Hoja de Apoyo Para Programacion Definitivo
12
Nota: El presente documento será una herramienta de apoyo para la realización de la evaluación. Este documento no pude presentar ninguna anotación ni alguna marca para su utilización durante la evaluación, en caso contrario será retirado y no podrá usarse. FUNCIONES DE CN PARA EL TORNO FUNCIÓN SIGNIFICADO G04 Temporización, duración programada mediante K G05 Trabajo en arista matada G06 Interpolación circular con programación del centro del arco en coordenadas absolutas G08 Trayectoria circular tangente a la trayectoria anterior G09 Trayectoria circular definida mediante tres puntos G20 Llamada a subrutina estándar G21 Llamada a subrutina paramétrica G22 Definición de subrutina estándar G23 Definición de subrutina paramétrica G24 Final de subrutina G25 Salto/llamada incondicional G26 Salto/llamada condicional si es igual a 0 G27 Salto/llamada condicional si no es igual a 0 G28 Salto/llamada condicional si es menor G29 Salto condicional si es igual o mayor G30 Visualizar código de error definido mediante K G31 Guardar origen de coordenadas G32 Recuperar origen de coordenadas guardado mediante G31 G33 Roscado G36 Redondeo controlado de aristas G37 Entrada tangencial G38 Salida tangencial
-
Upload
jujuyayayei -
Category
Documents
-
view
228 -
download
0
description
Es una hoja de apoyo para la programacion, que consiste en elegir el tipo de maquina de mecanizado que necesitas para tu herramienta en este caso una herrramienta enorme
Transcript of Hoja de Apoyo Para Programacion Definitivo

Nota:Elpresentedocumentoseráunaherramientadeapoyoparalarealizacióndelaevaluación.Estedocumentonopudepresentarningunaanotaciónnialgunamarcaparasuutilizacióndurantelaevaluación,encasocontrarioseráretiradoynopodráusarse.
FUNCIONESDECNPARAELTORNO
FUNCIÓN SIGNIFICADO
G04 Temporización, duración programada mediante K
G05 Trabajo en arista matada
G06 Interpolación circular con programación del centro del arco en coordenadas absolutas
G08 Trayectoria circular tangente a la trayectoria anterior
G09 Trayectoria circular definida mediante tres puntos
G20 Llamada a subrutina estándar
G21 Llamada a subrutina paramétrica
G22 Definición de subrutina estándar
G23 Definición de subrutina paramétrica
G24 Final de subrutina
G25 Salto/llamada incondicional
G26 Salto/llamada condicional si es igual a 0
G27 Salto/llamada condicional si no es igual a 0
G28 Salto/llamada condicional si es menor
G29 Salto condicional si es igual o mayor
G30 Visualizar código de error definido mediante K
G31 Guardar origen de coordenadas
G32 Recuperar origen de coordenadas guardado mediante G31
G33 Roscado
G36 Redondeo controlado de aristas
G37 Entrada tangencial
G38 Salida tangencial

