
final Franz Mulky 084671912 -...
136
I
-
Upload
truonghuong -
Category
Documents
-
view
213 -
download
0
Transcript of final Franz Mulky 084671912 -...

I

II
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE TECNOLOGÍA DE PETRÓLEOS
Tema: “ESTUDIO DE DETERMINACIÓN DE LAS CONDICIONES DE
OPERACIÓN DE UN DESHIDRATADOR ELECTROSTATICO EN EL
CENTRO DE FACILIDADES DE PRODUCCIÓN PETROLERA DE LA
ESTACIÓN LAGO AGRIO No 1, 2009”
Tesis previa la obtención del Título de Tecnólogo en Petróleos
Autor: Franz Mulky G.
Director: Ing. Fausto Ramos
Quito – Ecuador 2010

III
DECLARACIÓN
“De la realización del presente trabajo se responsabiliza única y estrictamente el
autor.
Franz Mulky G.

IV
CERTIFICACIÓN DEL DIRECTOR
Certifico que bajo mi dirección el presente trabajo fue realizado en su totalidad por
FRANZ MULKY G.
Ing. Fausto Ramos
DIRECTOR DE TESIS

VI
DEDICATORIA
Dedico esta tesis:
A Dios por ser el pilar fundamental en mi vida, por ser mi compañía todos los días y
por saber guiarme por el camino correcto para poder cumplir todos mis objetivos y
anhelos.
Sobre todo dedico esta tesis a mi madre, que con comprensión, sabiduría, esfuerzo y
mucho amor me han sabido guiar durante toda mi vida, gracias a ellos he podido lograr
las metas que me he propuesto y me han permitido convertirme en una persona de bien.
A mis queridas hermanas por ser un gran apoyo y saberme escuchar.
Franz Mulky G.

VII
AGRADECIMIENTOS
Primero que todo quiero agradecer a Dios, por permitirme estar con vida y por
ayudarme a seguir el camino correcto para llegar a mis metas.
Agradezco a mi familia porque me han brindado el apoyo necesario para convertirme
en un profesional, gracias por sus consejos y sobre todo por su paciencia.
A la UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL ya que mediante ella pude
adquirir los conocimientos necesarios para ser una profesional, al Ing. Fausto Ramos
porque con paciencia y dedicación me supo guiar durante la realización de este
proyecto y gracias a él he podido culminarlo con éxito.
A mis profesores, amigos y a todas las personas que hicieron posible que yo pudiera
cumplir este sueño.
Franz Mulky G.

VIII
RESUMEN
El presente trabajo investigativo tiene por objeto principal detallar el proceso de
deshidratación electrostática del crudo explicando desde cómo se forman las
emulsiones, pasando por los tipos de separación que se utilizan en el campo, hasta los
métodos de deshidratación que existen. Para este fin hemos divido el mismo en V
capítulos en los cuales se darán a conocer los siguientes aspectos:
En el primer CAPÍTULO (I) se definen los objetivos, justificación del tema y los
métodos con los cuales se llevó a cabo esta tesis.
En el segundo CAPÍTULO (II) se detalla todo lo relacionado con la formación de
emulsiones, agentes emulsionantes, propiedades que intervienen en la estabilidad de la
emulsión, mecanismo de ruptura de la emulsión agua en petróleo.
En el tercer CAPÍTULO (III) se realiza un estudio completo de los métodos de
tratamiento de los crudos como son el tratamiento químico, el tratamiento térmico y el
tratamiento mecánico.
En el cuarto CAPÍTULO (IV) se realiza el estudio del tratamiento electrostático, sus
partes, el funcionamiento del proceso y el cálculo respectivo.
Finalmente en el quinto CAPÍTULO (V) se enumeran algunas conclusiones y
recomendaciones realizadas con referencia al trabajo realizado.

IX
SUMMARY
The present investigative work intends main to detail the electrostatic dehydration
process starting with the formation of emulsions, going through the ways of separation
that we use in the field until the dehydration methods that exist. For this aim we have
divided this work in V chapters in which they will occur to Know the following aspects:
In the first CHAPTER (I) the objectives are defined, justification of the subject and the
methods with which I take I finish this thesis.
In the second CHAPTER (II) al related about the emulsions formation, emulsifier
agents, properties of the emulsions stabilities, water in oil emulsions rupture
mechanism.
In the third CHAPTER (III) a complete study of methods of oil treatments likes
chemical treatment, thermal treatments and mechanic treatment.
In the fourth CHAPTER (IV) study of electrostatic dehydration, their parts, their
function process and calculation.
Finally in the fifth CHAPTER (V) some conclusions and recommendations made in
reference of this work.

X
ÍNDICE GENERAL
DECLARACIÓN ............................................................................................................ III
CERTIFICACIÓN DEL DIRECTOR ............................................................................ IV
CARTA DE LA EMPRESA ............................................................................................ V
DEDICATORIA ............................................................................................................. VI
AGRADECIMIENTOS ................................................................................................ VII
RESUMEN ................................................................................................................... VIII
SUMMARY .................................................................................................................... IX
ÍNDICE GENERAL ........................................................................................................ X
ÍNDICE DE CONTENIDO ............................................................................................ XI
ÍNDICE DE GRÁFICAS .............................................................................................. XV
ÍNDICE DE TABLAS .............................................................................................. XVIII
ÍNDICE DE ECUACIONES .................................................................................... XVIII
ÍNDICE DE ANEXOS ................................................................................................. XIX
XI
ÍNDICE DE CONTENIDO
CAPÍTULO I ..................................................................................................................... 1
1. INTRODUCCIÓN ........................................................................................................ 1
1.1 Objetivo general ...................................................................................................... 2
1.2 Objetivos específicos .............................................................................................. 2
1.3 Justificación............................................................................................................. 3
1.4 Hipótesis .................................................................................................................. 3
1.5 Marco de referencia................................................................................................. 4
1.5.1 Marco teórico ................................................................................................... 4
1.6 Variables ................................................................................................................. 5
1.7 Metodología ............................................................................................................ 6
CAPÍTULO II ................................................................................................................... 7
2. GENERALIDADES ..................................................................................................... 7
2.1 Formación de emulsiones ........................................................................................ 7
2.2 Agentes emulsionantes .......................................................................................... 10
2.2.1 Propiedades que intervienen en la estabilidad de la emulsión ....................... 12
2.2.1.1Tensión interfacial. ................................................................................... 12
2.2.1.2 Viscosidad de la fase externa. ................................................................. 13
2.2.1.3 Tamaño de la gota. .................................................................................. 13
2.2.1.4 Relación de volumen de fases. ................................................................ 13
2.2.1.5 Temperatura. ........................................................................................... 13
2.2.1.6 pH. ........................................................................................................... 14
2.2.1.7 Envejecimiento de la interfase. ............................................................... 14
XII
2.2.1.8 Salinidad de la salmuera.......................................................................... 14
2.2.1.9 Tipo de aceite. ......................................................................................... 15
2.2.1.10 Diferencia de densidad. ......................................................................... 15
2.2.1.11Presencia de cationes.............................................................................. 15
2.2.1.13 Propiedades reológicas interfaciales. .................................................... 15
2.3 Módulo dilatacional interfacial ............................................................................. 17
2.4 Prevención de la formación de la emulsión agua en petróleo ............................... 19
2.5 Mecanismo de ruptura de la emulsión agua en petróleo ....................................... 21
2.5.1 Etapa 1. Acercamiento macroscópico de las gotas ........................................ 21
2.5.2 Etapa 2. Drenaje de la película ....................................................................... 23
2.5.3 Etapa 3. Coalescencia..................................................................................... 27
CAPÍTULO III ................................................................................................................ 29
3. MÉTODOS DE TRATAMIENTO PARA LA DESHIDRATACIÓN ....................... 29
3.1 Tratamiento químico ............................................................................................. 29
3.1.2 Producto químicos .......................................................................................... 32
3.1.2.1 Clasificación ............................................................................................ 32
3.1.2.1.1 Según la carga .................................................................................. 32
3.1.2.1.2 Según la solubilidad en agua o aceite .............................................. 33
3.1.3 Aspectos prácticos y tecnológicos ................................................................. 34
3.1.3.1 Aplicación del mapa de formulación a la deshidratación de crudos ....... 34
3.1.4 Pruebas de botella. ......................................................................................... 36
3.1.5 Sistemas de Inyección de Químicas ............................................................... 38
3.1.6 Evaluación de Químicas – Laboratorio .......................................................... 39
3.1.6.1 Captación de las muestras. ...................................................................... 40

XIII
3.1.6.2 Manejo de las muestras de laboratorio. ................................................... 40
3.1.6.3 Metodología en la realización de las Pruebas de Botella. ....................... 41
3.1.6.4 Evaluación de Químicas mediante el Dinamic Coalescer. ...................... 43
3.1.6.5 Reporte de los resultados de las pruebas. ................................................ 45
3.1.7 Medición de la estabilidad ............................................................................. 46
3.1.8 Cinética de adsorción de los surfactantes deshidratantes ............................... 49
3.1.9 Sinergismo entre los surfactantes y aditivos químicos .................................. 50
3.1.10 Factores para la selección de un sistema de tratamiento crudo. ................... 51
3.1.11 Otras consideraciones del tratamiento del crudo. ........................................ 52
3.1.12 Pasos para la selección de productos desemulsionante: ............................... 52
3.2 Tratamiento térmico .............................................................................................. 53
3.2.1 Calentadores ................................................................................................... 54
3.2.1.1 Tratamiento directo ................................................................................. 54
3.2.1.2 Tratamiento indirecto .............................................................................. 55
3.3 Tratamiento mecánico ........................................................................................... 59
3.3.1 Deshidratación estática .................................................................................. 59
3.3.1.1 Tanques de Techo Flotante ..................................................................... 60
3.3.1.2 Tanques de Techo Fijo ............................................................................ 60
3.3.1.3 Tanques de techo fijo (domo Geodésico) con cubierta flotante. ............. 61
3.3.1.4 Ventajas con respecto a un Techo Convencional .................................... 61
3.3.2 Deshidratación dinámica ................................................................................ 64
CAPÍTULO IV ................................................................................................................ 71
4. TRATAMIENTO ELÉCTRICO ................................................................................. 71
4.1 Partes de un deshidratador electrostático .............................................................. 71

XIV
4.2 Principio de la deshidratación electrostática ......................................................... 73
4.3 Acción del campo eléctrico de un deshidratador electrostático ............................ 77
4.4 Comparación entre los procesos de deshidratación mecánico y eléctrico ............ 78
4.5 Ventajas de un deshidratador electrostático .......................................................... 80
4.6 Factores intervinientes para el uso del deshidratador electrostático ..................... 81
4.7 Procedimiento de diseño de un deshidratador electrostático ................................ 82
4.8 Ejemplo de diseño de un tratador termo-electrostático ......................................... 87
CAPÍTULO V ................................................................................................................. 91
5. CONCLUSIONES Y RECOMENDACIONES .......................................................... 91
5.1 Conclusiones ......................................................................................................... 91
5.2 Recomendaciones .................................................................................................. 93
GLOSARIO DE TÉRMINOS ......................................................................................... 94
BIBLIOGRAFÍA .......................................................................................................... 101
ANEXOS ...................................................................................................................... 102
XV
ÍNDICE DE GRÁFICAS
GRÁFICA 2.1: REPRESENTACIÓN OROGRÁFICA DE LA ESTABILIZACIÓN DE
UNA GOTA DE AGUA POR AGENTES EMULSIONANTES PRESENTES EN EL
PETRÓLEO CRUDO. .......................................................................................................... 12
GRÁFICA 2.2: ESQUEMA DE LOS FACTORES FÍSICO–QUÍMICOS
RELACIONADOS CON LAS INTERACCIONES ENTRE DOS GOTAS DE FASE
DISPERSA EN UNA EMULSIÓN W/O. ............................................................................ 16
GRÁFICA 2.3: ESQUEMA DE LAS FUERZAS DE CORTE Y DILATACIONAL
RELACIONADAS CON LAS MEDICIONES DE LAS VISCOSIDADES
CORRESPONDIENTES EN UNA INTERFASE AGUA-ACEITE. .................................. 17
GRÁFICA 2.4: VARIACIÓN DEL FACTOR DE STOKES CON LA TEMPERATURA Y
LA GRAVEDAD API. ......................................................................................................... 23
GRÁFICA 2.5: EFECTO DEL DRENAJE DE LA PELÍCULA SOBRE LA
CONCENTRACIÓN DE SURFACTANTES NATURALES. ............................................ 24
GRÁFICA 2.6: EFECTO DE LA CONCENTRACIÓN SUPERFICIAL SOBRE LA
VARIACIÓN EN LA TENSIÓN INTERFACIAL EN EL INTERIOR DE LA PELÍCULA
DRENADA. .......................................................................................................................... 25
GRÁFICA 2.7: ILUSTRACIÓN ESQUEMÁTICA DE LA ADSORCIÓN DEL
SURFACTANTE DESHIDRATANTE EN LA SUPERFICIE LIBRE DE LA PELÍCULA.
.............................................................................................................................................. 26
GRÁFICA 2.8: EFECTO DE LA CONCENTRACIÓN SUPERFICIAL DEL
SURFACTANTE NATURAL Y LAS MOLÉCULAS DE DESHIDRATANTE SOBRE LA
VARIACIÓN DE LA TENSIÓN INTERFACIAL EN EL INTERIOR DE LA PELÍCULA
DRENADA. .......................................................................................................................... 27

XVI
GRÁFICA 3.1: AFINIDAD SURFACTANTE .................................................................... 33
GRÁFICA 3.2: UTILIZACIÓN DEL MAPA DE FORMULACIÓN WOR PARA EL
TRATAMIENTO DE EMULSIONES DE CAMPO TIPO W/O ......................................... 36
GRÁFICA 3.3: PROCEDIMIENTO PARA LA REALIZACIÓN DE LA PRUEBA DE
BOTELLA. ........................................................................................................................... 37
GRÁFICA 3.4: ACCIÓN DEL DESHIDRATANTE DOSIFICADO EN LAS PRUEBAS
DE BOTELLA EN UN MAPA DE ESTABILIDAD FORMULACIÓN ............................ 38
GRÁFICA 3.5: SISTEMA DE DOSIFICACIÓN POR GOTEO ......................................... 38
GRÁFICA 3.6: INYECCIÓN DE QUÍMICA MEDIANTE INYECTORES A PRESIÓN. 39
ECUACIÓN 3.1 PORCENTAJE DE EFICIENCIA ............................................................ 42
GRÁFICA 3.8: PORCENTAJE DE EFICIENCIA DEL TRATAMIENTO QUÍMICO
NORMAL ............................................................................................................................. 42
GRÁFICA 3.9: PORCENTAJE DE EFICIENCIA DEL TRATAMIENTO QUÍMICO
SOBRE-TRATADO ............................................................................................................. 43
GRÁFICA 3.10: DIAGRAMA DEL DINAMIC COALESCER ......................................... 44
GRÁFICA 3.11: PARÁMETROS DE CONTROL EN EVALUACIONES DE QUÍMICAS
.............................................................................................................................................. 45
GRÁFICA 3.5: FRACCIÓN DE VOLUMEN COALESCIDO O CLARIFICADO EN
FUNCIÓN DEL TIEMPO. ................................................................................................... 48
GRÁFICA 3.6: VARIACIÓN DE LA ESTABILIDAD DE LA EMULSIÓN W/O EN
FUNCIÓN DE LA CONCENTRACIÓN DEL DESHIDRATANTE PARA LA
COALESCENCIA DE 2/3 DEL VOLUMEN FIJADO V. .................................................. 48
GRÁFICA 3.7: SISTEMA DE CALENTADORES DE CRUDOS ..................................... 54
GRÁFICA 3.8: COMPONENTES BÁSICOS DE UN CALENTADOR DE CRUDO A
FUEGO DIRECTO ............................................................................................................... 56

XVII
GRÁFICA 3.9: DESHIDRATACIÓN ESTÁTICA DE CRUDOS ..................................... 60
GRÁFICA 3.10: TIPOS DE TANQUES ............................................................................. 62
GRÁFICA 3.11: DESHIDRATACIÓN DINÁMICA DE CRUDOS .................................. 65
GRÁFICA 3.12: SEPARADOR VERTICAL FWKO ......................................................... 66
GRÁFICA 3.13: SEPARADOR HORIZONTAL FWKO ................................................... 68
GRÁFICA 3.14: SECUENCIA DE DESHIDRATACIÓN POR ASENTAMIENTO ........ 70
GRÁFICA 4.1: MICRO FOTOGRAFÍA DE UNA EMULSIÓN TOMADA A 1200
IMÁGENES POR SEGUNDO ............................................................................................. 72
GRÁFICA 4.3: MODELO TRIANGULAR DE UNA MOLÉCULA DE AGUA .............. 73
GRÁFICA 4.4: DESPLAZAMIENTO DE LAS CARGAS AL SER SOMETIDAS A UN
CAMPO ELÉCTRICO. ........................................................................................................ 74
GRÁFICA 4.5: GOTA DISPERSANDO DENTRO DE UN CAMPO CONCENTRADO 75
GRÁFICA 4.6: COALESCENCIA POR PROCESO ELECTROSTÁTICO ....................... 76
GRÁFICA 4.7: DESHIDRATADOR ELECTROSTÁTICO CON CALENTAMIENTO .. 77
GRÁFICA 4.8: TEMPERATURA EN FUNCIÓN A LA VISCOSIDAD DEL ACEITE ... 83
GRÁFICA 4.9: VISCOSIDAD DEL ACEITE EN FUNCIÓN AL DIÁMETRO DE LAS
GOTAS DE AGUA .............................................................................................................. 85

XVIII
ÍNDICE DE TABLAS
TABLA 3.1: HISTORIA DEL USO DEL DESHIDRATANTE .................................... 32
TABLA 3.2: TABLA DE REPORTE DE RESULTADOS DE LAS PRUEBAS DE
BOTELLA ...................................................................................................................... 46
TABLA 4.1: DATOS TEMPERATURA EN FUNCIÓN A LA VISCOSIDAD DEL
ACEITE .......................................................................................................................... 86
TABLA 4.2: DATOS TIPO DE EMULSIÓN EN FUNCIÓN A LA TEMPERATURA
......................................................................................................................................... 86
ÍNDICE DE ECUACIONES
ECUACIÓN 2.1: MÓDULO DILATACIONAL INTERFACIAL ................................ 18
ECUACIÓN 2.2: MÓDULO DILATACIONAL ELÁSTICA ....................................... 18
ECUACIÓN 2.3: ELASTICIDAD DILATACIONAL................................................... 18
ECUACIÓN 2.4: VISCOSIDAD DILATACIONAL ..................................................... 19
ECUACIÓN 2.5: VELOCIDAD DE SEDIMENTACIÓN DE STOKES ...................... 21
ECUACIÓN 2.6: VELOCIDAD DE SEDIMENTACIÓN DE HADAMARD ............. 21
ECUACIÓN 4.1: VISCOSIDAD DE ENTRADA DEL TRATADOR .......................... 82
ECUACIÓN 4.2: VELOCIDAD DE FLUJO DE PARRILLAS .................................... 83
ECUACIÓN 4.3: ÁREA ÓPTIMA DE LAS PARRILLAS ........................................... 84
ECUACIÓN 4.4: CALOR NECESARIO PARA AUMENTAR LA TEMPERATURA
DEL FLUIDO ................................................................................................................. 87

XIX
ÍNDICE DE ANEXOS
ANEXO 1 ACUERDO MINISTERIAL No. 014 ......................................................... 102
ANEXO 2 DIAGRAMA DE FLUJO CPF .................................................................. 104
ANEXO 3 FICHA TÉCNICA DEL DESMULSIFICANTE ........................................ 105
ANEXO 4 ESPECIFICACIONES OPERACIÓN DESHIDRATADOR
ELECTROSTÁTICO .................................................................................................... 111

CAPÍTULO I

1
CAPÍTULO I
1. INTRODUCCIÓN
Desde los inicios de la explotación del petróleo, la industria petrolera ha tenido que
enfrentarse a la producción conjunta de agua y crudo que ocasiona la formación de
emulsiones no deseadas. La deshidratación de crudo es una de las operaciones de
tratamiento y acondicionamiento primario que se usan para separar el agua de
formación que se extrae con el crudo desde el pozo, posteriormente romper la emulsión
y separar es agua emulsionada, combinando de química deshidratante, agitación, calor
y/o campo eléctrico.
El rol de los deshidratadores es contrarrestar la acción estabilizante de los agentes
emulsionantes presentes en el crudo, tales como surfactantes naturales, asfaltenos,
resinas y sólidos que se forman por la precipitación de sales, parafinas o asfaltenos.
Existen varias razones para eliminar el agua del crudo (en general, a menos del 1%).
Entre las más importantes destacan el aumento del costo del transporte y bombeo, la
corrosión en las instalaciones de transporte y de refinación y, la demanda de calor.
Las compañías de servicio ofrecen sus formulaciones químicas aplicables solo a una
segregación de crudo particular, por lo que a través de los años la industria ha hecho
grandes desembolsos por este concepto, adquiriendo diferentes productos debido a los
cambios continuos en la producción.
Hoy en día, a pesar de que se logran procesos de deshidratación eficientes, aun no ha
sido posible explicar la extrema especificidad de un deshidratante para tratar un tipo de
emulsión agua en crudo.

