Evaluación de la factibilidad técnico-económica...
171
Facultad de Ingeniería Escuela de Ingeniería Química Evaluación de la factibilidad técnico - económica para el manejo y disposición de la producción de los campos Santa Ana y El Toco en SAED-3. P.D.V.S.A Gas, Anaco. Roselin Elina Sucre Mirabal Tutor: Ing. Rinoska C. González G. Caracas, Septiembre 2002.
Transcript of Evaluación de la factibilidad técnico-económica...
Facultad de Ingeniería Escuela de Ingeniería Química
Evaluación de la factibilidad técnico - económica para el manejo y disposición de la producción de los campos Santa Ana y El Toco en SAED-3. P.D.V.S.A Gas, Anaco.
Roselin Elina Sucre Mirabal Tutor: Ing. Rinoska C. González G.
Caracas, Septiembre 2002.

Derecho de autor
Cedo a la Universidad Metropolitana el derecho de reproducir y difundir el presente
trabajo, con las únicas limitaciones que establece la legislación vigente en materia de
derecho de autor.
En la ciudad de Caracas, a los 15 días del mes de septiembre del año 2002.
--------------------------- Br. Roselin E. Sucre M
Aprobación
Considero que el Trabajo Final titulado
EVALUACIÓN DE LA FACTIBILIDAD TÉCNICO - ECONÓMICA PARA EL
MANEJO Y DISPOSICIÓN DE LA PRODUCCIÓN DE LOS CAMPOS SANTA ANA
Y EL TOCO EN SAED-3. P.D.V.S.A GAS, ANACO.
Elaborado por la ciudadana
ROSELIN ELINA SUCRE MIRABAL Para optar por el título de
INGENIERO QUÍMICO
reúne los requisitos exigidos por la Escuela de Ingeniería Química de la Universidad
Metropolitana, y tiene méritos suficientes como para ser sometido a la presentación y
evaluación exhaustiva por parte del jurado examinador que se designe.
En la ciudad de Caracas, a los 6 días del mes de septiembre del año 2002.
Ing. Rinoska González Dr. Ernest Bordier Tutor Industrial Tutor Académico
Acta de Veredicto
Nosotros, los abajo firmantes constituidos como jurado examinador y reunidos en
Caracas, el día 16 de septiembre del año 2002, con el propósito de evaluar el Trabajo
Final titulado
EVALUACIÓN DE LA FACTIBILIDAD TÉCNICO - ECONÓMICA PARA EL
MANEJO Y DISPOSICIÓN DE LA PRODUCCIÓN DE LOS CAMPOS SANTA ANA
Y EL TOCO EN SAED-3. P.D.V.S.A GAS, ANACO.
presentado por la ciudadana
ROSELIN ELINA SUCRE MIRABAL
Para optar al título de
INGENIERO QUÍMICO
Emitimos el siguiente veredicto:
Reprobado ____ Aprobado____ Notable____ Sobresaliente____
Observaciones:________________________________________________________
________________________________________________________
_________________ _______________ _________________
Ing. María Carolina Duarte Dr. Ernest Bordier Ing. Rinoska González
Dedicatoria A Dios por ser mi compañero espiritual y mi fuente de tranquilidad.
A mis padres, Antonio y Eloisa, por brindarme su amor y apoyo incondicional en los
momentos que más lo necesite.
A mi hermanito y mi sobrinito, José Antonio y Marco Antonio, espero que esto les
sirva de ejemplo para tomar el mejor camino en sus vidas.
A mis hermanos, Roselina y Anjoel, por su cariño desinteresado.
A Rafael por sus consejos oportunos y su amor incondicional.
A mis tíos y primos, por brindarme su cariño y su confianza.
A Mariángela, por ser mi amiga y compañera en las buenas y en las malas.
A mis amigos y compañeros de estudio, en especial a Mary, Carluchín, Roberto,
Prince, Naty, Ana Teresa, María Alejandra, Maru, Luisana y María del Mar.
Agradecimientos A Dios por guiarme e iluminarme
A P.D.V.S.A, en especial a la Gerencia de Producción Anaco U.E.Y A.M.A, por
brindarme la oportunidad de desarrollar mi trabajo de grado.
A la Ing. Rinoska González por ser más que mi asesora, mi amiga. De verdad muchas
gracias!.
Al Ing. Simón Ascanio, por su apoyo e interés en el desarrollo de este proyecto.
Al Sr. Carlos Castillo, por ser parte clave en el desarrollo de este trabajo. Su ayuda
desinteresada se la agradeceré siempre.
A Yajaris, por apoyarme en los ultimos momentos de esta tesis.
Al profesor Ernest Bordier, por todos los conocimientos brindados a lo largo de la
carrera.
Y a todo el personal que labora en la U.E.Y A.M.A por su ayuda y colaboración, en
especial al Ing. Wilfredo Briceño, Betty de Hidalgo, Marycruz Malavé, Daniel Millán
y a la Sra. Inés de Fernández, gracias a todos!.

Índice
DEDICATORIA................................................................................................. I
AGRADECIMIENTO....................................................................................… II
LISTA DE TABLAS ......................................................................................... III
LISTA DE FIGURAS.....................................................................................… IV
RESUMEN......................................................................................................... V
INTRODUCCIÓN..........................................................................................… 1
CAPÍTULO I. TEMA DE INVESTIGACIÓN I.1 Planteamiento del problema.......................................................................... 7
I.1.1 Antecedentes............................................................................................ 8
I.2 Objetivos........................................................................................................ 11
I.2.1 General..................................................................................................... 11
I.2.2 Específicos............................................................................................... 11
CAPÍTULO II. MARCO TEÓRICO II.1 Hidrocarburos líquidos................................................................................. 13
II.1.1 Clasificación........................................................................................... 13
II.1.2 Propiedades características de los Hidrocarburos Líquidos................... 15
II.2 Emulsión: definición y tipos........................................................................ 16
II.3 Procesos de producción................................................................................ 17
II.4 Procesos en una estación de producción...................................................... 19
II.4.1 Proceso de recolección........................................................................... 19
II.4.2 Proceso de separación............................................................................ 22
II.4.2.1 Tipos de separadores....................................................................... 24
II.4.3 Proceso de deshidratación de crudo....................................................... 27
II.4.3.1 Método mecánico............................................................................ 28
II.4.3.2 Método químico.............................................................................. 29
II.4.3.3 Método térmico............................................................................... 30
II.4.4 Proceso de medición de fluidos.............................................................. 34
II.4.5 Proceso de recolección en tanques......................................................... 35
II.4.6 Proceso de distribución de fluidos......................................................... 37
Índice
II.5 Opciones de disposición de efluentes........................................................... 39
II.5.1 Plantas de inyección de agua salada....................................................... 40
II.6 Calidad requerida del agua de inyección...................................................... 41
II.7.1 Tratamiento químico aplicado al agua de inyección.............................. 42
II.7 Tratamiento divergente................................................................................ 44
II.8 Mecanismos que promueven la formación de incrustaciones...................... 44
II.8.1 Factores que incrementan la formación de incrustaciones..................... 46
II.8.2 Incrustaciones comunes en yacimientos petroleros............................... 47
II.8.3 Inhibidores de incrustación.................................................................... 49
II.8.3.1 Definición y clasificación................................................................ 49
II.8.4 Índices de estabilidad de Stiff and Davis.............................................. 50
II.9 Control microbiológico................................................................................ 52
II.9.1 Bacterias causantes de problemas.......................................................... 53
II.10 Descripción del proceso actual llevado a cabo dentro de los campos en
estudio........................................................................................................ 53
CAPÍTULO III. METODOLOGÍA
III.1 Técnica de recolección de datos................................................................. 58
III.2 Etapas de la investigación.......................................................................... 59
III.2.1 Inspección de los sistemas de producción y disposición de los
campos Santa Ana y El Toco. ............................................................ 60
III.2.1.1 Levantamiento planimétrico de los sistemas de producción y
disposición de los campos en estudio.............................................. 61
III.2.2 Estudio y evaluación del sistema de disposición SAED-3................. 61
III.2.2.1 Determinación del volumen de agua desplazado hacia los
pozos inyectores AM 26, AM 21 y AG 5..................…………................ 61
III.2.2.2 Determinación de la velocidad de la bomba................................ 62
III.2.2.3 Cálculo de la eficiencia de la bomba........................................... 64
III.2.2.4 Determinación de la presión de cabezal de los pozos receptores
de agua del campo Santa Ana...................................................... 64
III.2.2.5 Determinación del volumen de agua inyectado a cada uno de
los pozos receptores del campo Santa Ana.................................. 65
III.2.2.6 Historial de pozos receptores de agua......................................... 68
Índice
III.3 Determinación de la producción crudo – agua de los campos Santa Ana
y El Toco............................................................................................................. 69
III.3.1 Producción de agua y crudo estimada para los campos Santa y El
Toco, para el período 2002-2020.................................................................... 69
III.4 Caracterización fisicoquímica del agua de inyección................................. 71
III.4.1 Determinación de pH............................................................................ 72
III.4.2 Determinación de alcalinidad............................................................... 73
III.4.2.1 Alcalinidad de la fenolftaleina (“P)............................................... 74
III.4.2.2 Alcalinidad total (“M”).................................................................. 75
III.4.3 Determinación de dureza.......................... ........................................... 75
III.4.3.1 Dureza total.................................................................................... 76
III.4.3.2 Dureza cálcica................................................................................ 76
III.4.4 Determinación de cloruros.................................................................... 77
III.4.5 Determinación de iones por método espectrofotométrico.................... 77
III.5 Prueba de botella para determinar la eficiencia de los inhibidores de
incrustación......................................................................................................... 78
III.6 Análisis microbiológico.............................................................................. 80
III.7 Análisis de sensibilidad para la centralización de la producción de los
Campos Santa Ana y El Toco, en SAED-3........................................................ 82
III.8 Análisis técnico-económico........................................................................ 84
CAPITULO IV ANALISIS DE RESULTADOS
IV.1 Determinación del volumen de agua bombeado e inyectado a los pozos
inyectores AM 26, AM 21 y AG 5....................................................................
85
IV.2 Pronóstico de producción crudo-agua de los campos en estudio, para el
período 2002-2020.............................................................................................
93
IV.3 Caracterización fisicoquímica del agua de inyección................................ 94
IV.3.1 Índices de estabilidad de Stiff and Davis............................................ 100
Índice
IV.4 Selección del producto antiescala para el control de las incrustaciones..... 102
IV.5 Análisis microbiológico.............................................................................. 106
IV.6 Evaluación de las facilidades actualmente existentes para la
centralización de la producción bruta de los campos Santa Ana y El Toco, en
SAED-3...............................................................................................................
109
IV.7 Estudio técnico-económico......................................................................... 114
IV.8 Análisis del ahorro asociado a la ejecución del proyecto........................... 115
CONCLUSIONES............................................................................................ 116
RECOMENDACIONES.................................................................................. 118
BIBLIOGRAFÍA.............................................................................................. 120
APENDICES..................................................................................................... 123
APENDICE A. Características fisicoquímicas del agua de formación que
converge a la estación de descarga principal Santa Ana 3.................................
123
APENDICE B. Resultados obtenidos en la Prueba de eficiencia de los
inhibidores de incrustación................................................................................
130
APENDICE C. Características fisicoquímicas de la química aplicada al agua
de formación: Biocidas y químicas antiescalas..................................................
134
APENDICE D. Muestra de cálculos................................................................... 150
APENDICE E. Normas NACE standard TM0374-90, constante en función
de la fuerza iónica y la temperatura y límites máximos permisibles, de ciertos
compuestos en el agua, según el MARN. ..........................................................
169
APENDICE F. Especificaciones de los equipos actualmente instalados en la
estación SAED-3 y récords de trabajos a pozos inyectores................................
178
APENDICE G. Resultados de las simulaciones PIPESIM................................. 186
Lista de tablas
Tabla 1 Interpretación del Indice de Stiff and Davis.
Tabla 2 Resultados de las pruebas de inyectividad (P.I) realizadas con la bomba National Oilwell, PIAS SAED-3.
Tabla 3 Resultados de las pruebas de inyectividad realizadas a la Bomba Gardner Denver, PIAS SAED-3.
Tabla 4 Resultados de la prueba de inyectividad con bomba de alta presión, realizada a los pozos inyectores del Campo Santa Ana.
Tabla 5 Características de las arenas receptoras de los pozos inyectores del campo Santa Ana.
Tabla 6
Resultados de la simulación de la red de inyección de agua, SAED-3.
Tabla 7 Producción crudo-agua de los campos Santa Ana y El Toco, para el período 2002-2020.
Tabla 8 Rango promedio de los resultados obtenidos en los análisis fisicoquímicos realizados al agua de inyección PIAS SAED-3.
Tabla 9 Valores promedios de los resultados obtenidos de los análisis fisicoquímicos realizados al agua de inyección, resultado de la mezcla entre SAED-3, SAED-2 y ETED-1.
Tabla 10 Índices de estabilidad de Stiff and Davis, obtenidos para el agua de inyección de la PIAS, SAED-3.
Tabla 11
Inhibidores de incrustación utilizados en el análisis de eficiencia.
Tabla 12 Valores de dureza cálcica promedio y eficiencias, obtenidos de la prueba de botella realizada a los dos (2) productos inhibidores.
Tabla 13 Parámetros más influyentes en la escogencia del producto inhibidor para los volúmenes de agua y crudo manejados actualmente en el campo Santa Ana.
Tabla 14 Parámetros más influyentes en la escogencia del producto inhibidor, para los volúmenes de agua y crudo a manejar, una vez centralizadas las estaciones.
Tabla 15 Rangos de presión obtenidos de la simulación de la red de manejo y disposición de crudo hacia SAED-3, con disposición de una (1) línea proveniente de ETED-1, PIPEPHASE.
Tabla 16 Rangos de presión obtenidos de la simulación de la red de manejo y disposición de crudo hacia SAED-3, con disposición de dos (2) líneas provenientes de ETED-1, PIPEPHASE.
Tabla 17 Costos estimados para el proceso de centralización Tabla 18 Ahorros asociados al proceso de centralización.
Lista de figuras
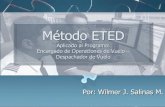
Figura 1 Ubicación relativa de la Unidad de Explotación y yacimiento Area Mayor Anaco.
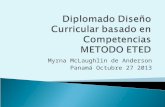
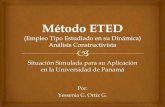
Figura 2 Etapas del proceso de producción de SAED-3. Figura 3 Representación esquemática del proceso de centralización de
producción de los campos en estudio. Figura 4 Tipos de emulsiones. Figura 5 Esquema general de los procesos de producción y facilidades de
superficie. Figura 6 Cabezal de Producción. Figura 7 Separador vertical. Figura 8 Separadores horizontales. Figura 9 Esquema de un Tratador Térmico. Figura 10 Tanques de Almacenamiento. Figura 11 Bomba reciprocante. Figura 12 Tanque de inyección de química. Figura 13 Efecto de la temperatura sobre la solubilidad del carbonato de calcio. Figura 14 Esquemático general de los procesos llevados a cabo dentro de la
estación principal SAED-3. Figura 15 Esquema de red de inyección de agua, PIPESIM. Figura 16 Puntos de toma de muestras, SAED-3. Figura 17 Esquema de red de transmisión de crudo, una vez centralizada la
producción de los campos El Toco y Santa Ana, en SAED-3, PIPEPHASE.
Figura 18 Comportamiento real vs teórico de la Bomba National Oilwell. Figura 19 Puntos de muestra tomados para la caracterización del agua de
formación de la estación principal SAED-3. Figura 20 Ampollas utilizadas en el análisis de bacterias sulfato reductoras. Figura 21 Resultados obtenidos del análisis bacteriológico realizado al agua de
inyección a la entrada de los tanques de la PIAS, SAED-3. Figura 22 Esquemático representativo de la disposición de las líneas para el
proceso de centralización.
Resumen
EVALUACIÓN DE LA FACTIBILIDAD TÉCNICO - ECONÓMICA PARA EL
MANEJO Y DISPOSICIÓN DE LA PRODUCCIÓN DE LOS CAMPOS SANTA
ANA Y EL TOCO EN SAED-3. P.D.V.S.A GAS, ANACO.
Autor: Roselin E. Sucre M.
Tutor: Ing. Rinoska C. González G. Caracas, Septiembre 2002.
El presente estudio fue realizado con el fin de evaluar la factibilidad técnico-económica para el manejo de la producción crudo-agua de los campos Santa Ana y El Toco en la estación principal SAED-3, y así disminuir costos asociados al empleo de equipos de remoción de escala en pozos inyectores y eliminar pasivos ambientales, los cuales vienen representados por muros contenedores de líquidos, comúnmente llamados fosas. Para ello, se hizo un estudio sobre las facilidades actualmente existentes para el transporte de la producción hacia dicha estación, el sistema de disposición del agua de formación ubicado en esta, la capacidad de los equipos allí instalados, así como la capacidad de recepción de los pozos inyectores de agua. A su vez, se determinó la calidad del agua a partir de análisis fisicoquímicos y por último, se evaluaron los tratamientos químicos aplicados al efluente, previo proceso de inyección. A partir de la evaluación, se determinó que la causa que afecta la capacidad de manejo de la Planta de Inyección de Agua Salada (PIAS), es la calidad del agua inyectada, la cual posee alta tendencia incrustante, que se ve favorecida con incrementos en la temperatura, cuya consecuencia directa son taponamientos de las arenas receptoras de los pozos inyectores. También surgió la necesidad de colocar otro punto de inyección de química antiescala y trasladar el de química biocida, a la entrada de los tanques. Para el proceso de centralización es necesario aumentar la dosis de producto antiescala a 7,6 gal/día para controlar las incrustaciones, lo cual genera un costo de 12.949.200 bolívares anuales. A su vez, surge la necesidad de reactivar un tratador térmico en la estación principal y bombear desde las estaciones involucradas a un rango de presión de 200-210 psig, para el caso de ETED-1, y 60-70 para las estaciones SAEF-1 y SAED-2. Los costos asociados al proceso de centralización se estiman en 187.108.362 bolívares y ahorros en el orden de 165.226.161 bolívares anuales.

Introducción
El Distrito Anaco, considerado “Centro gasífero” en el ámbito nacional, por contener
reservas probadas de gas superiores a los 15600 MMPCG en un área aproximada de
13400 Km2, está conformado por dos extensas áreas de explotación [1]:
• Unidad de Explotación y Yacimiento Área Mayor Anaco (U.E.Y A.M.A),
ubicada en la parte norte de la zona central del Estado Anzoátegui, con un área de
3160 Km2.
• Unidad de Explotación y Yacimiento Área Mayor Oficina (U.E.Y A.M.O),
ubicada en la parte sur de la zona central del Estado Anzoátegui, con un área de
10240 Km2.
Ao
SSuuccrree
MMaa iibbrr CCaarr eeNNuuee rrttvvaa EEssppaa aa
MMoonnaaggaass DDeellttaa AAmmaaccuurroo
AAnnzzooáátteegguuii
UU..EE..YY AARREEAA MMAAYYOORR AANNAACCOO
GGUUAARRII00
EELL TTOOCCOO
SSAANNTTAA RROOSSAA
SS.. JJOOAAQQUUIINN
EELL RROOBBLLEE
SSAANNTTAA AANNAA
Fuente: Elaboración propia
Figura 1 Ubicación relativa de la Unidad de Explotación y yacimiento Area Mayor Anaco

Introducción
En la U.E.Y A.M.A (Figura 1) se distinguen dos áreas de operaciones, denominadas
Área I y Área II. La primera, correspondiente al campo Santa Rosa y la segunda, a los
campos: Guario, San Joaquín, El Roble, Santa Ana y El Toco, siendo estos dos
últimos objeto de la evaluación.
Estos campos cuentan con estaciones de producción para llevar a cabo los procesos
de recolección, separación, deshidratación, almacenamiento y distribución de los
fluidos extraídos del pozo: crudo, gas y agua.
Estas estaciones pueden ser de flujo o descarga. La Estación de Flujo, sirve como
centro de recolección temporal de la producción proveniente de los pozos, para de allí
bombearla a las estaciones de descarga, donde todo el crudo es medido antes de ser
bombeado por oleoductos al patio de tanques.
Para el acondicionamiento y tratamiento del crudo, las estaciones de descarga cuentan
con separadores gas - líquido, tratadores térmicos y otros equipos que facilitan la
separación de los componentes de la mezcla. Estas instalaciones reciben crudo de
estaciones de flujo y de pozos que, por su proximidad, fluyen a las mismas.
La U.E.Y A.M.A tiene entre sus responsabilidades dirigir las actividades
operacionales de producción de 340 pozos activos; 17 estaciones de producción, de
las cuales 7 son de flujo y 10 son de descarga, con una producción promedio de 11
MBNPD y 1315 MMPCNDG.
Introducción
Los procesos de acondicionamiento del crudo, son llevados a cabo con la finalidad de
proveer un producto que satisfaga los requerimientos de comercialización (%AyS ≤
0.5), lo cual genera altos volúmenes de agua de formación, asociada al crudo y al gas,
que requieren de adecuados tratamientos para su óptima disposición.
Actualmente, el Campo Santa Ana posee un total de 47 pozos activos, una (1)
estación de flujo y dos (2) estaciones de descarga, las cuales manejan una producción
bruta asociada de 3730 barriles brutos por día (BBPD), de los cuales 2887 barriles
por día (BAPD) son de agua de formación, representando un 77 % del total de la
producción.
La filosofía actual de operación del Campo Santa Ana consiste en separar y
acondicionar, la mezcla multifásica proveniente de los pozos que convergen a la
estación de descarga principal Santa Ana 3 (SAED-3) y la contribución de la estación
de flujo Santa Ana 1 (SAEF-1).
El agua de formación, producto de este proceso, es inyectada en pozos cuyas arenas
no son productivas ni aprovechables. Como sistema de alivio esta estación cuenta con
una laguna o macrofosa de recepción, en donde se deposita los excedentes de agua
que el sistema no pueda manejar para inyección, por limitación en su capacidad de
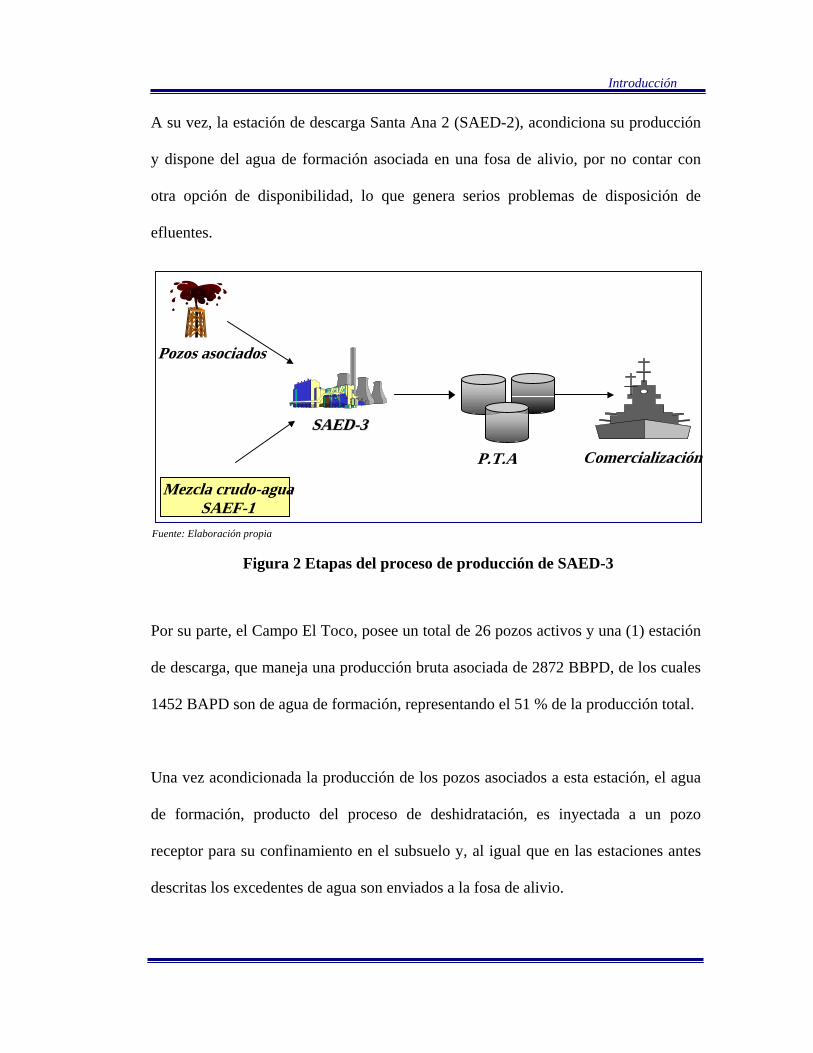
bombeo y/o recepción en pozos. En la figura 2 se representa un esquema general de
las etapas involucradas en los procesos de producción de SAED-3.
Introducción
A su vez, la estación de descarga Santa Ana 2 (SAED-2), acondiciona su producción
y dispone del agua de formación asociada en una fosa de alivio, por no contar con
otra opción de disponibilidad, lo que genera serios problemas de disposición de
efluentes.
ComercializaciónP.T.A
Pozos asociados
SAED-3SAED-3
Mezcla crudo-agua SAEF-1
Fuente: Elaboración propia
Figura 2 Etapas del proceso de producción de SAED-3
Por su parte, el Campo El Toco, posee un total de 26 pozos activos y una (1) estación
de descarga, que maneja una producción bruta asociada de 2872 BBPD, de los cuales
1452 BAPD son de agua de formación, representando el 51 % de la producción total.
Una vez acondicionada la producción de los pozos asociados a esta estación, el agua
de formación, producto del proceso de deshidratación, es inyectada a un pozo
receptor para su confinamiento en el subsuelo y, al igual que en las estaciones antes
descritas los excedentes de agua son enviados a la fosa de alivio.
Introducción
Los esquemas actuales de operación, en ambos casos, propician que el agua
almacenada en las fosas de alivio pase al sistema de inyección en conjunto con el
agua de formación obtenida del proceso de deshidratación, ocasionando desmejoras
en la calidad del agua e inestabilidad química de la misma. Esta situación afecta la
capacidad de recepción de los pozos inyectores, causando taponamientos, a
consecuencia del arrastre de sedimentos y depósitos de sales hacia los yacimientos,
incrementando la frecuencia de empleo de equipos especiales para su limpieza y
remoción. Igualmente, la disposición de este efluente en lagunas o fosas crea una
serie de repercusiones ambientales inherentes a nivel de superficie.
Con la finalidad de reducir los costos (Bs. 60 MM / Año por pozo) asociados al
mantenimiento de pozos inyectores, optimizar la fuerza hombre en labores de
supervisión y eliminar pasivos ambientales, el Departamento de Optimización,
perteneciente a la Gerencia de Operaciones de Producción A.M.A, mediante este
proyecto, se planteó la necesidad de estudiar la factibilidad de centralizar la
producción bruta, a la cual se le asocian altos volúmenes de agua de formación, de los
Campos Santa Ana y El Toco en SAED-3, mediante la evaluación de facilidades
actualmente existentes para el acondicionamiento, almacenamiento y distribución del
crudo, la capacidad de la Planta de Inyección de Agua Salada (PIAS), ubicada en
SAED-3, y de sus pozos receptores, así como también el estudio de la calidad y
compatibilidad del agua de inyección proveniente de las estaciones involucradas.
Introducción
Las etapas de evaluación del proyecto están contempladas de la siguiente manera:
Capítulo I expone la problemática vinculada al tema, sus antecedentes y los
objetivos del proyecto.
Capítulo II, el marco o referencia teórica referente a los procesos de producción y
de disposición de agua de formación.
Capítulo III, muestra la metodología aplicada para dar cumplimiento a los
objetivos antes planteados, técnicas aplicadas a la investigación: paquetes de
simulación, procedimientos experimentales, entre otras.
Capítulo IV el análisis y discusión de los resultados obtenidos en la evaluación.
Una vez hechos los análisis respectivos, se exponen las conclusiones y
recomendaciones que tengan lugar.
Capítulo I Planteamiento del problema
I.1 PLANTEAMIENTO DEL PROBLEMA
Las estaciones de producción que conforman los campos operacionales, son las
encargadas de recolectar, separar, acondicionar, almacenar y distribuir los fluidos
extraídos de los yacimientos: crudo, gas y agua. En el caso del gas, es enviado a las
plantas compresoras cuando presenta niveles de presión menores a 1200 lpc, en caso
contrario será enviado directamente a venta a través de gasoductos.
El crudo debe cumplir con requerimientos de comercialización, los cuales estipulan
un %AyS ≤ 0.5; es por ello que el proceso de deshidratación es primordial para el
adecuado acondicionamiento de este hidrocarburo.
Dicho proceso es llevado a cabo dentro de unidades de deshidratación, cuyo diseño
dependerá principalmente de la composición del crudo.
Los campos que manejan segregaciones de crudo parafinoso y condensado, las cuales
presentan gravedades API relativamente altas por ser de contenido liviano; son
deshidratadas en unidades denominadas tratadores, que no requieren de temperaturas
elevadas para ejecutar un óptimo proceso de deshidratación.
Planteamiento del problema
8
Para el caso donde el crudo es pesado y extrapesado, las unidades de deshidratación
requeridas son calentadores y tanques de lavado, ya que se necesitan de elevadas
temperaturas para lograr el objetivo. Los volúmenes de agua asociados a dicho
proceso, requieren de óptimos tratamientos para su adecuada disposición, ya que
estos presentan altos contenidos de minerales o iones libres como Ca++, Na+, Cl-, que
hacen del agua un efluente de muy pobre calidad y, sin especificaciones adecuadas
para el cumplimiento de los requerimientos del Ministerio del Ambiente y los
Recursos Naturales (MARN).
I.1 Antecedentes
Los campos de producción, pertenecientes a la (U.E.Y A.M.A), en el caso específico
de los Campos Santa Ana y El Toco, manejan segregaciones de crudo parafinoso y
condensado.
El Campo Santa Ana, a través de su estación principal SAED-3 maneja la producción
de los pozos asociados y la proveniente de SAEF-1, por ser ésta última una estación
de flujo. Una vez acondicionada y separada en sus tres componentes principales, es
enviada bajo especificación a sus diferentes destinos.
En el caso del agua, es enviada a instalaciones comúnmente llamadas PIAS (Plantas
de Inyección de Agua Salada), que manejan el agua salada inyectándola a alta
presión, por medio de bombas y líneas, a los pozos AM 26, 21 y AG 5. Dicha planta
posee una capacidad máxima de recibimiento, al igual que los pozos receptores, que
Planteamiento del problema
9
se ve afectada por el incremento constante de los volúmenes de agua de formación.
Es por ello, que la estación cuenta con lagunas o fosas de alivio que solventan en
parte la situación, sin embargo generan problemas a nivel de superficie al presentarse
casos de aumento de nivel de las mismas. La estación Santa Ana 2 (SAED-2), sigue
el mismo principio de operación que la estación antes mencionada, sin contar con una
opción adecuada de disposición de los volúmenes de agua producidos, depositándolos
en una laguna, lo que ocasiona más daños ambientales en el área.
El Campo El Toco, presenta una situación similar. Este, a través de su única estación
ETED-1, cuenta con un sistema de disposición/inyección que maneja los volúmenes
de agua de formación inyectándolos en el pozo TM 9, para su confinamiento en el
subsuelo. Los excedentes de agua de formación, son depositados en lagunas,
siguiendo el mismo principio de las estaciones antes mencionadas.
Los esquemas actuales de operación, propician que el agua contenida en las fosas de
alivio pase al sistema de inyección en conjunto con el agua de formación obtenida del
proceso de deshidratación, ocasionando desmejoras en la calidad del agua e
inestabilidad química de la misma.
En el caso de SAED-3, las características fisicoquímicas presentadas por el agua
drenada, impiden disponerla directamente en los pozos, sin previo tratamiento
químico que permita disminuir, en gran parte, la problemática que gira en torno a esta
situación.

Planteamiento del problema
10
De acuerdo a los reportes de los últimos trabajos realizados a los pozos inyectores,
estos presentan taponamientos por escala, es decir, sales contenidas en el agua que
han experimentado un proceso de precipitación y, parte de los sólidos suspendidos
que han sido arrastrados durante el proceso de inyección.
Esta situación ocasiona ciertos problemas durante la inyección, que se traducen en un
incremento en el empleo de equipos de remoción de escala (Coiled Tubing), que
representan altos desembolsos para la empresa, y aumento de los niveles en tanques y
fosas, originando derrames de agua que pueden causar daños ambientales y generar a
su vez altos costos de reacondicionamiento del área afectada.
Por esta razón, el Departamento de Optimización, perteneciente a la Gerencia de
Operaciones de Producción U.E.Y A.M.A, a través de este proyecto, evalúa la
factibilidad de centralizar el manejo de la producción bruta de los Campos El Toco y
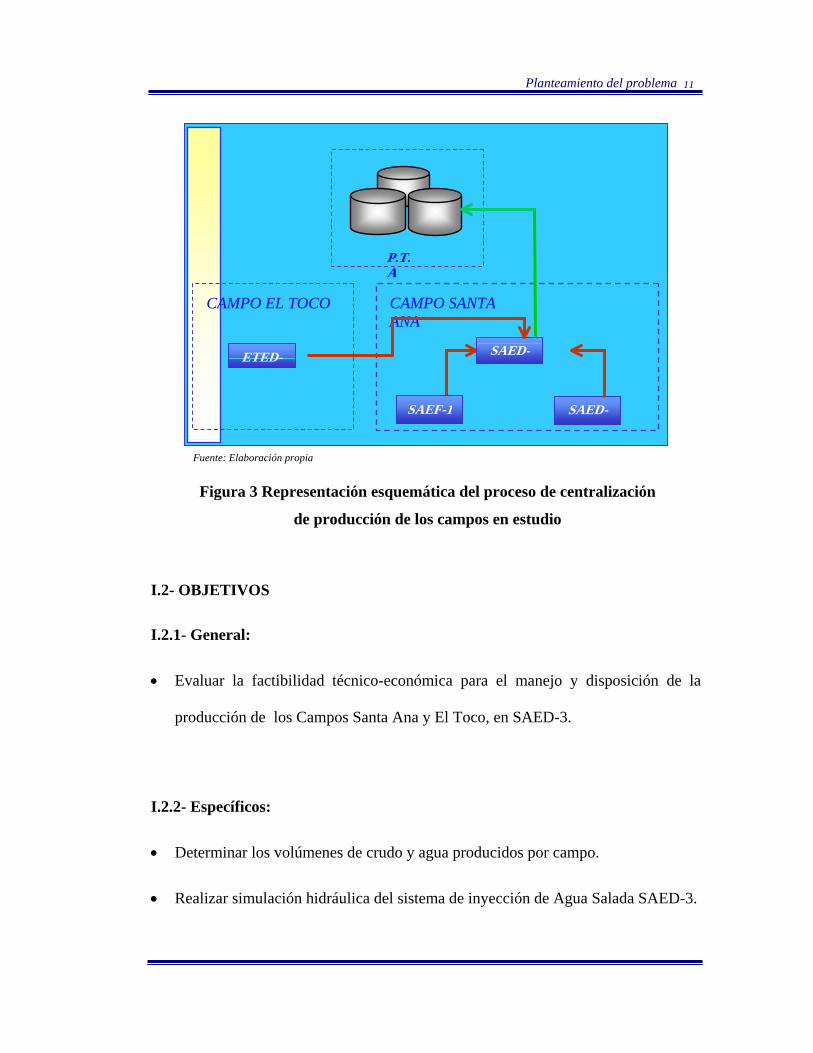
Santa Ana, en SAED-3 (figura 3), basándose el estudio de las facilidades actuales de
capacidad de transporte, tratamiento térmico, almacenamiento, tratamiento químico e
inyección/disposición final. Incluyendo, la evaluación de compatibilidad de fluidos,
dado que la mezcla de aguas de formación de diferentes características y condiciones
a las habituales, pueden generar desequilibrios químicos que se traducen en
desajustes de pH, formación de incrustaciones, entre otras cosas.
Planteamiento del problema
11
P.T.A
CAMPO SANTA ANA
CAMPO EL TOCO
SAED-
SAED-
SAEF-1
ETED-
Fuente: Elaboración propia
I.2- O
I.2.1-
• Ev
pro
I.2.2-
• De
• Re
Figura 3 Representación esquemática del proceso de centralización
de producción de los campos en estudio
BJETIVOS
General:
aluar la factibilidad técnico-económica para el manejo y disposición de la
ducción de los Campos Santa Ana y El Toco, en SAED-3.
Específicos:
terminar los volúmenes de crudo y agua producidos por campo.
alizar simulación hidráulica del sistema de inyección de Agua Salada SAED-3.
Planteamiento del problema
12
• Evaluar las facilidades actualmente existentes para el transporte de crudo.
• Realizar simulación hidráulica del sistema de disposición de crudo hacia SAED-3.
• Evaluar la calidad del agua (características fisicoquímicas) producida, a fin de
determinar los tratamientos químicos correspondientes para su adecuada
disposición final.
Capítulo II Marco Teórico
II.1 HIDROCARBUROS LÍQUIDOS Los hidrocarburos líquidos se clasifican en condensados y petróleos crudos,
dependiendo de su gravedad especifica original. Los condensados, son aquellos
hidrocarburos que presentan gravedades por encima de 40,2 °API y que se encuentran
en estado gaseoso a condiciones de yacimiento, pero luego se transforman en líquidos
durante el proceso de producción de los pozos, por condensación retrógrada [2]. El
término petróleo crudo se refiere al hidrocarburo líquido no refinado, cuya gravedad
específica no pasa de 40,2 °API, su color va de amarillo al negro. Estos se encuentran
confinados en el subsuelo dentro de capas porosas (arenas) acompañadas de otros
fluidos como agua y gas, además de compuestos de azufre y oxígeno, cuyos
contenidos varían entre 0.1 y 5 %.
II.1.1 Clasificación
La industria petrolera ha optado por clasificar el petróleo crudo bajo una sola
nomenclatura en función de la gravedad, expresada en grados API, ya que existe una
estrecha relación entre la composición del mismo y el valor de la gravedad. Dicha
clasificación es la siguiente [3]:

Marco teórico
14
Tipo de crudo °API Extrapesado 1 - 10
Pesado 11 - 21 Mediano 22 – 29 Liviano 30 – 33
Extraligero 34 - 50
Según su base química tenemos tres grandes categorías de crudo: parafínica,
nafténica y mixta.
• De base parafínica: contiene parafinas y muy poco material asfáltico. Son aptos
para obtener gasolina de bajo octanaje e ideales para la producción de cera parafínica
y aceites lubricantes de alta calidad.
• De base nafténica: contiene poca o ninguna parafina, pero sí material asfáltico
en grandes proporciones. Estos crudos son utilizados para la producción de aceites
lubricantes.
• De base mixta: contiene tanto material asfáltico como parafínico, y en cuya
composición entran hidrocarburos parafínicos y nafténicos, junto con cierta
proporción de aromáticos.

