
FUNDICIONES FERREAS Y NO FERREAS EN ARENA, … · la mesa rotativa, la pieza se coloca en la zona...
40
1 FUNDIDORES. FEBRERO 2009 FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION A PRESION FEBRERO 2009 • N.º 155 Albert Director David Varela Publicidad Porfiria Rodríguez Administración Dr. Jordi Tartera Asesor Técnico Inmaculada Gómez José Luis Enríquez Antonio Sorroche Colaboradores NÚÑEZ DE BALBOA 37, 3° D 28001 MADRID TEL. 915 765 609 - FAX: 915 782 924 www.metalspain.com [email protected] Por su amable y desinteresada colaboración en la redacción de este número, agradecemos sus informaciones, realización de re- portajes y redacción de artículos a sus autores. FUNDIDORES aparece mensual- mente nueve veces al año (excepto enero, julio y agosto). Los autores son los únicos responsables de las opiniones y conceptos por ellos emi- tidos. Queda prohibida la reproduc- ción total o parcial de cualquier texto o artículos de FUNDIDORES sin previo acuerdo con la revista. EDITA CAPITOLE PRESS DISEÑO APM MAQUETACIÓN MFC - Artes Gráficas, S.L. IMPRESIÓN MFC - Artes Gráficas, S.L. Depósito legal: M. 16.827-1991 ISSN: 1132 - 0362 Comité de Orientación D. Abilio Caetano Álvarez de Lara Pág. EDITORIAL ..................................................................... 2 INFORMACIONES ............................................................. 4 HORMESA, Hornos y Metales, S.A. ha adquirido CONTICAST y propone ahora hornos de colada continua • Seco/Warwick: Estufa del Grupo en Kety • Expertos alemanes visitan Azterlan • Espec- trómetro de sobremesa para el análisis de aluminio • Medir la dureza con un durómetro de rebote Leeb es posible sin necesidad de cables • El durómetro de rebote Dagaleeb incluye la impresora para el registro de los datos de medida in situ • MECANER opta por la nueva tecnología del sistema OP- TIGO de HEXAGON METROLOGY • Tambores contínuos para lavar, desengrasar y secar a granel todo tipo de piezas industriales. Tornillos, Estampación, Forja, Mecanizados… • Lavado y desen- grase de piezas industriales en túneles contínuos • Hornos de cámara universal hasta 1200°C. Para Metalurgia, Cerámica, Vidrio, …. • BUHLER: aumento del 7% de las ventas en 2008 • Hexagon Me- trology presenta el cabezal de medición LSP-X1 de Leite • Nuevo ROMER Multi-Gage, el calibre de medición tridimensional definitivo • Air Products, empresa matriz de Carburos Metálicos, firma con Gadir Solar un contrato para su nueva instalación en Puerto Real, Cádiz • Líder mundial en gases in- dustriales y medicinales • VIZ PF INSULATOR™ ayuda a proteger a los empleados y a mantener- los visibles y abrigados • Aislantes eléctricos resistentes a altas temperaturas • El CTM Centre Tec- nològic y SEAT hacen un balance muy positivo del proyecto Forma0 ARTÍCULOS Controlando la eficiencia y los costes del moldeo y machos ............................. 17 Máquinas de rebabado automático ...................................................... 19 Modernas estufas para reciclaje de los desechos de aluminio Keith Boeckenhauer, SECO/WARWICK Corporation Tomasz Kaczmarczyk, SECO/WARWICK S.A. ......................................... 22 Inauguración de IMF Brazil ............................................................ 26 La creatividad artística y la técnica de la cascarilla cerámica autor: Sergio García Díez Escultor ............................................................ 27 Granallado completamente automatizado mediante robots ............................... 30 BLASTMAN: robots y manipuladores .................................................. 31 Granalladoras .......................................................................... 32 VARIOS .............................................................................. 33 EMPLEO ............................................................................. 35 GUÍA ................................................................................. 36 ÍNDICE DE ANUNCIANTES ....................................................... 40 SERVICIO LECTOR ................................................................ 40 D. Ignacio Sáenz de Gorbea Nuestra Portada MULTISERW Marcyporeba 36 PL 34-114 Brzeznica Tel: +48 33 879 28 21 +48 33 879 21 72 +48 502 027 268 www.multiserw-morek.pl [email protected] 90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 1
Transcript of FUNDICIONES FERREAS Y NO FERREAS EN ARENA, … · la mesa rotativa, la pieza se coloca en la zona...
1FUNDIDORES. FEBRERO 2009
FUNDICIONES FERREAS Y NO FERREAS EN ARENA,COQUILLA Y FUNDICION A PRESION FEBRERO 2009 • N.º 155
AlbertDirector
David VarelaPublicidad
Porfiria RodríguezAdministración
Dr. Jordi TarteraAsesor Técnico
Inmaculada GómezJosé Luis EnríquezAntonio SorrocheColaboradores
NÚÑEZ DE BALBOA 37, 3° D 28001 MADRID
TEL. 915 765 609 - FAX: 915 782 924www.metalspain.com
Por su amable y desinteresadacolaboración en la redacción deeste número, agradecemos susinformaciones, realización de re-portajes y redacción de artículos asus autores.
FUNDIDORES aparece mensual-mente nueve veces al año (exceptoenero, julio y agosto). Los autoresson los únicos responsables de lasopiniones y conceptos por ellos emi-tidos. Queda prohibida la reproduc-ción total o parcial de cualquier textoo artículos de FUNDIDORES sinprevio acuerdo con la revista.
EDITACAPITOLE PRESS
DISEÑOAPM
MAQUETACIÓNMFC - Artes Gráficas, S.L.
IMPRESIÓNMFC - Artes Gráficas, S.L.
Depósito legal: M. 16.827-1991ISSN: 1132 - 0362
Comité de Orientación
D. Abilio Caetano Álvarez de Lara
Pág.
EDITORIAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
INFORMACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4HORMESA, Hornos y Metales, S.A. ha adquirido CONTICAST y propone ahora hornos de coladacontinua • Seco/Warwick: Estufa del Grupo en Kety • Expertos alemanes visitan Azterlan • Espec-trómetro de sobremesa para el análisis de aluminio • Medir la dureza con un durómetro de reboteLeeb es posible sin necesidad de cables • El durómetro de rebote Dagaleeb incluye la impresora parael registro de los datos de medida in situ • MECANER opta por la nueva tecnología del sistema OP-TIGO de HEXAGON METROLOGY • Tambores contínuos para lavar, desengrasar y secar a graneltodo tipo de piezas industriales. Tornillos, Estampación, Forja, Mecanizados… • Lavado y desen-grase de piezas industriales en túneles contínuos • Hornos de cámara universal hasta 1200°C. ParaMetalurgia, Cerámica, Vidrio, …. • BUHLER: aumento del 7% de las ventas en 2008 • Hexagon Me-trology presenta el cabezal de medición LSP-X1 de Leite • Nuevo ROMER Multi-Gage, el calibre demedición tridimensional definitivo • Air Products, empresa matriz de Carburos Metálicos, firma conGadir Solar un contrato para su nueva instalación en Puerto Real, Cádiz • Líder mundial en gases in-dustriales y medicinales • VIZ PF INSULATOR™ ayuda a proteger a los empleados y a mantener-los visibles y abrigados • Aislantes eléctricos resistentes a altas temperaturas • El CTM Centre Tec-nològic y SEAT hacen un balance muy positivo del proyecto Forma0
ARTÍCULOS
Controlando la eficiencia y los costes del moldeo y machos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Máquinas de rebabado automático . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Modernas estufas para reciclaje de los desechos de aluminioKeith Boeckenhauer, SECO/WARWICK CorporationTomasz Kaczmarczyk, SECO/WARWICK S.A. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Inauguración de IMF Brazil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
La creatividad artística y la técnica de la cascarilla cerámica autor: Sergio García Díez Escultor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Granallado completamente automatizado mediante robots. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
BLASTMAN: robots y manipuladores . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Granalladoras . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
VARIOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
EMPLEO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
GUÍA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
ÍNDICE DE ANUNCIANTES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
SERVICIO LECTOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
D. Ignacio Sáenz de Gorbea
Nuestra Portada
MULTISERW
Marcyporeba 36 PL 34-114 BrzeznicaTel: +48 33 879 28 21 +48 33 879 21 72 +48 502 027 268
www.multiserw-morek.pl [email protected]
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 1
2 FUNDIDORES. FEBRERO 2009
EDITORIAL
Los gastos más importantes en fundiciones de acero, hierro y bronce son las pérdidas por piezasdefectuosas y los gastos excesivos de acabado. Una forma de controlar fácilmente estos costeses utilizar una arena más eficiente, aglomerantes y aditivos bien selecionados. Un ejemplo deesto es la productividad creciente testificada por las fundiciones que utilizan el aditivo de altorendimiento de SphereOX desarrollado por Chesapeake, interesante nueva técnica, como sepuede leer en página 17.
Para competir internacionalmente con economías de bajos costes, las fundiciones europeasafrontan también una necesidad de automatización cada vez mayor. En el artículo publicado enesta revista, P.S. Autogrinding y Koyama ofrecen una solución para la mejora de la calidad yplazo de entrega, eliminación de problemas de salud y altos gastos asociados con la subcontra-tación del rebabado.
Otro tema es el gran número de tipos de estufas que se usan para fundir los desechos de alumi-nio. La decisión de escoger el tipo adecuado de estufa para la operación de fundir se basa en eltipo, la cantidad y la condición física de trozo y el producto final de la operación.
Granallado: Rösler ha desarrollado una granalladora completamente automática con dos robotspara el desbarbado, limpieza interna y externa de piezas de fundición de tamaño mediano (porejemplo, canal de refrigeración).
Las piezas son sujetadas por un robot a 6 ejes con una pinza electroneumática que puede serajustada según necesidad. El robot toma la pieza a tratar del sistema de transporte y la coloca enla granalladora de cabina oscilante RWK 6/12-2. Un nuevo soporte de fijación en la granalla-dora, asegura la fiabilidad del proceso sin crear efectos de sombra. Mediante un giro de 180° dela mesa rotativa, la pieza se coloca en la zona de granallado.
La información aparecida en el artículo publicado en FUNDIDORES tiene como objetivo deter-minar el diseño adecuado de la estufa.
FUNDIGEX, la Asociación Española de Exportadores de Fundición, organiza una misión de es-tudio en la India, donde estará presente en la próxima edición de la Feria IFEX, que se celebraráen la ciudad de Calcuta entre los días 13 y 15 de febrero.
IFEX es la feria internacional más importante en materia de fundición, provisiones, tecnología yequipamiento de la zona y se celebra conjuntamente con el 57º Congreso de Fundición Indio.
La finalidad de asistir a este congreso es el estudio del mercado indio en el sector de la fundi-ción.
Nuestra próxima edición está dedicada a los proveedores de la fundición: envíenos sus noveda-des y toda la información sobre sus equipos y consumibles, siempre que optimicen la eficienciay los costes en Fundición.
CONTROLANDO LA EFICIENCIA Y LOS COSTES EN FUNDICIÓN
La Redacción
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 2

90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 3

INFORMACIONES
HORMESA, HORNOS YMETALES, S.A. HA ADQUIRIDOCONTICAST Y PROPONEAHORA HORNOS DE COLADACONTINUA
HORMESA, Hornos y Metales, S.A. haadquirido CONTICAST, fabricanteescocés de hornos de colada continua.Después de una importante coopera-ción entre HORMESA y CONTICAST,se ha llegado a un acuerdo para queHORMESA realice todas las actividadesde CONTICAST GROUP.
Desde hace 20 años, HORMESA cons-truye hornos para los metales no fero-sos, especializado en hornos con gas.
Ahora con la adquisición de CONTI-CAST, HORMESA puede ampliar sugama de hornos para la fundición conlos hornos de colada continua con cale-facción de gas, inducción o con resis-tencias de CONTICAST, que cuentacon la garantia de 40 años de expe-riencia en esta tecnología.
La cooperación de los equipos de HOR-MESA y CONTICAST estan destinadosa obtener el mayor éxito.
Servicio Lector 1
SECO/WARWICK: ESTUFA DELGRUPO EN KETY
SECO/WARWICK estufa con mesa tie-ne 8 toneladas de capacidad y estádedicada para realizar series de alea-ciones duras 2xxx, 5xxx y 7xxx.
La estufa proyectada compactamenteserá una parte de la línea con pieza fun-dida realizada por SECO/WARWICK.
El sistema de control de la estufa per-mite la cooperación con otro equipa-miento de la línea. Actualmente el pro-yecto entero se encuentra en la fase deinstalación y está previsto para la pro-ducción en diciembre 2008.
Sobre Grupo de Kety
El Grupo de Kety es un grupo de laindustria de aluminio más moderno quese desarrolla muy rápidamente.
La corporación consiste de las 21 filia-les, con el volumen total de alrededorde 50 miles de las toneladas de proce-sadas materias primas de aluminio y laventa a varios paises de Europa y delmundo entero.
SECO/WARWICK EN EL MUNDOENTERO fabrica el equipo de procesa-miento en calor de aluminio, las estu-fas, la tecnología de la estufa con vacío,los generadores de atmósfera, los sis-temas de fundirse.
SECO/WARWICK proporciona el equi-po y los servicios de tratamiento encalor para los clientes del mundoentero, vinculados con la materia pri-ma de aluminio, reciclaje de aluminio,el automotriz, el aeroespacial, el trata-miento del calor, células combustibles,HVAC, la electrónica, la iluminación,las aplicaciones nucleares y la aglo-meración en la temperatura alta. Laorganización integrada globalmenteincluye SECO/WARWICK S.A. y ELTER-MA S.A. en Polonia, SECO/WARWICKen China y SECO/WARWICK Allied enIndia. La corporación posee más que los
600 empleados en el mundo entero yes un líder de la industria del procesa-miento y el equipo.
Servicio Lector 2
EXPERTOS ALEMANES VISITANAZTERLAN
Han analizado la situación del SectorEuropeo de Fundición
AZTERLAN-Centro de InvestigaciónMetalúrgica, ha recibido recientemen-te la visita de expertos europeos delSector de Fundición con el fin de ana-lizar la situación actual, replantearestrategias y afrontar los retos de laindustria de fundición.
Estos expertos, encabezados porGotthard Wolf, Director de laAsociación Alemana de Fundición y delInstituto Tecnológico Alemán deFundición y Georg Friedrich Kehrer,Director de la Feria Newcast, junto atécnicos de AZTERLAN dieron las cla-ves de futuro de la industria de fundi-ción internacional.
Los objetivos principales que se pre-tendían alcanzar con esta reunióneran:
• Analizar la situación actual de laindustria de fundición y las tenden-cias del mercado.
• Identificar las oportunidades de desa-rrollo tecnológico e innovador en fun-dición.
• Presentar experiencias internaciona-les exitosas.
• Aportar herramientas eficaces paraposicionar las empresas y sus pro-ductos en mercados internacionales.
4 FUNDIDORES. FEBRERO 2009
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 4

90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 5

INFORMACIONES
• Reflexionar sobre la importancia delconocimiento tecnológico en fundi-ción como factor imprescindiblepara la competitividad futura.
AZTERLAN es un centro de investiga-ción, con más 30 años de experiencia,donde 80 especialistas del sector meta-lúrgico trabajan en dar respuesta a losrequerimientos de sectores como auto-moción, eólico, etc.
Servicio Lector 3
ESPECTROMETRO DESOBREMESA PARA EL ANÁLISISDE ALUMINIO
SPECTRO dispone de 3 modelos deespectrómetros adecuados para el aná-lisis de Aluminio. Los equipos son deaplicación en primera fusión, refinado-res, extrusión, inyección, montaje y con-trol de piezas, recuperación o reciclaje.Nuestros espectrómetros analizan has-ta 31 elementos químicos en todas lasaleaciones posibles en menos de 15segundos. El análisis es fiable, rápido yfácil de realizar incluso por personal noespecializado. Los requisitos de instala-ción son mínimos y gracias a un pre-cio razonable junto con diversas posi-bilidades de financiación, la posibilidadde dotarse de un equipo por primera vezo de renovar la tecnología que disponenen este momento es una realidad. Porello le invitamos a que solicite el ase-soramiento de uno de nuestros comer-ciales de zona que le orientará en elmodelo más adecuado para su aplica-ción y necesidades y que le podrá inclu-so hacer una demostración sin com-promiso en sus instalaciones.
Servicio Lector 4
MEDIR LA DUREZA CON UNDUROMETRO DE REBOTE LEEBES POSIBLE SIN NECESIDADDE CABLES
La medida de dureza de un materialmetálico mediante el método de rebo-te se ha ido simplificando desde la apa-rición del primer durómetro de estascaracterísticas en 1975: en 1990, lastablas de conversión a las escalas tra-dicionales de dureza se integraron enla unidad de control, con capacidad deregistro, almacenamiento y transferen-cia de los datos medidos. Más recien-temente, las conexiones de cable detransferencia se han convertido enenchufes USB, a través de los cuales sepuede cargar su pila -lo que hace quela vida de estos durómetros sea prácti-camente ilimitada- y transferir los datosalmacenados a un PC.
Con todo, uno de los rasgos más apre-ciados por los usuarios de estos apara-tos es la posibilidad de utilizarlo de for-ma autónoma, sin cables, simplemen-te registrando las medidas en la unidadde control integrada en el aparato. Los
durómetros integrados funcionabanhasta el momento sólo con el cuerpode impacto estándar D, el más versá-til y universal (boca de 200 mm de diá-metro y energía de impacto de 9N/mm2), pero ya se anuncia ya la apa-rición de un durómetro de rebote inte-grado Dagaleeb con boca DL, de 4 mmde diámetro, para acceder a zonas másestrechas, cóncavas o interiores.
La más reciente generación de duró-metros Dagaleeb de rebote integrados,con posibilidad de transferencia a PC,posibilita el trabajo y la lectura de datossin cables in situ, asi como su posteriordescarga a un PC, si se desea, a un pre-cio sin competencia y con la misma fia-bilidad que los durómetros de rebotemás avanzados, con una dispersión de+0.5% en todo el rango de medida,entre 0 y 900 HL.
Servicio Lector 5
EL DUROMETRO DE REBOTEDAGALEEB INCLUYE LAIMPRESORA PARA ELREGISTRO DE LOS DATOS DEMEDIDA IN SITU
En algunos casos, la necesidad de tenersobre un soporte físico los valores dedureza de los datos registrados por undurómetro de rebote, sin necesidad devolcar la memoria de la unidad de con-trol a un PC, hace que el durómetro
6 FUNDIDORES. FEBRERO 2009
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 6
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 7

INFORMACIONES
Dagaleeb con impresora incorporadasea la opción más adecuada en caso demedidas de campo de operarios que notienen acceso a una red online o a unordenador en el que volcar los datos.
