ES Edge 2012 1
28
UNA REVISTA DE SECO, NÚM. 1.2012 MÁXIMA POTENCIA LA INDUSTRIA DE GENERACIÓN DE ENERGÍA SE PONE EN MOVIMIENTO “Invertimos en lo mejor y en la última tecnología." EL AUMENTO DE la competencia en el mercado de energía eólica a nivel mundial está transformando la productividad a la hora de fabricar componentes en un aspecto prioritario. UN MECANIZADO DE PALETAS MÁS RÁPIDO EN CHINA LA CARRERA DE UNOS ESTUDIANTES HACIA LA LÍNEA DE META
-
Upload
seco-tools -
Category
Documents
-
view
230 -
download
0
description
UN MECANIZADO DE PALETAS MÁS RÁPIDO EN CHINA LA INDUSTRIA DE GENERACIÓN DE ENERGÍA SE PONE EN MOVIMIENTO “Invertimos en lo mejor y en la última tecnología." UNA REVISTA DE SECO, NÚM. 1.2012 EL AUMENTO DE la competencia en el mercado de energía eólica a nivel mundial está transformando la productividad a la hora de fabricar componentes en un aspecto prioritario.
Transcript of ES Edge 2012 1
UNA REVISTA DE SECO,
NÚM. 1.2012
MÁXIMAPOTENCIALA INDUSTRIA DE GENERACIÓN DE ENERGÍA SE PONE EN MOVIMIENTO
“ Invertimos en lo mejor y en la última tecnología."
EL AUMENTO DE la competencia en el mercado de energía eólica a nivel mundial está transformando la productividad a la hora de fabricar componentes en un aspecto prioritario.
UN MECANIZADO DE PALETAS MÁS RÁPIDO EN CHINA
LA CARRERA DE UNOS ESTUDIANTES HACIA LA LÍNEA DE META
EDGE es una revista para los clientes de Seco Tools que se publica en 25 idiomas en todo el mundo.Seco Tools AB Departamento de marketing, 737 82 Fagersta, Sweden. Teléfono +46 223-400 00 Fax +46 223-718 60Internet www.secotools.com Editor Paul Löfgren Correo electrónico [email protected] Ganador del premio
sueco de diseño Svenska Designpriset 2011
Responsable de edición Jennifer Hilliard Correo electrónico [email protected] Producción editorial y diseño Appelberg Publishing Group Jefe de proyecto Per-Ola Knutas Directores de maquetación Cecilia Farkas, Johan Nohr Impresión Elanders Fotografía de portada Istockphoto, Jørgen Jacobsen
El material editorial de esta publicación está protegido por copyright del editor, Seco Tools AB. Los artículos se pueden reproducir de forma gratuita, siempre que se haga referencia a Edge y se notifi que al responsable de edición. Las marcas comerciales y los nombres de marcas que aparecen en esta publicación están protegidos por ley.
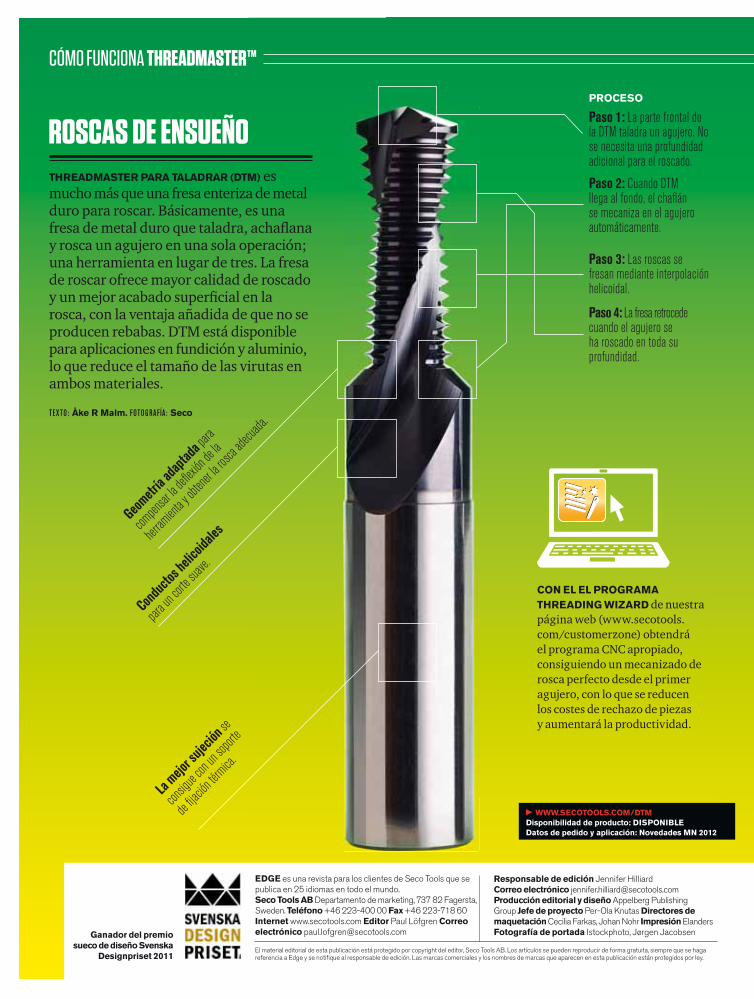
ROSCAS DE ENSUEÑOTHREADMASTER PARA TALADRAR (DTM) es mucho más que una fresa enteriza de metal duro para roscar. Básicamente, es una fresa de metal duro que taladra, achafl ana y rosca un agujero en una sola operación; una herramienta en lugar de tres. La fresa de roscar ofrece mayor calidad de roscado y un mejor acabado superfi cial en la rosca, con la ventaja añadida de que no se producen rebabas. DTM está disponible para aplicaciones en fundición y aluminio, lo que reduce el tamaño de las virutas en ambos materiales.
WWW.SECOTOOLS.COM/DTMDisponibilidad de producto: DISPONIBLEDatos de pedido y aplicación: Novedades MN 2012
CÓMO FUNCIONA THREADMASTER™
TEXTO: Åke R Malm. FOTOGRAFÍA: Seco
Paso 1: La parte frontal de la DTM taladra un agujero. No se necesita una profundidad adicional para el roscado.
Paso 2: Cuando DTM llega al fondo, el chafl án se mecaniza en el agujero automáticamente.
Paso 3: Las roscas se fresan mediante interpolación helicoidal.
Paso 4: La fresa retrocede cuando el agujero se ha roscado en toda su profundidad.
La mejo
r suje
ción s
e
consig
ue con
un so
porte
de fi ja
ción té
rmica.
Cond
uctos
helico
idales
para u
n corte
suave
.
Geom
etría a
daptad
a para
compen
sar la
defl ex
ión de
la
herram
ienta y
obten
er la ro
sca ad
ecuada
.
CON EL EL PROGRAMA THREADING WIZARD de nuestra página web (www.secotools.com/customerzone) obtendrá el programa CNC apropiado, consiguiendo un mecanizado de rosca perfecto desde el primer agujero, con lo que se reducen los costes de rechazo de piezas y aumentará la productividad.
PROCESO

18
04
20
12
23
10
24
12
3edge [1·2012]
SOSTENIBILIDAD: ENERGÍA SOLAR El parque solar de Seco en la rural Tennessee establece un claro ejemplo de sostenibilidad y desarrollo.
INDUSTRIA: EL PODER DEL VIENTOAH Industries, líder en tecnología eólica, utiliza una innovadora herramienta para reducir las vibraciones en el fresado.
PERFIL: PARAMESH NAVALGUNDUn responsable de Seco en La India es reconocido por su afi ción a resolver problemas.
APLICACIÓN: TALLADO DE ENGRANAJESUn fabricante italiano de engranajes y cajas de cambio usa herramientas de alta tecnología para hacer frente a la competencia.
VISTA PANORÁMICAEl proveedor chino de paletas Deyang Yuxin duplica la productividad al invertir en herramientas más robustas y gran poder tecnológico.
ACELERANDO EN EL APRENDIZAJELos estudiantes de ingeniería de Motorsport en el Reino Unido ponen sus conocimientos a prueba.
MANOS A LA OBRA: PIA SJÖBLOMEl trabajo como operaria de CNC en un taller de Surahammar (Suecia) conlleva la necesidad de mejorar constantemente.
LA INDUSTRIA DE GENERACIÓN DE ENERGÍA ES básicamente una competición en cuanto a efi ciencia. Cuanta más energía neta se genere y se pueda extraer de un recurso (tanto si se trata de petróleo, viento o radiación solar), más competitiva es la fuente de energía. En consecuencia, toda la cadena de producción debe ser efi caz y productiva para que funcione en el mercado.
El sector del mecanizado juega un papel no menos importante en este esfuerzo. Tome como ejemplo la instalación de un parque eólico, que debe competir contra otras fuentes de energía. Las palas de las tur-binas, las cajas de cambio, la carcasa de los cojinetes... Todos estos componentes tienen que someterse a un mecanizado lo más efi ciente posible para que los costes de la operación sigan siendo reducidos.
Nuestros productos pueden ayudar en este aspecto. En este número podrá ver varios ejemplos de cómo las herramientas de Seco colaboran en la lucha por alcanzar una mayor efi ciencia en la industria de generación de energía, ya sea desde la eliminación de las vibración en el fresado o reduciendo el tiempo de mecanizado al desbastar unas paletas.
Por último, esperamos que nuestras brillantes ideas contribuyan a conseguir un futuro mejor.Paul Löfgren
vicepresidente,
Grupo de marketing
DE ALTURAFabio Scolari, director ejecutivo de Scolari S.p.A. en Italia, invierte en herramientas de precisión inigualables para ganar en competitividad. UN APOYO
ÍNDICE EDITORIAL núm. 1.2012
¿TIENE ALGUNA SUGERENCIA? ¿Tiene alguna idea para compartir con Edge? Envíelas a [email protected].