Marco teórico
15
II.1.2 Propiedades características de los Hidrocarburos Líquidos
• La viscosidad, (µ).
Es la resistencia que ofrece un fluido a la movilidad, la cual es producto de los roces
internos entre las moléculas, originados por las fuerzas de atracción. La viscosidad de
los líquidos disminuye al aumentar la temperatura, es por esta razón que incrementos
térmicos en el crudo facilitan su fluidez al mismo tiempo que promueven el
rompimiento de la emulsión para la deshidratación [4].
• La densidad, (ρ).
Se define como la masa de un líquido por unidad de volumen, medido a una
determinada temperatura. Esta propiedad permite clasificar el crudo en: liviano,
mediano y extrapesado, de acuerdo a su peso con respecto al agua [5].
• El volumen específico, (ν).
Es el inverso de la densidad ρ es decir, es el volumen que ocupa la unidad de masa
[5].
• El peso específico, (γ).
Se define como el peso de una sustancia por unidad de volumen. También equivale a
decir, que es igual a la densidad del fluido por la aceleración de gravedad [5].
Marco teórico
16
II.2 EMULSIÓN: DEFINICIÓN Y TIPOS.
Una emulsión es una mezcla estable de dos líquidos inmiscibles. Constituye un
sistema conformado por un líquido no miscible disperso en otro en forma de gotas de
diferentes diámetros, generalmente mayores a 0.1 micras [6].
Las emulsiones se clasifican de acuerdo a la forma de dispersión en [7]:
• Agua en petróleo (W/O): comprende aproximadamente el 99% de las
emulsiones presentes en la industria petrolera. Su contenido de agua puede variar
entre 0.1 y 80%, pero generalmente se encuentran entre 10 y 35%.
• Petróleo en agua (O/W): ocurre en aproximadamente el 1 % de las emulsiones
producidas en la industria petrolera.
• Petróleo en agua en petróleo (O/W/O): los glóbulos del petróleo están dispersos
en glóbulos más grandes de agua los cuales a su vez están dispersos en una fase
continua de petróleo.
• Agua en petróleo en agua (W / O / W): Los glóbulos de agua están dispersos en
glóbulos más grandes de petróleo los cuales a su vez están dispersos en una fase
contínua de agua.
Marco teórico
17
CRUDO
GOTAS DEAGUA
AGUA EN PETROLEO
AGUA
GOTAS DE PETROLEO
PETROLEO EN AGUA
CRUDO
GOTAS DE AGUACON CRUDO ENSENO
AGUA
GOTAS DE PETROLEOCON AGUA EN SUSENO
PETROLEO EN AGUA EN PETROLEO AGUA EN PETROLEO EN AGUA
II.3 PROCESOS DE PR
El entendimiento de este
recorrido por los hidrocarb
superficie.
Para la extracción, manejo
serie de instalaciones q
denominan facilidades de
objetivo fundamental sepa
componentes principales:
cumplir con las siguientes
Figura 4 Tipos de Emulsiones.
ODUCCIÓN
proceso, está ligado con el conocimiento del camino
uros, desde el yacimiento hasta su disposición final en la
y transporte de los hidrocarburos, es necesario colocar una
ue faciliten dichos procesos. Dichas instalaciones se
superficie y tienen, en operaciones de producción, como
rar los fluidos provenientes de los yacimientos en sus tres
crudo, gas y agua; los cuales una vez separados, deberán
exigencias [1]:

Marco teórico
18
• El crudo debe satisfacer las normas para su comercialización, refinación y
almacenamiento en la producción petrolera (%AyS ≤ 0.5).
• El gas debe satisfacer las normas para su comercialización, procesamiento y
utilización en la producción petrolera (ppm H2S < 12 y ppm CO2 < 8 % V/V).
• El agua debe tratarse con el fin de que su disposición final se realice de acuerdo
con las normas vigentes de protección al ambiente, impuestas por el MARN (Decreto
833, Artículo 10).
En la figura 5 se muestra un esquema de los procesos de producción y las facilidades
de superficie.
PLANTA DE GAS
P.T.A
MÚLTIPLE DEPRODUCCION
SEPARADOR
TRATADOR
POZOS INYECTORES
TANQUES DE ALMACENAMIENTO
REFINERIA SAN ROQUE
PATIO DE TANQUES ANACO
PIASSALA DE BOMBAS
REFINERÍAPUERTO LA CRUZ
PUERTO DE EMBARQUE
GAS AVENTA
Petróleo-Gas-AguaPetróleo-AguaGasAguaCrudo deshidratado
Fuente: Elaboración propia Figura 5 Esquema general de los procesos de producción y facilidades de
superficie.

Marco teórico
19
II.4 PROCESOS EN UNA ESTACIÓN DE PRODUCCIÓN
En una estación de producción los fluidos pasan por una serie de procesos desde el
momento en que llegan al múltiple, hasta ser enviados al patio de almacenaje. Estos
procesos son los siguientes:
• Recolección
• Separación
• Deshidratación
• Medición
• Recolección en tanques
• Distribución
II.4.1 Proceso de recolección.
Constituye uno de los procesos más importantes dentro de una estación de
producción. Consiste en recolectar la producción asociada a los pozos de un área
determinada a través de tuberías tendidas desde el pozo hasta la estación de flujo o
descarga, según sea el caso. Los equipos y componentes del sistema de recolección de
crudo son:
• Línea o tubería de flujo.
Las líneas de flujo tienen como función, conducir el fluido desde el pozo hasta la
estación respectiva [1]. Se fabrican en diferentes diámetros y se seleccionan según el
potencial de producción y presiones de flujo del sistema.
Marco teórico
20
Normalmente el término línea de flujo se usa para referirse a la tubería que conecta el
cabezal de un pozo con su respectiva estación de flujo.
La longitud de la línea de flujo es otro parámetro de importancia. En algunos casos,
poseen varios kilómetros de longitud.
En el diseño de las líneas de flujo se calcula fundamentalmente lo siguiente [1]:
< Las caídas de presión utilizando modelos multifásicos.
< Los espesores óptimos del tipo de materiales a usar tomando en cuenta las
presiones de trabajo.
< Los sistemas: limpieza y mantenimiento, de protección y de anclaje.
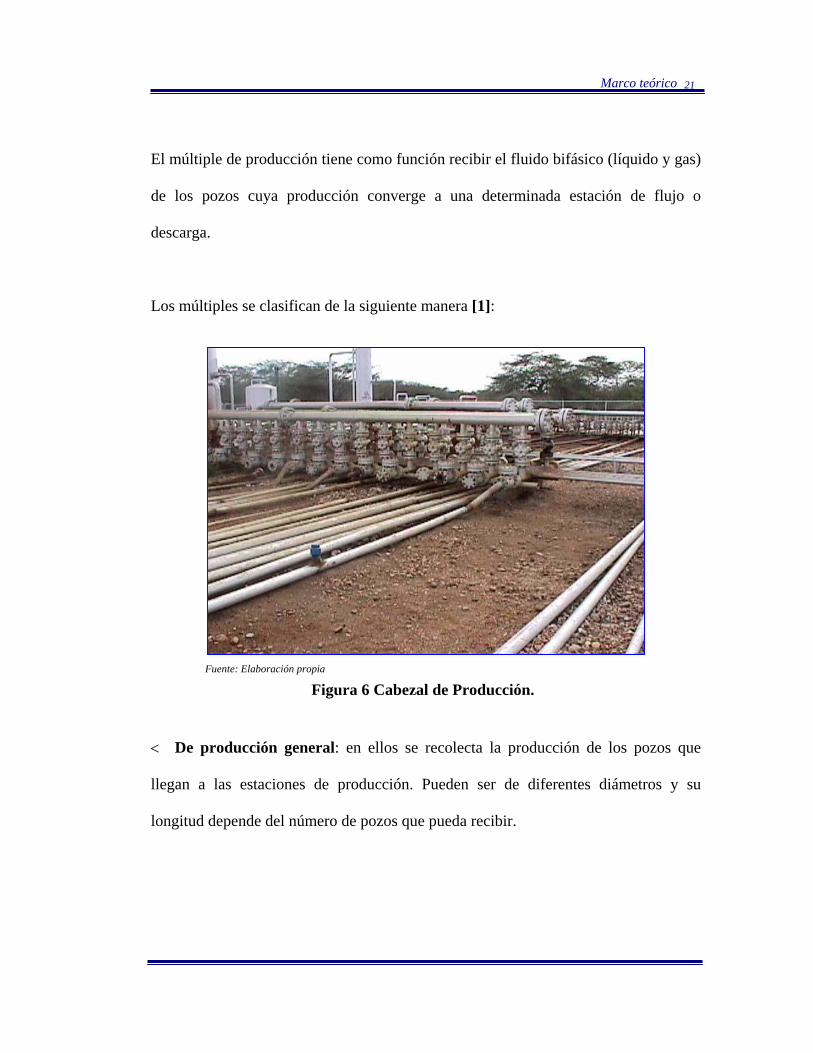
• Múltiples de Producción.
Los múltiples de producción (figura 6) están conformados por un conjunto de
válvulas y componentes de tuberías prefabricadas. Consisten en varios tubos
colocados en posición horizontal, paralelos uno con respecto al otro y ambos
conectados a cada una de las líneas de flujo provenientes de los pozos [1].
En el punto de convergencia de la línea de flujo con el múltiple, se encuentran
instaladas válvulas para tomar muestras de crudo, una de retención para evitar el
retorno del fluido en el caso de roturas en la línea de flujo y una de compuerta, de
bola o tapón, que permiten cerrar o dejar pasar el fluido.
Marco teórico
21
El múltiple de producción tiene como función recibir el fluido bifásico (líquido y gas)
de los pozos cuya producción converge a una determinada estación de flujo o
descarga.
Los múltiples se clasifican de la siguiente manera [1]:
Fuente: Elaboración propia Figura 6 Cabezal de Producción.
< De producción general: en ellos se recolecta la producción de los pozos que
llegan a las estaciones de producción. Pueden ser de diferentes diámetros y su
longitud depende del número de pozos que pueda recibir.
Marco teórico
22
< De prueba: se utiliza para aislar la línea de flujo de cada pozo. Esto permite
medir su producción individual. En algunos casos, este múltiple es de menor diámetro
que el de producción. Sin embargo, en el área de Anaco, por ejemplo, se observan
con frecuencia múltiple de prueba del mismo diámetro que los de producción. Esto
hace posible una mayor flexibilidad operacional.
II.4.2 Proceso de Separación.
Una vez recolectado el petróleo, se somete a un proceso de separación, en el cual el
gas y el líquido (crudo + agua) se separan a bajas y altas presiones que oscilan en el
orden de 60 y 1200 lpc, dependiendo de las características de los pozos. El gas sale
por la parte superior del separador mientras que el líquido va a la parte inferior del
mismo. Las presiones de trabajo son mantenidas por los instrumentos de control que
posee el separador.
Los fluidos que se producen son generalmente mezclas complejas de hidrocarburos,
agua, partículas de arena, gases corrosivos y contaminantes. Los regímenes de flujo
pueden variar desde uno monofásico líquido, pasando por varios tipos de flujo
multifásico y, en algunos casos, pueden ser completamente gaseosos.
A la hora de diseñar separadores y depuradores, es necesario tomar en cuenta los
diferentes estados en que se pueden encontrar los fluidos y el efecto que sobre éstos
pueden tener las diferentes fuerzas físicas.

Marco teórico
23
Generalmente, el separador representa la primera instalación de procesamiento. Un
diseño no adecuado de un separador puede traer como consecuencia una reducción
en la capacidad de operación de la totalidad de las instalaciones asociadas [8]. Dentro
de las funciones de un separador se pueden citar:
• Permitir una primera separación entre los hidrocarburos esencialmente líquidos y
los esencialmente gaseosos.
• Refinar aún más el proceso, mediante la recolección de partículas líquidas
atrapadas en la fase gaseosa.
• Liberar parte de la fracción gaseosa que aún pueda permanecer en la fase líquida.
• Descargar separadamente las fases líquida y gaseosa, y así evitar que se puedan
volver a mezclar parcial o totalmente.
Indiferentemente de cual tipo se use, todos sirven prácticamente para el mismo
propósito y se basan en los mismos principios de operación. Los componentes
esenciales en todos los tres estilos son los mismos.
Internamente poseen láminas de deflexión ubicadas muy cerca de la entrada del
fluido, donde ocurre el desprendimiento del gas asociado, debido al choque del flujo
con las mismas (láminas). En la parte superior del separador se encuentra un tamiz
llamado “extractor de niebla” que retiene las partículas de líquido que pueda llevar el
gas.
Marco teórico
24
La descarga del crudo del separador es controlada por un dispositivo que opera con la
presión en la columna de fluido dentro del recipiente. Este envía la señal de cierre y
apertura de la válvula de descarga del separador. El gas sale por el tope del separador
y es enviado a las unidades de compresión.
II.4.2.1 Tipos de Separadores.
• Separadores verticales.
• Separadores horizontales.
• Separadores esféricos.
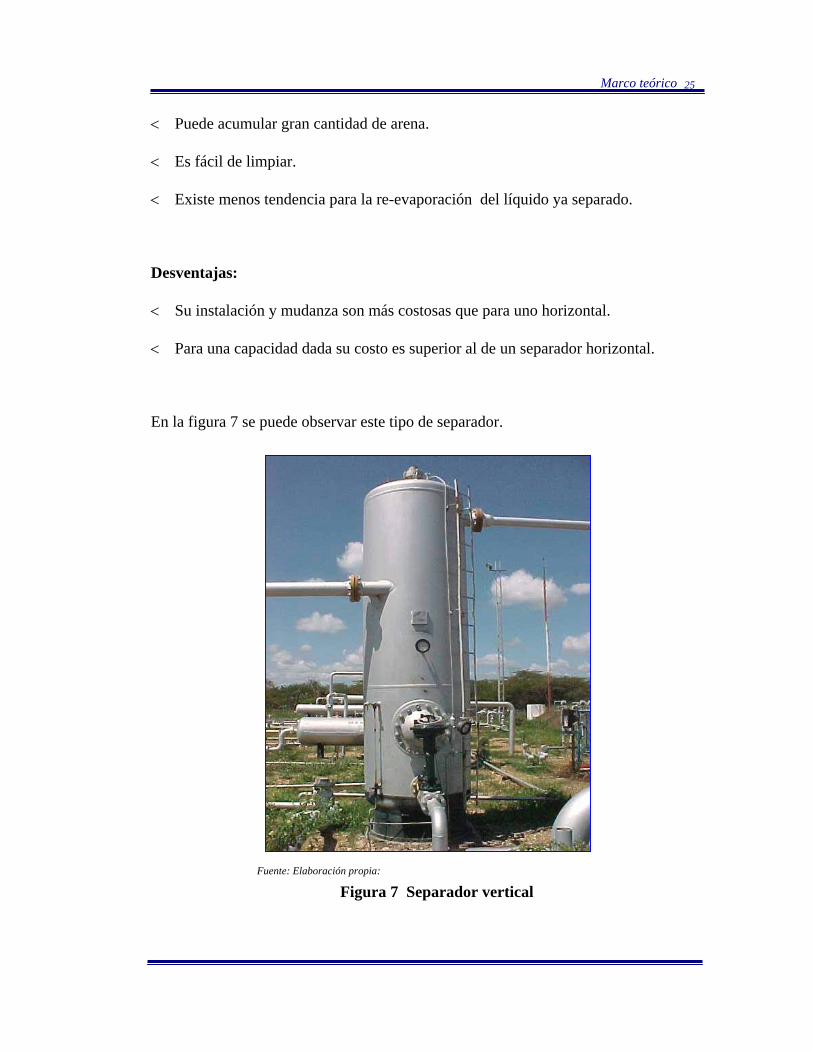
• Separadores verticales
Son equipos colocados en posición vertical, utilizados para separar el gas asociado a
los líquidos extraídos del pozo.
Ventajas [1]:
< El control de nivel es menos crítico que en un separador horizontal. Esto se debe a
que su altura es mayor que la de un separador horizontal.
< La posibilidad de incrementar su capacidad resulta menos costosa que para un
separador horizontal.
< El manejo de partículas sólidas es menos complejo que en un separador
horizontal, ya que estas partículas se acumulan en un área específica del fondo.
< El separador vertical ocupa menos espacio en el piso que en uno horizontal.
Marco teórico
25
< Puede acumular gran cantidad de arena.
< Es fácil de limpiar.
< Existe menos tendencia para la re-evaporación del líquido ya separado.
Desventajas:
< Su instalación y mudanza son más costosas que para uno horizontal.
< Para una capacidad dada su costo es superior al de un separador horizontal.
En la figura 7 se puede observar este tipo de separador.
Fuente: Elaboración propia:
Figura 7 Separador vertical

Marco teórico
26
• Separadores Horizontales.
Son equipos colocados en posición horizontal, que faciliten la separación del gas
asociado al crudo.
Ventajas [1]:
< Para una capacidad fija su costo es menor que el de un separador vertical.
< Su instalación, mudanza y servicio resultan menos complejos que los de uno
vertical.
< La superficie disponible para la separación gas líquido es mayor, lo cual hace más
efectivo el proceso de separación.
< El procesamiento de crudos espumosos se hace con menor dificultad que en un
separador vertical.
< Es más fácil de colocar sobre una plataforma metálica.
< Tienen diámetros más bajos para una capacidad determinada.
< Las principales desventajas de los separadores horizontales son esencialmente las
ventajas del separador vertical.
En la figura 8, se puede observar un separador de este tipo.
Marco teórico
27
Fuente: Elaboración propia
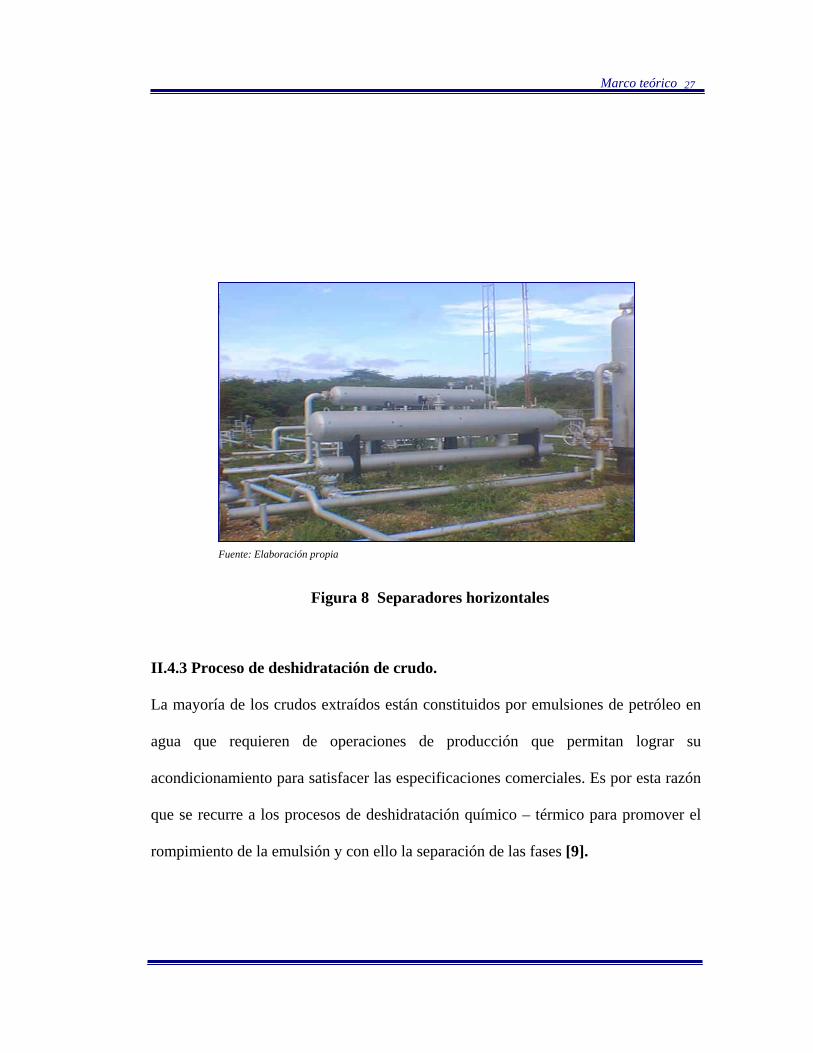
Figura 8 Separadores horizontales
II.4.3 Proceso de deshidratación de crudo.
La mayoría de los crudos extraídos están constituidos por emulsiones de petróleo en
agua que requieren de operaciones de producción que permitan lograr su
acondicionamiento para satisfacer las especificaciones comerciales. Es por esta razón
que se recurre a los procesos de deshidratación químico – térmico para promover el
rompimiento de la emulsión y con ello la separación de las fases [9].

Marco teórico
28
Las condiciones necesarias para que la emulsión sea estable e imposible de separarse,
a menos que se aplique tratamiento, son las siguientes:
• Los líquidos deben ser inmiscibles, es decir, tienen que ser capaces de mezclarse
por sí solos.
• Debe haber suficiente agitación para dispersar un liquido en forma de gotas en el
otro.
• Debe haber un agente emulsionante presente.
El agua y el petróleo espontáneamente no se mezclan, y el agente que los une es un
emulsionante. Los emulsionantes más comunes en las mezclas de agua y petróleo son
asfalto, sustancias resinosas, ácidos orgánicos solubles en aceite, entre otras. Estas
sustancias suelen encontrarse como una capa media entre las gotas de agua en
petróleo, y por lo general las produce el yacimiento petrolífero. Por eso para separar
el agua y el petróleo en una emulsión, hay que reducir o eliminar la fuerza interfacial
entre los líquidos, para que puedan unirse las gotas de agua.
Existen diferentes métodos, que facilitan la separación del agua producida del
petróleo. Entre ellos tenemos [9]:
II.4.3.1 Método Mecánico
En la Industria petrolera, aumenta cada día mas el uso de dispositivos basados en
agentes mecánicos para ayudar a deshidratar el crudo con los desemulsificantes
químicos. Algunos de estos métodos son:
Marco teórico
29
• Aplicación de calor.
Aumenta el movimiento que poseen las partículas pequeñas en suspensión de la fase
dispersa, produciendo un mayor choque entre ellas. Produce además, una expansión
de las gotas de agua que provoca que la película del agente emulsionante se rompa.
Por último, disminuye la viscosidad de la fase continua, en este caso el petróleo, y
acelera la viscosidad de sedimentación de las gotas de agua.
• Filtrado.
Consiste en hacer pasar la emulsión a través de un medio adecuado que retenga las
partículas de agua, promueva su fusión y el consiguiente decantamiento.
• Lavado.
Consiste en hacer pasar la emulsión a través de un colchón de agua, generalmente
caliente para provocar la disolución de las gotas de agua suspendidas.
• Reposo.
Su aplicación es generalmente necesaria, pero solo en los casos de emulsiones muy
inestables, el reposo si permite la separación del agua y del petróleo en un tiempo
adecuado para las operaciones.
II.4.3.2 Método Químico
La acción de la deshidratación del crudo es, en este caso, mediante el uso de
productos químicos, los cuales reaccionan con la emulsión de tal modo que esta
pierde la capacidad de mantener las gotas de agua envueltas en petróleo. Luego, las
gotas chocan y se juntan, formándose gotas grandes que no pueden quedarse

Marco teórico
30
suspendidas en el petróleo y caen, debido a la diferencia de densidad entre el petróleo
y el agua. Se pueden diferenciar dos etapas en el tratamiento químico [1]:
• La etapa de agitación, la cual es necesaria para mezclar bien el petróleo con el
producto químico, que anteriormente se ha probado que es efectivo para reaccionar
con las sustancias.
• La etapa de reposo, que permite que las gotas bajen y se acumulen en el fondo.
Esta etapa se desarrolla generalmente en los tanques de almacenamiento, que se
desaguan antes de despachar el petróleo.
II.4.3.2 Método Térmico
Consiste en el calentamiento del crudo, mediante equipos de intercambio de calor,
tales como: calentadores de crudo y hornos.
Entre los equipos que son empleados para tratar la corriente emulsionada, crudo en
agua, obtenida de los procesos de separación de gas del petróleo, se tienen [1]:
• Calentadores
El calentador es un equipo que se utiliza para suministrar calor a las emulsiones de
agua en petróleo y así facilitar su separación.
Generalmente, los crudos pesados y extrapesados pasan a través de un calentador con
el fin de elevar su temperatura hasta el valor conveniente de trabajo. En algunos casos
durante el calentamiento de la emulsión, los calentadores eliminan la parte del gas de
Marco teórico
31
la emulsión y cantidades apreciables de agua libre, si se encuentra presente en el
fluido (crudo) sometido a calentamiento. Dentro de los dos tipos de calentadores cabe
mencionar: directos e indirectos [10]. En los calentadores directos, la emulsión entra
en contacto directo con el horno, y se usan cuando las presiones de trabajo son
moderadamente bajas. Su uso está limitado por condiciones de seguridad.
Mientras que en los calentadores indirectos la emulsión se calienta por transmisión de
calor en un baño de agua caliente. Esta clase de calentador resulta más segura de
operar que el directo, ya que el fuego no actúa directamente sobre la tubería. Por esta
razón en los calentadores directos se puede originar un incendio en caso de ocurrir
una comunicación entre el fuego y el crudo.
• Tanques de lavado
El proceso de lavado consiste en hacer pasar la emulsión a través de un colchón de
agua, generalmente caliente, para provocar la disolución de las gotas suspendidas en
el crudo. Este proceso se lleva a cabo mediante el uso de tanques conocidos en la
industria como tanques de lavado [8].
Su función principal, es tratar las emulsiones de agua en petróleo mediante el
principio de gravedad diferencial. Es decir, como el agua es mas pesada que el
petróleo, ella se asienta en el fondo del tanque. De esta manera, el petróleo que sale
del tanque de lavado generalmente cumple con las especificaciones exigidas para ser
transportado por el oleoducto.

Marco teórico
32
Uno de los parámetros más importantes en el análisis de un tanque de lavado, es el
tiempo de retención. Este parámetro se define como el tiempo que debe pasar una
emulsión en el tanque para que el petróleo y el agua se separen adecuadamente.
Usualmente se requiere que el petróleo, a la salida del tanque, posea un promedio de
agua igual o inferior a 0,5%.
• Tratadores térmicos
Son equipos diseñados para incorporar las funciones de, un separador de gas,
calentador, filtrado y separación de agua y petróleo. Por lo general, se instalan donde
no se requiere de tanque de lavado. Los tratadores combinan los efectos de calor,
química y tiempo de retención en la deshidratación [1].
El tratador térmico también posee una sección filtradora interna o en serie con el
calentador. En esta sección, la fibra del empaque comprime la emulsión y ocurre la
ruptura de la película del agente emulsificante. Luego de la reducción del gas y del
agua, el petróleo fluye a la sección de asentamiento que descarga a los tanques de
almacenamiento. En la práctica, la deshidratación mecánica es de uso frecuente para
crudo liviano y emulsiones altamente estables, sin embargo, este método tiene la
desventaja de que las perdidas por evaporación de fracciones livianas del crudo son
mayores que en el caso de deshidratación eléctrica.
Existen tratadores térmicos verticales y horizontales. En las áreas operacionales de
Anaco, los mas utilizados son los tratadores térmicos verticales, aunque para ambos
casos, el principio de funcionamiento es el mismo.
Marco teórico
33
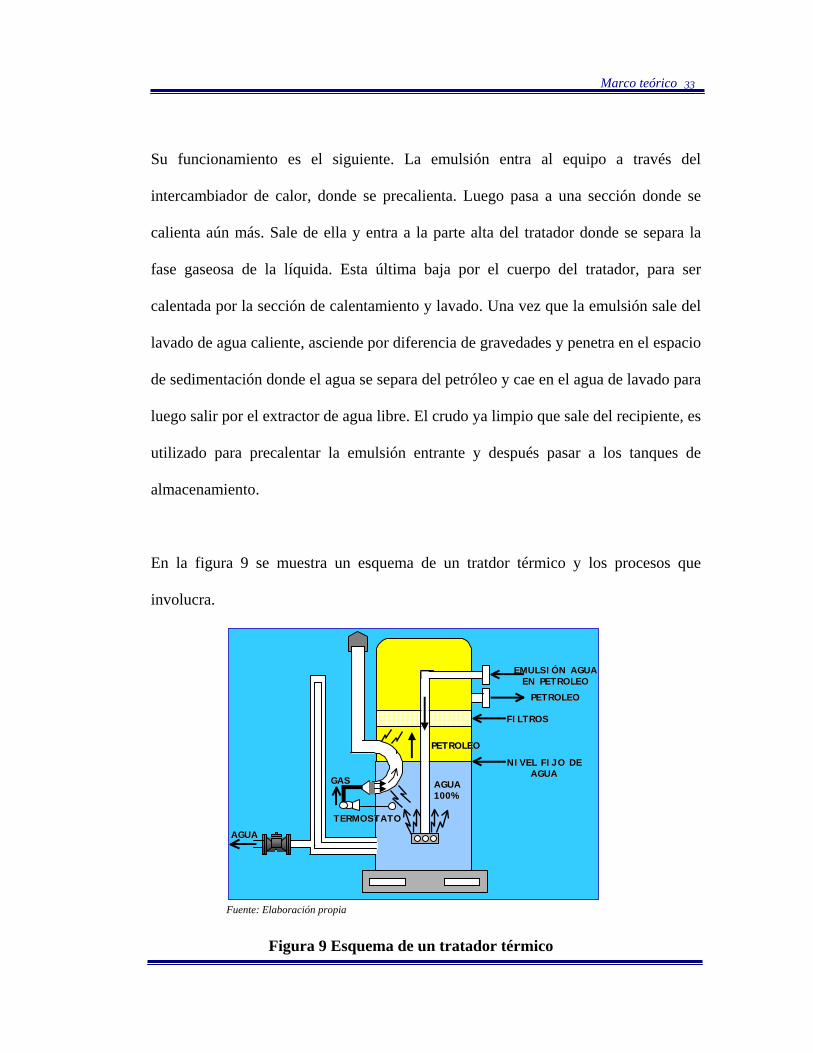
Su funcionamiento es el siguiente. La emulsión entra al equipo a través del
intercambiador de calor, donde se precalienta. Luego pasa a una sección donde se
calienta aún más. Sale de ella y entra a la parte alta del tratador donde se separa la
fase gaseosa de la líquida. Esta última baja por el cuerpo del tratador, para ser
calentada por la sección de calentamiento y lavado. Una vez que la emulsión sale del
lavado de agua caliente, asciende por diferencia de gravedades y penetra en el espacio
de sedimentación donde el agua se separa del petróleo y cae en el agua de lavado para
luego salir por el extractor de agua libre. El crudo ya limpio que sale del recipiente, es
utilizado para precalentar la emulsión entrante y después pasar a los tanques de
almacenamiento.
En la figura 9 se muestra un esquema de un tratdor térmico y los procesos que
involucra.
EMULSIÓN AGUA EMULSIÓN AGUA EN PETROLEO EN PETROLEO
AGUA AGUA
NIVEL FIJO DE NIVEL FIJO DE AGUA AGUA
PETROLEO PETROLEO
TERMOSTATO TERMOSTATO
AGUA AGUA 100% 100%
FILTROS FILTROS
PETROLEO PETROLEO
GAS GAS
Fuente: Elaboración propia
Figura 9 Esquema de un tratador térmico
Marco teórico
34
II.4.4 Proceso de medición de fluidos.
La medición de fluidos y posteriormente el procesamiento de datos, se realiza con el
objeto de conocer la producción general de la estación y/o la producción individual de
un pozo.
La medición se realiza tanto a la producción de gas como a la producción de líquido.
• Medición del gas.
El gas está íntimamente ligado a la producción de petróleo, por eso la medición del
gas producido juega un papel importante en la industria del petróleo, ya que esta
información permite conocer la condición del yacimiento [1].
La medición del gas se hace en varios sitios: en la salida del separador de prueba, en
el separador de producción y en la línea de venteo. La medición del gas es un poco
complicada, puesto que el volumen debe ser determinado durante su flujo a través de
la línea.
Existen diferentes métodos de medición del gas, pero el más utilizado es la medición
de la presión diferencial, el cual se basa en la reducción de la sección en un punto de
la tubería de flujo de gas para producir disminución de presión, después que el flujo
de gas haya pasado a través del elemento primario. El diferencial de presión creado a
través del elemento principal (placa de orificio), es medida en una carta utilizando un
Marco teórico
35
medidor de presión diferencial, registrando en el mismo instrumento la presión con la
cual fluye el gas, mejor conocida como presión estática.
• Medición del líquido.
Existen varios métodos de medición de líquidos, entre los cuales se encuentran [1]:
• Por aforación directo o indirecto.
• Flotador.
• Conteo por carga o descarga.
• Desplazamiento positivo.
El método más común de medición del líquido es mediante aforación directa o
indirecta. La aforación directa consiste en bajar una cinta plomada hasta tocar
ligeramente el fondo del tanque o la placa de nivel cero (0) fijado en el fondo. El
nivel del líquido en el tanque se determina por la longitud de la cinta mojada. El
método indirecto, consiste en bajar una cinta con su plomada hasta cierta profundidad
del líquido contenido en el tanque. El nivel de líquido contenido en el tanque se
determina restándole a la altura de referencia la lectura de la cinta (longitud total
introducida en el tanque) y sumándole al resultado obtenido, la lectura de la cinta
mojada. Esto equivale a restarle a la altura total del tanque la parte del mismo que ha
quedado vacía.
II.4.5 Proceso de recolección en tanques.
Marco teórico
36
Diariamente en las estaciones de descarga es recibido el crudo producido por los
pozos asociados a estas estaciones y el proveniente de las estaciones de flujo. Este
crudo es recolectado en tanques después de haber sido separado del gas y luego es
transferido a los patios de tanques para su despacho. Los tanques de recolección se
utilizan para la medición del líquido.
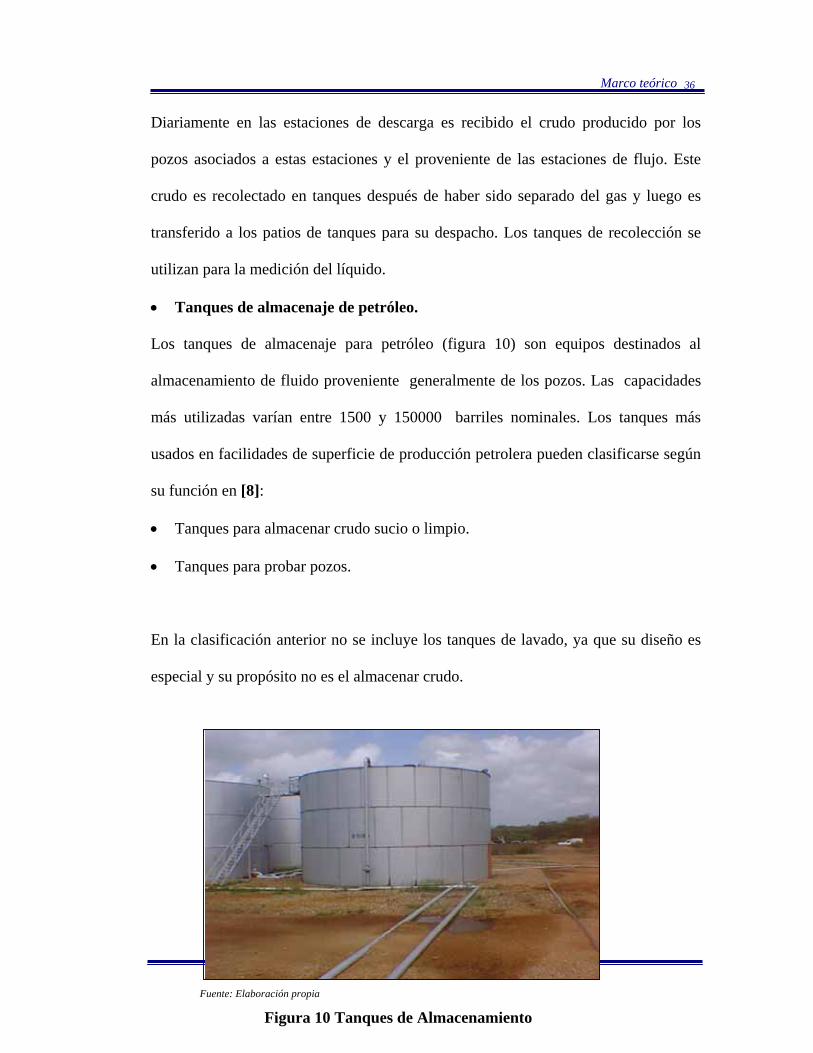
• Tanques de almacenaje de petróleo.
Los tanques de almacenaje para petróleo (figura 10) son equipos destinados al
almacenamiento de fluido proveniente generalmente de los pozos. Las capacidades
más utilizadas varían entre 1500 y 150000 barriles nominales. Los tanques más
usados en facilidades de superficie de producción petrolera pueden clasificarse según
su función en [8]:
• Tanques para almacenar crudo sucio o limpio.
• Tanques para probar pozos.
En la clasificación anterior no se incluye los tanques de lavado, ya que su diseño es
especial y su propósito no es el almacenar crudo.
Fuente: Elaboración propia
Figura 10 Tanques de Almacenamiento