2
La presente investigación tiene por objeto determinar las condiciones de operación de
un deshidratador electrostático a fin de conocer los límites de trabajo para obtener un
resultado óptimo y poder transportar el crudo a través de las tuberías dentro de los
rangos establecidos.
1.1 Objetivo general
Determinar las condiciones de operación de un deshidratador electrostático en el Centro
de Facilidades de Producción Petrolera .en la estación Lago Agrio No 1 para optimizar
el transporte de crudo a través de las líneas de producción.
1.2 Objetivos específicos
• Identificar los rangos de operación de un deshidratador para su funcionamiento
óptimo.
• Conocer el proceso de emulsión de las partículas de agua para evitar su
formación.
• Familiarizar al personal con el equipo para que realicen un correcto manejo del
mismo.
• Investigar las normas que se aplican al manejo de los deshidratadores
electrostáticos.

3
1.3 Justificación
La finalidad de este proyecto es dar a conocer las condiciones de operación de un
deshidratador electrostático para un crudo específico así como también los riesgos que
implica trabajar en este equipo a condiciones indebidas por lo que representa un peligro
tanto para el Centro de facilidades petroleras como para el personal que está en contacto
directo con el mismo.
El crudo proveniente de los calentadores de crudo (oil heaters) pasa por estos equipos,
siendo el último punto de separación del agua, para pasar al tanque de almacenamiento.
Si determinamos los parámetros requeridos para que el equipo funcione a su óptima
eficiencia obtendremos un crudo apto para el traslado hacia el tanque de
almacenamiento y así poder transportarlo a través de la tubería hacia el destino
programado ya sea la refinación o la exportación. El petróleo debe ser transportado con
un BSW menor al 1% por normas establecidas según el artículo 10, literal a del acuerdo
ministerial 014 del Ministerio de Energía y Minas publicado en la ciudad de Quito, el
09 de Febrero del 2004 (VER ANEXO 1).
1.4 Hipótesis
Para evitar que el crudo contenga un considerable BSW que afecte su transporte
deberemos conocer las condiciones o los rangos a los cuales el deshidratador
electrostático deberá trabajar para obtener una eficiencia óptima y resultados
beneficiosos para la compañía y para el país.

4
1.5 Marco de referencia
Se inicia con la descripción de los tratadores electrostáticos
1.5.1 Marco teórico
Los tratadores electrostáticos (V–200/210) tienen las siguientes dimensiones: 10’
diámetro por 30’ de longitud, diseñado para trabajar máximo a 150 PSIG a 300 ºF, para
un trabajo en condiciones normales de 50 PSIG a 250 º F con 100 KVA y una
capacidad de 15000 BOPD.
El crudo proveniente de los calentadores de crudo (oil heaters) pasa por estos equipos,
siendo el último punto de separación del agua, para pasar al tanque de almacenamiento.
Los tratadores electrostáticos están provistos de toma muestras a diferentes niveles para
determinar la calidad del crudo en su interior y de elementos de control para su correcto
funcionamiento.
El deshidratador electrostático consiste de dos cámaras bien definidas: la primera por
donde ingresa la emulsión, sin agua libre, contiene un calentador en “U”, para elevar la
temperatura de la emulsión y facilitar la acción del químico demulsificante, rompiendo
con mayor facilidad la mezcla agua-petróleo; y, la segunda cámara contiene electrodos
con alto voltaje (20,000-30,000 voltios), para alinear las gotitas de agua que todavía
permanecen dispersas, formar gotas más grandes y decantarlas. A la descarga del
equipo se tiene una concentración de agua en el petróleo menor al 1%.

5
Existen campos que producen con 80-90 % de agua, con temperaturas de 150-180 F,
por lo que no es necesario tener deshidratadores electrostáticos, empleando trenes
compuestos por FWKO y desaladores electrostáticos. La diferencia de un desalador con
un deshidratador radica, en que el primero no posee la cámara de calentamiento, pero al
final la función es similar.
En estos equipos las variables principales de control son: el nivel de agua que no debe
llegar a la zona de los electrodos para evitar cortocircuitos; y, la intensidad de corriente
continua o alterna para no sobrepasar el voltaje requerido.
1.6 Variables
• Variable dependiente
El correcto funcionamiento del deshidratador electroestático dependerá de
conocer los rangos de operación y en especial de su funcionamiento.
• Variable independiente
El crudo debe ser transportado con bajo contenido de agua y sedimentos por
lo tanto debemos tratarlo correctamente.
• Variable interviniente
El crudo ha tratarse.
La capacidad del deshidratador

6
1.7 Metodología
A continuación se detalla los métodos que se utilizó en esta investigación.
Método Analítico
Hemos utilizado el método analítico, ya que tomamos como base datos
proporcionados por un manual de operación de oleoductos los cuales nos han
permitido tomar conocimientos sobre el tema.
Método de Campo
Para este fin realizaremos una visita técnica a la estación de Lago Agrio con la finalidad
de evaluar los procesos existentes y poder realizar una correcta implementación del
deshidratador electrostático.

CAPÍTULO II

7
CAPÍTULO II
2. GENERALIDADES
Generalmente, el agua producida con el crudo existe parcialmente como agua libre y
parcialmente como agua en emulsión. En algunos casos, cuando la relación agua-
hidrocarburo es muy alta, la emulsión hidrocarburo en agua es más rara que la emulsión
agua en hidrocarburo. El agua libre producida con el crudo es definida como el agua que
podrá separase del crudo por gravedad. Para separar el agua emulsificada existen
tratamientos como, tratamientos térmicos, tratamientos químicos, tratamientos
electrostáticos, o una combinación de todos estos podría ser necesario sumado a la
separación producida por la gravedad (VER ANEXO 2). Es una gran ventaja separar el
agua libre del crudo y así minimizar los costos por tratamientos de emulsiones.
2.1 Formación de emulsiones
El agua y el aceite son esencialmente inmiscibles, por lo tanto, estos dos líquidos
coexisten como dos líquidos distintos. La frase “aceite y agua no se mezclan” expresa la
mutua insolubilidad de muchos hidrocarburos líquidos con el agua. Las solubilidades de
hidrocarburos son bajas, pero varían desde 0,0022 ppm para el tetradecano hasta 1.760
ppm para el benceno en agua. La presencia de dobles enlace carbono-carbono (por
ejemplo alquenos y aromáticos) incrementan la solubilidad del agua. El agua está lejos
de ser soluble en hidrocarburos saturados (por ejemplo: parafinas o alcanos) y su
solubilidad disminuye con el incremento del peso molecular de los hidrocarburos.
Durante las operaciones de extracción del petróleo, la mezcla bifásica de petróleo crudo
y agua de formación se desplazan en el medio poroso a una velocidad del orden de 1

8
pie/día, lo que es insuficiente para que se forme una emulsión. Sin embargo, al pasar
por todo el aparataje de producción durante el levantamiento y el transporte en
superficie (bombas, válvulas, codos, restricciones, etc.) se produce la agitación
suficiente para que el agua se disperse en el petróleo en forma de emulsión W/O
estabilizada por las especies de actividad interfacial presentes en el crudo. Las
emulsiones formadas son macro-emulsiones W/O con diámetro de gota entre 0,1 a 100
µm.
Existen tres requisitos esenciales para formar una emulsión:
• Dos líquidos inmiscibles, como el agua y el aceite.
• Suficiente agitación para dispersar uno de los líquidos en pequeñas gotas en el otro.
• Un agente emulsionante para estabilizar las gotas dispersas en la fase continua.
En los pozos que se producen por levantamiento con gas (Gas-lift), la emulsionación es
causada principalmente en dos lugares: En el punto donde el “gas lift” es introducido y
en la cabeza del pozo. Cuando se utiliza un proceso intermitente, la emulsión
generalmente es creada en la cabeza del pozo o en el equipo en superficie. Para el
proceso continuo, la mayor parte de la emulsión es formada en fondo de pozo, en el
punto de inyección de gas.
En los campos petroleros las emulsiones de agua en aceite (W/O) son llamadas
emulsiones directas, mientras que las emulsiones de aceite en agua (O/W) son llamadas
emulsiones inversas. Esta clasificación simple no siempre es adecuada, ya que
emulsiones múltiples o complejas (o/W/O ó w/O/W) pueden también ocurrir. Además,
9
esta clasificación es muy particular de la industria petrolera, ya que en general las
emulsiones O/W son denominadas emulsiones normales y las W/O son las inversas.
En las emulsiones directas, la fase acuosa dispersa se refiere generalmente como agua y
sedimento (A&S) y la fase continua es petróleo crudo. El A&S es principalmente agua
salina; sin embargo, sólidos tales como arena, lodos, carbonatos, productos de corrosión
y sólidos precipitados o disueltos se encuentran también presentes, por lo que A&S
también es llamada Agua y Sedimento Básico (A&SB).
Otra terminología en la industria petrolera es clasificar las emulsiones directas
producidas como duras y suaves. Por definición una emulsión dura es muy estable y
difícil de romper, principalmente porque las gotas dispersas son muy pequeñas. Por otro
lado, una emulsión suave o dispersión es inestable y fácil de romper. En otras palabras,
cuando un gran número de gotas de agua de gran diámetro están presentes, ellas a
menudo se separan fácilmente por la fuerza gravitacional. El agua que se separa en
menos de cinco minutos es llamada agua libre.
La cantidad de agua remanente emulsionada varía ampliamente desde 1 a 60 % en
volumen. En los crudos medianos y livianos (>20 °API) las emulsiones contienen
típicamente de 5 a 20 % volumen de agua, mientras que en los crudos pesados y
extrapesados (<20 °API) tienen a menudo de 10 a 35 % de agua. La cantidad de agua
libre depende de la relación agua/aceite y varía significativamente de un pozo a otro. En
este trabajo, la palabra “agua” significa agua producida y es una salmuera conteniendo
cloruro de sodio y otras sales.
La inyección de vapor y la inyección de agua a yacimientos son factores que promueven
la formación de emulsiones.

10
2.2 Agentes emulsionantes
Los agentes emulsionantes son numerosos y pueden ser clasificados de la siguiente
manera:
- Compuestos naturales surfactantes tales como asfaltenos y resinas conteniendo ácidos
orgánicos y bases, ácidos nafténicos, ácidos carboxílicos, compuestos de azufre,
fenoles, cresoles y otros surfactantes naturales de alto peso molecular.
- Sólidos finamente divididos, tales como arena, arcilla, finos de formación, esquistos,
lodos de perforación, fluidos para estimulación, incrustaciones minerales, productos de
la corrosión (por ejemplo sulfuro de hierro, óxidos), parafinas, asfaltenos precipitados.
Los fluidos para estimulación de pozos pueden contribuir a formar emulsiones muy
estables.
- Químicos de producción añadidos tales como inhibidores de corrosión, biácidos,
limpiadores, surfactantes y agentes humectantes.
Los surfactantes naturales se definen como macromoléculas con actividad interfacial
que tienen un alto contenido de aromáticos y por lo tanto relativamente planas con al
menos un grupo polar y colas lipofílicas, con actividad interfacial. Estas moléculas
pueden apilarse en forma de micelas. Se forman de las fracciones ácidas de asfaltenos,
resinas, ácidos nafténicos y materiales porfirínicos.
Estos surfactantes pueden adsorberse a la interfase de la gota de agua y formar una
película rígida que resulta en una alta estabilidad de la emulsión W/O formada, lo cual
11
ocurre en menos de tres días. Es por eso, que la emulsión debe tratarse lo más pronto
posible con diferentes agentes tales como: química deshidratante, calor, sedimentación
por centrifugación o electrocoalescencia.
La película interfacial formada estabiliza la emulsión debido a las siguientes causas:
a) Aumenta la tensión interfacial. Por lo general, para emulsiones de crudo la tensión
interfacial es de 30 a 36 mN/m. La presencia de sales también aumenta la tensión
interfacial.
b) Forman una barrera viscosa que inhibe la coalescencia de las gotas. Este tipo de
película ha sido comparada con una envoltura plástica.
c) Si el surfactante o partícula adsorbida en la interfase es polar, su carga eléctrica
provoca que se repelan unas gotas con otras.
Un segundo mecanismo de estabilización ocurre cuando los emulsionantes son
partículas sólidas muy finas. Para ser agentes emulsionantes, las partículas sólidas
deben ser más pequeñas que las gotas suspendidas y deben ser mojadas por el aceite y el
agua. Luego estas finas partículas sólidas o coloides (usualmente con surfactantes
adheridos a su superficie) se colectan en la superficie de la gota y forman una barrera
física. Ejemplos comunes de este tipo de emulsionante son el sulfuro de hierro y la
arcilla. En la gráfica 2.1 se muestra la adsorción de diferentes partículas emulsionantes
en una gota de agua.

12
GRÁFICA 2.1: REPRESENTACIÓN OROGRÁFICA DE LA
ESTABILIZACIÓN DE UNA GOTA DE AGUA POR AGENTES
EMULSIONANTES PRESENTES EN EL PETRÓLEO CRUDO.
FUENTE: Salager J.L. Langmuir 18, 607 (2002).
ELABORADO POR: FRANZ MULKY
2.2.1 Propiedades que intervienen en la estabilidad de la emulsión
El rompimiento de la emulsión depende de las siguientes propiedades:
2.2.1.1Tensión interfacial. Una reducción de la tensión interfacial no es suficiente para
aumentar la estabilidad de la emulsión. Se ha encontrado recientemente que los sistemas
de tensión ultra-baja producen emulsiones inestables. Estudios de tensión interfacial
dinámica entre crudo y agua muestran que la tensión disminuye con el tiempo y que se
requieren varias horas de contacto para obtener un valor estable.
A partir de las mediciones de tensión interfacial (IFT) se puede concluir que es la
fracción de la resina que tiene la más alta afinidad por la interfase. Las resinas pueden

13
reducir el IFT a los valores cerca de 15 mN/m. Mientras que los asfaltenos la reducen en
25 mN/m como valor límite. El valor para el petróleo crudo es del orden de 30 mN/m,
lo cual revela que hay otros componentes indígenas que influencian el IFT además de
las resinas y asfaltenos.
2.2.1.2 Viscosidad de la fase externa. Una viscosidad alta en la fase externa disminuye
el coeficiente de difusión y la frecuencia de colisión de las gotas, por lo que se
incrementa la estabilidad de la emulsión. Una alta concentración de las gotas también
incrementa la viscosidad aparente de la fase continua y estabiliza la emulsión. Este
efecto puede ser minimizado calentando la emulsión.
2.2.1.3 Tamaño de la gota. Gotas muy pequeñas menores de 10 µm generalmente
producen emulsiones más estables. Una amplia distribución de tamaños de partículas
resulta en general en una emulsión menos estable.
2.2.1.4 Relación de volumen de fases. Incrementando el volumen de la fase dispersa se
incrementa el número de gotas y/o tamaño de gota y el área interfacial. La distancia de
separación se reduce y esto aumenta la probabilidad de colisión de las gotas. Todos
estos factores reducen la estabilidad de la emulsión.
2.2.1.5 Temperatura. Usualmente, la temperatura tiene un efecto muy fuerte en la
estabilidad de la emulsión. Incrementando la temperatura se reduce la adsorción de
surfactantes naturales y disminuye la viscosidad de la fase externa, la rigidez de la
película interfacial y la tensión superficial. Todos estos cambios reducen la estabilidad

14
de la emulsión. En presencia de surfactantes aniónicos, un aumento de temperatura
aumenta la afinidad de estos por la fase acuosa, mientras que lo inverso ocurre con
surfactantes no-iónicos.
2.2.1.6 pH. La adición de ácidos o bases inorgánicos cambia radicalmente la formación
de películas de asfaltenos y resinas que estabilizan las emulsiones agua-aceite.
Ajustando el pH se puede minimizar la rigidez de la película que estabiliza la emulsión
y aumentar la tensión superficial.
La estabilización de la tensión interfacial depende del pH de la fase acuosa, por lo cual
la adsorción en la interfase presenta una histéresis que indica que las diferentes
moléculas emulsionantes (surfactantes naturales que contienen grupos ácidos y bases)
poseen cinéticas de equilibración muy diferentes.
2.2.1.7 Envejecimiento de la interfase. A medida que la interfase envejece la
adsorción de los surfactantes se completa y debido a las interacciones laterales entre las
moléculas aumenta la rigidez de la película hasta un valor estable en unas 3 a 4 horas.
Esta película o piel alrededor de la gota llega a ser más gruesa, más fuerte y más dura.
Además, la cantidad de agentes emulsionantes se incrementa por oxidación, fotólisis,
evaporación o por la acción de bacterias.
2.2.1.8 Salinidad de la salmuera. La concentración de la salmuera es un factor
importante en la formación de emulsiones estables. Agua fresca o salmuera con baja
concentración de sal favorecen la estabilidad de las emulsiones. Por el contrario, altas
concentraciones de sal tienden a reducirla.

15
2.2.1.9 Tipo de aceite. Los crudos con aceite de base parafínica usualmente no forman
emulsiones estables, mientras que los crudos nafténicos y de base mixta forman
emulsiones estables.
Ceras, resinas, asfaltenos y otros sólidos pueden influenciar la estabilidad de la
emulsión. En otras palabras, el tipo de crudo determina la cantidad y tipo de
emulsionantes naturales.
2.2.1.10 Diferencia de densidad. La fuerza neta de gravedad que actúa en una gota es
directamente proporcional a la diferencia en densidades entre la gota y la fase continua.
Aumentando la diferencia de densidad por incremento de la temperatura se logra
aumentar la velocidad de sedimentación de las gotas y por ende, se acelera la
coalescencia.
2.2.1.11Presencia de cationes. Los cationes divalentes como calcio y magnesio tienen
tendencia a producir una compactación de las películas adsorbidas, probablemente por
efecto de pantalla electrostática de un lado, y por otro, la precipitación de sales
insolubles en la interfase.
2.2.1.13 Propiedades reológicas interfaciales. Generalmente, cuando una interfase con
moléculas de surfactantes adsorbidas se estira o dilata se generan gradientes de tensión.
Los gradientes de tensión se oponen al estiramiento e intentan restaurar la uniformidad
de la tensión interfacial. Como consecuencia, la interfase presenta una cierta elasticidad.
Éste es el efecto llamado Gibbs-Marangoni. En la gráfica 2.2 se muestran los factores
físico-químicos relacionados con las interacciones entre dos gotas de fase dispersa.