AIRESCAMDE
Steadyline™ Absorción de vibraciones dinámica
Disponible Rigidez dinámica hasta tres veces superior en un mecanizado con un voladizo de 5xD
Fabricado en acero de alta tensión con recubri-miento de protección
Refrigeración interior a través del centrador
WWW.SECOTOOLS.COM/STEADYLINEDisponibilidad de producto: DISPONIBLEDatos de pedido y aplicación: Catálogo de Soportes y útiles 2012
S E C T O R G E N E R A C I Ó N D E E N E R G Í A E Ó L I C A

5
Mientras la industria de energía eólica líder a nivel mundial
de Dinamarca se enfrenta a una competencia internacional cada vez más fuerte, un fabricante de componentes danés impulsa su
productividad con tecnología innovadora.
INAMARCA NO ES NINGÚN GIGANTE INDUSTRIAL. De hecho, ni siquiera es un país en el que viento haga especial acto de presencia. Sin embargo, es el país que más energía eólica genera de todo el mundo. Dinamarca fue el primer país en desarrollar energía eólica comercial en los años 70. Quizás por ello en este país operan dos de los fabricantes de turbi-nas eólicas más importantes del mundo, (Vestas y Siemens Wind) y la energía eólica representa un porcentaje mayor del total que en cualquier otro país (un 20 %).
El sector de la energía eólica es un sector que está registrando un crecimiento global hasta ahora nunca visto. Con una capacidad récord de 39,4 GW instalada el año pasado, gran parte de la tecnología utilizada se ha desarrollado en este país escandinavo con una población de tan solo 5,5 millones de habitantes. Pese a que China le pisa los talones, el sector de la energía eólica de Dinamarca ha registrado un crecimiento anual medio de un 16 por ciento desde el año 2000. Sin embargo, la competencia internacional está obli-gando a los daneses a reducir costes y a incrementar la productividad para poder mantener su liderazgo.
AH Industries ha liderado el sector de las turbinas eólicas desde mediados de los 80. Hoy en día, las piezas fabricadas por esta fi rma están presentes en aproximadamente el 10 por ciento de las turbinas eólicas que operan en todo el mundo. La planta de AH Industries, situada en las afueras de la ciudad danesa de Kolding, lleva a cabo el fresado y el taladrado de piezas de prácticamente todos los fabricantes de turbinas eólicas.
Esta fi rma se percató de que una de las fases del proceso de fabricación de turbinas en Kolding (el fresado de las superfi cies de acoplamiento del rodamiento principal, donde se fi ja al bastidor prin-cipal de la turbina) estaba frenando la producción. Según Klaus Døssing, técnico de producción de AH Industries: “No hemos tenido ningún problema en concreto, pero parece que en esta fase hemos necesi-tado mucho tiempo por cada pieza, y eso es un prob-lema. Cuando intentábamos trabajar más rápido, la herramienta se rompía a causa de las vibraciones.”
D
MBIO
TEXTO: David Wiles FOTOGRAFÍAS: Betsie Van der Meer/Getty Images, Jørgen Jacobsen/Istockphoto y Svante Örnberg
edge [1·2012]

6 edge [1·2012]
Pieza: Caja principal para rodamientosMaterial: GGG40 / EN-GJS-400Objetivo de mecanizado: ProductividadMáquina-herramienta: Centro de mecanizadoSujeción de herramienta: ISO50 DIN69871Soporte: E3471 5555 27260
(Steadyline)Fresa: R220.69-0063-18-6AN
Diámetro de la herramienta: Ø63Número de dientes: 6
Plaquita: XOMX180616TR-M14 MP3000(Power Turbo)
Datos de corte: vc: 297fz: 0,33vf: 3000ap: 7,5ae: 5-10
Refrigerante: NoResultados: Aumento de la productividad en un 169%
Duración de la herramienta un 140% superiorAmortización: 3 mesesGran reducción del nivel de ruido
Caja principal para rodamientos
Tras analizar los benefi cios que AH Industries podría obtener con la eliminación de estas vibraciones, Tom Jakobsen, experto internacional en aplicaciones de energía eólica de Seco, sugirió una solución provista de un soporte portafresas Steadyline con sistema de absorción de vibraciones. Según Jakobsen, el sistema de absorción de vibraciones dinámico está situado justo donde el nivel de desviación es mayor: en la parte frontal y de ensamblaje con la herramienta de corte. Este sistema absorbe las vibraciones tan pronto como las transmite la herramienta de corte. Según Jakobsen: “La solución devora las vibraciones”. “De este modo, puede forzar la herramienta y trabajar a una velocidad de corte tres veces superior.”
GRACIAS AL SOPORTE STEADYLINE, AH Industries ha podido acelerar el fresado de estos montajes en un 269 por ciento, con lo que el tiempo de fresado por pieza ha disminuido de 30 minutos a aproximadamente 10 minutos. Todo ello, sin olvidar el incremento en la vida útil de las fresas. Según Døssing, “Las vibraciones que teníamos antes suponían un desgaste adicional en las plaquitas, lo que exigía sustituirlas más a menudo. Actualmente, hemos ampliado la vida útil de las plaquitas a más del doble.”
El tiempo ahorrado gracias a la mayor rapidez en el mecanizado supone importantes ahorros para AH Industries. Esta inversión se ha amortizado en tan solo tres meses. “Al principio tenía mis dudas, pero está comprobado que es una herramienta que funciona” afi rma Døssing. “Hace ya casi dos años que utilizamos el sistema Steadyline y puedo decir que los benefi cios que nos ha reportado superan con creces su coste.”
Jakobsen afi rma que lo que AH Industries ha adquirido es mucho más que una simple herrami-enta: es conocimiento y soporte. “El rendimiento de la herramienta es muy importante, pero hoy en día pensamos en soluciones.”
El crecimiento de las compañías energéticas chinas (en la actualidad, cuatro de los 10 principales fabricantes del mundo son chinos) no parece que vaya a ralentizarse; sin embargo, la creciente demanda energética mundial de energía eólica renovable indica que la experiencia de Dinamarca seguirá teniendo un hueco en el mercado, siempre que pueda competir en lo que a precios se refi ere. Según Jakobsen: “Cuanto más efi caces sean los fabricantes daneses, menor será el precio que puedan ofrecer a sus clientes. Steadyline es la clave para lograr este reto.”
S E C T O R G E N E R A C I Ó N D E E N E R G Í A E Ó L I C A
Hemos doblado la vida útil de las plaquitas”.Klaus Døssing, técnico de producción, AH Industries

edge [1·2012] 7
111,7 millones de €
66,8 millones
de €Porcentaje de producción de
energía eléctrica en 2011:
Producción de energía eléctrica prevista para 2020:
9,1 %1,92 %
Valor total del mercado mun-
dial de la energía eólica en 2011:
Estimación del valor del mercado para 2015:
El valor del viento
El fresado de las superfi cies de acoplamiento del rodamiento principal suponía todo un reto
para AH Industries. Tom Jakobsen, experto en aplicaciones de energía eólica internacional
de Seco, sugirió una solución provista de un soporte portafresas Steadyline con sistema
de absorción de vibraciones.