Marco teórico
37
II.4.6 Proceso de distribución de fluidos.
• Manejo del gas.
El gas, una vez separado del crudo puede tener los siguientes destinos:
< Gas de instrumentos.
< Gas a bombas como fuerza motriz.
< Gas de arranque de algunas máquinas, como los motores de combustión interna.
< Gas combustible.
< Gas a Turbogeneradores.
< Gas hacia las plantas compresoras (este es el destino de la mayor parte del gas).
• Manejo del crudo.
Una vez separado del gas, el crudo es recolectado y enviado a los tanques de donde
puede ser bombeado a los siguientes sitios:
< Patios de almacenamiento.
< Sistemas de deshidratación (donde existan).
Los patios de almacenaje son instalaciones destinadas al almacenamiento de todo el
petróleo producido en un área determinada o zona de producción. Están provistas de
tanques de almacenamiento con diferentes capacidades, las cuales oscilan entre 47000
y 250000 bls, además de capacidad para recibo, fiscalización y bombeo. En los
patios de tanques se realiza la medición del petróleo y de sus especificaciones antes
de ser bombeado hasta los terminales de embarque. El bombeo se realiza a través de
Marco teórico
38
un cierto número de bombas (dependiendo de la capacidad del patio), las cuales
pueden ser de tipo reciprocante o centrífugas [1].
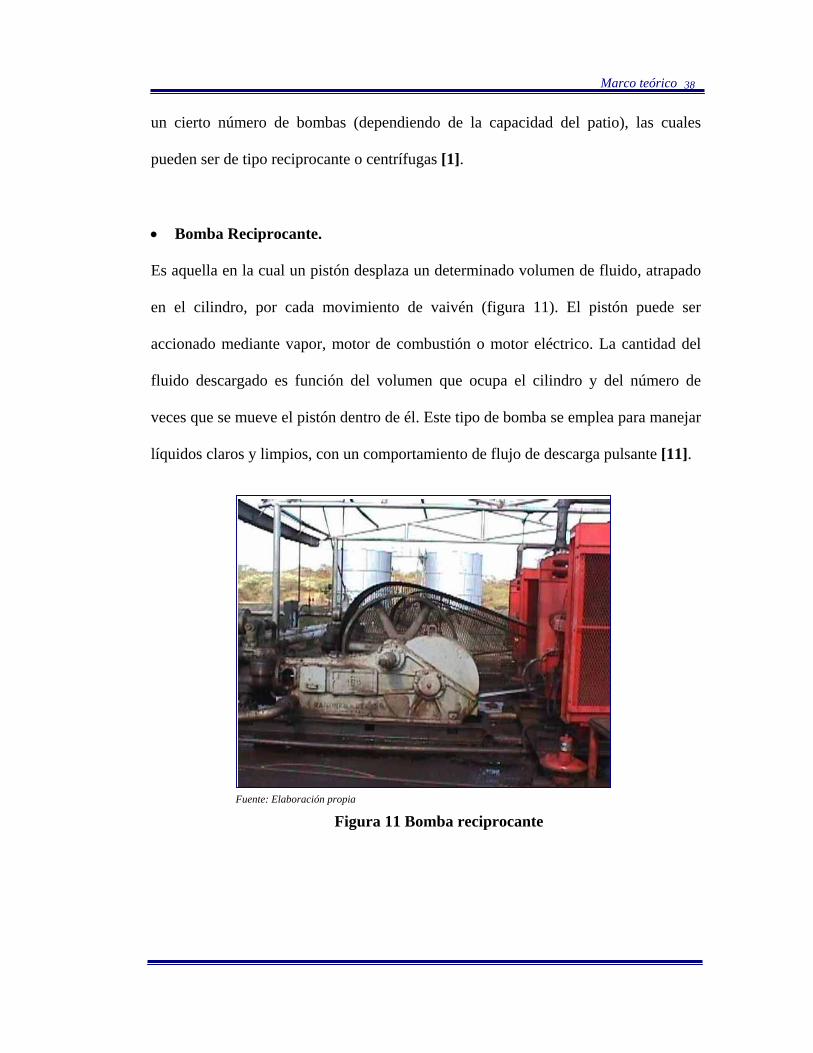
• Bomba Reciprocante.
Es aquella en la cual un pistón desplaza un determinado volumen de fluido, atrapado
en el cilindro, por cada movimiento de vaivén (figura 11). El pistón puede ser
accionado mediante vapor, motor de combustión o motor eléctrico. La cantidad del
fluido descargado es función del volumen que ocupa el cilindro y del número de
veces que se mueve el pistón dentro de él. Este tipo de bomba se emplea para manejar
líquidos claros y limpios, con un comportamiento de flujo de descarga pulsante [11].
Fuente: Elaboración propia Figura 11 Bomba reciprocante
Marco teórico
39
• Bomba Centrífuga
Es aquella que incrementa el nivel de energía del líquido mediante el uso de la fuerza
centrífuga. El líquido a bombear entra por el centro de un impulsor y posteriormente,
mediante paletas o alabes, el líquido alcanza altas velocidades debido a la rotación del
impulsor. Finalmente el líquido es lanzado hacia fuera, a un canal anular por medio
de la fuerza centrifuga. De esta manera parte de la energía se convierte en presión.
Este tipo de bombas manejan líquidos limpios, claros, sucios, abrasivos y con altos
contenidos de sólidos y presentan un tipo de descarga continuo [11].
II.5 OPCIONES DE DISPOSICION DE LOS EFLUENTES LIQUIDOS
La cantidad de agua que acompaña al petróleo producido de los pozos, una vez
separada en los procesos de deshidratación, se debe tratar de manera adecuada según
sea su disposición final [12].
• Al medio ambiente
Esta opción implica el vertido de las aguas de formación al mar, ríos o lagos
cercanos a las estaciones de flujo o descarga. Este caso requiere que las aguas sean
tratadas de acuerdo a las disposiciones de regulación legal establecidas por el
MARN.

Marco teórico
40
• Para inyección en el subsuelo
Otro mecanismo de disposición de agua de formación, es la inyección al subsuelo.
Esta inyección es utilizada para recuperación secundaria de petróleo en yacimientos
productivos o reservorios no productivos.
• Para confinamiento de reservorios no productivos
Otra de las formas de disposición es inyectando el agua de formación a reservorios
no productivos para confinamiento en el subsuelo. Este método es el utilizado
actualmente en la zona objeto de estudio, así como en otras áreas operacionales del
Distrito Anaco. Para evitar obstrucciones de las arenas receptoras, problemas de
corrosión y depósitos de escamas, debe dársele a estas aguas el tratamiento
fisicoquímico adecuado.
II.5.1 Plantas de Inyección de Agua de salada
Las llamadas Plantas de Inyección de Agua Salada(PIAS), son facilidades de
superficie, ubicadas en las estaciones de descarga, que facilitan el manejo e inyección
del agua de formación hacia los pozos inyectores, para su confinamiento en el
subsuelo. Entre los equipos utilizados en las PIAS, los cuales facilitan el proceso de
inyección, se tienen:
• Tanques de asentamiento
Son recipientes destinados al almacenamiento del agua de formación, cuya función
principal es facilitar la decantación de los sólidos suspendidos.
Marco teórico
41
Las características físicas de dichos tanques son las siguientes:
1. Son recipientes verticales, cilíndricos, atornillados y fabricados en acero.
2. Sus capacidades nominales varían entre 100 y 10.000 barriles.
3. Su presión interna es aproximadamente igual a la atmosférica.
4. Pueden ser ensamblados directamente en el área. Ofrecen la ventaja de ser
fácilmente construidos y desmantelados (no requieren de equipos especiales).
Cualquier sección del tanque puede ser reemplazada sin necesidad de
desmantelarlo.
II.6 CALIDAD REQUERIDA DEL AGUA DE INYECCIÓN.
Los requerimientos de calidad del agua de inyección dependen, por una parte, de las
propiedades fisicoquímicas del agua y por la otra de las propiedades hidrológicas y
mineralógicas de la formación receptora.
Debido al hecho de que dichas aguas han estado en contacto con los minerales de las
rocas, contienen sales disueltas, con un predominio neto de iones Cl -, Na +, Ca ++,
SO4=, cuya concentración y naturaleza dependen de las propiedades particulares del
yacimiento. También pueden encontrarse otros contaminantes en solución, tales
como: arsénico, cromo, bario, mercurio, estroncio, radio, plomo, potasio, magnesio,
hierro y antimonio [13].
Los parámetros claves para determinar la calidad del agua son la concentración de
estos minerales en el agua de formación y su repercusión en el índice de estabilidad,
Marco teórico
42
el cual predice la tendencia de las aguas salinas a formar escalas. Adicionalmente,
existen otros parámetros de gran importancia como lo son los sólidos suspendidos en
el agua y el tamaño de las partículas, cuyas especificaciones dependerán de los
valores de permeabilidad y del tamaño del poro de la formación. Un alto contenido de
estos, puede ser el principal causante de taponamiento en los yacimientos.
II.6.1 Tratamiento Químico del Agua de Inyección
Las aguas de formación asociadas a los procesos de extracción de crudo, son aguas
con alta tendencia incrustante y muy corrosivas. Estos factores pueden causar daños
en tuberías, equipos, además de producir, como se mencionó en el párrafo anterior,
taponamiento en las arenas receptoras de los pozos inyectores.
La figura 12 se muestra un tanque y/o contenedor de química para inyección en
campo.
Figura 12 Tanque de inyección de química
Marco teórico
43
Para evitar problemas de incrustaciones, corrosión y taponamientos, se efectúan los
siguientes tratamientos químicos al agua de formación:
• Tratamiento Anti – Incrustante
Se realiza con el propósito de proteger la formación receptora del agua inyectada,
para evitar depósitos e incrustaciones de sales, que taponan los poros. Otra razón por
la cual se efectúa este tratamiento, es por el daño que pueden causar en los equipos
que manejan dicha agua. Este tratamiento permite mantener las sales incrustantes en
solución [14].
Fuente: Elaboración propia
• Tratamiento Anticorrosivo
El agua de formación, asociada al proceso de producción de crudo, contiene ciertas
cantidades de oxígeno disuelto, que en reacción con el hierro disuelto presente en ella
forman un precipitado de hidróxido ferroso, provocando picaduras y orificios en los
equipos. Por dicha razón es necesario aplicar tratamiento anticorrosivo; el cual actúa
disminuyendo la velocidad de ataque sobre el metal [14].
Tratamiento Microbiológico.
Este tratamiento es aplicado con el propósito de eliminar las bacterias sulfato-
reductoras presentes en las aguas de formación. Estas bacterias promueven la
formación de corrosión, ya que toman el hidrógeno elemental, generado en los sitios

Marco teórico
44
catódicos para reducir el sulfato a sulfuro de hidrógeno, tal y como se muestra en la
siguiente reacción [14]:
4H2 + SO4 = H2S + H2O + 2OH- (Ec. 1)
II.7 TRATAMIENTO DIVERGENTE. La estimulación es el principal tratamiento aplicado a nivel de pozos. Representa una
serie de tratamientos que tienen como objeto eliminar los daños causados a la
formación y restaurar la capacidad natural de inyección y/o producción del pozo, o
según sea el caso, incrementarla por encima de su valor natural. Los fluidos que se
utilicen en el trabajo deben ser cuidadosamente seleccionados, para evitar
incompatibilidades que generen precipitaciones insolubles y emulsiones que agravan
el nivel de daño de la formación [15].
II.8 MECANISMOS QUE PROMUEVEN LA FORMACIÓN DE INCRUSTACIONES. Las incrustaciones son definidas como depósitos, generalmente cristales de minerales
duros fuertemente adheridos a una superficie metálica que precipitan desde el agua
como consecuencia de cambios en la presión, temperatura, pH o mezcla de aguas
incompatibles que limitan la solubilidad de algunos minerales disueltos [14].
La cristalización de sólidos en una superficie está determinada por los siguientes
factores:
• Supersaturación.
Marco teórico
45
• Nucleación.
• Tiempo de contacto.
• Crecimiento del cristal.
La sobresaturación o supersaturación ocurre cuando la concentración de la sal
excede su solubilidad en el agua [14].
La formación inicial de un precipitado ocurre a través de una “semilla” que origina lo
que se denomina nucleación. Existen dos tipos de nucleación a homogénea, que se
manifiesta espontáneamente debido a un grado de supersaturación de las especies
incrustantes que originan su propia semilla y la heterogénea, que ocurre cuando
partículas extrañas actúan como “semilla” para la formación de la incrustación [14].
Lograda la supersaturación y la nucleación, debe haber un suficiente tiempo de
contacto entre la solución y los sitios nucleantes. El tiempo puede variar de segundos
a varios años, dependiendo del grado de supersaturación, del tipo y número de sitios
de nucleación, temperatura, pH, etc.
Esto se explica porque el sólido inicialmente formado puede que no sea estable, por
lo tanto, a lo largo de un período la estructura cristalina puede cambiar a la fase
estable.
Marco teórico
46
Este cambio puede estar acompañado por precipitación adicional y en consecuencia,
por una reducción en la concentración de la solución, porque la fase más estable casi
siempre tiene una solubilidad inferior a la fase inicialmente formada.
A medida que la concentración en la solución disminuye por el crecimiento de las
partículas de mayor tamaño, las más pequeñas se disuelven porque la concentración
de la solución disminuye por debajo de la saturación y la conversión de las partículas
pequeñas en otra de mayor tamaño se ve favorecida por la aglomeración [16].
II.8.1 Factores que incrementan la formación de incrustaciones
Las incrustaciones de sales se ven favorecidas por los siguientes factores [14]:
• pH: la mayoría de las sales presentes en el agua disminuye su solubilidad cuando
el pH aumenta, por lo tanto, incrementa su potencial incrustante. Cuando el pH baja,
aumenta la corrosión del agua y se incrementa el potencial incrustante de algunos
tipos de sílice.
• Temperatura: al igual que con el pH, muchas sales comunes en el agua
disminuyen su solubilidad con incremento de la temperatura.
• Concentración: las incrustaciones se producen cuando la cantidad de especies
disueltas en el agua excede su punto de saturación. También otros sólidos disueltos
pueden influenciar la tendencia a formar incrustaciones.

Marco teórico
47
• Sólidos suspendidos: un mayor contenido de sólidos suspendidos (sólidos
naturales, productos de corrosión, actividad microbiológica, etc.) favorece la
formación de incrustación porque incrementa los sitios de nucleación.
• Factores dinámicos: las velocidades de flujo menores de 0,6 m/s crean
condiciones favorables para la formación de incrustaciones.
II.8.2 Incrustaciones comunes en yacimientos petroleros.
La formación de escamas, en la mayoría de los casos, está asociada a la precipitación
de carbonato de calcio y sulfatos de bario, estroncio y calcio.
El carbonato de calcio (Ca CO3) es la incrustación más común presente en muchos
sistemas, ya que se produce por efecto de la reversión del bicarbonato de calcio
debido a un incremento de la temperatura [14], tal y como se observa en la reacción
siguiente:
Ca++ + CO3- Ca CO3 (Ec. 2)
Ca++ + 2 (HCO3-) Ca CO3 + CO2 + H2O (Ec. 3)
Los depósitos de carbonato de calcio pueden ser removidos por ajustes de pH, por lo
que resultan fáciles de controlar.
Marco teórico
48
La solubilidad del CaCO3 en el agua se incrementa ante la presencia de CO2 al
disolverse este compuesto y formarse el ácido carbónico, ionizándose de acuerdo a
las siguientes reacciones [14]:
CO2 + H2O H2CO3 (Ec. 4)
H2CO3 H+ + HCO3- (Ec. 5)
HCO3- H+ + CO3
- (Ec. 6)
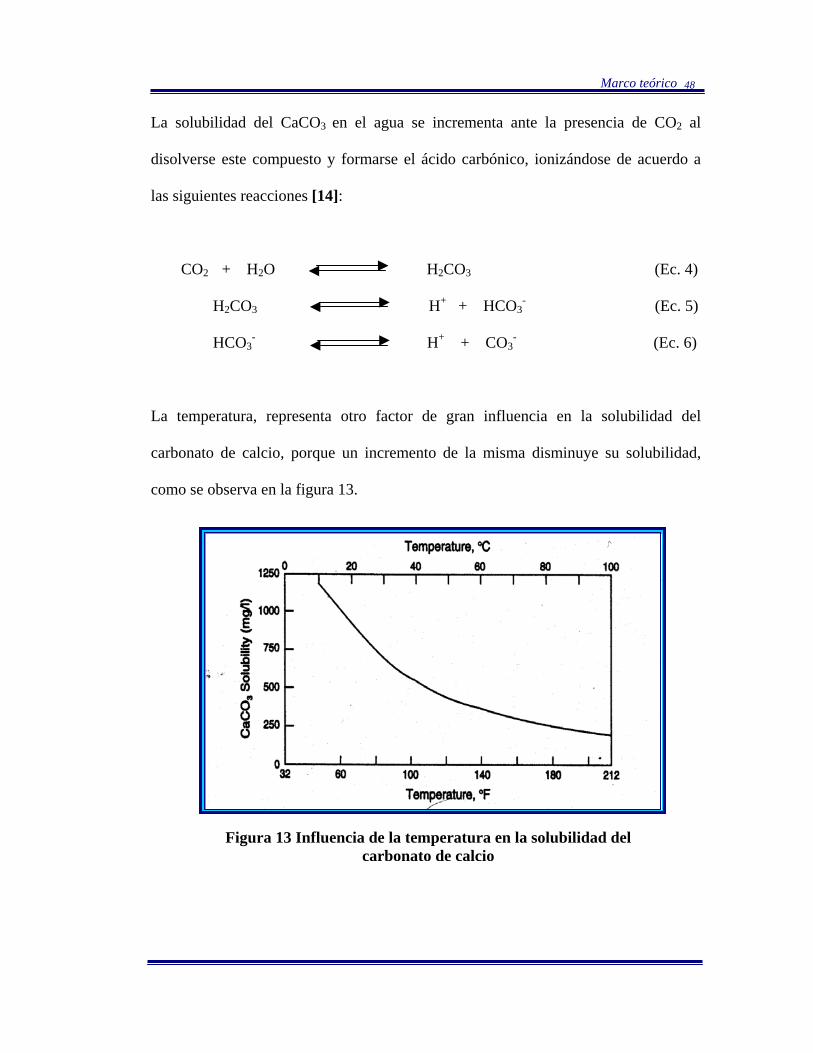
La temperatura, representa otro factor de gran influencia en la solubilidad del
carbonato de calcio, porque un incremento de la misma disminuye su solubilidad,
como se observa en la figura 13.
Figura 13 Influencia de la temperatura en la solubilidad del carbonato de calcio
Marco teórico
49
Las incrustaciones de silicatos, en especial la de magnesio (MgSiO3), es sumamente
resistente y difícil de remover excepto por medio de métodos mecánicos o químicos.
La precipitación de este compuesto es influenciada por el pH y las concentraciones de
Mg y SiO2 [14].
La precipitación de silicato de magnesio (MgSiO3) puede ser prevenida manteniendo
el pH por debajo de 7,8 y una relación de Ca/Mg > 1.
II.8.3 Inhibidores de incrustación
II.8.3.1 Definición y clasificación
Están constituidos por un solvente y un activo. El solvente actúa como vehículo y
estabilizador a las condiciones de operación, y los activos son las moléculas
minerales u orgánicas, patentadas y distribuidas por empresas especializadas en el
ramo [14].
Los inhibidores de incrustación se clasifican en [14].
• Fosfatos inorgánicos, conocidos como polifosfatos, inhiben la formación de
carbonato de calcio manteniéndolo en solución. Están limitados a sistemas abiertos
por su reversión a ortofosfato de calcio. Dicha reversión es influenciada por
incrementos de temperatura y contaminación con hierro soluble y manganeso.
Marco teórico
50
• Fosfatos orgánicos, conocidos también como fosfonatos o ácidos fosfónicos,
son estables en sistemas de altas temperaturas, presión y pH, solo que la cantidad
requerida para inhibir se incrementa con la temperatura.
• Polímeros orgánicos, existen sintéticos y naturales, actúan reforzando la carga
negativa superficial e incrementan su fuerza de repulsión, de manera tal que evitan la
unión de las partículas para formar partículas más grandes que puedan precipitar en
las áreas de transferencia de calor y originar depósitos.
• Poliacrilatos, actúan absorbiéndose sobre la superficie de la partícula coloidal,
reforzando de esta forma su carga negativa, produciendo un efecto de repulsión con
otras partículas.
• Fosfinos carboxílicos, son una sinergia de fosfonatos y polímeros con
características definidas: excelentes inhibidores de incrustaciones de carbonato de
calcio, alta estabilidad química - térmica, entre otras.
II.8.4 Indice de estabilidad de Stiff and Davis
Existen modelos matemáticos que permiten predecir la formación de depósitos en
diversos sistemas. Estos modelos fueron denominados índices de estabilidad, y
revelan la tendencia, mas no la cuantifican, de las aguas salinas de yacimientos
petrolíferos a formar incrustaciones. El más utilizado para este tipo de efluente es el
Indice de Estabilidad de Stiff and Davis (IESAD), cuya expresión es la siguiente [17]:
IESAD = pH - K - P Ca++ - P Alk “M” (Ec. 7)
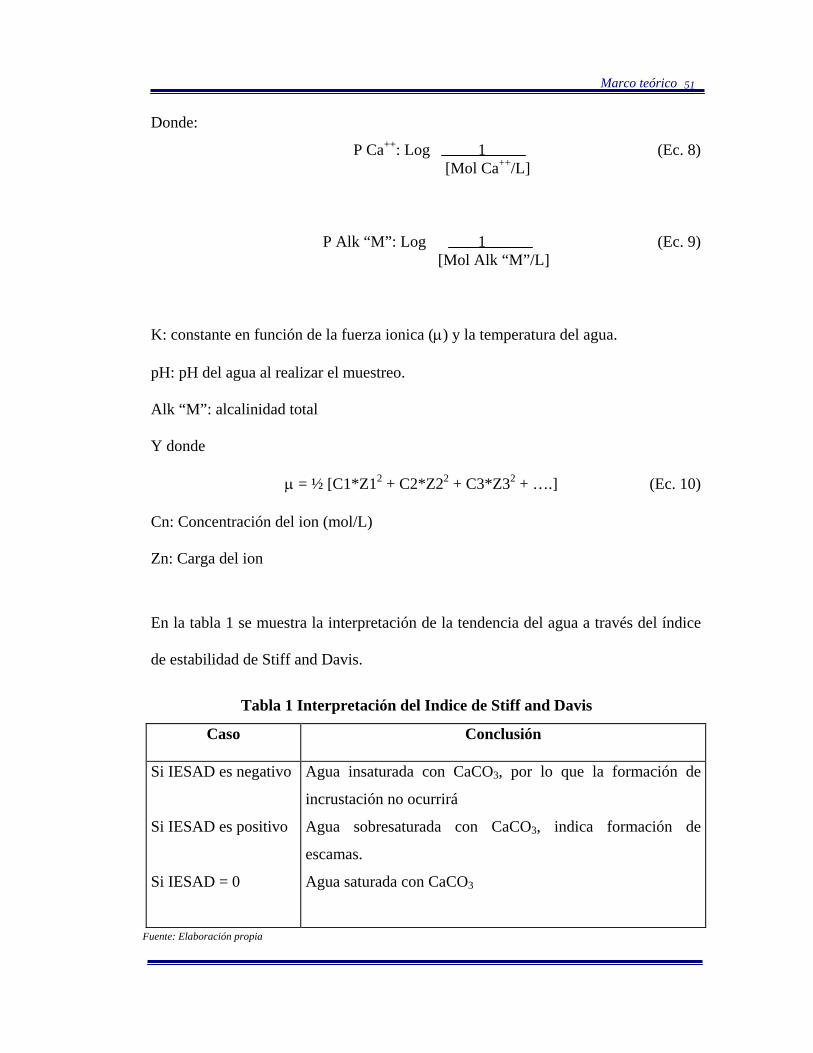
Marco teórico
51
Donde:
P Ca++: Log 1 (Ec. 8) [Mol Ca++/L]
P Alk “M”: Log 1 (Ec. 9) [Mol Alk “M”/L]
K: constante en función de la fuerza ionica (µ) y la temperatura del agua.
pH: pH del agua al realizar el muestreo.
Alk “M”: alcalinidad total
Y donde
µ = ½ [C1*Z12 + C2*Z22 + C3*Z32 + ….] (Ec. 10)
Cn: Concentración del ion (mol/L)
Zn: Carga del ion
En la tabla 1 se muestra la interpretación de la tendencia del agua a través del índice
de estabilidad de Stiff and Davis.
Tabla 1 Interpretación del Indice de Stiff and Davis
Caso Conclusión
Si IESAD es negativo
Si IESAD es positivo
Si IESAD = 0
Agua insaturada con CaCO3, por lo que la formación de
incrustación no ocurrirá
Agua sobresaturada con CaCO3, indica formación de
escamas.
Agua saturada con CaCO3
Fuente: Elaboración propia
Marco teórico
52
II.9 CONTROL MICROBIOLÓGICO
El control o eliminación de los microorganismos, es un tema de gran importancia, ya
que estos pueden ser los responsables de corrosiones en el sistema y taponamientos
de formaciones receptoras [18].
Existen diferentes tipos de microorganismos responsables de este tipo de problemas,
entre ellos se pueden citar [18]:
• Algas, están constituidas por clorofila, necesitan de la luz solar para crecer, se
originan en la superficie de estanques abiertos.
• Hongos, estos organismos son raramente un problema en las operaciones de
inyección de agua en los campos petroleros.
• Bacterias, son los organismos de categoría más importante en los sistemas de
inyección o disposición de agua. Una de las razones por la cual las bacterias son un
problema, es que ellas pueden multiplicarse rápidamente.
Su clasificación más importante es en términos de su necesidad de oxígeno:
< Bacterias aeróbicas: las que requieren de oxígeno para crecer.
< Bacterias anaeróbicas: deben tener una atmósfera libre de oxígeno para
propagarse.
< Bacterias facultivas: aquellas que se adaptan a la ausencia o presencia de oxígeno.

Marco teórico
53
II.9.1 Bacterias causantes de problemas
• Bacterias sulfato reductoras anaeróbicas
< Desulfovibrio Desulfricans: reducen al ión sulfato (SO4=) inorgánico a ion
sulfuro (S=) en sus procesos metabólicos. Un producto directo del metabolismo de los
desulfovibrio es el sulfuro de hidrógeno (H2S), el cual causa copiosas cantidades de
SFe, el cual es un agente de taponamiento en los pozos de inyección; y cuando el SFe
es expuesto al aire o bajo un cambio de pH, ocurre la familiar agua negra [18].
< Clostridia, este tipo de bacteria es termofíla, y no crecen bajo las mismas
condiciones que otras bacterias sulfato reductoras. Estas bacterias son formadoras de
esporas.
• Bacterias aeróbicas formadoras de limo
Entre estas se encuentran: pseudomonas, escherichia, bacilos y flavobacterium
aerobacter [18].
Bajo condiciones aeróbicas, son capaces de producir grandes masas de limo, las
cuales al desprenderse de las paredes de las tuberías u otras superficies, taponan la
formación.
II.10 DESCRIPCIÓN GENERAL DE LOS CAMPOS EN ESTUDIO • Campo Santa Ana:
Una (1) estación de flujo (SAEF-1) y dos (2) de descarga (SAED-2 y SAED-3)
recolectan la producción proveniente de los pozos productores adyacentes a cada una

Marco teórico
54
de ellas. Siendo la más importante SAED-3, por manejar la mayor cantidad de
producción de crudo condensado y parafinoso. En estas estaciones se recolecta la
producción a diferentes niveles de presión, desde la mas alta de 1200 lpc hasta la mas
baja de 60 lpc.
SAEF-1, cuenta con una línea de flujo que transfiere la producción recolectada a una
presión de 60 lpc hacia SAED-3. Dicha producción, constituye la mezcla crudo–agua
asociada al aporte diario de los pozos que convergen a ella.
La conformación de la estación principal, SAED-3, es la siguiente: cinco (5)
múltiples de entrada; once (11) separadores gas - líquido, seis (6) tratadores térmicos,
ocho (8) tanques de almacenamiento de crudo, dos (2) bombas de transferencia de
crudo, líneas de 4, 6, 8, y 12 pulgadas de diámetro que se encargan de transportar los
diferentes componentes obtenidos de los procesos de acondicionamiento del crudo y,
un sistema de bombeo de química antiescala, para minimizar las incrustaciones en los
tratadores.
A su vez, cuenta con una Planta de Inyección de Agua Salada (PIAS), que maneja el
agua de formación, proveniente de los procesos de deshidratación del crudo. El agua
es enviada a tres (3) tanques de almacenamiento temporal, ubicados en la PIAS, que
sirven también de asentadores de sedimentos y, dos (2) bombas reciprocantes marcas
Gardner Denver y National Oilwell que bombean este efluente hacia tres (3) pozos
inyectores: AM 21, 26 y AG 5.

Marco teórico
55
Adicionalmente, cuenta con un sistema de bombeo de química biocida en la línea de
succión de las bombas, para evitar el crecimiento bacteriológico.
El exceso de agua, almacenada en los tanques, que no puede ser enviada a los pozos
inyectores, por no contar con capacidad de recepción suficiente, es depositado en la
macrofosa ubicada en la estación. Esta laguna o fosa, con capacidad de 20000 bls
cuenta con una bomba reciprocante Gardner Denver, que se encarga de bombear el
agua hasta la PIAS de SAED-3.
Al igual que SAED-3, la estación de descarga Santa Ana 2 (SAED-2), posee el
mismo principio de operación, pero con la diferencia que el agua de formación
asociada a sus procesos es enviada a una fosa de alivio, con capacidad de 25000 bls,
por no contar con otra opción de disponibilidad.
En la figura 14 se muestra una representación esquemática del sistema de operación
de la estación de descarga Santa Ana 3 (SAED-3).
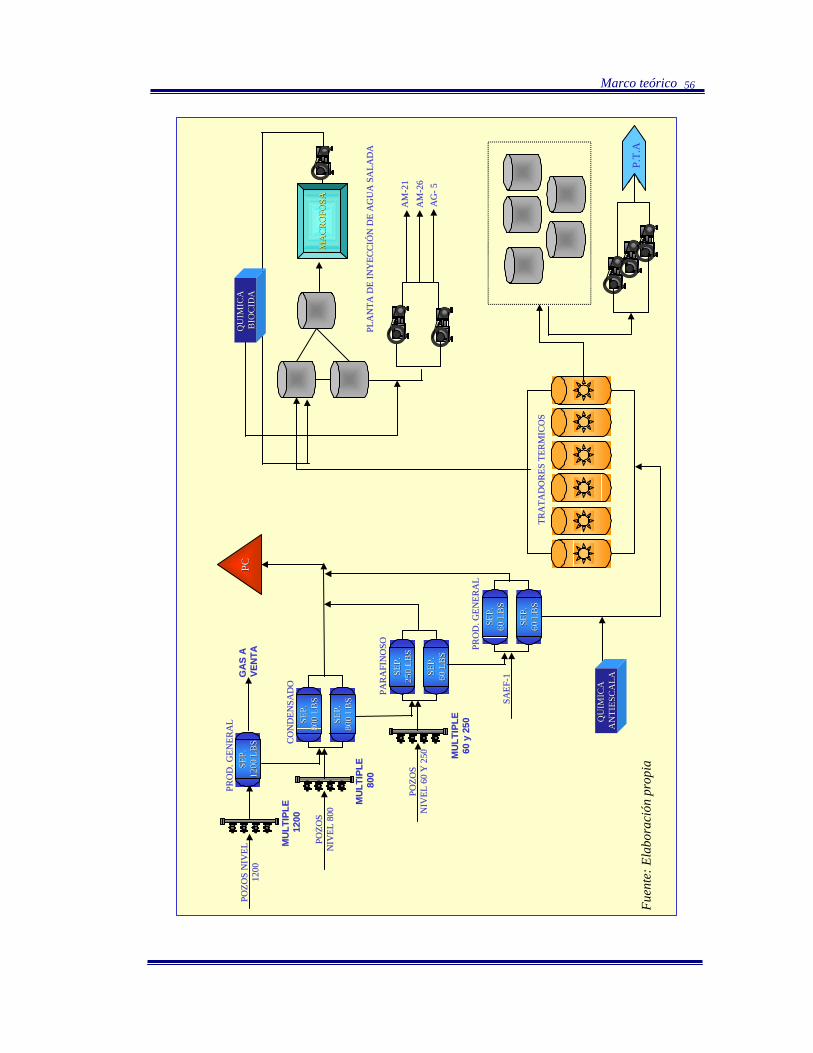
Marco teórico
56
POZO
S N
IVEL
POZO
S N
IVEL
1200
1200
SEP.
SEP.
1200
LB
S12
00 L
BS
MU
LTIP
LEM
ULT
IPLE
120
0 1
200
POZO
SPO
ZOS
NIV
EL 8
00N
IVEL
800
MU
LTIP
LEM
ULT
IPLE
800
800
SEP.
SEP.
800
LBS
800
LBS
SEP.
SEP.
800
LBS
800
LBS
PRO
D. G
ENER
AL
PRO
D. G
ENER
AL
CO
ND
ENSA
DO
CO
ND
ENSA
DO
POZO
SPO
ZOS
NIV
EL 6
0 Y
250
NIV
EL 6
0 Y
250 M
ULT
IPLE
MU
LTIP
LE60
y 2
5060
y 2
50
SEP.
SEP.
250
LBS
250
LBS
SEP.
SEP.
60 L
BS
60 L
BS
PAR
AFI
NO
SOPA
RA
FIN
OSO
SAEF
-1SA
EF-1
SEP.
SEP.
60 L
BS
60 L
BS
SEP.
SEP.
60 L
BS
60 L
BS
PRO
D. G
ENER
AL
PRO
D. G
ENER
AL
GA
S A
GA
S A
VEN
TA V
ENTA
PCPC
TRA
TAD
OR
ES T
ERM
ICO
STR
ATA
DO
RES
TER
MIC
OS
AM
-21
AM
-21
AM
-26
AM
-26
AG
AG
- 5- 5
PLA
NTA
DE
INY
ECC
IÓN
DE
AG
UA
SA
LAD
APL
AN
TA D
E IN
YEC
CIÓ
N D
E A
GU
A S
ALA
DA
MA
CR
OFO
SAM
AC
RO
FOSA
P.
T.A
QU
IMIC
A
QU
IMIC
A
AN
TIES
CA
LAA
NTI
ESC
ALA
QU
IMIC
A
QU
IMIC
A
BIO
CID
AB
IOC
IDA
Fuen
te: E
labo
raci
ón p
ropi
a
Marco teórico
57
Campo El Toco
Este campo cuenta con una estación de descarga, ETED-1, que se encarga de
recolectar la producción de los pozos que convergen a ella. En esta estación se
recolecta la producción a diferentes niveles de presión, desde 500 lpc hasta 60 lpc.
La conformación de ETED-1, es la siguiente: dos (2) múltiples de entrada; cuatro (4)
separadores gas - líquido, dos (2) tratadores térmicos, dos (2) tanques de
almacenamiento de crudo, una (1) bomba de transferencia de crudo y líneas de 4, 6, 8,
y 12 pulgadas de diámetro, que encargan de transportar los diferentes componentes
obtenidos de los procesos de acondicionamiento del crudo.
A su vez, cuenta con una Planta de Inyección de Agua Salada (PIAS), que maneja el
agua de formación, proveniente de los procesos de deshidratación del crudo. El agua
es enviada a dos (2) tanques de almacenamiento temporal y de allí una (1) bomba
reciprocante marca Gardner Denver es la encargada de bombear este efluente hacia el
pozo inyector TM 9. Al igual que en el Campo Santa Ana, los excedentes de agua son
depositados en fosas de alivio.
Sin embargo, esta estación no recibe tratamiento químico de ningún tipo, ya que la
tendencia del agua a formar depósitos, se infiere, es muy baja. Su único pozo inyector
no ha presentado problemas de capacidad a la hora de recibir los volúmenes de agua
producidos en el campo.
Capítulo III Metodología
La investigación llevada a cabo es de tipo descriptiva, ya que a través de ésta se hizo
factible la identificación de las fallas propias del sistema actual de operaciones de
producción, específicamente las relacionadas al sistema de disposición/inyección de
agua de formación, y experimental porque mediante análisis fisicoquímicos, se
estudiaron las características de los efluentes manejados por este sistema.
Adicionalmente, se realizaron simulaciones hidráulicas tanto del sistema de manejo
de crudo, como del de disposición/inyección de agua para evaluar la factibilidad y
sensibilidad de centralización de la producción bruta de los campos El Toco y Santa
Ana en SAED-3.
III.1 TÉCNICAS DE RECOLECCION DE DATOS.
La recolección de la información necesaria para esta evaluación se realizó a través de
diferentes técnicas, entre las que se pueden citar: revisión bibliográfica, entrevistas,
visitas a campo y observación directa.
Revisión bibliográfica: esta técnica permitió recopilar información necesaria
para el conocimiento de los sistemas evaluados, procedimientos experimentales y
normativas existentes, útiles para la realización de ensayos de laboratorio y
Metodología
59
determinación de la calidad del agua de inyección, a través de textos, folletos,
planos, registros, entre otras.
Entrevistas no estructuradas: esta técnica se aplicó al personal que labora en las
estaciones de producción evaluadas, como son: ingenieros, supervisores,
operadores, mecánicos e instrumentistas, a objeto de recopilar información
referente a la condición actual de las instalaciones de producción, de disposición y
las fallas recurrentes a ellas.
Observación directa: a través de esta técnica se pudo examinar y constatar, con
visitas guiadas, el estado actual de las estaciones de producción evaluadas,
permitiendo la visualización de los procesos y una integración con los patrones y
formas de trabajo utilizados por el personal involucrado.
III.2 ETAPAS DE LA INVESTIGACION.
III.2.1 Inspección de los sistemas de producción y disposición, de los campos
Santa Ana y El Toco.
Se realizó una inspección que permitió visualizar de manera general los procesos que
conforman el sistema en una estación de producción, en este caso los de
acondicionamiento de crudo y los de disposición de agua de formación.
Adicionalmente, se recopiló información acerca de las características de los equipos
instalados y la conformación de las instalaciones, obteniendo lo siguiente:

Metodología
60
• Sistemas de producción.
Se constató el estado de los pozos productores asociados a las estaciones SAEF-1,
SAED-2, SAED-3 y ETED-1, el estado y capacidad actual de manejo de los
separadores gas–líquido, tratadores térmicos, tanques de almacenamiento de crudo,
bombas reciprocantes y líneas de transmisión, así como los tratamientos químicos
aplicados actualmente y ubicación de los mismos.
• Sistemas de inyección de agua de formación.
Se obtuvo información acerca de la capacidad de almacenamiento de los tanques, de
bombeo de las unidades instaladas, diámetro y longitud de las líneas de succión,
descarga e inyección, capacidad de recepción de líquido de los pozos inyectores, y
por último las dimensiones y capacidad de almacenamiento de las fosas.
III.2.1.1 Levantamiento planimétrico y descripción de los sistemas de
producción de crudo y disposición del agua de formación.
Las visitas a campo, representaron la herramienta más útil para el desarrollo del
proyecto y facilitaron el entendimiento de los procesos que rigen ambos sistemas. Se
realizaron recorridos, donde se pudo observar las condiciones en que se encuentran
las instalaciones destinadas a la separación, tratamiento y acondicionamiento del
crudo, hasta llegar al sistema de disposición de agua, en el caso de la estación
principal SAED-3, donde se verificó la operatividad de sus equipos y de sus pozos

Metodología
61
receptores. A su vez, permitieron realizar y representar, un esquema real de estos
procesos.
Es importante señalar que actualmente no existen planos con las últimas
modificaciones realizadas en las instalaciones, de allí la importancia de lo descrito
anteriormente.
III.2.2 Estudio y evaluación del sistema de disposición de SAED-3.
El estudio y evaluación del sistema de disposición de SAED-3, la cual representa la
estación principal de convergencia de producción una vez llevada a cabo la
centralización, consistió en lo siguiente:
III.2.2.1 Determinación del volumen de agua bombeado a los pozos inyectores
AM 26, 21 y AG 5.
El volumen de agua bombeado hacia los pozos receptores, se determina a través de
las llamadas pruebas de inyectividad, cuyo procedimiento es el siguiente:
1. Tomar nivel inicial del tanque de almacenamiento (aforo inicial).
2. Anotar desplazamiento de volumen en función de un tiempo determinado (bajo
condiciones de operación normal y estable de las bombas).
3. Calcular volumen de agua desplazado a partir de la siguiente ecuación:
Metodología
62
Vd = (π*r2 *h)inicial - (π*r2 *h)final = (V inicial – V final) (Ec. 11)
t t t
Donde:
Vinicial: volumen inicial (bls).
Vfinal: volumen final (bls).
t: tiempo (s).
r: radio del tanque de almacenamiento (pie).
h: altura del tanque de almacenamiento (pie).
III.2.2.2 Determinación de la velocidad de la bomba.
Este parámetro se determina con la finalidad de conocer a cuantas revoluciones por
minuto (rpm) la bomba maneja determinada cantidad de barriles de agua por día, para
lo cual se realizó la siguiente experiencia:
1. Anotar diámetros de las poleas del motor Caterpillar, acoplado a las bombas.
2. Ajustar la velocidad del motor a un valor determinado (rpm).
3. Tomar lectura de la presión de descarga de la bomba.
4. Cuantificar la velocidad de la bomba empleando la siguiente ecuación [1]:
Vb = Vm * φ pm (Ec. 12)
φ pb
Metodología
63
Donde:
Vb: velocidad de la bomba.
Vm: velocidad del motor.
φ pm: diámetro de la polea del motor.
φ pb: diámetro de la polea de la bomba.
Por otro lado, y a partir de la prueba antes descrita, se determinó la curva de
eficiencia real de la Bomba National Oilwell, a través del siguiente procedimiento:
• Tomar nivel inicial del tanque de almacenamiento (aforo inicial), momentos antes
de dar inicio a la prueba.
• Ajustar la velocidad del motor a diferentes valores (rpm), con el fin de obtener
una mayor representación de los datos.
• Anotar nivel final del tanque (aforo final), y calcular volumen desplazado, una
vez transcurrido un período de 30 min.
• Anotar volumen desplazado por las unidades de bombeo, obtenido a partir de la
ecuación 11.
• Graficar curva de eficiencia real de la bomba (BPD vs. rpm).
i Comparar la gráfica anterior con la curva de eficiencia teórica de la bomba, con
data obtenida a partir del boletín de fabricación de la misma, mostrado en el
apéndice F.

Metodología
64
II.2.2.3 Determinación de la eficiencia de la bomba.
Viene expresada a partir de la siguiente ecuación:
Eficiencia (E) = Q real * 100 (Ec. 13)
Q teórico
Donde:
Q real: caudal de agua desplazado a determinada velocidad de la bomba, según
prueba de inyectividad (bls/día).
Q teórico: caudal de agua desplazado a determinada velocidad de la bomba según
manual de fabricación (bls/día).
NOTA: Tomando en cuenta que la velocidad de la bomba, es la misma en ambos
casos.
III.2.2.4 Determinación de la presión de cabezal de los pozos receptores de agua
salada del Campo Santa Ana.
Los pasos que se siguieron para determinar la presión de cabezal de los pozos
receptores fueron los siguientes:
1. Ubicar los pozos receptores AM 21, 26 y AG 5.
2. Activar la inyección de agua salada hacia estos pozos, garantizando uniformidad
en la rata de bombeo.

Metodología
65
3. Esperar que estabilice la presión.
4. Instalar manómetros de 3000 lpc en válvula ubicada en el cabezal del pozo.
5. Anotar presión.
III.2.2.5 Determinación del volumen de agua inyectado a cada uno de los pozos
receptores
El volumen de agua inyectado, a los pozos receptores, fue obtenido a partir de
pruebas de inyectividad. En vista que el sistema de inyección está constituido por tres
(3) pozos receptores de agua y a fin de obtener la capacidad de manejo de cada uno
de estos, las pruebas fueron realizadas de manera independiente, siguiendo el
procedimiento que se describe a continuación:
1. Inhabilitar la inyección de agua salada a dos de estos.
2. Aforar el tanque de almacenamiento de agua, a objeto de medir el nivel de agua
inicial.
3. Activar el sistema de bombeo.
4. Bombear agua hacia el pozo por un período de 2 Hrs.
5. Aforar por segunda vez.
6. Anotar las presiones de descarga de la bomba, de cabezal del pozo y la velocidad
del motor.
Metodología
66
7. Calcular, con la lectura inicial y final en el tanque de 1500 bls de capacidad, la
tasa inyectada al pozo receptor, utilizando la ecuación 11.
8. Repetir la operación en los pozos restantes.
Para obtener un valor exacto del volumen inyectado en los pozos receptores de agua
salada del campo Santa Ana, se le debe realizar pruebas de inyectividad directamente
a cada uno de ellos, a través de bombas de alta presión y tanques de almacenaje de
poca capacidad, los cuales proporcionaran mayor precisión del volumen.
Otro método alterno para la determinación de los volúmenes de agua inyectados a los
pozos inyectores, fue mediante la utilización del paquete de simulación PIPESIM
2000, modulo PIPESIM Network, al cual se le suministró la siguiente información:
• Información de las instalaciones de superficie:
< Diámetro interno y espesor de la línea de flujo
< Longitud de las líneas de flujo
< Caudal manejado por las bombas
• Información de yacimiento:
< Py: Presión actual de yacimiento (psia)
< T: Temperatura (°F)
Metodología
67
< K: Permeabilidad (md)
< ANP: Espesor de la arena neta petrolífera (ft)
< Re: Radio de drenaje del pozo (pulg)
< Rw: Radio del pozo (pulg)
< Daño
• Información sobre la completación del pozo:
< Diámetro interno y espesor de la tubería de producción.
< Diámetro interno y espesor del revestidor.
< Profundidades a la cual hay cambios de diámetro de tuberías (combinaciones)
< Profundidad a la mitad de las perforaciones.
• Información de los fluidos:
< Densidad del crudo muerto, en función de los °API del mismo.
En la figura 15 se muestra un diagrama de la red de inyección de agua, módulo
Network PIPESIM 2000.

Metodología
68
Figura 15 Esquema de red de inyección de agua, PIPESIM
III.2.2.6 Historial de pozos receptores de agua
A través de la herramienta de red, Sistema de Trabajo a Pozos (SISTRAP), se
recopiló información sobre los trabajos de limpieza realizados con unidades de coiled
tubing, chequeos mecánicos y estimulaciones, trabajos de guaya, cambios de zona,
entre otros, realizados hasta la fecha a los pozos receptores. Esta información
permitió obtener un diagnóstico sobre el estado actual de los mismos.
Metodología
69
Otra alternativa de recolección de este tipo de información, fue en archivo de pozos.
En este lugar se encuentran almacenados (digital y físicamente) todos los trabajos
realizados a la totalidad de los pozos del Distrito Anaco: perforación,
reacondicionamiento y trabajos de mantenimiento.
III.3 DETERMINACIÓN DE LA PRODUCCION CRUDO – AGUA DE LOS
CAMPOS SANTA ANA Y EL TOCO
P.D.V.S.A cuenta con diversas herramientas que facilitan la extracción de
información relacionada con el potencial de producción, balance mensual, trabajos de
estimulación de pozos, entre otros. Entre ellas podemos nombrar: Centinela y
SISTRAP.
Del sistema Centinela, se extrajo información referente al potencial de producción,
data geológica y balance mensual, lo cual permitió analizar cuantitativamente la
producción diaria de crudo - agua, de los campos de producción evaluados.
III.3.1 Producción de agua y crudo estimada para los Campos Santa Ana y El
Toco para el período 2001 – 2020
Los volúmenes de agua estimados para los próximos años, se calcularon a partir de la
data obtenida del Portafolio de Oportunidades 2001-2020, la cual muestra los
volúmenes de crudo neto y agua, producidos por campo, para ese período.
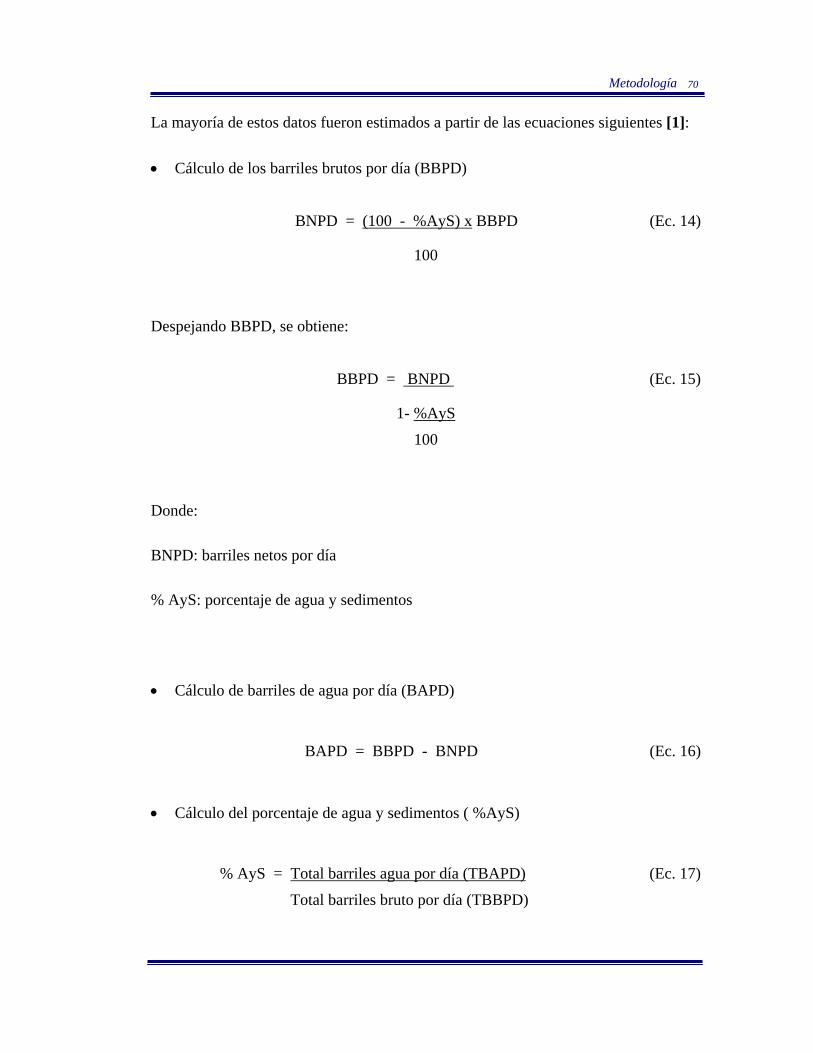
Metodología
70
La mayoría de estos datos fueron estimados a partir de las ecuaciones siguientes [1]:
• Cálculo de los barriles brutos por día (BBPD)
BNPD = (100 - %AyS) x BBPD (Ec. 14)
100
Despejando BBPD, se obtiene:
BBPD = BNPD (Ec. 15)
1- %AyS
100
Donde:
BNPD: barriles netos por día
% AyS: porcentaje de agua y sedimentos
• Cálculo de barriles de agua por día (BAPD)
BAPD = BBPD - BNPD (Ec. 16)
• Cálculo del porcentaje de agua y sedimentos ( %AyS)
% AyS = Total barriles agua por día (TBAPD) (Ec. 17)
Total barriles bruto por día (TBBPD)

Metodología
71
III.4 CARACTERIZACIÓN FISICOQUÍMICA DEL AGUA DE INYECCIÓN
Para la caracterización del agua de inyección, se llevo a cabo un programa de
monitoreo continuo en SAED-3, por ser la estación que maneja mas volúmenes de
agua, la que recibe tratamiento químico, y a la cual está destinado un aumento en el
manejo de volúmenes de este efluente, una vez ejecutada la centralización. Dentro del
mismo programa, se realizaron monitoreos paralelos en aquellas estaciones que
forman parte de la centralización, como es el caso de SAED-2 y ETED-1, con el
propósito de estudiar la compatibilidad de las aguas de formación y observar los
efectos de la mezcla entre ellas. Para ello se recibió el apoyo de la Empresa Ondeo
Nalco, la cual facilitó su personal, laboratorios y equipos.
En el caso de SAED-3, la caracterización de los efluentes se realizó en distintos
puntos del sistema de manejo de las aguas de producción, tomando como base para la
escogencia los puntos donde el agua presenta mayor tendencia a la deposición de
sales y a mantener sólidos en suspensión, como es el caso de: entrada y salida del
tratador, de los tanques y en la macrofosa. Adicionalmente, se pudo determinar si esta
cumplía o no con los requerimientos ambientales del MARN, a partir de
comparaciones de los parámetros obtenidos experimentalmente y los requeridos
según este organismo.
En la figura 16 se muestran los puntos tomados para la caracterización fisicoquímica.

Metodología
72
TRATADORTRATADOR
AM 26AM 26
PLANTA DE INYECCIÓN DE AGUA SALADAPLANTA DE INYECCIÓN DE AGUA SALADA
MACROFOSAMACROFOSALínea provenienteLínea provenientede los sep.. 60 lpcde los separador 60 lpc
PUNTO DEPUNTO DE MUESTRA MUESTRA
PUNTO DEPUNTO DE MUESTRA MUESTRA
PUNTO DEPUNTO DE MUESTRA MUESTRA
PUNTO DEPUNTO DE MUESTRA MUESTRA
AM 21AM 21
AG. 5AG. 5
Tk
Fuente: Elaboración propia
Figura 16 Puntos de toma de muestras, SAED-3
III.4.1 Determinación de pH
Para esta prueba, se utilizó el método del electrodo con un medidor portátil
Beackman de acuerdo a la Norma COVENIN 2462-87 [19]. Los pasos a seguir para
la determinación del pH son los siguientes:
1. Calibrar el equipo sumergiendo el electrodo en una solución amortiguadora de pH
= 4,01.
2. Esperar a que la pantalla del equipo muestre la temperatura y el valor
correspondiente al pH de la solución amortiguadora.
3. Extraer el electrodo.
Metodología
73
4. Lavar con agua destilada y secar con papel absorbente.
5. Medir el pH de la muestra problema, introduciendo el electrodo, previamente
lavado y secado, en el recipiente que contenía dicha muestra.
6. Esperar a que la pantalla muestre el valor del pH de la solución.
7. Anotar valor.
III.4.1 Determinación de alcalinidad
Esta prueba es realizada a partir de titulaciones colorimétricas de acuerdo a la Norma
COVENIN 2780-91 [20], donde se titula con ácido normalizado y el punto final se
determina por el cambio que experimenta un indicador externo [21].
La alcalinidad en las aguas es impartida por bicarbonatos, carbonatos e hidróxidos,
siendo el bicarbonato el compuesto encontrado con más frecuencia. La alcalinidad es
una medida de su capacidad para neutralizar ácidos [14]. Las determinaciones de
alcalinidad se utilizan en la interpretación y control de procesos de tratamiento de
aguas para establecer solubilidades.

Metodología
74
III.4.1.1 Alcalinidad de la fenolftaleina (“P”)
Esta prueba es realizada solo para pH mayores a 8,0, ya que este tipo de alcalinidad
existe solo para este rango. A partir de esta prueba se determinan todos los hidróxidos
y la mitad de los carbonatos presentes en el agua [14]. El procedimiento es el
siguiente:
1. Medir 5 ml de muestra problema, previamente filtrada y colocarla en un
recipiente de plástico.
2. Agregar 5 gotas de fenolftaleina en alcohol. La solución se tornará de color
rosado, lo que comprueba que existe alcalinidad de este tipo.
3. Titular la muestra con solución de Acido sulfúrico 0.02 N, hasta que la solución
retornó a su color original.
4. Registrar el volumen de solución titulante.
5. Cuantificar la alcalinidad presente mediante la expresión [20]1:
ppm de “P” = 1000 * Vst (Ec. 18)
Vm
Donde:
Vst: volumen de solución titulante gastado (ml).
Vm: volumen de muestra problema de agua (ml).
Metodología
75
II.4.1.2 Alcalinidad total (“M”)
Representa la cantidad de ácido necesario para determinar la presencia de carbonatos,
hidróxidos y bicarbonatos [14]. El procedimiento a seguir es el siguiente:
1. Repetir los primeros 3 pasos del punto anterior.
2. Agregar 3 gotas de solución indicadora de bromo-cresol y rojo de metilo disueltos
en iso-propanol, una vez que la solución a retornado a su color original,
tornándose la solución a un color azul.
3. Titular con solución de ácido sulfúrico 0.02 N, hasta observar un cambio en la
solución de color azul a rosa pálido.
4. Registrar el volumen de solución titulante gastado (ml).
5. Cuantificar la alcalinidad total presente, mediante la ecuación 18.
III.4.2 Determinación de la Dureza
La dureza representa la concentración de iones polivalentes presentes en el agua,
principalmente calcio y magnesio [22]. Las aguas con altos valores de dureza, tienden
a ser aguas con alta tendencia incrustante, lo que afecta los equipos en los cuales el
proceso involucra cambios bruscos de temperatura, como es el caso de los tratadores
térmicos.
1 Los resultados de la ecuación están expresados como carbonato de calcio (CaCO3)
Metodología
76
III.4.2.1 Dureza Total
Permite cuantificar los iones calcio y magnesio presentes en la muestra problema
[22], expresados como carbonato de calcio (CaCO3) en unidades de ppm (mg/L). Para
dicha determinación se siguieron los pasos descritos en la Norma COVENIN 2462-
87. En síntesis:.
1. Medir 5 ml de muestra problema, previamente filtrada y colocarla en un
recipiente de plástico.
2. Agregar 1 ml de solución amortiguadora de amoníaco (NH3) 1N para regular el
pH y aproximadamente 1,5 gr de mezcla de cromo negro, que es un indicador de
sales potásicas, el agua se tornará de color rosado.
3. Proceder a titular con solución titulante EDTA 0.02 N, agitando constantemente
hasta que la solución se torne de color rosado a azul.
4. Registrar el volumen de solución titulante gastado.
5. Cuantificar la alcalinidad total presente se realiza mediante la ecuación 18.
III.4.2.1 Dureza Cálcica
Se realizaron los mismos pasos del punto anterior, pero los reactivos fueron
sustituidos de la siguiente manera: la solución de amoniaco se sustituyó por solución
de NaOH 1 N, la mezcla de cromo negro por solución de purpuruato de amonio en
sulfato de potasio y se mantiene la solución titulante EDTA 0.02 N.
Metodología
77
III.4.3 Determinación de cloruros
El ión cloruro es el anión que se encuentra en mayor proporción en aguas de
formación asociadas al crudo. Su concentración es una medida de la salinidad del
agua. El procedimiento realizado para tal determinación de acuerdo a la Norma API-
RP-45 [23], es el siguiente:
1. Medir 1 ml de muestra problema, previamente filtrada.
2. Agregar 0.5 ml de agua destilada y luego 0.5 ml se solución indicadora cromato
de potasio.
3. Agitar la muestra y titular con solución de nitrato de plata al 0.0172 N.
4. Observar el punto final, el cual es alcanzado cuando la muestra cambie de color
amarillo a naranja.
5. Registrar el volumen de solución titulante gastado.
6. Cuantificar los cloruros utilizando la ecuación 18.
III.4.3 Determinación de iones por método analítico
El método analítico utilizado para la determinación de sulfatos, hierro total, aceite en
agua, manganeso, entre otros, es el espectrofotométrico [21]. El procedimiento
realizado, para la determinación de estos iones, fue el siguiente:
1. Introducir el número de programa almacenado para la determinación del
parámetro y se pulsa ENTER.
Metodología
78
2. Girar el dial de longitud de onda hasta que el display indique la cifra.
3. Pulsar READ/ENTER, y el display mostrará: ppm parámetro a determinar.
4. Llenar dos celdas de vidrio (10 ml) con muestra problema.
5. Añadir el contenido del reactivo indicado a una de las celdas, introducirla en el
portacelda y pulsar SHIFT/TIME para dar inicio al período de reacción durante el
cual de debe agitar la muestra para garantizar el mezclado.
6. Colocar el blanco (muestra sin reactivo), luego de transcurrido el período de
reacción, y pulsar ZERO, el display mostrará 0.00 mg/l del ion.
7. Introducir muestra con reactivo y pulsar READ ENTER, luego aparecerá en
pantalla el resultado del parámetro medido en unidades de ppm.
8. El procedimiento realizado es el mismo para todos los iones a determinar, con la
diferencia del número de programa y el reactivo utilizado.
III.5 PRUEBAS DE BOTELLAS PARA DETERMINAR LA EFICIENCIA DE
LOS INHIBIDORES DE INCRUSTACIÓN.
Se realizó el siguiente procedimiento tomando como referencia la Norma NACE
Standard TM0374-90 [24]:
1. Preparar soluciones al 1 % del producto inhibidor.
2. Ajustar la temperatura del baño, en función de la manejada por el sistema a
reproducir.

Metodología
79
3. Añadir 100 ml de agua del sistema a evaluar en botellas previamente limpias y
secas.
4. Dejar una botella sin dosificación de tal modo que actúe como blanco.
5. Dosificar las botellas con solución al 1% del producto inhibidor desde 5 a 30
ppm, utilizando microjeringas o pipetas.
6. Introducir el blanco y las botellas dosificadas en los baños térmicos.
7. Calentar, tomando en consideración el tiempo de residencia del producto en el
sistema de calentamiento, con el fin de simular lo que ocurre en el mismo (Ver
apéndice D).
8. Sacar las botellas de los baños térmicos y dejar reposar por espacio de una hora.
9. Extraer alícuotas de las botellas y titular.
10. Determinar la dureza cálcica en las muestras a diferentes dosis del producto
inhibidor.
11. Hacer el análisis por triplicado, para mayor repetibilidad de los resultados.
12. Calcular la eficiencia del producto inhibidor de incrustación de acuerdo a:
%E = DCaic – DCasic (Ec. 19) DCaif – DCasic

Metodología
80
Donde:
DCaic : dureza cálcica de la muestra con inhibidor caliente.
DCasic: dureza cálcica de la muestra sin inhibidor caliente.
DCaif : dureza cálcica de la muestra inicial fría (sin inhibidor).
III.6 ANALISIS MIBROBIOLOGICO
Para este análisis se utiliza el método de dilución serial, para identificar bacterias del
siguiente tipo [18]:
1. Bacterias sulfato reductoras (Desulfovibrio).
2. Bacterias totales productoras de S= (Desulfovibrio, Clostridia y pseudomonas).
3. Bacterias totales formadoras de limo.
Cada uno de estos grupos de bacterias requiere un medio específicamente formulado
para permitir su crecimiento.
Existen tres tipos de ampollas disponibles para su uso en campo:
• Ampollas D.C tope verde con “clavo”, donde el medio está específicamente
formulado para el crecimiento desulfovibrio. Cada ampolla contiene un pequeño
clavo cuyo propósito es mantener un ambiente reductor y estrictamente anaeróbico.
El crecimiento de la bacteria torna la solución negra al formar SFe.
Metodología
81
• Ampollas D.C tope negro, este medio estimula el crecimiento de todas las
bacterias productoras de sulfuro. La formación de SFe torna la solución negra. Se
deben usar en sistemas donde los desulfovibrios son bajos y al mismo tiempo las
concentraciones de H2S son altas.
• Ampollas D.C tope rojo – fenol, este medio soporta el crecimiento de todas las
bacterias aeróbicas.
El procedimiento empleado para la determinación de las bacterias presentes, se
describe a continuación [18]:
Una serie de ampollas son usadas conteniendo 9 ml c/u del medio, dependiendo del
tipo de bacterias que se quieren hallar, luego se procederá de la siguiente manera:
1. Inyectar un (1) ml de la muestra problema en la primera ampolla con una jeringa
hipodérmica.
2. Inyectar un (1) ml de muestra, extraído de la primera ampolla, dentro de la
segunda utilizando una jeringa fresca ó nueva.
3. Inyectar un (1) ml de muestra, extraído de la segunda ampolla, dentro de la
tercera utilizando una jeringa fresca ó nueva.
4. Repetir procedimiento hasta que la ampolla final no contenga bacterias.
El hecho que una serie de diluciones son realizadas, permite estimar la población
bacteriana de la muestra problema, es decir, si solo la primera ampolla arroja un
resultado positivo, se asume que al menos hay una bacteria y se reportan de 1 a 10

Metodología
82
col/ml (bacterias /ml). En caso de que la segunda ampolla arroje, al igual que la
primera, un resultado positivo se reporta de 10 a 100 colonial/ml y así sucesivamente.
En sistemas extremadamente contaminados son necesarios hasta 9 o 10 ampollas.
III.7 ANÁLISIS DE SENSIBILIDAD PARA LA CENTRALIZACIÓN DE LA
PRODUCCIÓN DE LOS CAMPOS SANTA Y EL TOCO, EN SAED-3
Una vez realizadas las inspecciones necesarias para evaluar las facilidades
actualmente existentes a nivel de las estaciones, para el manejo del crudo bajo
especificación; se determinó cuales de estas podrían ser utilizadas para el transporte
de la producción bruta de las estaciones SAED-2 y ETED-1, hacia SAED-3, para lo
cual se contó con el apoyo de la Gerencia de Coordinación Operacional.
Para ello se utilizó la herramienta de simulación PIPEPHASE, el cual es un programa
computacional, desarrollado por Simulation Sciencies Inc. (SimSci), simulador de
líneas de transporte de fluidos multifásicos, redes de tuberías y sistemas de
producción en estado estable.
Es un programa que predice perfiles de presión, temperatura y acumulación de
líquidos en sistemas de recolección, y otras configuraciones de tuberías, pozos, entre
otras.
Metodología
83
Puede ser utilizado para el diseño de nuevos sistemas como para el análisis de
sistemas ya existentes, en transmisión, procesamiento y refinación.
Existen principalmente dos módulos de cálculo en PIPEPHASE, llamados Single-
Link y Network. Para el de análisis de sensibilidad se utilizará el segundo caso, en el
cual se podrá definir series de tuberías, fuentes y sumideros que conformen una red.
La información suministrada al simulador fue la siguiente:
• Valores de presión, volumen y temperatura del sistema actual de operación.
• Volumen máximo de descarga de las bombas de transferencia de crudo.
• Composiciones del crudo por estación: °API y viscosidad del crudo a tres
temperaturas ( 80, 100, 120 °F).
En la figura 17 se muestra un esquema de la red de distribución de crudo hacia
SAED-3, PIPEPHASE modulo Network.