16
Para una interfase Newtoniana las propiedades reológicas que determinan el
movimiento interfacial son la viscosidad de cillazamiento interfacial ηs, la viscosidad
dilatacional interfacial ηd y el gradiente de tensión interfacial. ηs describe la resistencia
de la interfase a cambiar de forma en un elemento diferencial de la interfase, el área se
mantiene constante y se mide la resistencia de la película.
La viscosidad ηd, al igual que la elasticidad interfacial dilatacional εd, se mide sólo por
la dilatación-compresión de la película sin aplicar cillazamiento. Estas propiedades
describen la resistencia de la superficie a los cambios en el área interfacial. En la gráfica
2.3 se muestra esquemáticamente las fuerzas de cizalla y dilatacional sobre la interfase,
las cuales determinan la viscosidad de cizallamiento y la dilatacional, respectivamente.
GRÁFICA 2.2: ESQUEMA DE LOS FACTORES FÍSICO–QUÍMICOS
RELACIONADOS CON LAS INTERACCIONES ENTRE DOS GOTAS DE
FASE DISPERSA EN UNA EMULSIÓN W/O.
FUENTE: Salager J.L. Deshidratación de crudo.
ELABORADO POR: FRANZ MULKY
17
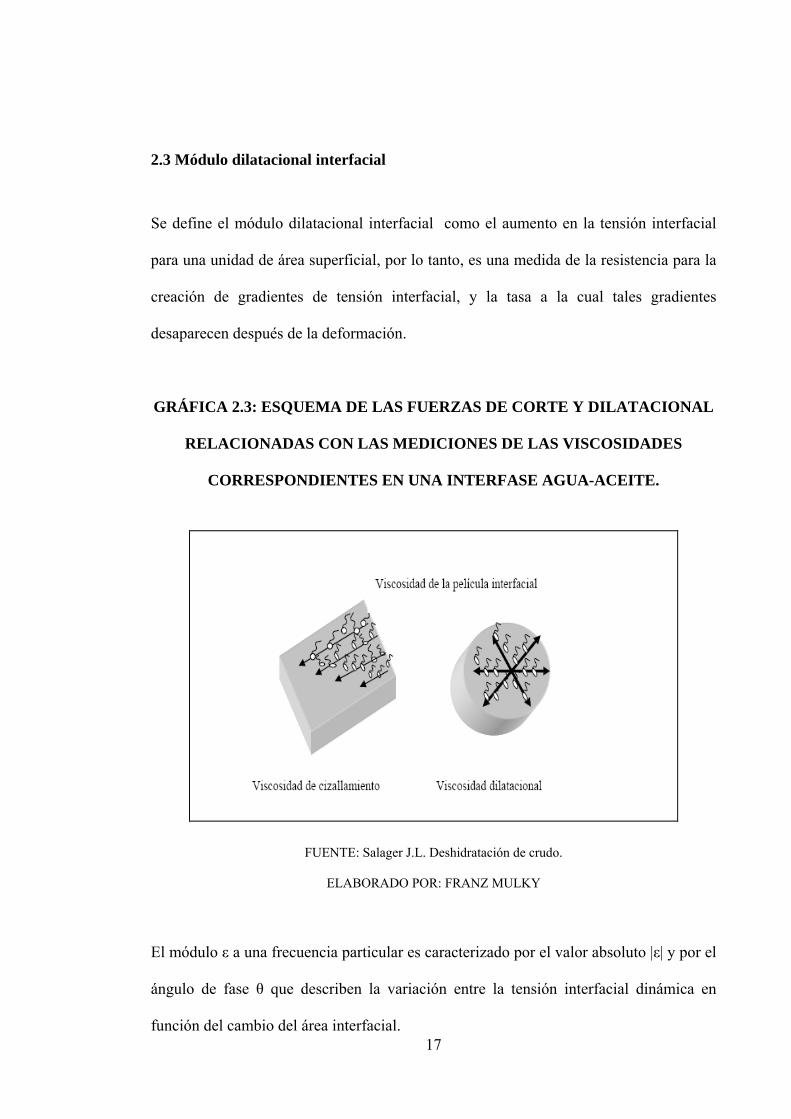
2.3 Módulo dilatacional interfacial
Se define el módulo dilatacional interfacial como el aumento en la tensión interfacial
para una unidad de área superficial, por lo tanto, es una medida de la resistencia para la
creación de gradientes de tensión interfacial, y la tasa a la cual tales gradientes
desaparecen después de la deformación.
GRÁFICA 2.3: ESQUEMA DE LAS FUERZAS DE CORTE Y DILATACIONAL
RELACIONADAS CON LAS MEDICIONES DE LAS VISCOSIDADES
CORRESPONDIENTES EN UNA INTERFASE AGUA-ACEITE.
FUENTE: Salager J.L. Deshidratación de crudo.
ELABORADO POR: FRANZ MULKY
El módulo ε a una frecuencia particular es caracterizado por el valor absoluto |ε| y por el
ángulo de fase θ que describen la variación entre la tensión interfacial dinámica en
función del cambio del área interfacial.

18
ECUACIÓN 2.1: MÓDULO DILATACIONAL INTERFACIAL
FUENTE: FÍSICA GENERAL. F BUECHE
ELABORADO POR: FRANZ MULKY
Puede ser expresado como la suma de la contribución elástica y la viscosidad
ECUACIÓN 2.2: MÓDULO DILATACIONAL ELÁSTICA
FUENTE: FÍSICA GENERAL. F BUECHE
ELABORADO POR: FRANZ MULKY
Siendo la elasticidad dilatacional (mN/m) y, es la viscosidad dilatacional
(mN/m.s) calculada por:
ECUACIÓN 2.3: ELASTICIDAD DILATACIONAL
=
FUENTE: FÍSICA GENERAL. F BUECHE
ELABORADO POR: FRANZ MULKY

19
ECUACIÓN 2.4: VISCOSIDAD DILATACIONAL
FUENTE: FÍSICA GENERAL. F BUECHE
ELABORADO POR: FRANZ MULKY
Donde:
ε = módulo dilatacional interfacial
|ε| = módulo de elasticidad a una frecuencia particular
= velocidad angular (1/s).
ηd = viscosidad dilatacional (mN/m.s)
εd = elasticidad interfacial dilatacional
= elasticidad dilatacional (mN/m)
θ = ángulo de fase
2.4 Prevención de la formación de la emulsión agua en petróleo
Las emulsiones se forman en el aparataje de producción del pozo y en las instalaciones
de superficie debido al cizallamiento, por lo que es recomendable eliminar la
turbulencia y remover el agua del aceite lo más pronto posible. Algunos recomiendan
inyectar el surfactante a fondo de pozo para prevenir la formación de la emulsión. Las
recomendaciones anteriores no siempre son posibles lograrlas, por lo que en muchos
casos es necesario prepararse para el rompimiento de la emulsión inevitablemente
formada.

20
La mejor forma de deshidratar es evitar que se produzca la emulsión o por lo menos
reducir al máximo las condiciones que favorezcan la emulsionación, a saber la
producción conjunta de varios fluidos y la agitación (Salager 1987 a).
En pozos fluyentes, una agitación considerable es generalmente causada por el gas
disuelto saliendo de la solución (el gas se desorbe) conforme decrece la presión. Este
gas también causa turbulencia cuando fluye junto con la mezcla difásica agua-aceite a
través de accesorios y restricciones en la tubería de producción; pasa por supuesto lo
mismo cuando se utiliza el levantamiento con gas. Esta turbulencia puede ser reducida,
pero no eliminada, instalando un estrangulador de fondo. Este estrangulador reduce la
estabilidad de la emulsión por las siguientes causas:
a) Hay menos presión diferencial.
b) La temperatura de fondo de pozo es considerablemente más alta que la temperatura
en la superficie.
c) Hay flujo laminar para una gran distancia corriente abajo del estrangulador de fondo
y por lo tanto, menos turbulencia.
Actualmente, el 90 % de las técnicas utilizadas para la extracción de petróleo crudo
generan o agravan los problemas de emulsionación. Los químicos usados en las
fracturas de la formación, estimulaciones de pozos, inhibición de corrosión, etc.,
frecuentemente causan problemas de emulsionación muy severos, por lo que existen
también métodos para romperlas, tales como el calentamiento, aditivos químicos,
tratamiento eléctrico y asentamiento.
En los casos de bajo contenido de agua (< 10%) resulta ventajoso añadir agua en fondo
de pozo antes que se produzca la emulsión porque así la emulsión formada será menos
estable (el tamaño de gotas aumenta y se favorece la coalescencia).

21
2.5 Mecanismo de ruptura de la emulsión agua en petróleo
Diversos estudios se han hecho sobre los mecanismos de ruptura de una emulsión W/O.
Según el análisis de Jeffreys y Davies en 1971 estas etapas se reducen a tres:
2.5.1 Etapa 1. Acercamiento macroscópico de las gotas
Cuando las gotas de fase dispersa son más o menos grandes se aproximan por
sedimentación gravitacional, gobernadas por las leyes de Stokes (basada en la
suposición de gotas esféricas rígidas, ecuación 2.5) o de Hadamard (movimiento
convectivo interno en las gotas y efecto de la viscosidad de la fase interna, ecuación
2.6), pero sí son menores de 5 µm está presente el movimiento Browniano.
ECUACIÓN 2.5: VELOCIDAD DE SEDIMENTACIÓN DE STOKES
FUENTE: FÍSICA GENERAL. F BUECHE
ELABORADO POR: FRANZ MULKY
ECUACIÓN 2.6: VELOCIDAD DE SEDIMENTACIÓN DE HADAMARD
FUENTE: FÍSICA GENERAL. F BUECHE
ELABORADO POR: FRANZ MULKY

22
Donde:
Vs= velocidad de sedimentación de Stokes (cm/s)
VH = velocidad de sedimentación de Hadamard (cm/s)
ρ1= densidad de agua (g/
ρ2= densidad del crudo (g/
g= aceleración de la gravedad (cm/
r= radio de las gotas dispersas en el crudo (cm)
ηe= viscosidad de la fase externa (cp)
ŋi= viscosidad de la fase interna (cp)
ƒs= factor de Stokes (1/cm.s)
Una velocidad de sedimentación del orden de 1 mm por día es suficientemente baja para
que el movimiento de convección térmica y el movimiento Browniano la compensen.
Esto indica que el problema de sedimentación puede volverse muy severo para crudos
pesados o extrapesados, para los cuales la diferencia de densidad es poca y la viscosidad
es alta.
De los parámetros incluidos en la ecuación (5), la viscosidad es la que presenta mayor
influencia, producto de la gran sensibilidad de este parámetro ante variaciones en la
temperatura. En la gráfica 2.4 se muestra la variación de la velocidad de asentamiento
con la temperatura en términos del factor de Stokes (fs = Vs/r2) para crudos de distintas
gravedades API. Como puede verse, el efecto de la variación en la temperatura y la
gravedad API en el factor de Stokes es drástico para crudos muy viscosos, lo que da
lugar a diferencias de varios órdenes de magnitud en la velocidad de sedimentación

23
cuando se considera una pequeña variación en la gravedad API o se incrementa la
temperatura.
GRÁFICA 2.4: VARIACIÓN DEL FACTOR DE STOKES CON LA
TEMPERATURA Y LA GRAVEDAD API.
FUENTE: Emulsion by an Electrostatic Coalescence Methodology.
ELABORADO POR: FRANZ MULKY
2.5.2 Etapa 2. Drenaje de la película
Al final de la etapa anterior, las gotas se deforman y se genera una película intergota,
dando inicio así a la segunda etapa del proceso llamada “drenaje de la película”, donde
están involucrados fenómenos interfaciales relacionados con la presencia de
surfactantes adsorbidos.
Una vez que dos gotas se acercan, se produce una deformación de su superficie
(adelgazamiento del orden de 0,1 micra o menos) y se crea una película de fluido entre
las mismas, con un espesor alrededor de 500 Å.

24
La velocidad de drenaje de la película depende de las fuerzas que actúan en la interfase
de la película. Cuando dos gotas de fase interna de una emulsión se aproximan una a la
otra debido a las fuerzas gravitacionales, convección térmica o agitación, se crea un
flujo de líquido entre ambas interfases y el espesor de la película disminuye.
El flujo de líquido de la película trae consigo moléculas de surfactantes naturales
adsorbidas debido al flujo convectivo creando un gradiente de concentración en la
interfase.
Este gradiente de concentración produce una variación en el valor local de la tensión
interfacial (gradiente de tensión) que genera una fuerza opuesta al flujo de líquido fuera
de la película, gráfica 2.5 y 2.6.
GRÁFICA 2.5: EFECTO DEL DRENAJE DE LA PELÍCULA SOBRE LA
CONCENTRACIÓN DE SURFACTANTES NATURALES.
FUENTE: Staiss F., R. Bohm and R. Kupfer, 1991. Improved Demulsifier Chemistry
ELABORADO POR: FRANZ MULKY

25
GRÁFICA 2.6: EFECTO DE LA CONCENTRACIÓN SUPERFICIAL SOBRE
LA VARIACIÓN EN LA TENSIÓN INTERFACIAL EN EL INTERIOR DE LA
PELÍCULA DRENADA.
FUENTE: Staiss F., R. Bohm and R. Kupfer, 1991. Improved Demulsifier Chemistry
ELABORADO POR: FRANZ MULKY
El esfuerzo de corte asociado con el drenaje tiende a concentrar la mayor parte de las
moléculas de surfactante natural fuera de la película y a disminuir su concentración en
el interior de la película. Las moléculas de desemulsionantes son adsorbidas en los
espacios dejados por los surfactantes naturales en la película, gráfica 2.7 y 2.8.
Por la variación de la tensión interfacial con el tiempo, la tasa de adsorción de los
desemulsionantes en la interfase crudo/agua es más rápida que la de los surfactantes
naturales del crudo. Cuando la película llega a ser muy delgada y debido a la
proximidad de la fase dispersa, las fuerzas de atracción de Van der Waals dominan y
ocurre la coalescencia. Toda vez que ocurre el acercamiento de las gotas se pueden
presentar varios tipos de interacciones entre ellas que retrasen o aceleren el drenaje de la
película. Por ejemplo, cuando las gotas poseen en la interfase una carga eléctrica, su
acercamiento está inhibido por una repulsión de tipo eléctrico.

26
El acercamiento también pueden ser demorado por fenómenos electrocinéticos como el
efecto electroviscoso denominado “potencial de flujo” (fuerza opuesta al drenaje de la
película) y/o un aumento de la viscosidad interfacial (formación de una película
interfacial rígida e inmovilización de la capa de aceite que solvata las colas lipofílicas).
La mejor forma de eliminar estos efectos es anular las interacciones del surfactante
natural, lo cual se logra mediante la formulación fisicoquímica.
GRÁFICA 2.7: ILUSTRACIÓN ESQUEMÁTICA DE LA ADSORCIÓN DEL
SURFACTANTE DESHIDRATANTE EN LA SUPERFICIE LIBRE DE LA
PELÍCULA.
FUENTE: Staiss F., R. Bohm and R. Kupfer, 1991. Improved Demulsifier Chemistry
ELABORADO POR: FRANZ MULKY

27
GRÁFICA 2.8: EFECTO DE LA CONCENTRACIÓN SUPERFICIAL DEL
SURFACTANTE NATURAL Y LAS MOLÉCULAS DE DESHIDRATANTE
SOBRE LA VARIACIÓN DE LA TENSIÓN INTERFACIAL EN EL INTERIOR
DE LA PELÍCULA DRENADA.
FUENTE: Staiss F., R. Bohm and R. Kupfer, 1991. Improved Demulsifier Chemistry
ELABORADO POR: FRANZ MULKY
2.5.3 Etapa 3. Coalescencia
La coalescencia se define como un fenómeno irreversible en el cual las gotas pierden su
identidad, el área interfacial se reduce y también la energía libre del sistema (condición
de inestabilidad). Sin embargo, este fenómeno se produce sólo cuando se vencen las
barreras energéticas asociadas con las capas de emulsionante adsorbido y la película de
fase continua entre las dos gotas. Esta etapa puede considerarse como instantánea
respecto a las dos primeras etapas.
Los procesos de deshidratación utilizan efectos físicos destinados a aumentar la
velocidad de la primera etapa, tales como el calentamiento, que reduce la viscosidad de
la fase externa y aumenta la diferencia de densidad entre los fluidos; ó un aumento de la
cantidad de fase interna (reduce el recorrido promedio de cada gota antes del contacto
con otra).

28
También es posible usar fuerzas diferentes a la gravedad natural para aumentar la
velocidad de contacto y/o el tamaño de la gota: gravedad artificial por centrifugación,
fuerzas capilares con filtros coalescedores o fuerzas electrostáticas.

CAPÍTULO III

29
CAPÍTULO III
3. MÉTODOS DE TRATAMIENTO PARA LA DESHIDRATACIÓN
Dependiendo del tipo de aceite y de la disponibilidad de recursos se combinan
cualquiera de los siguientes métodos típicos de deshidratación de crudo: Químico,
térmico, mecánico y eléctrico. En general, se usa una combinación de los métodos
térmicos y químicos con uno mecánico o eléctrico para lograr la deshidratación efectiva
de la emulsión W/O.
3.1 Tratamiento químico
El tratamiento químico consiste en aplicar un producto desemulsionante sintético
denominado en las áreas operacionales de la industria petrolera como “química
deshidratante”, el cual debe ser inyectado tan temprano como sea posible a nivel de
superficie o en el fondo del pozo. Esto permite más tiempo de contacto y puede prevenir
la formación de emulsión corriente abajo. La inyección de desemulsionante antes de una
bomba, asegura un adecuado contacto con el crudo y minimiza la formación de
emulsión por la acción de la bomba.
Hay varias teorías que tratan de explicar el efecto que los compuestos químicos
desemulsionantes producen sobre las emulsiones.
Las más importantes son:
1. Con la adición de productos químicos se trata de invertir la emulsión; es decir, una
emulsión de agua-petróleo se trataría de convertir en una emulsión de petróleo-agua.

30
Durante este proceso se alcanzaría la condición intermedia de separación completa de
las dos fases.
2. La acción de los compuestos químicos desemulsionantes hacen que la película del
agente emulsionante, que rodea las gotas de agua, adquiera una rigidez quebradiza hasta
provocar una contracción que causa el rompimiento de la película, con lo cual las gotas
de agua se juntan y decantan.
3. La adición de surfactantes a una emulsión causa una reducción notable de la tensión
superficial entre los líquidos en contacto, permitiendo que las diminutas gotas de la fase
dispersa se junten y decanten.
Esta es la teoría que se considera más importante, por ser la más moderna y aceptada.
Diferentes estudios han demostrado que el mecanismo físico-químico de acción de los
agentes deshidratantes o desemulsionantes está asociado a la formulación óptima del
sistema (SAD = 0, siendo SAD la Diferencia de Afinidad del Surfactante).
La formulación óptima se define básicamente como un estado de equilibrio entre las
afinidades del surfactante para la fase acuosa y para la fase oleica. Se han determinado
cuantitativamente los efectos de las diferentes variables de formulación (salinidad,
ACN, EON, WOR, temperatura, entre otras) sobre el equilibrio hidrofílico/lipofílico
entre el surfactante y su ambiente físico-químico. En un sistema surfactante-agua-aceite,
la formulación óptima se logra cuando en un barrido unidimensional de cualquier
variable de formulación, el sistema presenta una tensión interfacial mínima o ultra-baja,
acompañada en general de la aparición de un sistema trifásico en el cual la mayor parte

31
del surfactante está en la fase media. Para el caso de emulsiones agua en crudo es poco
corriente poder observar tal sistema trifásico y la inestabilidad se detecta por el progreso
de la coalescencia y la evolución de la tensión interfacial dinámica.
Para conseguir esta condición en una emulsión W/O que ya contiene un surfactante
lipofílico (modelo de los surfactantes naturales en el crudo), se debe añadir un
surfactante hidrofílico de peso molecular promedio o bajo (modelo agente
deshidratante) de manera que el parámetro característico de la mezcla produzca una
emulsión inestable. La formulación óptima es independiente de la concentración de
surfactante y de la cantidad de la fase media, el surfactante es atrapado en una
microemulsión. Por lo general, los desemulsionantes comerciales son mezclas de varios
componentes que tienen estructuras químicas diferentes y materiales poliméricos, así
como una amplia distribución de peso molecular. Están conformados por un 30 a 50%
de materia activa (surfactantes) más la adición de solventes adecuados, tales como nafta
aromática y alcoholes.
Entre los más utilizados están los copolímeros bloques de óxido de etileno y de óxido de
propileno, las resinas alquil-fenol formaldehídas, las poliaminas, alcoholes grasos,
aminas oxialquiladas y poliesteramianas y sus mezclas. En la tabla 1 se presentan
algunos de los productos surfactantes utilizados como agentes deshidratantes para
romper emulsiones W/O.
Estos surfactantes tienen tres efectos fundamentales una vez adsorbidos en la interfase
agua-aceite: uno es la inhibición de la formación de una película rígida, otro el
debilitamiento de la película volviéndola compresible y el más importante, el cambio en
la formulación del sistema para alcanzar la condición de SAD = 0.