edge [1·2012]8
Disminuir
TDouble Octomill (una herramienta de planeado con plaquitas de 16 fi los) lanza una nueva gama de pequeños diámetros para máquinas más pequeñas.TEXTO: Åke R. Malm
P R O D U C T O D O U B L E O C T O M I L L™
RAS EL ÉXITO de su fresa de planear Double Octomill 09 de alta productividad, Seco ha desarrollado una versión más reducida de la herramienta: Double Octomill 05. Disponible en diámetros desde 25 hasta 125 milímetros, la versión 05 monta plaquitas más pequeñas que la
versión 09 y la mitad respecto la profundidad de corte. Esto hace que Double Octomill 05 sea ideal para aplicaciones de fresado en máquinas pequeñas en las que una profundidad de corte de tres milímetros es sufi ciente.
“Es una cuestión de economía”, afi rma Michael Karlkvist, responsable de productos. “En muchas aplicaciones, no se necesitan más de 3 milímetros. Con fresas y plaquitas más pequeñas, se pueden reducir los costes de la herramienta sin perder productividad”.
Las plaquitas de Double Octomill 05 están disponibles en cuatro geometrías para una amplia gama de materiales, desde fundición hasta materiales más exóticos. La fresa también dispone de plaquitas rascadoras para realizar el desbaste y el acabado en una pasada. Esto reduce las existencias de material y el número de operaciones necesarias para una aplicación determinada, lo que reduce los costes y aumenta la productividad. Además, al tener dieciséis fi los por plaquita, se mantiene el bajo coste por fi lo.
Los asientos de plaquitas de Double Octomill 05 cuentan con un robusto tornillo de bloqueo central, además de pines de apoyo de plaquita fabricados en acero rápido. Las plaquitas son fáciles de montar y no sufren movimiento durante la operación, algo esencial para lograr un acabado y una vida útil de la herramienta inmejorables.
“La simplicidad es la clave”, comenta Karlkvist. “Cuando la plaquita esté en la posición correcta, se oirá un clic inconfundible, así que es casi imposible equivocarse”.
Los asientos de plaquita tienen un ángulo negativo de ocho grados que permiten plaquitas de doble cara y un funcionamiento estable. No obstante, la geometría de las plaquitas crea un ángulo de desprendimiento positivo que minimiza el consumo de potencia, lo que hace que Double Octomill 05 sea especialmente adecuada para maquinas pequeñas.
La nueva Double Octomill 05 está diseñada para máquinas más pequeñas que para Dou-ble Octomill 09 (derecha).
WWW.SECOTOOLS.COM/DOUBLEOCTODisponibilidad de producto: DISPONIBLEDatos de pedido y aplicación: Novedades MN 2012
9
Incremento de calidad“El mecanizado requiere unas tolerancias estre-chas para reducir la fricción y otras pérdidas. Por ejemplo, unos pistones y unos cilindros que encajen a la perfección conducen a una mejor efi ciencia y a unas emisiones más bajas. Unos rodamientos diseñados de forma más precisa llevan a una fricción menor y permiten la reduc-ción de tamaño y peso”.
1
3
Aceros más robustos“Especialmente en el caso de coches y camio-nes, el uso de aceros de alto rendimiento es cada vez más frecuente. Actualmente, los aceros en la industria del automóvil suelen mostrar una mayor rigidez, para que, por ejemplo, los motores diésel puedan hacer frente a una mayor presión de inyección. El tamaño de los motores es cada vez menor; los motores más pequeños producen una mayor potencia mediante los turbos. En estos casos, es importante utilizar un acero de gran robustez y con una gran resistencia a la fatiga. Estos nuevos aceros requieren nuevas herrami-entas y técnicas”.
Producción más efi ciente“La efi ciencia energética del proceso de mecanizado en sí también supone un problema importante. Se puede reducir la energía utilizada por las bombas y los sistemas de limpieza mediante la refrigeración en cantidades mínimas (MQL) y se pueden utilizar los impulsos de la máquina-herramienta de forma más efi ciente al personalizarlos de forma más precisa de acuerdo con las necesidades”.
TEXTO: Michael Lawton I LUSTRAC IÓN: Johan Nohre Istockphoto
TODO EL MUNDO DESEA mejorar la efi ciencia y reducir el consumo energético de los produc-tos de ingeniería. Estas demandas presentan un desafío complejo para la industria del mecani-zado. Edge pidió a Dirk Biermann, director del Instituto de tecnología de mecanizado (ISF) de Dortmund (Alemania) que identifi case cinco principales desarrollos de futuro en la industria del mecanizado.
PERSPECTIVAS TENDENCIAS GLOBALES
Reducir más peso“El uso de fi bra de carbono reforzada con plástico se está convirtiendo en un tópico
en la industria aeronáutica, lo que signifi ca que no se sigan fabricando
las piezas de la estructura en aluminio, ya que las juntas existentes entre la fi bra de carbono reforzada con
plástico y el aluminio pueden presentar corrosión. El titanio
pasa a sustituir al aluminio, lo que presenta nuevos
desafíos para la industria del mecanizado”.
TENDENCIAS
4 5
EN EL MECANIZADO
Cajas de cambio de gran acabado superfi cial
“Aunque se está reduciendo el número de cilindros, la cifra de engranajes está
aumentando (en concreto en las cajas de cambio automáticas). Mientras mayor sea
el número de engranajes, más precisa será la transmisión (y más com-
plejo será el mecanizado)”.
2
edge [1·2012]

edge [1·2012]10
En una universidad inglesa, un grupo de entregados estudiantes reciben una formación real para competiciones de deportes de motor de élite mediante el diseño, fabricación y destreza de su propio vehículo. TE XTO : Eddie de Oliveira FOTOGRAF ÍAS : Ed Miles
ESTUDIANTES LANZADOS AL ÉXITO
El motor bicilín-drico en V con un desarrollo espe-cial es el corazón del coche de car-reras de OBR.
P A S I Ó N

11edge [1·2012]
ara un grupo de estudiantes de la universidad Oxford Brookes en Ingla-terra, además del tiempo empleado en las clases, ensayos y seminarios, implica trabajar muy duro por la noches.
“No suelo salir de bares a pasarlo bien con mis amigos”, afi rma Luke Evans, un joven de 24 años de Bingley, en el norte de Inglaterra. “Trabajo hasta medianoche, pero me divierto lo justo”.
Evans es estudiante de ingeniería de deportes a motor y antiguo líder del equipo Oxford Brookes Racing (OBR) de Formula Student (FS), un campeonato de motor educativo internacional. FS proporciona a sus estudiantes la oportunidad de diseñar, fabricar y desarrollar un coche de carreras desde cero. Aproximadamente el 40 por ciento de los graduados en ingeniería de automoción de Oxford Brookes se unen a equipos de élite de la Fórmula 1, Le Mans y GP2; muchos de ellos han aprendido el ofi cio en el equipo Oxford Brookes FS (que cuenta con el patrocinio de Seco).
El equipo participa en carreras anuales en los Estados Unidos, el Reino Unido y Alemania, y los estudiantes de ingeniería trabajan muy duro (y de forma no remunerada) durante el curso y las vacaciones para conseguir la recompensa defi nitiva que consiste en ver cómo su vehículo atraviesa la línea de meta en primer lugar.
El proyecto se encuentra en su duodécimo año; el equipo actual (formado por estudiantes de 11 países diferentes) está encabezado por Giuseppe Naselli, un siciliano de 31 años que dejó su trabajo en Italia para dedicarse a las carreras a motor. Naselli insiste en que Inglaterra era el lugar más adecuado para estudiar el ofi cio: “Es el lugar donde nacieron y viven los deportes de motor”.
Naselli y Evans comparten un sueño desde la niñez de trabajar en la Fórmula 1. Sin embargo, ambos reconocen que la ingeniería de deportes a motor no está precisamente rodeada de glamour.
“Es un trabajo realmente complicado”, dice Naselli. “Es lo más duro que he hecho nunca, pero también es lo más reconfortante. Incluso aunque solo hayas diseñado un pequeño soporte, la sensación de ver cómo se mueve el coche... es realmente increíble”.
Justin Kite, directora de Servicios de marketing de Seco en el Reino Unido, explica que la empresa decidió unirse a la iniciativa "tras conocer a los chicos de OBR y ver su pasión y su entusiasmo”.
El equipo está diseñando y fabricando un motor bicilíndrico en V personalizado para con-vertirlo en el motor más avanzado en el campeo-nato de 2012. El suministro de herramientas de Seco ha ayudado en la fabricación y el desarrollo del coche de carreras.
“Seco nos proporciona las herramientas para fabricar lo que necesitemos del mejor modo
posible”, reconoce Evans. “La mayoría de las herramientas han servido para la fresadora CNC (control numérico por ordenador), pero también nos han ofrecido ayuda con las herramientas del torno manual. Además, nos han aportado algo de un valor incalculable: consejos i experiencia”.
Naselli afi rma que la ayuda de Seco ha sido tan importante como las herramientas: “Seco es nuestro guía y nuestro asesor. No siempre nos ofrece la solución; nos indica el camino para que nosotros mismos la descubramos. Además, nos proporciona las herramientas... No creo que ningún otro equipo cuente con herramientas de metal duro como las que Seco nos ha facilitado. Son de máxima calidad: las mejores”.
El equipo OBR (con estudiantes de 11 países) cree que su motor será el más avanzado del campeo-nato Formula Student de 2012.
Escuela de campeonato La universidad Oxford Brookes es considerada como una de las prin-
cipales instituciones de educación superior del Reino Unido para los aspirantes a ingenieros en campeonatos automovilísticos. El laboratorio de automoción de ingeniería de la universidad es similar a los de algunos equipos principales de Fórmula 1, como Lotus Renault y Williams. Desde 1999, OBR ha conseguido más puntos que cualquier otro equipo de FS en el Reino Unido y se ha alzado como el primer equipo del Reino Unido cinco veces en los últimos 12 años. El líder del equipo, Giuseppe Naselli, afi rma que OBR tiene intención de correr con un coche eléctrico creado con tecnología renovable en los próximos tres o cuatro años.
Siga a OBR en Twitter @oxbrookesracing.
“ Incluso aunque solo hayas diseñado un pequeño soporte, la sensación de ver cómo se mueve el coche... es realmente increíble”.
– Giuseppe Naselli, equipo de carreras de Oxford Brookes
P
ENGRANAJESUn fabricante de engranajes y cajas
de cambio con sede en Milán realiza inversiones constantes en herramientas
de precisión para mantener su ventaja frente a la competencia.
TE XTO : Claudia B. Flisi FOTOGRAF ÍA : Maurizio Camagna
edge [1·2012]12
A P L I C A C I Ó N TA L L A D O D E E N G R A N A J E S