Más allá de esta posibilidad, el duró-metro con impresora es la opción másinmediata para medidas in situ o rea-lizando trabajos para terceros querequieren un documento validado delos resultados obtenidos.
La posibilidad de imprimir los resul-tados es un paso más en la simplifi-cación de la medida de dureza porrebote, desde la aparición del primerdurómetro de estas características en1975: en1990, las tablas de conversióna las escalas tradicionales de durezaquedaron integradas en la unidad decontrol, con capacidad de registro,almacenamiento y transferencia de losdatos medidos.
Como posibilidad añadida a podertener registros impresos, los durómetrosde rebote cuentan con enchufes USBa través de los cuales no sólo se pue-de cargar su pila, lo que hace que lavida de estos durómetros sea práctica-mente ilimitada, sino que se puedetransferir, tratar y presentar los datosalmacenados a través de un PC.
Servicio Lector 6
MECANER OPTA POR LANUEVA TECNOLOGÍA DELSISTEMA OPTIGO DEHEXAGON METROLOGY
La prestigiosa compañía de diseño yconstrucción de troqueles MECANER,S.A. deposita su confianza en elSistema Optigo, el sistema de mediciónóptica en 3D que está basado en laefectiva tecnología de visión estereos-cópica de luz blanca. La solidez y la fia-bilidad son, junto a una mayor pro-ductividad los rasgos más destacadosde este sistema de medición deHexagon Metrology.
El sistema Optigo que cuenta con uncampo de visión flexible, ejerce al mis-mo tiempo como sistema de mediciónútil para evaluar dimensiones y cuali-ficar en la planta de producción y unavía de digitalización en 3D aplicable adistintos procesos de ingeniería y dise-ño del producto.
Los ingenieros de control de calidad yproducción, obtienen a través del sis-tema Optigo la información metrológicade toda la superficie además de lascaracterísticas más comunes, variostipos de bordes y otras dimensiones degran utilidad. El software que utiliza,permite dinamizar el proceso de medi-ción convirtiéndolo en la solución másrápida y capaz de llevar a cabo inte-racciones de calidad y correcciones entiempo real.
En MECANER, S.A. ya contaban con 5máquinas de medición tridimensional,y para hacer frente a sus nuevos retoshan decidido equipar su área de con-trol de calidad adquiriendo un equipoCognitens Optigo de fotogrametría.
Alberto Goirigolzarri es el Responsablede Calidad y Medio Ambiente de estacompañía que diseña y construye tro-queles cumpliendo los estándares deCalidad ISO 9001:2000, ISO14001:2004, VDA 6.4 y TE SUPPLE-MENT.
Cuestionado sobre los motivos que hanllevado MECANER, S.A. a escoger el sis-tema Cognitens Optigo para realizar susmediciones de precisión, el SeñorGoirigolzarri precisa: “Las razones sonvarias. Por una parte, se trata de unequipo que puede ser utilizado en todonuestro proceso productivo; Además, esportátil, y tras contrastar las medicionesrealizadas por nuestras máquinas 3D yel nuevo Optigo, hemos visto que laprecisión es similar. También hay quedestacar la capacidad de análisis de lapiezas medidas con el Optigo, es cla-ramente superior a la de los sistemas demedición tradicional”.
El máximo responsable de Calidad yMedio Ambiente de MECANER, S.A.enumera así las tareas en que su com-pañía utiliza el nuevo CognitensOptigo: “Este sistema nos es de granayuda a la hora de realizar el fotogra-metriado de la fundición para mejorarlos tiempos de fresado y desgaste deherramienta, la realización de tareas deingeniería inversa, y todo tipo de veri-ficaciones como la de machos, piezas,así como la realización de informespara el cliente. Es una buena herra-mienta para verificar las anomalías delas piezas, en distintas operaciones, yasí poder analizar los problemas derecuperaciones y mejorar el nivel deacierto en las correcciones de pieza”.
Las prestaciones del Cognitens Optigoque cuenta con un mayor interés paraesta compañía especializada en eldiseño y la producción de troqueles sonla realización de Fotogrametría de lafundición y las tareas de ingenieríainversa. Alberto Goirigolzarri precisaademás que “Los metrólogos que cono-cen la medición tradicional 3D no hantenido problemas a la hora de mane-jar este equipo ya que únicamente cam-bia la metodología de captación depuntos y las estrategias de medición delos distintos elementos a medir. Al mar-gen de ello, el resto es sumamente sen-cillo”. A todo ello y a la hora de enu-merar los sectores de actividad en queestá especialmente indicada esta
8 FUNDIDORES. FEBRERO 2009
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 8
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 9

INFORMACIONES
máquina de medición, añade: “Estáespecialmente indicada en el sector dela automoción, pero creo que puedeaplicarse a otros sectores como la fun-dición o la aeronáutica. De hecho sepodría aplicar a cualquier actividad enla que sea necesario realizar medicio-nes”.
El directivo de MECANER, S.A. sugie-re algunas oportunidades de mejorapara esta tecnología de CognitensOptigo “seria interesante lograr que lacabeza de las lentes fuese algo máspequeña para poder medir aquellaszonas poco accesibles para la cabezaactual, y una oportunidad magníficaseria que el sistema Optigo se acoplasea las tradicionales máquinas de medirCNC, compitiendo con los escánersactuales”.
Nuevamente, los productos deHexagon Metrology muestran su sol-vencia ante las más elevadas exigenciasy generan, como en el caso de MECA-NER, S.A., un alto grado de satisfaccióny confianza.
Servicio Lector 7
TAMBORES CONTÍNUOS PARALAVAR, DESENGRASAR YSECAR A GRANEL TODO TIPODE PIEZAS INDUSTRIALES.TORNILLOS, ESTAMPACION,FORJA, MECANIZADOS…
Se trata de máquinas especialmentediseñadas para el lavado, desengrase,fosfatado, pasivado y/o secado de todotipo de piezas a granel.
El tipo de tratamiento deseado se rea-liza por inmersión y aspersión acom-pañado de un secado final, todo ellodentro de un tambor en rotación.
Dadas sus características permite obte-ner pequeñas y grandes producciones(desde 30 hasta 2.500 Kgs./h.).
La carga se realiza en un extremo dela máquina y la descarga puede hacer-se por el mismo lado o bien por el otroextremo, directamente en contenedo-res o sobre una cinta transportadora.
Servicio Lector 8
LAVADO Y DESENGRASE DEPIEZAS INDUSTRIALES ENTÚNELES CONTÍNUOS
Las máquinas LCB de BAUTERMIC sonde tipo túnel para trabajar en infinidadde tratamientos y son ideales para lalimpieza de todo tipo de piezas conaltas prestaciones.
Las piezas a tratar son colocadas direc-tamente sobre una cinta transportado-ra plana, en cestas o soportes especia-les y se descargan por el extremoopuesto limpias y secas, para su mon-taje o embalaje.
Existe el modelo LCA de similares pres-taciones al anterior, pero con el siste-ma de transporte de piezas de tipoaéreo, de forma que las piezas pasanpor el túnel suspendidas. Esto permi-te insertar estos túneles en líneas defabricación o montaje, utilizando lossistemas de transporte existentes.
Servicio Lector 9
HORNOS DE CÁMARAUNIVERSAL HASTA 1200°CPARA METALURGIA,CERÁMICA, VIDRIO, ….
En esta serie de hornos demufla con puerta de gui-
llotina se pueden efectuartodo tipo calenta-mientos y ensayos delaboratorio, así comode tratamientos térmi-cos: Temple, Reve-
nido, Recocido... Para laindustria en general.
A los mismos se les pueden incorporarprogramadores de Tiempo-Temperatura,Registradores, Atmósfera de protección,etc…
Por su tipo de construcción sólida ybien aislada, tienen un bajo consumoenergético y una gran robustez de tra-bajo.
Servicio Lector 10
BUHLER: AUMENTO DEL 7%DE LAS VENTAS EN 2008
Con ventas de 1893 millones deFrancos Suizos y 7000 empleados,BUHLER obtiene un excelente año2008, gracias a sus divisiones en variossectores, ya que la actividad de fundi-ción a presion ha bajado a causa delciclo automovil del fin del año 2008.
Servicio Lector 11
HEXAGON METROLOGYPRESENTA EL CABEZAL DEMEDICION LSP-X1 DE LEITE
La serie LSP-X convence por sus pro-piedades adaptadas a las articulacionesinclinables y giratorias.
El cabezal de medición LSP-X1 es eldesarrollo más novedoso de la serie decabezales de medición para escaneo
10 FUNDIDORES. FEBRERO 2009
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 10
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 11

INFORMACIONES
LSP-X de Leitz,y representa laminiaturiza-ción de estatecnología decabezal demedición. Latecnología hasido especial-mente conce-bida para apli-caciones conarticulacionesinclinables ygiratorias.
Los cabezalesde medición están especialmente adap-tados a las exigencias de los equipos demedición de coordenadas con pórticomóvil. Están dotados de unas dimen-siones adaptadas a las característicasdinámicas de tales sistemas de medi-ción y le confieren las mejores propie-dades de medición.
El LSP-X1 se ofrece en dos versiones dis-tintas: cada una está optimizada parafuncionar con longitudes especiales depalpador. Tanto los cabezales de medi-ción como las agujas pueden sustituir-se automáticamente mediante cambia-dores automáticos de sensor. Las exten-siones de palpador de hasta 250 mm delongitud y con un pequeño diámetroexterior permiten mediciones de carac-terísticas profundas en el interior de lapieza de trabajo.
Servicio Lector 12
NUEVO ROMER MULTI-GAGE,EL CALIBRE DE MEDICIONTRIDIMENSIONAL DEFINITIVO
El Multi-Gage es el nuevo estándarindustrial para control e inspeccióndimensional de formas geométricas yotras propiedades de componentes.Combina el funcionamiento de unmedidor 3D con una precisión extre-madamente alta.
Las conexiones TESA Multiwire utiliza-das, de fabricación suiza, son conocidasdesde el cabezal de medición motori-zado TESASTAR-M y combinan por pri-mera vez la detección automática de lospalpadores, acreditada desde hace tiem-po en equipos ROMER, con un robustoadaptador cinemático. Los palpadores“Plug-and-measure” son reconocidosautomáticamente por el software. Portanto, no es necesaria una nueva cali-bración al cambiar de palpador duran-te la secuencia de trabajo.
Características Técnicas:
• Nuevo contrapeso: Elinnovador diseño de con-trapeso permite un mane-jo sin cansan-cio y garantizaresultados pre-cisos en todo elvolumen demedición.
• Nuevo diseñode puño: Unpuño ergonómico con interruptoresintuitivos y fácilmente accesiblesproporciona un elevado confort demanejo, así como una elevada yconstante precisión de medición.
• Instalación y elaboración de infor-mes sin complicaciones: No serequiere ninguna instalación especialantes del uso. El Multi-Gage puedeutilizarse directamente en la máqui-na y puede examinar componentessin desmontarlos. No es necesariodisponer de experiencia en técnicade medición. Los informes de medi-ción se elaboran de forma totalmenteautomática.
• Batería interna: Realice medicionesen todo momento y en cualquierlugar, tanto en el labora-torio demedición como en el taller.
• El equipo de medición más precisode ROMER: para un volumen demedición de 1,2 m., con precisionesde hasta 5 µ.
Servicio Lector 13
AIR PRODUCTS, EMPRESAMATRIZ DE CARBUROSMETÁLICOS, FIRMA CONGADIR SOLAR UN CONTRATOPARA SU NUEVAINSTALACIÓN EN PUERTOREAL, CÁDIZ
Air Products, compañía matriz deCarburos Metálicos, ha firmado un con-trato llave en mano para suministrargases licuados y especiales, equiposrelacionados para el suministro de gasy servicios de ingeniería a Gadir Solarpara su nueva instalación de panelesfotovoltaicos de película fina (Thin Film)en Puerto Real, Cádiz.
El contrato incluye el suministro denitrógeno, hidrógeno, argón, oxígeno ygases especiales como Silano, NF3 (tri-floruro de nitrógeno) y gases dopantes.Air Products también realizará la ins-talación y puesta en marcha de los sis-temas de distribución de gases desde elalmacenamiento de gases hasta los pun-tos de consumo.
Jeff Handelman, director general delnegocio solar fotovoltaico de AirProducts, comenta: “Air Products agra-dece la confianza depositada por Gadirpara ser su proveedor de gases y equi-pos. Gadir es líder en el mercado ener-gético solar español, y confiamos ple-namente que nuestra amplia experien-cia, oferta global de proyectos llave enmano, y capacidad de suministro segu-ro y fiable en cualquier punto de la geo-grafía, ayudarán a Gadir en sus planesde crecimiento”.
David Naranjo, consejero delegado deGadir comenta “hemos elegido a AirProducts por su fiabilidad, record enseguridad, conocimientos en ingenie-ría y experiencia con la tecnología foto-voltaica de película fina. Tenemos unosplanes agresivos de crecimiento y pen-samos que Air Products es el socio ide-al para cubrir nuestras necesidades”.
Con la demanda creciente de las ener-gías renovables y la mejora constantede su eficiencia, Air Products se ha posi-
12 FUNDIDORES. FEBRERO 2009
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 12
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 13
INFORMACIONES
cionado como una compañía capaz deaprovechar el desarrollo de estos mer-cados gracias a su conocimiento yexperiencia en diversos proyectos enáreas como el suministro a gran esca-la de hidrógeno para el transporte máslimpio de combustibles, el trabajodesarrollado en la economía del hidró-geno, el suministro e infraestructuranecesaria de vehículos movidos porhidrógeno, el liderazgo en la tecnolo-gía para la licuefacción del gas y aho-ra el aumento del suministro de gasesy servicios para la industria solar foto-voltaica. Air Products suministra a losmayores fabricantes de maquinariapara este tipo de industria.
Sobre Air Products
Air Products presta servicio a clientes enlos mercados tecnológico, energético,sanitario e industrial de todo el mundo,proporcionándoles una oferta global deproductos, servicios y soluciones engases atmosféricos, especiales y de pro-ceso, así como materiales de alto ren-dimiento e intermedios químicos.
Fundada en 1940, Air Products es líderen mercados clave como semiconduc-tores, refinería de hidrógeno, serviciosde asistencia sanitaria, licuefacción degas natural y recubrimientos avanzadosy adhesivos. La compañía es recono-cida por su cultura innovadora, su exce-lencia operacional y su compromisocon la seguridad y el medioambiente.Air Products tiene unos ingresos anua-les de más de 10 billones de dólares,opera en más de 40 países, y cuentacon 21.000 empleados en todo el mun-do. Para más información, www.air-products.com.
Sobre Carburos Metálicos
Carburos Metálicos se constituyó en1897. Desde entonces ha registrado uncrecimiento constante que le ha lleva-do a liderar el sector de gases industrialesy de uso medicinal en España. La empre-sa cuenta con un equipo de más de1.000 profesionales, 15 plantas de pro-ducción, 2 laboratorios de gases de alta
pureza, 41 centros propios, incluyendoun centro de investigación y desarrollo,ubicado en MATGAS, y más de 200puntos de distribución y delegacionesrepartidos por todo el territorio nacional.Carburos Metálicos forma parte delGrupo Air Products desde 1995.
Servicio Lector 14
LÍDER MUNDIAL EN GASES INDUSTRIALES Y MEDICINALES
Oerlikon S.A., filial de Air Liquide, lídermundial en gases industriales y medi-cinales y el Dpto. de Industria yComercio del Gobierno de Aragón cele-bró la Octava edición de los Premios“Emilio Domingo” Soldador de Aragón.
Este año acudieron al acto numerosaspersonalidades, como el ExcelentísimoSr. Consejero de Industria, Comercio yTurismo del Gobierno de Aragón, D.Arturo Aliaga López. Por parte de losorganizadores acudió D. José MaríaNevot Murillo, Director Comercial y deMarketing de Oerlikon así como JoséMiguel Quilis , Responsable ComercialDelegación de Air Liquide.
El Grupo Air Liquide cuenta en Españacon un Centro de formación de solda-dura en Zaragoza (CDFS), que ademásde impartir la formación de calidad paraprofesionales de la soldadura de todoslos niveles, tiene la capacidad de cer-tificar procedimientos propios a lasempresas.
Servicio Lector 15
VIZ PF INSULATOR™ AYUDAA PROTEGER A LOSEMPLEADOS Y AMANTENERLOS VISIBLES YABRIGADOS
Marigold Industrial® ayuda a lasempresas a prepararse para el invier-no en la Protección de Brazos y Manos
con el lanzamiento de una nuevagama de guantes térmicos de alta visi-bilidad.
Viz PF Insulator™, en amarillo y naran-ja, es ideal para aquellas personas querequieran de protección completa enlas manos en una variedad de tareas alaire libre, desde la construcción y ser-vicios públicos hasta trabajos en vías detren y también para las autoridadeslocales.
Además del hilo de alta visibilidad, dis-ponible en amarillo y naranja, que hacejuego con la vestimenta de alta visibi-lidad habitual, la gama Viz PFInsulator™ ayuda a mantener abrigadaslas manos de los trabajadores, graciasa su soporte textil de rizo térmico sincosturas.
El recubrimiento de caucho natural enla palma, no solamente ofrece protec-ción adecuada y rendimiento contradesgarros, sino que además brinda unexcelente agarre en condiciones húme-das y secas, gracias a su acabado riza-do.
El confort se logra por su soporte cáli-do y por su dorso abierto que facilitala transpiración.
Debido a que cumple con las norma-tivas EN420 (RequerimientosGenerales), EN388 (Riesgos Mecánicos)y EN511 (Frío), Miguel Carasatorre, deMarigold Industrial, considera que lanueva gama se convertirá en una de lasfavoritas de la firma para aquellos quetengan que trabajar al aire libre duran-te el invierno.
“No existe peor sensación que tener lasmanos frías mientras se trabaja al airelibre. No sólo es sumamente incómo-do sino que además reduce la capaci-dad de agarre y la sensibilidad, lo cualen sí puede poner en riesgo la seguri-dad de los trabajadores. La nueva gamaViz PF Insulator no sólo mantiene lasmanos abrigadas, sino que a su vezbrinda al usuario una protección totalsiempre que se lleven a cabo activida-des físicas”.
14 FUNDIDORES. FEBRERO 2009
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 14

fundido, lo quepermite opti-malizar la utili-zación del cri-sol sin causargraves daños ala bobina.Además prote-ge contra lasinfiltraciones degas carbónico ypermite, graciasa su superficielisa, los movi-mientos dedilatación y decontracción delrefractario sinperjudicar labobina.