32
TABLA 3.1: HISTORIA DEL USO DEL DESHIDRATANTE
FUENTE: Staiss F. R. Bohm and R. Kupfer, 1991. Improves Demulsifier Chemistry.
ELABORADO POR: FRANZ MULKY
3.1.2 Producto químicos
Los productos químicos tienen la siguiente clasificación.
3.1.2.1 Clasificación
Los productos químicos que se utilizan en la deshidratación de crudos y en la
clarificación de aguas efluentes afectan la tensión superficial e interfacial del petróleo y
el agua. Los mismos reciben el nombre de “Surfactantes”, y de acuerdo con su
naturaleza físico-química se pueden clasificar en dos grandes grupos:
3.1.2.1.1 Según la carga
Los surfactantes son productos químicos de moléculas poliatómicas de alto peso
molecular caracterizadas por poseer uno de los extremos como directriz de la misma,
denominado “ANFÍFILO”. Según la carga de este se denominan:

33
- Catiónicos: anfífilo cargado positivamente
- Aniónico: anfífilo cargado negativamente
- No Iónico: anfífilo neutro.
3.1.2.1.2 Según la solubilidad en agua o aceite
Debido a que las moléculas de surfactantes poseen un extremo con afinidad al agua y el
otro al aceite, los productos químicos surfactantes se clasifican según el extremo
dominante, en:
- Hidrofílicos: Su extremo dominante posee afinidades hacia el agua.
- Lipofílicos: Son aquellos que poseen una afinidad dominante hacia el aceite.
GRÁFICA 3.1: AFINIDAD SURFACTANTE
FUENTE: Manual de deshidratación, Ing. Fausto Ramos
ELABORADO POR: FRANZ MULKY
Tomando en cuenta esta propiedad físico-química de los surfactantes se establecieron
parámetros de identificación medibles experimentalmente en el laboratorio, como son el
Balance Hidrofílico Lipofílico (HLB) y el Número de Solubilidad Relativa (RSN).

34
3.1.3 Aspectos prácticos y tecnológicos
De entre los aspectos prácticos y tecnológicos se tiene:
3.1.3.1 Aplicación del mapa de formulación a la deshidratación de crudos
En la historia de un pozo ocurre en general un aumento paulatino del porcentaje de agua
producida. Uno de los problemas más severos es el aumento de viscosidad de las
emulsiones W/O con el contenido de agua, el cual provoca problemas de bombeo y de
reducción de la producción.
Para encontrar solución a este problema conviene estudiar la influencia de las variables
de composición conjuntamente con la de la variable generalizada de formulación SAD ó
HLD. A tal efecto se usan sistemas modelos compuestos por un ternario surfactante-
aceite-salmuera.
Tales sistemas poseen dos variables independientes de composición, las cuales se
expresan en general, como la concentración de surfactante y la relación agua-aceite
WOR.
La concentración del surfactante tiene una influencia general bien definida. Debajo de
una cierta concentración “crítica” no hay suficiente surfactante en el sistema para
estabilizar una emulsión. Al contrario, el WOR tiene un efecto más difícil de entender,
ya que éste se combina con el de la formulación. Se sabe que un aumento del contenido
de agua de una emulsión W/O (formulación SAD > 0) termina siempre por invertirse en
una emulsión O/W cuando el porcentaje de agua llega a 70-80%.
El mapa bidimensional de formulación-composición (por ejemplo, SAD-WOR) es
extremadamente útil para explicar el papel de la química deshidratante cuando se añade
a la mezcla agua-crudo en el fondo de pozo antes de la formación de la emulsión.

35
Para tratar un sistema susceptible de producir una emulsión W/O estable ubicada en B+
ó A+ (SAD > 0) por efecto de los surfactantes naturales, basta añadir un surfactante
hidrofílico disuelto en una fase aceite, de manera tal que al combinarse con los
surfactantes naturales produzca SAD = 0 o SAD levemente negativo, como se muestra
en la gráfica 3.2, caso 1. En tales condiciones, se obtendrá una emulsión W/O inestable.
Si al mismo sistema se añade un surfactante hidrofílico disuelto en una cantidad notable
de agua, de forma que el SAD resultante sea cero en la frontera A+/A- ó levemente
negativo en A-, se obtendrá una emulsión O/W inestable, gráfica 3.2, caso 2. Este puede
ser mejor que el caso 1 si el crudo es viscoso, ya que la emulsión W/O puede ser difícil
de bombear.
Si se añade un surfactante hidrofílico y agua en cantidades suficientes para producir
SAD < 0 en la zona A-, se puede obtener una emulsión O/W estable, gráfica 3.2, caso 3,
lo que puede ser interesante para ciertos tipos de aplicaciones, como es el caso de
transporte de crudos pesados o la producción de emulsiones combustibles.
En la mayoría de los casos el problema es diferente y consiste en añadir la química
deshidratante a una emulsión ya estabilizada por surfactantes naturales. En lo que
concierne a la deshidratación, el cambio de B+ (SAD > 0) al límite de B+/B- (SAD = 0)
ó a B- (SAD < 0 cerca de cero), y el cambio de B+ ó A+ al límite A+/A- (SAD = 0) ó a
A- (SAD < 0) producen esencialmente los mismos efectos que para un sistema pre-
equilibrado.
Con el objeto de que la analogía se aplique a sistemas crudo/agua es necesario que se
cumpla la regla de mezcla entre los surfactantes naturales y la química deshidratante y,
por otra parte, que el agente deshidratante pueda migrar rápidamente a la interfase para
combinarse con los surfactantes naturales. Este último requisito implica que el agente

36
deshidratante se incorpore al sistema en un vehículo solvente miscible con la fase
externa de la emulsión que se ha de romper.
GRÁFICA 3.2: UTILIZACIÓN DEL MAPA DE FORMULACIÓN WOR PARA
EL TRATAMIENTO DE EMULSIONES DE CAMPO TIPO W/O
FUENTE: Salager J.L. Deshidratación de crudo.
ELABORADO POR: FRANZ MULKY
3.1.4 Pruebas de botella.
La prueba de botella es uno de los métodos de selección de productos químicos
deshidratantes. Se denomina así por el tipo de recipiente que se usa, en el cual se vierte
cierta cantidad de la muestra emulsionada que será tratada.
La determinación del tratamiento a seguir se establece primeramente en pruebas de
laboratorio, Mediante esta prueba se puede determinar que compuesto químico romperá
de manera efectiva la emulsión del petróleo crudo de cierta segregación.

37
También, indicará la proporción de compuesto químico necesaria para tratar el volumen
de petróleo emulsionado que se está proyectando del yacimiento.
Adicionalmente en estas pruebas especiales se determina la necesidad o no del
tratamiento térmico complementario al tratamiento químico y su correspondiente
temperatura de tratamiento.
Es importante bajo el punto de vista operacional y económico, hacer todos los esfuerzos
y tentativas posibles para lograr un tratamiento a temperatura ambiente, el cual
involucrará solamente el uso de un rompedor de emulsión y de otros medios mecánicos
de deshidratación. Si lo anterior no es posible alcanzarse, entonces sí se debe apelar al
tratamiento térmico adicional.
GRÁFICA 3.3: PROCEDIMIENTO PARA LA REALIZACIÓN DE LA PRUEBA
DE BOTELLA.
FUENTE: Criterios para el Diseño Conceptual de Procesos de Deshidratación
ELABORADO POR: FRANZ MULKY

38
GRÁFICA 3.4: ACCIÓN DEL DESHIDRATANTE DOSIFICADO EN LAS
PRUEBAS DE BOTELLA EN UN MAPA DE ESTABILIDAD FORMULACIÓN
FUENTE: Criterios para el Diseño Conceptual de Procesos de Deshidratación
ELABORADO POR: FRANZ MULKY
3.1.5 Sistemas de Inyección de Químicas
La inyección de la química deshidratante al crudo se puede realizar mediante:
GRÁFICA 3.5: SISTEMA DE DOSIFICACIÓN POR GOTEO
FUENTE: PETROPRODUCCIÓN
ELABORADO POR: FRANZ MULKY

39
GRÁFICA 3.6: INYECCIÓN DE QUÍMICA MEDIANTE INYECTORES A
PRESIÓN
FUENTE: PETROPRODUCCIÓN
ELABORADO POR: FRANZ MULKY
Dentro del proceso de Deshidratación de Crudos, uno de los factores más importante es
la escogencia del producto químico “Demulsificante”
El conocimiento del sistema de producción del crudo a tratar, permite lograr una
excelente escogencia del punto de inyección de la química.
3.1.6 Evaluación de Químicas – Laboratorio
La escogencia de las químicas demulsificantes se debe realizar inicialmente mediante
pruebas de laboratorio y posteriormente, a nivel de pruebas de campo en toda la
segregación del crudo.

40
Básicamente se realizan mediante análisis conocidos como “Pruebas de Botella”, sin
embargo existen otros métodos con buena eficiencia en la evaluación de químicas,
como el uso del equipo “Dinamic Coalescer”. Ambas pruebas tienen muchos pasos en
común que se deben cumplir dentro de la programación de la realización de las
evaluaciones de laboratorio, para las cuales se deben cumplir las siguientes etapas:
3.1.6.1 Captación de las muestras.
a. Captación de la muestra sin tratamiento químico.
b. Envases preferiblemente nuevos
c. La muestra de crudo debe ser representativa de toda la segregación.
d. Drenar las líneas de los toma muestras.
e. En crudos con mucho contenido de gas, o muestras con altas temperaturas, se
recomienda captar la muestra por etapas, hasta completar llenar el envase.
3.1.6.2 Manejo de las muestras de laboratorio.
a. Mantener las muestras de crudo a una temperatura similar a la del campo hasta el
comienzo de las pruebas.
b. Anotar el volumen total de la muestra, volumen de agua libre separada y volumen
de crudo emulsionado.
c. Muestras procedentes de Estaciones de Flujo, preparar muestra representativa en
base al volumen porcentual de producción de cada una de ellas.
d. Determinar el contenido de agua emulsionada mediante análisis de A y S, (tope,
medio y fondo), el valor promedio será el valor inicial a considerarse como
referencia.

41
3.1.6.3 Metodología en la realización de las Pruebas de Botella.
En el siguiente gráfico se visualiza los pasos a seguir en la evaluación de
laboratorio.
GRÁFICA 3.7: PASOS A SEGUIR EN LA EVALUACIÓN DE
LABORATORIO
FUENTE: NEXT
ELABORADO POR: FRANZ MULKY
Para cada muestra en estudio, se determinan los siguientes datos:
• Volumen de agua libre separada.
• Calidad del agua.
• Calidad de la interfase crudo – agua.
• Porcentaje de agua emulsionada total remanente.
• Porcentaje de emulsión en la interfase crudo – agua.
42
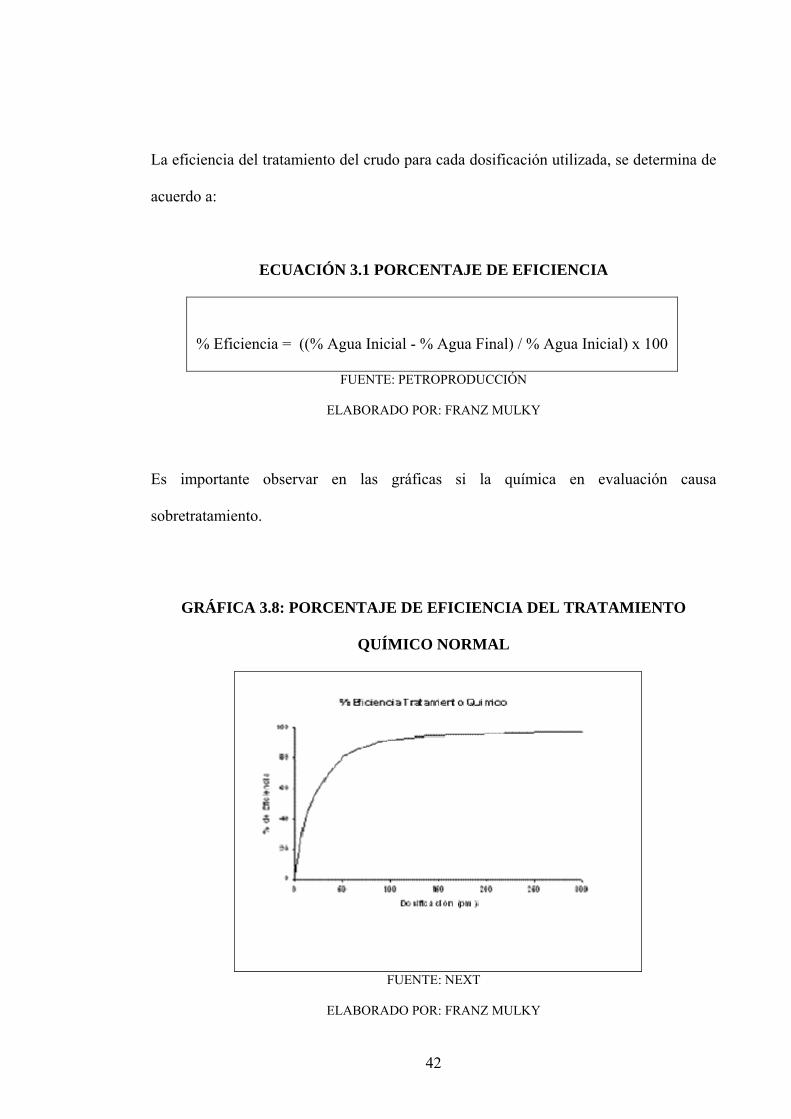
La eficiencia del tratamiento del crudo para cada dosificación utilizada, se determina de
acuerdo a:
ECUACIÓN 3.1 PORCENTAJE DE EFICIENCIA
% Eficiencia = ((% Agua Inicial - % Agua Final) / % Agua Inicial) x 100
FUENTE: PETROPRODUCCIÓN
ELABORADO POR: FRANZ MULKY
Es importante observar en las gráficas si la química en evaluación causa
sobretratamiento.
GRÁFICA 3.8: PORCENTAJE DE EFICIENCIA DEL TRATAMIENTO
QUÍMICO NORMAL
FUENTE: NEXT
ELABORADO POR: FRANZ MULKY

43
GRÁFICA 3.9: PORCENTAJE DE EFICIENCIA DEL TRATAMIENTO
QUÍMICO SOBRE-TRATADO
FUENTE: NEXT
ELABORADO POR: FRANZ MULKY
3.1.6.4 Evaluación de Químicas mediante el Dinamic Coalescer.
Este método, permite una simulación más real de las condiciones de campo.
Se basa en darle al fluido una intensidad de mezcla a una velocidad rotacional
controlada, por un tiempo y temperatura definida.

44
GRÁFICA 3.10: DIAGRAMA DEL DINAMIC COALESCER
FUENTE: PETROPRODUCCIÓN
ELABORADO POR: FRANZ MULKY
Para cada segregación de crudo, es necesario determinar las condiciones de operación
en las que se realizarán las pruebas como son:
• Determinación de la velocidad de agitación
• Determinación del tiempo de mezclado.
• Determinación de la dosificación óptima.
La temperatura está fijada por las condiciones de campo.

45
GRÁFICA 3.11: PARÁMETROS DE CONTROL EN EVALUACIONES DE
QUÍMICAS
FUENTE: NEXT
ELABORADO POR: FRANZ MULKY
3.1.6.5 Reporte de los resultados de las pruebas.
Se debe iniciar:
1. Identificación del laboratorio
2. Fecha de la evaluación
3. Método utilizado
4. Identificación de la muestra

46
5. Condiciones iniciales como Gravedad API, % agua libre, % de agua
emulsionada, temperatura de campo, sitio de muestreo y si se trata o no de
una muestra compuesta.
TABLA 3.2: TABLA DE REPORTE DE RESULTADOS DE LAS PRUEBAS DE
BOTELLA
FUENTE: FORMULACIÓN Y FABRICACIÓN DE EMULSIONES PARA OBTENER LAS
PROPIEDADES DESEADAS.
ELABORADO POR: FRANZ MULKY
3.1.7 Medición de la estabilidad
La única medida realmente absoluta de la estabilidad de una emulsión es la variación
del número de gotas en función del tiempo. Tal información no se puede obtener
experimentalmente sino mediante la variación de la distribución del tamaño de gota en
el tiempo. Desde el punto de vista experimental, tal medición implica bien sea que se
tome una muestra o que se diluya el sistema completo con un gran exceso de fase

47
externa. El resultado del primer método depende considerablemente de la posición del
muestreo y el segundo puede emplearse solo una vez porque altera el estado del sistema.
Por lo tanto, la estabilidad de una emulsión se relaciona en general con el volumen de
las fases separadas. Después de algún tiempo, el sistema se separa típicamente en tres
zonas: una zona central que contiene una nata o emulsión de alto contenido de fase
interna y dos fases separadas: la interna (coalescida) y la externa (clarificada). Se ha
demostrado recientemente que estos criterios dan resultados satisfactorios cuando se les
da una buena interpretación. La gráfica 3.5 indica la fracción de volumen coalescido en
función del tiempo. Esta curva posee una forma sigmoidea, la cual es característica de
un proceso con varias etapas. Durante un cierto período inicial no se separa ningún tipo
de volumen, este periodo de iniciación corresponde a la sedimentación de gotas y al
drenaje de la fase externa hasta alcanzar una emulsión compactada en la cual las gotas
“no se tocan”. En realidad, las gotas están separadas por una película delgada de fase
externa, en la cual la interacción entre las interfases empieza a jugar un papel
importante y puede producir un efecto notable de retraso en el proceso de coalescencia.
Cuando las películas intergotas llegan a alcanzar un espesor del orden de 200 Å son
susceptibles de romperse, provocando así la coalescencia de las gotas y la formación de
un volumen de fase separado. Esta etapa corresponde a la parte ascendiente de la curva,
cuya forma sigmoidea puede interpretarse como la función acumulativa de una
distribución normal o log-normal, lo que no es de extrañar por el carácter aleatorio del
proceso de ruptura.
Con el fin de cuantificar la estabilidad con valor numérico, se ha propuesto usar el
tiempo requerido para que coalescan la mitad (u otra fracción) del volumen de fase
interna, por ejemplo, el tiempo en el cual Vc/V∞ = 1/2 ó 2/3, siendo Vc el volumen

48
coalescido y V∞ el volumen total o fijado usado como referencia, como se muestra en la
gráfica 3.6.
GRÁFICA 3.5: FRACCIÓN DE VOLUMEN COALESCIDO O CLARIFICADO
EN FUNCIÓN DEL TIEMPO.
FUENTE: . Proceedings of SPE Oilfield Chemical International Symposium
ELABORADO POR: FRANZ MULKY
GRÁFICA 3.6: VARIACIÓN DE LA ESTABILIDAD DE LA EMULSIÓN W/O
EN FUNCIÓN DE LA CONCENTRACIÓN DEL DESHIDRATANTE PARA LA
COALESCENCIA DE 2/3 DEL VOLUMEN FIJADO V.
FUENTE: . Proceedings of SPE Oilfield Chemical International Symposium
ELABORADO POR: FRANZ MULKY