Scolari S.p.A. El director ejecutivo Fabio Scolari, hijo de Remo Scolari, expande el negocio con ofertas de cajas de cambio.
13edge [1·2012]

14 edge [1·2012]
REMO SCOLARI tuvo una idea brillante. Italia entraba en una etapa de auge económico y Scolari, que había sido mecánico en Alfa Romeo hasta que decidió dedicarse a la fabricación de cabrestantes para ascensores, comprendió que los engranajes eran los impulsores del crecimiento económico. Desempeñan una función clave en la minería, la construcción naval, las fábricas de cemento y de acero, y en todos los sectores energéticos. Scolari se separó de su socio y fundó su propio taller en Cinisello Balsamo (10 kilómetros al norte de Milán) para fabricar engranajes industriales.
La decisión de Scolari dio sus frutos; la empresa se centró en la fabricación de engranajes de alta calidad para otros fabricantes manteniendo este enfoque mientras crecía con el paso de los años y pasaba a la segunda generación de la familia Scolari. “Segui-mos especializados en la industria pesada y en una buena posición de calidad para nuestras capacidades industriales”, afi rma el director ejecutivo Fabio Scolari, uno de los cuatro hijos de Remo (de los cuales, tres trabajan en la empresa). “La diferencia es que actualmente las cajas de cambio se han incorpo-rado a nuestra oferta de engranajes. Además, se ha aumentado el tamaño de éstos”.
Fabio se unió a la empresa en 1978; la estrategia durante las décadas de los 80 y los 90 consistió en au-mentar el número de clientes, mejorar la calidad de los productos, producir engranajes de mayor tamaño
“Invertimos en lo mejor y en última tecnología. Constantemente,
realizamos inversiones en herramientas de precisión”.
Fabio Scolari, director ejecutivo, Scolari S.p.A.
REMO entraquedeEN 1960,
Scolari S.p.A. ha consolidado su reputación en el campo de los engranajes y las cajas de cambio industriales de alta precisión.
A P L I C A C I Ó N TA L L A D O D E E N G R A N A J E S
edge [1·2012] 15
y mejorar las capacidades de producción. En 1994, Scolari fue una de las primeras empresas de Italia que introdujo la tecnología de rectifi cado de perfi les.
EN EL 2000, LA EMPRESA contaba con 35 traba-jadores y, nueve años más tarde, se desplazó a unas instalaciones de 6.000 metros cuadrados en Cinisel-lo. Su tamaño era 2,4 veces mayor que el de las instalaciones anteriores, lo que refl ejaba la necesidad de disponer de más espacio para producir cajas de cambio para aplicaciones de mayores dimensiones. En el 2010, la empresa tenía 70 trabajadores.
Actualmente, las cajas de cambio suman el 75 por ciento de la facturación total de Scolari (aproximada-mente 20 millones de euros en 2010). Las cajas de cambio, al igual que los engranajes de la empresa, requieren aplicaciones de gran calidad, como las fresas madre, el dentado MAAG y el mecanizado de componentes de gran tamaño.
Cuando la empresa decidió agregar las cajas de cambio a su oferta, no contaba con un departamento técnico. Fabio contrató a una persona para que desem-peñase esta función en el 2000. Actualmente, el de-partamento está formado por nueve personas: cinco ingenieros y cuatro gestores de proyectos. “Siempre hemos producido productos a medida, pero ahora podemos ser nosotros mismos quienes los propongan en lugar de trabajar únicamente en proyectos que nos proporcionen nuestros clientes", explica Fabio.
Seco lleva trabajando más de 15 años con Scolari (originalmente, para el suministro de fresas de en-granajes). La relación se ha intensifi cado con el paso del tiempo a medida que el mercado global de
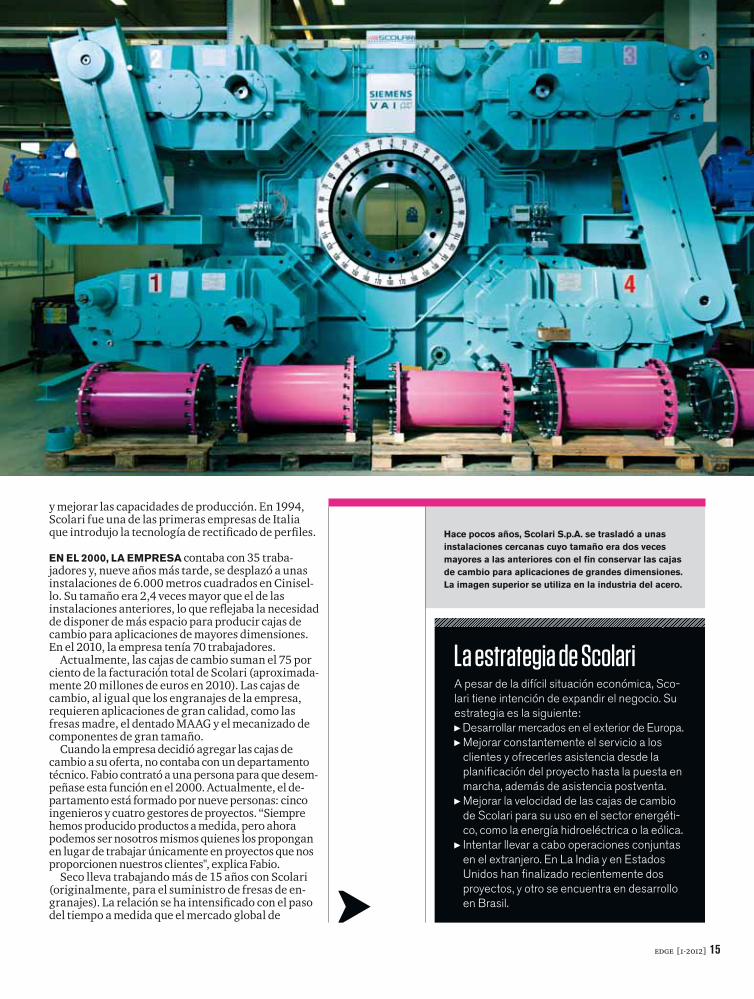
Hace pocos años, Scolari S.p.A. se trasladó a unas instalaciones cercanas cuyo tamaño era dos veces mayores a las anteriores con el fi n conservar las cajas de cambio para aplicaciones de grandes dimensiones. La imagen superior se utiliza en la industria del acero.
La estrategia de Scolari A pesar de la difícil situación económica, Sco-lari tiene intención de expandir el negocio. Su estrategia es la siguiente: Desarrollar mercados en el exterior de Europa. Mejorar constantemente el servicio a los clientes y ofrecerles asistencia desde la planifi cación del proyecto hasta la puesta en marcha, además de asistencia postventa. Mejorar la velocidad de las cajas de cambio de Scolari para su uso en el sector energéti-co, como la energía hidroeléctrica o la eólica. Intentar llevar a cabo operaciones conjuntas en el extranjero. En La India y en Estados Unidos han fi nalizado recientemente dos proyectos, y otro se encuentra en desarrollo en Brasil.