También disponible: el ISO-Foil.Vendido en forma de rollos o de hojasflexibles, este producto está compues-to de papel de mica flogopita impreg-nado y reforzado por tejido de vidriopara que ofrezca una mejora resisten-cia mecánica durante la manipulación.Pero la verdadera ventaja del ISO-Foiles que permite una transferencia decalor excelente y sustituye perfecta-mente los productos que se usa gene-ralmente para la sinterización. Por fin,el ISO-Foil ‘R’ (rollos) y el ISO-Foil ‘S’(placas flexibles) fueron desarrolladospara una manipulación sencilla, nonecesitan ninguna protección especial.
La clave del éxito de ISO-tech Belgiumno sólo es su calidad irreprochable sinotambién la calidad de su servicio. Enefecto, colocamos las necesidades delcliente al centro de nuestras preocu-paciones ofreciéndole soluciones rápi-das y eficaces. Las otras ventajas deISO-tech Belgium son su situación cen-tral en el mercado europeo, lo que lepermite garantizar plazos muy cortos,así que sus técnicos de produccióndecididamente innovadores que le per-mite una producción creciente y puesuna mejora competitividad.
Servicio Lector 17
INFORMACIONES
“Los beneficios adicionales que selogran debido al recubrimiento, comola capacidad de agarre adecuada encondiciones húmedas y secas, hacenque la gama Viz PF Insulator sea laopción ideal para cualquier personaque trabaje al aire libre”, dijo Miguel.
Servicio Lector 16
AISLANTES ELÉCTRICOSRESISTENTES A ALTASTEMPERATURAS
ISO-tech Belgium es una empresa bel-ga especializada en los aislantes eléc-tricos resistentes a altas temperaturas abase de mica que se usa en la indus-tria de la fundición. En realidad, ven-demos mica en todas sus formas: mos-covita o flogopita, placas rígidas, pla-cas flexibles, rollos, tubos, cintas, etc.
Uno de los productos más solicitadosde nuestra gama es el ISO-Combi. Setrata de un laminado compuesto depapel de mica flogopita reforzado portejido de vidrio y de papel con fibrasbiosolubles AES (alcalino-silico-térreas).Situado idealmente con el lado en fibrasAES contra la bobina de un horno deinducción por ejemplo, el ISO-Combiofrece una excelente aislación térmicay eléctrica entre la bobina y el metal
EL CTM CENTRE TECNOLOGICY SEAT HACEN UN BALANCEMUY POSITIVO DELPROYECTO FORMA0
• El proyecto Forma0 investiga, desdeel año 2006, sobre aceros de alta re-sistencia para conseguir vehículosmás ligeros, más seguros y menoscontaminantes.
• Los miembros del ConsorcioForma0 valoran muy positivamentelos resultados obtenidos hasta elmomento y destacan la importanciade la tangibilización de los resulta-dos vía patentes.
• Se ha definido ya la primera patentereferente al pretratamiento medianteláser de chapas de acero “DualPhase” (DP), que permitirán poderdesarrollar formas más complejas ala chapa sin que se rompa.
CTM Centre Tecnològic y SEAT, ges-tionan y lideran el proyecto Forma0desde hace 4 años. Los pasados 22 y23 de enero presentaron los resultadosdel proyecto en el marco de la 6ª.Asamblea Kick-Off Forma0, en las ins-talaciones de Món St. Benet en SantFruitós de Bages.
El acto contó con la presencia de desta-cadas personalidades y profesionalesdel sector de la automoción. La mesa deponentes estuvo formada por la Sra.Carme Botifoll, directora generald’ACC10, CIDEM Y COPCA; el Sr.André Corp., gerente de ingeniería deprocesos de SEAT y el presidente del co-mité ejecutivo del proyecto; el Sr. Car-los Romaní, gerente de relaciones insti-tucionales del Grup VW/España y, porel Sr. José Manuel Prado, director gene-ral del CTM Centre Tecnològic.
La Sra. Botifoll constató su satisfacciónpor el óptimo desarrollo del proyecto,
15FUNDIDORES. FEBRERO 2009
ISO-Foil 'R' 1
ISO-Foil 'S' 1
ISO-Combi 1
Horno de inducción 1
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 15

INFORMACIONES
que ella misma vio nacer durante suanterior etapa como directora delCTM Centre Tecnològic. Tambiénhizo referencia a la importancia de laI+D dentro del actual marco econó-mico, que hace que muchas empresas(en difícil situación financiera), acu-dan al CIDEM con la finalidad de im-pulsar proyectos de investigacióncomo vía estratégica para sus planesde futuro a corto plazo.
El Sr. Romaní, felicitó a los presentespor la óptima evolución técnica yeconómica del proyecto y destacó laconveniencia de hacer un último es-fuerzo investigador con la finalidadde lograr todos los objetivos marca-dos; además, alentó a los asistentes apotenciar aun más la consecución deresultados tangibles vía patentes. Ro-maní se mostró convencido que elproyecto Forma0 reforzará la obten-ción de mejoras técnicas que ayuda-rán a superar la actual problemáticaen el conformado de aceros de altaresistencia mecánica.
André Koropp, también remarcó laimportancia de aprovechar este últimoaño de proyecto para materializar to-dos los resultados en curso, así comola necesidad de empezar a promovernuevos proyectos de investigaciónaprovechando las sinergias y el altogrado de confianza que se ha gene-rado dentro del Consorcio Forma0.
El Sr. José Manuel Prado, tambiénpuso de manifiesto la importancia deobtener resultados mediante la vía depatentes, informando a los miembrosdel Consorcio del registro de unanueva patente desarrollada dentrodel marco del Proyecto Forma0.Concretamente, esta patente se hagenerado en la actividad AII del pro-yecto, correspondiente a “Confor-mado asistido por láser de aceros dealta resistencia mecánica” y se basaen el pretratamiento láser de chapasde acero “Dual Phase” (DP) para me-jorar su conformabilidad, pudiendoasí conformar geometrías más com-plejas. La aplicación práctica de esta
patente hará posible dar formas máscomplejas a la chapa sin que serompa, con los consecuentes benefi-cios que eso comportará para el sec-tor de la automoción en términos denuevos diseños y formas. Las empre-sas e instituciones titulares de estanueva patente son: AIMEN, AUTO-TECH, SEAT, BATZ y CTM CentreTecnològic.
El proyecto Forma0
El proyecto Forma0 fue elegido a la pri-mera convocatoria del programa Cénity está enfocado a investigar en áreastecnológicas estratégicas y de interésnacional. Este proyecto es impulsado ygestionado por el CTM Centre Tecnolò-gic y liderado por SEAT, junto con otrasempresas y centros de investigación, secentra en la investigación de nuevosmateriales y procesos de fabricación,que permitan conformar componentescon aceros de alta resistencia mecánica(AHSS), principalmente para la indus-tria de la automoción, impulsando eldesarrollo de vehículos más ligeros yseguros. Estos aceros permitirán a la in-dustria del automóvil disminuir el con-sumo de los vehículos, el nivel de emi-siones y el pesos de los mismos, almismo tiempo que mejorará la resisten-cia a los impactos.
El Consorcio Forma0 está formado por14 empresas, lideradas por SEAT S.A.,que tienen en común la elevada espe-cialización en las diferentes partes delproyecto. También forman parte deeste proyecto 6 centros de investiga-ción, liderados por el CTM Centre Tec-nològic, que garantizan una amplia co-bertura técnica a las empresas delcitado Consorcio, aportando conoci-
miento especializado e infraestructuratecnológica de primer nivel para elapoyo en la realización de I+D.
El proyecto Forma0 se extiende a lolargo de 4 años y tiene un presupuestototal de 24 millones de euros. El desa-rrollo técnico de todas las líneas de in-vestigación supone la colaboración di-recta de más de 140 investigadores ytécnicos del consorcio.
Sobre el CTM Centre Tecnològic
El CTM Centre Tecnològic es unafundación privada sin ánimo de lucroque tiene como objetivo contribuireficazmente a la mejora de la compe-titividad y al progreso tecnológico dela empresa mediante la prestación deservicios especializados y la ejecu-ción de proyectos de I+D. El equipode CTM trabaja para empresas, enti-dades e instituciones en los ámbitosde la tecnología de materiales, tecno-logía ambiental y soporte a la innova-ción. El patronato de la Fundaciónestá compuesto mayoritariamente porempresas, el Ayuntamiento de Man-resa, la Universitat Politècnica de Ca-talunya, entidades profesionales einstituciones públicas.
La actividad del CTM durante el año2007 generó unos ingresos de4.415.086 euros en concepto de acti-vidades propias, plasmadas en un to-tal de 639 proyectos y diferentes ser-vicios de los cuales 596 fuerongenerados por el CTM y 43 conjunta-mente con la UPC.
Los sectores para los que trabaja elCTM son diversos, entre los que po-demos destacar: automoción, metal-mecánica, construcción de equipos ymáquinas, administración pública,gestores de residuos y consultoresambientales, construcción, aeronáu-tica o alimentación, entre otras. En laactualidad, en el CTM Centre Tec-nològic trabajan un total de 93 profe-sionales, el 70% de los cuales sondoctores o disponen de una titulaciónsuperior o media.
Servicio Lector 18
16 FUNDIDORES. FEBRERO 2009
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 16
17FUNDIDORES. FEBRERO 2009
Los gastos más importantes en fundiciones de acero,hierro y bronce son las perdidas por piezas defectuosasy los gastos excesivos de acabado. Una forma de con-trolar fácilmente estos costes es utilizar una arena máseficiente, aglomerantes y aditivos bien selecionados. Unejemplo de esto es la productividad creciente testificadapor las fundiciones que utilizan el aditivo de alto rendi-miento de SphereOX desarrollado por Chesapeake.
Reducir o eliminar los problemas de sopladuras, pinho-les y otros defectos, debidos a las dilataciones térmicasen la arena de los moldes y machos durante la fusión,(calcinaciones, penetraciones, grieta en caliente, vetas).son aspectos prioritarios para permitir una fundición decalidad y bajar costes de producción. En este sentido, losaditivos modernos pueden tener un papel importantemejorando el proceso de la fundición.
Desarrollado por Chesapeake Speciality Products Inc,SphereOx© es un aditivo de altas características que re-duce el costoso consumo de gas de los moldes.
Permite optimizar las características del moldeo y del ma-cho y reducir la cantidad de aditivos facilitando el gaseode los moldes para los aceros, fuentes dúctiles, nodulariron, cast iron, bronce y cobre. Otras mejoras consistenen operaciones más limpias y mejor permeabilidad delaglomerante.
Comparaciones con otros aditivos más convencionalesmostraron, según Chesapeake, que aproximadivamenteun ahorro global del 7% es posible al usar SphereOX. Suutilización en fundiciones ha demostrado un incompara-ble nivel de éxito en la reducción de los defectos No-bake ( pep-Set, Phenolic Urethane, Isocure), con las ven-tajas siguientes:
- Reducción de los defectos de las piezas.
- Reducción de los costes de las piezas (reducción delRebarbado, acabado, menos pérdidas de piezas).
- Reducción de polvos.
MEJORANDO LA CALIDAD
Descrito como el único aditivo de arena producido espe-cialmente para la industria de la fundición, SphereOx esun aditivo sintético, cuya consistencia es más pura quelos óxidos naturales.
Cuando se utiliza para moldeo y macho, SphereOx re-duce los defectos de superficies de las piezas y mejora lacalidad. Además, se consigue una excelente fluidez en laarena respecto a los aditivos tradicionales.
SphereOx es utilizado como aditivo de 2% hasta el 8%para las razones siguientes:
- Mejorar el acabado superficial en fundición de acero yhierro.
- Eliminar veining.
- Eliminar penetración de metal.
- Eliminar PIN HOLES formados por gas que se queda atrapado en el molde.
- Eliminar burn-in y burn-out.
Además, la utilización de SphereOx muestra una au-mento de la productividad por la eliminación del aca-bado, como consecuencia de la desparición persitentede los defectos de superficie vinculados al veining, pe-netración y pin hole. Obtienen también un mejor as-pecto de superficie aumentando el valor de la pieza.Buenos procesos de fundición y uso de aditivos de Sphe-reOx de 8 hasta el 30% han permitido reemplazar la ne-cesidad del uso de machos de Cromite con reducidos de-fectos de fundición.
MUY PURA
Al utilizar un método de producción que resulta teneruna forma esférica predominante, SphereOx es el único
CONTROLANDO LA EFICIENCIA Y LOS COSTES DEL MOLDEO Y MACHOS
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 17
18 FUNDIDORES. FEBRERO 2009
predominante esférico aditivo de arena altamente puro.Tiene un contenido de Fe muy superior a otros productosóxidos disponibles, formado con un equilibrio adecuadode forma mayoritaría de Fe3O4.
Ningún otro aditivo, pega o ningún otro componentepara aumentar el volumen o hidrocarbonos (que podríacrear gases durante la colada) estan adicionados al Sp-hereOx. Según Chesapeake, solamente el SphereOxproduce un incremento de fuego ( GOI) de aproximati-vamente el 10% lo que desmuestra su capacidad frenteal gas. La mayoria de los problemas habituales estáncausados por “parting” el molde o el macho ( veining),gas atrapado (pin holes), penetración de hierro o deacero ( burn-in y burn out), “lustrous” carbón ( excesode carbono) y expansión del molde (dimensión crítica).SphereOx está concebido para resolver estos proble-mas.
SISTEMA NO-BAKE
Los sistemas con resinas NO-BAKE producen gases. Lasresinas tiene fórmulas estudiadas para aportar la mayorfuerza posible de adhesión y de cohesión. A más durezael molde y el macho, menos posiblidad de rotura. El ob-jetivo principal para lograr a este resultado es minimizarla cantidad de costosa resina utilizada y obtener una co-bertura completa, lo que es posible con una forma esfé-rica que aumenta esta posibilidad al minimisar la super-ficie.
Controlando el SphereOx con microscopio y comparán-dolo con otros óxidos de hierro y otros aditivos, se de-muestra una diferencia significativa en forma, uniformi-dad de tamaño, y ausencia de polvo. Es un óxido dehierro sintético especial en forma esférica y granulome-tría controlada, con alta densidad volumétrica.
Es posible con SphereOx reducir el 10% de aditivo obte-niendo fuerzas de tensiones identicas dentro del molde.Reducir aditivo reduce la cantidad de gas generado yademás la forma sferica de SphereOx facilita el pasajede los gases VOC y HAP.
Al contrario, los aditivos con polvos, y formas granula-res, hacen obstrucción al pasaje de los gases , actuandocomo una pared física. La stabilidad dimensional delmolde es otro criterio muy importante para la fundición.
SphereOx tiene una gravedad altamente superior y unaconductividad térmica mayor que la arena, resultandoen un tiempo reducido de acción metal/molde. Es muyimportante para la estabilidad dimensional y , en algunoscasos, se puede sustituir con arena de silicia para reem-plazar arena de zircon. Normalmente, se usa un porcen-taje superior de óxido, como del 12% al 30%. SphereOxtiene un PH neutro (7,1) que permite su compatibilidadcon la mayoría de los aditivos. Es disponible en dos ca-tegorías.
MAYOR FLUIDEZ
Otra ventaja del SphereOx consiste en una mayor fluidezen la arena. Los productos convencionales no optimizanuna distribución uniforme, causando variaciones impor-tantes en el molde, ocasionando posibles defectos o rup-turas. Algunas fundiciones tienen que utilizar un aditivoadicional para compensar estos defectos, cuyo resultadoes un aumento de los gastos y menos fiabiliadad del pro-ducto final. Obviamente, magnetite o hematite puedenademás estar compuestos de elementos prohibidos comometales pesados o plomo.
Otros aditivos pueden tener derivados carbonicos que seconvertirán en gases durante la colada, formando pin ho-les y defectos.
La tensión adecuada en el molde es fundamental para lacalidad de la pieza y SphereOx está utilizado, priorita-riamente, para obtener este resultado. Reduce esopladu-ras y también el “flaking or spalling”. Adiciones de 2%hasta el 5% son suficientes para reducir “flaking”, sopla-duras, pin hole y “spalling”.
Un número importante de fundiciones estan utilizandoel SpherOx.
En España, podemos nombrar a FUNDICIONES DU-RANGO ( FUMBARRI) y FAED ( FUNDICIONES DEACEROS ESPECIALES DASGOAS, S.A.) que utilizan elSphereOx.
Servicio Lector 30 ■
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 18
19FUNDIDORES. FEBRERO 2009
Para competir internacionalmente con economías de bajoscostes, las fundiciones europeas afrontan una necesidad deautomatización cada vez mayor. P.S. Autogrinding y Ko-yama ofrecen una solución para la mejora de la calidad yplazo de entrega, eliminación de problemas de salud y al-tos gastos asociados con la subcontratación del rebabado.
FIABILIDAD Y PRECISIÓN
En el momento actual las fundiciones europeas estánbajo una intensa presión de los clientes de grandes se-ries, en particular la industria de automóvil, y necesitanproducir piezas a precios bajos conservando calidad yrepetitividad sin disminuir la rentabilidad. Uno de losmayores factores que contribuyen a incrementar los cos-tes es la mano de obra y la mayor concentración demano de obra en la fundición se produce después deldesmoldeo.
Las piezas tienen que ser clasificadas, rebabadas, inspec-cionadas y embaladas, todo con un coste considerable,un coste que perjudica a las fundiciones europeas quedeben competir por pedidos contra fundiciones de Asia,India y otras áreas, donde la mano de obra representauna fracción del coste.
La “Celula Compacta” como unidad de producción re-presenta el camino para equilibrar esta competencia..
