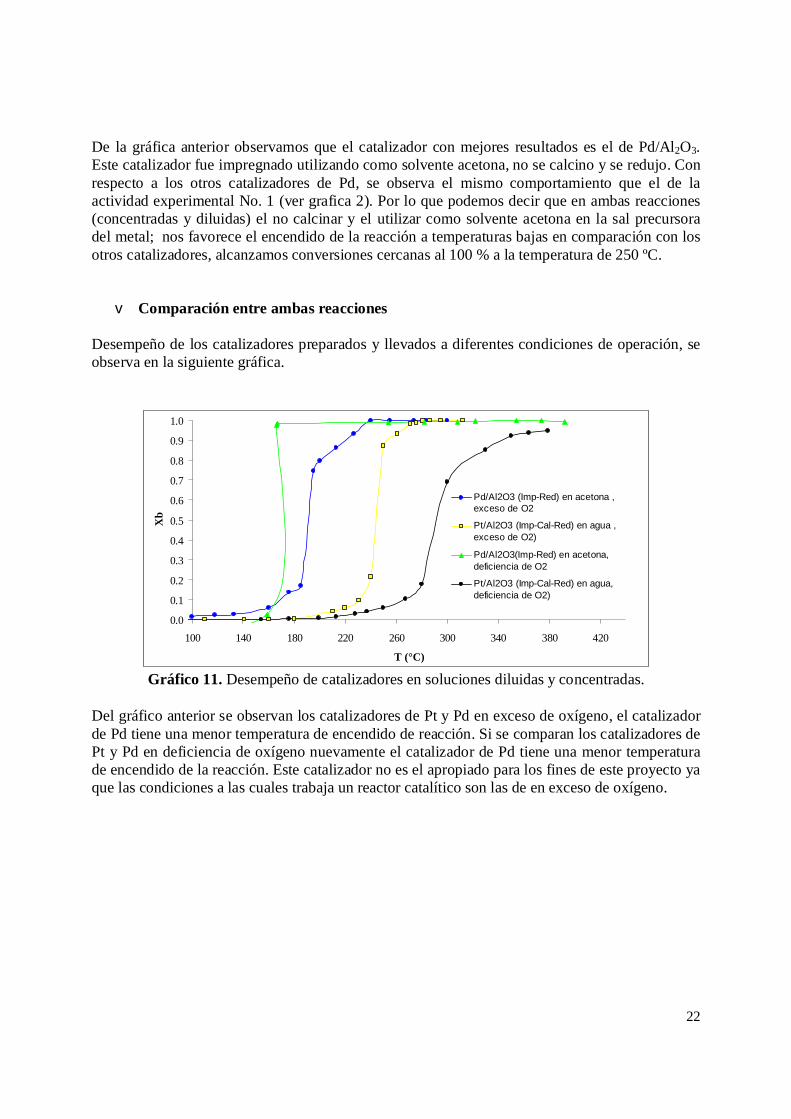
Desempeño de los catalizadores preparados y llevados a diferentes condiciones de operación, seobserva en la siguiente gráfica.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
100 140 180 220 260 300 340 380 420
T (°C)
Xb
Pd/Al2O3 (Imp-Red) en acetona ,exceso de O2
Pt/Al2O3 (Imp-Cal-Red) en agua ,exceso de O2)
Pd/Al2O3(Imp-Red) en acetona,deficiencia de O2
Pt/Al2O3 (Imp-Cal-Red) en agua,deficiencia de O2)
Gráfico 11. Desempeño de catalizadores en soluciones diluidas y concentradas.
Del gráfico anterior se observan los catalizadores de Pt y Pd en exceso de oxígeno, el catalizadorde Pd tiene una menor temperatura de encendido de reacción. Si se comparan los catalizadores dePt y Pd en deficiencia de oxígeno nuevamente el catalizador de Pd tiene una menor temperaturade encendido de la reacción. Este catalizador no es el apropiado para los fines de este proyecto yaque las condiciones a las cuales trabaja un reactor catalítico son las de en exceso de oxígeno.
23
0
0.1
0.2
0.3
0.40.5
0.6
0.7
0.8
0.9
1
50 100 150 200 250 300 350
T (°C)
Xb
Pt/Al2O3 (Imp-Red) en acetona
Pd/Al2O3 (Imp-Red) en acetona
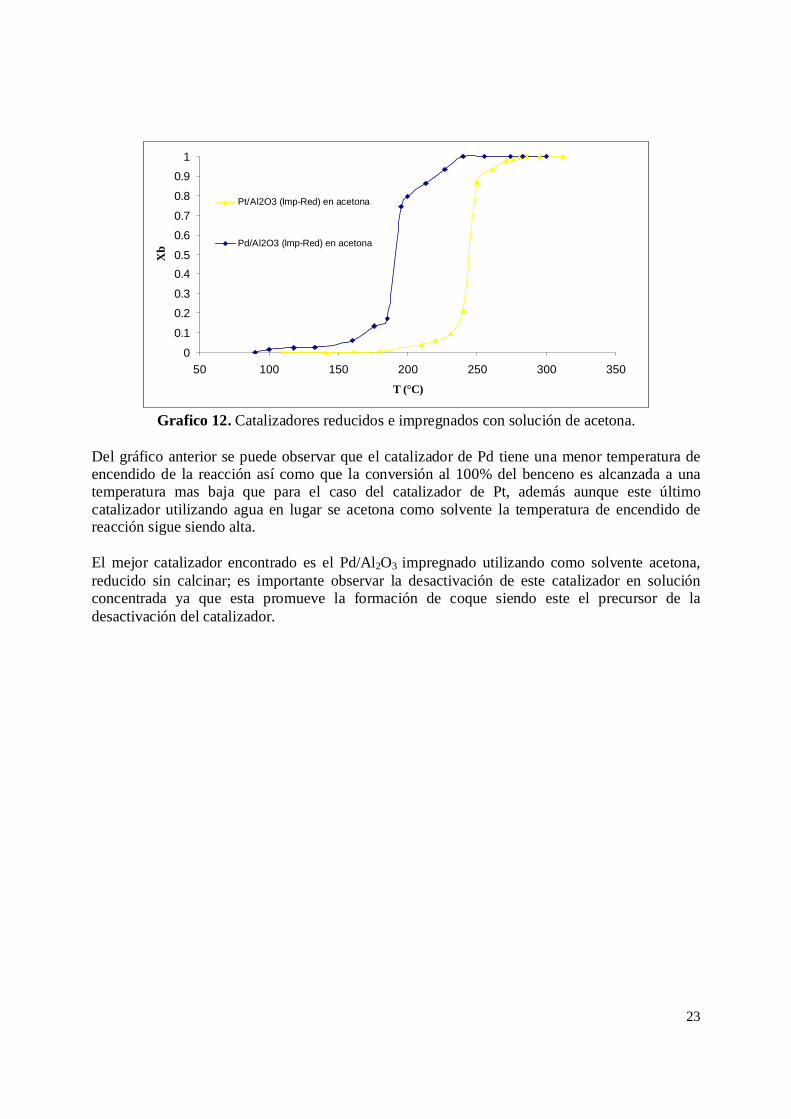
Grafico 12. Catalizadores reducidos e impregnados con solución de acetona.
Del gráfico anterior se puede observar que el catalizador de Pd tiene una menor temperatura deencendido de la reacción así como que la conversión al 100% del benceno es alcanzada a unatemperatura mas baja que para el caso del catalizador de Pt, además aunque este últimocatalizador utilizando agua en lugar se acetona como solvente la temperatura de encendido dereacción sigue siendo alta.
El mejor catalizador encontrado es el Pd/Al2O3 impregnado utilizando como solvente acetona,reducido sin calcinar; es importante observar la desactivación de este catalizador en soluciónconcentrada ya que esta promueve la formación de coque siendo este el precursor de ladesactivación del catalizador.
24
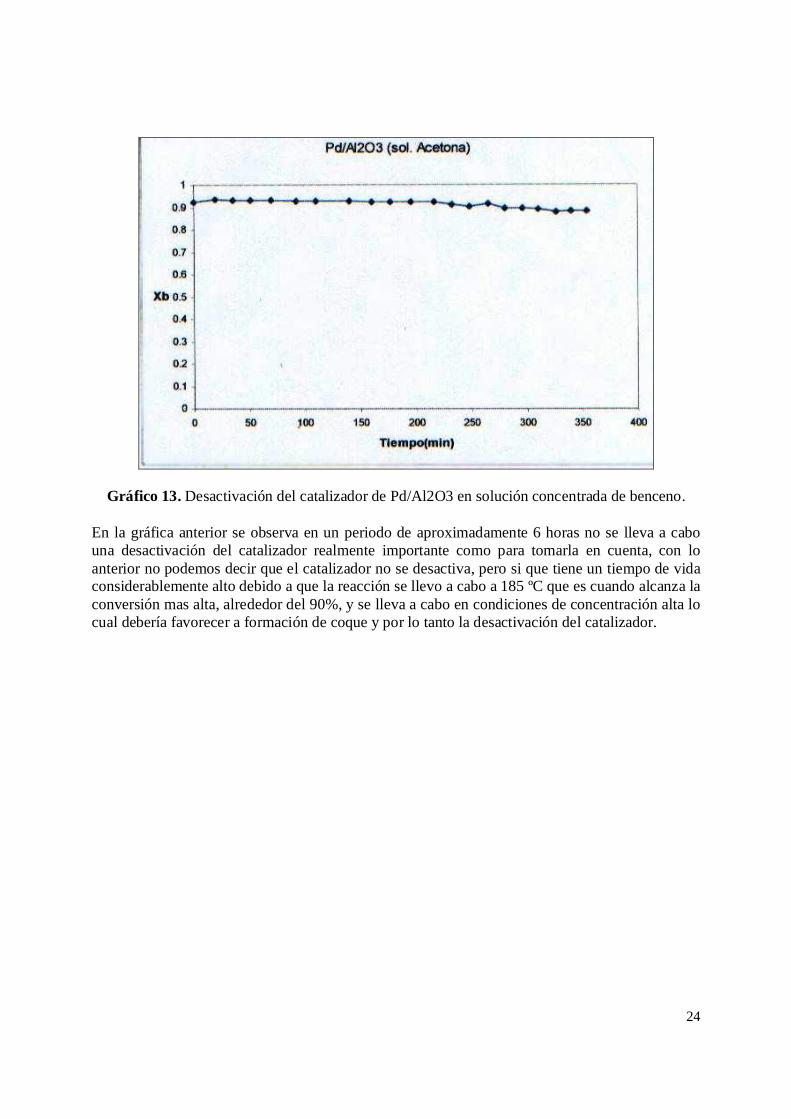
Gráfico 13. Desactivación del catalizador de Pd/Al2O3 en solución concentrada de benceno.
En la gráfica anterior se observa en un periodo de aproximadamente 6 horas no se lleva a cabouna desactivación del catalizador realmente importante como para tomarla en cuenta, con loanterior no podemos decir que el catalizador no se desactiva, pero si que tiene un tiempo de vidaconsiderablemente alto debido a que la reacción se llevo a cabo a 185 ºC que es cuando alcanza laconversión mas alta, alrededor del 90%, y se lleva a cabo en condiciones de concentración alta locual debería favorecer a formación de coque y por lo tanto la desactivación del catalizador.