16
engranajes se ha vuelto más especializado y exigente. Por ejemplo, las unidades de grandes diámetros utilizadas en las turbinas de viento (una actividad en crecimiento para Scolari) se deben fabricar con una precisión extrema.
Según Fabio, una de las ventajas de la empresa con respecto a la competencia es su maquinaria: “Inverti-mos en lo mejor y en lo más reciente. Realizamos inversiones constantes en herramientas de precisión y de alta tecnología, por lo que un proveedor como Seco nos ofrece una ventaja frente a la competencia”.
En el 2000, Scolari introdujo fresas madre con plaquitas intercambiables en la línea de producción, con el fi n de ahorrar tiempo y aumentar la fl exibilidad (dos factores importantes para una empresa dedicada a la fabricación de soluciones personalización. La fl exibilidad es un elemento clave para Scolari, ya que su actividad está basada por completo en la persona-lización de proyectos. Actualmente, Seco ofrece tanto herramientas estándar o especiales con plaquitas o fresas madre para el tallado de engranajes y ayudar a Scolari a mantener la calidad y la precisión en la producción, además de la velocidad y la fl exibilidad necesarias para ofrecer servicios a los clientes.
La importancia de una completa cadena de valores es fundamental para el director ejecutivo de Scolari. Con ésto en mente, la empresa empezó a ofrecer a sus clientes servicios y piezas de postventa, así como piezas de sustitución para el equipamiento en caso necesario. Scolari está convencido de que sus capacidades de producción totalmente integradas lo sitúan en una posición privilegiada para asegurar un servicio insuperable a los clientes.
Pieza: Módulo para piñón 50 Z13 para la caja de cambio
Material: 42CrMo4Operación: DesbasteObjetivo de mecanizado: Mejora de la productividadMáquina-herramienta: Máquina para fresas madreFresa: 335.43-0420-M50.0Z13-19327Diámetro de la herramienta: 420 mmNúmero de plaquitas: 90Zc: 6Plaquitas: 335.40-1914-11631 (66 uds.)
335.40-1512-18578 (24 uds.)Datos de corte: vc: 100 m/min
fz: 0,3 mm/dientevf: 140 mm/minae1: 70 mmae1: 55 mm
Refrigerante: NoResultados: Productividad un 50 % mayor
Módulo para piñón
Pieza: Módulo para piñón 16 Z70 para la caja de cambio
Material: 42CrMo4Operación: DesbasteObjetivo de mecanizado: Vida útil de herramienta y
productividad en generalMáquina-herramienta: Máquina para fresas madreFresa: 335.47-0270-M16.0ASSEM-18151Diámetro de la herramienta: 270 mmNúmero de plaquitas: 100Zc: 10Plaquitas: 335.40-1914-19433 (50 uds.)
335.40-5014-18252 (50 uds.)Datos de corte: vc: 100 m/min
fa: 3 mm/WURefrigerante: SíResultados: Productividad un 90% mayor
Módulo para engranaje
Comprobación de la redondez exacta del eje de un engranaje.
Contar con un proveedor como Seco nos ofrece una ventaja frente a la competencia”.Fabio Scolari, director ejecutivo, Scolari S.p.A.
edge [1·2012]
A P L I C A C I Ó N TA L L A D O D E E N G R A N A J E S

El mercado mundial de engranajes Actualmente, el mercado
mundial de engranajes tiene un valor de 155 mil millones de dólares y presenta un crecimiento anual del 4,7 por ciento, según Claudio Ghielmetti, experto de Seco Tools para aplicaciones internacionales en Transmisiones de energía. Según “World Gears to 2013”, un estudio del sector realizado por Freedonia Group, se espera que China sume un tercio de toda la demanda de engranajes en 2013, adelantando a Japón y se convierta en el
segundo mercado nacional de mayor tamaño por detrás de los Estados Unidos. Antes del 2018, las ventas de engranajes totales en China superarán a la demanda de productos en los Estados Unidos. Asimismo, se espera que el crecimiento del mercado sea sólido en Indonesia, Tailandia, Irán y Rusia. Aunque el crecimiento será menos acentuado que en los países en vías de desarrollo, la demanda en los Estados Unidos y el oeste de Europa también aumentará.
Claudio Ghielmetti, experto en aplica-ciones internacionales en Transmisiones de energía en Seco Tools
Seco ofrece fresas madre con plaquitas de metal duro intercambiables (izquierda)
y fresas de disco con plaquitas intercambiables (a la derecha)
para la industria de engranajes.
edge [1·2012] 17

17 KW/h
126Seco ha instalado
126 paneles solares en sus instalaciones
de Lenoir City, Tennessee.
Entre febrero y junio, los paneles solares generaron 17.000 KW de electricidad.
EN LENOIR CITY, una ciudad americana con menos de 10.000 habitantes, Seco ha instalado 126 paneles fotovoltaicos (PV) en su parque solar. Los fondos para la instalación y el funcionamiento del proyecto se complementaron con una serie de subvenciones gubernamentales y privadas. De hecho, una combinación de subvenciones para la fi nanciación de energía (la subvención para la instalación de Tennessee Solar Institute y la subvención del Departamento estadounidense de tesorería para energías renovables) proporcionaron el dinero necesario para fi nanciar el 60 por ciento de los costes totales del proyecto.
El parque solar fotovoltaico se puso en funciona-miento en febrero (el primer formato de placas de este tipo de Seco del mundo). A continuación,
Una potencia superiorEn la zona rural de Tennessee, Seco ha insta-lado su primer parque solar. En este proyecto, se han aprovechado las subvenciones para la fi nanciación de la energía con el fi n de generar electricidad de una forma sostenible.
puede ver cómo funciona el proceso: La energía generada por el parque de Seco se vende a la compañía eléctrica local a un precio considerable-mente superior al de mercado. Cuando Seco com-pra electricidad a la compañía eléctrica a precio de mercado, la diferencia entre la venta de la energía solar y lo que se paga actúa a modo de descuento. “Con las subvenciones y la diferencia en las tarifas energéticas, se conseguirá un rendimiento de la inversión en los paneles solares en solo siete años aproximadamente”, afi rma Ed Purdy, director de producción, mantenimiento e instalaciones en las instalaciones de Seco en Tennessee.
Seco utiliza el parque fotovoltaico como campo de pruebas para determinar la viabilidad de llevar a cabo otras instalaciones de este tipo en diferentes ubicaciones de todo el mundo. Purdy también concibe ésto como una herramienta fantástica para difundir los esfuerzos de Seco dirigidos a conseguir una energía limpia: “Los cli-entes visitan las instalaciones y se muestran muy impresionados con la instalación y con la inver-sión de Seco en energías renovables en general”.
Kurt Nordlund, presidente de Seco en E.E.U.U.,afi rma que los esfuerzos realizados en nuestras instalaciones de Lenoir City demuestran la dedicación de nuestra empresa para convertirse en líder de la industria en términos de producción y manejo de las energías renovables”.
TEXTO: Jean-Paul Small FOTOGRAFÍA: Stockbyte
S O S T E N I B I L I D A D
edge [1·2012]18