Nota:Elpresentedocumentoseráunaherramientadeapoyoparalarealizacióndelaevaluación.Estedocumentonopudepresentarningunaanotaciónnialgunamarcaparasuutilizacióndurantelaevaluación,encasocontrarioseráretiradoynopodráusarse.
G39 Achaflanado
G47 Tratamiento de bloque único
G48 Anulación del Tratamiento de bloque único
G49 FEED‐RATE programable
G53/G59 Traslados de origen
G66 Ciclo fijo de desbastado siguiendo el perfil pieza
G68 Ciclo fijo de desbastado (X)
G69 Ciclo fijo de desbastado (Z)
G72 Factor de escala
G81 Ciclo fijo de torneado de tramos rectos
G82 Ciclo fijo de refrentado de tramos rectos
G83 Ciclo fijo de taladrado
G84 Torneado de tramos curvos
G85 Refrentado de tramos curvos
G86 Ciclo fijo de roscado longitudinal
G87 Ciclo fijo de roscado frontal
G88 Ciclo fijo ranurado longitudinal
G92 Preselección de cotas y limitación del valor máximo de S
Nota:Elpresentedocumentoseráunaherramientadeapoyoparalarealizacióndelaevaluación.Estedocumentonopudepresentarningunaanotaciónnialgunamarcaparasuutilizacióndurantelaevaluación,encasocontrarioseráretiradoynopodráusarse.
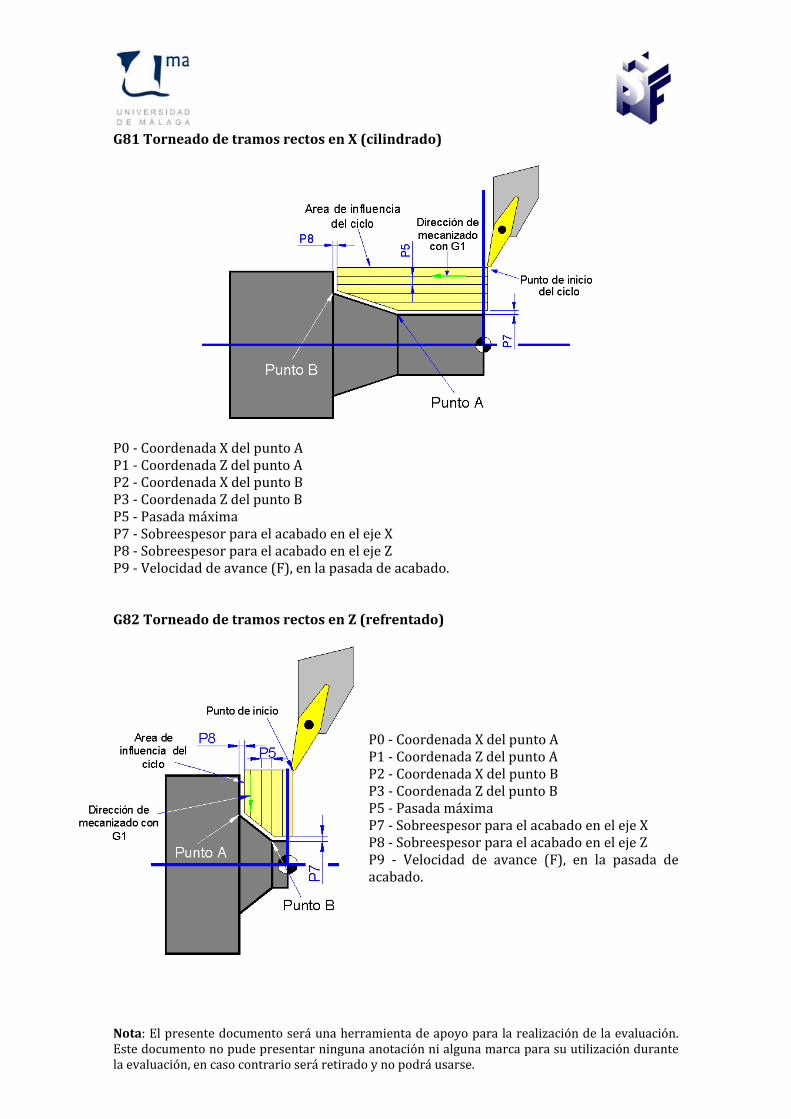
G81TorneadodetramosrectosenX(cilindrado)
P0‐CoordenadaXdelpuntoAP1‐CoordenadaZdelpuntoAP2‐CoordenadaXdelpuntoBP3‐CoordenadaZdelpuntoBP5‐PasadamáximaP7‐SobreespesorparaelacabadoenelejeXP8‐SobreespesorparaelacabadoenelejeZP9‐Velocidaddeavance(F),enlapasadadeacabado.
G82TorneadodetramosrectosenZ(refrentado)
P0‐CoordenadaXdelpuntoAP1‐CoordenadaZdelpuntoAP2‐CoordenadaXdelpuntoBP3‐CoordenadaZdelpuntoBP5‐PasadamáximaP7‐SobreespesorparaelacabadoenelejeXP8‐SobreespesorparaelacabadoenelejeZP9 ‐ Velocidad de avance (F), en la pasada deacabado.