25
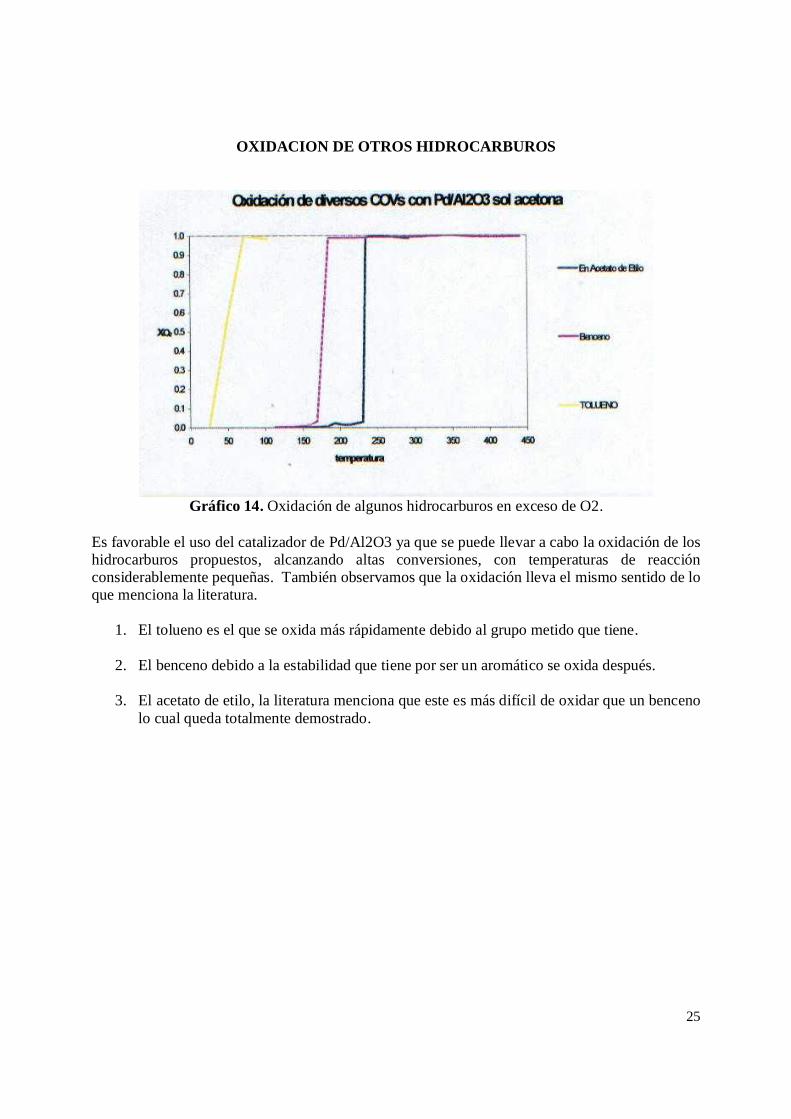
OXIDACION DE OTROS HIDROCARBUROS
Gráfico 14. Oxidación de algunos hidrocarburos en exceso de O2.
Es favorable el uso del catalizador de Pd/Al2O3 ya que se puede llevar a cabo la oxidación de loshidrocarburos propuestos, alcanzando altas conversiones, con temperaturas de reacciónconsiderablemente pequeñas. También observamos que la oxidación lleva el mismo sentido de loque menciona la literatura.
1. El tolueno es el que se oxida más rápidamente debido al grupo metido que tiene.
2. El benceno debido a la estabilidad que tiene por ser un aromático se oxida después.
3. El acetato de etilo, la literatura menciona que este es más difícil de oxidar que un bencenolo cual queda totalmente demostrado.
26
CINETICA DE LA REACCION
Para la determinación de los órdenes cinéticos se varió la concentración de uno de los reactivos ala entrada del reactor manteniendo el otro constante así como el flujo volumétrico total. Lareacción fue realizada a bajas temperaturas con la finalidad de utilizar la ecuación de tanqueagitado para obtener el valor de la velocidad de reacción. La temperatura a la cual se llevó acaboel experimento es de 210 °C con un flujo volumétrico total de 60 cc/min.
Los datos experimentales podrán observarse en el apéndice 4.
Utilizando estos datos del apéndice 4 determinamos los órdenes de reacción y la constantecinética de la velocidad de reacción, asiendo la supocisión que el mecanismo puede ser modeladoa través de una ley de potencias. Para dicha determinación hacemos uso del programa Polymathpara llevar acabo las regresiones no lineales.
2( ) * mnOra k Pb P− =
Donde:atmmatmn
gcatmolEk atm
.41.0.044.0
445.0.min.5*42.3
==
−=
ENERGIA DE ACTIVACION (Ea) Y FACTOR PRE-EXPONENCIAL (A)
Para determinar la energía de activación y el factor pre-exponencial, se tendrá primero quedeterminar la constante cinética a diferentes temperaturas, esto se hará por medio de la ecuacióndiferencial y sustituyendo en la ecuación de la velocidad de reacción obtenida arriba.
La determinación de la constante a diferentes temperaturas se hará con la ecuación de reactordiferencial. Ver apéndice 4.
molkcalEa 9.5= ; 454.0.min.
478.7atmgcat
moleA −=
Una vez determinado el factor pre-exponencial y el valor de la constante de la energía deactivación se comienza con el dimensionamiento de la planta y del equipo que la constituye, (esdecir el equipo necesario para la eliminación de los COVs que salen junto con un flujo de aire).
27
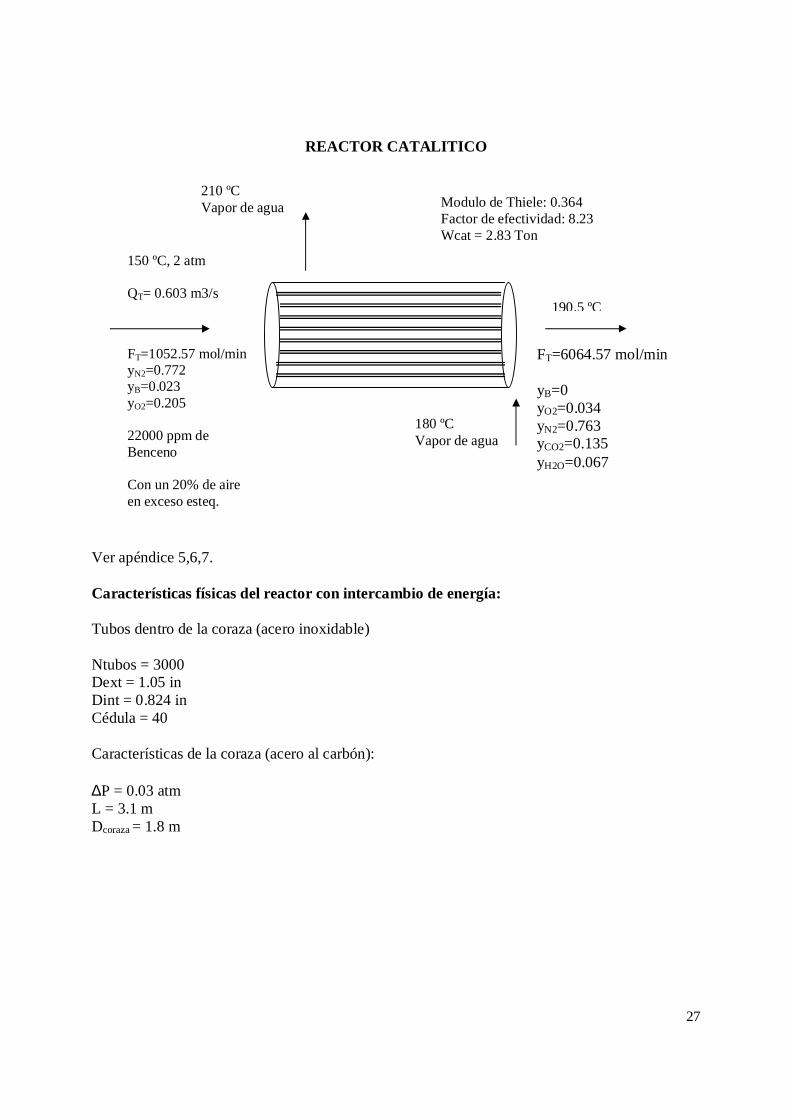
REACTOR CATALITICO
Ver apéndice 5,6,7.
Características físicas del reactor con intercambio de energía:
Tubos dentro de la coraza (acero inoxidable)
Ntubos = 3000Dext = 1.05 inDint = 0.824 inCédula = 40
Características de la coraza (acero al carbón):
∆P = 0.03 atmL = 3.1 mDcoraza = 1.8 m
150 ºC, 2 atm
QT= 0.603 m3/s
FT=1052.57 mol/minyN2=0.772yB=0.023yO2=0.205
22000 ppm deBenceno
Con un 20% de aireen exceso esteq.
190.5 ºC
FT=6064.57 mol/min
yB=0yO2=0.034yN2=0.763yCO2=0.135yH2O=0.067
180 ºCVapor de agua
210 ºCVapor de agua Modulo de Thiele: 0.364
Factor de efectividad: 8.23Wcat = 2.83 Ton
28
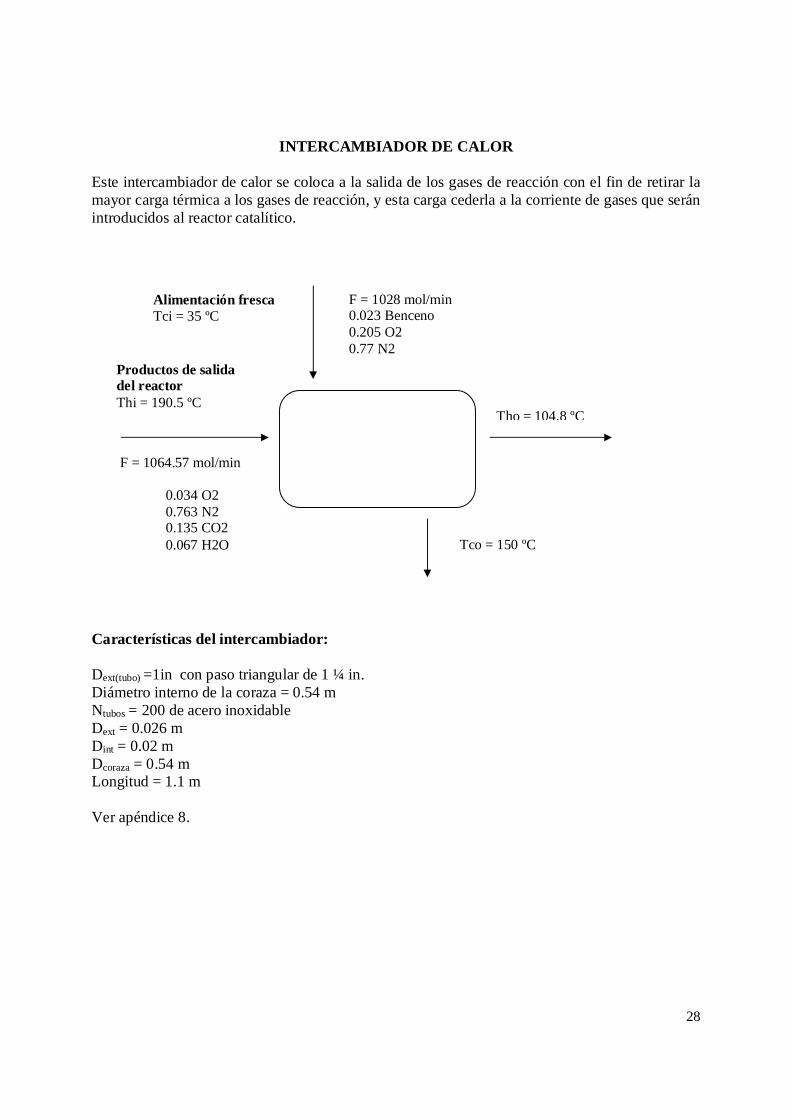
INTERCAMBIADOR DE CALOR
Este intercambiador de calor se coloca a la salida de los gases de reacción con el fin de retirar lamayor carga térmica a los gases de reacción, y esta carga cederla a la corriente de gases que seránintroducidos al reactor catalítico.
Características del intercambiador:
Dext(tubo) =1in con paso triangular de 1 ¼ in.Diámetro interno de la coraza = 0.54 mNtubos = 200 de acero inoxidableDext = 0.026 mDint = 0.02 mDcoraza = 0.54 mLongitud = 1.1 m
Ver apéndice 8.