2
3
4
1
edge [1·2012] 19
PERMÍTANME REFLEXIONAR EN ESTE DOCUMENTO sobre los dife-rentes sistemas de refrigeración que podemos encontrarnos en los talleres y el impacto que pueden tener en la vida útil de las her-ramientas. En ocasiones, el refri-gerante infl uirá en la vida útil de la herramienta de forma positiva; en otras, el impacto será negativo; y, en otras, no tendrá ningún efecto en absoluto.
Además de la sobrecarga mecánica, la vida útil de la herramienta está determinada en gran medida por los fenómenos térmicos que se producen durante el proceso de corte. Sencillamente, al cortar metal, se genera calor, y cuando este calor se concentra, aumenta la temperatura del fi lo de corte. Si la temperatura es demasiado alta o demasiado baja, disminuye la vida útil de la herramienta.
La fi nalidad del refrigerante de cara a la temperatura consiste en evacuar el calor resultante del corte antes de que se concentre demasiado. Para que el nivel de efi cacia sea óptimo, se debe aplicar el refrigerante allí donde se concentra la mayor parte del calor: la zona de corte (al fi n y al cabo, para apagar las llamas, se echa agua sobre ellas, no a cinco metros de distancia). Esto puede parecer fácil, pero, para llevar el refrigerante al fi lo de corte,
Control de temperatura
Patrick de Vos, director de educación técnica corporativa en el grupo Seco Tools, explica la forma
en que los sistemas de refrigeración pueden aumentar (o acortar) la vida útil de las herramientas.
es necesario soportar presiones entre las virutas y el fi lo de corte que localmente pueden rondar los 20 bares. Además, el refrigerante también se ve bloqueado por una “barrera de vapor” de 800 °C que se forma cuando se evapora el refrigerante.
Además, el refrigerante puede evacuar el calor a través de las virutas. Sin embargo, los materia-les de las piezas con una capaci-dad de disipación térmica muy baja, por ejemplo, presentan una evacuación de calor muy limitada a través de las virutas. Por este motivo, es necesario mantener velocidades de corte reducidas en dichos materiales.
En el mecanizado, hay básicamente cuatro formas de usar el refrigerante:
Corte en seco. ¿Las ventajas del uso de refrigerante (mayor vida útil y menor coste de las
herramientas) son siempre mayores que los inconvenientes (costes del refrigerante y el sistema de refrigeración)? Hay una serie de casos en los que el corte en seco es la mejor alternativa. En algunos casos, también cabe incluir una serie de motivos tecnológicos para evitar el uso de refrigerantes, como aplicaciones con materiales de corte de PCBN.
Sistema de refrigeración tradicional. El efecto refrigerante está basado en la conducción del
calor de las virutas hacia el refrigerante. El sistema presenta un rendimiento adecuado con la mayoría de los materiales de piezas tradicionales (aceros).
Mezcla pulverizada (MQL). Se evaporan pequeñas gotas de líquido en un en-torno caliente. Mediante este
proceso de evaporación, se absorbe el calor y se reduce la temperatura. Los sistemas de MQL son prácti-camente igual de efectivos que los sistemas de refrigeración tradicio-nales, pero el consumo (coste) de refrigerante es bastante inferior. Por otra parte, es necesario adoptar precauciones especiales y utilizar equipamiento específi co para la salud y la seguridad.
Sistema de refrigeración de alta presión orientada (HPDC). Este sistema aumenta la presión del
refrigerante y lo dirige todo lo posible a la zona en la que sería más efi caz: la zona de corte.
La solución de HPDC de Seco, Jetstream Tooling™, es tan elegante como efi caz. Está basado en los mismos principios dinámicos de fl uidos que se pueden observar en una manguera. Básicamente, al estrechar la boquilla de salida del fl uido, aumenta la velocidad en la salida. La capacidad de refrigeración también aumenta si mantiene el punto de salida cerca de la pieza. Se preguntará si esto podría destruir las virutas. Así es. Jetstream Tooling no solo evacua el calor de forma más adecuada (de forma que se alarga la vida útil de la herramienta y se consiguen unas condiciones de corte superiores), sino que también se reduce el tamaño de las virutas.
Para obtener más información detallada sobre el sistema Jetstream Tooling, el lector debe ponerse en contacto con Seco y solicitar una demostración.
Patrick de Vos,[email protected]
www.secotools.com/jetstreamtooling
F U N C I O N A M I E N T O S I S T E M A S D E R E F R I G E R A C I Ó N
1
2
3
4
Corte en seco
Refrigeración tradicional
MQL
HPDC
edge [1·2012]20
R E T R AT O P A R A M E S H N A V A L G U N D
Paramesh Navalgund entró primero como cliente en Seco hace casi 15 años. Actualmente, como director de Seco Tools en La India, esa perspectiva de cliente le resulta de gran utilidad.TEXTO: Carl Simmons FOTOGRAFÍA: Atul Loke
A PRIMERA VEZ QUE Paramesh Navalgund recibió una oferta de trabajo por parte de Seco, propuso que un antiguo compañero suyo la aceptase en su lugar. En ese
momento, trabajaba como gerente de planta en Omni Auto y, por fi delidad a su empresa (y por un proyecto de transferencia de tecnología de Italia a La India) permaneció en su puesto de trabajo.
Dos años más tarde, en el 2001, comenzó la expansión de Seco en La India. Esta vez, cuando ese mismo ex compañero le avisó de la existencia de un puesto vacante de ingeniero de Aplicaciones en su ciudad natal (Bangalore), consideró que se trataba del momento adecuado.
“Me uní a Seco en busca de nuevos desafíos. Además, me interesaba conocer los nuevos procesos y soluciones, así como recibir las aportaciones de muchos clientes diferentes”, reconoce Navalgund. Como ingeniero de Aplicaciones regional en la región sur de La India, ofreció soporte técnico a los ingenieros de ventas y asistencia técnica a los clientes de Karnataka, Tamil Nadu y Kerala. “La mayor parte del trabajo consistía en la solución de problemas, las propuestas técnicas y el control de los constructores de máquinas-herramientas”, afi rma.
Entre los clientes de Navalgund, se incluían Toyota, Hyundai y Bharat Fritze Werner Ltd. de Kothari Group, para quienes estableció produc-tos en líneas de mecanizado y ayudó a desarrollar herramientas personalizadas. Una vez que Navalgund rediseñó la línea de cigüeñales para Hyundai Motor India, el cliente observó que la duración del ciclo se redujo en un 30% y la vida útil de la herramienta se alargó en un 50%.
No pasaría mucho tiempo hasta que Navalgund pasó a ocupar un puesto de dirección (en el 2004). Actualmente, trabaja en Pune (la sede central de Seco en La India) como responsable de estudios de piezas (CET) y equipamiento y relación con fabricantes de maquinaria (MRT). En su puesto actual, Navalgund ofrece soporte técnico a los ingenieros de CET de todo el país, formándolos y supervisando los principales proyectos.
L
PROBLEMAS CON SOLUCIÓN

21edge [1·2012]
“ Deseo estar allí donde esté el problema”.
Nombre: Paramesh NavalgundFecha de nacimiento: 1 de junio de 1972Familia: esposa (Savita), una hija de nueve años y un hijo de tres añosIdiomas: inglés, canarés, hindiIntereses: Cricket (un juego “rápido”), ver películas de Hollywood y, “por supuesto, de Bollywood” (especial-mente, de acción y de ciencia fi cción)Lo que más valora de su trabajo: la sen-sación de satisfacción del trabajo realizadoExperiencia: ha trabajado en Seco durante 10 años (empezando como ingeniero de aplicaciones regional-es en la región del sur de La India). Antes de eso, trabajó como gerente de planta en Omni Auto, reparó vehículos de cuatro ruedas en Silver Jubli Motors y trabajó en Kirloskar Warner Swasey (fabricantes de máquinas de torneado CNC (control numérico por ordenador).
Le gusta el cricket y las películas de Bollywood

edge [1·2012]22
“En mi opinión, nuestros ingenieros internos son los primeros clientes, por lo que siempre intento atender a sus llamadas y responder a sus preguntas", declara. “Si convencemos a nuestro equipo de ventas y mejoramos su confi anza, habremos hecho la mitad del trabajo”.
A lo largo de un día normal, Navalgund comprueba las propuestas de los clientes y se ocupa de las consultas técnicas y los estudios de viabilidad. Disfruta resolviendo problemas.
“Deseo estar allá donde esté el problema”, afi rma. En un caso en que un cliente pasó dos meses intentando solucionar un problema de mecanizado, Navalgund se ofreció a visitarlo y observar la situación por sí mismo; el problema se solucionó en solo media hora.
Según él, estos conocimientos provienen de la experiencia. “He trabajado con muchas actividades de mecanizado y he aprendido mucho de ellas. Es necesario tener paciencia. Hay muchísimo que aprender”.
DESDE QUE EMPEZÓ A TRABAJAR EN SECO hace casi una década, Navalgund ha observado cam-bios en la industria de herramientas. “Antes, los clientes preferían los productos más baratos”, dice. “Actualmente, los clientes están más preocupados por el valor que ofrece un producto, como el coste por pieza y la producción sin complicaciones. Cada vez un número mayor clientes prefi ere disponer de una solución en la que sea posible contar con todas las herramientas, útiles, programación de CNC (control numérico por ordenador) y demostración de componentes con aspectos de calidad”.
Navalgund cree que el sector de las herramien-tas continúa dirigiéndose en esta dirección. Según él, la industria del mecanizado está “creciendo cor-rectamente” y muchas nuevas industrias de fabri-cación se trasladan a La India para disfrutar de una producción de bajo coste y de una gran calidad.
“Seco tiene una buena reputación en La India en relación con sus soluciones técnicas. Además, desarrollamos una gran cantidad de herramien-tas innovadoras cada año, lo que nos ha per-mitido afi anzar nuestra posición en el mercado. Podemos afi rmar con orgullo que Seco es uno de los mejores en la industria de herramientas”.
R E T R AT O P A R A M E S H N A V A L G U N D
Escuchar, comprender y ofrecer. Recibir el máximo número de información y aportaciones técnicas posibles del cliente para comprender sus necesidades. Aclarar las respuestas a preguntas relacionadas con soluciones en su propia organización (de I+D, directores, etc.), con el fi n de ofrecer respuestas concretas a los clientes. Ir al taller del cliente y hablar con los trabajadores in situ. Hacer todas las preguntas que se conside-ren necesarias.
Sugerencias para ofrecer un servicio adecuado de atención al cliente
“ Cada año, desarrollamos una gran cantidad de herramientas innovadoras”.
Paramesh Navalgund, Seco
Paramesh Na-valgund afi rma que cada vez más clientes solicitan soluciones de herramientas completas.