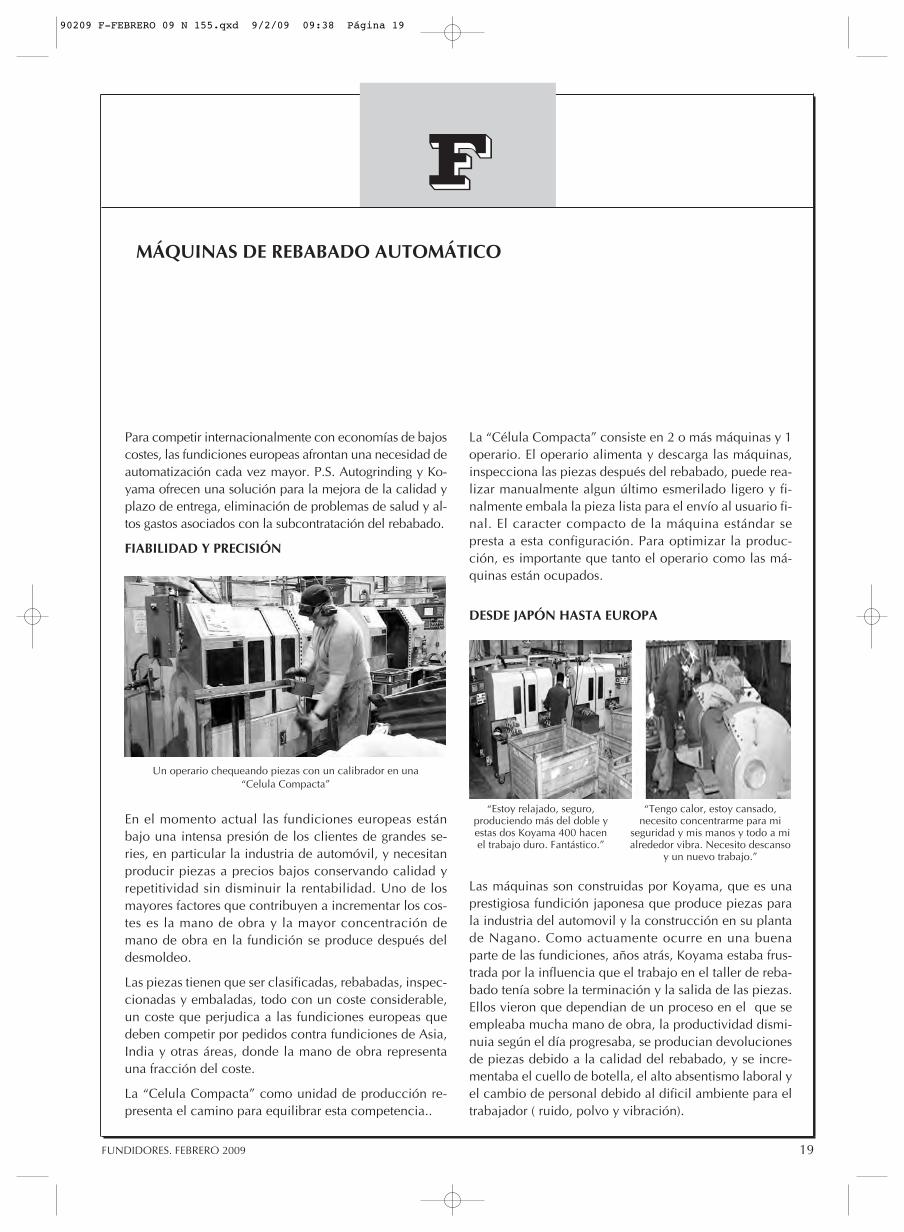
La “Célula Compacta” consiste en 2 o más máquinas y 1operario. El operario alimenta y descarga las máquinas,inspecciona las piezas después del rebabado, puede rea-lizar manualmente algun último esmerilado ligero y fi-nalmente embala la pieza lista para el envío al usuario fi-nal. El caracter compacto de la máquina estándar sepresta a esta configuración. Para optimizar la produc-ción, es importante que tanto el operario como las má-quinas están ocupados.
DESDE JAPÓN HASTA EUROPA
Las máquinas son construidas por Koyama, que es unaprestigiosa fundición japonesa que produce piezas parala industria del automovil y la construcción en su plantade Nagano. Como actuamente ocurre en una buenaparte de las fundiciones, años atrás, Koyama estaba frus-trada por la influencia que el trabajo en el taller de reba-bado tenía sobre la terminación y la salida de las piezas.Ellos vieron que dependian de un proceso en el que seempleaba mucha mano de obra, la productividad dismi-nuia según el día progresaba, se producian devolucionesde piezas debido a la calidad del rebabado, y se incre-mentaba el cuello de botella, el alto absentismo laboral yel cambio de personal debido al dificil ambiente para eltrabajador ( ruido, polvo y vibración).
MÁQUINAS DE REBABADO AUTOMÁTICO
Un operario chequeando piezas con un calibrador en una“Celula Compacta”
“Tengo calor, estoy cansado,necesito concentrarme para mi
seguridad y mis manos y todo a mialrededor vibra. Necesito descanso
y un nuevo trabajo.”
“Estoy relajado, seguro,produciendo más del doble yestas dos Koyama 400 hacenel trabajo duro. Fantástico.”
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 19
20 FUNDIDORES. FEBRERO 2009
El coste de la terminación de las piezas se hacía difícil desostener y por ello, a finales de los años 70 Koyama desa-rrolló su primera máquina de rebabado automático. Lospedidos por parte de otras fundiciones japonesas fuerontan numerosos que este exito fue el fundamento para deci-dirse por el desarrollo y la mejora de las m_quinas para sucomercialización. En los últimos 12 años se han vendido1500 máquinas de nueva generación, el 85 % en Japón.Koyama fué la primera empresa en introducir la tecnolo-gía de muelas de diamante industrial en este tipo deequipos.
Paul Smith, director general de P.S. Autogrinding habíaestado relacionado con el acabado de piezas de fundi-ción durante casi 25 años. Cuando casualmente descu-brió Koyama durante un viaje de ventas en Japón, rápi-damente advirtió las ventajas que la implantación de estetipo de máquinas podia representar para las fundicioneseuropeas. En 2001 nació P.S. Autogrinding Ltd y esemismo año se instalaron las primeras máquinas en unafundición británica. Después de cuatro años centradosen los mercados británicos y escandinavos, P.S. Auto-grinding fue designado Distribuidor Exclusivo para Eu-ropa donde ya se han vendido más de 200 máquinas.
La empresa vende, instala y da servicio a las máquinasdesde su base en Escocia. Mantiene un stock de piezasde recambio y los consumibles de rebabado (muelas yfresas) pueden ser entregados en un plazo de un día. P.S.Autogrinding ha crecido desde un empleado a los die-ciocho actuales y su volumen de ventas es ahora de£5m. Actualmente están en construcción unas nuevasinstalaciones con el objetivo de mejorar la capacidad derealización de pruebas con las piezas tanto grandescomo pequeñas de los potenciales clientes.
En el año 2007 INTERNACIONAL ALONSO fue desig-nado representante exclusivo para España y Portugal deP.S. Autogrinding.
MÁQUINAS PARA FUNDICIONES QUE BUSCANMEJORAR
Probablemente el mayor exponente de rebabado auto-matizado fuera de Japón es CASTINGS PLC, actualmenteuna de las fundiciones más avanzadas del Reino Unido.
Inicialmente, CASTINGS PLC buscaba una solución parala “Artritis producida por vibración”.
Las indemnizaciones compensatorias pagadas eran de£ 5000 a £ 50,000 con un incremento proporcional enlas primas de los seguros. Después de la instalación delas primeras máquinas en 2001 pronto apreciaron mu-chas otras ventajas de las máquinas:
La máquina les obligaba a producir unas piezas dimen-sionalmente consistentes. Esto era un beneficio real parasus clientes.
Los rechazos por parte de clientes por defectos en el re-babado practicamente desaparecieron.
Reducción de personal en el area de rebabado, inspec-ción, expedición y carretilleros.
Reducción del absentismo y rotación de personal.– Me-jora de las condiciones medioambientales.
Reducción de los accidentes casi a cero.
Indemnizaciones por “Artritis producida por vibración”=cero – Reducción inmediata de las primas de aseguradoras.
Mantenimiento constante de la producción durante todoel día.
Liberación de espacio en el suelo para otros trabajos.
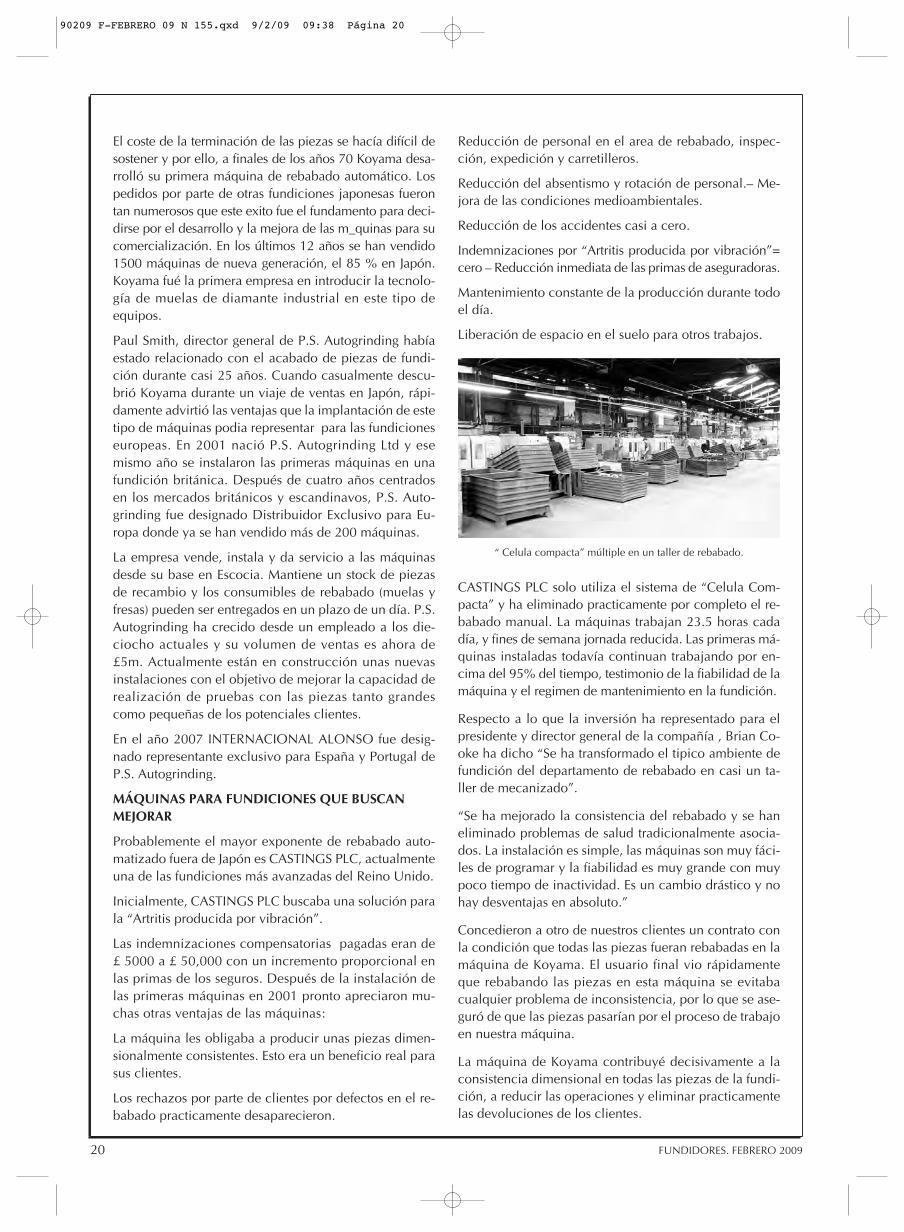
CASTINGS PLC solo utiliza el sistema de “Celula Com-pacta” y ha eliminado practicamente por completo el re-babado manual. La máquinas trabajan 23.5 horas cadadía, y fines de semana jornada reducida. Las primeras má-quinas instaladas todavía continuan trabajando por en-cima del 95% del tiempo, testimonio de la fiabilidad de lamáquina y el regimen de mantenimiento en la fundición.
Respecto a lo que la inversión ha representado para elpresidente y director general de la compañía , Brian Co-oke ha dicho “Se ha transformado el tipico ambiente defundición del departamento de rebabado en casi un ta-ller de mecanizado”.
“Se ha mejorado la consistencia del rebabado y se haneliminado problemas de salud tradicionalmente asocia-dos. La instalación es simple, las máquinas son muy fáci-les de programar y la fiabilidad es muy grande con muypoco tiempo de inactividad. Es un cambio drástico y nohay desventajas en absoluto.”
Concedieron a otro de nuestros clientes un contrato conla condición que todas las piezas fueran rebabadas en lamáquina de Koyama. El usuario final vio rápidamenteque rebabando las piezas en esta máquina se evitabacualquier problema de inconsistencia, por lo que se ase-guró de que las piezas pasarían por el proceso de trabajoen nuestra máquina.
La máquina de Koyama contribuyé decisivamente a laconsistencia dimensional en todas las piezas de la fundi-ción, a reducir las operaciones y eliminar practicamentelas devoluciones de los clientes.
“ Celula compacta” múltiple en un taller de rebabado.
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 20
FUNDIDORES. FEBRERO 2009
La lista de referencias de P.S. Auto Grinding eviden-cia que la mayoría de nuestros clientes vuelven a ins-talar más máquinas.
A pesar de sus ventajas obvias en la zona alta delmercado, las máquinas no están limitadas a fundi-ciones con series largas o con grandes presupuestosde inversion.
Las máquinas son beneficiosas para todas las fundi-ciones que desean mejorar. Una pequeña fundiciónen Holanda con sólo seis empleados también de-muestra que las máquinas no sólo están orientadas afundiciones grandes, sino también para aquellas conpequeñas series de producción y exigencias de altacalidad.
CONSTRUIDO POR UNA FUNDICION PARAUNA FUNDICIÓN
Las máquinas son sumamente robustas y fiables, conla mayor parte de componentes disponibles en todaspartes de Europa, y aquellos que no lo son, están dis-ponibles en P.S. Autogrinding para la entrega en undía.
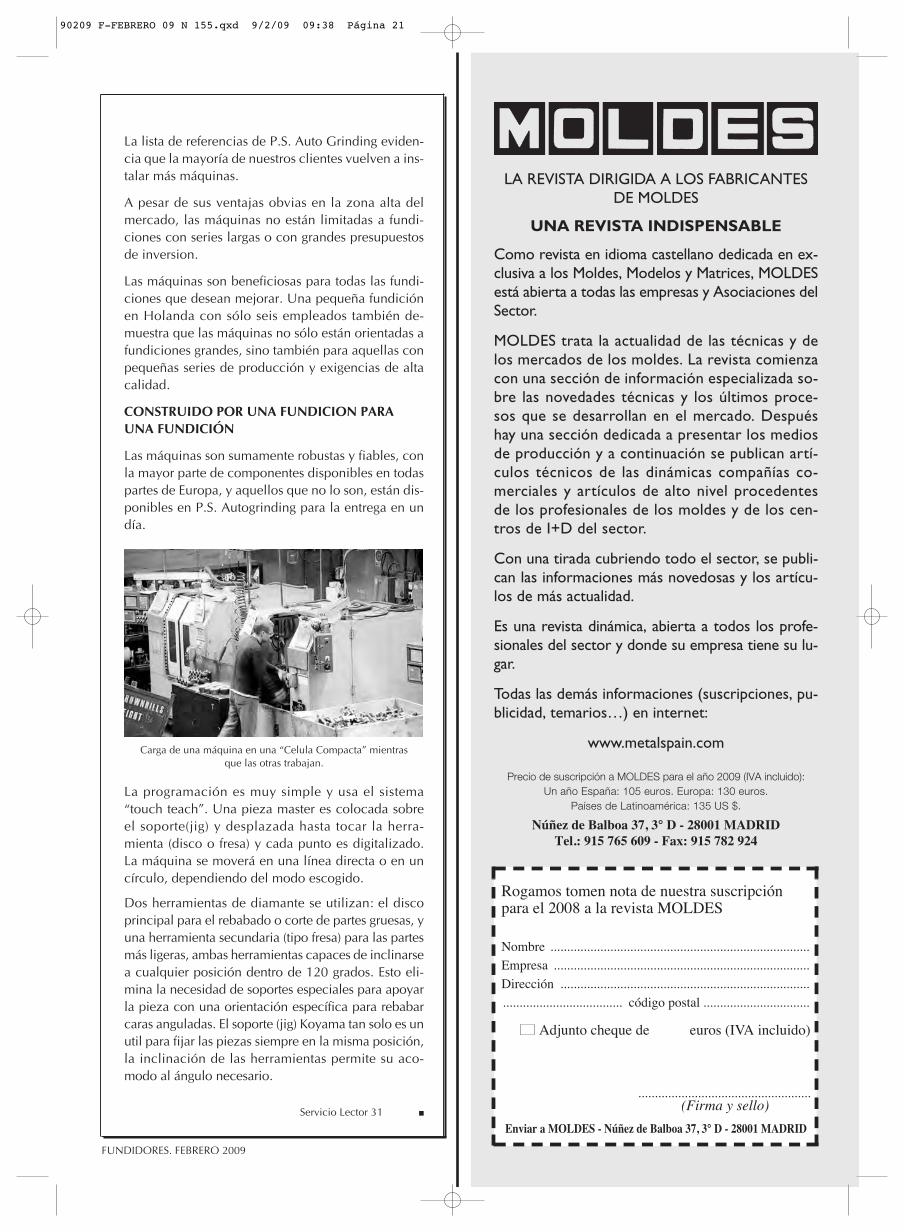
La programación es muy simple y usa el sistema“touch teach”. Una pieza master es colocada sobreel soporte(jig) y desplazada hasta tocar la herra-mienta (disco o fresa) y cada punto es digitalizado.La máquina se moverá en una línea directa o en uncírculo, dependiendo del modo escogido.
Dos herramientas de diamante se utilizan: el discoprincipal para el rebabado o corte de partes gruesas, yuna herramienta secundaria (tipo fresa) para las partesmás ligeras, ambas herramientas capaces de inclinarsea cualquier posición dentro de 120 grados. Esto eli-mina la necesidad de soportes especiales para apoyarla pieza con una orientación específica para rebabarcaras anguladas. El soporte (jig) Koyama tan solo es unutil para fijar las piezas siempre en la misma posición,la inclinación de las herramientas permite su aco-modo al ángulo necesario.
Servicio Lector 31 ■
Carga de una máquina en una “Celula Compacta” mientrasque las otras trabajan.
Rogamos tomen nota de nuestra suscripciónpara el 2008 a la revista MOLDES
Nombre ..............................................................................
Empresa .............................................................................
Dirección ...........................................................................
.................................... código postal ................................
■■ Adjunto cheque de euros (IVA incluido)
....................................................(Firma y sello)
Enviar a MOLDES - Núñez de Balboa 37, 3° D - 28001 MADRID
LA REVISTA DIRIGIDA A LOS FABRICANTESDE MOLDES
UNA REVISTA INDISPENSABLE
Como revista en idioma castellano dedicada en ex-clusiva a los Moldes, Modelos y Matrices, MOLDESestá abierta a todas las empresas y Asociaciones delSector.
MOLDES trata la actualidad de las técnicas y delos mercados de los moldes. La revista comienzacon una sección de información especializada so-bre las novedades técnicas y los últimos proce-sos que se desarrollan en el mercado. Despuéshay una sección dedicada a presentar los mediosde producción y a continuación se publican artí-culos técnicos de las dinámicas compañías co-merciales y artículos de alto nivel procedentesde los profesionales de los moldes y de los cen-tros de I+D del sector.