Productos de salidadel reactorThi = 190.5 ºC
F = 1064.57 mol/min
0.034 O20.763 N20.135 CO20.067 H2O
Tho = 104.8 ºC
Tco = 150 ºC
F = 1028 mol/min0.023 Benceno0.205 O20.77 N2
Alimentación frescaTci = 35 ºC
29
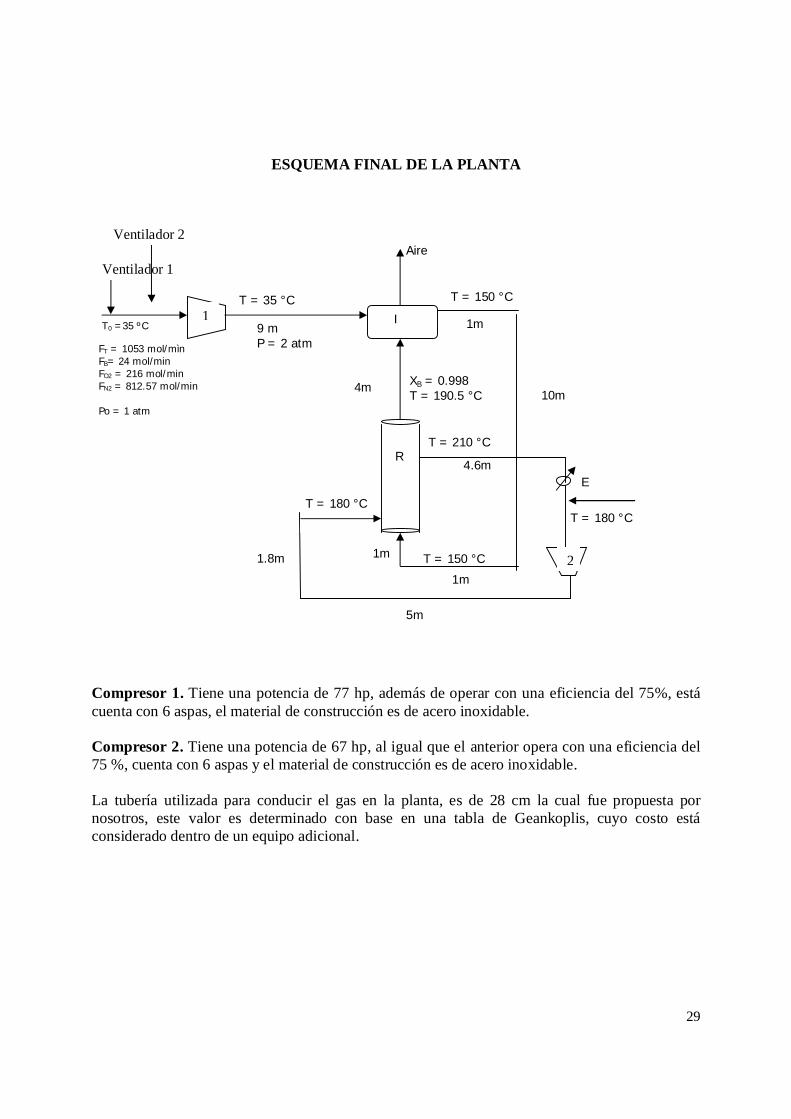
ESQUEMA FINAL DE LA PLANTA
Compresor 1. Tiene una potencia de 77 hp, además de operar con una eficiencia del 75%, estácuenta con 6 aspas, el material de construcción es de acero inoxidable.
Compresor 2. Tiene una potencia de 67 hp, al igual que el anterior opera con una eficiencia del75 %, cuenta con 6 aspas y el material de construcción es de acero inoxidable.
La tubería utilizada para conducir el gas en la planta, es de 28 cm la cual fue propuesta pornosotros, este valor es determinado con base en una tabla de Geankoplis, cuyo costo estáconsiderado dentro de un equipo adicional.
I
R
E
T = 35 °C
9 mP = 2 atm
1m
T = 150 °C
XB = 0.998T = 190.5 °C 10m
T = 210 °C
4.6m
T = 150 °C
1m
1m
T = 180 °CT = 180 °C
Aire
4m
5m
1.8m
FT = 1053 mol/mìnFB= 24 mol/minFO2 = 216 mol/minFN2 = 812.57 mol/min
Po = 1 atm
T0 =35 ºC
Ventilador 1
Ventilador 2
1
2
30
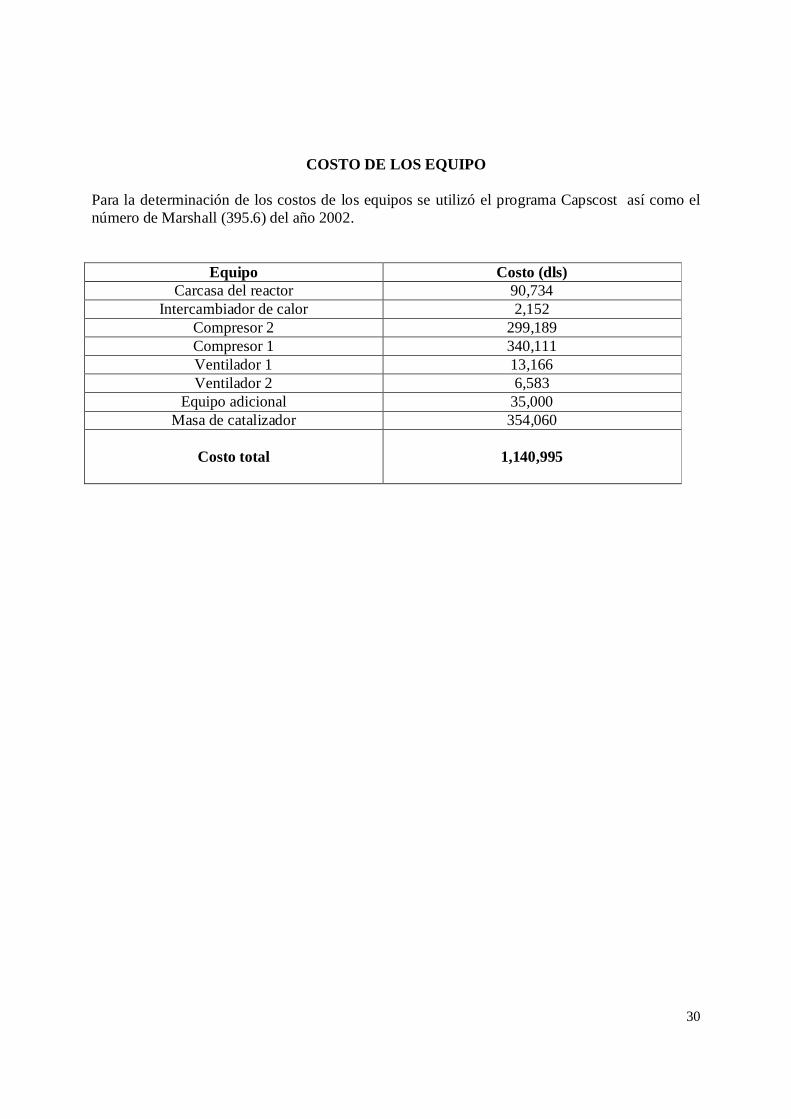
COSTO DE LOS EQUIPO
Para la determinación de los costos de los equipos se utilizó el programa Capscost así como elnúmero de Marshall (395.6) del año 2002.
Equipo Costo (dls)Carcasa del reactor 90,734
Intercambiador de calor 2,152Compresor 2 299,189Compresor 1 340,111Ventilador 1 13,166Ventilador 2 6,583
Equipo adicional 35,000Masa de catalizador 354,060
Costo total 1,140,995
31
CONCLUSIONES
v El no calcinar el catalizador una vez impregnado favorece la disminución de latemperatura de encendido de la reacción así como la conversión a temperaturas bajas.
v El paladio a diferencia de lo que menciona la literatura ha resultado ser un buencatalizador para la oxidación del benceno.
v No existe un efecto bimetálico favorable para la reacción de oxidación del benceno en elcatalizador bimetálico (Pt-Pd) que haga que el encendido de la reacción disminuya pordebajo de la del catalizador de Pd/Al2O3.
v EL incremento del porcentaje de La en el soporte incrementa la temperatura de encendidode la reacción desfavoreciendo la oxidación de benceno.
v El uso del solvente utilizado es importante, para logar una disminución en la temperaturade oxidación del hidrocarburo.
v El catalizador de Pd/Al2O3 utilizando como solvente acetona y reduciéndolo sin calcinaralcanza conversiones cercanas al 100 % de benceno a temperatura baja.
v Enfriar el reactor con vapor de agua genera un costo innecesario, ya que este puedeenfriarse con agua líquida, con ello, evitamos el usar calderas de alta presión para lageneración de vapor, y evitamos utilizar un compresor más, ya que estos son los querepresentan la mayor inversión en el equipo.
32
APENDICE 1
Método de preparación del Sol-Gel
La síntesis de los soportes, se realizará con la técnica de sol-gel. La síntesis para la alúminaconsiste en la obtención de precursores de óxidos mediante la hidrólisis de alcóxido de aluminio,el reactivo Trisecbutóxido (Aldrich), es muy sensible a la humedad del medio ambiente por loque se debe realizar en una atmósfera inerte, por ejemplo nitrógeno, mientras que para la síntesisde la alúmina-lantana se ocupara todo lo anterior mas nitrato de lantano disuelto en alcohol.
Reactivos
Trisecbutóxido de aluminio (Aldrich)HNO3Alcohol isopropílicoAgua desionizada
Método
De acuerdo a la técnica ya probada por los alumnos del Dr. Tomás Viveros García y el Dr. JoséAntonio de los Reyes Heredias, dejan en claro que el método de sol-gel ha sido un éxito en lapreparación de soportes de óxidos mixtos, en el área de catálisis, se utilizan las siguientesrelaciones molares de reactivos:
H20/Alcóxido = 20HNO3/Alcóxido = 0.2Alcohol/Alcóxido = 65
Se adiciona a un reactor de 1000 ml, perfectamente limpio y seco, al volumen de alcoholcalculado de acuerdo a la relación molar antes mencionada, dejando aproximadamente el doblede la cantidad de agua calculada en alcohol, para disolver el lantano.Se adiciona el alcóxido en el reactor.Se instalará el reactor en un baño de 0 °C, con agitación y se procederá a agregar gota a gota elagua con al ácido nítrico, a razón de una gota por cada 10 segundos, y una gota de alcohol conlantano cada 5 segundos.Una vez terminado el goteo del ácido-agua y del alcohol-lantano, se suspende la agitación y sedeja reposar el gel por 24 horas (añejamiento).Si es solamente alúmina no se deja alcohol ya que no se disuelve con el nitrato de lantano, y selleva acabo el mismo proceso.
33
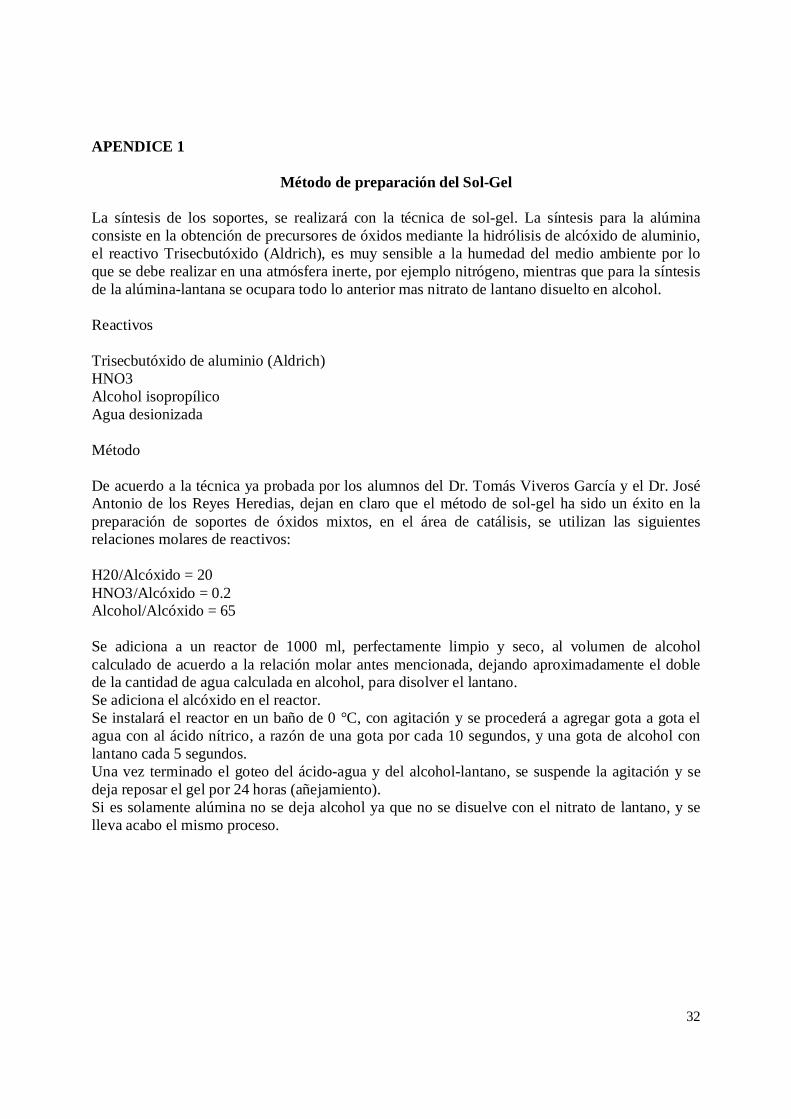
Finalmente el precursor se calcina para darle estabilidad térmica al soporte de acuerdo a lasiguiente rampa:
700°C/480min
133 min
300°C /120 min
120°C/120min 60min
33min
20°C
Método de impregnación por humedad incipiente
Impregnar al 1% en peso de metal, Pt, Pd, Pt-Pd (platino (20%) molar y paladio 80% molar).