Nota:Elpresentedocumentoseráunaherramientadeapoyoparalarealizacióndelaevaluación.Estedocumentonopudepresentarningunaanotaciónnialgunamarcaparasuutilizacióndurantelaevaluación,encasocontrarioseráretiradoynopodráusarse.
G84Cilindradodetramoscurvos
P0‐CoordenadaXdelpuntoAP1‐CoordenadaZdelpuntoAP2‐CoordenadaXdelpuntoBP3‐CoordenadaZdelpuntoBP5‐PasadamáximaP7 ‐ Cantidad de material para elacabadoenelejeXP8 ‐ Cantidad de material para elacabadoenelejeZP9 ‐ Velocidad de avance (F), en lapasadadeacabadoP18‐ Distancia del punto A alcentro de la circunferencia ensentidoXdondeestáinscritoelarco.P19 ‐ Distancia del centro de lacircunferencia al puntoA en sentidoZ.
G85Refrentadodetramoscurvos
P0‐CoordenadaXdelpuntoAP1‐CoordenadaZdelpuntoAP2‐CoordenadaXdelpuntoBP3‐CoordenadaZdelpuntoBP5‐PasadamáximaP7 ‐ Cantidad de material para elacabadoenelejeXP8 ‐ Cantidad de material para elacabadoenelejeZP9 ‐ Velocidad de avance (F), en lapasadadeacabadoP18‐ DistanciadelpuntoAalcentrode la circunferencia en sentido Xdondeestáinscritoelarco.P19 ‐ Distancia del centro de lacircunferenciaalpuntoAensentidoZ.

Nota:Elpresentedocumentoseráunaherramientadeapoyoparalarealizacióndelaevaluación.Estedocumentonopudepresentarningunaanotaciónnialgunamarcaparasuutilizacióndurantelaevaluación,encasocontrarioseráretiradoynopodráusarse.
G68DesbasteenelejeX
P0‐CoordenadaXdelpuntoA P1‐CoordenadaZdelpuntoAP5‐PasadamáximaP7‐CantidaddematerialparaelacabadoenelejeXP8‐CantidaddematerialparaelacabadoenelejeZP9‐Velocidaddeavance(F),enlapasadadeacabadoP13‐ NumerodelprimerbloquedondeempezaraladefinicióndelperfilamecanizarP14‐ Númerodelúltimobloquedondefinalizaraladefinicióndelperfilamecanizar
G69DesbasteenelejeZ

Nota:Elpresentedocumentoseráunaherramientadeapoyoparalarealizacióndelaevaluación.Estedocumentonopudepresentarningunaanotaciónnialgunamarcaparasuutilizacióndurantelaevaluación,encasocontrarioseráretiradoynopodráusarse.
G66Seguimientodeperfil
P0eslacoordenadaXdeA(puntoinicialdelperfil).P1eslacoordenadaZdeA.P4eselsobrantetotaldematerialaeliminardelapieza.P5Pasadamáxima.SeráenXoZdependiendodelvalordeP12.P7SobreespesorparaelacabadoenelejeX.P8SobreespesorparaelacabadoenelejeZ.P9Velocidaddeavancedelapasadadeacabado.P12eselángulodecortedelaherramienta.P13eselnúmerodelprimerbloquededefinicióndelperfil.P14eselnúmerodelúltimobloquededefinicióndelperfil.
G88RanuradoenelejeX
P0CoordenadaXdelpuntoA.P1CoordenadaZdelpuntoA.P2CoordenadaXdelpuntoB.P3CoordenadaZdelpuntoB.P5Anchodelacuchilla.P6 Distancia de seguridad,programadaenradios.P15 Tiempo de espera en elfondo.

Nota:Elpresentedocumentoseráunaherramientadeapoyoparalarealizacióndelaevaluación.Estedocumentonopudepresentarningunaanotaciónnialgunamarcaparasuutilizacióndurantelaevaluación,encasocontrarioseráretiradoynopodráusarse.
G89RanuradoenelejeZ
P0CoordenadaXdelpuntoA.P1CoordenadaZdelpuntoA.P2CoordenadaXdelpuntoB.P3CoordenadaZdelpuntoB.P5Anchodelacuchilla.P6 Distancia de seguridad,programadaenradios.P15 Tiempo de espera en elfondo.
G83Taladrado
P0CoordenadaXdelpuntoA.P1CoordenadaZdelpuntoA.P4Profundidadtotaldelagujero.P5Pasadadeprofundidadmáxima,programadasiempreenvalorincremental.P6Distanciadeseguridad,programadasiempreenvalorincremental.P15Serefiereal tiempoqueestará labrocaenel fondosinsubir,parapoderacabardemecanizarbienelfondo.P16 Indica el valor de la subida que debe realizar la broca una vez haya alcanzado lapasadamáxima“P5”,programadasiempreenvalorincremental.P17 Este parámetro indica la distancia que debe existir entre el material y la broca alvolveraprofundizarparalasiguientepasada,programadasiempreenvalorincremental.