Metodología
84
Figura 17 Esquema de red de transmisión de crudo, una vez centralizada la
producción de los campos El Toco y Santa Ana, en SAED-3, PIPEPHASE
III.8 ANALISIS TECNICO-ECONOMICO
Representa la ventaja económica o retorno de la inversión, para lo cual la ejecución
de un sistema, reduce los costos de mantenimiento y operación. Para realizar la
evaluación de factibilidad del mismo, se realizaron cálculos basados en los costos
asociados en materiales, mano de obra y reparación de equipos, entre otras.
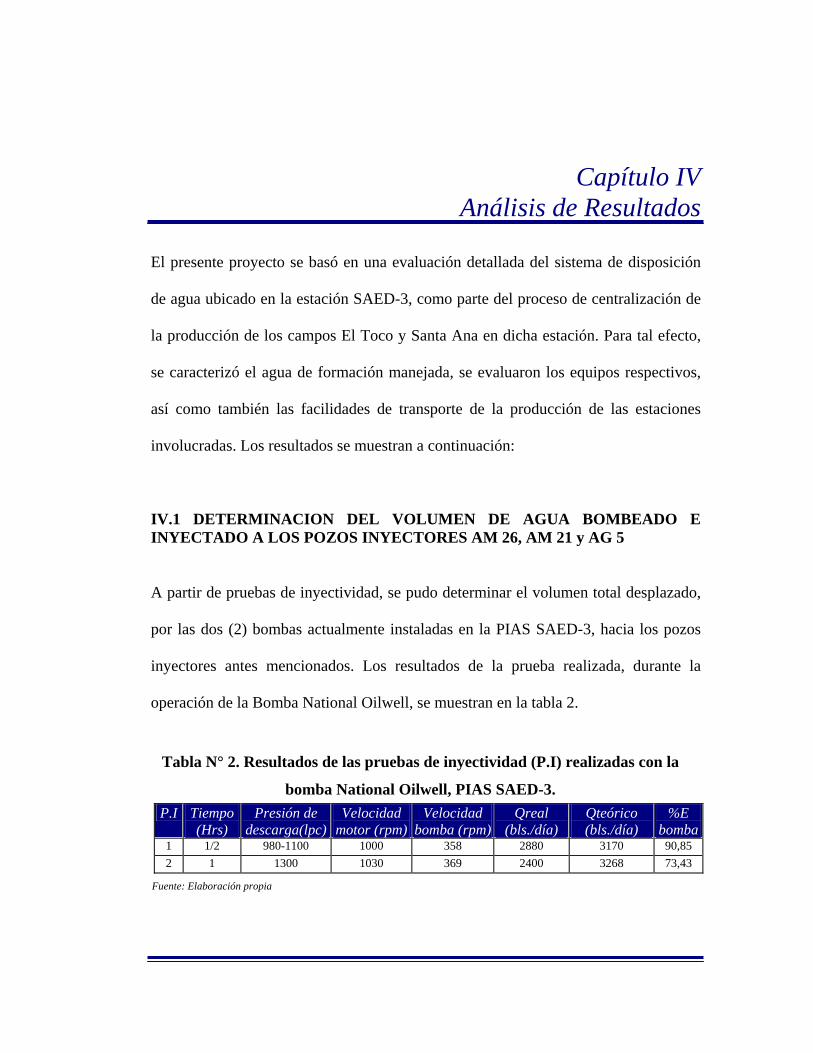
Capítulo IV
Análisis de Resultados El presente proyecto se basó en una evaluación detallada del sistema de disposición
de agua ubicado en la estación SAED-3, como parte del proceso de centralización de
la producción de los campos El Toco y Santa Ana en dicha estación. Para tal efecto,
se caracterizó el agua de formación manejada, se evaluaron los equipos respectivos,
así como también las facilidades de transporte de la producción de las estaciones
involucradas. Los resultados se muestran a continuación:
IV.1 DETERMINACION DEL VOLUMEN DE AGUA BOMBEADO E INYECTADO A LOS POZOS INYECTORES AM 26, AM 21 y AG 5 A partir de pruebas de inyectividad, se pudo determinar el volumen total desplazado,
por las dos (2) bombas actualmente instaladas en la PIAS SAED-3, hacia los pozos
inyectores antes mencionados. Los resultados de la prueba realizada, durante la
operación de la Bomba National Oilwell, se muestran en la tabla 2.
F
Tabla N° 2. Resultados de las pruebas de inyectividad (P.I) realizadas con la
bomba National Oilwell, PIAS SAED-3.
P.I Tiempo(Hrs) Presión de
descarga(lpc) Velocidad
motor (rpm)Velocidad
bomba (rpm)Qreal
(bls./día) Qteórico (bls./día)
%E bomba
1 1/2 980-1100 1000 358 2880 3170 90,85 2 1 1300 1030 369 2400 3268 73,43
uente: Elaboración propia
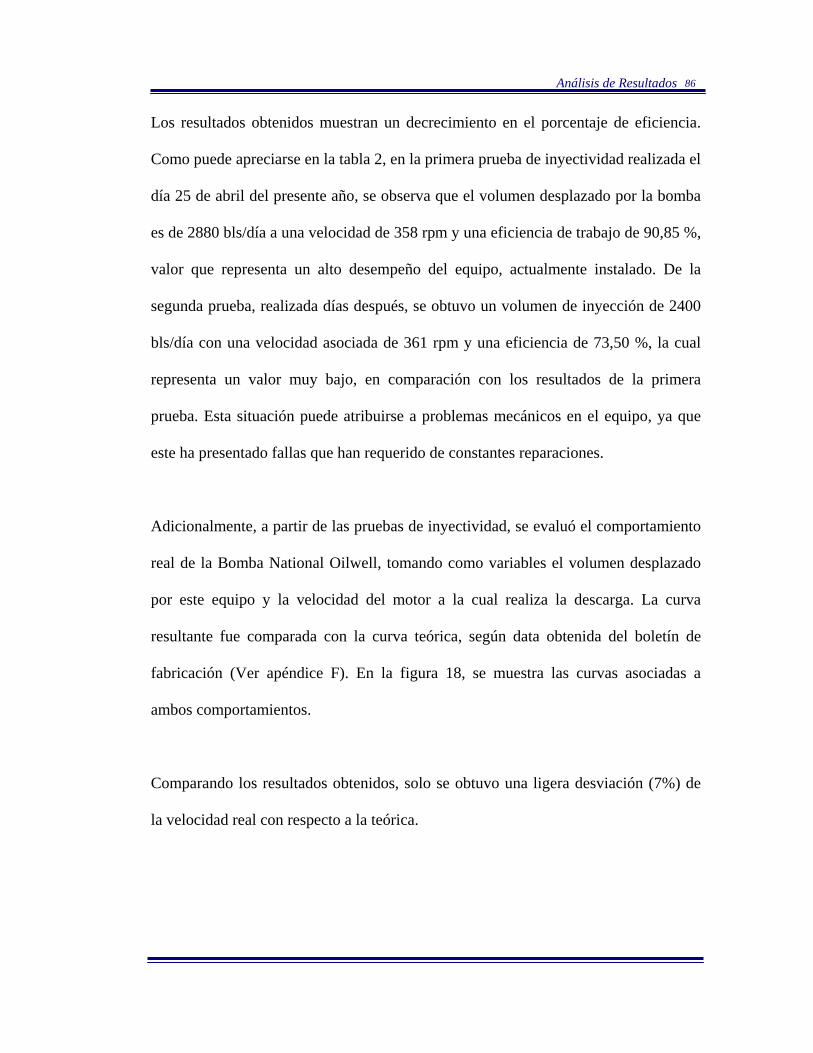
Análisis de Resultados
86
Los resultados obtenidos muestran un decrecimiento en el porcentaje de eficiencia.
Como puede apreciarse en la tabla 2, en la primera prueba de inyectividad realizada el
día 25 de abril del presente año, se observa que el volumen desplazado por la bomba
es de 2880 bls/día a una velocidad de 358 rpm y una eficiencia de trabajo de 90,85 %,
valor que representa un alto desempeño del equipo, actualmente instalado. De la
segunda prueba, realizada días después, se obtuvo un volumen de inyección de 2400
bls/día con una velocidad asociada de 361 rpm y una eficiencia de 73,50 %, la cual
representa un valor muy bajo, en comparación con los resultados de la primera
prueba. Esta situación puede atribuirse a problemas mecánicos en el equipo, ya que
este ha presentado fallas que han requerido de constantes reparaciones.
Adicionalmente, a partir de las pruebas de inyectividad, se evaluó el comportamiento
real de la Bomba National Oilwell, tomando como variables el volumen desplazado
por este equipo y la velocidad del motor a la cual realiza la descarga. La curva
resultante fue comparada con la curva teórica, según data obtenida del boletín de
fabricación (Ver apéndice F). En la figura 18, se muestra las curvas asociadas a
ambos comportamientos.
Comparando los resultados obtenidos, solo se obtuvo una ligera desviación (7%) de
la velocidad real con respecto a la teórica.
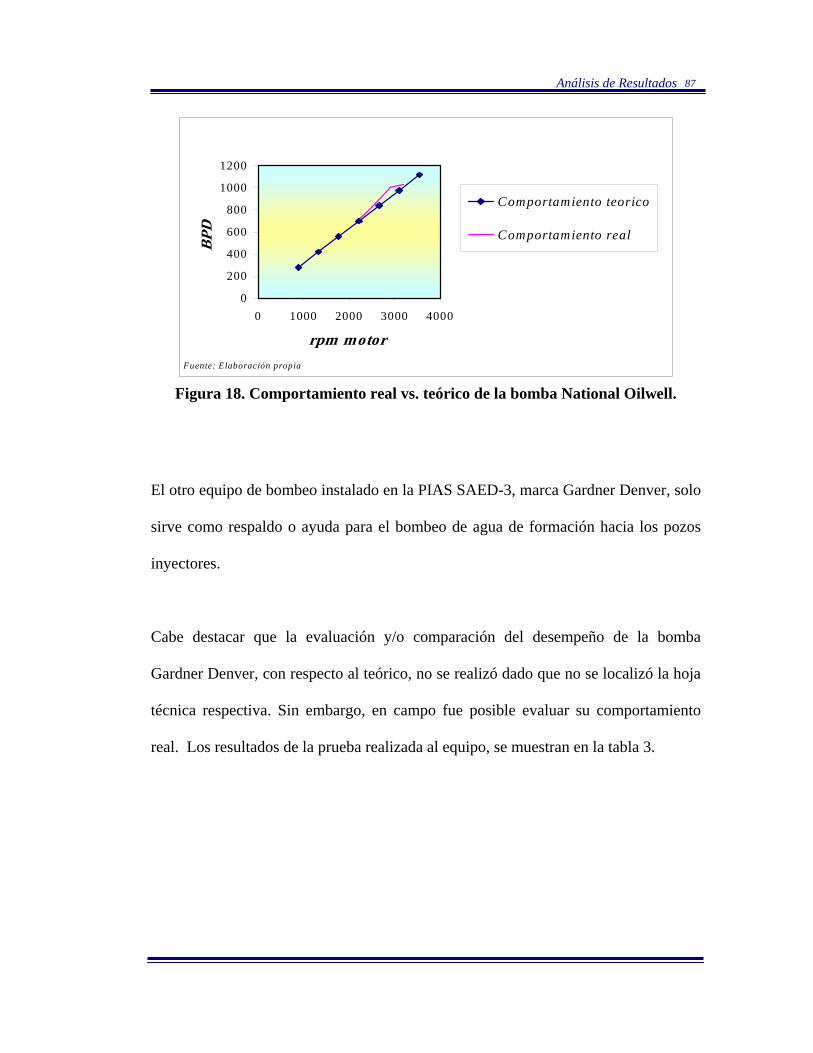
Análisis de Resultados
87
0
200
400
600
800
1000
1200
0 1000 2000 3000 4000
rpm motor
BPD
Comportamiento teorico
Comportamiento real
Fuente: Elaboración propia
Figura 18. Comportamiento real vs. teórico de la bomba National Oilwell.
El otro equipo de bombeo instalado en la PIAS SAED-3, marca Gardner Denver, solo
sirve como respaldo o ayuda para el bombeo de agua de formación hacia los pozos
inyectores.
Cabe destacar que la evaluación y/o comparación del desempeño de la bomba
Gardner Denver, con respecto al teórico, no se realizó dado que no se localizó la hoja
técnica respectiva. Sin embargo, en campo fue posible evaluar su comportamiento
real. Los resultados de la prueba realizada al equipo, se muestran en la tabla 3.
Análisis de Resultados
88
P.
123
Fuente
Co
por
par
com
per
ma
baj
mis
dia
Fin
inc
act
con
Tabla 3. Resultados de las pruebas de inyectividad realizadas a la Bomba
Gardner Denver, PIAS SAED-3.
I Tiempo(Hrs) Presión descarga
(lpc) Velocidad
motor (rpm) Velocidad
Bomba (rpm) Qreal (bls./día)
1/2 1100 1290 414 1152 1/2 950 850 273 576 1 1/2 1100 1150 369 756 : Elaboración propia
mo puede observarse en la tabla 3, la relación existente entre la potencia generada
la velocidad del motor y la tasa de fluido bombeada no es satisfactoria, es decir,
a altos valores de rpm la cantidad de agua transferida es muy baja. Este
portamiento es lógico dado que la misma ha estado en servicio durante un
íodo aproximado de 25 años, superando abiertamente su vida útil, únicamente con
ntenimientos periódicos y/o reemplazo de piezas. Dichos resultados corroboran la
a eficiencia de este equipo de bombeo y permiten afirmar que la utilidad del
mo contribuye solo en la inyección de un 20 % del volumen total enviado
riamente a los pozos receptores, para su confinamiento.
almente, es importante señalar que la Gerencia de infraestructura adelanta la
orporación de una bomba eléctrica en sustitución de la bomba Gardner Denver
ualmente instalada en la PIAS, que permitirá obtener mayor flexibilidad y
tinuidad en el proceso de inyección.
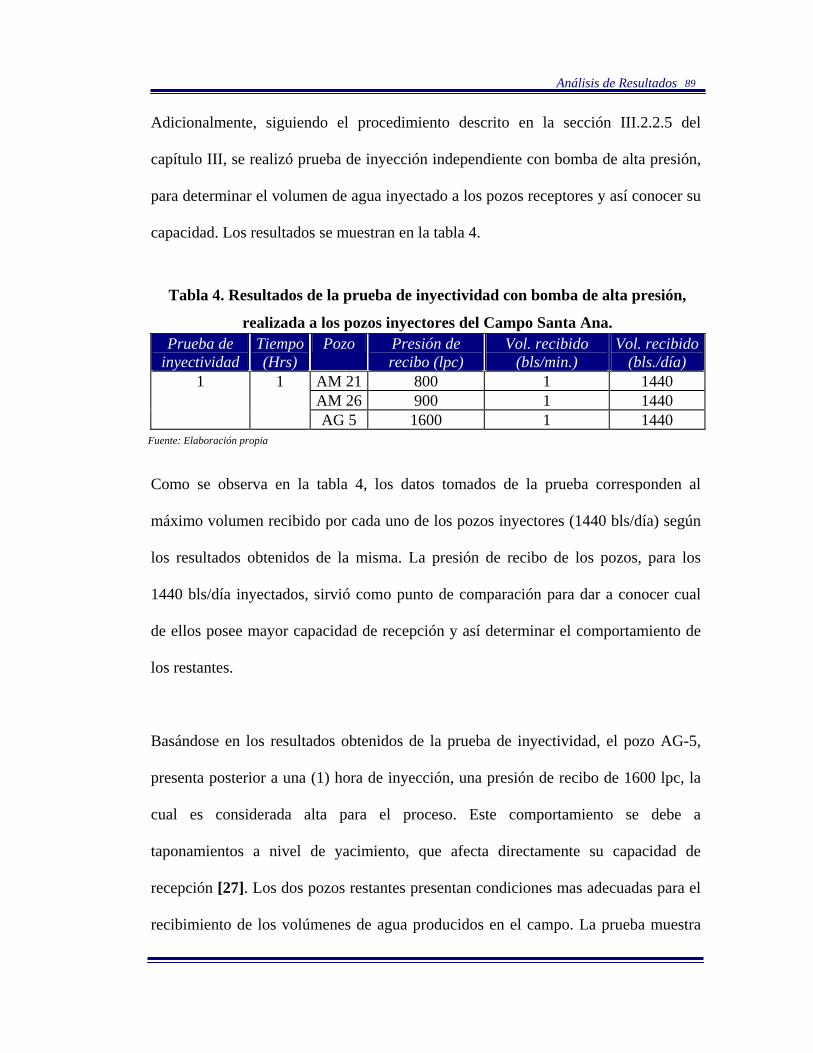
Análisis de Resultados
89
Adicionalmente, siguiendo el procedimiento descrito en la sección III.2.2.5 del
capítulo III, se realizó prueba de inyección independiente con bomba de alta presión,
para determinar el volumen de agua inyectado a los pozos receptores y así conocer su
capacidad. Los resultados se muestran en la tabla 4.
Fu
C
m
lo
14
de
lo
B
pr
cu
ta
re
re
Tabla 4. Resultados de la prueba de inyectividad con bomba de alta presión,
realizada a los pozos inyectores del Campo Santa Ana.
Prueba deinyectividad Tiempo (Hrs)
Pozo Presión de recibo (lpc)
Vol. recibido (bls/min.)
Vol. recibido(bls./día)
1 1 AM 21 800 1 1440 AM 26 900 1 1440 AG 5 1600 1 1440
ente: Elaboración propia
omo se observa en la tabla 4, los datos tomados de la prueba corresponden al
áximo volumen recibido por cada uno de los pozos inyectores (1440 bls/día) según
s resultados obtenidos de la misma. La presión de recibo de los pozos, para los
40 bls/día inyectados, sirvió como punto de comparación para dar a conocer cual
ellos posee mayor capacidad de recepción y así determinar el comportamiento de
s restantes.
asándose en los resultados obtenidos de la prueba de inyectividad, el pozo AG-5,
esenta posterior a una (1) hora de inyección, una presión de recibo de 1600 lpc, la
al es considerada alta para el proceso. Este comportamiento se debe a
ponamientos a nivel de yacimiento, que afecta directamente su capacidad de
cepción [27]. Los dos pozos restantes presentan condiciones mas adecuadas para el
cibimiento de los volúmenes de agua producidos en el campo. La prueba muestra
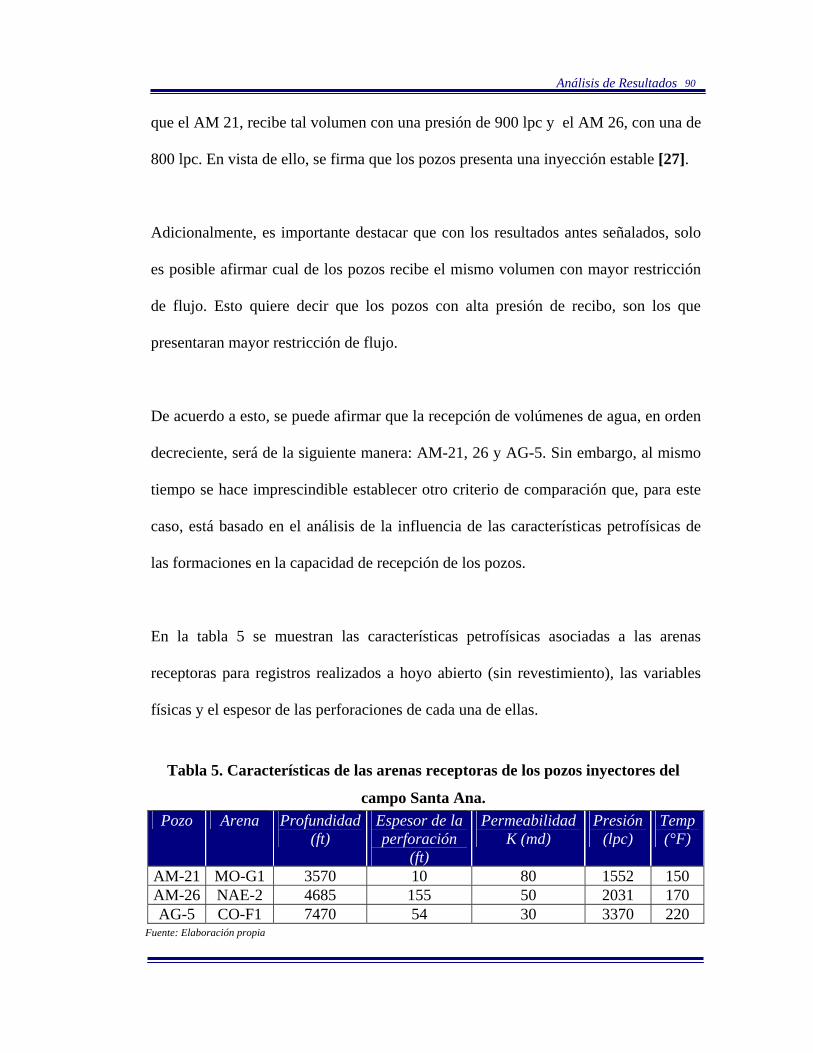
Análisis de Resultados
90
que el AM 21, recibe tal volumen con una presión de 900 lpc y el AM 26, con una de
800 lpc. En vista de ello, se firma que los pozos presenta una inyección estable [27].
Adicionalmente, es importante destacar que con los resultados antes señalados, solo
es posible afirmar cual de los pozos recibe el mismo volumen con mayor restricción
de flujo. Esto quiere decir que los pozos con alta presión de recibo, son los que
presentaran mayor restricción de flujo.
De acuerdo a esto, se puede afirmar que la recepción de volúmenes de agua, en orden
decreciente, será de la siguiente manera: AM-21, 26 y AG-5. Sin embargo, al mismo
tiempo se hace imprescindible establecer otro criterio de comparación que, para este
caso, está basado en el análisis de la influencia de las características petrofísicas de
las formaciones en la capacidad de recepción de los pozos.
En la tabla 5 se muestran las características petrofísicas asociadas a las arenas
receptoras para registros realizados a hoyo abierto (sin revestimiento), las variables
físicas y el espesor de las perforaciones de cada una de ellas.
AA
Fue
Tabla 5. Características de las arenas receptoras de los pozos inyectores del
campo Santa Ana.
Pozo Arena Profundidad(ft) Espesor de la perforación
(ft)
Permeabilidad K (md)
Presión (lpc)
Temp (°F)
M-21 MO-G1 3570 10 80 1552 150 M-26 NAE-2 4685 155 50 2031 170
AG-5 CO-F1 7470 54 30 3370 220 nte: Elaboración propia
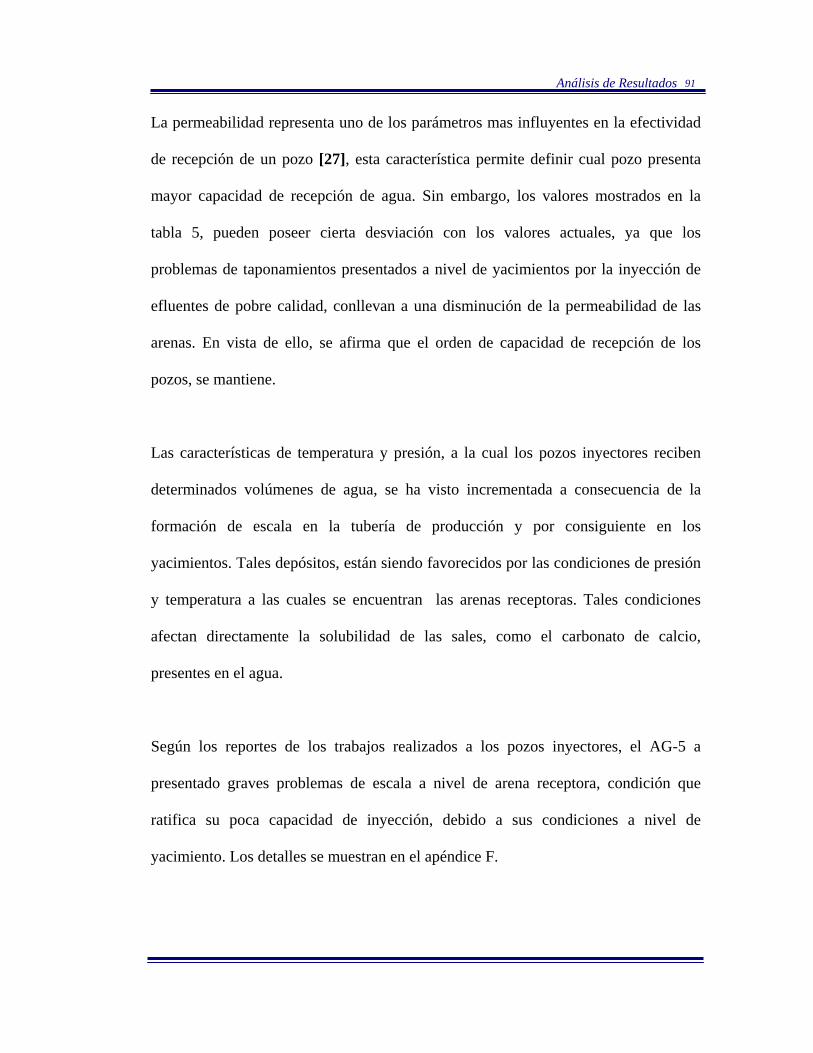
Análisis de Resultados
91
La permeabilidad representa uno de los parámetros mas influyentes en la efectividad
de recepción de un pozo [27], esta característica permite definir cual pozo presenta
mayor capacidad de recepción de agua. Sin embargo, los valores mostrados en la
tabla 5, pueden poseer cierta desviación con los valores actuales, ya que los
problemas de taponamientos presentados a nivel de yacimientos por la inyección de
efluentes de pobre calidad, conllevan a una disminución de la permeabilidad de las
arenas. En vista de ello, se afirma que el orden de capacidad de recepción de los
pozos, se mantiene.
Las características de temperatura y presión, a la cual los pozos inyectores reciben
determinados volúmenes de agua, se ha visto incrementada a consecuencia de la
formación de escala en la tubería de producción y por consiguiente en los
yacimientos. Tales depósitos, están siendo favorecidos por las condiciones de presión
y temperatura a las cuales se encuentran las arenas receptoras. Tales condiciones
afectan directamente la solubilidad de las sales, como el carbonato de calcio,
presentes en el agua.
Según los reportes de los trabajos realizados a los pozos inyectores, el AG-5 a
presentado graves problemas de escala a nivel de arena receptora, condición que
ratifica su poca capacidad de inyección, debido a sus condiciones a nivel de
yacimiento. Los detalles se muestran en el apéndice F.
Análisis de Resultados
92
Otra herramienta que permite obtener el volumen total inyectado a cada uno de los
pozos receptores es PIPESIM 2000, Caso Network. Este es un simulador de redes
multifásicas, en estado riguroso, con el cual se pueden modelar sistemas con tiempos
de solución rápidos y exactos. Además, es capaz de solucionar sistemas que incluyen
múltiples fuentes, líneas y equipos.
Los resultados obtenidos se muestran en la tabla 6.
Tabla 6. Resultados de la simulación de la red de inyección de agua, SAED-3.
Name Type Temp Pressure Liq Flow F psia STB/d
BOMBA 1 Source 85 844,16 800 BOMBA 2 Source 85 844,24 3200
AM 21 Well 122,53 1552 1190 AM 26 Well 141,6 2031,1 1233,7 AG 5 Well 178,57 3370,5 1576,2
Fuente: Elaboración propia
Los resultados obtenidos, en función de los datos proporcionados que se observan en
la tabla 5, muestran que el programa realiza la simulación en función de la
permeabilidad, ya que evaluando la sensibilidad de este factor, los cambios en el
volumen de recepción presentan alta variación. Los resultados de la tabla 6, muestran
que la recepción de los pozos en orden decreciente es la siguiente: AG 5, AM-6 y AM-
21. Es por ello, que el resultado arrojado no es confiable, ya que no se pudo estimar
cuanto es la permeabilidad actual de las arenas de cada pozo. En el apéndice G se
muestran los reportes obtenidos de la simulación.
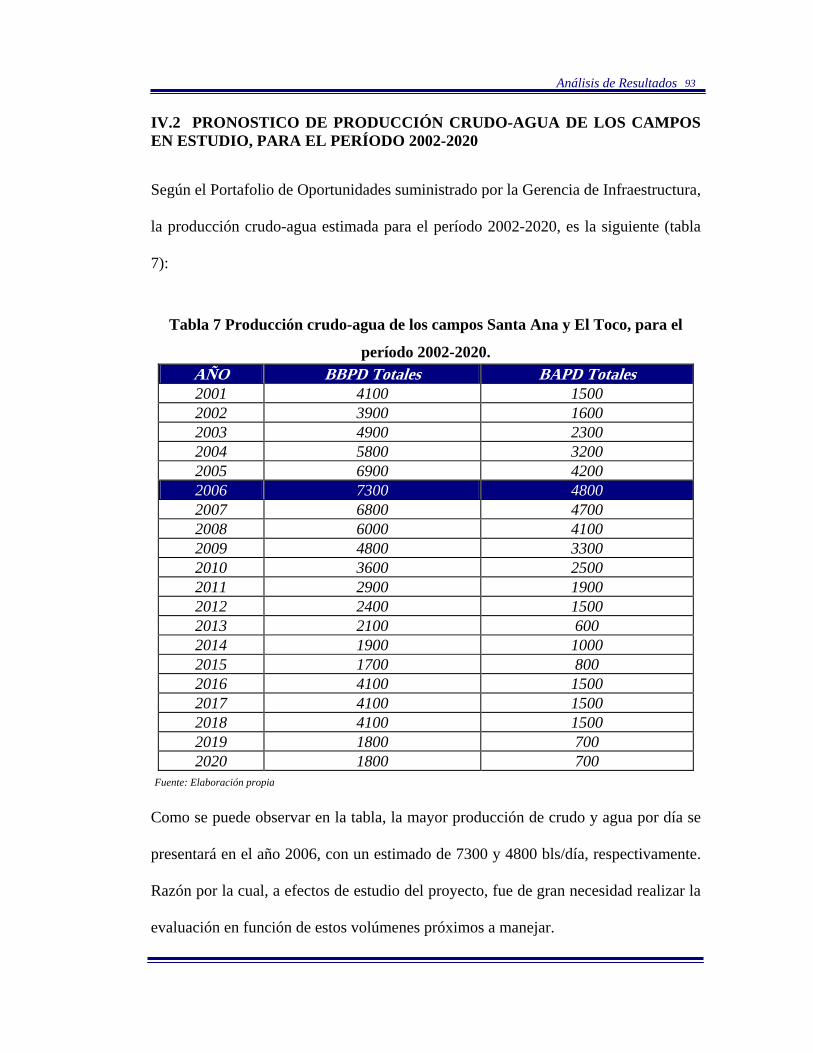
Análisis de Resultados
93
IV.2 PRONOSTICO DE PRODUCCIÓN CRUDO-AGUA DE LOS CAMPOS EN ESTUDIO, PARA EL PERÍODO 2002-2020
Según el Portafolio de Oportunidades suministrado por la Gerencia de Infraestructura,
la producción crudo-agua estimada para el período 2002-2020, es la siguiente (tabla
7):
F
C
pr
R
ev
Tabla 7 Producción crudo-agua de los campos Santa Ana y El Toco, para el
período 2002-2020.
AÑO BBPD Totales BAPD Totales 2001 4100 1500 2002 3900 1600 2003 4900 2300 2004 5800 3200 2005 6900 4200 2006 7300 4800 2007 6800 4700 2008 6000 4100 2009 4800 3300 2010 3600 2500 2011 2900 1900 2012 2400 1500 2013 2100 600 2014 1900 1000 2015 1700 800 2016 4100 1500 2017 4100 1500 2018 4100 1500 2019 1800 700 2020 1800 700uente: Elaboración propia
omo se puede observar en la tabla, la mayor producción de crudo y agua por día se
esentará en el año 2006, con un estimado de 7300 y 4800 bls/día, respectivamente.
azón por la cual, a efectos de estudio del proyecto, fue de gran necesidad realizar la
aluación en función de estos volúmenes próximos a manejar.
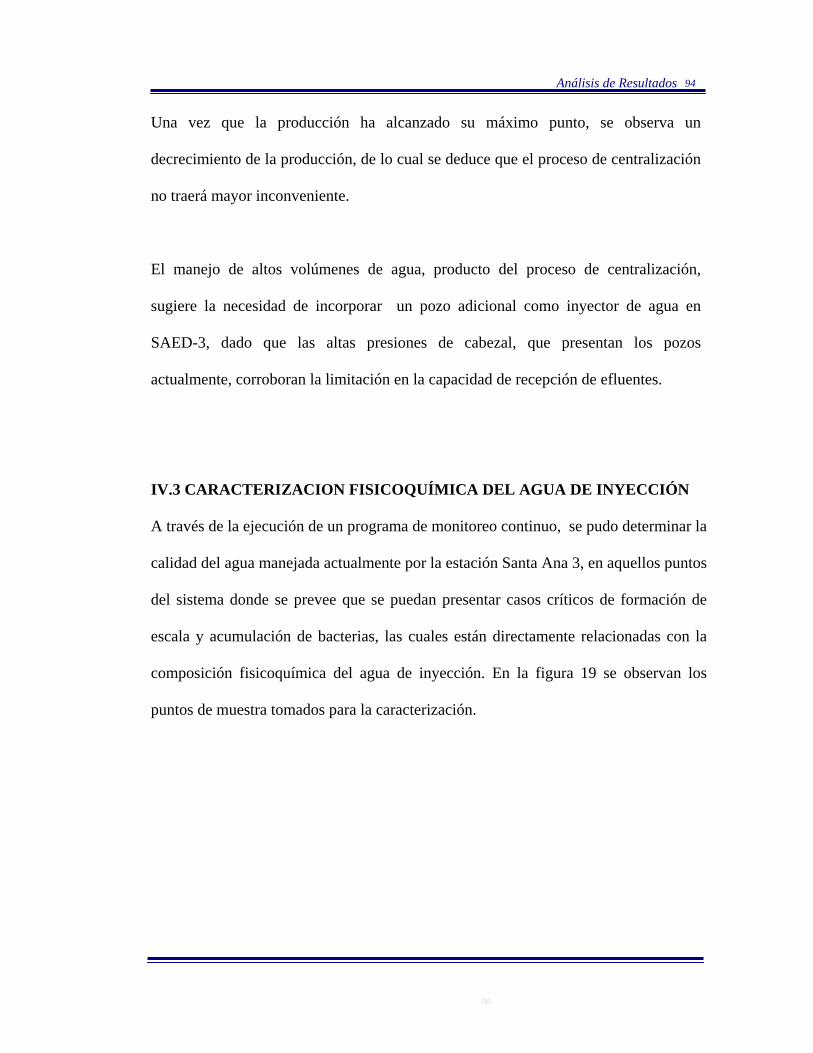
Análisis de Resultados
94
Una vez que la producción ha alcanzado su máximo punto, se observa un
decrecimiento de la producción, de lo cual se deduce que el proceso de centralización
no traerá mayor inconveniente.
El manejo de altos volúmenes de agua, producto del proceso de centralización,
sugiere la necesidad de incorporar un pozo adicional como inyector de agua en
SAED-3, dado que las altas presiones de cabezal, que presentan los pozos
actualmente, corroboran la limitación en la capacidad de recepción de efluentes.
IV.3 CARACTERIZACION FISICOQUÍMICA DEL AGUA DE INYECCIÓN
A través de la ejecución de un programa de monitoreo continuo, se pudo determinar la
calidad del agua manejada actualmente por la estación Santa Ana 3, en aquellos puntos
del sistema donde se prevee que se puedan presentar casos críticos de formación de
escala y acumulación de bacterias, las cuales están directamente relacionadas con la
composición fisicoquímica del agua de inyección. En la figura 19 se observan los
puntos de muestra tomados para la caracterización.
R R A A

Análisis de Resultados
95
TTRRAATTAADDOORREESS
AAMM 2211AAMM 2266AAGG 55
PPIIAASS
MMAACCRROOFFOOSS
AA
QQUUIIMMIICCAA AANNTTIIEESSCCAALLAA
QQUUIIMMIICCAA BBIIOOCCIIDDAA
LLíínneeaa pprroovveenniieennttee ddee llooss sseepp..6600 llppcc
PPUUNNTTOO DDEE MMUUEESSTTRRAA
PPUUNNTTOO DDEE MMUUEESSTTRRAA
PPUUNNTTOO DDEE MMUUEESSTTRRAA
Fuente: Elaboración propia
Figura 19 Puntos de muestra tomados para la caracterización del agua de formación de la estación principal SAED-3
PPUUNNTTOO DDEE MMUUEESSTTRRAA
Los resultados de los diferentes parámetros obtenidos de la caracterización
fisicoquímica del agua se muestran en las tablas A.1 a la A.3 del Apéndice A. El rango
promedio obtenido de estas pruebas se muestra en la tabla 8.
Análisis de Resultados
96
Parámetro Contenido
pH 6,70-7,06 Alcalinidad "P", ppm CaCO3 0 Alcalinidad "M", ppm CaCO3 756-1123 Dureza cálcica, ppm CaCO3 933-1240
Dureza magnésica, ppm CaCO3 320-560 Dureza total, ppm CaCO3 1320-1613
Cloruros, ppm Cl- 20216-23433 Sulfatos, ppm SO4
= 7-10 Hierro total, ppm Fe++ 1-16 Manganeso, ppm Mn++ 15-22 Carbonatos, ppm CO3
- 0 Bicarbonatos, ppm HCO3
= 923-1370 Sodio, ppm Na+ 13105-15190
Magnesio, ppm Mg++ 77-136 Calcio, ppm Ca++ 373-496
Tabla 8. Rango promedio de los resultados obtenidos en los análisis fisicoquímicos
realizados al agua de inyección PIAS SAED-3.
Fuente: Elaboración propia
El criterio utilizado para determinar el rango adecuado de concentraciones presentes
en el agua fue el Decreto 833, sobre la Normas para la Clasificación y el Control
de la Calidad de los Cuerpos de Agua y Vertidos o Efluentes Líquidos [25],
referidos al artículo 10, el cual expone una lista de parámetros fisicoquímicos y sus
respectivos límites, exigidos por el MARN para una adecuada disposición del agua de
formación (Ver apéndice E).

Análisis de Resultados
97
A continuación se presenta un breve análisis de los iones y/o parámetros considerados
en esta evaluación para la determinación de la calidad del agua manejada en la planta
de inyección del campo Santa Ana.
• Bicarbonatos (HCO3-): su alto contenido en el agua de formación estudiada (923
a 1370 ppm), es un indicativo de que esta posee una alta tendencia a presentar
problemas de incrustaciones, sobre todo en aquellos puntos donde la presión y
temperatura aumentan. Es importante destacar que los iones bicarbonatos reaccionan
con los iones calcio para formar CaCO3, sal muy común en aguas salinas. De acuerdo
a los resultados obtenidos es factible la formación de carbonato de calcio.
• Hierro (Fe++): este ión es considerado de gran importancia en evaluaciones de
calidad de cuerpos de agua. La presencia de altas cantidades de este ion (16 ppm) en
el agua de formación evaluada, es indicativa de que el sistema está desarrollando un
proceso corrosivo [14]. Este ion reacciona con el oxígeno disuelto en el agua
formando óxido de hierro, el cual es un compuesto insoluble, que precipita y forma
incrustaciones, que a la larga generan puntos de acumulación de sedimentos con la
particularidad de desencadenar procesos corrosivos en tuberías, conexiones y/o
equipos que manejan dichos fluidos.
• Sulfatos (SO4=): el agua presenta bajas cantidades de este ion, razón por la cual se
asegura que el sistema no es propenso a formar depósitos de sales como el sulfato de

Análisis de Resultados
98
calcio. En caso contrario, la incidencia no es notable ya que esta es una sal muy
soluble, en comparación con otras sales que pueda formar el sistema, y por lo tanto
fácil de controlar.
• Magnesio (Mg++): de su reacción con los iones sulfatos, se forma sulfato de
magnesio (MgSO4=), compuesto soluble que se presenta en el agua cuando la dureza
es mayor que la alcalinidad [14]. Como se observa en la tabla 8, el agua de formación
presenta esta condición, razón por la cual existen posibilidades de formación de este
compuesto.
El resto de los parámetros se determinaron a objeto de ser empleados en el cálculo del
índice de estabilidad de Stiff and Davis, cuyos resultados se mostrarán en la sección
IV.3.1.
Con el objeto de estudiar la compatibilidad del agua de formación de diferentes
estaciones, posterior a la mezcla entre ellas, se realizaron los análisis fisicoquímicos
respectivos. Para dicha experiencia, se determinó la proporción, a nivel de campo, de
los volúmenes de agua manejados por cada estación, resultando SAED-3 la estación
que maneja mayor cantidad de agua (74%), mientras que SAED-2 y ETED-1 manejan
un 15 y 11 %, respectivamente. De tal determinación se obtuvo los volúmenes de
agua de cada estación en base a 1 litro, para mayor representatividad de los
resultados, los cuales se muestran en la tabla 9.