Con una tirada cubriendo todo el sector, se publi-can las informaciones más novedosas y los artícu-los de más actualidad.
Es una revista dinámica, abierta a todos los profe-sionales del sector y donde su empresa tiene su lu-gar.
Todas las demás informaciones (suscripciones, pu-blicidad, temarios…) en internet:
www.metalspain.com
Precio de suscripción a MOLDES para el año 2009 (IVA incluido):Un año España: 105 euros. Europa: 130 euros.
Países de Latinoamérica: 135 US $.
Núñez de Balboa 37, 3° D - 28001 MADRIDTel.: 915 765 609 - Fax: 915 782 924
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 21
22 FUNDIDORES. FEBRERO 2009
Hay gran número de tipos de estufas que se usan parafundir los desechos de aluminio. La decision de escogeradecuado tipo de la estufa para la operación de fundir sebasa sobre el tipo de trozo, la cantidad de trozo, la con-dición física de trozo y el producto final de la operación.
La información presentada en este documento tienecomo el objetivo determinar el diseño adecuado de laestufa.
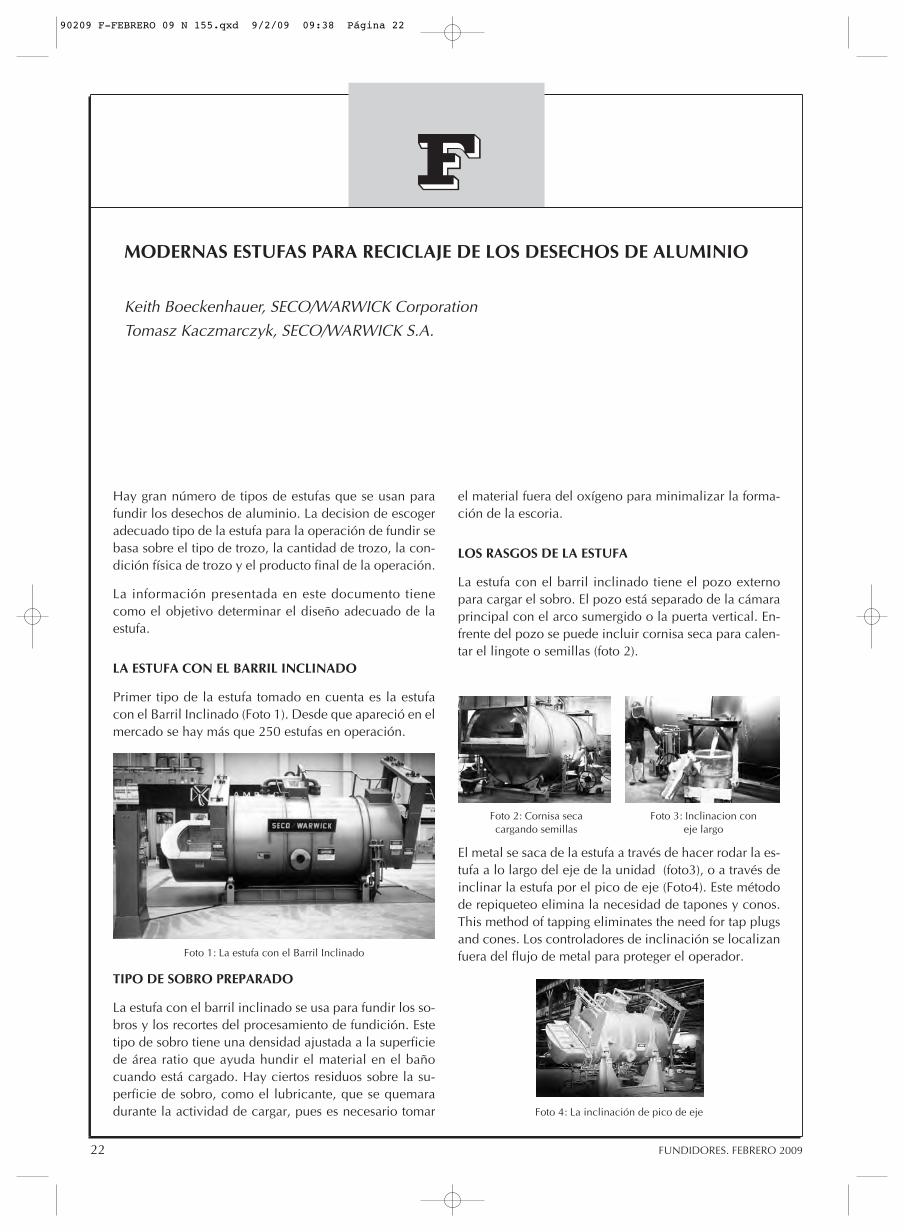
LA ESTUFA CON EL BARRIL INCLINADO
Primer tipo de la estufa tomado en cuenta es la estufacon el Barril Inclinado (Foto 1). Desde que apareció en elmercado se hay más que 250 estufas en operación.
TIPO DE SOBRO PREPARADO
La estufa con el barril inclinado se usa para fundir los so-bros y los recortes del procesamiento de fundición. Estetipo de sobro tiene una densidad ajustada a la superficiede área ratio que ayuda hundir el material en el bañocuando está cargado. Hay ciertos residuos sobre la su-perficie de sobro, como el lubricante, que se quemaradurante la actividad de cargar, pues es necesario tomar
el material fuera del oxígeno para minimalizar la forma-ción de la escoria.
LOS RASGOS DE LA ESTUFA
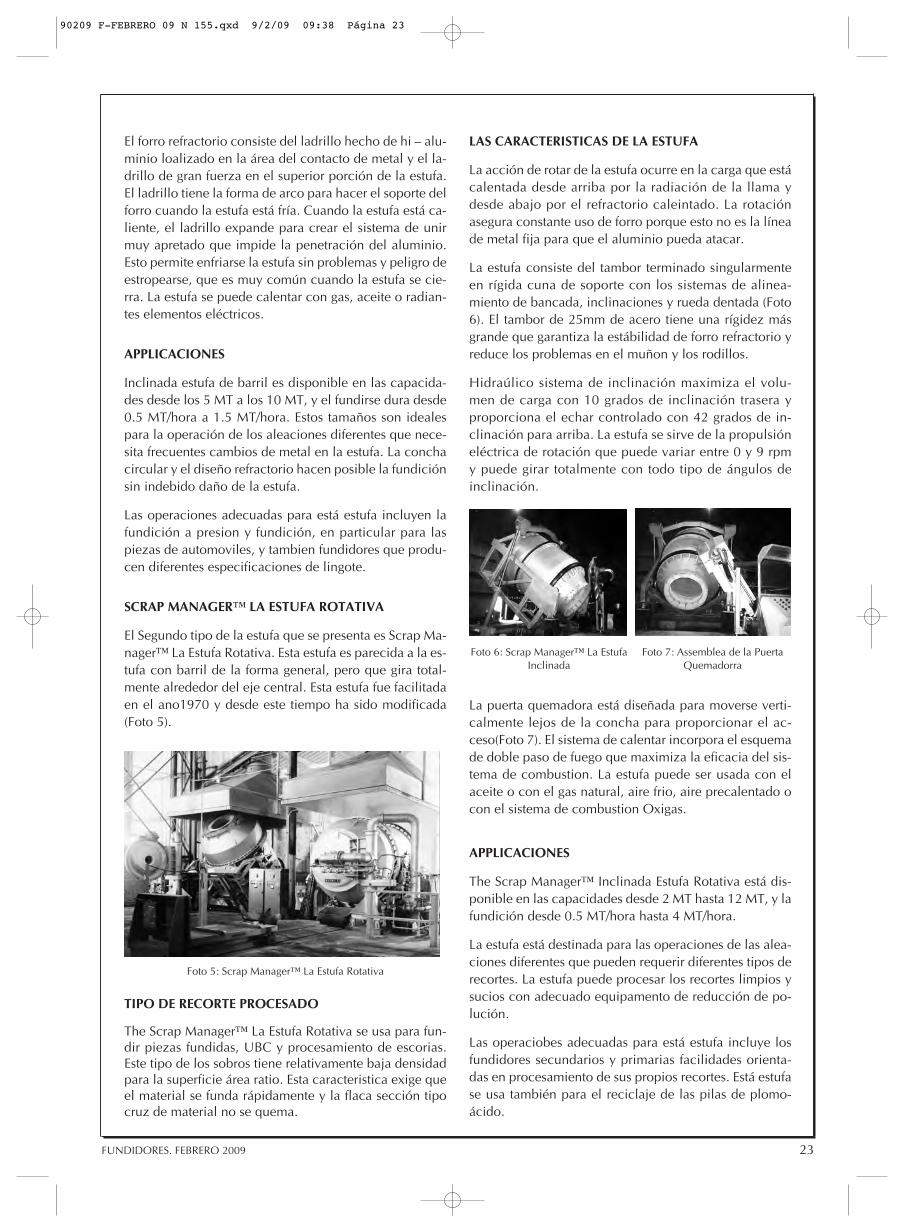
La estufa con el barril inclinado tiene el pozo externopara cargar el sobro. El pozo está separado de la cámaraprincipal con el arco sumergido o la puerta vertical. En-frente del pozo se puede incluir cornisa seca para calen-tar el lingote o semillas (foto 2).
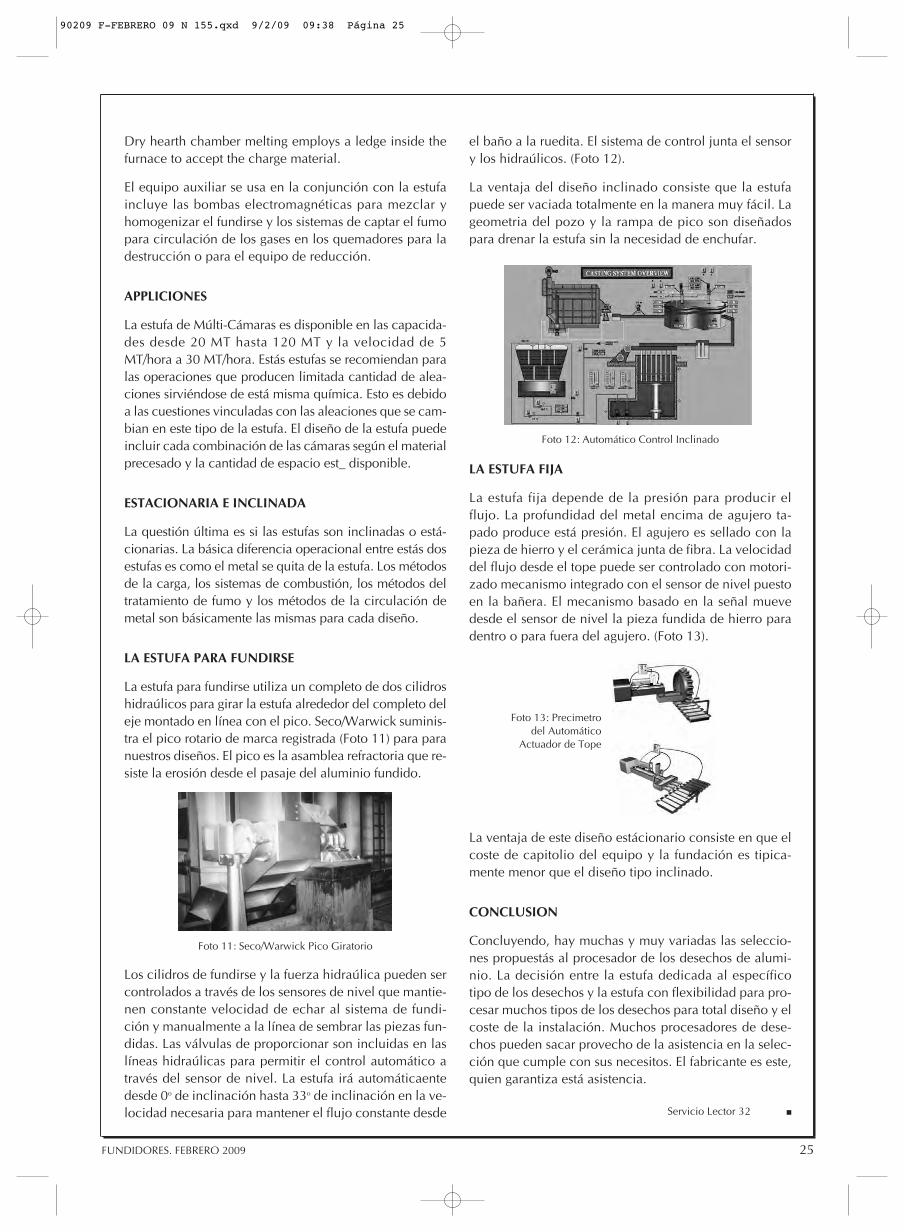
El metal se saca de la estufa a través de hacer rodar la es-tufa a lo largo del eje de la unidad (foto3), o a través deinclinar la estufa por el pico de eje (Foto4). Este métodode repiqueteo elimina la necesidad de tapones y conos.This method of tapping eliminates the need for tap plugsand cones. Los controladores de inclinación se localizanfuera del flujo de metal para proteger el operador.
MODERNAS ESTUFAS PARA RECICLAJE DE LOS DESECHOS DE ALUMINIO
Keith Boeckenhauer, SECO/WARWICK CorporationTomasz Kaczmarczyk, SECO/WARWICK S.A.
Foto 1: La estufa con el Barril Inclinado
Foto 2: Cornisa secacargando semillas
Foto 3: Inclinacion coneje largo
Foto 4: La inclinación de pico de eje
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 22
23FUNDIDORES. FEBRERO 2009
El forro refractorio consiste del ladrillo hecho de hi – alu-minio loalizado en la área del contacto de metal y el la-drillo de gran fuerza en el superior porción de la estufa.El ladrillo tiene la forma de arco para hacer el soporte delforro cuando la estufa está fría. Cuando la estufa está ca-liente, el ladrillo expande para crear el sistema de unirmuy apretado que impide la penetración del aluminio.Esto permite enfriarse la estufa sin problemas y peligro deestropearse, que es muy común cuando la estufa se cie-rra. La estufa se puede calentar con gas, aceite o radian-tes elementos eléctricos.
APPLICACIONES
Inclinada estufa de barril es disponible en las capacida-des desde los 5 MT a los 10 MT, y el fundirse dura desde0.5 MT/hora a 1.5 MT/hora. Estos tamaños son idealespara la operación de los aleaciones diferentes que nece-sita frecuentes cambios de metal en la estufa. La conchacircular y el diseño refractorio hacen posible la fundiciónsin indebido daño de la estufa.
Las operaciones adecuadas para está estufa incluyen lafundición a presion y fundición, en particular para laspiezas de automoviles, y tambien fundidores que produ-cen diferentes especificaciones de lingote.
SCRAP MANAGER™ LA ESTUFA ROTATIVA
El Segundo tipo de la estufa que se presenta es Scrap Ma-nager™ La Estufa Rotativa. Esta estufa es parecida a la es-tufa con barril de la forma general, pero que gira total-mente alrededor del eje central. Esta estufa fue facilitadaen el ano1970 y desde este tiempo ha sido modificada(Foto 5).
TIPO DE RECORTE PROCESADO
The Scrap Manager™ La Estufa Rotativa se usa para fun-dir piezas fundidas, UBC y procesamiento de escorias.Este tipo de los sobros tiene relativamente baja densidadpara la superficie área ratio. Esta caracteristica exige queel material se funda rápidamente y la flaca sección tipocruz de material no se quema.
LAS CARACTERISTICAS DE LA ESTUFA
La acción de rotar de la estufa ocurre en la carga que estácalentada desde arriba por la radiación de la llama ydesde abajo por el refractorio caleintado. La rotaciónasegura constante uso de forro porque esto no es la líneade metal fija para que el aluminio pueda atacar.
La estufa consiste del tambor terminado singularmenteen rígida cuna de soporte con los sistemas de alinea-miento de bancada, inclinaciones y rueda dentada (Foto6). El tambor de 25mm de acero tiene una rígidez másgrande que garantiza la estábilidad de forro refractorio yreduce los problemas en el muñon y los rodillos.
Hidraúlico sistema de inclinación maximiza el volu-men de carga con 10 grados de inclinación trasera yproporciona el echar controlado con 42 grados de in-clinación para arriba. La estufa se sirve de la propulsióneléctrica de rotación que puede variar entre 0 y 9 rpmy puede girar totalmente con todo tipo de ángulos deinclinación.
La puerta quemadora está diseñada para moverse verti-calmente lejos de la concha para proporcionar el ac-ceso(Foto 7). El sistema de calentar incorpora el esquemade doble paso de fuego que maximiza la eficacia del sis-tema de combustion. La estufa puede ser usada con elaceite o con el gas natural, aire frio, aire precalentado ocon el sistema de combustion Oxigas.
APPLICACIONES
The Scrap Manager™ Inclinada Estufa Rotativa está dis-ponible en las capacidades desde 2 MT hasta 12 MT, y lafundición desde 0.5 MT/hora hasta 4 MT/hora.
La estufa está destinada para las operaciones de las alea-ciones diferentes que pueden requerir diferentes tipos derecortes. La estufa puede procesar los recortes limpios ysucios con adecuado equipamento de reducción de po-lución.
Las operaciobes adecuadas para está estufa incluye losfundidores secundarios y primarias facilidades orienta-das en procesamiento de sus propios recortes. Está estufase usa también para el reciclaje de las pilas de plomo-ácido.
Foto 5: Scrap Manager™ La Estufa Rotativa
Foto 6: Scrap Manager™ La EstufaInclinada
Foto 7: Assemblea de la PuertaQuemadorra
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 23

24 FUNDIDORES. FEBRERO 2009
REVERB MELTER
Esto es el estándar en la industria del aluminio deste losprimeros bloques de piezas fundidas. Las variaciones enel diseño son tan grandes como los tipos de los recortesdisponibles. Unas de estás variaciones son fijas, inclina-ción, la carga de frente y los diseños de multi- cámaras.Cada diseño tiene las fuerzas y los debilidades técnicas.
Seca Chimenea de la Carga del Frente (Foto 8) – la estufade la carga de frente figura la puerta muy ancha que pro-porciona el acceso completo al interior de la estufa. Lacarga se logra a través de la carretilla elevadora o máscomún a través de la máquina cargadora.
Las ventajas de este diseño incluyen la habilidad para eldrenaje total de la estufa para las operaciones de lote ypuede lograr relativamente alto nivel de fundirse de lacapacidad de captar.
La debilidad de está estufa consiste en el hecho que senecesita más que una carga para rellenar la geometría dela estufa.
La estufa es adecuada para los procesadores desde me-dios hasta grandes y múltiples especificaciones de alea-ción.