23edge [1·2012]
ESTRATEGIA DE MECANIZADO
DEYANG YUXIN es una empresa fabricante de maquinaria con sede en la provincia de Sichuan (al suroeste de China). Se encarga de mecanizar y suministrar paletas para la mayor empresa (entre otras) de turbinas de China, Dongfang Turbine. Dongfang, a su vez, suministra turbinas de gas y vapor a la industria de producción de energía del país.
A pesar de su frustración con las marcas de herramientas locales que se rompían o se desgastaban rápidamente y producían roturas en las plaquitas, Deyang Yuxin descartó inicialmente los productos de Seco, ya que los consideraba demasiado caros. Al igual que ocurre con muchas empresas de China, la atención de Deyang Yuxin estaba centrada en los costes de herramientas individuales.
Seco tuvo que convencer a la empresa para que tuviese en cuenta también la productividad y la efi cacia. Preparó un análisis de productividad y costes (PCA) para calcular los posibles ahorros de costes resultantes del uso de herramientas de corte más resis-tentes y efi caces, así como nuevas estrategias de mecanizado.
“Le sugerimos una fresa más efi ciente, Power 4™, para satis-facer sus necesidades”, explica Joe Feng, experto en aplicaciones locales en producción de energía en Seco. “El precio es algo mayor que el de las marcas locales, pero sabíamos que se podría aumentar de forma signifi cativa la produc-tividad de Deyang Yuxin gracias a esta herramienta”.
Tras realizar varias visitas y dedicar largos días de trabajo, el
Al cambiar la estrategia de mecanizado, un fabricante de paletas de turbinas de China consiguió reducir a la mitad el tiempo de mecanizado.
La solución de fresas de copiado Power 4 de Seco (ideal para el sector de producción de energía) fue diseñada específi ca-mente para el mecanizado de las paletas de turbina.
personal internacional de Seco pudo demostrar físicamente las mejoras en la productividad; además, se redujo el tiempo de mecanizado a la mitad.
“A partir de ese momento, el cliente empezó a utilizar nuestra solución y nosotros, a cambio, duplicamos su productividad”, reconoce Emilio Scandroglio de Seco, que ofreció asistencia a Deyang Yuxin como experto de aplicaciones internacionales en producción de energía. Más de un año después, la colaboración entre las dos empresas continúa (con actualizaciones y mejoras en las soluciones).
“Actualmente, se está pro-duciendo en China un cambio de mentalidad, ya que se empieza a tener en cuenta todos los costes relacionados con el mecanizado y no solo los costes de las herramien-tas o las plaquitas. Esto mismo ocurrió en Europa hace unos 30 o 40 años”, explica Scandroglio.
Sin embargo, ese cambio parece estar limitado al sector privado. Según Feng, las empresas con-troladas por el gobierno están menos dispuestas a aumentar su efi ciencia. “Las empresas privadas de China reconocen la necesidad de aumentar la productividad, pero convencer a las empresas controladas por el gobierno de que hagan lo mismo es mucho más complicado”.
El análisis de productividad y costes (PCA) de Seco va más allá de los costes de herramientas de un cliente; tiene en cuenta el coste total de la producción. Los ingenieros de Seco evalúan el proceso de una sola máquina-herramienta o el camino completo que recorre una pieza en una planta de producción. El software del PCA crea un informe exhaustivo con información sobre los procesos (como los datos de corte y herramientas) y otros datos, como el coste por pieza, la productividad por hora, el consumo de herramientas y el coste de la inversión.www.secotools.com/PCA
Visión de conjunto
TEXTO: Cari Simmons FOTOGRAFÍA: Istockphoto

Hola, operarioEn la pequeña ciudad industrial de Surahammar (Suecia), la operario de CNC (control numérico por ordenador), Pia Sjöblom, mejora sus habilidades cada día para satisfacer las crecientes demandas.
PIA SJÖBLOMEdad: 36Ocupación:Operario de CNC en un taller de Surahammar (Suecia), que forma parte del grupo de fabricación de acero italiano Lucchini Familia: Marido y dos hijas (de 8 y 9 años)Afi ciones:Su familia y su casa (“cuando tienes hijos pequeños y trabajas a jornada completa, no te queda tiempo para mucho más".)
CUANDO EMPECÉ A TRABA-JAR aquí como operario de CNC hace cinco años, yo era una de las tres mujeres que formaban parte de una plan-
tilla de aproximadamente 60 trabajadores. En la actualidad, hay ocho. Es fantástico que cada vez más mujeres estén descubriendo esta profesión.
En Lucchini, nuestro cliente es la industria ferroviaria, principalmente, para el mercado nórdico. Me encargo del torneado de las ruedas de tren nuevas, aunque en el taller también se mecanizan los ejes y se renuevan los ejes y las ruedas de tren. Estamos muy ocupados. Se observa claramente que hay una gran actividad en la industria ferroviaria en la actualidad. Se exige mucho de nuestros servi-cios: tanto para los componentes como para la restauración. Ahora mismo, también estamos respaldando el mecanizado de ruedas de tren de nuestra empresa matriz en Italia para el mercado creciente de China.
Me gusta mucho trabajar como operario de CNC. Tras trabajar como empleada de la limpieza durante un par de años, quería tener un trabajo más industrial. Realicé un programa de formación y conseguí un trabajo directamente. Me gusta trabajar por turnos y solucionar problemas, como cuando optimi-zamos las especifi caciones para un nuevo tipo de rueda. Desde que empecé, han aumentado gradualmente las demandas en lo relacionado con la tolerancia de los productos. Reconozco que me gusta este desafío adicional.
Otra cosa que ha cambiado desde que empecé ha sido la mejora de los procesos en el trabajo cotidiano, gracias a que en Lucchini se ha empezado a trabajar con el método "Lean". Cada mañana, antes de empezar, se reúne el equipo para hablar de lo que hay que hacer du-rante el día y el resto de la semana. Hablamos de los posibles problemas y nos aseguramos de encontrar las soluciones. Con este método, todo el mundo se implica para mejorar con-tinuamente”.
TEXTO: Per-Ola KnutasFOTOGRAFÍA: David Magnusson
edge [1·2012]24
E N E L T R A B A J O

edge [1·2012] 25
ACTUALMENTE HAY EN EL MERCADO DOS CABEZAS DE MANDRINAR con acoplamiento Seco-Capto™: Tipo 750 (mandrinado en desbaste) y tipo 780 (mandrinado en acabado). Las cabezas de mandrinar se pueden acoplar directamente en las máquinas con acoplamientos de mangos poligonales (PSC) sin necesidad de utilizar adaptadores. Con unas características y rendimiento idénticos a los anteriores, las nuevas cabezas de mandrinar cuentan con la ventaja adicional del sistema de amarre Seco-Capto de alta robustez. El sistema es totalmente intercambiable, por lo que es ideal para centros de mecanizado multi tarea. www.secotools.com/seco-capto
N O T I C I A S B R E V E S
DESBASTANDODESBASTANDO
NUEVOS PRODUCTOS MANDRINADO
JCO710 ES UNA NUEVA fresa de metal duro de alto rendimiento que ha sido diseñada específi ca-mente para llevar a cabo opera-ciones de desbaste y acabado en aleaciones de titanio. Sus fi los de corte con forma de onda ofrecen un corte suave y una evacuación efi caz de las virutas, lo que permite realizar cortes con una profundidad de hasta 1xD en operaciones de ranurado. JCO710 está disponible con diámetros de entre 16 y 50
milímetros, en versiones de cuatro o seis dientes, incluyendo radios de esquina, que suelen encontrarse en la industria aeronáutica. JCO710 es una opción rentable para el mecanizado de altos avances en aleaciones de titanio con veloci-dades de corte relativamente bajas. Fabricada en HSS con base cobalto, se trata de una herramienta estable que proporciona una segu-ridad óptima en los procesos.www.secotools.com/JCO710
MP1020 ES UNA NUEVA plaquita de cermet para aplicaciones de fresado en diferentes tipos de acero donde es necesario conseguir un gran acabado superfi cial a bajas velocidades de corte. La plaquita cuenta con una estructura de grano fi no extraordinaria que combina la tenacidad con la resistencia al desgaste de una forma excep-cional. Su composición ha sido diseñada para evitar que se produzca cualquier reacción con el material de la pieza, lo que tiene como resultado un desgaste de los fi los controlado y equilibrado sin provocar el astillado. En la práctica, esto signifi ca una mayor duración de la vida útil de la herramienta y un proceso de alta seguridad. www.secotools.com/MP1020
Frésame con suavidad
WWW.SECOTOOLS.COM Disponibilidad del producto: DISPONIBLE Datos de pedido y aplicación: Novedades MN 2012-1
O710 el s en
icional del sistema de amarre Seco-Capto de alta robustez. sistema es totalmente intercambiable, por lo que es ideal
ara centros de mecanizado multi tarea. ww.secotools.com/seco-capto
cuatro dios de arse en
O710
TEXTO Åke R Malm