Nota:Elpresentedocumentoseráunaherramientadeapoyoparalarealizacióndelaevaluación.Estedocumentonopudepresentarningunaanotaciónnialgunamarcaparasuutilizacióndurantelaevaluación,encasocontrarioseráretiradoynopodráusarse.
FUNCIONESDECNPARALAFRESADORA
FUNCIÓN SIGNIFICADO
G04 Temporización, duración programada mediante K
G05 Trabajo en arista matada
G06 Interpolación circular con programación del centro del arco en coordenadas absolutas
G08 Trayectoria circular tangente a la trayectoria anterior
G09 Trayectoria circular definida mediante tres puntos
G10 Anulación imagen espejo
G11 Imagen espejo en el eje X
G12 Imagen espejo en el eje Y
G13 Imagen espejo en el eje Z
G17 Selección del plano XY
G18 Selección del plano XZ
G19 Selección del plano YZ
G20 Llamada a subrutina estándar
G21 Llamada a subrutina paramétrica
G22 Definición de subrutina estándar
G23 Definición de subrutina paramétrica
G24 Final de subrutina
G25 Salto/llamada incondicional
G26 Salto/llamada condicional si es igual a 0
G27 Salto/llamada condicional si no es igual a 0
G28 Salto/llamada condicional si es menor
G29 Salto condicional si es igual o mayor

Nota:Elpresentedocumentoseráunaherramientadeapoyoparalarealizacióndelaevaluación.Estedocumentonopudepresentarningunaanotaciónnialgunamarcaparasuutilizacióndurantelaevaluación,encasocontrarioseráretiradoynopodráusarse.
G30 Visualizar código de error definido mediante K
G31 Guardar origen de coordenadas
G32 Recuperar origen de coordenadas guardado mediante G31
G33 Roscado electrónico
G36 Redondeo controlado de aristas
G37 Entrada tangencial
G38 Salida tangencial
G39 Achaflanado
G53/G59 Traslados de origen
G72 Factor de escala
G79 Ciclo fijo definido por el usuario
G80 Anulación de ciclos fijos
G81 Ciclo fijo de taladrado
G82 Ciclo fijo de taladrado con temporización
G83 Ciclo fijo de taladrado profundo
G84 Ciclo fijo de roscado con macho
G85 Ciclo fijo de escariado
G86 Ciclo fijo de mandrinado con retroceso en G00
G87 Ciclo cajera rectangular
G88 Ciclo cajera circular
G89 Ciclo fijo de mandrinado con retroceso en G01
G99 Vuelta herramienta plano de referencia (de acercamiento) al terminar un ciclo fijo

Nota:Elpresentedocumentoseráunaherramientadeapoyoparalarealizacióndelaevaluación.Estedocumentonopudepresentarningunaanotaciónnialgunamarcaparasuutilizacióndurantelaevaluación,encasocontrarioseráretiradoynopodráusarse.
G81Ciclofijodetaladradosimple
G83Ciclofijodetaladradoprofundo

Nota:Elpresentedocumentoseráunaherramientadeapoyoparalarealizacióndelaevaluación.Estedocumentonopudepresentarningunaanotaciónnialgunamarcaparasuutilizacióndurantelaevaluación,encasocontrarioseráretiradoynopodráusarse.
G84Ciclofijoderoscadoconmacho
G87Ciclofijodecajerarectangular

Nota:Elpresentedocumentoseráunaherramientadeapoyoparalarealizacióndelaevaluación.Estedocumentonopudepresentarningunaanotaciónnialgunamarcaparasuutilizacióndurantelaevaluación,encasocontrarioseráretiradoynopodráusarse.
G88Ciclofijodecajeracircular