Análisis de Resultados
99
fis
pH AlcaliAlcaliDurezDurezDurezCloruSulfat
HierroMangCarbo
Bicarb
SodioMagnCalcio
Fuente: E
Como
simila
Ana 3
dicha
de ag
inconv
Tabla 9. Valores promedios de los resultados obtenidos de los análisis
icoquímicos realizados al agua de inyección, resultado de la mezcla entre
SAED-3, SAED-2 y ETED-1.
Parámetro Contenido
6,78 nidad "P", ppm CaCO3 0,00 nidad "M", ppm CaCO3 1326,67 a cálcica, ppm CaCO3 1153,33 a magnésica, ppm CaCO3 366,67 a total, ppm CaCO3 1520,00 ros, ppm Cl- 22500,00 os, ppm SO4
= 70,00
total, ppm Fe++ 24,90 aneso, ppm Mn++ 14,30 natos, ppm CO3
= 0,00
onatos, ppm HCO3= 1618,53
, ppm Na+ 14585,33 esio, ppm Mg++ 89,10 , ppm Ca++ 461,33
laboración propia
se puede observar en la tabla, los valores promedios presentan una tendencia
r a la obtenida de la caracterización del agua que converge a la estación Santa
, debido a que en la mezcla el mayor porcentaje de agua viene representado por
estación. Por lo tanto es posible afirmar que la centralización de los volúmenes
ua proveniente de las estaciones ETED-1 Y SAED-2 no traerán consigo
enientes operacionales adicionales a los presentes en la actualidad en SAED-3,

Análisis de Resultados
100
ya que prevalecen en el sistema las características fisicoquímicas de su agua de
formación.
IV.3.1 Índices de estabilidad de Stiff and Davis
Como se expresó en el capítulo II, el índice de estabilidad de Stiff and Davis, predice
la tendencia de aguas salinas, provenientes de yacimientos petrolíferos, a formar
incrustaciones.
Los valores calculados para los índices de estabilidad se muestran en la tabla 10.
F
Tabla 10. Índices de estabilidad de Stiff and Davis, obtenidos para el agua de
inyección de la PIAS, SAED-3.
Variables Puntos de muestra Fosa Entrada
tratador Salida
TratadorEntrada
Tk Salida
Tk. AM 21 AM 26 AG 5 Mezcla
Temp (°F) 86,00 86,00 86,00 86,00 86,00 150,00 170,00 210,00 86,00 IESAD -0,25 -0,26 -0,40 -0,25 -0,19 0,77 1,14 2,05 0,17
uente: Elaboración propia
De acuerdo a los resultados mostrados en la tabla 10, el agua del sistema en general a
condiciones de temperatura de operación (86°F), no posee tendencia incrustante, ya
que valores negativos (-0,25,-0,26, -0,40, -0,25, -0,19) demuestran insaturación del
agua con CaCO3, razón por la cual se hace imposible la formación de depósitos. Tal
efecto se debe a que el sistema presenta condiciones favorables de temperatura y
Análisis de Resultados
101
presión. El problema se presenta cuando el agua de formación es inyectada a
yacimientos, cuyas condiciones de presión y temperatura cambian completamente.
Sin embargo, la negatividad de dichos resultados alerta sobre la posibilidad de
ocurrencia de procesos corrosivos en equipos ubicados en dicha instalación.
La solubilidad del CaCO3 está limitada por aumentos en la temperatura, incrementos
del pH, caídas de presión, entre otras. Al inyectar el agua a los pozos y confinarla en
arenas cuyas temperaturas están por encima de los 150 °F, como es el caso de los
pozos inyectores, la solubilidad de esta sal disminuye, formando escala a nivel de
estos yacimientos. Los índices de estabilidad calculados, a la temperatura de
yacimiento, para el agua inyectada a cada uno de los pozos, arrojan resultados
positivos (0.77, 1,14 y 2,05, respectivamente), los cuales indican sobresaturación del
agua y precipitación de sales, es decir, el agua no presenta capacidad para mantener
esta sal en solución. Tal efecto se muestra en la gráfica N° 13 del capítulo II.
En vista que está previsto centralizar la producción de ETED-1 y SAEF-2 en SAED-
3, se incluyó en esta evaluación el análisis de compatibilidad del agua producto de la
mezcla entre dichas estaciones. Los resultados se muestran en la tabla 9. Es
importante destacar que los mismos fueron realizados a una temperatura de 86 °F.
Como puede observarse en la tabla 10, el índice de estabilidad posterior al proceso de
mezclado, resultó ser positivo (+ 0.17) indicando un viraje en la tendencia del agua,
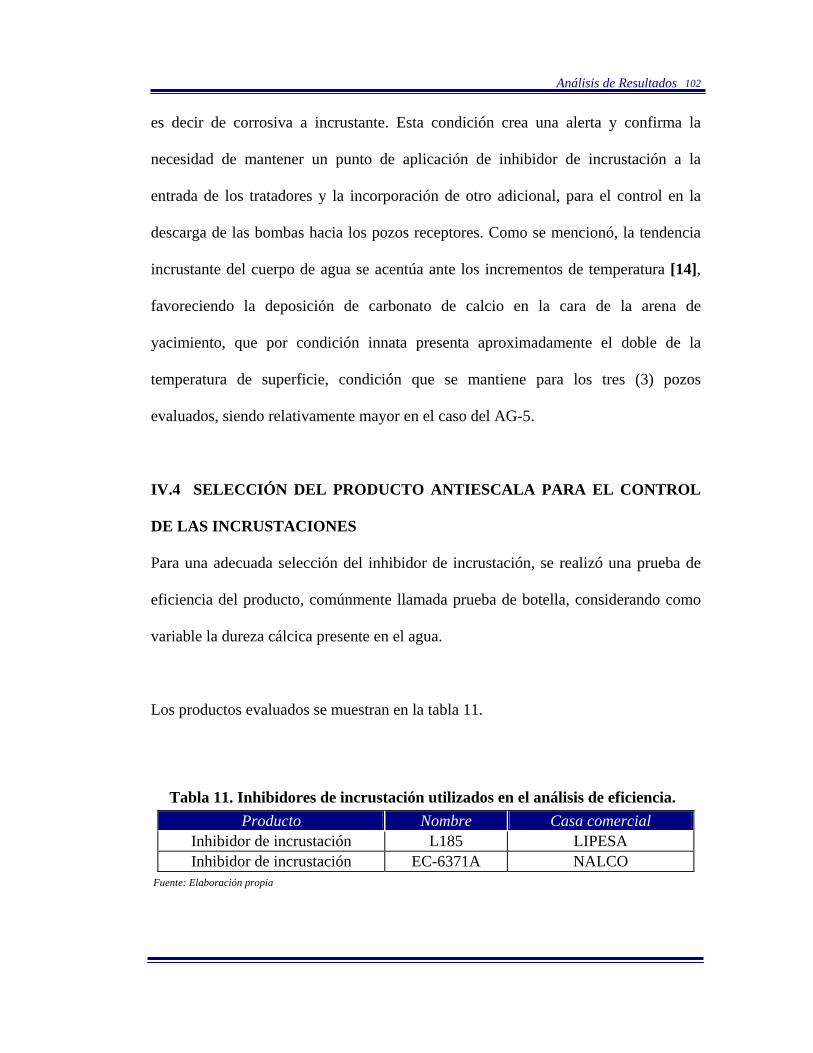
Análisis de Resultados
102
es decir de corrosiva a incrustante. Esta condición crea una alerta y confirma la
necesidad de mantener un punto de aplicación de inhibidor de incrustación a la
entrada de los tratadores y la incorporación de otro adicional, para el control en la
descarga de las bombas hacia los pozos receptores. Como se mencionó, la tendencia
incrustante del cuerpo de agua se acentúa ante los incrementos de temperatura [14],
favoreciendo la deposición de carbonato de calcio en la cara de la arena de
yacimiento, que por condición innata presenta aproximadamente el doble de la
temperatura de superficie, condición que se mantiene para los tres (3) pozos
evaluados, siendo relativamente mayor en el caso del AG-5.
IV.4 SELECCIÓN DEL PRODUCTO ANTIESCALA PARA EL CONTROL
DE LAS INCRUSTACIONES
Para una adecuada selección del inhibidor de incrustación, se realizó una prueba de
eficiencia del producto, comúnmente llamada prueba de botella, considerando como
variable la dureza cálcica presente en el agua.
Los productos evaluados se muestran en la tabla 11.
.
Fu
Tabla 11. Inhibidores de incrustación utilizados en el análisis de eficiencia
Producto Nombre Casa comercialInhibidor de incrustación L185 LIPESA Inhibidor de incrustación EC-6371A NALCO
ente: Elaboración propia
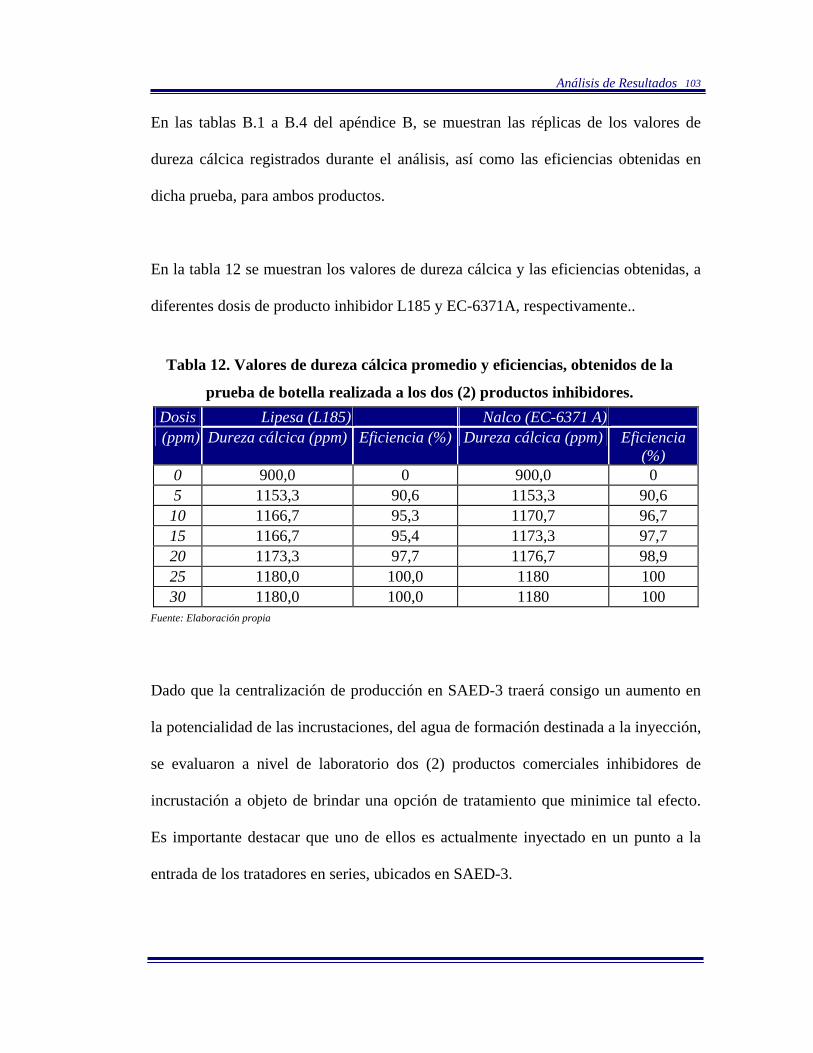
Análisis de Resultados
103
En las tablas B.1 a B.4 del apéndice B, se muestran las réplicas de los valores de
dureza cálcica registrados durante el análisis, así como las eficiencias obtenidas en
dicha prueba, para ambos productos.
En la tabla 12 se muestran los valores de dureza cálcica y las eficiencias obtenidas, a
diferentes dosis de producto inhibidor L185 y EC-6371A, respectivamente..
Tabla 12. Valores de dureza cálcica promedio y eficiencias, obtenidos de la
prueba de botella realizada a los dos (2) productos inhibidores.
Dosis Lipesa (L185) Nalco (EC-6371 A) (ppm) Dureza cálcica (ppm) Eficiencia (%) Dureza cálcica (ppm) Eficiencia
(%) 0 900,0 0 900,0 0 5 1153,3 90,6 1153,3 90,6 10 1166,7 95,3 1170,7 96,7 15 1166,7 95,4 1173,3 97,7 20 1173,3 97,7 1176,7 98,9 25 1180,0 100,0 1180 100 30 1180,0 100,0 1180 100
Fuente: Elaboración propia
Dado que la centralización de producción en SAED-3 traerá consigo un aumento en
la potencialidad de las incrustaciones, del agua de formación destinada a la inyección,
se evaluaron a nivel de laboratorio dos (2) productos comerciales inhibidores de
incrustación a objeto de brindar una opción de tratamiento que minimice tal efecto.
Es importante destacar que uno de ellos es actualmente inyectado en un punto a la
entrada de los tratadores en series, ubicados en SAED-3.
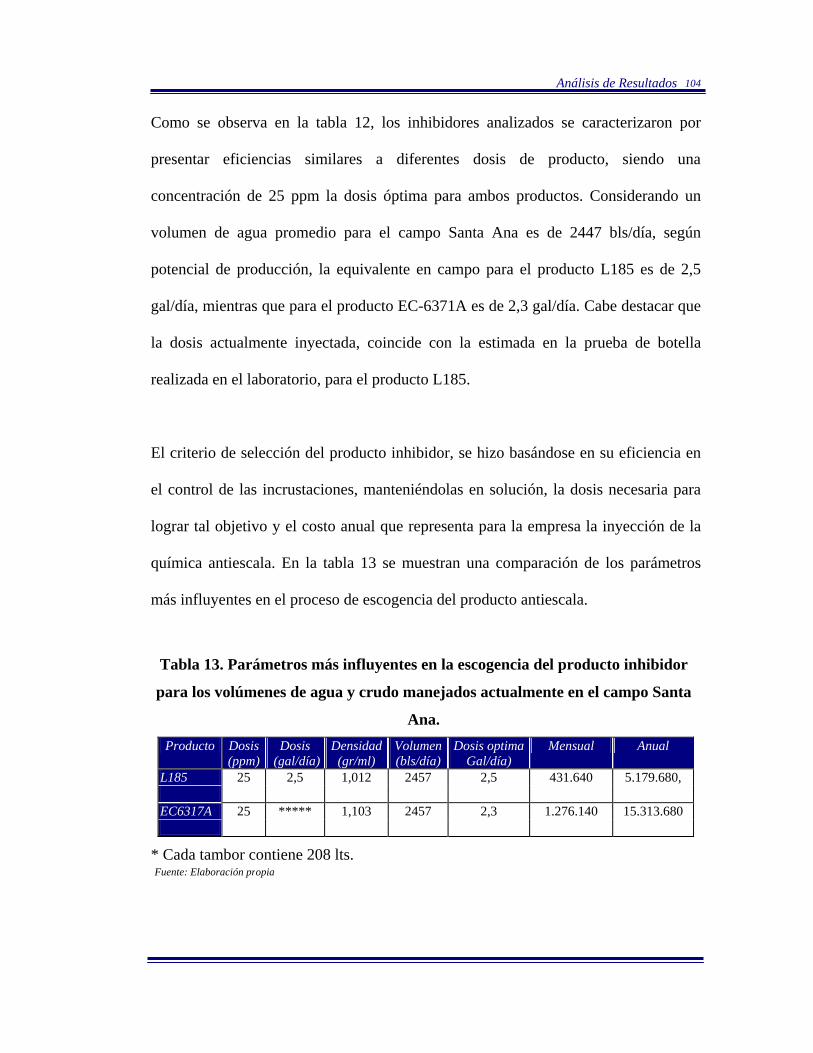
Análisis de Resultados
104
Como se observa en la tabla 12, los inhibidores analizados se caracterizaron por
presentar eficiencias similares a diferentes dosis de producto, siendo una
concentración de 25 ppm la dosis óptima para ambos productos. Considerando un
volumen de agua promedio para el campo Santa Ana es de 2447 bls/día, según
potencial de producción, la equivalente en campo para el producto L185 es de 2,5
gal/día, mientras que para el producto EC-6371A es de 2,3 gal/día. Cabe destacar que
la dosis actualmente inyectada, coincide con la estimada en la prueba de botella
realizada en el laboratorio, para el producto L185.
El criterio de selección del producto inhibidor, se hizo basándose en su eficiencia en
el control de las incrustaciones, manteniéndolas en solución, la dosis necesaria para
lograr tal objetivo y el costo anual que representa para la empresa la inyección de la
química antiescala. En la tabla 13 se muestran una comparación de los parámetros
más influyentes en el proceso de escogencia del producto antiescala.
Tabla 13. Parámetros más influyentes en la escogencia del producto inhibidor
para los volúmenes de agua y crudo manejados actualmente en el campo Santa
Ana.
Producto Dosis (ppm)
Dosis (gal/día)
Densidad (gr/ml)
Volumen (bls/día)
Dosis optimaGal/día)
Mensual Anual
L185 25 2,5 1,012 2457 2,5 431.640 5.179.680,
EC6317A 25 ***** 1,103 2457 2,3 1.276.140 15.313.680
* Cada tambor contiene 208 lts. Fuente: Elaboración propia
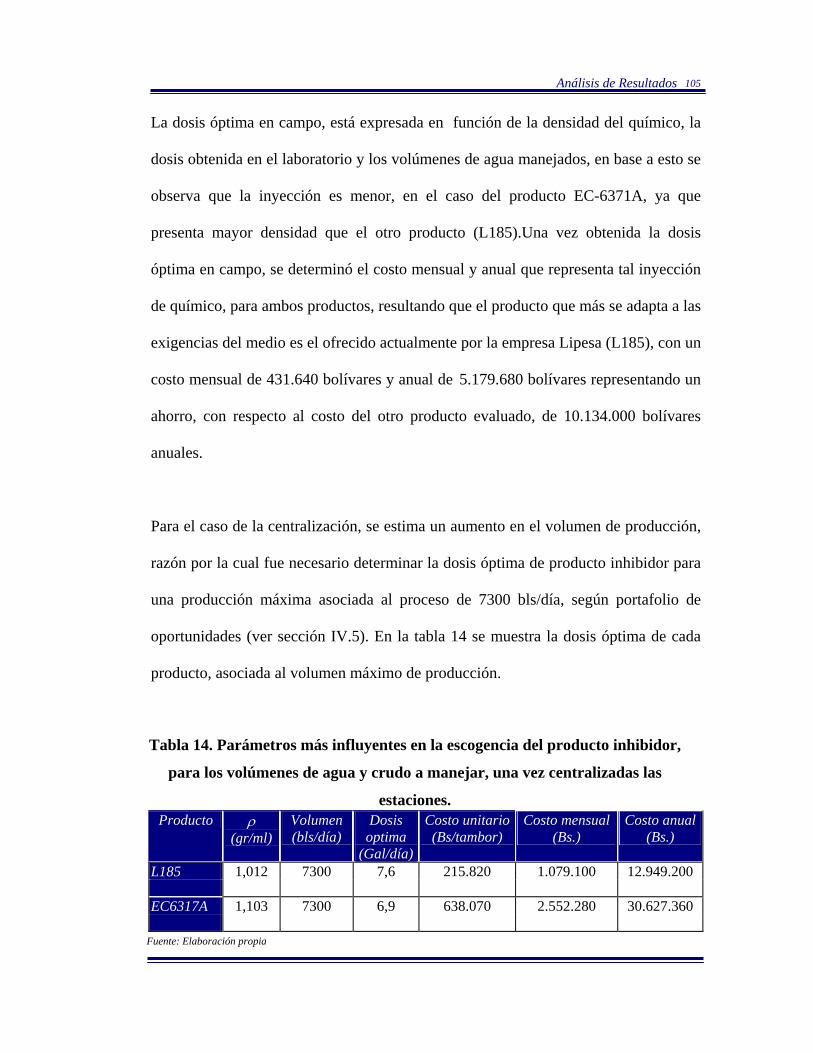
Análisis de Resultados
105
La dosis óptima en campo, está expresada en función de la densidad del químico, la
dosis obtenida en el laboratorio y los volúmenes de agua manejados, en base a esto se
observa que la inyección es menor, en el caso del producto EC-6371A, ya que
presenta mayor densidad que el otro producto (L185).Una vez obtenida la dosis
óptima en campo, se determinó el costo mensual y anual que representa tal inyección
de químico, para ambos productos, resultando que el producto que más se adapta a las
exigencias del medio es el ofrecido actualmente por la empresa Lipesa (L185), con un
costo mensual de 431.640 bolívares y anual de 5.179.680 bolívares representando un
ahorro, con respecto al costo del otro producto evaluado, de 10.134.000 bolívares
anuales.
Para el caso de la centralización, se estima un aumento en el volumen de producción,
razón por la cual fue necesario determinar la dosis óptima de producto inhibidor para
una producción máxima asociada al proceso de 7300 bls/día, según portafolio de
oportunidades (ver sección IV.5). En la tabla 14 se muestra la dosis óptima de cada
producto, asociada al volumen máximo de producción.
Tabla 14. Parámetros más influyentes en la escogencia del producto inhibidor,
para los volúmenes de agua y crudo a manejar, una vez centralizadas las
estaciones.
Producto ρ(gr/ml) Volumen (bls/día)
Dosis optima
(Gal/día)
Costo unitario(Bs/tambor)
Costo mensual (Bs.)
Costo anual(Bs.)
L185 1,012 7300 7,6 215.820 1.079.100 12.949.200
EC6317A 1,103 7300 6,9 638.070 2.552.280 30.627.360
Fuente: Elaboración propia
Análisis de Resultados
106
Como se observa en la tabla 14, la dosis óptima en campo aumenta
considerablemente, razón por la cual la escogencia del producto más adecuado se
basó en el costo anual que representa para la empresa, la adquisición del mismo. Es
por ello, que el producto que más se adapta a las exigencias del medio es el ofrecido
por la empresa Lipesa (L185), con un costo mensual de 1.079.100 y anual de
12.949.200 bolívares, representando un ahorro, con respecto al costo del otro
producto evaluado (EC-6731A), de 17.678.160 bolívares anuales.
En vista de los resultados obtenidos, el producto ofrecido por la Empresa Lipesa es el
que mejor se adapta a los requerimientos de la empresa, ya que la dosificación del
otro producto evaluado representa altos costos.
IV.5 ANALISIS MICROBIOLOGICO
Actualmente, la PIAS, cuenta con tratamiento químico Biocida, inyectado en la salida
de las bombas. En este punto de inyección, el producto sólo actúa como detergente
impidiendo que los residuos de crudo muerto y los sólidos suspendidos, presentes en
el agua, se alojen en la cara de la arena y causen taponamiento. La razón es, que el
tiempo de residencia del producto en el agua no es suficiente para el control de
bacterias, es por ello que la necesidad de cambiar el punto de aplicación es inminente.
La razón por la cual el punto de aplicación no es el adecuado, es porque en la entrada
de los tanques no existen facilidades para la inyección del producto.
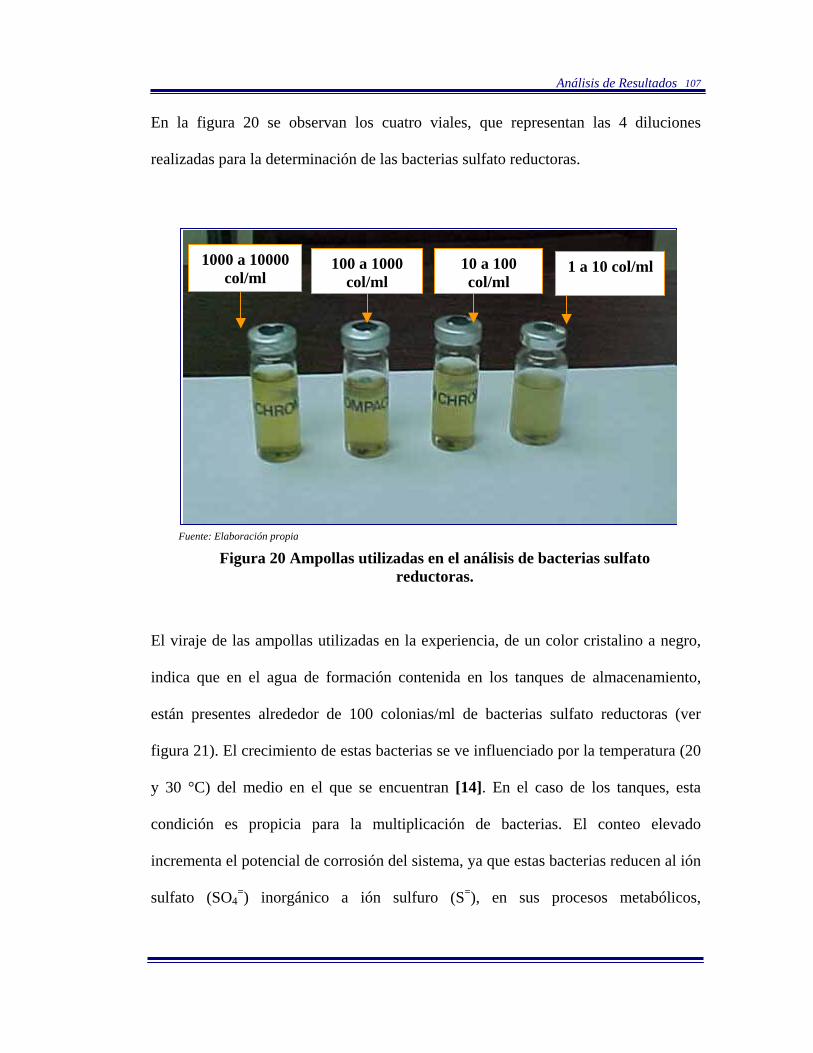
Análisis de Resultados
107
En la figura 20 se observan los cuatro viales, que representan las 4 diluciones
realizadas para la determinación de las bacterias sulfato reductoras.
Figura 20 Ampollas utilizadas en la análisis de bacterias sulfato reductoras.
100 a 1000 col/ml
10 a 100 col/ml
1000 a 10000 col/ml
1 a 10 col/ml
Fuente: Elaboración propia
El viraje
indica qu
están pre
figura 21)
y 30 °C)
condición
increment
sulfato (
Figura 20 Ampollas utilizadas en el análisis de bacterias sulfato reductoras.
de las ampollas utilizadas en la experiencia, de un color cristalino a negro,
e en el agua de formación contenida en los tanques de almacenamiento,
sentes alrededor de 100 colonias/ml de bacterias sulfato reductoras (ver
. El crecimiento de estas bacterias se ve influenciado por la temperatura (20
del medio en el que se encuentran [14]. En el caso de los tanques, esta
es propicia para la multiplicación de bacterias. El conteo elevado
a el potencial de corrosión del sistema, ya que estas bacterias reducen al ión
SO4=) inorgánico a ión sulfuro (S=), en sus procesos metabólicos,
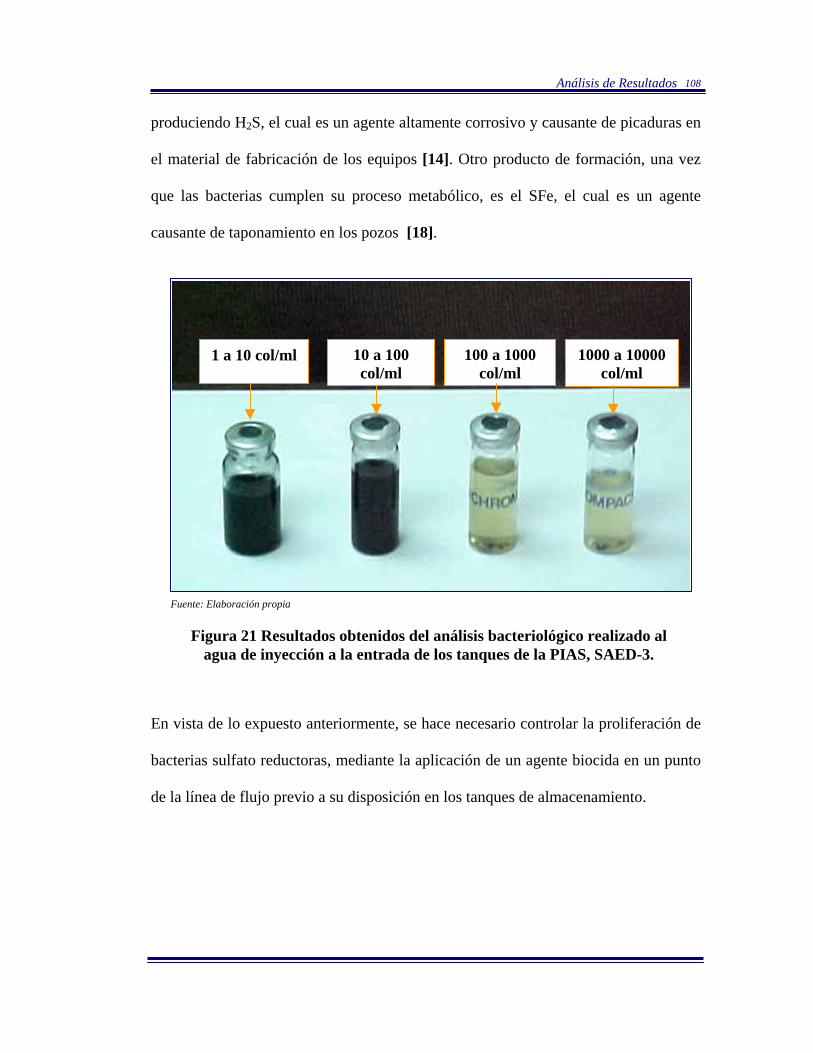
Análisis de Resultados
108
produciendo H2S, el cual es un agente altamente corrosivo y causante de picaduras en
el material de fabricación de los equipos [14]. Otro producto de formación, una vez
que las bacterias cumplen su proceso metabólico, es el SFe, el cual es un agente
causante de taponamiento en los pozos [18].
1000 a 10000 col/ml
100 a 1000 col/ml
10 a 100 col/ml
1 a 10 col/ml
Fuente: Elaboración propia
Figura 21 Resultados obtenidos del análisis bacteriológico realizado al agua de inyección a la entrada de los tanques de la PIAS, SAED-3.
En vista de lo expuesto anteriormente, se hace necesario controlar la proliferación de
bacterias sulfato reductoras, mediante la aplicación de un agente biocida en un punto
de la línea de flujo previo a su disposición en los tanques de almacenamiento.
Análisis de Resultados
109
IV.6 EVALUACIÓN DE LAS FACILIDADES ACTUALMENTE EXISTENTES PARA LA CENTRALIZACIÓN DE LA PRODUCCIÓN BRUTA DE LOS CAMPOS SANTA ANA Y EL TOCO, EN SANTA ANA 3
En vista de que las grandes empresas, como P.D.V.S.A, se encuentran en una
constante búsqueda de la mejor solución a sus problemas al menor costo posible; la
evaluación del proceso de centralización se basó en el estudio de las facilidades
actualmente existentes para el manejo de la producción de las estaciones ETED-1 y
SAED-2, en SAED-3. Para ello fue necesario hacer inspecciones en dichas estaciones
y determinar, si estas cuentan con líneas disponibles para transportar la producción
hacia la estación principal SAED-3. De las inspecciones realizadas, se obtuvo el
siguiente resultado:
< Facilidad para disponer de las 2 líneas de bombeo actual de crudo desde ETED-1
hasta P.T.A, la cual poseen 6” de diámetro y 21,5 Km de longitud hasta la unión con
una línea de 10” de diámetro, actualmente fuera de servicio, que se utilizará para el
transporte de la producción, directamente hacia la estación principal SAED-3. Esta
última posee una longitud de 4 Km hasta dicha estación.
< Facilidad para disponer de la línea actual de bombeo de Santa Ana 2, hacia P.T.A,
la cual posee un diámetro de 6” y 300 m de longitud, hasta la unión con la línea que
se instalará a efecto de transportar la producción de dicha estación, hasta Santa Ana 3.
El tendido de línea comprende 2,5 kilómetros de tuberías y una serie de accesorios
como complemento.
Análisis de Resultados
110
< La línea nueva, se unirá a otra línea de 6” y 3 Km de longitud, que se empalmará
con la línea de 10” de diámetro descrita anteriormente.
< Una vez que la producción, de ambas estaciones, es enviada por dicha línea (10”)
hacia Santa Ana 3, será necesario ejecutar cambios a nivel de la estación principal
(SAED-3).
< Dichos cambios incluyen la conexión de dicha línea con la tubería proveniente de
la estación de flujo Santa Ana 1, y de allí el tendido de una línea adicional que se una
con la que transporta la salida de los separadores hacia los tratadores.
< Todas las estaciones cuentan con bombas de transferencia de crudo, que
facilitaran el proceso de transporte, cuya presión máxima de bombeo es de 350 lpc.
< Los equipos actualmente instalados en la SAED-3, poseen capacidad suficiente
para manejar el máximo volumen de producción. En el apéndice F, se muestran las
especificaciones de estos equipos.
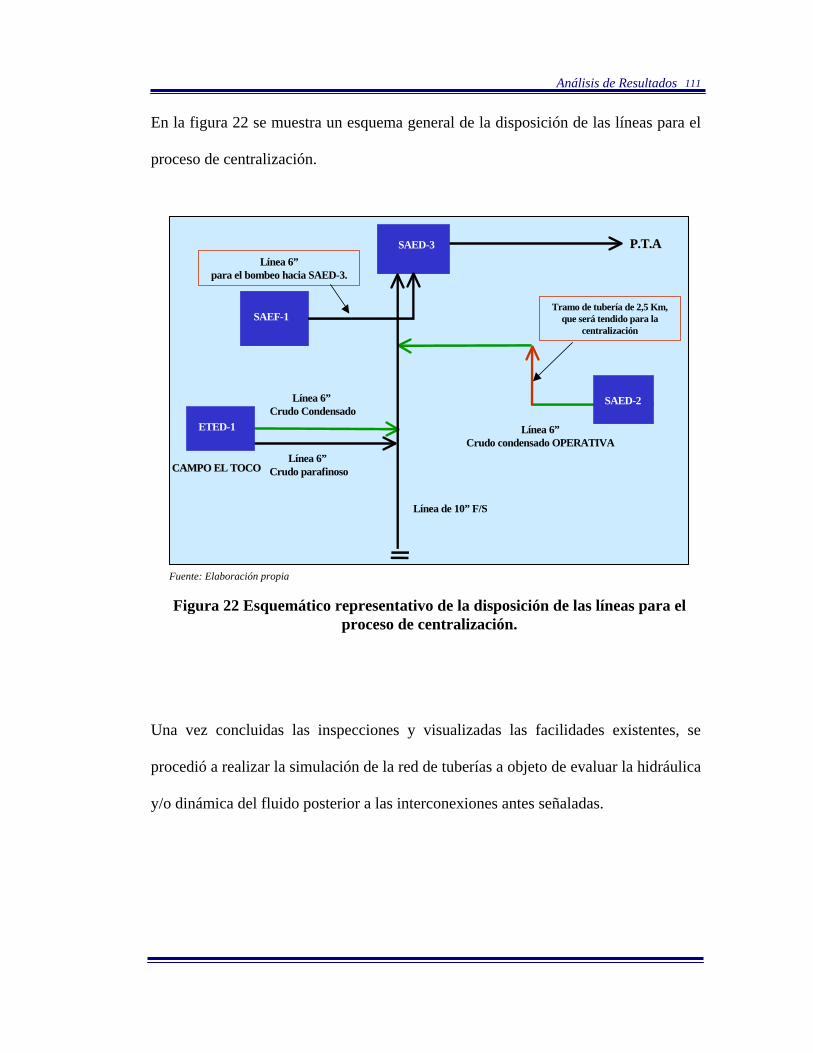
Análisis de Resultados
111
En la figura 22 se muestra un esquema general de la disposición de las líneas para el
proceso de centralización.
P.T.AP.T.A
Línea 6” Crudo parafinoso
Línea 6”Crudo condensado OPERATIVA
CAMPO EL TOCOCAMPO EL TOCO
SAED-3
SAEF-1
SAED-2
ETED-1
Tramo de tubería de 2,5 Km,que será tendido para la
centralización
Línea de 10” F/S
Línea 6” Crudo Condensado
Línea 6”para el bombeo hacia SAED-3.
Fuente: Elaboración propia
Figura 22 Esquemático representativo de la disposición de las líneas para el proceso de centralización.
Una vez concluidas las inspecciones y visualizadas las facilidades existentes, se
procedió a realizar la simulación de la red de tuberías a objeto de evaluar la hidráulica
y/o dinámica del fluido posterior a las interconexiones antes señaladas.
Análisis de Resultados
112
Para determinar la factibilidad existente para la centralización del crudo de las
estaciones ETED-1 y SAED-2, en SAED-3, se simuló el sistema de disposición de
crudo representado en la figura 22, según la opción evaluada en el punto anterior.
El montaje de la red se realizó, en base a las especificaciones de las corrientes de
salida de cada una de las estaciones, incluyendo características del crudo (%AyS,
viscosidad, °API, gravedad específica del gas y del agua), presión de salida y
temperatura.
Una vez especificadas las corrientes se dio paso a la definición de las líneas
encargadas de transportar el crudo, incluyendo los accesorios respectivos (válvulas,
codos, tee, reductores). Adicionalmente, se alimentaron datos estimados para el daño
posible en las tuberías, traducidos en su porcentaje de eficiencia.
Por último se fijó la presión a la entrada de los tratadores, punto final del proceso de
centralización. La representación esquemática de la red simulada se muestra en la
figura 17 del capítulo III.
Los resultados obtenidos se muestran en la tabla 15
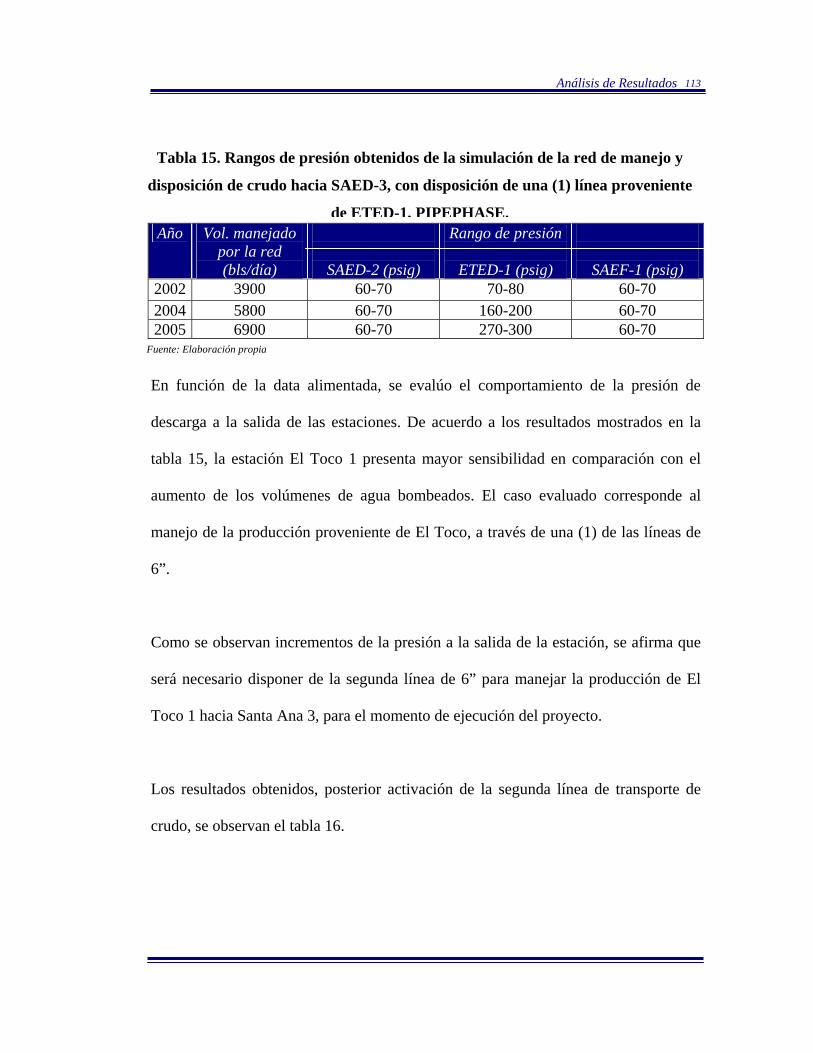
Análisis de Resultados
113
d
F
Tabla 15. Rangos de presión obtenidos de la simulación de la red de manejo y
isposición de crudo hacia SAED-3, con disposición de una (1) línea proveniente
de ETED-1, PIPEPHASE.
Año Vol. manejadopor la red (bls/día)
SAED-2 (psig)
Rango de presión
ETED-1 (psig)
SAEF-1 (psig) 2002 3900 60-70 70-80 60-70 2004 5800 60-70 160-200 60-70 2005 6900 60-70 270-300 60-70 uente: Elaboración propia
En función de la data alimentada, se evalúo el comportamiento de la presión de
descarga a la salida de las estaciones. De acuerdo a los resultados mostrados en la
tabla 15, la estación El Toco 1 presenta mayor sensibilidad en comparación con el
aumento de los volúmenes de agua bombeados. El caso evaluado corresponde al
manejo de la producción proveniente de El Toco, a través de una (1) de las líneas de
6”.
Como se observan incrementos de la presión a la salida de la estación, se afirma que
será necesario disponer de la segunda línea de 6” para manejar la producción de El
Toco 1 hacia Santa Ana 3, para el momento de ejecución del proyecto.
Los resultados obtenidos, posterior activación de la segunda línea de transporte de
crudo, se observan el tabla 16.