La carga desde arriba (Foto 9) – la estufa de la cargadesde arriba muestra el techo que se puede sacar paraentrar al interior de la estufa. La carga se realiza a travésde la grúa y cubo de la carga. La ventaja de este diseñoconsiste que se puede rellenarlo muy rápidamente. Laestufa está diseñada para estár drenada totalmente des-pués cada ciclo de fundirse permitiendo los cambios dealeación. La debilidad de este diseño es que el calor es-capa cuando el techo está sacado lo que exige que secontrolen la sequencia de la carga y el ciclo del tiempo.
Está estufa es adecuada para largos procesadores con su-ficiente espacio libre, procesando gran número de tiposde los desechos.
FURNACE LA ESTUFA DE MULTI - CAMARAS
La cámara de múlti – cámaras (Foto 10) muestra muchascámaras diseñados para específicas físicas propiedadesdel procesamiento de los desechos. La carga se logra a tra-vés de gran número de las maneras de la puerta principal.
La cámara de fundir utiliza el pozo externo para aceptarla carga de los desechos. Los típicos materiales de cargaincluyen los desechos de extrusión, esquirlas y todo tipode material que tiene el peso pequeño para la superficiede la área ratio. Estos materiales se deben sumergir rápi-damente en el baño para prevenir la oxidación y pérdidadel metal.
El equipo auxiliar usado para juntar con el pozo son lasbombas mecánicas, cubiertas para el fumo, los sistemasde sumergir y las paredes de división. Este equipamientoes adjuntado para mover el metal caliente de la cámarade calefacción al pozo, llevar el material de carga pordebajo del baño y colectar cada emisión causada por elfumo de contaminación.
Secas chimeneas de fundir utilizan las cornisas paraaceptar el material de carga.
Los típicos materiales de carga son los residuos de largaextrusión, lingotes, T-barra, los materiales. El material sehalla sobre la cornisa y se calienta a través de los pro-ductos de la combustión que primero se empujan albaño para fundirse completamente.
Foto 8: La frente de la máquina de fundir
Foto 9: La máquina de la carga desde arriba
Foto 10: La Máquina de Múlti- Cámaras
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 24
25FUNDIDORES. FEBRERO 2009
Dry hearth chamber melting employs a ledge inside thefurnace to accept the charge material.
El equipo auxiliar se usa en la conjunción con la estufaincluye las bombas electromagnéticas para mezclar yhomogenizar el fundirse y los sistemas de captar el fumopara circulación de los gases en los quemadores para ladestrucción o para el equipo de reducción.
APPLICIONES
La estufa de Múlti-Cámaras es disponible en las capacida-des desde 20 MT hasta 120 MT y la velocidad de 5MT/hora a 30 MT/hora. Estás estufas se recomiendan paralas operaciones que producen limitada cantidad de alea-ciones sirviéndose de está misma química. Esto es debidoa las cuestiones vinculadas con las aleaciones que se cam-bian en este tipo de la estufa. El diseño de la estufa puedeincluir cada combinación de las cámaras según el materialprecesado y la cantidad de espacio est_ disponible.
ESTACIONARIA E INCLINADA
La questión última es si las estufas son inclinadas o está-cionarias. La básica diferencia operacional entre estás dosestufas es como el metal se quita de la estufa. Los métodosde la carga, los sistemas de combustión, los métodos deltratamiento de fumo y los métodos de la circulación demetal son básicamente las mismas para cada diseño.
LA ESTUFA PARA FUNDIRSE
La estufa para fundirse utiliza un completo de dos cilidroshidraúlicos para girar la estufa alrededor del completo deleje montado en línea con el pico. Seco/Warwick suminis-tra el pico rotario de marca registrada (Foto 11) para paranuestros diseños. El pico es la asamblea refractoria que re-siste la erosión desde el pasaje del aluminio fundido.
Los cilidros de fundirse y la fuerza hidraúlica pueden sercontrolados a través de los sensores de nivel que mantie-nen constante velocidad de echar al sistema de fundi-ción y manualmente a la línea de sembrar las piezas fun-didas. Las válvulas de proporcionar son incluidas en laslíneas hidraúlicas para permitir el control automático através del sensor de nivel. La estufa irá automáticaentedesde 0o de inclinación hasta 33o de inclinación en la ve-locidad necesaria para mantener el flujo constante desde
el baño a la ruedita. El sistema de control junta el sensory los hidraúlicos. (Foto 12).
La ventaja del diseño inclinado consiste que la estufapuede ser vaciada totalmente en la manera muy fácil. Lageometria del pozo y la rampa de pico son diseñadospara drenar la estufa sin la necesidad de enchufar.
LA ESTUFA FIJA
La estufa fija depende de la presión para producir elflujo. La profundidad del metal encima de agujero ta-pado produce está presión. El agujero es sellado con lapieza de hierro y el cerámica junta de fibra. La velocidaddel flujo desde el tope puede ser controlado con motori-zado mecanismo integrado con el sensor de nivel puestoen la bañera. El mecanismo basado en la señal muevedesde el sensor de nivel la pieza fundida de hierro paradentro o para fuera del agujero. (Foto 13).
La ventaja de este diseño estácionario consiste en que elcoste de capitolio del equipo y la fundación es tipica-mente menor que el diseño tipo inclinado.
CONCLUSION
Concluyendo, hay muchas y muy variadas las seleccio-nes propuestás al procesador de los desechos de alumi-nio. La decisión entre la estufa dedicada al específicotipo de los desechos y la estufa con flexibilidad para pro-cesar muchos tipos de los desechos para total diseño y elcoste de la instalación. Muchos procesadores de dese-chos pueden sacar provecho de la asistencia en la selec-ción que cumple con sus necesitos. El fabricante es este,quien garantiza está asistencia.
Servicio Lector 32 ■
Foto 11: Seco/Warwick Pico Giratorio
Foto 12: Automático Control Inclinado
Foto 13: Precimetrodel Automático
Actuador de Tope
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 25

26 FUNDIDORES. FEBRERO 2009
El 4 de Enero de 2009, la nueva planta de IMF en Brasil(Piracicaba, Estado de São Paulo ) fue inaugurada.
Es una unidad de producción adicional a las plantas deFrancia, Repúplica Tcheca y China que corresponde a laestrategia de IMF de estar en los mercados de desarrollode las industrias de fundición.
IMF ha estado presente en Brasil desde hace 30 año y haincrementado el volumen de pedidos en un 400% enBrasil, a partir de la creación de la nueva planta.
El Presidente Galante explicó la estrategia de IMF a unpublico destacable, dentro del cual se encontraba elCónsul General de Italia, Marco Marsili, el Alcalde dePiracicaba, Barjas Negri y el Presidente de la Asociaciónde Fundidores de Brasil, Devanir Brichesi.
La nueva planta de IMF tiene una zona de producción de2500 m2. que en breve necesitara una importante am-pliación.
Servicio Lector 33 ■
INAUGURACION DE IMF BRAZIL
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 26
27FUNDIDORES. FEBRERO 2009
En el presente trabajo de investigación vamos a ser testi-gos del proceso llevado a cabo para realizar una figuraen bronce mediante una técnica experimental que des-cubrí en la Universidad Politécnica de Valencia, concre-tamente en el laboratorio de Técnicas de fundición de lafacultad de Bellas Artes de San Carlos, donde los alum-nos practican con nuevas técnicas. La curiosidad mellevó a reunir información al respecto de esta técnicanovedosa para poder llevarla a cabo con la práctica em-pírica en mi taller.
Previo a la descripción, hemos de hacernos una pregunta¿Cuáles son las ventajas de esta técnica? Ahí que consi-derar que muchos son los beneficios que ésta ofrece a laelaboración de pequeñas piezas. Por nombrar algunos:en relación al peso, el molde es ligerísimo en relacióncon el tradicional de chamota o picadizo. Los materialespara la elaboración de un molde de cáscara cerámicason más económicos y requieren de un tiempo y energíamenor. Se pueden obtener de una sola pieza, formas vo-lumétricas que por medio de otras técnicas se fundiríanpor separado y se soldaban, consecuentemente eltiempo de ejecución de una pieza en bronce se verá re-ducido.
EL EMBRIÓN DE LA OBRA: ASPECTOS GENERALES
A continuación vamos a exponer unas consideracionesque respectan en cuanto al tema de la metodología a se-guir. El origen de la idea en la mente, puede ser encau-zada a diversos objetivos, como ejecutar una obra paraun tema establecido con el fin de ser destinada a un con-curso, encargo o a satisfacer nuestra propia obra perso-nal: a partir de la nada, sin ideas, el inicio tiene lugar alhallarlas y descubrirlas, para materializarlas y el broncese convertirá en un ente tangible, nuestra creación volu-métrica. Desde nuestro punto de vista una vez transfe-rido el modelo en pequeño formato (cera) a un materialmás resistente (metal), así como bien realizamos noso-tros mismos la ampliación a tamaño definitivo, como los
moldes si fueran necesarios, y la aplicación de los pro-cesos además de otras tareas; del mismo modo existe laposibilidad de que bajo nuestra dirección, el procesopuede ser desarrollado por un profesional. En el supuestode que nuestra creación haya de ser ampliada, se trabajarespetando y manteniendo rigurosamente las proporcio-nes. Lógicamente el proceso de conformación de la obraha de ser diferente atendiendo a su formato. Es indispen-sable haber dejado impregnado en el boceto una clarasinopsis de la idea, para mayor seguridad en la amplia-ción, aunque, en ciertos casos, también en la ampliaciónse ha llegado a realizar otros cambios, según lo que alobra vaya pidiendo o requiriendo.
LOS MOLDES
En primer lugar cabe comentar la posible implicación dediversos tipos de moldes en caso de realizar tiradas depiezas por el método de colada por volteo con cera lí-quida.
a) Técnica de moldeo “a molde perdido”.
En lo que respecta a los moldes de escayola, en su va-riante de técnica a molde perdido se caracterizan esen-cialmente por su rigidez, pueden ser aplicados para ob-
LA CREATIVIDAD ARTÍSTICA Y LA TÉCNICA DE LA CASCARILLACERÁMICA AUTOR: SERGIO GARCÍA DÍEZ ESCULTOR
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 27
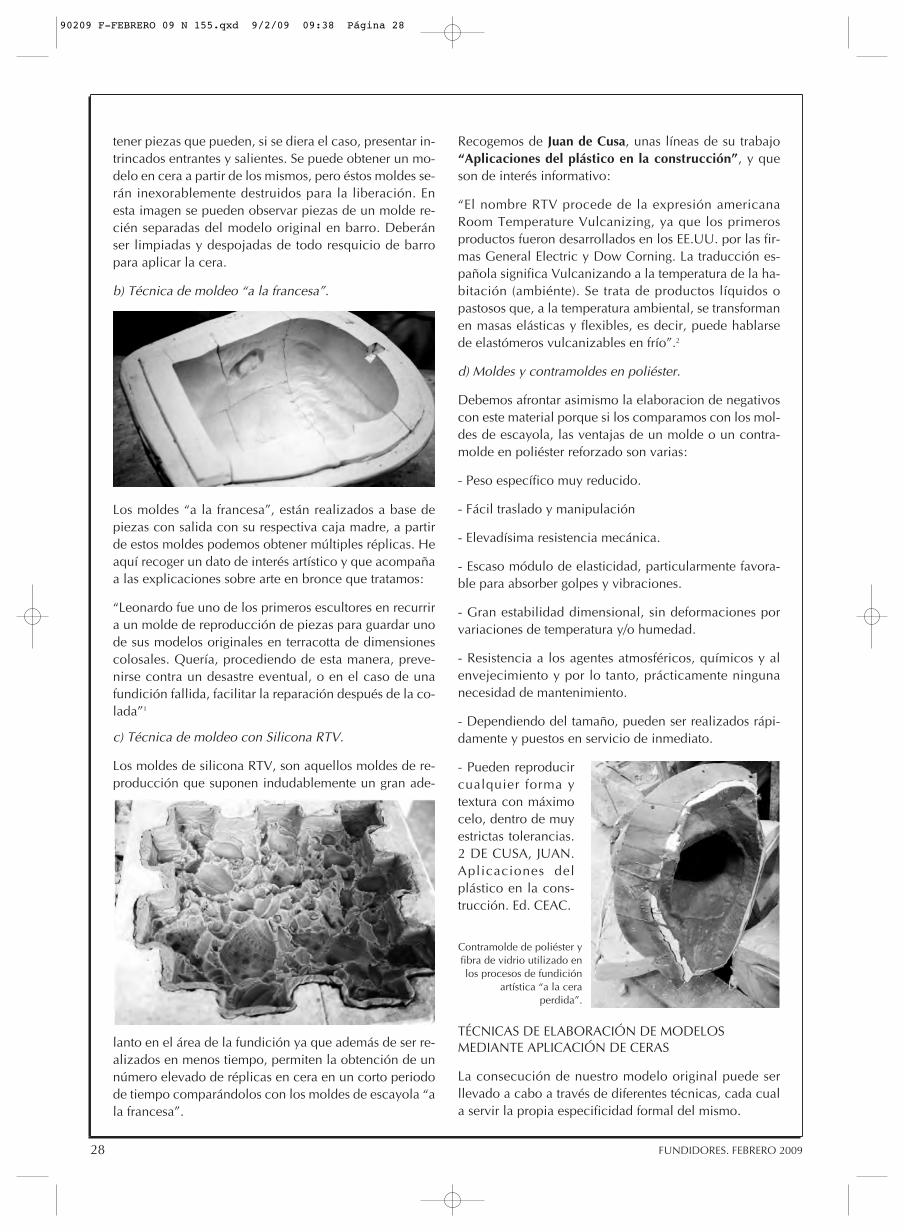
28 FUNDIDORES. FEBRERO 2009
tener piezas que pueden, si se diera el caso, presentar in-trincados entrantes y salientes. Se puede obtener un mo-delo en cera a partir de los mismos, pero éstos moldes se-rán inexorablemente destruidos para la liberación. Enesta imagen se pueden observar piezas de un molde re-cién separadas del modelo original en barro. Deberánser limpiadas y despojadas de todo resquicio de barropara aplicar la cera.
b) Técnica de moldeo “a la francesa”.
Los moldes “a la francesa”, están realizados a base depiezas con salida con su respectiva caja madre, a partirde estos moldes podemos obtener múltiples réplicas. Heaquí recoger un dato de interés artístico y que acompañaa las explicaciones sobre arte en bronce que tratamos:
“Leonardo fue uno de los primeros escultores en recurrira un molde de reproducción de piezas para guardar unode sus modelos originales en terracotta de dimensionescolosales. Quería, procediendo de esta manera, preve-nirse contra un desastre eventual, o en el caso de unafundición fallida, facilitar la reparación después de la co-lada”1
c) Técnica de moldeo con Silicona RTV.
Los moldes de silicona RTV, son aquellos moldes de re-producción que suponen indudablemente un gran ade-
lanto en el área de la fundición ya que además de ser re-alizados en menos tiempo, permiten la obtención de unnúmero elevado de réplicas en cera en un corto periodode tiempo comparándolos con los moldes de escayola “ala francesa”.
Recogemos de Juan de Cusa, unas líneas de su trabajo“Aplicaciones del plástico en la construcción”, y queson de interés informativo:
“El nombre RTV procede de la expresión americanaRoom Temperature Vulcanizing, ya que los primerosproductos fueron desarrollados en los EE.UU. por las fir-mas General Electric y Dow Corning. La traducción es-pañola significa Vulcanizando a la temperatura de la ha-bitación (ambiénte). Se trata de productos líquidos opastosos que, a la temperatura ambiental, se transformanen masas elásticas y flexibles, es decir, puede hablarsede elastómeros vulcanizables en frío”.2
d) Moldes y contramoldes en poliéster.
Debemos afrontar asimismo la elaboracion de negativoscon este material porque si los comparamos con los mol-des de escayola, las ventajas de un molde o un contra-molde en poliéster reforzado son varias:
- Peso específico muy reducido.
- Fácil traslado y manipulación
- Elevadísima resistencia mecánica.
- Escaso módulo de elasticidad, particularmente favora-ble para absorber golpes y vibraciones.
- Gran estabilidad dimensional, sin deformaciones porvariaciones de temperatura y/o humedad.
- Resistencia a los agentes atmosféricos, químicos y alenvejecimiento y por lo tanto, prácticamente ningunanecesidad de mantenimiento.
- Dependiendo del tamaño, pueden ser realizados rápi-damente y puestos en servicio de inmediato.
- Pueden reproducircualquier forma ytextura con máximocelo, dentro de muyestrictas tolerancias.2 DE CUSA, JUAN.Aplicaciones delplástico en la cons-trucción. Ed. CEAC.
TÉCNICAS DE ELABORACIÓN DE MODELOS MEDIANTE APLICACIÓN DE CERAS
La consecución de nuestro modelo original puede serllevado a cabo a través de diferentes técnicas, cada cuala servir la propia especificidad formal del mismo.
Contramolde de poliéster yfibra de vidrio utilizado enlos procesos de fundición
artística “a la ceraperdida”.
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 28

29FUNDIDORES. FEBRERO 2009
En esencia para el método de la cascarilla cerámica,como requisito indispensable para la elaboración denuestro modelo en cera, cabe decir la participación deceras obligatoriamente tenaces, duras y resistentes perosin llegar a ser quebradizas a temperatura ambiente. Es-tas consideraciones son esenciales dado que en la téc-nica que comentamos, es la cera la que ha de sustentarla cáscara cerámica sin deformarse o desmoronarse.Modelado directo. Una cera óptima posibilita obtenerformas volumétricas de alto interés artístico ya que enella se pueden impregnar altos niveles de detalles. Des-tacar que modelando con estas ceras pueden quedar in-cluso plasmadas nuestras huellas dactilares, que, serántransferidas al bronce tras todo el proceso. Dependiendode la forma de nuestra pieza, podrá solicitarse la inter-vención de un armazón interior cuya función no es otraque la de sustentar la cera. Asimismo se pueden realizarpellas y con nuestros dedos o herramientas de modeladodotar de la forma pretendida a la cera.
Ensamblaje.