Se pesa la masa de la sal de Pt, Pd y Pt-Pd ambas por separado en un vaso de precipitado de 5cc,se agrega el disolvente (agua o acetona) en pequeñas cantidades hasta disolver la sal.Se prepara un matraz aforado de 5 ml de cada solución.Se obtiene con una jeringa de 1cc la cantidad necesaria para impregnar 0.5 gr de soporte de lasolución de Pt o Pd y se agrega a un vaso de 5 cc previamente lavado y secado la solución ycompletar el volumen de poro restante con el solvente utilizado para la sal.Se agrega gota a gota la solución preparada al soporte ya pesado en un crisol hasta humedecer lasuperficie, posteriormente se mueve el soporte con una microespátula hasta homogeneizarla y secontinua el proceso hasta terminar la solución.
34
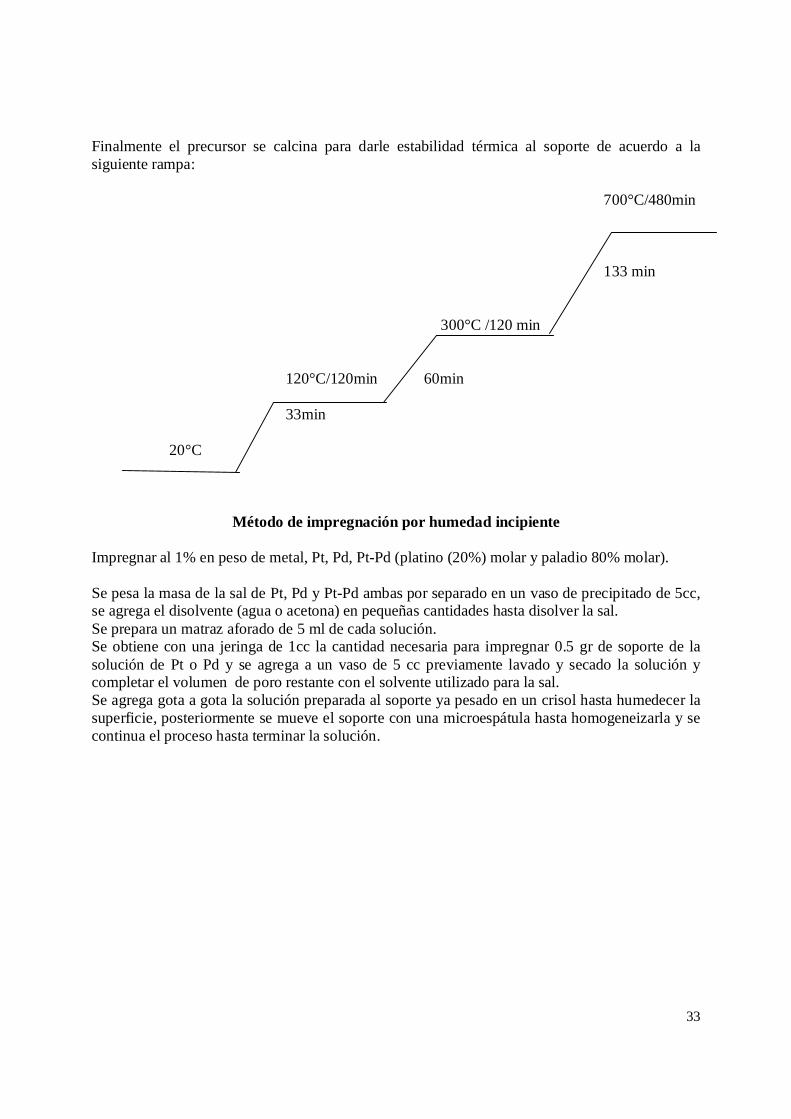
Reducción y calcinación después de impregnar
La calcinación y reducción se llevan acabo con la misma rampa de calentamiento una vezimpregnado el soporte, lo que cambian son los flujos que entran al reactor diferencial, durante lacalcinación se pone aire en contacto con el catalizador y durante la reducción hidrogeno, deacuerdo a la siguiente rampa de calentamiento:
20°C
500°C
120 min.
96 min.

35
APENDICE 2
Actividad experimental No. 1 (Deficiencia de O2)
Transformación de los datos para la determinación de la conversión del O2.
Correlación para pasar de áreas de CO2 a moles de CO2.
222 222COOHOB COOHOB νννν +→+
Balance de moles para el dióxido así como para él oxigeno.
ξν
ξν
2
2
22
22
º
º
OOO
COCOCO
NN
NN
−=
+=
Donde: 0º2
=CON
Despejando el avance de reacción e igualando ambas ecuaciones.
2
2
2
22
2
2
2
22º
ºº)º(
CO
CO
O
OO
O
O
O
OO NNxNNNN
νννξ ==
−=
Despejando la conversión del oxigeno
2
222 º
2
O
OCOO N
NCOx
ν
ν=
Si por estequiometría, sabemos:
2
22
2O
OCOCO
NN
ν
ν=
Donde2CON es la máxima cantidad de dióxido que se puede formar en función de la cantidad de
oxigeno alimentada Lo que implica que:
(max)2
2
2
CO
COO N
Nx =
Ahora la cantidad de dióxido de carbono es monitoreada utilizando un integrador, el cual nosproporciona el área del dióxido de carbono a la salida de la reacción.

36
Si el área de dióxido de carbono refleja la conversión del oxigeno implica que el área máxima dedióxido de carbono nos indica a conversión total del oxigeno alimentado utilizando este valorpara calcular la conversión del oxigeno:
(max)2
2
2
CO
COO A
Ax =
El flujo de la mezcla que se manejo a la entrada del reactor es:
min60 ccmezlaQ = a una CTsat º25=
Por Antoine podemos conocer la presión de vapor de benceno a la entrada.
Coeficientes de Antoine
A=6.90565 B=1211.033 C=220.79
Una vez que es conocida la presión del benceno a la entrada así como la presión a la que essometido el sistema (1 atm), procedemos a determinar la presión del oxígeno a la entrada delreactor como sigue:
BaireT PPP +=
Donde la presión de la Cd. De México es de 0.76 atm.
atmPPP BTAire 645.0125.077.0 =−=−=
atmPatmP
N
O
51.0645.0*79.0
135.0645.0*21.0
2
2
==
==
Ya calculadas las presiones parciales a la entrada, se proceden a determinar las fraccionesmolares para cada compuesto:
66.077.051.0
175.077.0135.0
16.077.0125.0
2
2
==
==
==
N
O
B
Y
Y
Y
37
Conocido las fracciones a la entrada del reactor, se determina los flujos volumétricos de cadacompuesto.
min6.39
min60*66.0
min1.8
min60*135.0
min6.9
min60*16.0
2
2
ccccQ
ccccQ
ccccQ
N
O
B
==
==
==
Si los gases de nuestro sistema se comportan como gases ideales por la presión baja, implica:
ccmol
ccKmol
atmdmK
dmatmC
ccmol
ccKmol
atmdmK
dmatmC
O
B
63
3
63
3
10*52.51*
**082.0*298
001.0*135.0
10*12.51*
**082.0*298
001.0*125.0
2
−
−
==
==
Una vez calculada la concentración se determinan los flujos molares a la entrada, como sigue:
min10*47.410*52.5*1.8
min10*92.410*12.5*6.9
56
56
2
molcc
molmolccF
molcc
molmolccF
O
B
−−
−−
==
==
Moles teóricos requeridos:
min10*69.310*92.4*5.7
*5.7
452
2
molF
nn
O
BO
−− ==
=
Porcentaje de O2 que esta entrando a reaccionar con base en los moles teóricos que se requierenpara hacer reaccionar el benceno que está entrando:
%1210*69.3%100*10*47.4 4
52
== −−
OF
38
Moles de benceno en exceso:
Si
min.10*96.5
5.710*47.4
5.76
52
Bmolnn O
B−
−
=== Moles de benceno teóricos
%725100*10*96.5
10*96.510*92.46
65
=−
= −
−−
Bn Exceso de benceno a la entrada
39
APENDICE 3
Actividad experimental No. 2 (Exceso de O2)
Los cálculos para determinar los moles que están entrando al reactor son determinados de igualmanera excepto que las condiciones de entrada varian:
min15.9 ccQm = CTsat º2=
min10*24.1
min10*95.7