49
3.1.8 Cinética de adsorción de los surfactantes deshidratantes
La adsorción de un surfactante en una superficie gas-líquido o una interfase líquido-
líquido produce una reducción de la tensión interfacial, que favorece tanto la
deformación y la ruptura de la interfase, como la formación de sistemas dispersos
(emulsiones o espumas), o la movilización del petróleo residual en la recuperación
mejorada de crudos, entre otros fenómenos de gran interés industrial.
Midiendo la evolución de la tensión interfacial en función del tiempo para sistemas
SOW (surfactante-aceite-agua) se puede obtener importante información sobre la
cinética de adsorción del surfactante deshidratante y su influencia en la estabilidad de la
emulsión.
Los efectos cinéticos más importantes en la ruptura de emulsiones son:
1. El producto más eficaz para una formulación en SAD = 0 parece ser aquél que se
adsorbe más rápido en la interfase para bajar la tensión interfacial.
2. La transferencia de masa del deshidratante hidrofílico desde el aceite hacia la
interfase depende de:
• Su peso molecular y estructura
• La fuerza motriz
• Calidad de la formulación (tensión interfacial)
• Presencia de aditivos acelerador de transferencia.
La eficiencia de una variedad de surfactantes puede ser comparada en función de un
nuevo parámetro denominado tiempo característico. Mientras más pequeño es el valor,
más rápido se alcanza el equilibrio. Sí el coeficiente de difusión varía débilmente para

50
surfactantes de tamaño similar, las diferencias en la velocidad de adsorción pueden ser
atribuidas a la profundidad de adsorción; la cual está determinada por las isotermas de
adsorción al equilibrio.
3.1.9 Sinergismo entre los surfactantes y aditivos químicos
El estudio de los efectos sinergéticos de los aditivos químicos es de gran importancia en
las operaciones de producción en la industria petrolera, lo cual ha recibido
recientemente atención debido al incremento de las restricciones ambientales y de los
costos de producción en los cuales el uso de aditivos químicos juega un papel
importante. (VER ANEXO 3)
Los aditivos químicos son utilizados para combatir varios problemas operacionales tales
como corrosión, presencia de espumas y formación de emulsiones no deseadas. Aunque
se ha encontrado que la química puede ser efectiva cuando se usa sola, no hay garantía
que tenga un buen rendimiento cuando están presentes como parte de un coctel de
aditivos en la producción de fluidos que entran al separador primario. Poco es conocido
acerca de las interacciones entre estos aditivos químicos y sus efectos en la separación
de las fases gas/aceite/agua.
Yang et al. investigaron la manera en la cual los aditivos químicos interactúan y sus
efectos sobre la estabilidad de emulsiones con miras a desarrollar estrategias para la
reducción del inventario de químicos.
Ambas mediciones de tensión interfacial y presión superficial han sido suficientemente
aplicadas para identificar las interacciones químicas y/o los efectos sinergéticos entre
los aditivos. Tales efectos fueron encontrados entre desemulsionantes, inhibidores de
corrosión y agentes antiespumantes. Inhibidores de corrosión solubles tanto en agua

51
como en aceite incrementan la estabilidad de la emulsión significativamente. En
cambio, los anti-espumantes tienen poca influencia.
Hay evidencias de efectos sinergéticos entre los surfactantes naturales del petróleo
crudo.
3.1.10 Factores para la selección de un sistema de tratamiento crudo.
Adicionalmente a lo anteriormente expuesto para la selección de un sistema de
tratamiento de crudo adecuado, los siguientes factores forman parte de la selección
definitiva del tratamiento a seguir:
1. Dureza o apretado de la emulsión.
2. Gravedad específica del aceite (crudo pesado, liviano o intermedio) y del agua de
producidos.
3. Cantidad de fluido a ser tratado.
4. Porcentaje de agua presente en la producción.
5. Salinidad del agua presente en la producción
6. Efecto corrosivo del aceite, agua o gas.
7. Tendencia del agua a formar incrustaciones.
8. Tendencia del crudo a formar parafinas.
9. Presencia de agentes emulsificantes en la formación productora.

52
3.1.11 Otras consideraciones del tratamiento del crudo.
• La separación agua/aceite tiene que ver con el rompimiento de la emulsión; se debe
desactivar o eliminar el efecto del producto emulsificante que está formando la
emulsión. Para esto, se pueden utilizar los siguientes procedimientos:
• Utilización de un producto químico que neutralice el efecto emulsificante.
• Utilización de la energía térmica que desactiva o debilita el efecto que está
produciendo la emulsión.
• Adicionalmente, el calor agregado al sistema disminuirá la viscosidad del crudo los
cual ayudará a la separación agua/aceite.
• En general, el sistema de tratamiento deberá tener un tiempo de reposo suficiente
para que las gotas de agua coalescan. En consecuencia, en este proceso deberá haber
consideración de los siguientes parámetros:
‐ Temperatura.
‐ Viscosidad.
‐ Tiempo de reposo.
‐ Dimensionamiento del recipiente.
3.1.12 Pasos para la selección de productos desemulsionante:
1. Se realiza un toma de muestra de crudo emulsionado de campo sin tratar, por cada
una de las empresas suplidoras, y éstas hacen un proceso de selección de sus mejores
productos y los recomiendan a la empresa petrolera.
2. Una vez recibidas las muestras de producto recomendadas por las suplidoras, se
procede a realizar en el laboratorio una prueba de botella, simulando las condiciones

53
dadas en campo, de temperatura de operación y tiempo de reposo, y evaluando la
eficiencia de los productos a diferentes dosificaciones.
Finalmente, se realiza una selección para lo cual se toma en cuenta la concentración
usada, velocidad de separación del agua, contenido de agua remanente en el crudo,
calidad de agua decantada, características de la interfase y precio del producto.
3. Al final del producto seleccionado se evalúa en el campo, ajustando la dosificación a
niveles óptimos.
De acuerdo con los resultados técnico-económicos obtenidos, se define su uso como
sustituto del existente en el sistema o como opción para utilizarlo en caso de
requerimiento.
Existe un procedimiento por el cual debe regirse esta prueba para que sus resultados
sean confiables. Este procedimiento es el siguiente:
1. La muestra debe ser representativa del petróleo emulsionado que va a ser
tratado.
2. La muestra debe ser fresca, y deberá procesarse tan pronto como sea posible.
3. Se deben simular durante la prueba las condiciones de agitación, y temperatura
presentes en el sistema de bombeo de crudo que será utilizado.
3.2 Tratamiento térmico
El tratamiento por calentamiento consiste en el calentamiento del crudo mediante
equipos de intercambio de calor, tales como calentadores de crudo y hornos

54
3.2.1 Calentadores
Los tratadores-calentadores pueden ser de tipo directo e indirecto en función de la forma
en que se aplica el calor.
Dependiendo del tipo de crudo y la temperatura requerida para la deshidratación se
tiene:
3.2.1.1 Tratamiento directo
Se aplica básicamente en crudos pesados que requieran temperaturas de calentamiento
igual o mayores a 180º F la cual se logra haciendo pasar el crudo directamente a través
de calentadores.
GRÁFICA 3.7: SISTEMA DE CALENTADORES DE CRUDOS
FUENTE: MANUAL DE DESHIDRATACIÓN, ING. FAUSTO RAMOS
ELABORADO POR: FRANZ MULKY

55
3.2.1.2 Tratamiento indirecto
Se aplica básicamente en crudos medianos o pesados que requieran temperaturas de
calentamiento en el orden de 160ºF se alcanza inyectando agua caliente a la línea de
crudo.
Se utilizan calentadores similares a los anteriores llamados hornos, para el
calentamiento del agua.
En los calentadores de tipo directo el calor es transferido por contacto directo de la
corriente alimentada con la superficie interna del calentador. Aunque este tipo presenta
problemas de sedimentos y de corrosión pueden manejar mayores volúmenes de fluidos
con menor gasto de combustible que los calentadores indirectos. Operan eficientemente
en procesos de baja presión y donde los fluidos manejados no son muy corrosivos. Los
más utilizados son los calentadores de fuego directo con cajas de fuego de tipo vertical,
como se muestra en la gráfica 3.8.
El diseño normal de un calentador tipo vertical cumple las siguientes funciones:
1) Desgasificado de la emulsión de entrada;
2) Remoción de arenas, sedimentos y agua libre previo al calentamiento;
3) Lavado con agua y calentamiento de la emulsión; 4) Coalescencia y asentamiento de
las gotas de agua.

56
GRÁFICA 3.8: COMPONENTES BÁSICOS DE UN CALENTADOR DE
CRUDO A FUEGO DIRECTO: (1) CUERPO DEL CALENTADOR, (2) CAJA
DE FUEGO, (3) VÁLVULA DE VENTEO, (4) TERMO-VÁLVULA, (5)
ELEMENTO SENSOR DE TEMPERATURA, (6) PILOTO, (7) QUEMADOR, (8)
VÁLVULA DE SEGURIDAD, (9) DISCO DE RUPTURA O RESISTENCIA, (10)
DEPURADOR DE GAS, (11) CHIMENEA.
FUENTE: MANUAL DE DESHIDRATACIÓN, ING. FAUSTO RAMOS
ELABORADO POR: FRANZ MULKY
1
9
11
5
6
8
3
10
4
2
7

57
El crudo deshidratado caliente puede ser usado para precalentar la emulsión de entrada
usando un intercambiador de calor. Los calentadores no son recomendables para
remover grandes cantidades de agua libre, debe usarse un separador EAL o FKW.
Las mismas funciones básicas son previstas en un calentador directo tipo horizontal. La
alimentación es parcialmente desgasificada, luego es direccionada hacia la parte de
abajo del equipo para la separación del agua libre y la arena. Después, la alimentación
es calentada y sufre una última desgasificación. Posteriormente, a través de un
distribuidor pasa a un baño de agua para finalmente pasar a la sección de coalescencia
Las partículas sólidas, tales como arena, escama, productos de corrosión se depositarán
en la parte inferior de estos equipos. Si estos sedimentos no son removidos puede causar
los siguientes problemas: 1) Acumularse y ocupar un volumen importante en el
recipiente y eventualmente bloquear la corriente de alimentación;
2) Bloquear la transferencia de calor, ocasionando finalmente el colapso del equipo de
calentamiento;
3) Interferir en los controles de nivel, ánodos, válvulas, medidores y bombas;
4) Asimismo pueden incrementar el crecimiento bacteriano y la velocidad de corrosión.
Para prevenir la deposición de estos sedimentos se pueden instalar “hidrojets” que
operando a 30 psia por arriba de la presión de operación del calentador, removiendo los
sedimentos para su posterior drenado por la parte inferior del recipiente. Otra alternativa
es usar inhibidores de corrosión.
En los calentadores de tipo indirecto el proceso de transferencia de calor se efectúa
mediante un baño de agua caliente, en el cual se encuentra sumergida la tubería que
transporta la emulsión. Este tipo de calentadores disminuye el riesgo de explosión y son

58
utilizados en instalaciones donde es posible recuperar calor, tales como el gas caliente
de salida de las turbinas.
En general el calentamiento ya sea de tipo directo o indirecto tiene las siguientes
ventajas:
1. Reduce la viscosidad de la fase continua: un incremento en la temperatura de 10 °F
baja la viscosidad de la emulsión por un factor de 2.
2. Incrementa el movimiento browniano y la colisión de las gotas de agua para su
coalescencia.
3. Incrementa la diferencia de densidad entre la salmuera y el crudo.
4. Promueve una mejor distribución del desemulsionante.
5. Disuelve las parafinas cristalizadas que le dan estabilidad a las emulsiones.
6. Debilita la película de emulsionante que rodea a las gotas de agua.
Sin embargo el calentamiento presenta las siguientes desventajas:
1. Provoca la migración de los compuestos más volátiles del crudo hacia la fase gas.
Esta pérdida de livianos ocasiona una disminución de volumen del crudo calentado y
una disminución en su gravedad API.
2. Incrementa los costos de combustible.
3. Incrementa los riesgos en las instalaciones.
4. Requieren mayor instrumentación y control.
5. Causa depósitos de coke.

59
3.3 Tratamiento mecánico
El tratamiento mecánico se caracteriza por utilizar equipos de separación estática y
dinámica que permiten la dispersión de las fases de la emulsión y aceleran el proceso de
separación gravitacional.
La utilización de los métodos mecánicos por si solo son muy poco útiles para el
tratamiento de emulsiones, sin embargo unido al tratamiento químico resulta ser
eficientes.
A continuación daremos una breve descripción de los métodos de deshidratación
estática y dinámica con sus respectivos equipos.
3.3.1 Deshidratación estática
Es el método más utilizado en la Industria petrolera, se aplica para ciertos hidrocarburos
como para crudos medianos y pesados.
Se fundamenta básicamente en lograr la deshidratación del crudo, mediante reposo en
Tanques de Almacenamiento.

60
GRÁFICA 3.9: DESHIDRATACIÓN ESTÁTICA DE CRUDOS
FUENTE: MANUAL DE DESHIDRATACIÓN, ING. FAUSTO RAMOS
ELABORADO POR: FRANZ MULKY
3.3.1.1 Tanques de Techo Flotante
Se define como todo tanque donde el techo flota sobre el contenido del mismo,
generalmente se utilizan para crudo liviano, mediano y/o productos refinados como la
gasolina, kerosén y nafta. La principal función de estos tanques es reducir las pérdidas
por evaporación, y el método utilizado para la determinación (del nivel) de crudo es la
medición directa
3.3.1.2 Tanques de Techo Fijo
Se define tanque de techo fijo, a todo tanque cuyo techo esta soldado o unido a las
paredes del mismo y fijado con soportes al piso manteniendo su rigidez.
Estos tanques debido a que el techo esta estacionario, posee un punto de referencia que
no es más que la altura del tubo de aforo y es determinada desde la placa del piso hasta

61
la parte superior de la boca de aforo. En estos tanques, la medición utilizada es la
medición directa
3.3.1.3 Tanques de techo fijo (domo Geodésico) con cubierta flotante.
Los nuevos techo flotantes internos, son construidos en aluminio y se coloca un domo
geodésico como techo fijo del tanque
3.3.1.4 Ventajas con respecto a un Techo Convencional:
• Es un techo auto sostenible, es decir no necesita columna que lo sostenga,
evitando el tener que perforar el techo flotante interno.
• Se construyen en aluminio, lo cual lo hace más liviano.
• Su colocación es sumamente fácil, se arma en el piso del tanque y luego se
procede a subirlo con grúas manuales.
• Se evita trabajo de soldadura en altura.
• Son mucho duraderos que los techos construidos en acero.

62
GRÁFICA 3.10: TIPOS DE TANQUES
FUENTE: PETROPRODUCCIÓN
ELABORADO POR: FRANZ MULKY
Los componentes de los tanques de almacenamiento son:
• Boca de aforo: Abertura sobre el techo del tanque a través del cual se realizan
las medidas y muestras para el aforo.
• Tubo de Aforo: Es un tubo ranurado generalmente de 6 u 8 pulg. de diámetro
utilizado para introducir la cinta de medición
• Punto de Referencia: Es un punto o marca fija situada en la boca de aforo de un
tanque (techo Fijo) o encima de ella, sobre la cual se sostiene la cinta mientras se
practican las medidas

63
• Altura de Referencia: Distancia vertical entre el punto de referencia y el fondo
del tanque o la placa de nivel cero (0) en el fondo del tanque. Esta distancia debe
ser visible en la parte superior del tanque muy cerca de la boca de visita.
• Sistema de Medición Local: Es por cinta esta localizado en el tanque, lo cual
nos permite tener información sobre la medida del crudo que se encuentra en el
tanque, no es la medida oficial. Este sistema de medición tiene incorporados
protección por bajo nivel y protección por alto nivel emitiendo una alarma en
caso de sobre llenado.
• Válvulas de presión y vacío Esta válvulas son necesarias ya que por ellas el
tanque “respira” debido a : Llenado/Vaciado y Altas temperaturas del petróleo
almacenado Normativa referencial para su diseño es el API 2000
Presión de apertura para presión/vacío es de 22 mm H2O.
• Sellos de Techo en Tanques Flotantes, el techo flota sobre el liquido, o sea al
espejo del producto, evitando la formación del espacio vapor, minimizando las
perdidas por evaporación al exterior y reduciendo el daño al medio ambiente
ambiental y el riesgo de mezclas explosivas.
• El artesón Construcción que se realiza dentro del tanque en la cual la succión
queda inmersa dentro de mismo, generalmente su construcción tiene la
siguientes dimensiones, 3 pies de altura x 6 pies de diámetro, su función

64
principal es la de evitar que el tanque succione agua del fondo mientras se
encuentra bombeando .
• Rompe Vórtice. Consiste en construir una campana al final del tubo de succión
con 6 deflectores distante 60 º una de la otra , en el interior del tanque, siendo su
función principal evitar la turbulencia durante el bombeo del tanque.
• Equipo Drenaje Automático. Está compuesto por un sensor crudo agua,
controlador con banda proporcional, válvula de control un registro, la función
principal es que una vez que el tanque reciba producción o transferencia y
alcance un nivel de agua donde se requiera drenar, automáticamente el tanque
comienza a drenar hasta un nivel predeterminado, esta acción debe estar vigilada
por la sala de control para evitar en caso de que el sensor se descalibre el tanque
drene más de lo necesario.
3.3.2 Deshidratación dinámica
Es el proceso mediante el cual la Deshidratación del Crudo se realiza en forma continua
las 24 horas del día.
Generalmente se realiza mediante Tanques de Lavados, en los cuales se mantiene un
colchón de agua, donde el crudo se lava.