Hemos podido comprobar alguna vez como los maestrosfundidores arman los árboles de fundición soldando tu-nos de cera. Esta misma técnica tiene usos similares des-tinados a crear nuestra pieza volumétrica. Tubos, plan-chas, perfiles, etc. elaborados mediante otras técnicaspueden ser cortados, seccionados o deformados con laaplicación de calor a tenor de nuestro capricho creativo.Las soldaduras de todas las piezas que conformen nues-tra escultura, serán efectuadas rigurosamente con la fi-nalidad de evitar inoportunos desmoronamientos. Co-lada directa. Consiste sencillamente en verter en elinterior de un molde, una cantidad determinada de ceralíquida hasta colmar los bordes. Esta técnica quedará es-pecialmente reservada a la obtención de piezas de pe-queño formato. Moldes de piezas ya muy diminutas pue-den ser colmados de cera y dejarla enfriar ahí, paraobtener piezas macizas de bronce. Vaciado por volteo.Se cola el molde de cera, después se vacía, se deja en-friar la capa de cera depositada en el interior y se vuelvea verter otra colada de cera y se vacía el molde de nuevo.Se repetirá esta operación hasta conformar un grosor decapa de cera que dependerá del tamaño de la pieza a ob-tener. Generalmente se aplican las primeras capas paraconferir grosor, y una ultima de cera más dura denomi-nada “pez griega” para otorgar rigidez.
Inmersión. Se introduce el objeto en el interior de un reci-piente con cera, se deja unos momentos y se extrae. Rea-lizar varias inmersiones para lograr una capa resistente.
LA TÉCNICA DE LA CASCARILLA
Con el modelo en cera, ya finalizado, y su árbol de fun-dición acoplado, es el momento de aplicar, con ayuda deun pincel, la papilla refractaria. Vemos necesario antes deabordar el proceso, conocer cuales son los dos elementosclave que conferirán la cáscara cerámica; Juan Antonio
Corredor Martínez, en su publicación titulada “Técnicasde fundición artistica”, editada por la Universidad deGranada, los describe: “El Hispasil 1731 es una diapora-ción acuosa de partículas finas de sílice coloidal con bue-nas características de refractaridad y muy bajo coeficientede dilatación térmica. Se utiliza como aglomerante en lapreparación de papillas para revestir modelos de fundi-ción de precisión a la cera perdida”3
Más abajo define el otro elemento: “la maloquita es unagregado refractario de silicato alumínico...partiendo deun caolín especialmente seleccionado, sometido a calci-nación a una temperatura superior a los 1500oC...du-rante 24 horas”4
La mezcla de estosdos elementos se hade hacer hasta lo-grar una homoge-neidad absoluta. Laprimera capa seaplica con un pin-cel, como si estuvié-ramos pintando,procurando cubrirtoda la superficie dela pieza y su árbolde fundición. Estaprimera capa tieneencomendada la fi-nalidad no solo delograr una coberturaóptima de la forma,sino de leer y regis-trar con eficaciatoda textura y deta-lle del modelo encera. Con la esperade 4 horas aproxi-madamente, se apli-carán sucesivas ca-pas, de grano másgrueso, para dar ri-gidez al molde. Porúltimo se aplica unacapa de seguridad,para dar más resis-tencia a esta construcción y evitar la posibilidad dedesquebrajamientos tanto en la manipulación de losmoldes, como en el momento de verter la colada debronce en el interior. Cuando nos cercioremos de quela cáscara ha endurecido, introducimos el molde en elhorno para que tenga lugar el descere.
En esta imagen podemos vislumbrar una pequeña figurade bronce que está siendo liberada del molde. Obsér-vese en la misma el poco grosor que requiere el moldede cascarilla. Esculturas con su cubierta de cascarilla ce-rámica, preparados para que la cera sea derretida.
Servicio Lector 34 ■
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 29

FUNDIDORES. FEBRERO 2009
Rösler ha desarrollado una granalladora completamenteautomática con dos robots para el desbarbado, limpiezainterna y externa de piezas de fundición de tamaño me-diano (por ejemplo, canal de refrigeración).
Las piezas son sujetadas por un robot a 6 ejes con unapinza electro neumática que puede ser ajustada segúnnecesidad. El robot coge la pieza a tratar del sistema detransporte y la coloca en la granalladora de cabina osci-lante RWK 6/12-2. Un nuevo soporte de fijación en lagranalladora, asegura la fiabilidad del proceso sin crearefectos de sombra. Mediante un giro de 180O de la mesarotativa, la pieza se coloca en la zona de granallado. Lapieza rota axialmente mientras dos turbinas de alto ren-dimiento Hurricane desbarban y limpian su exterior. Almismo tiempo, otra pieza a tratar se carga en la segundacabina de granallado, que en este punto actúa comozona de carga. El diseño de doble cabina permite los másaltos niveles de productividad, manteniendo los tiemposimproductivos al mínimo.
Una vez terminado el proceso de granallado, la cabinagira 180O de nuevo, para que la pieza tratada pueda serrecogida por el robot y posicionada en la cabina de cho-rreado a alta presión adyacente. Un segundo robotmueve la boquilla de chorreado a la correcta posiciónpara granallar el interior de la pieza. Los robots de gra-nallado están pre-programados con el diseño de las cavi-dades de la pieza, además permite eliminar la arena resi-dual del interior de la pieza. Finalmente, la piezaprocesada se posiciona con precisión en el sistema detransporte.
La efectividad del sistema y las reducciones de coste queofrece este sistema, son evidentes en comparación con elsistema de proceso convencional. Tanto las granallado-ras de raíles elevados para el proceso externo, como elchorreado de la superficie interna requiere operarios queincrementan los costes laborales. Esto significa que la in-versión en la instalación, programa y mantenimiento delnuevo sistema, podrá ser amortizado en un tiempo rela-tivamente corto.
Servicio Lector 35 ■
GRANALLADO COMPLETAMENTE AUTOMATIZADO MEDIANTE ROBOTS
2 Robots desbarbanel interior y exterior
de piezas defundición
30
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 30
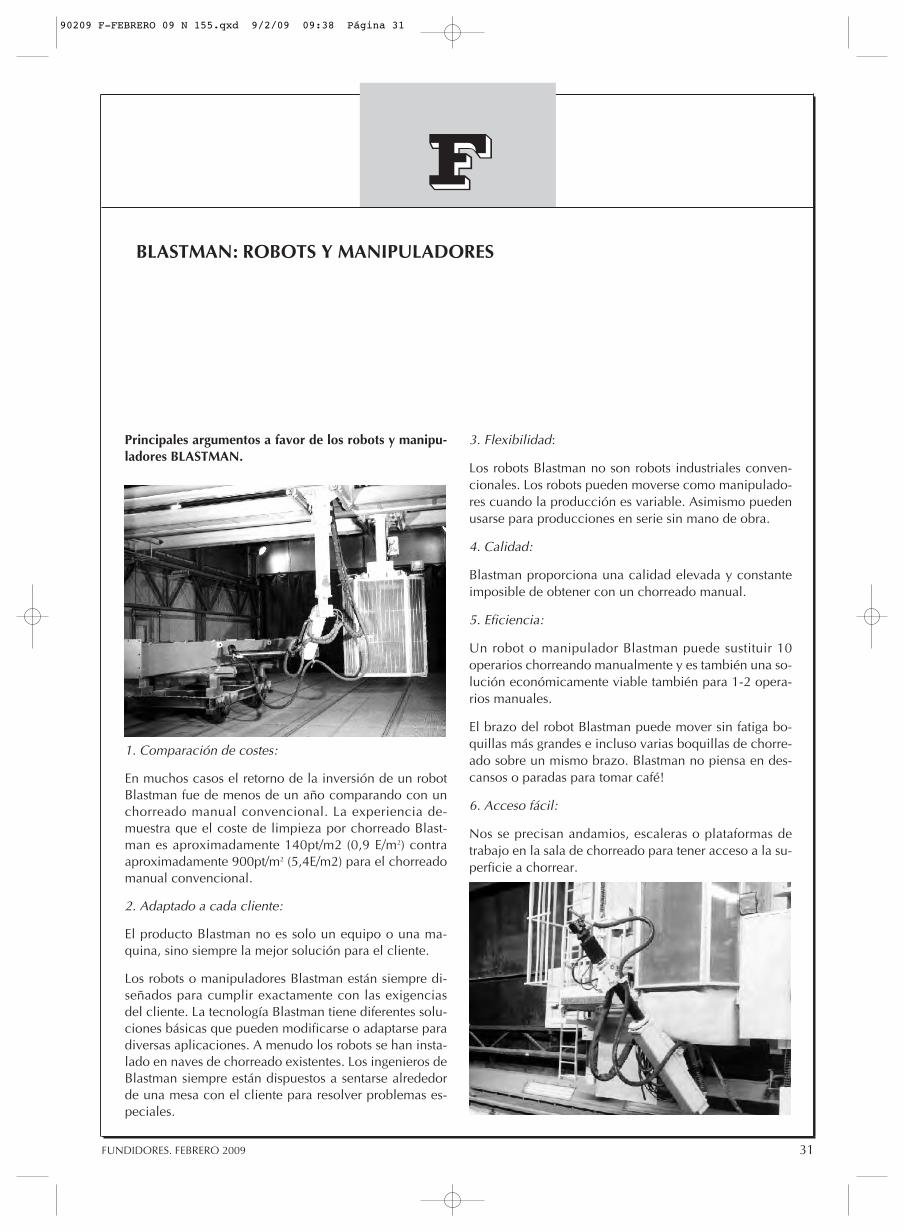
31FUNDIDORES. FEBRERO 2009
Principales argumentos a favor de los robots y manipu-ladores BLASTMAN.
1. Comparación de costes:
En muchos casos el retorno de la inversión de un robotBlastman fue de menos de un año comparando con unchorreado manual convencional. La experiencia de-muestra que el coste de limpieza por chorreado Blast-man es aproximadamente 140pt/m2 (0,9 E/m2) contraaproximadamente 900pt/m2 (5,4E/m2) para el chorreadomanual convencional.
2. Adaptado a cada cliente:
El producto Blastman no es solo un equipo o una ma-quina, sino siempre la mejor solución para el cliente.
Los robots o manipuladores Blastman están siempre di-señados para cumplir exactamente con las exigenciasdel cliente. La tecnología Blastman tiene diferentes solu-ciones básicas que pueden modificarse o adaptarse paradiversas aplicaciones. A menudo los robots se han insta-lado en naves de chorreado existentes. Los ingenieros deBlastman siempre están dispuestos a sentarse alrededorde una mesa con el cliente para resolver problemas es-peciales.
3. Flexibilidad:
Los robots Blastman no son robots industriales conven-cionales. Los robots pueden moverse como manipulado-res cuando la producción es variable. Asimismo puedenusarse para producciones en serie sin mano de obra.
4. Calidad:
Blastman proporciona una calidad elevada y constanteimposible de obtener con un chorreado manual.
5. Eficiencia:
Un robot o manipulador Blastman puede sustituir 10operarios chorreando manualmente y es también una so-lución económicamente viable también para 1-2 opera-rios manuales.
El brazo del robot Blastman puede mover sin fatiga bo-quillas más grandes e incluso varias boquillas de chorre-ado sobre un mismo brazo. Blastman no piensa en des-cansos o paradas para tomar café!
6. Acceso fácil:
Nos se precisan andamios, escaleras o plataformas detrabajo en la sala de chorreado para tener acceso a la su-perficie a chorrear.
BLASTMAN: ROBOTS Y MANIPULADORES
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 31
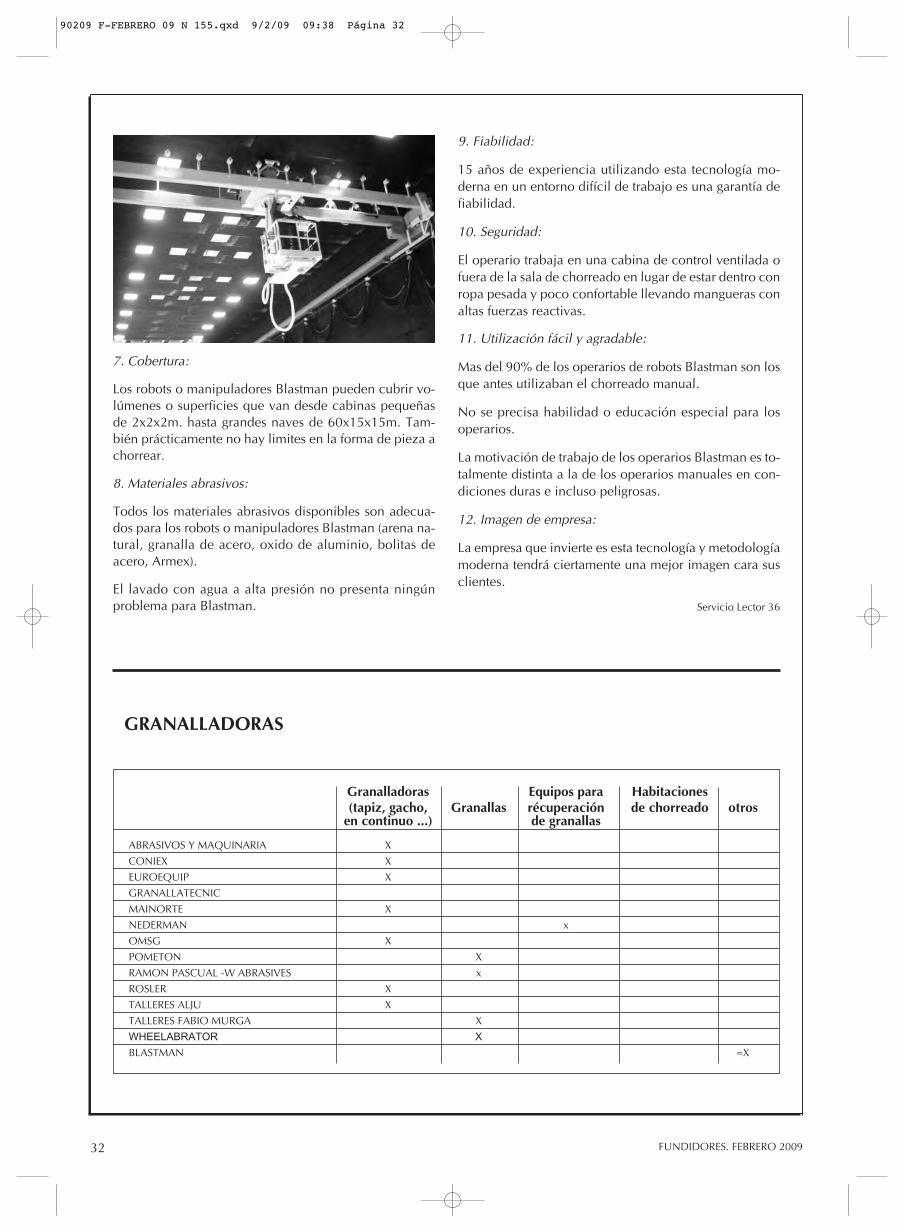
7. Cobertura:
Los robots o manipuladores Blastman pueden cubrir vo-lúmenes o superficies que van desde cabinas pequeñasde 2x2x2m. hasta grandes naves de 60x15x15m. Tam-bién prácticamente no hay limites en la forma de pieza achorrear.
8. Materiales abrasivos:
Todos los materiales abrasivos disponibles son adecua-dos para los robots o manipuladores Blastman (arena na-tural, granalla de acero, oxido de aluminio, bolitas deacero, Armex).
El lavado con agua a alta presión no presenta ningúnproblema para Blastman.
9. Fiabilidad:
15 años de experiencia utilizando esta tecnología mo-derna en un entorno difícil de trabajo es una garantía defiabilidad.
10. Seguridad:
El operario trabaja en una cabina de control ventilada ofuera de la sala de chorreado en lugar de estar dentro conropa pesada y poco confortable llevando mangueras conaltas fuerzas reactivas.
11. Utilización fácil y agradable:
Mas del 90% de los operarios de robots Blastman son losque antes utilizaban el chorreado manual.
No se precisa habilidad o educación especial para losoperarios.
La motivación de trabajo de los operarios Blastman es to-talmente distinta a la de los operarios manuales en con-diciones duras e incluso peligrosas.
12. Imagen de empresa:
La empresa que invierte es esta tecnología y metodologíamoderna tendrá ciertamente una mejor imagen cara susclientes.
Servicio Lector 36
Granalladoras Equipos para Habitaciones (tapiz, gacho, Granallas récuperación de chorreado otros
en continuo ...) de granallas
ABRASIVOS Y MAQUINARIA X
CONIEX X
EUROEQUIP X
GRANALLATECNIC
MAINORTE X
NEDERMAN x
OMSG X
POMETON X
RAMON PASCUAL -W ABRASIVES x
ROSLER X
TALLERES ALJU X
TALLERES FABIO MURGA X
WHEELABRATOR X
BLASTMAN ≈X
GRANALLADORAS
FUNDIDORES. FEBRERO 200932
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 32

33FUNDIDORES. FEBRERO 2009
VARIOSSE VENDE
• TRES MAQUINAS DE CASCADA (SHELL MOULDING)FOUNDRY DE 506 X 368 AÑO 2002.
• ASPIRACION MOYVEN; CAUDAL 25.000 METROS CUB.;55 KW; AÑO 2003.
Tf. 943 820 300 - Fax 943 701 458e-mail [email protected]
89
SE VENDEFRESADORA PORTICO CNC
SEMINUEVA AÑO 2004(PRECIO MUY INTERESANTE)
Telf.: 965 560 [email protected]
88
SE VENDE– Se vende bombo vibrador de 1,5 m de
diámetro “Oxi-metal”.
Teléfono de contacto: 965 554 31190
SE VENDE– PRENSA HIDRAULICA LOIRE 110 T.– PRENSA HIDRAULICA BLANCH 160 T.– PRENSA ESCENTRICAS CON EMBRAGUE NEUMATICO:
XTS 160 T, RUSA 100 T, RUSA 40 T Y ESNA 90 T.– TORNOS MATRICERIA: PINACHO 260 Y PINACHO A.74.
Y MAS MAQUINAS PEQUEÑAS.
Tel.: 961 200 600D. Juan Castilla
92
Solicito contactar con proveedor (es) de catalizado-res industriales para uso en generadores endotérmicos deatmósferas para hornos de tratamientos térmicos.Mi correo es: [email protected],
Fernando Franco A.Universidad del Valle
Cali, Colombia, America del Sur1
SE VENDESE VENDEHorno de inducción de 16 Tm 1.500 kW.
Marca: Guinea Hermanos.Modelo: FNC-53F15.
Con cestón de carga y polipasto 8 tm.Funcionando en perfecto estado.