5
7
2
molF
molF
O
B
−
−
=
=
Mientras que para determinar los moles que son adicionados, el procedimiento es el siguiente:
min01.49 ccQaire = CTamb º19=
El flujo de oxigeno que es adicionado al sistema es:
min3.1021.0*
min01.49
2
ccccQO ==
Determinación de la concentración del oxigeno:
ccmol
cckmol
atmdmK
dmamtCO6
3
3
10*75.61*
..082.0*292
001.0*77.0*21.02
−==
Conocida la concentración se procede a determinar el flujo molar como sigue:
min10*96.610*75.6*3.10 56
2
molcc
molmolccFO
−− ==
Moles totales de oxigeno que entran al reactor
min10*2.8 5
.2
molF TotalesO−=
40
Mientras que el flujo volumétrico total de la mezcla que entra al reactor es:
min24.58 ccQTot =
Determinación del exceso de oxigeno
min10*96.5 6
.2
molF TeoricoO−=
%1276100*10*96.5
10*96.510*2.8.. 6
65
2 ≈−
= −
−−
OdeExceso
APENDICE 4
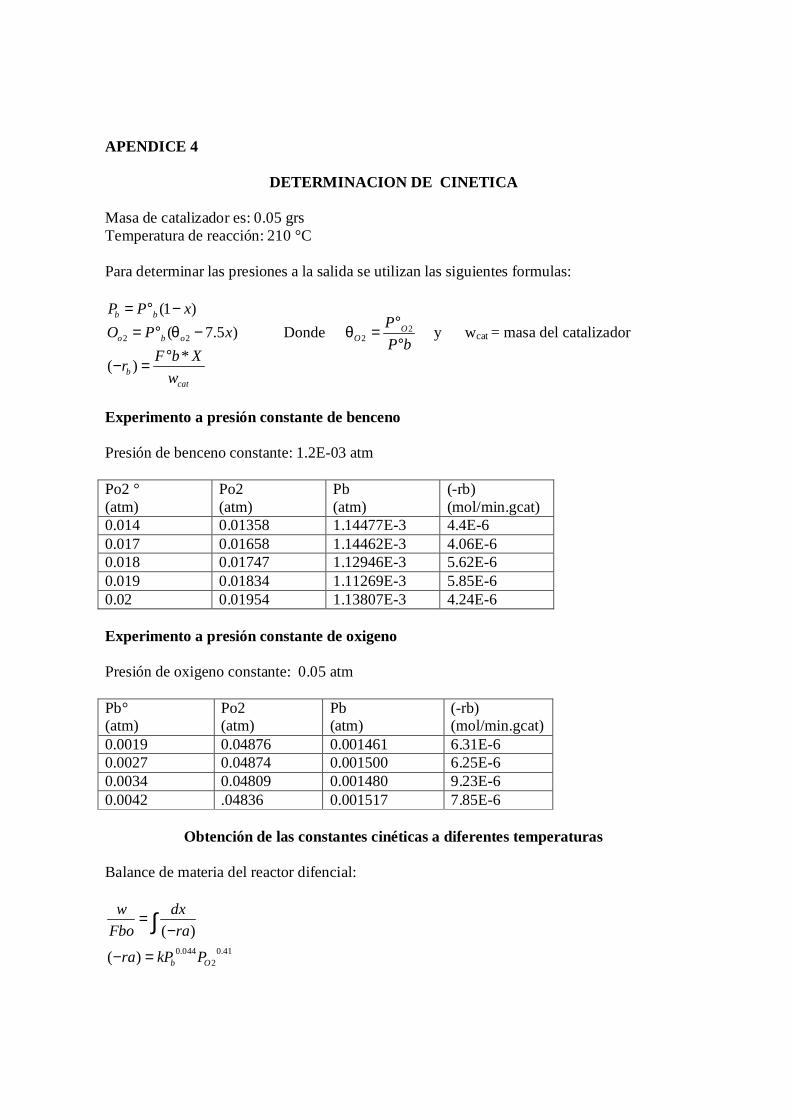
DETERMINACION DE CINETICA
Masa de catalizador es: 0.05 grsTemperatura de reacción: 210 °C
Para determinar las presiones a la salida se utilizan las siguientes formulas:
2 2
(1 )( 7.5 )
*( )
b b
o b o
bcat
P P xO P x
F b Xrw
θ= ° −
= ° −°
− =
Donde 22
OO
PP b
θ°
=°
y wcat = masa del catalizador
Experimento a presión constante de benceno
Presión de benceno constante: 1.2E-03 atm
Po2 °(atm)
Po2(atm)
Pb(atm)
(-rb)(mol/min.gcat)
0.014 0.01358 1.14477E-3 4.4E-60.017 0.01658 1.14462E-3 4.06E-60.018 0.01747 1.12946E-3 5.62E-60.019 0.01834 1.11269E-3 5.85E-60.02 0.01954 1.13807E-3 4.24E-6
Experimento a presión constante de oxigeno
Presión de oxigeno constante: 0.05 atm
Pb°(atm)
Po2(atm)
Pb(atm)
(-rb)(mol/min.gcat)
0.0019 0.04876 0.001461 6.31E-60.0027 0.04874 0.001500 6.25E-60.0034 0.04809 0.001480 9.23E-60.0042 .04836 0.001517 7.85E-6
Obtención de las constantes cinéticas a diferentes temperaturas
Balance de materia del reactor difencial:
0.044 0.412
( )
( ) b O
w dxFbo ra
ra kP P
=−
− =
∫
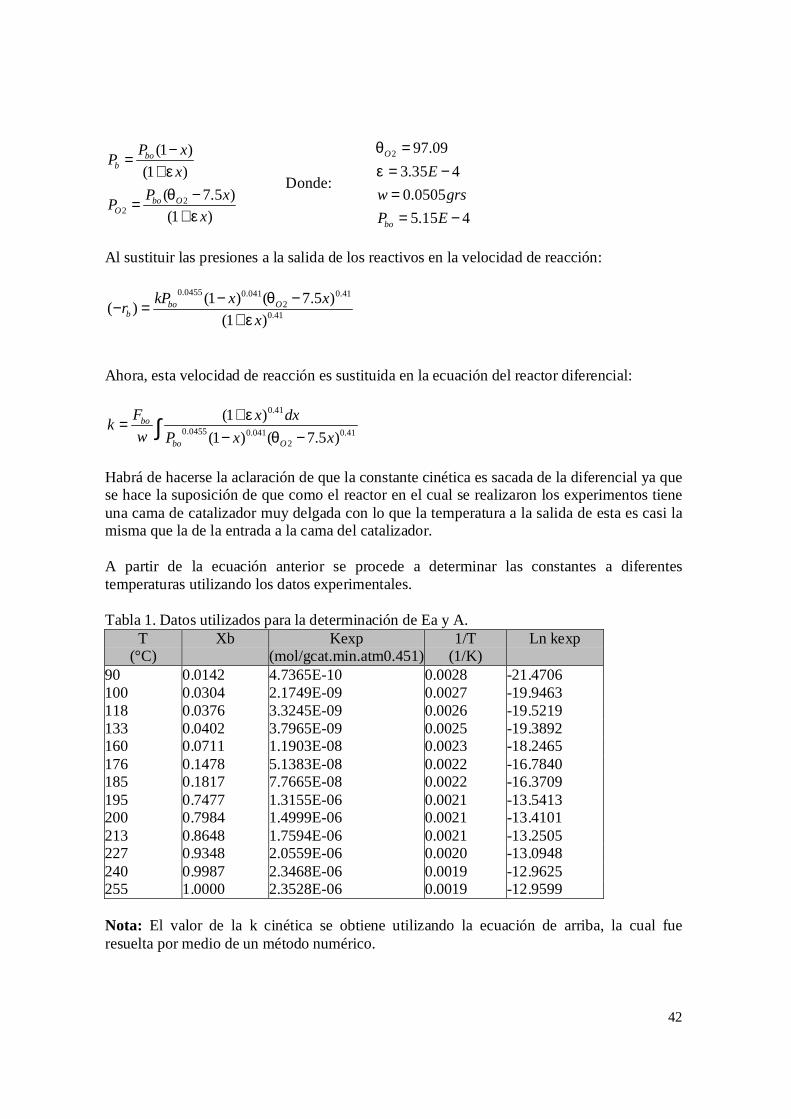
42
22
(1 )(1 )
( 7.5 )(1 )
bob
bo OO
P xPx
P xPx
εθ
ε
−=
+−
=+
Donde:
2 97.093.35 40.05055.15 4
O
bo
Ew grsP E
θε
== −== −
Al sustituir las presiones a la salida de los reactivos en la velocidad de reacción:
0.0455 0.041 0.412
0.41
(1 ) ( 7.5 )( )(1 )
bo Ob
kP x xrx
θε
− −− =
+
Ahora, esta velocidad de reacción es sustituida en la ecuación del reactor diferencial:
0.41
0.0455 0.041 0.412
(1 )(1 ) ( 7.5 )
bo
bo O
F x dxkw P x x
εθ
+=
− −∫
Habrá de hacerse la aclaración de que la constante cinética es sacada de la diferencial ya quese hace la suposición de que como el reactor en el cual se realizaron los experimentos tieneuna cama de catalizador muy delgada con lo que la temperatura a la salida de esta es casi lamisma que la de la entrada a la cama del catalizador.
A partir de la ecuación anterior se procede a determinar las constantes a diferentestemperaturas utilizando los datos experimentales.
Tabla 1. Datos utilizados para la determinación de Ea y A.T
(°C)Xb Kexp
(mol/gcat.min.atm0.451)1/T
(1/K)Ln kexp
90 0.0142 4.7365E-10 0.0028 -21.4706100 0.0304 2.1749E-09 0.0027 -19.9463118 0.0376 3.3245E-09 0.0026 -19.5219133 0.0402 3.7965E-09 0.0025 -19.3892160 0.0711 1.1903E-08 0.0023 -18.2465176 0.1478 5.1383E-08 0.0022 -16.7840185 0.1817 7.7665E-08 0.0022 -16.3709195 0.7477 1.3155E-06 0.0021 -13.5413200 0.7984 1.4999E-06 0.0021 -13.4101213 0.8648 1.7594E-06 0.0021 -13.2505227 0.9348 2.0559E-06 0.0020 -13.0948240 0.9987 2.3468E-06 0.0019 -12.9625255 1.0000 2.3528E-06 0.0019 -12.9599
Nota: El valor de la k cinética se obtiene utilizando la ecuación de arriba, la cual fueresuelta por medio de un método numérico.
43
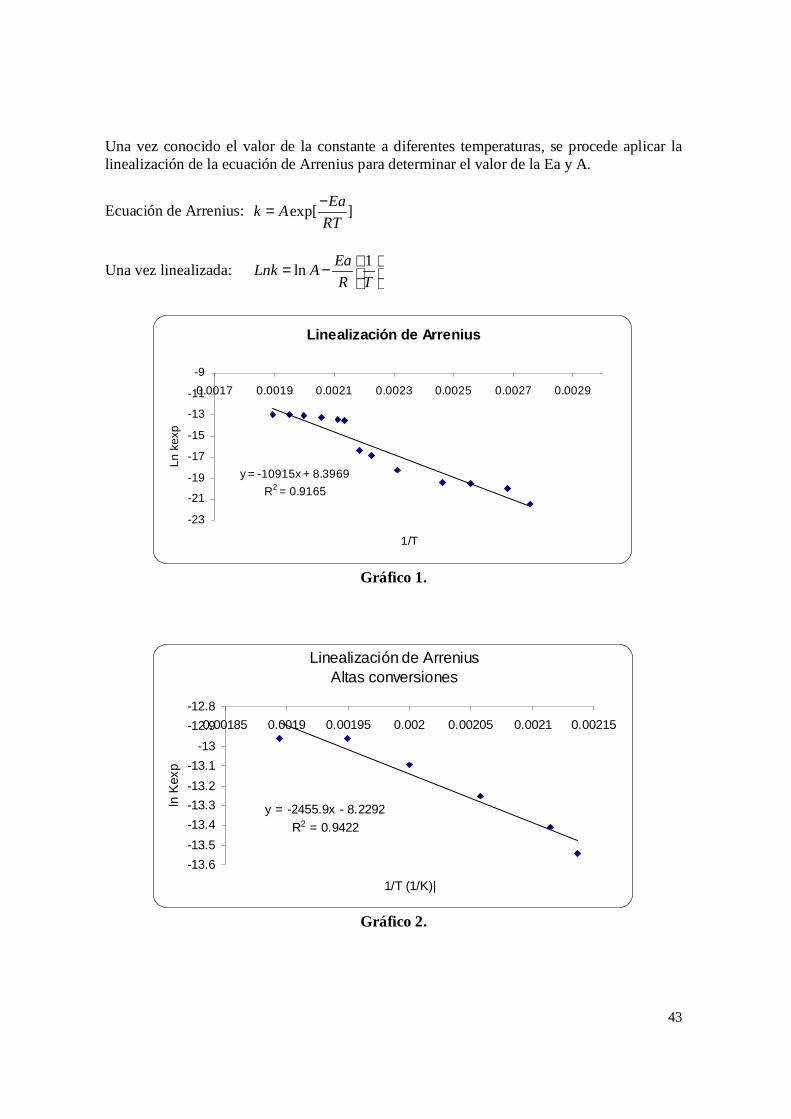
Una vez conocido el valor de la constante a diferentes temperaturas, se procede aplicar lalinealización de la ecuación de Arrenius para determinar el valor de la Ea y A.
Ecuación de Arrenius: exp[ ]Eak ART−
=
Una vez linealizada: 1ln EaLnk AR T
= −
Linealización de Arrenius
y = -10915x + 8.3969R2 = 0.9165
-23
-21
-19
-17
-15
-13
-11
-90.0017 0.0019 0.0021 0.0023 0.0025 0.0027 0.0029
1/T
Ln k
exp
Gráfico 1.
Linealización de ArreniusAltas conversiones
y = -2455.9x - 8.2292R2 = 0.9422
-13.6-13.5-13.4-13.3-13.2-13.1
-13-12.9-12.8
0.00185 0.0019 0.00195 0.002 0.00205 0.0021 0.00215
1/T (1/K)|
ln K
exp
Gráfico 2.
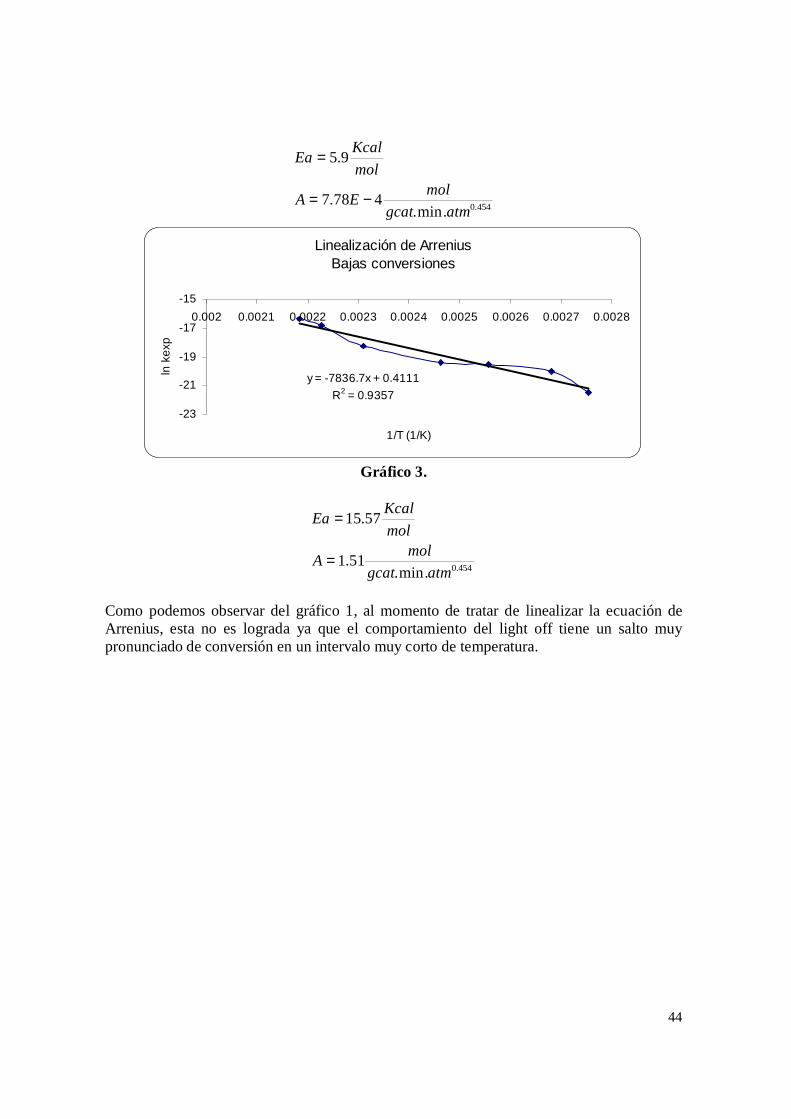
44
454.0.min.478.7
9.5
atmgcatmolEA
molKcalEa
−=
=
Linealización de ArreniusBajas conversiones
y = -7836.7x + 0.4111R2 = 0.9357
-23
-21
-19
-17
-150.002 0.0021 0.0022 0.0023 0.0024 0.0025 0.0026 0.0027 0.0028
1/T (1/K)
ln k
exp
Gráfico 3.