65
GRÁFICA 3.11: DESHIDRATACIÓN DINÁMICA DE CRUDOS
FUENTE: MANUAL DE DESHIDRATACIÓN, ING. FAUSTO RAMOS
ELABORADO POR: FRANZ MULKY
Se utiliza en la deshidratación de crudos medianos y crudos pesados hasta de 11 grados
ºAPI
El crudo debe estar tratado química y si se requiere térmicamente de manera que la
emulsión O/W entre en el colchón de agua ya desestabilizada y el lavado sea efectivo.
En un tanque de lavado, se tiene tres zonas bien definidas:
• La Zona Superior correspondiente al crudo deshidratado o en proceso de
deshidratación
• La sección Media o interfase constituida por emulsión.
• La sección inferior constituida por el colchón de agua.
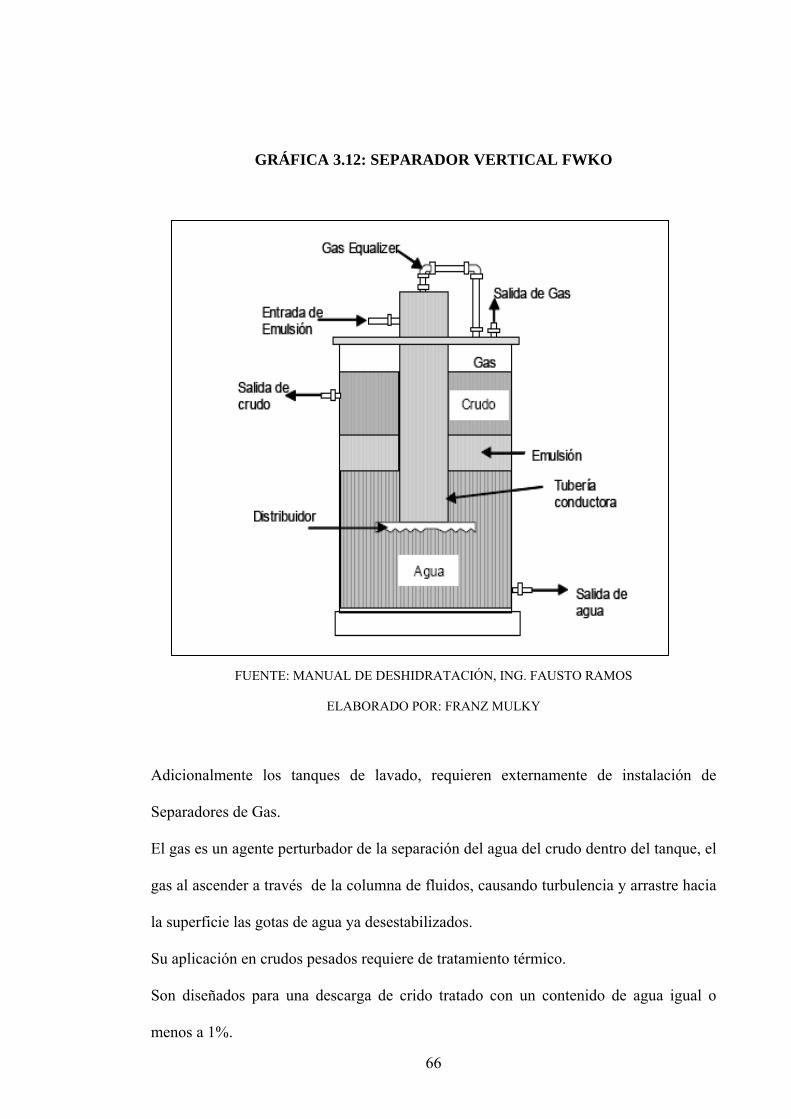
66
GRÁFICA 3.12: SEPARADOR VERTICAL FWKO
FUENTE: MANUAL DE DESHIDRATACIÓN, ING. FAUSTO RAMOS
ELABORADO POR: FRANZ MULKY
Adicionalmente los tanques de lavado, requieren externamente de instalación de
Separadores de Gas.
El gas es un agente perturbador de la separación del agua del crudo dentro del tanque, el
gas al ascender a través de la columna de fluidos, causando turbulencia y arrastre hacia
la superficie las gotas de agua ya desestabilizados.
Su aplicación en crudos pesados requiere de tratamiento térmico.
Son diseñados para una descarga de crido tratado con un contenido de agua igual o
menos a 1%.

67
Su funcionamiento es muy susceptible a cambios en sus variables de control y
operación:
• Variación de la temperatura del crudo
• Nivel del colchón de agua
• Incremento en la velocidad de llenado del tanque
Debido a esto se requiere del uso de tanques de almacenamiento que reciban la descarga
de crudo del tanque de lavado.
En los tanques de lavado, es común:
• Formación de canales preferenciales
• Zonas muertas dentro del tanque
El asentamiento gravitacional se lleva a cabo en grandes recipientes llamados tanques,
sedimentadores, tanques de lavado, “gun barrels” y eliminadores de agua libre (EAL ó
“Free Water Knock-out FWK”). Los eliminadores de agua libre (EAL) son utilizados
solamente para remover grandes cantidades de agua que es producida en la corriente,
pero que no está emulsionada y se asienta fácilmente en menos de 5-20 minutos. El
crudo de salida de un EAL todavía contiene desde 1 hasta 30 % de agua emulsionada.

68
GRÁFICA 3.13: SEPARADOR HORIZONTAL FWKO
FUENTE: MANUAL DE DESHIDRATACIÓN, ING. FAUSTO RAMOS
ELABORADO POR: FRANZ MULKY
En el interior de estos recipientes que son de simple construcción y operación, se
encuentran bafles para direccionar el flujo y platos de coalescencia. El agua es removida
por la fuerza de gravedad y esta remoción provoca ahorros en el uso de combustible de
los calentadores. Un calentador requiere de 350 Btu para calentar un barril de agua en
1°F, pero solamente requiere 150 Btu para calentar 1 barril de crudo en 1°F. El
calentamiento de agua, aparte de que es un desperdicio de energía provoca problemas de
incrustación y requiere del uso adicional de tratamiento químico muy costoso para
prevenir la incrustación.

69
Los eliminadores de agua libre (EAL), no son lo mejor ya que ellos solo remueven el
agua libre. Están protegidos por ánodos de sacrificio y por aditivos para prevenir la
corrosión por el efecto del agua de sal.
Otro sistema que es importante mencionar son los tanques de lavado o comúnmente
llamados “Gun Barrels”. Estos recipientes usualmente operan con media parte de agua
(colchón de agua) y la otra parte lo cubre el petróleo. Su funcionamiento consiste en que
la emulsión entra al área de desgasificación, donde se produce la liberación del gas
remanente a través del sistema de venteo.
Seguidamente, la fase líquida desciende por el tubo desgasificador y entra a la zona del
agua de lavado a través de un distribuidor, que se encarga de esparcir la emulsión lo
más finamente posible a fin de aumentar el área de contacto entre el agua de lavado y la
emulsión, favoreciendo así la coalescencia de las partículas de agua. La emulsión fluye
a través del agua en el interior del tanque de lavado siguiendo la trayectoria forzada por
bafles internos que permiten incrementar el tiempo de residencia. El petróleo por ser
más liviano que la emulsión asciende pasando a formar parte de la zona correspondiente
al petróleo deshidratado.
Este proceso de deshidratación se ve afectado por altas velocidades de flujo, exceso de
gas, descensos en la temperatura del fluido y recuperación de emulsiones envejecidas;
por lo tanto, la eficiencia del mismo depende del control total de estas variables. Tienen
un tiempo de residencia entre 3 a 36 horas. Entre los equipos más utilizados por la
industria petrolera se mencionan los tanques de lavado de tipo helicoidal, los de tipo
rasurado, concéntrico o araña.

70
En la siguiente gráfica 3.14 podemos verificar el tiempo en el cual se tardaría en
terminar el proceso de deshidratado del crudo mediante el método de tratamiento
mecánico.
GRÁFICA 3.14: SECUENCIA DE DESHIDRATACIÓN POR ASENTAMIENTO
FUENTE: PETROPRODUCCIÓN
ELABORADO POR: FRANZ MULKY

CAPÍTULO IV

71
CAPÍTULO IV
4. TRATAMIENTO ELÉCTRICO
Los procesos de deshidratación electrostática consisten en someter la emulsión a un
campo eléctrico intenso, generado por la aplicación de un alto voltaje entre dos
electrodos. Este dispositivo, generalmente tiene características similares a los de los
equipos de separación mecánica presurizados, añadiendo a éstos el sistema de
electrodos y de generación de alto voltaje. La aplicación del campo eléctrico sobre la
emulsión induce a la formación de dipolos eléctricos en las gotas de agua como indica
la figura 4.1, lo que origina una atracción entre ellas, incrementando su contacto y su
posterior coalescencia. Como efecto final se obtiene un aumento del tamaño de las
gotas, lo que permite la sedimentación por gravedad.
4.1 Partes de un deshidratador electrostático
Un deshidratador electrostático está dividido en 3 secciones, gráfica 4.2. La primera
sección ocupa aproximadamente el 50% de su longitud y es llamada “Sección de
calentamiento”. La segunda sección es llamada “Sección central o control de nivel” y
esta ocupa por alrededor del 10% de su longitud ubicada adyacente a la sección de
calentamiento. La tercera sección ocupa el 40% de la longitud del deshidratador y es
denominada “Sección de asentamiento” del agua suspendida para producir crudo
limpio. Las parrillas de electrodos de alto voltaje están localizadas en la parte superior
del recipiente, arriba de la interfase agua aceite.
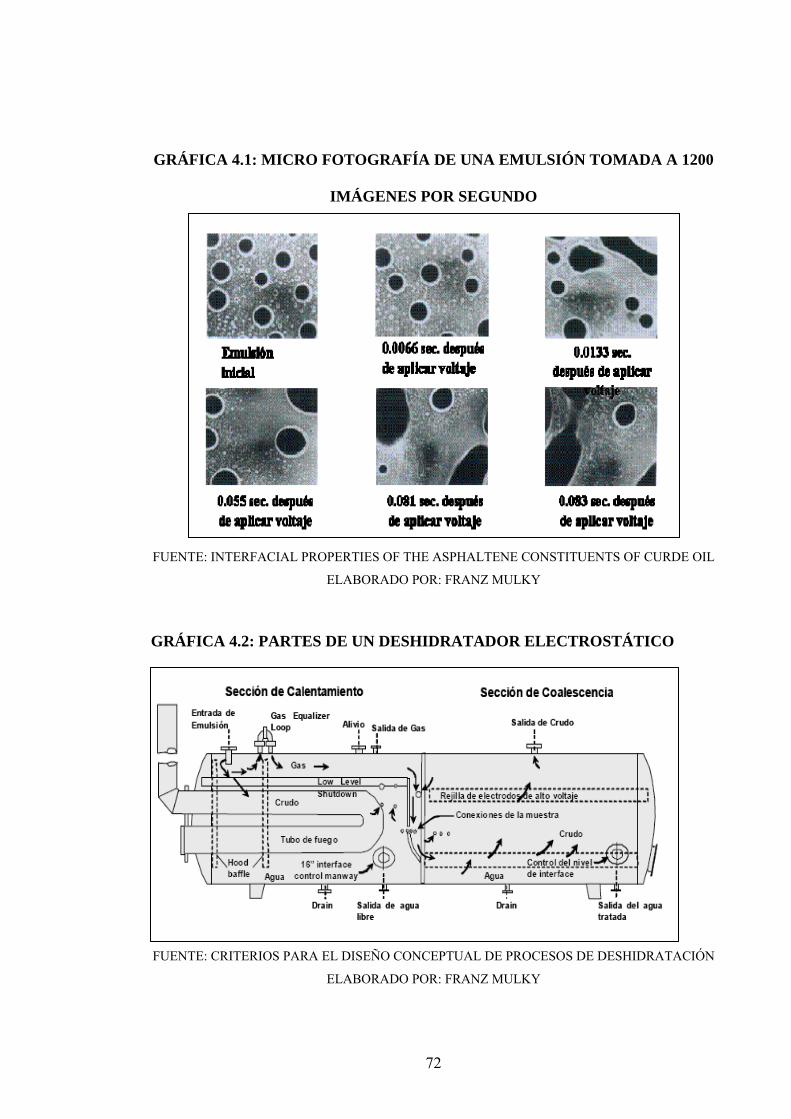
72
GRÁFICA 4.1: MICRO FOTOGRAFÍA DE UNA EMULSIÓN TOMADA A 1200
IMÁGENES POR SEGUNDO
FUENTE: INTERFACIAL PROPERTIES OF THE ASPHALTENE CONSTITUENTS OF CURDE OIL
ELABORADO POR: FRANZ MULKY
GRÁFICA 4.2: PARTES DE UN DESHIDRATADOR ELECTROSTÁTICO
FUENTE: CRITERIOS PARA EL DISEÑO CONCEPTUAL DE PROCESOS DE DESHIDRATACIÓN
ELABORADO POR: FRANZ MULKY

73
4.2 Principio de la deshidratación electrostática
La deshidratación electroestática consiste en la aplicación de un campo eléctrico, que
induce una orientación polarizada de cargas sobre las moléculas en la superficie de las
gotas de agua.
Los cambios de polaridad del campo eléctrico aplicado ocasionan una alta frecuencia de
choques entre las gotas de agua.
El principio electroestático de coalescencia se basa en la estructura de la molécula de
agua, que corresponde a un campo eléctrico por su configuración.
Se puede interpretar que un extremo es negativo y lo constituyente el átomo de
oxígeno, y que el otro extremo es positivo lo constituyente los átomos de hidrogeno.
La molécula del agua se representa por un modelo triangular donde el ángulo de los
enlaces O-H es de 105 grados aproximadamente, debido al carácter Electronegativo del
Oxígeno.
GRÁFICA 4.3: MODELO TRIANGULAR DE UNA MOLÉCULA DE AGUA
FUENTE: CRITERIOS PARA EL DISEÑO CONCEPTUAL DE PROCESOS DE DESHIDRATACIÓN
ELABORADO POR: FRANZ MULKY
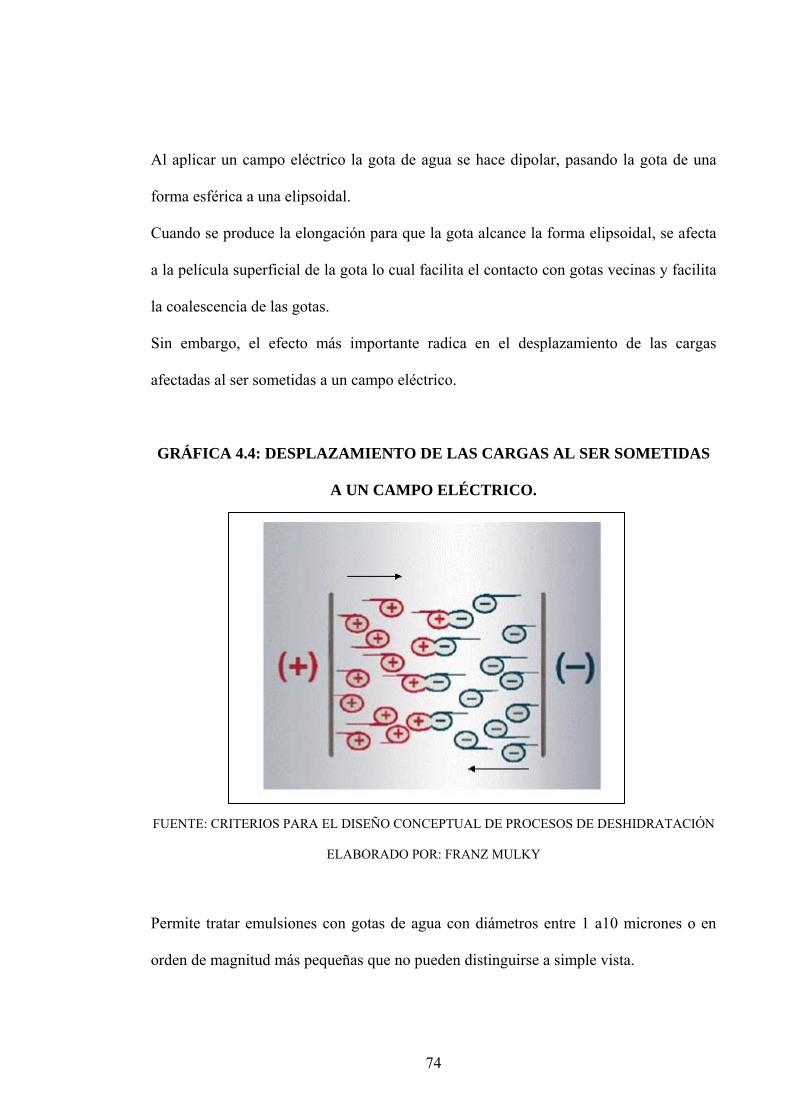
74
Al aplicar un campo eléctrico la gota de agua se hace dipolar, pasando la gota de una
forma esférica a una elipsoidal.
Cuando se produce la elongación para que la gota alcance la forma elipsoidal, se afecta
a la película superficial de la gota lo cual facilita el contacto con gotas vecinas y facilita
la coalescencia de las gotas.
Sin embargo, el efecto más importante radica en el desplazamiento de las cargas
afectadas al ser sometidas a un campo eléctrico.
GRÁFICA 4.4: DESPLAZAMIENTO DE LAS CARGAS AL SER SOMETIDAS
A UN CAMPO ELÉCTRICO.
FUENTE: CRITERIOS PARA EL DISEÑO CONCEPTUAL DE PROCESOS DE DESHIDRATACIÓN
ELABORADO POR: FRANZ MULKY
Permite tratar emulsiones con gotas de agua con diámetros entre 1 a10 micrones o en
orden de magnitud más pequeñas que no pueden distinguirse a simple vista.

75
El campo origina la concentración de cargas, el alargamiento de las gotas de agua en
forma esferoide ovalada y promueve el contacto agua/agua por el estiramiento del
material “interfacial” en los polos de las gotas.
Los gradientes que generalmente se aplican tienen una variación entre 0.5 a 5.0 Kv/cm.
Gradientes fuera de este rango, conducen a una disminución marcada de la eficiencia
del tratamiento.
Cuando una gota crece se acerca a un tamaño critico en y recibe gradientes
innecesariamente más altos, estos disipan la fuerza y ocasionan la ruptura de las gotas
más grandes.
GRÁFICA 4.5: GOTA DISPERSANDO DENTRO DE UN CAMPO
CONCENTRADO
FUENTE: PETROPRODUCCIÓN
ELABORADO POR: FRANZ MULKY
Actúa en campo eléctrico de dipolos inducidos, es operativa en cualquiera de los
sistemas eléctricos A.C o D.C, y ocurre en el espacio abierto de los electrodos. En el
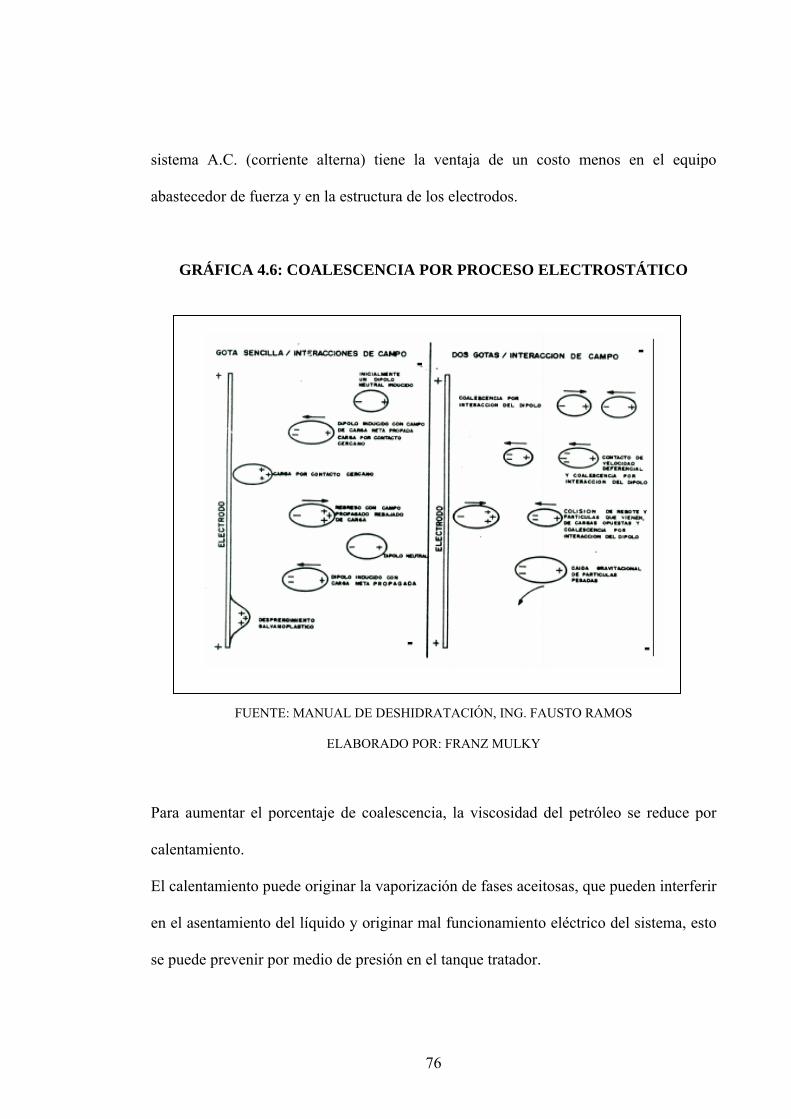
76
sistema A.C. (corriente alterna) tiene la ventaja de un costo menos en el equipo
abastecedor de fuerza y en la estructura de los electrodos.
GRÁFICA 4.6: COALESCENCIA POR PROCESO ELECTROSTÁTICO
FUENTE: MANUAL DE DESHIDRATACIÓN, ING. FAUSTO RAMOS
ELABORADO POR: FRANZ MULKY
Para aumentar el porcentaje de coalescencia, la viscosidad del petróleo se reduce por
calentamiento.
El calentamiento puede originar la vaporización de fases aceitosas, que pueden interferir
en el asentamiento del líquido y originar mal funcionamiento eléctrico del sistema, esto
se puede prevenir por medio de presión en el tanque tratador.