Telf.: 924 554 6112
SE VENDE3 Hornos basculantes de crisol
3 Cintas lingoteras1 Horno Castel
1 Horno para pruebas1 Espectómetro ESPECTROLAB F (base cobre
para latón y bronce)
Teléf.: 651 854 890 3
SE VENDE1. Línea Contínua 800 kg/h
Para normalizado y recocido
2. Línea Contínua 1000 kg/hPara temple y revenido
Tel.: 650 714 8004
PARA ESTAR PRESENTEEN ESTA RÚBRICA:
CONTACTAR [email protected]
TEL. 91 576 56 09
SSSSEEEE VVVVEEEENNNNDDDDEEEEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: Italpresse SC 550 con CAM 2MMUY BUEN ESTADO. Año 1999. PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Kerstin RypczynskiPVM Die Casting Machines GmbH
Más de 200 máquinas de venta. Ve la página:www.pvm-online.com 6
SE VENDEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: Colosio PFO 500MUY BUEN ESTADO. Año 1998. PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Kerstin Rypczynski
PVM Die Casting Machines GmbHMás de 200 máquinas de venta. Ve la página:
www.pvm-online.com7
SE VENDEMÁQUINA INYECCIÓN CAMARA FRIA
Marca: Italpresse IP 700MUY BUEN ESTADO. Año 1989. PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto:Kerstin Rypczynski
PVM Die Casting Machines GmbHMás de 200 máquinas de venta. Ve la página:
www.pvm-online.com 8
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 33
34 FUNDIDORES. FEBRERO 2009
VARIOSSSSSEEEE VVVVEEEENNNNDDDDEEEE
MÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: Italpresse M500MUY BUEN ESTADO. Compl. revisada 2006. PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Kerstin RypczynskiPVM Die Casting Machines GmbH
Más de 200 máquinas de venta. Ve la página:www.pvm-online.com
9
SE VENDE EMPRESASE VENDE EMPRESAEmpresa portuguesa proveedora de materiales y productos para el tratamiento de superficies
(galvanotécnia), en plena actividad, cede parte o totalidad de su capital.
Asunto serio y confidencial. Interesados enviar e-mail: [email protected]
Telf. (00351) 91 420 28 00 10
SE VENDESE VENDECARRUSEL MARCA AZPI DE 61 PLACAS
DE 1,20 X 80 cm.MÁQUINAS DE MOLDEO – GRANALLADORA
MOLINO PREPARACIÓN DE ARENASDESMOLDEADORA
Teléfono de contacto: 605 986 76811
SSSS EEEE VVVV EEEE NNNN DDDD EEEEHorno de Tratamientos DUM
Modelo 1000C/AAET, con tres carros.Disponile de cuadro eléctrico con control
de programa de temperatura y seguimiento de curva de calentamiento.
Teléfono de contacto 696 985 381Contacto: Eduardo Cores
12
SE VENDEHorno de Inducción de Frecuencia en Red con cuba de 4TM y potencia de 500 Kw.
Teléfono de contacto:
94225029613
SE VENDESE VENDE100 Contenedores metálicos usados de 800x500x400 mm. Repuestos máquina inyección aluminio Idra OL 560:
4 Pistones diámetro 60 mm. 6 Pistones diámetro 60 mm. Cobre-berilio 2 Pistones diámetro 90 mm. 5 Pistones diámetro 90 mm. Cobre-berilio 3 Contenedores diámetro 60 mm. 1 Contenedor diámetro 90 mm. Tel. 943 199 290 – Fax 943 199 434
14
SE VENDEREPUESTOS MAQUINA INYECCION ZAMAK BUHLER 250:
6 Boquillas para gas 5 Boquillas puntera cono 3 Columnas diámetro 100 mm. 5 Columnas sujeción cuello cisne 1 Crisol 2 Cuellos cisne-sifón diámetro 70 mm.3 Mangos pistón 2 Tuercas columna diámetro 100 mm.Tel943 199 290 – Fax 943 199 434 15
SE VENDECÉLULA AUTOMÁTICA DE MOLDEO POR INYECCIÓN A CAMARA FRIA
IDRA OL 900 PRP Año 1999QUADRO DE COMANDO: Euroelectronics S5 115 U - CPU 943
HORNO WESTOMAT W 1200 SL DG • WOLLIN PSMT 324ROBOT REIS RV 60 • PRENSA REIS SEP 10-30 II
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Iris Stippler-von Massow
PVM Die Casting Machines GmbHMás de 200 máquinas de venta. Ver la página: www.pvm-online.com 16
SE VENDEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: COLOSIO PFO 1200MUY BUEN ESTADO. Año 2001Interesados llamar o escribir al:
Persona de contacto: Iris Stippler-von MassowPVM Die Casting Machines GmbH
Más de 200 máquinas de venta. Ver la página: www.pvm-online.com17
SE VENDEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: ITALPRESSE 700Compl. revisada año2007
QUADRO DE COMANDO: SIEMENS S7PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Iris Stippler-von Massow
PVM Die Casting Machines GmbHMás de 200 máquinas de venta. Ve la página: www.pvm-online.com
18
SE VENDEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: COLOSIO PFO 500MUY BUEN ESTADO. Año 1999
PRECIO A PREGUNTARInteresados llamar o escribir al:
Persona de contacto: Iris Stippler-von MassowPVM Die Casting Machines GmbH
Más de 200 máquinas de venta. Ver la página: www.pvm-online.com19
SE VENDEINSTALACIÓN NUEVA DE MOLDEO POR GRAVEDAD
compuesta de:2 coquilladoras basculantes de 950 x 800
1 coquilladora basculante 600 x 5001 horno de mantenimiento de crisol Dugopa de 300Kg
tipo Mark III – tamaño 2Teléfono de contacto: 629 36 24 24
Contacto: Mikel 20
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 34
35FUNDIDORES. FEBRERO 2009
EMPLEOMARBO DESMOLDEANTES Y LUBRICANTES
POR IMPORTANTE EXPANSIÓN DE MERCADO, NECESITAMOS INCORPORAR
AGENTES Y/O DISTRIBUIDORESEN DISTINTAS ZONAS. PREFERENTEMENTE “ZONA NORTE”
INTERESADOS ENVIAR DATOS A: MARBO HISPANA SL,FAX +34932043554 o e-mail: [email protected]
www.gruppomarbo.com E-59
EMPRESA DEDICADA AL DESARROLLODE PRODUCTOS PLÁSTICOS NECESITA
AGENTES COMERCIALES POR REGIONES.
INTERESADOS CONTACTAR:
FUNDICIÓN DE HIERRO
Busca JEFE DE VENTASFunciones: Departamento de Ventas adjunto a Dirección.
Se requiere: Buena presencia, vehículo propio, experiencia acreditadaen puestos similares, informática, disponibilidad para viajar.Se ofrece: Incorporación a la empresa, sueldo según valía.
Enviar C.V. con fotografía a:Apartado de Correos 125 - 06800 MÉRIDA
Ref. JEFE DE VENTAS E-66
Importante Empresa de Fabricación y Comercialización deequipos y productos para la Fundición de Aluminio precisaal mejor Comercial, a tiempo completo, con residencia enel País Vasco, para desarrollar funciones Técnicas-Comer-ciales. Imprescindible dedicación completa, dominio de in-glés, conocimientos básicos. Valorable dominio de ale-mán, Ingeniería Técnica…
SSSS EEEE BBBB UUUU SSSS CCCC AAAA NNNNDELEGADOS COMERCIALES ZONAS
CATALUÑA Y MADRID CENTRO-NORTESUNTEC MAQUINARIA TECNICA, S.L.Avda. de Castilla, 32 Nave 52
28830 San Fernando de Henares -MadridTef. 91-677 7734 Fax 91-677 8890
E-62
COMERCIALZONA MADRID
Empresa que comercializa productos para la fundiciónbusca representante para la zona centro que visite con
regularidad las fundiciones.Teléfono de contacto: 679 397 869
E-61
Empresa especializada en fabricación de MOLDES para inyección de Plásticos ubicada en Guipúzcoa
Solicita FRESADOR CNCSe valorará:
* Experiencia y conocimiento de moldes* Experiencia en Fresado CNC
* Experiencia en Mecanizado de Alta VelocidadInteresados enviar por FAX Curriculum y fotografía reciente
a la atención del GerenteNúmero de fax: 943 786 234 E-63
EMPRESA ITALIANA, LIDER EN LA PRODUCCIÓN DERESINAS FURANICAS, RESINAS CAJA FRÍA Y PINTURAS
PARA FUNDICIONES HIERRO/ACERO BUSCA:
AGENTE - TÉCNICO COMERCIAL
PARA LA ZONA DEL PAÍS VASCOINTERESADOS ENVIAR CURRÍCULUM A:
E-1
SSSS EEEE BBBB UUUU SSSS CCCC AAAACOMERCIAL ZONA NORTE
• Empresa Internacional dedicada a la fabricaciónde maquinaria de Fundición.
• Busca representante para la zona norte que visiteperiódicamente las fundiciones.
Teléfono de contacto: 677 47 59 05E-64
Empresa de Inyección de Plásticos precisa para su tallerde construcción de moldes y mantenimiento de utillajes
MOLDISTAPara la construcción de moldes sencillos de inyección de plásticos.
Residencia en Burgos, cualquier edad. No es necesario conocimientos de CNC ni informática.
Condiciones a convenir. Dirigirse a:Transformaciones Plásticas ITAL s.l.
Pol. Ind. Villalonquejar - c/ Montes de Oca 909001 BURGOS - Telf: 947.298587 Sr. Carlos E-65
VIZCAYAPreciosa Línea «Grance» de Niquelados CROMADO
Se busca persona responsable, con ganas de trabajar, para que busquetrabajo de Niquelado o Cromado, le dé marcha y la dirija.
Abstenerse llamar curiosos o personas que no sepan de quéva el asunto.
Tel.: 609 - 94 78 84 E-67
Empresa en expansión busca
TÉCNICO EN INYECCIÓNDE ZAMAK Y ALUMINIO
para llevar división
Interesados llamar al 618 37 49 67E-2
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 35
36 FUNDIDORES. FEBRERO 2009
GUIA
HORNOSINDUSTRIALEStalleres de plencia, s.l.
C/ Olabide, nº 17 • 48600 Sopelana • Vizcaya (España)Telfs.: +34 94 676 68 82 - +34 94 676 68 95 • Fax: +34 94 676 69 12
www.hornos-tp.com • [email protected]
REZINCLAJE 99, S.L.Se compra y se transforma todo tipo de residuos de zamak –5–:
Espumas, bebederos, piezas, virutas secas, etc.
Gestor Autorizado de Residuos no Peligrosos:145/V/RPN/CV
Teléfono: 96 141 09 36 - Fax: 96 141 16 07Móvi l : 657 840 092
E-mail: [email protected]
CERTIFICADO ISO 9001Nº REC 514/2005
● Para tratamientos térmicos.● Fusión de aluminio y sus alea-
ciones.● Filtros para aluminio. Colada
intermitente.● Automáticos y de cinta sin-fín.
● Secado y polimerización conrenovación gradual de aire.
● Adaptación de instalaciones anuevas fuentes de energía.
● Aplicaciones termo-eléctricas.● Cerámica.
PARA ESTAR PRESENTEEN ESTA RÚBRICA
Contactar con [email protected]
Tel. 91 576 56 09
MAQUINARIA DE PRODUCCIÓN EUROPEA S.L.
Pol. Ind. Can Ribó - Isidre Nonell, 5 - 08911 Badalona (Barcelona)Tel (34) 93 464 01 78 - Fax (34) 93 389 46 48
http: // www.mpe.es - e.mail: [email protected]
Gama ALNAT: gases, atmósferas, procedimientos yservicios para mejorar la calidad y productividad
en procesos de tratamiento térmicos, sinterizado, sol-dadura en horno y galvanizado
Tel.: 91 502 93 00 - Fax: 91 502 93 30AIR LIQUIDE
www.airliquide.es
AIR L IQUIDE
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 36
37FUNDIDORES. FEBRERO 2009
GUIA
Central:P.I. Riera de Caldes, C/La Forja, nave 2 • 08184 Palau-Solità i Plegamans (Barcelona)Tel.: 93-864.84.89 • Fax: 93-864.91.32 • www.coniex.com • [email protected]
– Inyectoras cámara caliente y fría. Hornos, Equipos de Vacío, Atemperadores, Prensas, Células robotiza-das y fungibles.
– Maquinaria, productos y procesos para el Tratamiento de superficies por:• VIBRACION.• GRANALLADO y CHORREADO.• LAVADO y DESENGRASE industrial.
– Depuración de aguas de Vibración.– Maquinaria y productos para prototipaje por BAJA FUSION en moldes de caucho.
NUESTROS TÉCNICOS Y LABORATORIO DE APLICACIONES QUEDAN A SU DISPOSICIÓN
Gabiria 2, 1º N - 20305 IRUNTel.: 943 631 339 - Fax: 943 631 [email protected] - www.sefatec.net
Un referente europeo para el sector de fundiciónSoluciones en ingeniería para el sector de fundición
✓ Auditorias, Diagnósticos y Planes DirectoresIndustriales.
✓ Planes de inversiones y Estudios de Factibilidad.✓ Elaboración de Anteproyectos.✓ Ejecución de Proyectos. ✓ Especificaciones Técnicas para Consulta de
Proveedores y Subcontratistas:– Fabricantes de equipos.– Empresas de Obra civil (fluidos, energías,
tratamientos de emisiones, etc.).
✓ Selección de Proveedores y Subcontratistas.✓ Consultas y Análisis de Ofertas y Pedidos.✓ Recepción de Equipos e Instalaciones.✓ Seguimiento de Obra civil. ✓ Dirección del Montaje y Seguimiento de la
Puesta en Producción.✓ Seguimiento del Funcionamiento de las Ins-
talaciones durante el periodo de Garantía.
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 37
38 FUNDIDORES. FEBRERO 2009
GUIA
Espectrómetros de ChispaAnalizadores de C/S, O/N, e H
Más información incluyendo ICP,GDOES, XGT, SLFA en
nuestra Web en castellano en
www.jobinyvon.com/spainC/ Francisco Silvela, 56 D - 28028 MADRID
Tel.: 917 241 657 – Fax: 917 241 373
KANTHALSANDVIK ESPAÑOLA [email protected]
INGENIERIA Y MATERIALESPARA HORNOS INDUSTRIALES
• Resistencias eléctricas hasta 2.000° C.• Sistemas de combustión Autorrecuperadores a gas de Bajo Nox.• Refractarios y aislantes de Fibra.• Transformaciones de hornos.• Asesoramiento técnico.• Análisis y simulaciones de procesos térmicos.
ofic. Barcelona ofic. Bilbao Ofic. Madrid(Zona Este): (Zona Norte): (Zona Centro/Oeste/Portugal)
c/ Verneda, s/n - Pol. Ind. Roca c/ Simón Bolivar, 27. Dpto. 29 Avda. de San Pablo, 36 08107 MARTORELLES (Barcelona) 48013 BILBAO 28820 Coslada (Madrid) Telf.: 935 717 540 - 935 717 500 Telf.: 944 278 673 Tel.916605177
Fax: 935 717 586 Fax: 944 278 817 Fax.916605176
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:38 Página 38
39FUNDIDORES. FEBRERO 2009
GUIA
COMERCIAL ONSÉS S.L.AL SERVICIO DE LA FUNDICION INYECTADA
DE METALES NO FÉRRICOS
No duden en consultarnos sobre estos temas u otros temas de su interés
• Maquinaria nueva y de ocasión de cámara fría y cámara caliente.• Coquilladoras manuales y automáticas.• Sistemas de lubrificación de moldes y extracción de piezas.• Consumibles de primera calidad.• Desmoldeantes y lubricantes. Realizamos estudio personalizado.• Refrigeradores y termorreguladores de aceite y de agua (sistema patentado).• Crisoles en acero inox. para aluminio y de hierro para magnesio.• Hacemos proyectos de moldes, de sistemas de depuración de aguas residuales
y de cintas transportadoras y otros sistemas de movimentación de materiales.• Otros útiles necesarios en cualquier fundición.
Polg. Ind. nº 225 nave 3 – Apdo. Correos 216 – 43800 VALLS (Tarragona) SPAINTel. (+34) 977 60 37 33 – Fax: 977 60 93 47
www.comercialonses.com – e-mail: [email protected]
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:39 Página 39
GUIA INDICE DE ANUNCIANTES
Pág.
ABRASIVOS Y MAQUINARIA................................ 39ACEMSA ............................................................... 38AIR LIQUIDE......................................................... 36BADIA................................................................... 37BRAMI SUPERALLIAGES ..................................... 12CERAMIFRAC ....................................................... 37CHESPEAKE ......................................................... 5COMERCIAL ONES ............................................... 39CONIEX................................................................. 37DEGUISA .............................................................. 37EUSKATFUND....................................................... 3FABIO MURGA...................................................... 38FERIA CHINA ........................................................ CONTRAP. 2FLEISCHMAN IBERICA ......................................... 37GRANALLATECNIC ............................................... 39HORIBA ................................................................ 38HORNOS PUJOL................................................... 38IBERIA ASHLAND................................................. 38INALI .................................................................... 39INSERTEC............................................................. 40INTERBIL.............................................................. 38INTERNACIONAL ALONSO ................................... 11ISO-THERM.......................................................... CONTRAP. 2KANTHAL ............................................................. 38MANGUITOS AROSI ............................................. 9MEKATROK .......................................................... 39MODELOS LOMU ................................................. 39MODELOS VIAL.................................................... 40MPE...................................................................... 36MULTISERW-MOTEK ........................................... PORTADANEWCAST............................................................. 7POMETON ............................................................ 38POWER ADHESIV................................................. 39REZINCLAJE 99.................................................... 36ROSLER ............................................................... 36SAHA.................................................................... 36SALON TURQUIA.................................................. CONTRAP. 3SEFATEC............................................................... 37SPECTRO ............................................................. 13SPECTRO ............................................................. 39T PLENCIA............................................................ 36TALLERES ALJU................................................... 40TCT TESID ............................................................ 41THERMO FISCHER ............................................... 37TROFEC ................................................................ 36TROQUELERIA MEKATROK.................................. 39URBAR ................................................................. CONTRAP. 4WHEELABRATOR ................................................. 40
SERVICIOLECTOR
FEBRERO 2009
ENVIAR A:
Núñez de Balboa 37, 3° D - 28001 MADRIDTel.: 915 765 609 - Fax: 915 782 924
✃
MODELOS VIAL, S.L.UTILLAJE PARA FUNDICIÓN
FOUNDRY PATTERNS AND TOOLINGS
MODELOS Y UTILLAJES DE PRECISION POR CAD-CAMMODELOS EN:
Madera, metal, plástico y poliestireno, coquillas de gravedad,coquillas para cajas de machos calientes, placas para cáscara.
Larragana, 15 - 01013 Vitoria/Gasteiz Alava (Spain)Tel.: 945 25 57 88 (3 líneas) - Fax: 945 28 96 32
e-mail: [email protected] Departamento técnico: [email protected]
FUNDIDORES. FEBRERO 200940
90209 F-FEBRERO 09 N 155.qxd 9/2/09 09:39 Página 40


