454.0.min.51.1
57.15
atmgcatmolA
molKcalEa
=
=
Como podemos observar del gráfico 1, al momento de tratar de linealizar la ecuación deArrenius, esta no es lograda ya que el comportamiento del light off tiene un salto muypronunciado de conversión en un intervalo muy corto de temperatura.
45
APENDICE 5
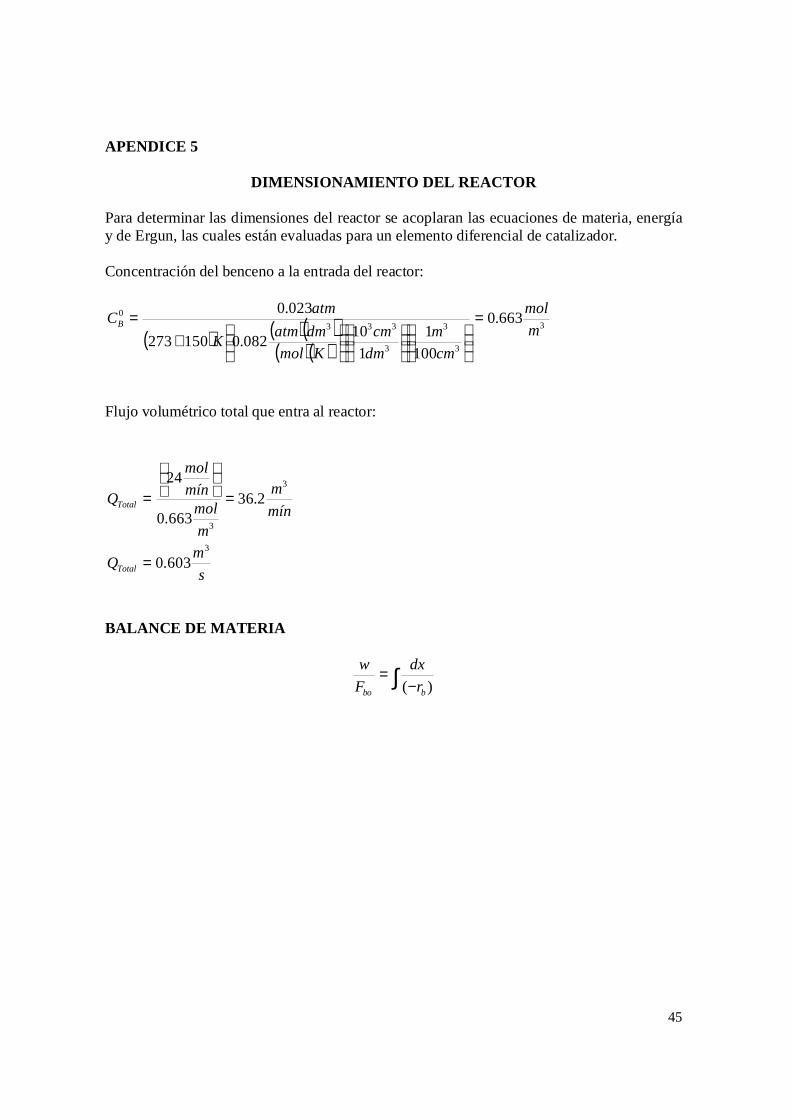
DIMENSIONAMIENTO DEL REACTOR
Para determinar las dimensiones del reactor se acoplaran las ecuaciones de materia, energíay de Ergun, las cuales están evaluadas para un elemento diferencial de catalizador.
Concentración del benceno a la entrada del reactor:
( ) ( )( )( )( )
3
3
3
3
3330 663.0
1001
110082.0150273
023.0mmol
cmm
dmcm
KmoldmatmK
atmCB =
+
=
Flujo volumétrico total que entra al reactor:
smQ
mínm
mmol
mínmol
Q
Total
Total
3
3
3
603.0
2.36663.0
24
=
=
=
BALANCE DE MATERIA
∫ −=
)( bbo rdx
Fw
46
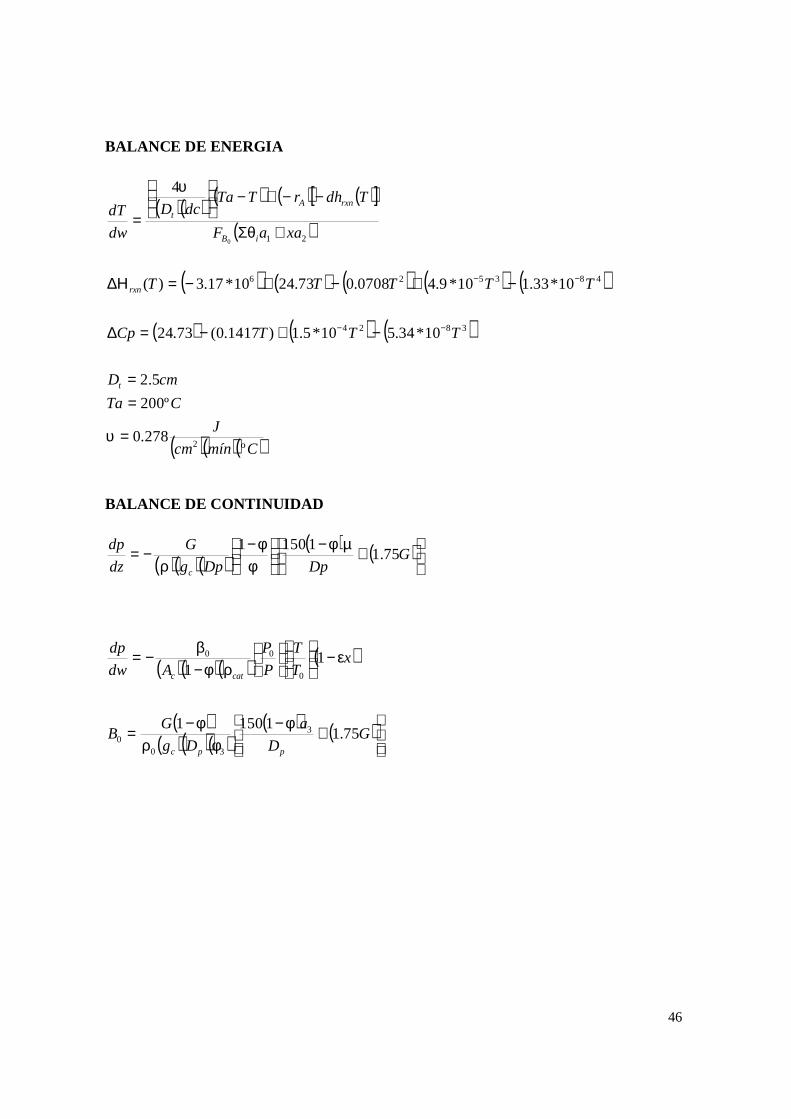
BALANCE DE ENERGIA
( )( ) ( ) ( ) ( )[ ]
( )
( ) ( ) ( ) ( ) ( )
( ) ( ) ( )
( )( )( )CmíncmJ
CTacmD
TTTCp
TTTTT
xaaF
TdhrTTadcD
dwdT
t
rxn
iB
rxnAt
º278.0
º2005.2
10*34.510*5.1)1417.0(73.24
10*33.110*9.40708.073.2410*17.3)(
4
2
3824
483526
210
=
==
−+−=∆
−+−+−=∆Η
+Σ
−−+−
=
−−
−−
υ
θ
υ
BALANCE DE CONTINUIDAD
( )( )( )( ) ( )
+
−
−−= G
DpDpgG
dzdp
c
75.111501 µφφ
φρ
( )( )( ) ( )
( )( )( )( )
( ) ( )
+
−−=
−
−−=
GD
aDg
GB
xTT
PP
Adwdp
ppc
catc
75.111501
11
3
300
0
00
φφρ
φ
ερφ
β

47
Balance de energía en los gases de la reacción.
( ) ( )
( )( )
( )( )( )CmínmJ
mính
KJJ
kcalKJ
Chmkcal
ftmA
mA
min
minLrA
mínJQ
dTCH
niHiniHiQ
C
TubosC
C
T
TPii
REACTIVOSPRODUCTOS
ref
i
º51.4186
601
110
2521055
)1)()((60
10498780
30003253.0
1.337.39
1315.122
10*466.7
3
2
2
2
2
7
7
=
=
=
=
Π=Π=
−=
+∆Η=
−=∆Η=
∫
∑∑
υ
υ
S i (T) a la salida del reactor del líquido de intercambio de energía es de 210 ºC.
( )
( ) ( )( )
( )( ) ( )
mínm
kgm
mínkgQ
KKkg
JmmínJ
KkgJCm
mínJ
mQ
ref
ref
ref
refref
33
7
7
15.087818.133
45348346.410*466.7
46.4º18021010*466.7
=
=
−
=
−=
∆Η=∆Η=
48
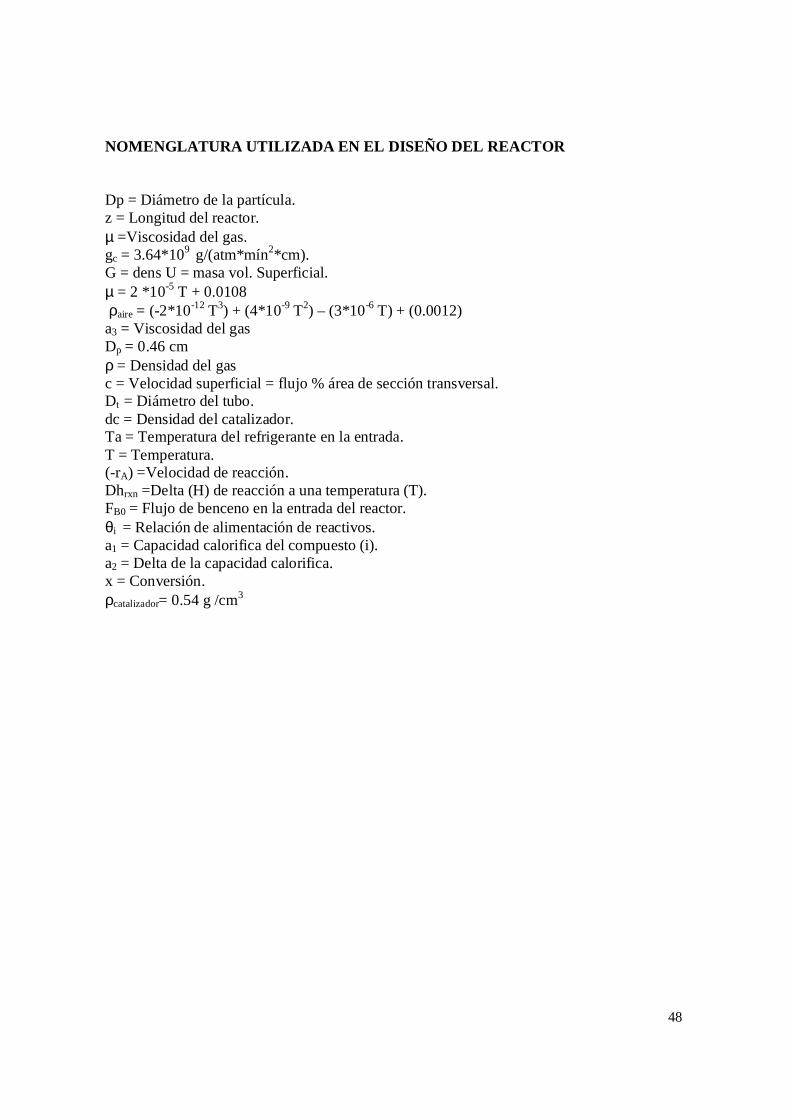
NOMENGLATURA UTILIZADA EN EL DISEÑO DEL REACTOR
Dp = Diámetro de la partícula.z = Longitud del reactor.µ =Viscosidad del gas.gc = 3.64*109 g/(atm*mín2*cm).G = dens U = masa vol. Superficial.µ = 2 *10-5 T + 0.0108ρaire = (-2*10-12 T3) + (4*10-9 T2) – (3*10-6 T) + (0.0012)a3 = Viscosidad del gasDp = 0.46 cmρ = Densidad del gasc = Velocidad superficial = flujo % área de sección transversal.Dt = Diámetro del tubo.dc = Densidad del catalizador.Ta = Temperatura del refrigerante en la entrada.T = Temperatura.(-rA) =Velocidad de reacción.Dhrxn =Delta (H) de reacción a una temperatura (T).FB0 = Flujo de benceno en la entrada del reactor.θi = Relación de alimentación de reactivos.a1 = Capacidad calorifica del compuesto (i).a2 = Delta de la capacidad calorifica.x = Conversión.ρcatalizador= 0.54 g /cm3

49
APENDICE 6
MODULO DE THIELE
( )
( )
BencenoBAireA
Kas
cmD
Donde
SherwooddeNúmeroD
dpKSh
PKPr
CCKW
AB
AB
C
OA
ASAbCAr
==
=
=
=−
−=
298...........096.0
............