Análisis de Resultados
114
A
20202020 Fuent
Lo
sen
de
Sin
qu
alt
IV
Lo
tab
Tabla 16. Rangos de presión obtenidos de la simulación de la red de manejo y
disposición de crudo hacia SAED-3, con disposición de dos (2) líneas
provenientes de ETED-1.
ño Vol. manejado por la red (bls/día)
SAED-2 (psig)
Rango de presión
ETED-1 (psig)
SAEF-1 (psig) 02 3900 60-70 60-70 60-70 04 5800 60-70 80-90 60-70 05 6900 60-70 125-130 60-70 06 7300 60-70 200-210 60-70 e: Elaboración propia
s resultados obtenidos en la tabla 16 muestran que la ETED-1, presenta mayor
sibilidad en el rango de presión, en comparación con el aumento de los volúmenes
agua bombeados.
embargo, casos similares no se presentaran para los años posteriores al 2006 ya
e, como se observa en la tabla 7, la producción asociada a la centralización sufrirá
os descensos en sus volúmenes.
.7 ESTUDIO TECNICO-ECONOMICO.
s costos asociados al proceso de centralización del crudo, se pueden observar en la
la 17.
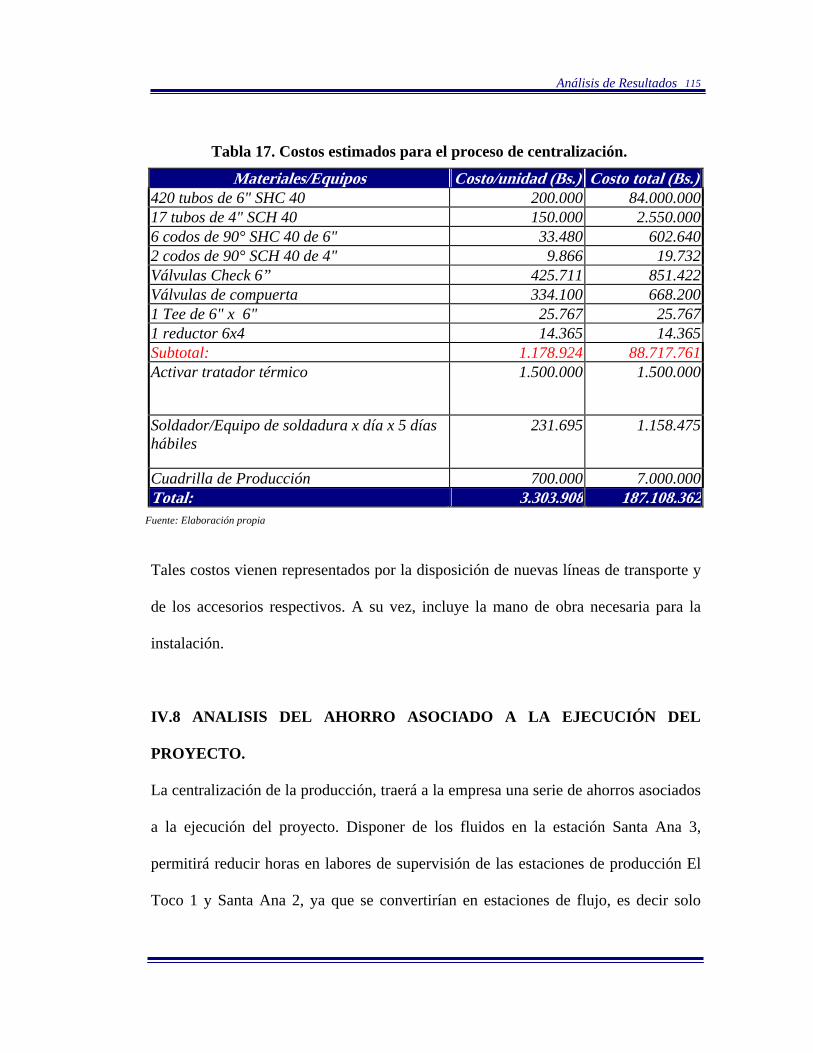
Análisis de Resultados
115
Tabla 17. Costos estimados para el proceso de centralización. Materiales/Equipos Costo/unidad (Bs.) Costo total (Bs.)
420 tubos de 6" SHC 40 200.000 84.000.00017 tubos de 4" SCH 40 150.000 2.550.0006 codos de 90° SHC 40 de 6" 33.480 602.6402 codos de 90° SCH 40 de 4" 9.866 19.732Válvulas Check 6” 425.711 851.422Válvulas de compuerta 334.100 668.2001 Tee de 6" x 6" 25.767 25.7671 reductor 6x4 14.365 14.365Subtotal: 1.178.924 88.717.761Activar tratador térmico 1.500.000 1.500.000
Soldador/Equipo de soldadura x día x 5 días hábiles
231.695 1.158.475
Cuadrilla de Producción 700.000 7.000.000Total: 3.303.908 187.108.362
Fuente: Elaboración propia
Tales costos vienen representados por la disposición de nuevas líneas de transporte y
de los accesorios respectivos. A su vez, incluye la mano de obra necesaria para la
instalación.
IV.8 ANALISIS DEL AHORRO ASOCIADO A LA EJECUCIÓN DEL
PROYECTO.
La centralización de la producción, traerá a la empresa una serie de ahorros asociados
a la ejecución del proyecto. Disponer de los fluidos en la estación Santa Ana 3,
permitirá reducir horas en labores de supervisión de las estaciones de producción El
Toco 1 y Santa Ana 2, ya que se convertirían en estaciones de flujo, es decir solo
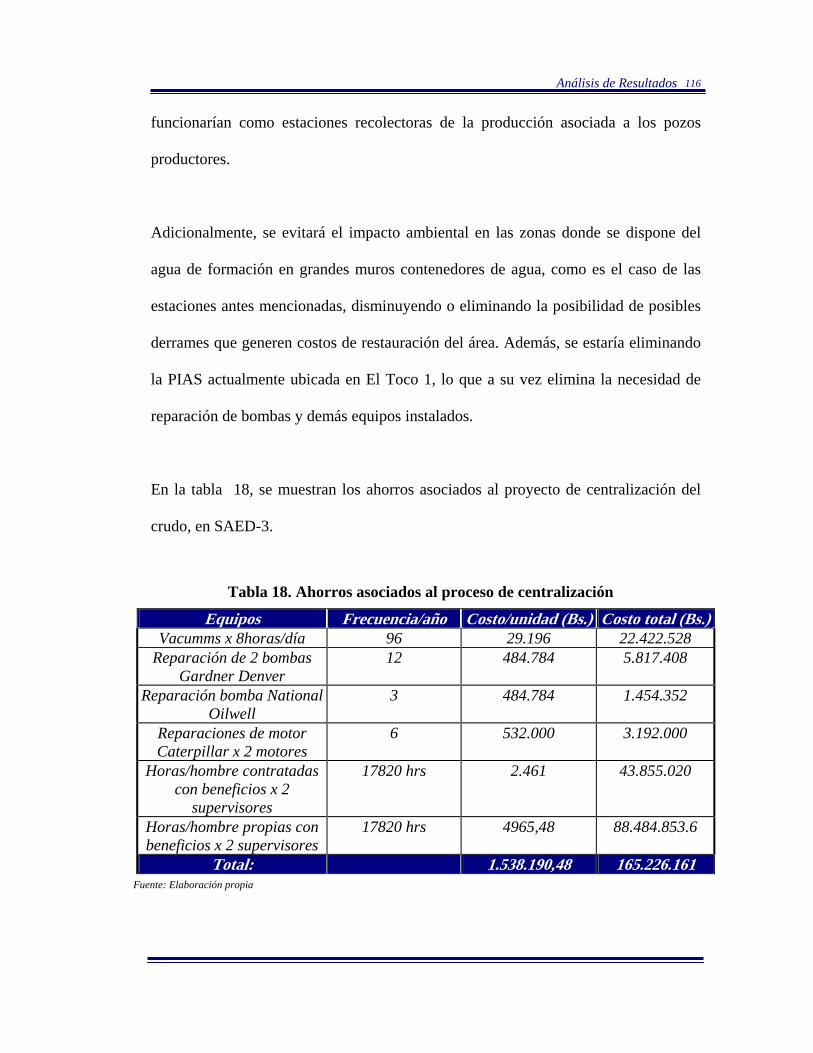
Análisis de Resultados
116
funcionarían como estaciones recolectoras de la producción asociada a los pozos
productores.
Adicionalmente, se evitará el impacto ambiental en las zonas donde se dispone del
agua de formación en grandes muros contenedores de agua, como es el caso de las
estaciones antes mencionadas, disminuyendo o eliminando la posibilidad de posibles
derrames que generen costos de restauración del área. Además, se estaría eliminando
la PIAS actualmente ubicada en El Toco 1, lo que a su vez elimina la necesidad de
reparación de bombas y demás equipos instalados.
En la tabla 18, se muestran los ahorros asociados al proyecto de centralización del
crudo, en SAED-3.
Tabla 18. Ahorros asociados al proceso de centralización Equipos Frecuencia/año Costo/unidad (Bs.) Costo total (Bs.)
Vacumms x 8horas/día 96 29.196 22.422.528 Reparación de 2 bombas
Gardner Denver 12 484.784 5.817.408
Reparación bomba National Oilwell
3 484.784 1.454.352
Reparaciones de motor Caterpillar x 2 motores
6 532.000 3.192.000
Horas/hombre contratadas con beneficios x 2
supervisores
17820 hrs 2.461 43.855.020
Horas/hombre propias con beneficios x 2 supervisores
17820 hrs 4965,48 88.484.853.6
Total: 1.538.190,48 165.226.161 Fuente: Elaboración propia

Conclusiones
El agua de formación, obtenida de los procesos de deshidratación llevados a
cabo en la estación Santa Ana 3, presenta baja tendencia a la formación de
incrustaciones, a la temperatura de 86 °F.
El agua de formación analizada incrementa su potencial incrustante,
favorecida por un aumento de temperatura (150, 170 y 220 °F) a nivel de las
arenas receptoras del AM-21, 26 y AG-5, respectivamente.
El proceso de centralización produce un viraje en la estabilidad del agua que
converge a SAED-3, es decir, pasa de ser corrosiva a incrustante con la
incorporación de las corrientes de ETED-1 y SAED-2.
Es necesario promover la inyección de química antiescala en la línea de
descarga de las bombas hacia los pozos inyectores, para el control de las
incrustaciones, posterior a la mezcla entre los efluentes provenientes de las
diferentes estaciones en estudio.
La opción técnico- económica más favorable para el control actual de las
incrustaciones, entre los inhibidores evaluados, está representada por el
producto L184 (Lipesa), con una dosis de 2,5 gal/día y un costo anual de
5.179.680 bolívares, para un volumen de agua manejado de 2447 bls/día.

Conclusiones
117
Una vez centralizada la producción en SAED-3, la dosis del inhibidor L185
necesaria a la entrada de los tratadores, para un caudal de agua de 7300 bls/día,
es de 7,6 gal/día y un costo anual de 12.949.200 bolívares.
Para el control microbiológico en SAED-3, es necesario trasladar el punto de
aplicación del biocida existente desde la descarga de las bombas hacia la
entrada de los tanques de asentamiento.
El comportamiento de la hidráulica del sistema de transporte de crudo desde
ETED-1 hacia SAED-3, es favorable para el proceso de centralización.
Los tanques de almacenamiento de crudo y agua, actualmente existentes en la
Estación principal Santa Ana 3, poseen capacidad suficiente para el manejo y
disposición de la producción, una vez centralizada.
Es necesario activar otro tratador térmico, a objeto de contar con un respaldo
en caso de falla del equipo actualmente instalado. El costo asociado a la
reactivación es de 1.500.000 bolívares.
Los costos asociados a la ejecución del proyecto están en el orden de
187.108.362 y los ahorros totales se estiman en 165.226.161 bolívares.
Recomendaciones
Realizar mantenimiento preventivo a los equipos de bombeo de agua,
instalados actualmente en la PIAS SAED-3.
Realizar continuamente pruebas de inyectividad a los pozos receptores, a
objeto de tener una base de datos que refleje un control sobre el volumen de
recibimiento de los mismos y que permita detectar limitación en los mismos.
Tomar datos de presión de descarga de las bombas, presión de cabezal de los
pozos inyectores, altura inicial del tanque, altura final del tanque, velocidad
del motor, al momento de realizar pruebas de inyectividad para la obtención
del volumen desplazado por los equipos de bombeo.
Realizar caracterizaciones fisicoquímicas del agua periódicamente, con el fin
de mantener un control sobre la calidad del agua inyectada a los pozos.
Mantener el punto de aplicación del inhibidor de incrustación e instalar uno
adicional a la salida de las bombas, para mantener el control de las
incrustaciones de sales en los pozos inyectores.
Realizar prueba en campo, posterior a la mezcla de los efluentes provenientes
de los campos en estudio, con el fin de determinar si el producto antiescala,
Recomendaciones
119
actualmente inyectado, es el adecuado para el control de las incrustaciones una
vez que se producen cambios en la composición del agua.
Cambiar punto de aplicación de química biocida en SAED-3 desde la descarga
de las bombas a la entrada de los tanques de almacenamiento, para el control
de las bacterias sulfato reductoras que habitan en los tanques.
Realizar análisis bacteriológicos periódicos para llevar un control sobre las
bacterias presentes en el sistema.
Evaluar pozo adicional, para disponerlo como inyector.
Realizar simulación hidráulica del sistema de recolección y distribución de la
producción de A.M.A hacia P.T.A, para dar a conocer el estado de las líneas
actualmente instaladas para el transporte de crudo.
Bibliografía [1] Mejías, N. (2001). Optimización del Sistema de Disposición de Agua de
Formación de los pozos productores del Campo Santa Rosa. Trabajo de grado,
Ingeniería de Petróleo, U.D.O, Puerto la Cruz.
[2] Pérez, R y Martínez, M. (1994). Ingeniería de Gas Natural. Ingenieros
consultores SRL, Maracaibo, Venezuela.
[3] Garay, J. (1979). ¿Qué es el Petróleo?. Ediciones Ciafre S.A, Caracas.
[4] Meneven S.A. (1997). Educación y Petróleo. Volumen 3, N° 2, Caracas.
[5] Kirt, R. (1962). Enciclopedia de Tecnología Química. Tomo XII. Editorial
U:E:H:A, México.
[6] Quijada, C. (1986). Manual de Tratamiento del Petróleo. Meneven S.A, Filial
de P.D.V.S.A, Dtto. San Tomé.
[7] Salager, J. (1986). Micro y Macro Emulsiones. Informe técnico N° 8401.
Mérida.
[8] Gerencia de Ingeniería de Petróleo. (1990). Curso de Ingeniería de
Producción. Tercer Módulo, Tomo I, Corpoven S.A. Puerto La Cruz.
[9] Intevep. (1996). Visión Tecnológica. Volumen 3, N° 2. Caracas.
[10] Corpoven S.A. (1986). Guía operacional. Departamento de producción
Anaco. Anaco.
[11] Ascanio S y Ortega, P. (2001). Simulación de los sistemas de producción en
los campos San Joaquín, Guario, El Roble, Santa Ana y El Toco, del Dtto Anaco,
para definir presiones óptimas de separación. Trabajo de grado. Ingeniería de
Petróleo, U.D.O, Puerto La Cruz.
Bibliografía 121
[12] Documento técnico (P.D.V.S.A). (1999). Tratamiento del Agua de
Producción. Exploración y Producción, San Tomé.
[13] Lagoven, S.A. (1998). El Pozo Ilustrado. Fondo Editorial del Centro
Internacional de Ediciones y Desarrollo (FONCIED). Caracas.
[14] Lipesa. (1998). Manual del Tratamiento Químico del Agua. Editorial
Impregraf. Caracas.
[15] CIED. (1996). Daño de formación. Centro Internacional de Educación y
Desarrollo.
[16] Baker. (1995). Oilfield Mineral Scale Technology. Baker chemicals, INC.
USA.
[17] Stiff, A. (1952). Method of Predicting the Tendence of Oil Field Waters to
Deposit Calcium Carbonate. American Institute of mining and Petroleum,
Volumen 195.
[18] Di-chem de Venezuela, S.A. (1986). Control Bacteriológico. Químicas y
maquinarias especiales para la Industria Petrolera.
[19] COVENIN 2462-87. (1987). Determinación de pH en aguas Naturales,
Industriales y Residuales. Ediciones Fondo Norma. Caracas.
[20] COVENIN 2780-91. (1991). Determinación de Alcalinidad en aguas
Naturales, Industriales y Residuales. Ediciones Fondo Norma. Caracas.
[21] Skoog, D. (1976). Química Analítica. Editorial Reventé. España.
[22] Daintilh, J. (1987). Diccionario de Química. Editorial Norma Educativa.
Colombia.
[23] API-RP-45. (1968). Recommened Practice for Analysis of Oil-Field Waters.
U.S.A.
Bibliografía 122
[24] NACE TM0374-90. (1990). Laboratory screening test to determine tehe
Ability of Scale Inhibitors to prevent the precipitatios of Calcium Sulfate and
Calcium Carbonate from solution. U.S.A.
[25] MARN. (1995). Decreto 833, Normas para el control de la calidad de los
cuerpos de agua y vertidos o efluentes líquidos. Venezuela.
[26] Salas, G. Petróleo. Ediciones petroleras de FONINVES, Volumen 4, N° 1.
[27] Marin de Ferrer, Magdalena. (1999). Inyección de Agua y Gas en
Yacimientos Petrolíferos. Editorial Astro Dato. 2da edición. Maracaibo.
Apéndice A Características fisicoquímicas del agua
de formación que converge a la estación de descarga principal Santa Ana 3

Apéndice A
124
Tabla A.1 Valores obtenidos de los análisis fisicoquímicos realizados al agua
de inyección, el 9/07/2002, en los diferentes puntos de muestreo de la estación
principal SAED-3.
Parámetro Puntos de muestreo Fosa Entrada
tratador Salida
tratador Entrada
Tk Salida
Tk pH 7,0 6,9 6,8 6,8 7,0 Alcalinidad "P", ppm CaCO3 0,0 0,0 0,0 0,0 0,0 Alcalinidad "M", ppm CaCO3 830,0 910,0 1060,0 1000,0 740,0 Dureza cálcica, ppm CaCO3 770,0 780,0 610,0 1240,0 730,0 Dureza magnésica, ppm CaCO3 500,0 630,0 640,0 320,0 450,0 Dureza total, ppm CaCO3 1270,0 1410,0 1250,0 1560,0 1180,0Cloruros, ppm Cl- 21200,0 21900,0 20350,0 22000,0 22750,0Sulfatos, ppm SO4
= 31,0 18,0 7,0 7,0 16,0 Hierro total, ppm Fe++ 7,7 5,8 28,4 3,0 0,9
Fuente: Elaboración propia
F
Tabla A.2 Valores obtenidos de los análisis fisicoquímicos realizados al agua
de inyección, el 30/07/2002, en los diferentes puntos de muestreo de la estación
principal SAED-3
Parámetro Puntos de muestreo Fosa Entrada
tratador Salida
tratador Entrada
Tk Salida
Tk pH 7,03 6,99 6,65 ** 7,1 Alcalinidad "P", ppm CaCO3 0,0 0,0 0,0 ** 0,0 Alcalinidad "M", ppm CaCO3 740,0 1350,0 1270,0 ** 980,0 Dureza cálcica, ppm CaCO3 1450,0 1280,0 1330,0 ** 1150,0 Dureza magnésica, ppm CaCO3 310,0 720,00 510,0 ** 340,0 Dureza total, ppm CaCO3 1760,0 2000,0 1840,0 ** 1490,0 Cloruros, ppm Cl- 19700,0 21600,0 20250,0 ** 21500,0Sulfatos, ppm SO4
= 14,0 22,0 2,0 ** 0,0 Hierro total, ppm Fe++ 0,75 21,50 1,68 ** 2,31 uente: Elaboración propia
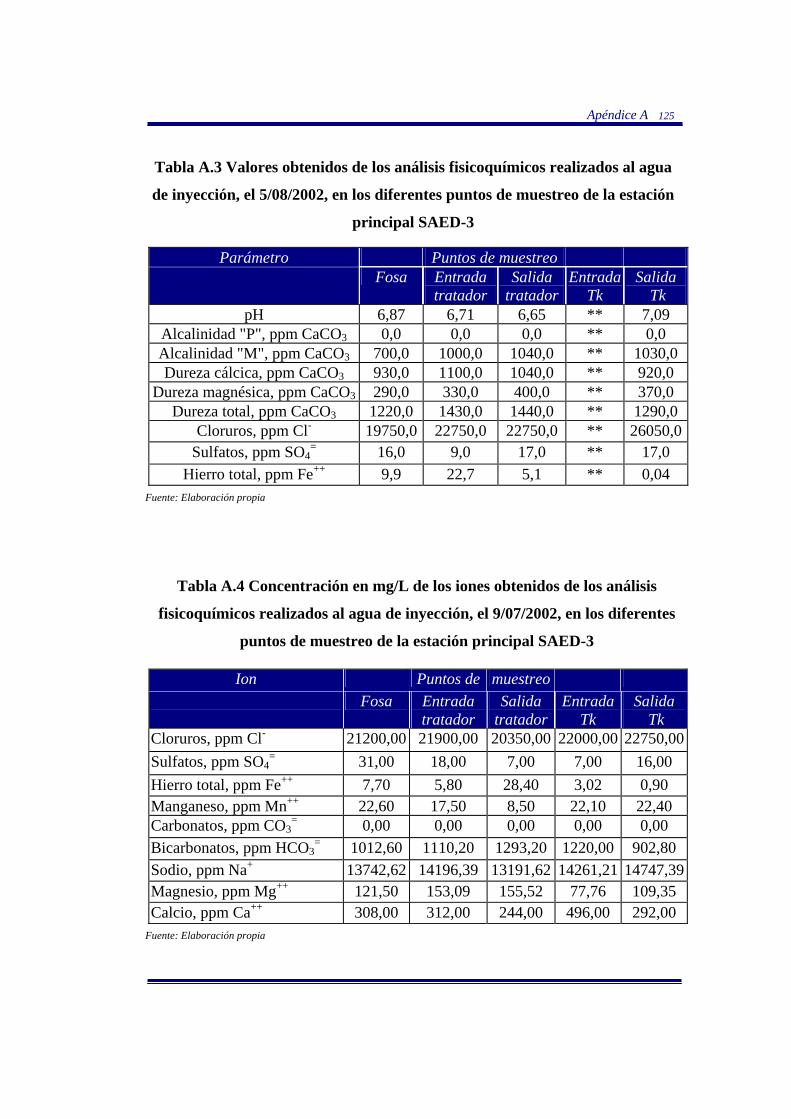
Apéndice A
125
Tabla A.3 Valores obtenidos de los análisis fisicoquímicos realizados al agua
de inyección, el 5/08/2002, en los diferentes puntos de muestreo de la estación
principal SAED-3
Parámetro Puntos de muestreo Fosa Entrada
tratador Salida
tratadorEntrada
Tk Salida
Tk pH 6,87 6,71 6,65 ** 7,09
Alcalinidad "P", ppm CaCO3 0,0 0,0 0,0 ** 0,0 Alcalinidad "M", ppm CaCO3 700,0 1000,0 1040,0 ** 1030,0 Dureza cálcica, ppm CaCO3 930,0 1100,0 1040,0 ** 920,0
Dureza magnésica, ppm CaCO3 290,0 330,0 400,0 ** 370,0 Dureza total, ppm CaCO3 1220,0 1430,0 1440,0 ** 1290,0
Cloruros, ppm Cl- 19750,0 22750,0 22750,0 ** 26050,0Sulfatos, ppm SO4
= 16,0 9,0 17,0 ** 17,0 Hierro total, ppm Fe++ 9,9 22,7 5,1 ** 0,04
Fuente: Elaboración propia
Tabla A.4 Concentración en mg/L de los iones obtenidos de los análisis
fisicoquímicos realizados al agua de inyección, el 9/07/2002, en los diferentes
puntos de muestreo de la estación principal SAED-3
Ion Puntos de muestreo Fosa Entrada
tratador Salida
tratadorEntrada
Tk Salida
Tk Cloruros, ppm Cl- 21200,00 21900,00 20350,00 22000,00 22750,00Sulfatos, ppm SO4
= 31,00 18,00 7,00 7,00 16,00 Hierro total, ppm Fe++ 7,70 5,80 28,40 3,02 0,90 Manganeso, ppm Mn++ 22,60 17,50 8,50 22,10 22,40 Carbonatos, ppm CO3
= 0,00 0,00 0,00 0,00 0,00 Bicarbonatos, ppm HCO3
= 1012,60 1110,20 1293,20 1220,00 902,80 Sodio, ppm Na+ 13742,62 14196,39 13191,62 14261,21 14747,39Magnesio, ppm Mg++ 121,50 153,09 155,52 77,76 109,35 Calcio, ppm Ca++ 308,00 312,00 244,00 496,00 292,00
Fuente: Elaboración propia
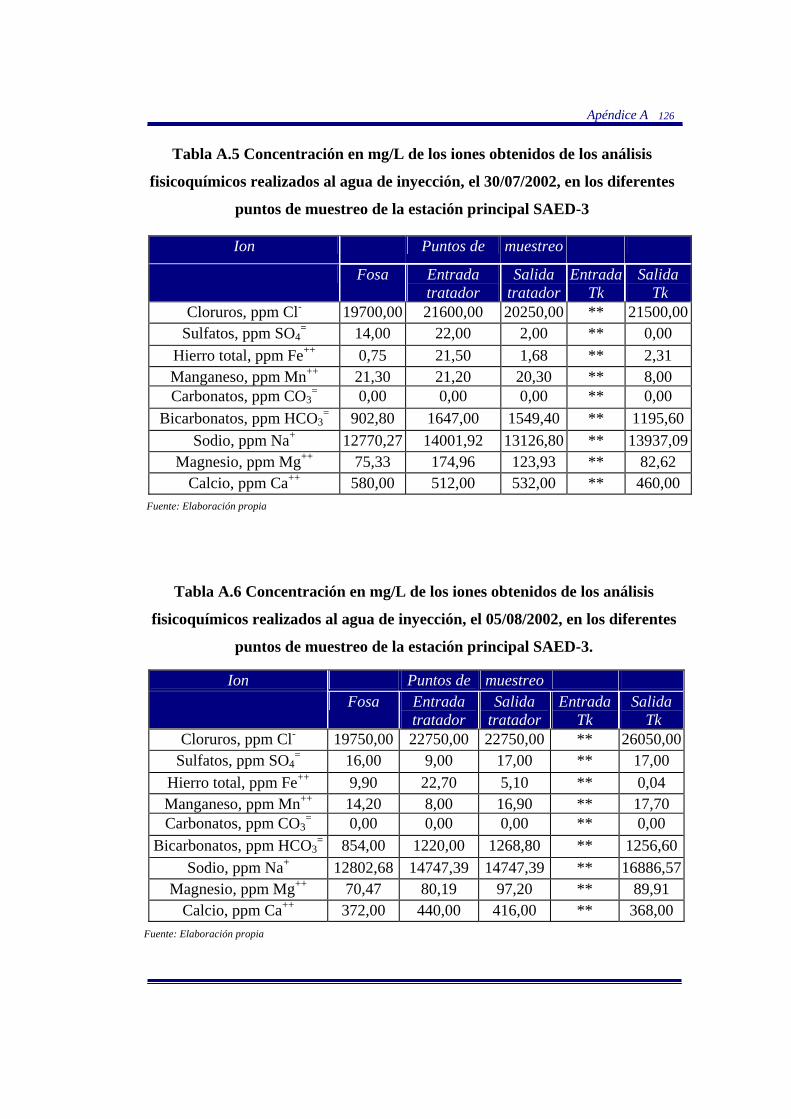
Apéndice A
126
fis
B
Fuen
fis
B
Fuen
Tabla A.5 Concentración en mg/L de los iones obtenidos de los análisis
icoquímicos realizados al agua de inyección, el 30/07/2002, en los diferentes
puntos de muestreo de la estación principal SAED-3
Ion Puntos de muestreo
Fosa Entrada tratador
Salida tratador
Entrada Tk
Salida Tk
Cloruros, ppm Cl- 19700,00 21600,00 20250,00 ** 21500,00Sulfatos, ppm SO4
= 14,00 22,00 2,00 ** 0,00 Hierro total, ppm Fe++ 0,75 21,50 1,68 ** 2,31 Manganeso, ppm Mn++ 21,30 21,20 20,30 ** 8,00 Carbonatos, ppm CO3
= 0,00 0,00 0,00 ** 0,00 icarbonatos, ppm HCO3
= 902,80 1647,00 1549,40 ** 1195,60Sodio, ppm Na+ 12770,27 14001,92 13126,80 ** 13937,09
Magnesio, ppm Mg++ 75,33 174,96 123,93 ** 82,62 Calcio, ppm Ca++ 580,00 512,00 532,00 ** 460,00
te: Elaboración propia
M
i
Tabla A.6 Concentración en mg/L de los iones obtenidos de los análisis
icoquímicos realizados al agua de inyección, el 05/08/2002, en los diferentes
puntos de muestreo de la estación principal SAED-3.
Ion Puntos de muestreo Fosa Entrada
tratador Salida
tratador Entrada
Tk Salida
Tk Cloruros, ppm Cl- 19750,00 22750,00 22750,00 ** 26050,00
Sulfatos, ppm SO4= 16,00 9,00 17,00 ** 17,00
Hierro total, ppm Fe++ 9,90 22,70 5,10 ** 0,04 anganeso, ppm Mn++ 14,20 8,00 16,90 ** 17,70
Carbonatos, ppm CO3= 0,00 0,00 0,00 ** 0,00
carbonatos, ppm HCO3= 854,00 1220,00 1268,80 ** 1256,60
Sodio, ppm Na+ 12802,68 14747,39 14747,39 ** 16886,57Magnesio, ppm Mg++ 70,47 80,19 97,20 ** 89,91
Calcio, ppm Ca++ 372,00 440,00 416,00 ** 368,00 te: Elaboración propia