77
GRÁFICA 4.7: DESHIDRATADOR ELECTROSTÁTICO CON
CALENTAMIENTO
FUENTE: PETROPRODUCCIÓN
ELABORADO POR: FRANZ MULKY
4.3 Acción del campo eléctrico de un deshidratador electrostático
Las gotas de agua (conductivas) dispersas en la fase continua aceite (no conductivo)
sometidas a un campo eléctrico, son forzadas a unirse por uno de los tres fenómenos
siguientes:
1. Las gotas de agua se polarizan y tienden a alinearse entre sí, por lo opuesto de sus
cargas.
2. Debido a una carga inducida, las gotas de agua con atraídas a uno de los electrodos,
donde se reúnen y coalescen como sigue:
• En un campo de corriente alterna (CA) las gotas vibran, se juntan y coalescen.
• En un campo de corriente directa (CD), las pequeñas gotas de agua tienden a
reunirse en los electrodos, formando gotas cada vez más grandes hasta que se
precipitan por gravedad.

78
3. El campo eléctrico tiende a distorsionar y debilitar la película envolvente de la gota
de agua hasta que se rompe, quedando el agua libre y lista para precipitarse.
Los equipos tratadores electrostáticos son equipados con un mecanismo externo
especial para ajustar el gradiente de voltaje del campo eléctrico, ya que por experiencia
se ha demostrado que debido a un cambio en las condiciones de producción, se puede
generar un efecto contrario y formar una emulsión más fuerte, lo cual requiere un ajuste
del campo eléctrico a las nuevas condiciones de producción.
4.4 Comparación entre los procesos de deshidratación mecánico y eléctrico
A continuación vamos a realizar una comparación entre los procesos de deshidratación
mediante tanques de lavado y el uso de tratadores electroestáticos:
‐ Gravedad API: los tanques de lavado se usan para gravedades igual o mayor a
12 grados API; los separadores electroestáticos son utilizados en rangos amplios
entre 10 a 120 grados API
‐ Tiempo de residencia: en los tanques de lavado varía entre 4 a36 horas versus 1
a 3 horas en tratadores electroestáticos.
‐ Coalescencia:
a) En los tanques de lavado la coalescencia se logra mediante uso de
demulsificantes, variación de temperatura y el lavado del crudo en el colchón
de agua.

79
b) En los tratadores electroestáticos la coalescencia se logra básicamente por el
efecto del campo electroestático, aunque se pueden aumentar mediante el
uso de demulsificantes y aplicación de calor.
‐ Espacio requerido: los tanques de lavado requieren espacios considerablemente
mayores que lo ocupados por los tratadores electroestáticos
‐ Costos de inversión: los costos de inversión del equipo electroestáticos, así
como los gastos de energía son mayores que los correspondientes a los tanques
de lavado.
‐ Perdidas de fracciones livianas: son mayores en los tanques de lavado quienes
operan a presión atmosféricas.
‐ Consumo de demulsificantes: el requerimiento o consumo de productos
demulsificantes es menos en los tratadores electroestáticos.
‐ Aislantes térmicos: los tratadores electroestáticos trabajan a muy altas
temperaturas, por lo cual requieren del uso de aislantes térmicos, los tanques de
lavado por lo general no usan aislantes térmicos o su uso no es esencial.
‐ Personal de supervisión: la deshidratación electroestática requiere de
supervisión especializada, no así los tanques de lavado, quienes requieren de
supervisión, pero la misma no se requiere que sea especializada.

80
4.5 Ventajas de un deshidratador electrostático
Entre las ventajas que posee los deshidratadores electrostáticos en comparación con los
sistemas de tanques de lavado es que son menos afectados en su operación por las
características de los crudos (densidad, viscosidad), agua o agentes emulsionantes,
ofrecen mayor flexibilidad, el tiempo de residencia asociado es relativamente corto y
por otra parte, son de menor dimensión. (VER ANEXO 4). Además, con el tratamiento
electrostático se obtiene una mejor calidad del agua separada y una mayor flexibilidad
en cuanto a las fluctuaciones o variaciones en los volúmenes de producción.
Estos equipos se utilizan cuando la velocidad de asentamiento por gravedad es muy
lenta, dada por la Ley de Stokes. Por ejemplo una gota de agua de 20 micras de
diámetro en un crudo de 33 °API a 100 °F y una viscosidad de 6,5 cp se asienta a una
velocidad de 0,07 ft/hr.
Como la molécula de agua es polar, el campo eléctrico incrementa la coalescencia de las
gotas dispersas en el aceite por dos mecanismos que actúan simultáneamente:
1. Sometidas a un campo electrostático, las gotas de agua adquieren una carga
eléctrica neta.
2. La distribución al azar de las gotas de agua en el seno del aceite al pasar por el
campo electrostático se alinean con su carga positiva orientada al electrodo
cargado (negativo).

81
Estas fuerzas de atracción electrostática pueden ser mucho más grandes que la fuerza de
gravedad presente. La relación de fuerza electrostática con la fuerza de gravedad es de
aproximadamente de 1.000 para gotas de agua de 4 micras de diámetro en crudo de 20°
API expuesto a un gradiente eléctrico típico de 5 kilovoltios/pulgada.
4.6 Factores intervinientes para el uso del deshidratador electrostático
Los tratadores electrostáticos son usados generalmente cuando existen las siguientes
circunstancias:
• Cuando el gas combustible para calentar la emulsión no está disponible o es muy
costoso.
• Cuando la pérdida de gravedad API es económicamente importante.
• Cuando grandes volúmenes de crudo deben ser tratados en una planta a través de
un número mínimo de recipientes.
Otras ventajas del tratamiento electrostáticos son:
• La emulsión puede ser rota a temperaturas muy por abajo que la que requieren
los tratadores-calentadores.
• Debido a que sus recipientes son mucho más pequeños que los calentadores,
eliminadores de agua libre y gun-barrels, son ideales para plataformas petroleras
marinas.
82
• Pueden remover mayor cantidad de agua que otros tratadores.
• Las bajas temperaturas de tratamiento provocan menores problemas de corrosión
e incrustación.
4.7 Procedimiento de diseño de un deshidratador electrostático
• Hallar la viscosidad del crudo a la entrada del tratador
ECUACIÓN 4.1: VISCOSIDAD DE ENTRADA DEL TRATADOR
FUENTE: SHELL. “OIL HANDLING AND TREATING HANDBOOK”
ELABORADO POR: FRANZ MULKY
Donde:
µO : Viscosidad del aceite, (cp)
T : Temperatura del aceite, (ºF)
z = 3.0324 – 0.02023 G
G: Gravedad específica del aceite, ºAPI
110 −≈ xoµ

83
O por medio de la siguiente gráfica:
GRÁFICA 4.8: TEMPERATURA EN FUNCIÓN A LA VISCOSIDAD DEL
ACEITE
FUENTE: PETROPRODUCCIÓN
ELABORADO POR: FRANZ MULKY
• Hallar la velocidad de flujo que manejarían las parrillas con cada tipo de
corriente
ECUACIÓN 4.2: VELOCIDAD DE FLUJO DE PARRILLAS
6.0
⎟⎟⎠
⎞⎜⎜⎝
⎛ ∆==
o
o CA
Qvµρ
FUENTE: SHELL. “OIL HANDLING AND TREATING HANDBOOK”
ELABORADO POR: FRANZ MULKY

84
Donde
Qo = Tasa de flujo de aceite, (m3/s)
A = Área optima de las parrillas, (m2)
µο = Viscosidad del crudo, (Pa*s)
∆ρ = Diferencia de densidad entre el agua y el aceite, (Kg/m3)
C = Constante que depende del tipo de corriente. (m3/s2)
• Elegir el tipo de corriente con el que vamos a trabajar
‐ Constante C para corriente Directa:
18.5 exp -6
‐ Constante C para corriente Alterna:
23 exp -6
‐ Constante C para sistema AC/DC:
28 exp -6
• Hallar el área optima de las parrillas para el tratamiento del crudo.
ECUACIÓN 4.3: ÁREA ÓPTIMA DE LAS PARRILLAS
FUENTE: SHELL. “OIL HANDLING AND TREATING HANDBOOK”
ELABORADO POR: FRANZ MULKY
Donde
Qo = Tasa de flujo de aceite, (m3/s)
v = Velocidad de flujo, (m2/s)
vQA o=

85
• Determinar el tipo de emulsión que se tiene en la entrada al tratador de acuerdo a
la siguiente gráfica y a la siguiente tabla.
GRÁFICA 4.9: VISCOSIDAD DEL ACEITE EN FUNCIÓN AL DIÁMETRO DE
LAS GOTAS DE AGUA
FUENTE: PETROPRODUCCIÓN
ELABORADO POR: FRANZ MULKY
Con lo que podemos determinar que:
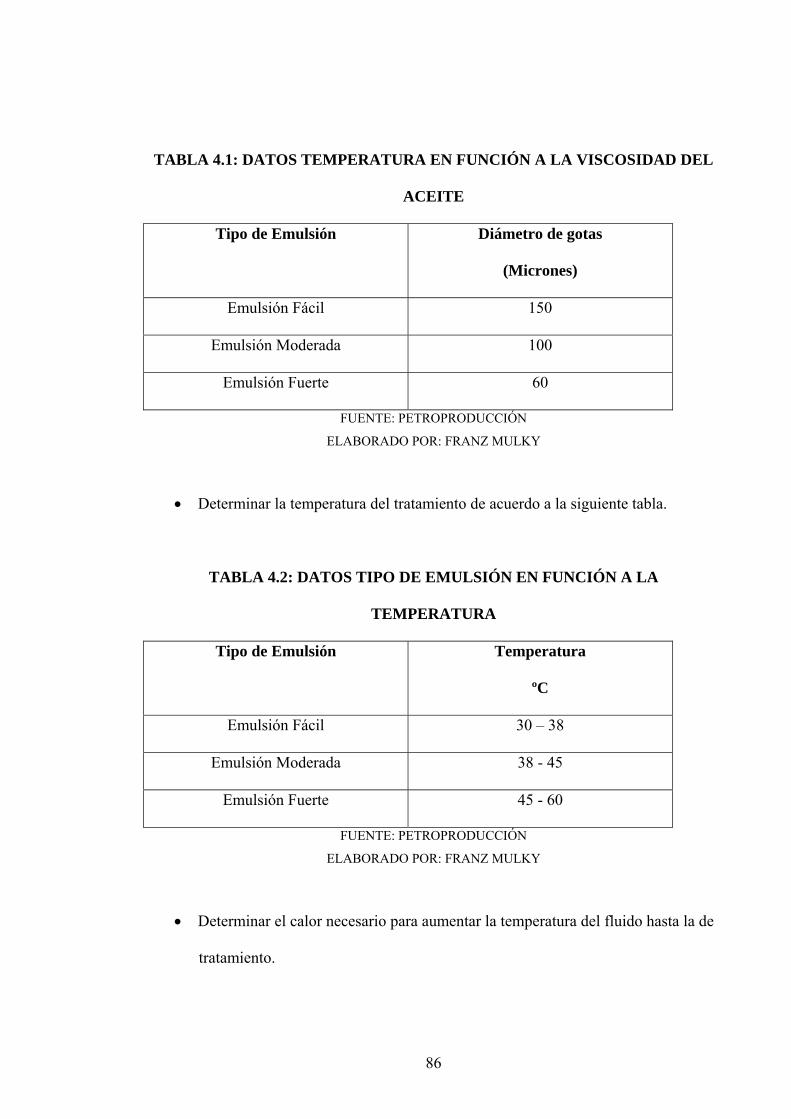
86
TABLA 4.1: DATOS TEMPERATURA EN FUNCIÓN A LA VISCOSIDAD DEL
ACEITE
Tipo de Emulsión
Diámetro de gotas
(Micrones)
Emulsión Fácil 150
Emulsión Moderada 100
Emulsión Fuerte 60
FUENTE: PETROPRODUCCIÓN
ELABORADO POR: FRANZ MULKY
• Determinar la temperatura del tratamiento de acuerdo a la siguiente tabla.
TABLA 4.2: DATOS TIPO DE EMULSIÓN EN FUNCIÓN A LA
TEMPERATURA
Tipo de Emulsión
Temperatura
ºC
Emulsión Fácil 30 – 38
Emulsión Moderada 38 - 45
Emulsión Fuerte 45 - 60
FUENTE: PETROPRODUCCIÓN
ELABORADO POR: FRANZ MULKY
• Determinar el calor necesario para aumentar la temperatura del fluido hasta la de
tratamiento.

87
ECUACIÓN 4.4: CALOR NECESARIO PARA AUMENTAR LA TEMPERATURA DEL FLUIDO
FUENTE: SHELL. “OIL HANDLING AND TREATING HANDBOOK”
ELABORADO POR: FRANZ MULKY
DONDE
q = Calor, (Kj/s)
Qo = Tasa de flujo de aceite, (m3)
∆T = Incremento de temperatura, (ºC)
Cp = Calor Específico, (Kj / Kg ºC)
ρo = Densidad del aceite, (Kg/m3)
4.8 Ejemplo de diseño de un tratador termo-electrostático
DATOS
Gravedad del aceite = 26ºAPI,
ρo = 898 Kg/m3
ρw = 1040 Kg/m3
Flujo de aceite = 7500 BPD (0.014 m3/s)
Temperatura de entrada = 90ºF (32 ºC)
TCpQq oo ∆≈ *** ρ

88
1. Se halla la viscosidad del crudo a la entrada del tratador
De la gráfica, con T = 90 ºF y G = 26ºAPI tenemos:
µ = 79 cp (0.079 Pa*s)
2. Se halla la velocidad de flujo que manejarían las parrillas
DCACsmv
ACsmv
DCsmv
/......../10*1.25079.0
898104010*28
......../10*63.20079.0
898104010*23
......./10*5.16079.0
898104010*5.18
46.0
6
46.0
6
46.0
6
−−
−−
−−
=⎟⎠⎞
⎜⎝⎛ −
=
=⎟⎠⎞
⎜⎝⎛ −
=
=⎟⎠⎞
⎜⎝⎛ −
=
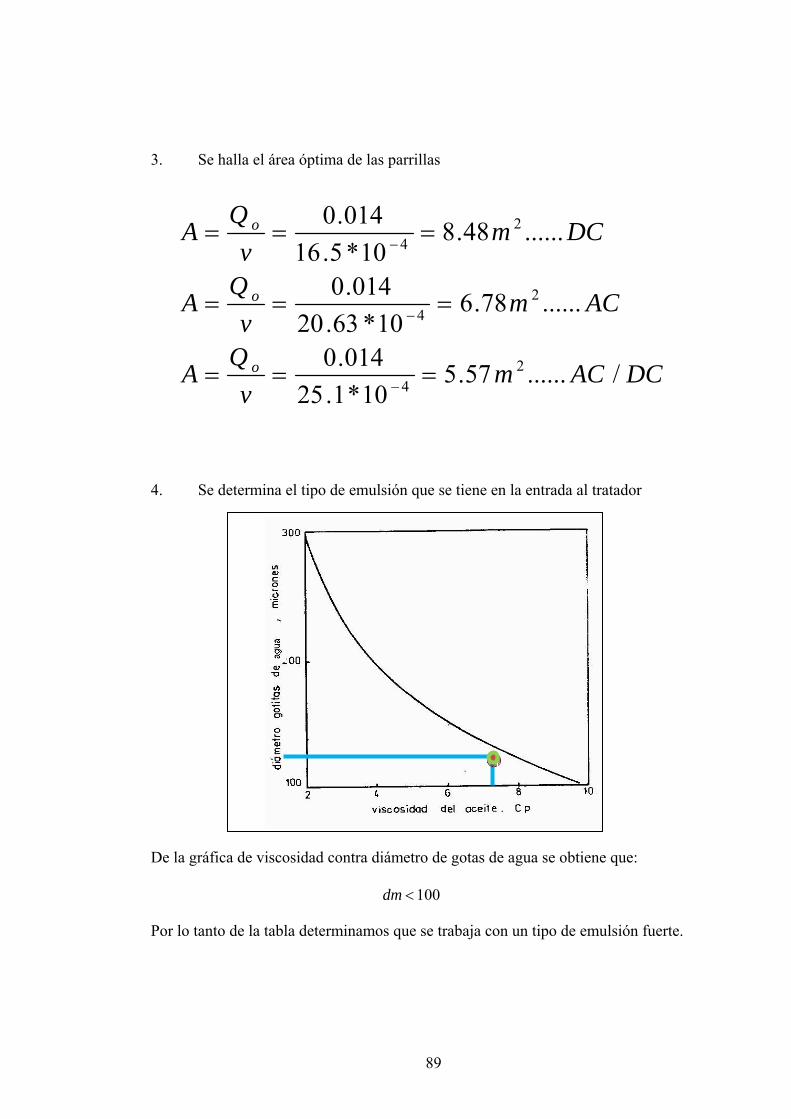
89
3. Se halla el área óptima de las parrillas
4. Se determina el tipo de emulsión que se tiene en la entrada al tratador
De la gráfica de viscosidad contra diámetro de gotas de agua se obtiene que:
Por lo tanto de la tabla determinamos que se trabaja con un tipo de emulsión fuerte.
DCACmv
QA
ACmv
QA
DCmv
QA
o
o
o
/......57.510*1.25
014.0
......78.610*63.20
014.0
......48.810*5.16
014.0
24
24
24
===
===
===
−
−
−
100<dm

90
5. Se determina la temperatura del tratamiento
Tipo de Emulsión
Temperatura
ºC
Emulsión Fácil 30 – 38
Emulsión Moderada 38 - 45
Emulsión Fuerte 45 - 60
Escogemos como temperatura de tratamiento 55 ºC.
6. Determinar el calor necesario para aumentar la temperatura
Para este caso se podría instalar un tratador con las siguientes características.
Unidad AC
Longitud total = 5.7 m , (19 ft)
Diámetro = 2.1 m , (84”)
Área de las parrillas = 6.78 m2 , (75.33 ft2)
Transformador de 25 KVA
Tubos de fuego : 520.48 Kj/s
Temperatura de operación = 55 ºC , (131 ºF)
Potencial Aplicado = 20000 voltios
sKjqq
/48.520)3255(*898*8.1*014.0
=−=

CAPÍTULO V

91
CAPÍTULO V
5. CONCLUSIONES Y RECOMENDACIONES
5.1 Conclusiones
Un deshidratador electrostático debe combinar entre los procesos físicos, térmicos,
químicos y eléctricos para obtener un mejor resultado y favorecer a la coalescencia.
La dosificación del químico demulsificante se lo debe realizar en el sitio, mediante
pruebas de botella; por medio de la determinación de las condiciones físicas del crudo,
estas son:
• Contenido de agua al ingreso
• Temperatura de ingreso
• Presión de entrada
• Caudal
• Voltaje de la rejillas
• API del crudo

92
La evaluación de la eficiencia del deshidratador electrostático se la determina con el
porcentaje de BSW de salida del equipo, cumpliendo así con el Acuerdo Ministerial Nº
014, artículo 10 literal A, emitido por el Ministerio de Energía y Minas. Dicho
documento inscribe que el porcentaje debe ser menor al 1% para poder ser transportado
a través del SOTE.
Se debe realizar pruebas de laboratorio para la selección de un demulsificante para cada
tipo de crudo, ya que cada químico no actúa cual igual eficiencia en los diferentes tipos
de crudo.
En el presente trabajo se demuestra las ventajas y desventajas de los diferentes
tratamientos de deshidratación, por lo que el operador debe conocer los procedimientos
para poder trabajar con los distintos tipos de crudos y optimizar los resultados.
El proceso de deshidratación estática tiene una duración de 30 a 40 hora, mientras que el
proceso de deshidratación electrostática varía de 1 a 3 horas. Demostrando así su mayor
eficiencia.