2
41.0044.02
Haciendo una corrección por estar en fase gaseosa y considerando la difusividad Knudsen.
( )
SchmidtdeNúmeroD
Sc
ynoldsdeNúmerodp
cmdp
ScSh
scmD
TTTDD
AB
ABABAB
.......
Re.......Re
46.0
Re6.02
16.0..........
31
21
221
1
21
ν
µυρ
=
=
=
+=
=
=
El reactor consta de 3000 tubos
23
5 9087.4.........10*06.6 cmAs
cmQ C ==
50
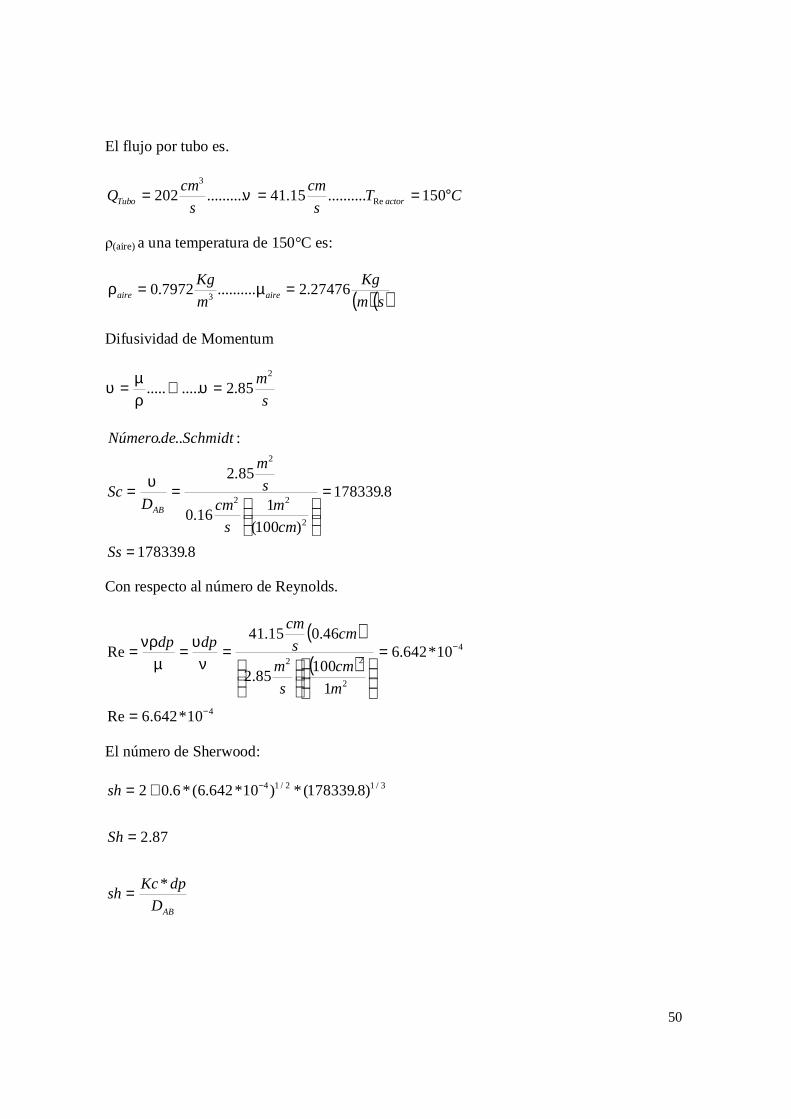
El flujo por tubo es.
CTs
cms
cmQ actorTubo °=== 150..........15.41..........202 Re
3
ν
(aire) a una temperatura de 150°C es:
( )( )smKg
mKg
aireaire 27476.2..........7972.0 3 == µρ
Difusividad de Momentum
sm2
85.2.......... =∴= υρµ
υ
8.178339
8.178339
)100(116.0
85.2
:...
2
22
2
=
=
==
Sscm
ms
cms
m
DSc
SchmidtdeNúmero
AB
υ
Con respecto al número de Reynolds.
( )
( )
4
4
2
22
10*642.6Re
10*642.6
110085.2
46.015.41Re
−
−
=
=
===
mcm
sm
cms
cmdpdpν
υµ
νρ
El número de Sherwood:
ABDdpKcsh
Sh
sh
*
87.2
)8.178339(*)10*642.6(*6.02 3/12/14
=
=
+= −

51
Despejando Kc
scmKc
dpDKc AB 998.087.2 =⇒=
Determinación de CAS en la entrada del reactor:
WAr=-(-rA)
∴ 41.02
044.0*)( OBASAb PPKCCKc =−
Con K a una temperatura de 150 ºC
K=1.4297*10-5
Este valor se obtiene de:
−−=
4231
4861
987.15901510*42.3 ExpK
PB a la entrada T= 150 ºC
∴
ccmolC
gmolr
atmPcc
molC
atmP
AS
B
O
Bo
Bo
710*63.6
min.10*029.6
205.0
10*63.6
023.0
6
2
7
−=
=
=
=
=
−
−
Se hace la consideración de que CAS es de 1er orden
∴
23.823.83364.0
**1
=⇒==
=
=
ηφ
η
φ
ρφ
s
s DecSaKR
Esto es debido a que es una reacción exotérmica.
η>1; esto nos indica que solo nos sirve para observar que controla la reacción superficial.Los cálculos estrictos se realizan por promedio volumétrico.
52
APENDICE 7
Programa utilizado en Polymath para la determinación del perfil de conversión ytemperatura a lo largo del reactor así como la cantidad de catalizador colocado dentro de untubo del reactor catalítico.
d(P)/d(w)=(-Bo*Po*T*(1+0.0115*x)/(4.9*0.55*0.56*P*To)d(T)/d(w)=((4*U/(Dt*dc))*(Ta-T)-ra*dhrxn)/(Fbo*(a1+a2*x))d(x)/d(w)=ra/Fbo
U=0.42Po=1To=150Dt=2.5Dc=0.54Ta=180
dhrxn=-3.17e6+24.73*T-0.0708*T2+4.9e-5*T3-1.33e-8*T4
Fbo=8e-3a1=1317.9+0.5082*T-1.18e-4*T2-7.84e-9*T3
a2=24.73-0.1417*T+1.5e-4*T2-5.34e-8*T3
k=3.42e-5*exp((5901*((T+273)-486))/(1.987*(T+273)*483))visc=2e-5*T+0.0108dens=-2e-12*T3+4e-9*T2-3e-6*T+0.0012ra=k*(((0.2-0.1725*x)/(1+0.0115))0.41)*(((0.023*(1-x))/(1+0.0115*x))0.044)Bo=((2927.84*(dens)*0.55)/(0.00083*3.64e9*0.46*(0.553)))*(((150*0.55*visc)/0.46)+1.75*3693.27*dens)
w(0)=0P(0)=1T(0)=150x(0)=0w(f)=820
53
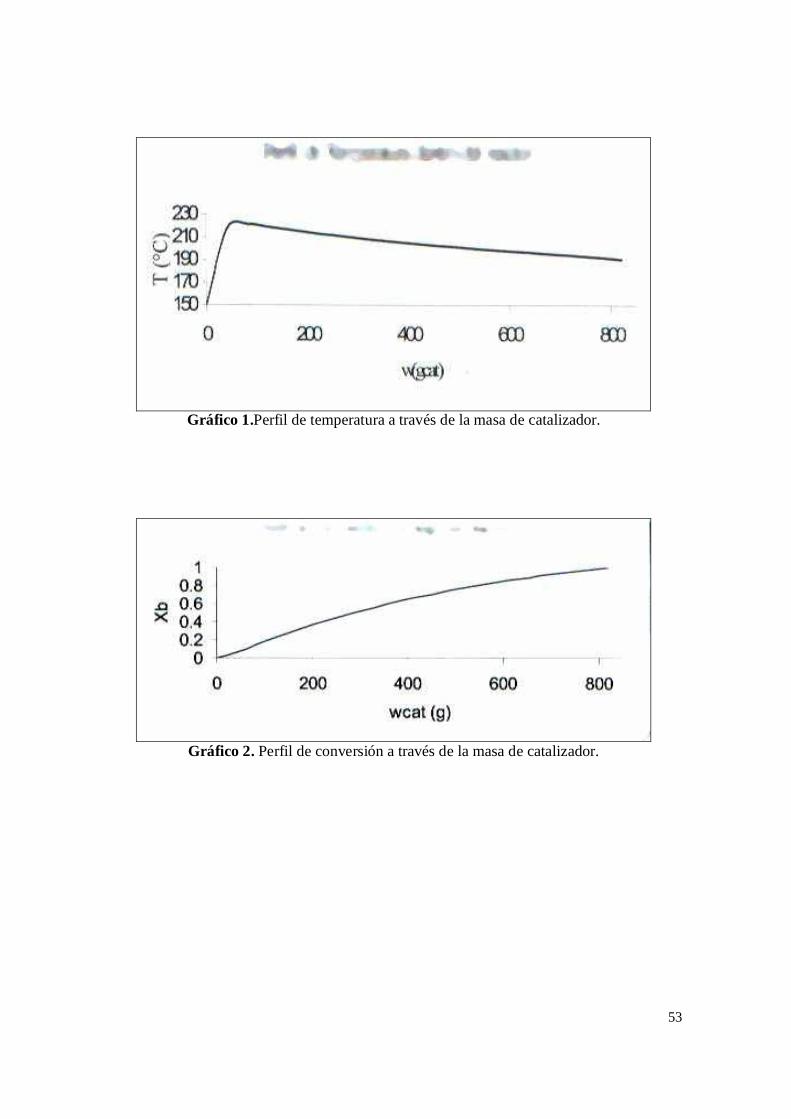
Gráfico 1.Perfil de temperatura a través de la masa de catalizador.
Gráfico 2. Perfil de conversión a través de la masa de catalizador.
54
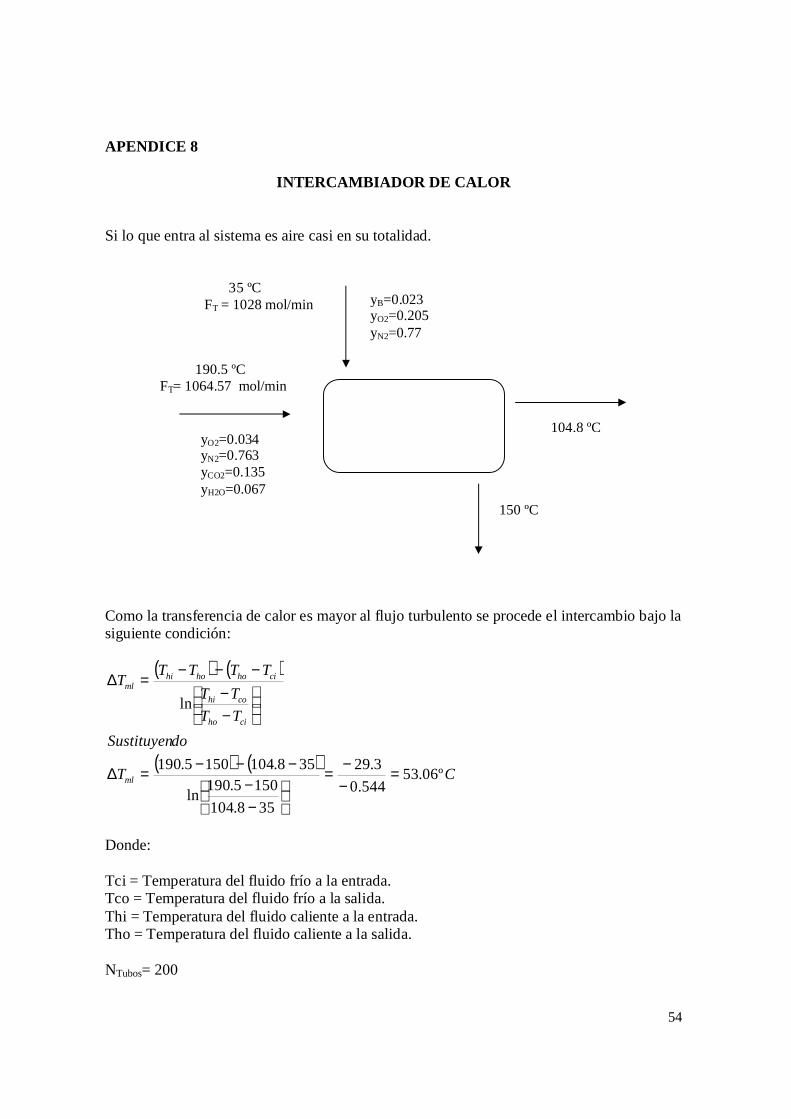
APENDICE 8
INTERCAMBIADOR DE CALOR
Si lo que entra al sistema es aire casi en su totalidad.