26 edge [1·2012]
DP3000 ES UNA NUEVA CALIDAD con tecnología Duratomic® para las plaquitas de las brocas de la gama Perfomax con plaquitas intercambiables y poder usar velocidades y avances muy elevados. Se trata de una calidad de plaquita versátil que ofrece una resistencia excelente al desgaste y una gran dureza en los fi los. Es adecuada para la mayoría de los materiales y aplicaciones. DP3000 es un com-plemento de la calidad DP2000 de Duratomic, que se puede utilizar para optimizar operaciones en ciertos materiales, en concreto, para maximizar los datos de corte en acero o fundiciones. Al combinarlas con un cuerpo de broca robusto, las dos calidades de las plaquitas ofrecen una elevada productividad, una duración de vida útil larga y una excelente seguridad de la aplicación.www.secotools.com/DP3000
N O T I C I A S B R E V E S
SECO PRESENTA una nueva gene-ración de fresas de disco, 335.25, para ranuras con gran ancho (que, progresivamente, irán sustituyendo a la generación 335.18 existente). La plaquita para estas fresas cuenta con un concepto en forma de V que crea una geometría de corte óptima, por lo que se reducen las fuerzas de corte y el ruido. De esta forma, se pueden aumentar los datos de corte para maximizar la productividad incluso en condiciones inestables. Con la forma de V, también se crea una conexión robusta y fi able entre la plaquita el cuerpo de la fresa.
Los radios de esquina de las plaqui-tas están disponibles con unos tamaños desde 0,8 a 6 milímetros, con cuatro fi los de corte para reducir el coste por pieza. Las geometrías y las calidades de las plaquitas se encuentran disponibles para todos los materiales. Además, un plano rascador permite conseguir un acabado adecuado, por lo que se elimina la necesidad de llevar a cabo operaciones secundarias. Las fresas están disponibles con asientos fi jos con refrigerante central o asientos ajusta-bles para conseguir la máxima fl exibili-dad posible.www.secotools.com/335.25
FRESAS DE DISCO
ROSCANDO MÁS MATERIALES
Pequeñas pero poderosasTHREADMASTER MINI es una nueva fresa de roscar para aplicaciones de pequeñas dimensiones en materiales templados. En estas se incluyen desde implantes dentales hasta componentes de aviación con unas durezas de entre 45 y 60 HRc. Threadmaster Mini se encuentra disponible para roscas desde M1 x 0,25 a M2,5 x 0,45.www.secotools.com/threading
CALIDAD TENAZ
SECO AMPLÍA SU GAMA de fresas de roscar Threadmaster con Thread-master 900 para materiales con una resistencia a la tracción superior a 900 N/mm2 y Threadmaster-H para mate-riales con una dureza de entre 45 y 60 HRc. Threadmaster se encuentra dis-ponible para roscas entre M4 y M20.
En comparación con el roscado con un macho, las fresas de roscar le ofrecen un mejor acabado sin rebabas. Los clientes tienen a su disposición un servicio de asistencia online, incluidos los datos de CNC (control numérico por ordenador), en la Zona Clientes de la página ofi cial de Seco Tools.www.secotools.com/threading

27edge [1·2012]
SECO ESTÁ FORTALECIENDO su gama de mecanizado pesado con la introducción de las plaqui-tas LNMX40 y LNMX50 con tres nuevas geometrías para conseguir grandes desbastes. Las geometrías RR93, RR96 y RR97 son adecua-das para aplicaciones en estas indus-trias pesadas, como la producción de energía, la construcción naval, de acero y la construcción.
Para la industria ferroviaria, se incluyen las plaquitas LNMX19 y LNMX30 con tres geometrías nuevas para el reacondicionado de ruedas desgastadas. Las geometrías R2, RR94 y RR97 abarcan las operaciones que van desde el desbaste “ligero” hasta el pesado con un control de viruta más adecuado. Todas las plaquitas se encuentran disponibles en las calidades Seco más adecuadas.www.secotools.com/heavymachining
LA SERIE JS550 de Jabro™-Solid² de Seco ya se encuentra disponible con un mayor rango de radios de esquina: desde 0,5 a 4 milímetros. Se puede utilizar en todas las aplicaciones de mecanizado general, así como en aplicaciones aeronáuticas en acero inoxidable, titanio y superaleaciones.
Las versiones largas (L) de JS550 con paso diferencial, son fresas robustas de metal duro para el escuadrado con una gran profundidad de pasada, lo que las hace adecuadas para un fresado dinámico. Este método se utiliza para grandes profundidades de corte en combinación con anchos de corte relativamente pequeños y a altas velocidades y con grandes avances. El método de fresado dinámico, que requiere la programación CAM, puede aumentar el volumen de extracción de viruta hasta en un 500% en comparación con los métodos tradicionales.www.secotools.com/JS550
AMPLIA-CIÓN DE GAMA
DESBASTE PESADO
APLICACIONES ONLINEEN LA ZONA CLIENTES de la página web de Seco, se pueden encontrar aplicaciones interactivas para clientes. En este área se han agregado una serie de actualizaciones:
Las funciones de fi ltrado y de búsqueda de la Guía Seco ahora también incluyen el tipo de operación (desbaste o acabado).
El asistente de roscado ofrece una gama actualizada de productos Threadmaster cónicos, productos Threadmas-
ter de acero de gran resisten-cia y de acero templado y un Threadmaster de M20 x 2,5. Entre los nuevos productos, se incluyen la Threadmaster Mini y la Threadmaster para taladrado (consulte la páginas 2 y 26 para obtener más información).
Seco seguirá actualizando el conjunto de aplicaciones a lo largo del año. Hay disponibles nuevas zonas de compra online en las webs de Rusia, Nueva Zelanda e Indonesia.www.secotools.com/customerzone
JHP770 ES UNA FRESA DE METAL DURO DEJABRO™ diseñada para obtener un mecanizado de alto rendimiento en aleaciones de titanio, aplicadas principalmente en los sectores aeronáutico y médico. El rango de diámetros existente de entre 6 y 25 milíme-tros con cuatro dientes se ha ampliado en una versión de cinco dientes para diámetros de 16, 20 y 25 milímetros. El diseño de cinco dientes le ofrece un mayor volumen de extracción de viruta, lo que tiene como resultado un aumento de la productividad.www.secotools.com/JHP770
CINCO DIENTES

FOTO
GR
AFÍA
: AN
DR
ETTI A
UTO
SP
OR
T
02820527 ST20116349 ES
Echando el frenoLa línea Jabro de fresas d
e metal
duro de Seco se utiliza para crea
r
moldes complejos para la fabricació
n
de pinzas y discos de f
reno.
370 km/hVelocidad máxima
aproximada de un bólido de la IndyCar
650 caballos
Potencia aproximada producida por un bólido de la IndyCar
Lea nuestra historia sobre Formula Student (página 10).
3,0 segundos
Tiempo que necesita un bólido de la IndyCar para pasar de 0 a 100 mph (160 km/h)
CONTINUANDO CON LA venerable tradición
de carreras de la familia Andretti, Andretti
Autosport es uno de los equipos de mayor
éxito en la historia de los circuitos de la
IndyCar. En las instalaciones del equipo,
se crean piezas de fi bra de carbono ligeras
a partir de moldes con acabados muy lisos
como el vidrio. Para este tipo de precisión,
son necesarias soluciones con herramientas
a medida.
SEMÁFORO EN VERDE
¿TIENE ALGUNA SUGERENCIA? ¿Utiliza herramientas de Seco para fabricar un producto muy complicado? Póngase en contacto con nosotros en [email protected].
LOS DATOS