93
5.2 Recomendaciones
El personal que trabaja con los diferentes procesos de deshidratación debe estar
constantemente capacitándose, para lograr un correcto manejo de las variables del
proceso que se manifiestan en un deshidratador electrostático.
Difundir el proceso de deshidratación, ya que se debería implementar estos mecanismos
en nuestro país, debido a que la mayoría de los campos son maduros y los fluidos que
extraemos producen alrededor de un 45% de contenido de agua, anteriormente se
producía del 4 al 5%, por lo cual se podía tratar con métodos térmicos y mecánicos.
Actualmente, debido al alto porcentaje de agua que extraemos se debería introducir el
método de deshidratación electrostática, para reducir el contenido BSW y cumplir con
el Acuerdo Ministerial Nº 014, artículo 10 literal A y poder transportar el crudo
producido a través del Sistema de Oleoducto Transecuatoriano (SOTE).

94
GLOSARIO DE TÉRMINOS
A
• AGUA DE FORMACIÓN: Agua que se encuentra conjuntamente con el
petróleo y el gas en los yacimientos de hidrocarburos. Puede tener diferentes
concentraciones de sales minerales.
• AGUA RESIDUAL: Aguas resultantes de la utilización en las actividades
humanas, domésticas o industriales, que se vierten como afluentes.
• API: American Petroleum Institude; organismo que regula los procesos que se
realizan en el campo petrolero mediante normas estandarizadas.
• ASTM: Siglas de la Sociedad Americana de Ensayos y Materiales, organismo
con sede en Estados Unidos de Norteamérica, que entre otras actividades
establece los métodos de ensayo para ser utilizados en los diferentes
laboratorios.
B
• BARRIL: Unidad de medida de volumen para petróleo y derivados; equivales
42 galones americanos o 158.98 litros medidos a 60 ºF y a nivel del mar.
• BARRILES POR DÍA: En términos de producción, el número de barriles de
aceite que produce un pozo en un período de 24 horas, normalmente se toma una
cifra promedio de un período de tiempo largo. (En términos de refinación, el
número de barriles recibidos o la producción de una refinería durante un año,
divididos por trescientos sesenta y cinco días menos el tiempo muerto utilizado
para mantenimiento).

95
• BSW: Contenido de agua y sedimentos que se tiene en un fluido y que se lo
determina por medio de pruebas de laboratorio.
C
• CATALIZADOR: Una substancia que ayuda o promueve una reacción química
sin formar parte del producto final. Hace que la reacción tenga lugar más
rápidamente o a menor temperatura, y permanece sin cambio al final de la
reacción. En procesos industriales, sin embargo, el catalizador debe ser
cambiado periódicamente para mantener una producción económica.
• CIRCULACIÓN DE GAS O RECIRCULACIÓN: Un proceso en el cual el
gas producido es reinyectado al yacimiento después de haberle quitado el
condensado. Esto es para mantener la presión del yacimiento y para impedir que
el condensado se "condense" dentro del yacimiento y después se dificulte
recuperarlo. Esta es llamada condensación retrógrada.
D
• DISTRIBUCIÓN: Después que el gas ha sido procesado, es transportado a
través de gasoductos hasta centros de distribución local, para ser medido y
entregado a los clientes o en nuestro caso va a ser usado como combustible.
• DUCTO: Tubería para el transporte de crudo o gas natural entre dos puntos, ya
sea tierra adentro o tierra afuera.
E
• ESTACIÓN DE CONTROL: Una estación de carga manual es la que permite
la interrupción entre el modo manual y el modo automático de un lazo de

96
control, se puede decir que es la interface del operador con un sistema de
control distribuido y puede relacionarse como estación de control.
• EMULSIÓN: Mezcla de dos líquidos mutuamente inmiscibles, uno de los
cuales está disperse en forma de pequeñísimas gotas en el otro y estabilizado
por un agente emulsionante.
• EVALUACIÓN DEL IMPACTO AMBIENTAL EIA: Evaluación del
impacto de una instalación o actividad sobre el medio ambiente que la rodea,
realizada antes de que el trabajo sobre esa actividad haya comenzado. El estudio
base original, parte clave de este proceso, describe las condiciones originales.
F
• FUNCIÓN: Propósito de o una acción realizada por un instrumento.
G
• GAS LICUADO DE PETRÓLEO: El GLP está compuesto de propano,
butano, o una mezcla de los dos, la cual puede ser total o parcialmente licuada bajo
presión con objeto de facilitar su transporte y almacenamiento. El LPG puede
utilizarse para cocinar, para calefacción o como combustible automotriz.
H
• HIDROCARBURO: Cualquier compuesto o mezcla de compuestos, sólido,
líquido o gas que contiene carbono e hidrógeno (ej.: carbón, aceite crudo
liviano, mediano o pesado, y gas natural).
97
I
• IDENTIFICACIÓN: Secuencia de letras, dígitos o ambos que son usados para
designar un instrumento.
• INSTRUMENTACIÓN: Una colección de instrumentos o sus aplicaciones
para un propósito de observación, medida, control o alguna combinación de
estas.
• INSTRUMENTO: Recurso usado directa o indirectamente para medir y/o
controlar una variable.
L
• LÍNEA DE DESCARGA: Canal o tubo instalado entre las conexiones de la
superficie en la boca del pozo y la zaranda vibratoria a través de la cual pasa el
lodo de perforación en su viaje de vuelta desde el fondo hasta la superficie.
• LÍNEA DE FLUJO: Tubería que va desde el cabezal de un pozo hasta la
estación de recolección. Su objetico es transportar el fluido que sale del pozo
hasta los separadores de la estación de recolección.
M
• MEDIDA: La determinación de la existencia de una magnitud o una variable.
• METANO: La más pequeña de las moléculas de los hidrocarburos, con un
átomo de carbono y cuatro átomos de hidrógeno. Es el componente principal
del gas natural, pero también está presente en las capas de carbón, y es
producido por animales y por la descomposición de los vegetales. Es un gas

98
ligero, sin color, sin olor y flamable bajo condiciones normales. El metano es el
primer miembro en la serie de alcanos (parafinas). A presión atmosférica se
licúa a -162°C.
O
• OPERADOR: Compañía, organización o persona con autoridad legal para
perforar pozos y extraer hidrocarburos. Puede emplearse un contratista de
perforación para llevar a cabo la perforación en sí. El operador es con
frecuencia parte de un consorcio y actúa a nombre de este.
P
• PARAFINA: Material sólido o semisólido derivado de destilados o residuos; se
emplea para distintos propósitos incluyendo velas y encerados.
• PETRÓLEO: Nombre genérico para hidrocarburos, incluyendo petróleo crudo,
gas natural y líquidos del gas natural. El nombre se deriva del Latín, óleum,
presente en forma natural en rocas, petra.
• PANEL MONTADO: Término aplicado a un instrumento montado en un panel
o consola y es accesible para el uso normal de un operador.
• PODER CALORÍFICO: La cantidad de calor producido por la combustión
completa de un combustible. Puede ser medido seco o saturado con vapor de
agua; y neto o bruto. ("Bruto" significa que el agua producida durante la
combustión ha sido condensada en líquido, liberando así su calor latente;

99
"Neto" significa que el agua permanece como vapor). La convención general es
llamarle seco ó bruto.
• PROCESO: Una operación o secuencia de operaciones envueltas en cambios
de energía, estado, composición y dimensión.
• PROGRAMA: Una secuencia repetitiva de acciones que definen el estatus de
salida como una relación a un set de entradas.
R
• REFINERÍA: Complejo de instalaciones en el que el petróleo crudo se separa
en fracciones ligeras y pesadas, las cuales se convierten en productos
aprovechables o insumos.
• RESIDUO: Los componentes pesados, no volátiles, del crudo que fluyen del
fondo de la columna de fraccionamiento durante la destilación fraccionada.
S
• SENSOR: Parte de un circuito o instrumento que primero detecta el valor de
una variable de proceso, y que asume un estado de salida correspondiente,
predeterminado e intangible.
• SISTEMA DE CONTROL DISTRIBUIDO: Sistema el cual, esta siendo
integrado funcionalmente, consiste de subsistemas los cuales son físicamente
separados y remotamente localizados uno de otro.
• SWITCH: Instrumento que conecta y desconecta, selecciona o transfiere uno o
más circuitos.

100
T
• TANQUES DE ALMACENAMIENTO: Grandes depósitos metálicos,
construidos de acero soldado, que se utilizan para guardar crudo o derivados.
• TANQUES DE LAVADO: El los tanques de lavado se separa el agua del
aceite por diferencia de densidades; el agua se drena a una piscina y el aceite se
pasa a, un tanque de mayor capacidad, denominado de surgencia, donde se
almacena el crudo producido del campo, libre de gas y agua.
• TRANSPORTE: Acción de trasladar crudo y derivados a través de varios
sistemas; por ductos, autotanques y buques tanque.
U
• UNIDAD TÉRMICA BRITÁNICA (BTU): La cantidad de calor requerido
para elevar la temperatura de una libra de agua en un grado Fahrenheit.
V
• VARIABLE DEL PROCESO: Cualquier variable perteneciente a un proceso,
en esta norma se aplica para todas las variables que no sean de señales de
instrumentación.
• VISCOSIDAD: Pegajoso, esto es: la resistencia de un líquido al movimiento o
flujo; normalmente se abate al elevar la temperatura.

101
BIBLIOGRAFÍA
1. BLECHER, RAÚL. Emulsiones, Teoría y Práctica Madrid 7 Editorial, 1980.
2. BUECHE, Frederick J. Física General, México, McGraw Hill Latinoamericana
Editores S.A.2001.
3. CONSULTORES OCCIDENTALES, S.A. (1986). Manual de Operaciones Crudo y
Planta de Tratamiento de Agua y Cieno; Estación Principal F-6 de Tía Juana:
MARAVEN.
4. CORPOVEN (1989). Tratamiento de Crudos, San Tomé.
5. INAPET (1979). Manual sobre Deshidratación de Crudo.
6. LOWD J.D., Coggins R.W. Dehydratation and desalting of crude oil streams in the
production field. American Society of Mechanical Engineers, 22nd Annual
Petroleum Mechanical Engineerig Conf., Sep. 17-20, USA (1967).
7. MARAVEN (1989). Manual de Operaciones. Patio de Tanques Lagunillas.
8. MARAVEN (Julio 1986). Normas y procedimientos Administrativos. Gerencia de
Ingeniería de Desarrollo. División de Operaciones de Producción.
9. MATERIA DE TRANSPORTE Y ALMACENAMIENTO. Ing. Fausto Ramos.
10. PETROECUADOR. Petrocapacitación, “El petróleo en el Ecuador”.
11. PETROECUADOR. Petrocapacitación, “Glosario de Términos de la Industria
Petrolera”
12. SALAGER J.L. Formulación, Composición y Fabricación de emulsiones para
obtener las propiedades deseadas. Estado del Arte. Parte A: Introducción y
conceptos de formulación fisicoquímica. Cuaderno FIRP 747-A, Módulo de
enseñanza en Fenómenos Interfaciales, Laboratorio FIRP, Universidad de los
Andes, Mérida (1999).

ANEXOS

102
ANEXOS
ANEXO 1
ACUERDO MINISTERIAL No. 014
EL MINISTRO DE ENERGÍA Y MINAS
Considerando:
Que los artículos 244, numeral 7 y 247 de la Constitución Política de la República del Ecuador disponen que es deber del Estado Ecuatoriano explotar racionalmente sus recursos naturales no renovables, en función de los intereses nacionales, de manera directa o con la participación del sector privado;
Que mediante Acuerdo Ministerial No. 389 de 28 de febrero de 1990, publicado en el Registro Oficial No. 387 de 2 de marzo de 1990, esta Secretaría de Estado emitió las disposiciones para el transporte del petróleo crudo producido en los campos de la Región Amazónica, a través del Sistema del Oleoducto Transecuatoriano Lago Agrio- Esmeraldas, SOTE;
Que con Decreto Ejecutivo No. 2954, publicado en el Registro Oficial No. 639 de 13 de agosto del 2002, se derogó el Acuerdo Ministerial No. 389, mencionado;
Que es necesario dictar nuevas disposiciones inherentes al transporte de petróleo crudo por los sistemas de oleoductos, como el SOTE, RODA cuya operación se encuentre a cargo de PETROECUADOR, a fin de garantizar un óptimo y permanente servicio a los usuarios;
Que se debe establecer las normas respectivas que regulan esta fase de la actividad hidrocarburífera, dada la diferencia de calidad del petróleo crudo, procedente de los campos de la Región Amazónica Ecuatoriana, así como, el grado de complejidad que demanda la operación del transporte de este recurso natural a través de los sistemas de oleoductos, Oleoducto Transecuatoriano y la Red de Oleoductos del Distrito Amazónico;
Que los artículos 6 y 9 de la Ley de Hidrocarburos establecen que al Ministerio del ramo le corresponde la formulación, ejecución de la política de hidrocarburos y la aplicación de la citada ley, para lo cual está facultado para dictar los reglamentos y disposiciones que se requieren;
Que el artículo 10 del Reglamento Sustitutivo del Reglamento de Operaciones Hidrocarburíferas establece que en las operaciones hidrocarburíferas, se debe aplicar entre otras normas, las del Manual of Petroleum Measurement Standards;

103
Que la Dirección Nacional de Hidrocarburos mediante memorando No. 1558 DNH-TA 0709 del 8 de octubre del 2003 somete a consideración de la Dirección de Procuraduría Ministerial el Reglamento para el transporte de petróleo crudo a través del Sistema de Oleoducto Transecuatoriano y la Red de Oleoductos del Distrito Amazónico;
Que la Dirección de Procuraduría Ministerial con memorando No. 817-DPM-AJ de 19 de noviembre del 2003, emitió informe favorable para la expedición del Reglamento para el transporte de petróleo crudo a través del Sistema de Oleoducto Transecuatoriano y la Red de Oleoductos del Distrito Amazónico;
Que la Dirección Nacional de Hidrocarburos con memorando No. 2012 DNH-TA-898 de 30 de diciembre del 2003 recomienda la expedición del Reglamento para el transporte de petróleo crudo a través del Sistema de Oleoducto Transecuatoriano y la Red de Oleoductos del Distrito Amazónico; y,
En ejercicio de la facultad conferida por el artículo 179, numeral 6 de la Constitución Política de la República del Ecuador, los artículos 6 y 9 de la Ley de Hidrocarburos y el artículo 17 del Estatuto del Régimen Jurídico y Administrativo de la Función Ejecutiva,
Acuerda:
Expedir el siguiente Reglamento pare el transporte del petróleo crudo a través del Sistema de Oleoducto Transecuatoriano y la Red de Oleoductos del Distrito Amazónico.
Art. 10.- El petróleo crudo producido por los usuarios no podrá ser recibido y/o transportado por las operadoras de existir una o más de las siguientes causas comprobadas por las operadoras o la DNH.
a) Cuando tenga más del 1% de agua y sedimentos (BS&W);
b) Cuando tenga sustancias y/o posea características que pudieran dañar las instalaciones de transporte y almacenamiento o interferir con el adecuado funcionamiento de las instalaciones, de conformidad con las prácticas normales de la industria petrolera;
c) Cuando la gravedad API sea menor a los asignados en la correspondiente regulación emitida por la DNH;
d) Cuando existiere orden del Ministerio del ramo que prohíba expresamente el transporte de dicho petróleo;
e) Cuando existan condiciones operativas que impidan su recepción, siempre que no sean de aquellas contempladas en el artículo 15 del presente acuerdo ministerial; y,
f) Cuando la unidad LACT del usuario y las unidades ACT no se encuentren funcionando correctamente, situación que será determinada mediante el control diario de los medidores, conforme a lo establecido en el artículo 7 de este acuerdo.

104
ANEXO 2
DIAGRAMA DE FLUJO CPF
Flujo de entrada
SOTE

105
ANEXO 3
FICHA TÉCNICA DEL DESMULSIFICANTE
EC2425A
DESMULSIFICANTE PARA LA UNIDAD DE CRUDO
Demulsificante para procesos de desalado eléctrico EC2425A es una mezcla
orgánica compleja de surfactantes aniónicos en una base de hidrocarburo
aromático. No contiene ningún halógeno ni metales pesados. Este producto es un
rompedor de emulsión primaria en el desalado sobre un rango amplio de pH.
También es usado para reforzar la deshidratación de petróleo crudo en tanques
de almacenamiento de crudo.
INGREDIENT(S) CAS APROX. %
• 1, 2,4-Trimethylbenzene 95-63-6 1-5
• 2-Ethylhexanol 104-76-7 1-5
• Nafta 64742-94-5 5-10 fuertemente aromática
• Querosén 8008-20-6 5-10
• Luz aromático destilado 64742-95-6 10-30
• Naphthalene 91-20-3 1-5

106
CONTACTO CON OJOS: Puede causar irritación moderada.
CONTACTO SUPERFICIAL: Puede causar irritación moderada.
INGESTIÓN: puede ser dañino 2-Ethylhexanol pueden causar daño más fuerte
al riñón.
INHALACIÓN: Prolongada inhalación de vapor o llovizna puede ser dañina.
SÍNTOMAS DE EXPOSICIÓN:
AGUDO: La Inhalación de concentraciones altas del producto puede causar
náusea, vértigo, vomitó, estupor o inconsciencia.
CRÓNICO: Prolongado contacto superficial con producto puede causar piel
reseca y descamaciones.
Produce irritación y dermatitis.
AGRAVANTE DE CONDICIONES: Una revisión de datos disponibles no
identifica cualquier empeoramiento de condiciones de existencia.
EVALUACIÓN de CÁNCER:
COMENTARIOS: Un estudio del contacto superficial con querosén en ratones
ha producido resultados positivos.
Tumores superficiales. Este estudio no fue informado por o el programa de
toxicología Nacional (NTP) o la Agencia Internacional para la Investigación en
Cáncer (IARC).

107
NALCO 537 DA
DESMULSIFICANTE. Este demulsificante está basado en compuestos
orgánicos complejos del tipo poliéster polimérico, su diseño le permite actuar en
algunos rangos de pH. No en presencia de cloro o arsénico.
Se utiliza para la separación de emulsión agua-crudo, en desaladores eléctricos o
químicos, tratamiento de slop, y emulsiones industriales. En refinería Se utiliza
como Demulsificante en el desalador C-V10, en la Unidad de Crudo.
EMBREAK 2W157
ROMPEDOR DE EMULSION
Minimiza el arrastre de aceite en la salmuera efluente principalmente al separar
crudos pesados.
Incrementa la eficacia de la deshidratación y de remoción de sales de las
desaladoras.
Mantiene elevadas performances de deshidratación en los tanques de crudo.
Ayuda en la obtención de máxima capacidad de producción de una unidad de
destilación, a través del control de la emulsión en la interfase de la desaladora y
tanques, aún bajo condiciones operacionales superiores a las proyectadas.

108
EMBREAK 2W157 es un demulsificante primario soluble en hidrocarburos
desarrollado para elevar la eficacia de la deshidratación y remoción de sales de
petróleo, además de tornar posible el control de aceite en las salmueras de las
desaladoras eléctricas y/o equipos similares.. Embreak 2W157 proporciona una
operación consistente de calidad superior al procesar petróleos de elevado
BS&W y/o al efectuar el procesamiento de aceite slop.
Sus aplicaciones típicas se efectúan en las desaladoras y en los tanques de
petróleo de refinerías que procesan crudos bastante pesados. Embreak 2W157
presenta también una excelente performance en los tratamientos de crudo slop.

109

110

111
ANEXO 4
ESPECIFICACIONES OPERACIÓN DESHIDRATADOR ELECTROSTÁTICO


