Apéndice A
127
Tabla A.7 Concentración en mol/L de los iones obtenidos de los análisis
fisicoquímicos realizados al agua de inyección, el 09/07/2002, en los diferentes
puntos de muestreo de la estación principal SAED-3.
Ion Concentración (mol/L) Fosa Entrada
tratador Salida
tratador Entrada
Tk Salida
Tk Cloruros 0,597 0,617 0,573 0,620 0,641 Sulfatos 0,000323 0,000187 0,0000729 0,0000729 0,000167
Hierro total 0,000217 0,000163 0,000800 0,0000851 0,0000254 Manganeso 0,000411 0,000319 0,000155 0,000402 0,000408 Carbonatos 0,00 0,00 0,00 0,00 0,00
Bicarbonatos 0,0166 0,0182 0,0212 0,0200 0,0148 Sodio 0,598 0,618 0,574 0,621 0,642
Magnesio 0,005 0,004 0,004 0,002 0,003 Calcio 0,008 0,008 0,006 0,012 0,007
Fuente: Elaboración propia
Tabla A.8 Concentración en mol/L de los iones obtenidos de los análisis
fisicoquímicos realizados al agua de inyección, el 30/07/2002, en los diferentes
puntos de muestreo de la estación principal SAED-3.
Ion Concentración (mol/L) Fosa Entrada
tratador Salida
tratador Entrada
Tk Salida
Tk Cloruros 0,555 0,608 0,570 ** 0,606 Sulfatos 0,000146 0,000229 0,000021 ** 0,000000
Hierro total 0,000021 0,000606 0,000047 ** 0,000065 Manganeso 0,000388 0,000386 0,000369 ** 0,000146 Carbonatos 0,00 0,00 0,00 ** 0,00
Bicarbonatos 0,0148 0,0270 0,0254 ** 0,0196 Sodio 0,556 0,609 0,571 ** 0,606
Magnesio 0,003 0,007 0,005 ** 0,003 Calcio 0,014 0,013 0,013 ** 0,011
Fuente: Elaboración propia
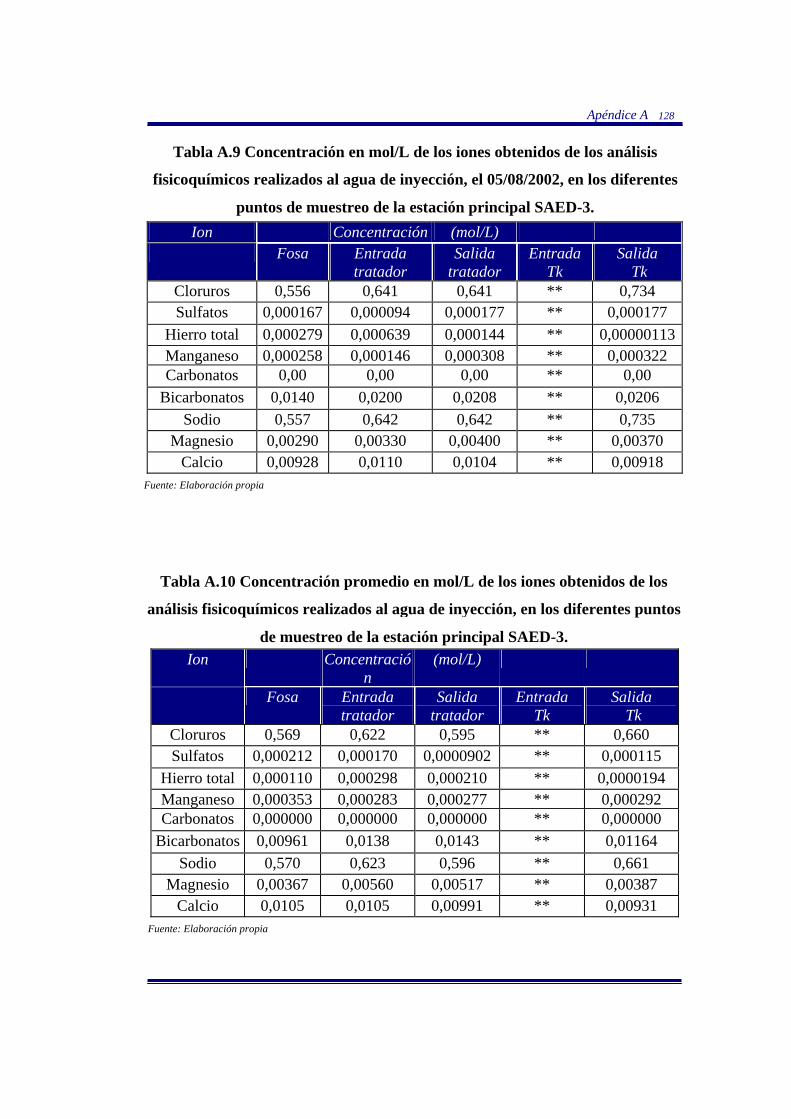
Apéndice A
128
Tabla A.9 Concentración en mol/L de los iones obtenidos de los análisis
fisicoquímicos realizados al agua de inyección, el 05/08/2002, en los diferentes
puntos de muestreo de la estación principal SAED-3. Ion Concentración (mol/L)
Fosa Entrada tratador
Salida tratador
Entrada Tk
Salida Tk
Cloruros 0,556 0,641 0,641 ** 0,734 Sulfatos 0,000167 0,000094 0,000177 ** 0,000177
Hierro total 0,000279 0,000639 0,000144 ** 0,00000113Manganeso 0,000258 0,000146 0,000308 ** 0,000322 Carbonatos 0,00 0,00 0,00 ** 0,00
Bicarbonatos 0,0140 0,0200 0,0208 ** 0,0206 Sodio 0,557 0,642 0,642 ** 0,735
Magnesio 0,00290 0,00330 0,00400 ** 0,00370 Calcio 0,00928 0,0110 0,0104 ** 0,00918
Fuente: Elaboración propia
Tabla A.10 Concentración promedio en mol/L de los iones obtenidos de los
análisis fisicoquímicos realizados al agua de inyección, en los diferentes puntos
de muestreo de la estación principal SAED-3. Ion Concentració
n (mol/L)
Fosa Entrada tratador
Salida tratador
Entrada Tk
Salida Tk
Cloruros 0,569 0,622 0,595 ** 0,660 Sulfatos 0,000212 0,000170 0,0000902 ** 0,000115
Hierro total 0,000110 0,000298 0,000210 ** 0,0000194 Manganeso 0,000353 0,000283 0,000277 ** 0,000292 Carbonatos 0,000000 0,000000 0,000000 ** 0,000000
Bicarbonatos 0,00961 0,0138 0,0143 ** 0,01164 Sodio 0,570 0,623 0,596 ** 0,661
Magnesio 0,00367 0,00560 0,00517 ** 0,00387 Calcio 0,0105 0,0105 0,00991 ** 0,00931
Fuente: Elaboración propia
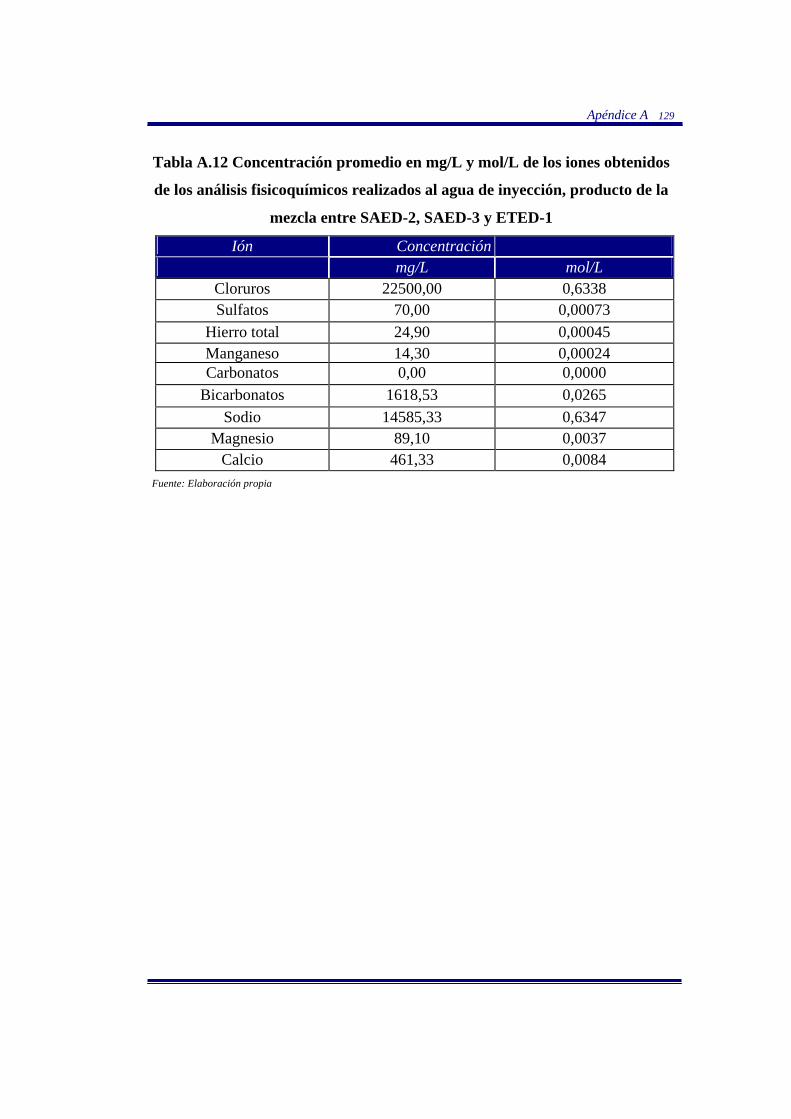
Apéndice A
129
Tabla A.12 Concentración promedio en mg/L y mol/L de los iones obtenidos
de los análisis fisicoquímicos realizados al agua de inyección, producto de la
mezcla entre SAED-2, SAED-3 y ETED-1
Ión Concentración mg/L mol/L
Cloruros 22500,00 0,6338 Sulfatos 70,00 0,00073
Hierro total 24,90 0,00045 Manganeso 14,30 0,00024 Carbonatos 0,00 0,0000
Bicarbonatos 1618,53 0,0265 Sodio 14585,33 0,6347
Magnesio 89,10 0,0037 Calcio 461,33 0,0084
Fuente: Elaboración propia
Apéndice B Resultados obtenidos en la Prueba de
eficiencia de los inhibidores de incrustación
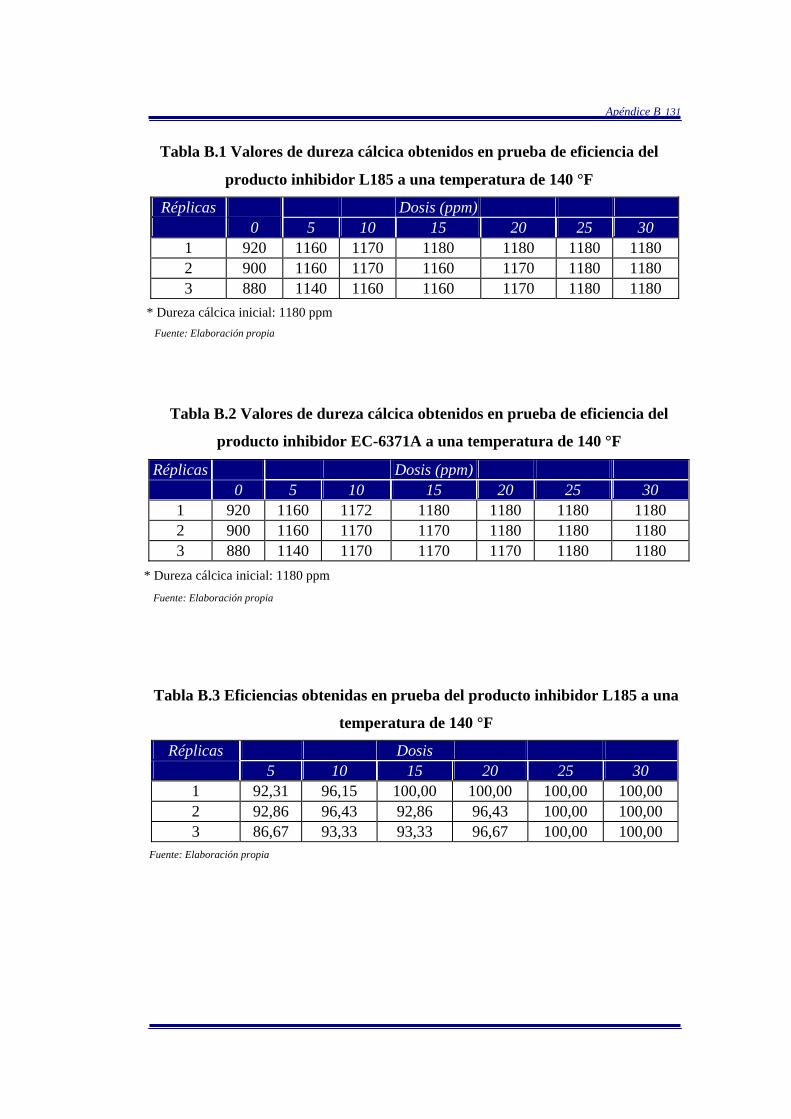
Apéndice B
131
Tabla B.1 Valores de dureza cálcica obtenidos en prueba de eficiencia del
producto inhibidor L185 a una temperatura de 140 °F
Réplicas Dosis (ppm) 0 5 10 15 20 25 30
1 920 1160 1170 1180 1180 1180 1180 2 900 1160 1170 1160 1170 1180 1180 3 880 1140 1160 1160 1170 1180 1180
* Dureza cálcica inicial: 1180 ppm Fuente: Elaboración propia
R
* DFu
Fu
Tabla B.2 Valores de dureza cálcica obtenidos en prueba de eficiencia del
producto inhibidor EC-6371A a una temperatura de 140 °F
éplicas Dosis (ppm) 0 5 10 15 20 25 30
1 920 1160 1172 1180 1180 1180 1180 2 900 1160 1170 1170 1180 1180 1180 3 880 1140 1170 1170 1170 1180 1180
ureza cálcica inicial: 1180 ppm ente: Elaboración propia
Tabla B.3 Eficiencias obtenidas en prueba del producto inhibidor L185 a una
temperatura de 140 °F
Réplicas Dosis 5 10 15 20 25 30
1 92,31 96,15 100,00 100,00 100,00 100,00 2 92,86 96,43 92,86 96,43 100,00 100,00 3 86,67 93,33 93,33 96,67 100,00 100,00
ente: Elaboración propia
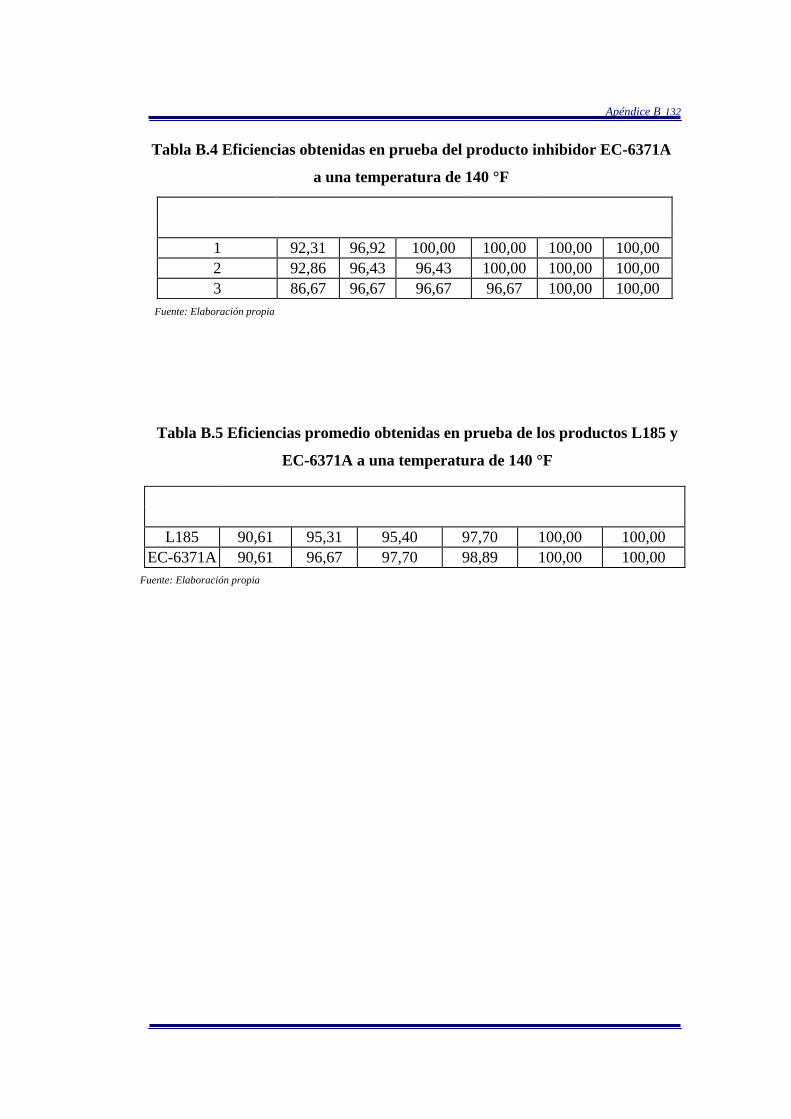
Apéndice B
132
Tabla B.4 Eficiencias obtenidas en prueba del producto inhibidor EC-6371A
a una temperatura de 140 °F
Réplicas Dosis 5 10 15 20 25 30
1 92,31 96,92 100,00 100,00 100,00 100,00 2 92,86 96,43 96,43 100,00 100,00 100,00 3 86,67 96,67 96,67 96,67 100,00 100,00
Fuente: Elaboración propia
EFu
Tabla B.5 Eficiencias promedio obtenidas en prueba de los productos L185 y
EC-6371A a una temperatura de 140 °F
Eficiencia Dosis5 10 15 20 25 30 L185 90,61 95,31 95,40 97,70 100,00 100,00
C-6371A 90,61 96,67 97,70 98,89 100,00 100,00 ente: Elaboración propia
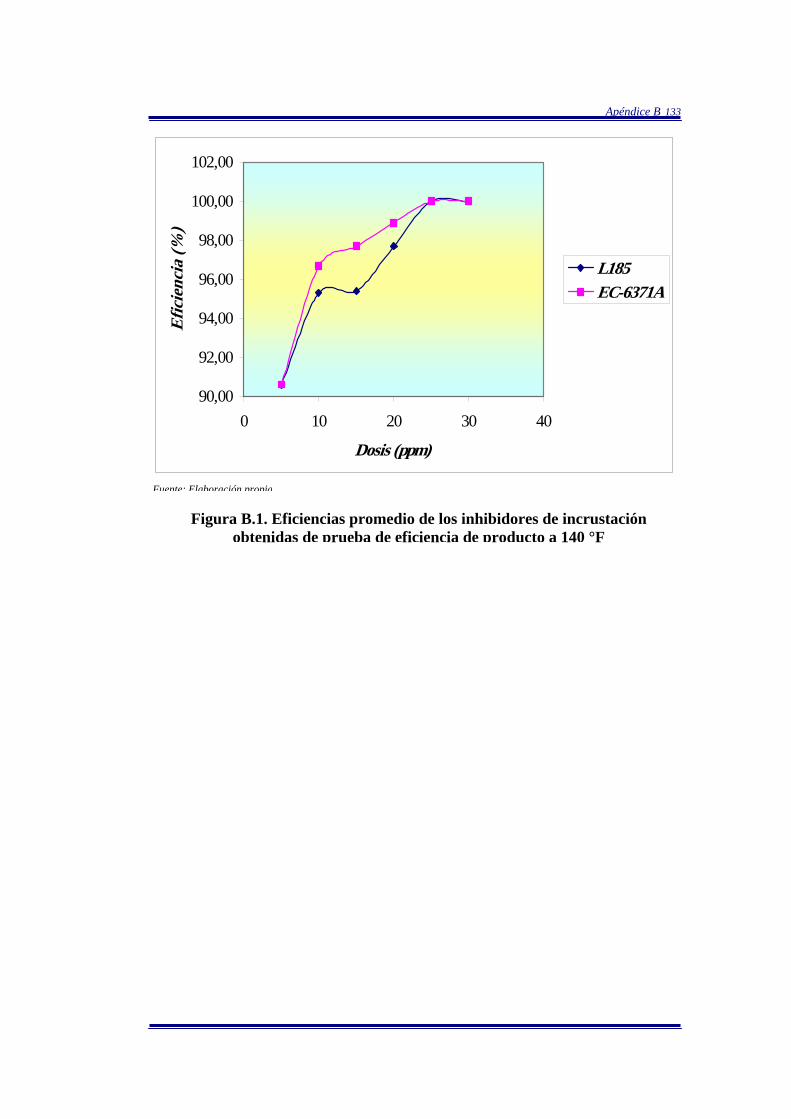
Apéndice B
133
90,00
92,00
94,00
96,00
98,00
100,00
102,00
0 10 20 30 40
Dosis (ppm)
Efic
ienc
ia (%
)
L185EC-6371A
Fuente: Elaboración propiaFigura B.1. Eficiencias promedio de los inhibidores de incrustación obtenidas de prueba de eficiencia de producto a 140 °F
Apéndice C Características fisicoquímicas de la química
aplicada al agua de formación: Biocidas y químicas antiescalas

Apéndice D Muestra de cálculos
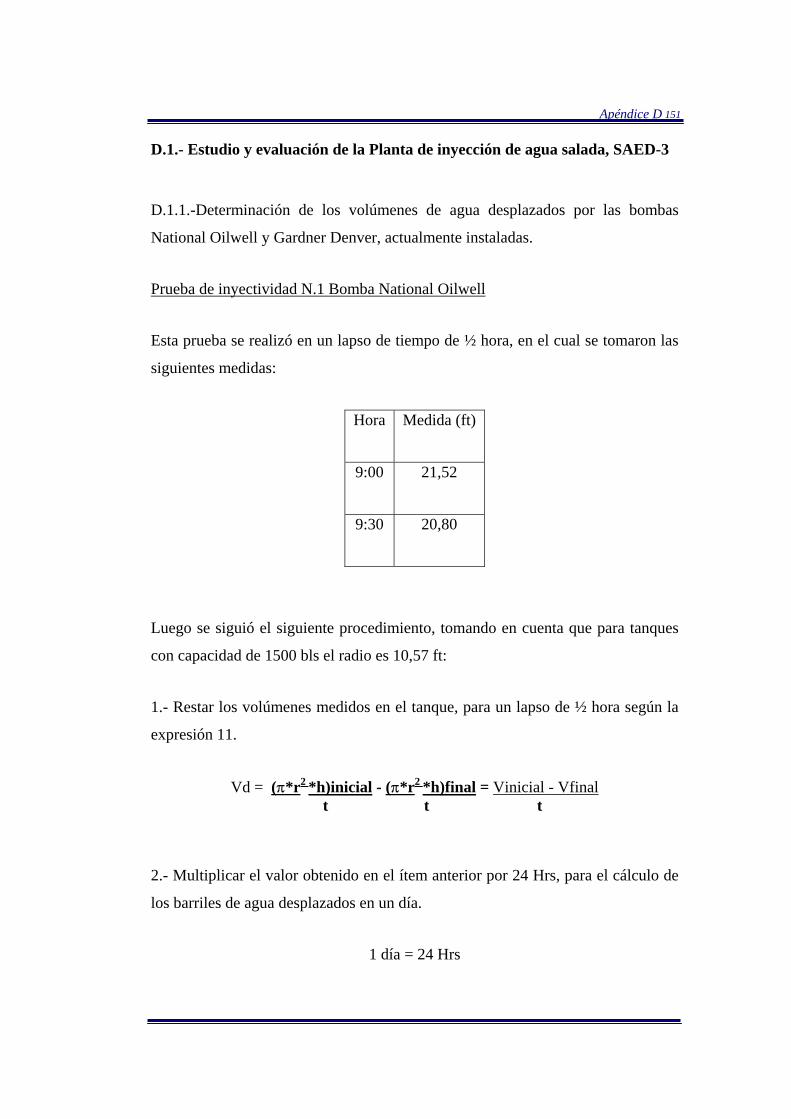
Apéndice D 151
D.1.- Estudio y evaluación de la Planta de inyección de agua salada, SAED-3
D.1.1.-Determinación de los volúmenes de agua desplazados por las bombas
National Oilwell y Gardner Denver, actualmente instaladas.
Prueba de inyectividad N.1 Bomba National Oilwell
Esta prueba se realizó en un lapso de tiempo de ½ hora, en el cual se tomaron las
siguientes medidas:
Hora Medida (ft)
9:00 21,52
9:30 20,80
Luego se siguió el siguiente procedimiento, tomando en cuenta que para tanques
con capacidad de 1500 bls el radio es 10,57 ft:
1.- Restar los volúmenes medidos en el tanque, para un lapso de ½ hora según la
expresión 11.
Vd = (π*r2 *h)inicial - (π*r2 *h)final = Vinicial - Vfinal t t t
2.- Multiplicar el valor obtenido en el ítem anterior por 24 Hrs, para el cálculo de
los barriles de agua desplazados en un día.
1 día = 24 Hrs
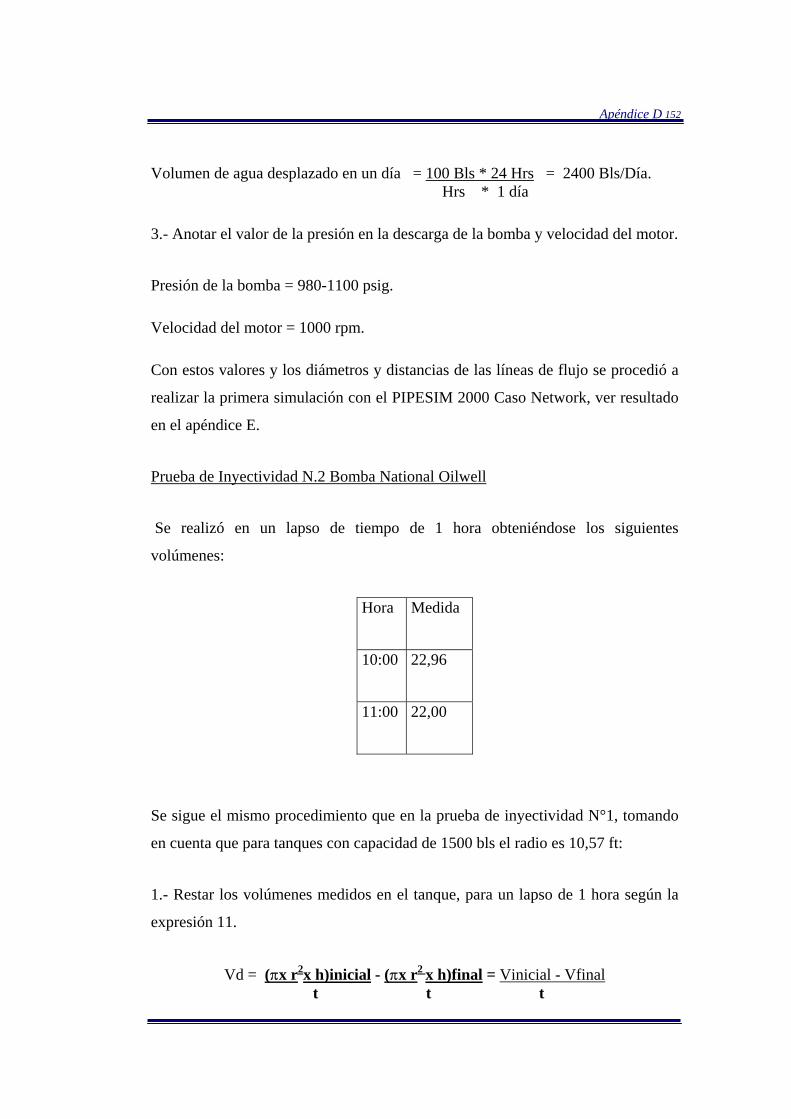
Apéndice D 152
Volumen de agua desplazado en un día = 100 Bls * 24 Hrs = 2400 Bls/Día. Hrs * 1 día
3.- Anotar el valor de la presión en la descarga de la bomba y velocidad del motor.
Presión de la bomba = 980-1100 psig.
Velocidad del motor = 1000 rpm.
Con estos valores y los diámetros y distancias de las líneas de flujo se procedió a
realizar la primera simulación con el PIPESIM 2000 Caso Network, ver resultado
en el apéndice E.
Prueba de Inyectividad N.2 Bomba National Oilwell
Se realizó en un lapso de tiempo de 1 hora obteniéndose los siguientes
volúmenes:
Hora Medida
10:00 22,96
11:00 22,00
Se sigue el mismo procedimiento que en la prueba de inyectividad N°1, tomando
en cuenta que para tanques con capacidad de 1500 bls el radio es 10,57 ft:
1.- Restar los volúmenes medidos en el tanque, para un lapso de 1 hora según la
expresión 11.
Vd = (πx r2x h)inicial - (πx r2 x h)final = Vinicial - Vfinal t t t

Apéndice D 153
2.- Multiplicar el valor obtenido en el ítem anterior por 24 Hrs, para el cálculo de
los barriles de agua desplazados en un día.
1 día = 24 Hrs
Volumen de agua desplazado en un día = 120 bls x 24 Hrs = 2880 bls/día. Hrs x 1 día
3.- Anotar el valor de la presión en la descarga de la bomba y velocidad del motor.
Presión de la bomba = 1300 psig.
Velocidad del motor = 1030 rpm.
D.1.2) Determinación de la velocidad de la bomba y cantidad de agua que debería
bombearse a la velocidad de trabajo de la bomba National Oilwell 165T-5 según
el manual de fabricación.
Con un plungers de 2 1/4 se tiene:
Presión máxima: 2465 psi.
Volumen máximo inyectado: 3542 BPD a 400 rpm.
Velocidad máxima del motor Caterpillar: 1300 rpm.
El cálculo de la velocidad de la bomba se realizó a partir de la ecuación 12, dando
como resultado lo siguiente:
Vb = Vm x φ pm φ pb
Apéndice D 154
Datos:
Diámetro de la polea de la bomba = 40.5 ".
Diámetro de la polea del motor = 14.5 ".
Para la primera prueba de inyectividad, tenemos:
Vb = 1000 rpm x 14.5 ” 40.5 ”
Vb = 358.02 rpm = 358 rpm.
Según el manual de fabricación del equipo la bomba a la velocidad de trabajo que
lleva debe bombear lo siguiente:
Si 3542 bls/día........... 400 rpm
X.......... 358 rpm X = 3170 bls/día
Para la segunda prueba de inyectividad, tenemos:
Vb = 1030 rpm x 14.5 ” 40.5 ”
Vb = 368.76 rpm = 369 rpm.
Según el manual de fabricación del equipo la bomba, a la velocidad de trabajo que
lleva, debe bombear lo siguiente:

Apéndice D 155
Sí 3542 bls/día........... 400 rpm
X........…... 369 rpm X = 3268 bls/día
Calculo de la eficiencia de la bomba (%E).
% E1 = 2880 x 100 = 90,85 % 3170
% E2 = 2400 x 100 = 73.43 % 3268
D.2.- Cálculo del costo de mantenimiento para las reparaciones menores de bombas y motores del sistema de disposición de agua del Campo Santa Ana y El Toco.
Soldador y Maquina: 14500 Bs. P/Hr.
Mecánico: 18000 Bs P/D.
Ayudante: 14000 Bs P/D.
Bomba de Inyección de agua salada National Oilwell.
Tipo de reparación: menor.
Frecuencia: 6.
Apéndice D 156
Mano de obra: un mecánico + ayudante: 32000 Bs P/D.
Material: en el caso del cambio de cinco plungers (1.250.000 Bs), válvula de
descarga (140.000 Bs) y válvula de succión (140.000 Bs); obteniendo un total de
1.530.000 Bs por cada reparación de este tipo. Entonces por seis reparaciones el
costo total es de 9.372.000 Bs.
Bomba de transferencia de agua salada Gardner Denver.
Tipo de reparación: menor.
Frecuencia: 2.
Mano de obra: 32000 Bs P/D.
Material: por cambio de dos barras a 80000 Bs c/u 160.000 Bs y 2 pistones a
146.392 Bs c/u 292.784 Bs; obteniéndose un total 452.784 Bs. Entonces por dos
reparaciones de este tipo 969.568 Bs.
Motor modelo Caterpillar.
Tipo de reparación: menor.
Frecuencia: 1.
Mano de obra y material: 532.000 Bs.
D.3.- Determinación de las concentraciones de carbonato, bicarbonato, calcio
y magnesio presentes en las aguas analizadas (SAED-3, ETED-1 Y SAED-2)
Esta muestra de cálculos tiene como base, los resultados obtenidos del análisis
fisicoquímico realizado a las aguas de inyección para la primera fecha de
muestreo, en la salida de los tanques (tabla A.1 del anexo A).

Apéndice D 157
Ión carbonato
ppm CO3= = 2 Alc “P” x PE CO3
= (I) PE CaCO3 Donde:
PE: peso equivalente del ión (PM / n° iones).
Alc “P”: alcalinidad de la fenolftaleina (ppm CaCO3).
PM: peso molecular (g/gmol).
Sustituyendo los datos de la tabla A.1 y los pesos equivalentes del carbonato de
calcio y el ión bicarbonato, se tiene que:
ppm CO3= = 2 x (0) x 30
50
ppm CO3= = 0
Ión bicarbonato
La expresión utilizada para determinar la concentración de este ión en el agua, es
la siguiente:
ppm HCO3- = (Alc “M” - 2 Alc “P” ) x PE HCO3
- (II) PE CaCO3
Sustituyendo los datos de la tabla A.1, para la salida de los tanques tenemos que:

Apéndice D 158
ppm HCO3
- = (740- 2 (0)) x 61 50
ppm HCO3
- = 902,80
Ión calcio
La ecuación utilizada para determinar la concentración de este ión, está expresada
en función de la dureza cálcica, tal y como se muestra a continuación:
ppm Ca++ = (Dureza cálcica) x PE Ca++ (III) PE CaCO3
Sustituyendo los valores de la tabla A.1:
ppm Ca++ = (730) x 20 50
ppm Ca++ = 292
Ión magnesio
La ecuación utilizada para determinar la concentración de este ión, está expresada
en función de la dureza cálcica, tal y como se muestra a continuación:
ppm Mg++ = (Dureza magnésica) x PE Mg++ (IV) PE CaCO3

Apéndice D 159
Sustituyendo los valores tomados de la tabla A.1, a la salida de los tanques y
conociendo que la dureza magnésica viene expresada en función de la diferencia
entre la dureza total y la dureza cálcica, se tiene:
ppm Mg++ = (450) x 12,15 50
ppm Mg++ = 109,35
Ión sodio
ppm Na+ = (ppm Cl-) x PE Na+ (V) PE Cl-
Sustituyendo en la ecuación anterior, se tiene:
ppm Na+ = (22750) x 22,98 35,45
ppm Na+ = 14747,39 Cálculo de la fuerza iónica
Esta se define como:
µ = 1 ( C1Z12 + C2Z2
2 +…..+ CnZn2 ) (Ec. 10)
2
Donde:
Cn: concentración del ión (mol/L)
Apéndice D 160
Zn: carga del ión
La conversión de los iones obtenidos de los análisis fisicoquímicos a mol/L, se
realizó a partir de la siguiente expresión:
C = mg/L ión x 1g/1000mg (VI)g/mol ión
Ordenando la expresión, se tiene que:
C = ppm ión 1000 x PM ión
Por ejemplo, la concentración en mol/L del ión sulfato, según valor tomado de la
tabla A.4 del apéndice A para la salida de los tanques, es la siguiente:
C = 16 ppm
1000 x 96,06
C = 0,00167 mol/L
En la siguiente tabla se muestran los pesos moleculares utilizados para la
conversión de los iones a concentraciones molares:

Apéndice D 161
ION PM CO3
= 60 HCO3
- 61 Cl- 35,5
SO4= 96,06
Fe++ 55,85 Ca++ 40,08 Na+ 22,98
Mg++ 24,3 Mn++ 54,94
Los resultados de las concentraciones de los iones, expresadas en mol/L, se
muestran en las tablas A.7 a A.9 del apéndice A.
Sustituyendo los iones presentes en la muestra estudiada, la fuerza iónica es
determinada a partir de la siguiente expresión:
µ= 1(CCa+Z2+CNa
+Z2+CMg++Z2+CCO3
= Z2+CHCO3
- Z2+CFe
++ Z2+CCl- Z2+C SO4=Z2+CMn++Z2)
2
Sustituyendo los valores a la salida de los tanques, de la tabla A.7 del apéndice A, se tiene que: µ= 0,5 x (0,00931 x (2)2 + 0,661 x (1)2 + 0,00387 x (2)2 + 0 x (2)2 + 0,01164 x (1)2
+ 0,0000194 x (2)2 + 0,660 x (1)2 + 0,000115 x (2)2 + 0,000292 x (2)2)
µ= 0,71106
D.4 Cálculo del índice de estabilidad de Stiff and Davis
La expresión utilizada para determinar el IESAD, es la siguiente:
Apéndice D 162
IESAD = pH - K - P Ca++ - P Alk “M” Para ello es necesario realizar una serie de cálculos que se describen a
continuación:
Sustituyendo en la ecuación 8 los valores mostrados en la tabla A.7 del apéndice
A (salida de los tanques), se tiene que:
P Ca++: Log 1
0,00931 mol /L
P Ca++ = 2,03 Sustituyendo en la ecuación 9 los valores mostrados en la tabla A.7 del apéndice
A (salida de los tanques), se tiene que:
P Alk “M”: Log 1 0,01164 mol/L
P Alk “M” = 1,93
El valor de la constante K, es función de la fuerza iónica y de la temperatura del
agua de formación, razón por la cual se procedió a obtenerla utilizando la gráfica
D.1 del anexo D. Con el valor de µ se corta la curva a la temperatura del agua y se
lee el valor de K en el eje de las ordenadas. Por ejemplo para la temperatura
Apéndice D 163
correspondiente a la salida de los tanques (86°F) y una fuerza iónica de 0,71106,
el valor obtenido de la gráfica, para la constante K, es 3,20.
Sustituyendo todos los datos en la ecuación 7, se tiene que, para la salida de los
tanques, el IESAD es:
IESAD = 7,06 - 3,20 – 2,03 – 1,93
IESAD = -0,10
El cálculo del IESAD fue aplicado tanto al agua de inyección de la estación
principal SAED-3, como la mezcla entre los efluentes provenientes de El Toco 1,
Santa Ana 2 y Santa Ana 3.
Nota: los resultados se muestran en la tabla A.7, capítulo IV.
D.5 Cálculo del porcentaje de eficiencia de los inhibidores de incrustación sometidos a evaluación
El porcentaje de eficiencia asociado a un producto inhibidor, se obtuvo a partir de
la ecuación 19, de acuerdo a la Norma NACE TM 0374-90, mostrada en el anexo
D.
Para alimentar la ecuación 19, se tomaron los valores de la primera réplica de
dureza cálcica, para una dosis de 15 ppm del producto L185, mostrados en la tabla
B.1 del apéndice B. Tomando en cuenta que la dureza cálcica inicial en frío es de
1180 ppm y la obtenida una vez que el blanco es sometido al baño térmico es
920, se tiene que:
Apéndice D 164
% E = (1180 – 920) x 100 (1180 – 920)
% E = 100 %
De manera similar se realizaron los cálculos restantes, los cuales se muestran en
las tablas B.3 y B.4 del apéndice B.
D.6 Cálculo del consumo óptimo de químico en función de la densidad del producto inhibidor Para la determinación del consumo de producto inhibidor, fue necesario realizar
un balance de materia en la línea de entrada del tratador térmico.
Balance de material:
C = A + B
Donde
A: volumen diario de agua (bls/día)
B: volumen de químico inhibidor dosificado al día (gal/día)
C: volumen total de la mezcla (bls/día)
A su vez, se tiene que:
B = Yb x C
Donde:
Yb: fracción másica del químico posterior a su punto de aplicación.

Apéndice D 165
De este planteamiento surge la necesidad de definir la corriente B en términos de
masa, ya que es errado hacerlo en términos de volumen (Yb esta expresada en
masa).
Es por ello que se recurre a la fórmula de densidad para resolver el problema:
ρ = m/V
Donde:
ρ: densidad (g/ml)
m: masa (g)
V: volumen (ml)
Despejando la masa, se tiene:
m = ρ x V (VII)
Ajustando (VII) en el balance de químico:
B x ρq = Yb x C x ρs
Yb, por ser una fracción másica, se define de la siguiente manera:
Yb = masa de soluto masa de solución
Como la masa de soluto está expresada en ppm (mg/L), es necesario hacer la
conversión a fracción másica, dividiendo la concentración entre la densidad de la
solución, de la siguiente manera:
Apéndice D 166
B x ρq = ppmq x C x ρs
ρs
Simplificando y despejando la corriente B, se tiene que:
B = ppmq x C ρq
Donde C está expresada en bls/día y ρq en g/ml, por lo que será necesario incluir
las siguientes conversiones:
1 bl 42 gal
1 g/ml 1x106 mg/l
Sustituyendo en la ecuación anterior:
B = 42 x C x ppmq
1x106 x ρq
Luego de determinar que la dosis óptima de producto L185, en el laboratorio, era
de 25 ppm, se procedió a calcular la dosis en campo:
B = 42 x 2457 bls/día x 25 ppm 1x106 x 1,012
B= 2,5 gal/día

Apéndice D 167
D.7 Cálculo del tiempo de residencia de las botellas dentro del baño
termostático.
Él tiempo de permanencia del producto inhibidor dentro del tratador está basado
en la siguiente expresión:
Q = V t
Donde:
V: volumen del tratador (bls)
t: tiempo de residencia del producto inhibidor (hrs).
y
V = π x r2 x h
Sustituyendo los siguientes valores en la expresión anterior:
r = 2,292 ft
h = 10 ft
Se tiene que:
V = 3,1416 x (2,292) 2 x 10 (ft3)
V = 165 ft3 x 1 bls 5,615 ft3
V = 29,39 bls

Apéndice D 168
Entonces para un caudal de 2457 bls/día, se tiene que:
t = 29,39 bls 2100 bls x 1 día
día 24 hrs
t = 14 min.
Apéndice E Normas NACE standard TM0374-90, constante
en función de la fuerza iónica y la temperatura y límites máximos permisibles, de ciertos
compuestos en el agua, según el MARN.
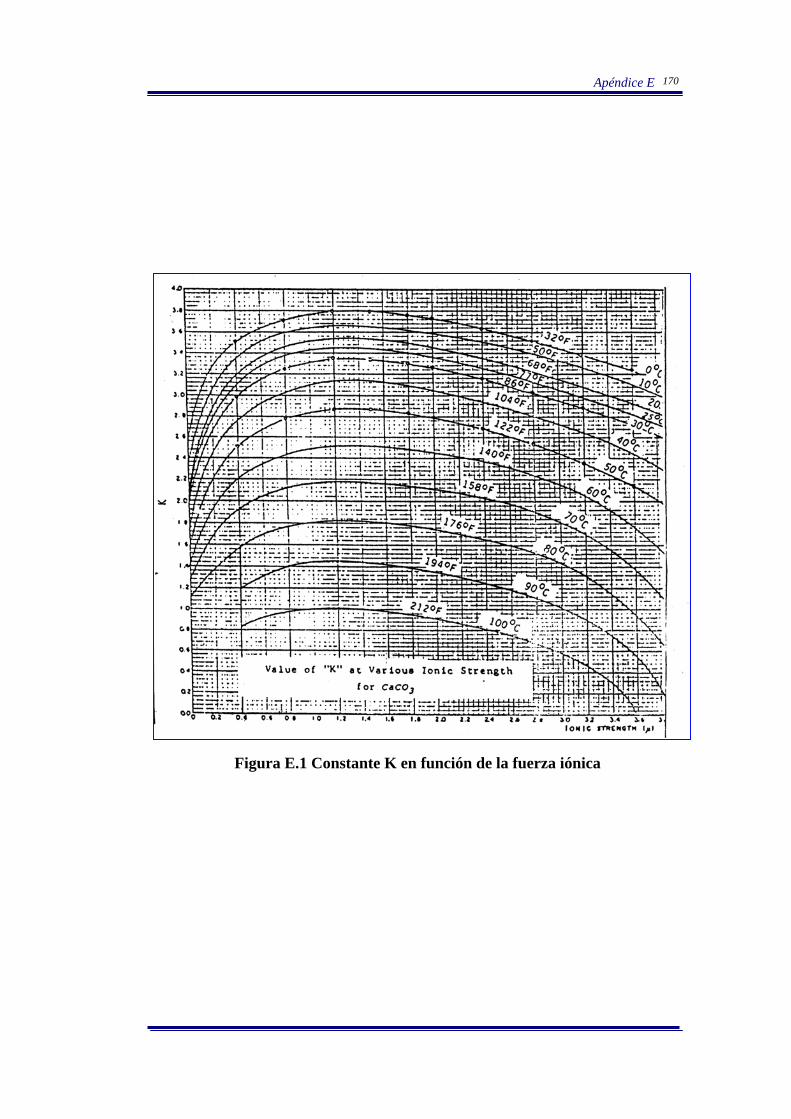
Apéndice E 170
Figura E.1 Constante K en función de la fuerza iónica
Apéndice F Especificaciones de los equipos actualmente
instalados en la estación SAED-3 y récords de trabajo a pozos inyectores.

Apéndice G Resultados de las simulaciones PIPESIM