Como la transferencia de calor es mayor al flujo turbulento se procede el intercambio bajo lasiguiente condición:
( ) ( )
( ) ( ) CT
doSustituyenTTTT
TTTTT
ml
ciho
cohi
cihohohiml
º06.53544.0
3.29
358.1041505.190ln
358.1041505.190
ln
=−−
=
−−
−−−=∆
−−
−−−=∆
Donde:
Tci = Temperatura del fluido frío a la entrada.Tco = Temperatura del fluido frío a la salida.Thi = Temperatura del fluido caliente a la entrada.Tho = Temperatura del fluido caliente a la salida.
NTubos= 200
190.5 ºCFT= 1064.57 mol/min
yO2=0.034yN2=0.763yCO2=0.135yH2O=0.067
150 ºC
104.8 ºC
yB=0.023yO2=0.205yN2=0.77
35 ºCFT = 1028 mol/min

55
( )
( )
sm
ms
m
AQVdondeVAQ
mcm
mcmAcmD
sm
smín
mínm
mmolmínmol
QCF
Q
quetieneSe
mmol
cmm
dmcm
kmoldmatmK
atmC
F
t
TotN
NTot
N
N
8.610*9.4
10*33.3...........
10*9.4100
15.2
45.2
10*33.360
12.008.20
06.4
:..
08.20
1001
110*082.02735.190
763.0
06.4200
57.812
4
33
242
33
3
3
3
33
3
3
333
2
2
2
2
====
=
Π
=⇒=
=
==⇒=
=
+
=
==
−
−
−
−
Para fines prácticos se hará la supocisión de que la mezcla a la entrada del intercambiador essolamente aire.
( )
( )
( )
))(º(014.0
128.3
110
14.3412))((1
))(º)((0145.0
712.0
10*88.1))((100
1.0019.0
º5.92
22.1128.3
145.077.0
))((10*79.1
))((1001.00179.0
32
11
352
33
33
311
51
FmW
mft
KWW
BTUhKW
FfthBtuk
P
mkg
smCpkgCp
CTmkg
mft
lbmkg
ftlbm
smkg
smCpkgCp
w
b
=
=
=
=
=
=
=
=
=
=
−
−
µ
ρ
µ
( )( )( )
( )
( )( )
723,1110*79.1
025.08.622.1Re
Re
5
3
=
=
=
−
smkg
msm
mkg
Dvµ
ρ

56
( )( ) ( ) ( )( )( )( )
( )( ) tubodeleriorFm
Wh
FmW
mFm
W
h
Dk
kDh
L
L
w
sL
..intº
44.21
º44.21
024.0º
014.010*88.110*79.1
712.0723,11023.0
PrRe023.0
2
2
14.0
5
533.08.0
14.0
31
8.0
→=
=
=
=
−
−
µµ
Transferencia de calor en el exterior.
( )
fluidodelatemperaturTerficuialatemperaturT
donde
TbTwT
NCNN
b
m
f
mNU
..sup.
:2
31
PrRe
==
+=
=
( )
( ) ( )
( )
( )
( ) 22
33
32
2
3
33
3
3
333
23.054.04
44.060
59.2656.30
57.812
56.30
1001
110)(082.027335
772.0
57.812
2
2
2
2
mA
sm
smín
mínm
mmolN
mínmolN
CF
Q
mmol
cmm
dmcm
KdmatmK
atmC
mínmolF
t
N
Ntot
N
N
==Π
=
=
==
=
+
=
=
smV
sm
ms
m
AQVVAQ 91.191.1
23.0
44.02
3
=⇒===⇒=

57
Balance de energía en el fluido frío.
mínJQ
nHnHnQ iiiireactivosiiproductos
610*84.3=
∆Η=−= ∑ ∑ ∑
Balance de energía en el fluido caliente.
∑ ∆Η= iinQ
( )
( )
( )( )
( ) ( ) ( )( )( ) ( )( )
( )( )( )( )
( )
( )( )( )
6.416210*23.2
54.091.19.0Re
10*23.210
1.00223.0
9.0128.3
145.0057.0
23638.1132
5.9225.134
4
3
41
3
33
31
=
==
=
=
=
=
°=°=°+
=
−
−
segmkg
msegm
mkg
D
segmkg
segmCpkgCpk
segmkg
mft
lbkg
ftlb
FCCT
m
m
f
µυρ
ρ
m = 0.618 ; C = 0.193 ; Pr(1) = 0.692
( )( )( ) ( )( )
( )( )( ) ( ) ( )( )
( ) ( )( )
( )( )FmWh
FmW
inmin
FmW
h
FmW
DNCNh m
°=
°=
°
=
°==
2
2
33.0618.0
31
PrRe
25.16
25.16
37.3911
014.0692.06.41626.4162193.0
014.0............ κκ
κυ

58
El tubo a utilizar es de acero inoxidable con:
( )
( )( )
inDinD
KmW
InfExt 824.0.........05.1
232
==
=κ
( )
( ) 2242
242
0
24
4
4
44
10*44.337.39
1824.04
10*58.537.39
105.14
10*42.4
10*44.310*58.5ln
10*44.310*58.5
ln
min
minA
min
minA
m
AA
AAA
Int
Ext
Int
Ext
IntExt
−
−
−
−
−
−−
=
Π
=
=
Π
=
=
−
=−
=
Coeficiente general (lado del área externa del tubo).
( ) ( ) ( )
( )( ) ( )
( )( ) ( ) ( )
( ) ( ) ( ) ( )( )
( )( )FmW
FmW
FmWm
FmWFm
W
hAArrh
AA
Aii
i
°=
°=
++=
°
+
°
−+
°
=
+
−+
=
−
−
−
−
−
20
240
224
4
24
4
0
0
00
00
029.0
029.0061.010*07.378.34
1
25.16
1
10*42.423
10*58.5021.00266.044.2110*44.310*58.5
1
11
υ
υ
υ
κ
υ
59
( )
( )
( ) FCT
FCT
TTAq
°=°=−
+=
°=°=−
+=
−=
5.1985.922
3515035
65.27325.1342
785.19078
4
1
4100υ
( ) ( ) ( )( )
( )( ) ( )208.108.1
37.391
205.12
029.02
:)(
))()()(2(
029.076.130
84.3
601
136005.19865.273029.0
84.3
2
0
0
00
20
2
0
=∴=⇒=
Π
=Π
=
Π=
==
°−
°
=
DLmLm
inmin
mr
AL
LDespejando
LrA
mA
mính
hWJF
CmW
mínJ
A
60
BIBLIOGRAFÍA
1. Thevenin, P.O., et al., Journal of Catalysis, 207(2002).
2. M. Ferrando and E. Bjornbom, Journal of catalysis, 200(2001).
3. T. Garetto and C. Apesteguia, Catalysis Today, 62(2000).
4. EPA, 1991, U.S. EPA, Office of Research, and Development, (Control Technologiesfor Hazardous Air Pollutants, (EPA/625/6-9l/0l4, Washington, D.C; June.
5. AWMA 1992. Air & Waste Management Association, Air Pollution EngineeringManual. Van Nostrand Reinhold, New York.
6. Cooper & AlIey, 1994. C.D. Cooper and F. C. Alley, Air Pollution Control A DesignApproach, Second Edition, Waveland Press, Inc. IL.
7. EPA, 1992. U.S. EPA, Office of Air Quality Planning and Standars, (ControlTechniques for Volatile Organic Emissions from Stationary Source), EPA-453/R-92-018, Rsearch Triangle Park, NC; December.
8. EPA, 1995. U.S. EPA, Office of Air Quality PIanning and Standars, (Survey ofControl Technologies for low Concentration Organic Vapor Gas Streams), EPA-456/R-95-003. Research Triangle Park, NC; May.
9. Biodegradación de compuestos orgánicos Tóxicos. Christian Kennes, Juan M. Lema,Ma. C. Veiga.
10. Technical Bulletin. Sparging y Biosparging. David J. Wilson, Kenton H. Oma, P.E.
11. Ingeniería de Control de la Contaminación del aire. NoeI de Nevers
12. Chemistry and Analysis of Volatile Organic Compounds in the Environment. H.J.Th. Bloemen.
13. Tecnologías actuales para el Tratamiento de aire contaminado con compuestosorgánicos volátiles: la biofiltración. María C. Veiga, Margarita Fraga, Luis Amor y
14. Biofiltration of gaseous effluents Air Science Technologies.
15. Biodegradación de compuestos orgánicos Tóxicos. Christian kennes, Juan M. Lema,Mª C Veiga.
16. Technical Bulletin. Sparging y Biosparging. David J. Wilson, Kenton H. Oma, P.E.
17. Ingeniería de Control de la Contaminación del aire. Noel de Nevers
18. Chemistry and Analysis of Volatile Organic Compounds in the Environment. H.J.Th. Bloemen
61
19. Tecnologías actuales para el tratamiento de aire contaminado con compuestosorgánios volátiles: la biofiltración. María C. Veiga, Margarita Fraga, Luis Amor yChristian Kennes.
20. Biofiltration of gaseous effluents. Air Science Technologies.
21. Spivey, J. J. Complete catalytic o oxidation of volatile organics. lnd. Eng. Chem. Res 26, 2165-2180(1987).
22. Beld, Lambertus van de. Tesis Doctoral, Twente University, (1995).
23. R.M. Heck and R. J. Farrauto, “Catalytic Air Poll Control”, J. Wiley & Sons, 147(1995).
24. J.F. Straitz, Env. Eng. World, 18 agosto 1995.
25. Moretti E.C., Mukhopadhyay N.; Baker Environmental, INC., Chem. Eng.Progress,20-26, JuIy 1993.
26. B. Hileman, Chem. Eng. News 9, March 1998.
27. Gustavo Pérez López, “Actividad y desactivación de catalizadores de ni soportadosen óxidos mixtos de alúmina y titania”, Tesis de maestría, UAMI, (1997).
28. SEIT, Van NET, Abbott, “Introducción a la Termodinámica en Ingeniería Química”,5ª edición, editorial Mac-Graw-HilL, 1997.
29. Perry, Manual del Ingeniero Químico, sexta edición, editorial Mac-Graw-HiIl,Tomo 1 y 2, 1992.
30. Lobo, R., “Principios de transferencia de masa”, 1ª edición, editorial UAM, 1997.
31. Uldrich, G.D., ‘Diseño y economía de os procesos de Ingeniería Química”, 1ªedición Mac-Graw-Hill, 1993.
32. Smith, J.M., “Ingeniería de la Cinética Química”, décima primera edición,reimpresión 1998, Editorial Continental SA. de C.V., México, 1998.
33. Karlekar, B.V. Desmond R.M., “Transferencia de calor”, 2ª edición, editorial LimusaWiley. 2001.
34. Fogler, H.S., “Elementos de Ingeniería de las Reacciones Químicas”, 3ª edición,Editorial Pearson Educación, 2001.
35. Treybal, R.E.., “Operaciones de transferencia de masa”, 2ª edición, Mac-Graw-Hill,1998.
62
36. ISO 14000 Directrices para la Implantación de un Sistema de GestiónMedioambiental, AENOR.
37. EPA, “Tecnología de control de contaminantes del aire”, Hoja de datos, 1998.
38. http://www.epa.gov/ttn/catc/dir2/cs3-2ch2-s.pdf
39. http://www..ordenjuridico.gob.mx/PE./administracion/pe_A8.php
40. http://www.segam.gob.mx/index.cfm?paginaid=9
41. http://gtz.org.mx/sitios-contam/infomes/Rocha/LISTADO%20TOTAL-3.PDF
42. http://www.estrucplan.com.ar
43. http://uninet.mtv.itesm.mx/boletin
44. http://www.ine.gob.mx
45. http://www.noveonic.com
46. [email protected].
47. www.funam.org.ar/docksud.htm